-dd universit universitatea transilvania din braşov · 2018-01-31 · sistem software pentru...
TRANSCRIPT
Investeşte în oameni!
FONDUL SOCIAL EUROPEAN
Programul Operaţional Sectorial Dezvoltarea Resurselor Umane 2007 – 2013
Axa prioritară 1 „Educaţie şi formare profesională în sprijinul creşterii economice şi dezvoltării societăţii bazate pe cunoaştere”
Domeniul major de intervenţie 1.5. „Programe doctorale şi post-doctorale în sprijinul cercetării” Titlul proiectului: „Burse doctorale pentru dezvoltare durabila” BD-DD
Numărul de identificare al contractului: POSDRU/107/1.5/S/76945
Beneficiar: Universitatea Transilvania din Braşov
Universitatea Transilvania din Braşov
Şcoala Doctorală Interdisciplinară
Departament: Automatică și Tehnologia Informației
Ing. Andreea-Dorina MOROȘAN
SISTEM SOFTWARE PENTRU EFICIENTIZAREA LINIILOR
FLEXIBILE DE FABRICAȚIE
EFFICIENT SOFTWARE SYSTEM FOR FLEXIBLE
MANUFACTURING LINES
Conducător ştiinţific
Prof.dr.ing. Francisc SISAK
BRASOV, 2013

Sistem software pentru eficientizarea liniilor flexibile de fabricație
2
MINISTERUL EDUCAŢIEI NAŢIONALE
UNIVERSITATEA “TRANSILVANIA” DIN BRAŞOV
BRAŞOV, B-DUL EROILOR NR. 29, 500036, TEL. 0040-268-413000, FAX 0040-268-410525
RECTORAT
D-lui (D-nei) ..............................................................................................................
COMPONENŢA
Comisiei de doctorat
Numită prin ordinul Rectorului Universităţii „Transilvania” din Braşov
Nr. 6216 din 08.11.2013
PREŞEDINTE: - Conf. Univ. Dr. Ing. Carmen GERIGAN
Universitatea “Transilvania” din Brașov
CONDUCĂTOR ŞTIINŢIFIC: - Prof. Univ. Dr. Ing. Francisc SISAK
Universitatea “Transilvania” din Brașov
REFERENŢI: - Prof. Univ. Dr. Ing. Theodor BORANGIU
Universitatea “Politehnica” din București
- Prof. Univ. Dr. Ing. Mihai Octavian POPESCU
Universitatea “Politehnica” din București
- Prof. Univ. Dr. Ing. Sorin Aurel MORARU
Universitatea “Transilvania” din Brașov
Data, ora şi locul susţinerii publice a tezei de doctorat: 13.12.2013, ora 10:00, sala VIII 9,
aflată la etajul 3 al corpului V al Universității Transilvania din Brașov, str. Mihai Viteazul, nr 5.
Eventualele aprecieri sau observaţii asupra conţinutului lucrării vă rugăm să le transmiteţi
în timp util, pe adresa Departamentului de Automatică și Tehnologia Informației, Corpul V al
Universității Transilvania din Brașov, str. Mihai Viteazul, nr. 5, 500174, la numărul de fax al
departamentului: 0268/418 836, sau pe adresa [email protected].
Totodată vă invităm să luaţi parte la şedinţa publică de susţinere a tezei de doctorat.
Vă mulţumim.

Sistem software pentru eficientizarea liniilor flexibile de fabricație
3
CUPRINS
Pg.
teza
Pg.
rezumat
LISTĂ DE FIGURI -- 8
1. CAPITOL 1. Introducere ....................................................................................... 11 11
1.1 Actualitatea subiectului ...................................................................................... 11 11
1.2 Motivația tezei ....................................................................................................
1.3 Scopul și obiectivele tezei ..................................................................................
1.4 Organizarea lucrării ............................................................................................
12
13
13
11
12
12
2. CAPITOL 2. Stadiul actual al cercetărilor referitoare la sistemele
flexibile de fabricație ................................................................................................
15
13
2.1 Definiția și structura unui sistem de fabricație ................................................... 15 13
2.2 Sisteme flexibile de fabricație ............................................................................
2.3 Diferite abordări ale conceptului de flexibilitate ................................................
2.4 Celulele flexibile de fabricație.............................................................................
2.5 Avantajele utilizării în producție a sistemelor flexibile de fabricație..................
2.6 Supravegherea procesului de producție în sistemele flexibile de
fabricație....................................................................................................................
17
20
22
23
24
14
2.6.1 Procesul de producție integrată cu calculatorul .............................................
2.6.2 Structura și sistemul hard al liniei flexibile de fabricație ..........................
2.7 Sisteme moderne de producție............................................................................
2.8 Sistemul flexibil de fabricație FMS 200.............................................................
2.8.1 Stația 1-Modul de alimentare cu prefabricate.............................................
2.8.1.1 Funcția stației........................................................................................
2.8.1.2 Componentele stației.............................................................................
2.8.1.3 Verificarea poziției................................................................................
2.8.2 Stația 2-Modul pentru montarea șuruburilor...............................................
2.8.2.1 Alimentarea piesei cu șuruburi ............................................................
2.8.3 Stația 3-Stația robot ....................................................................................
2.8.4 Stația 4-Modul pentru inspecție vizuală ....................................................
2.8.5 Funcția de transfer ......................................................................................
25
26
27
30
31
31
32
33
35
35
36
39
40
2.9 Concluzii ............................................................................................................. 41 14
Sistem software pentru eficientizarea liniilor flexibile de fabricație
4
3. CAPITOL 3 . Controlul și monitorizarea proceselor de producție ....................
3.1 Controlul proceselor de producție .......................................................................
3.1.1 Controlul statistic al proceselor ..................................................................
3.1.2 Tipuri și sisteme de control .........................................................................
3.1.2.1 Controlul adaptiv .................................................................................
3.1.2.2 Sisteme de control ierarhic ...................................................................
3.1.2.3 Sisteme de control inteligent ................................................................
3.1.2.4 Controlul optim ....................................................................................
3.1.3 Sisteme de producție ...................................................................................
3.1.3.1 Strategii de control ...............................................................................
3.1.3.2 Tipuri de sisteme de producție .............................................................
3.2 Monitorizarea proceselor de producție ................................................................
3.2.1 Sisteme SCADA-Supervisory Control and Data Aquisition ......................
3.2.1.1 Domenii de aplicabilitate pentru sistemele SCADA ............................
3.2.1.2 Componentele unui sistem SCADA ....................................................
3.2.1.3 Arhitectura unui sistem SCADA ..........................................................
3.3 Controlul și monitorizarea sistemului flexibil FMS 200 ....................................
3.3.1 Controlul sistemului flexibil de fabricație FMS 200 ..................................
3.3.2 Monitorizarea sistemului flexibil de fabricație FMS 200 ...........................
3.4 Simularea unui proces de producție ....................................................................
3.5 Concluzii .............................................................................................................
4. CAPITOL 4. Modul pentru comanda independentă a motoarelor asincrone
de acționare a benzilor transportoare ......................................................................
4.1 Acționări electrice reglabile cu mașini asincrone ...............................................
4.2 Alimentarea mașinii asincrone de la convertoare statice de frecvență ...............
4.2.1 Mașina asincronă-caracteristici generale (descriere, ecuații) ......................
4.3 Reglarea vitezei motoarelor asincrone ................................................................
4.3.1Principiul de reglare a vitezei mașinii asincrone cu orientare după câmp ...
4.3.2 Modificarea caracteristicii mecanice ...........................................................
4.3.3 Alimentarea mașinii asincrone de la invertor trifazic cu circuit
intermediar de curent continuu .........................................................................
4.4 Schema electrică a sistemului flexibil FMS 200 antrenat de motoare
asincrone ..................................................................................................................
45
45
47
50
52
52
54
59
60
60
61
64
65
67
68
69
72
72
74
78
81
83
84
84
87
90
90
91
91
92
15
15
15
16
16
16
17
17
17
Sistem software pentru eficientizarea liniilor flexibile de fabricație
5
4.5 Modul dezvoltat pentru comanda independentă a motoarelor electrice
asincrone de acționare a benzilor transportoare .....................................................
4.6 Determinări experimentale efectuate și rezultate obținute ..................................
94
100
18
20
4.7 Concluzii..............................................................................................................
5. CAPITOL 5. Proiectarea și implementarea unui sistem software pentru
eficientizarea liniilor flexibile de fabricație .............................................................
5.1 Analiza sistemului flexibil ..................................................................................
5.2 Modul de implementare al sistemului propus în linia flexibilă FMS 200 ..........
5.3 Implementarea, testarea și rezultatele sistemului software pentru
eficientizarea liniei flexibile de fabricație ..............................................................
5.4 Teste efectuate și rezultate obținute ....................................................................
5.5 Concluzii .............................................................................................................
6. CAPITOL 6. Optimizarea procesului de producție – Problema încărcării ......
6.1 Încărcarea sistemelor de fabricație ......................................................................
6.1.1 Optimizarea producției utilizând algoritmii genetici .................................
6.2 Descrierea problemei încărcării stațiilor de lucru ...............................................
6.2.1 Algoritm dezvoltat pentru optimizarea procesului de producție ...............
6.3 Concluzii..............................................................................................................
105
107
108
112
115
117
125
127
130
132
135
135
139
23
24
24
25
27
28
35
36
37
38
39
43
7. CAPITOL 7. Concluzii ...........................................................................................
7.1 Concluzii finale ...................................................................................................
7.2 Contribuţii originale ............................................................................................
7.3 Diseminarea rezultatelor .....................................................................................
7.4 Directii viitoare de cercetare ...............................................................................
141
141
144
145
146
44
44
46
47
47
BIBLIOGRAFIE ......................................................................................................... 147 48
ANEXE
Anexa 1. Codul sursă al programului de eficientizare a procesului de producție,
după implementarea modulului de comandă independentă a motoarelor
asincrone ......................................................................................................................
154
Anexa 2. Codul sursă al funcției MatriceaTranzițiilor din rutina exterioară ..............
Anexa 3. Codul sursă al funcției FuncțiaScară din rutina exterioară ..........................
Anexa 4. Codul sursă al funcției IntervalSortarePiesă din rutina exterioară ...............
Anexa 5. Codul sursă al programului de eficientizare a procesului de producție
din linia flexibilă FMS 200 ..........................................................................................
Anexa 6. Determinări experimentale pentru o frecvență a benzii transportoare
158
159
160
161
Sistem software pentru eficientizarea liniilor flexibile de fabricație
6
de 50 Hz și o alimentare cu semifabricate la un interval de 35 de secunde...................
Anexa 7. Determinări experimentale pentru o frecvență a benzii transportoare
de 50 Hz și o alimentare cu semifabricate la un interval de 50 de secunde..................
Anexa 8. Determinări experimentale pentru o frecvență a benzii transportoare
de 50 Hz și o alimentare cu semifabricate la un interval de 55 de secunde...................
Anexa 9. Determinări experimentale pentru o frecvență a benzii transportoare
de 50 Hz și o alimentare cu semifabricate la un interval de 60 de secunde...................
Anexa 10. Determinări experimentale pentru o frecvență a benzii transportoare
de 50 Hz și o alimentare cu semifabricate la un interval de 63 de secunde...................
Anexa 11. Codul sursă al algoritmului de eficientizare a producției dintr-o linie
flexibiă de fabricație ......................................................................................................
Anexa 12. Rezumat/Abstract.........................................................................................
Anexa 13. Curriculum vitae RO/EN..............................................................................
167
168
169
170
171
172
180
181
50
51
Sistem software pentru eficientizarea liniilor flexibile de fabricație
7
TABLE OF CONTENTS
Pg.
thesis
Pg.
abstract
LIST OF FIGURES 8
1. CHAPTER 1. Introduction........................................................................................ 11 11
1.1 Subject actuality .................................................................................................... 11 11
1.2 Thesis motivation ..................................................................................................
1.3 The purpose and objectives of the thesis................................................................
1.4 Thesis organization ...............................................................................................
12
13
13
11
12
12
2. CHAPTER 2. Current state of research on flexible manufacturing systems.....
15 13
2.1 Definition and structure of a fabrication system................................................... 15 13
2.2 Flexible manufacturing systems.............................................................................
2.3 Different approaches of the concept of flexibility.................................................
2.4 Flexible manufacturing cells..................................................................................
2.5 The advantages of using flexible manufacturing systems in production………...
2.6 Supervision of the process production in flexible manufacturing systems............
17
20
22
23
24
14
2.6.1 The computer integrated manufacturing...........................................................
2.6.2 The structure and hard system of the flexible manufacturing line................
2.7 Modern production systems...................................................................................
2.8 Flexible manufacturing system FMS 200..............................................................
2.8.1 Station 1- supply module with prefabricated.................................................
2.8.1.1 Function of the station.............................................................................
2.8.1.2 Station components..................................................................................
2.8.1.3 Position checking.....................................................................................
2.8.2 Station 2- Module for mounting screws……................................................
2.8.2.1 Supply piece with screws…….................................................................
2.8.3 Station 3-Robot station .................................................................................
2.8.4 Station 4-Module for visual inspection..........................................................
2.8.5 Transfer function...........................................................................................
25
26
27
30
31
31
32
33
35
35
36
39
40
2.9 Conclusions............................................................................................................ 41 14
3. Chapter 3 . The control and monitoring of production processes.........................
3.1 The control of process production ........................................................................
3.1.1 Statistical process control...............................................................................
3.1.2 Types and control systems.......................................................................................
45
45
47
50
15
15
Sistem software pentru eficientizarea liniilor flexibile de fabricație
8
3.1.2.1 Adaptiv control .......................................................................................
3.1.2.2 Hierarchical control systems....................................................................
3.1.2.3 Intelligent control systems.......................................................................
3.1.2.4 Optimum control .....................................................................................
3.1.3 Production systems.. ......................................................................................
3.1.3.1 Control strategy ......................................................................................
3.1.3.2 Type of production systems..... ...............................................................
3.2 Monitoring of production processes…...................................................................
3.2.1 SCADA systems-Supervisory Control and Data Aquisition .........................
3.2.1.1 Areas of application for SCADA systems…………...............................
3.2.1.2 Components of a SCADA system...........................................................
3.2.1.3 Arhitecture of a SCADA system.............................................................
3.3 The control and monitoring of flexible system FMS 200 ......................................
3.3.1 The control of flexible manufacturing system FMS 200 ...............................
3.3.2 Monitoring of flexible manufacturing system FMS 200 ...............................
3.4 Simulation of a production process........................................................................
3.5 Conclusions.............................................................................................................
4. CHAPTER 4. Module for independent command of asynchronous motors
driving conveyor belts...................................................................................................
4.1 Adjustable electrical drives with asynchronous machines.....................................
4.2 Supply asynchronous machine from static frequency converters……...................
4.2.1 Asynchronous machine-general characteristics (description, equations).......
4.3 Speed adjustment of asynchronous motors.............................................................
4.3.1 The principle of speed adjustment of asynchronous machin with
orientation after field ………………………………………………………..…….
4.3.2 Modification of mechanical characteristic......................................................
4.3.3 Supply of asynchronous machine from inverter three phase with DC
intermediate circuit .................................................................................................
4.4 The electric scheme of flexible system FMS 200 powered by asynchronous
motors.........................................................................................................................
4.5 Module developed for independent command of electric motors
asynchronous to actuate the conveyors…………………………...............................
4.6 Experimental determinations and the results obtained...........................................
52
52
54
59
60
60
61
64
65
67
68
69
72
72
74
78
81
83
84
84
87
90
90
91
91
92
94
100
15
16
16
16
17
17
17
18
20
4.7 Conclusions................................................................................................................. 105 23
Sistem software pentru eficientizarea liniilor flexibile de fabricație
9
5. CHAPTER 5. Design and implementation of a software system for efficient
flexible manufacturing lines..........................................................................................
5.1 Flexible system analysis….....................................................................................
5.2 Implementing method of the proposed system in flexible line FMS 200………...
5.3 Implementation, testing and performance of the software system for
efficient flexible manufacturing line............................................................................
5.4 Tests performed and results obtained......................................................................
5.5 Conclusions.............................................................................................................
6. CHAPTER 6. Optimizing the production process - Problem loading...................
6.1 Loading manufacturing systems….........................................................................
6.1.1 Production optimization using genetic algorithms…....................................
6.2 Problem description of charging workstations.......................................................
6.2.1 Algorithm developed to optimize the production process.............................
6.3 Conclusions.............................................................................................................
107
108
112
115
117
125
127
130
132
135
135
139
24
24
25
27
28
35
36
37
38
39
43
7. CHAPTER 7. Conclusions ........................................................................................
7.1 Final conclusions ...................................................................................................
7.2 Original contributions.............................................................................................
7.3 Dissemination of results.........................................................................................
7.4 Future research directions.......................................................................................
141
141
144
145
146
44
44
46
47
47
REFERENCES............................................................................................................... 147 48
APPENDIX
Appendix 1. The source code of the program for efficiency production process after
implementation of module for independent command of asynchronous motors............
154
Appendix 2. The source code of function MatriceaTranziţiilor in external routine .......
Appendix 3. Source code of function FuncţiaScară from external routine.....................
Appendix 4. Source code of function IntervalSortarePiesă from external routine.........
Appendix 5. The source code of the program for efficiency the process production
in flexible manufacturing line FMS 200..........................................................................
Appendix 6. Experimental determinations for a frequency of the conveyor belt of 50
Hz and a supply with semiproducts in a range of 35 seconds..........................................
Appendix 7. Experimental determinations for a frequency of the conveyor belt of 50
Hz and a supply with semiproducts in a range of 50 seconds.........................................
Appendix 8 Experimental determinations for a frequency of the conveyor belt of 50
Hz and a supply with semiproducts in a range of 55 seconds..........................................
158
159
160
161
167
168
169
Sistem software pentru eficientizarea liniilor flexibile de fabricație
10
Appendix 9. Experimental determinations for a frequency of the conveyor belt of 50
Hz and a supply with semiproducts in a range of 60 seconds..........................................
Appendix 10 Experimental determinations for a frequency of the conveyor belt of
50 Hz and a supply with semiproducts in a range of 63 seconds....................................
Appendix 11. The source code of proposed algorithm for efficiency production in a
flexible manufacturing line..............................................................................................
Appendix 12. Abstract.....................................................................................................
Anexa 13. Curriculum vitae RO/EN................................................................................
170
171
172
180
181
50
51
Sistem software pentru eficientizarea liniilor flexibile de fabricație
11
1. INTRODUCERE
1.1 Actualitatea subiectului
Procesele de fabricație din ultimii ani au la bază concepte precum flexibilitate și productivitate.
Flexibilitatea poate fi definită ca fiind caracteristica sistemului de a se adapta la schimbările ce
pot interveni în mediul de funcționare.
Soluțiile oferite pentru rezolvarea problemelor în domeniul planificării producției și programării,
bazate pe sisteme și algoritmi de optimizare au devenit din ce în ce mai răspândite.
Cercetarea actuală se bazează pe dezvoltarea unui sistem software ce își propune să eficientizeze
procesele de producție din cadrul liniilor flexibile de fabricație.
Avantajele oferite de acest sistem sunt:
optimizarea timpului de producție;
minimizarea dezechilibrului sistemului;
maximizarea producției;
reducerea costurilor de producție și de personal;
creșterea flxibilității.
Tema aleasă pentru cercetare se încadrează în următoarele direcții de cercetare: “Tehnologia
informației și comunicații și materiale, procese și produse inovative”,”Inteligența artificială,
robotică și sisteme autonome avansate” și ”Tehnologii avansate de conducere a proceselor
industiale”.
1.2 Motivația tezei
Pe piața de producție actuală, aflată într-o continuă mișcare, companiile din domeniu trebuie să
reacționeze rapid la modificările apărute prin sporirea productivității și prin îmbunătățirea
interacțiunii cu utilizatorii (clienții).
Pentru a se adapta la cerințe, se utilizează sistemele flexibile de fabricație, acestea reprezentând o
soluție datorită caracteristicilor lor de adaptabilitate și flexibilitate.
Majoritatea aplicațiilor sistemelor flexibile de fabricație din industria productivă au arătat că,
tehnologia sistemelor flexibile permite implementarea sistemelor de control ale proceselor
complexe, dar în același timp și eficiente. Astfel, controlul procesului de prelucrare a devenit o
cerință după ce sistemele flexibile de fabricație au început să fie exploatate, în domenii din ce în
ce mai vaste.
În vederea utilizării în întreprinderi, sistemele de producție trebuie să îndeplinească o serie de
cerințe, și anume [Jam 05]:
integrarea sistemelor în producție trebuie să fie bazată pe un proces dinamic;
cooperare între sistemele unei întreprinderi;
agilitate datorită adaptabilității și capacității de reconfigurare;
capacitatea de funcționare atunci când apar evenimente neașteptate în proces;

Sistem software pentru eficientizarea liniilor flexibile de fabricație
12
toleranță la erori.
Analizând aspectele precizate, tendințele actuale de a utiliza sistemele flexibile de fabricație în
producție, comparativ cu sistemele clasice, consider că rezultatele cercetării permit
implementarea în procesele de producție.
1.3 Scopul și obiectivele tezei
Scopul tezei de doctorat este acela de a concepe un sistem software pentru eficientizarea liniilor
flexibile de fabricație prin optimizarea timpului de producție.
Teza își propune o prezentare a tehnologiilor, a tehnicilor și a algoritmilor ce pot fi utilizați în
dezvoltarea sistemului propus.
Obiectivele tezei de doctorat sunt:
proiectarea și implementarea unui modul pentru comanda independentă a celor două
motoare asincrone, ce antrenează banda transportoare a liniei flexibile FMS 200;
proiectarea, implementarea și testarea unui sistem software pentru controlul și
monitorizarea liniei flexibile de fabricație, în vederea eficientizării proceselor de
producție;
proiectarea, implementarea și testarea unui algoritm de optimizare, pentru minimizarea
dezechilibrului sistemului și optimizarea timpului de producție prin maximizarea
utilizării stațiilor de lucru și maximizarea fluxului de piese.
1.4 Organizarea lucrării
Teza de doctorat este structurată în 7 capitole, după cum urmează:
Capitolul 1 prezintă noțiuni introductive, oferă motivarea alegerii temei de cercetare, importanța
și semnificația subiectului, formulează scopul și obiectivele urmărite în teză.
Capitolul 2 prezintă o descriere a stadiului actual al cercetărilor referitoare la sistemele flexibile
de fabricație. Este prezentat conceptul de flexibilitate și cel de celulă de fabricație, sunt
enumerate avantajele utilizării în producție a liniilor flexibile de fabricație și sunt analizate
sistemele moderne de producție. În continuare este realizată o analiză amănunțită a sistemului
flexibil de fabricație FMS 200 și a fiecărei stații de lucru, deoarece sistemul FMS 200 este cel
care a stat la baza cercetării.
Capitolul 3 prezintă aspecte privind procesele de control și monitorizare a sistemelor de
producție, dar și a sistemului flexibil FMS 200. De asemenea este realizată o analiză critică a
sistemelor SCADA și o simulare a unui proces de producție.
Capitolul 4 prezintă dezvoltarea și implementarea unui modul pentru comanda independentă a
motoarelor asincrone, ce acționează benzile transportoare ale sistemului flexibil de fabricație.
În cadrul acestui capitol, având la bază aspecte privind alimentarea mașinii asincrone și reglarea
vitezei motoarelor asincrone am propus un modul pentru comanda motoarelor asincrone.
Implementarea modulului a avut ca scop alimentarea celor două motoare, fie concomitent, fie
simultan. În acest mod s-a putut observa cum este influențat procesul de fabricație de pe linia
flexibilă dacă viteza benzii este modificată. În urma implementării modulului propus, au fost
realizate o serie de determinări experimentale, pentru a se putea concluziona prin ce metode se
Sistem software pentru eficientizarea liniilor flexibile de fabricație
13
poate eficientiza procesul de producție. De asemenea s-a putut observa ce parametri ai procesului
pot fi optimizați.
Capitolul 5 prezintă dezvoltarea și implementarea aplicației propuse în vederea eficientizării
procesului de producție, pe linia flexibilă FMS 200. Pentru implementarea aplicației a fost
necesar ca mediul de programare să comunice cu stația master, aflată pe linia flexibilă, cea care
controlează, monitorizează și comunică cu fiecare stație, în vederea preluării semnalelor. Fiecare
etapă din procesul de implementare este analizată și prezentată pe larg în cadrul capitolului. În
urma implementării au fost realizate o serie de determinări experimentale și au fost obținute
rezultate privind timpul de producție. Pe baza acestor rezultate a fost determinat gradul de
încărcare al stațiilor și timpul optim la care trebuie alimentată banda transportoare cu piese,
pentru a nu se produce acumulări de piese pe bandă, iar procesul să se desfășoare într-un ritm
continuu. Aceste determinări au fost realizate în funcție de stația de lucru cu gradul de încărcare
cel mai ridicat. Rezultatele au stat la baza dezvoltării algoritmului de eficientizare, propus în
capitolul următor.
Capitolul 6 descrie algoritmul de optimizare propus, având la bază funcționarea liniei de
fabricație și problema încărcării stațiilor de lucru. În urma unei analize critice a algoritmilor
genetici și a desfășurării procesului pe linia flexibilă de fabricație este propus algoritmul de
optimizare și sunt prezentate avantajele pe care acesta le poate aduce desfășurării procesului.
Algoritmul poate fi implementat pe diferite tipuri de sisteme de fabricație. Eficientizarea
procesului este realizată din punct de vedere al minimizării dezechilibrului sistemului, ceea ce
înseamnă maximizarea utilizării stațiilor de lucru și maximizarea numărului de piese obținute.
Capitolul final, și anume Capitolul 7 prezintă concluziile activităților de cercetare efectuate,
evidențiază contribuțiile personale, diseminarea rezultatelor și direcțiile viitoare de cercetare.
Pe lângă acestea, teza cuprinde și un număr de 13 Anexe, care reprezintă codurile sursă ale
programelor dezvoltate în vederea eficientizării proceselor și determinările experimentale
efectuate.
2. STADIUL ACTUAL AL CERCETĂRILOR REFERITOARE LA
SISTEMELE FLEXIBILE DE FABRICAȚIE
2.1 Definiția și structura unui sistem de fabricație
Un sistem flexibil de fabricație (Figura 2.1) poate fi definit ca fiind un “nucleu” în interiorul
căruia, în urma unui proces tehnologic, mărimile de intrare sunt transformate în mărimi de ieșire.
Figura 2.1 Sistemul de fabricație
Sistem software pentru eficientizarea liniilor flexibile de fabricație
14
Mărimile de intrare ale sistemului sunt caracterizate de:
1. materiile prime folosite în cadrul procesului tehnologic - semifabricate, componente,
substanțe.
2. energia necesară desfașurării procesului în condiții optime.
3. informațiile furnizate sistemului, referitoare la configurația piesei, procedeul de
prelucrare, necesarul de piese finite și informațiile referitoare la evoluția în timp și
spațiu a procesului de fabricație.
2.2 Sisteme flexibile de fabricație
Un sistem flexibil de fabricație (flexible manufacturing system – FMS) reprezintă un ansamblu
integrat de mașini unelte, conectate prin intermediul unui sistem de transport automatizat,
controlat de un computer sau de un automat programabil [Kum 03], [Um 09], [Yus 12].
Caracteristica principală a unui astfel de sistem este de a oferi flexibilitatea necesară desfășurării
procesului tehnologic, pentru obținerea producției stabilite. Datorită vitezei cu care cerințele
pieței se schimbă și competiției globale în care se află companiile, procesul de fabricație și
producția suferă un număr tot mai mare de modificări, totul aflându-se într-o continuă dinamică.
Dacă primele sisteme flexibile de fabricație erau foarte mari și complexe, având în componența
lor un număr mare de mașini cu control numeric (computer numerical controlled machines –
CNC) și sisteme sofisticate de manevrare a materialelor, în prezent tendința companiilor este de
a folosi în producție variante mici ale sistemelor flexibile de fabricație, numite celule flexibile de
fabricație (flexible manufacturing cells – FMC).
Un sistem flexibil de fabricație are în componența sa mai multe celule flexibile de fabricație.
O celulă flexibilă de fabricație (flexible manufacturing cells – FMC) este alcătuită dintr-un grup
de mașini care execută un anumit proces sau o etapă dintr-un proces de fabricație mai complex,
fapt care face ca aceasta să reprezinte o componentă a unui sistem flexibil de fabricație.
Flexibilitatea unei celule de fabricație reprezintă abilitatea acesteia de a se adapta ușor la
procesul de producție sau la un produs din cadrul familiei de obiecte pentru care a fost proiectată.
2.9 Concluzii
Un sistem flxibil de fabricație reprezintă un sistem automatizat ce interconectează mai multe
mașini unelte printr-un sistem de manipulare, iar procesul ce se desfășoară în cadrul sistemului
este monitorizat și controlat prin intermediul unui calculator central.
O linie flexibilă de fabricație în comparație cu o linie de producție automată prezintă avantajul de
a putea produce mai mult de un tip de produs simultan. Această caracteristică esențială a unei
linii de fabricație permite diferitelor module să poată procesa o anumită parte a piesei.
Dacă apar modificări de produs sau de programare a producției, sistemul este capabil să se
adapteze la noile configurații ale modelului cerut.
Funcționarea sistemelor flexibile de fabricație are la bază tehnologia de grup, astfel că niciun
sistem nu poate funcționa complet flexibil și nu poate produce un număr infinit de piese.
Sistem software pentru eficientizarea liniilor flexibile de fabricație
15
Un astfel de sistem este destinat producției de piese ce fac parte dintr-o clasă de procese, tipuri și
dimensiuni.
În concluzie, o linie flexibilă de fabricație este proiectată pentru a putea crea un set de produse
sau un număr limitat de familii produse.
Un sistem de fabricație poate fi considerat un sistem flexibil dacă:
este capabil să prelucreze piese personalizate în serii mici;
se adaptează modificărilor din orarul de producție;
este capabil să remedieze disfuncționalitățile și avariile care pot apărea în proces;
se adaptează la modificarea pieselor proiectate.
Pentru ca un sistem flexibil să funcționeze în condiții optime este necesar ca acțiunile acestuia să
fie coordonate și procesate de către un calculator central.
3. CONTROLUL ȘI MONITORIZAREA PROCESELOR DE PRODUCȚIE
3.1 Controlul proceselor de producție
Controlul procesului reprezintă o activitate, desfășurată, având la bază mecanisme de
funcționare, arhitecturi de sisteme și algoritmi de calcul, pentru a putea menține ieșirile unui
sistem de producție într-un interval specificat.
Controlul unui proces de fabricație reprezintă, în esență, verificare prin examinare, încercare,
analiză, a conformității unui produs sau a unui proces, cu datele tehnice, înscrise în documentația
care a stat la baza fabricației. Pentru procesele moderne de fabricație, activitatea de control nu
înseamnă doar depistarea, constatarea sau înregistrarea evenimentelor aferente procesului ci are
rolul de a influența producția prin eficientizarea acesteia.
3.2 Monitorizarea proceselor de producție
Un număr din ce în ce mai mare de companii din diferite domenii industriale încearcă să
găsească un mod flexibil de a monitoriza și de a controla un proces sau un echipament. Pentru
aceasta folosesc proceduri de comunicație avansate și dispozitive integrate, pentru a putea crește
producția și a minimiza costurile [Mor 12d].
În cadrul proceselor de producție, pe liniile flexibile de fabricație pentru o imagine de ansamblu
asupra etapelor și proceselor ce se desfășoară este necesară monitorizarea procesului de
producție.
Deoarece componentele în mișcare, elementele structurale și materia primă din cadrul procesului
se află într-o continuă schimbare și dezvoltare, sistemele de monitorizare din cadrul sistemelor
de producție înseamnă beneficii pentru producători și avantaje pentru domeniul din care fac
parte.
Monitorizarea sistemelor de producție poate însemna o serie de obiective și anume:
integrarea componentelor sistemului de producție într-un sistem informatic unitar;
fluidizarea schimbului de informații între diferitele componente funcționale ale
sistemului;
Sistem software pentru eficientizarea liniilor flexibile de fabricație
16
achiziția, stocarea și vizualizarea în timp real a informațiilor ce vizează activitățile
sistemului de producție;
o mai bună gestionare a resurselor procesului;
crearea unui suport pentru luarea deciziilor referitoare la desfășurarea procesului;
metode de optimizare a procesului de fabricație: reducerea costurilor de producție,
creșterea productivității, utilizarea eficientă a resurselor de care dispune procesul;
posibilitatea reconfigurării dinamice a fluxurilor de producție datorită flexibilității și
mobilității proceselor de fabricație, pentru o mai bună adaptare la cerințele pieței de
producție.
Tehnicile de monitorizare sunt specifice fiecărui domeniu în care sunt implementate și oferă
diferite beneficii pentru fiecare sistem de producție.
3.3 Controlul și monitorizarea sistemului flexibil de fabricație FMS 200
3.3.1 Controlul sistemului flexibil de fabricație FMS 200
Sistemul flexibil de fabricație FMS 200, este format din patru stații de lucru. Fiecare stație de
lucru are în componența sa un automat programabil de tipul Siemens S313C-2DP. Prin aceste
PLC-uri este realizată legătura stațiilor cu linia flexibilă FMS 200. De asemenea stația master are
în componența sa tot un automat programabil Siemens S313C-2DP. PLC-ul de pe stația master
este cel care controlează întregul proces de pe linia flexibilă de fabricație.
Comunicația dintre PLC-urile stațiilor și PLC-ul master este realizată printr-o rețea PROFIBUS.
PLC-urile de pe fiecare stație de lucru preiau informații referitoare la proces, pe porturile de
intrare și transmit datele prin porturile de ieșire. Comunicația liniei de fabricație cu calculatorul,
în vederea realizării procesului de control al sistemului, este realizată prin portul serial RS-232.
3.3.2 Monitorizarea sistemului flexibil de fabricație FMS 200
Monitorizarea sistemului flexibil FMS 200 este realizată cu ajutorul aplicației CX-Supervisor,
dezvoltată de OMRON. Aceasta este un sistem SCADA, care crează interfețe grafice,
controlează și monitorizează componentele sistemului. Aplicația permite transmiterea
informațiilor către operator, într-un mod clar, utilizând obiecte grafice, butoane, unități de
control, grafice și diagrame.
Pentru obținerea unei funcționări optime a sistemului, este necesar ca fiecare stație de lucru să fie
controlată și monitorizată. Această procedură este posibilă datorită PLC-urilor din fiecare stație.
În urma activităților de control și monitorizare, procesul poate fi eficientizat dacă sunt parcurse
următoarele etape: evaluare, planificare și performanță. Fiecare PLC al sistemului poate
funcționa independent, de pe calculatoare diferite, însă este foarte important să comunice printr-o
rețea de coordonare și control. Printr-o astfel de rețea sunt posibile diferite simulări ale
procesului, în scopul de a obține un model pentru controlul optim al sistemului.
Monitorizarea sistemului se realizează pentru a se verifica dacă fiecare componentă a sistemului
poate fi integrată în proces.
Procedura de control și monitorizare a unui proces se referă la o serie de activități, dintre care:
- selecția și planificarea producției;
Sistem software pentru eficientizarea liniilor flexibile de fabricație
17
- elaborarea unui mod de lucru;
- selectarea metodei utilizată pentru controlul echipamentelor și sistemului;
- controlul și monitorizarea procesului de producție;
- controlul eventualelor modificări/evenimente ce pot apărea în proces;
- alegerea soluției optime pentru eficientizarea producției.
3.5 Concluzii
Într-un proces de fabricație obiectivul principal al sistemului de producție este acela de a-și
maximiza producția și de a-și minimiza pierderile. Acest obiectiv poate fi atins doar atunci când
sistemul este supus unui proces de control și monitorizare a producției.
Procesele de control și monitorizare ajută utilizatorul să coordoneze acțiunile sistemului și să ia
decizii legate de eficientizarea procesului de producție. Pentru a putea controla întregul sistemul
este necesar ca fiecare componentă să fie controlată local, iar acestea să comunice între ele.
Astfel, dacă se controlează și monitorizează procesul de pe o linie flexibilă de fabricație este
necesar ca fiecare stație de lucru de pe linie să fie controlată prin PLC-uri, deoarece în acest mod
se pot lua decizii locale privind procesul de pe linie. Pornind de la aceste decizii locale se poate
analiza întregul proces și pot fi abordate diferite metode de optimizare a producției.
4. MODUL PENTRU COMANDA INDEPENDENTĂ A MOTOARELOR
ASINCRONE DE ACȚIONARE A BENZILOR TRANSPORTOARE
Pentru obținerea unui proces de fabricație eficient pe linia flexibilă FMS 200, am propus,
dezvoltat și implementat un modul pentru comanda independentă a celor două motoare
asincrone, ce antrenează banda transportoare a liniei flexibile FMS 200. Principalul obiectiv
pentru care a fost dezvoltat modulul, a fost acela de a analiza în ce măsură influențează viteza de
deplasare a benzii procesul de fabricație și pornind de la aceasta să se observe, ce parametrii ai
procesului pot fi optimizați.
4.4 Schema electrică a sistemului flexibil FMS 200 antrenat de motoare asincrone
Sistemul flexibil FMS 200, în situația configurației inițiale, funcționează antrenat de la două
motoare asincrone, alimentate de la un invertor. Cele două benzi transportoare pe care sunt
deplasate piesele, în cadrul procesului de fabricație, sunt antrenate de cele două motoare
simultan. Benzile transportoare ale liniei de fabricație funcționează la o turație nominală de 50
Hz, iar cele două motoare asincrone ce le antrenează funcționează simultan. Pentru controlul
celor două motoare asincrone am dezvoltat și implementat un modul și un sistem software care
controlează procesul de producție de pe linia flexibilă de fabricație, în vederea optimizării
procesului.
Cele două motoare asincrone care antrenează banda transportoare a liniei flexibile sunt legate în
paralel la invertor și comanda lor se realizează prin reglarea vectorială prin metoda orientării
după câmp (Figura 4.7).

Sistem software pentru eficientizarea liniilor flexibile de fabricație
18
Figura 4.7 Alimentarea celor două motoare asincrone de la invertor
Schema electrică inițială a liniei flexibile de fabricație permite doar alimentarea simultană a
motoarelor, astfel încât nu se poate realiza selecția funcționării unui motor. De asemenea, turația
nu se poate modifica. Cele două motoare asincrone funcționează la turație fixă și cu
autoventilație.
4.5. Modul dezvoltat pentru comanda independentă a motoarelor electrice asincrone de
acționare a benzilor transportoare
În cadrul acestui subcapitol am prezentat dezvoltarea modului pentru comanda independentă a
motoarelor electrice asincrone, în vederea reglării turației, prin metoda orientării după câmp și
am realizat implementarea acestuia pe linia flexibilă. Pentru testare a fost utilizată linia flexibilă
de fabricație FMS 200.
Pentru comanda independentă a celor două motoare asincrone ce antrenează banda transportoare
a liniei flexibile a fost realizat un montaj experimental compus din:
1. panoul de comandă – Figura 4.8;
2. modulul electric – Figura 4.9
Figura 4.8 Panoul de comandă al modulului dezvoltat pentru comanda independentă a
motoarelor asincrone
Sistem software pentru eficientizarea liniilor flexibile de fabricație
19
Figura 4.9 Modulul electric pentru comanda independentă a celor două motoare
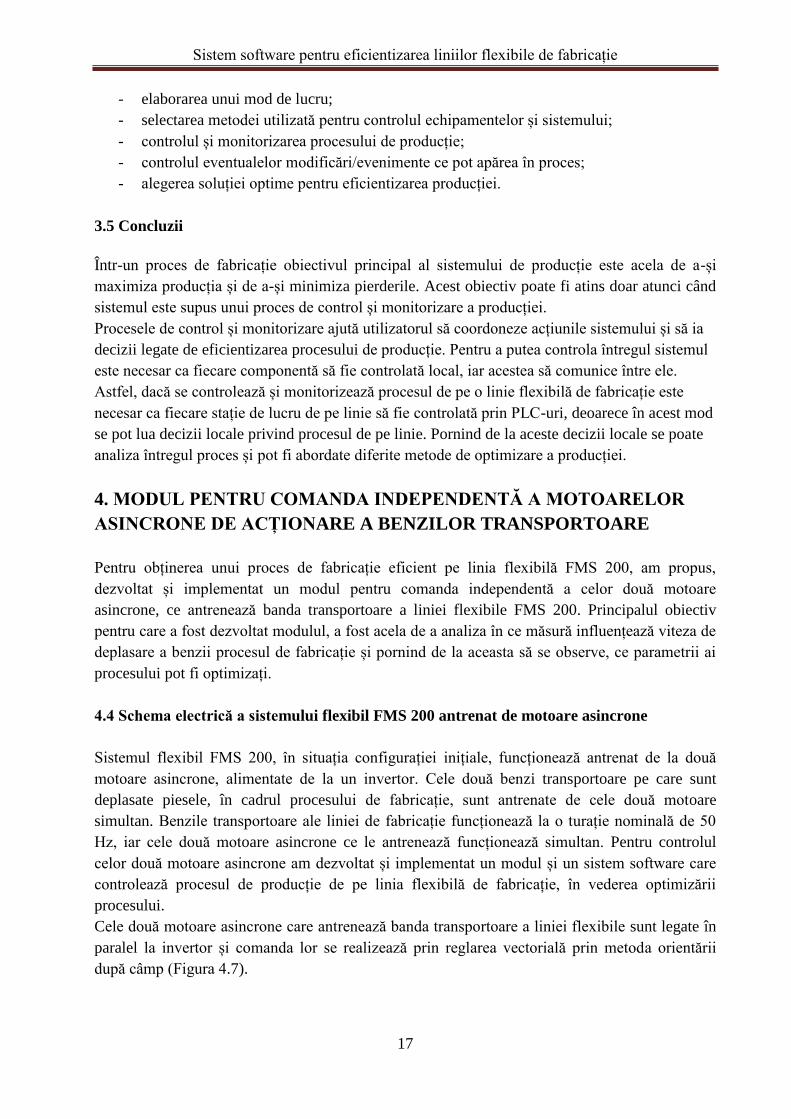
Modulul a fost dezvoltat în vederea alimentării simultane sau succesive a celor două motoare
asincrone ale liniei flexibile de fabricație. Inițial cele două motoare funcționează în paralel și
sunt alimentate simultan. Prin implementarea modulului este posibilă alimentarea succesivă a
celor două motoare (Figura 4.10). Folosirea succesivă a celor două motoare asincrone permite un
control mai atent al celor două benzi transportoare și face ca manevrarea pieselor între stațiile de
lucru să fie mai facilă.
Figura 4.10 Alimentarea celor două motoare asincrone de la invertor
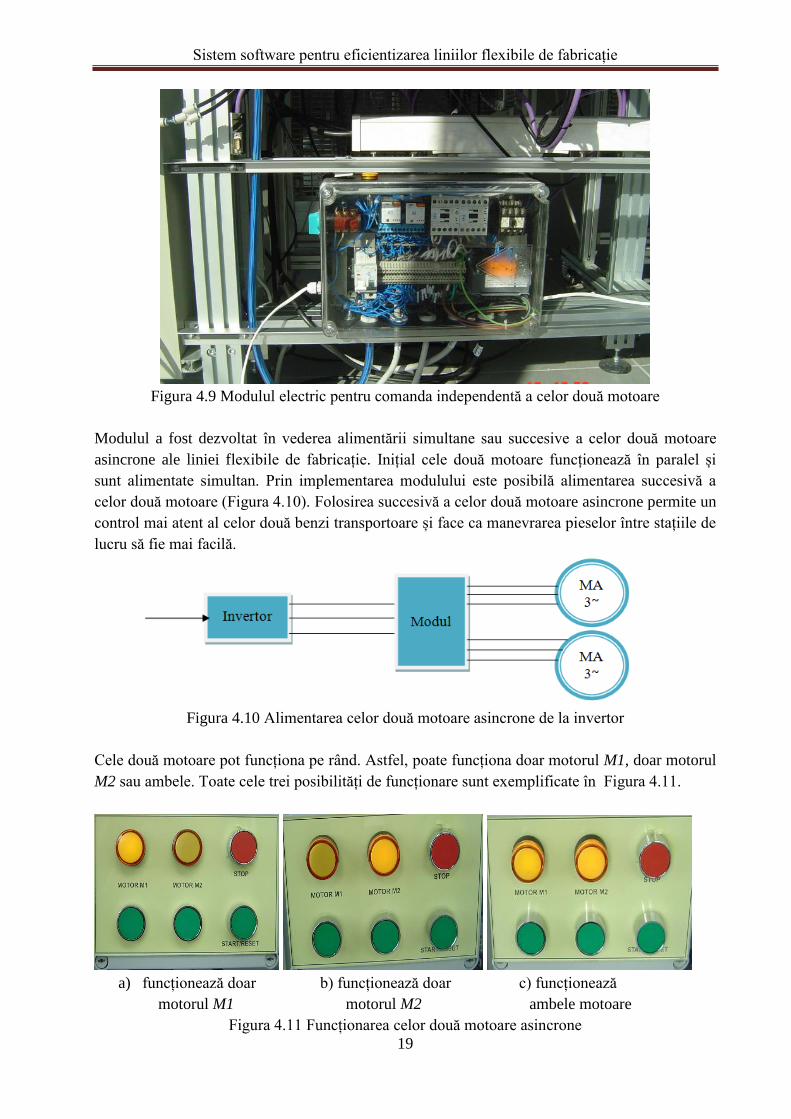
Cele două motoare pot funcționa pe rând. Astfel, poate funcționa doar motorul M1, doar motorul
M2 sau ambele. Toate cele trei posibilități de funcționare sunt exemplificate în Figura 4.11.
a) funcționează doar b) funcționează doar c) funcționează
motorul M1 motorul M2 ambele motoare
Figura 4.11 Funcționarea celor două motoare asincrone
Sistem software pentru eficientizarea liniilor flexibile de fabricație
20
Spre deosebire de schema electrică inițială, unde cele două motoare asincrone funcționau
simultan, permițând ca benzile transportoare să se deplaseze doar în același timp, implementarea
acestui modul permite controlul benzilor și astfel poate fi pusă în funcțiune o bandă sau cealaltă.
Procesul de producție se poate desfășura pe o parte a liniei flexibile, unde sunt poziționate
anumite stații de lucru, iar pe celălalt sens procesul poate fi oprit în vederea reducerii consumului
de energie, a timpului de producție, sau pentru a se evita acumularea de piese în anumite stații.
4.6 Determinări experimentale efectuate și rezultate obținute
Odată ce modulul a fost implementat pe linia flexibilă de fabricație, pentru a putea observa în ce
stadii ale procesului cele două motoare pot fi alimentate succesiv, a fost necesară monitorizarea
procesului pentru fiecare stație de lucru, în vederea obținerii timpului total de producție.
Controlul secvențelor de proces pentru fiecare stație de lucru a putut fi efectuat în urma unei
comunicații cu stația master.
Comunicația cu stația master a fost realizată printr-o aplicație KepServer ce a transmis stările
fiecărei stații de lucru unei aplicații rezidente în mediul Matlab.
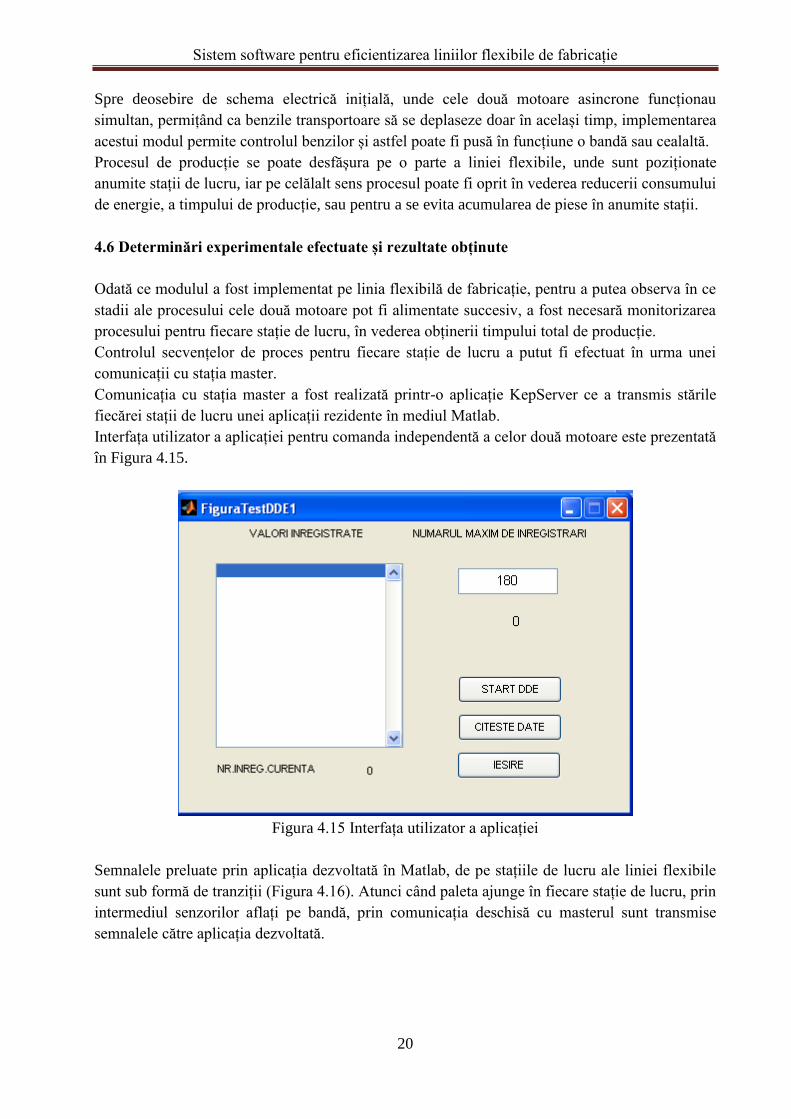
Interfața utilizator a aplicației pentru comanda independentă a celor două motoare este prezentată
în Figura 4.15.
Figura 4.15 Interfața utilizator a aplicației
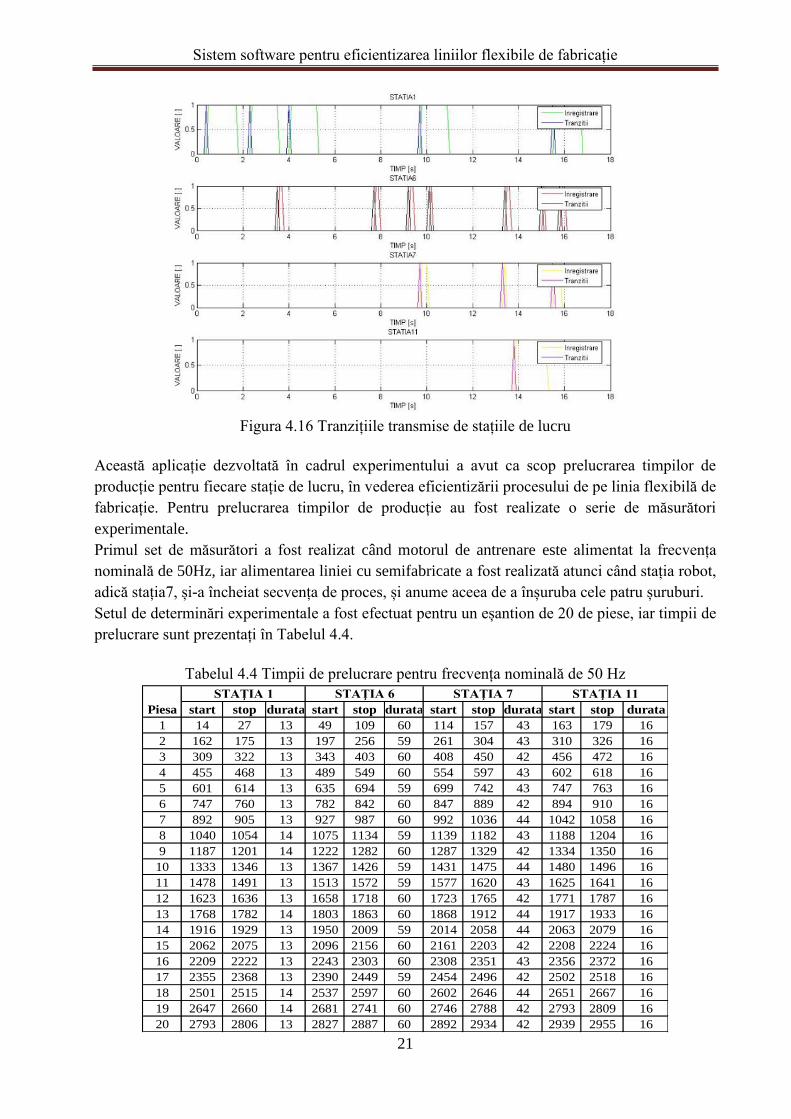
Semnalele preluate prin aplicația dezvoltată în Matlab, de pe stațiile de lucru ale liniei flexibile
sunt sub formă de tranziții (Figura 4.16). Atunci când paleta ajunge în fiecare stație de lucru, prin
intermediul senzorilor aflați pe bandă, prin comunicația deschisă cu masterul sunt transmise
semnalele către aplicația dezvoltată.
Sistem software pentru eficientizarea liniilor flexibile de fabricație
21
Figura 4.16 Tranzițiile transmise de stațiile de lucru
Această aplicație dezvoltată în cadrul experimentului a avut ca scop prelucrarea timpilor de
producție pentru fiecare stație de lucru, în vederea eficientizării procesului de pe linia flexibilă de
fabricație. Pentru prelucrarea timpilor de producție au fost realizate o serie de măsurători
experimentale.
Primul set de măsurători a fost realizat când motorul de antrenare este alimentat la frecvența
nominală de 50Hz, iar alimentarea liniei cu semifabricate a fost realizată atunci când stația robot,
adică stația7, și-a încheiat secvența de proces, și anume aceea de a înșuruba cele patru șuruburi.
Setul de determinări experimentale a fost efectuat pentru un eșantion de 20 de piese, iar timpii de
prelucrare sunt prezentați în Tabelul 4.4.
Tabelul 4.4 Timpii de prelucrare pentru frecvența nominală de 50 Hz
start stop durata start stop durata start stop durata start stop durata
1 14 27 13 49 109 60 114 157 43 163 179 16
2 162 175 13 197 256 59 261 304 43 310 326 16
3 309 322 13 343 403 60 408 450 42 456 472 16
4 455 468 13 489 549 60 554 597 43 602 618 16
5 601 614 13 635 694 59 699 742 43 747 763 16
6 747 760 13 782 842 60 847 889 42 894 910 16
7 892 905 13 927 987 60 992 1036 44 1042 1058 16
8 1040 1054 14 1075 1134 59 1139 1182 43 1188 1204 16
9 1187 1201 14 1222 1282 60 1287 1329 42 1334 1350 16
10 1333 1346 13 1367 1426 59 1431 1475 44 1480 1496 16
11 1478 1491 13 1513 1572 59 1577 1620 43 1625 1641 16
12 1623 1636 13 1658 1718 60 1723 1765 42 1771 1787 16
13 1768 1782 14 1803 1863 60 1868 1912 44 1917 1933 16
14 1916 1929 13 1950 2009 59 2014 2058 44 2063 2079 16
15 2062 2075 13 2096 2156 60 2161 2203 42 2208 2224 16
16 2209 2222 13 2243 2303 60 2308 2351 43 2356 2372 16
17 2355 2368 13 2390 2449 59 2454 2496 42 2502 2518 16
18 2501 2515 14 2537 2597 60 2602 2646 44 2651 2667 16
19 2647 2660 14 2681 2741 60 2746 2788 42 2793 2809 16
20 2793 2806 13 2827 2887 60 2892 2934 42 2939 2955 16
STAŢIA 11
Piesa
STAŢIA 1 STAŢIA 6 STAŢIA 7
Sistem software pentru eficientizarea liniilor flexibile de fabricație
22
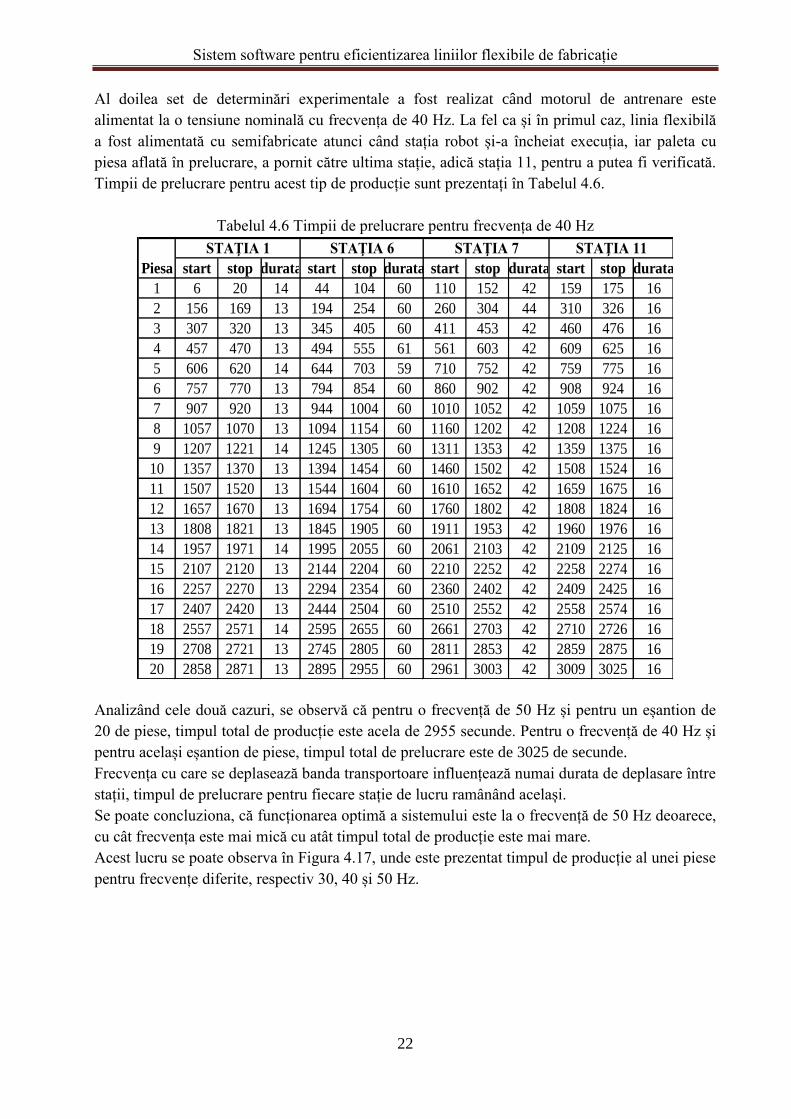
Al doilea set de determinări experimentale a fost realizat când motorul de antrenare este
alimentat la o tensiune nominală cu frecvența de 40 Hz. La fel ca și în primul caz, linia flexibilă
a fost alimentată cu semifabricate atunci când stația robot și-a încheiat execuția, iar paleta cu
piesa aflată în prelucrare, a pornit către ultima stație, adică stația 11, pentru a putea fi verificată.
Timpii de prelucrare pentru acest tip de producție sunt prezentați în Tabelul 4.6.
Tabelul 4.6 Timpii de prelucrare pentru frecvența de 40 Hz
start stop durata start stop durata start stop durata start stop durata
1 6 20 14 44 104 60 110 152 42 159 175 16
2 156 169 13 194 254 60 260 304 44 310 326 16
3 307 320 13 345 405 60 411 453 42 460 476 16
4 457 470 13 494 555 61 561 603 42 609 625 16
5 606 620 14 644 703 59 710 752 42 759 775 16
6 757 770 13 794 854 60 860 902 42 908 924 16
7 907 920 13 944 1004 60 1010 1052 42 1059 1075 16
8 1057 1070 13 1094 1154 60 1160 1202 42 1208 1224 16
9 1207 1221 14 1245 1305 60 1311 1353 42 1359 1375 16
10 1357 1370 13 1394 1454 60 1460 1502 42 1508 1524 16
11 1507 1520 13 1544 1604 60 1610 1652 42 1659 1675 16
12 1657 1670 13 1694 1754 60 1760 1802 42 1808 1824 16
13 1808 1821 13 1845 1905 60 1911 1953 42 1960 1976 16
14 1957 1971 14 1995 2055 60 2061 2103 42 2109 2125 16
15 2107 2120 13 2144 2204 60 2210 2252 42 2258 2274 16
16 2257 2270 13 2294 2354 60 2360 2402 42 2409 2425 16
17 2407 2420 13 2444 2504 60 2510 2552 42 2558 2574 16
18 2557 2571 14 2595 2655 60 2661 2703 42 2710 2726 16
19 2708 2721 13 2745 2805 60 2811 2853 42 2859 2875 16
20 2858 2871 13 2895 2955 60 2961 3003 42 3009 3025 16
STAŢIA 11
Piesa
STAŢIA 1 STAŢIA 6 STAŢIA 7
Analizând cele două cazuri, se observă că pentru o frecvență de 50 Hz și pentru un eșantion de
20 de piese, timpul total de producție este acela de 2955 secunde. Pentru o frecvență de 40 Hz și
pentru același eșantion de piese, timpul total de prelucrare este de 3025 de secunde.
Frecvența cu care se deplasează banda transportoare influențează numai durata de deplasare între
stații, timpul de prelucrare pentru fiecare stație de lucru ramânând același.
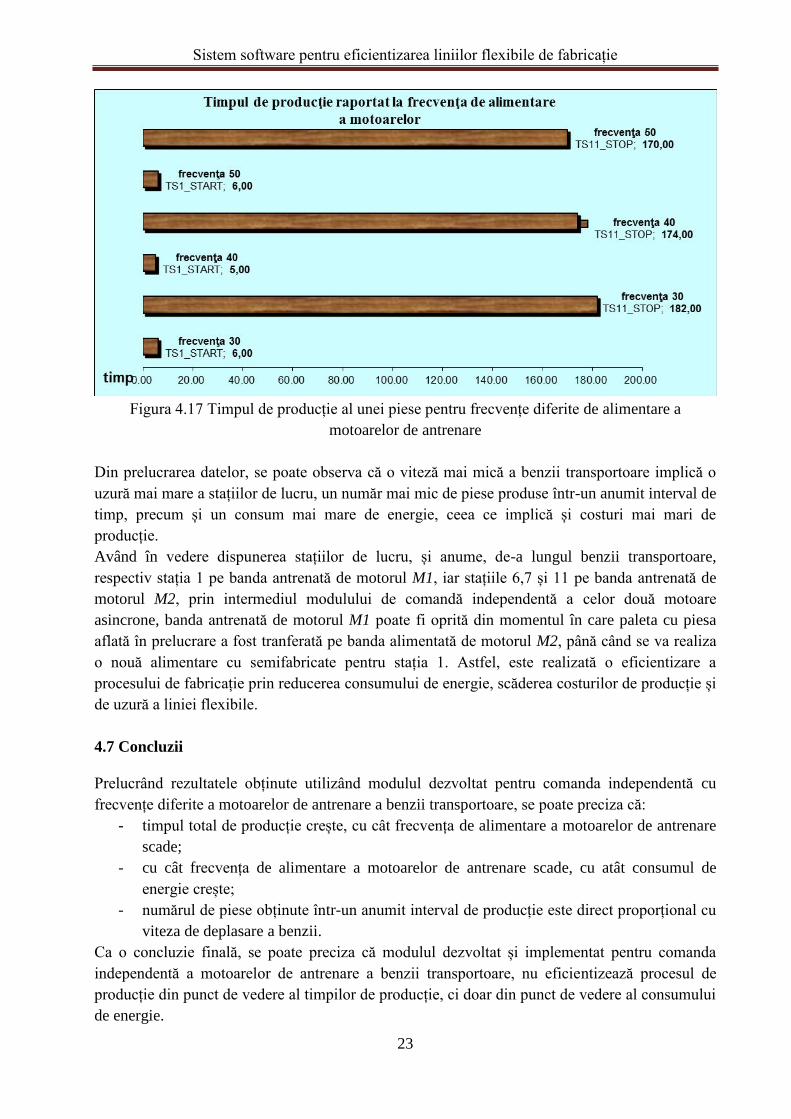
Se poate concluziona, că funcționarea optimă a sistemului este la o frecvență de 50 Hz deoarece,
cu cât frecvența este mai mică cu atât timpul total de producție este mai mare.
Acest lucru se poate observa în Figura 4.17, unde este prezentat timpul de producție al unei piese
pentru frecvențe diferite, respectiv 30, 40 și 50 Hz.
Sistem software pentru eficientizarea liniilor flexibile de fabricație
23
Figura 4.17 Timpul de producție al unei piese pentru frecvențe diferite de alimentare a
motoarelor de antrenare
Din prelucrarea datelor, se poate observa că o viteză mai mică a benzii transportoare implică o
uzură mai mare a stațiilor de lucru, un număr mai mic de piese produse într-un anumit interval de
timp, precum și un consum mai mare de energie, ceea ce implică și costuri mai mari de
producție.
Având în vedere dispunerea stațiilor de lucru, și anume, de-a lungul benzii transportoare,
respectiv stația 1 pe banda antrenată de motorul M1, iar stațiile 6,7 și 11 pe banda antrenată de
motorul M2, prin intermediul modulului de comandă independentă a celor două motoare
asincrone, banda antrenată de motorul M1 poate fi oprită din momentul în care paleta cu piesa
aflată în prelucrare a fost tranferată pe banda alimentată de motorul M2, până când se va realiza
o nouă alimentare cu semifabricate pentru stația 1. Astfel, este realizată o eficientizare a
procesului de fabricație prin reducerea consumului de energie, scăderea costurilor de producție și
de uzură a liniei flexibile.
4.7 Concluzii
Prelucrând rezultatele obținute utilizând modulul dezvoltat pentru comanda independentă cu
frecvențe diferite a motoarelor de antrenare a benzii transportoare, se poate preciza că:
- timpul total de producție crește, cu cât frecvența de alimentare a motoarelor de antrenare
scade;
- cu cât frecvența de alimentare a motoarelor de antrenare scade, cu atât consumul de
energie crește;
- numărul de piese obținute într-un anumit interval de producție este direct proporțional cu
viteza de deplasare a benzii.
Ca o concluzie finală, se poate preciza că modulul dezvoltat și implementat pentru comanda
independentă a motoarelor de antrenare a benzii transportoare, nu eficientizează procesul de
producție din punct de vedere al timpilor de producție, ci doar din punct de vedere al consumului
de energie.
Sistem software pentru eficientizarea liniilor flexibile de fabricație
24
5. PROIECTAREA ȘI IMPLEMENTAREA UNUI SISTEM SOFTWARE
PENTRU EFICIENTIZAREA LINIILOR
FLEXIBILE DE FABRICAȚIE
Pentru eficientizarea procesului de fabricație de pe linia flexibilă FMS 200 fost necesară
parcurgerea a două etape:
1. dezvoltarea unui modul pentru comanda independentă a celor două motoare asincrone de
antrenare a benzilor transportoare;
2. prelucrarea în timp real a informațiilor privind desfășurarea sarcinilor de lucru pe linia
flexibilă de fabricație.
Prezentarea și implementarea modulului au fost abordate în capitolul anterior. În această parte va
fi prezentată implementarea unui sistem software dezvoltat pentru monitorizarea și controlul în
timp real al liniei flexibile, în vederea eficientizării procesului de fabricație.
Pentru analiza procesului este necesară modelarea sistemului flexibil de fabricație. Aceasta poate
fi realizată fie prin teorie, fie prin demonstrații. În cadrul procesului de fabricație, după stabilirea
modelului sistemului și a mărimilor ce intervin în proces, după achiziția de date și realizarea
procesului de control, se pot aplica criterii de optimizare. Într-un proces de producție, mărimile
ce pot fi optimizate sunt reprezentate de mărimile care intervin în proces, respectiv timpii de
producție, energia consumată și costurile ce le implică întregul proces de producție.
5.1 Analiza sistemului flexibil
Pentru dezvoltarea programului software de eficientizare a liniilor flexibile de fabricație s-a
utilizat linia flexibilă FMS 200, aflată la Institutul PRO-DD al Universității Transilvania.
Sistemul flexibil FMS 200, din punctul de vedere al pieselor prelucrate poate fi analizat ca fiind:
1. un sistem determinist (mărimile de intrare sunt reprezentate doar de semifabricate fără
defecte, ca urmare pe bandă vor intra doar semifabricate ce corespund procesului și vor
ieși piese finale);
2. un sistem stochastic (mărimile de intrare sunt caracterizate atât de semifabricate bune,
cât și de semifabricate cu defecte).
Descrierea sistemului din punct de vedere funcțional se bazează pe mărimile de intrare u(t),
mărimile de ieșire y(t) și pe mărimile de stare x(t). Sistemul FMS 200 poate fi analizat din punct
de vedere al intrărilor, ieșirilor și stările fiecărei stații de lucru.
Analizându-le pe acestea se obține modelul general al sistemului flexibil FMS 200, pentru cele
două cazuri: sistem determinist și sistem stochastic.
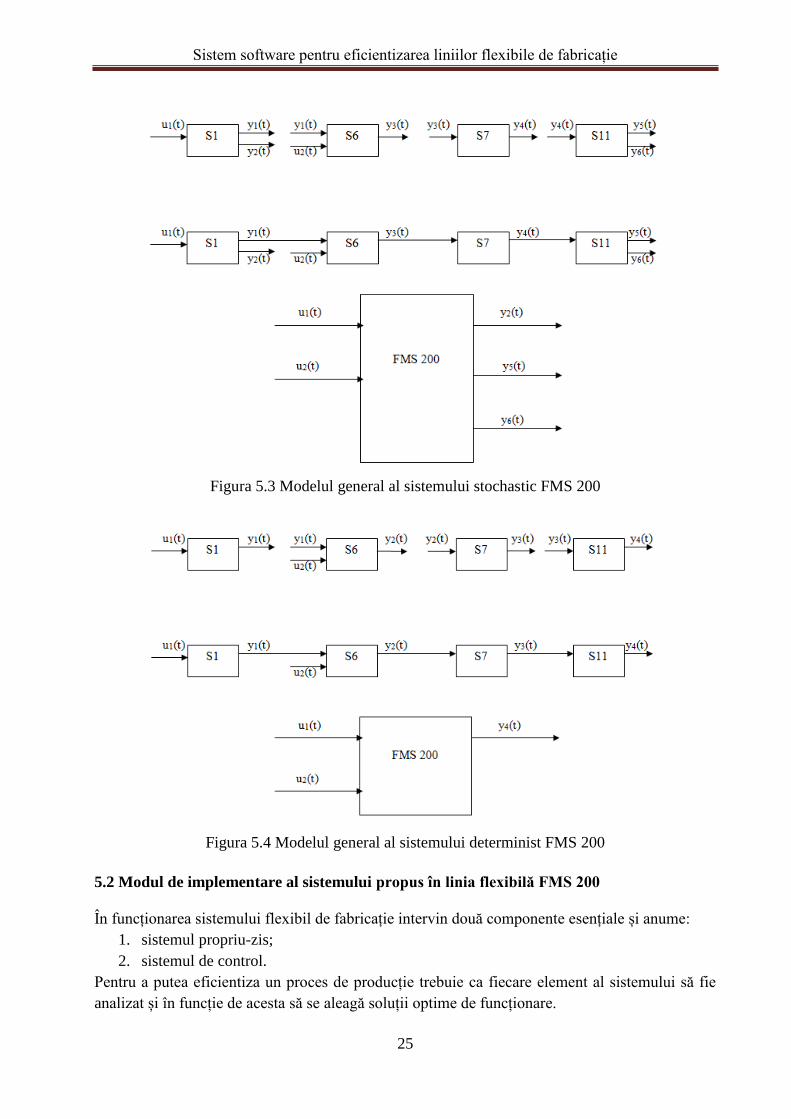
În Figura 5.3 este prezentat sistemul stochastic, atunci când linia este alimentată aleator, atât cu
semifabricate cu defect cât și cu semifabricate bune. Analizând stările fiecărei stații se obține un
model general al liniei flexibile.
Figura 5.4 arată că sistemul FMS 200 atunci când este alimentat doar cu semifabricate bune
poate reprezenta un sistem determinist unde intrările sunt reprezentate de semifabricate și de
șuruburile montate pe piesă, iar ieșirile sunt reprezentate de piesele finale.
Sistem software pentru eficientizarea liniilor flexibile de fabricație
25
Figura 5.3 Modelul general al sistemului stochastic FMS 200
Figura 5.4 Modelul general al sistemului determinist FMS 200
5.2 Modul de implementare al sistemului propus în linia flexibilă FMS 200
În funcționarea sistemului flexibil de fabricație intervin două componente esențiale și anume:
1. sistemul propriu-zis;
2. sistemul de control.
Pentru a putea eficientiza un proces de producție trebuie ca fiecare element al sistemului să fie
analizat și în funcție de acesta să se aleagă soluții optime de funcționare.
Sistem software pentru eficientizarea liniilor flexibile de fabricație
26
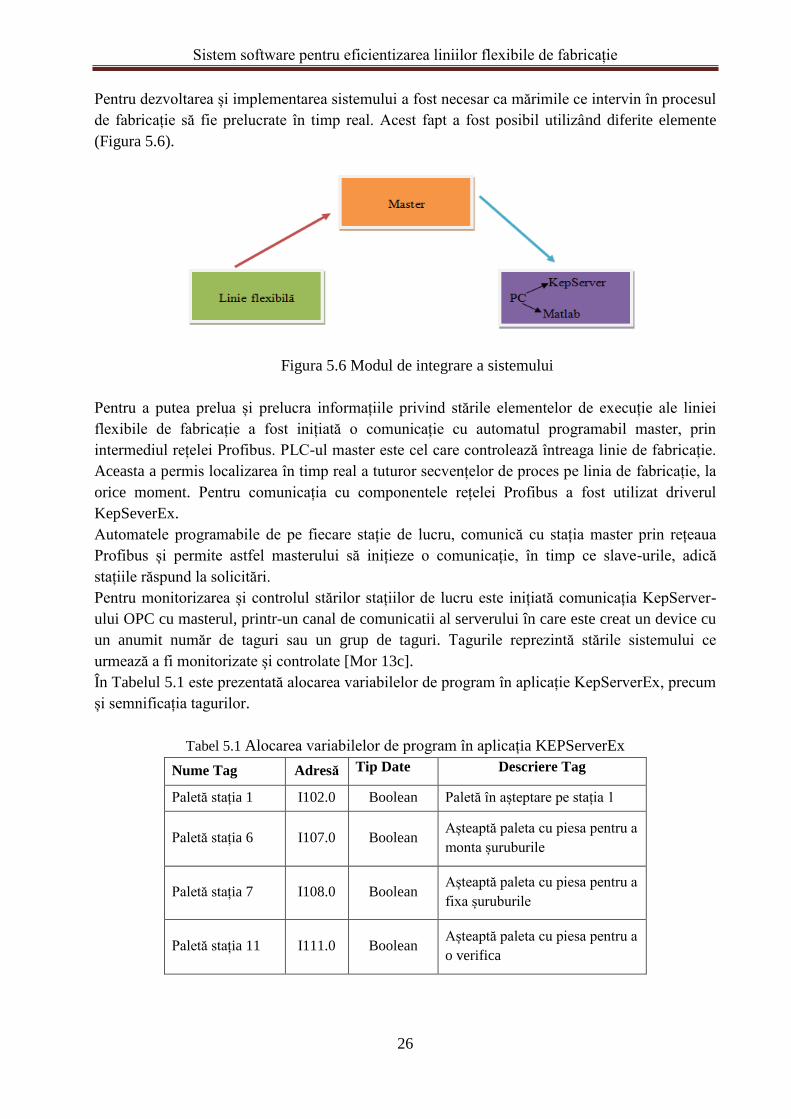
Pentru dezvoltarea și implementarea sistemului a fost necesar ca mărimile ce intervin în procesul
de fabricație să fie prelucrate în timp real. Acest fapt a fost posibil utilizând diferite elemente
(Figura 5.6).
Figura 5.6 Modul de integrare a sistemului
Pentru a putea prelua și prelucra informațiile privind stările elementelor de execuție ale liniei
flexibile de fabricație a fost inițiată o comunicație cu automatul programabil master, prin
intermediul rețelei Profibus. PLC-ul master este cel care controlează întreaga linie de fabricație.
Aceasta a permis localizarea în timp real a tuturor secvențelor de proces pe linia de fabricație, la
orice moment. Pentru comunicația cu componentele rețelei Profibus a fost utilizat driverul
KepSeverEx.
Automatele programabile de pe fiecare stație de lucru, comunică cu stația master prin rețeaua
Profibus și permite astfel masterului să inițieze o comunicație, în timp ce slave-urile, adică
stațiile răspund la solicitări.
Pentru monitorizarea și controlul stărilor stațiilor de lucru este inițiată comunicația KepServer-
ului OPC cu masterul, printr-un canal de comunicatii al serverului în care este creat un device cu
un anumit număr de taguri sau un grup de taguri. Tagurile reprezintă stările sistemului ce
urmează a fi monitorizate și controlate [Mor 13c].
În Tabelul 5.1 este prezentată alocarea variabilelor de program în aplicație KepServerEx, precum
și semnificația tagurilor.
Tabel 5.1 Alocarea variabilelor de program în aplicația KEPServerEx
Nume Tag Adresă Tip Date Descriere Tag
Paletă stația 1 I102.0 Boolean Paletă în așteptare pe stația 1
Paletă stația 6 I107.0 Boolean Așteaptă paleta cu piesa pentru a
monta șuruburile
Paletă stația 7 I108.0 Boolean Așteaptă paleta cu piesa pentru a
fixa șuruburile
Paletă stația 11 I111.0 Boolean Așteaptă paleta cu piesa pentru a
o verifica

Sistem software pentru eficientizarea liniilor flexibile de fabricație
27
Odată ce comunicația cu masterul a fost stabilită prin aplicația menționată mai sus, stările
fiecărei stații de lucru sunt comunicate unei aplicatii rezidente ȋn mediul de programare Matlab.
5.3 Implementarea, testarea și rezultatele sistemului software pentru eficientizarea liniei
flexibile de fabricație
Sistemul propus a fost implementat printr-o aplicație software, folosind mediul de programare
Matlab. Aplicația utilizează semnalele de intrare/ieșire din stațiile de lucru pentru a obține
informații referitoare la timpii de producție ai procesului desfășurat pe linia flexibilă de
fabricație, în vederea eficientizării producției. Interfața aplicației este prezentată în Figura 5.8.
Figura 5.8 Interfața utilizator a aplicației principale pentru eficientizarea producției pe linia
flexibilă FMS 200
Aplicația dezvoltată pentru eficientizarea procesului de producție, afișează și monitorizează momentele la
care sarcinile de lucru aflate pe linia flexibilă de fabricație se află ȋn cele patru etape ale ciclului de
fabricație, respectiv momentele de start/stop ale ciclului și durata ciclului de fabricație. Datele
achiziționate din proces sunt salvate ȋn format text și sunt disponibile pentru prelucrare.
Sistem software pentru eficientizarea liniilor flexibile de fabricație
28
5.4 Teste efectuate și rezultate obținute
Eficientizarea procesului desfășurat pe linia flexibilă de fabricație, depinde în cea mai mare parte
de rezultatele care se referă efectiv la timpul de producție, și anume la timpul de alimentare a
liniei cu semifabricate. În concluzie, în cele ce urmează, vor fi prezentate anumite experimente și
rezultatele referitoare la acestea.
În primă fază a fost realizat un prim set de masurători, pentru un eșantion de 20 de piese, ce se
referă la funcționarea liniei flexibile de fabricație în condiții normale de lucru. În aceste condiții,
motorul de antrenare al banzii transportoare este alimentat la frecvența nominală de 50 Hz, iar
linia este alimentată cu o nouă piesă semifabricată atunci când ultima stație, adică stația 11 și-a
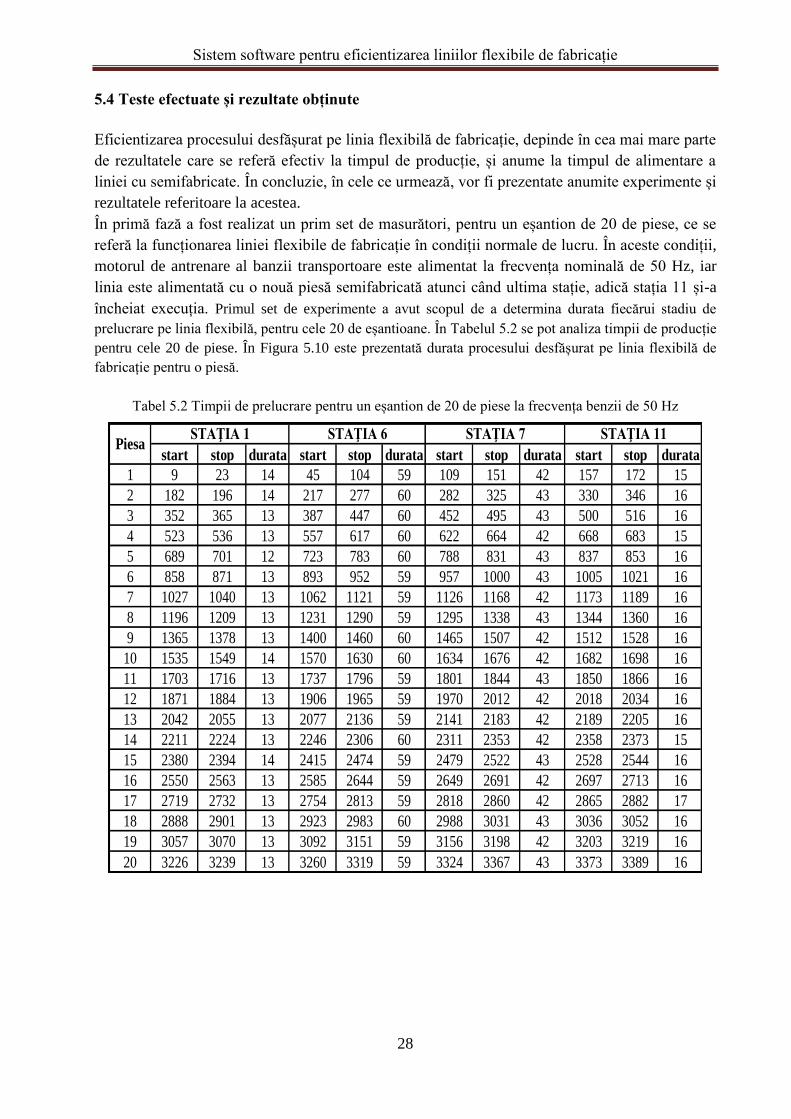
încheiat execuția. Primul set de experimente a avut scopul de a determina durata fiecărui stadiu de
prelucrare pe linia flexibilă, pentru cele 20 de eșantioane. În Tabelul 5.2 se pot analiza timpii de producție
pentru cele 20 de piese. În Figura 5.10 este prezentată durata procesului desfășurat pe linia flexibilă de
fabricație pentru o piesă.
Tabel 5.2 Timpii de prelucrare pentru un eșantion de 20 de piese la frecvența benzii de 50 Hz
start stop durata start stop durata start stop durata start stop durata
1 9 23 14 45 104 59 109 151 42 157 172 15
2 182 196 14 217 277 60 282 325 43 330 346 16
3 352 365 13 387 447 60 452 495 43 500 516 16
4 523 536 13 557 617 60 622 664 42 668 683 15
5 689 701 12 723 783 60 788 831 43 837 853 16
6 858 871 13 893 952 59 957 1000 43 1005 1021 16
7 1027 1040 13 1062 1121 59 1126 1168 42 1173 1189 16
8 1196 1209 13 1231 1290 59 1295 1338 43 1344 1360 16
9 1365 1378 13 1400 1460 60 1465 1507 42 1512 1528 16
10 1535 1549 14 1570 1630 60 1634 1676 42 1682 1698 16
11 1703 1716 13 1737 1796 59 1801 1844 43 1850 1866 16
12 1871 1884 13 1906 1965 59 1970 2012 42 2018 2034 16
13 2042 2055 13 2077 2136 59 2141 2183 42 2189 2205 16
14 2211 2224 13 2246 2306 60 2311 2353 42 2358 2373 15
15 2380 2394 14 2415 2474 59 2479 2522 43 2528 2544 16
16 2550 2563 13 2585 2644 59 2649 2691 42 2697 2713 16
17 2719 2732 13 2754 2813 59 2818 2860 42 2865 2882 17
18 2888 2901 13 2923 2983 60 2988 3031 43 3036 3052 16
19 3057 3070 13 3092 3151 59 3156 3198 42 3203 3219 16
20 3226 3239 13 3260 3319 59 3324 3367 43 3373 3389 16
STAŢIA 11Piesa
STAŢIA 1 STAŢIA 6 STAŢIA 7
Sistem software pentru eficientizarea liniilor flexibile de fabricație
29
Figura 5.10 Durata de prelucrare pentru o piesă
În continuare au fost realizate determinări experimentale prin alimentarea liniei flexibile de
fabricație la intervale de timp diferite, la frecvența de alimentare a motorului de antrenare de 50
Hz și un eșantion de 20 de piese. S-a ales această frecvență deoarece în capitolul anterior a fost
demonstrat faptul că procesul de fabricație este eficient pentru o frecvență maximă, deoarece cu
cât timpul de prelucrare este mai scăzut cu atât numărul de piese obținut într-o anumită perioadă
de timp, este mai mic.
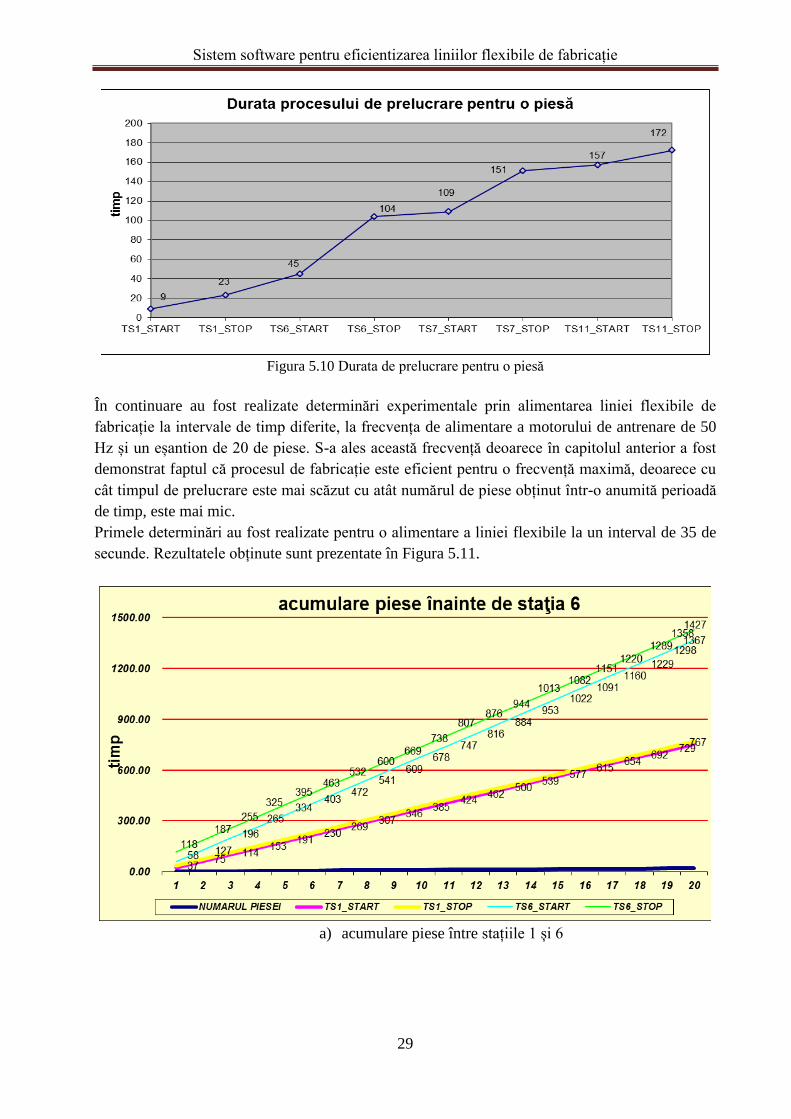
Primele determinări au fost realizate pentru o alimentare a liniei flexibile la un interval de 35 de
secunde. Rezultatele obținute sunt prezentate în Figura 5.11.
a) acumulare piese între stațiile 1 și 6

Sistem software pentru eficientizarea liniilor flexibile de fabricație
30
b) acumulare timpi între stațiile 1 și 6
Figura 5.11 Rezultate experimentale pentru alimentarea liniei flexibile la un interval de 35
secunde
Analizând figurile prezentate mai sus se observă că între stațiile 1 și 6 se acumulează piese.
Intervalul de timp dintre TS1Stop și TS6Start este în creștere de la o piesă la alta cu aproximativ
30 de secunde (Figura 5.11b). Această creștere este datorată faptului că stația 6 nu își finalizează
secvența de proces, iar bufferul din aval de această stație nu permite unei piese noi să înainteze
în procesul de producție. Acumularea de piese nu influențează procesul desfășurat de stațiile de
lucru ci doar procesul desfășurat pe întreaga linie flexibilă.
Următorul set de determinări a fost realizat pentru o alimentare a liniei flexibile la un interval de
50 de secunde. Rezultatele sunt prezentate în Figura 5.12.
a) acumulare piese între stațiile 1 și 6

Sistem software pentru eficientizarea liniilor flexibile de fabricație
31
b) acumulare timpi între stațiile 1 și 6
Figura 5.12 Rezultate experimentale pentru alimentarea liniei flexibile la un interval de 50
secunde
Din figurile prezentate mai sus se observă că între stațiile 1 și 6 se acumulează piese, însă
numărul acestora este mai mic. Intervalul de timp dintre TS1Stop și TS6Start este în creștere de
la o piesă la alta cu aproximativ 14 secunde (Figura 5.12b).
În vederea eficientizării procesului de producție și pentru a obține un timp optim de prelucrare au
fost efectuate în continuare determinări experimentale, pentru a putea obține o optimizare.
Următoarele măsurători au fost realizate pentru un interval de alimentare a liniei flexibile de 55
de secunde. În Figura 5.13 sunt prezentate rezultatele obținute.
În cadrul acestor rezultate experimentale se poate observa că între stațiile 1 și 6 se acumulează
piese, însă numărul acestora este din ce în ce mai mic. Intervalul de timp dintre TS1Stop și
TS6Start este în creștere de la o piesă la alta cu aproximativ 9 secunde (Figura 5.13b).
a) acumulare piese între stațiile 1 și 6

Sistem software pentru eficientizarea liniilor flexibile de fabricație
32
b) acumulare timpi între stațiile 1 și 6
Figura 5.13 Rezultate experimentale pentru alimentarea liniei flexibile la un interval de 55
secunde
Analizând cele trei seturi de determinări, se observă că numărul de piese acumulate este în
scădere pe măsură ce intervalul de alimentare a liniei flexibile se apropie de timpul de prelucrare
maxim al unei stații, adică al stației 6.
Ca urmare, s-a realizat un nou set de determinări ce a constat în alimentarea liniei la un interval
de 60 de secunde, perioadă identică cu timpul de prelucrare al stației 6. Rezultatele sunt expuse
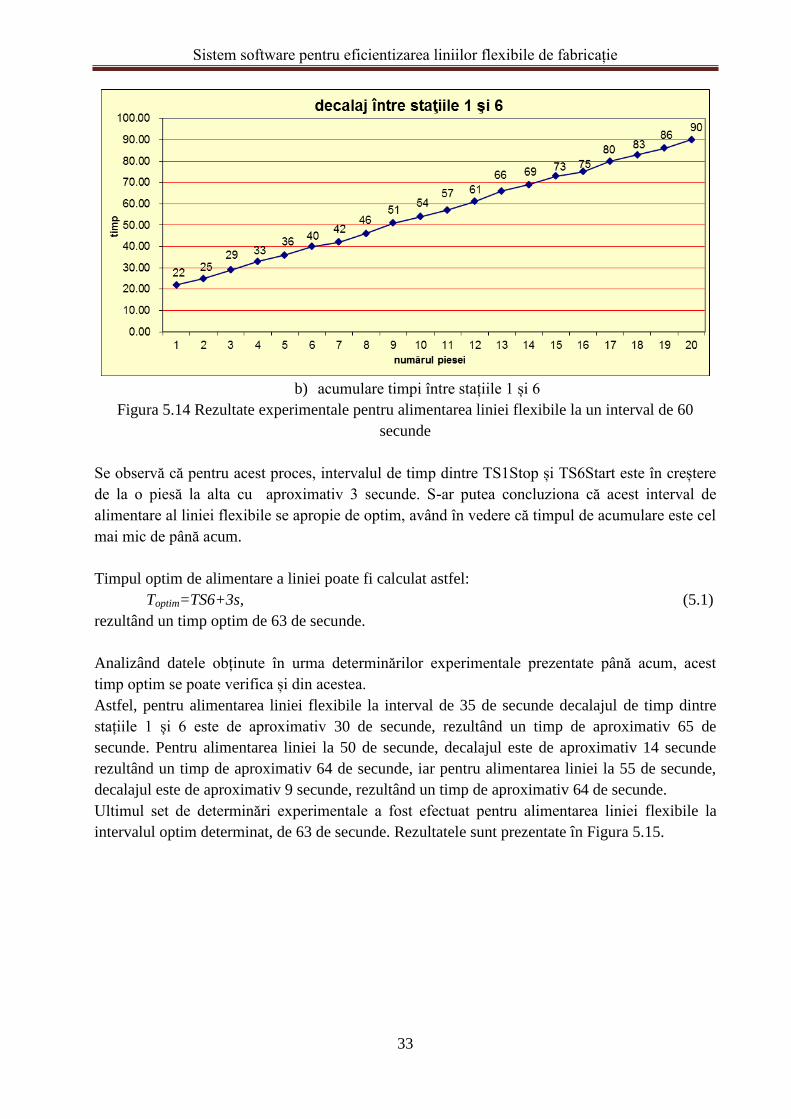
în Figura 5.14.
a) acumulare piese între stațiile 1 și 6
Sistem software pentru eficientizarea liniilor flexibile de fabricație
33
b) acumulare timpi între stațiile 1 și 6
Figura 5.14 Rezultate experimentale pentru alimentarea liniei flexibile la un interval de 60
secunde
Se observă că pentru acest proces, intervalul de timp dintre TS1Stop și TS6Start este în creștere
de la o piesă la alta cu aproximativ 3 secunde. S-ar putea concluziona că acest interval de
alimentare al liniei flexibile se apropie de optim, având în vedere că timpul de acumulare este cel
mai mic de până acum.
Timpul optim de alimentare a liniei poate fi calculat astfel:
Toptim=TS6+3s, (5.1)
rezultând un timp optim de 63 de secunde.
Analizând datele obținute în urma determinărilor experimentale prezentate până acum, acest
timp optim se poate verifica și din acestea.
Astfel, pentru alimentarea liniei flexibile la interval de 35 de secunde decalajul de timp dintre
stațiile 1 și 6 este de aproximativ 30 de secunde, rezultând un timp de aproximativ 65 de
secunde. Pentru alimentarea liniei la 50 de secunde, decalajul este de aproximativ 14 secunde
rezultând un timp de aproximativ 64 de secunde, iar pentru alimentarea liniei la 55 de secunde,
decalajul este de aproximativ 9 secunde, rezultând un timp de aproximativ 64 de secunde.
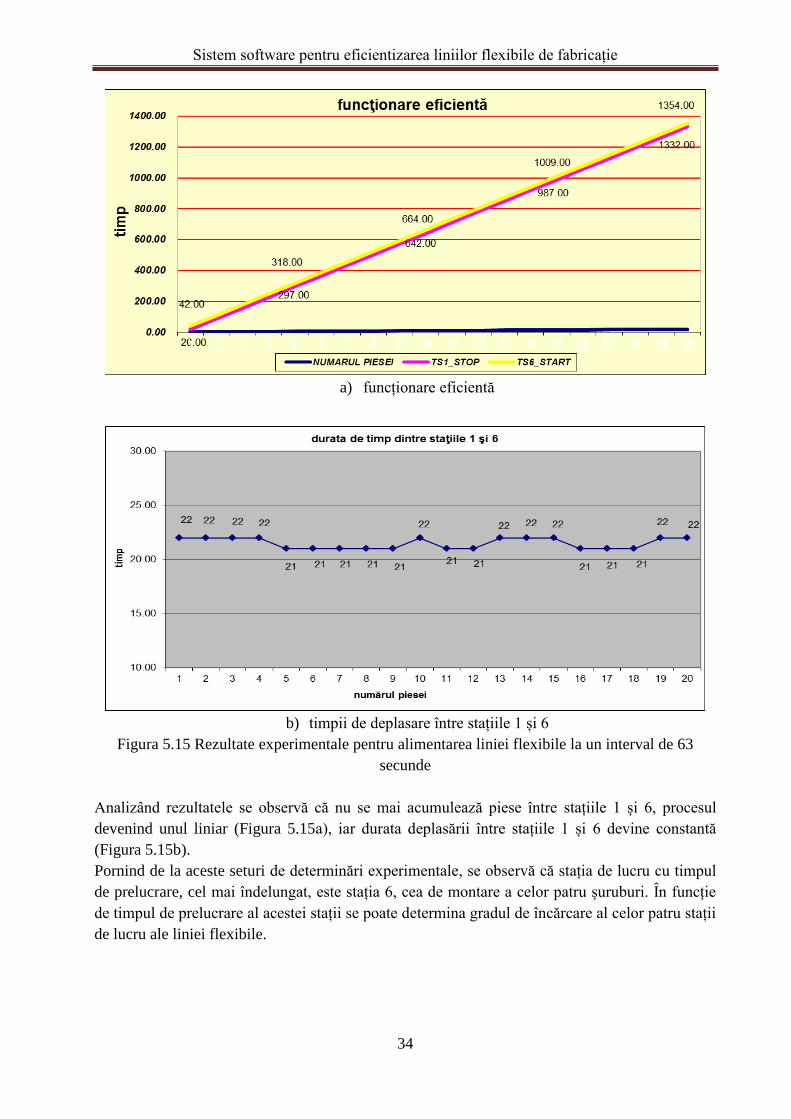
Ultimul set de determinări experimentale a fost efectuat pentru alimentarea liniei flexibile la
intervalul optim determinat, de 63 de secunde. Rezultatele sunt prezentate în Figura 5.15.
Sistem software pentru eficientizarea liniilor flexibile de fabricație
34
a) funcționare eficientă
b) timpii de deplasare între stațiile 1 și 6
Figura 5.15 Rezultate experimentale pentru alimentarea liniei flexibile la un interval de 63
secunde
Analizând rezultatele se observă că nu se mai acumulează piese între stațiile 1 și 6, procesul
devenind unul liniar (Figura 5.15a), iar durata deplasării între stațiile 1 și 6 devine constantă
(Figura 5.15b).
Pornind de la aceste seturi de determinări experimentale, se observă că stația de lucru cu timpul
de prelucrare, cel mai îndelungat, este stația 6, cea de montare a celor patru șuruburi. În funcție
de timpul de prelucrare al acestei stații se poate determina gradul de încărcare al celor patru stații
de lucru ale liniei flexibile.

Sistem software pentru eficientizarea liniilor flexibile de fabricație
35
Gradul de încărcare:
N
istatie
statieT
Tîncarcare
max (5.2)
unde: Tistație=timpul de prelucrare pentru fiecare stație;
TN=timpul maxim de prelucrare al unei stații.
Rezultă:
21,060
13
max
1
1 N
statie
statiaT
Tîncarcare = gradul de încărcare pentru stația 1
160
60
max
6
6 N
statie
statiaT
Tîncarcare = gradul de încărcare pentru stația 6
7,060
42
max
7
7 N
statie
statiaT
Tîncarcare = gradul de încărcare pentru stația 7
26,060
16
max
11
11 N
statie
statiaT
Tîncarcare = gradul de încărcare pentru stația 11
Se observă că stația 6 are gradul de încărcare cel mai ridicat (maxim). Încă o dată se
demonstrează că stația 6 este cea care controlează întregul proces al liniei flexibile, deoarece
aceasta are timpul de prelucrare cel mai de durată, iar orice decizie s-ar lua pentru eficientizarea
procesului, trebuie ținut cont de acest timp al stației.
Alimentând linia de fabricație la o frecvență de 63 secunde, stația 6 va funcționa ca și un sistem
modern de tipul just-in-time. Gradul de încărcare al stației fiind maxim, nu vor exista timpi de
așteptare, deoarece o nouă piesă va intra în stație imediat ce piesa în lucru si-a terminat secvența
de proces și a trecut mai departe către stația robot.
Timpul de prelucrare al stației 6 va influența și funcționarea stațiilor situate în amonte de aceasta,
și anume stația robot și cea de inspecție vizuală. Analizând datele obținute în urma
determinărilor experimentale se observă că timpul total de prelucrare al celor două stații este
aproximativ egal cu timpul de prelucrare al stației 6. Ca urmare, cele trei stații nu vor putea
funcționa simultan, iar stația robot și cea de verificare vizuală sunt caracterizate de timpi de
așteptare, până când stația 6 își finalizează execuția. Eliminarea acestor timpi de așteptare poate
fi posibilă dacă se realizează o nouă configurație a liniei flexibile de fabricație.
Optimizarea timpului de producție, eliminarea surplusului de piese pe banda transportoare și
încercarea de a se elimina pe cât posibil timpii de așteptare pe bandă, înseamnă o eficientizare a
procesului de producție și o reducere a consumului de energie și a costurilor.
5.5 Concluzii
În cadrul acestui capitol a fost prezentat modul de implementare și testare a sistemului de
eficientizare a liniilor flexibile de fabricație.
De asemenea au fost prezentate și determinările experimentale efectuate pe linia flexibilă de
fabricație FMS 200. În general rezultatele depind de modul de funcționare al liniei flexibile.
Analizându-le se poate concluziona:
Sistem software pentru eficientizarea liniilor flexibile de fabricație
36
- dacă alimentarea benzii transportoare este realizată aleator, pe parcursul desfășurării
procesului se acumulează piese între stațiile 1 și 6;
- cu cât timpul de aprovizionare este mai mic, cu atât numărul de piese acumulate este mai
mare;
- viteza de deplasarea a benzii transportoare infleuentează doar timpul de deplasare între
stații nu și timpul de prelucrare al stațiilor;
- stația 6 este cea care “dirijează” întregul proces pe linia flexibilă;
- timpul optim de producție este influențat de funcționarea stației 6;
- eficientizare procesului se realizează atât din punct de vedere al timpului de producție cât
și al consumului de energie.
6. OPTIMIZAREA PROCESULUI DE PRODUCȚIE – PROBLEMA
ÎNCĂRCĂRII
În cadrul procesului de producție, pentru a se putea obține un produs final care să corespundă
cerințelor, trebuie parcurse o serie de etape, și anume:
- identificarea necesității și a beneficiilor dorite;
- definirea produsului dorit;
- prezentarea avantajelor aduse de implementarea produsului în producție;
- validarea tipului de produs final, testarea și fabricarea acestuia.
Parcurgând aceste etape se obține un produs final. Acesta reprezintă unul din obiectivele
procesului. Un alt obiectiv important este acela de optimizare a producției.
Optimizarea reprezintă activitatea de selecție a celei mai bune soluții, în raport cu un criteriu
predefinit, selectarea făcându-se dintr-o mulțime de soluții posibile. Optimizarea poate fi
obținută prin algoritmi, caracterizați de proprietăți, definite sub formă de funcții. Utilizarea unui
algoritm de optimizare, în cadrul unui proces, permite minimizarea unei funcții. Un exemplu
poate fi constituit de minimizarea costurilor de producție, prin utilizarea unor variabile,
reprezentate de resursele sistemului.
În cadrul procesului de optimizare sunt utilizate o serie de valori inițiale și o serie de soluții care
pot fi generate, fie de utilizator, fie de un program. Variabilele ce pot interveni într-un proces de
optimizare sunt reprezentate de variabilele de proiectare și variabilele de stare. Pornind de la
aceste variabile sunt generate valori care să conducă spre un optim.
Altfel spus, optimizarea reprezintă o acțiune prin care se obțin cele mai bune soluții, în condiții
de lucru date.
Procesul de optimizare se desfășoară având la bază trei componente esențiale, și anume:
1. funcția obiectiv – reprezintă o funcție de minim sau de maxim. Într-un proces de
producție, datorită cerințelor pieței, se urmărește maximizarea profitului și minimizarea
costurilor;
2. setul de variabile;
3. setul de constrângeri – impun anumite restricții în desfășurarea procesului.
Sistem software pentru eficientizarea liniilor flexibile de fabricație
37
Din punct de vedere matematic, problema optimizării poate fi enunțată astfel:
Se dă o funcție f : A→R, unde A reprezintă o mulțime de numere reale.
Să se determine o valoare, x0 ϵ A, pentru care:
f(x0) ≤ f(x), pentru orice x ϵ A →minimizare;
f(x0) ≥ f(x), pentru orice x ϵ A →maximizare;
Dintre aplicațiile în care problemele de optimizare pot fi implementate în vederea obținerii unor
rezultate eficiente, se pot menționa:
reducerea costurilor de fabricație, prin definirea condițiilor de lucru și a procedeelor
utilizate;
optimizarea traseului parcurs de un semifabricat, prin alegerea celui mai scurt drum dintre
stațiile de lucru;
programarea optimă a producției prin monitorizare și control al procesului;
realizarea unor modele cât mai precise de sisteme de producție și procese tehnologice,
prin analiza datelor statistice;
proiectarea sistemelor și a componentelor acestora, în vederea unei funcționări optime;
minimizarea timpilor de așteptare sau a timpilor în care anumite echipamente ale
sistemului sunt inactive, prin monitorizarea procesului;
obținerea unui profit maxim în urma dezvoltării unei strategii, bazate pe concurență.
Pentru ca un proces de optimizare să ofere rezultate maxime, este nevoie uneori, ca procesul să
fie simulat. Simularea unui proces înseamnă o serie de etape, respectiv: prezentarea modelului,
construirea acestuia, analiza funcționării și interpretarea rezultatelor efectuate.
Analiza funcțională a sistemului reprezintă un ansamblu de tehnici utilizate pentru identificarea
și definirea caracteristicilor necesare desfășurării procesului.
Modelarea sistemelor oferă avantajul de a fi mult mai ușor de realizat, din punct de vedere al
costurilor, în comparație cu un sistem real, poate fi modificat repede și eficient și poate fi ușor de
înțeles.
Pentru atingerea nivelului optim, pe care operatorul îl dorește, este necesar să se parcurgă
etapele:
- stabilirea unui criteriu de eficiență;
- alegerea unei mulțimi de alternative posibile;
- determinarea modelului și a valorilor parametrilor procesului;
- determinarea alternativei ce optimizează criteriul definit anterior [Bon 97], [Tra 04].
6.1 Încărcarea sistemelor de fabricație
Datorită modului în care este structurat un sistem flexibil de fabricație, și anume o serie de CNC,
acesta are capacitatea de a executa una sau mai multe operațiuni.
Sarcinile pe care trebuie să le îndeplinească un astfel de sistem sunt reprezentate de job-uri ce se
concretizează în loturi prelucrate prin secvențe de lucru și cerințe pentru prelucrare.
Într-un proces de producție, dimensiunea lotului, numărul de operațiuni, timpul de procesare și
numărul de echipamente utilizate în proces, sunt cunoscute inițial, însă pentru optimizarea
procesului acestea se pot modifica.
Sistem software pentru eficientizarea liniilor flexibile de fabricație
38
Pentru finalizarea unui job, există două tipuri de operațiuni posibile:
1. operațiune esențială, în care job-ul poate fi prelucrat numai într-o singură stație;
2. funcționare opțională, job-ul poate fi executat într-un număr de stații disponibile.
Problema planificării producției într-un sistem înseamnă selecția unui set de job-uri, dintr-o
mulțime, în vederea prelucrării și alocării sarcinilor de lucru, pe baza unor constrângeri
tehnologice. Scopul acestora este de a se obține performanțe, de a minimiza sau de a maximiza
anumite variabile care intervin în proces.
Problema de încărcare a mașinilor dintr-un sistem flexibil de fabricație este cunoscută datorită
gradului de complexitate prin care este caracterizată și cuprinde aspecte legate de flexibilitatea
sistemului, selecția și funcționarea echipamentelor sistemului. Deciziile legate de încărcarea
stațiilor de lucru dintr-un sistem reprezintă decizii de planificare a producției și pot fi
caracterizate ca fiind puntea de legătură dintre deciziile strategice și cele de funcționare a
producției. Deciziile legate de selecția, gruparea și planificarea resurselor sunt primite la nivelul
operațional și sunt transmise mai departe la nivelul de decizie a resurselor de programare, de
planificare și control a funcționării dinamice a sistemului.
Operațiunile esențiale care pot interveni în problema planificării producției se pot caracteriza ca
fiind următoarele:
Operațiuni esențiale: acele operațiuni care pot fi efectuate numai pe mașini de lucru specifice și
cu instrumente specifice.
Operațiunile opționale: operațiuni ce pot fi efectuate pe mai mult de o mașină de lucru.
Dezechilibrul sistemului: definit ca suma de timp neutilizat sau supra-utilizat pe toate mașinile de
lucru disponibile în sistemul de producție. Maximizarea utilizării mașinilor de lucru este similară
minimizării dezechilibrului sistemului.
Ieșirile/Tranzițiile: se referă la unitățile de piese produse (debit de piese).
Funcțiile obiectiv ce se utilizează în cadrul problemei de planificare a producției sunt funcția de
minim a dezechilibrului sistemului și funcția de maxim a ieșirilor, deoarece:
- se urmărește minimizarea timpului de staționare a sistemului;
- cel mai important obiectiv al procesului de producție este acela de creștere a numărului
de piese obținute.
Constrângerile ce pot apărea în cadrul unui proces de producție, reprezintă relații logice între mai
multe variabile, în care fiecare variablă are un domeniu de valori, iar constrângerea
restricționează valorile pe care variabilele le pot lua și conține informații parțiale referitoare la
variabilele implicate în constrângere [Apt 03].
6.2 Descrierea problemei încărcării stațiilor de lucru
În cadrul sistemelor flexibile de fabricație, procesul de eficientizare a producție se desfășoară
pornind de la funcționarea stațiilor de lucru ale sistemului. Așa cum am arătat și în capitolul
anterior, gradul de încărcare a mașinilor de lucru dintr-un sistem este diferit, în funcție de proces
și de configurația sistemului.
Adaptabilitatea fiecărei stații de lucru și potențialul de a efectua operațiuni diferite permite
sistemului să genereze rute alternative pentru configurații diferite. Pentru a ajunge la soluția
Sistem software pentru eficientizarea liniilor flexibile de fabricație
39
optimă, sau cât mai aproape de aceasta este necesar să se analizeze configurațiile diferite ale
sistemului (combinații ale stațiilor de lucru) și operațiunile alocate, în funcție de cele două
măsuri de performanță: dezechilibrul sistemului și ieșirile acestuia.
În cadrul desfășurării procesului este necesar să se analizeze fiecare alocare combinatorie în
raport cu funcția obiectiv dată (minimizarea dezechilibrul sistemului sau maximizarea debitului),
prin satisfacerea simultană a constrângerilor ce pot apărea în proces.
6.2.1 Algoritm dezvoltat pentru optimizarea procesului de producție
Analizând procesul de producție de pe linia flexibilă FMS 200 și problema încărcării stațiilor,
care apare în procese, am dezvoltat un algoritm de oprimizare ce generează soluția optimă într-
un proces de producție, în ceea ce privește încărcarea. Ideea de la care a fost dezvoltat algoritmul
se bazează și pe studiul algoritmilor genetici, care în ultimii ani au fost din ce în ce mai utilizați
în problemele de optimizare.
Diferența majoră dintre algoritmul propus și algoritmii genetici este aceea că acesta generează
direct soluția optimă, fără a genera toate soluțiile posibile, precum algoritmii genetici și apoi prin
modificarea cromozomilor să se genereze alte soluții care pot fi soluții bune pentru proces, însă
nu cele optime de funcționare. Implementarea algoritmilor genetici generează o alimentare
aleatoare a sistemului cu piese, iar cromozomii sunt modificați până când se obține o soluție
bună, urmând ca apoi să se producă mutații ale acestora, ceea ce înseamnă o nouă încercare și un
timp de implementare mai îndelungat.
Astfel, un alt dezavantaj pe care îl prezintă algoritmii genetici, comparativ cu algoritmul propus
este acela că necesită un timp de execuție destul de mare până sunt generate soluțiile bune.
Pentru dezvoltarea algoritmului s-a considerat un sistem flexibil de fabricație aleator, în care pot
fi prelucrate patru tipuri de piese, pe șase tipuri de stații de lucru, fiecare având echipamentele
necesare prelucrării și timpul de prelucrare diferit pentru fiecare operație.
Interfața algoritmului de optimizare propus este prezentată în Figura 6.5

Sistem software pentru eficientizarea liniilor flexibile de fabricație
40
Figura 6.5 Interfața algoritmului de optimizare propus
Analizând Figura 6.5, secțiunea indicată reprezintă configurația stațiilor de lucru pentru
prelucrarea piesei de tip A. Pornind de la aceasta se pot observa și configurațiile stațiilor pentru
piesele de tip B, C sau D.
De asemenea, în zona indicată se poate observa și timpul de prelucrare al fiecărei stații.
Algoritmul permite modificarea acestui timp de prelucrare, dacă operatorul dorește acest lucru,
din anumite considerente (Figura 6.6).
Figura 6.6 Modificarea timpului de prelucrare pentru stațiile de lucru ale sistemului
De asemenea dacă se dorește modificarea configurației sistemului, atunci în funcție de tipul
piesei dorit pot fi selectate mașinile de lucru (Figura 6.7).
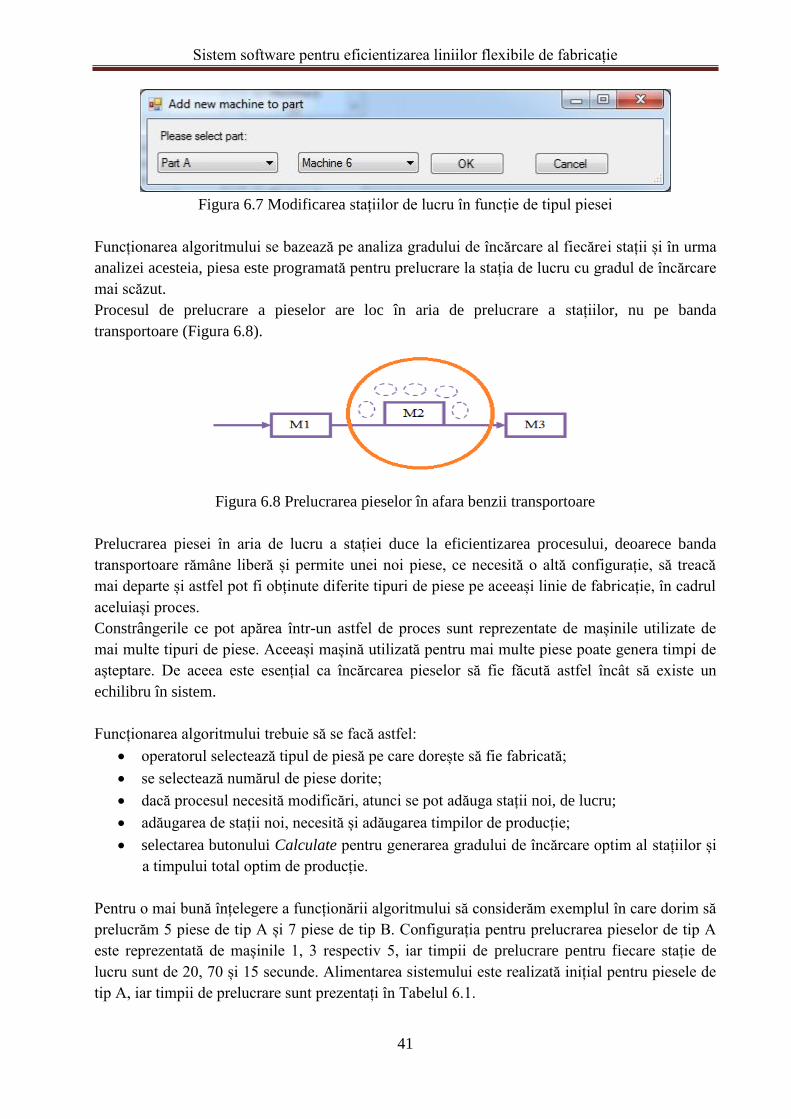
Sistem software pentru eficientizarea liniilor flexibile de fabricație
41
Figura 6.7 Modificarea stațiilor de lucru în funcție de tipul piesei
Funcționarea algoritmului se bazează pe analiza gradului de încărcare al fiecărei stații și în urma
analizei acesteia, piesa este programată pentru prelucrare la stația de lucru cu gradul de încărcare
mai scăzut.
Procesul de prelucrare a pieselor are loc în aria de prelucrare a stațiilor, nu pe banda
transportoare (Figura 6.8).
Figura 6.8 Prelucrarea pieselor în afara benzii transportoare
Prelucrarea piesei în aria de lucru a stației duce la eficientizarea procesului, deoarece banda
transportoare rămâne liberă și permite unei noi piese, ce necesită o altă configurație, să treacă
mai departe și astfel pot fi obținute diferite tipuri de piese pe aceeași linie de fabricație, în cadrul
aceluiași proces.
Constrângerile ce pot apărea într-un astfel de proces sunt reprezentate de mașinile utilizate de
mai multe tipuri de piese. Aceeași mașină utilizată pentru mai multe piese poate genera timpi de
așteptare. De aceea este esențial ca încărcarea pieselor să fie făcută astfel încât să existe un
echilibru în sistem.
Funcționarea algoritmului trebuie să se facă astfel:
operatorul selectează tipul de piesă pe care dorește să fie fabricată;
se selectează numărul de piese dorite;
dacă procesul necesită modificări, atunci se pot adăuga stații noi, de lucru;
adăugarea de stații noi, necesită și adăugarea timpilor de producție;
selectarea butonului Calculate pentru generarea gradului de încărcare optim al stațiilor și
a timpului total optim de producție.
Pentru o mai bună înțelegere a funcționării algoritmului să considerăm exemplul în care dorim să
prelucrăm 5 piese de tip A și 7 piese de tip B. Configurația pentru prelucrarea pieselor de tip A
este reprezentată de mașinile 1, 3 respectiv 5, iar timpii de prelucrare pentru fiecare stație de
lucru sunt de 20, 70 și 15 secunde. Alimentarea sistemului este realizată inițial pentru piesele de
tip A, iar timpii de prelucrare sunt prezentați în Tabelul 6.1.

Sistem software pentru eficientizarea liniilor flexibile de fabricație
42
Tabel 6.1 Timpul total de prelucrare pentru 5 piese de tip A
Piesă tip A Mașina 1 Mașina 3 Mașina 5
1. 20 70 15
2. 20 70 15
3. 20 70 15
4. 20 70 15
5. 20 70 15
Timp total prelucrare pentru 5 piese tipul A: 525 s
Configurația pentru prelucrarea pieselor de tip B este reprezentată de stațiile 2, 4, 5 respectiv 6,
iar timpii de prelucrare pentru fiecare stație de lucru sunt de 20, 40, 10 și 20 secunde. Timpii de
prelucrare pentru piesele de tip B sunt prezentați în Tabelul 6.2.
Tabel 6.2 Timpul total de prelucrare pentru 7 piese de tip B
Piesă tip B Mașina 2 Mașina 4 Mașina 5 Mașina 6
1. 20 40 10 20
2. 20 40 10 20
3. 20 40 10 20
4. 20 40 10 20
5. 20 40 10 20
6. 20 40 10 20
7. 20 40 10 20
Timp total prelucrare pentru 7 piese tipul B: 630 s
Analizând cele două tabele cu timpii de prelucrare, se observă că timpul total pentru 5 piese de
tipul A și 7 de tipul B este de 1155 secunde. Utilizând algoritmul de optimizare, timpul final este
considerabil mai mic, stațiile funcționează pe tot parcursul desfășurării procesului, iar piesele
sunt prelucrate simultan. Rezultatele sunt prezentate în Tabelul 6.3.
Tabel 6.3 Timpul total de prelucrare și încărcarea stațiilor utilizând algoritmul propus
Piesă Mașina 1 Mașina 2 Mașina 3 Mașina 4 Mașina 5 Mașina 6
Tip B 0 20 0 40 10 20
Tip A 20 20 70 40 25 20
Tip B 20 40 70 80 35 40
Tip A 40 40 140 80 50 40
Tip B 40 60 140 120 60 60
Tip B 40 80 140 160 70 80
Tip A 60 80 210 160 85 80
Tip B 60 10 210 200 95 100
Tip B 60 120 210 240 105 120
Tip A 80 120 280 240 120 120
Tip B 80 140 280 280 130 140
Tip A 100 140 350 280 145 140
Timp total de prelucrare pentru 5 piese de tip A și 7 piese de tipul B: 365 s

Sistem software pentru eficientizarea liniilor flexibile de fabricație
43
Analizând tabelul se poate observa că timpul de prelucrare final este de 365 secunde, ceea ce
înseamnă că acesta este un timp optim de producție pentru un total de 5 piese de tip A și 7 piese
de tip B. Trebuie menționat că timpul de deplasare al pieselor între stații este neglijat.
Avantajele pe care le oferă algoritmul de optimizare sunt numeroase, iar dintre acestea se pot
menționa:
permite crearea unei magazii în care piesele să fie depozitate conform configurației
generate de algoritm, iar apoi să fie alimentat sistemul conform acesteia;
datele obținute în urma utilizării algoritmului pot fi prelucrate într-o bază de date și apoi
preluate de acolo;
se analizează gradul de încărcare al fiecărei stații de lucru și conform acestuia sunt
generate configurații, pentru a se elimina timpii de așteptare;
soluțiile generate reprezintă soluțiile optime desfășurării procesului.
Utilizarea algoritmului propus permite satisfacerea ambelor funcții obiectiv amintite anterior, și
anume:
- minimizarea dezechilibrului sistemului, prin maximizarea utilizării tuturor stațiilor de
lucru;
- maximizarea fluxului de piese obținut la sfârșitul procesului.
6.3 Concluzii
În cadrul capitolului a fost analizată problema oprimizării unui proces de fabricație. Pentru
aceasta a fost dezvoltat și implementat un algoritm de optimizare.
Dezvoltarea algoritmului a avut la bază studiul problemei încărcării stațiilor de lucru și soluțiile
oferite de algoritmii genetici pentru această problemă.
Utilizarea algoritmilor genetici în problema încărcării prezintă marele dezavantaj că generează
soluții bune pentru proces, însă nu optime iar implementarea acestora este una de durată.
Algoritmul propus analizează gradul de încărcare al stațiilor de lucru și oferă o soluție optimă în
ceea ce privește configurația procesului, permițând obținerea unui timp de producție optim, ceea
ce înseamnă eficientizarea procesului. O altă problemă pe care algoritmul o rezolvă este aceea de
minimizare a dezechilibrului sistemului prin maximizarea utilizării stațiilor de lucru și
maximizarea fluxului de piese obținute la finalul procesului.
Astfel, implementarea algoritmului îndeplinește anumite obiective ce pot fi definite în cadrul
unui proces de producție, și anume:
- procesele de fabricație sunt executate conform unui program de lucru optim;
- nu este necesară intervenția operatorului uman, odată ce o comandă de piese a fost
plasată;
- algoritmul este flexibil, adaptabil și reutilizabil, putând fi implementat pe orice tip de
sistem flexibil de fabricație.

Sistem software pentru eficientizarea liniilor flexibile de fabricație
44
7. CONCLUZII
7.1 Concluzii finale
Algoritmii de optimizare și sistemele software implementate pentru rezolvarea problemelor din
domeniul planificării producției și programării acesteia au devenit din ce în ce mai răspândite în
domeniul industrial.
Un număr tot mai mare de companii de producție din toate domeniile utilizează sistemele
flexibile de fabricație datorită avantajelor pe care le prezintă, și anume: disponibilitate crescută,
costuri reduse, performanță și flexibilitate.
În producția de serie mică și mijlocie pentru creșterea eficienței funcționării sistemului nu este
suficientă îmbunătățirea proceselor și creșterea performanțelor ci trebuie să existe și alți factori
care să “colaboreze” în vederea optimizării proceselor.
Flexibilitatea poate fi catalogată ca fiind una dintre “calitățile” sistemului de producție care are
rolul de a optimiza procesul de fabricație prin algoritmi sau metode stabilite. Echilibrul pe care îl
crează flexibilitatea și automatizarea sistemului are ca și rezultat o productivitate maximă.
Flexibilitatea unui sistem poate fi apreciată în funcție de numărul stărilor diferite ale sistemului,
astfel putându-se vedea resursele și timpul consumat pentru adaptarea sistemului la noua stare.
Implementarea sistemelor flexibile de fabricație în procesele de producție a fost posibilă datorită
competiției globale și a vitezei cu care cerințele pieței influențează direct procesul de fabricație.
Principala caracteristică a unui astfel de sistem este aceea de a răspunde prompt și rapid la
evenimentele sau modificările ce pot apărea în cadrul procesului. Aceste sisteme nu oferă doar
flexibilitate și capacitate de reconfigurare ci și autonomie, siguranță, eficiență capacitate de
învățare și auto-regenerare.
Sistemele de fabricație moderne pot fi definite ca fiind sisteme automatizate avansate ce
funcționează numai în domeniul concurențial și care utilizează sisteme software pentru controlul
și monitorizarea liniile de producție.
Sistemele moderne de fabricație au fost dezvoltate având la bază trei concepte esențiale, și
anume:
1. accelerarea producției;
2. menținerea calității produselor;
3. reducerea pierderilor.
Cercetarea actuală s-a bazat pe dezvoltarea unui sistem software ce își propune să eficientizeze
procesele de producție din cadrul liniilor flexibile de fabricație.
Avantajele oferite de acest sistem sunt:
optimizarea timpului de producție;
minimizarea dezechilibrului sistemului;
maximizarea producției;
reducerea costurilor de producție și de personal;
creșterea flxibilității.
Sistem software pentru eficientizarea liniilor flexibile de fabricație
45
În vederea dezvoltării sistemului de eficientizare a fost necesar controlul și monitorizarea
sistemului, pentru a se putea observa ce parametrii ai procesului pot fi optimizati.
Prin controlul procesului, se reușește menținerea standardelor de producție și mai mult,
îmbunătățirea acestora.
Controlul unui proces de producție este complet atunci când se realizează monitorizarea,
programarea și execuția procesului. Astfel, prin activitatea de monitorizare sunt analizate
resursele și posibilitățile sistemului de producție.
Procesele de control și monitorizare ajută utilizatorul să coordoneze acțiunile sistemului și să ia
decizii legate de procesul de producție. Pentru a putea controla întregul sistem este necesar ca
fiecare componentă să fie controlată local, iar acestea să comunice între ele. Astfel, dacă se
controlează și monitorizează procesul de pe o linie flexibilă de fabricație este necesar ca fiecare
stație de lucru de pe linie să fie controlată prin PLC-uri, deoarece în acest mod se pot lua decizii
locale privind procesul de pe linie. Pornind de la aceste decizii locale se poate analiza întregul
proces și pot fi abordate diferite metode de optimizare a producției.
Procesul de control este complet dacă se parcurg anumite etape, și anume: monitorizare,
programare și execuție.
Sistemele dezvoltate în vederea controlului eficient al liniilor flexibile de fabricație, reprezintă
sisteme avansate, capabile să rezolve probleme complexe din domeniul producției.
Pentru controlul reglării turației benzii transportoare a liniei flexibile de fabricație a fost propus
un modul pentru comanda independentă a celor două motoare electrice asincrone.
Viteza cu care se deplasează cele două benzi transportoare ale sistemului determină numărul de
piese obținut pentru un anumit interval de producție. De aceea, este esențial ca procesul
desfășurat în acel interval să poată fi optimizat, iar producția să fie eficientizată.
Prelucrând rezultatele obținute utilizând modulul dezvoltat pentru comanda independentă a
motoarelor de antrenare a benzii transportoare, se poate menționa că:
- timpul total de producție crește cu cât viteza benzii scade;
- cu cât viteza benzii scade cu atât consumul de energie crește;
- numărul de piese obținute într-un anumit interval de producție este direct proporțional cu
viteza de deplasare a benzii.
Astfel, modulul dezvoltat și implementat pentru comanda independentă a motoarelor de
antrenare a benzii transportoare, nu eficientizează procesul de producție din punct de vedere al
timpilor de producție ci doar din punct de vedere al consumului de energie.
Pentru eficientizarea procesului de fabricație de pe linia flexibilă FMS 200 a fost necesară
parcurgerea a două etape:
1. dezvoltarea modulului pentru comanda independentă a celor două motoare asincrone de
antrenare a benzilor transportoare;
2. prelucarea în timp real a informațiilor privind desfășurarea sarcinilor de lucru pe linia
flexibilă de fabricație.
În urma parcurgerii celor două etape și a implementării aplicației dezvoltate în vederea
eficientizării procesului, s-au obținut anumite rezultate care depind de modul de funcționare al
liniei flexibile de fabricație. Dintre acestea se pot menționa:
- dacă alimentarea benzii transportoare este realizată aleator, pe parcursul desfășurării
procesului se acumulează piese între stațiile de lucru;

Sistem software pentru eficientizarea liniilor flexibile de fabricație
46
- cu cât timpul de aprovizionare este mai mic, cu atât numărul de piese acumulate este mai
mare;
- viteza de deplasarea a benzii transportoare influențează doar timpul de deplasare între
stații nu și timpul de prelucrare al stațiilor;
- stația cu gradul de încărcare cel mai ridicat este cea care “dirijează” întregul proces pe
linia flexibilă;
- timpul optim de producție este influențat de funcționarea stației cu gradul de încărcare cel
mai mare;
- eficientizarea procesului se realizează atât din punct de vedere al timpului de producție
cât și al consumului de energie.
Optimizarea timpului de producție, eliminarea surplusului de piese de pe banda transportoare și
încercarea de a se elimina pe cât posibil timpii de așteptare pe bandă, înseamnă o eficientizare a
procesului de producție și o reducerea a consumului de energie și a costurilor.
Optimizarea reprezintă activitatea de selecție a celei mai bune soluții, în raport cu un criteriu
predefinit, selectarea făcându-se dintr-o mulțime de soluții posibile. Optimizarea poate fi
obținută prin algoritmi, caracterizați de proprietăți, definite sub formă de funcții. Utilizarea unui
algoritm de optimizare, în cadrul unui proces, permite minimizarea unei funcții. Un exemplu
poate fi constituit de minimizarea costurilor de producție, prin utilizarea unor variabile,
reprezentate de resursele sistemului.
Algoritmul propus analizează gradul de încărcare al stațiilor de lucru și oferă o soluție optimă în
ceea ce privește configurația procesului, permițând obținerea unui timp de producție optim, ceea
ce înseamnă eficientizarea procesului. O altă problemă pe care algoritmul o rezolvă este aceea de
minimizare a dezechilibrului sistemului prin maximizarea utilizării stațiilor de lucru și
maximizarea fluxului de piese obținute la finalul procesului.
Astfel, implementarea algoritmului îndeplinește anumite obiective ce pot fi definite în cadrul
unui proces de producție, și anume:
- procesele de fabricație sunt executate conform unui program de lucru optim;
- nu este necesară intervenția operatorului uman, odată ce o comandă de piese a fost
plasată;
- algoritmul este flexibil, adaptabil și reutilizabil, putând fi implementat pe orice tip de
sistem flexibil de fabricație.
7.2 Contribuții originale
Prin prezenta teză de doctorat, autorul consideră că s-au adus următoarele contribuții originale:
realizarea unui studiu aprofundat cu privire la stadiul actual de dezvoltare a
sistemelor flexibile de fabricație dezvoltate pentru industrie și a impactului pe
care acestea le au față de mediul economic;
pentru o imagine mai clară a procesului de producție, am realizat un studiu
referitor la cercetările privind tipurile și sistemele de control, precum și
monitorizarea sistemelor flexibile de fabricație;
realizarea unui studiu privind sistemele de control și monitorizare de tip SCADA;

Sistem software pentru eficientizarea liniilor flexibile de fabricație
47
dezvoltarea și implementarea unui modul pentru comanda independent a celor
două motoare asincrone ce antrenează banda transportoare a liniei flexibile FMS
200;
validarea experimentală a modulului pentru comanda independentă a celor două
motoare asincrone prin intermediul aplicațiilor testate cu ajutorul echipamentelor
disponibile în laboratorul universității;
am proiectat, dezvoltat, implementat și testat un sistem software pentru controlul
și monitorizarea liniei flexibile de fabricație;
am proiectat, implementat și testat un algoritm pentru eficientizarea proceselor de
producție, prin optimizarea timpului de producție.
7.3 Diseminarea rezultatelor
Cercetările întreprinse în perioada desfășurării proiectului „Burse doctorale pentru dezvoltare
durabilă POSDRU/107/1.5/S/76945”, s-au concretizat prin elaborarea și publicarea în calitate de
prim autor sau co-autor a unui număr de 7 articole științifice, dintre care 6 ca prim autor, atât în
reviste de specialitate, cât și în volumele unor conferințe științifice internationale, după cum
urmează:
articole publicate în lucrările unor conferințe cotate ISI (Web of Knowledge) – 2;
articole publicate în volumele unor manifestări științifice internationale indexate în baze
de date internationale – 4;
articole publicate în buletine și reviste de specialitate – 1.
Din cele 6 articole publicate în lucrările unor conferințe, 5 dintre ele au fost susținute personal de
către autor.
Dintre articolele publicate, 6 au fost publicate în lucrările unor conferințe cotate ISI și unul a fost
acceptat spre publicare în bulletin indexat CNCSIS cod B+.
7.4 Direcții viitoare de extindere a cercetării
Cercetările efectuate până în prezent vor fi continuate prin:
dezvoltarea de noi algoritmi de eficientizare;
dezvoltarea unei noi direcții de cercetare la nivelul liniei flexibile, și anume dezvoltarea
suplimentară a aspectelor legate de securitatea acesteia;
îmbunătățirea modului de gestionare a erorilor și alarmelor;
crearea unei magazii de piese pentru a facilita alimentarea cu semifabricate a stației cu
gradul de încărcare cel mai ridicat;
modificarea zonei de prelucrare pentru stația de montare a șuruburilor, și anume în afara
benzii transportoare pentru a permite producția de diferite tipuri de piese.
Sistem software pentru eficientizarea liniilor flexibile de fabricație
48
Bibliografie
1. [Apt 03] Apt, K., Principles of Constrain Programming, Cambridge University Press,
New York, USA, 2003.
9. [Bon 97] Bonini, C. P., Hausman, W. H., Bierman, H. Jr., Quantative Analysis for
Managenment, ed. 9, Irwin McGraw-Hill, 1997.
15. [Chi 07] Chirita, B., Sisteme flexibile de fabricație, Ed. Alma Mater, ISBN 9789731833-
45-3, 2007.
32. [Ip 00] Ip, W. H., Li, Y., Man, K. F., Tang, K. S., Multi-product planning and scheduling
using genetic algorithm approach, Comput. Ind. Eng., vol.38, p.283-296, 2000.
33. [Jam 05] Jammes, F., Smit, H., Service oriented paradigms in industrial automation,
IEEE Transaction on Industrial Informatics, vol. 1, p. 62-70, 2005.
41. [Kor 10] Koren, Y., Shpitalni, M., Design of reconfigurable manufacturing systems,
Journal of Manufacturing Systems, vol. 29, p. 130-141, 2010.
42. [Kum 03] Kumar, R., Tiwari, M K., Shankar, R., Scheduling of flexible manufacturing
systems: an ant colony optimization approach, Proc. Instn. Mech. Engrs, vol. 217, Part B:
J. Engineering Manufacture, p. 1443-1453, 2003.
43. [Kum 12] Kumar, V. M., Murthy, A., Chandrashekara, K., A hybrid algorithm
optimization approach for machine loading problem in flexible manufacturing system,
Journal of Industrial Engineering International, vol. 8, nr. 3, ISSN 1735-5702, p. 1-10,
2012.
44. [Lak 09] Lakhoua, M., N., Application of functional analysis on a SCADA system of a
thermal power plant , Advances in Electrical and Computer Engineering, vol. 9,nr. 2, p.
90-98, ISSN 1582-7445, 2009.
55. [Mor 12b] Moroșan, A.D., Sarkany, I., Sisak, F. Intelligent system for optimization of
production in flexible manufacturing lines, în IEEE 16th
International Conference on
Intelligent Engineering Systems (INES), ISBN 978-1-4673-2693-3, DOI:
10.1109/INES.2012.624980, p. 217 – 222, Lisabona, Portugalia, 2012.
56. [Mor 12c] Moroșan, A.D., Sisak, F., A SCADA system designed for making more
efficient production in flexible manufacturing system, in IEEE 13th
International
Symposium on Computational Intelligence and Informatics (CINTI), ISBN 978-1-4673-
5210-9, p. 409-413, DOI: 10.1109/CINTI.2012.6496801, Budapesta, Ungaria, 2012.
57. [Mor 12d] Moroșan, A.D., Sisak, F., A system designed to control and monitor a flexible
manufacturing system, in IEEE 3rd
International Conference on Cognitive
Infocommunications (CogInfoCom), ISBN 978-1-4673-5184-4, p. 447-452, DOI:
10.1109/CogInfoCom.2012.6422022, Kosice, Slovacia, 2012.
58. [Mor 13a] Moroșan, A.D., Sisak, F., An intelligent system designed for controlling the
manufacturing process in a flexible manufacturing system, in IEEE 8th
International
Symposium on Applied Computational Intelligence and Informatics (SACI), ISBN 978-
1-4673-6397-6, p. 353-357, DOI: 10.1109/SACI.2013.6608997, Timișoara, România,
2013.
59. [Mor 13b] Moroșan, A.D., Sisak, F., A system designed in order to control a process
production in a manufacturing system, in IEEE 9th
International Conference on
Computational Cybernetics (ICCC), ISBN 978-1-4799-0060-2, p. 57-60, DOI:
10.1109/ICCCCyb.2013.6617561, Tihany, Ungaria, 2013.

Sistem software pentru eficientizarea liniilor flexibile de fabricație
49
60. [Mor 13c] Moroșan, A.D., Danila, A., Sisak, F., The determination of the optimal control
law for a manufacturing system implemented on flexible line FMS 200, Buletinul
Universitatii Transilvania, Brașov, Seria I, vol. 6(55), nr. 2, 2013, acceptată pentru
publicare.
63. [Mun 98] Muntean, N., Convertoare statice, Editura Politehnica, Timișoara, 1998.
70. [Per 95] Perkins, J. R., Kumar, P. R., Optimal Control of Pull Manufacturing Systems,
IEEE Transactions on Automatic Control, vol. 40, nr. 12, p. 2040-2051, 1995.
78. [Rui 09] Ruiz, C. M., Cazorla, D., Cuartero, F., Marcia, H., Improving performance in
flexible manufacturing systems, The Journal of Logic and Algebraic Programming, Vol.
78, p. 260 – 273, 2009.
83. [Shi 06] Shivanand, H. K., Benal, M. M., Koti, V., Flexible Manufacturing System, New
Age International. ISBN: 8122418708, 2006.
85. [Sis 03] Sisak F., Raes P., Samyn B., Simulation of the electric drives, Editura Lux
Libris, ISBN 973-9458-16-5, 2003.
91. [Sto 12a] Stoica, M., Sisak, F., Moroșan, A., Reinforcement Algorithm for Industrial
Robot Programming by Demonstration, 13th
International Conference on Optimization of
Electrical and Electronic Equipement (OPTIM), ISSN 1842-0133, ISBN 978-1-4673-
1652-1, p. 1517-1524, 2012.
96. [Tho 04] Thomas, M., S., Kumar, P., Chandna, V., K., Design, development, and
commissioning of a supervisory control and data acquisition (SCADA) laboratory for
research and training , IEEE Transaction on Power System, vol. 19, nr. 3, p. 1582–1588,
DOI 10.1109/TPWRS.2004.826770, 2004.
99. [Tra 04] Trandafir, R., Modele și algoritmi de optimizare, Ed. Agir, București, ISBN
973-8466-76-8, 2004.
101. [Țop 05] Țopa, I., Dănilă, A., Diaconu, L., Elemente de excutie electrice, Matrix
Rom, București, 2005
102. [Țop 07] Țopa, I., Dănilă, A., Diaconu, L., Acționări electrice reglabile cu mașini
asincrone, Matrix Rom, București, ISBN 978-973-755-217-4, 2007.
103. [Um 09] Um, I., Cheon, H., Lee, H., The simulation design and analysis of a
Flexible Manufacturing System with Automated Guided Vehicle System, Journal of
Manufacturing Systems, vol. 28, p. 115-122, 2009.
108. [Yun 03] Yuniarto, M., N., Labib, A., W., Designing an online and real time
simulation, control and monitoring of disturbances in an intelligent manufacturing
system, IEEE International Conference on Industrial Informatics, p. 273–278, ISBN 0-
7803-8200-5, 2003.
109. [Yus 12] Yusof, U. K., Budiarto, R., Deris, S., Constraint-Chromosome Genetic
Algorithm for Flexible Manufacturing System Machine-Loading Problem, International
Journal of Innovative Computing, Information and Control, vol. 8, nr 3A, p. 1597-1609,
ISSN 1349-4198, 2012.
112. [Zas 97] Zaslavsky, B., Rodriguez, A., Collins, D., Time – Optimal Control for
Re-entrant Semiconductor Fabrication Lines, Proceedings of the 36th
Conference on
Decision & Control, San Diego, p. 102-107, 1997.

Sistem software pentru eficientizarea liniilor flexibile de fabricație
50
Rezumat
Tehnologia de fabricație utilizată în prezent este bazată pe flexibilitate și productivitate.
Flexibilitatea reprezintă capacitatea sistemului de producție de a se adapta la modificări ce pot
proveni din mediul extern. Sistemele flexibile de fabricație se pot caracteriza ca fiind sisteme
complet automatizate ce utilizează tehnologii la un standard ridicat, capabile să producă diferite
produse, în loturi mici și mijlocii, la costuri cât mai reduse.
Principalul avantaj pe care îl prezintă liniile flexibile de fabricație utilizate în domeniul
industrial, este acela că dețin capacitatea de a se adapta la schimbarea sortimentului de fabricație,
fapt posibil prin modificarea programului din calculator, fără a efectua modificări asupra
celulelor și echipamentelor de fabricație. Dar pentru a putea efectua modificări în calculator, în
vederea eficientizării producției, este necesar un sistem software pentru eficientizarea liniilor
flexibile de fabricație.
Teza de doctorat prezintă dezvoltarea și implementarea unui sistem software conceput pentru
eficientizarea producției în liniile flexibile de fabricație. Principalele obiective ale acestui sistem
sunt: de a optimiza timpul de producție, de a reduce costurile de producție și consumul de
energie, de a crește flexibiltatea și de a maximiza producția.
De asemenea, teza propune un algoritm de optimizare ce oferă o serie de avantaje, și anume:
procesele de fabricație sunt executate conform unui program de lucru optim, nu este necesară
intervenția operatorului uman, odată ce o comandă de piese a fost plasată iar algoritmul este
flexibil, adaptabil și reutilizabil, putând fi implementat pe orice tip de sistem flexibil de
fabricație.
Abstract
Manufacturing technology currently used is based on the flexibility and productivity. The
flexibility is the ability of a production system that can adapt to changes which can provide from
the external environment. Flexible manufacturing systems can be characterized as fully
automated systems that use technology to a high standard, capable of producing different
products in small and medium batches at a low price. The main advantage that present flexible
manufacturing lines used in industry, is that have the capacity to adapt to changing assortment of
manufacturing, which is possible by modifying the computer program, without making changes
to the cells and manufacturing equipment. But to do changes to the computer, in order to
improve production, is needed a software system for efficient flexible manufacturing lines.
The PhD thesis presents the development and implementation of a software system designed for
efficient manufacturing flexible production lines. The main objectives of this system are: to
optimize production time, reduce production costs and energy consumption, increase flexibility
and maximize production.
Also, the thesis proposed a optimization algorithm that provides a series of advantages, namely:
production processes are executed according to a program of work optimally, human operator
intervention is not required once a command of pieces has been placed and the algorithm is
flexible, adaptable and reusable, can be implemented on any type of flexible manufacturing
system.
Sistem software pentru eficientizarea liniilor flexibile de fabricație
51
Curriculum Vitae - RO
Informații personale:
Nume: Andreea Dorina MOROȘAN
Naționalitate: Română
Zi de naștere: 15.09.1985
Adresă: str. Jepilor, nr. 12, bl A25, ap. 8, Brașov, 500256
Email: [email protected]
Educație:
2010-2013 Studii de doctorat
Domeniul: Inginerie Electrică
Facultatea de Inginerie Electrică și Știința Calculatoarelor
Universitatea Transilvania din Brașov
2004-2009 Studii de licență
Specializarea: Electrotehnică Generală
Facultatea de Inginerie Electrică și Știința Calculatoarelor
Universitatea Transilvania din Brașov
Competențe:
Programarea calculatoarelor:
C/C++, Java, HTML, Matlab, CXSupervisor, Step 7 Manager,
AutoCAD;
Sisteme de operare:
Windows XP/7;
Alte compentențe: Monitorizarea și controlul aplicațiilor industrial folosind sisteme
SCADA și servere OPC;
Programarea liniei flexibile de fabricație FMS 200;
Programare roboți industriali;
Limbi străine:
Engleză – avansat;
Franceză – mediu;
Competențe și abilități sociale:
Ambițioasă, serioasă, responsabilă, cu spirit de echipă, sociabilă;
Activitate științifică:
2 publicații ca prin autor în articole publicate în lucrările unor
conferințe cotate ISI (Web of Knowledge);
4 publicații internationale ca prim autor;
1 publicație internatională ca și co-autor;
Sistem software pentru eficientizarea liniilor flexibile de fabricație
52
Curriculum Vitae - EN
Personal data:
Name: Andreea Dorina MOROȘAN
Nationality: Romanian
Date of birthday: 15.09.1985
Adress: str. Jepilor, no. 12, bl A25, ap. 8, Brașov, 500256
E-mail: [email protected]
Education:
2010-2013 PhD Studies
Field: Electrical Engineering
Faculty of Electrical Engineering and Computing Science
Transilvania University of Brasov
2004-2009 Graduate Studies
Field: General Electrotechnical
Faculty of Electrical Engineering and Computing Science
Transilvania University of Brasov
Skills:
Computer programming:
C/C++, Java, HTML, Matlab, CXSupervisor, Step 7 Manager,
AutoCAD;
Operating systems:
Windows XP/7;
Additional skills : Industrial monitoring and control applications using systems
SCADA and OPC servers;
Scheduling flexible manufacturing line FMS 200;
Programming industrial robots;
Foreign languages:
English – advanced;
French – medium;
Social skills and competences:
Ambitious, serious, responsible, team spirit, social;
Scientific activity:
2 paper as first author in ISI proceedings (Web of Knowledge);
4 international papers as main author;
1 international paper as co-author;