morarit proiect
TRANSCRIPT
8/12/2019 Morarit proiect
http://slidepdf.com/reader/full/morarit-proiect 1/15
1
Cuprins :
1.Tema proiectului
2.Caracterizarea materiei prime
3.Caracterizarea produselor finite
4.Specificitatea fabricatiei
4.1 .Felul macinisului
4.2. Regimul de macinis adoptat
5. Elemente de inginerie tehnologica
5.1. Dimensionarea tehnologica a utilajelor din sectia de pregatire a cerealelor pentru macinis
5.1.1.Calculul capacitatii de productie a sectiei de pregatire a cerealelor pentru macinis
5.1.2.Calculul si alegerea utilajelor din sectia de pregatire a cerealelor pentru macinis
5.2.Descrierea fluxului tehnologic stabilit pentru sectia de pregatire a cerealelor pentru macinis
5.3.Dimensionarea tehnologica a utilajelor din sectia de macinis
5.3.1.Alegerea valturilor si repartizarea lungimii de tavalug pe pasaje
5.3.2.Alegerea sitelor plane si repartizarea suprafetei de cernere pe pasaje
5.3.Descrierea fluxului tehnologic pentru sectia de macinis
6. Partea grafica
6.1.Diagrama tehnica a sectiei de pregatire a cerealelor pentru macinis
6.2.Diagrama tehnica a sectiei de macinis
8/12/2019 Morarit proiect
http://slidepdf.com/reader/full/morarit-proiect 2/15
8/12/2019 Morarit proiect
http://slidepdf.com/reader/full/morarit-proiect 3/15
3
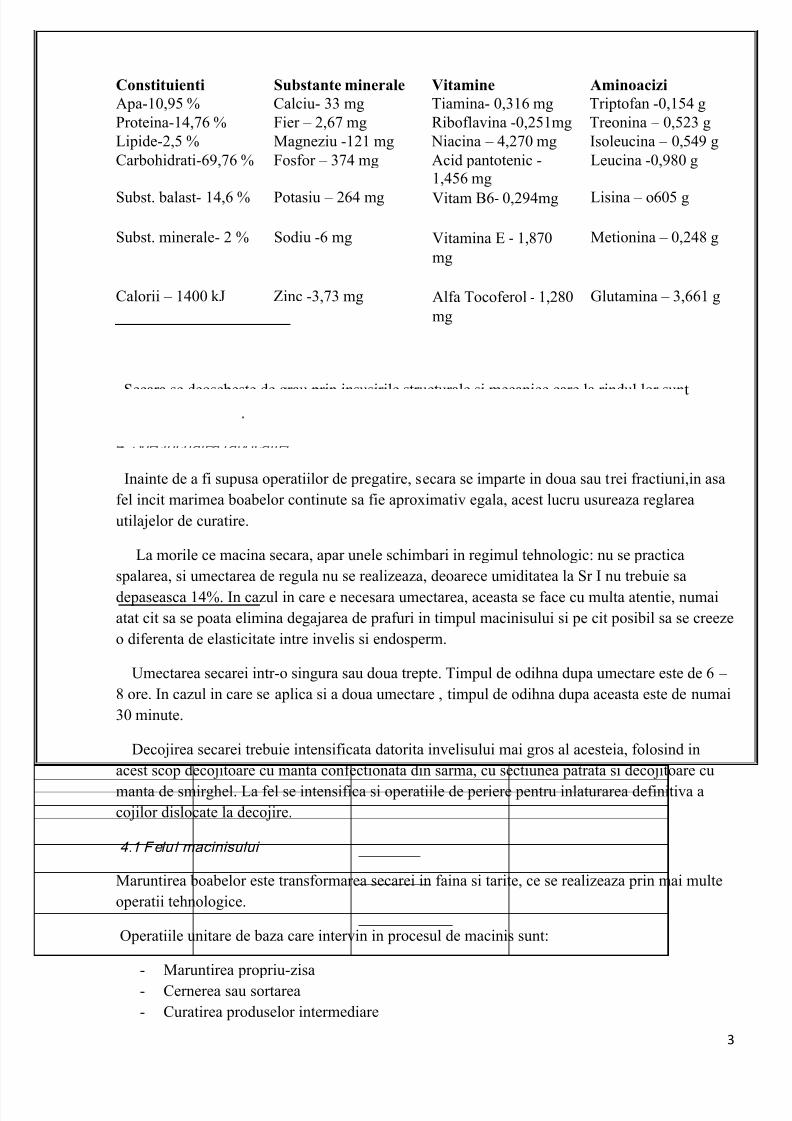
Constituienti Substante minerale Vitamine Aminoacizi
Apa-10,95 % Calciu- 33 mg Tiamina- 0,316 mg Triptofan -0,154 g
Proteina-14,76 % Fier – 2,67 mg Riboflavina -0,251mg Treonina – 0,523 g
Lipide-2,5 % Magneziu -121 mg Niacina – 4,270 mg Isoleucina – 0,549 g
Carbohidrati-69,76 % Fosfor – 374 mg Acid pantotenic -
1,456 mg
Leucina -0,980 g
Subst. balast- 14,6 % Potasiu – 264 mg Vitam B6- 0,294mg Lisina – o605 g
Subst. minerale- 2 % Sodiu -6 mg Vitamina E - 1,870
mg
Metionina – 0,248 g
Calorii – 1400 kJ Zinc -3,73 mg Alfa Tocoferol - 1,280
mg
Glutamina – 3,661 g
Secara se deosebeste de grau prin insusirile structurale si mecanice,care la rindul lor suntdeterminate de compozitia chimica deosebita a bobului de secara enuntate mai sus.
4. Specif ici tatea fabr icatiei
Inainte de a fi supusa operatiilor de pregatire, secara se imparte in doua sau trei fractiuni,in asa
fel incit marimea boabelor continute sa fie aproximativ egala, acest lucru usureaza reglarea
utilajelor de curatire.
La morile ce macina secara, apar unele schimbari in regimul tehnologic: nu se practica
spalarea, si umectarea de regula nu se realizeaza, deoarece umiditatea la Sr I nu trebuie sa
depaseasca 14%. In cazul in care e necesara umectarea, aceasta se face cu multa atentie, numai
atat cit sa se poata elimina degajarea de prafuri in timpul macinisului si pe cit posibil sa se creeze
o diferenta de elasticitate intre invelis si endosperm.
Umectarea secarei intr-o singura sau doua trepte. Timpul de odihna dupa umectare este de 6 –
8 ore. In cazul in care se aplica si a doua umectare , timpul de odihna dupa aceasta este de numai
30 minute.
Decojirea secarei trebuie intensificata datorita invelisului mai gros al acesteia, folosind in
acest scop decojitoare cu manta confectionata din sarma, cu sectiunea patrata si decojitoare cu
manta de smirghel. La fel se intensifica si operatiile de periere pentru inlaturarea definitiva a
cojilor dislocate la decojire.
4.1 Felu l macinisului
Maruntirea boabelor este transformarea secarei in faina si tarite, ce se realizeaza prin mai multe
operatii tehnologice.
Operatiile unitare de baza care intervin in procesul de macinis sunt:
- Maruntirea propriu-zisa
- Cernerea sau sortarea
- Curatirea produselor intermediare

8/12/2019 Morarit proiect
http://slidepdf.com/reader/full/morarit-proiect 4/15
4
In procesul de macinare se lucreaza cu incarcaturi mai mici pe utilaje , iar masinile de gris sunt
cu totul inutile.
4.2. Regimul de macini s adoptat
Intre macinisul graului si cel al secarei exista unele deosebiri care constau in urmatoarele:
Inainte de Sr I se practica o operatie de sfaramare in scopul eliminarii unei parti din
praful mineral si vegetal de pe suprafata boabelor si a fainii cu granulatie foarte fina
rezultata prin zdrobire. Amestecul de praf si faina este un produs furajer, numit “faina
albastra” ce reprezinta aproximativ 2% fata de secara supusa zdrobirii.
Caracteristicile tehnice ale tavalugilor de la sroturi se refera la rifluri mai dese,mai
ascutite cu inclinatie mai mare , pozitita T/T fiind folosita cu precadere, indiferent de
treapta de srotuire.
Grisurile nu se supun sortarii si curatirii. Produsele intermediare se trimit direct la
macinatoare
Tavalugii macinatoarelor au suprafata rifluita;
Numarul macinatoarelor poate fi egal cu numarul sroturilor, dar de regula este mai mic;
Suprafata de cernere este mai mare, rezulta ca incarcarea specifica este mai mica cu 30 –
40%;
Aspiratia trebuie sa fie mai puternica din cauza prafului ce se dezvolta la macinareasecarei.
5. Elemente de ingineri e tehnologica
5.1 Dimensionarea tehnologica a uti lajelor din sectia de pregatir e a graului pentru macin is.
Necesarul de utilaje din sectia de pregatire a cerealelor pentru macinis se calculeaza in functie de
capacitatea de productie a morii (Qm) ; incarcarea specifica a utilajelor (qs) si caracteristicile
tehnice ale utilajelor in special a organelor de lucru.
Qm=105 [t / 24h] MH= 72 kg/ hl
Qm- capacitatea de productie a morii
MH- masa hectolitrica

8/12/2019 Morarit proiect
http://slidepdf.com/reader/full/morarit-proiect 5/15
5
5.1.1 Calculul capacitati i de productie a sectiei de pregatir e a cerealelor pentr u macini s
Capacitatea de lucru a curatatoriei; +10 - 20 %
Qc = Qm + (10 -20 %) Qm
Qc= 105 +
= 115,5 t / 24h
Capacitatea orara a curatatoriei (kg/h)
Qhc=
= 4812,5 (kg/ h)
5.1.2 Calculul si alegerea uti lajelor din sectia de pregatir e a cerealei pentr u macinis
(1) Cintarul automat:
Calculul capacitatii cupei:
In urma calculelor s-a ales 1 cintar automat tip CHRONOS cu urmatoarele caracteristici:
Capacitatea
de produs
in cupa, kg
Capacitatea
de lucru,
t/h
Dimensiuni ,in mm Greutatea
cintarului,
kgA B c d e f
30 6,30 765 705 630 75 180 520 180
(2) Separatorul aspirator: (S.A)
Trebuie sa calculam latimea sitei separatorului aspirator in functie de capacitatea orara a
curatatoriei si incarcarea specifica a utilajului.
qs S.A= 50 - 55 kg/cm*h – incarcarea specifica medie a Separatoarelor Aspiratoare
Exista S.A cu latimea sitei de 60 cm; 80 cm; 100 cm; 180 cm;

8/12/2019 Morarit proiect
http://slidepdf.com/reader/full/morarit-proiect 6/15
6
Vom alege un Separator Aspirator tip SA 1212 cu latimea sitei de 100 cm.
Productivitatea , t/h 4,8
Dimensiunile sitelor , mm 1200 x 1200
Suprafata sitelor, m 2,4
Cantitatea de aer necesara, m /min 50 – 65
Turatia axului de comanda a sitelor, rot/min 350Dimensiunile de gabarit , in mm -lungime 1450
- latime 1365
- inaltime 1575
Puterea instalata, kW 1,1
Masa, kg 570
(3) Triorul cilindric: (T.C)
Suprafata necesara de trioare :
qsTC = incarcarea specifica a triorului cilindric, este de 500 – 600 kg/ m2 *h suprafata de triorare
Suprafata unui singur trior:
Numarul de trioare cilindrice necesare pentru toata capacitatea curatatoriei :
In functie de capacitatea orara a curatatoriei vom alege 3 trioare cilindrice tip BT-502 cu
urmatoarele caracteristici tehnice:
Dimensiuni ale cilindrului, in mm:-diametru
-lungimea
500
2000
Dimensiunile de gabarit, in mm:
-lungime
-latime
-inaltime
5950
1110
1720
Numarul de cilindrii 2
Turatia in rot/min 44
Capacitatea de lucru, in kg/h 1500
Putere instalata, in kW 1,1
Masa, in kg 800

8/12/2019 Morarit proiect
http://slidepdf.com/reader/full/morarit-proiect 7/15

8/12/2019 Morarit proiect
http://slidepdf.com/reader/full/morarit-proiect 8/15
8
In functie de capacitatea orara a curatatoriei vom alege 2 decojitoare tip DD-510
Productivitatea, t/h 1,5
Turatia tambur, rot/min 385
Dimensiunea tamburului, mm:-lungime
-diametru
1000
500
Dimensiuni de gabarit, mm:
-lungime
-latime
-inaltime
1695
875
1725
Masa. Kg 730
(6) Masina de spalat:
QMS = 6 t/h
In functie de capacitatea orara a curatatoriei vom alege 1 masina de spalat tip MS – 6 cuurmatoarele caracteristici tehnice:
Productivitatea, in t/h 6
Dimensiunile de gabarit, in mm:
-lungime
-latime
-inaltime
3415
1480
3265Puterea instalata, in kW 10
Masa, in kg 3510
(7) Aparatele magnetice:
qs magneti = 150 - 180 kg/h

8/12/2019 Morarit proiect
http://slidepdf.com/reader/full/morarit-proiect 9/15
9
(8) Silozul de cereale:
Qm – Capacitatea morii CSecara – Cantitatea de secara
Csecara = 20 zile
Csecara = Qm * 20 zile = 105* 20 = 2100 t
C1 Secara = V*MH = 384*720 = 276480 kg
V = L*l*h = 384 L = 4 m
l = 4 m
h = 24 m M = 72 kg/hl
⁄
5.3. Dimensionarea tehnologica a uti lajelor din sectia de macinis
5.3.1 Alegerea valtur il or si repartizarea lungimi i de tavalug pe pasaje
(9) Calculul necesarului de valturi:
Numarul total de centimetri de tavalug necesari pentru prelucrarea a 105 t va fi:
qsv = 40 – 60 kg/cm*24h
Ltv = Lungimea totala a valturilor
qsv = Incarcarea specifica medie pe valtui

8/12/2019 Morarit proiect
http://slidepdf.com/reader/full/morarit-proiect 10/15
8/12/2019 Morarit proiect
http://slidepdf.com/reader/full/morarit-proiect 11/15
11
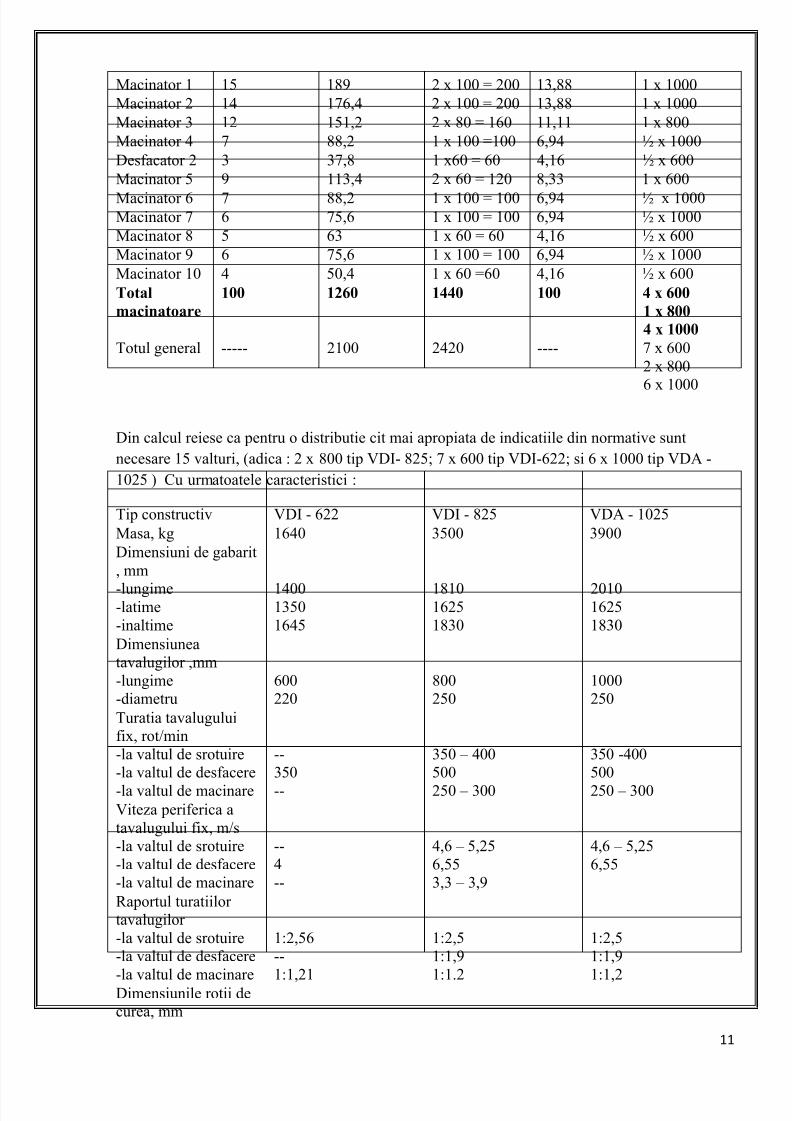
Macinator 1 15 189 2 x 100 = 200 13,88 1 x 1000
Macinator 2 14 176,4 2 x 100 = 200 13,88 1 x 1000
Macinator 3 12 151,2 2 x 80 = 160 11,11 1 x 800
Macinator 4 7 88,2 1 x 100 =100 6,94 ½ x 1000
Desfacator 2 3 37,8 1 x60 = 60 4,16 ½ x 600
Macinator 5 9 113,4 2 x 60 = 120 8,33 1 x 600
Macinator 6 7 88,2 1 x 100 = 100 6,94 ½ x 1000Macinator 7 6 75,6 1 x 100 = 100 6,94 ½ x 1000
Macinator 8 5 63 1 x 60 = 60 4,16 ½ x 600
Macinator 9 6 75,6 1 x 100 = 100 6,94 ½ x 1000
Macinator 10 4 50,4 1 x 60 =60 4,16 ½ x 600
Total
macinatoare
100 1260 1440 100 4 x 600
1 x 800
4 x 1000
Totul general ----- 2100 2420 ---- 7 x 600
2 x 800
6 x 1000
Din calcul reiese ca pentru o distributie cit mai apropiata de indicatiile din normative sunt
necesare 15 valturi, (adica : 2 x 800 tip VDI- 825; 7 x 600 tip VDI-622; si 6 x 1000 tip VDA -
1025 ) Cu urmatoatele caracteristici :
Tip constructiv VDI - 622 VDI - 825 VDA - 1025
Masa, kg 1640 3500 3900
Dimensiuni de gabarit
, mm
-lungime-latime
-inaltime
14001350
1645
18101625
1830
20101625
1830
Dimensiunea
tavalugilor ,mm
-lungime
-diametru
600
220
800
250
1000
250
Turatia tavalugului
fix, rot/min
-la valtul de srotuire
-la valtul de desfacere
-la valtul de macinare
--
350
--
350 – 400
500
250 – 300
350 -400
500
250 – 300Viteza periferica a
tavalugului fix, m/s
-la valtul de srotuire
-la valtul de desfacere
-la valtul de macinare
--
4
--
4,6 – 5,25
6,55
3,3 – 3,9
4,6 – 5,25
6,55
Raportul turatiilor
tavalugilor
-la valtul de srotuire
-la valtul de desfacere
-la valtul de macinare
1:2,56
--
1:1,21
1:2,5
1:1,9
1:1.2
1:2,5
1:1,9
1:1,2Dimensiunile rotii de
curea, mm

8/12/2019 Morarit proiect
http://slidepdf.com/reader/full/morarit-proiect 12/15
8/12/2019 Morarit proiect
http://slidepdf.com/reader/full/morarit-proiect 13/15
13
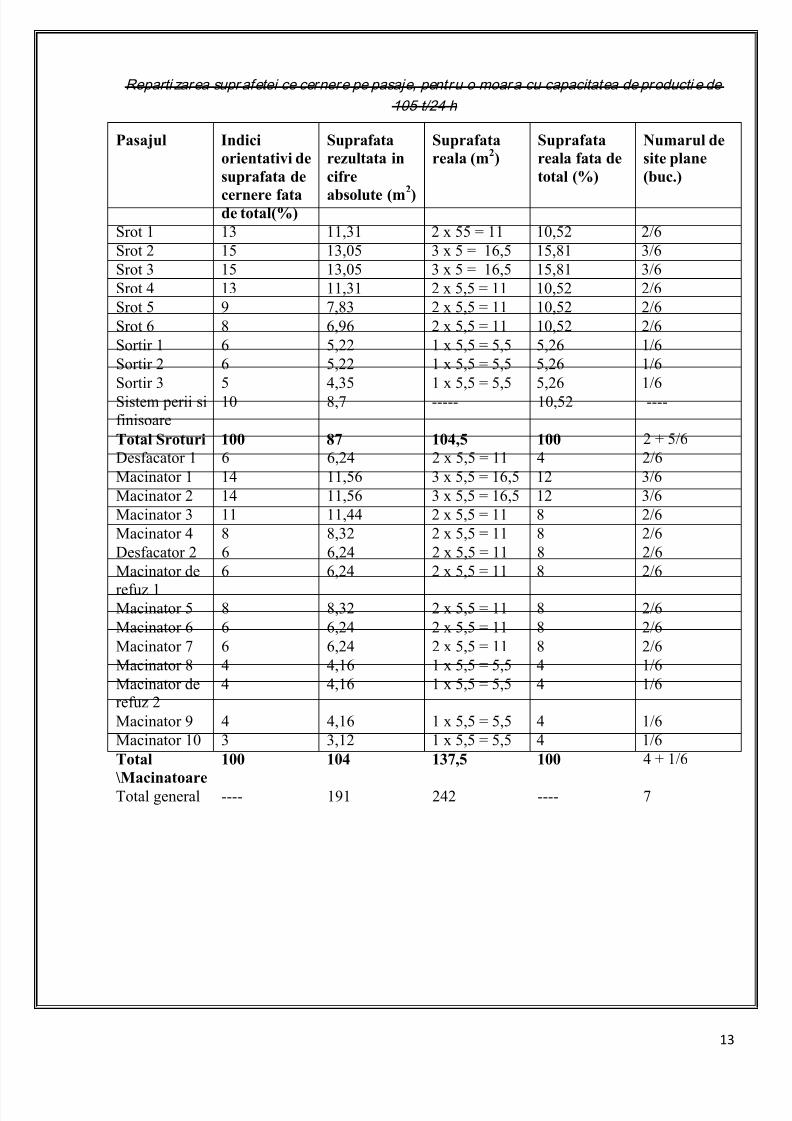
Reparti zarea suprafetei ce cernere pe pasaje, pentru o moara cu capacitatea de producti e de
105 t/24 h
Pasajul Indici
orientativi de
suprafata de
cernere fatade total(%)
Suprafata
rezultata in
cifre
absolute (m2
)
Suprafata
reala (m2)
Suprafata
reala fata de
total (%)
Numarul de
site plane
(buc.)
Srot 1 13 11,31 2 x 55 = 11 10,52 2/6
Srot 2 15 13,05 3 x 5 = 16,5 15,81 3/6
Srot 3 15 13,05 3 x 5 = 16,5 15,81 3/6
Srot 4 13 11,31 2 x 5,5 = 11 10,52 2/6
Srot 5 9 7,83 2 x 5,5 = 11 10,52 2/6
Srot 6 8 6,96 2 x 5,5 = 11 10,52 2/6
Sortir 1 6 5,22 1 x 5,5 = 5,5 5,26 1/6
Sortir 2 6 5,22 1 x 5,5 = 5,5 5,26 1/6
Sortir 3 5 4,35 1 x 5,5 = 5,5 5,26 1/6
Sistem perii si
finisoare
10 8,7 ----- 10,52 ----
Total Sroturi 100 87 104,5 100 2 + 5/6
Desfacator 1 6 6,24 2 x 5,5 = 11 4 2/6
Macinator 1 14 11,56 3 x 5,5 = 16,5 12 3/6
Macinator 2 14 11,56 3 x 5,5 = 16,5 12 3/6
Macinator 3 11 11,44 2 x 5,5 = 11 8 2/6
Macinator 4 8 8,32 2 x 5,5 = 11 8 2/6
Desfacator 2 6 6,24 2 x 5,5 = 11 8 2/6
Macinator de
refuz 1
6 6,24 2 x 5,5 = 11 8 2/6
Macinator 5 8 8,32 2 x 5,5 = 11 8 2/6
Macinator 6 6 6,24 2 x 5,5 = 11 8 2/6
Macinator 7 6 6,24 2 x 5,5 = 11 8 2/6
Macinator 8 4 4,16 1 x 5,5 = 5,5 4 1/6
Macinator de
refuz 2
4 4,16 1 x 5,5 = 5,5 4 1/6
Macinator 9 4 4,16 1 x 5,5 = 5,5 4 1/6
Macinator 10 3 3,12 1 x 5,5 = 5,5 4 1/6
Total
\Macinatoare
100 104 137,5 100 4 + 1/6
Total general ---- 191 242 ---- 7

8/12/2019 Morarit proiect
http://slidepdf.com/reader/full/morarit-proiect 14/15
14
Caracteristicile tehnice ale sitei plane SP – 612, (clasic cu 6 pasaje)
Suprafata neta de cernere, in m2 33
Numarul pasajelor 6
Numarul ramelor cu sita intr-un pasaj 12
Excentricitatea, in mm 45Turatia, in rot/min 200
Diametrul rotii de actionare, in mm 350
Dimensiunile de gabarit, in mm: -lungime: 3640
-latime: 1910
-inaltime: 3860
Puterea instalata, in kW 1,5
Masa neta, in kg 1600

8/12/2019 Morarit proiect
http://slidepdf.com/reader/full/morarit-proiect 15/15
15
Bibliografie:
1. Simona Man “Indrumator de proiect pentru Tehnologia Moraritului”editura Academic
Pres, Cluj Napoca 2012
2. Simona Man “Procesare in Industria Moraritului” Suport de curs
3. http://ro.wikipedia.org/wiki/Secar%C4%83