asambl prin forma
TRANSCRIPT

5/11/2018 Asambl prin forma - slidepdf.com
http://slidepdf.com/reader/full/asambl-prin-forma 1/18
3. ASAMBLĂRI PRIN FORMĂ
3.1. ASAMBLĂRI PRIN PENE LONGITUDINALE
Asamblările prin pene longitudinale sunt asamblări demontabile de tip arbore – butuc,destinate transmiterii unei mişcări de rotaţie şi a unui moment de torsiune şi uneori ghidăriideplasării axiale a butucului faţă de arbore. Organul de asamblare este pana, montată într-uncanal executat par ţial în arbore şi par ţial în butuc sau numai în butuc. Direcţia canalului este
paralelă cu axa arborelui, de unde vine şi denumirea de pană longitudinală.În funcţie de modul de transmitere a sarcinii, se deosebesc asamblări prin pene cu
strângere şi asamblări prin pene montate f ăr ă strângere.
• Asambl ă rile prin pene montate f ă r ă strângere (fig. 3.2) transmit sarcina prin contactdirect între arbore şi pană şi în continuare la butuc. Aceste asamblări pot folosi pene paralelecu capete rotunde (fig. 3.2, a) sau cu capete drepte (fig. 3.2, b) fixate în canalul din arbore f ăr ă şuruburi (fig. 3.2, a) sau cu şuruburi (fig. 3.2, b). Această ultimă variantă (fig. 3.2, b)
utilizează două şuruburi pentru a evita smulgerea penei din locaş, gaura filetată de la mijlocul penei folosind pentru extragerea ei din locaşul din arbore, prin înşurubarea unui ştift filetat.Alte tipuri de pene utilizate la aceste asamblări sunt penele disc (fig. 3.2, c) şi penelecilindrice. Asamblările prin pene longitudinale montate f ăr ă strângere sunt cele mai întâlniteîn construcţia de maşini fiind sigure în funcţionare, având o montare şi demontare simple şiasigurând coaxialitatea pieselor asamblate.
3.1.1. Asamblări prin pene paralele
Asamblările prin pene paralele se utilizează pe scar ă largă în construcţia de maşini, pentru a transmite momente de torsiune mici-medii.
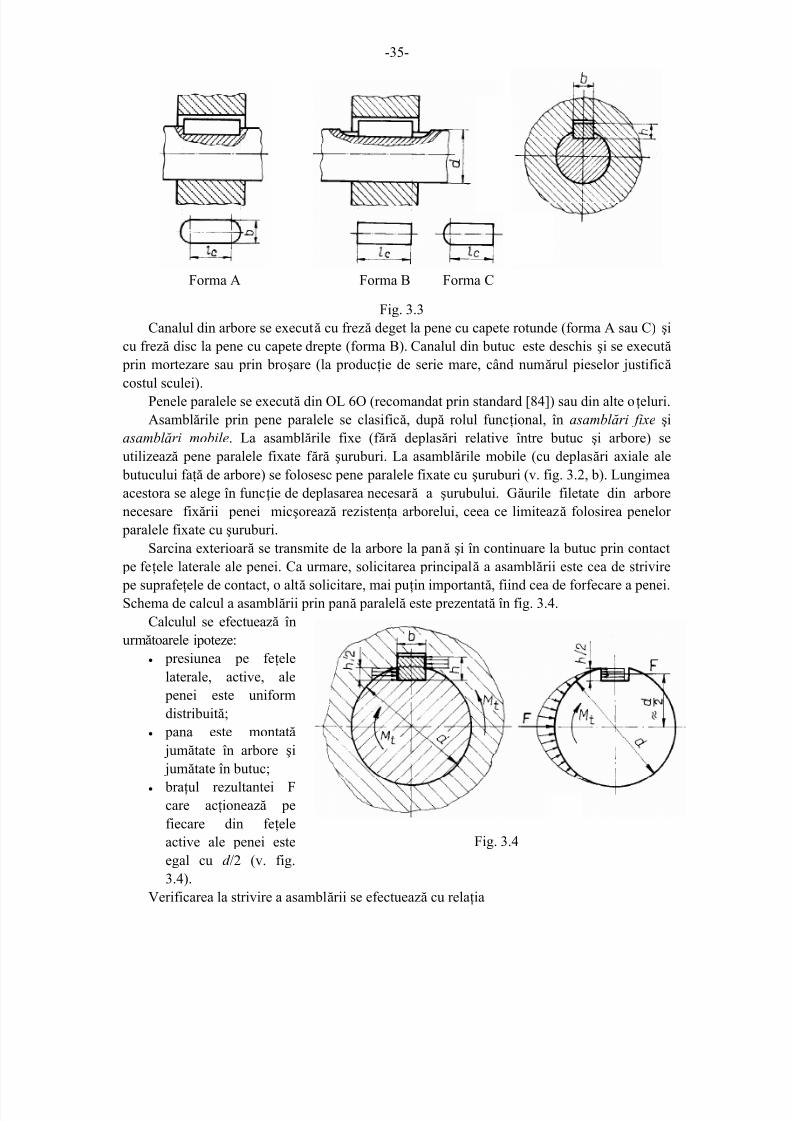
Penele paralele sunt standardizate [84] în trei forme (fig. 3.3): cu capete rotunde – forma
A, cu capete drepte – forma B şi cu un capăt rotund şi unul drept – forma C. Pana aresecţiunea transversală dreptunghiular ă, asigurând contact pe feţele laterale cu canalele dinarbore şi butuc şi pe faţa inferioar ă cu canalul din arbore. Între faţa superioar ă a penei şicanalul din butuc există joc.
a b cFig. 3.2
5/11/2018 Asambl prin forma - slidepdf.com
http://slidepdf.com/reader/full/asambl-prin-forma 2/18
-35-
Canalul din arbore se execută cu freză deget la pene cu capete rotunde (forma A sau C) şicu freză disc la pene cu capete drepte (forma B). Canalul din butuc este deschis şi se execută
prin mortezare sau prin broşare (la producţie de serie mare, când numărul pieselor justifică costul sculei).
Penele paralele se execută din OL 6O (recomandat prin standard [84]) sau din alte oţeluri.Asamblările prin pene paralele se clasifică, după rolul funcţional, în asambl ă ri fixe şi
asambl ă ri mobile. La asamblările fixe (f ăr ă deplasări relative între butuc şi arbore) seutilizează pene paralele fixate f ăr ă şuruburi. La asamblările mobile (cu deplasări axiale ale
butucului faţă de arbore) se folosesc pene paralele fixate cu şuruburi (v. fig. 3.2, b). Lungimeaacestora se alege în funcţie de deplasarea necesar ă a şurubului. Găurile filetate din arborenecesare fixării penei micşorează rezistenţa arborelui, ceea ce limitează folosirea penelor
paralele fixate cu şuruburi.Sarcina exterioar ă se transmite de la arbore la pană şi în continuare la butuc prin contact
pe feţele laterale ale penei. Ca urmare, solicitarea principală a asamblării este cea de strivire
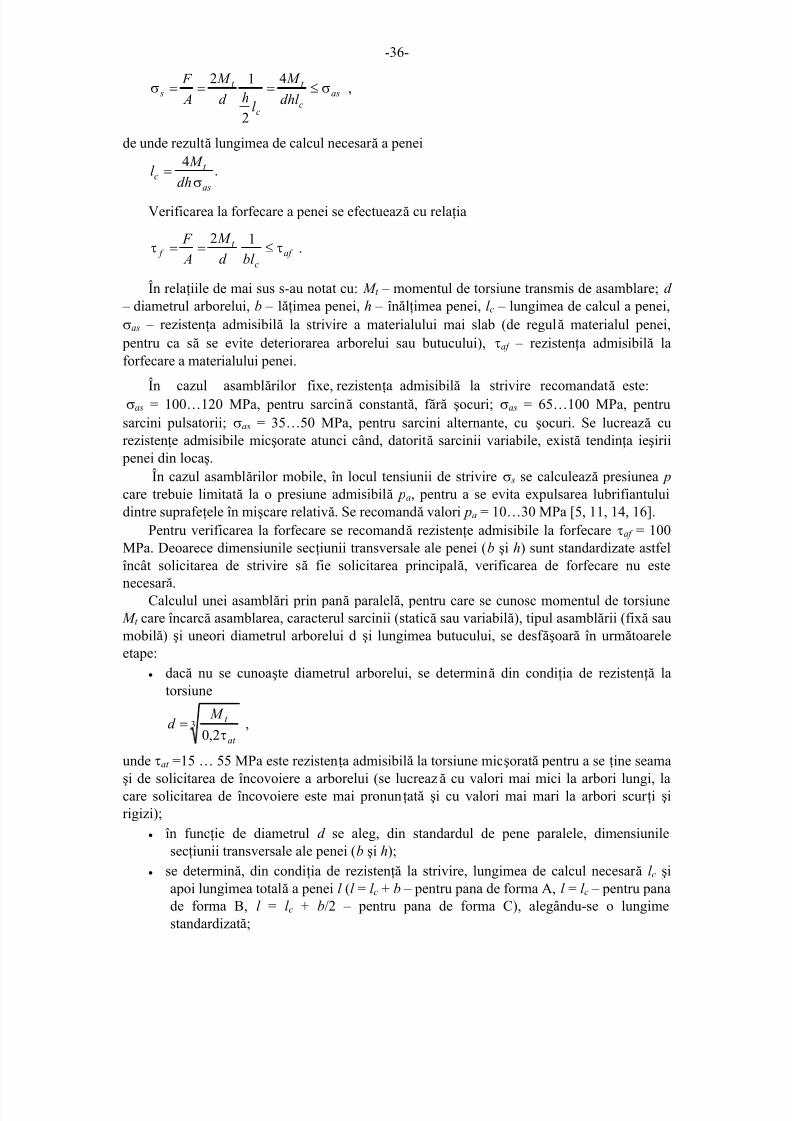
pe suprafeţele de contact, o altă solicitare, mai puţin importantă, fiind cea de forfecare a penei.Schema de calcul a asamblării prin pană paralelă este prezentată în fig. 3.4.Calculul se efectuează în
următoarele ipoteze:• presiunea pe feţele
laterale, active, ale penei este uniformdistribuită;
• pana este montată jumătate în arbore şi jumătate în butuc;
• braţul rezultantei Fcare acţionează pefiecare din feţeleactive ale penei esteegal cu d /2 (v. fig.3.4).
Verificarea la strivire a asamblării se efectuează cu relaţia
Forma A Forma B Forma C
Fig. 3.3
Fig. 3.4
5/11/2018 Asambl prin forma - slidepdf.com
http://slidepdf.com/reader/full/asambl-prin-forma 3/18
-36-
,4
2
12as
c
t
c
t s
dhl
M
l hd
M
A
F σ≤===σ
de unde rezultă lungimea de calcul necesar ă a penei
.4
as
t c
dh
M l
σ=
Verificarea la forfecare a penei se efectuează cu relaţia
.12
af
c
t f
bl d
M
A
F τ≤==τ
În relaţiile de mai sus s-au notat cu: M t – momentul de torsiune transmis de asamblare; d – diametrul arborelui, b – lăţimea penei, h – înălţimea penei, l c – lungimea de calcul a penei,σas – rezistenţa admisibilă la strivire a materialului mai slab (de regulă materialul penei,
pentru ca să se evite deteriorarea arborelui sau butucului), τaf – rezistenţa admisibilă laforfecare a materialului penei.
În cazul asamblărilor fixe, rezistenţa admisibilă la strivire recomandată este:σas = 100…120 MPa, pentru sarcină constantă, f ăr ă şocuri; σas = 65…100 MPa, pentrusarcini pulsatorii; σas = 35…50 MPa, pentru sarcini alternante, cu şocuri. Se lucrează curezistenţe admisibile micşorate atunci când, datorită sarcinii variabile, există tendinţa ieşirii
penei din locaş.În cazul asamblărilor mobile, în locul tensiunii de strivire σ s se calculează presiunea p
care trebuie limitată la o presiune admisibilă pa, pentru a se evita expulsarea lubrifiantuluidintre suprafeţele în mişcare relativă. Se recomandă valori pa = 10…30 MPa [5, 11, 14, 16].
Pentru verificarea la forfecare se recomandă rezistenţe admisibile la forfecare τaf = 100MPa. Deoarece dimensiunile secţiunii transversale ale penei (b şi h) sunt standardizate astfelîncât solicitarea de strivire să fie solicitarea principală, verificarea de forfecare nu este
necesar ă.Calculul unei asamblări prin pană paralelă, pentru care se cunosc momentul de torsiuneM t care încarcă asamblarea, caracterul sarcinii (statică sau variabilă), tipul asamblării (fixă saumobilă) şi uneori diametrul arborelui d şi lungimea butucului, se desf ăşoar ă în următoareleetape:
• dacă nu se cunoaşte diametrul arborelui, se determină din condiţia de rezistenţă latorsiune
,2,0
3
at
t M d
τ=
unde τat =15 … 55 MPa este rezistenţa admisibilă la torsiune micşorată pentru a se ţine seama
şi de solicitarea de încovoiere a arborelui (se lucrează cu valori mai mici la arbori lungi, lacare solicitarea de încovoiere este mai pronunţată şi cu valori mai mari la arbori scur ţi şirigizi);
• în funcţie de diametrul d se aleg, din standardul de pene paralele, dimensiunilesecţiunii transversale ale penei (b şi h);
• se determină, din condiţia de rezistenţă la strivire, lungimea de calcul necesar ă l c şiapoi lungimea totală a penei l (l = l c + b – pentru pana de forma A, l = l c – pentru panade forma B, l = l c + b/2 – pentru pana de forma C), alegându-se o lungimestandardizată;
5/11/2018 Asambl prin forma - slidepdf.com
http://slidepdf.com/reader/full/asambl-prin-forma 4/18
-37-
• dacă lungimea butucului nu permite montarea unei pene cu toată lungimea de calculnecesar ă l c în contact cu butucul, se montează două pene identice cu lungimea l c /2,dispuse la 180º;
• dacă se cunoaşte lungimea butucului, se poate alege o lungime standardizată l a penei,efectuându-se în continuare o verificare la strivire;
• eventual, se verifică pana la forfecare.
3.2. ASAMBLĂRI PRIN CANELURI
3.2.1. Definire şi clasificare
Asamblările prin caneluri sunt asamblări de tip arbore-butuc destinate transmiterii unuimoment de torsiune şi unei mişcări de rotaţie. Ele se pot asimila ca asamblări prin pene
paralele multiple, solidare cu arborele şi distribuite uniform pe circumferinţa acestuia.În comparaţie cu asamblările prin pene paralele, asamblarea prin caneluri prezintă o serie
de avantaje:• capacitate mai mare de încărcare, datorită suprafeţei active de contact mai mare;• rezistenţă mai mare la oboseală, datorită micşor ării concentratorului de tensiune şi
măririi secţiunii efective a arborelui;• centrare şi ghidare mai precisă a butucului pe arbore,dar şi de dezavantaje:
• tehnologie mai pretenţioasă;• precizie de execuţie mai ridicată şi implicit cost mai ridicat.Asamblările prin caneluri se clasifică după criteriile prezentate în continuare.• Rolul func ţ ional împarte asamblările canelate în asamblări fixe (f ăr ă mişcare relativă
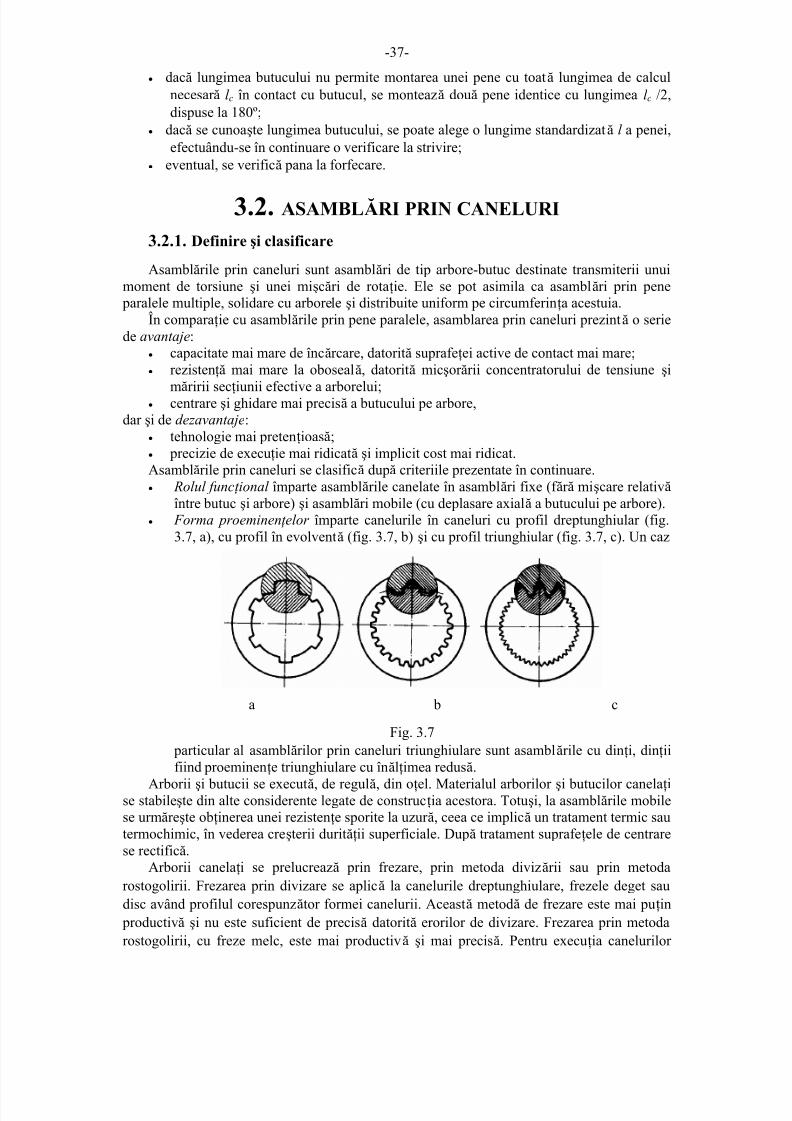
între butuc şi arbore) şi asamblări mobile (cu deplasare axială a butucului pe arbore).• Forma proeminen ţ elor împarte canelurile în caneluri cu profil dreptunghiular (fig.
3.7, a), cu profil în evolventă (fig. 3.7, b) şi cu profil triunghiular (fig. 3.7, c). Un caz
particular al asamblărilor prin caneluri triunghiulare sunt asamblările cu dinţi, dinţiifiind proeminenţe triunghiulare cu înălţimea redusă.
Arborii şi butucii se execută, de regulă, din oţel. Materialul arborilor şi butucilor canelaţise stabileşte din alte considerente legate de construcţia acestora. Totuşi, la asamblările mobilese urmăreşte obţinerea unei rezistenţe sporite la uzur ă, ceea ce implică un tratament termic sautermochimic, în vederea creşterii durităţii superficiale. După tratament suprafeţele de centrarese rectifică.
Arborii canelaţi se prelucrează prin frezare, prin metoda divizării sau prin metodarostogolirii. Frezarea prin divizare se aplică la canelurile dreptunghiulare, frezele deget saudisc având profilul corespunzător formei canelurii. Această metodă de frezare este mai puţin
productivă şi nu este suficient de precisă datorită erorilor de divizare. Frezarea prin metodarostogolirii, cu freze melc, este mai productivă şi mai precisă. Pentru execuţia canelurilor
a b c
Fig. 3.7
5/11/2018 Asambl prin forma - slidepdf.com
http://slidepdf.com/reader/full/asambl-prin-forma 5/18
-38-
evolventice se utilizează maşini de danturat şi freze melc modul. O metodă cu randamentsporit pentru prelucrarea canelurilor pe arbore este aceea de deformare plastică la rece prinrulare, metodă care necesită înstalaţii speciale de putere ridicată.
Butucii canelaţi se execută prin mortezare sau, la producţie de serie mare (care să justificecostul sculei), prin broşare. Butucii cu caneluri în evolventă se execută numai prin broşare,ceea ce implică utilizarea canelurilor evolventice doar la producţii de serie mare.
3.2.2. Asamblări prin caneluri dreptunghiulare
Asamblările prin caneluri dreptunghiulare sunt cele mai r ăspândite dintre asamblărilecanelate.
În cazul canelurilor dreptunghiulare standardele prevăd: modul de centrare, seriile demărimi şi dimensiunile corespunzătoare acestora, toleranţe şi ajustaje, metodologia de calculşi modul de reprezentare în desenul tehnic.
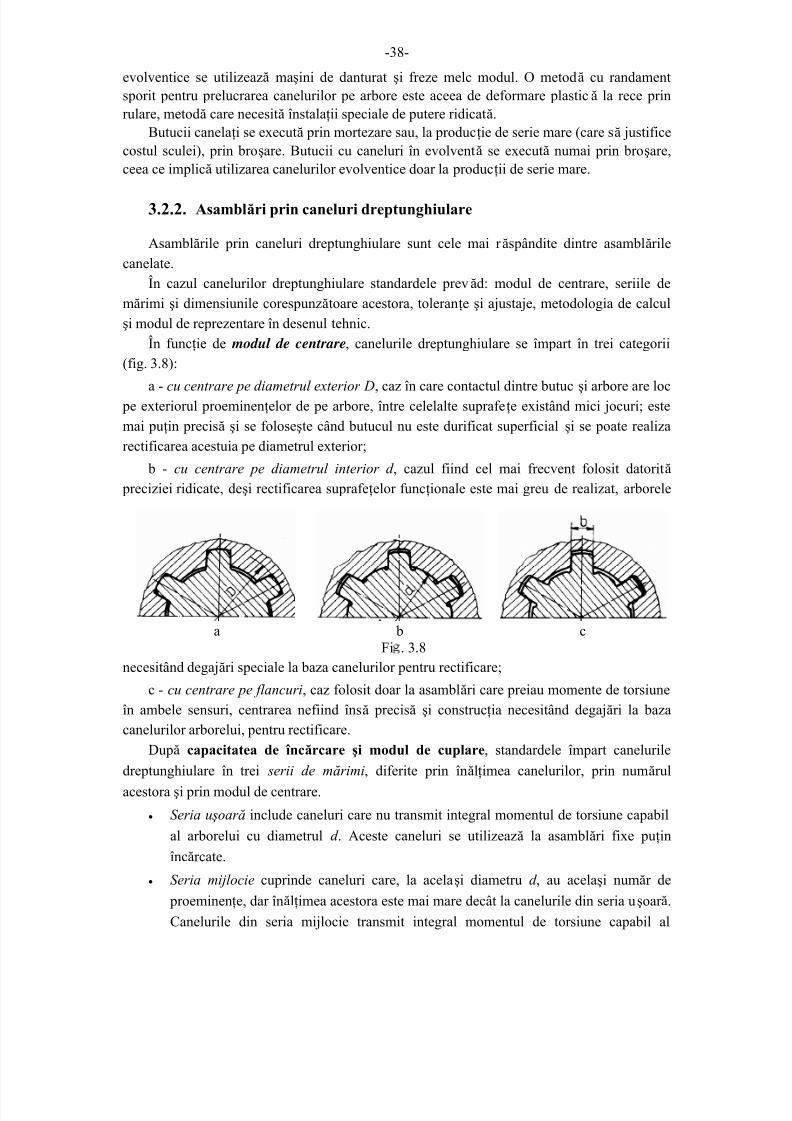
În funcţie de modul de centrare, canelurile dreptunghiulare se împart în trei categorii(fig. 3.8):
a - cu centrare pe diametrul exterior D, caz în care contactul dintre butuc şi arbore are loc pe exteriorul proeminenţelor de pe arbore, între celelalte suprafeţe existând mici jocuri; estemai puţin precisă şi se foloseşte când butucul nu este durificat superficial şi se poate realizarectificarea acestuia pe diametrul exterior;
b - cu centrare pe diametrul interior d , cazul fiind cel mai frecvent folosit datorită preciziei ridicate, deşi rectificarea suprafeţelor funcţionale este mai greu de realizat, arborele
necesitând degajări speciale la baza canelurilor pentru rectificare;
c - cu centrare pe flancuri, caz folosit doar la asamblări care preiau momente de torsiuneîn ambele sensuri, centrarea nefiind însă precisă şi construcţia necesitând degajări la bazacanelurilor arborelui, pentru rectificare.
După capacitatea de încărcare şi modul de cuplare, standardele împart canelurile
dreptunghiulare în trei serii de mă rimi, diferite prin înălţimea canelurilor, prin numărul
acestora şi prin modul de centrare.
• Seria u şoar ă include caneluri care nu transmit integral momentul de torsiune capabil
al arborelui cu diametrul d . Aceste caneluri se utilizează la asamblări fixe puţin
încărcate.
• Seria mijlocie cuprinde caneluri care, la acelaşi diametru d , au acelaşi număr de
proeminenţe, dar înălţimea acestora este mai mare decât la canelurile din seria uşoar ă.
Canelurile din seria mijlocie transmit integral momentul de torsiune capabil al
a b cFig. 3.8

5/11/2018 Asambl prin forma - slidepdf.com
http://slidepdf.com/reader/full/asambl-prin-forma 6/18
-39-
arborelui cu diametrul d şi sunt destinate asamblărilor fixe sau celor mobile cu
deplasare axială în absenţa sarcinii.
• Seria grea cuprinde caneluri care, la acelaşi diametru d şi acelaşi diametru D, au
număr mai mare de proeminenţe decât canelurile din seria mijlocie. Aceste caneluri
transmit integral momentul de torsiune capabil al arborelui cu diametrul d şi sunt
destinate asamblărilor mobile cu deplasare axială sub sarcină.
Elemente de calcul . Momentul de torsiune se transmite de la arbore la butuc prin
contactul pe feţele laterale ale proeminenţelor arborelui şi butucului canelat. Solicitările
asamblărilor prin caneluri sunt: strivirea flancurilor active, forfecarea şi încovoierea
preominenţelor. Încovoierea proeminenţelor apare doar dacă există joc între flancuri astfel
încât să facă posibile deformaţiile de încovoiere. Solicitarea periculoasă este strivirea,
celelalte solicitări fiind neglijabile.
Schema de calcul a asamblărilor prin caneluri dreptunghiulare este prezentată în fig.
3.9.
Calculul se bazează pe prescripţii standardizate [], parametrii de calcul prevăzuţi în
acestea fiind prezentaţi în continuare. • Suprafaţa portantă necesar ă pentru transmiterea momentului de torsiune nominal M tn
,1
'asm
tn
r
M S
σ= unde
4
d Dr m
+= este raza medie a profilului canelat, iar
σas - rezistenţa admisibilă la strivire, prevăzută în
standard în funcţie de condiţiile de lucru ale
asamblării (uşoare, mijlocii sau grele) şi modul defuncţionare şi cuplare (asamblare fixă sau mobilă,
cu cuplare în gol sau în sarcină), la asamblări
mobile tensiunea σas înlocuindu-se cu presiunea admisibilă pa, maxim admisă pentru evitarea
îndepărtării peliculei de lubrifiant.
• Suprafaţa portantă efectivă a flancurilor pe unitatea de lungime de contact arbore-
butuc se determină cu relaţia
,22
75,075,0' 1 z cd D
z h s ⎟ ⎠
⎞⎜⎝
⎛ −
−==
în care: 0,75 este un coeficient datorat neuniformităţii distribuţiei sarcinii pe cele z
proeminenţe, introdus prin considerarea că circa 75% dintre acestea participă efectiv la
transmiterea sarcinii; D - diametrul exterior; d - diametrul interior; c - înălţimea teşiturii.
• Lungimea minimă necesar ă a butucului canelat este
'
'
s
S Lnec = .
Fig. 3.9
5/11/2018 Asambl prin forma - slidepdf.com
http://slidepdf.com/reader/full/asambl-prin-forma 7/18
-40-
Verificarea asamblării canelate se poate efectua cu una din relaţiile:
L ≥ Lnec,
tnasmcapt M r L z cd D
M ≥σ⎟ ⎠
⎞⎜⎝
⎛ −
−= 2
275,0 sau
,2
275,0
as
m
tn s
r L z cd D
M σ≤
⎟ ⎠
⎞⎜⎝
⎛ −
−=σ
în care L este lungimea comună de contact arbore-butuc canelat şi M t cap este momentul de
torsiune capabil al asamblării canelate.
Algoritm de proiectare. Dimensionarea unei asamblări prin caneluri dreptunghiulare porneşte,
de regulă, de la cunoaşterea momentului de torsiune nominal M tn, rolului funcţional al
asamblării (fixă sau mobilă) şi a condiţiilor de lucru (uşoare, mijlocii sau grele) şi se
desf ăşoar ă în etapele prezentate în continuare.
1. Dacă nu se cunoaşte diametrul interior al arborelui canelat, se predimensionează din
condiţia de rezistenţă la torsiune
,2,0
3
at
tnM d
τ=
unde τat = 15…55 MPa [] este rezistenţa admisibilă la torsiune, convenţional micşorată pentru
a ţine seama şi de existenţa solicitării de încovoiere a arborelui; se lucrează cu valori mai mici
dacă arborele este lung, cu preponderenţă a solicitării de încovoiere şi cu valori mai mari dacă
arborele este scurt şi rigid.
2. Se alege seria de mărime a asamblării canelate (uşoar ă, mijlocie sau grea), în funcţiede felul asamblării şi de condiţiile de cuplare.
3. Se aleg, în funcţie de diametrul interior d de la predimensionare, din standardul seriei
alese: diametrul interior d , diametrul exterior D, lăţimea b, numărul de caneluri z , înălţimea
teşiturii c şi modul de centrare.
4. Se determină, în ordine, suprafaţa portantă necesar ă S ′, suprafaţa portantă efectivă s′
pe unitatea de lungime a asamblării şi lungimea necesar ă Lnec a canelurilor. Dacă se cunoaşte
lungimea butucului canelat, se efectuează un calcul de verificare.
3.3. ASAMBLĂRI PRIN BOLŢURI
3.3.1. Definire, caracterizare
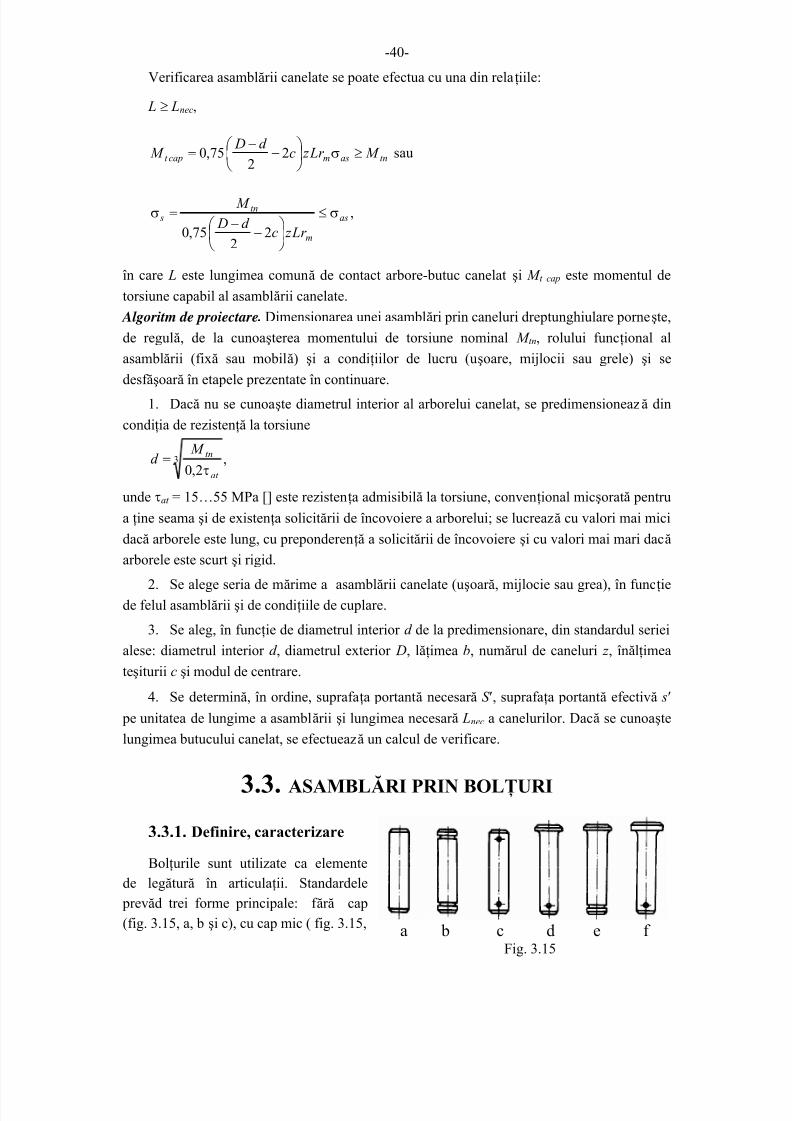
Bolţurile sunt utilizate ca elementede legătur ă în articulaţii. Standardele
prevăd trei forme principale: f ăr ă cap(fig. 3.15, a, b şi c), cu cap mic ( fig. 3.15, a b c d e f
Fig. 3.15
5/11/2018 Asambl prin forma - slidepdf.com
http://slidepdf.com/reader/full/asambl-prin-forma 8/18
-41-
d şi e) şi cu cap mare toate aceste forme executându-se în două variante: f ăr ă găuri deş plint-forma A (fig. 3.15, a) şi cu găuri de ş plint - forma B (fig. 3.15, c, d şi f). Bolţurile mai pot fi
prevăzute cu canale pentru inele elastice de rezemare (fig. 3.15, b şi e).Bolţurile se execută din OL 50, OL 60, OLC 15, OLC 35, OLC 45 etc. sau, în cazuri
speciale, din oţeluri aliate. Se recomandă tratamentul termic sau termochimic în vederea
măririi durităţii superficiale.
3.3.2. Calculul de rezistenţă
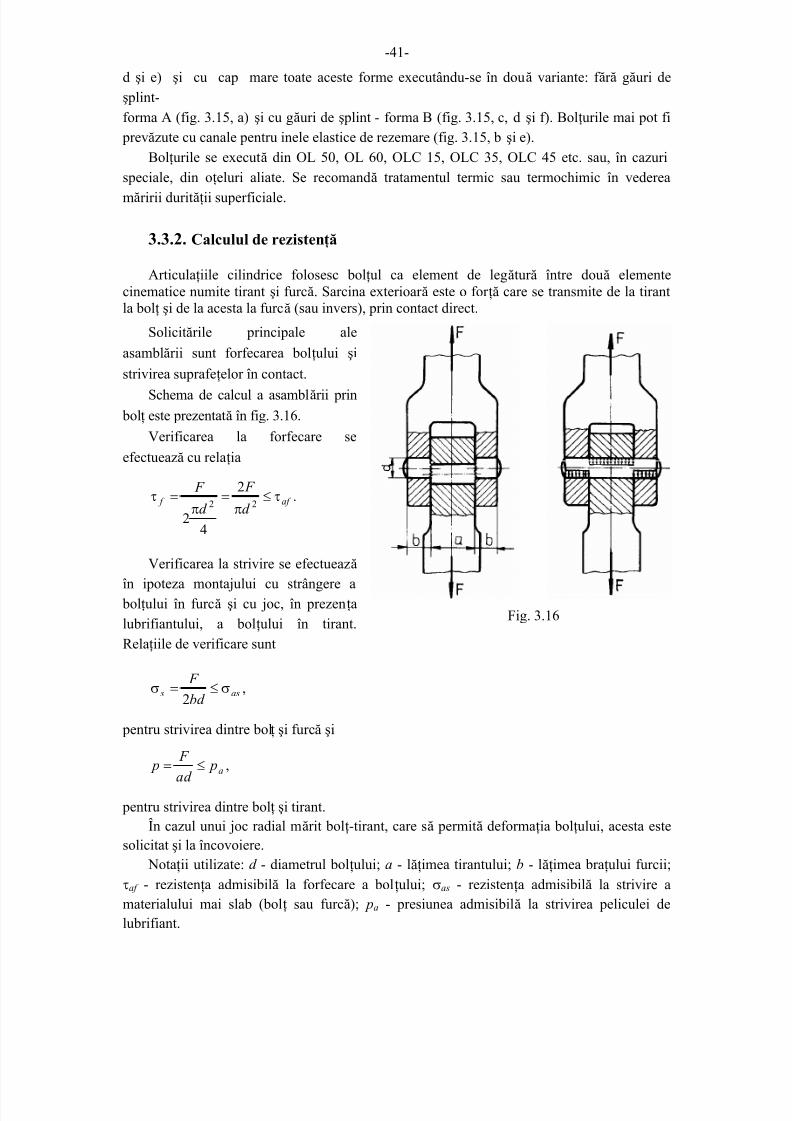
Articulaţiile cilindrice folosesc bolţul ca element de legătur ă între două elementecinematice numite tirant şi furcă. Sarcina exterioar ă este o for ţă care se transmite de la tirantla bolţ şi de la acesta la furcă (sau invers), prin contact direct.
Solicitările principale ale
asamblării sunt forfecarea bolţului şi
strivirea suprafeţelor în contact.
Schema de calcul a asamblării prin bolţ este prezentată în fig. 3.16.
Verificarea la forfecare se
efectuează cu relaţia
.2
42
22 af f d
F
d
F τ≤
π=
π=τ
Verificarea la strivire se efectuează
în ipoteza montajului cu strângere a bolţului în furcă şi cu joc, în prezenţalubrifiantului, a bolţului în tirant.Relaţiile de verificare sunt
,2 as s
d b
F σ≤=σ
pentru strivirea dintre bolţ şi furcă şi
,a p
d a
F p ≤=
pentru strivirea dintre bolţ şi tirant.În cazul unui joc radial mărit bolţ-tirant, care să permită deformaţia bolţului, acesta este
solicitat şi la încovoiere. Notaţii utilizate: d - diametrul bolţului; a - lăţimea tirantului; b - lăţimea braţului furcii;
τaf - rezistenţa admisibilă la forfecare a bolţului; σas - rezistenţa admisibilă la strivire amaterialului mai slab (bolţ sau furcă); pa - presiunea admisibilă la strivirea peliculei delubrifiant.
Fig. 3.16
5/11/2018 Asambl prin forma - slidepdf.com
http://slidepdf.com/reader/full/asambl-prin-forma 9/18
-42-
Rezistenţele admisibile cu care se lucrează sunt aceleaşi ca şi în cazul asamblărilor prin ştifturi.
3.3.3. Inele elastice de rezemare pentru arbori şi alezaje
Inelele elastice de rezemare se utilizează pentru asigurarea pieselor împotriva deplasărilor
axiale, având posibilitatea de a prelua for ţe axiale mici - medii.Standardele prevăd două tipuri de inele elastice de rezemare: pentru arbori şi pentrualezaje. Sunt standardizate atât dimensiunile inelelor cât şi dimensiunile canalelor acestora şitipurile de toleranţe la diametrul şi lăţimea canalelor.
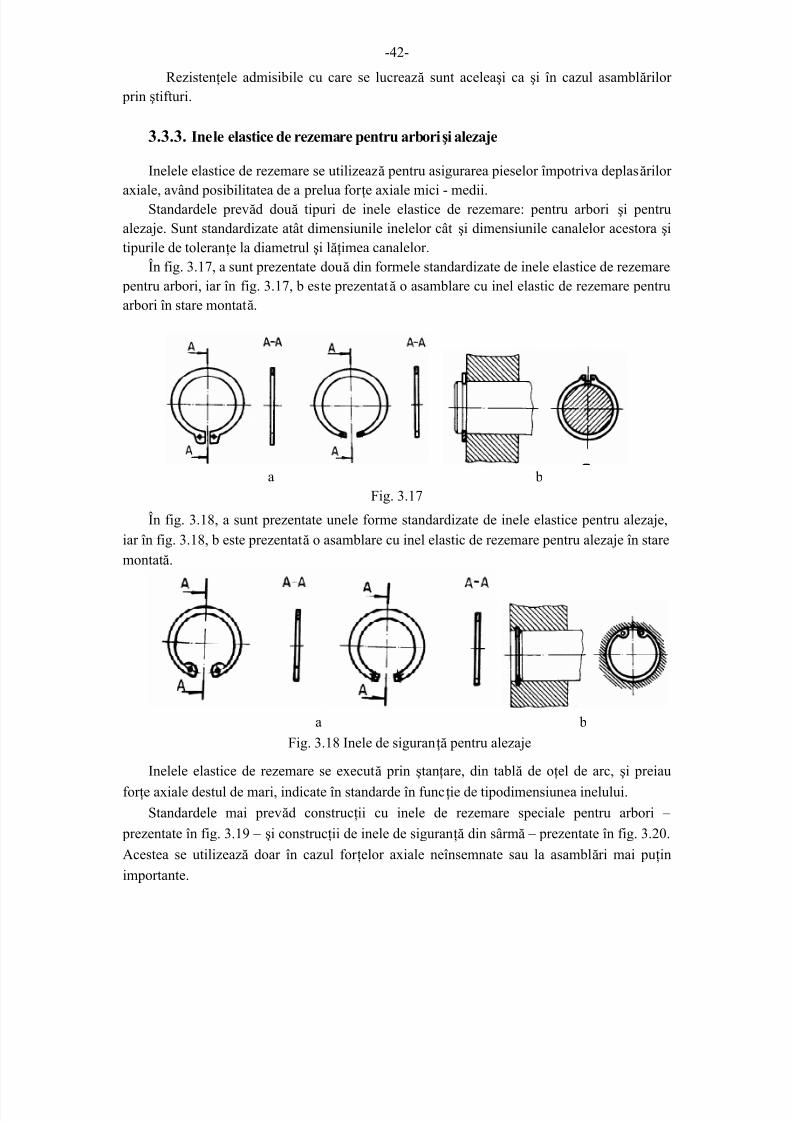
În fig. 3.17, a sunt prezentate două din formele standardizate de inele elastice de rezemare pentru arbori, iar în fig. 3.17, b este prezentată o asamblare cu inel elastic de rezemare pentruarbori în stare montată.
a bFig. 3.17
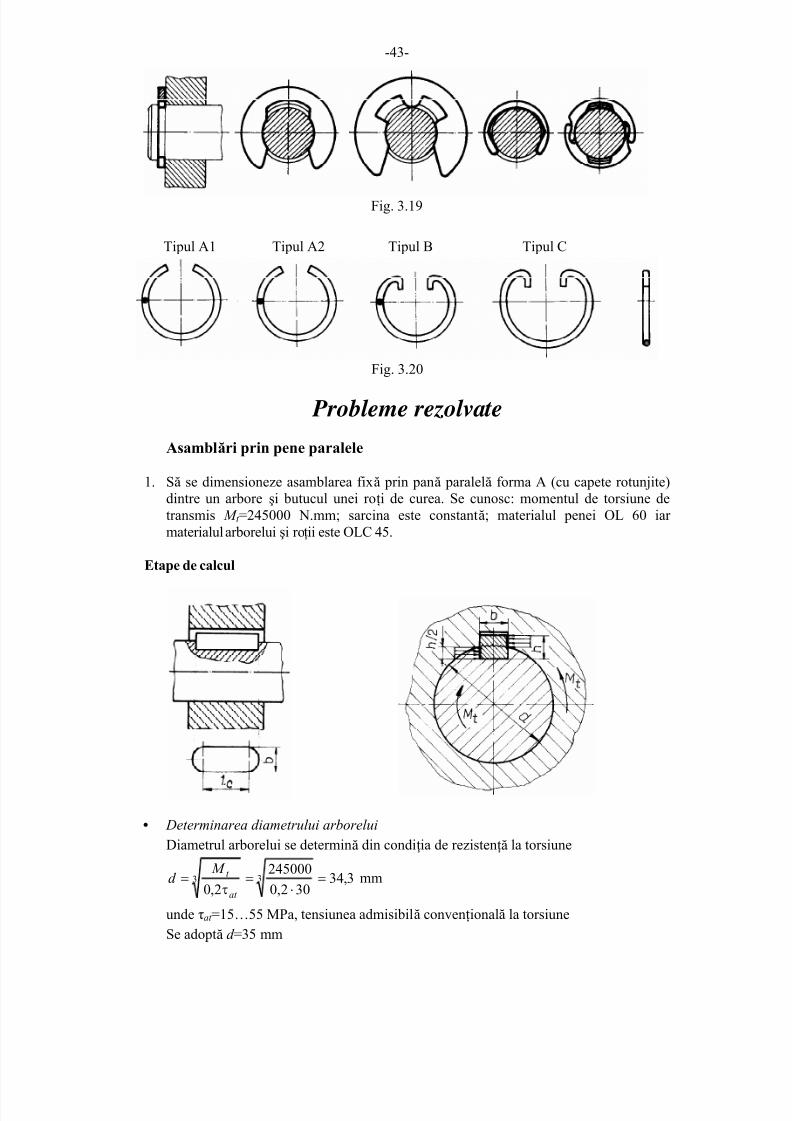
În fig. 3.18, a sunt prezentate unele forme standardizate de inele elastice pentru alezaje,iar în fig. 3.18, b este prezentată o asamblare cu inel elastic de rezemare pentru alezaje în staremontată.
a b
Fig. 3.18 Inele de siguranţă pentru alezaje
Inelele elastice de rezemare se execută prin ştanţare, din tablă de oţel de arc, şi preiau
for ţe axiale destul de mari, indicate în standarde în funcţie de tipodimensiunea inelului.
Standardele mai prevăd construcţii cu inele de rezemare speciale pentru arbori –
prezentate în fig. 3.19 – şi construcţii de inele de siguranţă din sârmă – prezentate în fig. 3.20.
Acestea se utilizează doar în cazul for ţelor axiale neînsemnate sau la asamblări mai puţin
importante.
5/11/2018 Asambl prin forma - slidepdf.com
http://slidepdf.com/reader/full/asambl-prin-forma 10/18
-43-
Fig. 3.19
Probleme rezolvate
Asamblări prin pene paralele
1. Să se dimensioneze asamblarea fixă prin pană paralelă forma A (cu capete rotunjite)dintre un arbore şi butucul unei roţi de curea. Se cunosc: momentul de torsiune detransmis M t =245000 N.mm; sarcina este constantă; materialul penei OL 60 iar materialul arborelui şi roţii este OLC 45.
Etape de calcul
• Determinarea diametrului arborelui
Diametrul arborelui se determină din condiţia de rezistenţă la torsiune
3,34302,0
245000
2,033 =
⋅=
τ=
at
t M d mm
unde τat =15…55 MPa, tensiunea admisibilă convenţională la torsiuneSe adoptă d =35 mm
Tipul A1 Tipul A2 Tipul B Tipul C
Fig. 3.20
5/11/2018 Asambl prin forma - slidepdf.com
http://slidepdf.com/reader/full/asambl-prin-forma 11/18
-44-
• Alegerea dimensiunilor sec ţ iunii transversale a penei
Din STAS 1004 (tabelul A3.1) se aleg b=10 mm, lăţimea penei şi h=8 mm, înălţimea penei
• Stabilirea lungimii penei
35100835
24500044=
⋅⋅
⋅=
σ=
as
t c
dh
M l mm,
unde σas=100…120 MPa, pentru sarcini constante
451035 =+=+= bl l c mm
Din STAS 1004 (tabelul A3.1) se alege l =45 mmPană A10x8x45 STAS 1004/OL 60
• Verificarea la forfecare
40351035
24500022=
⋅⋅
⋅==τ
c
t f
dbl
M MPa< τaf =100 MPa
Asamblări prin caneluri dreptunghiulare
2. Să se dimensioneze asamblarea prin caneluri dreptunghiulare dintre un butuc şiarborele pe care acesta se montează. Se cunosc: asamblarea este mobilă, cuplarea seface sub sarcină; condiţiile de funcţionare sunt mijlocii; momentul de torsiune detransmis M t =625000 N.mm.
Etape de calcul
• Determinarea diametrului arborelui
Diametrul arborelui se determină din
condiţia de rezistenţă la torsiune
7,44352,0
625000
2,033 =
⋅==
at
t M d
τ
mmunde τat =15…55 MPa, tensiunea admisibilă convenţională la torsiune
• Alegerea seriei canelurilor
Pentru asamblări mobile cu cuplaresub sarcină se alege seria grea STAS 1770.
• Alegerea dimensiunilor satandardizateDin STAS 1770 (tabelul A3.3) se aleg:
− caneluri 10x46x56− z =10, numărul de caneluri− d =46 mm, diametrul interior al canelurilor (d =46 mm >d (calculat)=44,7 mm)− D=56 mm, diametrul exterior al canelurilor − Centrare pe diametrul interior − c=0,5 mm, mărimea teşiturii
• Suprafa ţ a portant ă necesar ă
5/11/2018 Asambl prin forma - slidepdf.com
http://slidepdf.com/reader/full/asambl-prin-forma 12/18
-45-
1634151
5,256250001' ==
σ=
asm
tn
r
M S mm2
unde:
5,254
46564
=+
=+
=d D
r m mm, raza medie a canelurilor
σas=5…15 MPa, din STAS 1767 (tabelul A3.4), pentru asamblări mobile cu
cuplare sub sarcină şi condiţii mijlocii de funcţionare• Suprafa ţ a portant ă efectivă pe unitatea de lungime
305,022
46561075,02
275,0' =⎟
⎠
⎞⎜⎝
⎛ ⋅−
−⋅⋅=⎟
⎠
⎞⎜⎝
⎛ −
−= c
d D z s mm2/mm
• Lungimea asambl ă rii
4,5430
1634'
'
==≥ s
S L mm.
Se adoptă L=55 mm
Asamblări prin bolţuri
3. Să se dimensioneze şi să se verifice asamblarea cu bolţ dintre o furcă şi un tirantcunoscând: lăţimea braţelor furcii b= 15 mm; grosimea tirantului a=25 mm; sarcina detransmis F =12000 N; materialul bolţului OLC 35 normalizat.
Etape de calcul
• Dimensionarea bol ţ ului
– din condiţia de rezistenţă la
forfecare a bolţului
af f d
F τ
π
τ ≤=2
2de unde rezultă
09,1075
1200022=
⋅
⋅==
π πτ af
F d mm
unde:
( ) 7531025,03,0...2,0 02 =⋅== σ τ af
MPa
=02σ 310 MPa, pentru OLC 35
normalizat, conform STAS 880 – din condiţia de rezistenţă la strivire a peliculei de lubrifiant dintre bolţ şi tirant
a pad
F p ≤= de unde rezultă
124025
12000=
⋅==
aap
F d mm
• Alegerea unui bol ţ standardizat
Din STAS 5756 (tabelul A3.6) se alege Bolţ A 12x55/OLC 35
5/11/2018 Asambl prin forma - slidepdf.com
http://slidepdf.com/reader/full/asambl-prin-forma 13/18
-46-
d =12 mm, diametrul bolţului;l =55 mm, lungimea bolţuluiMaterialul bolţului OLC 35 N (normalizat)
• Verificarea bol ţ ului la strivire în contact cu bra ţ ele furcii
3512152
12000
2=
⋅⋅==
bd
F sσ MPa
2503108,08,0 02 =⋅== σ σ as MPa
= sσ 35 MPa< =asσ 250 MPa
Probleme nerezolvate
Asamblări prin pene
1. Să se dimensioneze asamblarea fixă cu pană paralelă de forma A dintre
butucul unei roţi de lanţ şi un arbore, ştiind că:− sarcina este constantă;− lăţimea butucului roţii: B = 28 mm;− momentul de torsiune de transmis: M t = 180.000+10000n [Nmm];− materialul penei este OL60, iar materialul arborelui şi butucului OLC45
2. Legătura dintre arborele unui motor electric asincron şi capul unui şurub demişcare se realizează prin intermediul unei bucşe asamblată prin pene paralele pe cele două piese. Se cunosc: puterea motorului electric P=3+0.2n[kW]; turaţia motorului electric n=700+100n [rot/min]; diametrul capuluişurubului de mişcare se determină din condiţia de rezistenţă la torsiune cuτat=15…30 MPa. Să se proiecteze această asamblare, considerând sarcinistatice.
3. Să se determine M tcap al unei asamblări fixe cu pană paralelă de forma A,dintre butucul unei roţi de lanţ şi un arbore, ştiind că:− sarcina este pulsatorie;− lăţimea butucului roţii: B = 50 mm;
− diametrul arborelui: d = 34 mm;− materialul penei este OL60, iar materialul arborelui şi butucului OLC60
Asamblări prin caneluri
1. Să se verifice asamblarea prin caneluri dreptunghiulare dintre butucul uneiroţi dinţate şi un arbore, ştiind că:
− asamblarea este mobilă, cuplarea se face sub sarcină;

5/11/2018 Asambl prin forma - slidepdf.com
http://slidepdf.com/reader/full/asambl-prin-forma 14/18
-47-
− condiţiile de funcţionare sunt mijlocii;− momentul de torsiune de transmis: M t = 500000 + 5000n Nmm;− lăţimea butucului roţii: B = 50 mm.
2. Să se determine M tcap al unei asamblări prin caneluri dreptunghiulare dintre
butucul unei roţi dinţate şi un arbore, ştiind că:− asamblarea este mobilă, cuplarea se face în gol;− condiţiile de funcţionare sunt mijlocii;− diametrul arborelui: d = 20 + 3n mm;− lăţimea butucului roţii: B = 50 mm.
3. Legătura dintre arborele unui motor electric asincron şi capul unui şurub demişcare se realizează prin intermediul unei bucşe asamblată prin caneluridreptunghiulare pe cele două piese. Se cunosc: puterea motorului electric P =
45–0.8n [kW]; turaţia motorului electric n = 500 – 10n [rot/min]; diametrulcapului şurubului de mişcare se determină din condiţia de rezistenţă latorsiune cu τat = 30…40 MPa. Să se proiecteze această asamblare,considerând asamblarea fixă, condiţii de funcţionare medii.
Asamblări prin bolţuri
1. Să se verifice articulaţia cu bolţ pentru care se cunosc:− diametrul bolţului: d = 10 + n mm (se alege din standard);− lăţimea braţelor furcii b = 8 mm;− lăţimea tirantului a = 20 mm;− sarcina de transmis: F = 300+20n Nmm;− material bolţ: OLC45 îmbunătăţit, material furcă şi tirant 25MoCr11îmbunătăţit.
2. Să se stabilească for ţa maximă pe care o poate transmite articulaţia cu bolţ pentru care se cunosc:− diametrul bolţului: d = 30 – n mm (se alege din standard);− lăţimea braţelor furcii b = 12 mm;
− lăţimea tirantului a = 18 mm;− material bolţ: OL 60, material furcă şi tirant OLC 45 îmbunătăţit.
5/11/2018 Asambl prin forma - slidepdf.com
http://slidepdf.com/reader/full/asambl-prin-forma 15/18
-48-
ANEXETabelul A3.1
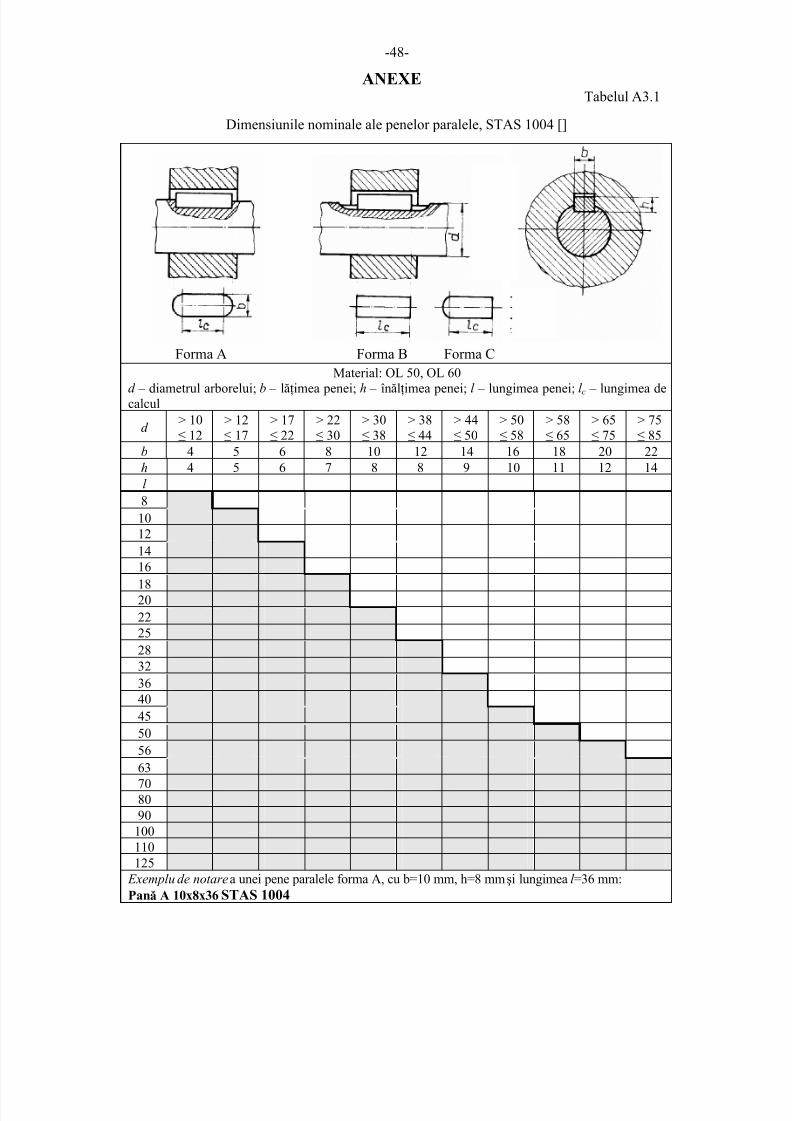
Dimensiunile nominale ale penelor paralele, STAS 1004 []
Forma A Forma B Forma CMaterial: OL 50, OL 60
d – diametrul arborelui; b – lăţimea penei; h – înălţimea penei; l – lungimea penei; l c – lungimea decalcul
d > 10≤ 12
> 12≤ 17
> 17≤ 22
> 22≤ 30
> 30≤ 38
> 38≤ 44
> 44≤ 50
> 50≤ 58
> 58≤ 65
> 65≤ 75
> 75≤ 85
b 4 5 6 8 10 12 14 16 18 20 22h 4 5 6 7 8 8 9 10 11 12 14l
810121416
182022252832364045505663
708090
100110125
Exemplu de notare a unei pene paralele forma A, cu b=10 mm, h=8 mm şi lungimea l =36 mm:Pană A 10x8x36 STAS 1004
5/11/2018 Asambl prin forma - slidepdf.com
http://slidepdf.com/reader/full/asambl-prin-forma 16/18
-49-
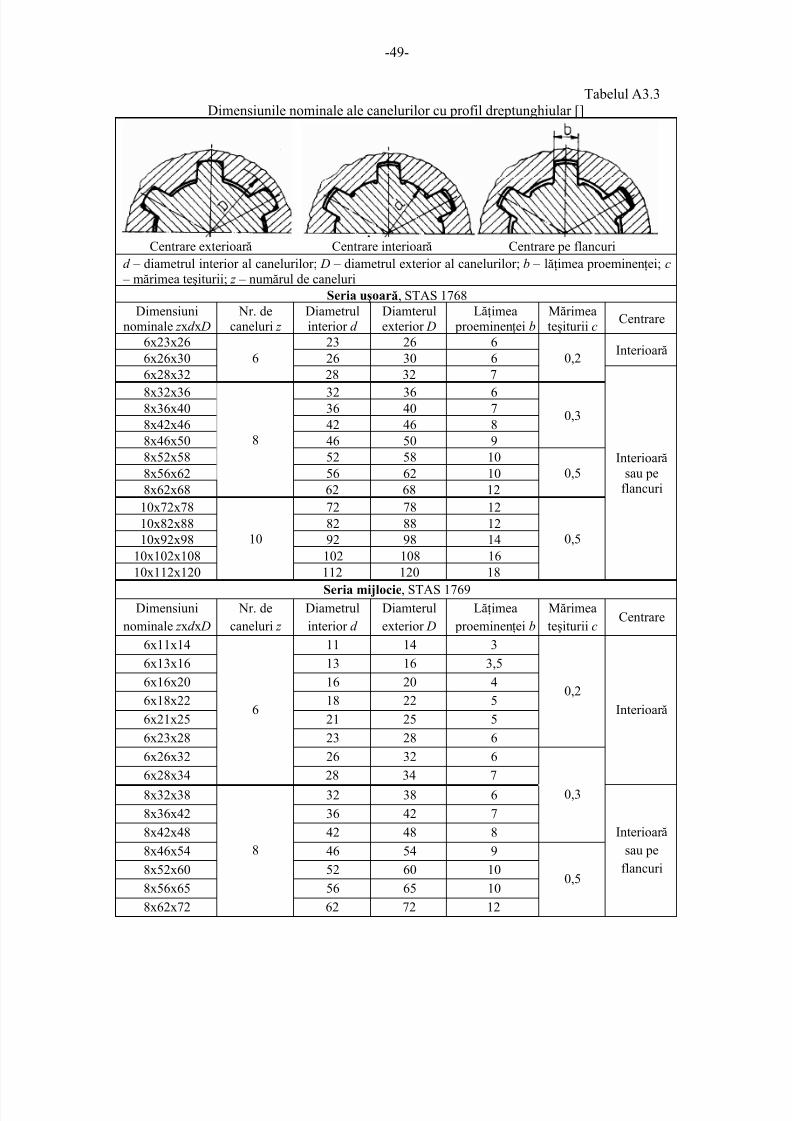
Tabelul A3.3
Dimensiunile nominale ale canelurilor cu profil dreptunghiular []
Centrare exterioar ă Centrare interioar ă Centrare pe flancurid – diametrul interior al canelurilor; D – diametrul exterior al canelurilor; b – lăţimea proeminenţei; c – mărimea teşiturii; z – numărul de caneluri
Seria uşoară, STAS 1768Dimensiuni
nominale z xd x D Nr. de
caneluri z Diametrulinterior d
Diamterulexterior D
Lăţimea proeminenţei b
Mărimeateşiturii c
Centrare
6x23x26 23 26 66x26x30 26 30 6
Interioar ă
6x28x326
28 32 70,2
8x32x36 32 36 68x36x40 36 40 78x42x46 42 46 88x46x50 46 50 9
0,3
8x52x58 52 58 108x56x62 56 62 108x62x68
8
62 68 120,5
10x72x78 72 78 1210x82x88 82 88 1210x92x98 92 98 14
10x102x108 102 108 1610x112x120
10
112 120 18
0,5
Interioar ă sau pe
flancuri
Seria mijlocie, STAS 1769Dimensiuni
nominale z xd x D Nr. de
caneluri z Diametrulinterior d
Diamterulexterior D
Lăţimea proeminenţei b
Mărimeateşiturii c
Centrare
6x11x14 11 14 3
6x13x16 13 16 3,5
6x16x20 16 20 46x18x22 18 22 5
6x21x25 21 25 5
6x23x28 23 28 6
0,2
6x26x32 26 32 6
6x28x34
6
28 34 7
Interioar ă
8x32x38 32 38 6
8x36x42 36 42 7
8x42x48 42 48 8
0,3
8x46x54 46 54 9
8x52x60 52 60 10
8x56x65 56 65 10
8x62x72
8
62 72 12
0,5
Interioar ă sau pe
flancuri
5/11/2018 Asambl prin forma - slidepdf.com
http://slidepdf.com/reader/full/asambl-prin-forma 17/18
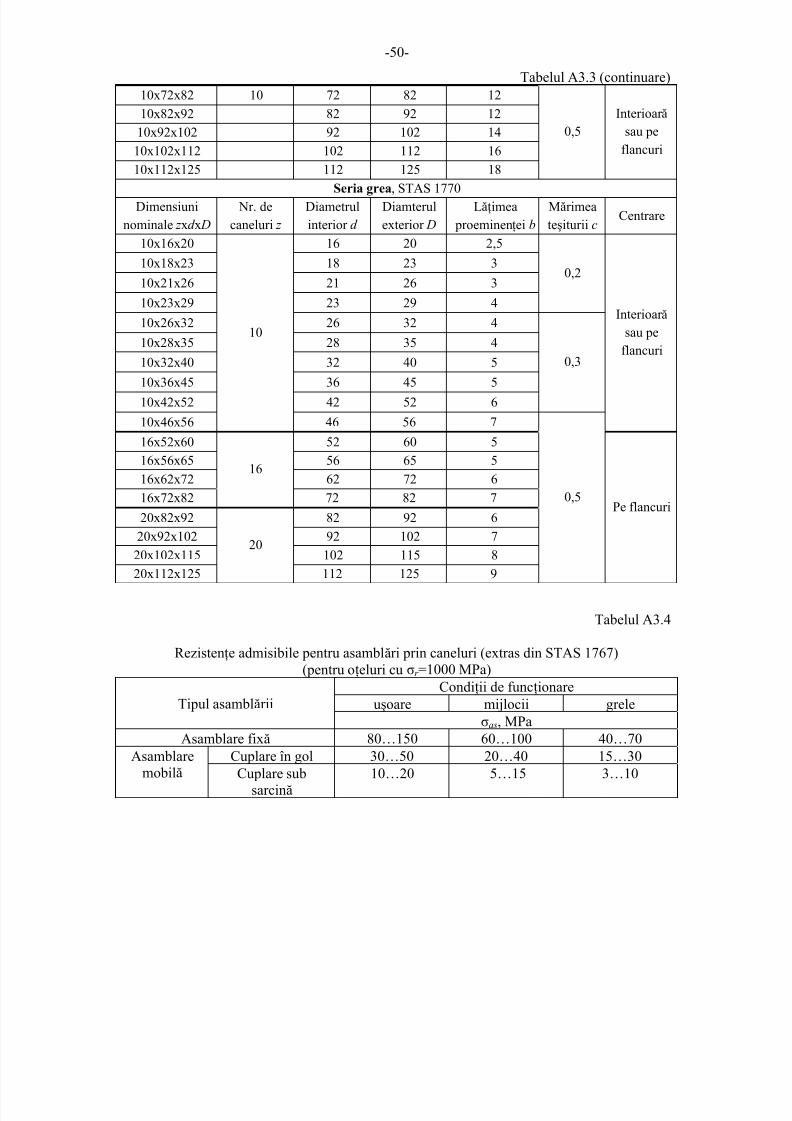
-50-
Tabelul A3.3 (continuare)10x72x82 10 72 82 12
10x82x92 82 92 1210x92x102 92 102 14
10x102x112 102 112 16
10x112x125 112 125 18
0,5Interioar ă
sau peflancuri
Seria grea, STAS 1770Dimensiuni
nominale z xd x D Nr. de
caneluri z Diametrulinterior d
Diamterulexterior D
Lăţimea proeminenţei b
Mărimeateşiturii c
Centrare
10x16x20 16 20 2,5
10x18x23 18 23 3
10x21x26 21 26 3
10x23x29 23 29 4
0,2
10x26x32 26 32 4
10x28x35 28 35 4
10x32x40 32 40 5
10x36x45 36 45 5
10x42x52 42 52 6
0,3
10x46x56
10
46 56 7
Interioar ă sau pe
flancuri
16x52x60 52 60 516x56x65 56 65 5
16x62x72 62 72 6
16x72x82
16
72 82 7
20x82x92 82 92 6
20x92x102 92 102 7
20x102x115 102 115 8
20x112x125
20
112 125 9
0,5Pe flancuri
Tabelul A3.4
Rezistenţe admisibile pentru asamblări prin caneluri (extras din STAS 1767)(pentru oţeluri cu σr =1000 MPa)
Condiţii de funcţionareuşoare mijlocii greleTipul asamblării
σas, MPaAsamblare fixă 80…150 60…100 40…70
Cuplare în gol 30…50 20…40 15…30Asamblaremobilă Cuplare sub
sarcină 10…20 5…15 3…10
5/11/2018 Asambl prin forma - slidepdf.com
http://slidepdf.com/reader/full/asambl-prin-forma 18/18
-51-
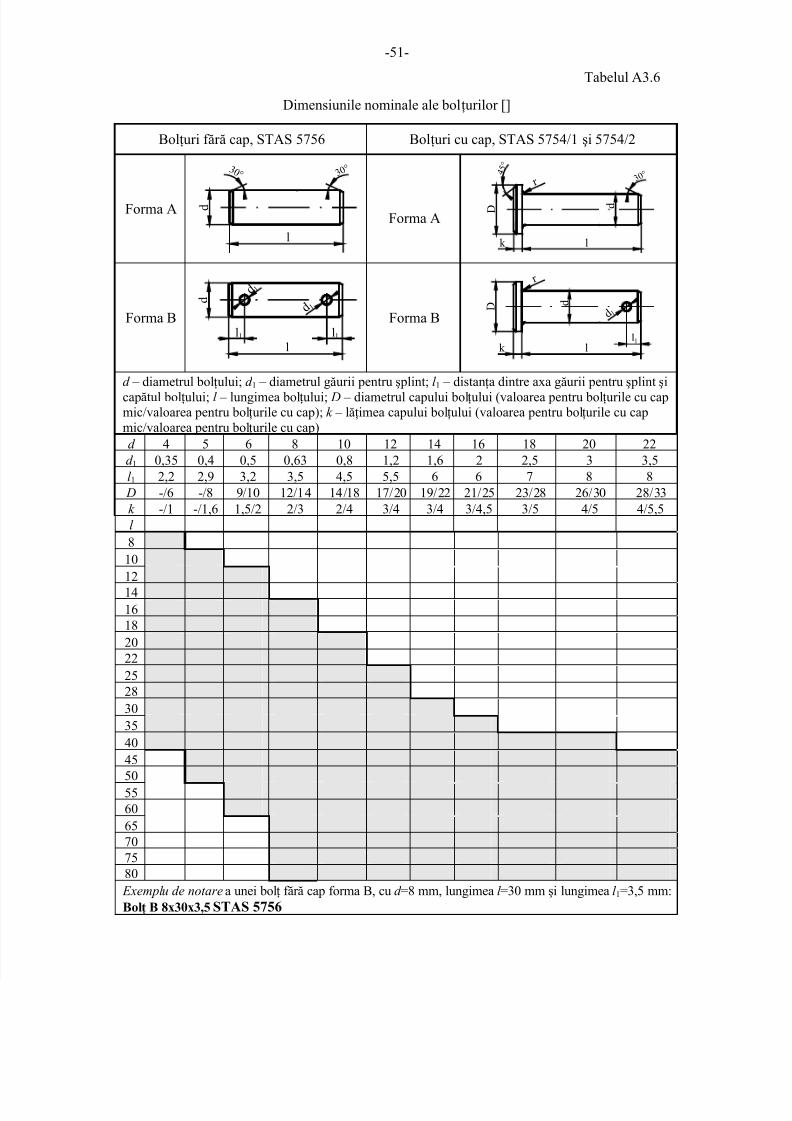
Tabelul A3.6
Dimensiunile nominale ale bolţurilor []
Bolţuri f ăr ă cap, STAS 5756 Bolţuri cu cap, STAS 5754/1 şi 5754/2
Forma A
3 0 °3 0 °
d
l
Forma A
l
d
3 0 °
D
k
4 5 °
r
Forma B
l
d
ll 11
d 1
d 1
Forma B
1l
d 1 D
k
r
l
d
d – diametrul bolţului; d 1 – diametrul găurii pentru ş plint; l 1 – distanţa dintre axa găurii pentru ş plint şicapătul bolţului; l – lungimea bolţului; D – diametrul capului bolţului (valoarea pentru bolţurile cu capmic/valoarea pentru bolţurile cu cap); k – lăţimea capului bolţului (valoarea pentru bolţurile cu capmic/valoarea pentru bolţurile cu cap)d 4 5 6 8 10 12 14 16 18 20 22d 1 0,35 0,4 0,5 0,63 0,8 1,2 1,6 2 2,5 3 3,5l 1 2,2 2,9 3,2 3,5 4,5 5,5 6 6 7 8 8
D -/6 -/8 9/10 12/14 14/18 17/20 19/22 21/25 23/28 26/30 28/33k -/1 -/1,6 1,5/2 2/3 2/4 3/4 3/4 3/4,5 3/5 4/5 4/5,5l
81012141618202225283035404550556065707580
Exemplu de notare a unei bolţ f ăr ă cap forma B, cu d =8 mm, lungimea l =30 mm şi lungimea l 1=3,5 mm:Bolţ B 8x30x3,5 STAS 5756