sd cap 11, 12
DESCRIPTION
wqdcafTRANSCRIPT
71
MODULUL 2 ELEMENTE PRIVIND DISPOZITIVELE DE
PRELUCRARE
72
11. DISPOZITIVE. ELEMENTE INTRODUCTIVE ŞI CLASIFICARE
Conform dicţionarului explicativ al limbii române prin „dispozitiv” se înţelege „ansamblu
de piese legate între ele într-un anumit fel (de obicei imobil) şi care îndeplineşte o funcţie bine
determinată într-un sistem tehnic. Această definiţie corespunde înţelegerii generale a noţiunii de
„dispozitiv”.
În Construcţia de Maşini clasificarea dispozitivelor poate fi făcută astfel:
Dispozitive de prelucrare pe maşini-unelte:
• dispozitive de orientare şi fixare:
dispozitive de orientare şi fixare semifabricate;
dispozitive de orientare şi fixare scule.
• dispozitive de divizare:
dispozitive de divizare şi orientare-fixare;
dispozitive de divizare.
• dispozitive de prelucrare:
dispozitive de prelucrare cu generarea formei;
dispozitive de prelucrare cu copierea formei.
• dispozitive de manipulare:
dispozitive de ordonare;
dispozitive de acumulare;
dispozitive de separare;
dispozitive de dozare;
dispozitive de livrare.
dispozitive de asamblare (montare):
• dispozitive de asamblare prin înşurubare;
• dispozitive de asamblare prin mişcare;
• dispozitive de asamblare prin sudare;
• dispozitive de asamblare prin lipire;
• dispozitive de asamblare prin deformare elastică şi plastică;
73
dispozitive pentru dezasamblare (demontare);
dispozitive de control:
• dispozitive de control mărimi geometrice;
• dispozitive de control alte mărimi.
Dispozitivele de prelucrare pe maşini-unelte se folosesc direct în prelucrarea, de regulă prin
aşchiere, a pieselor.
Dispozitivele de manipulare se folosesc la mişcarea semifabricatelor în zona de lucru,
indiferent de operaţie.
Dispozitivele de asamblare se utilizează la asamblarea sigură, precisă, rapidă şi cu eforturi
minime atât a pieselor în subansambluri cât şi a subansamblurilor în ansambluri.
Dispozitivele de dezasamblare (demontare) asigură demontarea uşoară şi în siguranţă a
ansamblurilor şi subansamblurilor (ex. presă de demontat rulmenţi, etc.).
Dispozitivele de control efectuează controlul pieselor, subansamblurilor şi ansamblurilor
pentru a corespunde cerinţelor impuse de proiectant.
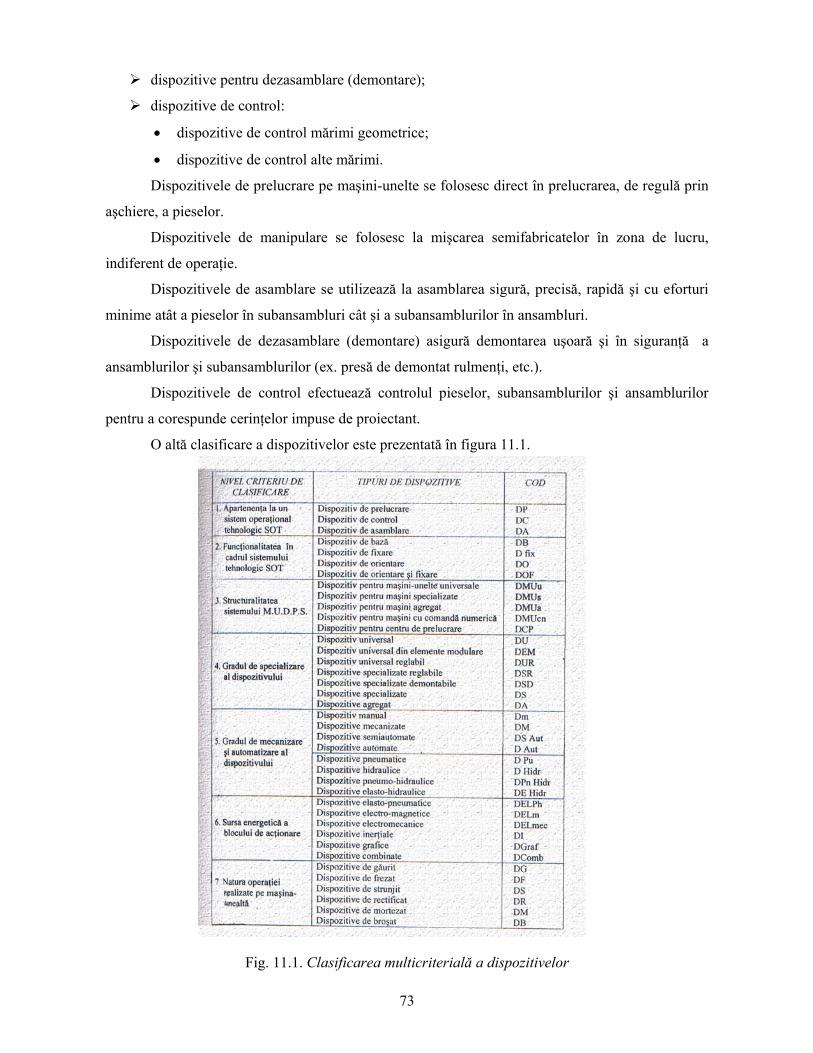
O altă clasificare a dispozitivelor este prezentată în figura 11.1.
Fig. 11.1. Clasificarea multicriterială a dispozitivelor
74
12. DISPOZITIVE DE PRELUCRARE PRIN AŞCHIERE PE MAŞINI-UNELTE
12.1. CONDIŢII CERUTE DISPOZITIVELOR
să asigure orientarea şi fixarea sigură a pieselor pe maşini-unelte;
să fie concepute şi realizate raţional, cu un grad de mecanizare şi automatizare
necesar creşterii productivităţii şi a preciziei de prelucrare;
să fie suficient de rezistente şi rigide pentru a permite regimuri de aşchiere
corespunzătoare;
să contribuie la reducerea eforturilor fizice şi la garantarea securităţii în muncă;
să fie comode la transport, depozitare, la orientarea şi fixarea pe maşini-unelte dar şi
la orientarea semifabricatelor în dispozitiv;
să aibă o construcţie simplă, uşor de executat, întreţinut şi reparat.
12.2. STRUCTURA DISPOZITIVELOR Un dispozitiv, în principal, are următoarea structură:
• elemente de orientare, cu rol de a orienta piesa la prelucrare prin rezemare sau
centrare;
• elemente şi subansambluri de fixare cu rol de a fixa piesele pe reazeme;
• elemente şi subansambluri de reazem suplimentar cu rol de rigidizare a unei părţi a
piesei de prelucrat;
• elemente de acţionare prin care se realizează lucrul mecanic de fixare;
• elemente de ghidare şi reglare a sculelor cu rol de a poziţiona, regla la cotă şi a ghida
scula în timpul prelucrării;
• elemente de legătură cu maşina-unealtă cu rol de a fixa dispozitivul coaxial cu axul
principal al maşinii-unelte sau pe masa acestuia;
• elemente de asamblare cu rol de a orienta şi fixa elementele din structura
dispozitivului între ele;
• elemente care formează corpul dispozitivului cu rol de a susţine celelalte elemente şi
a transforma dispozitivul într-un sistem unitar;
• elemente de indexare, divizare, rotire, etc. cu rol de a mări posibilităţile de reglaj şi
prelucrare.
În funcţie de complexitatea dispozitivului unele din elementele de mai sus pot să lipsească.
75
Totodată se poate constata că un dispozitiv de prelucrare pe o maşină-unealtă poate fi simplu sau
complex în funcţie de seria de fabricaţie a reperului prelucrat şi de iscusinţa proiectantului de
dispozitive.
12.3. ORIENTAREA SEMIFABRICATELOR ÎN DISPOZITIVELE DE PRELUCRARE PRIN AŞCHIERE
12.3.1. Sistemul de cotare Proiectarea oricărui dispozitiv de prelucrare prin aşchiere porneşte de la desenul de execuţie
al piesei unde sunt trecute toate condiţiile ce trebuiesc respectate. O suprafaţă ce urmează a fi
prelucrată este legată prin cote liniare şi unghiulare de alte suprafeţe care formează sistemul de
cotare pentru acea suprafaţă. Odată prelucrată acea suprafaţă, la rândul ei poate să facă parte din
sistemul de cotare al altei suprafeţe ce urmează a fi prelucrată.
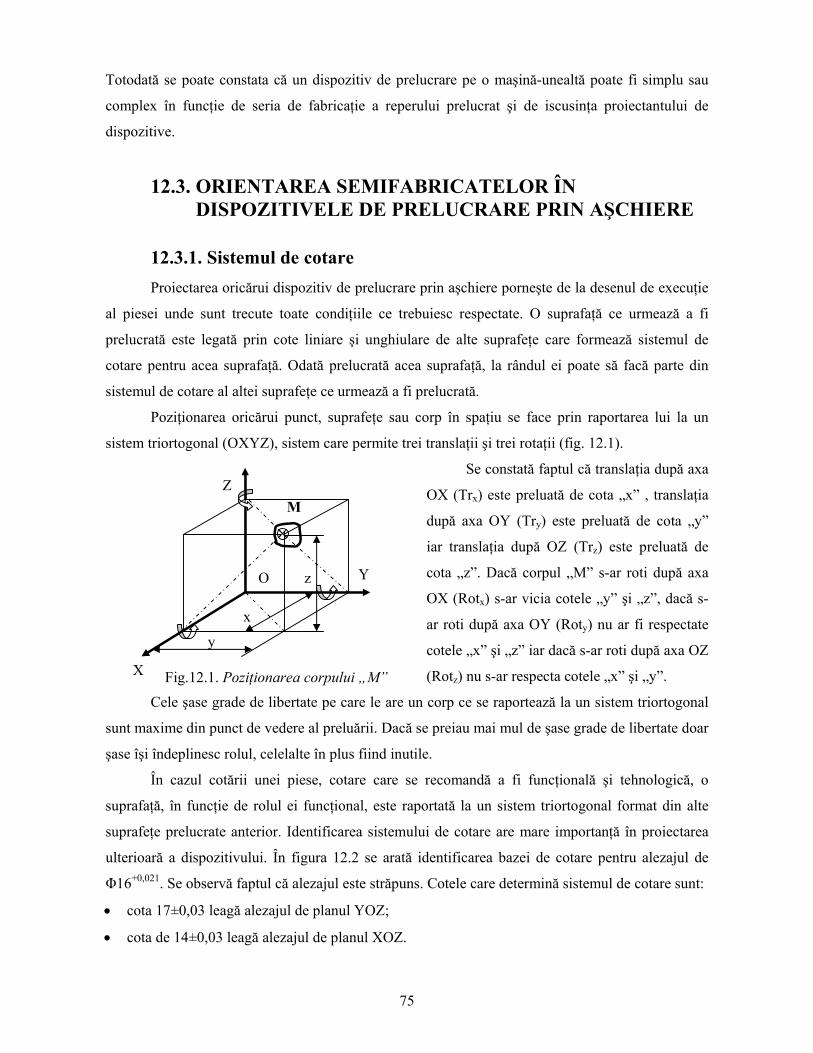
Poziţionarea oricărui punct, suprafeţe sau corp în spaţiu se face prin raportarea lui la un
sistem triortogonal (OXYZ), sistem care permite trei translaţii şi trei rotaţii (fig. 12.1).
Se constată faptul că translaţia după axa
OX (Trx) este preluată de cota „x” , translaţia
după axa OY (Try) este preluată de cota „y”
iar translaţia după OZ (Trz) este preluată de
cota „z”. Dacă corpul „M” s-ar roti după axa
OX (Rotx) s-ar vicia cotele „y” şi „z”, dacă s-
ar roti după axa OY (Roty) nu ar fi respectate
cotele „x” şi „z” iar dacă s-ar roti după axa OZ
(Rotz) nu s-ar respecta cotele „x” şi „y”.
Cele şase grade de libertate pe care le are un corp ce se raportează la un sistem triortogonal
sunt maxime din punct de vedere al preluării. Dacă se preiau mai mul de şase grade de libertate doar
şase îşi îndeplinesc rolul, celelalte în plus fiind inutile.
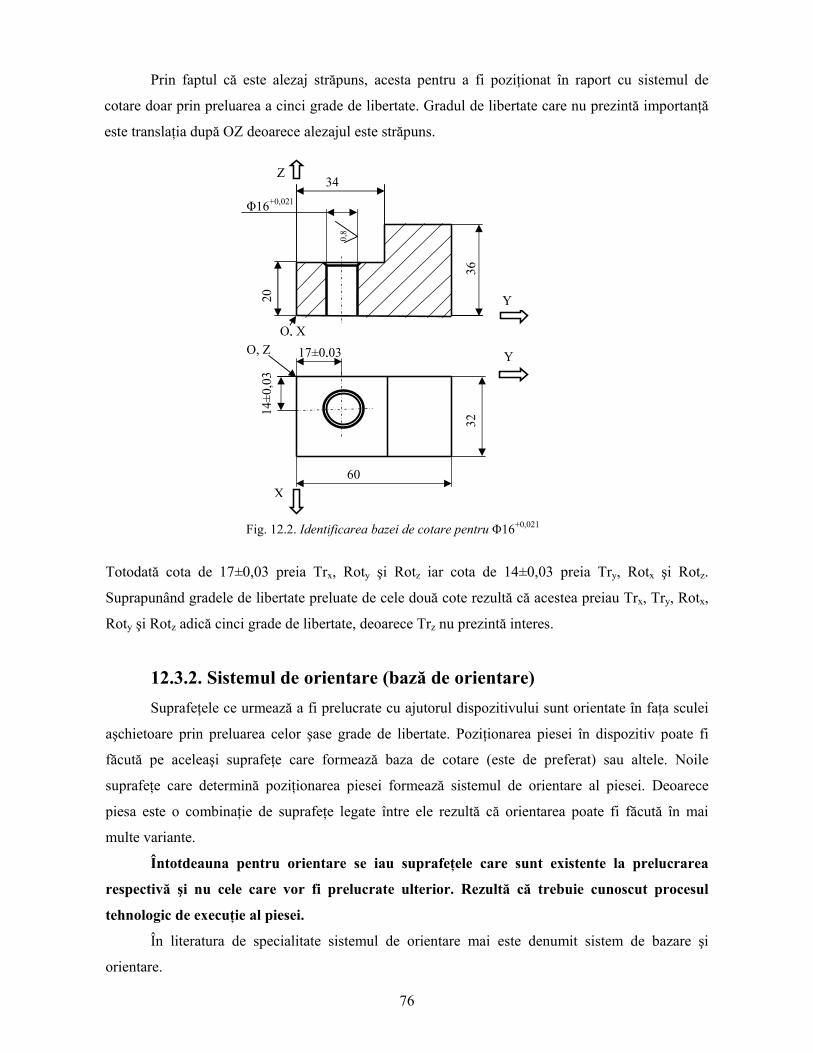
În cazul cotării unei piese, cotare care se recomandă a fi funcţională şi tehnologică, o
suprafaţă, în funcţie de rolul ei funcţional, este raportată la un sistem triortogonal format din alte
suprafeţe prelucrate anterior. Identificarea sistemului de cotare are mare importanţă în proiectarea
ulterioară a dispozitivului. În figura 12.2 se arată identificarea bazei de cotare pentru alezajul de
Φ16+0,021. Se observă faptul că alezajul este străpuns. Cotele care determină sistemul de cotare sunt:
• cota 17±0,03 leagă alezajul de planul YOZ;
• cota de 14±0,03 leagă alezajul de planul XOZ.
M
z
x
y
X
Z
YO
Fig.12.1. Poziţionarea corpului „M”
76
Prin faptul că este alezaj străpuns, acesta pentru a fi poziţionat în raport cu sistemul de
cotare doar prin preluarea a cinci grade de libertate. Gradul de libertate care nu prezintă importanţă
este translaţia după OZ deoarece alezajul este străpuns.
Totodată cota de 17±0,03 preia Trx, Roty şi Rotz iar cota de 14±0,03 preia Try, Rotx şi Rotz.
Suprapunând gradele de libertate preluate de cele două cote rezultă că acestea preiau Trx, Try, Rotx,
Roty şi Rotz adică cinci grade de libertate, deoarece Trz nu prezintă interes.
12.3.2. Sistemul de orientare (bază de orientare) Suprafeţele ce urmează a fi prelucrate cu ajutorul dispozitivului sunt orientate în faţa sculei
aşchietoare prin preluarea celor şase grade de libertate. Poziţionarea piesei în dispozitiv poate fi
făcută pe aceleaşi suprafeţe care formează baza de cotare (este de preferat) sau altele. Noile
suprafeţe care determină poziţionarea piesei formează sistemul de orientare al piesei. Deoarece
piesa este o combinaţie de suprafeţe legate între ele rezultă că orientarea poate fi făcută în mai
multe variante.
Întotdeauna pentru orientare se iau suprafeţele care sunt existente la prelucrarea
respectivă şi nu cele care vor fi prelucrate ulterior. Rezultă că trebuie cunoscut procesul
tehnologic de execuţie al piesei.
În literatura de specialitate sistemul de orientare mai este denumit sistem de bazare şi
orientare.
Φ16+0,021
0,8
34
17±0,03
14±0
,03
60 32
36
20
Z
O, X O, Z
Y
X
Fig. 12.2. Identificarea bazei de cotare pentru Φ16+0,021
Y
77
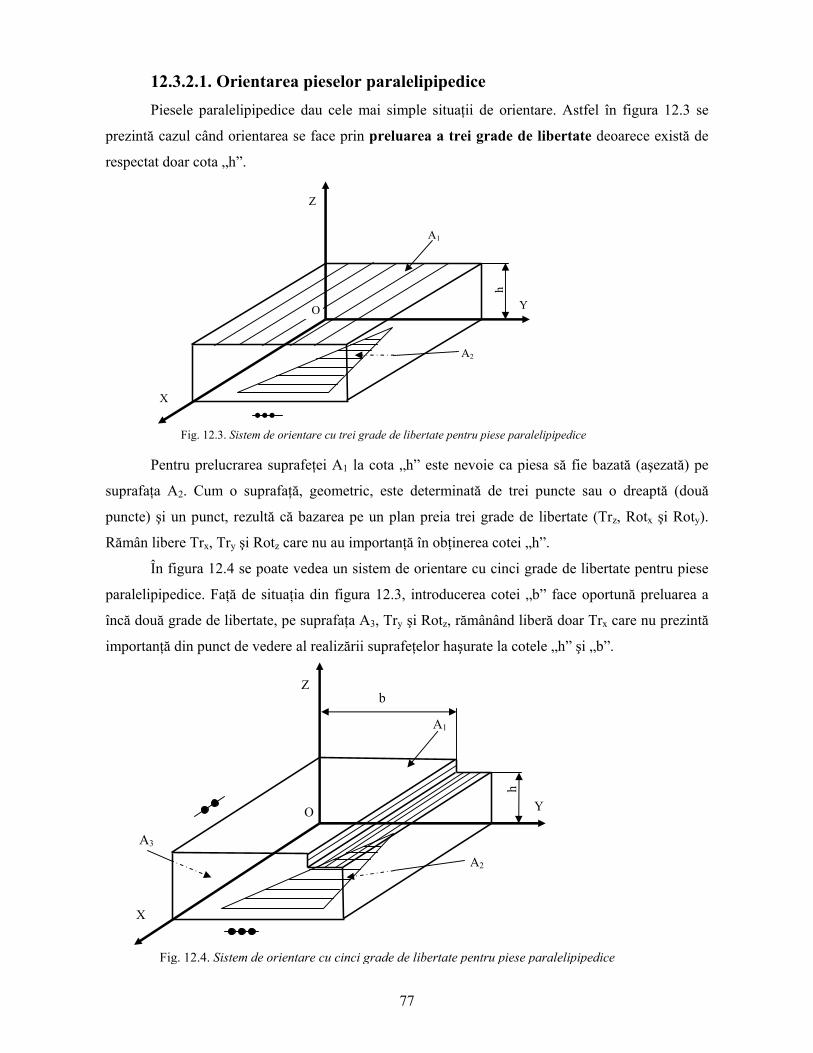
12.3.2.1. Orientarea pieselor paralelipipedice Piesele paralelipipedice dau cele mai simple situaţii de orientare. Astfel în figura 12.3 se
prezintă cazul când orientarea se face prin preluarea a trei grade de libertate deoarece există de
respectat doar cota „h”.
Pentru prelucrarea suprafeţei A1 la cota „h” este nevoie ca piesa să fie bazată (aşezată) pe
suprafaţa A2. Cum o suprafaţă, geometric, este determinată de trei puncte sau o dreaptă (două
puncte) şi un punct, rezultă că bazarea pe un plan preia trei grade de libertate (Trz, Rotx şi Roty).
Rămân libere Trx, Try şi Rotz care nu au importanţă în obţinerea cotei „h”.
În figura 12.4 se poate vedea un sistem de orientare cu cinci grade de libertate pentru piese
paralelipipedice. Faţă de situaţia din figura 12.3, introducerea cotei „b” face oportună preluarea a
încă două grade de libertate, pe suprafaţa A3, Try şi Rotz, rămânând liberă doar Trx care nu prezintă
importanţă din punct de vedere al realizării suprafeţelor haşurate la cotele „h” şi „b”.
h
Z
X
Y
A1
A2
●●●
Fig. 12.3. Sistem de orientare cu trei grade de libertate pentru piese paralelipipedice
O
h
Z
X
Y
A1
A2
Fig. 12.4. Sistem de orientare cu cinci grade de libertate pentru piese paralelipipedice
O
b
A3
78
Z
X
Y Ot
b
D2
D1
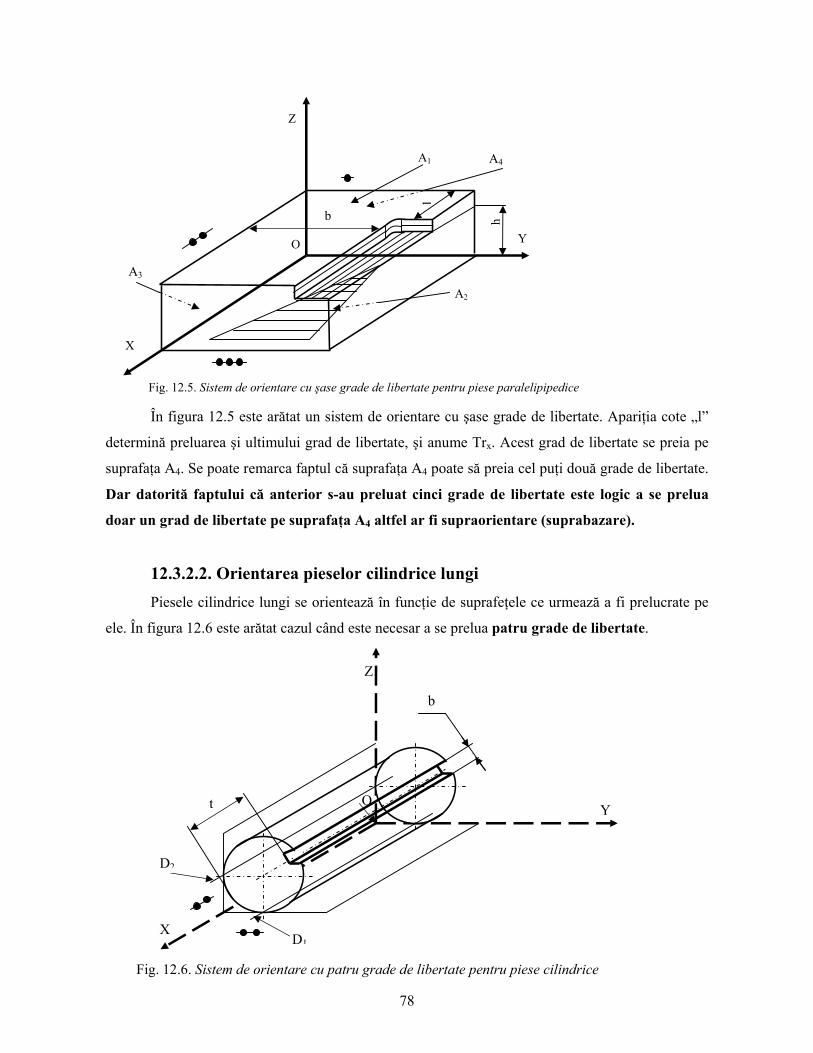
Fig. 12.6. Sistem de orientare cu patru grade de libertate pentru piese cilindrice
În figura 12.5 este arătat un sistem de orientare cu şase grade de libertate. Apariţia cote „l”
determină preluarea şi ultimului grad de libertate, şi anume Trx. Acest grad de libertate se preia pe
suprafaţa A4. Se poate remarca faptul că suprafaţa A4 poate să preia cel puţi două grade de libertate.
Dar datorită faptului că anterior s-au preluat cinci grade de libertate este logic a se prelua
doar un grad de libertate pe suprafaţa A4 altfel ar fi supraorientare (suprabazare).
12.3.2.2. Orientarea pieselor cilindrice lungi Piesele cilindrice lungi se orientează în funcţie de suprafeţele ce urmează a fi prelucrate pe
ele. În figura 12.6 este arătat cazul când este necesar a se prelua patru grade de libertate.
h
Z
X
Y
A1
A2
Fig. 12.5. Sistem de orientare cu şase grade de libertate pentru piese paralelipipedice
O
b
A3
l
A4
79
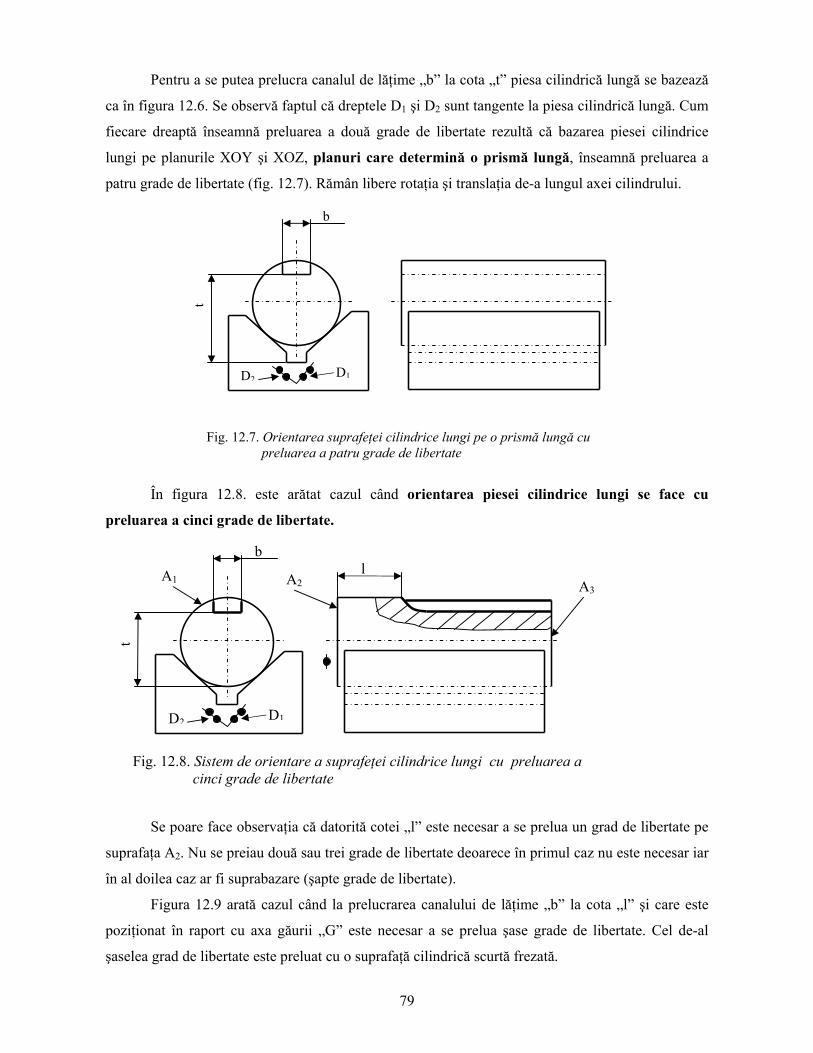
b t
Fig. 12.7. Orientarea suprafeţei cilindrice lungi pe o prismă lungă cu preluarea a patru grade de libertate
D2 D1
Pentru a se putea prelucra canalul de lăţime „b” la cota „t” piesa cilindrică lungă se bazează
ca în figura 12.6. Se observă faptul că dreptele D1 şi D2 sunt tangente la piesa cilindrică lungă. Cum
fiecare dreaptă înseamnă preluarea a două grade de libertate rezultă că bazarea piesei cilindrice
lungi pe planurile XOY şi XOZ, planuri care determină o prismă lungă, înseamnă preluarea a
patru grade de libertate (fig. 12.7). Rămân libere rotaţia şi translaţia de-a lungul axei cilindrului.
În figura 12.8. este arătat cazul când orientarea piesei cilindrice lungi se face cu
preluarea a cinci grade de libertate.
Se poare face observaţia că datorită cotei „l” este necesar a se prelua un grad de libertate pe
suprafaţa A2. Nu se preiau două sau trei grade de libertate deoarece în primul caz nu este necesar iar
în al doilea caz ar fi suprabazare (şapte grade de libertate).
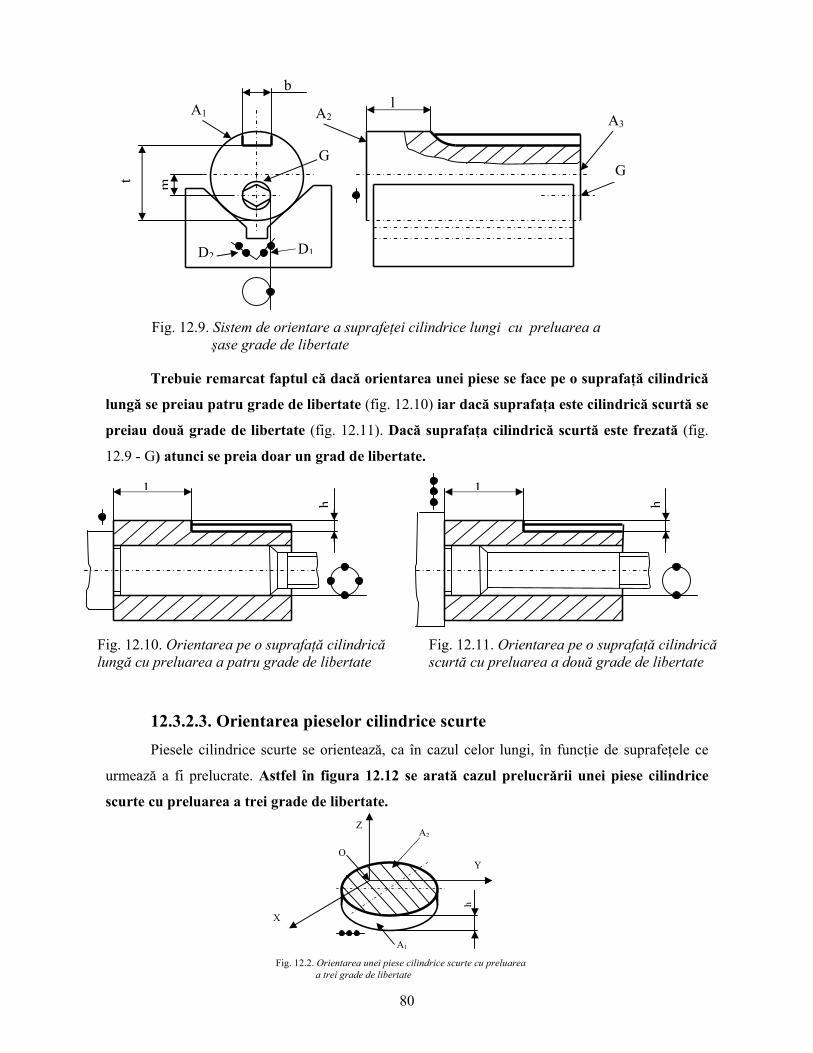
Figura 12.9 arată cazul când la prelucrarea canalului de lăţime „b” la cota „l” şi care este
poziţionat în raport cu axa găurii „G” este necesar a se prelua şase grade de libertate. Cel de-al
şaselea grad de libertate este preluat cu o suprafaţă cilindrică scurtă frezată.
b
t
Fig. 12.8. Sistem de orientare a suprafeţei cilindrice lungi cu preluarea a cinci grade de libertate
D2 D1
A1 A2 A3
l
80
l
hFig. 12.11. Orientarea pe o suprafaţă cilindrică scurtă cu preluarea a două grade de libertate
l
h
Fig. 12.10. Orientarea pe o suprafaţă cilindrică lungă cu preluarea a patru grade de libertate
Trebuie remarcat faptul că dacă orientarea unei piese se face pe o suprafaţă cilindrică
lungă se preiau patru grade de libertate (fig. 12.10) iar dacă suprafaţa este cilindrică scurtă se
preiau două grade de libertate (fig. 12.11). Dacă suprafaţa cilindrică scurtă este frezată (fig.
12.9 - G) atunci se preia doar un grad de libertate.
12.3.2.3. Orientarea pieselor cilindrice scurte Piesele cilindrice scurte se orientează, ca în cazul celor lungi, în funcţie de suprafeţele ce
urmează a fi prelucrate. Astfel în figura 12.12 se arată cazul prelucrării unei piese cilindrice
scurte cu preluarea a trei grade de libertate.
b
Fig. 12.9. Sistem de orientare a suprafeţei cilindrice lungi cu preluarea a şase grade de libertate
D2 D1
A1 A2 A3
lt m
GG
h
A2 Z
X
YO
Fig. 12.2. Orientarea unei piese cilindrice scurte cu preluarea a trei grade de libertate
A1
81
b t
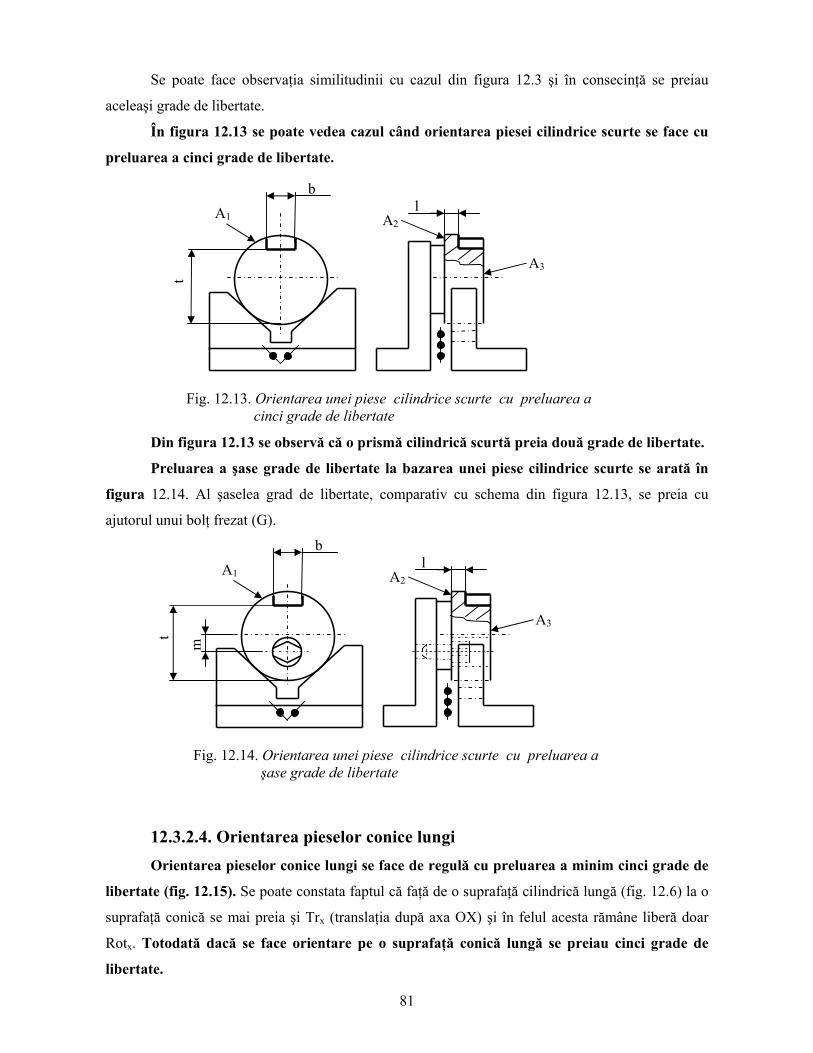
Fig. 12.13. Orientarea unei piese cilindrice scurte cu preluarea a cinci grade de libertate
A1 A2
A3
l
b
Fig. 12.14. Orientarea unei piese cilindrice scurte cu preluarea a şase grade de libertate
A1 A2
A3
l
t
m
Se poate face observaţia similitudinii cu cazul din figura 12.3 şi în consecinţă se preiau
aceleaşi grade de libertate.
În figura 12.13 se poate vedea cazul când orientarea piesei cilindrice scurte se face cu
preluarea a cinci grade de libertate.
Din figura 12.13 se observă că o prismă cilindrică scurtă preia două grade de libertate.
Preluarea a şase grade de libertate la bazarea unei piese cilindrice scurte se arată în
figura 12.14. Al şaselea grad de libertate, comparativ cu schema din figura 12.13, se preia cu
ajutorul unui bolţ frezat (G).
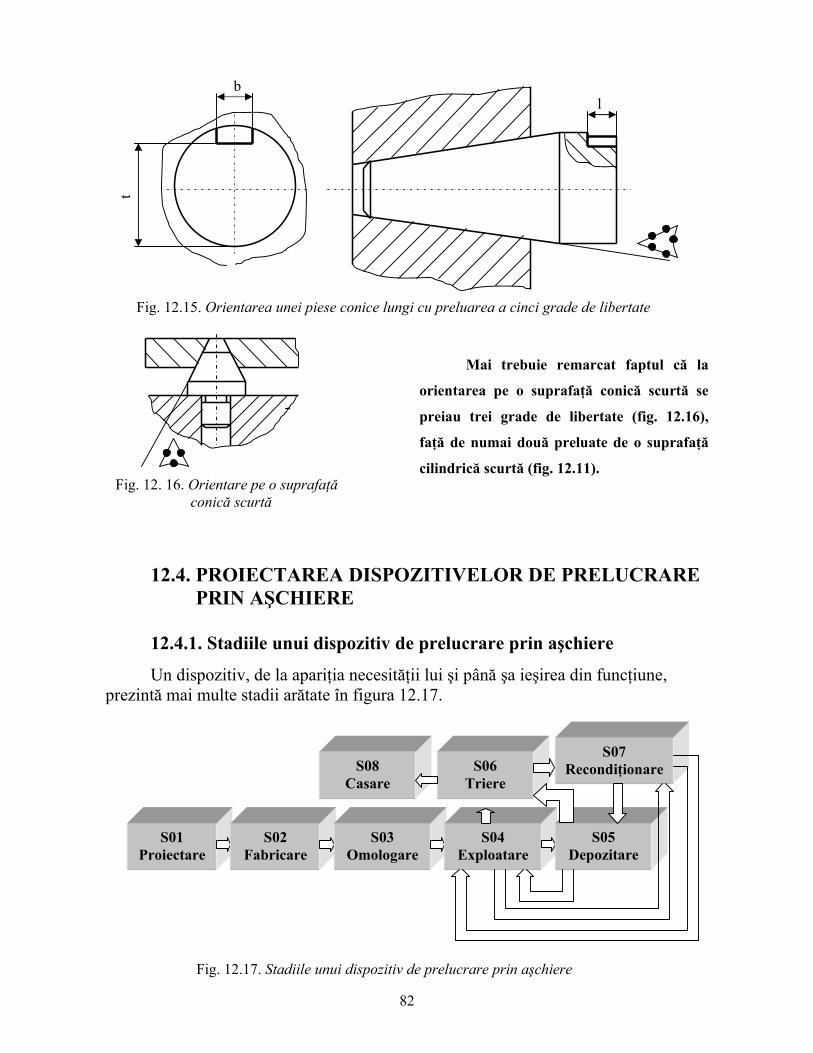
12.3.2.4. Orientarea pieselor conice lungi Orientarea pieselor conice lungi se face de regulă cu preluarea a minim cinci grade de
libertate (fig. 12.15). Se poate constata faptul că faţă de o suprafaţă cilindrică lungă (fig. 12.6) la o
suprafaţă conică se mai preia şi Trx (translaţia după axa OX) şi în felul acesta rămâne liberă doar
Rotx. Totodată dacă se face orientare pe o suprafaţă conică lungă se preiau cinci grade de
libertate.
82
t
b l
Fig. 12.15. Orientarea unei piese conice lungi cu preluarea a cinci grade de libertate
Fig. 12. 16. Orientare pe o suprafaţă conică scurtă
S01 Proiectare
S02 Fabricare
S03 Omologare
S04 Exploatare
S06 Triere
S05 Depozitare
S08 Casare
S07 Recondiţionare
Fig. 12.17. Stadiile unui dispozitiv de prelucrare prin aşchiere
Mai trebuie remarcat faptul că la
orientarea pe o suprafaţă conică scurtă se
preiau trei grade de libertate (fig. 12.16),
faţă de numai două preluate de o suprafaţă
cilindrică scurtă (fig. 12.11).
12.4. PROIECTAREA DISPOZITIVELOR DE PRELUCRARE PRIN AŞCHIERE
12.4.1. Stadiile unui dispozitiv de prelucrare prin aşchiere
Un dispozitiv, de la apariţia necesităţii lui şi până şa ieşirea din funcţiune, prezintă mai multe stadii arătate în figura 12.17.
83
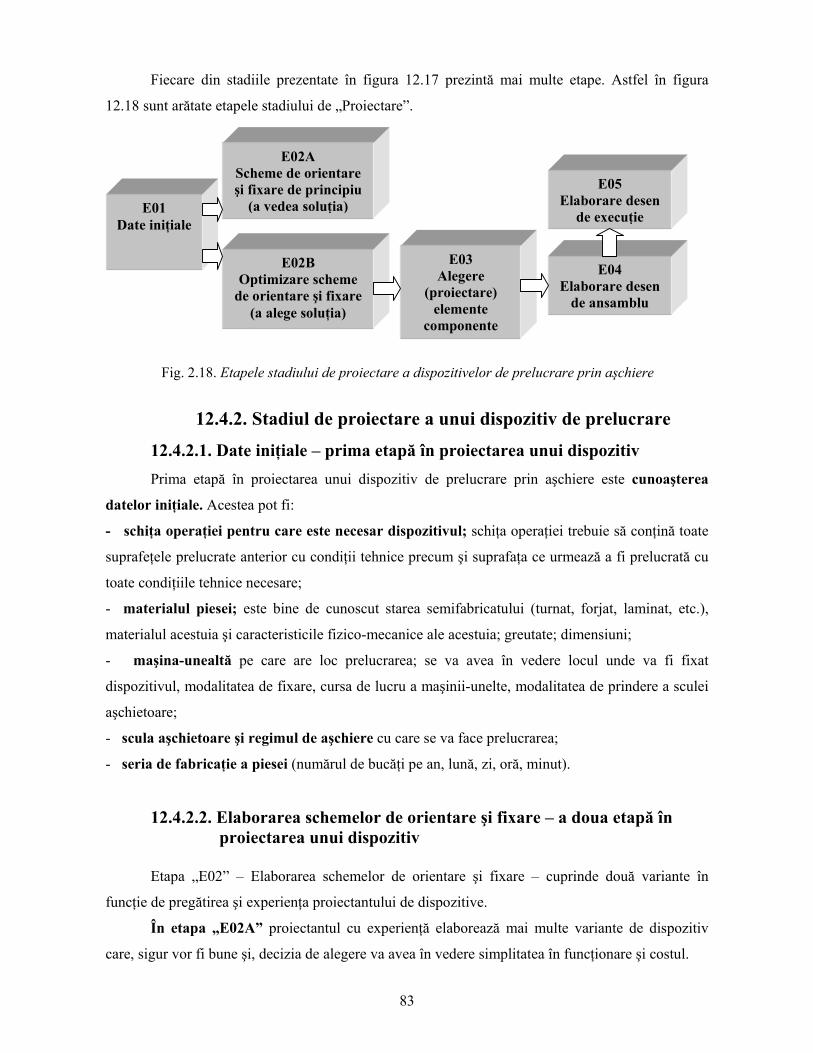
E01 Date iniţiale
E02A Scheme de orientare şi fixare de principiu
(a vedea soluţia)
E02B Optimizare scheme
de orientare şi fixare (a alege soluţia)
E03 Alegere
(proiectare) elemente
componente
E04 Elaborare desen
de ansamblu
E05 Elaborare desen
de execuţie
Fig. 2.18. Etapele stadiului de proiectare a dispozitivelor de prelucrare prin aşchiere
Fiecare din stadiile prezentate în figura 12.17 prezintă mai multe etape. Astfel în figura
12.18 sunt arătate etapele stadiului de „Proiectare”.
12.4.2. Stadiul de proiectare a unui dispozitiv de prelucrare
12.4.2.1. Date iniţiale – prima etapă în proiectarea unui dispozitiv Prima etapă în proiectarea unui dispozitiv de prelucrare prin aşchiere este cunoaşterea
datelor iniţiale. Acestea pot fi:
- schiţa operaţiei pentru care este necesar dispozitivul; schiţa operaţiei trebuie să conţină toate
suprafeţele prelucrate anterior cu condiţii tehnice precum şi suprafaţa ce urmează a fi prelucrată cu
toate condiţiile tehnice necesare;
- materialul piesei; este bine de cunoscut starea semifabricatului (turnat, forjat, laminat, etc.),
materialul acestuia şi caracteristicile fizico-mecanice ale acestuia; greutate; dimensiuni;
- maşina-unealtă pe care are loc prelucrarea; se va avea în vedere locul unde va fi fixat
dispozitivul, modalitatea de fixare, cursa de lucru a maşinii-unelte, modalitatea de prindere a sculei
aşchietoare;
- scula aşchietoare şi regimul de aşchiere cu care se va face prelucrarea;
- seria de fabricaţie a piesei (numărul de bucăţi pe an, lună, zi, oră, minut).
12.4.2.2. Elaborarea schemelor de orientare şi fixare – a doua etapă în proiectarea unui dispozitiv Etapa „E02” – Elaborarea schemelor de orientare şi fixare – cuprinde două variante în
funcţie de pregătirea şi experienţa proiectantului de dispozitive.
În etapa „E02A” proiectantul cu experienţă elaborează mai multe variante de dispozitiv
care, sigur vor fi bune şi, decizia de alegere va avea în vedere simplitatea în funcţionare şi costul.
84
55
Φ20+0,021
0,8
25±0,05 3,2
25±0
,03,
2
90
55
6,350
A1
A7 A1
A7
A4
A4
A8
A8
A3
A6
A5
A2 A2
A6
A3 A5
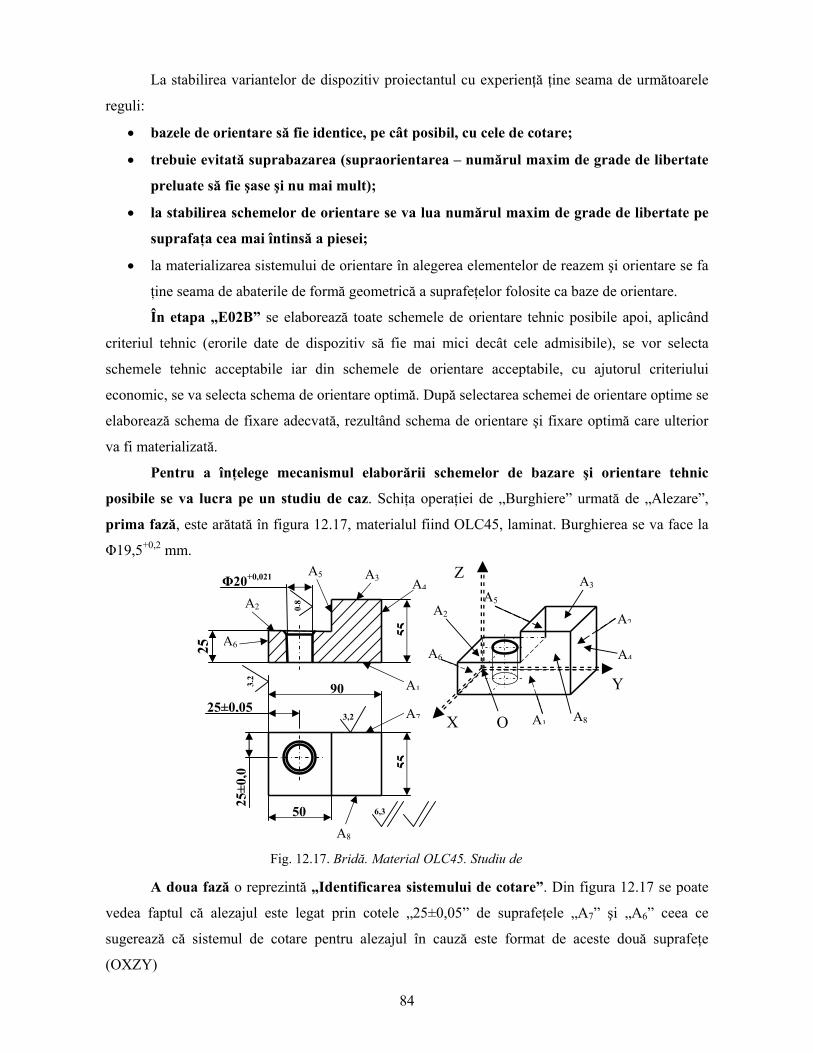
Fig. 12.17. Bridă. Material OLC45. Studiu de
Z
X
Y
O
25
La stabilirea variantelor de dispozitiv proiectantul cu experienţă ţine seama de următoarele
reguli:
• bazele de orientare să fie identice, pe cât posibil, cu cele de cotare;
• trebuie evitată suprabazarea (supraorientarea – numărul maxim de grade de libertate
preluate să fie şase şi nu mai mult);
• la stabilirea schemelor de orientare se va lua numărul maxim de grade de libertate pe
suprafaţa cea mai întinsă a piesei;
• la materializarea sistemului de orientare în alegerea elementelor de reazem şi orientare se fa
ţine seama de abaterile de formă geometrică a suprafeţelor folosite ca baze de orientare.
În etapa „E02B” se elaborează toate schemele de orientare tehnic posibile apoi, aplicând
criteriul tehnic (erorile date de dispozitiv să fie mai mici decât cele admisibile), se vor selecta
schemele tehnic acceptabile iar din schemele de orientare acceptabile, cu ajutorul criteriului
economic, se va selecta schema de orientare optimă. După selectarea schemei de orientare optime se
elaborează schema de fixare adecvată, rezultând schema de orientare şi fixare optimă care ulterior
va fi materializată.
Pentru a înţelege mecanismul elaborării schemelor de bazare şi orientare tehnic
posibile se va lucra pe un studiu de caz. Schiţa operaţiei de „Burghiere” urmată de „Alezare”,
prima fază, este arătată în figura 12.17, materialul fiind OLC45, laminat. Burghierea se va face la
Φ19,5+0,2 mm.
A doua fază o reprezintă „Identificarea sistemului de cotare”. Din figura 12.17 se poate
vedea faptul că alezajul este legat prin cotele „25±0,05” de suprafeţele „A7” şi „A6” ceea ce
sugerează că sistemul de cotare pentru alezajul în cauză este format de aceste două suprafeţe
(OXZY)
85
A treia fază este codificarea suprafeţelor existente, mai puţin suprafaţa ce urmează a fi
prelucrată (fig. 12.17). În această fază nu se vor codifica suprafeţele de mică importanţă (ex.
teşiturile). De regulă se începe cu suprafaţa cea mai întinsă şi pe care ar putea să se aşeze piesa în
vederea prelucrării.
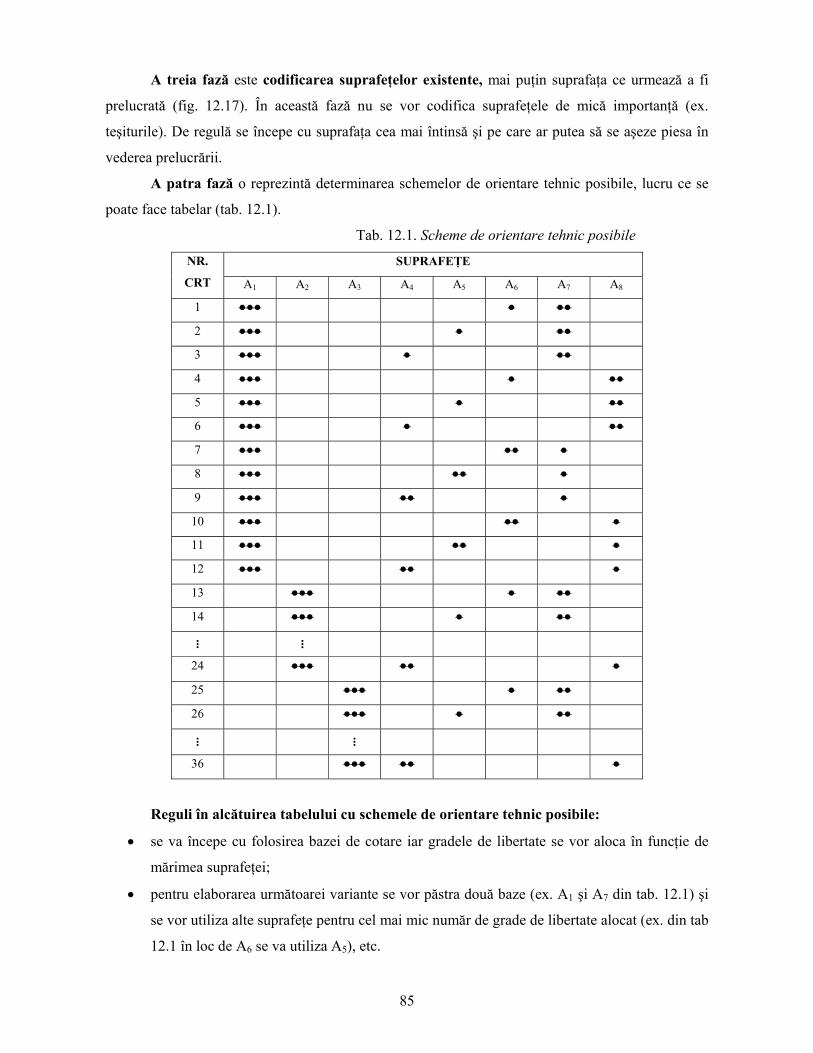
A patra fază o reprezintă determinarea schemelor de orientare tehnic posibile, lucru ce se
poate face tabelar (tab. 12.1).
Tab. 12.1. Scheme de orientare tehnic posibile
SUPRAFEŢE NR.
CRT A1 A2 A3 A4 A5 A6 A7 A8
1 ●●● ● ●●
2 ●●● ● ●●
3 ●●● ● ●●
4 ●●● ● ●●
5 ●●● ● ●●
6 ●●● ● ●●
7 ●●● ●● ●
8 ●●● ●● ●
9 ●●● ●● ●
10 ●●● ●● ●
11 ●●● ●● ●
12 ●●● ●● ●
13 ●●● ● ●●
14 ●●● ● ●●
... ...
24 ●●● ●● ●
25 ●●● ● ●●
26 ●●● ● ●●
... ...
36 ●●● ●● ●
Reguli în alcătuirea tabelului cu schemele de orientare tehnic posibile:
• se va începe cu folosirea bazei de cotare iar gradele de libertate se vor aloca în funcţie de
mărimea suprafeţei;
• pentru elaborarea următoarei variante se vor păstra două baze (ex. A1 şi A7 din tab. 12.1) şi
se vor utiliza alte suprafeţe pentru cel mai mic număr de grade de libertate alocat (ex. din tab
12.1 în loc de A6 se va utiliza A5), etc.
86
55
Φ20+0,021
0,8
25±0,05 3,2
25±0
,05
3,2
96
55
6,350
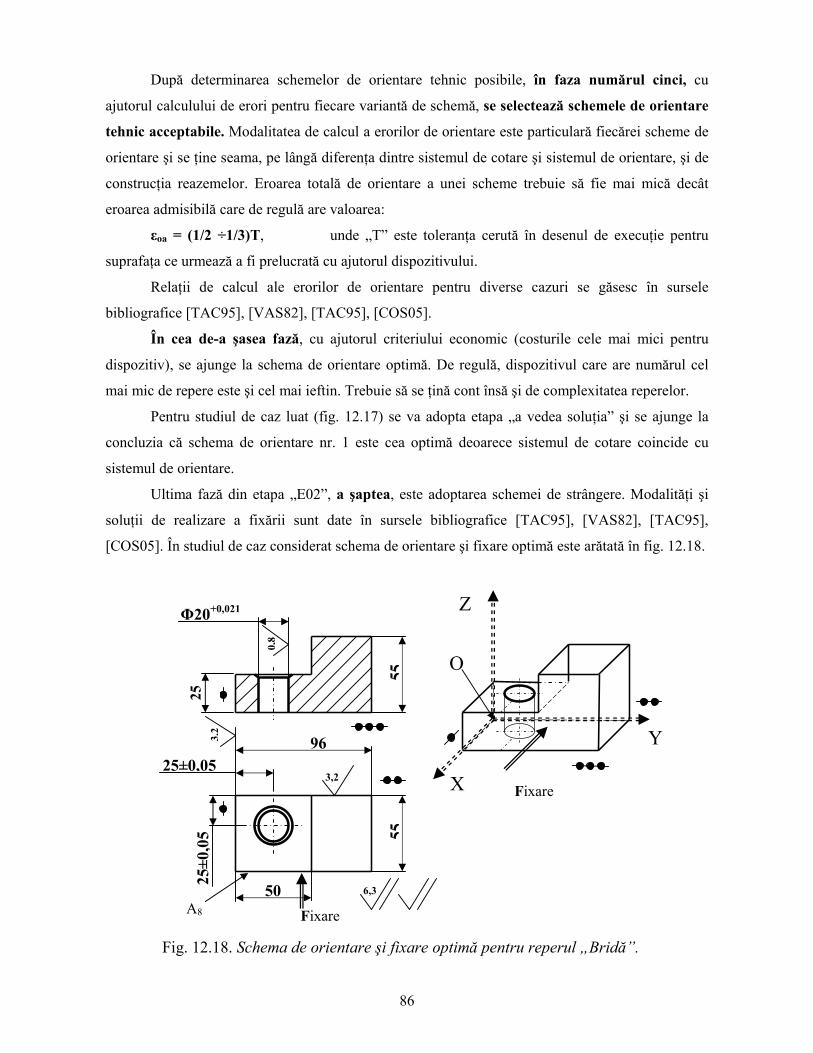
Fig. 12.18. Schema de orientare şi fixare optimă pentru reperul „Bridă”.
Z
X
Y
O
Fixare
Fixare A8
25
După determinarea schemelor de orientare tehnic posibile, în faza numărul cinci, cu
ajutorul calculului de erori pentru fiecare variantă de schemă, se selectează schemele de orientare
tehnic acceptabile. Modalitatea de calcul a erorilor de orientare este particulară fiecărei scheme de
orientare şi se ţine seama, pe lângă diferenţa dintre sistemul de cotare şi sistemul de orientare, şi de
construcţia reazemelor. Eroarea totală de orientare a unei scheme trebuie să fie mai mică decât
eroarea admisibilă care de regulă are valoarea:
εoa = (1/2 ÷1/3)T, unde „T” este toleranţa cerută în desenul de execuţie pentru
suprafaţa ce urmează a fi prelucrată cu ajutorul dispozitivului.
Relaţii de calcul ale erorilor de orientare pentru diverse cazuri se găsesc în sursele
bibliografice [TAC95], [VAS82], [TAC95], [COS05].
În cea de-a şasea fază, cu ajutorul criteriului economic (costurile cele mai mici pentru
dispozitiv), se ajunge la schema de orientare optimă. De regulă, dispozitivul care are numărul cel
mai mic de repere este şi cel mai ieftin. Trebuie să se ţină cont însă şi de complexitatea reperelor.
Pentru studiul de caz luat (fig. 12.17) se va adopta etapa „a vedea soluţia” şi se ajunge la
concluzia că schema de orientare nr. 1 este cea optimă deoarece sistemul de cotare coincide cu
sistemul de orientare.
Ultima fază din etapa „E02”, a şaptea, este adoptarea schemei de strângere. Modalităţi şi
soluţii de realizare a fixării sunt date în sursele bibliografice [TAC95], [VAS82], [TAC95],
[COS05]. În studiul de caz considerat schema de orientare şi fixare optimă este arătată în fig. 12.18.
87
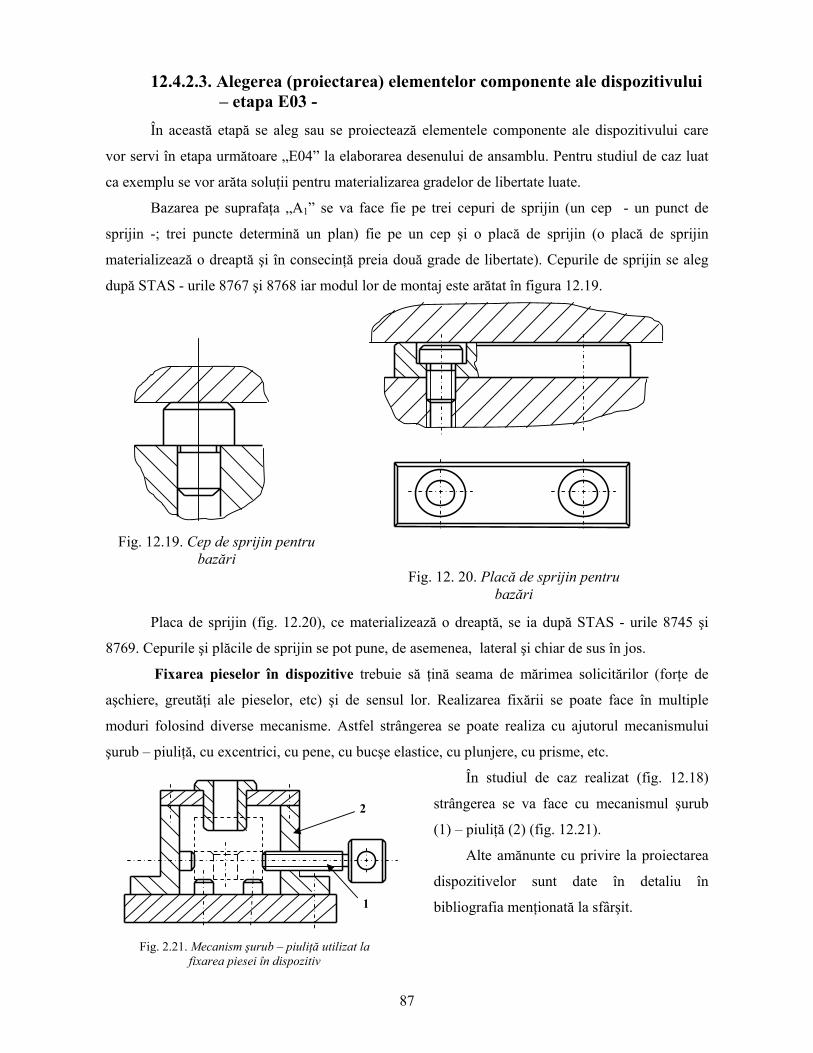
Fig. 12.19. Cep de sprijin pentru bazări
Fig. 12. 20. Placă de sprijin pentru bazări
1
2
Fig. 2.21. Mecanism şurub – piuliţă utilizat la fixarea piesei în dispozitiv
12.4.2.3. Alegerea (proiectarea) elementelor componente ale dispozitivului – etapa E03 - În această etapă se aleg sau se proiectează elementele componente ale dispozitivului care
vor servi în etapa următoare „E04” la elaborarea desenului de ansamblu. Pentru studiul de caz luat
ca exemplu se vor arăta soluţii pentru materializarea gradelor de libertate luate.
Bazarea pe suprafaţa „A1” se va face fie pe trei cepuri de sprijin (un cep - un punct de
sprijin -; trei puncte determină un plan) fie pe un cep şi o placă de sprijin (o placă de sprijin
materializează o dreaptă şi în consecinţă preia două grade de libertate). Cepurile de sprijin se aleg
după STAS - urile 8767 şi 8768 iar modul lor de montaj este arătat în figura 12.19.
Placa de sprijin (fig. 12.20), ce materializează o dreaptă, se ia după STAS - urile 8745 şi
8769. Cepurile şi plăcile de sprijin se pot pune, de asemenea, lateral şi chiar de sus în jos.
Fixarea pieselor în dispozitive trebuie să ţină seama de mărimea solicitărilor (forţe de
aşchiere, greutăţi ale pieselor, etc) şi de sensul lor. Realizarea fixării se poate face în multiple
moduri folosind diverse mecanisme. Astfel strângerea se poate realiza cu ajutorul mecanismului
şurub – piuliţă, cu excentrici, cu pene, cu bucşe elastice, cu plunjere, cu prisme, etc.
În studiul de caz realizat (fig. 12.18)
strângerea se va face cu mecanismul şurub
(1) – piuliţă (2) (fig. 12.21).
Alte amănunte cu privire la proiectarea
dispozitivelor sunt date în detaliu în
bibliografia menţionată la sfârşit.

88
Bibliografie
[STĂ79] Stănescu, I., Tache V. - Dispozitive pentru maşini-unelte. Proiectare, construcţie. Ed. tehnică, Bucureşti, 1979. [STU77] Sturzu, A.- Bazele proiectării dispozitivelor de control al formei şi poziţiei relative a suprafeţelor în construcţia de maşini. Ed. tehnică, Bucureşti, 1977. [VAS82] Vasii - Roşculeţ, S., ş.a. - Proiectarea dispozitivelor. Editura Didactică şi Pedagogică, Bucureşti, 1982. [TAC85] Tache, V., ş.a. – Elemente de proiectare a dispozitivelor pe maşini-unelte. Ed. tehnică, Bucureşti, 1985. [POP02] Scule aşchietoare. Dispozitive de prindere a sculelor. Dispozitive de prindere a semifabricatelor. Verificatoare. Ed. Matrixrom, Bucureşti, 2002. [TAC95] Tache, V., ş.a. – Proiectarea dispozitivelor pentru maşini-unelte. Ed. Tehnică, Bucureşti, 1995. [STU77] Sturzu, A.- Bazele proiectării dispozitivelor de control al formei şi poziţiei relative a suprafeţelor în construcţia de maşini. Ed. tehnică, Bucureşti, 1977. [COS05] Costea, A., Rachieru, N. – Flexibilitatea şi performanţele echipamentelor de prelucrare. Optimizarea proiectării dispozitivelor. Ed. Bren, Bucureşti, 2005.