lucrarea nr.1_sudarea cu arc electric_mma
TRANSCRIPT
8/19/2019 Lucrarea Nr.1_Sudarea Cu Arc Electric_MMA
http://slidepdf.com/reader/full/lucrarea-nr1sudarea-cu-arc-electricmma 1/10
Lucrarea nr. 1
SUDAREA MANUALĂ CU ELECTROZI ÎNVELIŢI.
TEHNICA SUDĂRII CU ARC ELECTRIC
(MMA)
1.1 Scopul lucrării
Lucrarea are drept scop familiarizarea studenţilor cu procedeul de sudare manuală cu arc electric
folosind electrozi înveliţi şi a modului operator, formarea unor deprinderi de sudare cu acest procedeu,
stabilirea parametrilor tehnologici de sudare pentru o îmbinare dată, precum şi cunoaşterea surselor de sudare şi
a modului de utilizare.
1.2 Consideraţii generale. Definiţia sudării
Prin sudare se înţelege procesul de îmbinare a două piese metalice, prin aducerea atomilor mărginaşi ai
celor două piese în sfera de atracţie reciprocă, folosindu-se încălzirea locală a celor două piese până la starea de
topire, încălzirea şi presiunea sau numai presiunea (sudarea la rece).
Pentru realizarea unei suduri este necesar să se producă următoarele faze:
− topirea marginilor pieselor în porţiunea de sudare; − formarea băii metalice din metal topit a pieselor de îmbinare şi a metalului de adaos;
− solidificarea băii metalice, care formează sudura dintre cele două metale.
Procedeu de sudarea cu electrod învelit notat după normativa europeană ca: MMA – Manual Metal Arc
Welding iar în normativă americană indicat sub denumirea: SMAW - Shielded Metal Arc Welding ,. este
tehnologia de sudură cea mai răspândită în lume, îndeosebi datorită folosirii aparatelor simple şi a flexibilităţii
în folosire. De asemenea, datorită portabilităţii, este procedeul cel mai potrivit pentru a fi folosit în exterior şi pe
şantier.
La sudarea cu arc electric sursa termică necesară pentru topirea marginilor pieselor de sudat şi a
metalului de adaos este dată de arcul electric format între electrod şi piesa de sudat, sau între doi electrozi
independenţi, legaţi la o sursă de curent de sudare. Temperatura în arcul electric fiind mai mare de 3000°C (în
coloana centrală este şi mai mare, din cauza ciocnirilor intense ce au loc între diverse particule şi anume de
peste 6000°C), asigură topirea vârfului electrodului şi transportul metalului topit spre piesa de sudat. Tija
electrodului este fabricată dintr -un material similar metalului de bază, iar prin topire asigură materialul
suplimentar necesar realizării îmbinării sudate. Învelişul electrodului poate fi de tip bazic, rutilic sau celulozic.
Prin arderea învelişului se formează un nor gazos ce asigură protecţia arcului şi a băii de metal topit, precum şi
un strat de zgură ce acoperă şi se solidifică peste cusătura sudată, protejând-o faţă de atmosfera înconjurătoare
în timpul solidificării băii. Fenomenul de trecere a metalului prin arcul electric, întotdeauna în sensul electrod -
1

8/19/2019 Lucrarea Nr.1_Sudarea Cu Arc Electric_MMA
http://slidepdf.com/reader/full/lucrarea-nr1sudarea-cu-arc-electricmma 2/10
piesă, poartă denumirea de transfer de metal prin arc.
Sudarea manuală cu electrozi înveliţi este un procedeu manual, în care operatorul sudor efectuând toate
operaţiile necesare realizării îmbinării sudate. Schema de principiu a procedeului este prezentată în figura l.
Fig. 1. Schema de principiu a procedeului de sudare manuală cu electrod învelit (MMA)
Avantajele acestui procedeu sunt: universalitate mare, putându-se suda aproape toate metalele şialiajele metalice, calitatea sudurii bună, posibilitatea sudării în orice poziţie, echipament de sudare simplu şi
uşor de întreţinut, nu necesită personal foarte calificat.
Dezavantajele procedeului : calitatea sudurii depinde de sudor, productivitate scăzută, pierderi mari de
material de adaos etc.
1.3 Materiale şi utilaje pentru sudare
1.3.1
Materiale de bază
Calitatea îmbinării sudate depinde, în mare măsură, de structura metalului de bază ( MB) şi a metalului
de adaos ( MA). Aceste două materiale, în urma procesului de sudare, dau un tot unitar, rezistent, dacă au fost
bine alese şi s-au creat condiţiile formării unui aliaj corespunzător.
Metalul de bază, pentru a da o îmbinare rezistentă trebuie să fie sudabil. În cazul oţelurilor carbon şi
slab aliate, cu cât conţinutul de carbon este mai redus şi oţelul elaborat în condiţii mai îngrijite, cu atât
sudabilitatea este mai bună. Fontele au o sudabilitate redusă, sudarea realizându-se numai cu prescripţii
speciale şi electrozi speciali.
În general se caută să se îmbine prin sudură materiale cu o compoziţie chimică identică sau
asemănătoare, rezultând o sudură de compoziţie identică sau foarte apropiată de cea a materialului de bază.
1.3.2 Materialul de adaos. Electrozi de sudare
Materialul de adaos ( MA) în acest caz este electrodul învelit format dintr-o vergea de sârmă pe care se
aplică un înveliş cu următoarele funcţii: ionizatoare, protectoare, moderatoare, purificatoare, de aliere, de
sprijinire şi de legătură.
Pentru realizarea unei îmbinări sudate de bună calitate, la un cost convenabil, este necesară o alegere
2
8/19/2019 Lucrarea Nr.1_Sudarea Cu Arc Electric_MMA
http://slidepdf.com/reader/full/lucrarea-nr1sudarea-cu-arc-electricmma 3/10
atentă a materialului de sudat şi a procedeului de sudură folosit. În primul rând trebuie să ţinem cont de faptul
că trebuie să se obţină o îmbinare sudată care să aibă proprietăţi identice sau aproape identice cu cele ale
materialului de bază.
De regulă, caracteristica principală luată în considerare este rezistenţa la tracţiune statică, alegându -se
materiale de adaos care asigură îmbinări sudate, o rezistenţă mai mică, dar o tenacitate mai mare pentru evitarea
ruperii fragile a îmbinărilor.
Materialele de adaos se vor alege ţinând seama şi de posibilităţile de sudare, în special de poziţiile de
sudare, condiţiile atmosferice, de aplicare sau nu a tratamentelor termice ulterioare executării sudurii etc.
Materialele de adaos se pot clasifica în trei categorii :
• sârma de sudură;
• electrozi înveliţi;
•
fluxurile şi fondanţii.În cadrul lucrării se vor prezenta numai electrozii înveliţi folosiţi la executarea lucrărilor practice de
sudură.
Î nvelişul electrozilor are următoarele roluri:
− să producă o uşoară amorsare a arcului electric, iar după amorsare să asigure stabilitatea lui;
− să asigure protecţia necesară băii de sudură faţă de aerul înconjurător prin formarea de compuşi
zgurifianţi care să rafineze baia de metal sau prin degajarea de gaze care să se combine cu oxigenul din aer. Din
prima categorie face parte: minereuri de fier, de mangan, de titan, silicea şi silicaţii (feldspatul), carbonaţii(calcita, dolomita etc.).
Din a doua categorie fac parte unele substanţe organice (amidon, celuloză, rumeguş) sau minerale
(carbonaţi de calciu, magneziu).
− să asigure dezoxidarea băii de sudură sau s-o alieze prin folosirea de feroaliaje, oxizi de metale,
aluminiu etc.
După caracterul învelişului, electrozii pot fi:
−
cu înveliş acid , simbolizaţi cu A, la care învelişul este format, în proporţie dominantă, din SiCO2,
şi silicaţi, oxizi de fier şi feromangan;
− cu înveliş bazic, simbolizaţi cu B, învelişul conţine carbonaţi de calciu şi fluorină;
− cu înveliş celulozic, simbolizaţi cu C , la care învelişul este format din substanţe organice
combustibile;
− electrozi cu înveliş titanic (rutilic) simbolizaţi cu T, respectiv R;
− cu înveliş oxidant , simbolizat cu O, învelişul acestor electrozi conţine
silicaţi, carbonaţi şi feromangan.
Electrozii cu înveliş acid, titanic, celulozic, sunt recomandaţi la sudarea oţelurilor nealiate cu puţin
car bon şi a unor oţeluri slab aliate, exploatate în general la temperaturi mai mari de 0°C (la temperaturi negative
3

8/19/2019 Lucrarea Nr.1_Sudarea Cu Arc Electric_MMA
http://slidepdf.com/reader/full/lucrarea-nr1sudarea-cu-arc-electricmma 4/10
nu asigură rezilienţa). Sudarea se poate face,atât în curent continuu (c.c.) cât şi în curent alter nativ (c.a.), la
sudarea în c.c. se preferă polaritatea directă c.c.- . Stabilitatea arcului este bună, cu amorsare şi întreţinere
uşoară, aspectul cusăturii este estetic, cu solzi fini şi regulaţi, cu supraînălţare mică.
Electrozii cu înveliş bazic sunt recomandaţi la sudarea oţelurilor slab aliate şi înalt aliate, în
construcţii sudate puternic solicitate care lucrează şi la temperaturi negative (funcţie de marca electrodului), la
sudarea fontelor, a metalelor şi aliajelor neferoase Cu, Al , etc., la încărcarea şi recondiţionarea prin sudare.
Sudarea se face în curent continuu utilizând polaritatea inversă c.c.+. Stabilitatea arcului este mai
mică decât la celelalte învelişuri datorită prezenţei de descompunere a fluorinei CaF 2 ceea ce determină
amorsarea şi întreţinerea mai greoaie a arcului. Aspectul cusăturii este inestetic, cu solzi mari şi neregulaţi şi
supraînălţare mare, de formă concavă.
Există electrozi cu caracter bazic care permit sudarea şi în curent alternativ, aceşti electrozi având
înveliş dublu, titanic la interior, bazic în exterior (la noi în ţară se fabrică tipul UNIBAZ ) învelişul electrozilor
trebuie să f ie concentric pentru evitarea “efectului de peniţă” la topirea electrodului care perturbă stabilitatea
arcului electric.
Î n funcţie de grosimea învelişului se disting următoarele tipuri:
− cu înveliş subţire, simbolizaţi cu S ;
− cu înveliş mediu, simbolizaţi cu m;
− cu înveliş gros, simbolizaţi cu g ;
− cu înveliş foarte gros, simbolizaţi cu fg .
Dimensiunile standardizate ale electrozilor înveliţi sunt: diametrul de 2; 2,5; 3,25; 4; 5; 6 mm şi
lungimea de 450 mm.
Electrozii de 2 şi 2,5 mm se fabrică şi cu lungimi de 300 şi 350 mm.
Caracteristicile mecanice importante ale sudurilor sunt:
− rezistenţa la tracţiune, a cărei valoare în daN/cm2 este simbolizată la fiecare tip de electrod imediat
după litera E (electrod);
− limita de curgere, în daN/mm , care nu se simbolizează;
− alungirea, în % (cu epruveta l = 5d ), este notată în simbol, imediat după cifra rezistenţei
mecanice;
− rezilienţa minimă a sudurii pure, în daN/m, a cărei simbolizare urmează după cea a alungirii.
Rezistenţa la tracţiune, alungirea şi rezilienţa pot fi simbolizate şi cu simbolul O, care se foloseşte în
cazurile când valorile minime ale acestora nu pot fi date.
Exemple de simbolizare a electrozilor:
− E.50.2413 /A.m.l - STAS 7240-80, care simbolizează un electrod destinat sudării unui otel astfel
încât sudura să aibă rezistenta la tracţiune minimum 50 daN/mm2 , alungirea minimum 13 daN/cm2 , cu înveliş
acid mediu care sudează în toate poziţiile (simbolul 1), numai în curent continuu (simbolul 2);
− E.52.22.13/B.g.4.1.H.Fe 120 - STAS 7240-81 simbolizează electrozii cu rezistenţa la tracţiune
4
8/19/2019 Lucrarea Nr.1_Sudarea Cu Arc Electric_MMA
http://slidepdf.com/reader/full/lucrarea-nr1sudarea-cu-arc-electricmma 5/10
minimum 52 daN/mm2, alungirea 22%, rezilienţa 13 daN/cm2, cu înveliş bazic, gros, având pulbere de fier care
sudează în poziţie orizontală în jgheab (simbolul 4), cu curent continuu alternativ (simbolul 1), sudura având un
conţinut de hidrogen, randamentul de depunere a electrozilor fiind de 120%.
Electrozii pentru încărcare prin sudare se notează, ţinându-se seama de duritatea ( HB sau HRC ) pe care
o au:
− E. 1.200 (grupa de aliere 1, duritatea 200 HB);
− E.2.52 (grupa de aliere 2, duritatea 52 HRC) etc.
Alegerea electrodului se face în funcţie de compoziţia chimică şi caracteristicile mecanice ale metalului
de bază ( MB), temperatura de ex ploatare a structurii sudate, nivelul solicitării, riscul de fisurabilitate a cusăturii,
grosimea materialului, poziţia de sudare, sursa de sudare etc.
În ţara noastră, la Câmpia Turzii produce curent electrozi pentru sudarea oţelurilor până la 0,450% C, cu
înveliş acid, titanic, celulozic, bazic, cu pulbere de fier în înveliş etc.; electrozi pentru sudarea oţelurilor slab
aliate cu Mo, Mo-Cr, Cr - Mo-V , electrozi de încărcare; electrozi pentru sudarea fontei. De asemenea, la Buzău se
produc curent electrozi pentru sudarea oţelurilor carbon şi slab aliate pentru construcţii.
1.3.3 Utilaje pentru sudarea cu arc electric
Sudarea cu arc electric poate fi executată folosind surse de curent continuu sau curent alternativ.
Sursele de curent continuu de sudare pot fi generatoare rotative sau redresoare, iar pentru sudarea cu
curent alternativ transformatoare.
Generatoarele de sudare de curent continuu pot fi antrenate de motoare electrice, în care caz poartă
denumirea de grupuri convertizoare sau de motoare cu ardere internă - numite grupuri electrogene.
Grupurile, redresoarele şi transformatoarele de sudare se construiesc de diferite mărimi caracteristice
prin curentul maxim de sudare. În funcţie de această caracteristică pot fi deosebite următoarele surse de curent:
• pentru curenţii reduşi de sudare, până la maximum 180 A, destinate sudării cu electrod având
Φ 1,5 — 3,25 mm, eventual chiar 4 mm;
• pentru curenţii până la 350 A, destinate atât sudării manuale cât şi celei mecanizate
(semiautomată şi automată). în cazul sudării manuale, sursele sunt folosite pentru sudarea oţelului cu electrozicu Φ până la 12 mm şi pentru sudarea fontei la cald cu electrozi cu Φ până la 15 mm. Aceste surse pot fi folosite
şi la alimentarea mai multor posturi de sudură.
1.3.4 Prezentarea echipamentului de sudare ORIGO TIG 150
În cadrul desfăşurării lucrării de laborator vom folosi un echipament Origo TIG 150 produs de firma
ESAB. Aparatul Origo TIG 150 este o sursă de sudare monofazată, de curent continuu, tip invertor,
destinată atât sudării cu electrod învelit MMA cât şi sudării cu electrozi de wolfram în mediu de gaz protector WIG. Poate fi folosit în lucrări de confecţii metalice uşoare, reparaţii, întreţinere şi montaj,
5

8/19/2019 Lucrarea Nr.1_Sudarea Cu Arc Electric_MMA
http://slidepdf.com/reader/full/lucrarea-nr1sudarea-cu-arc-electricmma 6/10
utilizabil atât în spaţii închise, cât şi în exterior .
Părţile componente ale echipamentului ORIGO TIG 150
În figura de mai jos pot fi identificate principalele părţi componente ale echipamentului folosit în
cadrul lucrării de laborator (fig. 3).
1. Întrerupător principal alimentare
2. Niplu furtun gaz
3. Cablu alimentare
4. Priza pentru comanda pistoletului Wig (+)
5. Cupla rapidă pentru conectare furtunului de
gaz al pistoletului
6. Conector cablu pistolet Wig ( -)
7. Conector cablu sudură - se va utiliza pentru
sudarea cu electrod învelit, MMA ( -)
8. Conector cablu sudură MMA (+)
9. Panoul de comandă digital
Fig. 2. Părţile componente ale echipamentului PRIGO TIG 150
Panoul de comandă digital (9)
A. Bec semnalizare punere subtensiune
B. Ecran digital de afişare a parametrilor de sudare
C. Bec semnalizare supraîncălzire
D. Buton rotativ pentru stabilirea valorilor parametrilor
selectaţi
E. Selectare mod de lucru
F. Durata curgere ulterioara gaz
G. Durată pantă descendentă
Fig. 2. P anoul de comandă digital
Selectarea modului de lucru (E)
Fig. 2. P anoul de comandă digital
6

8/19/2019 Lucrarea Nr.1_Sudarea Cu Arc Electric_MMA
http://slidepdf.com/reader/full/lucrarea-nr1sudarea-cu-arc-electricmma 7/10

8/19/2019 Lucrarea Nr.1_Sudarea Cu Arc Electric_MMA
http://slidepdf.com/reader/full/lucrarea-nr1sudarea-cu-arc-electricmma 8/10
− densitatea de curent : j = 12…18 [A/mm];
= ∙
2
4 [A] (2 )
− relaţii empirice:
I s = (20+5 d e ) d e [A] sau I s = K·d e [A]
(3) unde K = 35÷45 [A /mm ].
Tensiunea arcului electric U a depinde de lungimea arcului 1a fiind proporţională cu aceasta. Limitele
de variaţie pentru U a sunt 16...30 [V ] corelat cu diametrul electrodului d e . În funcţie de lungimea arcului putem
avea următoarele posibilităţi:
− sudarea cu arc normal : 1a = d e ;
− sudarea cu arc scurt : 1a < d e ;
− sudarea cu arc lung : 1a > d e.
Orientativ : U a = 15+0,05 I s [V ] (4)
Tensiunea arcului are o influenţă asupra lăţimii cusăturii şi creează o supraînălţare, dacă este mai mare
decât cea necesară menţinerii arcului electric.
V iteza de sudare V s depinde de metalul de bază (sensibil sau insensibil la supraîncălziri), de tehnica
operatorie, de aria trecerii, de tipul depunerii (strat de rădăcină sau de umplere), de poziţia de sudare, etc.
Relaţia de calcul :
=10
6 ∙
∙∙
[ mm/min] ( 5 )
unde:
αd – coeficientul de depunere [g/Ah];
I s – curentul de sudare [A];
ρ – densitatea materialului de bază [g/mm3 ];
A t – aria rândului de sudură [mm].
Valorile lui αd depind de diametrul electrodului şi tipul învelişului acestuia. Aceste valori trebuiecorelate cu un coeficient K = 0.85 şi pot fi găsite în tabelul 2.
Tabelul 2
Diametrul electrodului d e [mm] 2,0 2,5 3,25 4,0 5,0
C oeficientul de depunere αd [g/Ah] 0.125 8,4 9,3 10,0 10,2
Pentru aria rândului de sudură A t se recomandă următoarele valori:
At = 10 − 20 mm2 la trecerea de rădăcină;
At = 20−
40 mm2
la trecerile de umplere. Energia liniară E L reprezintă cantitatea de căldură introdusă în componente (metalul de bază şi metalul
8
8/19/2019 Lucrarea Nr.1_Sudarea Cu Arc Electric_MMA
http://slidepdf.com/reader/full/lucrarea-nr1sudarea-cu-arc-electricmma 9/10
de adaos) . Această energie se determină cu ajutorul relaţiei de mai jos:
=Vs [J/mm] (6)
1.5 Modul de lucru
1.5.1 Amorsarea, întreținerea şi întreruperea arcului
Amorsarea arcului se face prin tamponarea (atingerea scurtă) a electrodului de metalul de bază ( MB) şi
ridicarea acestuia la o anumită distanţă se realizează amorsarea arcului electric ( AE ) care produce topirea
electrodului şi a metalului de bază ( MB). Amorsarea arcului pr in lovituri, care este deseori practicată, nu se
recomandă, o parte din învelişul capătului cade şi rămânând fără protecţie, poate provoca pori la începutul
cusăturii . După amorsare electrodul se înclina la 15ο
− 30ο faţă de verticală. Pentru menţinerea arcului electric
şi realizarea cusăturii, operatorul sudor deplasează electrodul pe măsura topirii acestuia spre metalul de bază cu
o viteză de avans V e de cca. 4mm/s; şi totodată deplasează arcul electric în lungul rostului cu viteza de sudare
V s variind între 1...5 mm/s, vitezele mici fiind pentru suduri la piese groase. Simultan sudorul poate executa şi
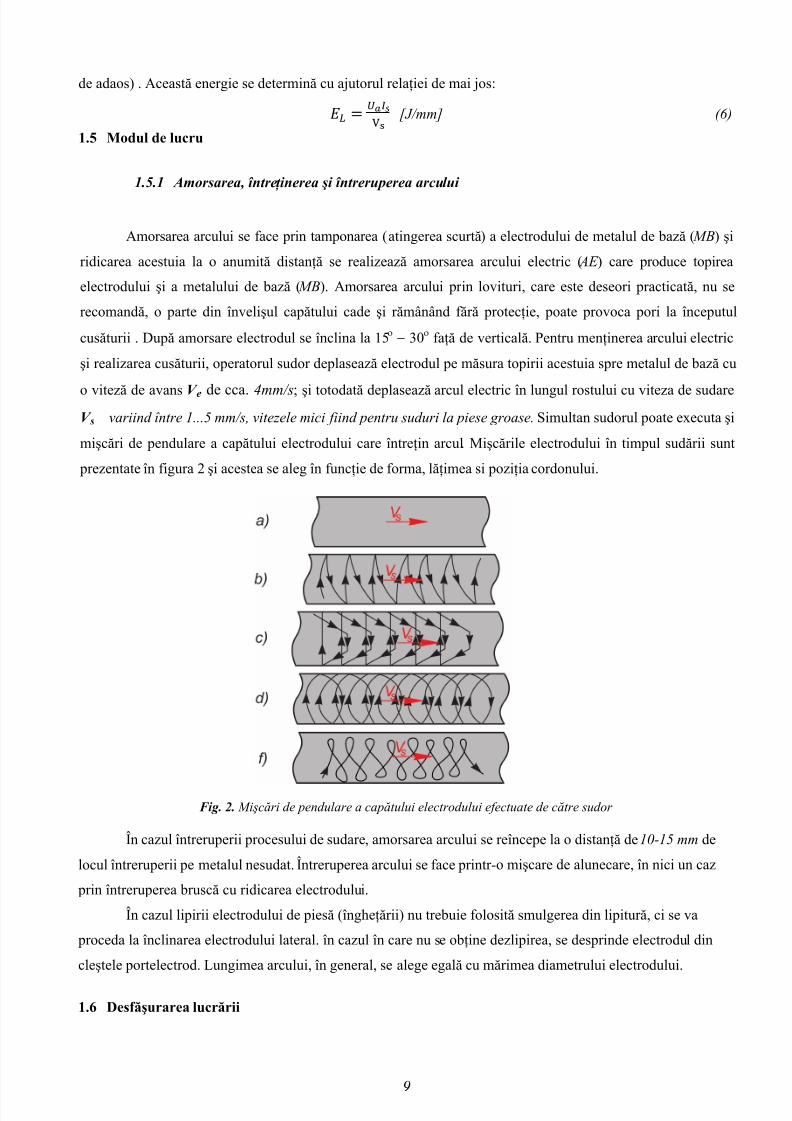
mişcări de pendulare a capătului electrodului care întreţin arcul. Mişcările electrodului în timpul sudării sunt
prezentate în figura 2 şi acestea se aleg în funcție de forma, lățimea si poziția cordonului.
Fig. 2. Mişcări de pendulare a capătului electrodului efectuate de către sudor
În cazul întreruperii procesului de sudare, amorsarea arcului se reîncepe la o distanţă de 10-15 mm de
locul întreruperii pe metalul nesudat. Întreruperea arcului se face printr-o mişcare de alunecare, în nici un caz
prin întreruperea bruscă cu ridicarea electrodului.
În cazul lipirii electrodului de piesă (îngheţării) nu trebuie folosită smulgerea din lipitură, ci se va
proceda la înclinarea electrodului lateral. în cazul în care nu se obţine dezlipirea, se desprinde electrodul din
cleştele portelectrod. Lungimea arcului, în general, se alege egală cu mărimea diametrului electrodului.
1.6 Desfăşurarea lucrării
9

8/19/2019 Lucrarea Nr.1_Sudarea Cu Arc Electric_MMA
http://slidepdf.com/reader/full/lucrarea-nr1sudarea-cu-arc-electricmma 10/10
Se pregătesc componentele pentru sudare şi diferite tipuri de electrozi de diferite diametre.
Se prezintă sursele de sudare folosite la sudarea manuală cu electrozi înveliţi şi posibilităţile de reglare a
parametrilor de sudare.
Se execută exerciţii de amorsare, întrerupere şi reluare a sudării.
Se execută depuneri ca diferite tipuri şi diametre de electrozi.
Se execută îmbinări cap la cap şi de colţ.
Se notează valorile parametrilor regimurilor de sudare I s , U a şi V s în fiecare caz şi se completează în
tabelul 3.
Tabelul 3
Nr.
crt.
Tipul
electrodului d e
Parametrii regimului de sudare Obs.
Pol. I s U a V s E L T s Lc
[mm] −
[A] [V] [ mm/min] [J/mm] [sec] [mm]
1.
2.
3.
4.
5.
T s − timpul de sudare; L c − lungimea cordonului de sudură.
10