indrumar metodic elab proiectelor an diploma tehnologia fainii si crupelor ds (1)
TRANSCRIPT

1
UNIVERSITATEA TEHNICĂ A MOLDOVEI
Facultatea Tehnologie şi Management în Industria Alimentară Catedra Procese şi Aparate, Tehnologia Prelucrării
Cerealelor
ÎNDRUMAR METODIC PRIVIND ELABORAREA
PROIECTELOR DE AN ŞI DE DIPLOMĂ
LA DISCIPLINA
“TEHNOLOGIA FĂINII ŞI CRUPELOR”
CHIŞINĂU U.T.M.
2008
2
Prezentul îndrumar este conceput pe structura cursului
„Proiectarea întreprinderilor cu bazele SAPR” şi este destinat pentru
realizarea proiectelor de an şi de diplomă la disciplina “Tehnologia
făinii şi crupelor”, pentru studenţii de la Facultatea Tehnologie şi
Management în Industria Alimentară cu specializarea 2202.01
“Tehnologia păstrării şi prelucrării cerealelor” şi este elaborat în
corespundere cu programul de învăţământ. Această lucrare are
menirea de a orienta viitorii specialişti care vor lucra la silozuri, mori
şi fabrici de crupe, să furnizeze cunoştinţe necesare unui inginer–
tehnolog, chemat să cunoască procesele tehnologice şi calculele
necesare pentru proiectarea, exploatarea şi conducerea eficientă a
acestor unităţi ale industriei prelucrătoare.
Autori: conf., dr. Iurie BĂLAN
prof., dr.hab. Andrei LUPAŞCO
conf., dr. Mircea BERNIC
dr.hab. inginer Vasile TARLEV
Redactor responsabil: conf., dr. în ştiinţe tehnice Galina DICUSAR
©U.T.M.,2008
3
CUPRINS
PREFAŢĂ ................................................................................................................. 4
CERINŢELE GENERALE PREZENTATE ÎNTREPRINDERILOR DE
PRELUCRARE A CEREALELOR ....................................................................... 5
ETAPELE PROIECTĂRII ÎNTREPRINDERII .................................................. 6
CERINŢE CĂTRE ORGANIZAREA PROIECTĂRII ŞI CONSTRUCŢIEI ... 8
MODERNIZAREA ÎNTREPRINDERII ........................................................... 100
PROIECTAREA PLANULUI DE SITUAŢIE A ÎNTREPRINDERII ............. 16
PROIECTAREA SILOZULUI DE CEREALE .................................................. 21
PROIECTAREA MORILOR ŞI FABRICILOR DE CRUPE ........................... 27
CAPACITATEA DE PRODUCERE A ÎNTREPRINDERILOR ŞI NORMELE
DE REZERVĂ A MATERIEI PRIME ................................................................ 31
ALEGEREA ŞI AMPLASAREA UTILAJULUI TEHNOLOGIC ................... 34
DESENE CA MIJLOACE DE PROIECTARE ................................................... 45
PROIECTAREA ASISTATĂ DE CALCULATOR ............................................ 46
RANDAMENTUL FĂINII ŞI CRUPELOR ........................................................ 47
TRANSPORTUL APLICAT ÎN UNITĂŢILE DE MORĂRIT ......................... 52
CALCULUL CAPACITĂŢII CELULELOR ŞI BUNCĂRELOR .................... 59
EVALUAREA PROFITABILITĂŢII .................................................................. 62
BIBLIOGRAFIE .................................................................................................... 66

4
PREFAŢĂ În contextul principiilor economiei de piaţă, în condiţiile
concentrării, specializării şi integrării producţiei cerealiere, se impune folosirea tuturor metodelor şi mijloacelor moderne, care să ducă la saltul către noua calitate, la afirmarea revoluţiei tehnico-ştiinţifice şi în domeniul depozitării şi procesării culturilor cerealiere.
Lucrarea dată menţionează diverse soluţii practice inginereşti pentru studierea, proiectarea şi modernizarea unităţilor de depozitare şi procesare a cerealelor, care fac parte din sectorul productiv al economiei naţionale. Conţinutul lucrării a fost astfel organizat încât să trateze etapele proiectării întreprinderilor de depozitare şi procesare a cerealelor.
Proiectarea silozurilor şi unităţilor de morărit este un proces creativ, care necesită o permanentă dezvoltare şi perfecţionare a specialistului. Proiectarea trebuie organizată pe baza utilizării maxime a realizărilor obţinute în ştiinţă şi tehnică, pentru ca unităţile aflate în etapa de construcţie la intrarea sa în exploatare să posede indicatori tehnico-economici superiori, iar condiţiile de muncă să corespundă exigenţelor moderne. Din aceste considerente în proiecte trebuie utilizate scheme avantajoase de depozitare şi procesare a cerealelor şi produselor finite, de aplicat raţional terenul de construcţie şi suprafeţele de producere, de îmbunătăţit proiectul de organizare a lucrărilor de construcţie şi aspectul arhitectonic al clădirilor, precum şi de ameliorat condiţiile de muncă şi de implementat tehnici performante de securitate.
Realizarea acestor sarcini necesită o studiere minuţioasă şi multilaterală a principiilor de bază ale proiectării întreprinderilor de depozitare şi procesare a cerealelor. Acest îndrumar are drept scop oferirea cunoştinţelor necesare viitorilor ingineri – tehnologici în domeniul proiectării unităţilor de depozitare şi procesare a cerealelor.
Lucrarea de faţă se bazează pe o amplă bibliografie de specialitate, iar informaţiile cuprinse, precum şi modul de prezentare reprezintă un ghid practic, care va fi util celor ce sunt în perioada de formare ca specialişti.
5
CERINŢELE GENERALE PREZENTATE ÎNTREPRINDERILOR DE PRELUCRARE A CEREALELOR
Întreprinderile de procesare a cerealelor fac parte din categoria întreprinderilor complexe cu un caracter de producere în flux determinat de următoarele: instabilitatea proprietăţilor tehnologice ale cerealelor prelucrate, complexitatea desfăşurării proceselor tehnologice, legătura strânsă a fazelor desfăşurate în întregul proces tehnologic, cerinţele mari prezentate faţă de randament şi calitatea produselor finite, cerinţele prezentate la reducerea maximală a pierderilor de fabricaţie, protecţia şi securitatea muncii, cerinţe ecologice, de sanitarie şi igienă etc.
Întreprinderile de depozitare şi procesare a cerealelor se caracterizează printr-un înalt grad de mecanizare şi automatizare a proceselor de producere, prin cheltuieli substanţiale de resurse energetice, perioadă de producere de lungă durată, volumuri mari de cereale recepţionate şi produse finite livrate.
Particularităţile indicate ale unităţilor de procesare a cerealelor înaintează un şir de cerinţe, de care trebuie să se ţină seama la proiectare, şi anume:
- pentru a reduce cheltuielile de transport amplasarea unităţilor de procesare a cerealelor trebuie să se realizeze ţinându-se cont de sursele materiei prime şi de piaţa de desfacere a produselor finite;
- pentru majorarea efecienţei investiţiilor băneşti, sporirea gradului de utilizare a spaţiilor şi departamentelor auxiliare, reducerea cheltuielilor de exploatare şi îmbunătăţirea condiţiilor de management, este solicitată amplasarea pe acelaşi teren a silozului de cereale, morii, fabricii de crupe, fabricii de nutreţuri combinate, fabricii de pâine şi paste făinoase;
- determinarea tipului şi capacităţii întreprinderilor trebuie realizată pe baza argumentării tehnico-economice şi sarcinii de proiectare;
- de prevăzut utilizarea ultimilor novaţii ale ştiinţei, tehnicii şi experienţelor de performanţă în ramură; aplicarea metodelor progresiste de proiectare, ce permit reducerea preţului de cost şi a
6
termenului de construcţie a întreprinderii; realizarea indicatorilor tehnico-economici înalţi de producere a produselor finite, care după calitate trebuie să corespundă standardelor aplicate; mecanizarea şi automatizarea tuturor proceselor tehnologice; respectarea strictă a normelor şi cerinţelor protecţiei şi securităţii muncii; utilizarea raţională a resurselor naturale şi materiei prime, precum şi protecţia mediului ambiant;
- de prevăzut capacitatea necesară a silozului de cereale şi magaziilor, pentru crearea rezervelor normative de cereale şi de alte materii prime, precum şi pentru amplasarea, păstrarea şi livrarea produselor finite.
ETAPELE PROIECTĂRII ÎNTREPRINDERII Sarcina de proiectare trebuie să conţină următoarele date
iniţiale: - tema proiectului; - denumirea obiectivului proiectat şi amplasarea acestuia în
clădire nouă sau existentă; - capacitatea de producţie a obiectivului; - tipul măcinişului; - profilul de producţie pe sortimente sau grupe de sortimente şi
randamentul produselor; - forma de livrare a produselor finite către cumpărători (în saci, în
vrac, în pungi); - justificarea necesităţii şi oportunităţii realizării producţiei
proiectate.
În sarcina de proiectare se oglindesc date despre sortimentele de materie primă, punctele de desfacere, se justifică alegerea locurilor de amplasare a construcţiei şi cerinţele prezentate faţă de partea tehnologică a proiectului etc.
În memoriul explicativ se prezintă: - elemente de inginerie tehnologică (surse de aprovizionare cu
materii prime şi materiale, principalele caracteristici ale materiilor prime; materii auxiliare; materiale şi ambalaje; analiza comparativă a
7
tehnologiilor similare din ţară şi străinătate pentru realizarea producţiei proiectate, bazele ştiinţifice ale proceselor tehnologice; alegerea schemei tehnologice şi analiza factorilor, care influenţează realizarea producţiei şi calitatea produsului finit; norme limită de consum a materiilor prime, materiale, resurse energetice; stocurile limită ale principalelor sortimente de materii prime, materiale şi produse finite; descrierea schemei tehnologice adoptate; schema controlului fabricaţiei pe faze; elemente de automatizare, măsură şi control necesare conducerii şi controlului producţiei în schema tehnologică adoptată);
- programul de lucru a sectoarelor de producţie; - bilanţul de materiale; - bilanţul termic; - descrierea şi calculul utilajelor tehnologice (domeniul de
utilizare; descrierea constructivă; descrierea funcţională; dimensionarea tehnologică şi calculul termic sau calculul de verificare; anexe ale utilajului; principalele caracteristici tehnice; măsuri de protecţie a muncii la exploatarea utilajelor);
- calculul sau alegerea mijloacelor de transport (mijloace de transport în siloz şi curăţătorie; mijloace de transport în secţia de măciniş-decorticare; mijloace de transport în depozitul păstrării produselor finite în vrac; calculul transportului pneumatic);
- lista utilajelor cu indicarea tipului, producătorului, carateristicilor tehnice etc.;
- structura şi dimensionarea principalelor spaţii de producţie; - consumuri specifice şi randamentul de fabricaţie (consumul
de materii prime şi auxiliare; consumul de utilităţi tehnologice – apă, abur, energie electrică, aer comprimat etc.; produse secundare rezultate din fabricaţii şi posibilităţi de valorificare);
- calculul costurilor de producţie şi a indicatorilor de eficienţă economică;
- consideraţii privind amplasarea întreprinderii; - stabilirea necesarului de investiţii; - valoarea utilajului şi echipamentului; - valoarea clădirilor;
8
- prima dotare cu mijloace circulante; - planul necesarului de forţă de muncă şi al fondului de
retribuire; - planul de aprovizionare; - cheltuielile de regie; - cheltuielile de întreţinere şi funcţionare a utilajului; - cheltuielile generale ale sectoarelor de producţie; - calculaţia de preţ; - calculul eficienţei economice a investiţiei.
Materialul grafic va cuprinde: - planul de situaţie a unităţii proiectate; - schemele tehnologice de depozitare şi procesare; - planuri de amplasare a utilajelor pentru fiecare nivel al
clădirilor; - secţiuni transversale şi longitudinale; - balanţa cantitativă şi calitativă de măciniş sau de decorticare; - schema tehnologică de legături (cu indicarea punctelor de
măsură şi control); - cronogramele funcţionării utilajelor (cu funcţionare
discontinuă); - cronograma consumului de utilităţi; - automatizarea şi controlul calităţii.
CERINŢE CĂTRE ORGANIZAREA PROIECTĂRII
ŞI CONSTRUCŢIEI La proiectarea întreprinderilor de morărit se utilizează
normele tehnologice de proiectare ВНТП 03-89 din a.1991, precum şi regulile şi normativele sanitaro–epidemiologice de stat, care conţin exigenţe igienice generale privind amplasarea, proiectarea, construcţia şi exploatarea unităţilor economice, de asemenea, măsuri de protecţie a muncii şi de respectare a igienei personale de către muncitori.
Lucrările de proiectare cuprind trei stadii: ♦ întocmirea sarcinii de proiectare;
9
♦ proiectul tehnic; ♦ desenele de execuţie.
Proiectarea celor mai răspândite tipuri de clădiri industriale se face de regulă în două faze – elaborarea sarcinii de proiectare şi a desenelor de execuţie.
Sarcina de proiectare scoate la iveală posibilitatea tehnică şi necesitatea economică a construcţiei în punctul regional respectiv.
În componenţa sarcinii de proiectare intră: planul de situaţie a întreprinderii la scara 1:500; vederile în plan şi secţiunile clădirilor la scara de 1:100; 1:50 cu amplasarea utilajului principal, memoriul justificativ, devizul estimativ centralizat.
La memoriul justificativ trebuie să se anexeze sarcina şi docu-mentele de aprobare a proiectului de către instituţiile corespunzătoare.
Proiectul tehnic se întocmeşte pe baza sarcinii de proiectare aprobate. El constă din aceleaşi capitole ca şi sarcina de proiectare, cu fixarea volumului şi preţului construcţiei.
La proiectul tehnic se anexează devizele pentru elemente de construcţie după tipul de lucrări şi deviz centralizat (cu specificaţii) care include toate cheltuielile.
În planuri şi secţiuni se indică dimensiunile şi amplasarea utilajului; se dau soluţii tehnice privind toate tipurile de lucrări.
Amplasarea utilajului tehnologic principal se prevede în proiectul de construcţie-montaj pe baza căruia se întocmesc proiectele pentru încălzire, ventilaţie-aspiraţie, aprovizionare cu apă, canalizare, instalaţie electrică etc.
Lucrările privind organizarea construcţiei cuprind justificarea construcţiei, alegerea terenului, executarea lucrărilor de cercetare, aprobare etc. De menţionat, că fundaţia silozului poartă o sarcină de minim 4×105 Pa (4 kg/cm2), ceea ce necesită o investigaţie serioasă a terenului sub construcţie.
Necesitatea construcţiei trebuie să fie întemeiată din punct de vedere tehnico-economic. La alegerea terenului se ţine seama de amplasarea punctelor de desfacere, a căilor de acces pentru aducerea cerealelor, resursele energetice, direcţia în care se dezvoltă localitatea,
10
amplasarea întreprinderilor de panificaţie şi alţi consumatori ai produselor fabricate, legăturile cu regiunile de deservire etc.
Apeductul şi canalizarea trebuie să corespundă cerinţelor normelor şi regulilor de construcţie în vigoare - NRC 2.04.01-85 "Apeductul şi canalizarea interioară a clădirilor", NRC 2.94.02-84 "Alimentarea cu apă. Reţelele şi instalaţiile exterioare", NRC 2.04.03-85 "Canalizarea. Reţelele şi instalaţiile exterioare". Calitatea apei potabile trebuie să corespundă cerinţelor STAS 2874-82 "Apă potabilă".
Încăperile întreprinderii trebuie să dispună de sisteme de iluminare naturală şi artificială, care să corespundă cerinţelor NRC „Iluminatul natural şi artificial”.
Încăperile administrative şi auxiliare ale întreprinderii trebuie dotate cu sisteme de ventilaţie şi încălzire în conformitate cu NRC 2.04.05-91 „Încălzirea, ventilaţia şi condiţionarea”.
Parametrii microclimei în încăperi trebuie să satisfacă cerinţelor normelor şi regulilor sanitare nr.2.2.4.548-96 "Cerinţe igienice către microclima încăperilor de producţie".
MODERNIZAREA ÎNTREPRINDERII Modernizarea silozului, morii sau fabricii de crupe este un
proces mult mai complex decât proiectarea unei noi întreprinderi, deoarece cere o atentă evaluare a clădirilor, precum şi infrastructurii existente. De multe ori suprafeţele disponibile şi înălţimea etajelor nu corespund normelor şi regulilor de construcţie actuale şi modelelor noi de utilaje.
Dat fiind faptul, că modernizarea presupune şi o mărire a capacităţii, pentru ca investiţia să poată fi amortizată într-un număr rezonabil de ani, este indispensabilă o analiză detaliată a tuturor fazelor operative a morii sau a silozului pentru a evita locurile înguste.
Mărirea capacităţii în unităţile productive este efectiv uşor de realizat prin folosirea noilor utilaje, fără însă a subaprecia problematica legată de întreţinere a utilajelor, control şi gestiune a produselor atât la intrare, cât şi la ieşire. Pentru ca investiţia să fie productivă, obiectivele trebuiesc concentrate asupra reducerii
11
costurilor, resurselor energetice, personalului, întreţinerii şi obţinerea de produse de înaltă calitate, acţionând atât asupra măcinişului (decorticării), cât şi asupra amestecurilor de produse finite.
Determinanta rezultă a fi şi reducerea duratei de realizare a proiectului, mai ales dacă unitatea productivă existentă este în funcţiune. Important de fapt pentru funcţionarea unei mori sau fabrici de crupe este asistenţa tehnică, mai ales pentru instalaţiile cu un înalt grad de automatizare.
Deoarece costul unei unităţi de morărit poate fi divizat în 50% de opere electromecanice şi 50% de opere civile şi infrastructuri, este evident că modernizarea, în locul realizării unei noi structuri, este actractivă, cu toate că prezintă câteva aspecte negative, care trebuie analizate în mod preventiv şi ţinute în considerare cu atenţia curentă.
Înainte de a efectua amplificarea dorită a capacităţii este indispensabilă o verificare a pieţii, care să poată absorbi producţia prevăzută, ţinând cont de faptul că o moară poate funcţiona chiar şi 300 de zile pe an, luate în calcul sărbătorile şi zilele necesare de întreţinere programată.
Un alt lucru de care trebuie ţinut seama sunt costurile de transport şi ca stare va trebui verificat bine dacă câte odată nu ar putea fi considerată interesantă o descentrare productivă, proiectând mici unităţi cu caracteristici de tipul “Compact”.
În perioada modernizării unei mori este indispensabil de a verifica ca conform proiectului să fie posibilă cântărirea, parcarea, manevrarea şi controlul tuturor mijloacelor de transport, luând în considerare următoarele aspecte:
- programul de lucru; - suprapuneri şi concentrări de încărcări şi descărcări de
cereale şi produse cerealiere; - condiţii atmosferice.
O unitate productivă cu o capacitate de 200t/24h, care manipulează întreaga cantitate de materie primă cu autovehicule trebuie să dispună de un maxim de 20 autovehicule pe zi, considerând capacitatea lor de 20t. În calcul este bine de ţinut cont de un minim de
12
40 de autovehicule concentrate în 8 ore şi anume o manevrare a câte 5 autovehicule pe oră cu o parcare internă sau externă a unităţii productive de circa 10 mijloace de transport.
Evaluarea clădirilor trebuie să se bazeze pe următoarele principii:
- capacitatea silozului de cereale; - capacitatea celulelor de amestec (în cazul morilor); - capacitatea celulelor de condiţionare; - dimensiunile clădirii curăţătoriei; - capacitatea celulelor de produse extrase (crupe, făinuri,
tărâţă, deşeuri); - stadiul de conservare; - modificări necesare transformării.
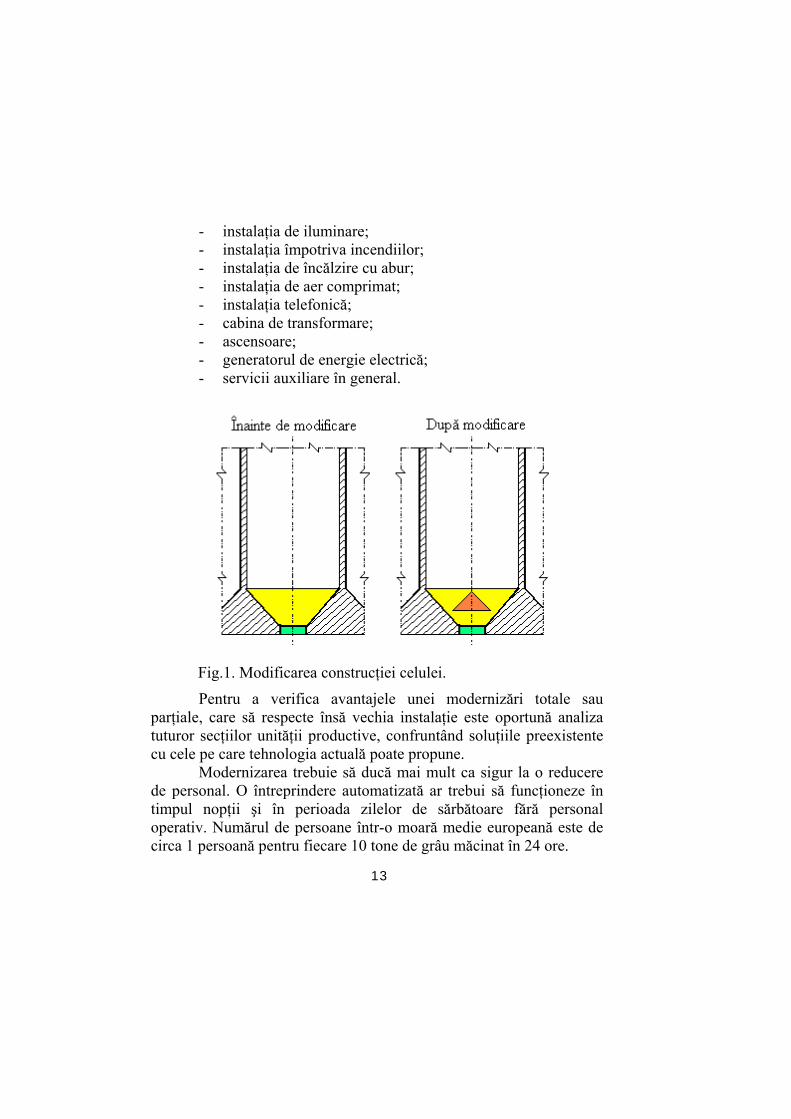
De multe ori se întâmplă că celulele de condiţionare să nu aibă o capacitate suficientă şi ca atare, în loc de a construi altele noi, este oportună folosirea acestora de amestec drept celule de odihnă, făcând amestecul de cereale în silozul de stocare. Trebuie însă avută o atenţie mare la descărcarea acestor celule în aşa fel, încât să se evite dezamestecul cerealelor, întrucât chiar dacă celulele sunt cu descărcare unică şi nu cu descărcări multiple, există posibilitatea întroducerii în celule a unor grilaje speciale în formă de cruce, apte de a împiedica formarea fenomenului, numit “ultimul intrat – primul ieşit” (fig.1).
Infrastructurile reprezintă şi ele, la rândul lor, un cost important în industria de depozitare şi prelucrare a cerealelor şi ca atare trebuiesc considerate cu atenţie în exploatarea lor.
Principalele infrastructuri la întreprindere sunt: - laborator; - ateliere de întreţinere; - garaje şi depozite; - servicii sociale; - pod bascula (cântar pentru transport auto şi feroviar) şi
buncăre de primire; - racordurile de cale ferată;
13
- instalaţia de iluminare; - instalaţia împotriva incendiilor; - instalaţia de încălzire cu abur; - instalaţia de aer comprimat; - instalaţia telefonică; - cabina de transformare; - ascensoare; - generatorul de energie electrică; - servicii auxiliare în general.
Fig.1. Modificarea construcţiei celulei.
Pentru a verifica avantajele unei modernizări totale sau parţiale, care să respecte însă vechia instalaţie este oportună analiza tuturor secţiilor unităţii productive, confruntând soluţiile preexistente cu cele pe care tehnologia actuală poate propune.
Modernizarea trebuie să ducă mai mult ca sigur la o reducere de personal. O întreprindere automatizată ar trebui să funcţioneze în timpul nopţii şi în perioada zilelor de sărbătoare fără personal operativ. Numărul de persoane într-o moară medie europeană este de circa 1 persoană pentru fiecare 10 tone de grâu măcinat în 24 ore.
14
Astfel, o moară cu capacitatea de 200 t/24 h ar trebui să aibă 20 de persoane angajate, inclusiv: conducerea; laborator; morari; operatori însăcuire–manipulare; lăcătuşi de întreţinere; electromontori; persoane de curăţenie şi servicii sociale, exceptând şoferii.
Automatizarea şi controlul calităţii la modernizarea unei întreprinderi de depozitare şi procesare a cerealelor cuprinde:
- sonde pneumatice de prelevarea probelor dirijate la distanţă;
- balanţe de control; - dozatoare ponderale; - controlul temperaturii cerealelor depozitate (termometria); - umectare automată, cu determinarea umidităţii masei de
boabe până şi după faza de umectare; - autoreglarea măcinişului; - reglare inteligentă a utilajului; - controlul calităţii produselor finite în flux.
Acest lucru permite de a obţine: - randamente maxime; - calitate constantă; - personal redus; - control gestional în timpi reali; - controlul extracţiilor; - controlul costurilor; - controlul consumurilor de energie electrică.
La modernizarea morii se profită de ocazie pentru adoptarea tuturor măsurilor necesare pentru reducerea riscurilor de ingestări (igienă) a produselor finite şi de accidente (siguranţă în exploatare).
Principalele măsuri de igienă sunt următoarele: • evitarea elevatoarelor şi şnecurilor pentru transportarea
produselor extrase; • evitarea formării condensului în celule, buncăre şi utilaje
(îndeosebi la site plane şi valţuri); • evitarea punctelor de stagnare a produselor;

15
• amplasarea utilajelor în aşa fel, încât să permită curăţirea şi îngrijirea lor;
• ocrotirea mediului înconjurător, conform noilor directive; • filtrarea şi condiţionarea aerului.
Principalele măsuri de siguranţă sunt următoarele: - evitarea transmisiilor inutile şi dotarea utilajelor cu cartere
de protecţie; - evitarea prafului şi garantarea aspiraţiei pentru toate
utilajele şi tubulatură; - reducerea zgomotului; - izolarea acustică a camerei compresoare şi ventilatoare; - instalarea filtrelor cu panouri antiexplozive; - controlul turaţiilor şi vitezei de deplasare a chingii
elevatorului; - evitarea fenomenului de explozie prin controlul
temperaturii în locurile periculoase; - dotarea fluxului tehnologic cu magneţi pentru separarea
corpurilor feroase; - prevederea sistemelor de alarmă (goarnă) împotriva
incendiilor.
Printre unele modernizări ale morii de grâu vom menţiona: fortificarea făinii cu micronutrienţi; administrarea în făină a glutenului vital; separarea germenilor; majorarea extracţiei unor sorturi de făină; înălbirea făinii; separarea fracţiunii de boabe mici din materia primă; valorificarea deşeurilor furajere; granularea tărâţei; ambalarea produselor fabricate în pungi; separarea grişului alimentar.
Realizarea unui proiect de modernizare a întreprinderii de depozitare şi procesare a cerealelor se prezintă în următoarele etape:
16
comanda la proiectare şi proiectarea propriu-zisă; aprobarea proiectului; producerea utilajului întrodus în proiect; expedierea utilajului la unitate; demontarea utilajului existent (vechi); realizarea operelor civile; montajul mecanic; montajul electric (dulapuri electrice de forţă, cabluri,
motoare electrice etc.); punerea în funcţiune a utilajului; reglarea utilajului; instruirea personalului; atingerea capacităţii şi parametrilor tehnologici urmăriţi la
modernizarea unităţii productive.
De menţionat, că modernizarea unei unităţi de producere are un semnificat dacă noua instalaţie menţine în timp aceleaşi rezultate la nivel productiv, de fiabilitate, randamente şi calitate.
La elaborarea proiectului de modernizare a unităţii de morărit se prezintă planul general al întreprinderii, diagramele procesului tehnologic, vederea în plan a etajelor şi secţiunile clădirilor, cu amplasarea utilajelor şi dimensiunile de gabarit ale clădirii. În memoriul explicativ se prezintă caracteristica utilajului, precum şi gradul de uzură al utilajului, clădirilor şi construcţiilor speciale.
Modernizarea silozului ţine de creşterea capacităţii de recepţionare, depozitare şi livrare a cerealelor, precum şi de dezvoltare a infrastructurii. Totodată, sunt cazuri când se modifică destinaţia silozului existent, care iniţial nu a fost prevăzută.
PROIECTAREA PLANULUI DE SITUAŢIE
A ÎNTREPRINDERII Proiectarea, amplasarea şi construcţia (modernizarea)
întreprinderilor se efectuează în baza planului de amplasare şi proiectelor de sistematizare a localităţii.
17
Ca poziţie de amplasare a întreprinderii trebuie desemnat acel loc în care unitatea îşi va desfăşura o activitate de lungă durată. Amplasamentul nu este identic cu sediul întreprinderii. Întreprinderile ce funcţionează ca persoane juridice îşi au sediul la adresa unde funcţionează organele administrative. Întreprinderea însă poate fi activă şi în alte locuri decât în sediul său, fără ca aceste locuri să reprezinte sedii.
Poziţiile de amplasare se determină în funcţie de condiţiile de aprovizionare, de producţie sau de desfacere. Dacă în principal amplasamentul este disponibil, întreprinderea îşi poate alege poziţia de amplasare în aşa fel, încât influenţa factorilor de localizare să acţioneze cât mai avantajos în sistemul productiv.
Terenul pentru construcţie se alege pe baza comparaţiilor tehnico–economice a condiţiilor de construcţie şi de exploatare a întreprinderilor şi după investigaţiile geologice, climaterice şi topografice. Conform normelor sanitare şi contra-incendiare, în vecinătatea întreprinderilor de păstrare şi prelucrare a cerealelor nu se admite plasamentul întreprinderilor din ramura chimică, instituţii veterinare şi medicale, benzinării, şcoli, grădiniţe de copii, sanatorii, aeroporturi etc.
Terenul trebuie să corespundă următoarelor cerinţe: - dimensiunile de gabarit trebuie să fie minimale; - amplasamentul clădirilor trebuie efectuat în corespundere cu
direcţia transportării materiilor prime şi produselor finite; - să aibă o suprafaţă relativ netedă şi o pantă (~1,5o) ce ar
asigura scurgerea apelor precipitale; - nivelul apelor subterane trebuie să fie mai inferior decât
nivelul subsolului, a tunelului etc.; - să aibă o racordare la staţia de căi ferate.
Terenul pentru construcţie trebuie să fie ales sub aspectul unui acces raţional şi comod, cu construirea căilor de acces pentru transport auto şi feroviar, a comunicaţiilor pentru apă, canalizare, energie electrică şi gaze naturale. În acest caz se ţine seama de datele privind terenul, nivelul apelor subterane, restricţiile de mediu şi de protejare a
18
vieţii umane, precum şi direcţia vânturilor dominante. Este important ca vânturile dominante să nu deplaseze în localitate praful de producere, gazele de la instalaţiile de uscare şi de la operaţiile de gazare.
Terenul trebuie asfaltat, amenajat şi înverzit cu arbori şi arbuşti. Pe teritoriul proiectat vor fi selectate sectoare înzestrate, conform cerinţelor sanitare, pentru colectarea separată a deşeurilor industriale şi menajere.
Este foarte important ca terenul sub construcţie să fie situat la periferia localităţii, ca aducerea cerealelor să fie cea mai scurtă şi comodă; este necesar de a efectua calculele comparative privind folosirea transportului auto şi feroviar. De menţionat, că dacă drumurile pe care sunt aduse mărfurile la întreprindere sunt întretăiate de calea ferată, transportul poate să stea timp îndelungat la barieră.
La proiectarea planului de situaţie a întreprinderilor de depozitare şi procesare a cerealelor (fig.2) trebuie respectate următoarele cerinţe:
- clădirile se amplasează în corespundere cu cerinţele procesului tehnologic, respectând consecutivitatea tehnologică şi logistica producţiei;
- distanţele dintre clădiri trebuie să corespundă normelor anti-incendiare şi de sanitarie industrială;
- amplasarea căilor ferate şi drumurilor auto se realizează în corespundere cu caracterul transportării produselor finite şi materiei prime;
- distanţa minimă între periferia localităţii şi întreprindere trebuie să fie de minimum 150m.
Faţada silozului trebuie îndreptată spre est sau vest, pentru evitarea încălzirii pereţilor corpului celular. Distanţa între turnul cu instalaţii al silozului şi clădirea morii trebuie să fie de 12m, iar distanţa între clădirea morii şi încăperile auxiliare–25m. În faţa depozitului de produse finite pentru transportul auto se prevede un teren cu lăţimea de minimum 25m.
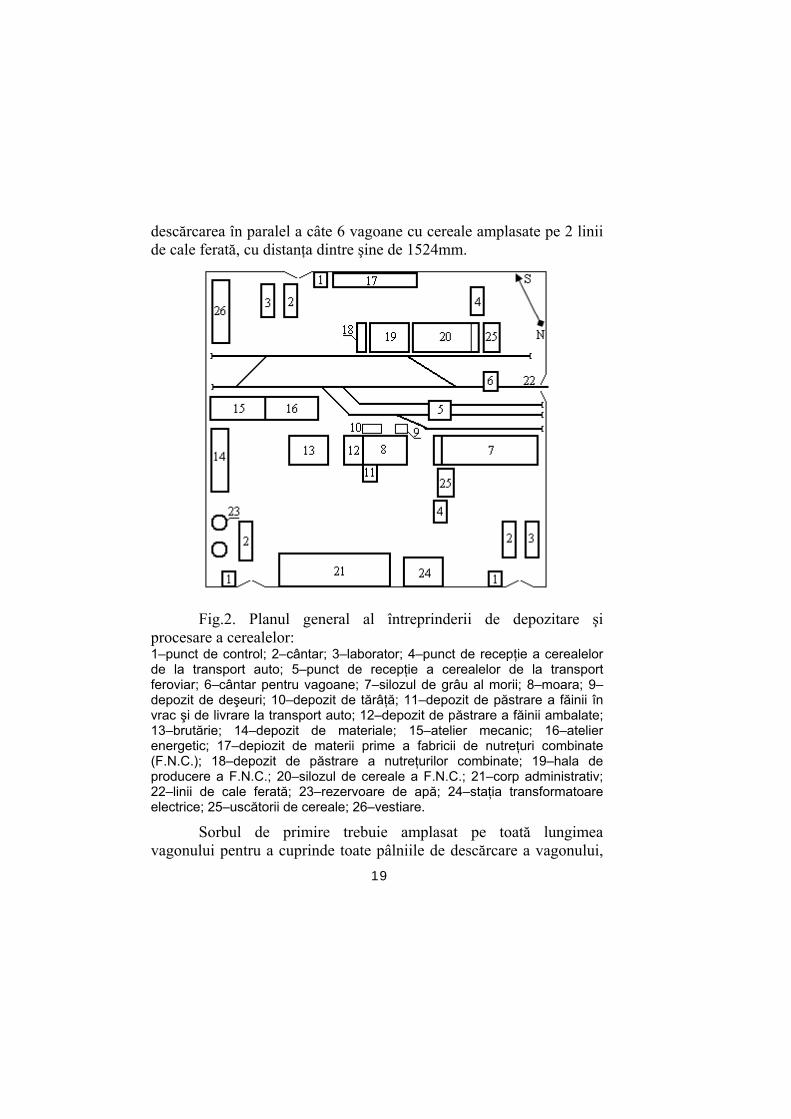
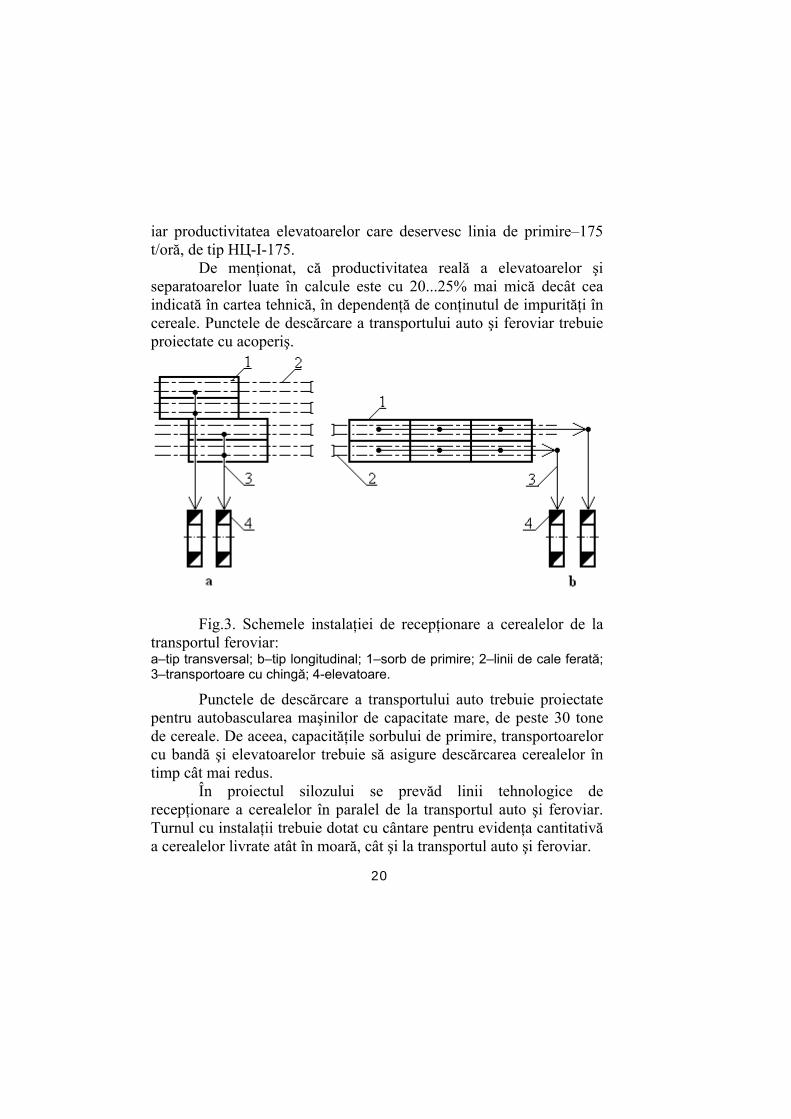
După cum se prezintă în fig.3, la punctele de descărcare a vagoanelor se prevăd minimum 2 linii tehnologice de primire, pentru
19
descărcarea în paralel a câte 6 vagoane cu cereale amplasate pe 2 linii de cale ferată, cu distanţa dintre şine de 1524mm.
Fig.2. Planul general al întreprinderii de depozitare şi
procesare a cerealelor: 1–punct de control; 2–cântar; 3–laborator; 4–punct de recepţie a cerealelor de la transport auto; 5–punct de recepţie a cerealelor de la transport feroviar; 6–cântar pentru vagoane; 7–silozul de grâu al morii; 8–moara; 9–depozit de deşeuri; 10–depozit de tărâţă; 11–depozit de păstrare a făinii în vrac şi de livrare la transport auto; 12–depozit de păstrare a făinii ambalate; 13–brutărie; 14–depozit de materiale; 15–atelier mecanic; 16–atelier energetic; 17–depiozit de materii prime a fabricii de nutreţuri combinate (F.N.C.); 18–depozit de păstrare a nutreţurilor combinate; 19–hala de producere a F.N.C.; 20–silozul de cereale a F.N.C.; 21–corp administrativ; 22–linii de cale ferată; 23–rezervoare de apă; 24–staţia transformatoare electrice; 25–uscătorii de cereale; 26–vestiare.
Sorbul de primire trebuie amplasat pe toată lungimea vagonului pentru a cuprinde toate pâlniile de descărcare a vagonului,
20
iar productivitatea elevatoarelor care deservesc linia de primire–175 t/oră, de tip НЦ-I-175.
De menţionat, că productivitatea reală a elevatoarelor şi separatoarelor luate în calcule este cu 20...25% mai mică decât cea indicată în cartea tehnică, în dependenţă de conţinutul de impurităţi în cereale. Punctele de descărcare a transportului auto şi feroviar trebuie proiectate cu acoperiş.
Fig.3. Schemele instalaţiei de recepţionare a cerealelor de la
transportul feroviar: a–tip transversal; b–tip longitudinal; 1–sorb de primire; 2–linii de cale ferată; 3–transportoare cu chingă; 4-elevatoare.
Punctele de descărcare a transportului auto trebuie proiectate pentru autobascularea maşinilor de capacitate mare, de peste 30 tone de cereale. De aceea, capacităţile sorbului de primire, transportoarelor cu bandă şi elevatoarelor trebuie să asigure descărcarea cerealelor în timp cât mai redus.
În proiectul silozului se prevăd linii tehnologice de recepţionare a cerealelor în paralel de la transportul auto şi feroviar. Turnul cu instalaţii trebuie dotat cu cântare pentru evidenţa cantitativă a cerealelor livrate atât în moară, cât şi la transportul auto şi feroviar.
21
Pe terenul proiectat se amplasează punctul medical, cantină, precum şi reţelele de aprovizionare cu apă-canalizare şi cu resurse energetice etc. În caz de necesitate, în proiect se prevede drenarea terenului de construcţie şi instalarea rezervoarelor de apă în scop contra-incendiar, cu capacitatea de 250...500 m3 pentru o rezervă de 3 ore de lucru. La proiectarea întreprinderii de depozitare şi procesare a cerealelor se prevede un laborator, cu suprafaţa de 10m2 pentru un laborant. Dotarea laboratorului se efectuează în corespundere cu „Nomenclatorul utilajului de laborator” aprobat de Ministerul de resort.
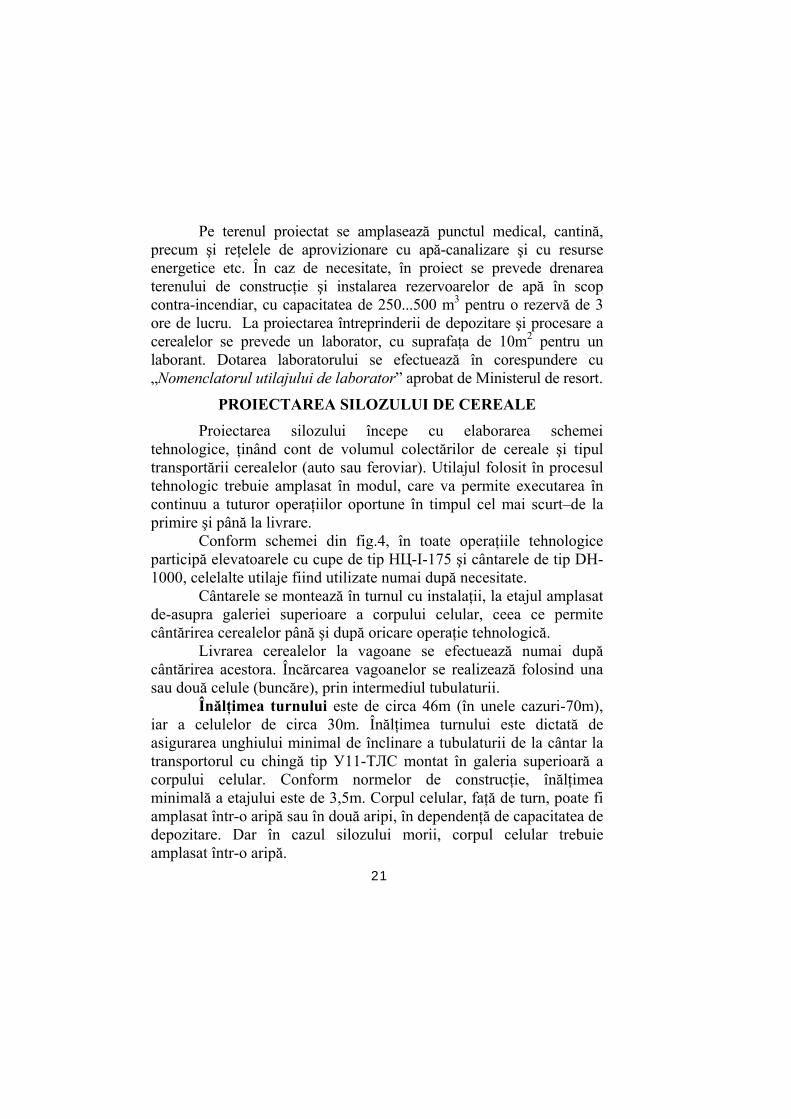
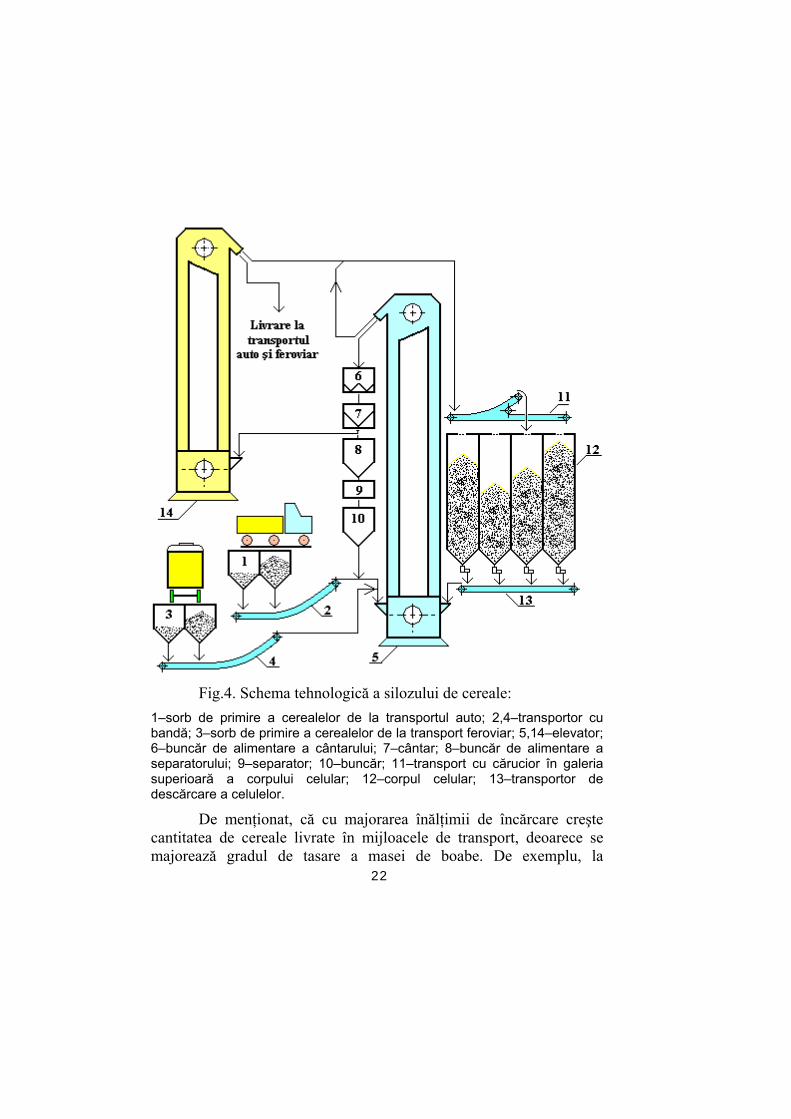
PROIECTAREA SILOZULUI DE CEREALE Proiectarea silozului începe cu elaborarea schemei
tehnologice, ţinând cont de volumul colectărilor de cereale şi tipul transportării cerealelor (auto sau feroviar). Utilajul folosit în procesul tehnologic trebuie amplasat în modul, care va permite executarea în continuu a tuturor operaţiilor oportune în timpul cel mai scurt–de la primire şi până la livrare.
Conform schemei din fig.4, în toate operaţiile tehnologice participă elevatoarele cu cupe de tip НЦ-I-175 şi cântarele de tip DH-1000, celelalte utilaje fiind utilizate numai după necesitate.
Cântarele se montează în turnul cu instalaţii, la etajul amplasat de-asupra galeriei superioare a corpului celular, ceea ce permite cântărirea cerealelor până şi după oricare operaţie tehnologică.
Livrarea cerealelor la vagoane se efectuează numai după cântărirea acestora. Încărcarea vagoanelor se realizează folosind una sau două celule (buncăre), prin intermediul tubulaturii.
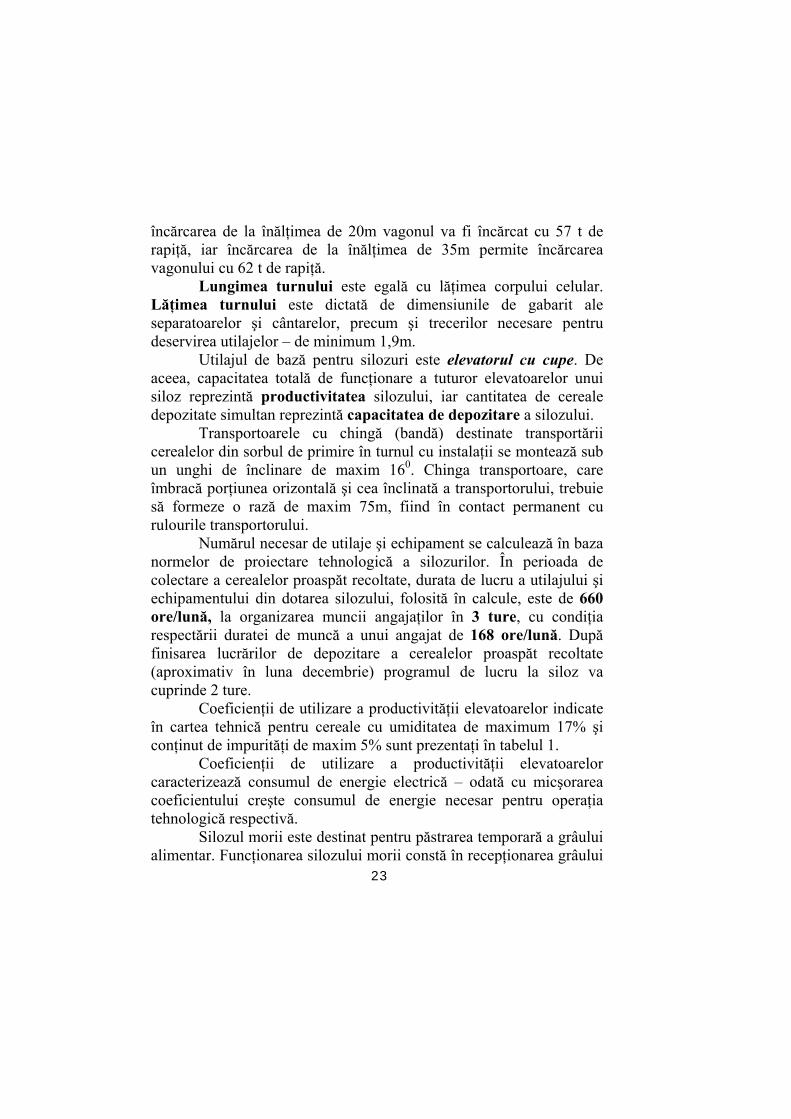
Înălţimea turnului este de circa 46m (în unele cazuri-70m), iar a celulelor de circa 30m. Înălţimea turnului este dictată de asigurarea unghiului minimal de înclinare a tubulaturii de la cântar la transportorul cu chingă tip У11-ТЛС montat în galeria superioară a corpului celular. Conform normelor de construcţie, înălţimea minimală a etajului este de 3,5m. Corpul celular, faţă de turn, poate fi amplasat într-o aripă sau în două aripi, în dependenţă de capacitatea de depozitare. Dar în cazul silozului morii, corpul celular trebuie amplasat într-o aripă.
22
Fig.4. Schema tehnologică a silozului de cereale:
1–sorb de primire a cerealelor de la transportul auto; 2,4–transportor cu bandă; 3–sorb de primire a cerealelor de la transport feroviar; 5,14–elevator; 6–buncăr de alimentare a cântarului; 7–cântar; 8–buncăr de alimentare a separatorului; 9–separator; 10–buncăr; 11–transport cu cărucior în galeria superioară a corpului celular; 12–corpul celular; 13–transportor de descărcare a celulelor.
De menţionat, că cu majorarea înălţimii de încărcare creşte cantitatea de cereale livrate în mijloacele de transport, deoarece se majorează gradul de tasare a masei de boabe. De exemplu, la
23
încărcarea de la înălţimea de 20m vagonul va fi încărcat cu 57 t de rapiţă, iar încărcarea de la înălţimea de 35m permite încărcarea vagonului cu 62 t de rapiţă.
Lungimea turnului este egală cu lăţimea corpului celular. Lăţimea turnului este dictată de dimensiunile de gabarit ale separatoarelor şi cântarelor, precum şi trecerilor necesare pentru deservirea utilajelor – de minimum 1,9m.
Utilajul de bază pentru silozuri este elevatorul cu cupe. De aceea, capacitatea totală de funcţionare a tuturor elevatoarelor unui siloz reprezintă productivitatea silozului, iar cantitatea de cereale depozitate simultan reprezintă capacitatea de depozitare a silozului.
Transportoarele cu chingă (bandă) destinate transportării cerealelor din sorbul de primire în turnul cu instalaţii se montează sub un unghi de înclinare de maxim 160. Chinga transportoare, care îmbracă porţiunea orizontală şi cea înclinată a transportorului, trebuie să formeze o rază de maxim 75m, fiind în contact permanent cu rulourile transportorului.
Numărul necesar de utilaje şi echipament se calculează în baza normelor de proiectare tehnologică a silozurilor. În perioada de colectare a cerealelor proaspăt recoltate, durata de lucru a utilajului şi echipamentului din dotarea silozului, folosită în calcule, este de 660 ore/lună, la organizarea muncii angajaţilor în 3 ture, cu condiţia respectării duratei de muncă a unui angajat de 168 ore/lună. După finisarea lucrărilor de depozitare a cerealelor proaspăt recoltate (aproximativ în luna decembrie) programul de lucru la siloz va cuprinde 2 ture.
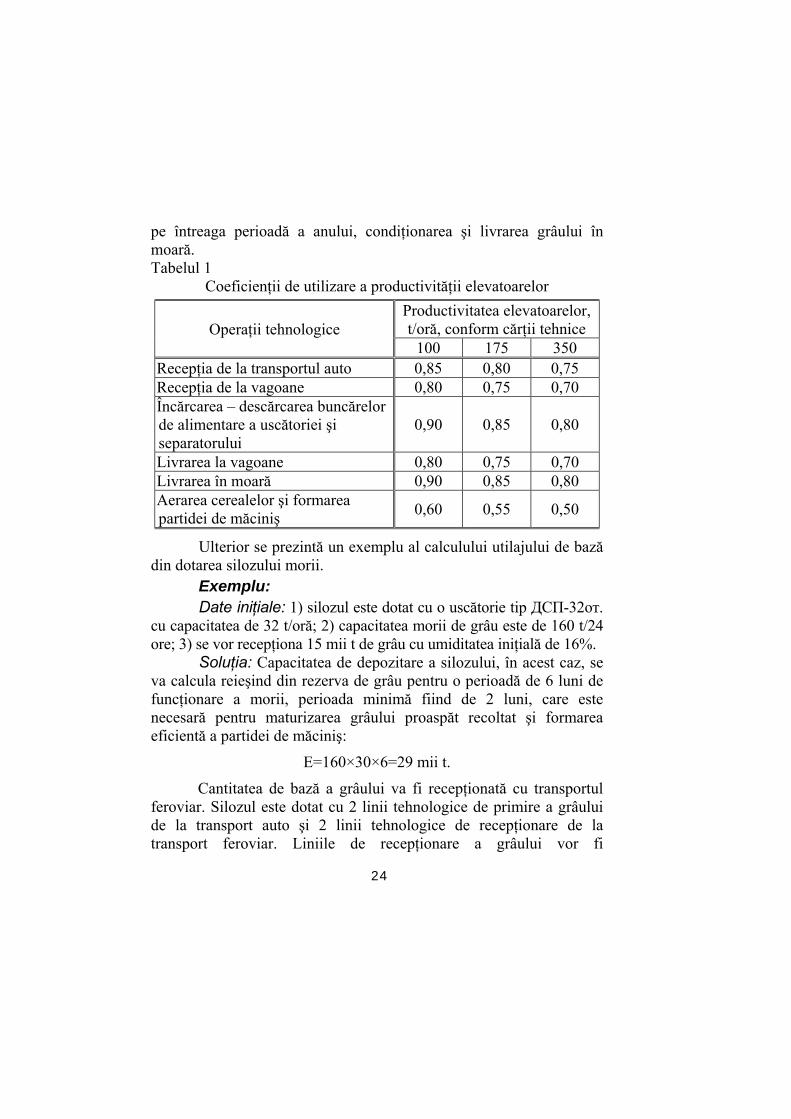
Coeficienţii de utilizare a productivităţii elevatoarelor indicate în cartea tehnică pentru cereale cu umiditatea de maximum 17% şi conţinut de impurităţi de maxim 5% sunt prezentaţi în tabelul 1.
Coeficienţii de utilizare a productivităţii elevatoarelor caracterizează consumul de energie electrică – odată cu micşorarea coeficientului creşte consumul de energie necesar pentru operaţia tehnologică respectivă.
Silozul morii este destinat pentru păstrarea temporară a grâului alimentar. Funcţionarea silozului morii constă în recepţionarea grâului
24
pe întreaga perioadă a anului, condiţionarea şi livrarea grâului în moară. Tabelul 1
Coeficienţii de utilizare a productivităţii elevatoarelor
Operaţii tehnologice Productivitatea elevatoarelor, t/oră, conform cărţii tehnice
100 175 350 Recepţia de la transportul auto 0,85 0,80 0,75 Recepţia de la vagoane 0,80 0,75 0,70 Încărcarea – descărcarea buncărelor de alimentare a uscătoriei şi separatorului
0,90 0,85 0,80
Livrarea la vagoane 0,80 0,75 0,70 Livrarea în moară 0,90 0,85 0,80 Aerarea cerealelor şi formarea partidei de măciniş 0,60 0,55 0,50
Ulterior se prezintă un exemplu al calculului utilajului de bază din dotarea silozului morii.
Exemplu: Date iniţiale: 1) silozul este dotat cu o uscătorie tip ДСП-32от.
cu capacitatea de 32 t/oră; 2) capacitatea morii de grâu este de 160 t/24 ore; 3) se vor recepţiona 15 mii t de grâu cu umiditatea iniţială de 16%.
Soluţia: Capacitatea de depozitare a silozului, în acest caz, se va calcula reieşind din rezerva de grâu pentru o perioadă de 6 luni de funcţionare a morii, perioada minimă fiind de 2 luni, care este necesară pentru maturizarea grâului proaspăt recoltat şi formarea eficientă a partidei de măciniş:
E=160×30×6=29 mii t.
Cantitatea de bază a grâului va fi recepţionată cu transportul feroviar. Silozul este dotat cu 2 linii tehnologice de primire a grâului de la transport auto şi 2 linii tehnologice de recepţionare de la transport feroviar. Liniile de recepţionare a grâului vor fi
25
supraîncărcate în perioada de recoltare a grâului, iar în celelalte luni ale anului se va utiliza preponderent numai o linie de primire de la transportul auto. Ambele linii de recepţie a grâului de la vagoane permit descărcarea simultană a 2 vagoane cu Q≈65t de grâu fiecare. Capacitatea unei linii de descărcare a grâului va permite plasarea simultană a 6 vagoane. Conform recomandărilor, grâul din siloz trebuie dirijat în moară cu următorii indici de calitate: umiditatea–max.14%; conţinut de impurităţi negre–max.2%, incl. corpuri vătămătoare–max.0,2% şi boabe defectate 1%; conţinut de impurităţi albe–max.5%, incl. boabe germinate–max.3%, boabe atacate cu fuzarioză–max.1%. De menţionat, că toată cantitatea de grâu recepţionat trebuie curăţat de impurităţi la separatorul-aspirator de tip А1-БИС-100. Totodată, grâul uscat în instalaţia de uscare, la fel, trebuie curăţat la separatorul-aspirator. Astfel, separatorul va prelucra anual 73 mii t de grâu (CG). Capacitatea de exploatare a separatorului-aspirator tip А1-БИС-100 se calculează cu relaţia:
QS=0,7×100=70 t/oră.
Aşadar, durata de lucru a separatorului-aspirator va fi de:
73000:70=1043 ore
Pentru executarea volumului dat de lucru este suficient montarea unui separator-aspirator tip А1-БИС-100. Ulterior se calculează cantitatea de deşeuri separate din grâu prin cernerea masei de boabe la separatorul-aspirator А1-БИС-100:
QD=CG×K×C= 73000×0,5×0,05 = 1825 t
în care: K – coeficientul de curăţare, egal cu 0,5; C – conţinutul de impurităţi, egal cu 5%.
Ulterior se va calcula capacitatea buncărului de acumulare a deşeurilor, reieşind din durata de păstrare de maximum 5 zile. Este
26
importantă excluderea amestecării deşeurilor furajere şi celor nefurajere, care trebuie depozitate în mod separat. Numărul de elevatoare cu cupe în turnul cu instalaţii trebuie să asigure productivitatea maximală a silozului. Locurile înguste în siloz sunt reprezentate de productivitatea redusă a cărucioarelor de descărcare şi lungimea limitată a transportoarelor cu chingă tip У11-ТЛС, deoarece lungimea mare aduce la pierderi de timp la deplasarea cărucioarelor. De aceea, în galeria superioară trebuie instalate 3 transportoare cu chingă, cu lungimea maximală de 150m. Înălţimea etajului inferior al corpului celular este de 6m, în vederea asigurării unghiului de înclinare a tubulaturii de scurgere a cerealelor de minimum 450.
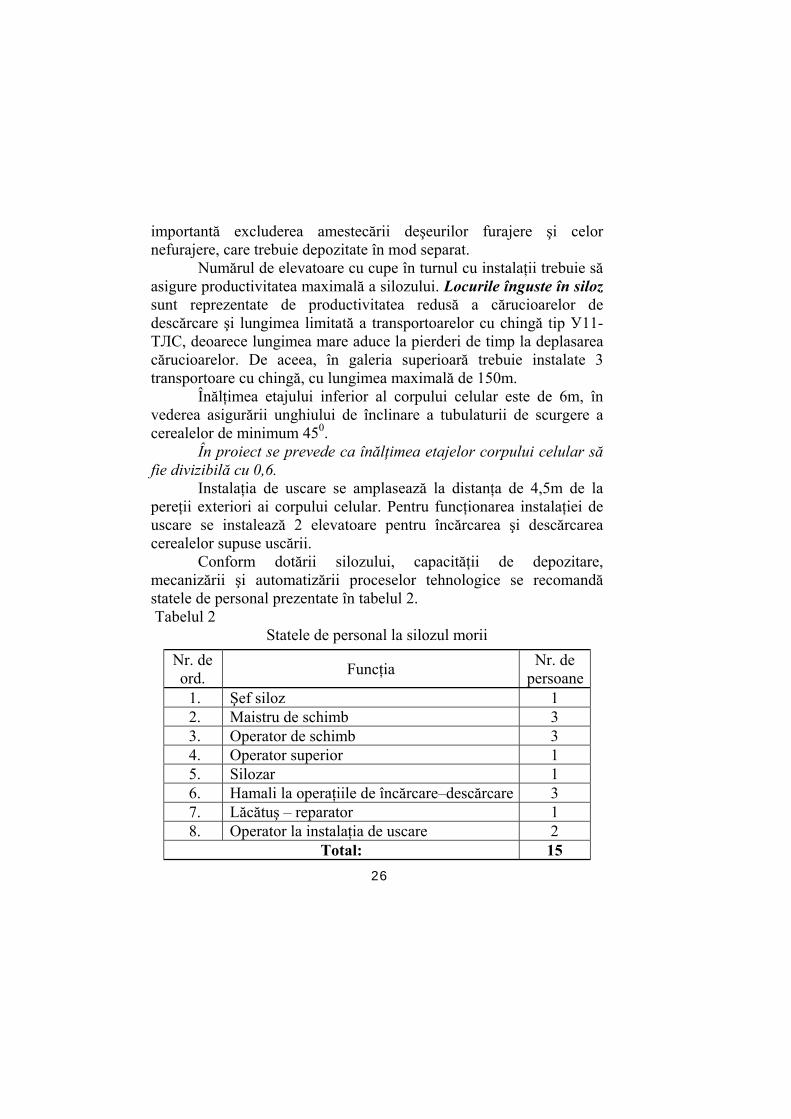
În proiect se prevede ca înălţimea etajelor corpului celular să fie divizibilă cu 0,6. Instalaţia de uscare se amplasează la distanţa de 4,5m de la pereţii exteriori ai corpului celular. Pentru funcţionarea instalaţiei de uscare se instalează 2 elevatoare pentru încărcarea şi descărcarea cerealelor supuse uscării. Conform dotării silozului, capacităţii de depozitare, mecanizării şi automatizării proceselor tehnologice se recomandă statele de personal prezentate în tabelul 2. Tabelul 2
Statele de personal la silozul morii Nr. de ord. Funcţia Nr. de
persoane 1. Şef siloz 1 2. Maistru de schimb 3 3. Operator de schimb 3 4. Operator superior 1 5. Silozar 1 6. Hamali la operaţiile de încărcare–descărcare 3 7. Lăcătuş – reparator 1 8. Operator la instalaţia de uscare 2
Total: 15
27
Modernizarea silozului este destinată excluderii locurilor înguste şi reducerii costurilor de producere, şi include următoarele: majorarea capacităţii de depozitare prin construcţia unui nou corp celular; schimbarea utilajului uzat fizic şi moral; instalarea noilor elevatoare, separatoare, instalaţii de uscare, instalaţii de aerare-fumigare; modernizarea mijloacelor de dirijare şi control a procesului tehnologic, inclusiv a sesizoarelor (senzorilor) de nivel şi temperatură. La modernizarea silozului, în turnul cu instalaţii se prevede instalarea separatorului-aspirator cu 2 rânduri de site pentru îndepărtarea impurităţilor din cerealele dirijate la uscare. Astfel, în urma curăţirii primare a cerealelor se majorează productivitatea uscătoriei şi se îmbunătăţesc condiţiile de scurgere a masei de boabe prin şicanele instalaţiei de uscare.
PROIECTAREA MORILOR ŞI FABRICILOR DE CRUPE Programul de lucru al morii se stabileşte pentru funcţionarea
în 3 ture pe perioadă de 300 zile lucrătoare pe an. În fiecare lună se planifică oprirea morii pentru 48 ore (3 opriri a câte 16 ore) în vederea desfăşurării reparaţiilor curente.
Depozitul de produse finite va lucra în 2 ture. În cazuri excepţionale, dependenţă de piaţa de desfacere a făinii se admite funcţionarea morii timp de 252 zile/an, în 3 ture.
Capacitatea depozitului de făină trebuie proiectată pentru păstrarea cantităţii de făină produsă timp de 10 zile.
Normele încărcării specifice a utilajului şi balanţa cantitativă teoretică a măcinişului reprezintă datele iniţiale pentru determinarea numărului de utilaje.
Particularitatea industriei de producere a crupelor constă în sortimentul variat de crupe fabricate din culturi cerealiere şi leguminoase.
În procesul fabricării crupelor se obţine o cantitate însemnată de derivate, care în majoritatea cazurilor, se utilizează la fabricarea nutreţurilor combinate. Produsele derivate includ: amestecul de cereale obţinut în curăţătorie, făina furajeră, tărâţa, deşeurile, spărtura şi germenii. Deşeurile se clasifică pe trei categorii.
28
În scopul nimicirii dăunătorilor de hambar deşeurile furajere extrase în curăţătorie, trebuie mărunţite la moara cu ciocănele într-o încăpere special amenajată, conform cerinţelor protecţiei muncii.
Procesul tehnologic de fabricare a crupelor se desfăşoară în două etape: de curăţire şi pregătire a materiei prime, şi de descorticare a masei de boabe.
Cerealele din silozul de cereale sunt transportate în curăţătorie prin cântărire şi dirijate în celulele pentru cereale necurăţate (celule negre). Capacitatea acestor celule se calculează pe 24–30ore de funcţionare a fabricii de crupe. Pentru separarea cerealelor de corpuri străine se utilizează separatoare, trioare, descojitoare etc. Tipul utilajelor şi consecutivitatea operaţiilor de separare a corpurilor străine şi pregătire a cerealelor depind de proprietăţile tehnologice ale boabelor şi conţinutul corpurilor străine. De aceea, în desenele tehnice se prevede tubulatura de ocolire a unor utilaje.
La etapa curăţirii primare a cerealelor trebuie asigurată separarea completă a impurităţilor mici şi mari, cu minim 80%. Pentru separarea eficientă a impurităţilor trebuie prevăzută divizarea preliminară a cerealelor pe fracţiuni (pe clase de mărime).
Descojitoarele se aplică pentru curăţirea suprafeţei boabelor. Separarea boabelor mici este o operaţie tehnologică destul de complexă. Boabele mici se separă ca cernutul sitelor inferioare (de nisip) la separatoarele de cereale.
Se recomandă ca trioarele să fie instalate după separatoarele de pietre, ce considerabil reduce uzura suprafeţei de lucru a trioarelor şi păstrează forma alveolelor. Orzul şi grâul trebuie divizat în două fracţiuni: fracţiunea de boabe mici se dirijează în trioare de neghină, iar fracţiunea de boabe mari–în trioare de ovăz sălbatic. Este interzisă supraîncărcarea trioarelor, în vederea evitării defecţiunilor tehnice.
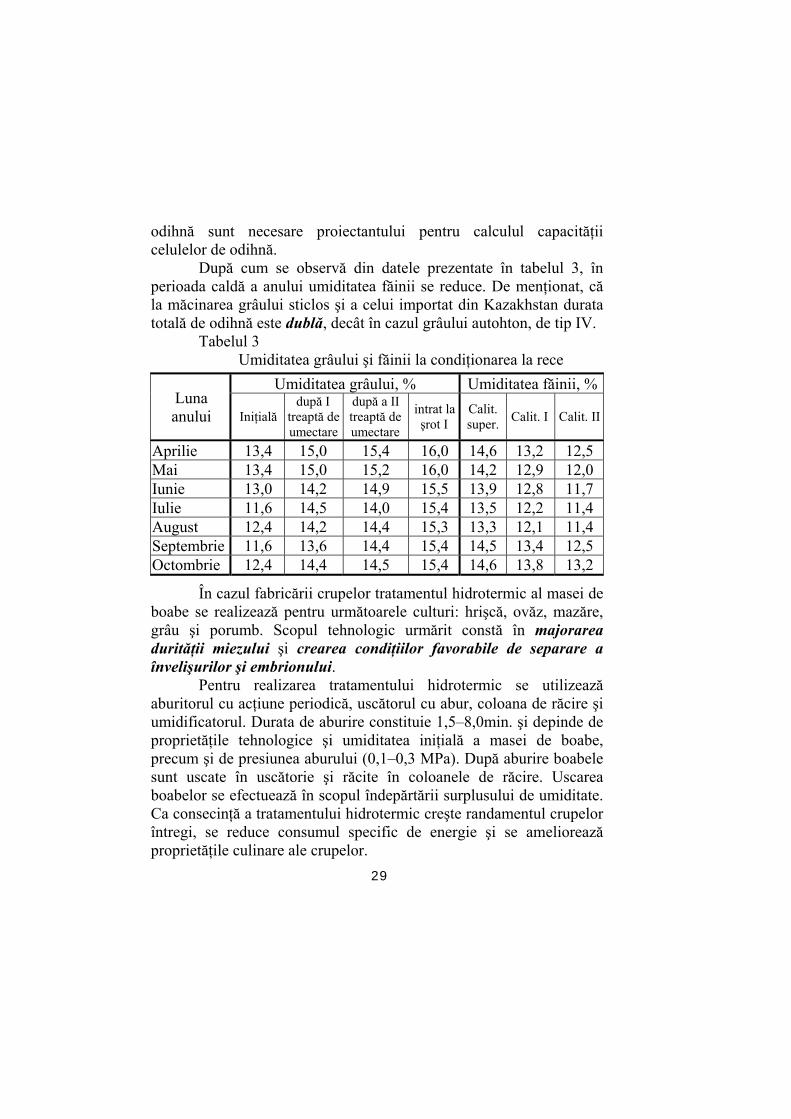
La măcinarea grâului autohton de tip IV, cu sticlozitatea de circa 45%, condiţionarea la rece se efectuează conform datelor prezentate în tabelul 3. Durata odihnei grâului după prima treaptă de umectare este de circa 14ore, iar după a doua treaptă de umectare durata de odihnă este de 4ore. Aceste două valori ale duratei de
29
odihnă sunt necesare proiectantului pentru calculul capacităţii celulelor de odihnă.
După cum se observă din datele prezentate în tabelul 3, în perioada caldă a anului umiditatea făinii se reduce. De menţionat, că la măcinarea grâului sticlos şi a celui importat din Kazakhstan durata totală de odihnă este dublă, decât în cazul grâului autohton, de tip IV.
Tabelul 3 Umiditatea grâului şi făinii la condiţionarea la rece
Luna anului
Umiditatea grâului, % Umiditatea făinii, %
Iniţială după I
treaptă de umectare
după a II treaptă de umectare
intrat la şrot I
Calit. super. Calit. I Calit. II
Aprilie 13,4 15,0 15,4 16,0 14,6 13,2 12,5 Mai 13,4 15,0 15,2 16,0 14,2 12,9 12,0 Iunie 13,0 14,2 14,9 15,5 13,9 12,8 11,7 Iulie 11,6 14,5 14,0 15,4 13,5 12,2 11,4 August 12,4 14,2 14,4 15,3 13,3 12,1 11,4 Septembrie 11,6 13,6 14,4 15,4 14,5 13,4 12,5 Octombrie 12,4 14,4 14,5 15,4 14,6 13,8 13,2
În cazul fabricării crupelor tratamentul hidrotermic al masei de boabe se realizează pentru următoarele culturi: hrişcă, ovăz, mazăre, grâu şi porumb. Scopul tehnologic urmărit constă în majorarea durităţii miezului şi crearea condiţiilor favorabile de separare a învelişurilor şi embrionului.
Pentru realizarea tratamentului hidrotermic se utilizează aburitorul cu acţiune periodică, uscătorul cu abur, coloana de răcire şi umidificatorul. Durata de aburire constituie 1,5–8,0min. şi depinde de proprietăţile tehnologice şi umiditatea iniţială a masei de boabe, precum şi de presiunea aburului (0,1–0,3 MPa). După aburire boabele sunt uscate în uscătorie şi răcite în coloanele de răcire. Uscarea boabelor se efectuează în scopul îndepărtării surplusului de umiditate. Ca consecinţă a tratamentului hidrotermic creşte randamentul crupelor întregi, se reduce consumul specific de energie şi se ameliorează proprietăţile culinare ale crupelor.
30
Cerealele curăţate şi pregătite sunt dirijate în secţia de decorticare unde are loc sortarea boabelor pe fracţiuni după mărime, operaţia de decorticare, sortarea şi polizarea miezului, controlul crupelor şi produselor derivate obţinute.
Schemele proceselor tehnologice de pregătire şi măcinare – decorticare se aleg din schemele tipizate, sau se acomodează la cele tipizate. În baza datelor iniţiale se ţine cont de calitatea materiei prime şi se stabilesc modificările care trebuie realizate în schemele tipizate (de exemplu, majorarea numărului de utilaje şi pasaje etc.).
Conform capacităţii de producere a morii, amplasării utilajelor de bază pe unul sau două etaje, mecanizării şi automatizării proceselor tehnologice, gradului de uzură a utilajului, precum şi programului de lucru (1, 2 sau 3 ture) se alcătuiesc statele de personal. În caz dacă valţurile, sitele plane şi maşinile de griş se amplasează pe 2 etaje ale clădirii morii numărul angajaţilor, care deservesc utilajele respective, se dublează.
În caz dacă produsele fabricate în moară sunt transmise în depozit prin cântărire, în statele de personal se introduce o unitate de şef de depozit, care este persoană cu răspundere materială şi care ţine evidenţa produselor primite din moară şi livrate către consumatori.
Dacă produsele fabricate în moară nu sunt transmise în depozit prin cântărire evidenţa produselor cerealiere este ţinută de şeful morii.
În depozitul de produse finite făina însăcuită se stivuieşte conform datei de fabricaţie. Între stive şi pereţii depozitului se proiectează treceri cu lăţimea de 0,7m pentru verificarea periodică a calităţii şi aerarea făinii. Pentru deplasarea stivuitorului se proiectează treceri cu lăţimea de 4,5m.
Pentru depozitul de păstrare a produselor finite în vrac şi ambalate în saci sau pungi se prevede un stat de personal de circa 9 angajaţi, dintre care: 2 maiştri de evidenţă, 2 operatori la depozitul de livrare a făinii în vrac, 2 operatori la caruselul de ambalare a făinii şi 3 hamali pentru un volum de circa 100 t de făină livrată lunar în saci.
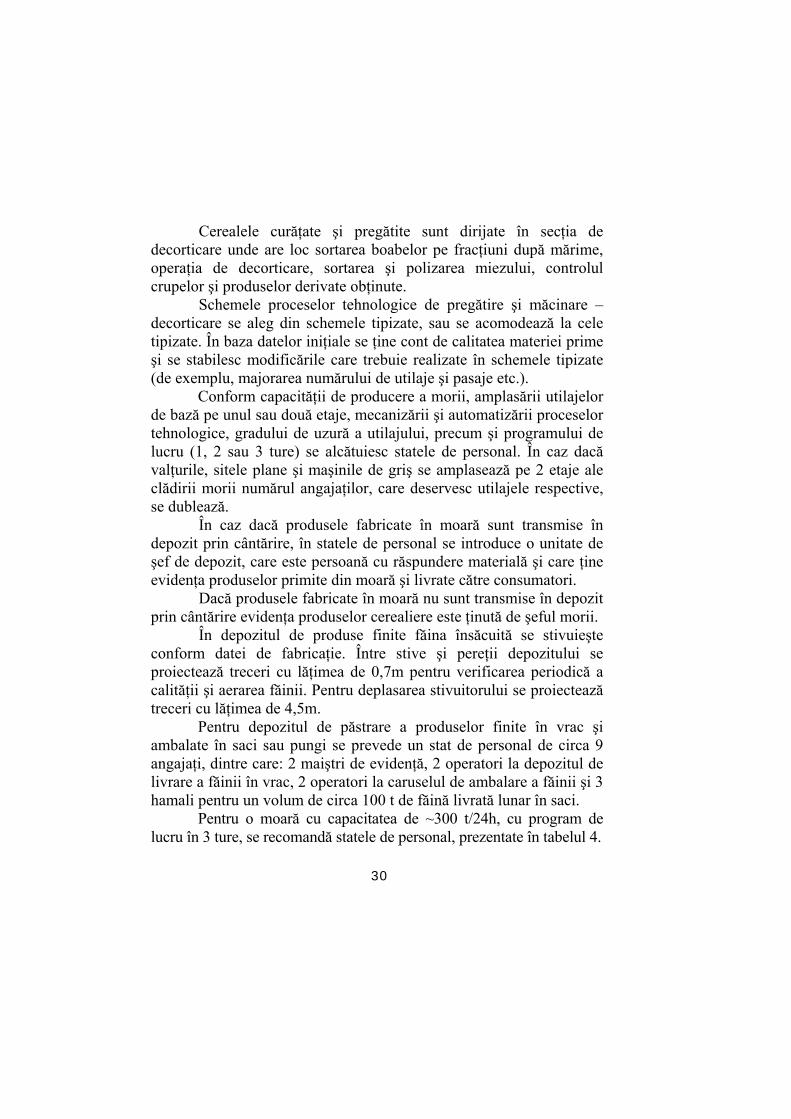
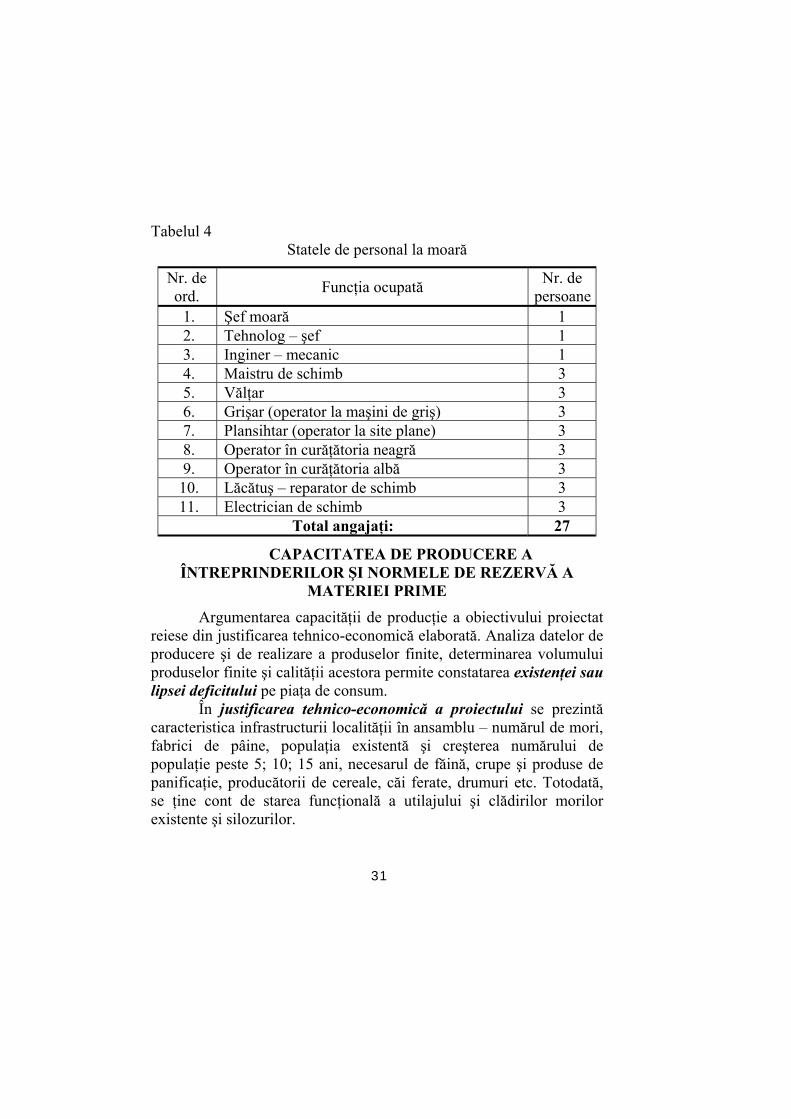
Pentru o moară cu capacitatea de ~300 t/24h, cu program de lucru în 3 ture, se recomandă statele de personal, prezentate în tabelul 4.
31
Tabelul 4 Statele de personal la moară
Nr. de ord. Funcţia ocupată Nr. de
persoane 1. Şef moară 1 2. Tehnolog – şef 1 3. Inginer – mecanic 1 4. Maistru de schimb 3 5. Vălţar 3 6. Grişar (operator la maşini de griş) 3 7. Plansihtar (operator la site plane) 3 8. Operator în curăţătoria neagră 3 9. Operator în curăţătoria albă 3 10. Lăcătuş – reparator de schimb 3 11. Electrician de schimb 3
Total angajaţi: 27
CAPACITATEA DE PRODUCERE A ÎNTREPRINDERILOR ŞI NORMELE DE REZERVĂ A
MATERIEI PRIME Argumentarea capacităţii de producţie a obiectivului proiectat
reiese din justificarea tehnico-economică elaborată. Analiza datelor de producere şi de realizare a produselor finite, determinarea volumului produselor finite şi calităţii acestora permite constatarea existenţei sau lipsei deficitului pe piaţa de consum.
În justificarea tehnico-economică a proiectului se prezintă caracteristica infrastructurii localităţii în ansamblu – numărul de mori, fabrici de pâine, populaţia existentă şi creşterea numărului de populaţie peste 5; 10; 15 ani, necesarul de făină, crupe şi produse de panificaţie, producătorii de cereale, căi ferate, drumuri etc. Totodată, se ţine cont de starea funcţională a utilajului şi clădirilor morilor existente şi silozurilor.
32
La alegerea productivităţii morii trebuie ţinut cont de faptul, că odată cu majorarea productivităţii se reduc costurile de producere şi preţul de cost al produselor finite.
Productivitatea morii proiectate QM (t/24ore) poate fi stabilită cu relaţia:
QM=[100×(K1+B1–K2)] / n×R,
în care: K1–necesitatea anuală a localităţii în făină/crupe, t; K2–cantitatea de făină/crupe produsă anual de morile
existente în localitate, t; B1–livrări de făină/crupe în afara localităţii, t; n–nr. zilelor lucrătoare pe an; R–randamentul făinii/crupelor, %.
Rezervele de materie primă destinate morilor şi fabricilor de crupe trebuie adoptate în volumul colectărilor realizate, dar cu condiţia că rezervele vor asigura funcţionarea unităţilor proiectate pe o perioadă de minim 3 luni. În corespundere cu normele proiectării tehnologice a fabricilor de crupe (în afară de cele de orez), acestea trebuie proiectate pentru prelucrarea minim a două culturi cerealiere, după scheme tehnologice interschimbabile.
Conform schemei interschimbabile se recomandă prelucrarea a următoarelor culturi: hrişcă↔mei; orz↔grâu; grâu↔mazăre; orz↔mazăre. Alegerea utilajului se realizează pentru cultura cerealieră cu schema de prelucrare mult mai complexă.
Rezervele de produse finite trebuie să fie următoarele:
• capacitatea depozitului de păstrare a făinii în vrac se precizează ţinând cont de capacitatea de funcţionare a fabricilor de pâine şi de depozitare a făinii la aceste unităţi productive;
• pentru păstrarea în saci – în mărimea fabricării în perioada de 7 zile; • pentru fabricile de crupe – în mărimea fabricării în perioada de 14
zile;
33
• capacitatea de depozitare a tărâţei – în mărimea fabricării în perioada de 4 zile, iar în cazul furnizării tărâţei la F.N.C. – în mărimea fabricării în perioada de 2 zile.
La elaborarea justificării economice se atrage atenţie combinării morii proiectate cu silozul, fabrica de crupe şi fabrica de nutreţuri combinate, ceea ce va facilita păstarea materiei prime, valorificarea tărâţei şi deşeurilor, va diversifica activităţile întreprinderii şi va diminua riscurile aferente activităţii desfăşurate.
În cazul combinării diferitelor activităţi se reduc cheltuielile de construcţie şi transportare, deoarece căile de acces, reţelele de apă-canalizare, aprovizionarea cu surse energetice, clădirile şi serviciile suplimentare (mecanic, energetic, comercial, contabilitate, depozitul de materiale, cântarele auto şi feroviar etc.) vor deservi în ansamblu mai multe activităţi productive, ceea ce va spori gradul lor de utilizare.
Pentru păstrarea crupelor trebuie prevăzută o magazie cu capacitatea ce va asigura păstrarea crupelor în volum de 5 zile de funcţionare a fabricilor de crupe. Capacitatea celulelor pentru păstrarea cojilor şi făinii furajere trebuie calculată pentru 24–48ore de funcţionare a fabricii de crupe, iar capacitatea celulelor pentru păstrarea deşeurilor se calculează pentru 3–5 zile de funcţionare a fabricii de crupe.
Toate fabricile de crupe se proiectează pentru un program de lucru în 3 ture, iar secţiile de producere a crupelor cu fierbere uşoară a fulgilor de orez şi făinii dietetice – în 2 ture.
Pentru fabricile de crupe cu capacitatea de producere de peste 100 t/24 h programul de lucru a secţiei de ambalare a produselor finite se proiectează în două schimburi, iar pentru fabricile de crupe cu capacitatea de până la 100 t/24h programul de lucru a secţiei de ambalare se realizează într-un schimb.
Pentru mori şi fabrici de crupe este necesar de a proiecta următoarele încăperi (spaţii) auxiliare:
- punctul cu panoul de distribuire a instalaţiilor electrice; - dispeceratul cu tabloul de dirijare; - biroul şefului secţiei cu suprafaţa minimă de 12m2;
34
- o cameră pentru desfăşurarea şedinţelor cu suprafaţa minimă de 18m2 (1,2m2 pentru un muncitor);
- o cameră pentru şefii de tură cu suprafaţa de 12m2; - o cameră pentru electricianul şi pentru lăcătuşul de serviciu
cu suprafaţa de minim 18m2; - o magazie pentru păstrarea pieselor de schimb şi a utilajului
de rezervă cu suprafaţa minimă de 15m2; - o cameră a şefului de magazie cu suprafaţa minimă de 9m2.
La întreprindere se proiectează încăperi calde pentru muncitori, cu pereţi rezistenţi la foc timp de 45min., cu ieşirea separată din clădire, şi cu instalaţii electrice de încălzire (calorifere) cu consum de maxim 1 kWt×oră.
Dispeceratul cu tabloul de dirijare se amplasează în clădirea principală de producere, iar punctele cu panouri de distribuire a instalaţiilor electrice se amplasează în secţiile corespunzătoare.
ALEGEREA ŞI AMPLASAREA UTILAJULUI TEHNOLOGIC
Alegerea corectă, calculul utilajului tehnologic şi repartizarea lui pe pasajele de şrotare, desfăcătoare şi măcinătoare, respectarea regimurilor optime determină eficienţa tehnologică şi economică a funcţionării morii.
La alegerea şi calculul necesarului de utilaje se bazează pe diagrama de măciniş şi balanţa cantitativă.
Prima etapă a calculului cuprinde determinarea numărului de celule negre destinate pentru materia primă depozitată în curăţătorie. În general, capacitatea celulelor (E, m3) se calculează cu relaţia:
E = (Q×τ) / 24×γ×ψ,
în care: Q –capacitatea curăţătoriei, t/24ore; τ –numărul de ore, pentru care se face rezerva
de cereale, sau durata de odihnă, ore; γ –masa volumică a cerealelor, t/m3; ψ –grad de umplere a celulelor.
35
Capacitatea celulelor negre trebuie calculată pentru 24–50ore de funcţionare a curăţătoriei. Numărul de celule (N) se calculează cu relaţia:
N = V / a×b×h
în care: a, b, h–lăţimea, lungimea şi înălţimea celulei, m.
La construcţia noii clădiri, cu amplasarea stâlpilor 6×6m sau 9×6m, dimensiunile în plan a celulelor vor fi de 3×3m. La modernizarea morilor existente, în cazul construcţiilor monolit, pot fi proiectate celule cu alte dimensiuni de gabarit, cu latura de peste 1,5m.
Înălţimea etajelor se ia divizibilă cu 1,2m, adică: 3,6m; 4,8m; 6m; 7,2m, fiind suficientă pentru amplasarea, funcţionarea şi deservirea utilajului.
Numărul de etaje ale clădirii morii depinde de capacitatea morii şi tipul măcinişului. Clădirea curăţătoriei trebuie să aibă un număr de etaje, care să asigure un număr limitat de ridicări ale produselor cerealiere, în vederea reducerii consumurilor de resurse energetice. De reţinut, că numărul de etaje ale clădirii curăţătoriei trebuie să fie egal cu numărul de etaje ale clădirii secţiei de măciniş.
Etajul superior al curăţătoriei este ocupat de maşinile de umectare, separatoare-tarare, filtru-ciclon, ventilatoare de aspiraţie şi capul elevatoarelor. Pentru comoditate la deservirea descojitoarelor şi trioarelor sunt necesare spaţii libere cu suprafaţa de minimum 3m2.
Pentru evitarea acţiunilor negative ale vibraţiilor filtrul de aspiraţie şi ventilatoarele se montează la distanţă suficientă de cântar sau la alt etaj.
Utilajul necesar în curăţătorie se alege luând ca bază diagrama adoptată, productivitatea şi încărcările specifice ale acestuia. În scopul creării rezervei de cereale pentru funcţionarea neîntreruptă a secţiei de măciniş productivitatea curăţătoriei trebuie să fie cu 15-20% mai mare decât productivitatea secţiei de măciniş. Alegerea utilajului din curăţătorie se face ţinând cont de productivitatea calculată a curăţătoriei.
36
În curăţătoria morii, în locul elevatoarelor, se admite proiectarea transportului pneumatic prin refulare, iar în secţia de măciniş – transport pneumatic prin aspiraţie.
Utilajul necesar se alege folosind cataloage, prospecte, resurse Internet, fişe tehnice etc.
Utilajul tehnologic şi buncărele pentru cereale se calculează în corespundere cu schema tehnologică elaborată, regimurile pasajelor tehnologice şi balanţa prelucrării culturii cerealiere.
Utilajul tehnologic pentru curăţarea şi pregătirea cerealelor se determină conform productivităţii fluxului cerealier (Qc) şi capacităţii fiecărui utilaj (q):
n c= ,
în care: n – numărul de utilaje ce realizează operaţia tehnologică respectivă;
q – capacitatea unui utilaj, t/24h.
Utilizarea reală a fiecărui utilaj (în %) se calculează cu relaţia:
100qn
QU c ⋅
⋅=
Supraîncărcarea utilajului se admite în limita de maxim 15-20%. Calculul numărului de cântare automate pentru o operaţie de
cântărire se realizează ţinându-se cont de productivitatea cupei cântarului şi numărului admisibil de înregistrări într-o minută. Cântarele automate lucrează fiabil dacă numărul de înregistrări într-o minută nu este mai mare de trei. Valoarea necesară a unei înregistrări M (kg) poate fi determinată cu relaţia:
360241000Q
M c
⋅⋅= ⋅ ,
Conform acestei valori calculate se alege tipul şi numărul de cântare în aşa mod, ca capacitatea reală a tuturor cântarelor să fie egală sau mai mare decât valoarea M.
37
Utilajul amplasat în secţia de decorticare se calculează conform schemei tehnologice, balanţei de prelucrare, capacităţii fabricii de crupe şi productivităţii utilajului.
Încărcările specifice a utilajului tehnologic de bază sunt următoarele:
- valţ cu sabot de tip 2DŞS-3, t/(24h×cm): pentru mei 0,4–0,6; pentru hrişcă 0,24 – 0,32;
- decorticător de tip ZŞM, t/24h pentru o maşină: pentru orz 6,5; pentru grâu 8,0; pentru mazăre 24,0; pentru porumb 12,0;
- valţul cu tăvălugi de cauciuc de tip ZRD, BŞV, t/(24h×cm): pentru hrişcă 0,2; pentru orez 1,4;
- piatră de descojit, t/24h pentru o maşină: pentru ovăz 28,0; - maşină de şlefuit de tip RS-125 şi A1-BŞM-2,5, t/24h pentru
o maşină: pentru orez 25; pentru ovăz 70; - valţ de moară, t/(24h×cm): pentru fabricarea făinii de ovăz
0,05; pentru fabricarea crupelor de orz pe cinci numere 0,35; pentru fabricarea crupelor de orz pe trei numere 0,25; pentru porumb 0,25;
- maşini de cernere, t/(24h×m2): pentru mei 3,5; pentru hrişcă 0,6; pentru ovăz 3,5; pentru orez 2,2; pentru orz 1,3-1,5; pentru grâu 1,0; pentru mazăre 1,65; pentru porumb 1,5;
- maşina Paddy, t/24h pentru o maşină: pentru hrişcă 0,8; pentru orez 0,8; pentru orz 0,2.
După alegerea tipului şi determinarea numărului necesar de utilaj tehnologic de curăţare şi pregătire a cerealelor pentru decorticare, rezultatele calculelor se întroduc în tabelul 5.
Tabelul 5 Echipamentul din curăţătorie
Echipament tehnologic Marca Numă-
rul
Capacitatea, t/24h Utilizarea
utilajului, %
Puterea instalată, kW×oră calcu-
lată reală

38
La calculul decorticătoarelor pentru fabricile de mei, orez şi hrişcă trebuie prevăzută o maşină de rezervă pentru fiecare 100 t/24h de cereale prelucrate.
Lungimea totală (L, cm) a valţurilor cu sabot, decorticătoarelor de tip ZRD şi valţurilor de moară se calculează cu relaţia:
qQL = ,
în care: Q – capacitatea fabricii de crupe, t/24h; q – încărcarea specifică a maşinii, t/(24h×cm). Cunoscând lungimea tăvălugului maşinii de decorticare (l ,
cm) se calculează numărul total de maşini:
l
Ln = ,
Dacă este cunoscută încărcarea specifică numai a unei maşini, atunci numărul total de maşini pentru operaţia tehnologică respectivă se determină cu relaţia:
qQn = ,
Cunoscând cantitatea produsului ce alimentează maşinile respective (K, %), conform balanţei calitative, şi lungimea liniei de decorticare (L, cm) se calculează lungimea liniei de decorticare a fiecărui pasaj tehnologic cu relaţia:
100KL ⋅
=l
După fiecare pasaj de decorticare amestecul de produse se dirijează la sortare şi cernere.
Suprafaţa de cernere necesară se determină cu relaţia:
qQ1000Fc⋅
= , m2
în care: q– încărcarea specifică a 1 m2 a suprafeţei de cernere.
Numărul total al compartimentelor de cernere se calculează cu relaţia:
39
fFn c= ,
în care: f – suprafaţa de cernere a unui compartiment, m2.
Numărul de compartimente se rotunjeşte până la valoarea ce corespunde unui număr întreg de site plane.
Numărul total de compartimente de cernere se repartizează pe pasajele tehnologice de cernere folosind încărcarea fiecărui pasaj conform balanţei, calculând circulaţia totală a produselor şi suprafaţa de cernere pe pasaje.
Suprafaţa de cernere pe pasaje se calculează cu relaţia:
OqF
F bc ⋅=′ ,
în care: qb – încărcarea pasajului conform balanţei, %; O – rulajul produselor, %.
Durata aflării produselor cerealiere în buncărele de rezervă este următoarea:
- capacitatea buncărului de alimentare a aburitorului cu acţiune periodică trebuie să fie dublă faţă de capacitatea de funcţionare a aburitorului;
- buncărul uscătorului trebuie să asigure funcţionarea uscătorului timp de 1,0–1,5 ore;
- pentru aburitorul cu acţiune continuă – 10–15 min.; - pentru maşinile de decorticare – 15 min.; - pentru maşinile de şlefuire – 10 min.
Capacitatea buncărelor pentru crupe se calculează luând în considerare extracţia sortimentului dat. La ambalarea crupelor într-un schimb, capacitatea buncărelor se calculează pentru o durată de timp de 16–20ore. La ambalarea crupelor în două schimburi, capacitatea buncărelor se calculează pentru 8–10ore. Capacitatea buncărelor de acumulare a cojilor şi făinii furajere se calculează pentru 1–2ore.
Alegerea dimensiunilor clădirii depinde de capacitatea fabricii, de schema tehnologică de prelucrare a cerealelor şi de numărul de utilaj. Amplasarea utilajului tehnologic, de transport şi aspiraţie se

40
realizează ţinând cont de utilizarea eficientă a suprafeţei de producere şi cerinţele protecţiei muncii.
De regulă, utilajul se amplasează pe 5-6 etaje, cu distanţa între stâlpi de 6×6m sau 9×6m. Înălţimea etajelor se alege conform considerentelor tehnologice şi poate fi de 4,8 sau 6,0m. Etajul superior obligatoriu are înălţimea de 6m.
În curăţătorie, care este separată de secţia de decorticare, poate fi folosit transportorul pneumatic numai pentru următoarele culturi: ovăz, orz, mei, grâu, şi porumb.
Transportarea pneumatică a hrişcăi, mazărei şi orezului aduce la majorarea conţinutului de boabe sparte. De menţionat, că folosirea transportului pneumatic contribuie la majorarea pierderilor mecanice. De aceea, pentru întregul proces tehnologic este preferabil transportul mecanic.
Se folosesc două metode de calcul şi selectare a utilajului tehnologic al morii.
Prima metodă se bazează pe caracteristicile tehnice ale diagramelor, balanţa teoretică a măcinişului şi cunoaşterea încărcăturilor specifice ale utilajelor pe fiecare pasaj tehnologic. Această metodă se foloseşte la proiectarea morilor cu măcinarea grâului pe calităţi.
A doua metodă constă în calculul liniei totale de valţuri şi suprafeţei totale de cernere, cu repartizarea ulterioară a acestora pe etapele procesului, pe pasaje tehnologice separate, conform caracteristicilor tehnice. Calculul începe cu determinarea numărului şi tipul valţurilor pentru diagrama tehnologică aplicată.
Pentru aceasta se calculează lungimea totală a liniei de valţuri (L, cm) pentru toate pasajele tehnologice:
L=(Q×1000)/qv
în care: Q–productivitatea morii, t/24ore; qv–încărcarea specifică, kg/(cm×24ore).
Funcţie de tipul valţurilor, caracteristica tehnică a diagramei, se repartizează lungimea liniei totale de valţuri pe pasaje tehnologice.

41
Dependenţă de lungimea calculată a liniei de valţuri necesară unui pasaj se poate lua o jumătate de valţ, un valţ întreg, un valţ şi jumătate sau două valţuri. Pentru o moară se aleg valţuri nu mai mult de două modele, numărul fiecărui model fiind o cifră întreagă (2; 3; 4; 5 etc.).
După efectuarea calculului se verifică încărcarea reală, ţinând cont de lungimea reală a valţurilor (Lreal):
qreal = (1000×Q)/Lreal
Conform normelor recomandate, pentru măcinişul grâului pe sortimente, încărcarea specifică medie a liniei totale de valţuri de tip ЗМ şi БВ trebuie să fie cuprinsă între 65...85 kg/(cm×24ore), iar pentru pasajele de şrotare–150...500 kg/(cm×24ore).
Pentru măcinişul integral încărcarea specifică medie a liniei totale de valţuri este de până la 300 kg/(cm×24ore), iar pentru măcinişul secarei pe sortimente –70...170 kg/(cm×24ore). Încărcarea specifică a valţului tip MDDK, realizat de firma Bühler, este de 100 kg/(cm×24ore). În secţia de măciniş a morii valţurile se amplasează la etajul inferior.
Suprafaţa de cernere a secţiei de măciniş a morii (Ftotal) se calculează cu relaţia, ţinând cont de normele încărcării sitelor plane (qc):
Ftotal= (1000×Q)/qc
Normele încărcării medii a sitelor plane sunt următoarele: • sita plană model Р3-БРБ şi БРВ – 1330 kg/(m2×24ore); • sita plană model Quadrostar, MPAH – 2000 kg/(m2×24ore); • sita plană model ЗРШ-4 – 900…1200 kg/(m2×24ore); • sita plană model ЗРШ-6 – 1200 kg/(m2×24ore); • sita plană model ЗРМ – 630…800 kg/(m2×24ore).
Numărul total al compartimentelor de cernere trebuie să fie divizibil cu numărul de compartimente ale modelului sitei plane alese. Divizând numărul de compartimente la 4 sau 6 se obţine un număr întreg de site plane folosite în moară. Încărcarea specifică reală (kg/m2×24h) se calculează cu relaţia:
Fr= (1000×Q)/qc

42
Atât pentru valţuri, cât şi pentru site plane, devierile admisibile între valorile încărcării reale şi cele normate constituie ±10%. Calculul maşinilor de griş se face cu relaţia:
N= (1000×Q) / (qm.g.×B)
în care: Q– productivitatea morii, t/24ore; qm.g.– încărcarea specifică normată a 1 cm
lăţime a sitei primitoare, kg/cm×24ore; B– lăţimea sitei, cm.
Pentru maşinile de griş model A1-БСО şi А1-БС2-О lăţimea sitei primitoare este de 48 cm.
Încărcarea specifică a maşinii de griş depinde de granulozitatea produsului. Astfel, pentru următoarele produse încărcarea specifică constituie: • griş mare – 15...28 kg/cm×oră sau 720...1344 kg/oră; • griş mijlociu – 14...15 kg/cm×oră sau 672...720 kg/oră; • griş mic – 11...14 kg/cm×oră sau 528...672 kg/oră; • dunst – 8...14 kg/cm×oră sau 384...672 kg/oră.
Pentru măcinişurile dezvoltate, la extragerea făinii pentru panificaţie, încărcarea specifică medie constituie 15...19 kg/cm×oră, iar la măcinişul grific – 4...5 kg/cm×oră. Încărcarea specifică a maşinii de griş model MQRF-46/200 este de 36 kg/cm×oră. La amplasarea utilajului este necesară respectarea consecutivităţii operaţiilor tehnologice fără transportări adăugătoare, care aduc la cheltuieli suplimentare.
Toate utilajele şi echipamentul din unitatea de morărit se amplasează cu condiţia ca montarea, reparaţia şi deservirea acestora să fie comodă şi să corespundă cerinţelor protecţiei muncii, normelor şi actelor legislative privind amplasarea, proiectarea, construcţia şi exploatarea unităţilor de producere.
În tabelul 6 este indicată lista utilajului tehnologic aplicat la fabricile de crupe cu indicarea principalelor caracteristici tehnice.
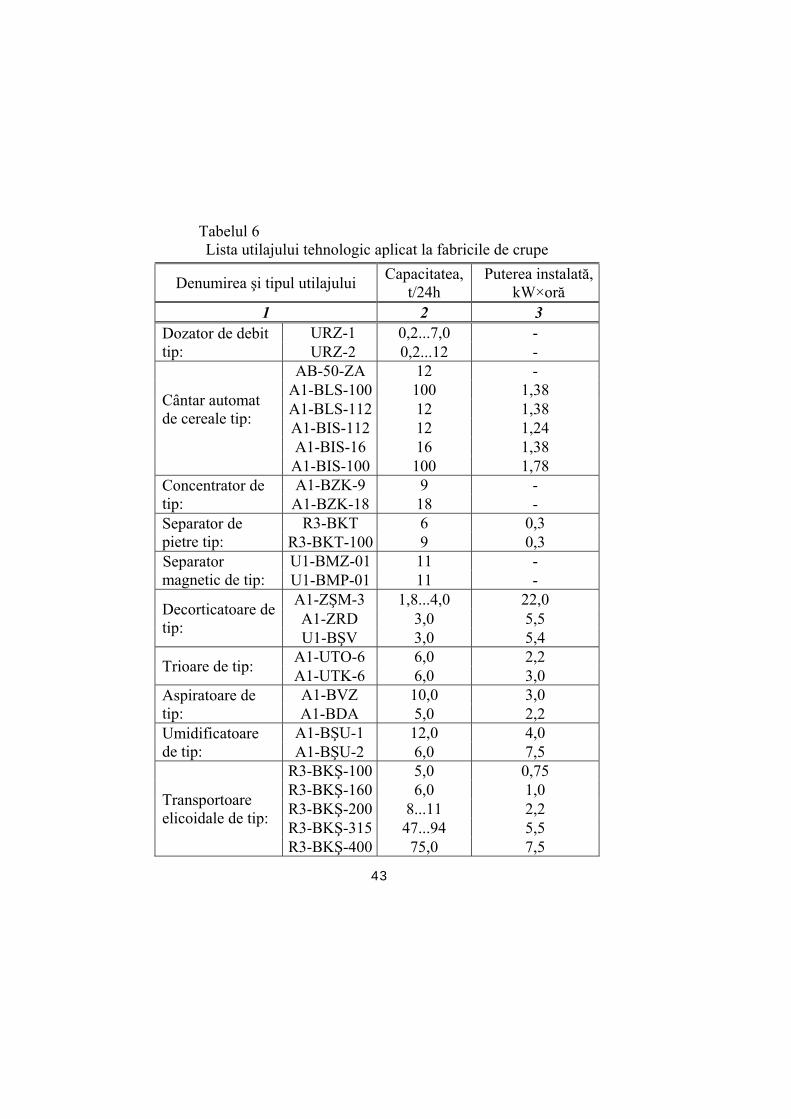
43
Tabelul 6 Lista utilajului tehnologic aplicat la fabricile de crupe
Denumirea şi tipul utilajului Capacitatea, t/24h
Puterea instalată, kW×oră
1 2 3 Dozator de debit tip:
URZ-1 0,2...7,0 - URZ-2 0,2...12 -
Cântar automat de cereale tip:
AB-50-ZA 12 - A1-BLS-100 100 1,38 A1-BLS-112 12 1,38 A1-BIS-112 12 1,24 A1-BIS-16 16 1,38 A1-BIS-100 100 1,78
Concentrator de tip:
A1-BZK-9 9 - A1-BZK-18 18 -
Separator de pietre tip:
R3-BKT 6 0,3 R3-BKT-100 9 0,3
Separator magnetic de tip:
U1-BMZ-01 11 - U1-BMP-01 11 -
Decorticatoare de tip:
A1-ZŞM-3 1,8...4,0 22,0 A1-ZRD 3,0 5,5 U1-BŞV 3,0 5,4
Trioare de tip: A1-UTO-6 6,0 2,2 A1-UTK-6 6,0 3,0
Aspiratoare de tip:
A1-BVZ 10,0 3,0 A1-BDA 5,0 2,2
Umidificatoare de tip:
A1-BŞU-1 12,0 4,0 A1-BŞU-2 6,0 7,5
Transportoare elicoidale de tip:
R3-BKŞ-100 5,0 0,75 R3-BKŞ-160 6,0 1,0 R3-BKŞ-200 8...11 2,2 R3-BKŞ-315 47...94 5,5 R3-BKŞ-400 75,0 7,5
44
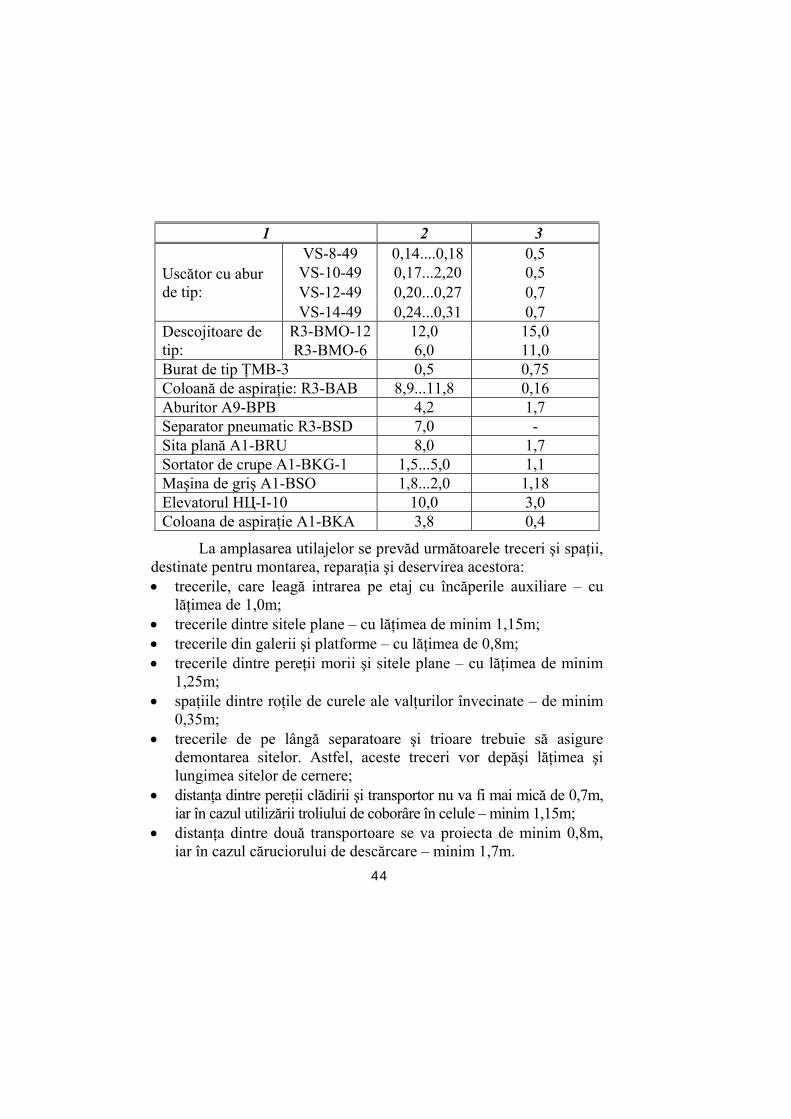
1 2 3
Uscător cu abur de tip:
VS-8-49 0,14....0,18 0,5 VS-10-49 0,17...2,20 0,5 VS-12-49 0,20...0,27 0,7 VS-14-49 0,24...0,31 0,7
Descojitoare de tip:
R3-BMO-12 12,0 15,0 R3-BMO-6 6,0 11,0
Burat de tip ŢMB-3 0,5 0,75 Coloană de aspiraţie: R3-BAB 8,9...11,8 0,16 Aburitor A9-BPB 4,2 1,7 Separator pneumatic R3-BSD 7,0 - Sita plană A1-BRU 8,0 1,7 Sortator de crupe A1-BKG-1 1,5...5,0 1,1 Maşina de griş A1-BSO 1,8...2,0 1,18 Elevatorul НЦ-I-10 10,0 3,0 Coloana de aspiraţie A1-BKA 3,8 0,4
La amplasarea utilajelor se prevăd următoarele treceri şi spaţii, destinate pentru montarea, reparaţia şi deservirea acestora: • trecerile, care leagă intrarea pe etaj cu încăperile auxiliare – cu
lăţimea de 1,0m; • trecerile dintre sitele plane – cu lăţimea de minim 1,15m; • trecerile din galerii şi platforme – cu lăţimea de 0,8m; • trecerile dintre pereţii morii şi sitele plane – cu lăţimea de minim
1,25m; • spaţiile dintre roţile de curele ale valţurilor învecinate – de minim
0,35m; • trecerile de pe lângă separatoare şi trioare trebuie să asigure
demontarea sitelor. Astfel, aceste treceri vor depăşi lăţimea şi lungimea sitelor de cernere;
• distanţa dintre pereţii clădirii şi transportor nu va fi mai mică de 0,7m, iar în cazul utilizării troliului de coborâre în celule – minim 1,15m;
• distanţa dintre două transportoare se va proiecta de minim 0,8m, iar în cazul căruciorului de descărcare – minim 1,7m.
45
DESENE CA MIJLOACE DE PROIECTARE Reprezentarea prin desene a ideilor de rezolvare, soluţiilor de
principiu sau reperelor şi ansamblelor proiectate la scară este una din sarcinile cele mai importante ale proiectantului. Odată cu introducerea prelucrării grafice a datelor avem un mijloc de lucru la dispoziţie, cu care sunt obţinute mai eficient documentaţiile de fabricaţie. Rămâne însă pentru proiectant necesitatea să introducă, în toate etapele de concretizare ale procesului de dezvoltare şi proiectare, desenul ca mijloc de comunicare pentru obţinerea documentaţiei de fabricaţie, cât şi pentru ordonarea şi stimularea ideilor proprii şi propunerilor de rezolvare din partea conducătorului de proiect şi consultanţi. Trebuie ca proiectantul să stăpânească regulile esenţiale ale reprezentării prin desen şi să le aplice pe baza unei capacităţi de reprezentare spaţială şi cu spirit creator ingineresc.
Având în vedere conţinutul desenelor tehnice, se deosebesc: - schiţe făcute cu mâna liberă; - desene conform normelor făcute la scară; - reprezentări cotate; - desene de gabarit, ca desene principale sau desene de
montaj; - desene de ansamblu; - desene de repere; - planuri de cerinţe; - scheme tehnologice; - desenele tubulaturii.
Desenele de execuţie se întocmesc pentru toate lucrările (montaj tehnologic, construcţii, speciale etc.). Astfel, de exemplu, în partea de construcţie se includ planuri, secţiuni, desenele părţilor clădirilor şi pieselor de construcţie şi elementele clădirii cu dimensiunile bazate pe calcule. Se arată specificaţia de materiale, piese etc.
46
PROIECTAREA ASISTATĂ DE CALCULATOR Întroducerea prelucrării datelor în proiectare serveşte
îmbunătăţirii produselor, ca şi scăderii cheltuielilor de proiectare şi execuţie.
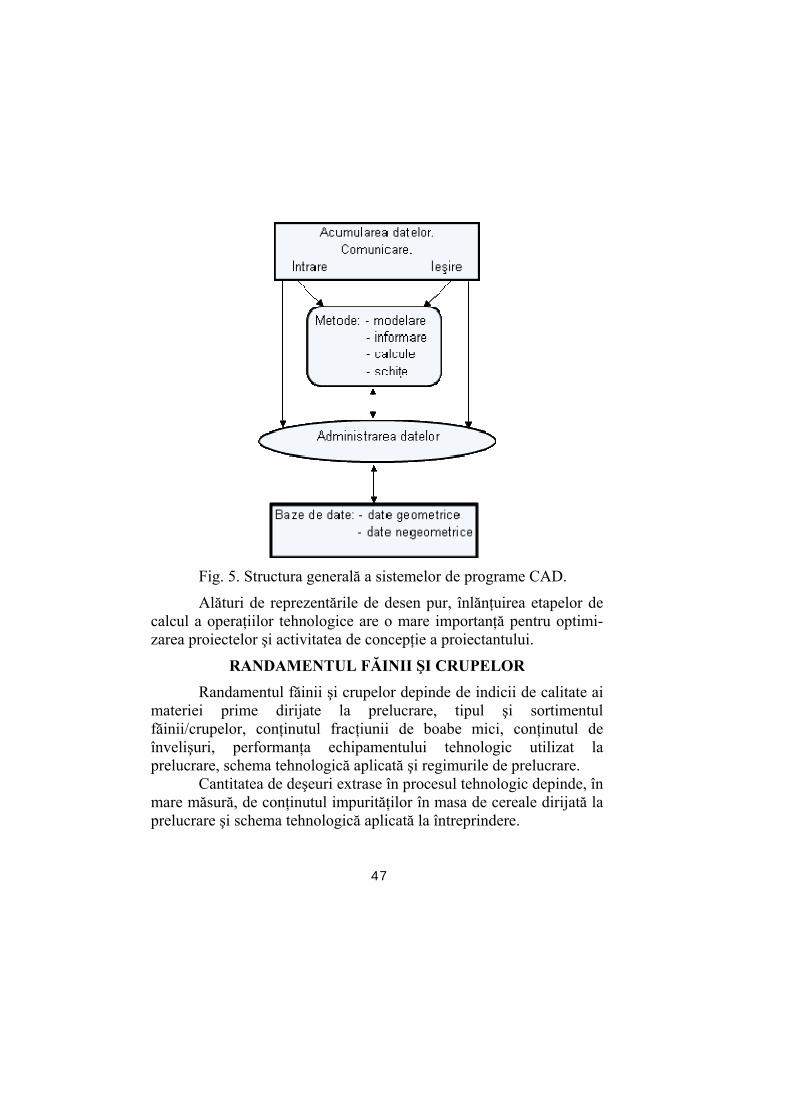
Sistemele de programe pentru asistarea proiectării se compun fundamental din următoarele domenii de programe, fig. 5:
- un domeniu de comunicare organizează intrarea şi ieşirea datelor la şi de la proiectant;
- un domeniu de metode conţine modulele de lucru aferente modelării, informării şi calculului;
- un domeniu de administrare (gestiune) a datelor organizează toate transferurile şi stocările de date între algoritmii de metode şi domeniul comunicării pe de-o parte şi sistemul băncilor de date sau fişierilor individuale pe de altă parte;
- o bază de date conţine toate datele geometrice şi negeometrice stocate, care sunt necesare atât metodelor de proiectare, cât şi comunicării între proiectant şi sistemul CAD.
Un pachet de programe pentru asistarea proiectantului poate fi împărţit după cum urmează:
- programe de calcul de rezistenţă, de vibraţii, de tehnica fazelor tehnologice etc.
- programe de confirmare, care pot efectua integrat reprezentarea geometrică, calculul datelor de proiectare etc.;
- programe specializate în organizarea informaţiilor; - programe numai pentru realizarea propriu-zisă a desenelor
prin reprezentare bidimensională; - programe pentru realizarea documentaţiei proiectelor
seriilor tipo-dimensionale, a construcţiilor modulare sau a celor de adaptare, care dau documentaţia de fabricaţie, pentru produsul solicitat.
47
Fig. 5. Structura generală a sistemelor de programe CAD.
Alături de reprezentările de desen pur, înlănţuirea etapelor de calcul a operaţiilor tehnologice are o mare importanţă pentru optimi-zarea proiectelor şi activitatea de concepţie a proiectantului.
RANDAMENTUL FĂINII ŞI CRUPELOR Randamentul făinii şi crupelor depinde de indicii de calitate ai
materiei prime dirijate la prelucrare, tipul şi sortimentul făinii/crupelor, conţinutul fracţiunii de boabe mici, conţinutul de învelişuri, performanţa echipamentului tehnologic utilizat la prelucrare, schema tehnologică aplicată şi regimurile de prelucrare.
Cantitatea de deşeuri extrase în procesul tehnologic depinde, în mare măsură, de conţinutul impurităţilor în masa de cereale dirijată la prelucrare şi schema tehnologică aplicată la întreprindere.
48
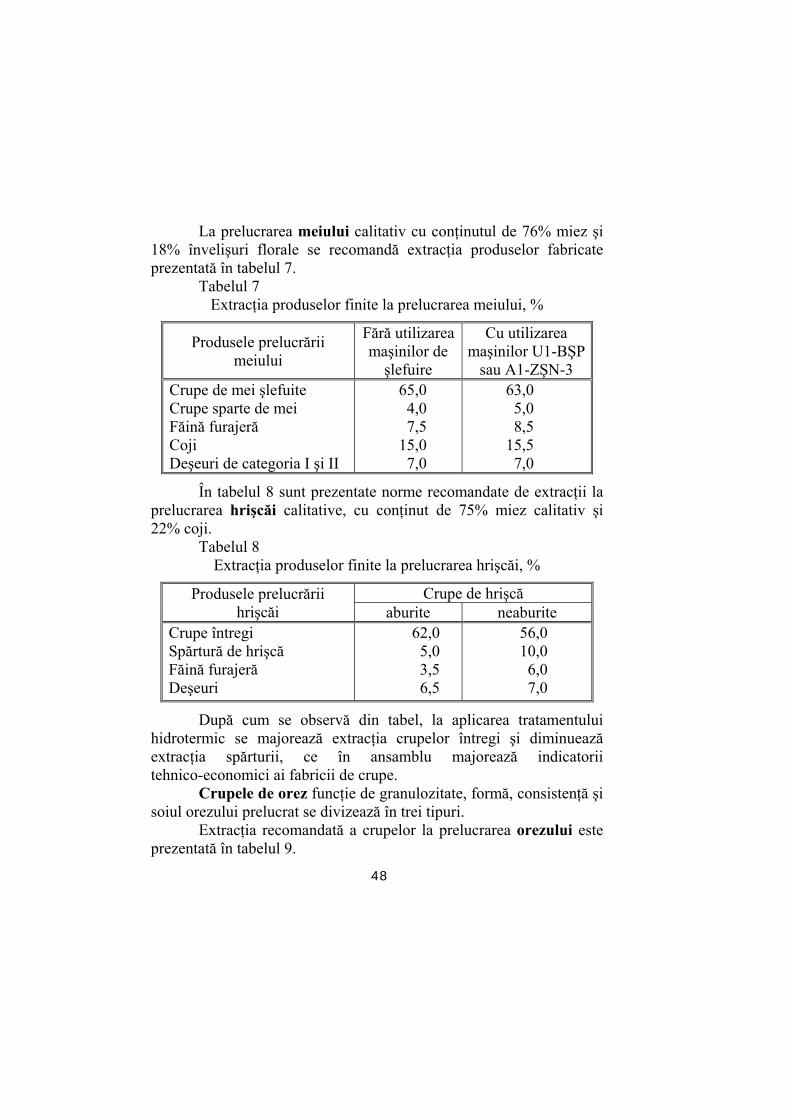
La prelucrarea meiului calitativ cu conţinutul de 76% miez şi 18% învelişuri florale se recomandă extracţia produselor fabricate prezentată în tabelul 7.
Tabelul 7 Extracţia produselor finite la prelucrarea meiului, %
Produsele prelucrării meiului
Fără utilizarea maşinilor de şlefuire
Cu utilizarea maşinilor U1-BŞP
sau A1-ZŞN-3 Crupe de mei şlefuite Crupe sparte de mei Făină furajeră Coji Deşeuri de categoria I şi II
65,0 4,0 7,5
15,0 7,0
63,0 5,0 8,5
15,5 7,0
În tabelul 8 sunt prezentate norme recomandate de extracţii la prelucrarea hrişcăi calitative, cu conţinut de 75% miez calitativ şi 22% coji.
Tabelul 8 Extracţia produselor finite la prelucrarea hrişcăi, %
Produsele prelucrării hrişcăi
Crupe de hrişcă aburite neaburite
Crupe întregi Spărtură de hrişcă Făină furajeră Deşeuri
62,0 5,0 3,5 6,5
56,0 10,0 6,0 7,0
După cum se observă din tabel, la aplicarea tratamentului hidrotermic se majorează extracţia crupelor întregi şi diminuează extracţia spărturii, ce în ansamblu majorează indicatorii tehnico-economici ai fabricii de crupe.
Crupele de orez funcţie de granulozitate, formă, consistenţă şi soiul orezului prelucrat se divizează în trei tipuri.
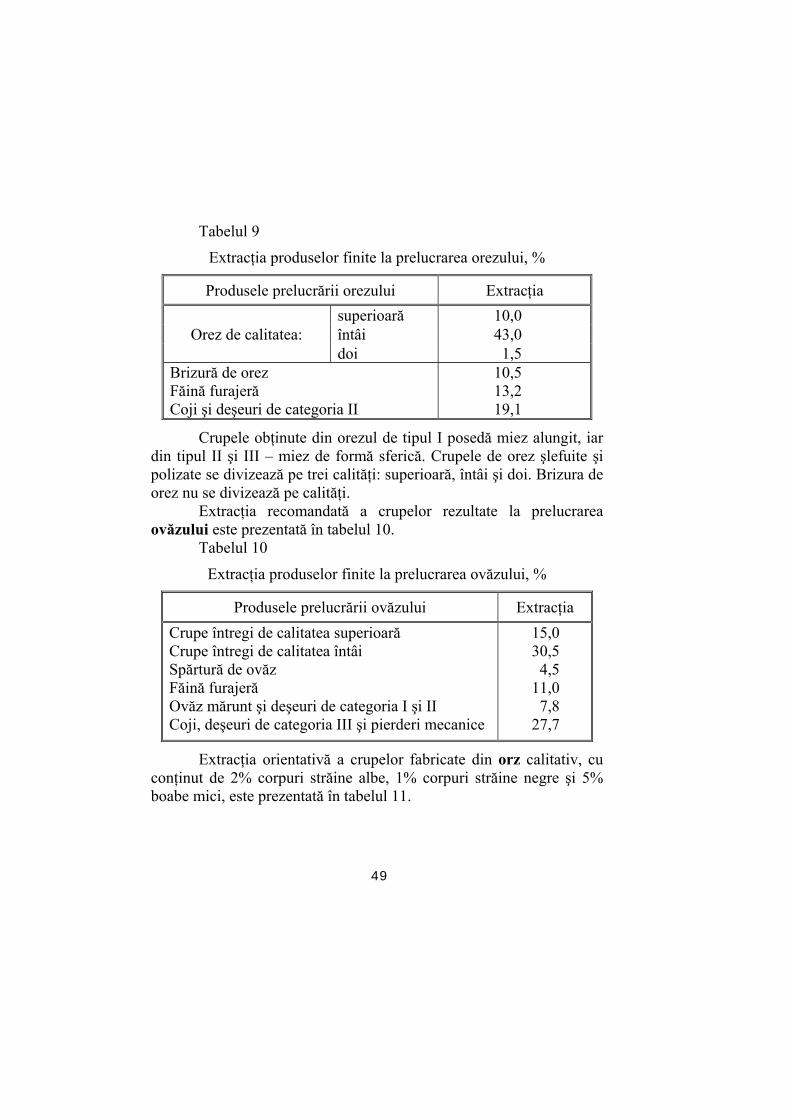
Extracţia recomandată a crupelor la prelucrarea orezului este prezentată în tabelul 9.
49
Tabelul 9
Extracţia produselor finite la prelucrarea orezului, %
Produsele prelucrării orezului Extracţia
Orez de calitatea: superioară 10,0 întâi 43,0 doi 1,5
Brizură de orez Făină furajeră Coji şi deşeuri de categoria II
10,5 13,2 19,1
Crupele obţinute din orezul de tipul I posedă miez alungit, iar din tipul II şi III – miez de formă sferică. Crupele de orez şlefuite şi polizate se divizează pe trei calităţi: superioară, întâi şi doi. Brizura de orez nu se divizează pe calităţi.
Extracţia recomandată a crupelor rezultate la prelucrarea ovăzului este prezentată în tabelul 10.
Tabelul 10
Extracţia produselor finite la prelucrarea ovăzului, %
Produsele prelucrării ovăzului Extracţia Crupe întregi de calitatea superioară Crupe întregi de calitatea întâi Spărtură de ovăz Făină furajeră Ovăz mărunt şi deşeuri de categoria I şi II Coji, deşeuri de categoria III şi pierderi mecanice
15,0 30,5 4,5
11,0 7,8
27,7
Extracţia orientativă a crupelor fabricate din orz calitativ, cu conţinut de 2% corpuri străine albe, 1% corpuri străine negre şi 5% boabe mici, este prezentată în tabelul 11.
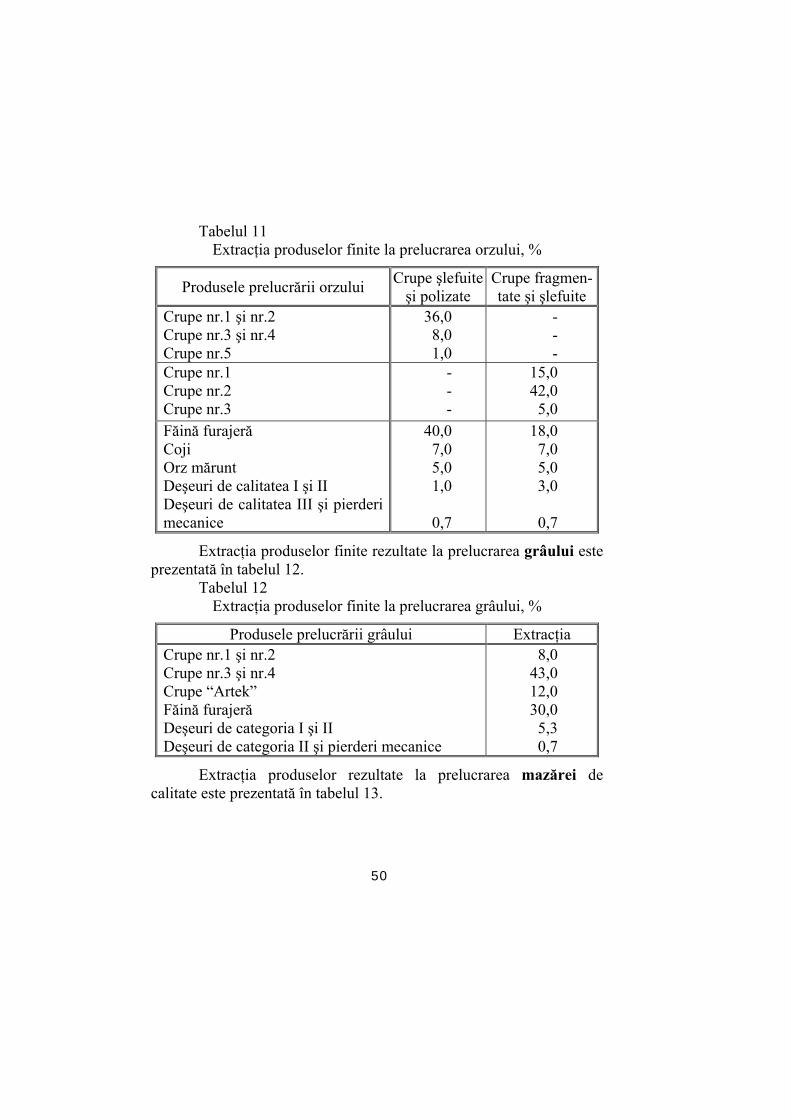
50
Tabelul 11 Extracţia produselor finite la prelucrarea orzului, %
Produsele prelucrării orzului Crupe şlefuite şi polizate
Crupe fragmen-tate şi şlefuite
Crupe nr.1 şi nr.2 Crupe nr.3 şi nr.4 Crupe nr.5
36,0 8,0 1,0
- - -
Crupe nr.1 Crupe nr.2 Crupe nr.3
- - -
15,0 42,0 5,0
Făină furajeră Coji Orz mărunt Deşeuri de calitatea I şi II Deşeuri de calitatea III şi pierderi mecanice
40,0 7,0 5,0 1,0
0,7
18,0 7,0 5,0 3,0
0,7
Extracţia produselor finite rezultate la prelucrarea grâului este prezentată în tabelul 12.
Tabelul 12 Extracţia produselor finite la prelucrarea grâului, %
Produsele prelucrării grâului Extracţia Crupe nr.1 şi nr.2 Crupe nr.3 şi nr.4 Crupe “Artek” Făină furajeră Deşeuri de categoria I şi II Deşeuri de categoria II şi pierderi mecanice
8,0 43,0 12,0 30,0 5,3 0,7
Extracţia produselor rezultate la prelucrarea mazărei de calitate este prezentată în tabelul 13.
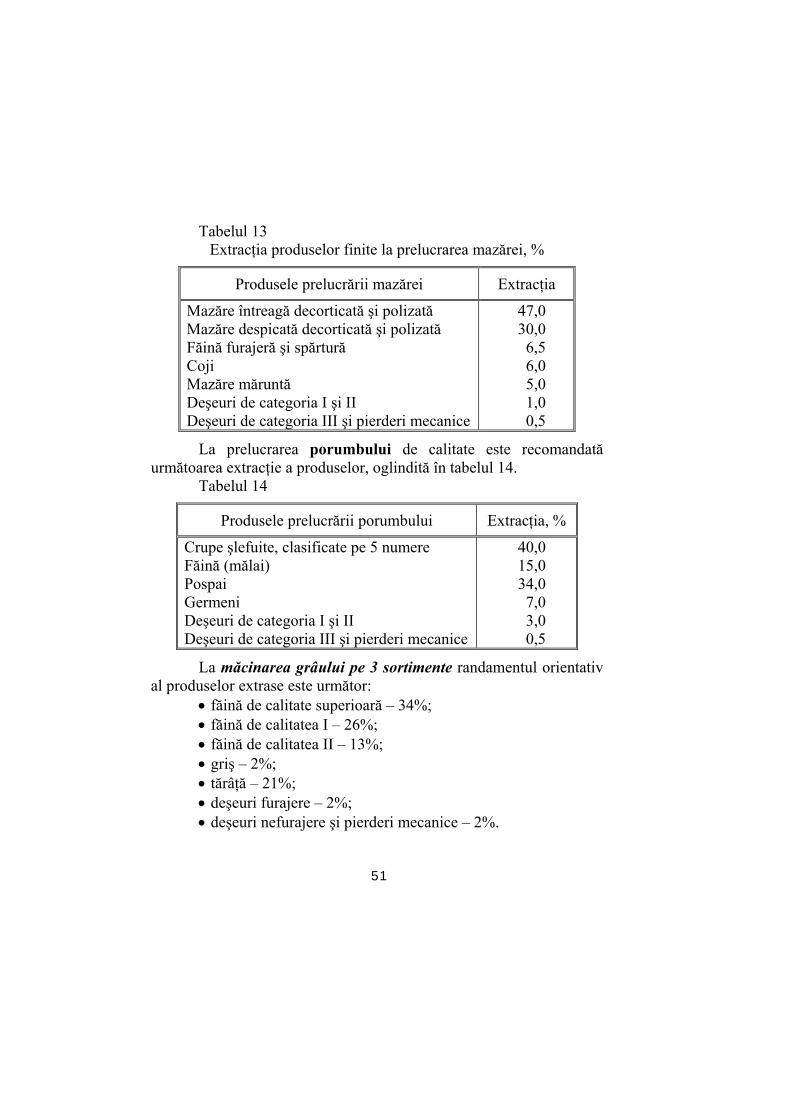
51
Tabelul 13 Extracţia produselor finite la prelucrarea mazărei, %
Produsele prelucrării mazărei Extracţia
Mazăre întreagă decorticată şi polizată Mazăre despicată decorticată şi polizată Făină furajeră şi spărtură Coji Mazăre măruntă Deşeuri de categoria I şi II Deşeuri de categoria III şi pierderi mecanice
47,0 30,0 6,5 6,0 5,0 1,0 0,5
La prelucrarea porumbului de calitate este recomandată următoarea extracţie a produselor, oglindită în tabelul 14.
Tabelul 14
Produsele prelucrării porumbului Extracţia, %
Crupe şlefuite, clasificate pe 5 numere Făină (mălai) Pospai Germeni Deşeuri de categoria I şi II Deşeuri de categoria III şi pierderi mecanice
40,0 15,0 34,0 7,0 3,0 0,5
La măcinarea grâului pe 3 sortimente randamentul orientativ al produselor extrase este următor:
• făină de calitate superioară – 34%; • făină de calitatea I – 26%; • făină de calitatea II – 13%; • griş – 2%; • tărâţă – 21%; • deşeuri furajere – 2%; • deşeuri nefurajere şi pierderi mecanice – 2%.

52
La măcinarea grâului pe un sortiment randamentul orientativ al produselor extrase este următor:
• făină de calitatea II – 85%; • tărâţă – 11%; • deşeuri furajere – 2%; • deşeuri nefurajere şi pierderi mecanice – 2%.
La măcinarea porumbului randamentul orientativ al produselor extrase este următor:
• făină de porumb – 35%; • crupe de porumb nr.4 şi nr.5 – 20%; • tărâţă – 34,5%; • germene – 5% • deşeuri furajere – 3,5%; • deşeuri nefurajere şi pierderi mecanice – 2%.
TRANSPORTUL APLICAT ÎN UNITĂŢILE DE MORĂRIT La alegerea utilajului de transport productivitatea acestuia
trebuie să depăşească cu 10% productivitatea utilajului tehnologic. În secţiile de măciniş şi decorticare a morilor şi fabricilor de
crupe dotate cu utilaj tehnologic de performanţă, pentru transportul produselor cerealiere pe verticală se utilizează transportul pneumatic, iar pentru transportarea pe orizontală folosesc şnecuri, redlere sau transportoare cu chingi. O mare răspândire au căpătat transportoarele elicoidale de tip R3-BKŞ, prefabricate din tronsoane unificate. Aceste tronsoane cu lungimea de 1000, 1500 şi 2000mm permit asamblarea şnecurilor de diversă destinaţie. Transportorul elicoidal (cu melc) este format dintr-un jgheab, în care de găseşte un melc acţionat de un grup motor-reductor.
La alegerea transportoarelor elicoidale, asamblate din tronsoane unificate, se determină următoarele date iniţiale: tipul produsului transportat, capacitatea necesară conform balanţei cantitative, lungimea şnecului conform desenului tehnic, locul racordurilor de alimentare şi de evacuare a produsului, punctul de
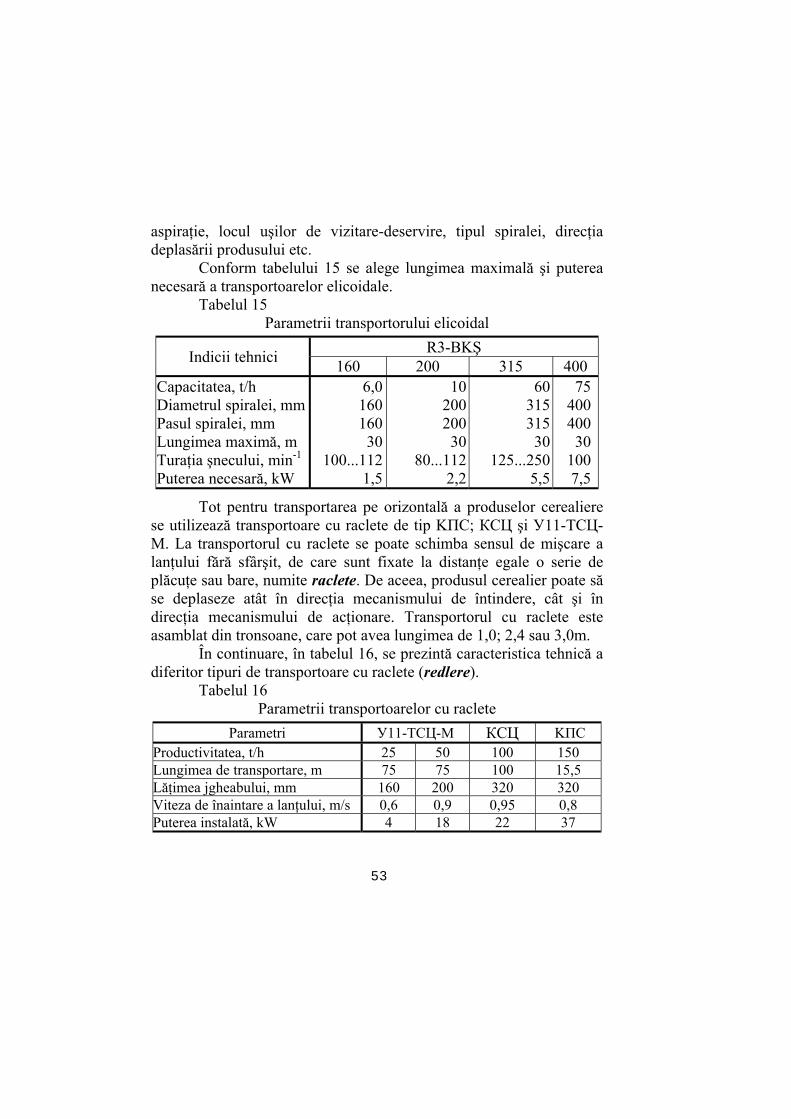
53
aspiraţie, locul uşilor de vizitare-deservire, tipul spiralei, direcţia deplasării produsului etc.
Conform tabelului 15 se alege lungimea maximală şi puterea necesară a transportoarelor elicoidale.
Tabelul 15 Parametrii transportorului elicoidal
Indicii tehnici R3-BKŞ 160 200 315 400
Capacitatea, t/h Diametrul spiralei, mm Pasul spiralei, mm Lungimea maximă, m Turaţia şnecului, min-1 Puterea necesară, kW
6,016016030
100...1121,5
1020020030
80...1122,2
6031531530
125...2505,5
75 400 400 30
100 7,5
Tot pentru transportarea pe orizontală a produselor cerealiere se utilizează transportoare cu raclete de tip KПС; КСЦ şi У11-ТСЦ-М. La transportorul cu raclete se poate schimba sensul de mişcare a lanţului fără sfârşit, de care sunt fixate la distanţe egale o serie de plăcuţe sau bare, numite raclete. De aceea, produsul cerealier poate să se deplaseze atât în direcţia mecanismului de întindere, cât şi în direcţia mecanismului de acţionare. Transportorul cu raclete este asamblat din tronsoane, care pot avea lungimea de 1,0; 2,4 sau 3,0m.
În continuare, în tabelul 16, se prezintă caracteristica tehnică a diferitor tipuri de transportoare cu raclete (redlere).
Tabelul 16 Parametrii transportoarelor cu raclete
Parametri У11-ТСЦ-М КСЦ KПС Productivitatea, t/h 25 50 100 150 Lungimea de transportare, m 75 75 100 15,5 Lăţimea jgheabului, mm 160 200 320 320 Viteza de înaintare a lanţului, m/s 0,6 0,9 0,95 0,8 Puterea instalată, kW 4 18 22 37

54
La transportarea în depozit a făinii şi tărâţei se proiectează transportul pneumatic prin refulare sau transport pe pernă de aer, montat sub un unghi de 100 faţă de orizontală.
Elevatorul, care reprezintă instalaţia de transport pe verticală, este format dintr-o chingă din material textil cauciucat, înfăşurat pe doi tamburi, pe care sunt prinse cupe pentru cereale. Legătura dintre capul elevatorului (tamburul de acţionare) şi picior (tambur de întindere) se face prin tronsoane de legătură (tuburi).
În tabelul 17 se prezintă principalele caracteristici tehnice ale elevatoarelor exploatate la întreprinderile de depozitare şi procesare a cerealelor. Distanţa dintre tronsoane, lungimea şi lăţimea tubului sunt necesare pentru a prezenta dimensiunile elevatorului în vederile în plan a etajelor clădirii unităţii proiectate.
Tabelul 17 Caracteristici
tehnice Tipul elevatoarelor cu cupe
II-175 П-100 П-50 НЦ-20 НЦ-10 НЦ-1 Productivitatea, t/h 175 100 50 20 10 1 Înălţimea, m 60 60 60 45 45 10 Viteza chingii, m/s 2,5 2,4 2,2 1,8 1,4 0,9 Lăţimea chingii, mm 450 300 200 175 150 100 Pasul cupelor, mm 210 180 160 260 260 100 Puterea instalată, kW 37 30 11 7,5 3 0,75 Distanţa dintre tronsoane, mm 2000 1250 1200 940 740 500
Lungimea tubului, mm 600 373 277 232 180 120 Lăţimea tubului, mm 380 257 277 232 350 150
Transportul gravitaţional reprezintă tipul de transport prin care produsele se deplasează sub acţiunea forţei gravitaţionale şi este cel mai economic şi mai răspândit tip de transport la întreprinderile de depozitare şi procesare a cerealelor.
De calitatea proiectării transportului gravitaţional în mare măsură depinde funcţionarea eficientă a procesului tehnologic şi starea sanitară a morii. Pe desenele tehnice conductele de cădere liberă a
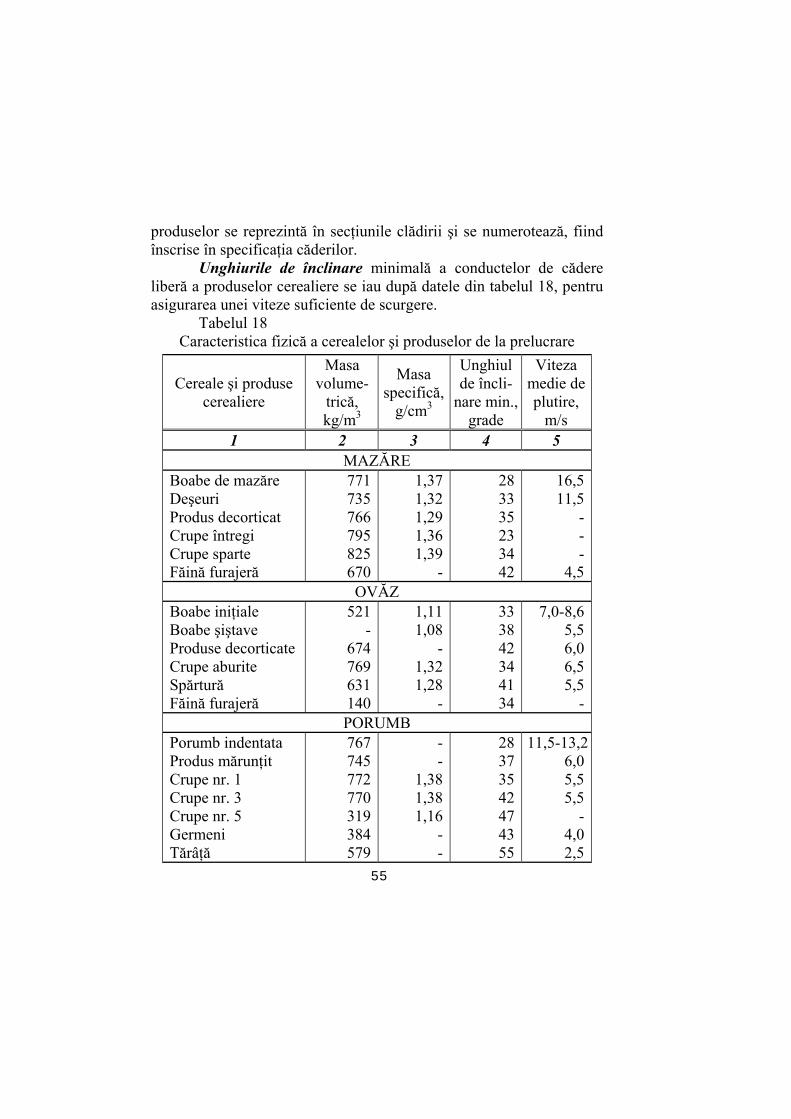
55
produselor se reprezintă în secţiunile clădirii şi se numerotează, fiind înscrise în specificaţia căderilor.
Unghiurile de înclinare minimală a conductelor de cădere liberă a produselor cerealiere se iau după datele din tabelul 18, pentru asigurarea unei viteze suficiente de scurgere.
Tabelul 18 Caracteristica fizică a cerealelor şi produselor de la prelucrare
Cereale şi produse cerealiere
Masa volume-
trică, kg/m3
Masa specifică,
g/cm3
Unghiul de încli-
nare min., grade
Viteza medie de plutire,
m/s 1 2 3 4 5
MAZĂRE Boabe de mazăre Deşeuri Produs decorticat Crupe întregi Crupe sparte Făină furajeră
771735766795825670
1,371,321,291,361,39
-
283335233442
16,5 11,5
- - -
4,5 OVĂZ
Boabe iniţiale Boabe şiştave Produse decorticate Crupe aburite Spărtură Făină furajeră
521-
674769631140
1,111,08
-1,321,28
-
333842344134
7,0-8,6 5,5 6,0 6,5 5,5
- PORUMB
Porumb indentata Produs mărunţit Crupe nr. 1 Crupe nr. 3 Crupe nr. 5 Germeni Tărâţă
767745772770319384579
--
1,381,381,16
--
28373542474355
11,5-13,2 6,0 5,5 5,5
- 4,0 2,5
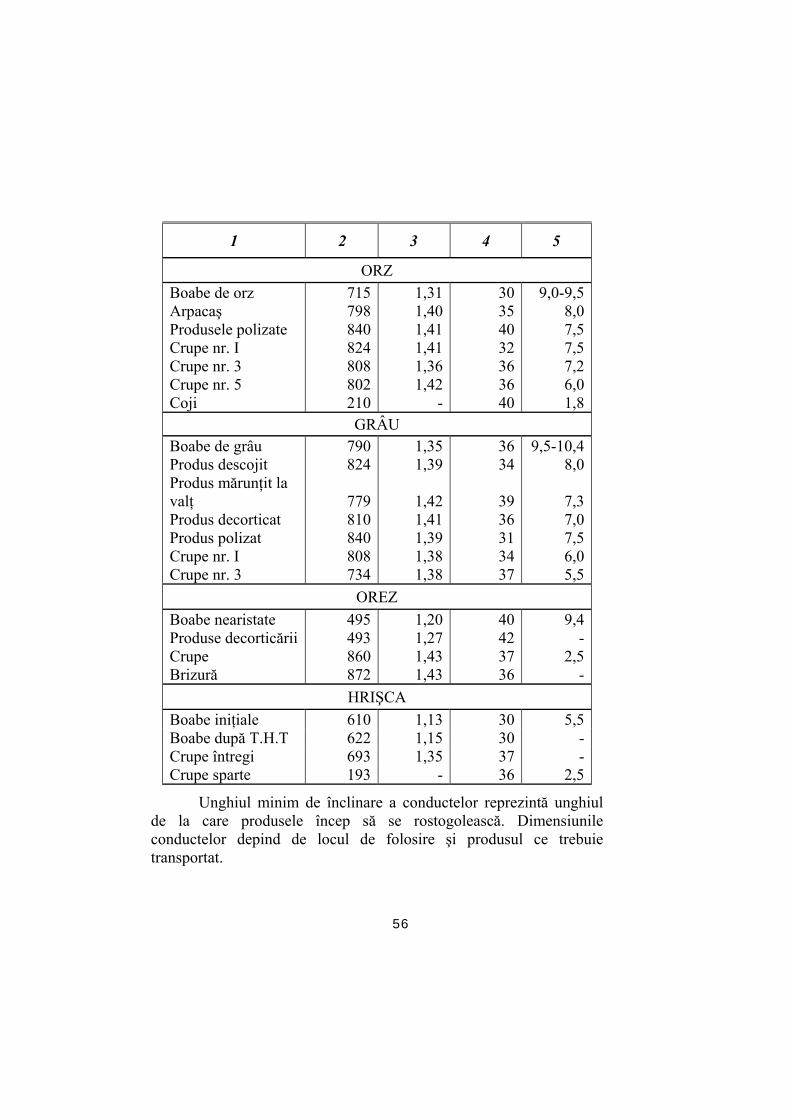
56
1 2 3 4 5
ORZ Boabe de orz Arpacaş Produsele polizate Crupe nr. I Crupe nr. 3 Crupe nr. 5 Coji
715798840824808802210
1,311,401,411,411,361,42
-
30354032363640
9,0-9,5 8,0 7,5 7,5 7,2 6,0 1,8
GRÂU Boabe de grâu Produs descojit Produs mărunţit la valţ Produs decorticat Produs polizat Crupe nr. I Crupe nr. 3
790824
779810840808734
1,351,39
1,421,411,391,381,38
3634
3936313437
9,5-10,4 8,0
7,3 7,0 7,5 6,0 5,5
OREZ Boabe nearistate Produse decorticării Crupe Brizură
495493860872
1,201,271,431,43
40423736
9,4 -
2,5 -
HRIŞCA Boabe iniţiale 610 1,13 30 5,5 Boabe după T.H.T 622 1,15 30 - Crupe întregi 693 1,35 37 - Crupe sparte 193 - 36 2,5
Unghiul minim de înclinare a conductelor reprezintă unghiul de la care produsele încep să se rostogolească. Dimensiunile conductelor depind de locul de folosire şi produsul ce trebuie transportat.
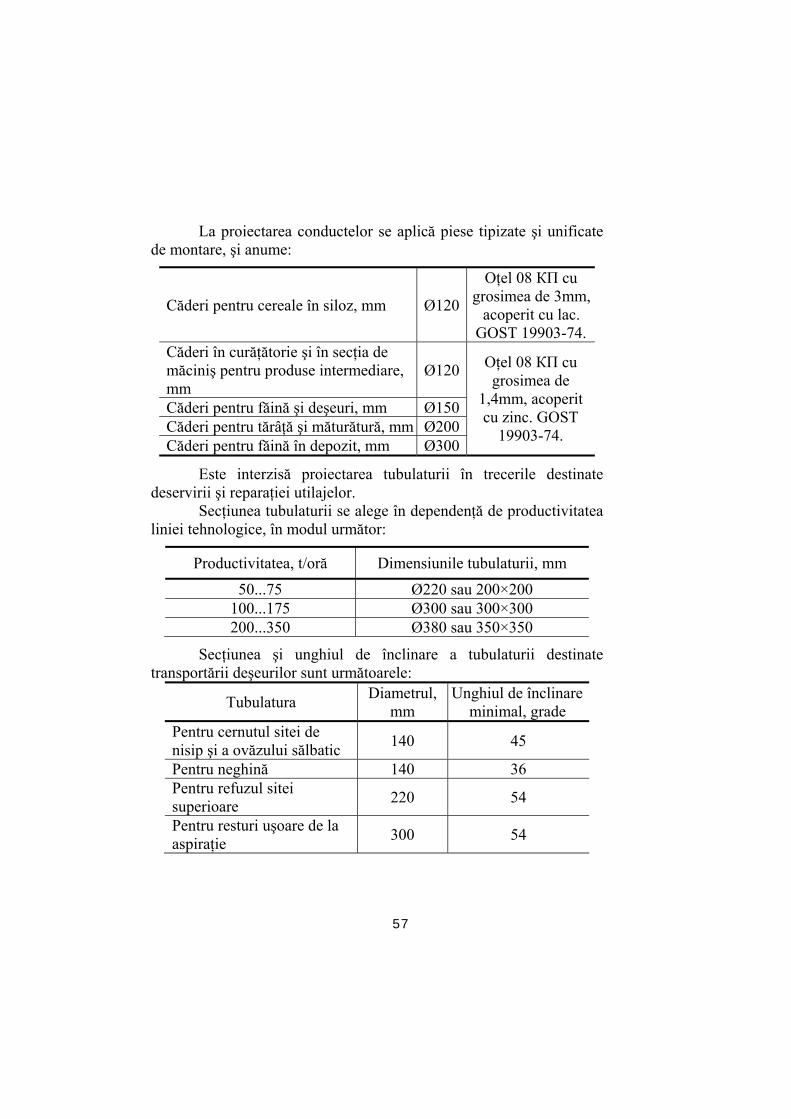
57
La proiectarea conductelor se aplică piese tipizate şi unificate de montare, şi anume:
Căderi pentru cereale în siloz, mm Ø120
Oţel 08 КП cu grosimea de 3mm,
acoperit cu lac. GOST 19903-74.
Căderi în curăţătorie şi în secţia de măciniş pentru produse intermediare, mm
Ø120 Oţel 08 КП cu grosimea de
1,4mm, acoperit cu zinc. GOST
19903-74.
Căderi pentru făină şi deşeuri, mm Ø150Căderi pentru tărâţă şi măturătură, mm Ø200Căderi pentru făină în depozit, mm Ø300
Este interzisă proiectarea tubulaturii în trecerile destinate deservirii şi reparaţiei utilajelor.
Secţiunea tubulaturii se alege în dependenţă de productivitatea liniei tehnologice, în modul următor:
Productivitatea, t/oră Dimensiunile tubulaturii, mm
50...75 Ø220 sau 200×200 100...175 Ø300 sau 300×300 200...350 Ø380 sau 350×350
Secţiunea şi unghiul de înclinare a tubulaturii destinate transportării deşeurilor sunt următoarele:
Tubulatura Diametrul, mm
Unghiul de înclinare minimal, grade
Pentru cernutul sitei de nisip şi a ovăzului sălbatic 140 45
Pentru neghină 140 36 Pentru refuzul sitei superioare 220 54
Pentru resturi uşoare de la aspiraţie 300 54
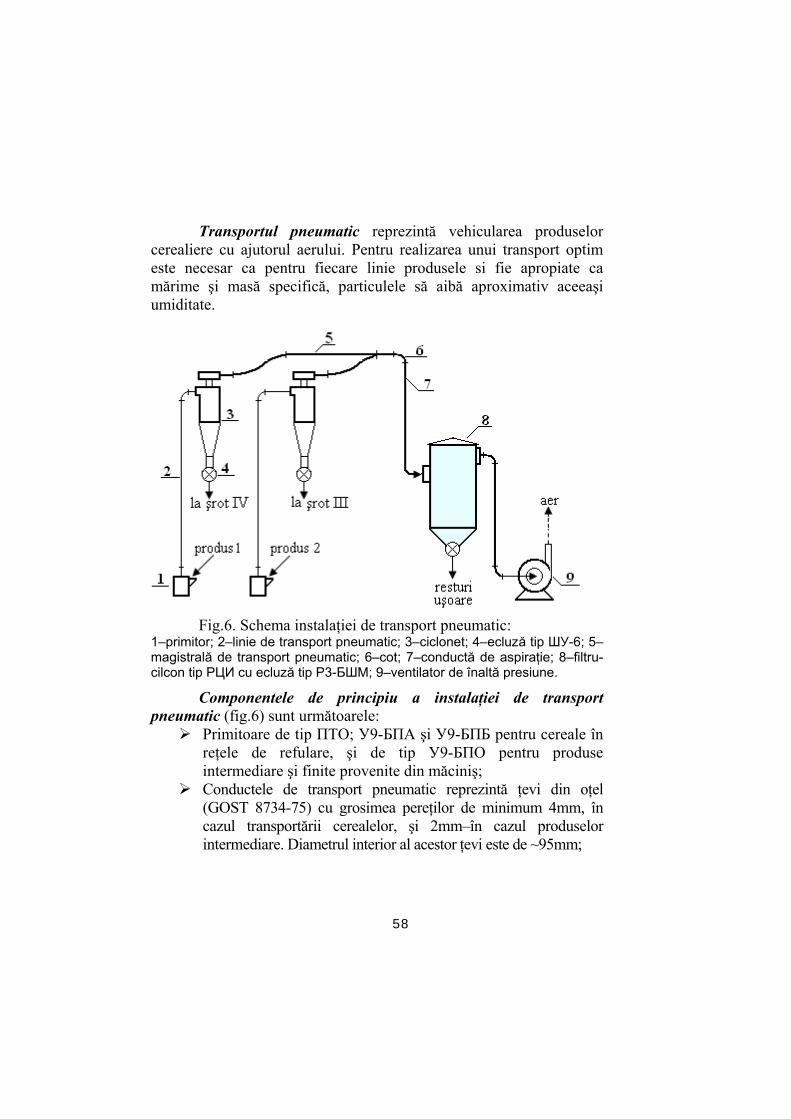
58
Transportul pneumatic reprezintă vehicularea produselor cerealiere cu ajutorul aerului. Pentru realizarea unui transport optim este necesar ca pentru fiecare linie produsele si fie apropiate ca mărime şi masă specifică, particulele să aibă aproximativ aceeaşi umiditate.
Fig.6. Schema instalaţiei de transport pneumatic: 1–primitor; 2–linie de transport pneumatic; 3–ciclonet; 4–ecluză tip ШУ-6; 5–magistrală de transport pneumatic; 6–cot; 7–conductă de aspiraţie; 8–filtru-cilcon tip РЦИ cu ecluză tip Р3-БШМ; 9–ventilator de înaltă presiune.
Componentele de principiu a instalaţiei de transport pneumatic (fig.6) sunt următoarele:
Primitoare de tip ПТО; У9-БПА şi У9-БПБ pentru cereale în reţele de refulare, şi de tip У9-БПО pentru produse intermediare şi finite provenite din măciniş;
Conductele de transport pneumatic reprezintă ţevi din oţel (GOST 8734-75) cu grosimea pereţilor de minimum 4mm, în cazul transportării cerealelor, şi 2mm–în cazul produselor intermediare. Diametrul interior al acestor ţevi este de ~95mm;

59
Cicloneţi pentru cereale de tip ЦРК; Cicloneţi pentru produse intermediare şi finite de tip ЦР; УЦ şi У2-БЦР;
Ecluze de tip Р3-БШМ; ШУ-3; ШУ-6 şi ШУ-15; Magistrală de transport; Ventilator de înaltă presiune de tip ТВ-200; Filtre de tip Г4-БФМ şi РЦИ cu ecluză tip Р3-БШМ.
CALCULUL CAPACITĂŢII CELULELOR ŞI BUNCĂRELOR
La întreprinderi se întâlnesc celule şi buncăre de diverse forme: cilindrice, pătrate, dreptunghiulare şi poliedrice. Capacitatea necesară a celulelor depinde de masa volumetrică a masei de boabe şi timpul de păstrare a cerealelor, iar numărul celulelor depinde de capacitatea lor, forma şi dimensiunile sale.
Pentru celulele de păstrare a făinii şi tărâţei unghiul de înclinare a pâlniei de evacuare trebuie proiectat de minimum 700. Pâlnia de evacuare a celulelor cu dimensiuni de gabarit 3×3m trebuie proiectat cu 16 guri de evacuare.
Capacitatea celulelor de păstrare a deşeurilor furajere se va proiecta pentru 5 zile de lucru a morii, reieşind din extracţia de ~3% şi masa volumetrică de 350 kg/m3.
Capacitatea celulelor (EC) poate fi determinată prin 2 formule:
EC = γ×[FC×HC – (V1 + V3)], EC = γ×ψ×FC×HC,
în care: γ – masa volumetrică a cerealelor, t/m3; FC – suprafaţa secţiunii interioare a celulei, m2;
HC – înălţimea totală a celulei, m; V1 – volumul pâlniei superioare a celulei, m3; V3 – volumul pâlniei inferioare a celulei, m3; ψ – gradul de umplere a celulei.
La calcularea capacităţii celulelor se aplică următoarele valori ale masei volumetrice a cerealelor (γ), t/m3:

60
Grâu 0,68...0,82 Orz 0,48...0,72 Porumb 0,70...0,80 Secară 0,58...0,78 Floarea-soarelui 0,30...0,45 Mazăre 0,80...0,83
Suprafaţa secţiunii interioare a steluţelor poate fi determinată cu formula:
SC=0,2×D2. Gradul de umplere a celulelor (ψ) luat în calcule, este
următor:
Înălţimea celulei, m Celule circulare Celule dreptunghiulare 20 - 0,90 25 0,90 0,92 30 0,91 0,93 35 0,92 -
Capacitatea celulei cilindrice (EC) la încărcarea pe centru (fig.7) poate fi determinată cu formula:
EC= E1+E2+E3. Capacitatea pâlniei superioare (E1) se determină cu relaţia:
E1= 1/3×γ×(π×R2×H1), în care: R – raza interioară a celulei, m; H1 – înălţimea pâlniei superioare, m.
Înălţimea pâlniei superioare se determină cu relaţia:
H1= R×tg α1, în care: α1 – unghiul de taluz natural al cerealelor format
la umplerea celulei: α1=260.
Capacităţile părţii cilindrice (sau centrale–E2) şi pâlniei inferioare (E3) a celulei se determină cu relaţiile:
E2= γ×π×R2×H2,
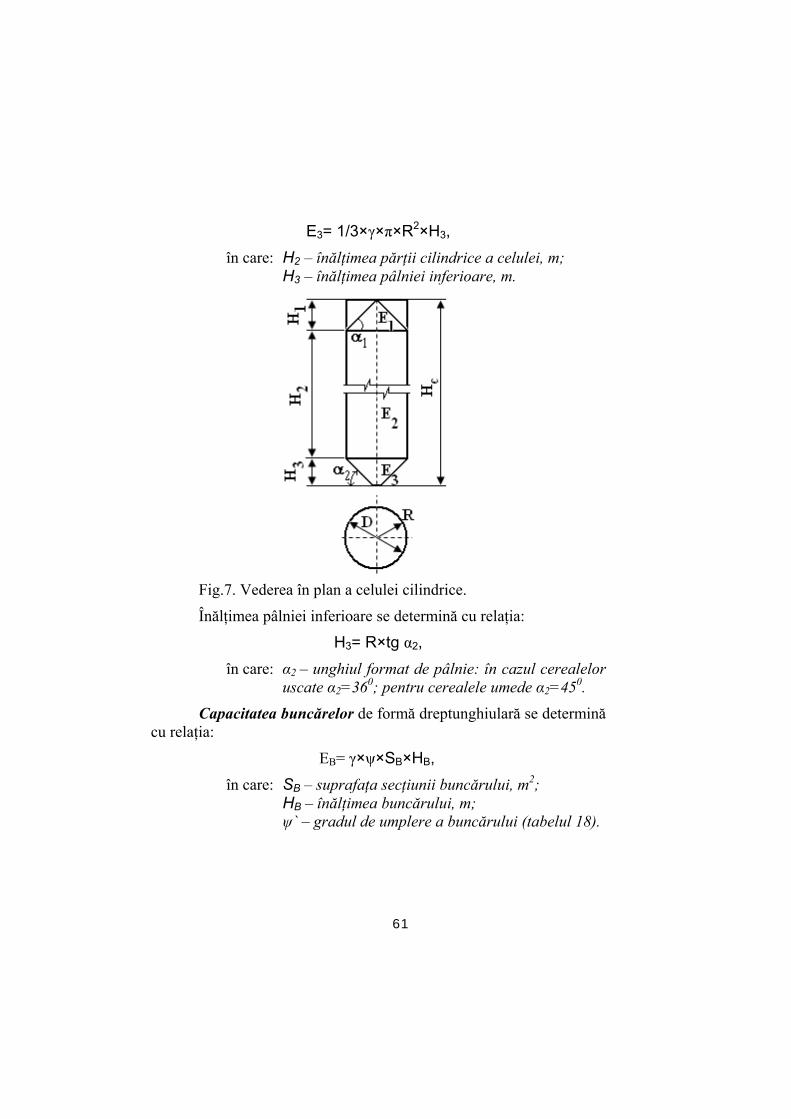
61
E3= 1/3×γ×π×R2×H3, în care: H2 – înălţimea părţii cilindrice a celulei, m; H3 – înălţimea pâlniei inferioare, m.
Fig.7. Vederea în plan a celulei cilindrice.
Înălţimea pâlniei inferioare se determină cu relaţia:
H3= R×tg α2, în care: α2 – unghiul format de pâlnie: în cazul cerealelor
uscate α2=360; pentru cerealele umede α2=450.
Capacitatea buncărelor de formă dreptunghiulară se determină cu relaţia:
EB= γ×ψ×SB×HB, în care: SB – suprafaţa secţiunii buncărului, m2;
HB – înălţimea buncărului, m; ψ` – gradul de umplere a buncărului (tabelul 18).
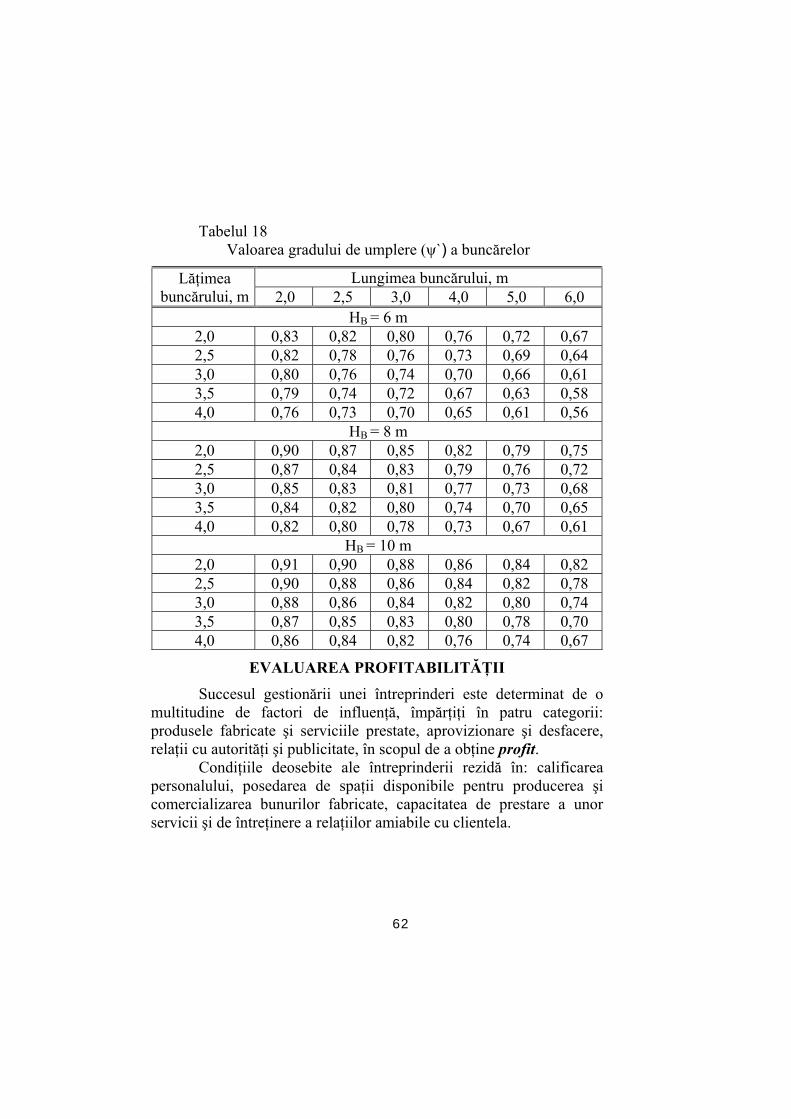
62
Tabelul 18 Valoarea gradului de umplere (ψ`) a buncărelor
Lăţimea buncărului, m
Lungimea buncărului, m 2,0 2,5 3,0 4,0 5,0 6,0
HB = 6 m 2,0 0,83 0,82 0,80 0,76 0,72 0,67 2,5 0,82 0,78 0,76 0,73 0,69 0,64 3,0 0,80 0,76 0,74 0,70 0,66 0,61 3,5 0,79 0,74 0,72 0,67 0,63 0,58 4,0 0,76 0,73 0,70 0,65 0,61 0,56
HB = 8 m 2,0 0,90 0,87 0,85 0,82 0,79 0,75 2,5 0,87 0,84 0,83 0,79 0,76 0,72 3,0 0,85 0,83 0,81 0,77 0,73 0,68 3,5 0,84 0,82 0,80 0,74 0,70 0,65 4,0 0,82 0,80 0,78 0,73 0,67 0,61
HB = 10 m 2,0 0,91 0,90 0,88 0,86 0,84 0,82 2,5 0,90 0,88 0,86 0,84 0,82 0,78 3,0 0,88 0,86 0,84 0,82 0,80 0,74 3,5 0,87 0,85 0,83 0,80 0,78 0,70 4,0 0,86 0,84 0,82 0,76 0,74 0,67
EVALUAREA PROFITABILITĂŢII Succesul gestionării unei întreprinderi este determinat de o
multitudine de factori de influenţă, împărţiţi în patru categorii: produsele fabricate şi serviciile prestate, aprovizionare şi desfacere, relaţii cu autorităţi şi publicitate, în scopul de a obţine profit.
Condiţiile deosebite ale întreprinderii rezidă în: calificarea personalului, posedarea de spaţii disponibile pentru producerea şi comercializarea bunurilor fabricate, capacitatea de prestare a unor servicii şi de întreţinere a relaţiilor amiabile cu clientela.
63
Gestionarea întreprinderii trebuie să cuprindă un plan fundamentat, cu planificarea scopurilor, strategiilor şi măsurilor de funcţionare, delimitările organizatorice în funcţie de competenţă.
Particularitatea activităţii întreprinderilor de depozitare şi procesare a cerealelor constă din etape delimitate, în care se prelucrează anumite loturi de cereale achiziţionate la preţuri diferenţiate. Totodată, la sfârşitul fiecărei luni ale anului de gestiune şefii sectoarelor de producere prezintă în contabilitate rapoarte privind rezultatele procesării cerealelor, cantitatea cerealelor colectate şi volumul serviciilor prestate, iar şefii sectoarelor auxiliare – costurile suportate (energie electrică, gaze naturale, apă, materiale şi alte bunuri consumate pe parcursul lunii).
De aceea, până la începerea noii perioade de gestiune şi iniţierea noii activităţi, la întreprindere se efectuează formarea preţurilor la produsele fabricate din materia primă deja procurată, reieşind din costul materiei prime, prognozarea costurilor (în baza planificării anticipate), plafonarea rentabilităţii conform legislaţiei în vigoare, precum şi preţurile practicate pe piaţă.
Formarea preţurilor la serviciile prestate se efectuează reieşind din volumul serviciilor prestate, preţurile la resursele energetice şi evoluţia acestor preţuri, prognozarea costurilor pentru luna analizată şi preţurile practicate de concurenţă.
În cele ce urmează se prezintă două exemple de calcul a profitabilităţii activităţii de procesare a grâului în făină şi tarifului la serviciile prestate de recepţionare a cerealelor.
Exemplu nr.1. 1. Cantitatea de grâu alimentar (cu conţinut de gluten umed
21%, calitatea glutenului – 80 u.c.IDK; indice de cădere – 300 s.) – 1000 tone;
2. Preţ mediu de cumpărare – 2850 lei/t, incl. TVA (2375 lei/t, fără TVA);
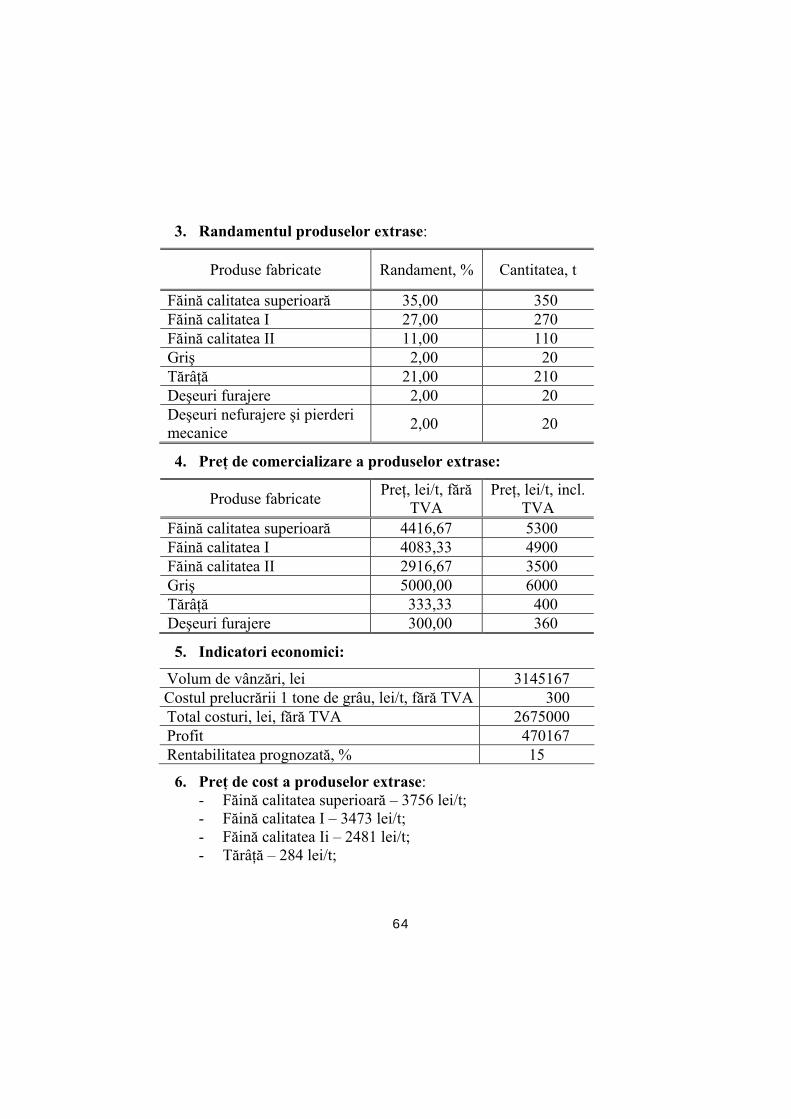
64
3. Randamentul produselor extrase:
Produse fabricate Randament, % Cantitatea, t
Făină calitatea superioară 35,00 350 Făină calitatea I 27,00 270 Făină calitatea II 11,00 110 Griş 2,00 20 Tărâţă 21,00 210 Deşeuri furajere 2,00 20 Deşeuri nefurajere şi pierderi mecanice 2,00 20
4. Preţ de comercializare a produselor extrase:
Produse fabricate Preţ, lei/t, fără TVA
Preţ, lei/t, incl. TVA
Făină calitatea superioară 4416,67 5300 Făină calitatea I 4083,33 4900 Făină calitatea II 2916,67 3500 Griş 5000,00 6000 Tărâţă 333,33 400 Deşeuri furajere 300,00 360
5. Indicatori economici:
Volum de vânzări, lei 3145167 Costul prelucrării 1 tone de grâu, lei/t, fără TVA 300 Total costuri, lei, fără TVA 2675000 Profit 470167 Rentabilitatea prognozată, % 15
6. Preţ de cost a produselor extrase: - Făină calitatea superioară – 3756 lei/t; - Făină calitatea I – 3473 lei/t; - Făină calitatea Ii – 2481 lei/t; - Tărâţă – 284 lei/t;
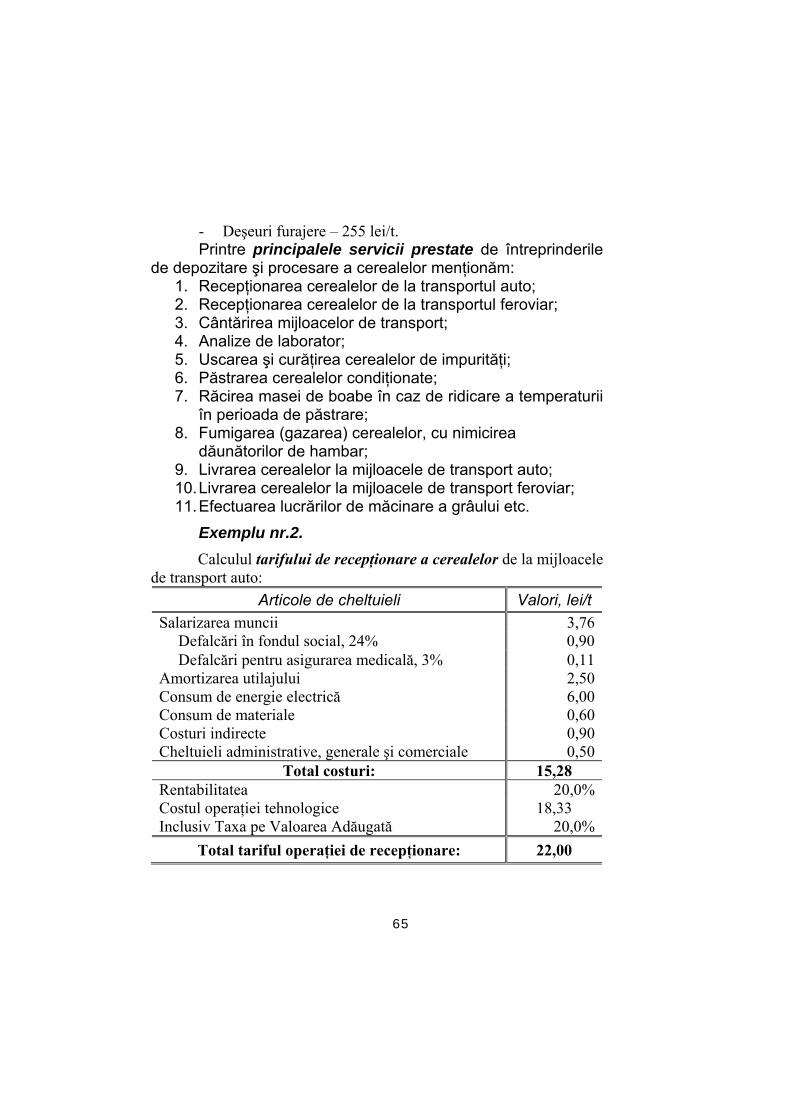
65
- Deşeuri furajere – 255 lei/t. Printre principalele servicii prestate de întreprinderile
de depozitare şi procesare a cerealelor menţionăm: 1. Recepţionarea cerealelor de la transportul auto; 2. Recepţionarea cerealelor de la transportul feroviar; 3. Cântărirea mijloacelor de transport; 4. Analize de laborator; 5. Uscarea şi curăţirea cerealelor de impurităţi; 6. Păstrarea cerealelor condiţionate; 7. Răcirea masei de boabe în caz de ridicare a temperaturii
în perioada de păstrare; 8. Fumigarea (gazarea) cerealelor, cu nimicirea
dăunătorilor de hambar; 9. Livrarea cerealelor la mijloacele de transport auto; 10. Livrarea cerealelor la mijloacele de transport feroviar; 11. Efectuarea lucrărilor de măcinare a grâului etc.
Exemplu nr.2. Calculul tarifului de recepţionare a cerealelor de la mijloacele de transport auto:
Articole de cheltuieli Valori, lei/t Salarizarea muncii 3,76
Defalcări în fondul social, 24% 0,90 Defalcări pentru asigurarea medicală, 3% 0,11
Amortizarea utilajului 2,50 Consum de energie electrică 6,00 Consum de materiale 0,60 Costuri indirecte 0,90 Cheltuieli administrative, generale şi comerciale 0,50
Total costuri: 15,28 Rentabilitatea 20,0% Costul operaţiei tehnologice 18,33 Inclusiv Taxa pe Valoarea Adăugată 20,0%
Total tariful operaţiei de recepţionare: 22,00
66
BIBLIOGRAFIE 1. Banu Iuliana – Principii generale de morărit, Editura Fundaţiei
Universitare „Dunărea de Jos”, Galaţi, 2007 2. Bălan Iu., Lupaşco A., Tarlev V. – Tehnologia făinii şi crupelor,
Editura „Tehnica-Info”, Chişinău, 2003 3. Bălan Iu. – Tehnologia prelucrării cerealelor, Îndrumar de
laborator, Departamentul editorial-poligrafic al U.T.M., Chişinău, 1997
4. Butkovskii, V.A. – Industria morăritului, (l.rusă), Izd. Agro-promizdat, Moskva, 1990
5. Butkovskii, V.A. – Tehnologia industriei morăritului, crupelor şi şi nutreţurilor combinate (l.rusă), Izd.Kolos, Moscova, 1981
6. Borohovschii L.A. – Proiectarea întreprinderilor de păstrare şi prelucrare a cerealelor, (l.rusă), Izd.Kolos, Moscova, 1971
7. xxx – Catalogul utilajului tehnologic din industria prelucrătoare a cerealelor (l.rusă), Izd. Agropromizdat, Moscova, 1990
8. Ciornâi N., Blaj Ilie – Economia firmelor contemporane, Editura Prut Internaţional, Chişinău, 2003
9. Costin I. – Cartea morarului, Ed. Tehnică, Bucureşti, 1988 10. Egorov G.A. – Tehnologia făinii, crupelor şi nutreţurilor
combinate (l.rusă), Izd.Kolos, Moscova, 1984 11. Galiţkii R.L. – Echipamentele întreprinderilor de prelucrare a
cerealelor (l.rusă), Izd.Kolos, Moskva, 1990 12. Grindberg E.N. – Producerea crupelor (l.rusă), Izd.
Agropromizdat, Moscova, 1986 13. Galkina U.S., Butkovschii V.A., Ptuşkin G.E. – Tehnica şi
tehnologia producerii făinii la instalaţiile complexe (l.rusă), Izd. Agropromizdat, Moscova, 1987
14. Ghinzburg M.E. – Tehnologia fabricării crupelor (l.rusă), Izd. Kolos, Moscova, 1969
15. Merko I.T. – Tehnologia industriei morăritului şi crupelor (l.rusă), Izd. Agropromizdat, Moscova, 1985
67
16. Merko I.T., Poghirnoi N.E., Kasianov B.V., Ciakar A.P. – Proiectarea întreprinderilor de prelucrare a cerealelor în sistemul automatizat de proiectare (l.rusă), Izd. Agropromizdat, Moscova, 1989
17. Moraru C., Gheorghescu D., Danciu I. – Tehnologii şi utilaje în industria morăritului şi crupelor, fasciculele I ş II, Universitatea Galaţi, 1987
18. Melnicov E.M. – Tehnologia producerii crupelor (l.rusă), Izd. Agropromizdat, Moscova, 1991
19. Malis A.Ia., Kastornah M.G. – Transportul pneumatic pentru produse granulare (l.rusă), (l.rusă), Izd. Agropromizdat, Moscova, 1985
20. Neagu C. – Utilaje pentru prelucrarea primară şi păstrarea produselor agricole, Institutul politehnic Iaşi, 1987
21. Punkov S.P., Rumeanţev G.M. – Proiectarea silozurilor de cereale şi a întreprinderilor de colectare (l.rusă), Izd. Kolos, Moscova, 1982
22. Ptuşkin G.E., Tovbin L.I. – Echipamentul de înaltă eficienţă al unităţilor de morărit (l.rusă), Izd. Agropromizdat, Moscova, 1987
23. Socolov A.I. – Echipamente tehnologice ale întreprinderilor de păstrare şi prelucrare a cerealelor (l.rusă), Izd. Kolos, Moscova 1984
24. Volodin N.P., Kastornîh M.G., Krivoşein A.I. – Îndrumar pentru instalaţiile pneumatice (l.rusă), Izd. Kolos, Moscova 1984
25. Voicu Gh., Casandroiu T. – Utilaje pentru morărit şi panificaţie, Universitatea politehnică, Bucureşti, 1996
26. Zolotarev S.M. – Proiectarea morilor, fabricilor de crupe şi de nutreţuri combinate (l.rusă), Izd. Kolos, Moscova 1984
68
ÎNDRUMAR METODIC PRIVIND ELABORAREA
PROIECTELOR DE AN ŞI DE DIPLOMĂ
LA DISCIPLINA
“TEHNOLOGIA FĂINII ŞI CRUPELOR”
Autori:Iurie BĂLAN
Andrei LUPAŞCO
Mircea BERNIC
Vasile TARLEV
––––––––––––––––––––––––––––––––––––––––––––––––––
Bun de tipar 28.10.08. Formatul hârtiei 60x84 1/16. Hârtie ofset. Tipar RISO Tirajul 50 ex. Coli de tipar 4,25 Comanda nr. 75 –––––––––––––––––––––––––––––––––––––––––––––––––––––––
U.T.M., 2004, Chişinău, bd. Ştefan cel Mare, 168. Secţia Redactare şi Editare a U.T.M. 2068,Chişinău, str. Studenţilor, 9/9
69
70
UNIVERSITATEA TEHNICĂ A MOLDOVEI
ÎNDRUMAR METODIC PRIVIND ELABORAREA
PROIECTELOR DE AN ŞI DE DIPLOMĂ
LA DISCIPLINA
“TEHNOLOGIA FĂINII ŞI CRUPELOR”
CHIŞINĂU
2008
71