masini de nituit
TRANSCRIPT
Colegiul Agricol Fălticeni
Proiectpentru susţinerea examenului de certificare a
calificării profesionale
nivelul 3
Domeniul- tehnic
Calificarea : tehnician mecanic pentru întreţinere şi
reparaţii
Îndrumator,
Candidat,
ing. Ursachi C-tin Lungu
Marius
Sesiunea iunie 2012
TEMA PROIECTULUI :
Exploatarea, întreţinerea şi repararea sculelor şi maşinilor pentru nituit
1
Cuprins
Memoriu justificativ
Capitolul1.Generalitati
1.1 Tipuri de nituri
1.2 Clasificarea nituirilor
1.3 Scule folosite la nituire
1.4 Tehnologia nituirii.
Capitolul 2. Exploatarea maşinilor pentru nituit
2.1 Tipuri de maşini de nituit
2.1.1 Maşini de nituit prin ciocănire
2.1.2 Ciocanele pneumatice
2.1.3 Presa pneumatică de nituit
Capitolul 3 . Întreţinerea şi repararea sculelor şi maşinilor
pentru nituit
Capitolul 4.
Măsuri de tehnica securităţii muncii
Bibliografie
2
MEMORIU JUSTIFICATIV
Asamblarea mecanica este reprezentata de legatura realizata intre
doua sau mai multe piese in scopul realizarii unui subansamblu sau a
unei blocari.
in cazul asamblarilor nedemontabile, piesele nu mai au posibilitatea
miscarii relative unele in raport cu altele.
Asamblarile nedemontabile pot fi:
1) asamblari directe;
2) asamblari indirecte.
Asamblarile directe realizeaza direct legatura intre piesele componente.
Aceste asamblari pot fi realizate prin sudare, poansonare, stemuire,
indoire, crestare, strangere.
Asamblarile indirecte realizeaza legatura intre elementele componente
prin intermediul unor piese sau substante. Printre acestea enumeram:
asamblari prin sudare, asamblari prin nituire, asamblari prin lipire.
Pana cand sudarea a inceput sa fie folosita, nituirea reprezenta singura
modalitate de asamblare folosita la constructia de poduri, cazane, vapoare
si constructii metalice.Desi aria ei de utilizare s-a restrans considerabil, sunt
inca multe domenii in care aceasta metoda de asamblare ramane inca una care
prezinta avantaje certe din punct de vedere tehnologic sau economic, de
exemplu in cazul materialelor greu sudabile, sau in cazul in care nu este
permisa incalzirea materialului.
3
Lucrarea este structurata in 5 capitole si bibliografie, dupa cum urmeaza:
CAPITOLUL1.GENERALITATI
CAPITOLUL 2. EXPLOATAREA MAŞINILOR PENTRU
NITUIT
CAPITOLUL3. ÎNTREŢINEREA ŞI REPARAREA SCULELOR ŞI MAŞINILOR PENTRU NITUIT
CAPITOLUL 4. MASURI DE TEHNICA SECURITATII MUNCII
BIBLIOGRAFIE
4
Capitolul 1. Generalităţi
Operaţia prin care se îmbină două sau mai multe piese cu ajutorul
niturilor se numeşte nituire. Cel mai simplu caz este cel în care se îmbină cu
un nit două table. Sunt cazuri când prin nituire se îmbină mai multe table,
care pot fi de grosimi diferite. Tija nitului trebuie să fie suficient de mare
pentru a putea trece prin piesele care se îmbină, rămânând o parte din
lungimea ei pentru executarea celuilalt cap,denumit cap de închidere.
Nituirea se poate executa la rece, la cald sau mixt ( la rece şi la cald).
Astfel, niturile mici cu diametrul mai mic de 8 mm, precum şi nituirle
confecţionate din alt material decât oţel senituiesc la rece. Când se execută
nituiri la care tija nitului este mai mare de 8 mm, niturile se încălzesc. Acest
procedeu prezintă avantajul că la răcire tija se scurtează puţin datorită
contracţiei şi atunci se obţine o strângere mai bună a pieselor.
Niturile folosite astăzi au forme foarte variate. Aceste forme variază în
raport cu solicitările mecanice la care sunt supuse piesele îmbinate. Niturile
utilizate sunt standardizate.
În mod obişnuit, niturile se fabrică din oţel carbon, îndeplinind
condiţiile tehnice prevăzute de STAS.
1.1 Tipuri de nituri
Pentru alegerea niturilor trebuie să se respecte indicaţiile din standarde.
Astfel pentru nituirea podurilor şi a fermelor metalice se aleg nituri de
5
rezistenţă. Pentru construcţia cazanelor, a rezervoarelor şi a diferitelor lucrări
care necesită o bună etanşeitate se aleg nituri de rezistenţă- etanşare.
Clasificarea niturilor se face dupa materialul din care sunt confectionate,
dupa forma si destinatia nitului.
Din punctul de vedere al materialului din care sunt confectionate,
exista:
. nituri de otel;
. nituri de cupru;
. nituri de aluminiu;
. nituri din aliaje usoare (anticorodal, avional,
aluman, ergol).
Dupa rolul functional, niturile pot fi:
. nituri de rezistenta;
. nituri de etansare;
. nituri de rezistenta-etansare.
Din punctul de vedere al formei, niturile se caracterizeaza atat prin
forma capetelor provenite dinfabricatie cat si prin diametrul tijei. Atat forma cat
si dimensiunile sunt standardizate.
Din punctul de vedere al solicitarii şi al conditiilor de
rezistenta, dimensiunile capatului nitului sunt conditionate de marimea
diametrului tijei si, de aceea, prin standard dimensiunile sunt stabilite in functie
de diametrul tijei.
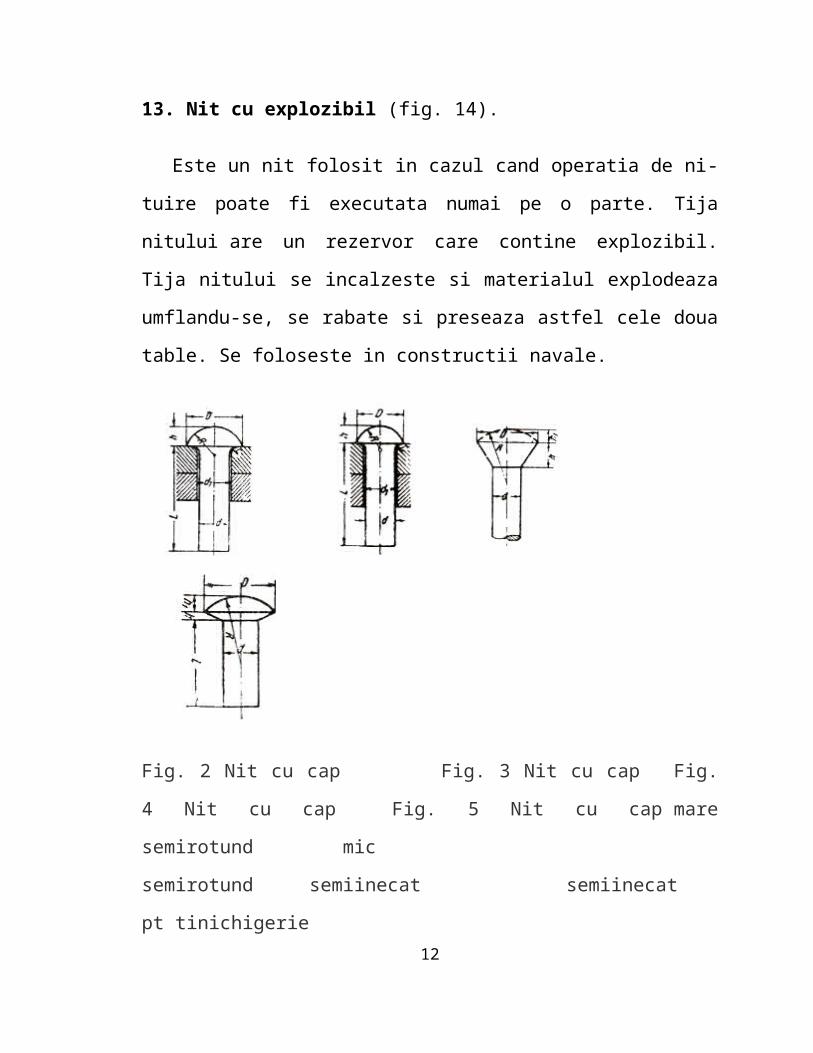
1. Nit cu cap semirotund, formatul capului mare (fig. 2).
Niturile de acest tip sunt nituri de rezistenta si etansare; dimensiunile
standardizate sunt date de relatiile:
6
R - raza sferei calotei
2. Nit cu cap semirotund, formatul capului
mic (fig. 3).
Sunt nituri de rezistenta; dimensiunile date de standard sunt:
D = 1,5d, h = 0A- 0,5d, r = 0,05d.
3. Nit cu cap semiinecat (fig. 4).
Sunt nituri de rezistenta si etansare; dimensiunile standard sunt:
4. Nit cu cap semiinecat pentru tinichigerie(fig. 5). Sunt nituri de
rezistenta,
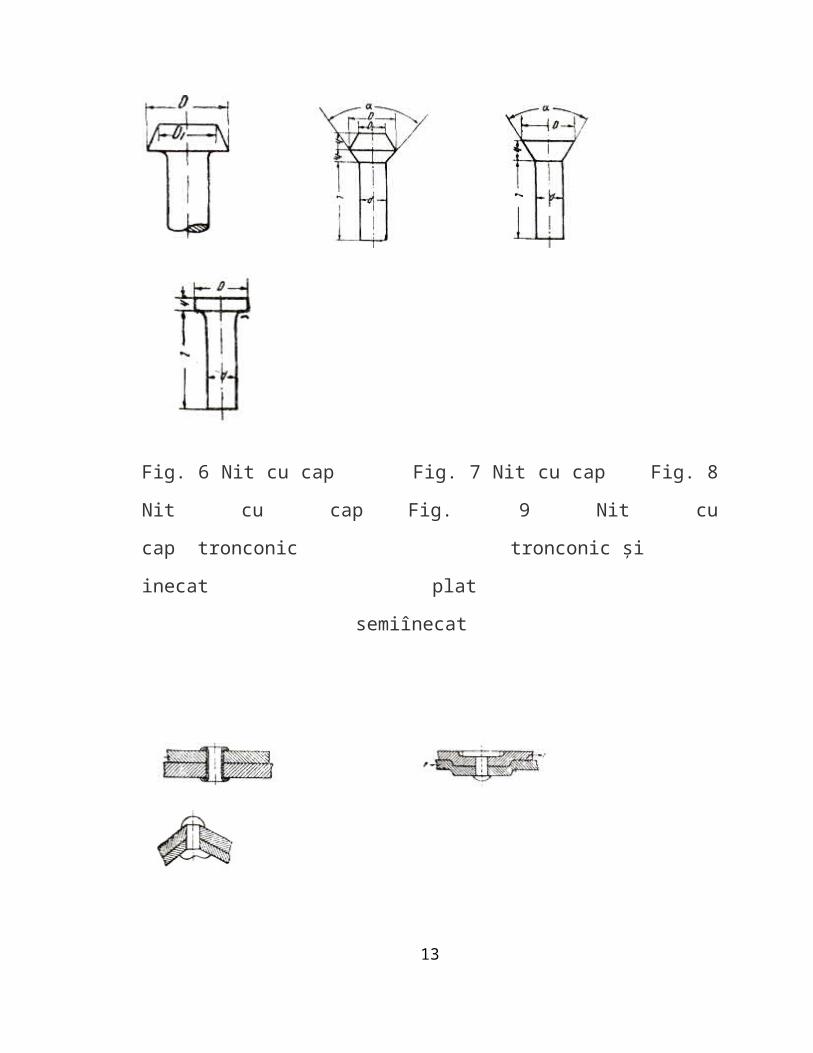
5. Nit cu cap tronconic (fig. 6).
Sunt nituri de rezistenta si etansare, folosite in special in constructii de
rezervoare pentru fluide. Dimensiunile standardizate sunt:
D =1,7d, D1=1,1d, h=0,7d, r=0,1 d.
6. Nit cu cap tronconic si semiinecat (fig. 7)
Sunt nituri de rezistenta si etansare; calculul dimensiunilor se face cu
relatiile:
D =1,7d, D1=1,1d, h=0,7d, r=0,1 d.
7. Nit cu cap inecat (fig. 8).
Sunt nituri de rezistenta si de rezistenta-etansare, folosite in
constructii metalice la care se cere o suprafata cat mai neteda, cu
dimensiunile:
D=l,5d, h = 0,4d.
8. Nit cu cap plat - astfel de nituri sunt folositeca nituri de rezistenta (fig. 9)7
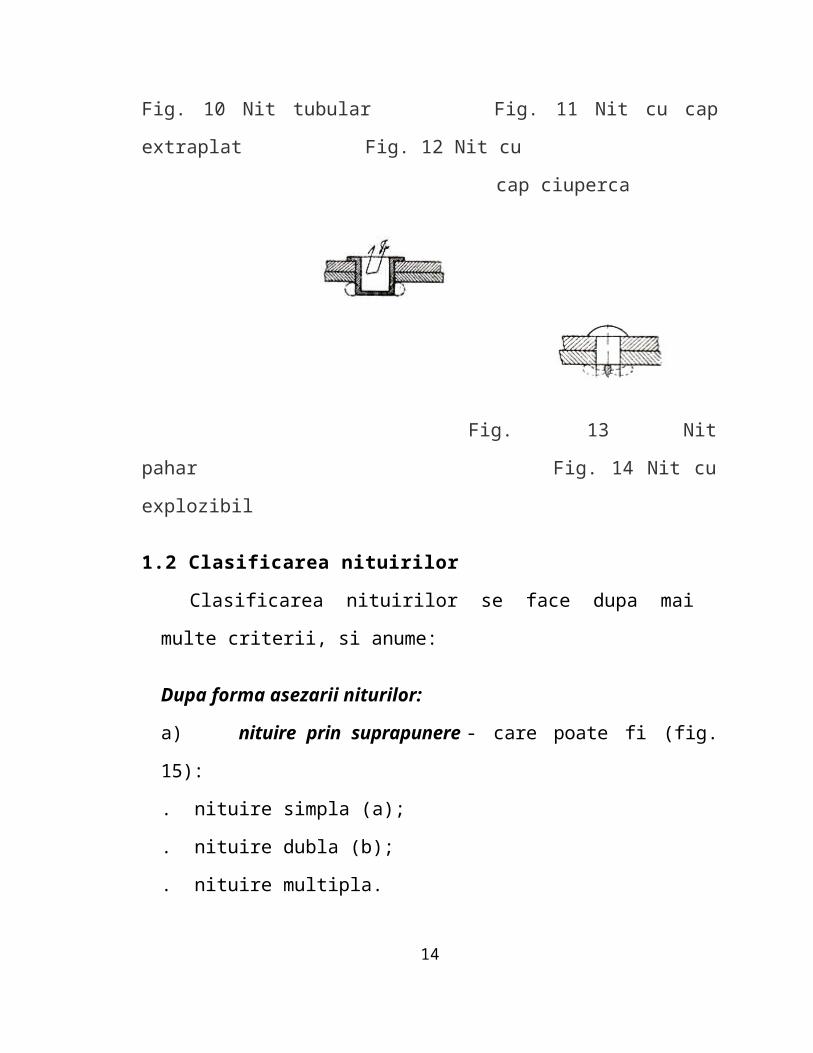
9. Nituri speciale - nituri tubulare (fig.10).Se confectioneaza dintr-un
metal moale siservesc ca nituri de prindere sau fixare , dar nu pot rezista la
solicitari mari. Se intalnesc in constructii de mecanica fina. Nituirea lor se
face cu ajutorul unui dispozitiv special.
10. Nituri cu cap extraplat (fig.11).Pentru a mari rezistenta de forfecare a
nitului,tabla se indoaie ca in figura, astfel ca efortul e preluat de aceste suprafete
de sprijin.
11. Nitul ciuperca (fig. 12).
Serveste la imbinarea tablelor in colturi acolo unde nu se pot folosi
niturile obisnuite, neavand fata plana de sprijin. Se intalnesc in aviatie si in
constructii navale.
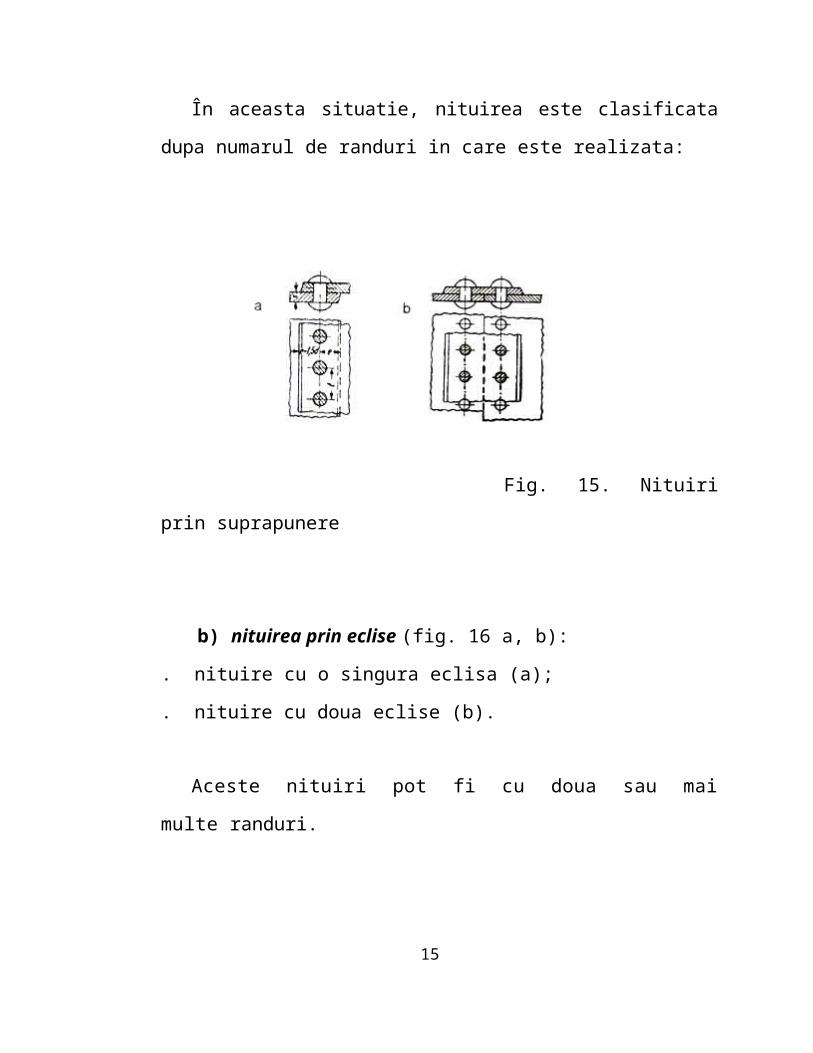
12. Nitul pahar (fig. 13).
Este un nit folosit in cazul in care operatia de nituire poate fi executata
numai pe o parte. Cu ajutorul unui dispozitiv de nituire special, se
mareste diametrul interior al nitului, largindu-se partea inferioara a paharului
astfel ca preseaza tablele si realizeaza asamblarea lor.
13. Nit cu explozibil (fig. 14).
Este un nit folosit in cazul cand operatia de nituire poate fi executata numai
pe o parte. Tija nitului are un rezervor care contine explozibil. Tija nitului se
incalzeste si materialul explodeaza umflandu-se, se rabate si preseaza astfel
cele doua table. Se foloseste in constructii navale.
8
Fig. 2 Nit cu cap Fig. 3 Nit cu cap Fig. 4 Nit cu cap Fig. 5 Nit cu
cap mare semirotund mic semirotund semiinecat semiinecat
pt tinichigerie
Fig. 6 Nit cu cap Fig. 7 Nit cu cap Fig. 8 Nit cu cap Fig. 9 Nit cu
cap tronconic tronconic şi inecat plat
semiînecat
Fig. 10 Nit tubular Fig. 11 Nit cu cap extraplat Fig. 12 Nit cu
cap ciuperca
9
Fig. 13 Nit pahar Fig. 14 Nit cu explozibil
1.2 Clasificarea nituirilor
Clasificarea nituirilor se face dupa mai multe criterii, si anume:
Dupa forma asezarii niturilor:
a) nituire prin suprapunere - care poate fi (fig. 15):
. nituire simpla (a);
. nituire dubla (b);
. nituire multipla.
În aceasta situatie, nituirea este clasificata dupa numarul de randuri in
care este realizata:
Fig. 15. Nituiri prin suprapunere
10
b) nituirea prin eclise (fig. 16 a, b):
. nituire cu o singura eclisa (a);
. nituire cu doua eclise (b).
Aceste nituiri pot fi cu doua sau mai multe randuri.
Fig. 16. Nituiri cu eclise
2. Dupa scopul nituirii:
. nituiri de rezistenta - pentru eforturi mari;
. nituiri de etansare - pentru a impiedica lichidele sa treaca prin legatura
realizata. Nituirea de etan-sare poate fi imbunatatita prin operatii de
stemuire, chituire etc
. nituire de rezistenta si etansare - realizata la cazane si rezervoare care
lucreaza sub presiune. Metoda este utilizata foarte rar astazi.
3. Dupa modul executiei - nituirea se poateexecuta la rece sau
la cald.
11
Nituirea la rece se realizeaza in cazul niturilor cu diametrul de pana la
8-10 mm;
Nituirea la cald se realizeaza pentru nituri cu un diametru ce
depaseste 10 mm.
Pentru nituirea la cald se foloseste o forja sau incalzirea electrica pana la
temperatura de cea 1100 °C,incalzirea la rosu.
4. Din punctul de vedere al fortei necesare nituirii, aceasta poate fi
nituire manuala si nituiremecanizata.
Pentru nituirea mecanizata se folosesc masini pneumatice, hidraulice
sau masini speciale de nituit.
1.3 Scule folosite la nituire
Sculele și dispozitivele folosite la nituirea manuală se confecționează
în funcție de procedeele de nituire utilizate, adică nituirea se execută la rece
sau la cald.
Principalele scule utilizate la nituire sunt:
- Căpuitorul sau buterola de mână;
- Contracăpuitorul sau contra buterola;
- Trăgătorul de nit;
- Ciocanul de nituit manual;
- Clești pentru ținut căpuitorul și pentru ținut niturile.
Căpuitorul, numit și buterolă, servește la formarea capului de nit. El
se confecționează din oțel de scule, iar capul activ se tratează termic, prin
călire, pe o lungime de circa 15 mm. La unul din capetele sale, căpuitorul
este prevăzut cu o adâncitură care are forma capului de nit. În funcție de
forma capetelor niturilor și a pozițiilor de nituire se folosesc diferite forme
12
de căpuitoare. La celălalt capăt (unde se aplică loviturile de ciocan),
căpuitorul are forma tronconicăț și este bombat, pentru ca loviturile
ciocanului să fie axiale.
Contracăpuitorul, (contrabuterola) are la unul din capete o
adâncitură după forma capului nitului. El servește ca o nicovală în care se
introduce capul fabricat al nitului, pentru a nu fi deformat. În timpul nituirii,
contracăpuitorul se prinde în menghină pentru ca să nu se deplaseze în urma
lovirii cu ciocanul. Pentru aceasta, greutatea lui trebuie să fie de 4-5 ori mai
mare decât greutatea căpuitorului. De exemplu, pentru nituri cu diametre de
până la 5 mm se folosesc contracăpuitoare cu greutate până la 5 kg.
Trăgătorul se folosește pentru apropierea tablelor înainte de nituire.
Această operație se execută cu scopul ca tablele să se strângă bine una de
alta. La unul din capete trăgătorul are un locaș cilindric în care intră tija
nitului atunci când se apropie tablele. Diametrul tijei nitului trebuie să fie cu
0,2 mm mai mic decât diametrul trăgătorului.
Ciocanele de nituit folosite la nituirea manuală sunt de două feluri:
ciocane mici, pentru manipularea cu o singură mână și ciocane mari
(baroase) pentru manipularea cu ambele mâini.
Ciocanul de nituit se deosebește de celelalte ciocane prin aceea că este
puțin mai lung, are capul de formă rotundă și puțin bombat.
Ciocanul de control, arătat în figura , se întrebuințează pentru a
controla calitatea niturilor bătute. În acest scop ciocanul are unul din capete
rotunjit, iar celălalt capăt este ascuțit conic. Cu capătul rotunjit al ciocanului
se ciocănesc niturile, iar cu cel ascuțit se inseamnă capetele niturilor care
urmează a fi tăiate, întrucât sunt slabe. Pentru controlul niturilor cu diametrul
13
de până la 20 mm se întrebuințează ciocane de 0,250 kg, iar pentru niturile
cu peste 20 mm diametru se întrebuințează ciocane de 0,400 kg.
Cleștii sunt folosiți la prinderea niturilor și la ținerea căpuitoarelor în
timpul nituirii. Fălcile cleștilor au diferite forme, în funcție de forma și
mărimea nitului sau a căpuitorului ce trebuie manipulate. Pentru prinderea
niturilor se utilizează cleștele de apucat, care poate fi de două feluri: scurt, cu
lungimea de circa 240 mm și lung.
Pentru a ține căpuitorul în timpul nituirii se utilizează cleștii de
căpuitor, care sunt lungi de circa 600 mm.
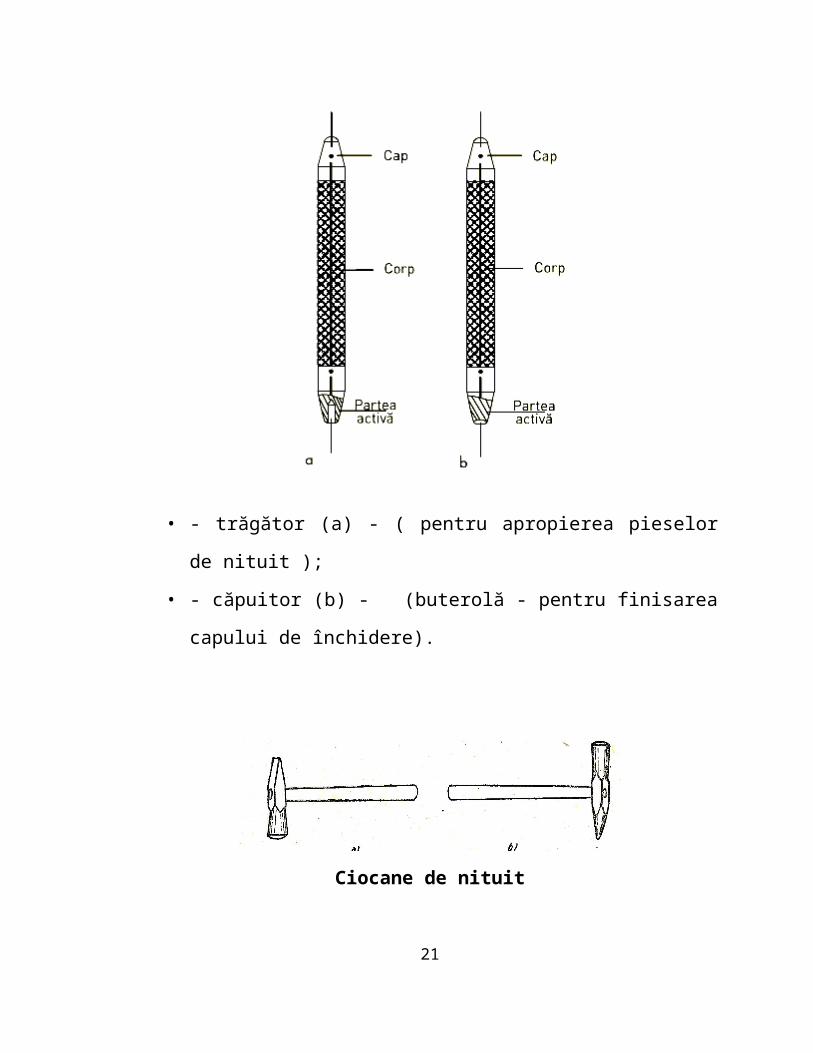
• - trăgător (a) - ( pentru apropierea pieselor de nituit );
• - căpuitor (b) - (buterolă - pentru finisarea capului de închidere).
14
Ciocane de nituit
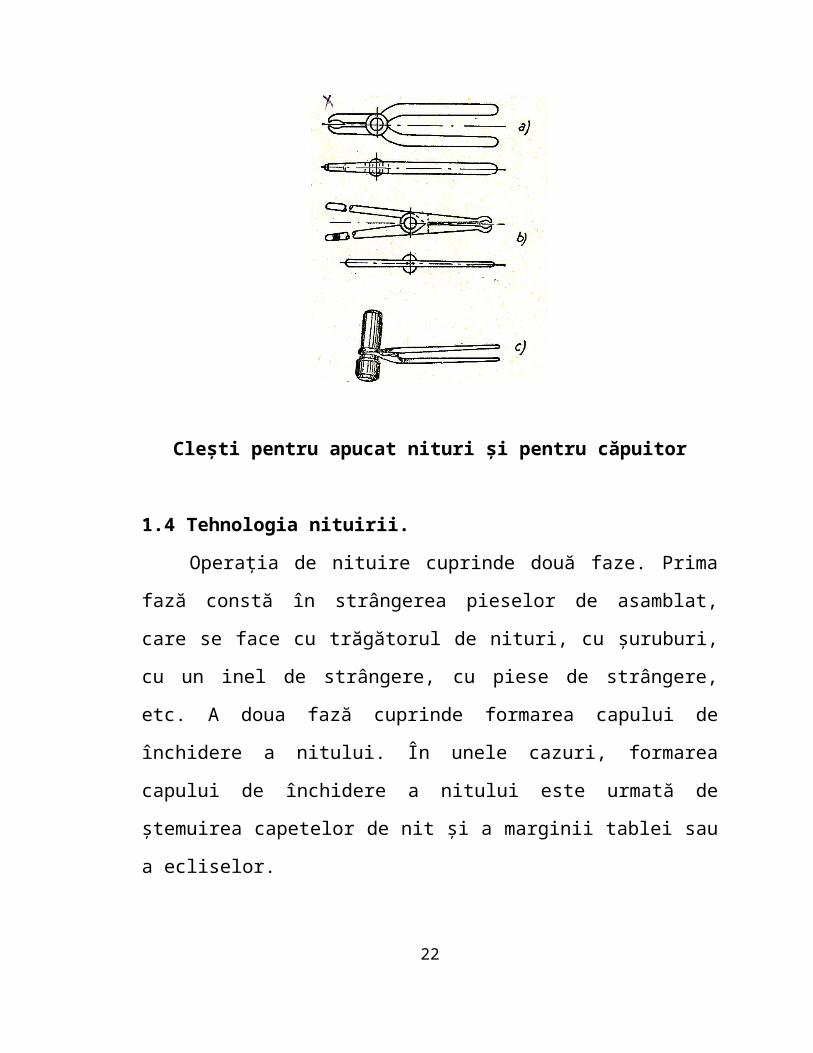
Cleşti pentru apucat nituri şi pentru căpuitor
1.4 Tehnologia nituirii.
Operația de nituire cuprinde două faze. Prima fază constă în strângerea
pieselor de asamblat, care se face cu trăgătorul de nituri, cu șuruburi, cu un
inel de strângere, cu piese de strângere, etc. A doua fază cuprinde formarea
capului de închidere a nitului. În unele cazuri, formarea capului de închidere
a nitului este urmată de ștemuirea capetelor de nit și a marginii tablei sau a
ecliselor.
15

Formarea capului de nit. Proprietatea metalelor de a lua orice formă
sub acțiunea forțelor exterioare, fără să se distrugă și să păstreze această
formă până la o nouă aplicare de forțe, se numește plasticitate. Materialul
pentru nituri trebuie să aibă o mare plasticitate; creșterea acestei plasticități
este favorizată prin încălzirea la o temperatură ridicată. Astfel, dacă se
încălzesc niturile la 1000 – 1150 grade C și nituirea se execută înainte de a se
răci sub 700 grade C, materialul niturilor de oțel este destul de plastic pentru
a permite deformarea capătului tijei, care va forma capul de închidere a
nitului.
Deformarea nitului pentru formarea capului de închidere depinde și de
viteza de batere. Când viteza de batere este mică, capetele tijelor de nit se
deformează mai puțin și materialul se răcește mai repede.
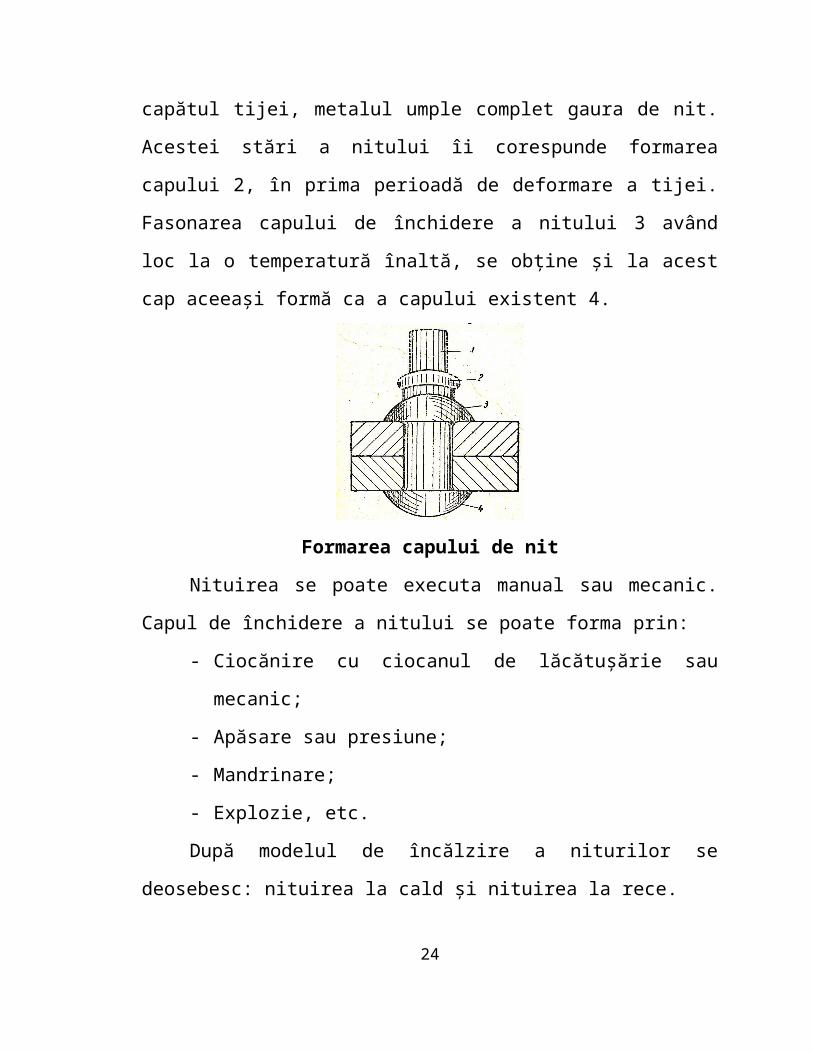
În figură se observă deformările care au loc în timpul nituirii la cald la
capul 1 al tijei care iese în afară. Înainte de începerea nituirii, tija nitului nu
atinge pereții găurii. După ce s-a bătut capătul tijei, metalul umple complet
gaura de nit. Acestei stări a nitului îi corespunde formarea capului 2, în
prima perioadă de deformare a tijei. Fasonarea capului de închidere a nitului
3 având loc la o temperatură înaltă, se obține și la acest cap aceeași formă ca
a capului existent 4.
Formarea capului de nit
16
Nituirea se poate executa manual sau mecanic. Capul de închidere a
nitului se poate forma prin:
- Ciocănire cu ciocanul de lăcătușărie sau mecanic;
- Apăsare sau presiune;
- Mandrinare;
- Explozie, etc.
După modelul de încălzire a niturilor se deosebesc: nituirea la cald și
nituirea la rece.
Nituirea la cald se aplică la construcții metalice, la confecționarea
căldărilor (cazanelor), a rezervoarelor, etc.
Nituirea la rece folosește nituri cu diametre mici sau nituri din
materiale neferoase și se aplică în industria avioanelor, a mașinilor de scris,
etc.
După condițiile pe care trebuie să le îndeplinească îmbinarea pieselor,
nituirea poate fi: de articulație, de rezistență, de etanșare, de rezistență-
etanșare.
După felul cum sunt așezate între ele piesele de îmbinat, nituirea se
împarte în: nituire prin suprapunere și nituire prin eclise.
17
Capitolul 2. Exploatarea maşinilor pentru nituit
2.1 Tipuri de maşini de nituit
Pentru nituirea mecanică se folosesc ciocane pneumatice , maşini şi
prese de nituit.
a. După principiul de lucru
- maşini de nituit prin ciocănire
- fixe
- portabile
- maşini de nituit prin presare
- în potcoavă ,
- în cleşte
- maşini de nituit prin rulare.
b. După posibilitatea de deplasare
- maşini fixe;
- maşini transportabile
- portabile;
- carosabile;
18
- suspendate.
c. După modul de acţionare
- maşini de nituit hidraulice;
- maşini de nituit pneumatice;
- maşini de nituit hidropneumatice;
- maşini de nituit electromecanice;
- maşini de nituit electrohidraulice
c. După modul de comandă în funcţionare
- maşini de nituit cu comandă manuală;
- maşini de nituit cu comandă semiautomată;
- maşini de nituit cu comandă automată.
2.1.1 Maşini de nituit prin ciocănire
Aceste maşini execută capul de strângere al nitului prin lovituri dese.
Numărul de lovituri poate ajunge până la 4000 pe minut. Din acest grup de
maşini fac parte:
- ciocanele pneumatice de nituit prin ciocănire cu acţionare mecanică;
- ciocanele pneumatice de nituit prin ciocănire cu acţionare
electromecanică
2.1.2 Ciocanele pneumatice se folosesc de obicei pentru nituri cu
diametrul până la Ø42 mm.ele sunt portabile, putându-se utiliza în diferite
poziţii în funcţie de piesa care se nituieşte.
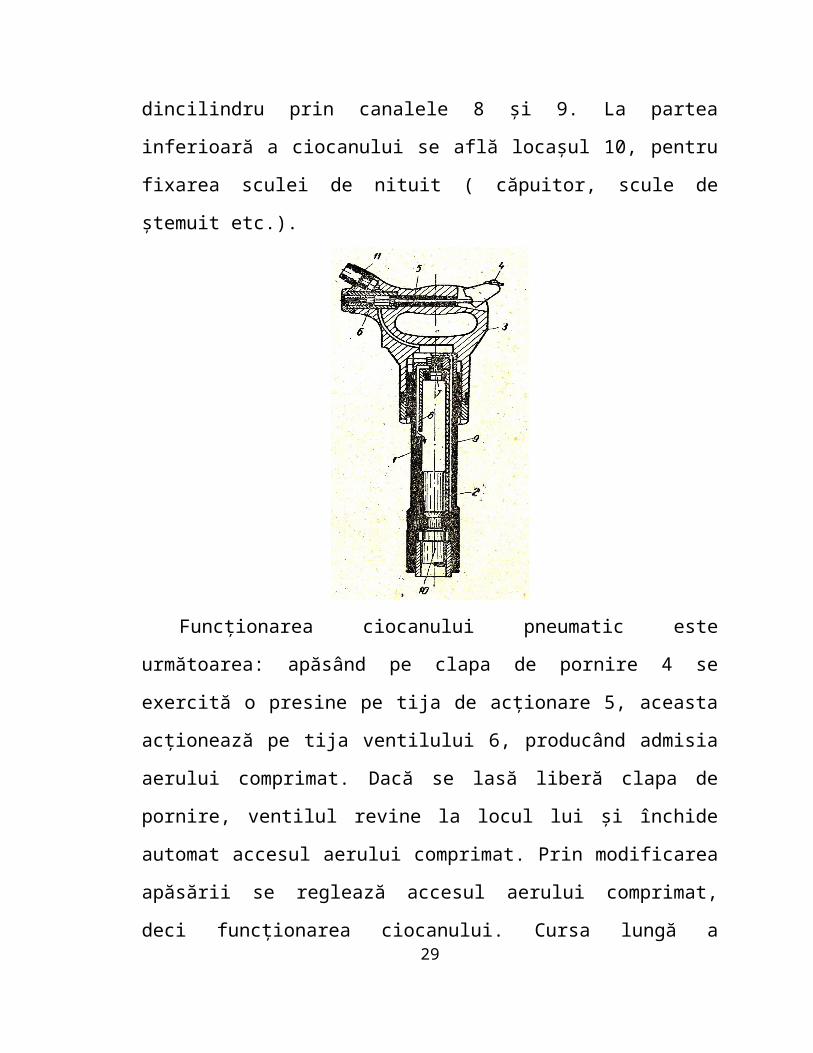
Ciocanul pneumatic lucrează prin mişcări rectilinii de lovire. Acest
ciocan este format dintr-un cilindru 1, în interiorul căruia se mişcă cu o
19
viteză foarte mare un piston mic 2. La partea superioară se află mânerul de
prindere 3, prevăzut cu mecanismul de acţionare format din: clapa de pornire
4, tija de acţionare 5, ventilul 6, orificiul de intrare a aerului comprimat 11.
Intrarea aerului se face printr-un distribuitor 7 care reglează pătrunderea şi
evacuarea aerului dincilindru prin canalele 8 şi 9. La partea inferioară a
ciocanului se află locaşul 10, pentru fixarea sculei de nituit ( căpuitor, scule
de ştemuit etc.).
Funcţionarea ciocanului pneumatic este următoarea: apăsând pe clapa
de pornire 4 se exercită o presine pe tija de acţionare 5, aceasta acţionează pe
tija ventilului 6, producând admisia aerului comprimat. Dacă se lasă liberă
clapa de pornire, ventilul revine la locul lui şi închide automat accesul
aerului comprimat. Prin modificarea apăsării se reglează accesul aerului
comprimat, deci funcţionarea ciocanului. Cursa lungă a pistonului ( până la
250 mm) asigură o viteză mare şi o lovitură puternică. Numărul loviturilor
variază între 700 şi 2000 pe minut.
20
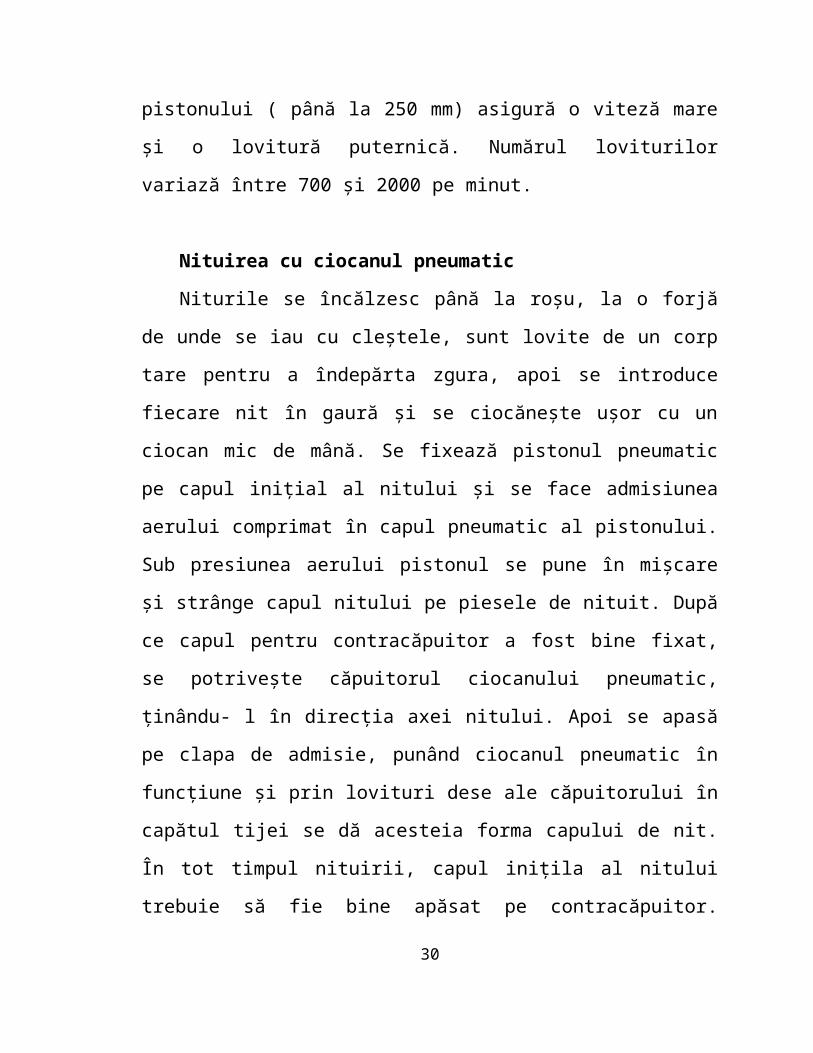
Nituirea cu ciocanul pneumatic
Niturile se încălzesc până la roşu, la o forjă de unde se iau cu cleştele,
sunt lovite de un corp tare pentru a îndepărta zgura, apoi se introduce fiecare
nit în gaură şi se ciocăneşte uşor cu un ciocan mic de mână. Se fixează
pistonul pneumatic pe capul iniţial al nitului şi se face admisiunea aerului
comprimat în capul pneumatic al pistonului. Sub presiunea aerului pistonul
se pune în mişcare şi strânge capul nitului pe piesele de nituit. După ce capul
pentru contracăpuitor a fost bine fixat, se potriveşte căpuitorul ciocanului
pneumatic, ţinându- l în direcţia axei nitului. Apoi se apasă pe clapa de
admisie, punând ciocanul pneumatic în funcţiune şi prin lovituri dese ale
căpuitorului în capătul tijei se dă acesteia forma capului de nit. În tot timpul
nituirii, capul iniţila al nitului trebuie să fie bine apăsat pe contracăpuitor.
Nituirea cu ciocanul pneumatic trebuie executată repede, astfel încât după
formarea capului de închidere anitului, nitul trebuie să aibă culoarea roşie
deschisă, ceea ce corespunde la temperatura de 700- 8000 C. Pentru aceasta
presiunea aerului comprimat trebuie să fie 5- 5,6 atmosfere.
Maşini de nituit şi prese pneumatice
21
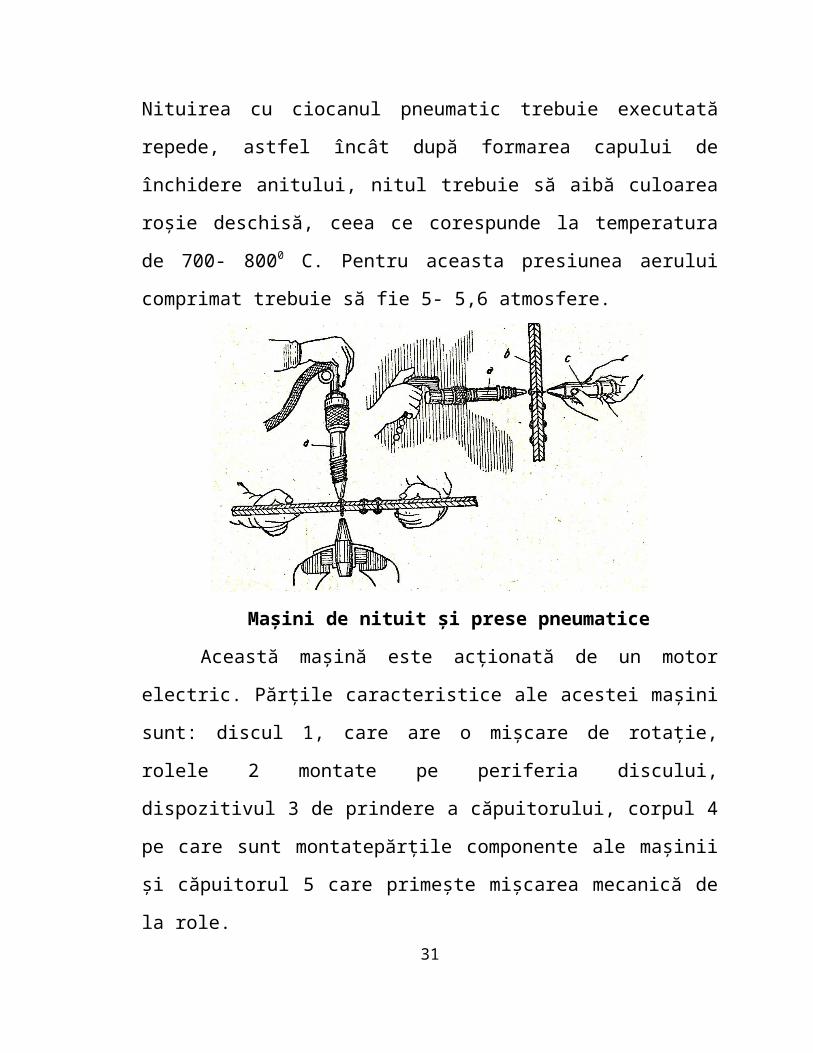
Această maşină este acţionată de un motor electric. Părţile
caracteristice ale acestei maşini sunt: discul 1, care are o mişcare de rotaţie,
rolele 2 montate pe periferia discului, dispozitivul 3 de prindere a
căpuitorului, corpul 4 pe care sunt montatepărţile componente ale maşinii şi
căpuitorul 5 care primeşte mişcarea mecanică de la role.
Maşina de nituit
Niuirea se execută prin loviturile mecanice, care se aplică căpuitorului
de către rolele care se mişcă odată cu mişcarea discului. Această maşină se
foloseştepentru executarea îmbinărilor nituite care folosesc nituri până la
8mm diametru.
2.1.3 Presa pneumatică de nituit
Aceasta are următoarele părţi componente : supapele 1 pentru admisia
aerului comprimat, cilindrul 2 în care se mişcă pistonul 3, sub acţiunea
22
aerului comprimat, căpuitorul 4, bucşa 5 pentru strângerea tablelor de nituit
şi arcul 6 care aduce pistonul în poziţia iniţială.
Presa pneumatică de nituit
Presa pneumatică funcţionează astfel:
La deschiderea supapei de admisie, aerul comprimat pătrunde în
cilindru şi pune în mişcare pistonul şi căpuitorul. Bucşa 5 strânge tablele 7
puse pentru nituit. Prin loviturile primite de nit de la căpuitor se execută
opraţia de nituire
Nituirea prin presare se obţine cu maşina de nituit, care formează
capul nitului printr-o singură mişcare a unui poanson- căpuitor la care
presiunea asupra nitului creşte treptat.
23
Aceste maşini acţionează cu o presiune maximă pe nit, care poate
ajunge până la 200 t.
Nituirea prin presare
La nituirea prin presare, cu o singură mişcare de presare, se deosebesc
trei faze:
1. nitul este introdus în gaura de nit ( faza a);
2. maşina este apropiată de piesele asamblate, până când capul de
aşezare al nitului atinge contracăpuitorul fix al maşinii ( faza b);
3. se aplică presiunea asupra căpuitorului, pentru formarea capului de
nit.
24
Capitolul3 . Întreţinerea şi repararea sculelor şi maşinilor
pentru nituit
Întreţinerea urmăreşte să menţină maşinile, utilajele şi instalaţiile în
condiţii normale de exploatare între două reparaţii consecutive, reducând
posibilitatea apariţiei unor reparaţii accidentale.
Este necesar ca periodic să se verifice şi starea accesoriilor din dotarea
maşinii, utilajului şi a instalaţiei respective, chiar dacă sunt situaţii când
unele dintre acestea sunt folosite mai rar.
Activitatea de întreţinere şi reparare a utilajelor este impusă de faptul
că, pe parcursul folosirii lor productive, acestea sunt supuse procesului de
uzură fizică şi morală. Ca urmare, a procesului de uzură fizică, are loc un
proces de pierdere treptată a valorii de întrebuinţare a utilajului, şi în final o
pierdere a capacităţii de satisfacere a nevoii sociale pentru care a fost creat.
Obţinerea unei durate de funcţionare normale cât mai lungi se poate
realiza prin încetinirea procesului de uzare fizică a pieselor componente,
aceasta asigurându-se prin: exploatarea maşinilor, utilajelor şi instalaţiilor la
sarcina normală (prin evitarea supraîncărcărilor), întreţinerea corectă şi
curăţirea zilnică, ungerea pieselor în mişcare, observarea continuă a stării şi
funcţionării lor, lucrul de bună calitate a echipelor de întreţinere şi reparaţii
şi executarea reparaţiilor la timp, conform prescripţiilor întreprinderii
constructoare.
În vederea menţinerii caracteristicilor funcţionale ale utilajului şi a
funcţionării în condiţii cât mai apropiate de cele iniţiale, în cadrul
25
întreprinderilor se organizează un serviciu de întreţinere şi reparare a
utilajului de producţie. Din analiza comportamentului utilajelor în procesul
de uzură fizică se poate constata că uzura în timp a diferitelor componente
are loc în mod diferenţiat.
Fenomenul de uzură fizică a utilajului poate fi ameliorat şi printr-un
sistem de activităţi de întreţinere a acestuia, precum şi printr-un ansamblu de
operaţii de control şi revizie, care să permită depistarea din timp a
eventualelor defecţiuni.
Elementele de comandă pneumatice sunt constituite din mai multe
subansambluri. Fiecare subansamblu de comandă este constituit din elemente
de semnalizare (limitator de sfârşit de cursă), elemente de aşezare, elemente
de comandă şi de acţionare (cilindri, şurub etc.).
Din punct de vedere al subansamblurilor de întreţinut un sistem
pneumatic conţine: filtre, ungătoare, garnituri din material plastic, îmbinări
filetate, ventile, cilindri. Menţinerea performanţelor sistemului pneumatic
depinde în mare măsură de modul cum se realizează întreţinerea şi repararea
acestor subansamble.
În tabelul de mai jos se indică câteva operaţii ce trebuie efectuate la
revizia tehnică a sistemului pneumatic.
26
Indicaţii privind întreţinerea maşinilor pneumatice pentru nituit .
Elementulsistemului
Indicaţii privind întreţinerea
Filtrul
Are rolul de a curăţa aerul ce vine de la reţeaua de alimentare înainte de a intra în partea de comandă. Este necesară o curăţire săptămânală pentru sisteme ce lucrează în condiţii dure. În multe cazuri filtrul este dotat cu separator de apă, care poate prezenta defecţiuni: acumulare de apă de condens, dereglarea arcului, defecţiuni ce trebuie remediate la operaţia de revizie.
Ungătorul Se urmăreşte menţinerea nivelului uleiului la nivelul prescris. Dacă nivelul a scăzut se face umplerea cu ulei corespunzător.
Conductele
Necesită verificări săptămânale pentru a se împiedica apariţia defecţiunilor; la conductele ce vin în contact cu uleiul se indică utilizarea furtunurilor rezistente la ulei.
Îmbinările filetate
În aceste îmbinări partea susceptibilă la defectări este garnitura de etanşare; este indicat să se utilizeze garnituri din poliamide care nu absorb uleiul şi deci nu îşi modifică volumul iniţial.
Cilindrul
Se verifică tija pistonului, care trebuie nu trebuie să prezinte defecte ce pot conduce la distrugerea garniturii tijei; la cilindrii supuşi la influenţe termice se impune schimbarea garniturii la perioade mai scurte.
Elemente de fixare
Se strâng şuruburile şi se înlocuiesc cele uzate sau lipsă.
27
Capitolul 4.
Măsuri de tehnica securităţii muncii
La nituirea manuala, se vor respecta urmatoarele MTSM:
- se interzice utilizarea de scule uzate, cu cozi nepotrivite si cu urme de
lovituri; ciocanele trebuie safie bine fixate in cozi; contracapuitorul nu
trebuie strans in mana ci numai apasat usor pe nit (refularea
capului nitului depinde de greutatea contracapuitorului si nu de apasarea
asupra lui).
- la executarea gaurilor se vor respecta normele specifice studiate la
operatia de gaurire privindsculele si piesele supuse gauririi.
Pentru imbunatatirea conditiilor de munca si inlaturarea cauzelor care pot
provoca accidente de munca si imbolnaviri profesionale trebuie luate o serie de
masuri, sarcini ce revin atat conducatorului locului de munca dar si
lucratorilor.
Acestea sunt:
- asigurarea iluminatului, incalzirii si ventilatiei in atelier;
- masinile si instalatiile sa fie echipate cu instructiuni de folosire;
28
- sa fie asigurata legarea la pamant si la nul a tuturor masinilor actionate
electric;
- masinile sa fie echipate cu ecrane de protectie conform normelor de
protectie a muncii;
- atelierele sa fie echipate in locuri vizibile cu mijloace de combatere a
incendiilor;
- atelierul sa fie dotat cu mijloace de ridicat pentru manipularea pieselor
mai mari de 20 kg;
- muncitorii sa poarte echipament bine ajustat pe corp cu manecile
incheiate iar parul sa fie acoperit sau legat;
- inainte de inceperea lucrului va fi controlata starea masinilor, a
dispozitivelor de pornire-oprire si inversare a sensului de miscare;
- se va verifica inaintea lucrului daca atmosfera nu este incarcata cu vapori
de benzina sau alte gaze inflamabile sau toxice;
- la terminarea lucrului se deconecteaza legaturile electrice de la prize,
masinile vor fi oprite, sculele se vor aseza la locul lor iar materialele si
piesele vor fi stivuite in locuri indicate;
- muncitorii nu se vor spala pe maini cu emulsie de racire si nu se vor sterge pe
maini cu bumbacul utilizat la curatirea masinii. Daca pentru spalarea mai
nilor a fost necesara utilizarea produselor usor inflamabile se va folosi
imediat apa si sapun;
29
- ciocanele trebuie sa aiba cozi din lemn de esenta tare, fara noduri sau
crapaturi; este interzis lucrul cu ciocane, nicovale care au fisuri, stirbituri,
sparturi sau deformari in forma de floare;
- la folosirea trasatoarelor se cere atentie pentru a nu produce intepaturi iar
dupa utilizare vor fi asezate in truse speciale;
- daca in timpul realizarii unei operatii mecanice sar aschii vor fi purtati
ochelari de protectie;
- in cazul polizarii cu ajutorul masinii vor fi verificate cu atentie pietrele
de polizat sa nu prezinte fisuri sau sparturi precum si prinderea piesei pe ma
sina. Polizorul trebuie sa aiba prevazut ecran de protectie.
30
BIBLIOGRAFIE
1. BADESCU, Gheorghe, STURZU, A, MILITARI,C., POPESCU,1., Tolerante si masuratori tehnice, Editura Didactica si Pedagogica, Bucuresti, 1982
2. CIOCARLEA-VASILESCU, Aurel, CONSTANTIN, Mariana, Asamblarea, Intretinerea si repararea masinilor si instalatiilor. Editura All Educational,Bucuresti, 2002
3. CIOCARLEA-VASILESCU, Aurel, CONSTANTIN, Mariana, Organe de masini si mecanisme. Editura All Educational,Bucuresti, 2002
4. GHEORGHE, Ion, VOICU, Mihai, PARASCHIV, Ion, HUZUM, Neculai, RANTZ, Gabriel, Utilajul si tehnologia meseriei- tehnologia asaamblarii si montajului, Editura Didactica si Pedagogica, Bucuresti, 1990
5. TANASESCU, Mariana, GHEORGHIU, Tatiana, GHETU, Camelia, CEPISCA, Cornelia, Masurari tehnice, Editura Aramis, Bucuresti, 2005
6. ZGURA, Gh.,ARIESANU,E., PEPTEA,Gh., Utilajul si tehnologia meseriei-lacatuserie, Editura Didactica si Pedagogica, Bucuresti, 1991
31
32