curs3tehnologia materialelor an1 sem2 ar+it
TRANSCRIPT
Prelucrarea prin extrudare
1
3. Prelucrarea prin extrudare.
3.1. Introducere
Extrudarea este un procedeu de prelucrare prin deformare plastică, la rece sau la
cald, asemănător tragerii. Acesta constă în trecerea (împingerea) forţată a materialului,
datorită unei forţe de compresiune mari, prin orificiul calibrat al unei filiere sau matriţe de
extrudare. Procedeul se aplică materialelor care, în anumite condiţii, nu pot fi trase,
adică nu este respectă condiţia tragerii în procesul de prelucrare:
𝐹𝑡 ≥ 𝐹𝑟 şi 𝜎𝑡 < 𝜎𝑟 (condiţia tragerii) (1)
în care Ft este forţa de tragere (de tracţiune);
Fr - forţa de respingere;
σt - efortul unitar la tracţiune;
σr - rezistenţa de rupere a materialului supus tragerii.
În mod normal, pot fi extrudate toate materialele care au o bună plasticitate, permiţând obţinerea unor
produse cu compactitate ridicată și o bună precizie dimensională și de formă. Echipamentele utilizate în
procesul de extrudare sunt diferite celor folosite la tragere sau trefilare.
Cunoaşterea procesului tehnologic de extrudare, a forţei necesare desfăşurării
operaţiei, precum şi a măsurii în care proprietăţile mecanice ale semifabricatelor
obţinute cresc, este deosebit de importantă, îndeosebi în ceea ce priveşe selecţia
acestora în vederea utilizării lor la diferite aplicaţii şi la selecţia tehnologiei
economice de obţinere a pieselor finite [1].
Cunoaşterea echipamentelor specifice extrudării permite formarea unei viziuni
de ansamblu privind desfăşurarea procesului de prelucrare şi de stabilire a limitelor
și a tipului de semifabricate cărora se poate aplica procesul.
Obiectivele acestui capitol sunt:
o Definirea operaţiei de extrudare;
o Stabilirea forţei necesare desfăşurării procesului;
o Proprietăţile materialelor prelucrate prin extrudare;
o Prezentarea desfășurării procesului și a echipamentelor utilizate la
extrudare;
o Tipuri de semifabricate obţinute în urma aplicării acestor operaţii;
o Aplicarea procedeului de extrudare la acoperirea cablurilor electrice
cu diferite materiale.
Durata medie de studiu individual: 50 minute.
Concluzie:
Obiectivele capitolului:
Durată
Prelucrarea prin extrudare
2
3.2. Principiul prelucrării prin extrudare.
Materialul aflat, de obicei, sub forma unei bare cilindrice este introdus într-un container și este
împins prin orificiul unei filiere care îi atribuie semifabricatului forma, dimensiunile, precizia dimensională și
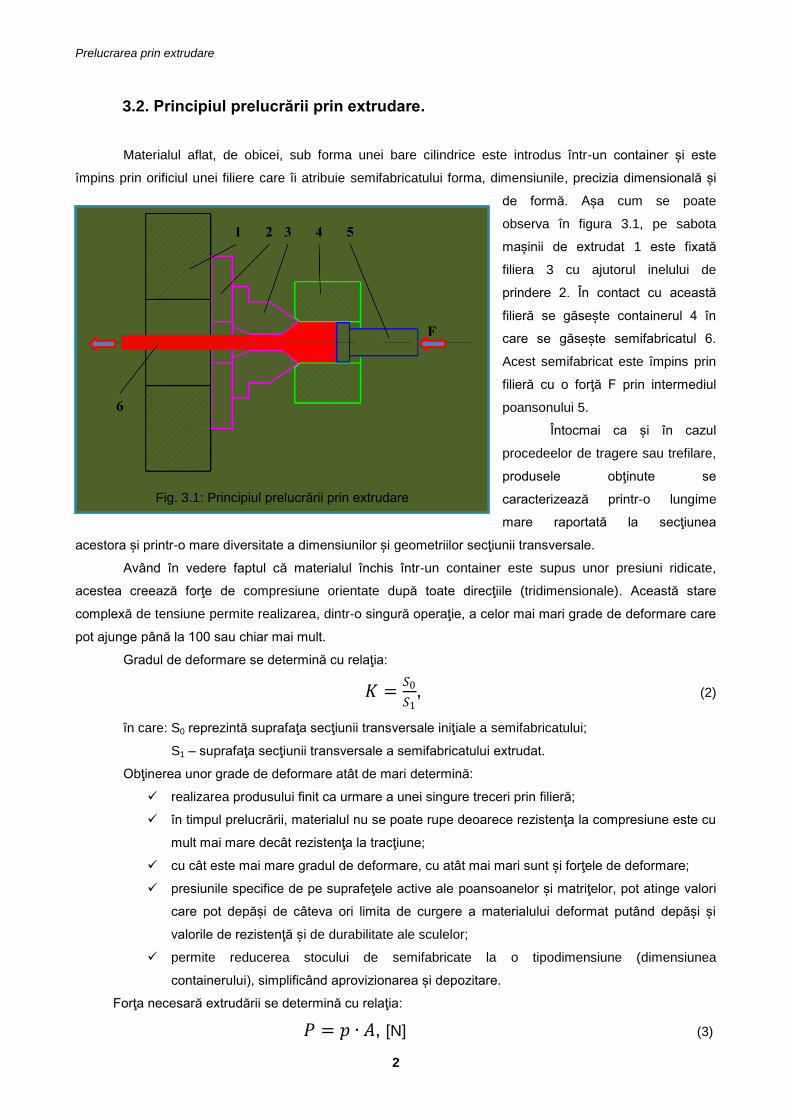
de formă. Așa cum se poate
observa în figura 3.1, pe sabota
mașinii de extrudat 1 este fixată
filiera 3 cu ajutorul inelului de
prindere 2. În contact cu această
filieră se găsește containerul 4 în
care se găsește semifabricatul 6.
Acest semifabricat este împins prin
filieră cu o forţă F prin intermediul
poansonului 5.
Întocmai ca și în cazul
procedeelor de tragere sau trefilare,
produsele obţinute se
caracterizează printr-o lungime
mare raportată la secţiunea
acestora și printr-o mare diversitate a dimensiunilor și geometriilor secţiunii transversale.
Având în vedere faptul că materialul închis într-un container este supus unor presiuni ridicate,
acestea creează forţe de compresiune orientate după toate direcţiile (tridimensionale). Această stare
complexă de tensiune permite realizarea, dintr-o singură operaţie, a celor mai mari grade de deformare care
pot ajunge până la 100 sau chiar mai mult.
Gradul de deformare se determină cu relaţia:
𝐾 =𝑆0
𝑆1, (2)
în care: S0 reprezintă suprafaţa secţiunii transversale iniţiale a semifabricatului;
S1 – suprafaţa secţiunii transversale a semifabricatului extrudat.
Obţinerea unor grade de deformare atât de mari determină:
realizarea produsului finit ca urmare a unei singure treceri prin filieră;
în timpul prelucrării, materialul nu se poate rupe deoarece rezistenţa la compresiune este cu
mult mai mare decât rezistenţa la tracţiune;
cu cât este mai mare gradul de deformare, cu atât mai mari sunt și forţele de deformare;
presiunile specifice de pe suprafeţele active ale poansoanelor și matriţelor, pot atinge valori
care pot depăși de câteva ori limita de curgere a materialului deformat putând depăși și
valorile de rezistenţă și de durabilitate ale sculelor;
permite reducerea stocului de semifabricate la o tipodimensiune (dimensiunea
containerului), simplificând aprovizionarea și depozitare.
Forţa necesară extrudării se determină cu relaţia:
𝑃 = 𝑝 ∙ 𝐴, [N] (3)
Fig. 3.1: Principiul prelucrării prin extrudare
Prelucrarea prin extrudare
3
în care: p este presiunea de deformare a materialului [MPa];
A – aria secţiunii transversale a părţii active a poansonului [mm2].
Presiunea de deformare se poate determina cu ajutorul relaţiei:
𝑝 = 𝑐 ∙ 𝜎𝑐 1 + 𝜇𝐿
𝐷 𝑙𝑛
𝑆0
𝑆1, [MPa] (4)
în care σc reprezintă limita la curgere a materialului în condiţiile date ale deformării;
μ – coeficientul de frecare exterioară;
L – lungimea semifabricatului iniţial;
D – diametrul semifabricatului iniţial;
c – coeficient ce ţine seama de forma matriţei.
Datorită stării favorabile de tensiune în materialul supus extrudării și a posibilităţilor de extrudare la
cald, este posibilă și prelucrarea prin extrudare a aliajelor speciale care, în mod normal, prezintă dificultăţi
de prelucrare prin forjare sau laminare.
Procedeul prezintă dezavantajul
faptului că necesită forţe mari de
deformare, inclusiv cele legate de forţele
de frecare dintre material și suprafaţa
containerului și dintre material și suprafaţa
interioară a filierei. Prin urmare, procedeul
presupune utilizarea unor echipamente de
forţă mare, chiar dacă, în ultima vreme,
forţele de frecare pot fi reduse substanţial
prin utilizarea unor lubrifianţi foarte
eficienţi în condiţii severe de lucru.
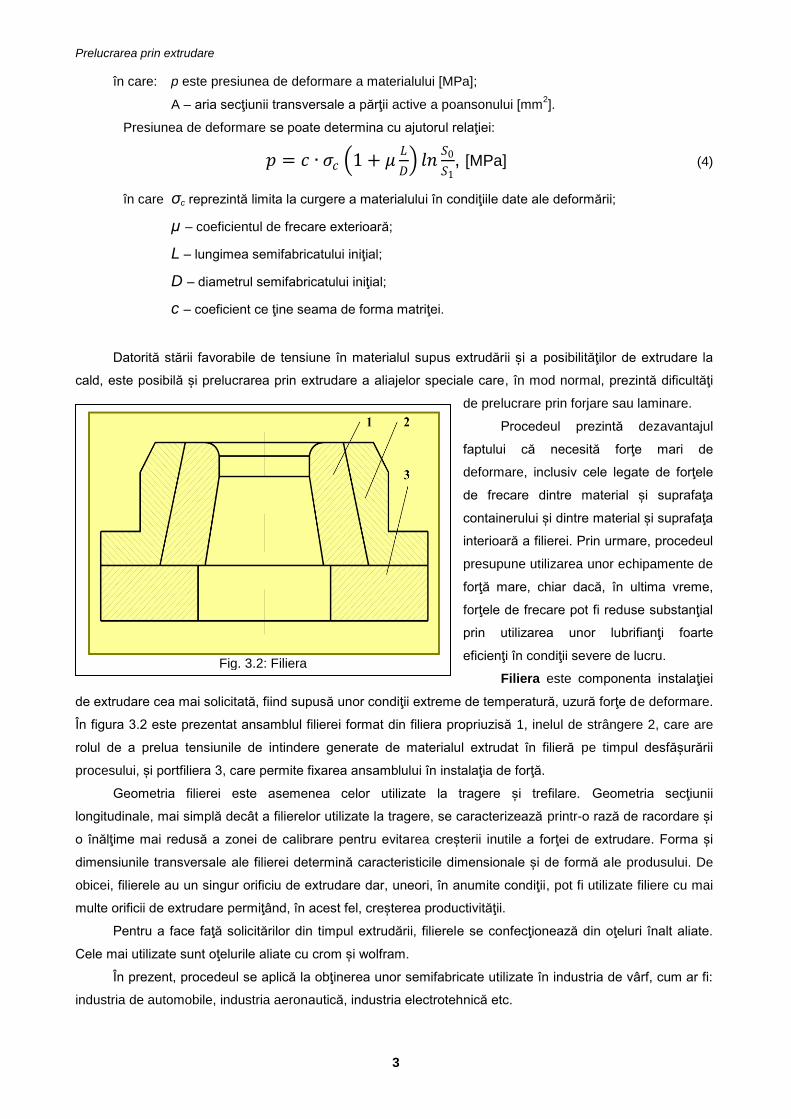
Filiera este componenta instalaţiei
de extrudare cea mai solicitată, fiind supusă unor condiţii extreme de temperatură, uzură forţe de deformare.
În figura 3.2 este prezentat ansamblul filierei format din filiera propriuzisă 1, inelul de strângere 2, care are
rolul de a prelua tensiunile de intindere generate de materialul extrudat în filieră pe timpul desfășurării
procesului, și portfiliera 3, care permite fixarea ansamblului în instalaţia de forţă.
Geometria filierei este asemenea celor utilizate la tragere și trefilare. Geometria secţiunii
longitudinale, mai simplă decât a filierelor utilizate la tragere, se caracterizează printr-o rază de racordare și
o înălţime mai redusă a zonei de calibrare pentru evitarea creșterii inutile a forţei de extrudare. Forma și
dimensiunile transversale ale filierei determină caracteristicile dimensionale și de formă ale produsului. De
obicei, filierele au un singur orificiu de extrudare dar, uneori, în anumite condiţii, pot fi utilizate filiere cu mai
multe orificii de extrudare permiţând, în acest fel, creșterea productivităţii.
Pentru a face faţă solicitărilor din timpul extrudării, filierele se confecţionează din oţeluri înalt aliate.
Cele mai utilizate sunt oţelurile aliate cu crom și wolfram.
În prezent, procedeul se aplică la obţinerea unor semifabricate utilizate în industria de vârf, cum ar fi:
industria de automobile, industria aeronautică, industria electrotehnică etc.
Fig. 3.2: Filiera
Prelucrarea prin extrudare
4
3.3. Metode de prelucrare prin extrudare.
În funcţie de relaţia care există între sensul aplicării forţei și sensul de curgere a materialului prin
filieră, pot fi identificate trei metode de prelucrare prin extrudare, cum ar fi:
extrudarea directă;
extrudarea indirectă;
extrudarea mixtă.
3.3.1. Prelucrare prin extrudare directă.
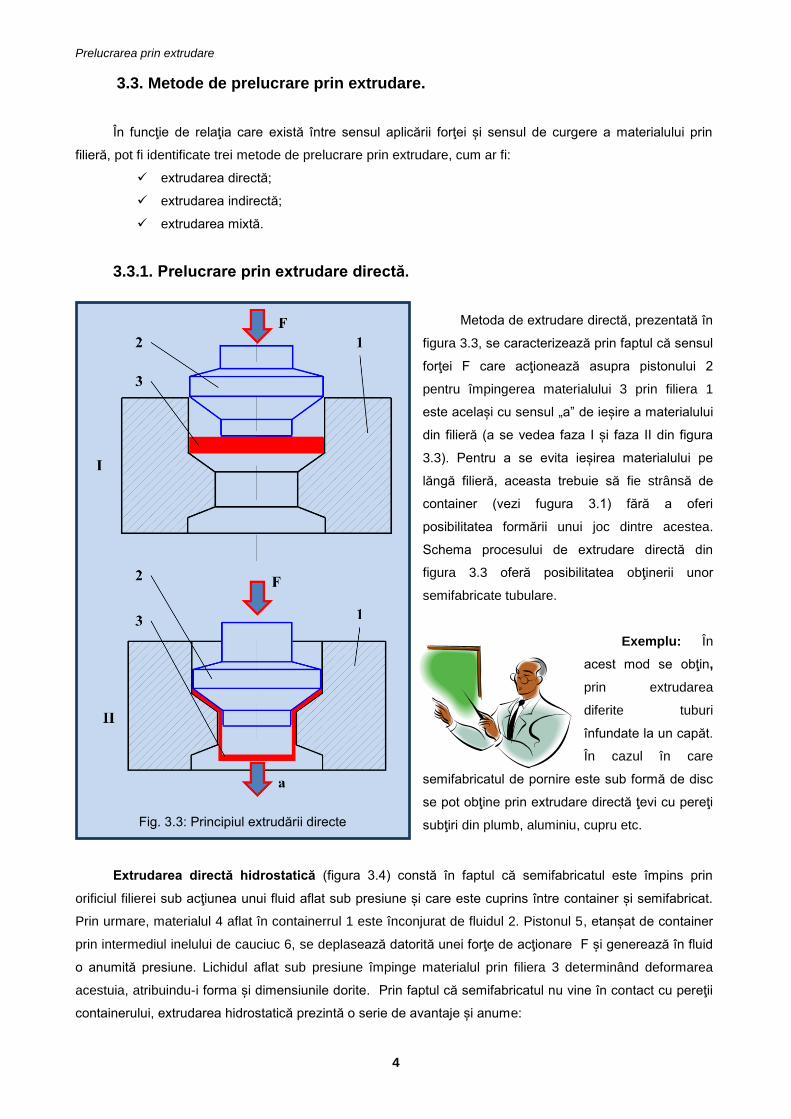
Metoda de extrudare directă, prezentată în
figura 3.3, se caracterizează prin faptul că sensul
forţei F care acţionează asupra pistonului 2
pentru împingerea materialului 3 prin filiera 1
este același cu sensul „a” de ieșire a materialului
din filieră (a se vedea faza I și faza II din figura
3.3). Pentru a se evita ieșirea materialului pe
lăngă filieră, aceasta trebuie să fie strânsă de
container (vezi fugura 3.1) fără a oferi
posibilitatea formării unui joc dintre acestea.
Schema procesului de extrudare directă din
figura 3.3 oferă posibilitatea obţinerii unor
semifabricate tubulare.
Exemplu: În
acest mod se obţin,
prin extrudarea
diferite tuburi
înfundate la un capăt.
În cazul în care
semifabricatul de pornire este sub formă de disc
se pot obţine prin extrudare directă ţevi cu pereţi
subţiri din plumb, aluminiu, cupru etc.
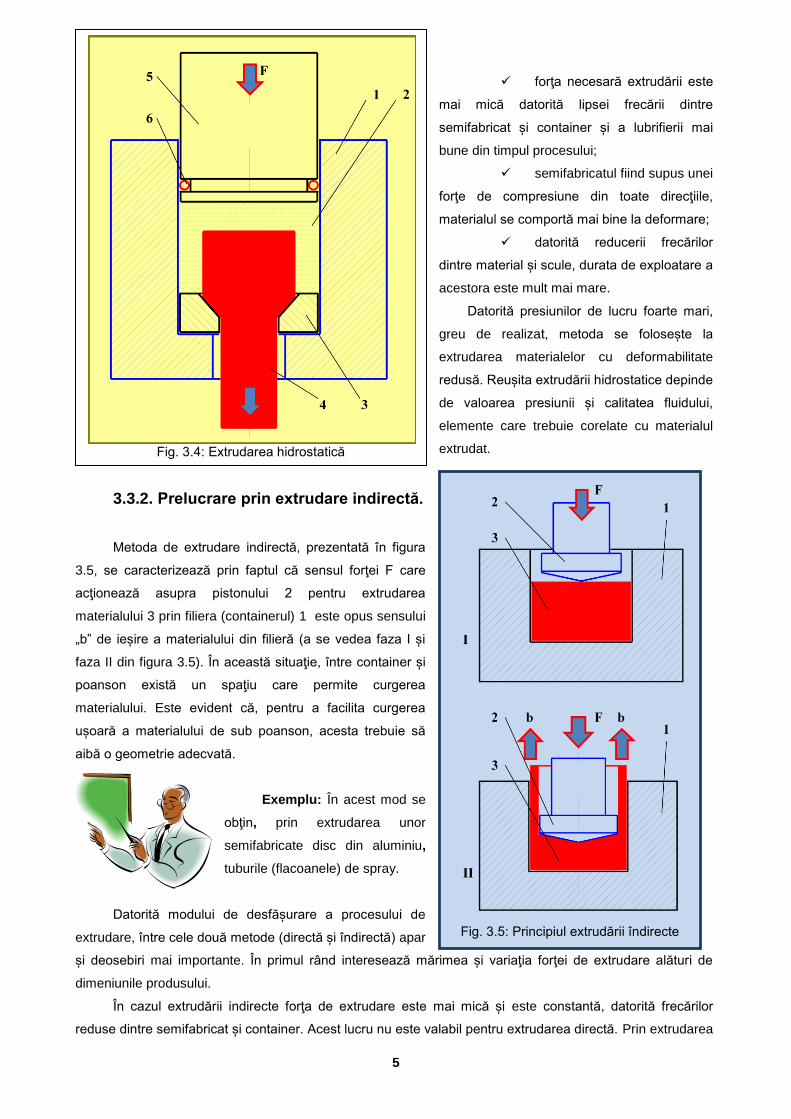
Extrudarea directă hidrostatică (figura 3.4) constă în faptul că semifabricatul este împins prin
orificiul filierei sub acţiunea unui fluid aflat sub presiune și care este cuprins între container și semifabricat.
Prin urmare, materialul 4 aflat în containerrul 1 este înconjurat de fluidul 2. Pistonul 5, etanșat de container
prin intermediul inelului de cauciuc 6, se deplasează datorită unei forţe de acţionare F și generează în fluid
o anumită presiune. Lichidul aflat sub presiune împinge materialul prin filiera 3 determinând deformarea
acestuia, atribuindu-i forma și dimensiunile dorite. Prin faptul că semifabricatul nu vine în contact cu pereţii
containerului, extrudarea hidrostatică prezintă o serie de avantaje și anume:
Fig. 3.3: Principiul extrudării directe
Prelucrarea prin extrudare
5
forţa necesară extrudării este
mai mică datorită lipsei frecării dintre
semifabricat și container și a lubrifierii mai
bune din timpul procesului;
semifabricatul fiind supus unei
forţe de compresiune din toate direcţiile,
materialul se comportă mai bine la deformare;
datorită reducerii frecărilor
dintre material și scule, durata de exploatare a
acestora este mult mai mare.
Datorită presiunilor de lucru foarte mari,
greu de realizat, metoda se folosește la
extrudarea materialelor cu deformabilitate
redusă. Reușita extrudării hidrostatice depinde
de valoarea presiunii și calitatea fluidului,
elemente care trebuie corelate cu materialul
extrudat.
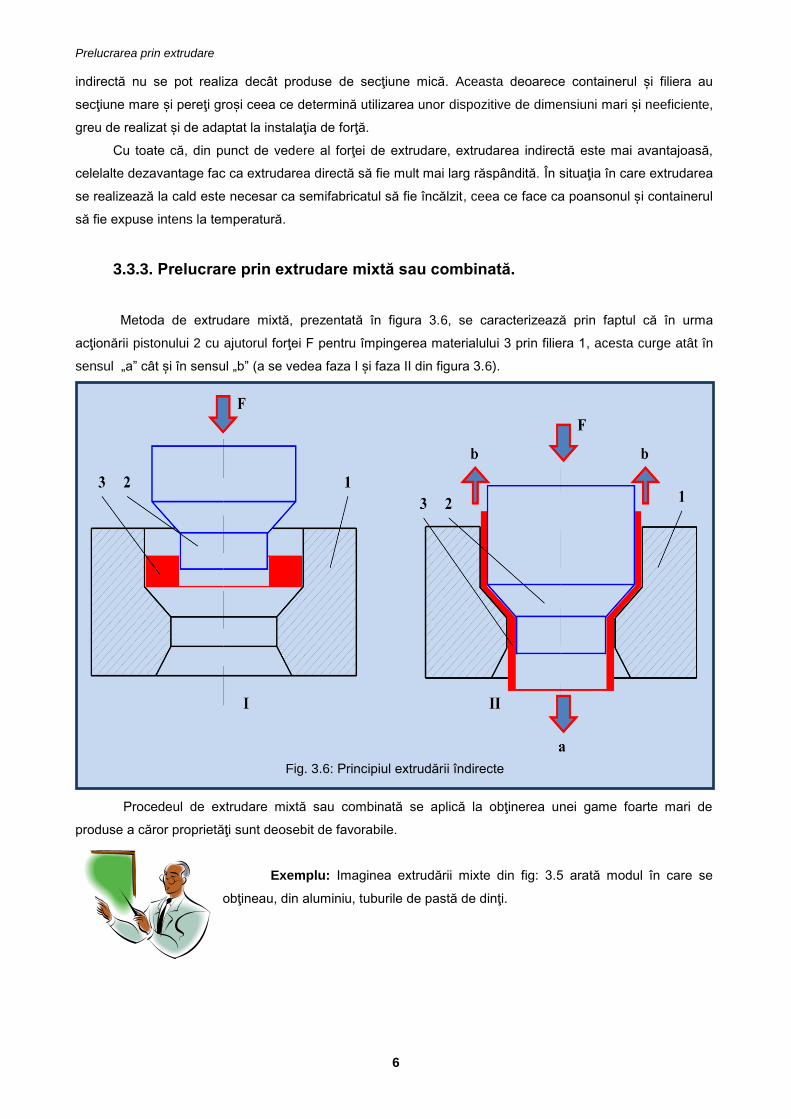
3.3.2. Prelucrare prin extrudare indirectă.
Metoda de extrudare indirectă, prezentată în figura
3.5, se caracterizează prin faptul că sensul forţei F care
acţionează asupra pistonului 2 pentru extrudarea
materialului 3 prin filiera (containerul) 1 este opus sensului
„b” de ieșire a materialului din filieră (a se vedea faza I și
faza II din figura 3.5). În această situaţie, între container și
poanson există un spaţiu care permite curgerea
materialului. Este evident că, pentru a facilita curgerea
ușoară a materialului de sub poanson, acesta trebuie să
aibă o geometrie adecvată.
Exemplu: În acest mod se
obţin, prin extrudarea unor
semifabricate disc din aluminiu,
tuburile (flacoanele) de spray.
Datorită modului de desfășurare a procesului de
extrudare, între cele două metode (directă și îndirectă) apar
și deosebiri mai importante. În primul rând interesează mărimea și variaţia forţei de extrudare alături de
dimeniunile produsului.
În cazul extrudării indirecte forţa de extrudare este mai mică și este constantă, datorită frecărilor
reduse dintre semifabricat și container. Acest lucru nu este valabil pentru extrudarea directă. Prin extrudarea
Fig. 3.5: Principiul extrudării îndirecte
Fig. 3.4: Extrudarea hidrostatică
Prelucrarea prin extrudare
6
indirectă nu se pot realiza decât produse de secţiune mică. Aceasta deoarece containerul și filiera au
secţiune mare și pereţi groși ceea ce determină utilizarea unor dispozitive de dimensiuni mari și neeficiente,
greu de realizat și de adaptat la instalaţia de forţă.
Cu toate că, din punct de vedere al forţei de extrudare, extrudarea indirectă este mai avantajoasă,
celelalte dezavantage fac ca extrudarea directă să fie mult mai larg răspândită. În situaţia în care extrudarea
se realizează la cald este necesar ca semifabricatul să fie încălzit, ceea ce face ca poansonul și containerul
să fie expuse intens la temperatură.
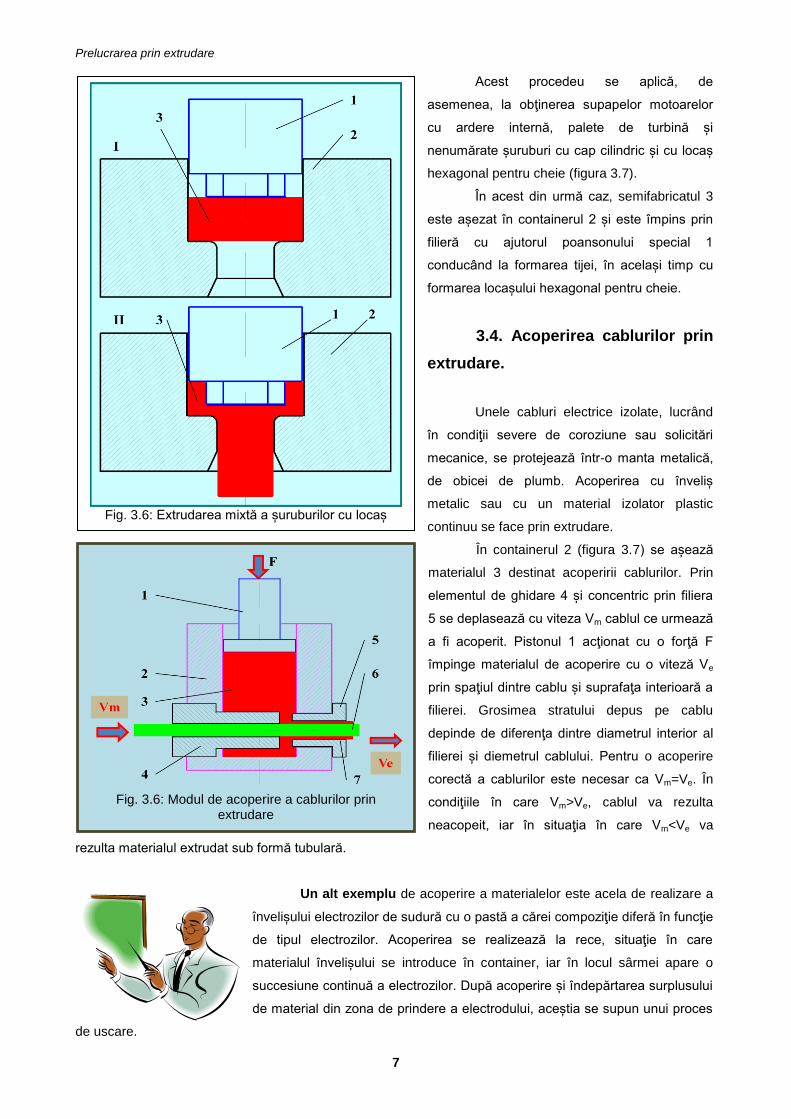
3.3.3. Prelucrare prin extrudare mixtă sau combinată.
Metoda de extrudare mixtă, prezentată în figura 3.6, se caracterizează prin faptul că în urma
acţionării pistonului 2 cu ajutorul forţei F pentru împingerea materialului 3 prin filiera 1, acesta curge atât în
sensul „a” cât și în sensul „b” (a se vedea faza I și faza II din figura 3.6).
Procedeul de extrudare mixtă sau combinată se aplică la obţinerea unei game foarte mari de
produse a căror proprietăţi sunt deosebit de favorabile.
Exemplu: Imaginea extrudării mixte din fig: 3.5 arată modul în care se
obţineau, din aluminiu, tuburile de pastă de dinţi.
Fig. 3.6: Principiul extrudării îndirecte
Prelucrarea prin extrudare
7
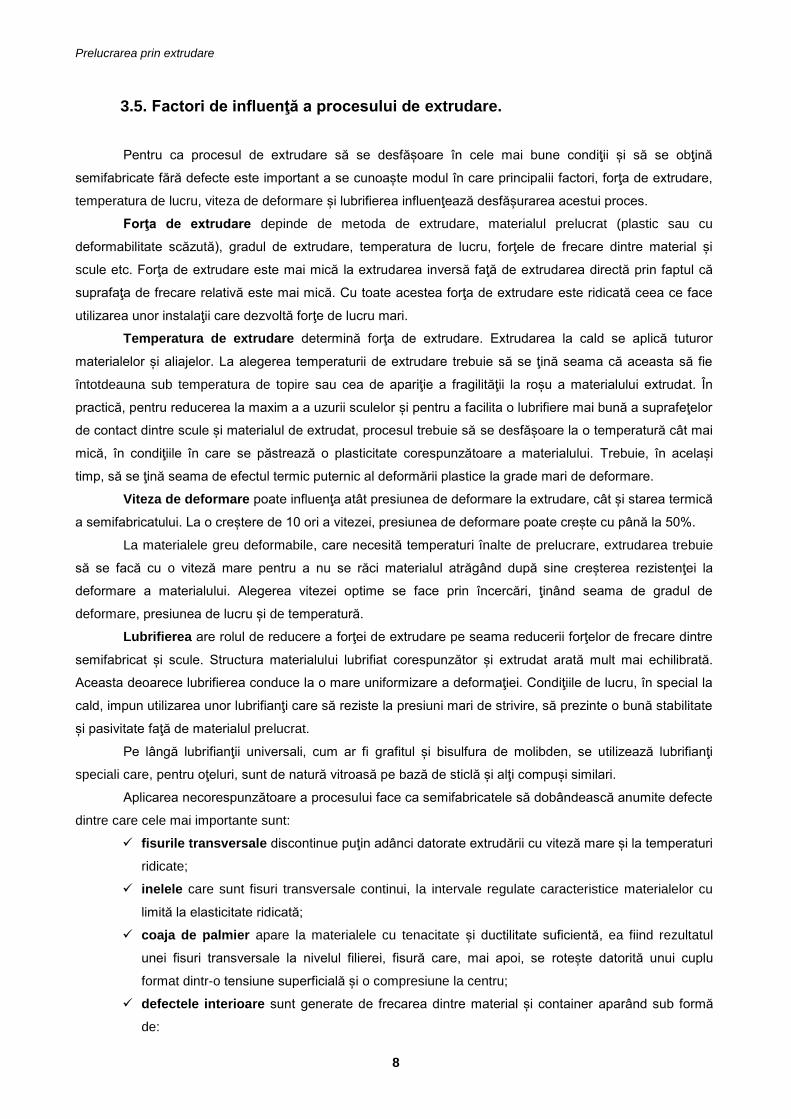
Acest procedeu se aplică, de
asemenea, la obţinerea supapelor motoarelor
cu ardere internă, palete de turbină și
nenumărate șuruburi cu cap cilindric și cu locaș
hexagonal pentru cheie (figura 3.7).
În acest din urmă caz, semifabricatul 3
este așezat în containerul 2 și este împins prin
filieră cu ajutorul poansonului special 1
conducând la formarea tijei, în același timp cu
formarea locașului hexagonal pentru cheie.
3.4. Acoperirea cablurilor prin
extrudare.
Unele cabluri electrice izolate, lucrând
în condiţii severe de coroziune sau solicitări
mecanice, se protejează într-o manta metalică,
de obicei de plumb. Acoperirea cu înveliș
metalic sau cu un material izolator plastic
continuu se face prin extrudare.
În containerul 2 (figura 3.7) se așează
materialul 3 destinat acoperirii cablurilor. Prin
elementul de ghidare 4 și concentric prin filiera
5 se deplasează cu viteza Vm cablul ce urmează
a fi acoperit. Pistonul 1 acţionat cu o forţă F
împinge materialul de acoperire cu o viteză Ve
prin spaţiul dintre cablu și suprafaţa interioară a
filierei. Grosimea stratului depus pe cablu
depinde de diferenţa dintre diametrul interior al
filierei și diemetrul cablului. Pentru o acoperire
corectă a cablurilor este necesar ca Vm=Ve. În
condiţiile în care Vm>Ve, cablul va rezulta
neacopeit, iar în situaţia în care Vm<Ve va
rezulta materialul extrudat sub formă tubulară.
Un alt exemplu de acoperire a materialelor este acela de realizare a
învelișului electrozilor de sudură cu o pastă a cărei compoziţie diferă în funcţie
de tipul electrozilor. Acoperirea se realizează la rece, situaţie în care
materialul învelișului se introduce în container, iar în locul sârmei apare o
succesiune continuă a electrozilor. După acoperire și îndepărtarea surplusului
de material din zona de prindere a electrodului, aceștia se supun unui proces
de uscare.
Fig. 3.6: Modul de acoperire a cablurilor prin
extrudare
Fig. 3.6: Extrudarea mixtă a șuruburilor cu locaș
hexagonal
Prelucrarea prin extrudare
8
3.5. Factori de influenţă a procesului de extrudare.
Pentru ca procesul de extrudare să se desfășoare în cele mai bune condiţii și să se obţină
semifabricate fără defecte este important a se cunoaște modul în care principalii factori, forţa de extrudare,
temperatura de lucru, viteza de deformare și lubrifierea influenţează desfășurarea acestui proces.
Forţa de extrudare depinde de metoda de extrudare, materialul prelucrat (plastic sau cu
deformabilitate scăzută), gradul de extrudare, temperatura de lucru, forţele de frecare dintre material și
scule etc. Forţa de extrudare este mai mică la extrudarea inversă faţă de extrudarea directă prin faptul că
suprafaţa de frecare relativă este mai mică. Cu toate acestea forţa de extrudare este ridicată ceea ce face
utilizarea unor instalaţii care dezvoltă forţe de lucru mari.
Temperatura de extrudare determină forţa de extrudare. Extrudarea la cald se aplică tuturor
materialelor și aliajelor. La alegerea temperaturii de extrudare trebuie să se ţină seama că aceasta să fie
întotdeauna sub temperatura de topire sau cea de apariţie a fragilităţii la roșu a materialului extrudat. În
practică, pentru reducerea la maxim a a uzurii sculelor și pentru a facilita o lubrifiere mai bună a suprafeţelor
de contact dintre scule și materialul de extrudat, procesul trebuie să se desfășoare la o temperatură cât mai
mică, în condiţiile în care se păstrează o plasticitate corespunzătoare a materialului. Trebuie, în același
timp, să se ţină seama de efectul termic puternic al deformării plastice la grade mari de deformare.
Viteza de deformare poate influenţa atât presiunea de deformare la extrudare, cât și starea termică
a semifabricatului. La o creștere de 10 ori a vitezei, presiunea de deformare poate crește cu până la 50%.
La materialele greu deformabile, care necesită temperaturi înalte de prelucrare, extrudarea trebuie
să se facă cu o viteză mare pentru a nu se răci materialul atrăgând după sine creșterea rezistenţei la
deformare a materialului. Alegerea vitezei optime se face prin încercări, ţinând seama de gradul de
deformare, presiunea de lucru și de temperatură.
Lubrifierea are rolul de reducere a forţei de extrudare pe seama reducerii forţelor de frecare dintre
semifabricat și scule. Structura materialului lubrifiat corespunzător și extrudat arată mult mai echilibrată.
Aceasta deoarece lubrifierea conduce la o mare uniformizare a deformaţiei. Condiţiile de lucru, în special la
cald, impun utilizarea unor lubrifianţi care să reziste la presiuni mari de strivire, să prezinte o bună stabilitate
și pasivitate faţă de materialul prelucrat.
Pe lângă lubrifianţii universali, cum ar fi grafitul și bisulfura de molibden, se utilizează lubrifianţi
speciali care, pentru oţeluri, sunt de natură vitroasă pe bază de sticlă și alţi compuși similari.
Aplicarea necorespunzătoare a procesului face ca semifabricatele să dobândească anumite defecte
dintre care cele mai importante sunt:
fisurile transversale discontinue puţin adânci datorate extrudării cu viteză mare și la temperaturi
ridicate;
inelele care sunt fisuri transversale continui, la intervale regulate caracteristice materialelor cu
limită la elasticitate ridicată;
coaja de palmier apare la materialele cu tenacitate și ductilitate suficientă, ea fiind rezultatul
unei fisuri transversale la nivelul filierei, fisură care, mai apoi, se rotește datorită unui cuplu
format dintr-o tensiune superficială și o compresiune la centru;
defectele interioare sunt generate de frecarea dintre material și container aparând sub formă
de:
Prelucrarea prin extrudare
9
REZUMAT:
o porozitatea este rezultatul frecării exterioare mari și a presiunii mici din straturile
interioare ale materialului care afânează materialul;
o tubajul apare atunci când forţele de frecare exterioare mari antrenează materialul din
zona interioară puţin solicitată formând goluri alungite în sensul extrudării;
o cavităţile vârf de lance apare atunci când raportul dintre coeficientul de frecare extern
și cel intern este foarte mare făcând ca deplasarea materialului în zona centrală să fie
mai mare generând tensiuni de întindere ce depășesc rezistenţa de rupere a
materialului producând rupturi interioare transversale care se deformează și se lărgesc.
Definiţi procedeul de prelucrare prin extrudare?
Din ce este formată filiera și care sunt materialele utilizate la realizarea ei?
Câte tipuri de procedee de extrudare cunoașteţi?
În ce constă extrudarea directă?
În ce constă extrudarea hidrostatică?
În ce constă extrudarea indirectă?
În ce constă extrudarea mixtă sau combinată?
Aplicaţii ale procesului de prelucrare prin extrudare?
Cum se descfășoară procesul de acoperire a cablurilor ?
Care sunt factorii ce influenţează procesul de extrudare?
Tipuri de lubrifianţi utilizaţi la extrudare?
Menţionaţi defectele care pot apărea în materialele extrudate.
Cursul prezintă procedeul de prelucrare prin extrudare. Pentru aceasta este necesară
cunoașterea principiului extrudării, a forţei de extrudare, a metodelor de extrudare,
alături de echipamentele utilizate în acest scop. Este prezentat avantajul extrudării
indirecte în raport cu extrudarea directă. Avantajele extrudării în raport cu a tragerii
sau a trefilării face ca acest procedeu să aibă o largă aplicabilitate. Prin urmare, este
prezentată utilizarea procedeului la obţinerea șuruburilor cu locaș hexagonal și la
acoperirea cu material metalic sau din plastic a cablurilor electrice. Pentru aplicarea
corectă a extrudării este necesară cunoașterea factorilor care influenţează
desfășurarea procesului și a defectelor care pot apărea în material, în caz contrar.
[1]. S. Domşa, Selecţia şi proiectarea materialelor, Editura U.T. Pres, Cluj-Napoca,
2006.
[2]. L. Brânduşan, R. Orban, Proiectarea Tehnologiilor de Prelucrare prin Aşchiere pe
Maşini Unelte Universale., Editura TODESCO, Cluj-Napoca, 2002.
[3]. A. Nanu, Tehnologia materialelor, EDP-Bucuresti, 1986.
[4]. N. Vintila, Tehnologia metalelor, Litografia Institutului Politehnic Cluj, Vol. I, 1978.
[5]. I. Mălureanu, C. Bejinaru, Tehnologia Materialelor, Editura Gh. Asachi, Iaşi, 1999.
[6]. A. Palfalvi, Tehnologia materialelor, EDP-Bucuresti, 1982.
Bibliografie:
Întrebări şi discuţii: