curs amc - aparatura de masura si control
TRANSCRIPT
5/17/2018 Curs AMC - Aparatura de Masura Si Control - slidepdf.com
http://slidepdf.com/reader/full/curs-amc-aparatura-de-masura-si-control 1/27
1
Investeşte în oameni!
Proiect cofinanţ at din Fondul Social European prin Programul Operaţ ional Sectorial pentru Dezvoltarea Resurselor Umane2007 – 2013Axa prioritară: 2. Corelarea invatarii pe tot parcursul vietii cu piata muncii Domeniul major de intervenţ ie: 2.1. Tranzitia de la scoala la viata activa Titlul proiectului: Tranzitia de la statutul de student la cel de angajat prin corelarea invatarii practice in domeniul tehnologiei constructiilorde masini Cod Contract: POSDRU/90/2.1/S/60333 Beneficiar: Fundatia Profesor Constantin Popovici
Tematica activităţii de practică – Laboratorul de m ăsur ă şi control
Activităţi
I. Prezentarea mijloacelor de măsurare şi a modului de utilizare a acestora − Mijloace de control şi măsurare lungimi
a. Măsuri pentru lungimi
i. Cale plan-paralele
ii. Lere de grosime
iii. Lere pentru filete
b. Instrumente de măsurare cu scară gradată şi vernier
i. ubler de exterior şi interior
ii. ubler de adâncime
iii. ubler de trasaj
c. Aparate micrometrice
i. Micrometru de exterior
ii. Micrometru de interior
• Cu fălci
• Cu bacuri autocentrante
iii. Micrometru de adâncime
iv. Micrometre speciale
• Pentru filete
• Micrometru cu talere
• Pentru măsurare grosime table
• Pentru măsurare grosime ţevi
• Pentru sârme
d. Aparate comparatoare mecanice
i. Aparate comparatoare mecanice cu cremalieră şi roţi dinţate
• Comparatoare cu cadran circular
5/17/2018 Curs AMC - Aparatura de Masura Si Control - slidepdf.com
http://slidepdf.com/reader/full/curs-amc-aparatura-de-masura-si-control 2/27
2
• Comparatoare de interior
ii. Aparate comparatoare mecanice cu pârghii şi roţi dinţate
• Pasametrul
e. Aparate comparatoare mecanice cu pârghie şi şurub
• Pupitastul
f. Aparate optico-mecanice• Microscopul universal
− Mijloace pentru controlul şi măsurarea unghiurilor
a. Măsuri pentru unghiuri
i. Cale unghiulare
ii. Echere (vincluri)
b. Aparate de măsurat unghiuri
i. Raportorul mecanic cu vernier
ii. Raportorul optic
iii. Nivela cu cadru
− Mijloace pentru controlul şi măsurarea rugozităţii suprafeţelor
a. Determinări calitative comparative
i. Mostre de rugozitate
b. Determinări cantitative absolute
i. Rugozimetrul cu palpare
− Mijloace pentru controlul şi măsurarea rectilinităţii şi planităţii
a. Rigle de verificare
b. Planeimetru
− Mijloace de măsurare a durităţii
a. Aparat pentru măsurarea durităţii Rockwell
II. Principii de alegere a metodelor si mijloacelor de măsurare
III. Verificarea şi etalonarea mijloacelor de măsurare
Verificarea unui şubler de exterior, a unui micrometru de exterior şi a unui ceas comparator, cu ajutorul
trusei de cale plan-paralele.
IV. Sistem CompuGauge pentru analiza caracteristicilor de performanta ale RI
V. Măsuri specifice de protecţia muncii
VI. Executia de lucrari individuale
5/17/2018 Curs AMC - Aparatura de Masura Si Control - slidepdf.com
http://slidepdf.com/reader/full/curs-amc-aparatura-de-masura-si-control 3/27
3
I. Prezentarea mijloacelor de măsurare şi a modului de utilizare a acestora
− Mijloace de control şi măsurare lungimi
a. Măsuri pentru lungimi
i. Cale plan-paralele
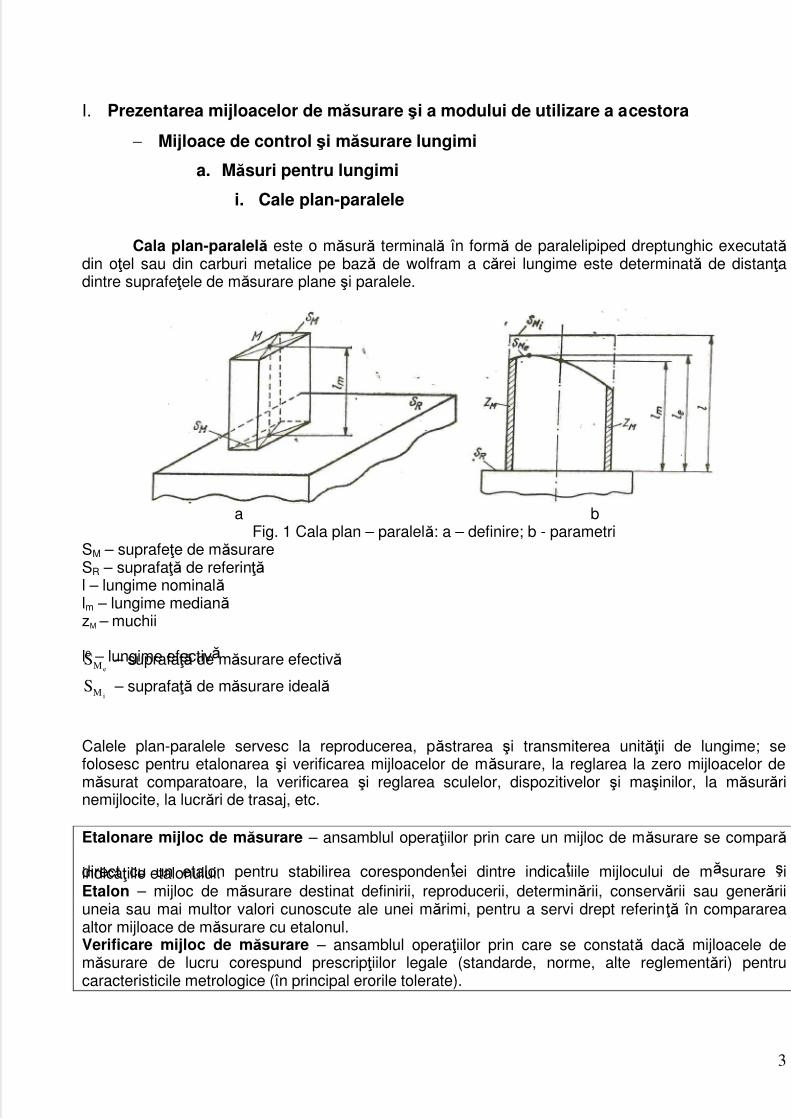
Cala plan-paralelă este o măsură terminală în formă de paralelipiped dreptunghic executată din oţel sau din carburi metalice pe bază de wolfram a cărei lungime este determinată de distanţadintre suprafeţele de măsurare plane şi paralele.
a bFig. 1 Cala plan – paralelă: a – definire; b - parametri
SM – suprafeţe de măsurareSR – suprafaţă de referinţă l – lungime nominală lm – lungime mediană zM – muchii
le – lungime efectivă eM
S – suprafaţă de măsurare efectivă
iMS – suprafaţă de măsurare ideală
Calele plan-paralele servesc la reproducerea, păstrarea şi transmiterea unităţii de lungime; sefolosesc pentru etalonarea şi verificarea mijloacelor de măsurare, la reglarea la zero mijloacelor demăsurat comparatoare, la verificarea şi reglarea sculelor, dispozitivelor şi maşinilor, la măsurărinemijlocite, la lucrări de trasaj, etc.
Etalonare mijloc de măsurare – ansamblul operaţiilor prin care un mijloc de măsurare se compară
direct cu un etalon pentru stabilirea corespondenţei dintre indicaţiile mijlocului de măsurare şiindicaţiile etalonului.Etalon – mijloc de măsurare destinat definirii, reproducerii, determinării, conservării sau generăriiuneia sau mai multor valori cunoscute ale unei mărimi, pentru a servi drept referinţă în comparareaaltor mijloace de măsurare cu etalonul.Verificare mijloc de măsurare – ansamblul operaţiilor prin care se constată dacă mijloacele demăsurare de lucru corespund prescripţiilor legale (standarde, norme, alte reglementări) pentrucaracteristicile metrologice (în principal erorile tolerate).
5/17/2018 Curs AMC - Aparatura de Masura Si Control - slidepdf.com
http://slidepdf.com/reader/full/curs-amc-aparatura-de-masura-si-control 4/27
4
Calele se livrează în truse şi clasifică în cinci clase de precizie: 00, 0, 1, 2, 3 în funcţie de abaterealimită într-un punct ( ∆l e ), de abaterea lungimii mediane ( ∆l m ), de abaterea de la paralelismulsuprafeţelor de măsurare ( ∆l p ), de abaterea de la perpendicularitatea suprafeţelor laterale ( ∆i) şi decalitatea aderării.Accesorii ale truselor de cale pentru mărirea posibilităţilor de utilizare a calelor (de ex. controluldimensiunilor exterioare şi interioare; formare dispozitiv de trasare în plan; trasarea unei piese):suport, cadru (în care se introduc calele) şi o serie de vârfuri speciale.
Formarea blocurilor de calePentru a obţine o lungime oarecare se formează un bloc de cale prin aderarea mai multor cale.Alegerea calelor se face începând cu ultima zecimală pentru a folosi un număr minim de cale.Cu cât setul de cale este mai mare cu atât numărul de cale cu care se realizează un bloc este mai miciar erorile sunt mai mici.ExempluDimensiunea blocului de cale 74,584 mmDimensiunea primei cale: 1,004 mmDiferenţa: 74, 584-1,004 = 73,580 mmDimensiunea celei de a doua cale: 1,080 mmDiferenţa: 73,580-1,080= 72,500 mm
Dimensiunea celei de a treia cale: 2,500 mmDiferenţa: 72,500-2,500=70,000 mmDimensiunea ultimei cale: 70,000 mm
ii. Lere de grosime
Lerele de grosime (numite şi calibre de interstiţii, sonde, spioni) sunt măsuri terminale cuvaloare unică în formă de lamelă flexibilă, prevăzută cu suprafeţe plan-paralele.Grosimea variază între 0,03 mm şi 1 mm.Se utilizează pentru verificarea distanţelor mici dintre două suprafeţe prelucrate.Se execută în două clase de precizie (1 şi 2).
iii. Lere pentru filete
Lerele pentru filete sunt garnituri de mai multe şabloane care servesc la verificarea respectivdeterminarea pasului filetului sau a numărului de paşi pe inci (ţol) – 25,4 mm prinsuprapunerea lerei pe filet.
b. Instrumente de măsurare cu scară gradată şi vernier
i. ubler de exterior şi interior
ublerele obişnuite se clasifică:♦ După limita superioară de măsurare: 150, 200, 300, 500, 800, 1000, 1500, 2000 mm♦ După valoarea diviziunii vernierului:
o Cu valoarea diviziunii de 0,1 mm;o Cu valoarea diviziunii de 0,05 mm;o Cu valoarea diviziunii de 0,02 mm.
După tipul de interpolator:o Cu vernier;
5/17/2018 Curs AMC - Aparatura de Masura Si Control - slidepdf.com
http://slidepdf.com/reader/full/curs-amc-aparatura-de-masura-si-control 5/27
5
o Cu cadran;o Digital.
Pentru vernier există următoarele relaţii:
icc −⋅= γ ' ;
i
cn = ; '
cnl ⋅=
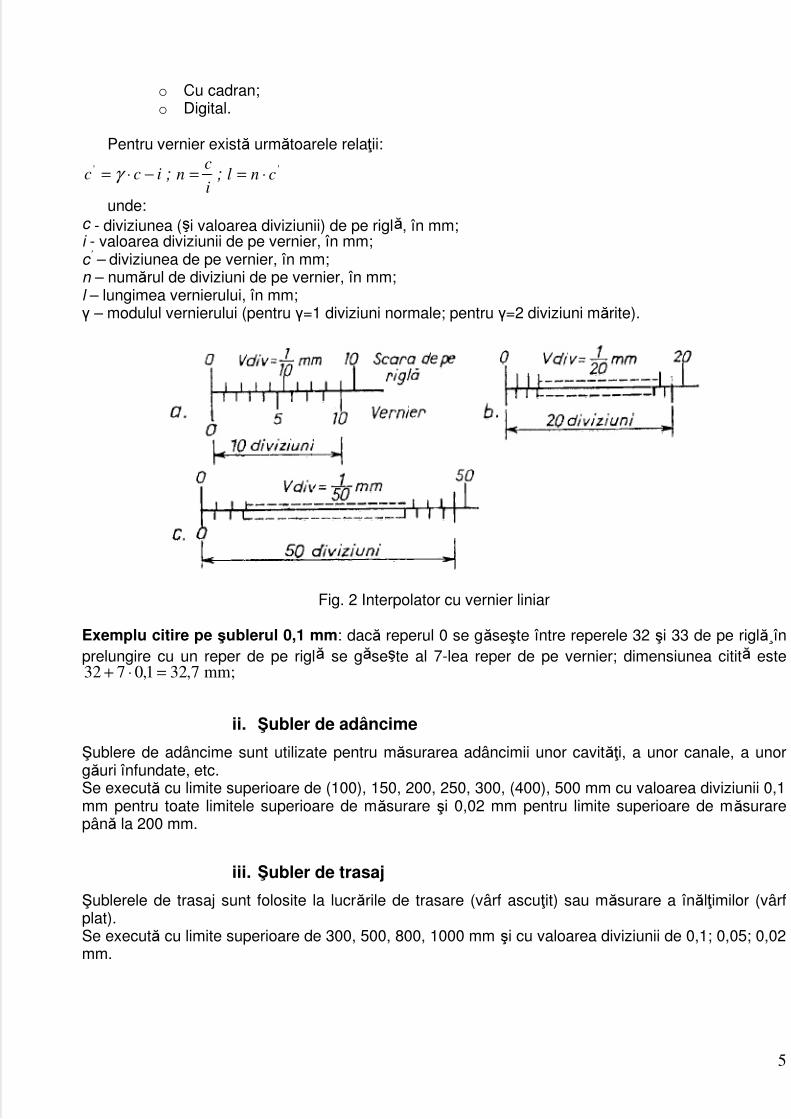
unde:c - diviziunea (şi valoarea diviziunii) de pe riglă, în mm;i - valoarea diviziunii de pe vernier, în mm;c ’ – diviziunea de pe vernier, în mm;n – numărul de diviziuni de pe vernier, în mm;l – lungimea vernierului, în mm;γ – modulul vernierului (pentru γ=1 diviziuni normale; pentru γ=2 diviziuni mărite).
Fig. 2 Interpolator cu vernier liniar
Exemplu citire pe şublerul 0,1 mm: dacă reperul 0 se găseşte între reperele 32 şi 33 de pe riglă¸înprelungire cu un reper de pe riglă se găseşte al 7-lea reper de pe vernier; dimensiunea citită este
mm;7,321,0732 =⋅+
ii. ubler de adâncime
ublere de adâncime sunt utilizate pentru măsurarea adâncimii unor cavităţi, a unor canale, a unorgăuri înfundate, etc.Se execută cu limite superioare de (100), 150, 200, 250, 300, (400), 500 mm cu valoarea diviziunii 0,1mm pentru toate limitele superioare de măsurare şi 0,02 mm pentru limite superioare de măsurarepână la 200 mm.
iii. ubler de trasaj
ublerele de trasaj sunt folosite la lucrările de trasare (vârf ascuţit) sau măsurare a înălţimilor (vârfplat).Se execută cu limite superioare de 300, 500, 800, 1000 mm şi cu valoarea diviziunii de 0,1; 0,05; 0,02mm.
5/17/2018 Curs AMC - Aparatura de Masura Si Control - slidepdf.com
http://slidepdf.com/reader/full/curs-amc-aparatura-de-masura-si-control 6/27
6
c. Aparate micrometrice
i. Micrometru de exterior
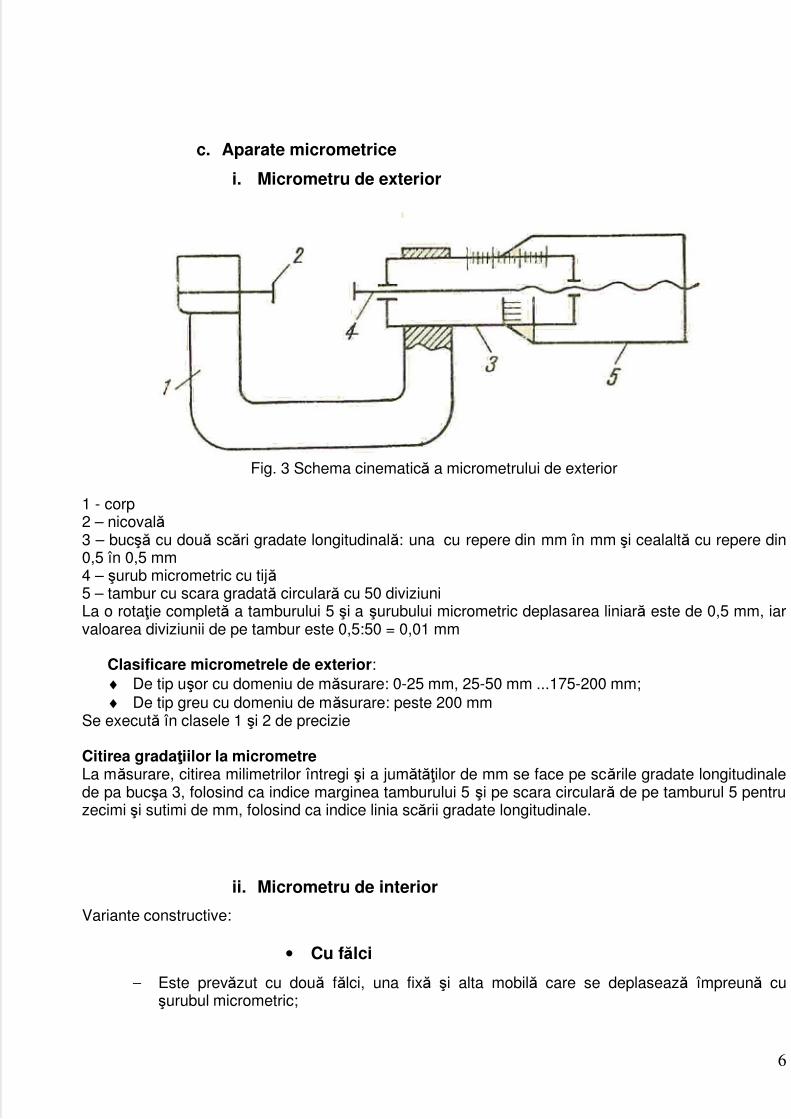
Fig. 3 Schema cinematică a micrometrului de exterior
1 - corp2 – nicovală 3 – bucşă cu două scări gradate longitudinală: una cu repere din mm în mm şi cealaltă cu repere din0,5 în 0,5 mm4 – şurub micrometric cu tijă 5 – tambur cu scara gradată circulară cu 50 diviziuniLa o rotaţie completă a tamburului 5 şi a şurubului micrometric deplasarea liniară este de 0,5 mm, iarvaloarea diviziunii de pe tambur este 0,5:50 = 0,01 mm
Clasificare micrometrele de exterior:♦ De tip uşor cu domeniu de măsurare: 0-25 mm, 25-50 mm ...175-200 mm;♦ De tip greu cu domeniu de măsurare: peste 200 mm
Se execută în clasele 1 şi 2 de precizie
Citirea gradaţiilor la micrometreLa măsurare, citirea milimetrilor întregi şi a jumătăţilor de mm se face pe scările gradate longitudinalede pa bucşa 3, folosind ca indice marginea tamburului 5 şi pe scara circulară de pe tamburul 5 pentruzecimi şi sutimi de mm, folosind ca indice linia scării gradate longitudinale.
ii. Micrometru de interior
Variante constructive:
• Cu fălci
− Este prevăzut cu două fălci, una fixă şi alta mobilă care se deplasează împreună cuşurubul micrometric;
5/17/2018 Curs AMC - Aparatura de Masura Si Control - slidepdf.com
http://slidepdf.com/reader/full/curs-amc-aparatura-de-masura-si-control 7/27
7
− Fălcile au dimensiunea de 5 mm pentru limitele de măsurare de 5 – 30 mm şi de 10 mmpentru limitele de măsurare de 25 – 50 şi 30 – 55 mm;
− Se execută în două clase de precizie.
• Cu bacuri autocentrante
− Are 3 bacuri autocentrante dispuse la 1200 care se deplasează radial la rotirea axuluimicrometrului;
− Se execută în set de cinci micrometre, cuprinzând un domeniu de măsurare 6 – 1000 mm,cu valoarea diviziunii de 0,001 mm
iii. Micrometru de adâncime
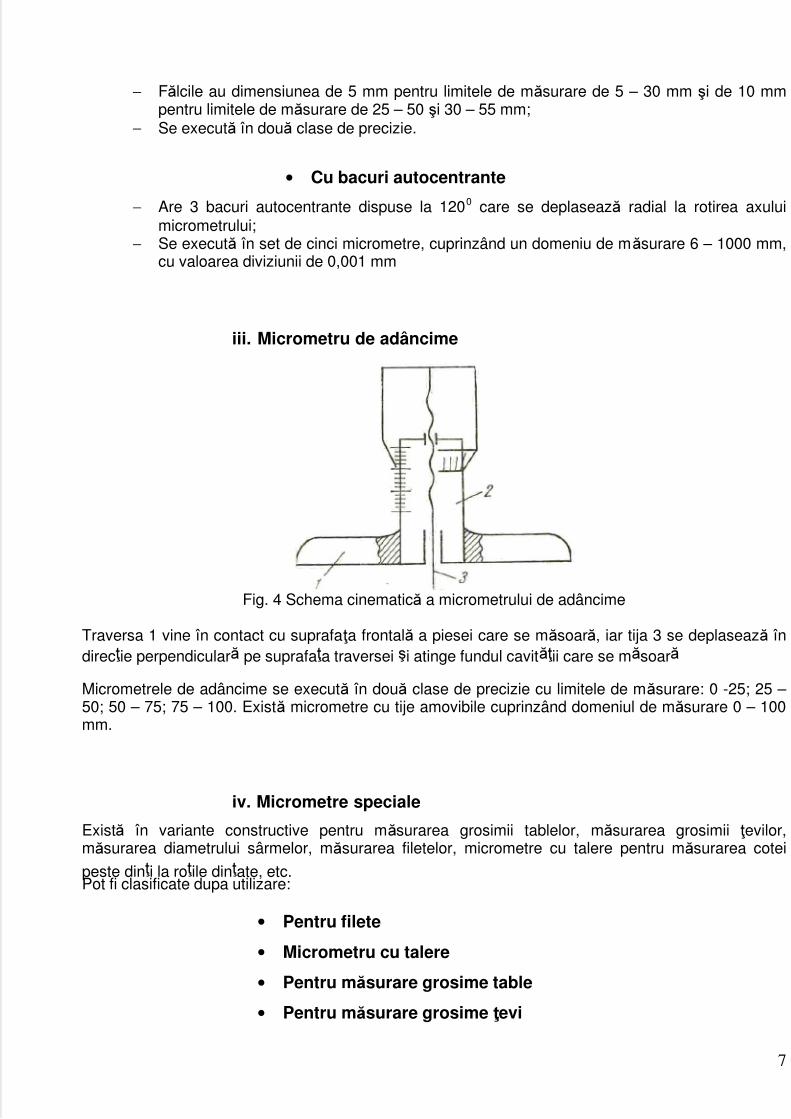
Fig. 4 Schema cinematică a micrometrului de adâncime
Traversa 1 vine în contact cu suprafaţa frontală a piesei care se măsoară, iar tija 3 se deplasează îndirecţie perpendiculară pe suprafaţa traversei şi atinge fundul cavităţii care se măsoară
Micrometrele de adâncime se execută în două clase de precizie cu limitele de măsurare: 0 -25; 25 –50; 50 – 75; 75 – 100. Există micrometre cu tije amovibile cuprinzând domeniul de măsurare 0 – 100mm.
iv. Micrometre speciale
Există în variante constructive pentru măsurarea grosimii tablelor, măsurarea grosimii ţevilor,măsurarea diametrului sârmelor, măsurarea filetelor, micrometre cu talere pentru măsurarea cotei
peste dinţi la roţile dinţate, etc.Pot fi clasificate dupa utilizare:
• Pentru filete
• Micrometru cu talere
• Pentru măsurare grosime table
• Pentru măsurare grosime ţ evi
5/17/2018 Curs AMC - Aparatura de Masura Si Control - slidepdf.com
http://slidepdf.com/reader/full/curs-amc-aparatura-de-masura-si-control 8/27
8
• Pentru sârme
a. Aparate comparatoare mecanice
i. Aparate comparatoare mecanice cu cremalieră şi roţ i dinţ ate
Comparatoarele sunt utilizate pentru determinarea abaterii efective a dimensiunii măsurate,abaterilor de formă geometrică şi de poziţie a suprafeţelor. De aceea ele trebuie să fie reglate la zero,cu ajutorul unei cale plan – paralele sau al unui bloc de cale.
În afară de măsurarea abaterilor efective, comparatoarele cu cadran se pot utiliza şi lamăsurători absolute ale unor dimensiuni mici sau ale unor deformaţii care nu depăşesc limita demăsurare pe scara gradată.
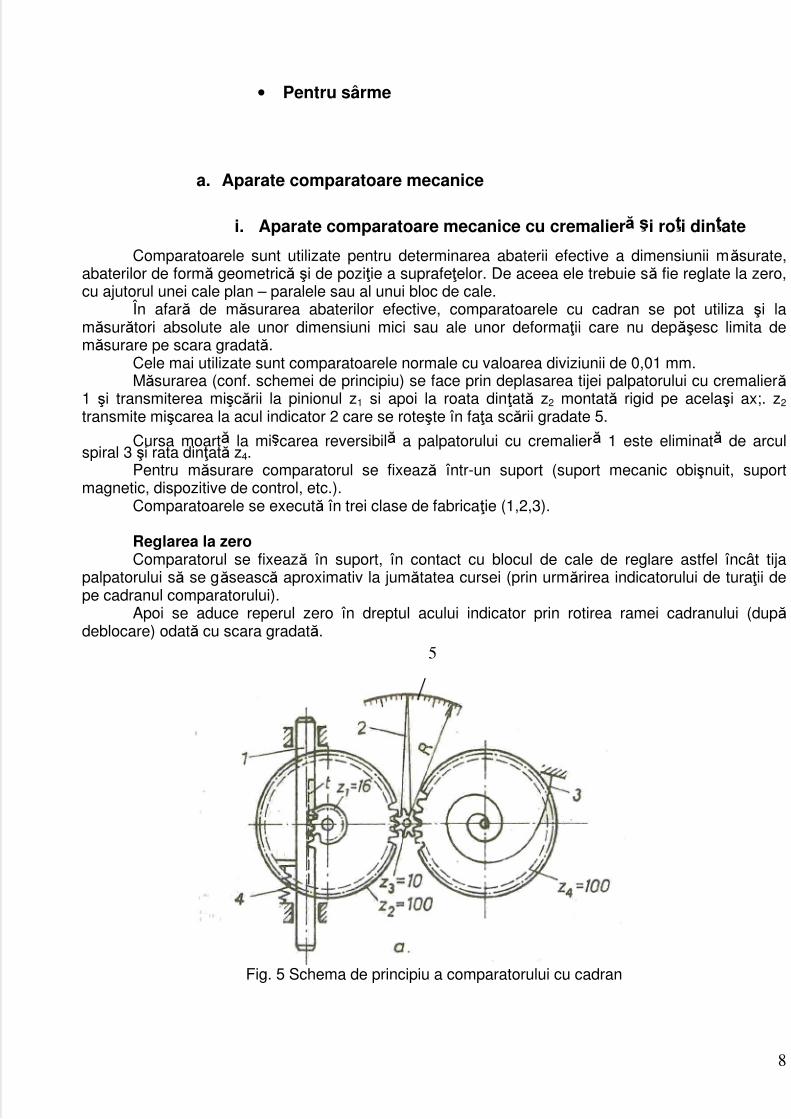
Cele mai utilizate sunt comparatoarele normale cu valoarea diviziunii de 0,01 mm.Măsurarea (conf. schemei de principiu) se face prin deplasarea tijei palpatorului cu cremalieră
1 şi transmiterea mişcării la pinionul z1 si apoi la roata dinţată z2 montată rigid pe acelaşi ax;. z2
transmite mişcarea la acul indicator 2 care se roteşte în faţa scării gradate 5.
Cursa moartă la mişcarea reversibilă a palpatorului cu cremalieră 1 este eliminată de arculspiral 3 şi rata dinţată z4.
Pentru măsurare comparatorul se fixează într-un suport (suport mecanic obişnuit, suportmagnetic, dispozitive de control, etc.).
Comparatoarele se execută în trei clase de fabricaţie (1,2,3).
Reglarea la zero Comparatorul se fixează în suport, în contact cu blocul de cale de reglare astfel încât tija
palpatorului să se găsească aproximativ la jumătatea cursei (prin urmărirea indicatorului de turaţii depe cadranul comparatorului).
Apoi se aduce reperul zero în dreptul acului indicator prin rotirea ramei cadranului (după deblocare) odată cu scara gradată.
Fig. 5 Schema de principiu a comparatorului cu cadran
5
5/17/2018 Curs AMC - Aparatura de Masura Si Control - slidepdf.com
http://slidepdf.com/reader/full/curs-amc-aparatura-de-masura-si-control 9/27
9
• Comparatoare cu cadran circular
• Comparatoare de interior
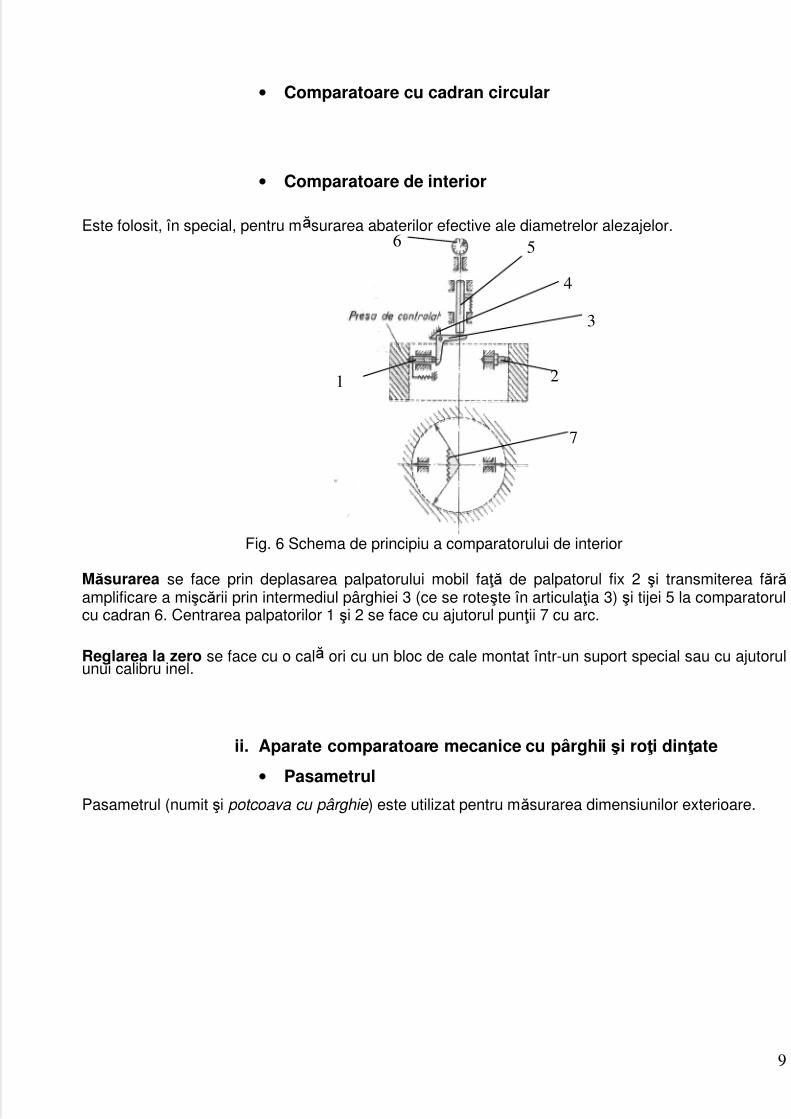
Este folosit, în special, pentru măsurarea abaterilor efective ale diametrelor alezajelor.
Fig. 6 Schema de principiu a comparatorului de interior
Măsurarea se face prin deplasarea palpatorului mobil faţă de palpatorul fix 2 şi transmiterea fără amplificare a mişcării prin intermediul pârghiei 3 (ce se roteşte în articulaţia 3) şi tijei 5 la comparatorulcu cadran 6. Centrarea palpatorilor 1 şi 2 se face cu ajutorul punţii 7 cu arc.
Reglarea la zero se face cu o cală ori cu un bloc de cale montat într-un suport special sau cu ajutorulunui calibru inel.
ii. Aparate comparatoare mecanice cu pârghii şi roţ i dinţ ate
• Pasametrul
Pasametrul (numit şi potcoava cu pârghie ) este utilizat pentru măsurarea dimensiunilor exterioare.
21
3
4
56
7
5/17/2018 Curs AMC - Aparatura de Masura Si Control - slidepdf.com
http://slidepdf.com/reader/full/curs-amc-aparatura-de-masura-si-control 10/27
10
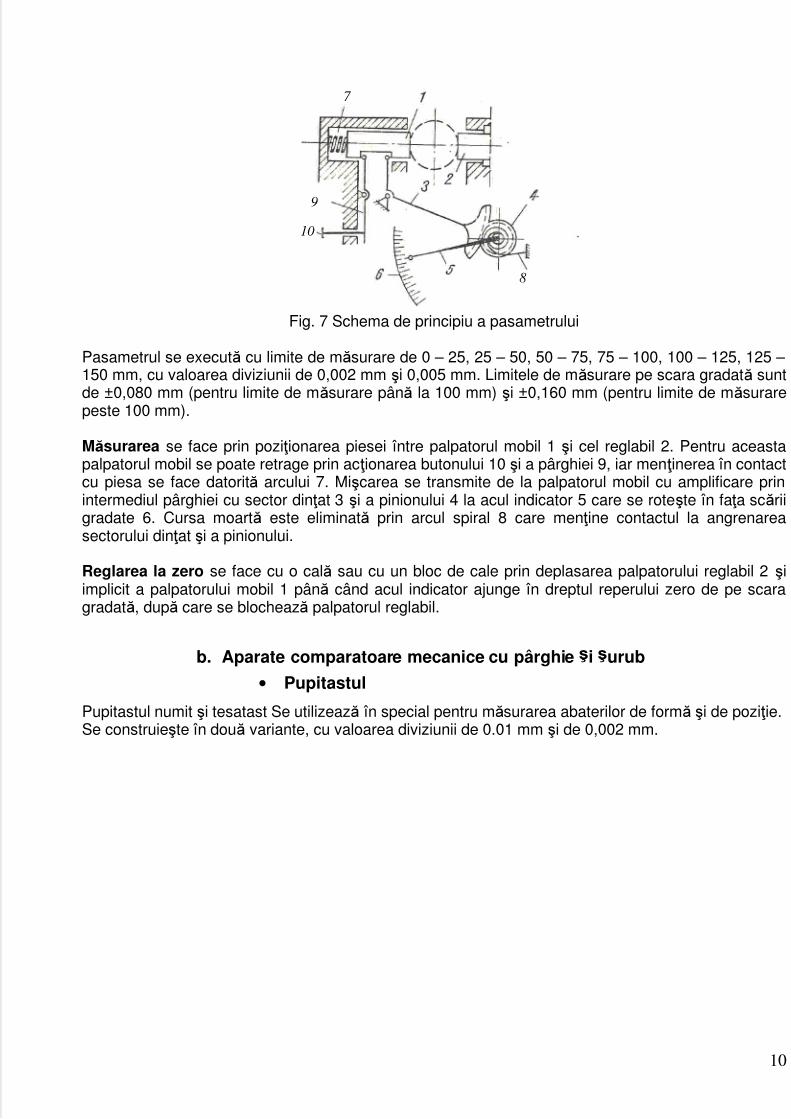
Fig. 7 Schema de principiu a pasametrului
Pasametrul se execută cu limite de măsurare de 0 – 25, 25 – 50, 50 – 75, 75 – 100, 100 – 125, 125 –150 mm, cu valoarea diviziunii de 0,002 mm şi 0,005 mm. Limitele de măsurare pe scara gradată suntde ±0,080 mm (pentru limite de măsurare până la 100 mm) şi ±0,160 mm (pentru limite de măsurarepeste 100 mm).
Măsurarea se face prin poziţionarea piesei între palpatorul mobil 1 şi cel reglabil 2. Pentru aceastapalpatorul mobil se poate retrage prin acţionarea butonului 10 şi a pârghiei 9, iar menţinerea în contactcu piesa se face datorită arcului 7. Mişcarea se transmite de la palpatorul mobil cu amplificare prinintermediul pârghiei cu sector dinţat 3 şi a pinionului 4 la acul indicator 5 care se roteşte în faţa scăriigradate 6. Cursa moartă este eliminată prin arcul spiral 8 care menţine contactul la angrenareasectorului dinţat şi a pinionului.
Reglarea la zero se face cu o cală sau cu un bloc de cale prin deplasarea palpatorului reglabil 2 şiimplicit a palpatorului mobil 1 până când acul indicator ajunge în dreptul reperului zero de pe scaragradată, după care se blochează palpatorul reglabil.
b. Aparate comparatoare mecanice cu pârghie şi şurub
• Pupitastul
Pupitastul numit şi tesatast Se utilizează în special pentru măsurarea abaterilor de formă şi de poziţie.Se construieşte în două variante, cu valoarea diviziunii de 0.01 mm şi de 0,002 mm.
9
7
10
8
5/17/2018 Curs AMC - Aparatura de Masura Si Control - slidepdf.com
http://slidepdf.com/reader/full/curs-amc-aparatura-de-masura-si-control 11/27
11
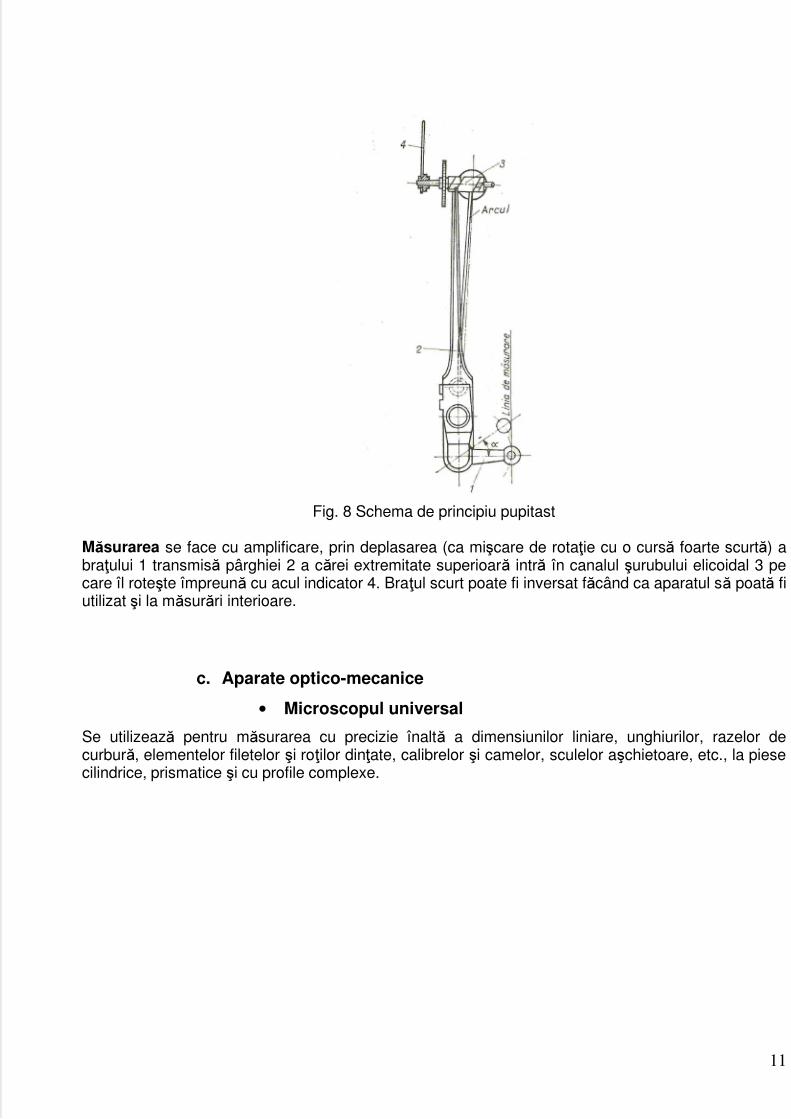
Fig. 8 Schema de principiu pupitast
Măsurarea se face cu amplificare, prin deplasarea (ca mişcare de rotaţie cu o cursă foarte scurtă) abraţului 1 transmisă pârghiei 2 a cărei extremitate superioară intră în canalul şurubului elicoidal 3 pecare îl roteşte împreună cu acul indicator 4. Braţul scurt poate fi inversat făcând ca aparatul să poată fiutilizat şi la măsurări interioare.
c. Aparate optico-mecanice
• Microscopul universal
Se utilizează pentru măsurarea cu precizie înaltă a dimensiunilor liniare, unghiurilor, razelor decurbură, elementelor filetelor şi roţilor dinţate, calibrelor şi camelor, sculelor aşchietoare, etc., la piesecilindrice, prismatice şi cu profile complexe.
5/17/2018 Curs AMC - Aparatura de Masura Si Control - slidepdf.com
http://slidepdf.com/reader/full/curs-amc-aparatura-de-masura-si-control 12/27
12
Fig. 9 Schema constructivă a microscopului universal
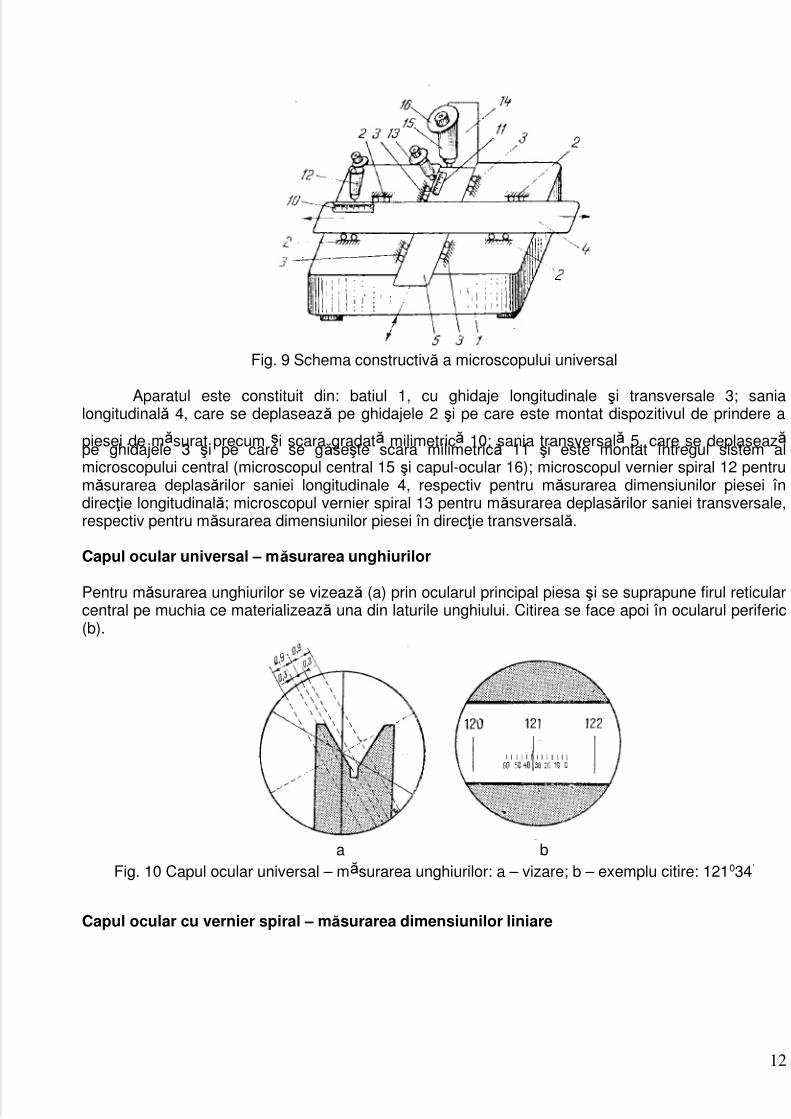
Aparatul este constituit din: batiul 1, cu ghidaje longitudinale şi transversale 3; sanialongitudinală 4, care se deplasează pe ghidajele 2 şi pe care este montat dispozitivul de prindere a
piesei de măsurat precum şi scara gradată milimetrică 10; sania transversală 5, care se deplasează pe ghidajele 3 şi pe care se găseşte scara milimetrică 11 şi este montat întregul sistem almicroscopului central (microscopul central 15 şi capul-ocular 16); microscopul vernier spiral 12 pentrumăsurarea deplasărilor saniei longitudinale 4, respectiv pentru măsurarea dimensiunilor piesei îndirecţie longitudinală; microscopul vernier spiral 13 pentru măsurarea deplasărilor saniei transversale,respectiv pentru măsurarea dimensiunilor piesei în direcţie transversală.
Capul ocular universal – măsurarea unghiurilor
Pentru măsurarea unghiurilor se vizează (a) prin ocularul principal piesa şi se suprapune firul reticularcentral pe muchia ce materializează una din laturile unghiului. Citirea se face apoi în ocularul periferic(b).
a bFig. 10 Capul ocular universal – măsurarea unghiurilor: a – vizare; b – exemplu citire: 121034’
Capul ocular cu vernier spiral – măsurarea dimensiunilor liniare
5/17/2018 Curs AMC - Aparatura de Masura Si Control - slidepdf.com
http://slidepdf.com/reader/full/curs-amc-aparatura-de-masura-si-control 13/27
13
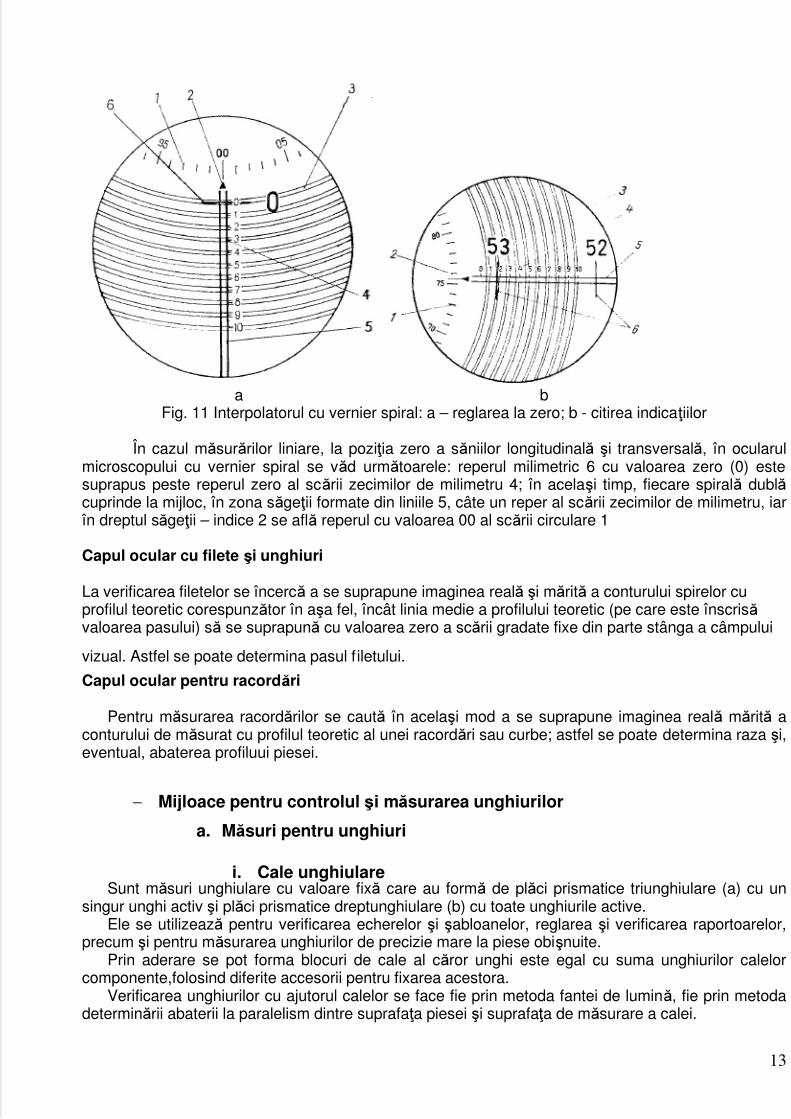
a bFig. 11 Interpolatorul cu vernier spiral: a – reglarea la zero; b - citirea indicaţiilor
În cazul măsurărilor liniare, la poziţia zero a săniilor longitudinală şi transversală, în ocularulmicroscopului cu vernier spiral se văd următoarele: reperul milimetric 6 cu valoarea zero (0) estesuprapus peste reperul zero al scării zecimilor de milimetru 4; în acelaşi timp, fiecare spirală dublă cuprinde la mijloc, în zona săgeţii formate din liniile 5, câte un reper al scării zecimilor de milimetru, iar
în dreptul săgeţii – indice 2 se află reperul cu valoarea 00 al scării circulare 1
Capul ocular cu filete şi unghiuri
La verificarea filetelor se încercă a se suprapune imaginea reală şi mărită a conturului spirelor cuprofilul teoretic corespunzător în aşa fel, încât linia medie a profilului teoretic (pe care este înscrisă valoarea pasului) să se suprapună cu valoarea zero a scării gradate fixe din parte stânga a câmpului
vizual. Astfel se poate determina pasul filetului.
Capul ocular pentru racordări
Pentru măsurarea racordărilor se caută în acelaşi mod a se suprapune imaginea reală mărită aconturului de măsurat cu profilul teoretic al unei racordări sau curbe; astfel se poate determina raza şi,eventual, abaterea profiluui piesei.
− Mijloace pentru controlul şi măsurarea unghiurilor
a. Măsuri pentru unghiuri
i. Cale unghiulareSunt măsuri unghiulare cu valoare fixă care au formă de plăci prismatice triunghiulare (a) cu un
singur unghi activ şi plăci prismatice dreptunghiulare (b) cu toate unghiurile active.Ele se utilizează pentru verificarea echerelor şi şabloanelor, reglarea şi verificarea raportoarelor,
precum şi pentru măsurarea unghiurilor de precizie mare la piese obişnuite.Prin aderare se pot forma blocuri de cale al căror unghi este egal cu suma unghiurilor calelor
componente,folosind diferite accesorii pentru fixarea acestora.Verificarea unghiurilor cu ajutorul calelor se face fie prin metoda fantei de lumină, fie prin metoda
determinării abaterii la paralelism dintre suprafaţa piesei şi suprafaţa de măsurare a calei.
5/17/2018 Curs AMC - Aparatura de Masura Si Control - slidepdf.com
http://slidepdf.com/reader/full/curs-amc-aparatura-de-masura-si-control 14/27
14
Calele unghiulare se execută în două clase de precizie, şi se livrează în truse cu diferite valori aleunghiurilor active până la 790.
ii. Echere (vincluri)
Sunt mijloace utilizate la măsurarea, verificarea şi trasarea unghiurilor exterioare şi interioare.Ele au două unghiuri active (interior şi exterior) de 450, 600, 900, 1200.
Cele mai des folosite sunt echerele cu unghiuri active de 90 0, care se execută în patru clase deprecizie şi în patru tipuri constructive: normale, simple şi cu talpă; profilate; pentru suprafeţe plane; cubază lată.
b. Aparate de măsurat unghiuri
iii. Raportorul mecanic cu vernier
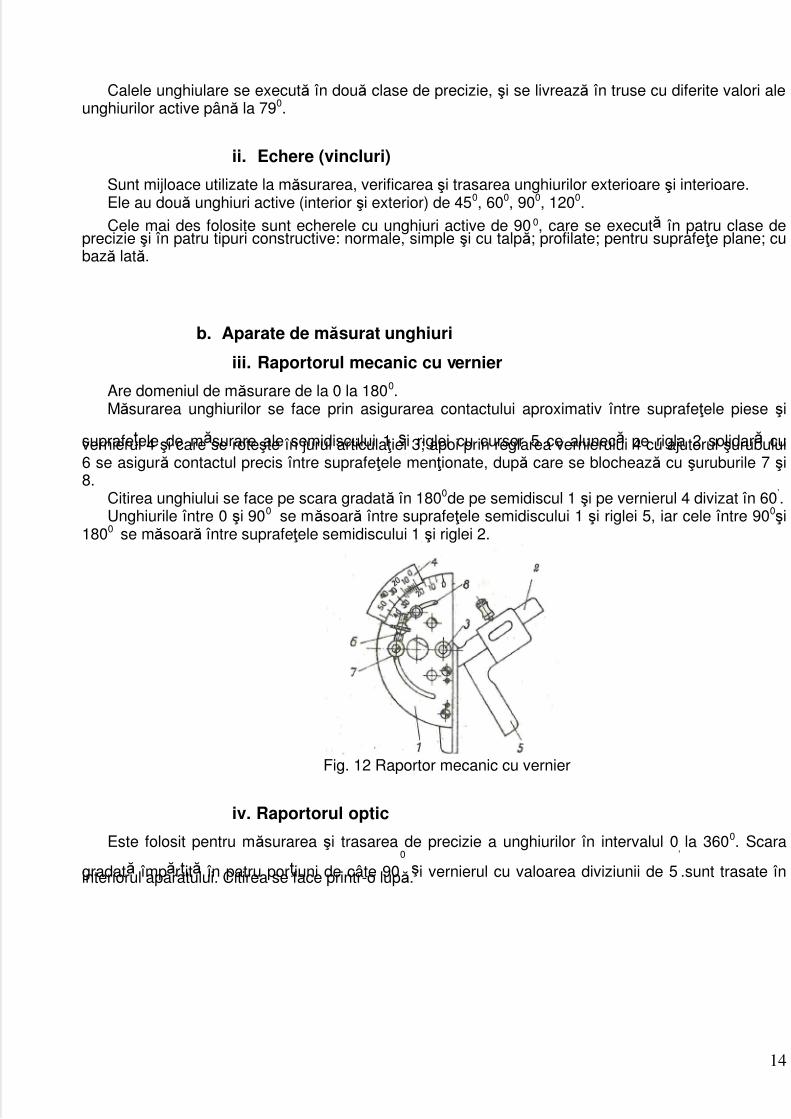
Are domeniul de măsurare de la 0 la 1800.Măsurarea unghiurilor se face prin asigurarea contactului aproximativ între suprafeţele piese şi
suprafeţele de măsurare ale semidiscului 1 şi riglei cu cursor 5 ce alunecă pe rigla 2 solidară cuvernierul 4 şi care se roteşte în jurul articulaţiei 3; apoi prin reglarea vernierului 4 cu ajutorul şurubului6 se asigură contactul precis între suprafeţele menţionate, după care se blochează cu şuruburile 7 şi8.
Citirea unghiului se face pe scara gradată în 1800de pe semidiscul 1 şi pe vernierul 4 divizat în 60’.Unghiurile între 0 şi 900 se măsoară între suprafeţele semidiscului 1 şi riglei 5, iar cele între 900şi
1800 se măsoară între suprafeţele semidiscului 1 şi riglei 2.
Fig. 12 Raportor mecanic cu vernier
iv. Raportorul optic
Este folosit pentru măsurarea şi trasarea de precizie a unghiurilor în intervalul 0 la 3600. Scara
gradată împărţită în patru porţiuni de câte 900
şi vernierul cu valoarea diviziunii de 5’
.sunt trasate îninteriorul aparatului. Citirea se face printr-o lupă.
5/17/2018 Curs AMC - Aparatura de Masura Si Control - slidepdf.com
http://slidepdf.com/reader/full/curs-amc-aparatura-de-masura-si-control 15/27
15
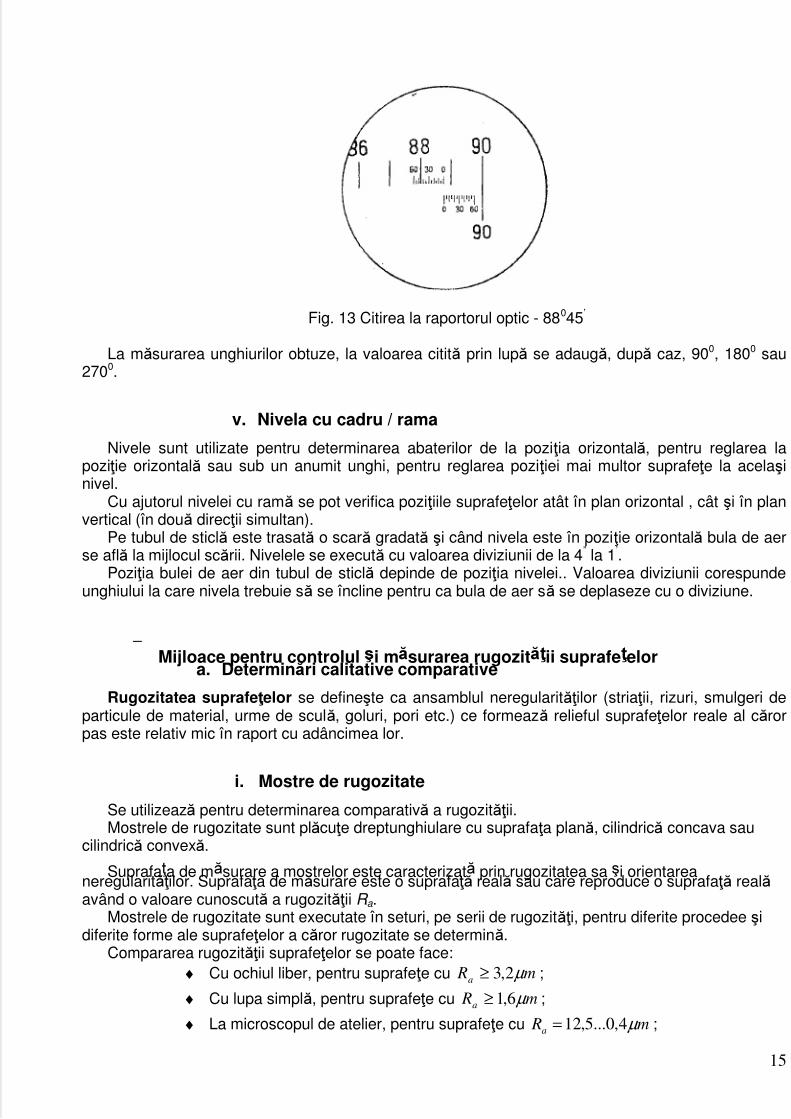
Fig. 13 Citirea la raportorul optic - 88045’
La măsurarea unghiurilor obtuze, la valoarea citită prin lupă se adaugă, după caz, 900, 1800 sau2700.
v. Nivela cu cadru / rama
Nivele sunt utilizate pentru determinarea abaterilor de la poziţia orizontală, pentru reglarea lapoziţie orizontală sau sub un anumit unghi, pentru reglarea poziţiei mai multor suprafeţe la acelaşinivel.
Cu ajutorul nivelei cu ramă se pot verifica poziţiile suprafeţelor atât în plan orizontal , cât şi în planvertical (în două direcţii simultan).
Pe tubul de sticlă este trasată o scară gradată şi când nivela este în poziţie orizontală bula de aerse află la mijlocul scării. Nivelele se execută cu valoarea diviziunii de la 4” la 1’.
Poziţia bulei de aer din tubul de sticlă depinde de poziţia nivelei.. Valoarea diviziunii corespundeunghiului la care nivela trebuie să se încline pentru ca bula de aer să se deplaseze cu o diviziune.
−
Mijloace pentru controlul şi măsurarea rugozităţ ii suprafeţ elora. Determinări calitative comparative
Rugozitatea suprafeţelor se defineşte ca ansamblul neregularităţilor (striaţii, rizuri, smulgeri departicule de material, urme de sculă, goluri, pori etc.) ce formează relieful suprafeţelor reale al cărorpas este relativ mic în raport cu adâncimea lor.
i. Mostre de rugozitate
Se utilizează pentru determinarea comparativă a rugozităţii.Mostrele de rugozitate sunt plăcuţe dreptunghiulare cu suprafaţa plană, cilindrică concava sau
cilindrică convexă.
Suprafaţa de măsurare a mostrelor este caracterizată prin rugozitatea sa şi orientareaneregularităţilor. Suprafaţa de măsurare este o suprafaţă reală sau care reproduce o suprafaţă reală având o valoare cunoscută a rugozităţii R a .
Mostrele de rugozitate sunt executate în seturi, pe serii de rugozităţi, pentru diferite procedee şidiferite forme ale suprafeţelor a căror rugozitate se determină.
Compararea rugozităţii suprafeţelor se poate face:♦ Cu ochiul liber, pentru suprafeţe cu m R
aµ 2,3≥ ;
♦ Cu lupa simplă, pentru suprafeţe cu m Ra
µ 6,1≥ ;
♦ La microscopul de atelier, pentru suprafeţe cu m Ra
µ 4,0...5,12= ;
5/17/2018 Curs AMC - Aparatura de Masura Si Control - slidepdf.com
http://slidepdf.com/reader/full/curs-amc-aparatura-de-masura-si-control 16/27
16
♦ La microscopul comparator, pentru suprafeţe cu m Ra
µ 1,0...5,12= .
b. Determinări cantitative absolute
i. Rugozimetrul cu palpare
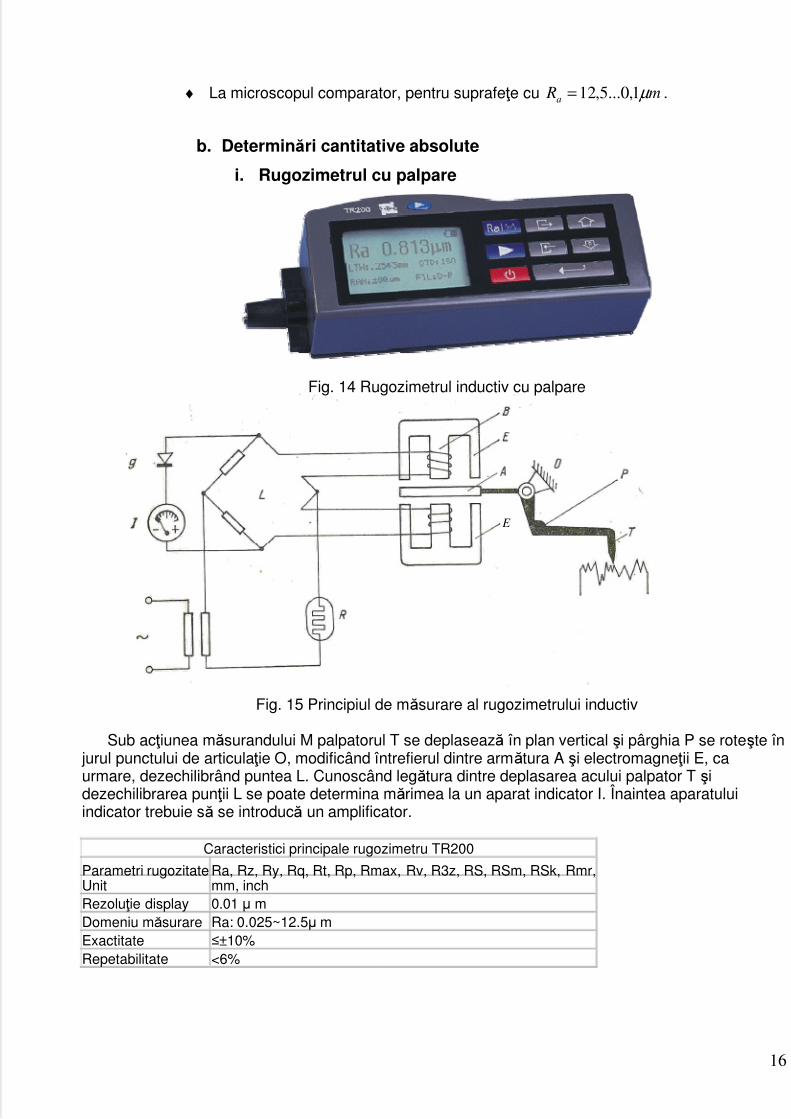
Fig. 14 Rugozimetrul inductiv cu palpare
Fig. 15 Principiul de măsurare al rugozimetrului inductiv
Sub acţiunea măsurandului M palpatorul T se deplasează în plan vertical şi pârghia P se roteşte în jurul punctului de articulaţie O, modificând întrefierul dintre armătura A şi electromagneţii E, caurmare, dezechilibrând puntea L. Cunoscând legătura dintre deplasarea acului palpator T şidezechilibrarea punţii L se poate determina mărimea la un aparat indicator I. Înaintea aparatuluiindicator trebuie să se introducă un amplificator.
Caracteristici principale rugozimetru TR200 Parametri rugozitate Ra, Rz, Ry, Rq, Rt, Rp, Rmax, Rv, R3z, RS, RSm, RSk, Rmr, Unit mm, inch Rezoluţie display 0.01 µ m Domeniu măsurare Ra: 0.025~12.5µ m Exactitate ≤±10% Repetabilitate <6%
E
5/17/2018 Curs AMC - Aparatura de Masura Si Control - slidepdf.com
http://slidepdf.com/reader/full/curs-amc-aparatura-de-masura-si-control 17/27
17
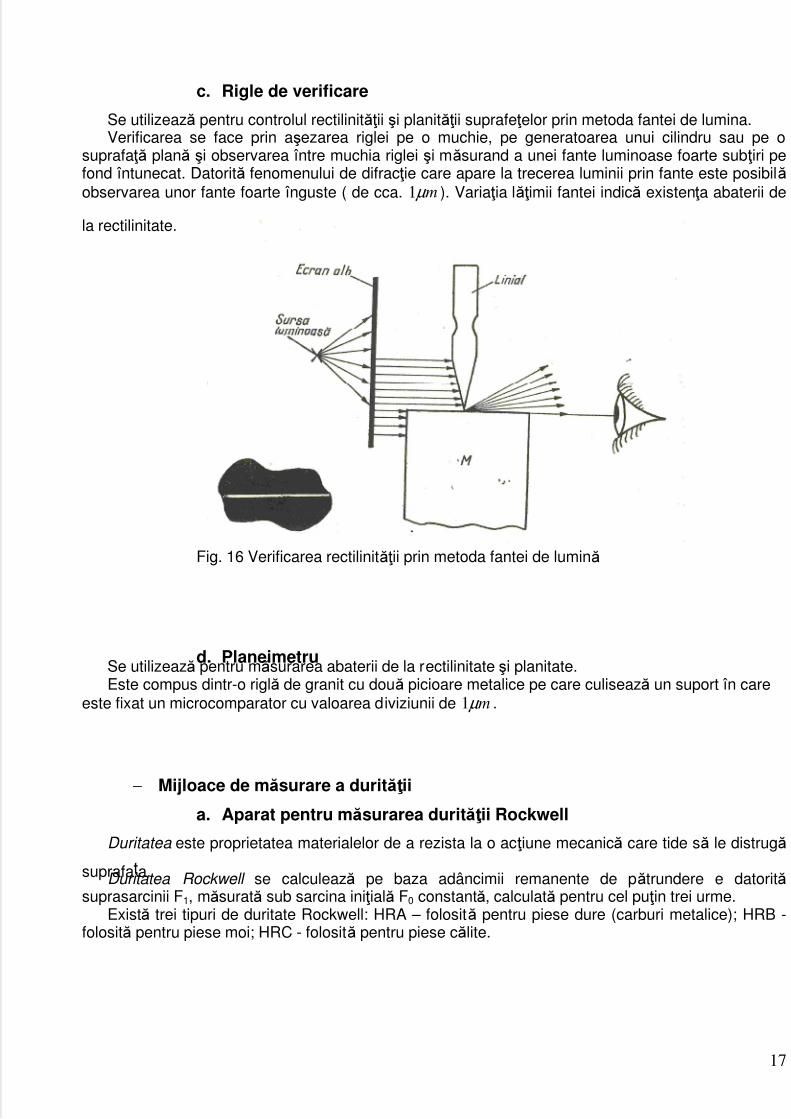
c. Rigle de verificare
Se utilizează pentru controlul rectilinităţii şi planităţii suprafeţelor prin metoda fantei de lumina.Verificarea se face prin aşezarea riglei pe o muchie, pe generatoarea unui cilindru sau pe o
suprafaţă plană şi observarea între muchia riglei şi măsurand a unei fante luminoase foarte subţiri pefond întunecat. Datorită fenomenului de difracţie care apare la trecerea luminii prin fante este posibilă observarea unor fante foarte înguste ( de cca. m µ 1 ). Variaţia lăţimii fantei indică existenţa abaterii de
la rectilinitate.
Fig. 16 Verificarea rectilinităţii prin metoda fantei de lumină
d. PlaneimetruSe utilizează pentru măsurarea abaterii de la rectilinitate şi planitate.Este compus dintr-o riglă de granit cu două picioare metalice pe care culisează un suport în care
este fixat un microcomparator cu valoarea diviziunii de m µ 1 .
− Mijloace de măsurare a durităţ ii
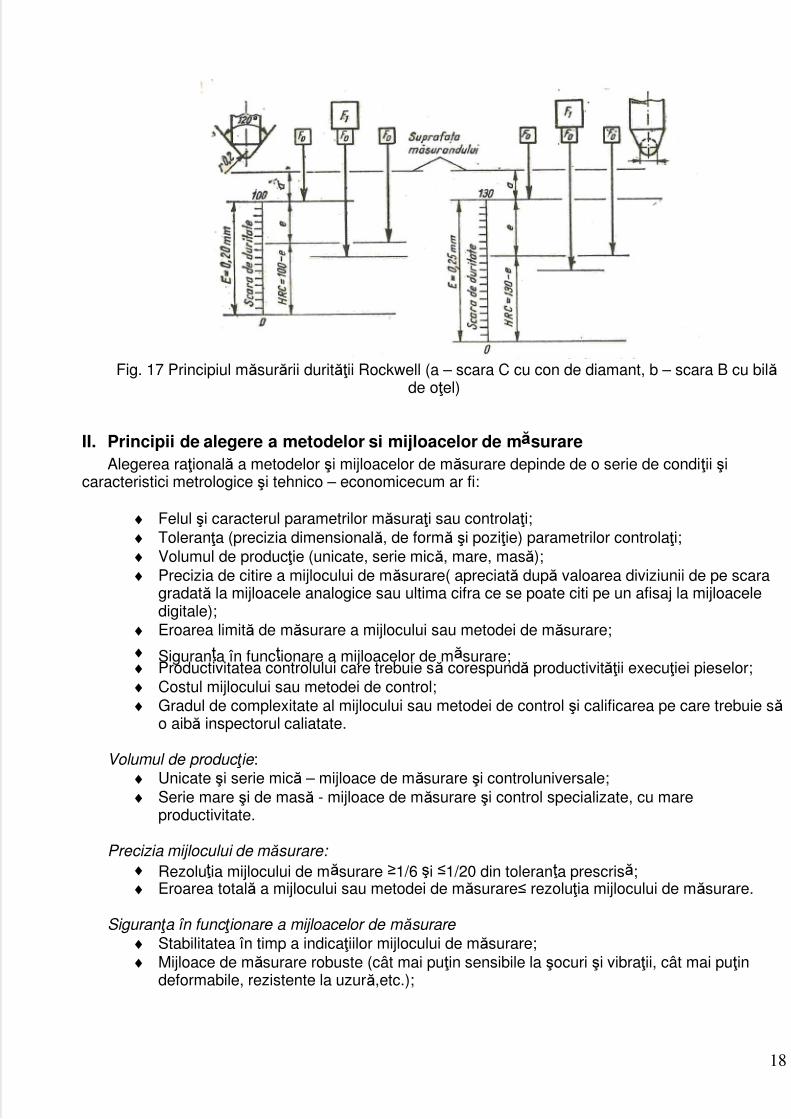
a. Aparat pentru măsurarea durităţ ii Rockwell
Duritatea este proprietatea materialelor de a rezista la o acţiune mecanică care tide să le distrugă
suprafaţa.Duritatea Rockwell se calculează pe baza adâncimii remanente de pătrundere e datorită suprasarcinii F1, măsurată sub sarcina iniţială F0 constantă, calculată pentru cel puţin trei urme.
Există trei tipuri de duritate Rockwell: HRA – folosită pentru piese dure (carburi metalice); HRB -folosită pentru piese moi; HRC - folosită pentru piese călite.
5/17/2018 Curs AMC - Aparatura de Masura Si Control - slidepdf.com
http://slidepdf.com/reader/full/curs-amc-aparatura-de-masura-si-control 18/27
18
Fig. 17 Principiul măsurării durităţii Rockwell (a – scara C cu con de diamant, b – scara B cu bilă de oţel)
II. Principii de alegere a metodelor si mijloacelor de măsurareAlegerea raţională a metodelor şi mijloacelor de măsurare depinde de o serie de condiţii şi
caracteristici metrologice şi tehnico – economicecum ar fi:
♦ Felul şi caracterul parametrilor măsuraţi sau controlaţi;♦ Toleranţa (precizia dimensională, de formă şi poziţie) parametrilor controlaţi;♦ Volumul de producţie (unicate, serie mică, mare, masă);♦ Precizia de citire a mijlocului de măsurare( apreciată după valoarea diviziunii de pe scara
gradată la mijloacele analogice sau ultima cifra ce se poate citi pe un afisaj la mijloaceledigitale);
♦ Eroarea limită de măsurare a mijlocului sau metodei de măsurare;♦ Siguranţa în funcţionare a mijloacelor de măsurare;♦ Productivitatea controlului care trebuie să corespundă productivităţii execuţiei pieselor;♦ Costul mijlocului sau metodei de control;♦ Gradul de complexitate al mijlocului sau metodei de control şi calificarea pe care trebuie să
o aibă inspectorul caliatate.
Volumul de produc ţ ie :♦ Unicate şi serie mică – mijloace de măsurare şi controluniversale;♦ Serie mare şi de masă - mijloace de măsurare şi control specializate, cu mare
productivitate.
Precizia mijlocului de m ăsurare: ♦ Rezoluţia mijlocului de măsurare ≥1/6 şi ≤1/20 din toleranţa prescrisă;♦ Eroarea totală a mijlocului sau metodei de măsurare≤ rezoluţia mijlocului de măsurare.
Siguran ţ a în func ţ ionare a mijloacelor de m ăsurare ♦ Stabilitatea în timp a indicaţiilor mijlocului de măsurare;♦ Mijloace de măsurare robuste (cât mai puţin sensibile la şocuri şi vibraţii, cât mai puţin
deformabile, rezistente la uzură,etc.);
5/17/2018 Curs AMC - Aparatura de Masura Si Control - slidepdf.com
http://slidepdf.com/reader/full/curs-amc-aparatura-de-masura-si-control 19/27
19
Costurl mijlocului sau metodei de control ♦ Poate să fie justificat şi compensat de precizia şi productivitatea sa;♦ Când este posibil mijloacele de măsurare scumpe (microscoape, instalaţii de măsurare
complexe) trebuie să fie înlocuite cu mijloace mai ieftine, eventual prin aplicarea metodelorde control statistic;
Gradul de complexitate al mijlocului sau metodei de control
♦ Are legătură cu productivitatea, costul controlului şi calificarea inspectorului caliatate;♦ O complexitate mare a mijlocului de măsurare poate însemna o metodă simplă şi
productivă ce nu necesită o calificare mare din partea inspectorului (de ex. Instalaţiiindividuale de control individualizate şi semiautomate);
♦ În alte cazuri o complexitate mare a mijlocului sau metodei de control necesită inspectoricu înaltă calificare şi nu se justifică decât pritr-o productivitate foarte mare.
III. Verificarea şi etalonarea mijloacelor de măsurare
Verificarea unui şubler de exterior, a unui micrometru de exterior şi a unui ceas comparator, cu
ajutorul trusei de cale plan-paralele.
IV. Sistem CompuGauge pentru analiza caracteristicilor de performanta ale RI
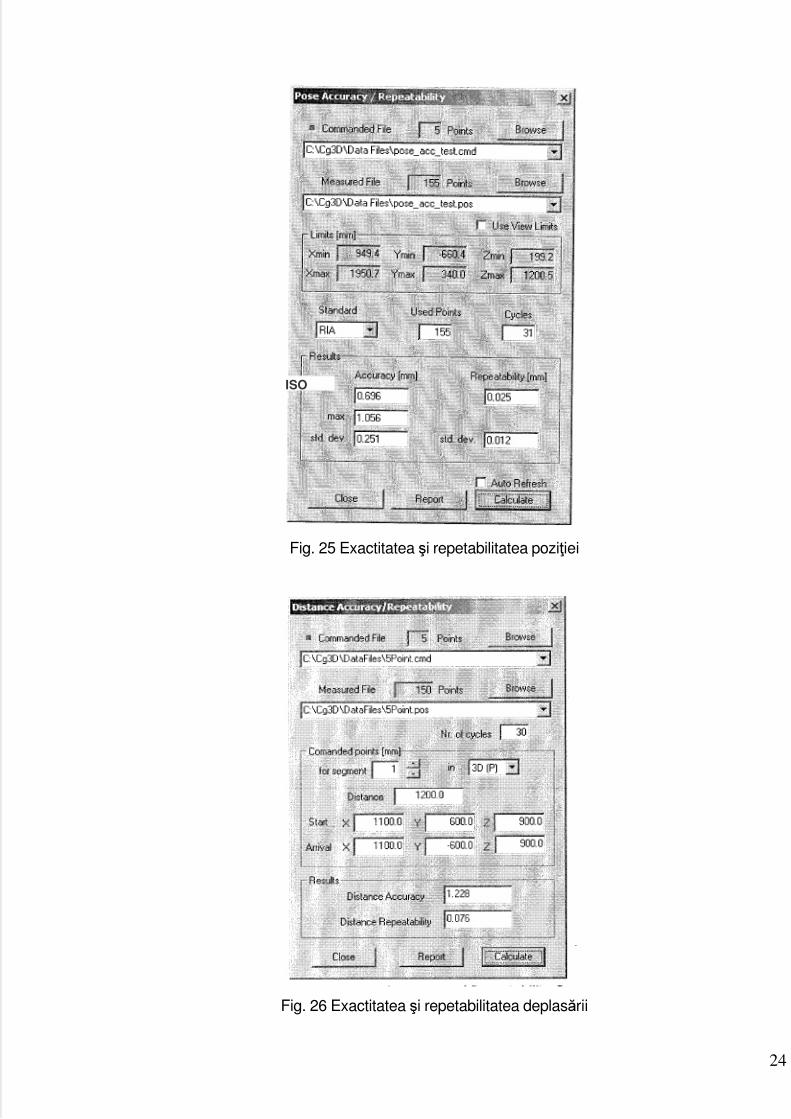
Cu ajutorul acestui sistem se realizează următoarele încercări în acord cu standardul SR EN ISO 9283:2004 :
1. Exactitatea şi repetabilitatea poziţiei;2. Exactitatea şi repetabilitatea deplasării;
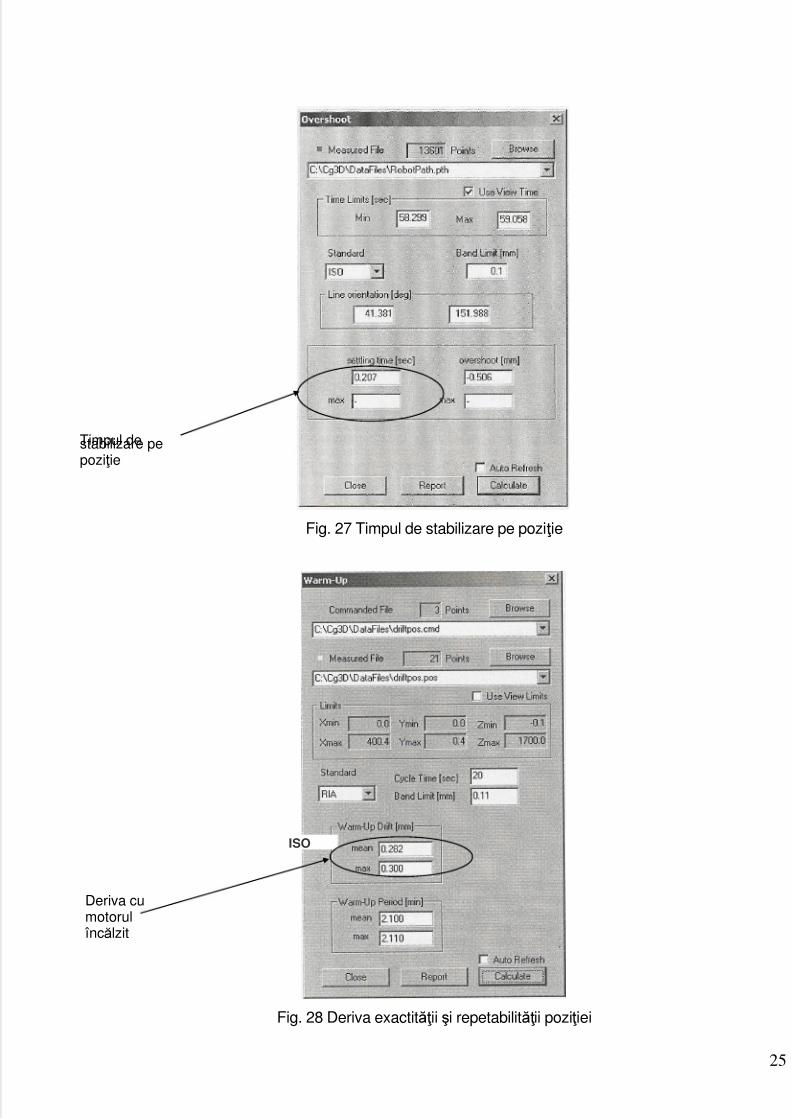
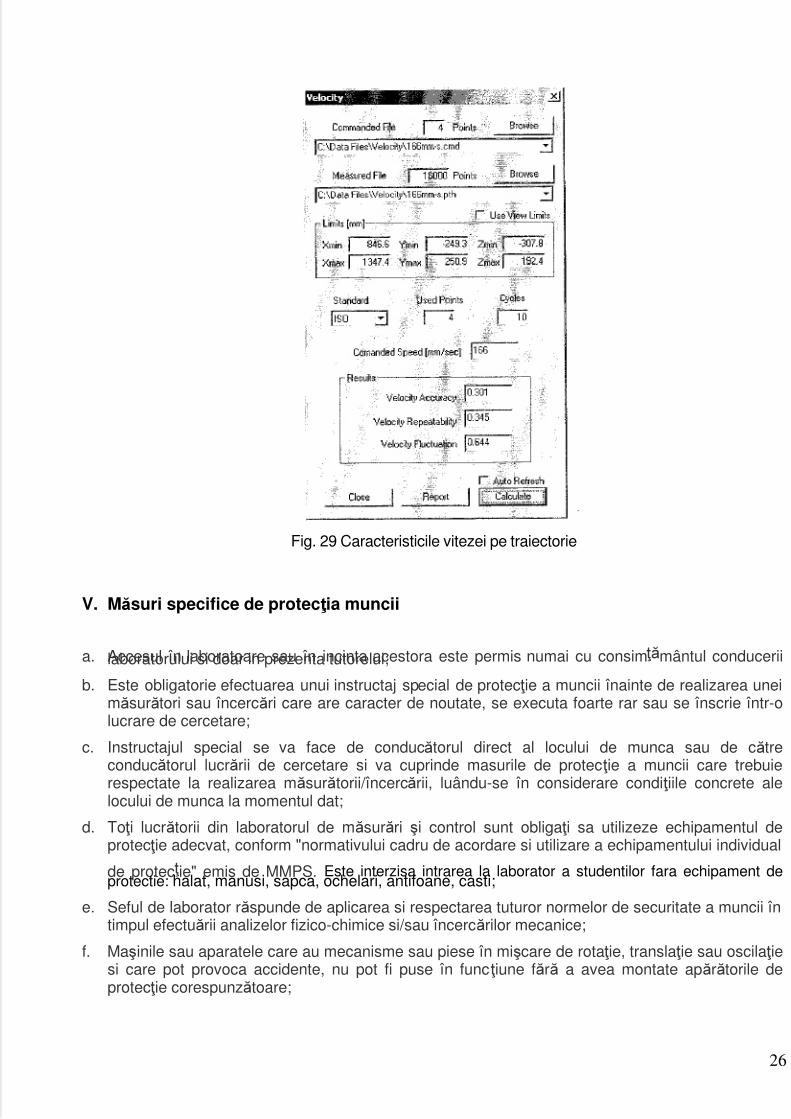
3. Timpul de stabilizare pe poziţie;4. Deriva exactităţii şi repetabilităţii poziţiei;5. Caracteristicile vitezei pe traiectorie (exactitate,repetabilitate, fluctuaţie)
Încercările se realizează cu Sistemul de măsurare 3D CompuGauge (hardware + software)compus din:
1. Hardware:Două dispozitive de triangulaţie cu cabluri de măsurare (câte două cabluri / dispozitiv);O cutie externă de achiziţie date cu conexiune USB;Cablu USB de conectare a cutiei de achiziţie date la un calculator tip laptop;Două cabluri seriale de conectare a dispozitivelor de triangulaţie la cutia de achiziţie date;
Sursă de alimentare 9V c.c. a cutiei de achiziţie date;Adaptor 3D cu şase grade de libertate, care se fixează la interfaţa mecanică a braţului robotului; lapârghiile adaptorului se ataşează cele patru cabluri de măsurare.
2. Software 3D CompuGauge (instalat pe calculatorul tip laptop) cu modulele:Achiziţie date;Vizualizare date;Analiză date.
5/17/2018 Curs AMC - Aparatura de Masura Si Control - slidepdf.com
http://slidepdf.com/reader/full/curs-amc-aparatura-de-masura-si-control 20/27
20
Caracteristici sistem 3D CompuGauge:
Rezoluţie: 0,010 mm;Repetabilitate: 0,020 mm;Exactitate: ±±±± 0,150 mm;Frecvenţa de eşantionare: de la 25 la 1000 Hz;Spaţiul de masurare: 1500 mm x 1500 mm x 1500 mm;
Viteza maximă de lucru: până la 5 m/s;Acceleraţia maximă de lucru: 5g;Timp de măsurare: pâna la 10 minute;Temperatura de funcţionare: 22± 30 C.
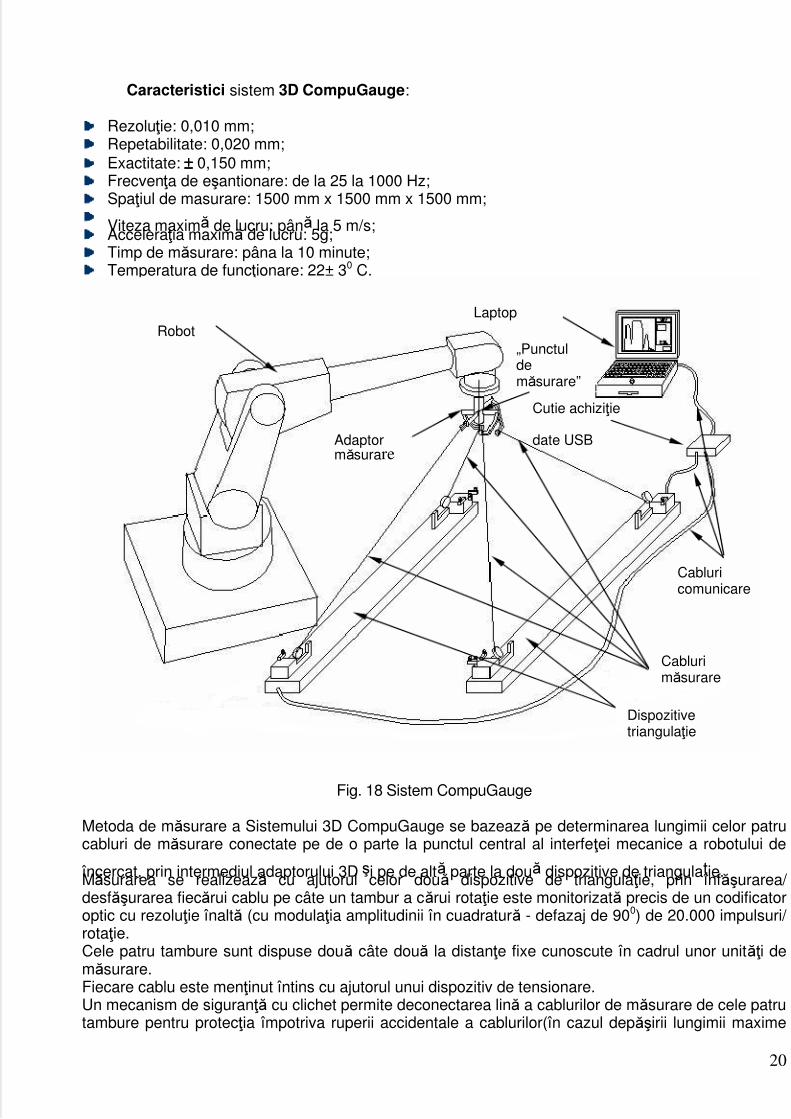
Fig. 18 Sistem CompuGauge
Metoda de măsurare a Sistemului 3D CompuGauge se bazează pe determinarea lungimii celor patrucabluri de măsurare conectate pe de o parte la punctul central al interfeţei mecanice a robotului de
încercat, prin intermediul adaptorului 3D şi pe de altă parte la două dispozitive de triangulaţie.Măsurarea se realizează cu ajutorul celor două dispozitive de triangulaţie, prin înfăşurarea/ desfăşurarea fiecărui cablu pe câte un tambur a cărui rotaţie este monitorizată precis de un codificatoroptic cu rezoluţie înaltă (cu modulaţia amplitudinii în cuadratură - defazaj de 900) de 20.000 impulsuri/ rotaţie.Cele patru tambure sunt dispuse două câte două la distanţe fixe cunoscute în cadrul unor unităţi demăsurare.Fiecare cablu este menţinut întins cu ajutorul unui dispozitiv de tensionare.Un mecanism de siguranţă cu clichet permite deconectarea lină a cablurilor de măsurare de cele patrutambure pentru protecţia împotriva ruperii accidentale a cablurilor(în cazul depăşirii lungimii maxime
„Punctuldemăsurare”
Robot
Cablurimăsurare
Dispozitivetriangulaţie
Cabluricomunicare
Adaptormăsurare
Laptop
Cutie achiziţie
date USB
5/17/2018 Curs AMC - Aparatura de Masura Si Control - slidepdf.com
http://slidepdf.com/reader/full/curs-amc-aparatura-de-masura-si-control 21/27
21
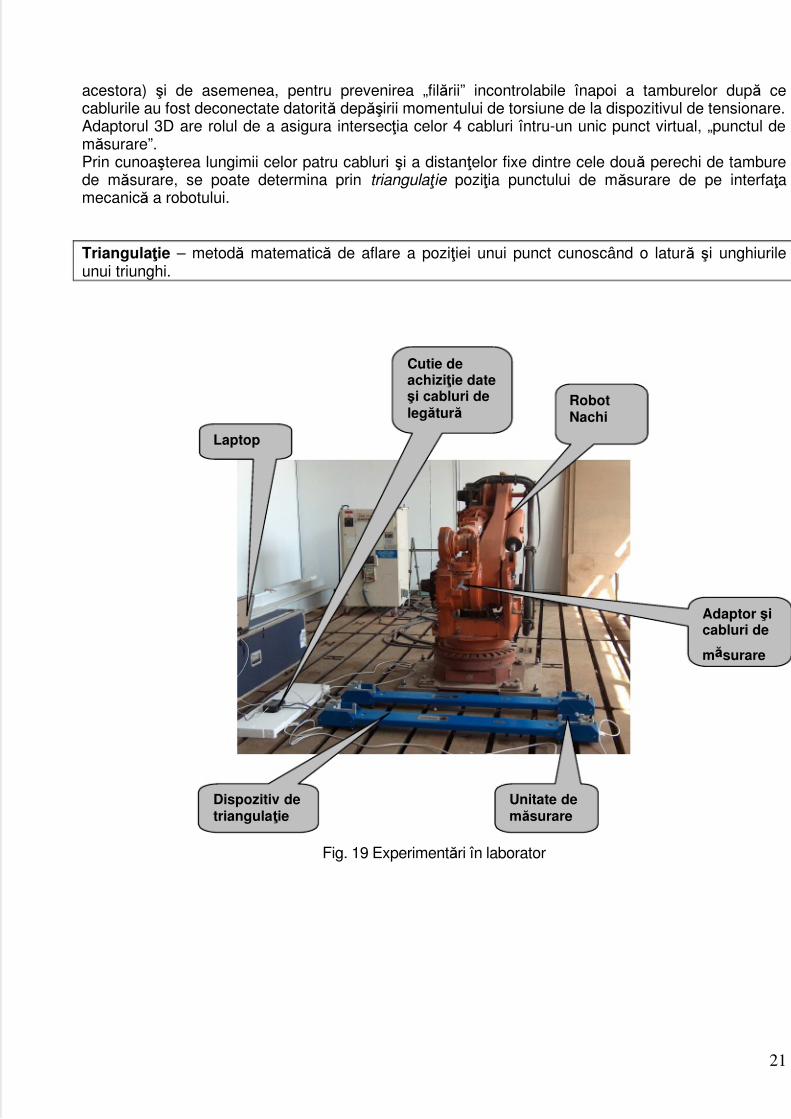
acestora) şi de asemenea, pentru prevenirea „filării” incontrolabile înapoi a tamburelor după cecablurile au fost deconectate datorită depăşirii momentului de torsiune de la dispozitivul de tensionare.Adaptorul 3D are rolul de a asigura intersecţia celor 4 cabluri întru-un unic punct virtual, „punctul demăsurare”.Prin cunoaşterea lungimii celor patru cabluri şi a distanţelor fixe dintre cele două perechi de tamburede măsurare, se poate determina prin triangula ţ ie poziţia punctului de măsurare de pe interfaţamecanică a robotului.
Triangulaţie – metodă matematică de aflare a poziţiei unui punct cunoscând o latură şi unghiurileunui triunghi.
Fig. 19 Experimentări în laborator
RobotNachi
Adaptor şicabluri de
măsurare
Dispozitiv detriangulaţie
Unitate demăsurare
Laptop
Cutie deachiziţie dateşi cabluri delegătură

5/17/2018 Curs AMC - Aparatura de Masura Si Control - slidepdf.com
http://slidepdf.com/reader/full/curs-amc-aparatura-de-masura-si-control 22/27
22
Fig. 20 Adaptor şi cabluri de măsurare
Fig. 21 Dispozitive de triangulaţie
Fig. 22 Unitate de măsurare

5/17/2018 Curs AMC - Aparatura de Masura Si Control - slidepdf.com
http://slidepdf.com/reader/full/curs-amc-aparatura-de-masura-si-control 23/27
23
Fig. 23 Achiziţie date
Fig. 24 Stabilirea referinţei sistemului de măsurare
5/17/2018 Curs AMC - Aparatura de Masura Si Control - slidepdf.com
http://slidepdf.com/reader/full/curs-amc-aparatura-de-masura-si-control 24/27
24
Fig. 25 Exactitatea şi repetabilitatea poziţiei
Fig. 26 Exactitatea şi repetabilitatea deplasării
ISO
5/17/2018 Curs AMC - Aparatura de Masura Si Control - slidepdf.com
http://slidepdf.com/reader/full/curs-amc-aparatura-de-masura-si-control 25/27
25
Fig. 27 Timpul de stabilizare pe poziţie
Fig. 28 Deriva exactităţii şi repetabilităţii poziţiei
Timpul destabilizare pepoziţie
ISO
Deriva cumotorul
încălzit
5/17/2018 Curs AMC - Aparatura de Masura Si Control - slidepdf.com
http://slidepdf.com/reader/full/curs-amc-aparatura-de-masura-si-control 26/27
26
Fig. 29 Caracteristicile vitezei pe traiectorie
V. Măsuri specifice de protecţ ia muncii
a. Accesul în laboratoare sau în incinta acestora este permis numai cu consimţământul conduceriilaboratorului si doar in prezenta tutorelui;
b. Este obligatorie efectuarea unui instructaj special de protecţie a muncii înainte de realizarea uneimăsurători sau încercări care are caracter de noutate, se executa foarte rar sau se înscrie într-olucrare de cercetare;
c. Instructajul special se va face de conducătorul direct al locului de munca sau de cătreconducătorul lucrării de cercetare si va cuprinde masurile de protecţie a muncii care trebuierespectate la realizarea măsurătorii/încercării, luându-se în considerare condiţiile concrete alelocului de munca la momentul dat;
d. Toţi lucrătorii din laboratorul de măsurări şi control sunt obligaţi sa utilizeze echipamentul deprotecţie adecvat, conform "normativului cadru de acordare si utilizare a echipamentului individual
de protecţie" emis de MMPS. Este interzisa intrarea la laborator a studentilor fara echipament deprotectie: halat, manusi, sapca, ochelari, antifoane, casti;
e. Seful de laborator răspunde de aplicarea si respectarea tuturor normelor de securitate a muncii întimpul efectuării analizelor fizico-chimice si/sau încercărilor mecanice;
f. Maşinile sau aparatele care au mecanisme sau piese în mişcare de rotaţie, translaţie sau oscilaţiesi care pot provoca accidente, nu pot fi puse în func ţiune fără a avea montate apărătorile deprotecţie corespunzătoare;
5/17/2018 Curs AMC - Aparatura de Masura Si Control - slidepdf.com
http://slidepdf.com/reader/full/curs-amc-aparatura-de-masura-si-control 27/27
27
g. Este interzis sa se lucreze în instalaţii improvizate sau insuficient calculate în ceea ce priveşterezistenta si securitatea pe care trebuie sa le ofere fazele de lucru pentru care sunt indicate;
h. Se vor verifica periodic si ori de cate ori este cazul prin măsurători- starea izolaţiilor, cablurilor siracordurilor electrice, precum si prizele de legare la pământ sau la nul a maşinilor, instalaţiilor siaparatelor acţionate electric sau care pot fi puse accidental sub tensiune;
i. Înainte de începerea lucrului se vor verifica aparatele de măsura si control,;
j. După terminarea lucrului, aparatele electrice se vor deconecta;
k. La executarea lucrărilor de laborator vor participa cel puţin două persoane;
l. Este obligatorie acoperirea parului si purtarea hainelor încheiate;
m. la executarea operaţiilor la care exista pericolul de atingere directa se vor utiliza mijloaceindividuale de protecţie, verificate conform normelor energetice;
n. la executarea operaţiilor la care exista pericolul de electrocutare prin atingere indirecta, utilajelevor fi legate la centura de înpământare;
o. Toate pârtile conductoare ale instalaţiilor si echipamentelor electrice alimentate cu o tensiunenominala mai mare decât tensiunea nepericuloasa si care nu fac parte dintre circuitele curente de
lucru, dar care accidental pot ajunge sub tensiune, trebuie conectate la instalaţia de protecţie prinlegare la pământ;
p. efii de laborator sunt obligaţi sa solicite periodic verificarea instalaţiilor, echipamentelor siaparatelor alimentate cu energie electrica pe care le au în dotare si sa verifice periodicimposibilitatea atingerii pieselor aflate normal sub tensiune, precum si existente legăturilor vizibilede protecţie (legarea la pământ, contacte de protecţie SHUKO, etc.);
q. Cei care exploatează instalaţiile, echipamentele si aparatele acţionate electric trebuie sa verifice, înainte de începerea lucrului, imposibilitatea atingerii pieselor aflate normal sub tensiune precumsi existenta legăturilor vizibile de protecţie;
r. Este intezisă folosirea mijloacelor de protecţie care nu au fost verificate periodic, care nu aucorespuns la verificări, a căror valabilitate a expirat, care prezintă defecte vizibile, sunt murdare,
umede sau nu corespund tensiunii nominale a instalaţiei, echipamentului sau aparatului la cere artrebui utilizate. Înainte de fiecare folosire a mijlocului de protecţie, lucrătorul respectiv este obligatsa facă verificările de mai sus si sa nu utilizeze mijlocul care nu corespunde;
s. La maşinile de încercări mecanice, înainte de efectuarea încercărilor se va verifica funcţionareanormala a maşinii si a instalaţiilor componente, conform instrucţiunilor din cartea tehnica; în moddeosebit se vor verifica aparatele de măsura si control, precum si etanşeitatea instalaţiilor sirecipientelor sub presiune. Este interzisa efectuarea încărcărilor dacă aparatele de măsura sicontrol sunt defecte sau lipsesc sau daca se constata scurgeri de fluide la instalaţiile subpresiune;
t. Pentru încercarea de duritate, care se executa direct pe piese, din motive tehnologice (nu peprobe martor sau epruvete) se vor stabili, prin instrucţiunile proprii de securitate a muncii, masurile
necesare la manipularea, sprijinirea în vederea încercării si depozitarea pieselor.
VI. Execuţ ia de lucrări individuale
S-au prezentat practic în cadrul laboratorului de Inspecţie Calitate din ICTCM diferite exemple demăsurare şi control cu MM descrise. Sub îndrumare studenţii au efectuat diferite măsurători pentru
însuşirea modului de lucru cu MM. In mod special au fost efectuate testari cu rugozimetrul si cumicroscopul optic. Studentii au facut masuratori si si-au notat rezultatele in caietul de practica.