rigla sinus
TRANSCRIPT
LUCRAREA 7
CONTROLUL UNGHIURILOR ŞI A CONICITĂŢILOR EXTERIOARE ŞI
INTERIOARE
7.1 Controlul unghiurilor cu raportorul mecanic şi raportorul optic
I) Generalităţi: Raportoarele mecanice cu vernier sunt instrumentele cele mai des folosite la măsurarea unghiurilor în atelier.
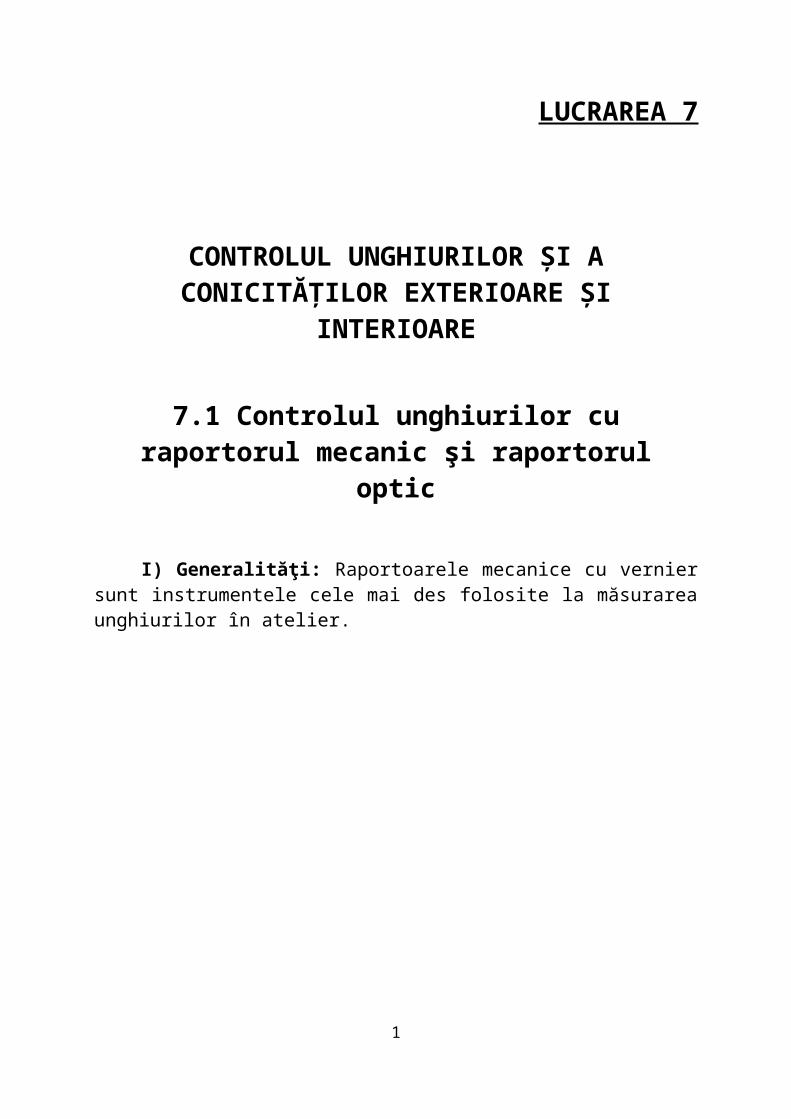
Figura 7.1 Raportoare cu vernier circular:a – pentru unghiuri de 0-180º; b – pentru unghiuri de 0-320º
Raportoarele prezentate în Figura 7.1a şi b sunt dotate cu un vernier circular, care se roteşte pe scara aparatului odată cu rigla mobilă a acestuia.
1
Vernierul respectiv dă posibilitatea să se citească fracţiunile de grad ale unghiului măsurat cu o precizie de 2’ (vernierul are 30 de diviziuni).
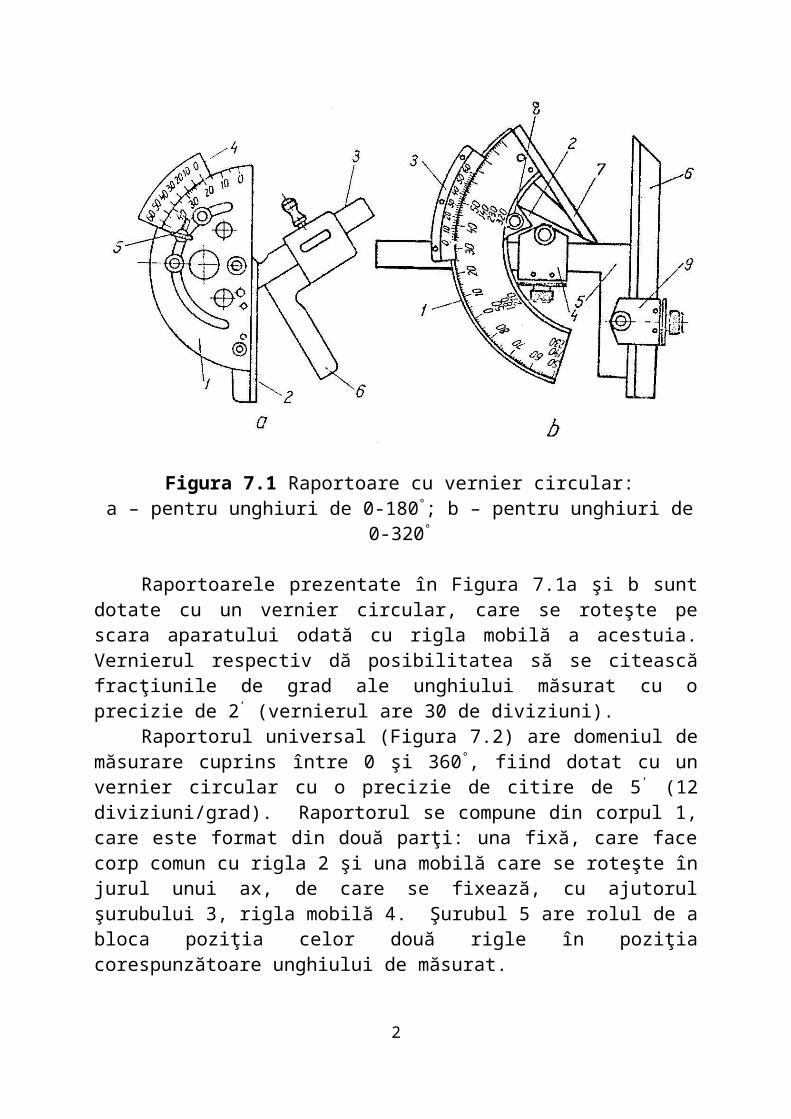
Raportorul universal (Figura 7.2) are domeniul de măsurare cuprins între 0 şi 360º, fiind dotat cu un vernier circular cu o precizie de citire de 5’ (12 diviziuni/grad). Raportorul se compune din corpul 1, care este format din două parţi: una fixă, care face corp comun cu rigla 2 şi una mobilă care se roteşte în jurul unui ax, de care se fixează, cu ajutorul şurubului 3, rigla mobilă 4. Şurubul 5 are rolul de a bloca poziţia celor două rigle în poziţia corespunzătoare unghiului de măsurat.
În vizorul 6, practicat pe cadranul raportorului, se citeşte cifra corespunzătoare zecilor de grade. Cifra unităţilor se citeşte pe cadranul gradat 7, funcţie de poziţia acului indicator astfel: dacă cifra zecilor de grade apare în vizor cu culoare neagră, cifra unităţilor gradelor se citeşte în sens orar iar dacă cifra zecilor de grade apare în vizor cu culoare roşie, cifra unităţilor gradelor se citeşte în sens antiorar.
Figura 7.2 Raportorul universal
Raportorul optic tip Zeiss (Figura 7.3) are un domeniu de măsurare cuprins între 0º şi 360º cu o precizie de citire de 5’’. Raportorul se compune din corpul 1, care este format din două parţi: una fixă, care face corp comun cu rigla 2 şi una mobilă care se roteşte în jurul unui ax, de care se fixează, cu ajutorul şurubului 3, rigla mobilă 4.
În interiorul părţii fixe a corpului 1 este montată o placă circulară de sticlă, pe care este trasată o scară de la 0 la 360º, numerotată din 90º în 90º. Discul mobil şi rigla 4, pot fi montate în poziţia de măsurare cu ajutorul pârghiei 6. Pe partea mobilă a corpului 1 se gaseşte o lupa 5. Pe partea posterioară a părţii mobile, în dreptul lupei, se află un orificiu prevăzut cu un filtru verde din sticlă. Prin acest orificiu se luminează prin transparenţă scara gradată şi lupa cu
2
1
2
3
45 6 7
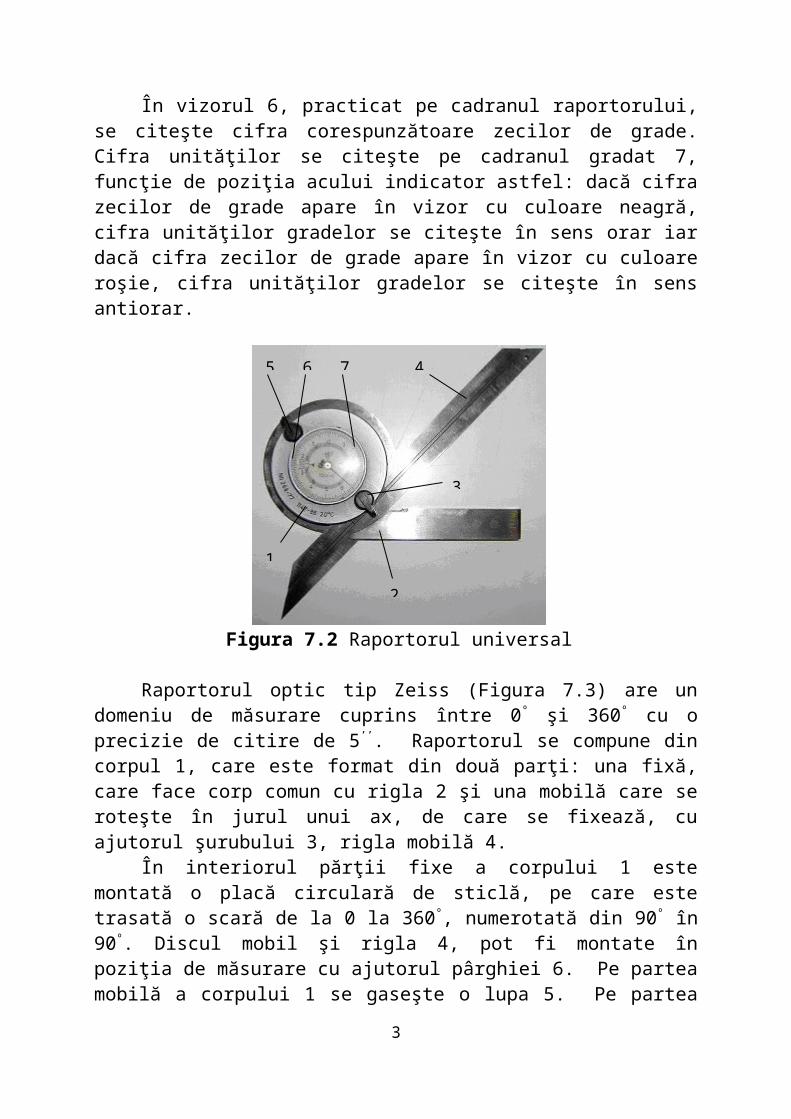
ajutorul unei surse luminoase. Citirea unghiului dintre rigle se face vizând prin lupă (imaginea scării gradate se suprapune peste imaginea vernierului).
II) Instrumente de măsură folosite: Raportorul universal din Figura 7.2.
III) Schema de măsurare: Conform Figurii 7.4.
Figura 7.3 Raportorul optic ZEISS:a–măsurare; b–citirea unghiului.
IV) Modul de lucru:
Măsurarea propriu-zisă: se montează la aparat rigla mobilă 4 adecvată; se roteşte mecanismul, care conţine scara gradată, împreună cu rigla 4,
până în momentul în care riglele 2 şi 4 se suprapun pe piesa de controlat (fără a avea fanta de lumină între rigle şi piesă);
se blochează poziţia celor două rigle cu ajutorul şurubului de blocare 5; se observă în vizorul 6, cifra zecilor de grade, iar pe scara gradată 7 cifra
unităţilor şi fracţiunile de grad, din în , citindu-se valoarea unghiului măsurat.
V) Tabel cu datele prescrise şi rezultatele măsurărilor: Se completează mai întâi datele prescrise şi apoi rezultatele măsurătorilor în Tabelul 7.1.
3
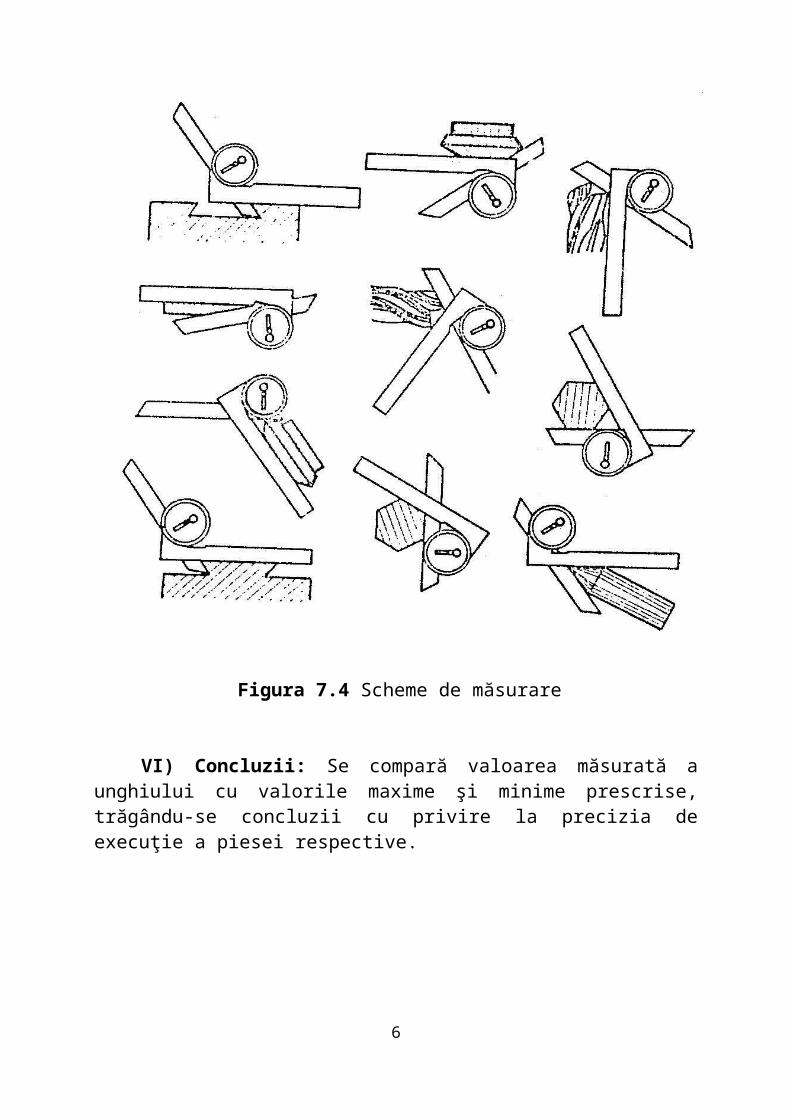
Figura 7.4 Scheme de măsurare
VI) Concluzii: Se compară valoarea măsurată a unghiului cu valorile maxime şi minime prescrise, trăgându-se concluzii cu privire la precizia de execuţie a piesei respective.
4
7.2 Controlul conicităţilor exterioare
7.2.1 Controlul conicităţilor exterioare cu rigla de sinus
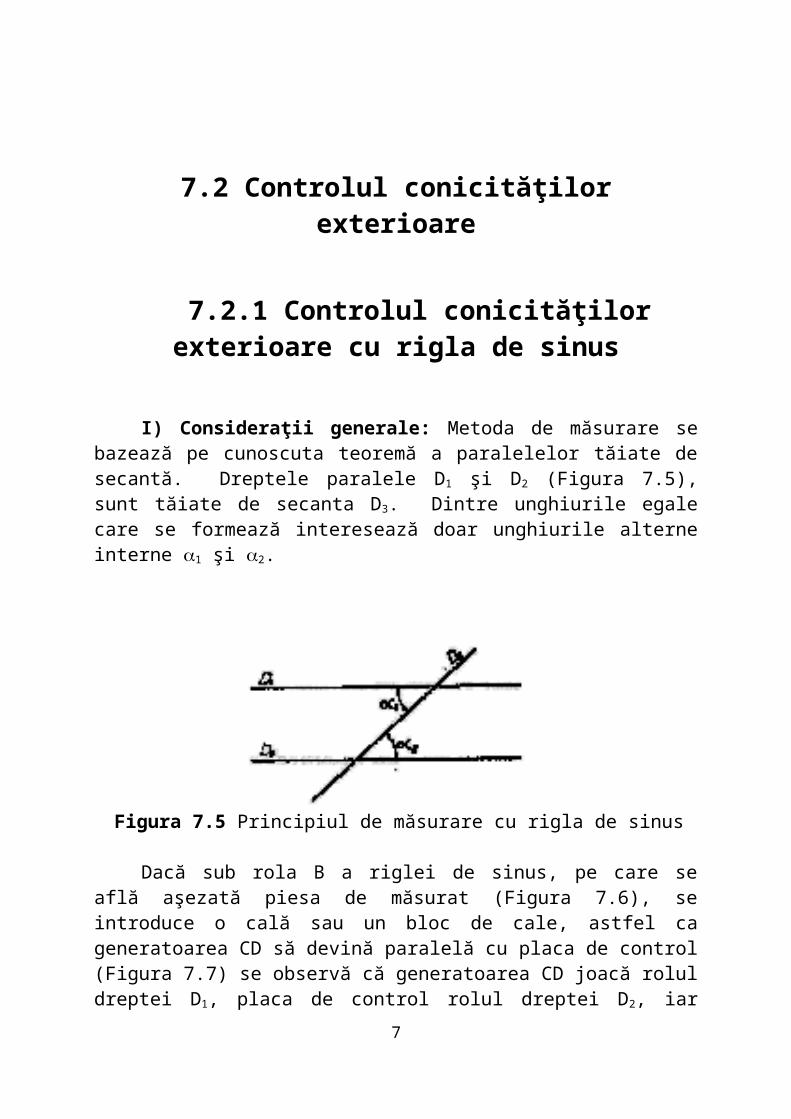
I) Consideraţii generale: Metoda de măsurare se bazează pe cunoscuta teoremă a paralelelor tăiate de secantă. Dreptele paralele D1 şi D2 (Figura 7.5), sunt tăiate de secanta D3. Dintre unghiurile egale care se formează interesează doar unghiurile alterne interne 1 şi 2.
Figura 7.5 Principiul de măsurare cu rigla de sinus
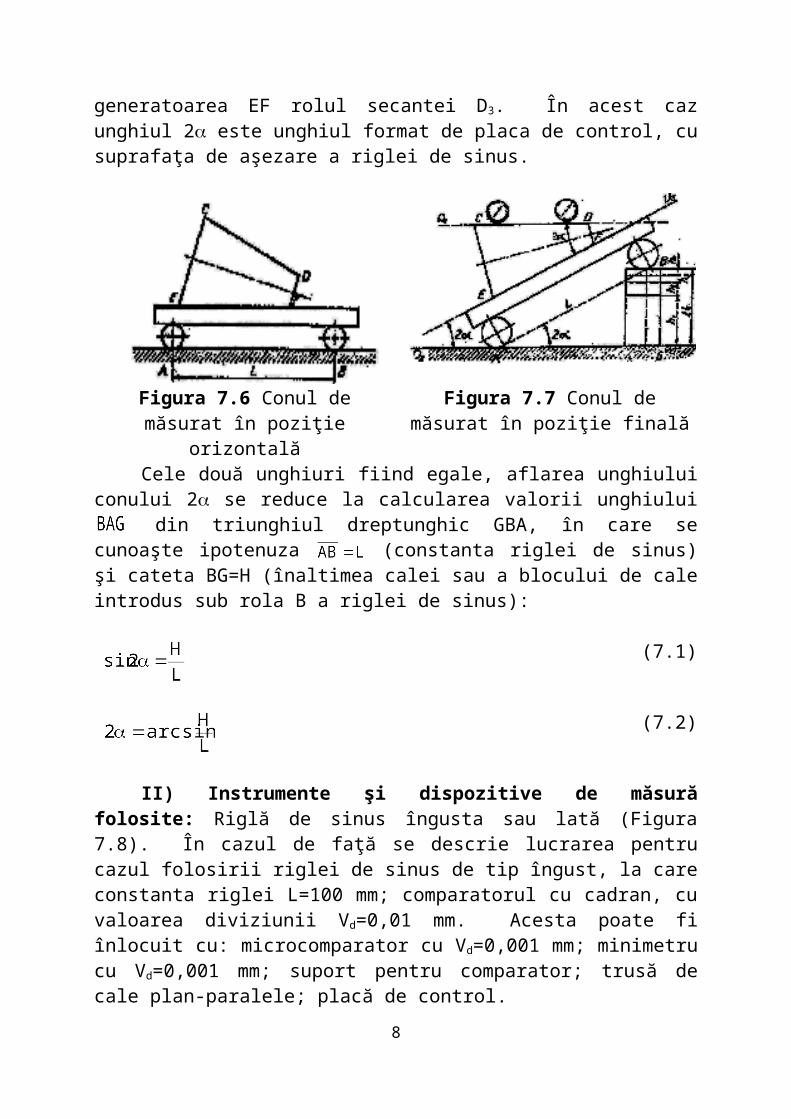
Dacă sub rola B a riglei de sinus, pe care se află aşezată piesa de măsurat (Figura 7.6), se introduce o cală sau un bloc de cale, astfel ca generatoarea CD să devină paralelă cu placa de control (Figura 7.7) se observă că generatoarea CD joacă rolul dreptei D1, placa de control rolul dreptei D2, iar generatoarea EF rolul secantei D3. În acest caz unghiul 2 este unghiul format de placa de control, cu suprafaţa de aşezare a riglei de sinus.
Figura 7.6 Conul de măsurat în poziţie orizontală
Figura 7.7 Conul de măsurat în poziţie finală
5
Cele două unghiuri fiind egale, aflarea unghiului conului 2 se reduce la calcularea valorii unghiului din triunghiul dreptunghic GBA, în care se cunoaşte ipotenuza (constanta riglei de sinus) şi cateta BG=H (înaltimea calei sau a blocului de cale introdus sub rola B a riglei de sinus):
(7.1)
(7.2)
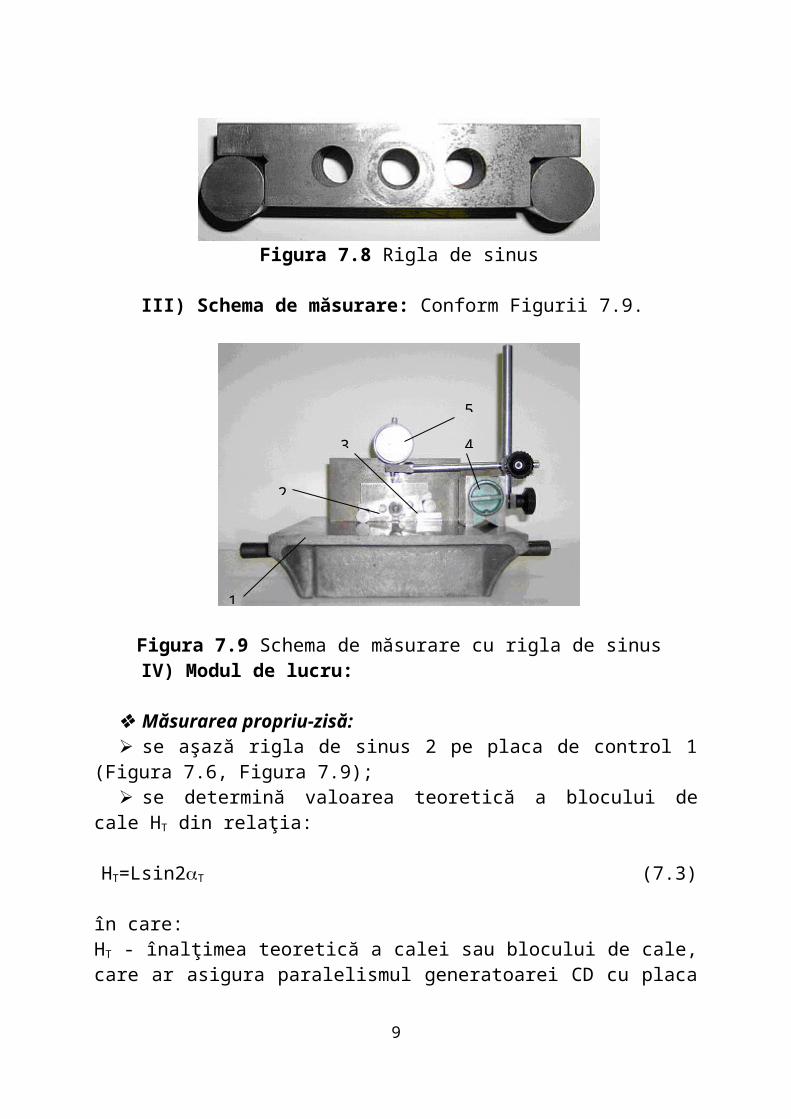
II) Instrumente şi dispozitive de măsură folosite: Riglă de sinus îngusta sau lată (Figura 7.8). În cazul de faţă se descrie lucrarea pentru cazul folosirii riglei de sinus de tip îngust, la care constanta riglei L=100 mm; comparatorul cu cadran, cu valoarea diviziunii Vd=0,01 mm. Acesta poate fi înlocuit cu: microcomparator cu Vd=0,001 mm; minimetru cu Vd=0,001 mm; suport pentru comparator; trusă de cale plan-paralele; placă de control.
Figura 7.8 Rigla de sinus
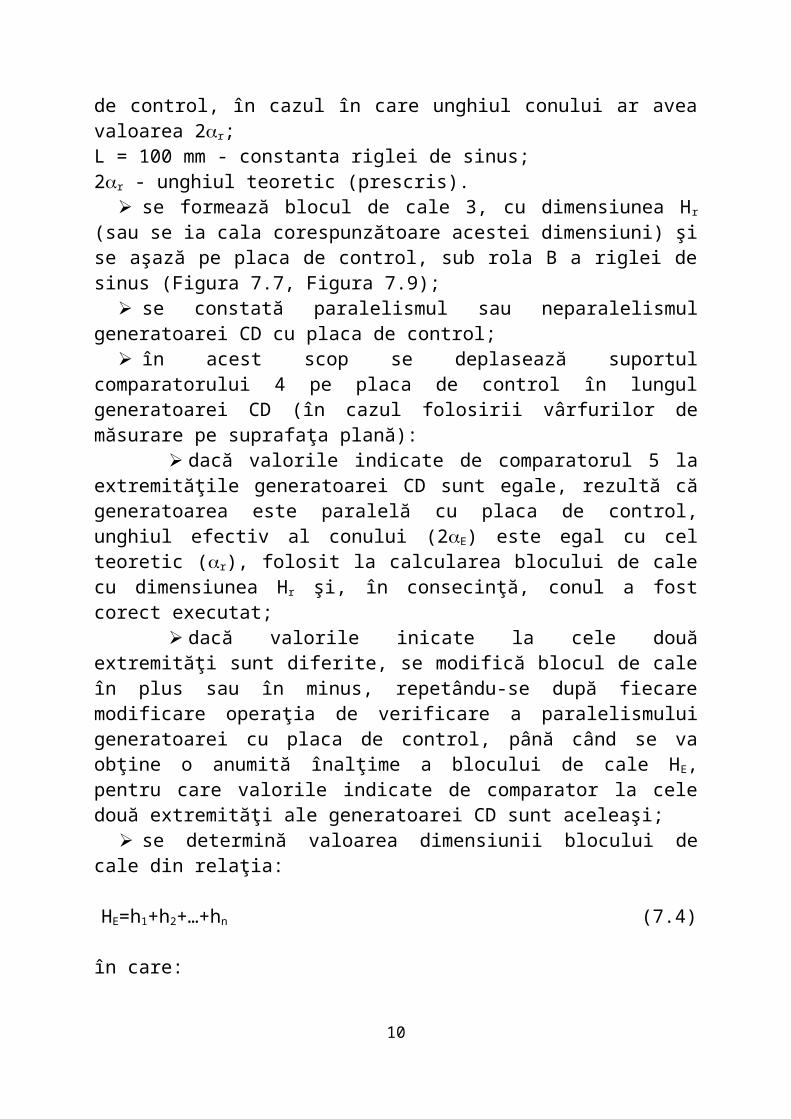
III) Schema de măsurare: Conform Figurii 7.9.
Figura 7.9 Schema de măsurare cu rigla de sinusIV) Modul de lucru:
6
2
1
43
5
Măsurarea propriu-zisă: se aşază rigla de sinus 2 pe placa de control 1 (Figura 7.6, Figura 7.9); se determină valoarea teoretică a blocului de cale HT din relaţia:
HT=Lsin2T (7.3)
în care:HT - înalţimea teoretică a calei sau blocului de cale, care ar asigura paralelismul generatoarei CD cu placa de control, în cazul în care unghiul conului ar avea valoarea 2r;L = 100 mm - constanta riglei de sinus;2r - unghiul teoretic (prescris).
se formează blocul de cale 3, cu dimensiunea Hr (sau se ia cala corespunzătoare acestei dimensiuni) şi se aşază pe placa de control, sub rola B a riglei de sinus (Figura 7.7, Figura 7.9);
se constată paralelismul sau neparalelismul generatoarei CD cu placa de control;
în acest scop se deplasează suportul comparatorului 4 pe placa de control în lungul generatoarei CD (în cazul folosirii vârfurilor de măsurare pe suprafaţa plană):
dacă valorile indicate de comparatorul 5 la extremităţile generatoarei CD sunt egale, rezultă că generatoarea este paralelă cu placa de control, unghiul efectiv al conului (2E) este egal cu cel teoretic (r), folosit la calcularea blocului de cale cu dimensiunea Hr şi, în consecinţă, conul a fost corect executat;
dacă valorile inicate la cele două extremităţi sunt diferite, se modifică blocul de cale în plus sau în minus, repetându-se după fiecare modificare operaţia de verificare a paralelismului generatoarei cu placa de control, până când se va obţine o anumită înalţime a blocului de cale HE, pentru care valorile indicate de comparator la cele două extremităţi ale generatoarei CD sunt aceleaşi;
se determină valoarea dimensiunii blocului de cale din relaţia:
HE=h1+h2+…+hn (7.4)
în care:h1,h2,…,hn - dimensiunile calelor care formează blocul, mm;
Cunoscând pe L şi HE, se determină unghiul 2E din relaţia:
(7.5)
7
în care:2E - unghiul efectiv al conului, grade.
V) Tabelel cu datele prescrise, rezultatele măsurărilor: Se completează mai întâi datele prescrise şi apoi rezultatele măsurătorilor în Tabelul 7.2.
VI) Concluzii: Se compară valorile unghiulare limită prescrise (maxim şi minim) ale conului cu valoarea efectivă 2E şi se trag concluzii în legatură cu precizia de execuţie. Piesa cercetată se consideră bună, dacă este satisfacută relaţia:
2r+ ai2 2E2r+as2 (7.6)
în care:ai2 şi as2 - abaterile inferioară, respectiv superioară prescrise.
Observaţie: În cazul măsurării pieselor conice, controlul paralelismului generatoarei piesei cu placa de control se face prin deplasarea comparatorului pe direcţia perpendiculară pe axa piesei de măsurat. Se va reţine diviziunea de pe cadran, corepunzatoare schimbării de sens a mişcarii acului indicator. Această diviziune reprezintă punctul de maxim, în secţiunea considerată (în raport cu placa de control).
7.2.2 Controlul conicităţilor exterioare cu role calibrate
I) Generalităţi: În cazul unui arbore conic, determinarea unghiului de înclinare (Figura 7.9) se face cu ajutorul a două role calibrate utilizând relaţia:
(7.7)
Relaţia (7.7) se deduce din diferenţa a două dimensiuni măsurabile:
L1=dm +2rctg+2r=dm+2r(1+ctg);L2=dm+2Htg+2rctg+2r=dm+2Htg+2r(1+ctg);
8
L2-L1=2Htg; .
Figura 7.10 Principiul de măsurare cu role calibrate
II) Instrumente şi dispozitive de măsură folosite: Platoul de control; dispozitivul cu role calibrate (Figura 7.11) format din două role calibrate 1 cu diametrul dr fixate cu şuruburile 2 pe placuţele 3 care la rândul lor sunt articulate pe mânerul 4.
Figura 7.11 Dispozitivul cu role calibrate
Aceste dispozitive se construiesc pe game de dimensiuni în funcţie de diametrele minime şi maxime ale conurilor supuse măsurării. Trusa de cale plan paralele; instrumentul pentru măsurărea cotelor L1, L2 şi H, cu valoarea diviziunii şi dimensiunea maximă de măsurare după necesităţi.
9
1
2
34
III) Schema de măsurare: Conform Figurii 7.10.
IV) Modul de lucru:
Măsurarea propriu-zisă: se aşează conul de măsurat cu suprafaţa frontală pe platoul de
control (Figura 7.10); dispozitivul cu role calibrate (Figura 7.11) se aşează pe platoul de
control astfel ca cele două role să se găsească de o parte şi de alta a conului care se măsoară;
se apropie rolele de con (articulaţia permiţând acest lucru) până când se stabileşte contactul cu acesta;
se măsoară cota peste rola L1 (în mm) cu unul din instrumentele amintite sau cu un alt aparat adecvat;
se alege din trusa de cale plan-paralele două cale cu aceeaşi dimensiune H, (în funcţie de înălţimea conului supus măsurării şi de deschiderea dintre inelele calibrate) şi se aşază de o parte şi de cealaltă a conului pe platoul de control;
se aşează rolele calibrate pe calele plan-paralele şi se apropie una de alta, până când fac contact cu conul supus măsurării;
se măsoară cota peste role L2, mm; se calculează unghiul de înclinare cu relaţia (7.7).
V) Tabelel cu datele prescrise şi rezultatele măsurării: Se completează mai întâi datele prescrise şi apoi rezultatele măsurătorilor în Tabelul 7.3.
VI) Concluzii: Din comparaţia unghiurilor de înclinare prescrise sau a conicităţii prescrise cu unghiul şi respectiv conicitatea măsurată se trag concluzii cu privire la precizia piesei controlate.
7.3 Controlul conicităţilor interioare
10
7.3.1 Controlul conicităţilor interioare cu discuri calibrate
I) Consideraţii generale: În cazul unui alezaj conic determinarea unghiului de înclinare α (Figura 7.12) se face cu ajutorul a două discuri calibrate de diametru d1 şi d2 utilizând relaţia:
(7.8)
II) Instrumente şi dispozitive de măsură folosite: Platoul de control; dispozitivul cu discuri calibrate (Figura 7.12, Figura 7.13) format din două discuri calibrate cu diametrul dr şi d2: discul 1 solidar cu tija 2 iar discul 3 culisant pe tijă. Poziţia relativă a discului 2 poate fi fixată cu ajutorul şurubului 4 în vederea determinării cotei H. Tija poate fi sau nu gradată.
Aceste dispozitive se construiesc pe game de dimensiuni în funcţie de diametrele minime şi maxime ale conurilor supuse măsurării. Trusa de cale plan paralele; instrumentul pentru măsurărea cotelor d1, d2 şi H, cu valoarea diviziunii şi dimensiunea maximă de măsurare după necesităţi.
III) Schema de măsurare: Conform Figurii 7.12.
Figura 7.12 Principiul de măsurare cu discuri calibrate
IV) Modul de lucru:
Măsurarea propriu-zisă:
11
se aşează piesa cu alezajul conic de măsurat cu suprafaţa frontală pe platoul de control (Figura 7.12);
se introduce dispozitivul cu discuri calibrate (Figura 7.13) în alezajul de controlat conform schemei de măsurare din Figura 7.12;
Figura 7.13 Dispozitivul cu discuri calibrate
se autocentrează cele două discuri calibrate astfel încât conturul suprafeţelor circulare inferioare a acestora să intre în contact cu suprafaţa alezajului conic măsurat;
se măsoară diametrele d1 şi d2 ale celor două discuri calibrate precum şi cota H (distanţa dintre cercurile de contact ale discurilor caliubrate şi alezajul conic măsurat);
se calculează unghiul de înclinare cu relaţia (7.8).
V) Tabelel cu datele prescrise şi rezultatele măsurării: Se completează mai întâi datele prescrise şi apoi rezultatele măsurătorilor în Tabelul 7.4.
VI) Concluzii: Din comparaţia unghiurilor de înclinare prescrise sau a conicităţii prescrise cu unghiul şi respectiv conicitatea măsurată se trag concluzii cu privire la precizia piesei controlate.
12
21 3 4