universitatea transilvania din brasov...fabricaţiei, centrul de cercetare tehnologii și sisteme...
TRANSCRIPT
Investeşte în oameni!
FONDUL SOCIAL EUROPEAN
Programul Operaţional Sectorial Dezvoltarea Resurselor Umane 2007 – 2013
Axa prioritară 1 „Educaţie şi formare profesională în sprijinul creşterii economice şi dezvoltării societăţii bazate pe cunoaştere” Domeniul major de intervenţie 1.5 „Programe doctorale şi post-doctorale în sprijinul cercetării”
Titlul proiectului: „Investiţie în dezvoltare durabilă prin burse doctorale (INED)”
Numărul de identificare al contractului: POSDRU/88/1.5/S/59321
Beneficiar: Universitatea Transilvania din Braşov
Universitatea Transilvania din Brasov
Scoala Doctorala Interdisciplinara
Centrul de cercetare: Tehnologii și sisteme avansate de fabricație
Ing. Alexandru MANOLESCU
Titlu (română): Concepţia şi fabricaţia inovativă a produselor
industriale
Title (engleză): Innovative Design and Manufacturing of
Industrial Products
Conducător stiinţific
Prof.dr.ing. Gheorghe OANCEA
BRAȘOV, 2012
2
COMPONENŢA
Comisiei de doctorat
Numită prin ordinul Rectorului Universităţii „Transilvania” din Brasov
Nr. 5548 din 08.11.2012
PREŞEDINTE: Prof.univ.dr.ing. Vladimir MĂRĂSCU-KLEIN
Decanul Facultății de Inginerie Tehnologică și Management
Industrial
Universitatea Transilvania din Brașov
CONDUCĂTOR ŞTIINŢIFIC: Prof.univ.dr.ing. Gheorghe OANCEA
Universitatea Transilvania din Brașov
REFERENŢI: Prof.univ.dr.ing. Petru BERCE
Universitatea Tehnică din Cluj-Napoca
Prof.univ.dr.ing. Nicolae BÂLC
Universitatea Tehnică din Cluj-Napoca
Prof.dr.ing. Mircea Viorel DRĂGOI
Universitatea Transilvania din Brașov
Data, ora si locul susţinerii publice a tezei de doctorat: 14.12.2012, ora 1300
,
sala V III 6, str. Mihai Viteazul nr. 5.
Eventualele aprecieri sau observaţii asupra conţinutului lucrării vă rugăm să le transmiteţi
în timp util, pe adresa Universității Transilvania din Brașov sau la Departamentul Ingineria
Fabricaţiei, Centrul de cercetare Tehnologii și Sisteme Avansate de Fabricație, telefax 0268-
421318, email: [email protected]
Totodată vă invităm să luaţi parte la sedinţa publică de susţinere a tezei de doctorat.
Vă mulţumim!
Cuprins
3
CUPRINS pg.
rez.
pg.
teză
Cuprins română ....................................................................................................................................................................... 3 4
Cuprins engleză ....................................................................................................................................................................... 5 -
Lista abrevierilor ...................................................................................................................................................................... - 8
1. Introducere ............................................................................................................................................................................ 7 10
Partea I-a: STADIUL ACTUAL PRIVIND CONCEPŢIA ŞI FABRICAŢIA PRODUSELOR
INDUSTRIALE 2. Utilizarea tehnicii Reverse Engineering în concepţia produselor industriale ...................................................... 10 16
2.1. Principiile tehnicii Reverse Engineering ........................................................................................................... 10 16
2.1.1. Preprocesarea norului de puncte ................................................................................................... - 16
2.1.2. Postprocesarea norului de puncte, reconstrucţia 3D a modelului ............................................. - 17
2.1.3. Strategii de lucru cu Reverse Engineering ................................................................................... - 19
2.2. Sisteme utilizate în Reverse Engineering ......................................................................................................... 10 20
2.2.1. Metode de lucru cu contact …....................................................................................................... 10 21
2.2.2. Metode de lucru fără contact ......................................................................................................... 10 23
2.2.2.1. Tehnici optice .......................................................................................................... 10 23
2.2.2.2. Tehnici nonoptice ................................................................................................... - 29
2.2.2.3. Tehnici tranzitive .................................................................................................... 12 30
2.2.3. Metode mixte ................................................................................................................................... 12 31
2.2.4. Avantaje şi dezavantaje ale metodelor de scanare ..................................................................... - 32
2.3. Pachete software utilizate în Reverse Engineering .......................................................................................... - 34
2.3.1. Rapidform …................................................................................................................................... - 34
2.3.2. Geomagic studio ............................................................................................................................. - 34
2.3.3. CopyCAD ……………................................................................................................................ - 35
3. Tehnologii inovative utilizate în fabricarea produselor industriale ....................................................................... 12 36
3.1. Etapele de utilizare a tehnologiilor inovative …............................................................................................... - 36
3.2. Recomandări pentru obţinerea unei calităţi ridicate a pieselor ……............................................................. - 37
3.3. Domeniul de aplicabilitate a tehnologiilor aditive ........................................................................................... - 38
3.4. Tipuri de maşini utilizate în tehnologiile aditive .............................................................................................. 12 38
3.4.1. Sisteme care utilizează fotopolimerizarea ................................................................................... 12 38
3.4.1.1. Metode de lucru cu fotopolimerizare .................................................................. 12 39
3.4.1.2. Sisteme care folosesc fotopolimerizarea ............................................................ - 39
3.4.1.3. Materiale folosite la generarea pieselor prin fotopolimerizare ........................ - 41
3.4.2. Sisteme bazate pe pat cu pulbere .................................................................................................. 13 41
3.4.2.1. Sinterizarea în fază solidă ...................................................................................... - 41
3.4.2.2. Sisteme cu reacţii chimice ..................................................................................... - 42
3.4.2.3. Sinterizare în fază lichidă şi topirea parţială (LPS) ............................................ - 42
3.4.2.4. Sisteme de sinterizare cu topire completă (SLM) .............................................. - 43
3.4.2.5 Manevrarea pulberii ………....…………………............................................ - 43
3.4.3. Tehnologii bazate pe sinterizare selectivă cu laser (SLS) …..................................................... - 44
3.4.3.1. Sisteme cu temperatură joasă de lucru bazate pe laser ..................................... - 45
3.4.3.2. Sisteme cu fascicule de electroni EBM ............................................................... - 45
3.4.3.3. Sisteme bazate pe principiul de sinterizare selectivă cu mască ....................... - 45
3.4.4. Sisteme bazate pe topirea materialelor ......................................................................................... 13 47
3.4.4.1. Sisteme bazate pe extrudare .................................................................................. - 47
3.4.4.2. Sistemul de încărcare al duzei cu material .......................................................... - 47
3.4.4.3. Generarea suporturilor în cazul sistemelor cu extrudare ................................... - 48
3.4.5. Sisteme bazate pe imprimare ......................................................................................................... 13 50
3.4.6. Sisteme bazate pe imprimare 3D .................................................................................................. 13 51
3.4.7. Sisteme bazate pe suprapunere de straturi solide ……...…....................................................... - 51
3.4.7.1. Sisteme bazate pe laminare de straturi LOM ..................................................... - 51
3.4.7.2. Sisteme PLP (Paper Lamination Technology) .................................................. - 52
3.4.7.3. Maşini cu consolidare ultrasonică ........................................................................ - 53
3.5. Fabricaţia produselor utilizând tehnologii de conducere numerică .............................................................. 14 54
3.6. Sisteme Computer Aided Reverse Engineering (CARE) .............................................................................. 14 55
Cuprins
4
4. Concluzii privind stadiul actual al cercetărilor cu referire la concepţia şi fabricaţia produselor
industriale ...................................................................................................................................................................................
15
57
4.1. Concluzii generale ................................................................................................................................................ 15 57
4.2. Direcţii noi de cercetare ....................................................................................................................................... 16 58
5. OBIECTIVELE TEZEI .................................................................................................................................................... 16 59
Partea a II-a: CONCEPŢIA INOVATIVĂ A UNOR PRODUSE INDUSTRIALE UTILIZÂND
SISTEMUL COMPUTER AIDED REVERSE ENGINEERING 6. Sistem Computer Aided Reverse Engineering (CARE) pentru piese de revoluţie ............................................ 17 61
6.1. Descrierea sistemului Computer Aided Reverse Engineering configurat ................................................... 17 62
6.2. Echipamente și pachete software utilizate în sistemul Computer Aided Reverse Engineering
configurat ............................................................................................................................................................
17
64
6.2.1. Echipamente utilizate în sistemul CARE ................................................................................. - 64
6.2.2. Pachete software utilizate în sistemul CARE ........................................................................... - 65
6.2.2.1. Software aferente sistemelor de scanare ........................................................... - 65
6.2.2.2. Software aferente preprocesări norilor de puncte ............................................ - 65
6.2.2.3. Instrumentul software Rotational Primitives and Axis Recognition –
RPAR .......................................................................................................................
18
69
6.2.2.4. Mediul CAD aferent reproiectării pieselor digitizate ........................................ 19 71
6.2.2.5. Software aferente sistemului de fabricare rapidă ............................................... - 75
6.3. Algoritmi dezvoltați în cadrul instrumentului software RPAR ….….......................................................... 19 73
6.3.1. Algoritm de recunoaştere a axei unei suprafeţe de revoluţie …................................................ 20 73
6.3.2. Algoritmi pentru recunoaşterea unor primitive grafice de revoluţie . ...................................... 20 82
6.3.2.1. Algoritm pentru recunoaşterea unui cilindru ……............................................ - 85
6.3.2.2. Algoritm pentru recunoaşterea unui con ………............................................... - 86
6.3.2.3. Algoritm pentru recunoaşterea unei sfere ………............................................. - 90
6.3.3. Algoritm pentru optimizarea poziţiei axei la centruirea semifabricatelor de revoluţie ......... 20 91
6.3.4. Algoritm de extragere a punctelor dintr-o secţiune a unui corp de revoluţie .......................... 20 94
7. Studii de caz privind utilizarea sistemului CARE ....................................................................................................... 21 96
7.1. Centruirea semifabricatelor pentru operaţia de strunjire ................................................................................. 21 96
7.2. Reproiectarea unui piston .................................................................................................................................... 22 102
7.3. Reproiectarea unei roţi dinţate deteriorate ......................................................................................................... 24 107
7.4. Recunoaşterea unui corp de formă conică ....................................................................................................... 25 113
8. Concepţia inovativă a unui compresor ........................................................................................................................... 25 116
8.1. Principiul de funcţionare ..................................................................................................................................... 25 116
8.2. Proiectarea compresorului ................................................................................................................................... 27 121
Partea a III-a: FABRICAŢIA INOVATIVĂ A PRODUSELOR INDUSTRIALE PROIECTATE
9. Fabricarea inovativă a compresorului ............................................................................................................................ 28 129
9.1. Reproiectarea compresorului .............................................................................................................................. 28 129
9.2. Descrierea sistemului de fabricare rapidă EDEN350 ..................................................................................... 29 133
93. Fabricaţia compresorului ..................................................................................................................................... 29 137
10. Fabricarea roţii dinţate reproiectate utilizând tehnologii inovative ...................................................................... 31 144
Partea a IV-a: CONCLUZII GENERALE, CONTRIBUŢII PERSONALE ŞI
DIRECŢII VIITOARE DE CERCETARE
11. Concluzii generale .............................................................................................................................................................. 32 149
12. Contribuţii personale şi direcţii viitoare de cercetare ............................................................................................... 34 151
12.1. Contribuţii personale.......................................................................................................................................... 34 151
12.2. Direcţii viitoare de cercetare ............................................................................................................................ 35 153
Bibliografie selectivă ................................................................................................................................................................ 36 154
Anexe............................................................................................................................................................................................. - 166
Scurt rezumat ............................................................................................................................................................................ 38 -
CV română ........................................................................................................................................................... 39 -
CV engleză ............................................................................................................................................................ 40 -
Cuprins
5
CONTENTS pg.
rez.
pg.
teză
Contents romanian .................................................................................................................................................................. 3 4
Contents english ....................................................................................................................................................................... 3 -
Abbreviations list ..................................................................................................................................................................... - 8
1. Introduction .......................................................................................................................................................................... 7 10
Part I: STATE OF ART REGARDING DESIGN AND MANUFACTURING OF INDUSTRIAL
PRODUCTS 2. Using Reverse Engineering Techniques in Design of Industrial Products ............................................................ 10 16
2.1. Principles of Reverse Engineering Technique ................................................................................................. 10 16
2.1.1. Points of Cloud Preprocessing ...................................................................................................... - 16
2.1.2. Points of Cloud Post-Processing, 3D Reconstruction of the Model ...................................... - 17
2.1.3. Reverse Engineering Strategies .................................................................................................... - 19
2.2. Systems Used in Reverse Engineering ............................................................................................................. 10 20
2.2.1. Contact Methods …........................................................................................................................ 10 21
2.2.2. Non Contact Methods..................................................................................................................... 10 23
2.2.2.1. Optical Techniques ................................................................................................ 10 23
2.2.2.2. Non Optical Techniques ....................................................................................... - 29
2.2.2.3. Tranzitive Techniques ........................................................................................... 12 30
2.2.3. Mixed Methods................................................................................................................................ 12 31
2.2.4. Advantages and Disadvantages of the Scanning Methods ....................................................... - 32
2.3. Software Packages Used for Reverse Engineering ......................................................................................... - 34
2.3.1. Rapidform ….................................................................................................................................... - 34
2.3.2. Geomagic Studio ............................................................................................................................. - 34
2.3.3. Copycad ............................................................................................................................................ - 35
3. Innovative Technologies Used For Industrial Products Manufacturing ............................................................... 12 36
3.1. Stages Used for Innovative Technologies ….................................................................................................... - 36
3.2. Recommendations for High Quality Parts Obtaining …..............…............................................................. - 37
3.3. Domains of Using Additive Technologies ....................................................................................................... - 38
3.4. Types of Machines Used in Additive Technologies........................................................................................ 12 38
3.4.1. Photopolymer-Based Systems ...................................................................................................... 12 38
3.4.1.1. Photopolymerization Working Method .............................................................. 12 39
3.4.1.2. Photopolymer-Based Machine ............................................................................. - 39
3.4.1.3. Materials Used to Generate Parts by Photopolymerisation ............................. - 41
3.4.2. Powder Bed-Based Systems ......................................................................................................... 13 41
3.4.2.1. Solid Phase Sintering ............................................................................................. - 41
3.4.2.2. Chemical Reaction Systems.................................................................................. - 42
3.4.2.3. Liquid Phase Sintering and Partial Melting (LPS) ............................................ - 42
3.4.2.4. Sintering Systems with Complete Melting (SLM) ........................................... - 43
3.4.2.5 Powder Handling .................................................................................................... - 43
3.4.3. Technologies Based on Selective Laser Sintering (SLS) .......................................................... - 44
3.4.3.1. Low Temperature Systems Based on Laser ....................................................... - 45
3.4.3.2. Electron Beam Systems EBM .............................................................................. - 45
3.4.3.3. Systems Based on the Selective Mask Sintering ............................................... - 45
3.4.4. Systems Based on Materials Melting ........................................................................................... 13 47
3.4.4.1. Extrusion-Based Systems ...................................................................................... - 47
3.4.4.2. The Material Loading Nozzle ............................................................................... - 47
3.4.4.3. Generating Supports for Extrusion Systems ....................................................... - 48
3.4.5. Print-Based Systems ....................................................................................................................... 13 50
3.4.6. 3D Printing Based Systems ........................................................................................................... 13 51
3.4.7. Systems Based on Solid Layers Overlaping ............................................................................... - 51
3.4.7.1. Layers Laminating Systems Based LOM .......................................................... - 51
3.4.7.2. PLP Systems (Paper Lamination Technology) .................................................. - 52
3.4.7.3. Ultrasonic Consolidation Machines ..................................................................... - 53
3.5. Products Manufacturing Using Numerical Control Technologies ...….….................................................. 14 54
3.6. Computer Aided Reverse Engineering Systems (CARE) ............................................................................. 14 55
Cuprins
6
4. Conclusions on State of Art Regarding Design and Manufacturing of Industrial Products ........................... 15 57
4.1. General Conclusions ............................................................................................................................................ 15 57
4.2. New Research Directions ………..................................................................................................................... 16 58
5. THESIS OBJECTIVES ..................................................................................................................................................... 16 59
Part II: INNOVATIVE DESIGN OF INDUSTRIAL PRODUCTS BASED ON THE COMPUTER AIDED
REVERSE ENGINEERING SYSTEM
6. Computer Aided Reverse Engineering System (CARE) for Rotational Parts ................................................... 17 61
6.1. Description of Configured Computer Aided Reverse Engineering System ................................................ 17 62
6.2. Equipment and Software Used for Configured Computer Aided Reverse Engineering System ....... 17 64
6.2.1. Equipment Used in CARE Systems ............................................................................................ - 64
6.2.2. Software Packages Used in CARE Systems .............................................................................. - 65
6.2.2.1. Software for Scanning Systems ............................................................................ - 65
6.2.2.2. Software for Preprocessing Clouds of Points ..................................................... - 65
6.2.2.3. Rotational Primitives and Axis Recognition Software Tool – RPAR ........... 28 69
6.2.2.4. CAD Environment Used for the Digitized Part Redesigning ......................... 19 71
6.2.2.5. Software Environment Used for Rapid Manufacturing System .................... - 75
6.3. Algorithms Developed in RPAR Software Tool ............................................................................................ 19 73
6.3.1. Algorithm for Rotational Surface Axis Recognition ................................................................. 20 73
6.3.2. Algorithms for Recognition of Rotational Primitives ................................................................ 20 82
6.3.2.1. Algorithm for a Cylinder Recognizing ................................................................ - 85
6.3.2.2. Algorithm for a Cone Recognizing ...................................................................... - 86
6.3.2.3. Algorithm for a Sphere Recognizing ................................................................... - 90
6.3.3. Algorithm for Optimizing of Centre Drilling Position of Rotational Axis ........................... 20 91
6.3.4. Algorithm for Points Extracting From a Section of a Rotational Surface .............................. 20 94
7. Case Studies Regarding CARE System Using ............................................................................................................. 21 96
7.1. Centre Drilling of Semifinished for Turning Operations ................................................................................ 21 96
7.2. Redesigning of a Piston ....................................................................................................................................... 22 102
7.3. Redesigning of a Damaged Gear ....................................................................................................................... 24 107
7.4. Recognition of a Cone ......................................................................................................................................... 25 113
8. Innovative Design of a Compressor ................................................................................................................................. 25 116
8.1. Working Principle ................................................................................................................................................ 25 116
8.2. Compressor Design ............................................................................................................................................. 27 121
Part III INNOVATIVE MANUFACTURING OF DESIGNED INDUSTRIAL PRODUCTS
9. Innovative Manufacturing of Compressor ................................................................................................................... 28 129
9.1. Compressor Redesigning .................................................................................................................................... 28 129
9.2. Description of Rapid Manufacturing System EDEN350 .............................................................................. 29 133
93. Compressor Manufacturing .............................................................................................................................. 29 137
10. Manufacturing of the Redesigned Gear Using Innovative Technologies ........................................................... 31 144
Part IV: GENERAL CONCLUSIONS, PERSONAL CONTRIBUTIONS AND
FUTURE RESEARCH
11. General Conclusions ......................................................................................................................................................... 32 149
12. Personal Contributions and Future Research Directions ....................................................................................... 34 151
12.1. Personal Contributions ..................................................................................................................................... 34 151
12.2. Future Research Directions ............................................................................................................................. 35 153
Selected Bibliography .............................................................................................................................................................. 36 154
Annexes ....................................................................................................................................................................................... - 166
Brief Summary ......................................................................................................................................................................... 38 -
CV Romanian ........................................................................................................................................................................... 39 -
CV English ................................................................................................................................................................................ 40 -
Concepţia şi fabricaţia inovativă a produselor industriale
7
1. INTRODUCERE
Dezvoltarea continuă a produselor industriale a condus la utilizarea de noi tehnologii de
concepţie şi fabricaţie inovativă. Acest lucru se datorează îndeosebi creşterii cerinţelor pe piaţa
produselor pentru care nu există documentaţie, care necesită reproiectări sau sunt necesare în vederea
dezvoltării unor noi produse cu grad înalt de personalizare.
Procesul de Reverse Engineering (RE) poate fi utilizat în procesul de proiectare şi reproiectare
a produselor, pornind de la preluarea formele geometrice ale obiectelor solide cu ajutorul unor
dispozitive speciale, ceea ce conduce la generarea modelelor digitale care la rândul lor permit
modificări în vederea obţinerii de noi obiecte.
O dată cu apariţia şi dezvoltarea tehnicii RE s-a produs un impact asupra ingineriei directe,
cunoscută şi sub numele de inginerie tradiţională, metoda convenţională de proiectare şi care constă în
dezvoltarea unui produs pornind de la o idee cu ajutorul programelor CAD/CAE/CAM [SOK 06].
Ingineria directă este astfel în opoziţie cu Reverse Engineering (ingineria în revers) fiind două metode
diferite de proiectare.
Primul capitol intitulat INTRODUCERE prezintă caracteristicile generale ale ingineriei în
revers şi ale ingineriei tradiţionale realizându-se o analiză comparativă între cele două tehnici. Sunt de
asemenea prezentate principalele domenii în care este utilizată ingineria în revers.
Prima parte, intitulată STADIUL ACTUAL PRIVIND CONCEPŢIA ŞI FABRICAŢIA
PRODUSELOR INDUSTRIALE, care cuprinde 4 capitole, prezintă stadiul actual al cercetărilor
privind concepţia şi fabricaţia inovativă.
În cadrul celui de-al doilea capitol intitulat UTILIZAREA TEHNICII REVERSE
ENGINEERING ÎN CONCEPŢIA PRODUSELOR INDUSTRIALE este prezentată tehnica
inovativă de Reverse Engineering utilizată în procesul de digitizare a obiectelor în vederea reproducerii
lor şi ulterior, dacă obiectul digitizat este din domeniul tehnic, în vederea reproiectării. Capitolul
conţine clasificări şi descrieri ale principalele tipuri de echipamente utilizate în procesul de digitizare.
Acestea pot fi cu contact în categoria cărora intră maşinile de măsurat în coordonate şi braţele robotice
cu senzori tactili, dar şi fără contact, o categorie largă în care sunt descrise echipamentele care
utilizează tehnicile optice (scanere 3D laser sau cu lumină structurată, dispozitive de fotogrametrie,
etc.) nonoptice (sonar, radar cu microunde) şi tehnicile tranzitive (computer tomograf şi imagini cu
rezonanţă magnetică). În acest capitol este realizată o analiză comparativă între metodele de scanare
Concepţia şi fabricaţia inovativă a produselor industriale
8
prezentate şi sunt prezentate pachetele software cele mai cunoscute în domeniu şi strategiile de lucru în
acestea.
Cel de-al treilea capitol intitulat TEHNOLOGII INOVATIVE UTILIZATE ÎN
FABRICAREA PRODUSELOR INDUSTRIALE abordează problematica tenologiilor inovative de
fabricaţie, prezentând echipamentele utilizate şi etapele de fabricare a produselor industriale. Sunt
prezentate sistemele care utilizează ca principiu de obţinere a pieselor fotopolimerizarea în cuvă,
sistemele bazate pe pat cu pulbere, sinterizarea selectivă cu laser, topirea materialelor, imprimare 3D,
suprapuneri de straturi solide. În partea de final a capitolului, se defineşte sistemul Computer Aided
Reverse Engineering (CARE) care presupun utilizarea tehnicii Reverse Engineering în combinaţie cu
anumite sisteme software specifice în vederea recunoaşterii configuraţiilor geometrice ale pieselor
digitizate în mod asistat de calculator sau în mod automat, în vederea reproiectării lor din punct de
vedere constructiv şi/sau tehnologic.
Capitolul patru cu titlul CONCLUZII PRIVIND STADIUL ACTUAL AL CERCETĂRILOR
CU REFERIRE LA CONCEPŢIA ŞI FABRICAŢIA PRODUSELOR INDUSTRIALE, prezintă în
urma trecerii în revistă a principalelor tehnologii inovative şi a tehnicii de Reverse Engineering
concluziile generale şi principalele direcţii de cercetare în domeniul tezei.
Cel de-al cincilea capitol, intitulat OBIECTIVELE TEZEI, prezintă obiectivul principal al tezei
care constă în configurarea unui sistem Computer Aided Reverse Engineering utilizat în proiectarea,
reproiectarea şi fabricarea inovativă a produselor industriale care conţin suprafeţe de revoluţie.Tot în
acest capitol sunt evidenţiate obiectivele derivate care trebuiesc soluţionate pentru realizarea
obiectivului principal.
A doua parte, intitulată CONCEPŢIA INOVATIVĂ A UNOR PRODUSE INDUSTRIALE
UTILIZÂND SISTEMUL COMPUTER AIDED REVERSE ENGINEERING, împărţită în două
capitole descrie sistemul Computer Aided Reverse Engineering (CARE) configurat de autor şi câteva
aplicaţii ale acestuia.
Capitolul şase, intitulat SISTEM COMPUTER AIDED REVERSE ENGINEERING (CARE)
PENTRU PIESE DE REVOLUŢIE, descrie un sistem Computer Aided Reverse Engineering (CARE)
configurat de autor, sistem compus dispozitivele de digitizare COMET L3D şi DR PICZA LPX 1200,
sistemul GOM Inspect pentru preprocesarea norului de puncte, instrumentul software Rotational
Primitives and Axis Recognition-RPAR conceput de autor, mediul de proiectare ProEngineer şi
echipamentul de prototipare rapidă OBJET EDEN 350. În cadrul capitolului este descris instrumentul
software RPAR şi algoritmii implementaţi în acesta, care determină axa unui corp de revoluţie digitizat,
Concepţia şi fabricaţia inovativă a produselor industriale
9
recunoaşte automat obiecte de tip con, sferă şi cilindru, determinându-le parametrii geometrici pentru a
fi utilizaţi într-un soft CAD.
Cel de-al şaptelea capitol, intitulat STUDII DE CAZ PRIVIND UTILIZAREA SISTEMULUI
CARE prezintă studii de caz privind digitizarea şi reproiectarea unor piese utilizând sistemul
configurat. În cadrul capitolului sunt detaliate următoarele studii de caz: centruirea semifabricatelor în
vederea strunjirilor; reproiectarea unui piston şi utilizarea lui ulterioară în cadrul unui compresor;
reproiectarea unei roţi dinţate deteriorate şi recunoaşterea parametrilor geometrici ai unui corp conic.
Toate aceste studii de caz ilustrează modul în care poate fi utilizat sistemul CARE în reproiectarea unor
produse industriale.
Capitolul opt cu titlul CONCEPŢIA INOVATIVĂ A UNUI COMPRESOR prezintă
concepţia unui compresor pornind de la o propunere de brevet a autorului cu titlul Motor cu
ardere internă şi de la un piston reproiectat cu ajutorul sistemului CARE configurat şi prezentat
în capitolul anterior. Este prezentată propunerea de brevet unde este descris principiul de funcţionare
al unui motor cu ardere internă, iar apoi pornindu-se de la pincipiul de funcţionare al acestuia acestuia a
fost conceput un compresor.
A treia parte denumită FABRICAŢIA INOVATIVĂ A PRODUSELOR INDUSTRIALE
PROIECTATE este dedicată fabricării unor produse industriale proiectate anterior, respectiv un
compresor şi o roată dinţată.
În cel de-al noulea capitol, intitulat FABRICAREA INOVATIVĂ A COMPRESORULUI
prezintă procesul de realizare a a compresorului proiectat. În cadrul acestui capitol au fost aduse
modificări compresorului proiectat anterior, inclusiv o scalare, deoarece acesta trebuia fabricat în stare
asamblată, fiind reproiectate anumite părţi componente. Au fost concepute câteva componente şi
separat deoarece materialele disponibile pe echipamentul de prototipare nu au proprietăţile necesare
(arcuri, garnituri).
Capitolul zece cu titlul FABRICAREA ROŢII DINŢATE REPROIECTATE UTILIZÂND
TEHNOLOGII INOVATIVE prezintă fabricaţia unei roţi dinţate deteriorate, care a fost reproiectată
prin utilizarea sistemului CARE configurat, cu echipamentul de prototipare OBJET EDEN 350.
Ultima parte intitulată CONCLUZII GENERALE, CONTRIBUŢII PERSONALE ŞI
DIRECŢII VIITOARE DE CERCETARE conţine două capitole, capitolul unsprezece, intitulat
CONCLUZII GENERALE şi capitolul doisprezece, intitulat CONTRIBUŢII PERSONALE ŞI
DIRECŢII VIITOARE DE CERCETARE. Această parte este consacrată evidenţierii contribuţiilor
personale aduse de autor, şi prezentării concluziilor generale desprinse din teza de doctorat. La final
sunt specificate deasemenea câteva viitoare direcţii de cercetare în domeniul tezei de doctorat.
Concepţia şi fabricaţia inovativă a produselor industriale
10
PARTEA I
STADIUL ACTUAL PRIVIND CONCEPŢIA ŞI FABRICAŢIA
PRODUSELOR INDUSTRIALE
2. UTILIZAREA TEHNICII REVERSE ENGINEERING ÎN CONCEPŢIA
PRODUSELOR INDUSTRIALE
2.1. PRINCIPIILE TEHNICII REVERSE ENGINEERING
Punctul de pornire în vederea utilizării tehnicii RE, după cum s-a prezentat anterior, este
reprezentat de produsul fizic pentru care de regulă nu există documentaţie. Etapele care trebuie
parcurse în vederea obţinerii produsului sunt: digitizarea, reproiectarea produsului digitizat şi fabricarea
acestuia. În ceea ce priveşte digitizarea produselor, se utilizează diverse tipuri de sisteme de scanare
care capturează geometria produsului. Rezultatul scanării este o mulţime de puncte cunoscută sub
denumirea de nor de puncte şi reprezintă suprafaţele piesei.
2.2. SISTEME UTILIZATE ÎN REVERSE ENGINEERING
Datorită diversităţii echipamentelor utilizate pentru digitizare, a fost realizată o clasificare a
acestora. Astfel, se pot distinge metode de scanare cu contact, unde echipamentul de digitizat conţine
un palpator care intră în contact cu piesa, dar şi metode fără contact, unde nu este necesar contactul
între aparat şi piesa scanată. În practică se folosesc şi metode mixte, unde pe un echipament cu contact
sunt montaţi senzori de la tehnologiile fără contact pentru a creşte viteza de lucru.
2.2.1. METODE DE LUCRU CU CONTACT
În cadrul metodelor de lucru cu contact pot fi utilizate sisteme de digitizare cu braţ robotic
care sunt mai uşor de utilizat dar cu precizie mai redusă şi maşini CMM/CNC care oferă precizie
ridicată. Cele mai folosite metode cu contact sunt reprezentate de maşinile de măsurare în coordonate
CMM. Deşi precizia este foarte ridicată, CMM-urile sunt dificil de folosit pentru piese complexe
datorită vitezei mici de lucru şi a necesităţii programării lor.
2.2.2. METODE DE LUCRU FĂRĂ CONTACT
Aceste metode se bazează pe surse de lumină, lasere, sunete, unde radio, raze X, câmpuri
magnetice ale corpurilor care urmează a fi digitizate.
2.2.2.1. Tehnici optice
Tehnicile optice sunt cele mai des utilizate în cazul sistemelor de digitizare fără contact. Ele
au în componenţa lor cel puţin un senzor optic, iar metodele active utilizează un emiţător.
Concepţia şi fabricaţia inovativă a produselor industriale
11
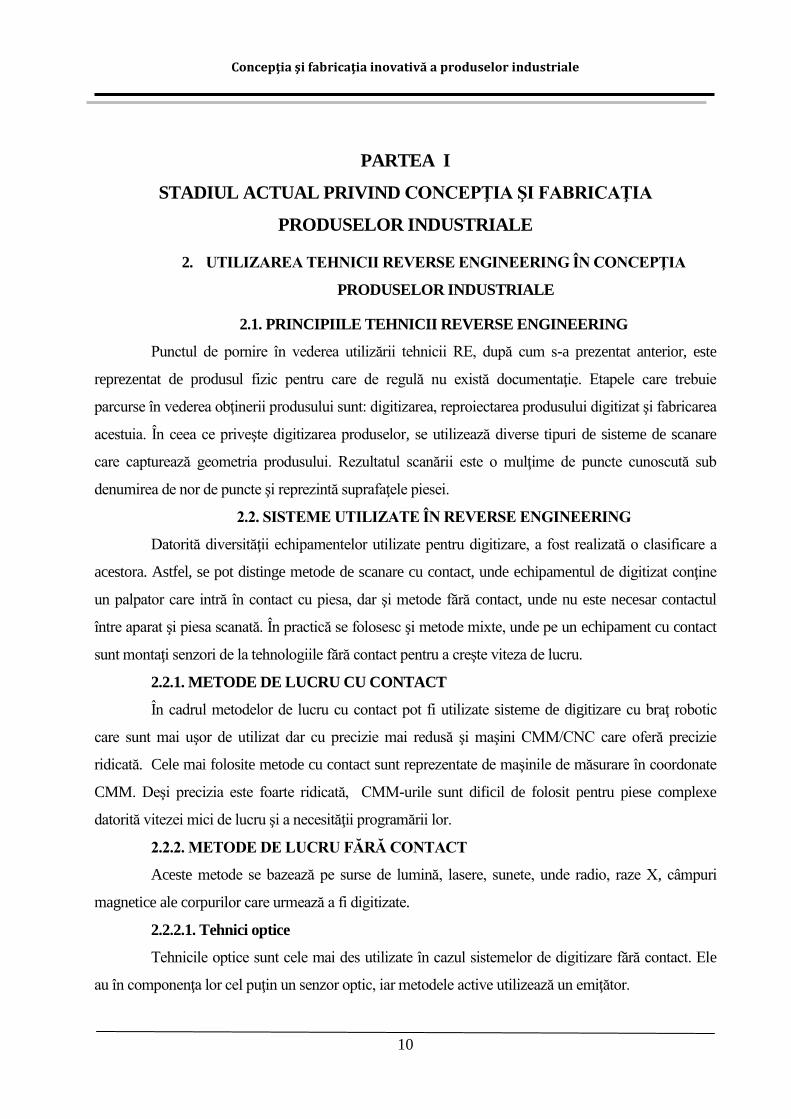
Principiul triangulaţiei este utilizat în construcţia celor mai multe scanere pentru a determina
coordonatele geometrice ale suprafeţei unui obiect. În aceste sisteme, raza de lumină este emisă spre
obiect la un anumit unghi. Aceasta va fi reflectată de acesta şi captată de o cameră CCD. Între emiţător
şi cameră este un unghi cunoscut pentru a putea fi efectuate calculele.
Fig. 2.7 Clasificarea metodelor fără contact [VIN 08]
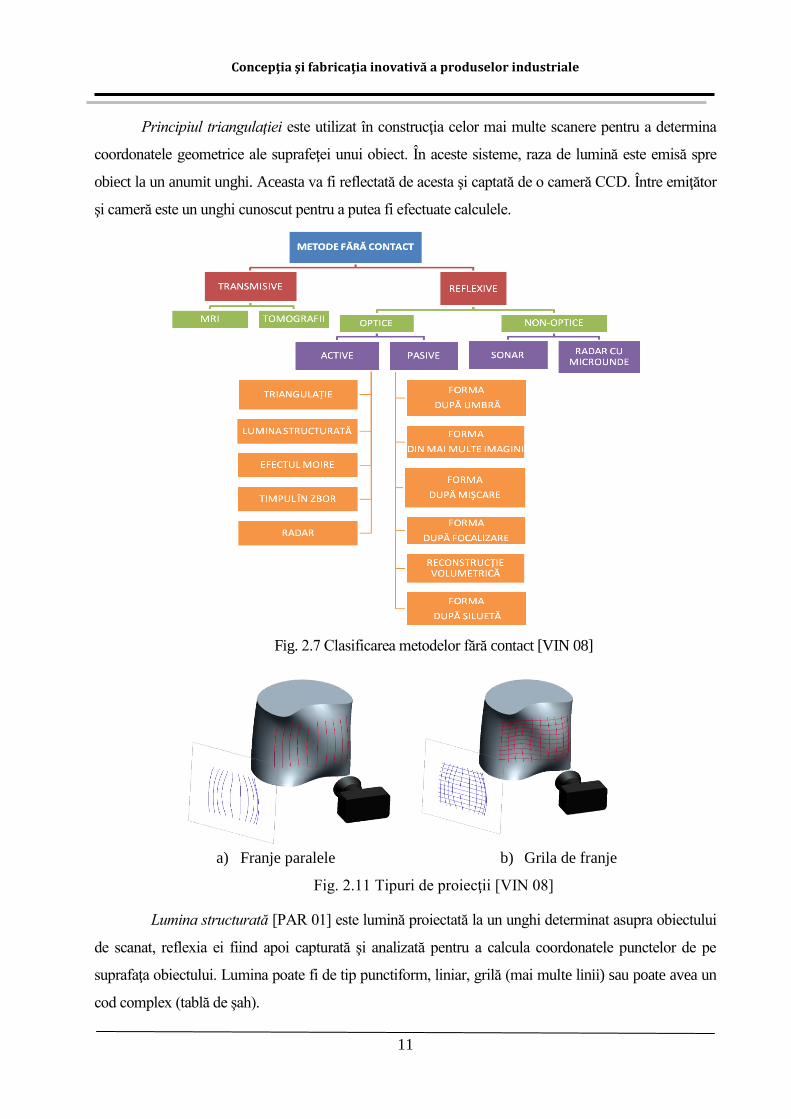
a) Franje paralele b) Grila de franje
Fig. 2.11 Tipuri de proiecţii [VIN 08]
Lumina structurată [PAR 01] este lumină proiectată la un unghi determinat asupra obiectului
de scanat, reflexia ei fiind apoi capturată şi analizată pentru a calcula coordonatele punctelor de pe
suprafaţa obiectului. Lumina poate fi de tip punctiform, liniar, grilă (mai multe linii) sau poate avea un
cod complex (tablă de şah).
Concepţia şi fabricaţia inovativă a produselor industriale
12
Dintre metodele pasive pot fi amintite metoda forma după umbră care foloseşte o singură
imagine 2D a obiectului, iar datorită diferenţei de luminozitate între suprafeţe, se determină forma
obiectului [BIC 92], metoda forma din imagini multiple numită şi stereofotogrametrie, unde se folosesc
imagini din mai multe unghiuri ale obiectului [SOU 10] făcându-se corespondenţa între informaţiile
oferite de imagini şi metoda forma după siluetă care obţine forma prin capturarea imaginii conturului
piesei [HUE 08, HIR 09].
2.2.2.3. Tehnici tranzitive
Cu ajutorul tehnicilor tranzitive pot fi capturate date geometrice interne fără a distruge reperul.
Tomografia computerizată (CT) şi imaginea cu rezonanţă magnetică (MRI) obţin secţiuni
2D ale corpului în jurul unei axe aflate la distanţă mică una de cealaltă, iar prin interpretarea lor rezultă
imaginea 3D a corpului.
2.2.3. METODE MIXTE
Pentru că scanarea cu contact este lentă, au fost dezvoltate noi capete de măsură, cu raze laser
sau lumină structurată şi sisteme topografice Moire care au fost montate pe maşinile existente CMM
sau CNC în vederea creşterii vitezei de măsurare.
3. TEHNOLOGII INOVATIVE UTILIZATE ÎN FABRICAREA PRODUSELOR
INDUSTRIALE
În literatura de specialitate se face distincţie între termenii Rapid Prototyping şi Rapid
Manufacturing. Utilizând Rapid Prototyping este produs un reper destinat unor teste sau doar pentru a
fi vizualizat ca rezultat al unui proiect, pe când prin Rapid Manufacturing se obţin produse finite, cum
ar fi piese utilizate în diverse aplicaţii industriale, proteze, statuete, scule etc. [GIB 10, BER 08b, w17].
3.4. TIPURI DE MAŞINI UTILIZATE ÎN TEHNOLOGIILE ADITIVE
3.4.1. SISTEME CARE UTILIZEAZĂ FOTOPOLIMERIZAREA
Echipamentele care funcţionează pe principiul fotopolimerizării sunt foarte uşor de setat, au o
acurateţe ridicată datorită straturilor foarte subţiri.
3.4.1.1. Metode de lucru cu fotopolimerizare
Fotopolimerizarea este procesul prin care un lichid se transformă în solid sub acţiunea
radiaţiilor gamma, X, ultraviolete sau lumină vizibilă. Acest proces presupune combinarea a mai
multor substanţe chimice. Principalele sisteme care folosesc fotopolimerizarea sunt formate dintr-o
cuvă cu o răşină fotopolimerizabilă în stare lichidă. În primele două variante este necesară o platformă
în imersie în cuva cu răşină. Pe platformă este construită piesa strat cu strat. După solidificarea unui
Concepţia şi fabricaţia inovativă a produselor industriale
13
strat, platforma coboară în cuvă fiind astfel inundată de încă un strat de lichid pentru a putea fi generat
următorul strat.
3.4.2. SISTEME BAZATE PE PAT CU PULBERE
Echipamentele din această categorie nu necesită generarea unui suport pentru piesă, deoarece
patul de pulbere oferă suport piesei generate. În cazul lor peste patul de pulbere metalică acţionează un
laser care va lega particulele între ele. După acţionarea laserului, se aşează un nou strat de pulbere şi se
repetă procedeul.
În cadrul institutului de cercetare PRO-DD al Universităţii Transilvania din Braşov a
fost achiziţionată o maşină SLM 250-HL. În figura 3.4 este prezentat sistemul împreună cu
accesoriile acestuia: sistemul de fabricaţie, sistemul de protecţie la întreruperi de curent, sistemul
antiincendiu, sistemul de reciclare a materialului.
Fig. 3.4 Maşina SLM 250-HL
3.4.4. SISTEME BAZATE PE TOPIREA MATERIALELOR
Echipamentele din această categorie necesita material suport. În cazul unui material de suport
solubil în apă, nu este foarte important locul unde este generat, dar pentru suporturile din acelaşi
material cu piesa generată, piesa poate fi deteriorată în momentul îndepărtării suportului.
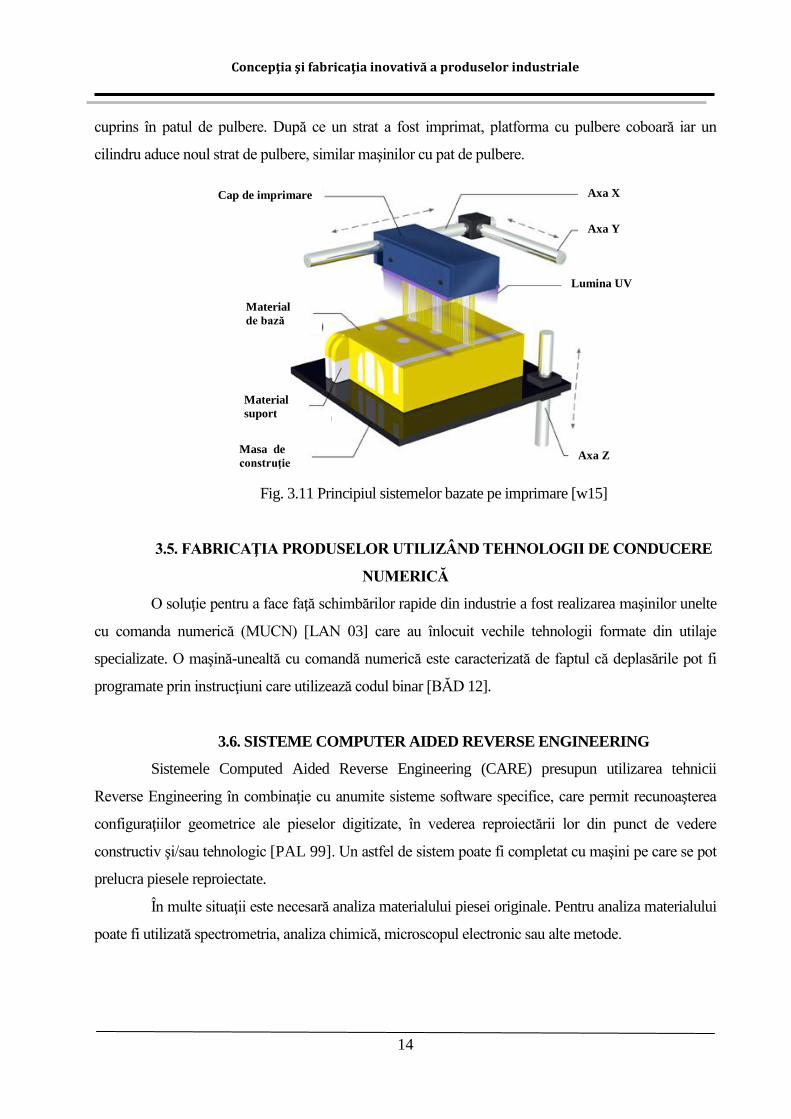
3.4.5. SISTEME BAZATE PE IMPRIMARE
Echipamentele care funcţionează pe principiul imprimării (fig. 3.11) au două capete de lucru,
unul cu jet de material de bază, celălalt cu material suport, o lamă asigură netezirea stratului.
3.4.6. SISTEME BAZATE PE IMPRIMARE 3D
Aceste sisteme imprimă un jet de liant pe un pat de pulbere pentru a fabrica piesa. Prin această
metodă, doar puţin din materialul necesar piesei este expulzat prin capul de imprimare, restul fiind
Concepţia şi fabricaţia inovativă a produselor industriale
14
cuprins în patul de pulbere. După ce un strat a fost imprimat, platforma cu pulbere coboară iar un
cilindru aduce noul strat de pulbere, similar maşinilor cu pat de pulbere.
Fig. 3.11 Principiul sistemelor bazate pe imprimare [w15]
3.5. FABRICAŢIA PRODUSELOR UTILIZÂND TEHNOLOGII DE CONDUCERE
NUMERICĂ
O soluţie pentru a face faţă schimbărilor rapide din industrie a fost realizarea maşinilor unelte
cu comanda numerică (MUCN) [LAN 03] care au înlocuit vechile tehnologii formate din utilaje
specializate. O maşină-unealtă cu comandă numerică este caracterizată de faptul că deplasările pot fi
programate prin instrucţiuni care utilizează codul binar [BĂD 12].
3.6. SISTEME COMPUTER AIDED REVERSE ENGINEERING
Sistemele Computed Aided Reverse Engineering (CARE) presupun utilizarea tehnicii
Reverse Engineering în combinaţie cu anumite sisteme software specifice, care permit recunoaşterea
configuraţiilor geometrice ale pieselor digitizate, în vederea reproiectării lor din punct de vedere
constructiv şi/sau tehnologic [PAL 99]. Un astfel de sistem poate fi completat cu maşini pe care se pot
prelucra piesele reproiectate.
În multe situaţii este necesară analiza materialului piesei originale. Pentru analiza materialului
poate fi utilizată spectrometria, analiza chimică, microscopul electronic sau alte metode.
Cap de imprimare Axa X
Axa Y
Lumina UV
Axa Z Masa de
construţie
Material
suport
Material
de bază
Concepţia şi fabricaţia inovativă a produselor industriale
15
CONCLUZII PRIVIND STADIUL ACTUAL AL CERCETĂRILOR CU REFERIRE
LA CONCEPŢIA ŞI FABRICAŢIA PRODUSELOR INDUSTRIALE
4.1. CONCLUZII GENERALE
În urma consultării literaturii de specialitate în domeniul concepţiei şi fabricaţiei produselor
industriale, au fost desprinse următoarele concluzii:
1. Dezvoltarea continuă a produselor industriale a condus la utilizarea de noi tehnici şi tehnologii
de concepţie şi fabricaţie inovativă.
2. În vederea satisfacerii tuturor cerinţelor clienţilor se apelează cu succes la tehnici şi tehnologii
de ultimă oră, şi anume: CAD/CAE/CAPP/CAM; Rapid Prototyping (RP); Rapid Tooling
(RT); Rapid Manufacturing (RM); Reverse Engineering (RE); Concurrent Engineering (CE);
Virtual Engineering (VE).
3. Tehnicile de Reverse Engineering sunt utilizate în procesul de reproiectare a pieselor pentru
care nu există documentaţie, economisindu-se atât timp cât şi muncă. Imaginea unui obiect 3D
poate fi uşor capturată în format electronic pentru a fi analizat şi reproiectat.
4. Datorită implementării calculatorului în domeniul industrial, tehnologia informaţiei a devenit
foarte importantă în domeniul producţiei, fiind necesară gestionarea numeroaselor tipuri de date
cum ar fi: standarde, programe CNC, modele digitale ale produselor, desene de execuţie etc.
care pot fi apelate din orice parte a lumii într-un timp foarte scurt.
5. A devenit din ce în ce mai mare nevoia de personalizare a produselor, tehnologiile de producţie
trebuie să fie cât mai flexibile pentru a face faţă cerinţelor pieţei, iar în această direcţie Reverse
Engineering are un rol important.
6. Tehnica Reverse Engineering a devenit tot mai utilizată în diverse domenii şi este în continuă
dezvoltare.
7. Computed Aided Reverse Engineering poate fi utilizat prin intermediul unor instrumente
software specifice combinate cu tehnologii inovative.
8. Sistemele CARE sunt configurate de către utilizatori în funcţie de domeniul în care doresc să
dezvolte aplicaţii prin intermediul unor instrumente software şi tehnologii.
9. Tehnologiile inovative de fabricaţie sunt în plină dezvoltare, în viitor acestea pot înlocui cu
succes o parte din tehnologiile clasice.
10. Domeniile de aplicabilitate ale tehnologiilor aditive sunt în continuă accesiune.
11. Fabricarea pieselor reproiectate cu tehnica RE se poate realiza utilizând tehnologii care se
bazează pe principiul depunerii de material sau îndepărtării de material.
Concepţia şi fabricaţia inovativă a produselor industriale
16
4.2. DIRECŢII DE CERCETARE
Cele mai numeroase cercetări în acest domeniu se fac în Asia, japonezii fiind cei care au
inventat şi au perfecţionat conceptul de Reverse Engineering cu rezultate foarte bune. Totuşi, încă mai
sunt multe de perfecţionat în acest domeniu, eforturile putând fi canalizate pe următoarele direcţii:
dezvoltarea de noi produse software destinate gestionării datelor obţinute de
echipamentele de digitizat;
efectuarea de cercetări în direcţia dezvoltării echipamentelor de digitizare astfel încât să
poată fi implementate în cât mai multe domenii, chiar şi în uz casnic;
elaborarea de softuri care să permită recunoaşterea obiectelor şi obţinerea unor modele
3D parametrice în urma procesării datelor obţinute prin scanare;
cercetări pentru îmbunătăţirea preciziei şi a vitezei echipamentelor de scanare.
5. OBIECTIVELE TEZEI
În urma concluziilor prezentate anterior, în cadrul tezei de doctorat se desfăşoară cercetări
referitoare la concepţia şi fabricaţia produselor industriale utilizând tehnicile şi tehnologiile inovative de
Reverse Engineering şi Rapid Prototyping, urmărindu-se următorul obiectiv principal:
CONFIGURAREA UNUI SISTEM COMPUTER AIDED REVERSE ENGINEERING
UTILIZAT ÎN PROIECTAREA, REPROIECTAREA ŞI FABRICAREA INOVATIVĂ A
PRODUSELOR INDUSTRIALE CARE CONŢIN SUPRAFEŢE DE REVOLUŢIE.
Pentru realizarea acestui obiectiv, în cadrul tezei de doctorat, se impune soluţionarea
următoarelor obiective derivate:
elaborarea şi implementarea software a unui algoritm pentru recunoaşterea axei pieselor
digitizate care conţin suprafeţe de revoluţie;
elaborarea şi implementarea software a unor algoritmi de recunoaştere a principalelor
primitive de revoluţie digitizate;
utilizarea sistemului Computer Aided Reverse Engineering în procesul de reproiectare a
unor produse industriale;
utilizarea sistemului Computer Aided Reverse Engineering în concepţia unui compresor şi
fabricarea acestuia în stare asamblată utilizând o tehnologie de Rapid Prototyping, în
vederea testării principiului de funcţionare.
Concepţia şi fabricaţia inovativă a produselor industriale
17
PARTEA A II-A
CONCEPŢIA INOVATIVĂ A UNOR PRODUSE INDUSTRIALE UTILIZÂND
SISTEMUL COMPUTER AIDED REVERSE ENGINEERING
6. SISTEM COMPUTER AIDED REVERSE ENGINEERING
PENTRU PIESE DE REVOLUŢIE
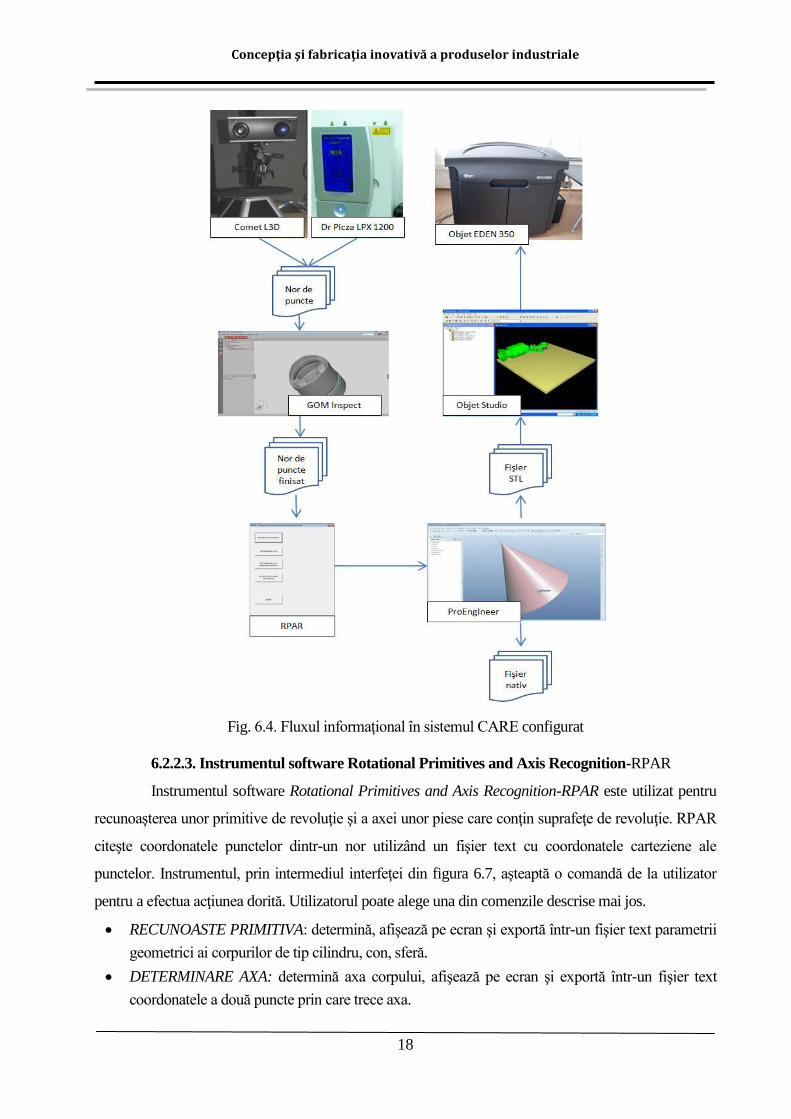
Fluxul informaţional într-un sistem CARE constă în scanarea modelului fizic existent,
reproiectarea modelului pornind de la norul de puncte până la obţinerea modelului 3D asociat piesei şi
fabricarea acesteia.
6.1. DESCRIEREA SISTEMULUI
COMPUTER AIDED REVERSE ENGINEERING CONFIGURAT
Sistemul CARE configurat în prezenta lucrare este structurat în 5 componente
corespunzătoare etapelor de reproiectare şi fabricare a produselor utilizând tehnicile RE şi RP (fig.
6.3). Cele 5 componente sunt următoarele:
1) Prima componentă constă din sistemele de scanare, aflate în dotarea departamentului
Ingineria Fabricaţiei, și anume: COMET L3D și LPX-1200.
2) Cea de-a doua componentă este sistemul software GOM Inspect care este utilizat pentru
preprocesarea norilor de puncte, rezultatul fiind un nor de puncte finisat.
3) A treia componentă este reprezentată de instrumentul software Rotational Primitives and Axis
Recognition-RPAR, conceput de autor în vederea recunoaşterii în mod automat a axei unor
suprafeţe de revoluţie, primitive de tip con, cilindru, sferă şi exportarea datele asociate pentru a
fi utilizate într-un mediu de proiectare CAD în vederea reproiectării.
4) Componenta a patra este mediul CAD ProEngineer utilizat pentru reproiectarea piesei cu
ajutorul datelor obținute prin utilizarea instrumentului RPAR. Utilizând aceste date produsul
poate fi reproiectat.
5) Cea de-a cincea componentă este echipamentul de Rapid Prototyping EDEN 350 care permite
fabricarea produsului reproiectat.
6.2. ECHIPAMENTE ȘI PACHETE SOFTWARE UTILIZATE ÎN SISTEMUL COMPUTER
AIDED REVERSE ENGINEERING CONFIGURAT
În vederea realizării sistemului Computer Aided Reverse Engineering configurat de autor au
fost necesare o serie de echipamente și resurse software. În figura 6.4 se prezintă fluxul informațional
al sistemului CARE.
Concepţia şi fabricaţia inovativă a produselor industriale
18
Fig. 6.4. Fluxul informaţional în sistemul CARE configurat
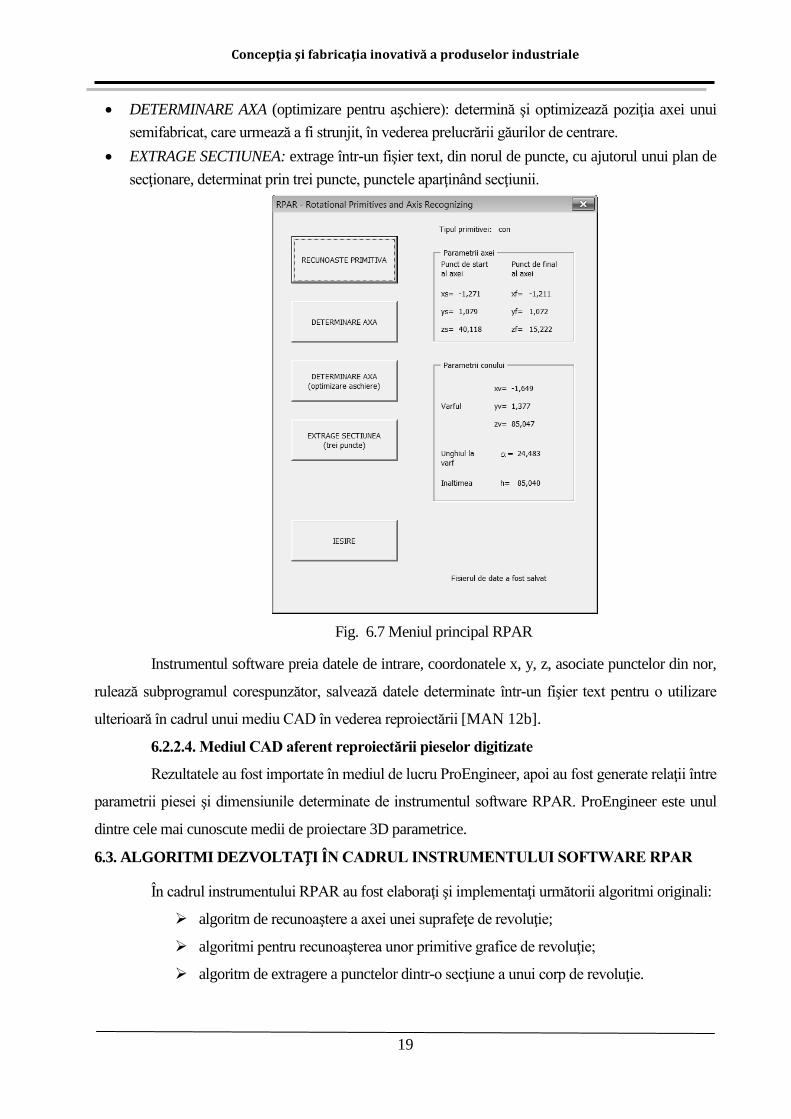
6.2.2.3. Instrumentul software Rotational Primitives and Axis Recognition-RPAR
Instrumentul software Rotational Primitives and Axis Recognition-RPAR este utilizat pentru
recunoaşterea unor primitive de revoluţie şi a axei unor piese care conţin suprafeţe de revoluţie. RPAR
citeşte coordonatele punctelor dintr-un nor utilizând un fişier text cu coordonatele carteziene ale
punctelor. Instrumentul, prin intermediul interfeţei din figura 6.7, aşteaptă o comandă de la utilizator
pentru a efectua acţiunea dorită. Utilizatorul poate alege una din comenzile descrise mai jos.
RECUNOASTE PRIMITIVA: determină, afişează pe ecran şi exportă într-un fişier text parametrii
geometrici ai corpurilor de tip cilindru, con, sferă.
DETERMINARE AXA: determină axa corpului, afişează pe ecran şi exportă într-un fişier text
coordonatele a două puncte prin care trece axa.
Concepţia şi fabricaţia inovativă a produselor industriale
19
DETERMINARE AXA (optimizare pentru așchiere): determină şi optimizează poziţia axei unui
semifabricat, care urmează a fi strunjit, în vederea prelucrării găurilor de centrare.
EXTRAGE SECTIUNEA: extrage într-un fişier text, din norul de puncte, cu ajutorul unui plan de
secţionare, determinat prin trei puncte, punctele aparţinând secţiunii.
Fig. 6.7 Meniul principal RPAR
Instrumentul software preia datele de intrare, coordonatele x, y, z, asociate punctelor din nor,
rulează subprogramul corespunzător, salvează datele determinate într-un fişier text pentru o utilizare
ulterioară în cadrul unui mediu CAD în vederea reproiectării [MAN 12b].
6.2.2.4. Mediul CAD aferent reproiectării pieselor digitizate
Rezultatele au fost importate în mediul de lucru ProEngineer, apoi au fost generate relaţii între
parametrii piesei şi dimensiunile determinate de instrumentul software RPAR. ProEngineer este unul
dintre cele mai cunoscute medii de proiectare 3D parametrice.
6.3. ALGORITMI DEZVOLTAȚI ÎN CADRUL INSTRUMENTULUI SOFTWARE RPAR
În cadrul instrumentului RPAR au fost elaboraţi şi implementaţi următorii algoritmi originali:
algoritm de recunoaştere a axei unei suprafeţe de revoluţie;
algoritmi pentru recunoaşterea unor primitive grafice de revoluţie;
algoritm de extragere a punctelor dintr-o secţiune a unui corp de revoluţie.
Concepţia şi fabricaţia inovativă a produselor industriale
20
6.3.1. ALGORITM DE RECUNOAŞTERE A AXEI UNEI SUPRAFEŢE DE
REVOLUŢIE
Pentru a putea obţine parametrii geometrici ai unui corp de revoluţie, este necesară, în
prima fază recunoaşterea axei acestuia [MAN 12b]. În cadrul instrumentului software RPAR, se
selectează comanda DETERMINARE AXA din fereastra principală de dialog, obţinându-se
coordonatele a 2 puncte prin care trece axa care vor fi afişate pe ecran şi salvate într-un fişier
text.
6.3.2. ALGORITMI PENTRU RECUNOAŞTEREA UNOR PRIMITIVE
GRAFICE DE REVOLUŢIE
Recunoaşterea primitivelor grafice de tip con, cilindru, sferă are o importanţă deosebită
pentru simplificarea modelului format din nori de puncte, economisindu-se resurse importante
ale calculatorului, astfel obţinându-se informaţii geometrice referitoare la corpul digitizat. De
asemenea cu ajutorul informaţiilor obţinute, poate fi reconstruit corpul într-un soft CAD. Dacă
reconstrucţia este una parametrică, dimensiunile corpului pot fi modificate prin schimbarea
cotelor [MAN 12b]. Pentru a lansa în execuţie subprogramul în care este implementat algoritmul
în cadrul modulului software RPAR, va fi lansată comanda RECUNOASTE PRIMITIVA .
6.3.3. ALGORITM PENTRU OPTIMIZAREA POZIŢIEI AXEI LA
CENTRUIREA SEMIFABRICATELOR DE REVOLUŢIE
În scopul prelucrării găurilor de centrare aferente semifabricatelor de revoluţie în
vederea strunjirii lor, a fost elaborat modulul AXCEN care determină axa unui semifabricat
digitizat şi îi optimizează poziţia în vederea reducerii adaosului de prelucrare şi a vibraţiilor în în
timpul strunjirii [MAN 11b].
6.3.4. ALGORITM DE EXTRAGERE A PUNCTELOR DINTR-O SECŢIUNE A
UNUI CORP DE REVOLUŢIE
Extragerea punctelor aparţinând unei secţiuni plane a unui nor de puncte [MAN 11a],
poate fi realizată cu modulul SECT, lansat în execuţie prin comanda EXTRAGE SECTIUNEA din
instrumentul software RPAR. Planul de secţionare este controlat prin coordonatele a trei puncte
care-l definesc. Acestea pot fi modificate utilizând comanda de pe interfaţa principală. După
lansarea acestui modul, apare fereastra de introducere a coordonatelor asociate celor trei puncte
care definesc planul de secţionare.
Concepţia şi fabricaţia inovativă a produselor industriale
21
7. STUDII DE CAZ PRIVIND UTILIZAREA SISTEMULUI CARE
În vederea exemplificării modului de utilizare a sistemului CARE configurat de autor, în
direcţia concepţiei inovative a produselor sau a reproiectării unor produse existente sunt prezentate
patru studii de caz:
1. centruirea semifabricatelor în vederea strunjirilor;
2. reproiectarea unui piston şi utilizarea lui ulterioară în cadrul unui compresor;
3. reproiectarea unei roţi dinţate;
4. recunoaşterea parametrilor geometrici ai unui corp conic.
7.1. CENTRUIREA SEMIFABRICATELOR PENTRU OPERAŢIA DE STRUNJIRE
Pentru exemplificarea modului de funcţionare al algoritmului AXCEN prezentat în această
lucrare, a fost aleasă piesa de formă cilindrică din figura 7.1. În figura 7.2 se prezintă marcatorii asociaţi
punctelor utilizate în procesul de determinare a axei.
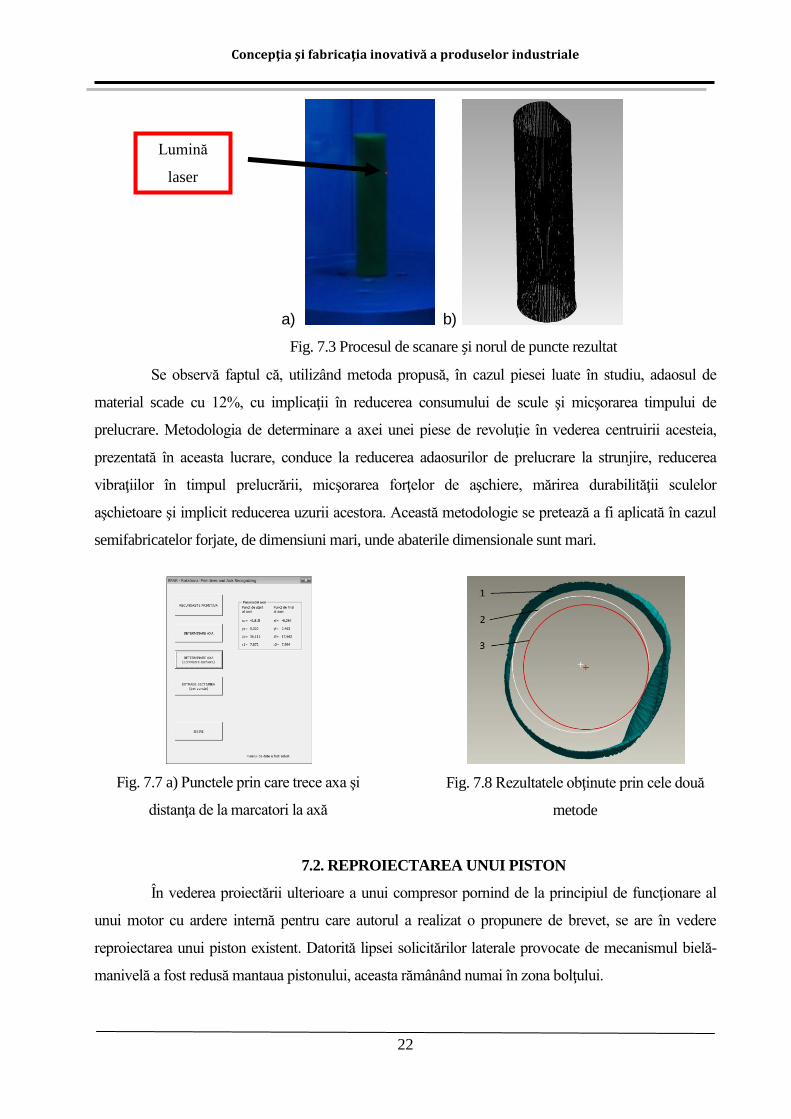
Piesa luată în studiu, a fost digitizată cu ajutorul sistemului de scanare LPX-1200 prin metoda
rotativă [MAN 11b]. În figura 7.3a se poate observa o secvență din timpul procesului de scanare,
precum și proiecția luminii laser pe piesă.
Modulul AXCEN calculează distanţele de la punctele marcate la axă, iar prin intersecţia celor
două arce de cerc cu centrul în punctele marcate şi raza egală cu distanţa determinată se marchează
punctele corespunzătoare găurilor de centrare la cele 2 capete. În figura 7.7 a) este prezentată interfaţa
RPAR cu rezultatele obţinute iar în figura 7.7 b) fişierul text generat de instrumentul software RPAR.
Fig. 7.1 Piesa supusă studiului de caz
Fig. 7.2 Marcajele piesei
Rezultatele obţinute au fost importate în ProEngineer pentru a se studia diferenţele dintre
metoda clasică de determinare a axei şi metoda propusă în această lucrare. În figura 7.8 sunt marcate cu
1 suprafaţa semifabricatului, cu 2 cilindrul cu axa optimizată și cu 3 suprafaţa cilindrică obţinută prin
metoda clasică.
Concepţia şi fabricaţia inovativă a produselor industriale
22
a) b)
Fig. 7.3 Procesul de scanare și norul de puncte rezultat
Se observă faptul că, utilizând metoda propusă, în cazul piesei luate în studiu, adaosul de
material scade cu 12%, cu implicaţii în reducerea consumului de scule şi micşorarea timpului de
prelucrare. Metodologia de determinare a axei unei piese de revoluţie în vederea centruirii acesteia,
prezentată în aceasta lucrare, conduce la reducerea adaosurilor de prelucrare la strunjire, reducerea
vibraţiilor în timpul prelucrării, micşorarea forţelor de aşchiere, mărirea durabilităţii sculelor
aşchietoare şi implicit reducerea uzurii acestora. Această metodologie se pretează a fi aplicată în cazul
semifabricatelor forjate, de dimensiuni mari, unde abaterile dimensionale sunt mari.
Fig. 7.7 a) Punctele prin care trece axa şi
distanţa de la marcatori la axă
Fig. 7.8 Rezultatele obţinute prin cele două
metode
7.2. REPROIECTAREA UNUI PISTON
În vederea proiectării ulterioare a unui compresor pornind de la principiul de funcţionare al
unui motor cu ardere internă pentru care autorul a realizat o propunere de brevet, se are în vedere
reproiectarea unui piston existent. Datorită lipsei solicitărilor laterale provocate de mecanismul bielă-
manivelă a fost redusă mantaua pistonului, aceasta rămânând numai în zona bolţului.
Lumină
laser
Concepţia şi fabricaţia inovativă a produselor industriale
23
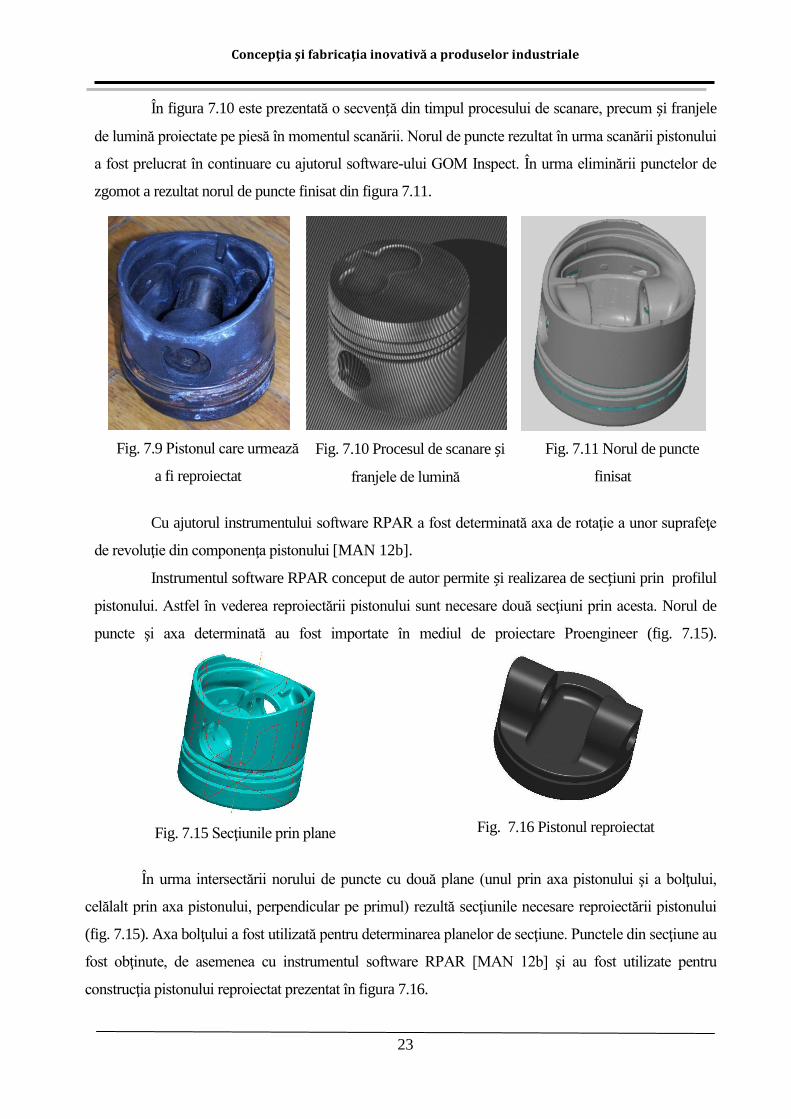
În figura 7.10 este prezentată o secvență din timpul procesului de scanare, precum și franjele
de lumină proiectate pe piesă în momentul scanării. Norul de puncte rezultat în urma scanării pistonului
a fost prelucrat în continuare cu ajutorul software-ului GOM Inspect. În urma eliminării punctelor de
zgomot a rezultat norul de puncte finisat din figura 7.11.
Fig. 7.9 Pistonul care urmează
a fi reproiectat
Fig. 7.10 Procesul de scanare și
franjele de lumină
Fig. 7.11 Norul de puncte
finisat
Cu ajutorul instrumentului software RPAR a fost determinată axa de rotaţie a unor suprafeţe
de revoluţie din componenţa pistonului [MAN 12b].
Instrumentul software RPAR conceput de autor permite și realizarea de secțiuni prin profilul
pistonului. Astfel în vederea reproiectării pistonului sunt necesare două secţiuni prin acesta. Norul de
puncte şi axa determinată au fost importate în mediul de proiectare Proengineer (fig. 7.15).
Fig. 7.15 Secţiunile prin plane
Fig. 7.16 Pistonul reproiectat
În urma intersectării norului de puncte cu două plane (unul prin axa pistonului şi a bolţului,
celălalt prin axa pistonului, perpendicular pe primul) rezultă secţiunile necesare reproiectării pistonului
(fig. 7.15). Axa bolţului a fost utilizată pentru determinarea planelor de secţiune. Punctele din secţiune au
fost obţinute, de asemenea cu instrumentul software RPAR [MAN 12b] şi au fost utilizate pentru
construcţia pistonului reproiectat prezentat în figura 7.16.
Concepţia şi fabricaţia inovativă a produselor industriale
24
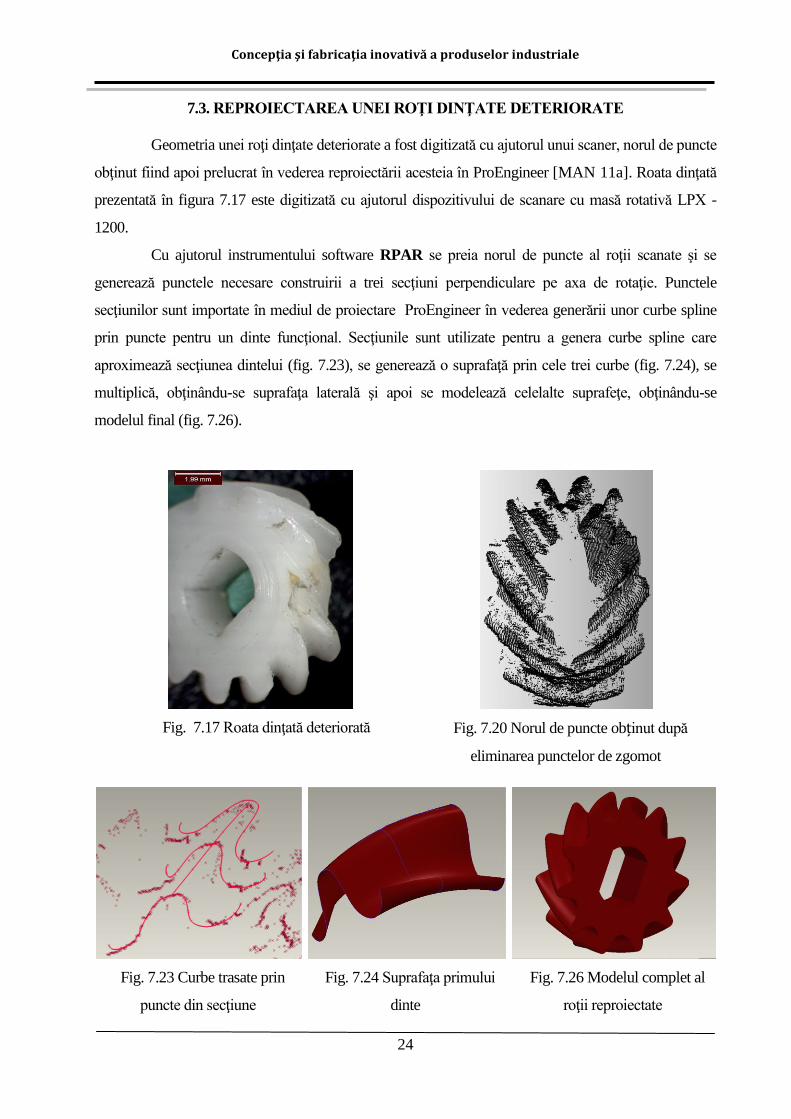
7.3. REPROIECTAREA UNEI ROŢI DINŢATE DETERIORATE
Geometria unei roţi dinţate deteriorate a fost digitizată cu ajutorul unui scaner, norul de puncte
obţinut fiind apoi prelucrat în vederea reproiectării acesteia în ProEngineer [MAN 11a]. Roata dinţată
prezentată în figura 7.17 este digitizată cu ajutorul dispozitivului de scanare cu masă rotativă LPX -
1200.
Cu ajutorul instrumentului software RPAR se preia norul de puncte al roţii scanate şi se
generează punctele necesare construirii a trei secţiuni perpendiculare pe axa de rotaţie. Punctele
secţiunilor sunt importate în mediul de proiectare ProEngineer în vederea generării unor curbe spline
prin puncte pentru un dinte funcţional. Secţiunile sunt utilizate pentru a genera curbe spline care
aproximează secţiunea dintelui (fig. 7.23), se generează o suprafaţă prin cele trei curbe (fig. 7.24), se
multiplică, obţinându-se suprafaţa laterală şi apoi se modelează celelalte suprafeţe, obţinându-se
modelul final (fig. 7.26).
Fig. 7.17 Roata dinţată deteriorată
Fig. 7.20 Norul de puncte obținut după
eliminarea punctelor de zgomot
Fig. 7.23 Curbe trasate prin
puncte din secţiune
Fig. 7.24 Suprafaţa primului
dinte
Fig. 7.26 Modelul complet al
roţii reproiectate
Concepţia şi fabricaţia inovativă a produselor industriale
25
7.4. RECUNOAŞTEREA UNUI CORP DE FORMĂ CONICĂ
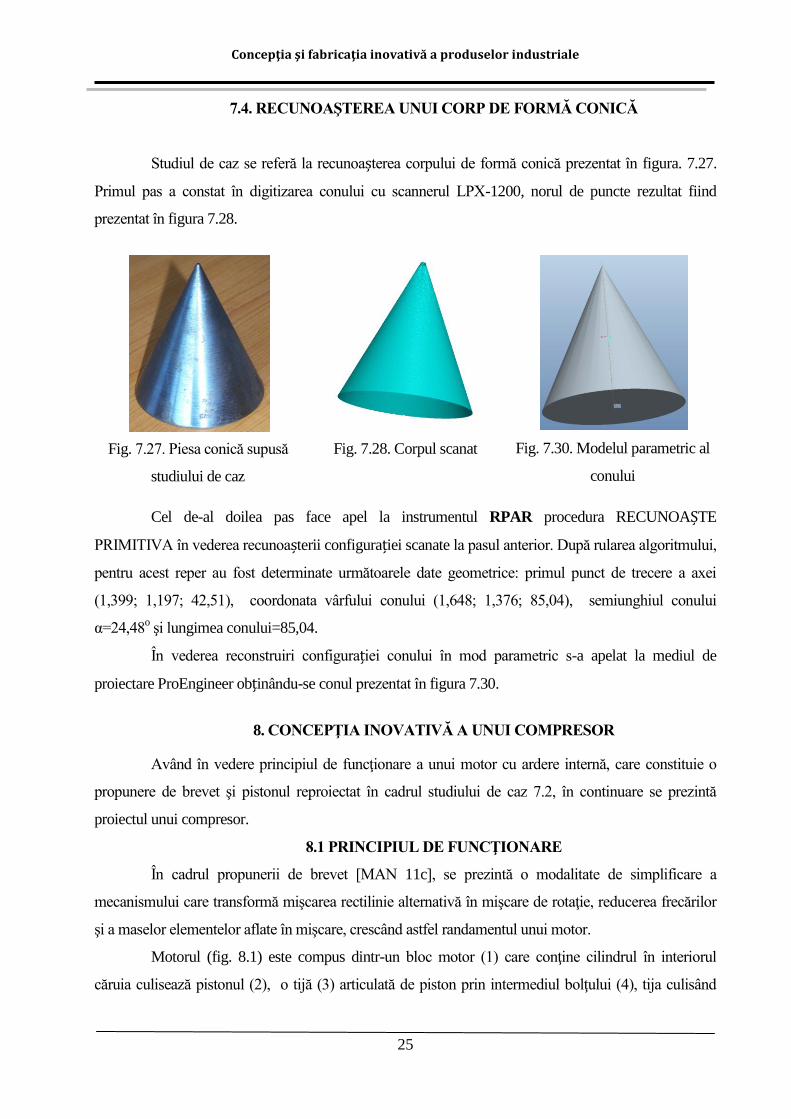
Studiul de caz se referă la recunoașterea corpului de formă conică prezentat în figura. 7.27.
Primul pas a constat în digitizarea conului cu scannerul LPX-1200, norul de puncte rezultat fiind
prezentat în figura 7.28.
Fig. 7.27. Piesa conică supusă
studiului de caz
Fig. 7.28. Corpul scanat
Fig. 7.30. Modelul parametric al
conului
Cel de-al doilea pas face apel la instrumentul RPAR procedura RECUNOAȘTE
PRIMITIVA în vederea recunoașterii configurației scanate la pasul anterior. După rularea algoritmului,
pentru acest reper au fost determinate următoarele date geometrice: primul punct de trecere a axei
(1,399; 1,197; 42,51), coordonata vârfului conului (1,648; 1,376; 85,04), semiunghiul conului
α=24,48o şi lungimea conului=85,04.
În vederea reconstruiri configurației conului în mod parametric s-a apelat la mediul de
proiectare ProEngineer obținându-se conul prezentat în figura 7.30.
8. CONCEPŢIA INOVATIVĂ A UNUI COMPRESOR
Având în vedere principiul de funcţionare a unui motor cu ardere internă, care constituie o
propunere de brevet şi pistonul reproiectat în cadrul studiului de caz 7.2, în continuare se prezintă
proiectul unui compresor.
8.1 PRINCIPIUL DE FUNCŢIONARE
În cadrul propunerii de brevet [MAN 11c], se prezintă o modalitate de simplificare a
mecanismului care transformă mişcarea rectilinie alternativă în mişcare de rotaţie, reducerea frecărilor
şi a maselor elementelor aflate în mişcare, crescând astfel randamentul unui motor.
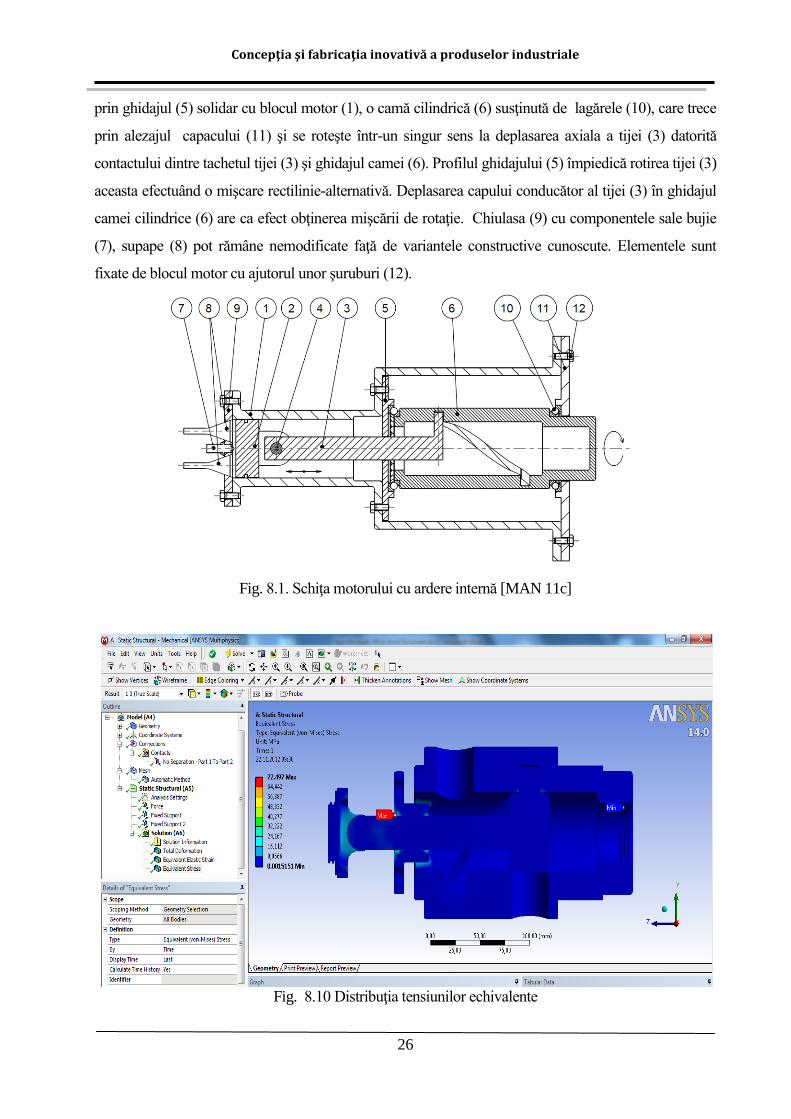
Motorul (fig. 8.1) este compus dintr-un bloc motor (1) care conţine cilindrul în interiorul
căruia culisează pistonul (2), o tijă (3) articulată de piston prin intermediul bolţului (4), tija culisând
Concepţia şi fabricaţia inovativă a produselor industriale
26
prin ghidajul (5) solidar cu blocul motor (1), o camă cilindrică (6) susţinută de lagărele (10), care trece
prin alezajul capacului (11) şi se roteşte într-un singur sens la deplasarea axiala a tijei (3) datorită
contactului dintre tachetul tijei (3) şi ghidajul camei (6). Profilul ghidajului (5) împiedică rotirea tijei (3)
aceasta efectuând o mişcare rectilinie-alternativă. Deplasarea capului conducător al tijei (3) în ghidajul
camei cilindrice (6) are ca efect obţinerea mişcării de rotaţie. Chiulasa (9) cu componentele sale bujie
(7), supape (8) pot rămâne nemodificate faţă de variantele constructive cunoscute. Elementele sunt
fixate de blocul motor cu ajutorul unor şuruburi (12).
Fig. 8.1. Schiţa motorului cu ardere internă [MAN 11c]
Fig. 8.10 Distribuţia tensiunilor echivalente

Concepţia şi fabricaţia inovativă a produselor industriale
27
Fig. 8.12 Vedere izometrică a compresorului
8.2 PROIECTAREA COMPRESORULUI
Deoarece traiectoria canalului de ghidare al camei este oglindit faţă de poziţia unghiulară 0
(PMI), în figura 8.8 se prezintă poziţia pistonului în funcţie de unghiul de rotaţie al camei doar pe
intervalul 0-180˚. În poziţia unghiulară a camei de 180˚, pistonul se află la PMS.
Compresorul proiectat a fost importat în sistemul software ANSYS 14 în vederea unei analize
FEA (Finit Element Analysis). Pentru efectuarea calculelor au fost introduse în sistem cama spaţială,
tachetul, tija, ghidajul, bolţul şi pistonul. Analizând datele furnizate de mediul ANSYS se poate
concluziona faptul că mecanismul tachet de translaţie - camă cilindrică este corect dimensionat.
Utilizând datele calculate anterior şi pistonul reproiectat la punctul 7.2 din lucrare, a fost
proiectat în ProEngineer compresorul prezentat în Fig. 8.12.
Concepţia şi fabricaţia inovativă a produselor industriale
28
PARTEA A III-A
FABRICAŢIA INOVATIVĂ A PRODUSELOR INDUSTRIALE
PROIECTATE
9. FABRICAREA INOVATIVĂ A COMPRESORULUI
În vederea fabricării compresorului s-a optat pentru utilizarea echipamentului de
prototipare EDEN 350 existentă în cadrul Departamentului de Ingineria Fabricaţiei [UDR 10a].
9.1 REPROIECTAREA COMPRESORULUI
Compresorul prezentat în cadrul capitolului 8 a fost scalat şi reproiectat în vederea
fabricaţiei în stare asamblată cu echipamentul EDEN 350.
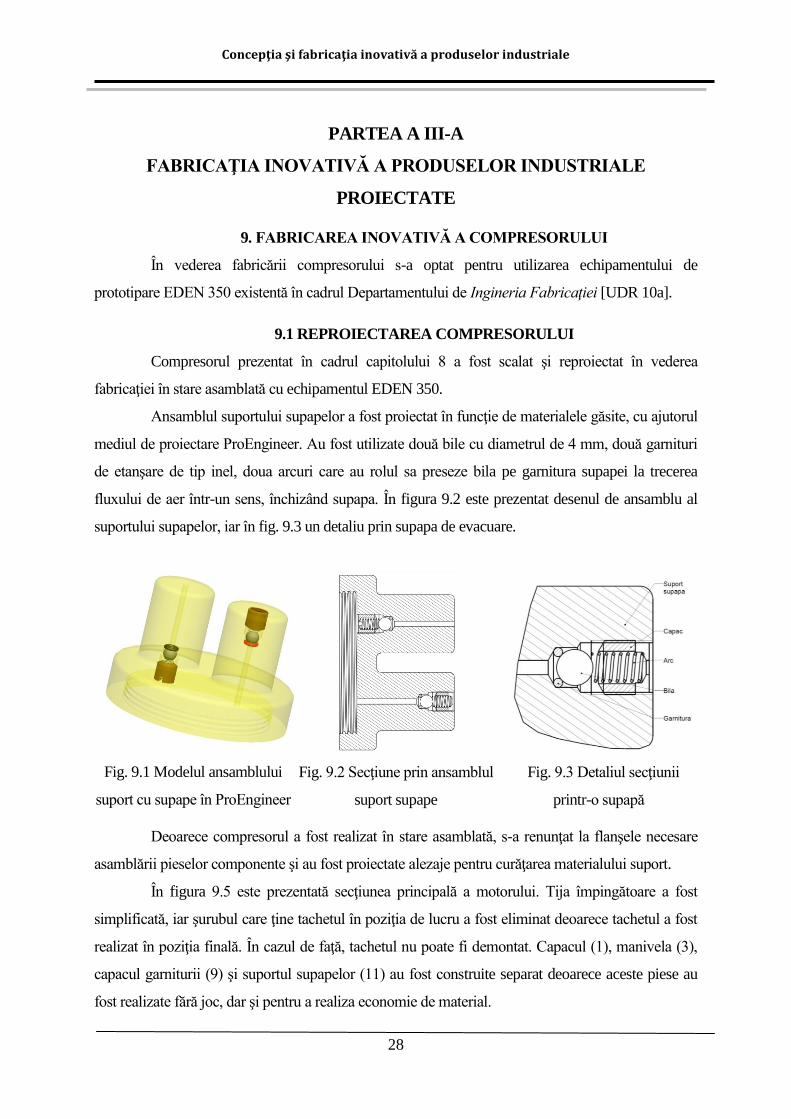
Ansamblul suportului supapelor a fost proiectat în funcţie de materialele găsite, cu ajutorul
mediul de proiectare ProEngineer. Au fost utilizate două bile cu diametrul de 4 mm, două garnituri
de etanşare de tip inel, doua arcuri care au rolul sa preseze bila pe garnitura supapei la trecerea
fluxului de aer într-un sens, închizând supapa. În figura 9.2 este prezentat desenul de ansamblu al
suportului supapelor, iar în fig. 9.3 un detaliu prin supapa de evacuare.
Fig. 9.1 Modelul ansamblului
suport cu supape în ProEngineer
Fig. 9.2 Secţiune prin ansamblul
suport supape
Fig. 9.3 Detaliul secţiunii
printr-o supapă
Deoarece compresorul a fost realizat în stare asamblată, s-a renunţat la flanşele necesare
asamblării pieselor componente şi au fost proiectate alezaje pentru curăţarea materialului suport.
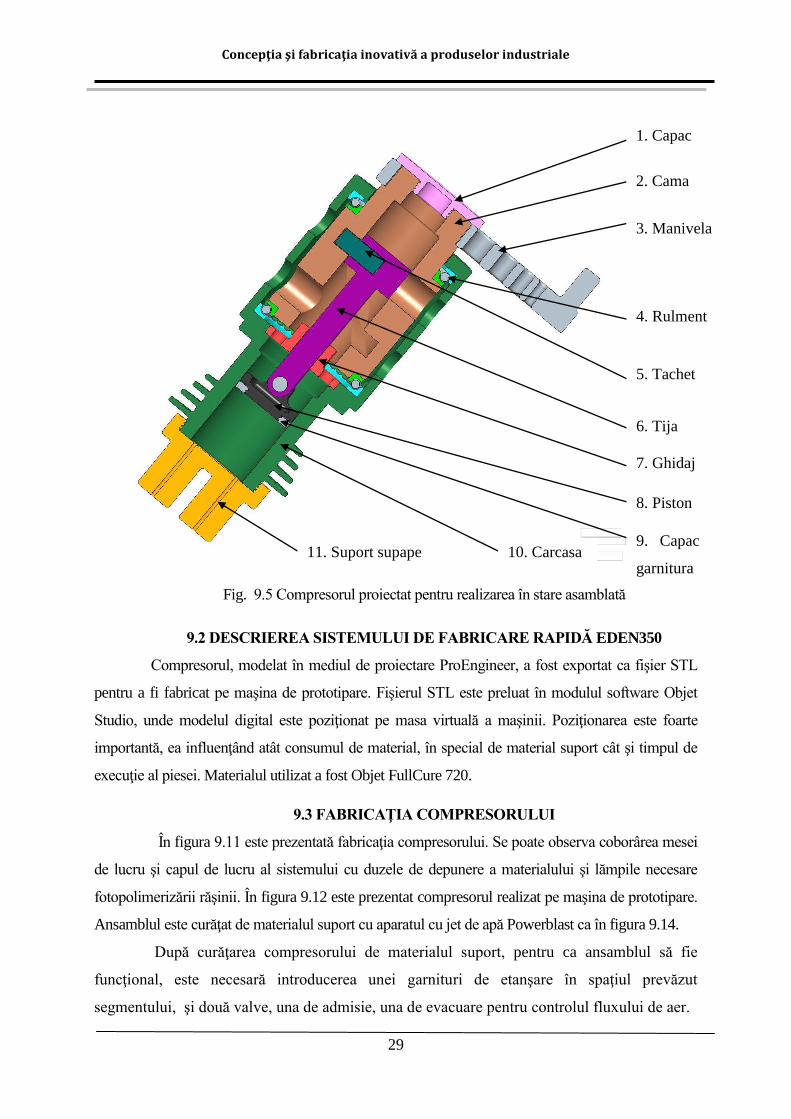
În figura 9.5 este prezentată secţiunea principală a motorului. Tija împingătoare a fost
simplificată, iar şurubul care ţine tachetul în poziţia de lucru a fost eliminat deoarece tachetul a fost
realizat în poziţia finală. În cazul de faţă, tachetul nu poate fi demontat. Capacul (1), manivela (3),
capacul garniturii (9) şi suportul supapelor (11) au fost construite separat deoarece aceste piese au
fost realizate fără joc, dar şi pentru a realiza economie de material.
Concepţia şi fabricaţia inovativă a produselor industriale
29
Fig. 9.5 Compresorul proiectat pentru realizarea în stare asamblată
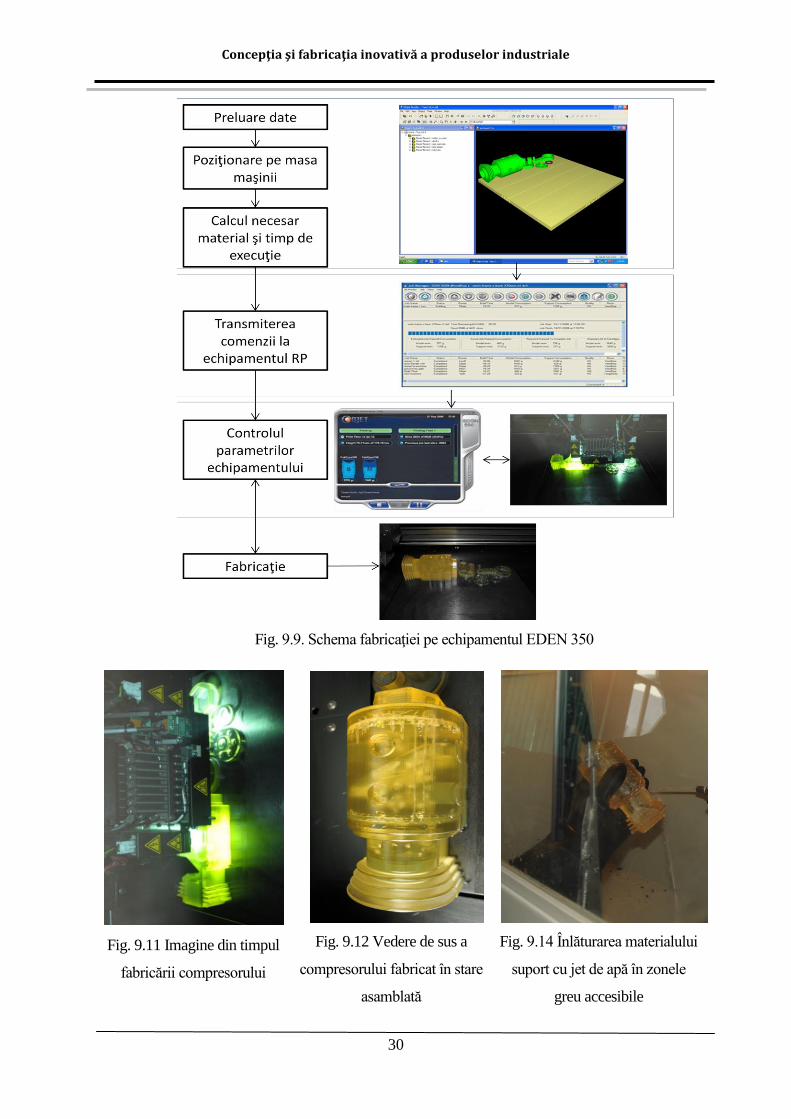
9.2 DESCRIEREA SISTEMULUI DE FABRICARE RAPIDĂ EDEN350
Compresorul, modelat în mediul de proiectare ProEngineer, a fost exportat ca fişier STL
pentru a fi fabricat pe maşina de prototipare. Fişierul STL este preluat în modulul software Objet
Studio, unde modelul digital este poziţionat pe masa virtuală a maşinii. Poziţionarea este foarte
importantă, ea influenţând atât consumul de material, în special de material suport cât şi timpul de
execuţie al piesei. Materialul utilizat a fost Objet FullCure 720.
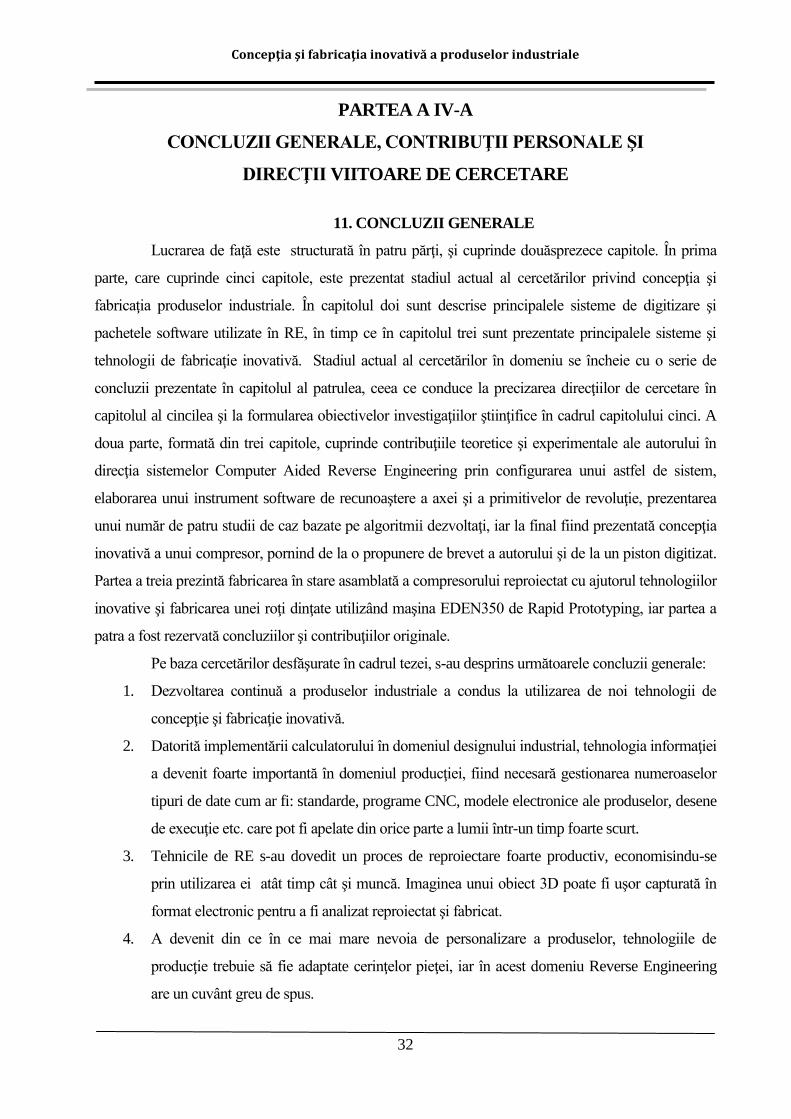
9.3 FABRICAŢIA COMPRESORULUI
În figura 9.11 este prezentată fabricaţia compresorului. Se poate observa coborârea mesei
de lucru şi capul de lucru al sistemului cu duzele de depunere a materialului şi lămpile necesare
fotopolimerizării răşinii. În figura 9.12 este prezentat compresorul realizat pe maşina de prototipare.
Ansamblul este curăţat de materialul suport cu aparatul cu jet de apă Powerblast ca în figura 9.14.
După curăţarea compresorului de materialul suport, pentru ca ansamblul să fie
funcţional, este necesară introducerea unei garnituri de etanşare în spaţiul prevăzut
segmentului, şi două valve, una de admisie, una de evacuare pentru controlul fluxului de aer.
11. Suport supape 10. Carcasa 9. Capac
garnitura
8. Piston
7. Ghidaj
6. Tija
5. Tachet
4. Rulment
3. Manivela
2. Cama
1. Capac
Concepţia şi fabricaţia inovativă a produselor industriale
30
Fig. 9.9. Schema fabricaţiei pe echipamentul EDEN 350
Fig. 9.11 Imagine din timpul
fabricării compresorului
Fig. 9.12 Vedere de sus a
compresorului fabricat în stare
asamblată
Fig. 9.14 Înlăturarea materialului
suport cu jet de apă în zonele
greu accesibile

Concepţia şi fabricaţia inovativă a produselor industriale
31
Fig. 9.17 Compresorul fabricat
După lubrifierea compresorului fabricat în stare asamblată (fig. 9.17) se constată faptul
că mecanismul funcţionează conform datelor de proiectare. Modul în care a fost conceput şi
fabricat acest compresor, dovedeşte faptul că echipamentele de prototipare rapidă pot fi utilizate
pentru a obţine ansambluri complexe, funcţionale, unele fiind imposibil de obţinut, prin metode
clasice de fabricaţie.
10. FABRICAREA ROŢII DINŢATE REPROIECTATE UTILIZÂND
TEHNOLOGII INOVATIVE
Modelul digital aferent roţii dinţate descris în capitolul 7.3 a fost fabricat cu maşina de
prototipare EDEN 350 din materialul FullCure 720. În figura 10.5 este prezentată noua piesă
fabricată pe maşina RP. După fabricare, roata este asamblată în poziţia de lucru în mulinetă (fig.
10.6).
Fig. 10.5 Noua roată dinţată
Fig. 10.6 Mulineta cu roata dinţată
Roata dinţată
fabricată
Concepţia şi fabricaţia inovativă a produselor industriale
32
PARTEA A IV-A
CONCLUZII GENERALE, CONTRIBUŢII PERSONALE ŞI
DIRECŢII VIITOARE DE CERCETARE
11. CONCLUZII GENERALE
Lucrarea de faţă este structurată în patru părţi, şi cuprinde douăsprezece capitole. În prima
parte, care cuprinde cinci capitole, este prezentat stadiul actual al cercetărilor privind concepţia şi
fabricaţia produselor industriale. În capitolul doi sunt descrise principalele sisteme de digitizare şi
pachetele software utilizate în RE, în timp ce în capitolul trei sunt prezentate principalele sisteme şi
tehnologii de fabricaţie inovativă. Stadiul actual al cercetărilor în domeniu se încheie cu o serie de
concluzii prezentate în capitolul al patrulea, ceea ce conduce la precizarea direcţiilor de cercetare în
capitolul al cincilea şi la formularea obiectivelor investigaţiilor ştiinţifice în cadrul capitolului cinci. A
doua parte, formată din trei capitole, cuprinde contribuţiile teoretice şi experimentale ale autorului în
direcţia sistemelor Computer Aided Reverse Engineering prin configurarea unui astfel de sistem,
elaborarea unui instrument software de recunoaştere a axei şi a primitivelor de revoluţie, prezentarea
unui număr de patru studii de caz bazate pe algoritmii dezvoltaţi, iar la final fiind prezentată concepţia
inovativă a unui compresor, pornind de la o propunere de brevet a autorului şi de la un piston digitizat.
Partea a treia prezintă fabricarea în stare asamblată a compresorului reproiectat cu ajutorul tehnologiilor
inovative şi fabricarea unei roţi dinţate utilizând maşina EDEN350 de Rapid Prototyping, iar partea a
patra a fost rezervată concluziilor şi contribuţiilor originale.
Pe baza cercetărilor desfăşurate în cadrul tezei, s-au desprins următoarele concluzii generale:
1. Dezvoltarea continuă a produselor industriale a condus la utilizarea de noi tehnologii de
concepţie şi fabricaţie inovativă.
2. Datorită implementării calculatorului în domeniul designului industrial, tehnologia informaţiei
a devenit foarte importantă în domeniul producţiei, fiind necesară gestionarea numeroaselor
tipuri de date cum ar fi: standarde, programe CNC, modele electronice ale produselor, desene
de execuţie etc. care pot fi apelate din orice parte a lumii într-un timp foarte scurt.
3. Tehnicile de RE s-au dovedit un proces de reproiectare foarte productiv, economisindu-se
prin utilizarea ei atât timp cât şi muncă. Imaginea unui obiect 3D poate fi uşor capturată în
format electronic pentru a fi analizat reproiectat şi fabricat.
4. A devenit din ce în ce mai mare nevoia de personalizare a produselor, tehnologiile de
producţie trebuie să fie adaptate cerinţelor pieţei, iar în acest domeniu Reverse Engineering
are un cuvânt greu de spus.
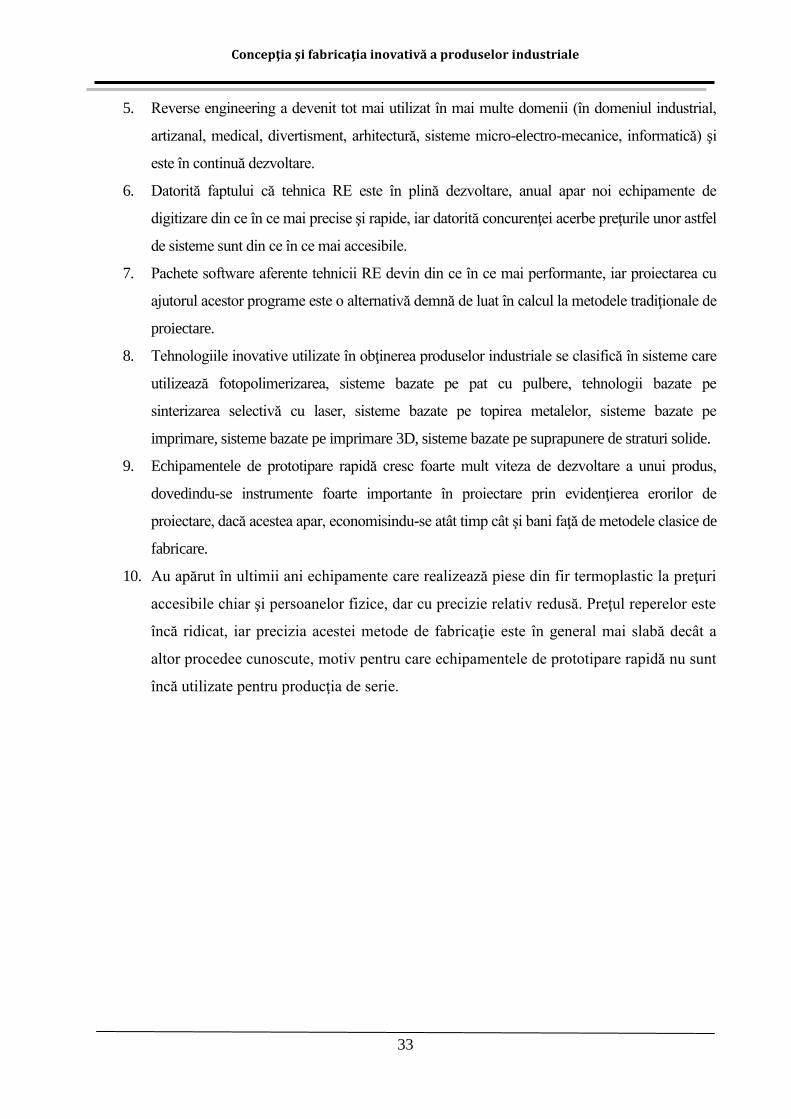
Concepţia şi fabricaţia inovativă a produselor industriale
33
5. Reverse engineering a devenit tot mai utilizat în mai multe domenii (în domeniul industrial,
artizanal, medical, divertisment, arhitectură, sisteme micro-electro-mecanice, informatică) şi
este în continuă dezvoltare.
6. Datorită faptului că tehnica RE este în plină dezvoltare, anual apar noi echipamente de
digitizare din ce în ce mai precise şi rapide, iar datorită concurenţei acerbe preţurile unor astfel
de sisteme sunt din ce în ce mai accesibile.
7. Pachete software aferente tehnicii RE devin din ce în ce mai performante, iar proiectarea cu
ajutorul acestor programe este o alternativă demnă de luat în calcul la metodele tradiţionale de
proiectare.
8. Tehnologiile inovative utilizate în obţinerea produselor industriale se clasifică în sisteme care
utilizează fotopolimerizarea, sisteme bazate pe pat cu pulbere, tehnologii bazate pe
sinterizarea selectivă cu laser, sisteme bazate pe topirea metalelor, sisteme bazate pe
imprimare, sisteme bazate pe imprimare 3D, sisteme bazate pe suprapunere de straturi solide.
9. Echipamentele de prototipare rapidă cresc foarte mult viteza de dezvoltare a unui produs,
dovedindu-se instrumente foarte importante în proiectare prin evidenţierea erorilor de
proiectare, dacă acestea apar, economisindu-se atât timp cât şi bani faţă de metodele clasice de
fabricare.
10. Au apărut în ultimii ani echipamente care realizează piese din fir termoplastic la preţuri
accesibile chiar şi persoanelor fizice, dar cu precizie relativ redusă. Preţul reperelor este
încă ridicat, iar precizia acestei metode de fabricaţie este în general mai slabă decât a
altor procedee cunoscute, motiv pentru care echipamentele de prototipare rapidă nu sunt
încă utilizate pentru producţia de serie.
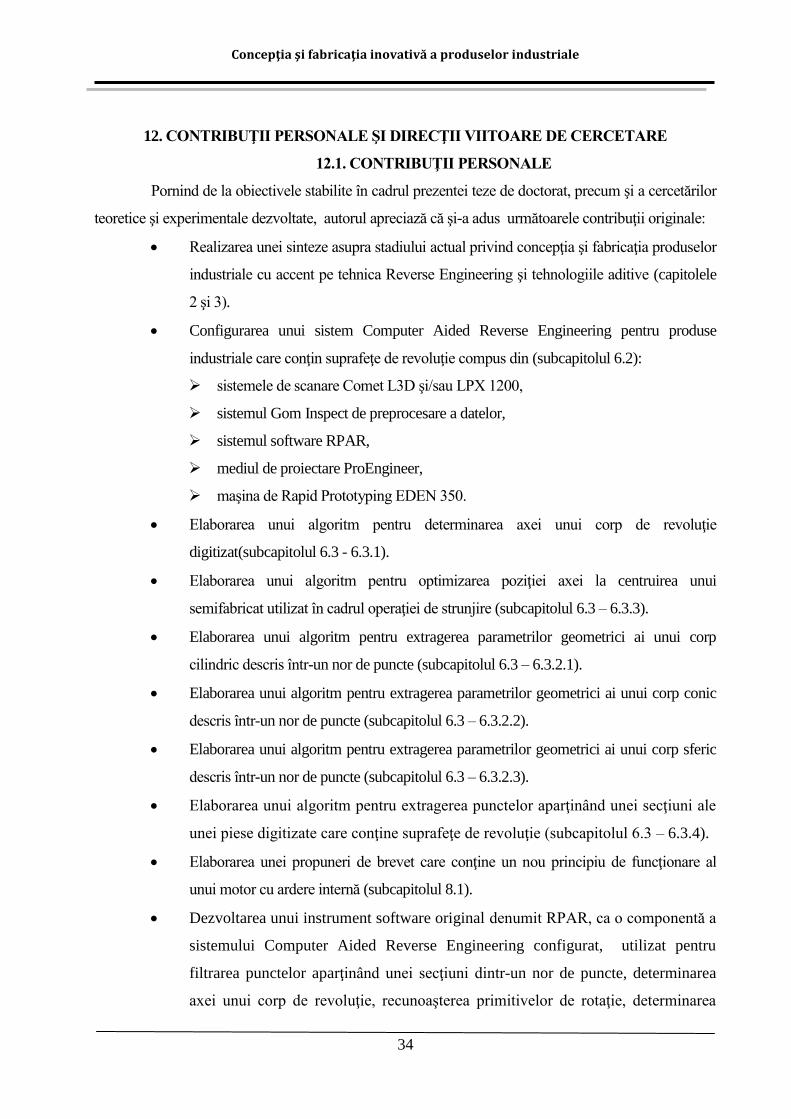
Concepţia şi fabricaţia inovativă a produselor industriale
34
12. CONTRIBUŢII PERSONALE ŞI DIRECŢII VIITOARE DE CERCETARE
12.1. CONTRIBUŢII PERSONALE
Pornind de la obiectivele stabilite în cadrul prezentei teze de doctorat, precum şi a cercetărilor
teoretice şi experimentale dezvoltate, autorul apreciază că şi-a adus următoarele contribuţii originale:
Realizarea unei sinteze asupra stadiului actual privind concepţia şi fabricaţia produselor
industriale cu accent pe tehnica Reverse Engineering şi tehnologiile aditive (capitolele
2 şi 3).
Configurarea unui sistem Computer Aided Reverse Engineering pentru produse
industriale care conţin suprafeţe de revoluţie compus din (subcapitolul 6.2):
sistemele de scanare Comet L3D şi/sau LPX 1200,
sistemul Gom Inspect de preprocesare a datelor,
sistemul software RPAR,
mediul de proiectare ProEngineer,
maşina de Rapid Prototyping EDEN 350.
Elaborarea unui algoritm pentru determinarea axei unui corp de revoluţie
digitizat(subcapitolul 6.3 - 6.3.1).
Elaborarea unui algoritm pentru optimizarea poziţiei axei la centruirea unui
semifabricat utilizat în cadrul operaţiei de strunjire (subcapitolul 6.3 – 6.3.3).
Elaborarea unui algoritm pentru extragerea parametrilor geometrici ai unui corp
cilindric descris într-un nor de puncte (subcapitolul 6.3 – 6.3.2.1).
Elaborarea unui algoritm pentru extragerea parametrilor geometrici ai unui corp conic
descris într-un nor de puncte (subcapitolul 6.3 – 6.3.2.2).
Elaborarea unui algoritm pentru extragerea parametrilor geometrici ai unui corp sferic
descris într-un nor de puncte (subcapitolul 6.3 – 6.3.2.3).
Elaborarea unui algoritm pentru extragerea punctelor aparţinând unei secţiuni ale
unei piese digitizate care conţine suprafeţe de revoluţie (subcapitolul 6.3 – 6.3.4).
Elaborarea unei propuneri de brevet care conţine un nou principiu de funcţionare al
unui motor cu ardere internă (subcapitolul 8.1).
Dezvoltarea unui instrument software original denumit RPAR, ca o componentă a
sistemului Computer Aided Reverse Engineering configurat, utilizat pentru
filtrarea punctelor aparţinând unei secţiuni dintr-un nor de puncte, determinarea
axei unui corp de revoluţie, recunoaşterea primitivelor de rotaţie, determinarea
Concepţia şi fabricaţia inovativă a produselor industriale
35
parametrilor geometrici a primitivelor recunoscute şi exportarea acestora în
vederea utilizării într-un mediu CAD (subcapitolele 6.2 – 6.2.2.3 şi 6.3).
Proiectarea inovativă a unui compresor care are acelaşi principiu de funcţionare ca şi
motorul pentru care s-a elaborat propunerea de brevet, ca studiu de caz al sistemului
CARE (subcapitolul 8.2).
Fabricarea inovativă pe maşina de prototipare rapidă EDEN 350, în stare
asamblată, a compresorului conceput (capitolul 9).
Reproiectarea unei roţi dinţate deteriorate şi fabricarea acesteia utilizând sistemul
CARE configurat (capitolul 10).
Utilizarea sistemului software conceput pentru optimizarea axei la centruirea unui
semifabricat în vederea strunjirii acestuia (subcapitolul 7.1).
Rezultatele cercetărilor efectuate în cadrul prezentei teze de doctorat au fost valorificate prin:
publicarea a 6 articole ştiinţifice prezentate la conferinţe internaţionale indexate în baze
de date internaţionale, dintre care patru ca prim autor;
depunerea unei propuneri de brevet publicată pe ISI Web of Knowledge;
participarea în cadrul proiectului PN II – IDEI code PCE_756 / 2008, no. 641 / 2009 în
calitate de membru în echipa de cercetare.
12.2. DIRECŢII VIITOARE DE CERCETARE
În viitor se pot dezvolta noi algoritmi care să recunoască atât suprafeţe de tip parabolic,
hiperbolic, cât şi suprafeţe extrudate sau compuse. Studiul mai aprofundat al tehnicilor tranzitive de
digitizare poate fi o altă direcţie de cercetare, deoarece acestea sunt utilizate aproape în totalitate pentru
digitizarea reperelor metalice.
În direcţia fabricaţiei rapide a prototipurilor, poate fi studiat efectul variaţiei parametrilor de
lucru asupra porozităţii şi preciziei pentru maşina SLM-250 din cadrul Institutului de cercetare ICDT-
PRODD din cadrul Universităţii Transilvania din Braşov, şi generarea materialului suport în diferite
configuraţii pentru realizarea pieselor cu o precizie ridicată, dar şi cu o postprocesare cât mai redusă.
Concepţia şi fabricaţia inovativă a produselor industriale
36
BIBLIOGRAFIE SELECTIVĂ
[BĂD 12] Bădan, I., Oancea. G., Pescaru, R., Manolescu, A. (2012). CNC file obtaining for
holes manufacturing using intelligent technological objects, The 3rd International
Conference on Computing and Solution in Manufacturing Engineering, Vol. 10,
Issue 3, pp. 6-11
[BER 08b] Berce, P., Păcurar, R., Bâlc, N. (2008). Virtual Engineering for Rapid Product
Development, ISI Proceedings of WSEAS Network Conference: " New Aspects of
Engeneering Mechanics, Structures, Engineering Geology", 5th-7th July 2008, Crete,
Greece, ISSN 1790-2769
[BIC 92] Bichsel, M., Pentland, A.P. (1992). A simple algorithm for shape from shading. Proc
IEEE CVPR Conf Champaign, Ill, pp. 459–465
[DON 04] Donald, G., Mitchell, C., Cohen, M.S. (2004). MRI principles. Elsevier Science,
Philadelphia, PA
[GIB 10] Gibson, I., Rosen, D. W., Stucker, B. (2010). Additive Manufacturing Technologies,
editura Springer, ISBN:978-1-4419-1119-3, Londra
[HIR 09] Hirano, D., Funayama, Y., Maekawa, T. (2009). 3D Shape Reconstruction from 2D
Images, Computer-Aided Design & Applications, 6(5), pp.701-710
[HUE 08] Huei-Yung, Lin, Jing-Ren, Wu. (2008). 3D Reconstruction by Combining Shape
from Silhouette with Stereo, Proceedings of ICPR 2008, pp. 1-4
[LAN 03] Lancea, C. (2003). Prelucrarea prin frezare a suprafeţelor 3D pe MUCN-uri, Teză
de doctorat, Braşov
[MAN 11a] Manolescu, A., Oancea, G., Udroiu, R., Bădan, I. (2011). Reproduction of Damaged
Tothed Gears by Reverse Engineering Technique, The 5th International Conference
on Manufacturing Science and Education-MSE 2011, pp.317-320
[MAN 11b] Manolescu, A., Oancea, G., Haba, A. (2011). Centre-drilling Optimization of
Rotational Parts Using Reverse Engineering Techniques, Recent Researces in
Computational Intelligence and Information Security-ISP’11, pp. 46-49
[MAN 12a] Manolescu, A., Fota, A., Oancea, G. (2012). Parametric Part in ProEngineer
Obtained From a Scanned Model, ModTech International Conference - New face of
TMCR, pp. 521-524
[MAN 12b] Manolescu, A., Fota, A., Oancea, G. (2012). Recognizing Algorithm for Digitized
Rotational Parts, The ASME 2012 11th Biennial Conference on Engineering
Systems Design and Analysis-ESDA2012
Concepţia şi fabricaţia inovativă a produselor industriale
37
[MAR 03] Mark, A.B., Richard, C.S. (2003). MRI: Basic principles and applications, Wiley,
Wilmington, DE
[PAL 99] Pallek, D., Baumann, P.H., Bütefisch, K.A., Kompenhans, J. (1999). Application of
moiré interferometry for model deformation measurements in large scale wind
tunnels. Euromech 406:167–170
[PAR 01] Park, J., DeSouza, G., Kak, A. (2001). Dual-beam structured-light scanning for 3-D
object modelling, 3rd Int Conf 3-D Digital Imaging Modelling (3DIM '01), 28 May–
01 June, Quebec City, Can, pp. 65–72
[PES 12] Pescaru, R., Oancea, G., Manolescu, A. (2012). Parametrization of CATIA surfaces
with complex shape starting from clouds of points, ModTech International
Conference - New face of TMCR, pp. 741-744
[SOK 06] Sokovic, M., Kopac, J. (2006). RE (reverse engineering) as necessary phase by rapid
product development, Journal of Materials Processing Technology 175, 398–403
[SOU 10] Souchon, J.P., Thom, C., Meynard, C., Martin, O., Pierrot-Deseilligny, M. (2010).
IGN Cam V2 system, The Photogrammetric Record Volume 25, Issue 132, pp. 402–
421
[UDR 10a] Udroiu, R., (2010). Rapid Prototyping and Rapid Manufacturing Applications at
Transilvania University of Braşov, Bulletin of the Transilvania University of Brasov
- Series I: Engineering Sciences
[VIN 08] Vinesh, Raja, Kiran J. Fernandes. (2008). Reverse Engineering – An Industrial
Perspective, editura Springer, ISBN: 978-1-84628-855-5, Londra
[w12] http://www.microtop.ro/produs/brate-de-masura-articulate-portabile-scanner-
integrat.html, accesat în 06/2011
[w13] http://www.mitutoyo.co.jp/eng/products/zahyou/pdf/CMM.pdf, accesat în 06/2011
[w15] http://www.objet.com/PRODUCTS/PolyJet_Technology, accesat în 08/2011
[w17] http://www.additive3d.com/com_lks.htm, accesat în 04/2012
[w21] http://www.isprs.org/proceedings/XXXVIII/5-W16/pdf/alonso_etal.pdf,
accesat în 03/2012
[w 25] http://www.3dprinter.nu/laminated_object_manufacturing.php, accesat în 03/2012
[w 31] http://www.geomagic.com/en/products-landing-pages/scanning/,
accesat în 08/2012
PROPUNERI DE BREVETE
[MAN 11c] Manolescu A., Oancea G. (2011). Internal Combustion Engine, RO126485 (A0)
Concepţia şi fabricaţia inovativă a produselor industriale
38
REZUMAT
Datorită creşterii cererii pe piaţa a unei game diverse de produse, inclusiv a celor care trebuie
reproiectate, se apelează la tehnici şi tehnologii de ultimă oră, cum ar fi:
CAD/CAE/CAPP/CAM; Rapid Prototyping (RP); Rapid Tooling (RT); Rapid Manufacturing
(RM); Reverse Engineering (RE); Concurrent Engineering (CE); Virtual Engineering (VE).
Teza de doctorat intitulată Concepţia şi fabricaţia inovativă a produselor industriale are ca
obiectiv principal configurarea unui sistem Computer Aided Reverse Engineering utilizat în
proiectarea, reproiectarea şi fabricaţia inovativă a produselor industriale care conţin suprafeţe de
revoluţie. Sistemul configurat este format din cinci componente principale corespunzătoare
etapelor de reproiectare şi fabricare a produselor. Prima componentă este reprezentată de
sistemele de scanare COMET L3D şi LPX-1200, cea de-a doua este sistemul software GOM
Inspect, utilizat pentru preprocesarea norilor de puncte, a treia este un instrument software
conceput de autor denumit Rotational Primitives and Axis Recognition-RPAR în vederea
recunoaşterii axei unor suprafeţe de revoluţie, a unor primitive de tip con, cilindru, sferă şi
exportarea datele asociate, a patra componentă este mediul de lucru ProEngineer, utilizat pentru
reproiectarea pieselor cu ajutorul datelor obţinute cu instrumentul RPAR, iar cea de-a cincea
componentă este reprezentată de echipamentul de prototipare rapidă EDEN 350. Teza de
doctorat prezintă şi studii de caz, care ilustrează modul în care sistemul configurat se utilizează
în procesul de concepţie şi fabricaţie inovativă a unor produselor industriale.
ABSTRACT
Due to increasing market demands for many kinds of products including those which require
redesigning processes, new techniques and technologies like CAD / CAE / CAPP / CAM, Rapid
Prototyping (RP), Rapid Tooling (RT), Rapid Manufacturing (RM), Reverse Engineering (RE ),
Concurrent Engineering (CE), Virtual Engineering (VE) are used.
The PhD thesis entitled Innovative Design and Manufacturing of Industrial Products mainly
aims at setting up a Computer Aided Reverse Engineering system used for design, redesign and
innovative manufacture of industrial products containing surfaces of revolution. The configured
system consists of five main components corresponding to the appropriate stages of redesigning
and manufacturing the products. The first component is represented by the scanning systems
COMET L3D and LPX-1200, the second is the GOM Inspect software system, used to
preprocess the cloud of points, the third component is a software tool developed by the author
called Rotational Axis Primitives and Recognition-RPAR to recognize rotational axis of surfaces,
primitives like cone, cylinder, sphere and exporting their associated data, the fourth component
is the design environment ProEngineer used to redesign parts using data obtained from the
RPAR instrument and the fifth component is the rapid prototyping equipment EDEN 350. The
PhD thesis also presents case studies that illustrate how the configured system is used in the
innovative design and manufacture of industrial products.
39
Date personale
Name: Alexandru Manolescu
Adresa: str. Basarabia, nr. 16, Braşov
Data naşterii: 31.03.1979
Locul naşterii: Braşov
Telefon:
Email:
0721 018 708
Şcolarizare
01.09.2009-14.12.2012 Student doctorand – Centrul de cercetare
Tehnologii şi sisteme avansate de
fabricaţie, Universitatea Transilvania din
Braşov
01.09.2002-01.07.2003 Studii aprofundate “Sisteme flexibile de
fabricaţie” Universitatea „Transilvania“
din Braşov
01.10.1997-01.07.2002 Ing. Diplomat – “Facultatea de Inginerie
Tehnologică”, Universitatea Transilvania
din Braşov
15.09.1993-15.06.1997 Atestat analist programator, Liceul
Hidromecanica din Brasov
Experienţă
05.01.2004 – 01.11.2011 Inginer proiectant, INA SCHAEFFLER
Brasov SRL; (proiectare colivii, tehnică
lineară, volante cu masă dublă)
03.05.2003 – 04.01.2004 Inginer proiectant, Canam Steel Romania,
Brasov; (proiectare structuri metalice)
16.09.2002 – 02.05.2003 Inginer tehnolog proiectant, Tractorul SA,
Brasov; (proiectare asamblare generală şi
asamblare motor)
Aptitudini
Cunoştinţe PC: ProEngineer, Catia, AutoCAD, Nastran,
MathCAD, SDS, C++, MsOffice, Visual
Fox Pro, Delphi, Turbo Pascal, Geomagic,
Rapidform;
Permis de conducere: A, B+E, C+E
Limbi străine: engleză, germană
40
Personal Data
Name: Alexandru Manolescu
Adress: No. 16, Basarabia Str., Brasov
Date of birth: 31.03.1979
Place of birth: Brasov
Phone:
Email:
0721 018 708
Education
01.09.2009-14.12.2012 PHD Student – Advanced Manufacturing
Technologies and Systems Research
Centre,
Transilvania University of Brasov ;
01.09.2002-01.07.2003 Master Degree “ Flexible production
systems” Transilvania University, Brasov ;
01.10.1997-01.07.2002 University Degree – “Technological
Engineering” , Transilvania University of
Brasov;
15.09.1993-15.06.1997 High School degree “Informatics”,
Hidromecanica of Brasov;
Experience
05.01.2004 – 01.11.2011 Designer Engineer, INA SCHAEFFLER
Brasov SRL; (cage, linear technology, dual
mass flywheel designing)
03.05.2003 – 04.01.2004 Designer Engineer, Canam Steel Romania,
Brasov; (structure design), team manager
16.09.2002 – 02.05.2003 Technological-Design Engineer, Tractorul
SA, Brasov; (general and motor assembly
designing)
Skills
PC Knowledge: ProEngineer, Catia, AutoCAD, Nastran,
MathCAD, SDS, C++, MsOffice, Visual
Fox Pro, Delphi, Turbo Pascal, Geomagic,
Rapidform;
Driving license: A, B+E, C+E
Foreign languages: english, german