afaceri poligrafice de 14 ani lider · emulsii fotosensibile recomandã o temperaturã de uscare a...
TRANSCRIPT
2
AFACERI POLIGRAFICE de 14 ani lider
BULETIN INFORMATIV Nr. 80 / 21.08.2012
www.afaceri-poligrafice.ro
All Pack 2012 -
Un târg eco-friendly - pag. 3
Uscarea ecranelor serigrafice - pag. 4
- Uscarea ecranelor emulsionate - pag. 5
- Condiåii de uscare - pag. 5
- Elemente încãlzitoare - pag. 5
Flexografia- Pregãtirea formei de imprimare
în flexografie - pag 7
ALL PACK 2012 - Un târg eco-friendly!
În perioada 31 octombrie - 04 noiembrie 2012, Pavilionul A,din cadrul Centrului ExpoziåionalROMEXPO va gãzdui cea de-aXIV-a ediåie a Expoziåiei internaåio -nale pentru ambalaje, materiale,maæini æi echipamente specifice -ALL PACK 2012.
Organizatorii au demarat dejacampania de înscrieri, fiind invitatesã participe la expoziåie companiidin åarã æi strãinãtate, din domeniile:
• Materiale pentru producereaambalajelor• Materiale de împachetare• Auxiliare• Maæini de împachetat• Echipament pentru etichetareæi marcare• Reciclarea ambalajelor• Procesarea împachetãrii• Logistica ambalajelor• Securitatea industrialã æiprotecåia mediului• Echipamente de testareîmpachetare
Pentru ediåia din acest an,ROMEXPO împreunã cu parteneriisãi, Camerele de Comert æi Industriedin România, au conceput o serie detarife speciale pentru companiileinteresate de participare, precum æi oamplã campanie de promovarederulatã prin intermediul principa -lelor canale media: tv, radio, online,print-uri, presa de specialitate æi delarg tiraj.
Conætientizarea importanåeiresponsabilitãåii sociale în rândulcorporaåiilor din România a condusla creæterea cererii de produse æiservicii cât mai ecologice în specialîn domeniile de print æi ambalaje.Astfel, din ce în ce mai mulåiutilizatori finali au început sãapeleze la furnizori cu iniåiative deafaceri sustenabile, care oferãproduse din materiale biodegra -dabile, în concordanåã cu noilenorme de protecåia mediuluiadoptate la nivel european.
ALL PACK 2012 va oferiindustriei de ambalaje si printposibilitatea de a dovedi publiculuispecializat expertiza æi progresultehnologic prin prezentarea de utilajeæi tehnologii care sã contribuie lacreæterea calitãåii ambalajelor, toateofertate la preåuri competitive înscopul încheierii de contracteavantajoase pe întreaga perioadã dedesfãæurare a târgului.
Pentru mai multe informaåii vã invitãm sã
accesaåi site-ul dedicat evenimentului:
www.all-pack.ro
3
BULETIN INFORMATIV
AFACERI POLIGRAFICE de 14 ani lider4
Uscarea ecranelor serigraficedupã emulsionare este un pasimportant în pregãtirea acestorapentru imprimare. Deoarece parefoarte simplu, foarte mulåi serigrafiætitind sã nu dea atenåie acestei etape.
Putem considera urmãtoarelescenarii:
1. Atelierul de serigrafie estelocalizat într-un mic apartament debloc. Camera în care se realizeazãecranele serigrafice este o baiemodificatã în acest scop. Emul -sionarea se realizeazã în aceeaæicamerã cu lumina închisã pentru a nufi afectatã emulsia. Dar, serigrafistulare nevoie sã vadã ceea ce face. Æi, deaceea uæa camerei este lãsatã puåindeschisã, pentru a permite o razã slabãde luminã. Când camera este utilizatãîn alte scopuri, ecranele emulsionatesunt pãstrate în cadã, a cãrei perdea afost înlocuitã cu un plastic rigid negru.Developarea æi expunerea ecranelor sevor face tot în cadã. Pentruemulsionare se utilizeazã o scafã cumargine finã æi perfect netedã. Dupãemulsionare, ecranele sunt lãsate cuun ventilator îndreptat spre ele.
2. Atelierul de serigrafie îæidesfãæoarã activitatea într-unapartament, dar cu o camerã specialamenajatã în acest scop, incluzândfiltre de luminã galbenã pentru a
reduce riscul unei expuneri nedorite.Dupã emulsionare, ecranele suntuscate într-un echipament dotat cuprotecåie pentru luminã. În interiorulechipamentului, temperatura estemenåinutã la un nivel ridicat, chiardacã pe afiæaj apar æi indicaåii detemperaturã medie æi temperaturãjoasã. Acestea nu sunt utilizateniciodatã.
3. Atelierul de serigrafie îæidesfãæoarã activitatea într-un spaåiuspecial amenajat în acest scop.Camera de stocare a ecranelor estespecial amenajatã, atât din punct devedere al luminii cât æi din punct devedere al temperaturii.
Aceste exemple nu fac decât sãdemonstreze diferitele grade deatenåie pe care serigrafiætii o acordãoperaåiei de realizare a ecranelorserigrafice. Ceea ce diferenåiazãaceste trei ateliere, nu este gradul deautomatizare, mãrimea operaåiilor sauvolumul de lucru aæa cum pare laprima vedere. Diferenåa constã îngradul de standardizare al procesuluide pregãtire a ecranelor.
Uscarea ecranelor nu înseamnãdoar senzaåia de uscat la atingerea cudegetul a emulsiei depuse pe sitã.
Uscarea completã æi corectãînseamnã emulsionare corectã.
USCAREA ECRANELOR SERIGRAFICEDUPÃ EMULSIONARE

Nr. 80 / 21.08.2012
5www.afaceri-poligrafice.ro
Grosimea stratului de emulsiepe sitã.
Înainte de a înåelege procesul deuscare al ecranelor trebuie sãînåelegem foarte bine operaåia deemulsionare.
În general, producãtorii de siteserigrafice æi emulsii fotosensibilerecomandã o grosime a stratului deemulsie pe sitã reprezentând 10-20%din grosimea sitei. Atunci cândecranul este prea gros, acesta nu seusucã complet, emulsia nu polimeri -zeazã æi apar probleme la developareæi / sau la imprimare. Dar æi în cazulunui ecran prea subåire aparprobleme la imprimare.
Orientarea ecranului în timpuluscãrii
Sunt mulåi serigrafiæti careemulsioneazã foarte corect dar nudau atenåie operaåiei de uscare æiatunci obåin un ecran de calitateslabã. Toåi producãtorii de emulsierecomandã uscarea ecranelor înpoziåie orizontalã cu partea de racletãorientate în sus. Datoritã gravitaåiei,o parte din emulsia depusã pe parteade racletare va trece prin sitã. Astfel,partea de imprimare a ecranuluidevine netedã æi stratul de emulsie pepartea de imprimare va fi mai grosdecât cel de pe partea de racletare.
Ecranele care au dimensiuniprea mari nu pot fi uscate în poziåieorizontalã. De aceea, ele vor fi uscateîn poziåie verticalã. Deoarece legeagravitãåii nu mai ajutã la formareaunui strat mai gros de emulsie pe
partea de imprimare, se recomandãadãugarea de straturi de emulsiepânã la atingerea grosimii dorite.
Deoarece nu existã cabinete deuscare pentru astfel de ecrane,acestea se lasã sprijinite de un pereteæi cu un ventilator cu aer caldîndreptat spre ele. Unele atelierechiar construiesc o camerã specialãpentru astfel de operaåii, cu lumina æitemperatura controlate.
Uscarea ecranelor emulsionate
Când este un ecran uscat ? Esteuscat dupã 10 minute, o orã sau o zi ?Rãspunsul este simplu – un ecraneste uscat atunci când emulsia estecomplet solidificatã. Viteza deuscare a emulsiei depinde degrosimea stratului de emulsie aplicatæi de condiåiile de mediu –temperaturã æi umiditate.
Uscarea ecranelor emulsionateînseamnã îndepãrtarea completã aapei conåinutã de emulsie. Aceasta serealizeazã fie cu ajutorul unei sursede cãldurã sau al unui dezumi -dificator sau cu ajutorul ambelorechipamente. De exemplu, un ecranuscat la 21º C, într-o atmosferã cu ungrad de umiditate de 50%, testat cudegetul se poate considera uscatdupã o orã. Dacã se mãreætetemperatura æi gradul de umiditatescade la 20%, timpul de uscare scadela 30 minute.
Condiåii de uscare
Factorii care influenåeazãuscarea sunt:
BULETIN INFORMATIV
AFACERI POLIGRAFICE de 14 ani lider6
Temperatura – fabricanåii deemulsii fotosensibile recomandã otemperaturã de uscare a emulsiei de40º C, deoarece temperaturi mai maripot afecta negativ performanåeleemulsiei. Cãldura în exces are efectnegativ asupra tuturor tipurilor deemulsie cu sensibilizator diazo. Deaceea, este de preferat sã se lucrezela temperaturi scãzute sau latemperatura camerei pentru a prevenideteriorarea sensibilizatorului æiimplicit a emulsiei pe sitã.Temperatura trebuie menåinutãconstantã. Schimbãrile bruæte detemperaturã afecteazã negativcaracteristicile emulsiei. Este indicatca uscarea ecranelor sã se facãimediat dupã emulsionare.
Circulaåia aerului – foartemulte echipamente de uscare suntdotate cu termostat æi dezumi -dificator dar, dacã nu este permisã obunã circulaåie a aerului, procesul deuscare al ecranului se încetineæte.Ecranele pot fi uscate în camerã sauîn echipamente speciale, cu ajutorulventilatoarelor. Dar, în acest caz,trebuie sã se åinã seama de posi -bilitatea antrenãrii prin ventilaåie aprafului.
Lumina – uscarea ecranelor nunecesitã luminã. De reåinut cã,sensibilitatea emulsiilor serigraficela radiaåia UV din lumina zilei saudin emisia diferitelor tipuri de lãmpieste cu atât mai mare cu cât emulsiapierde apa, fiind maximã la emulsiilecomplet uscate. Pentru verificarea æi
manipularea uæoarã a ecranelor încamerele sau echipamentele deuscare se monteazã filtre de luminãgalbenã.
Elemente încãlzitoare
Echipamentele pentru uscareaecranelor sunt dotate cu elementeîncãlzitoare. Dar, cãldura trebuierepartizatã uniform în interiorulechipamentului. De aceea, trebuieverificatã temperatura în diversepuncte ale echipamentului, efectuândmai multe citiri æi mãsurãtori.
Pentru ecrane de calitate, lauscarea lor dupã emulsionare, NU UITAÅI:
PROTECÅIE LA PRAFPROTECÅIE LA RADIAÅII UVTEMPERATURÃ SCÃZUTÃÆI CONSTANTÃCONTROLUL UMIDITÃÅIICIRCULAÅIA AERULUI
Prezentare realizatã de
Cristina Ungureanu, EDCG srl – Bucureæti
pe baza articolului lui Mike Oyt.
Nr. 80 / 21.08.2012
7www.afaceri-poligrafice.ro
FlexografiaPregãtirea formei de imprimare înflexografie
(continuare din numãrul 77/15.05.2012)
Aceastã creætere se datoreazãmai degrabã evoluåiei tehnologieipropriu-zise a flexografiei decâtcreæterii bruæte a volumului deimprimate. În primul rând, aceastãevoluåie este legatã de folosirea mailargã a policromiilor în flexografie,de evoluåia densitãåii rasterelor de pecilindrii anilox dar æi de varietatea desuporturi de hârtie, carton, materialeplastice suple disponibile, în etapelede pregãtire a formei.
În aceastã tehnologie existã, înprincipal, trei moduri de pregãtire aformei de tipar:
- pregãtirea aæa-zis tradiåionalã;- expunerea directã, pornind de
la fiæiere digitale, echivalentulsistemului CtP aplicat în flexografie;
- sistemul de gravare directã.Pregãtirea tradiåionalã. De
regulã, în flexografie procesele dereproducere încep de la pregãtireanegativelor. Filmele utilizate ausuprafaåa matã, imaginea negativã,directã, punctele de raster sunt înlimitele de 5% pânã la 95% iardensitatea opticã maximã este peste3,8 uD (faåã de 2,7 uD la tiparulplan).
Începutul procesului tehnologicîn flexografie este la fel ca la ofset æi
tipar adânc. Prima deosebire apare laexpunerea filmelor. Aceasta serealizeazã pe utilajele care se gãsescîn mod obiænuit în orice atelier depre-press ofset dar sunt filmenegative, cu microgranulaåie æiproduse special pentru flexografie.Filmele sunt microgranulate pentru aadera în mod optim la placa defotopolimer, în timpul expuneriiacesteia.
Expunerea filmului negativ peplaca de polimer se executã în ramede copiat cu vid. Expunerea se facela raze UV. Acestea trec prin pãråiletransparente ale negativului, careating stratul monomer al cliæeului.Iradierea provoacã polimerizareazonei prelucrate.
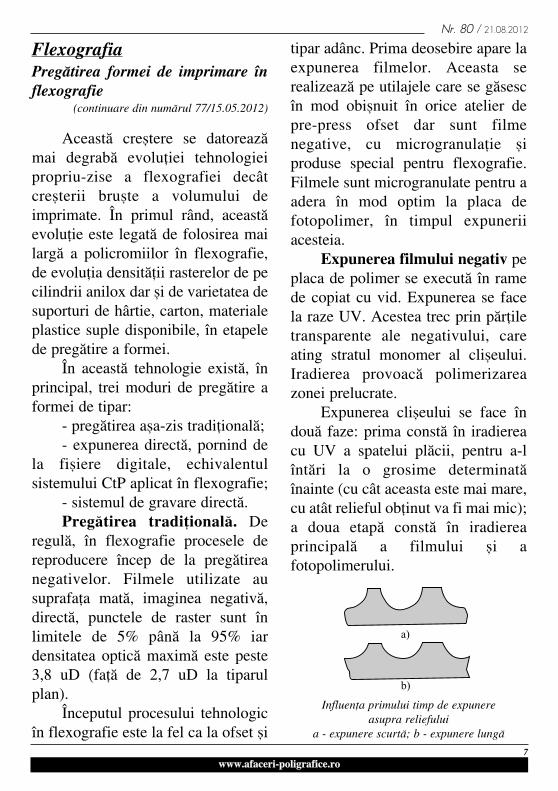
Expunerea cliæeului se face îndouã faze: prima constã în iradiereacu UV a spatelui plãcii, pentru a-lîntãri la o grosime determinatãînainte (cu cât aceasta este mai mare,cu atât relieful obåinut va fi mai mic);a doua etapã constã în iradiereaprincipalã a filmului æi afotopolimerului.
Influenåa primului timp de expunere asupra reliefului
a - expunere scurtã; b - expunere lungã
a)
b)

Publica\ie lunar[ editat[ de S.C. Afaceri Poligrafice S.R.L., Bd. Energeticienilor nr. 8, 032092 Bucureßti 3T 0722 242 746, 0723 311 001 ï T/F 021 346 0190 ï F 021 347 2971 ï www.afaceri-poligrafice.ro
�
COPYRIGHT 2002
Preluarea conåinutului publicaåieiRevista Afaceri Poligrafice, respectiv aBuletinului Informativ cu acelaæi nume -integralã sau paråialã, prelucratã sau nu - înorice mijloace de informare, este permisã æigratuitã, cu condiåia obligatorie sã semenåioneze ca sursã a acesteia:
“www.afaceri-poligrafice.ro”
Placa, odatã întoarsã, esteexpusã, de asemenea, la raze UVprin filmul negativ.
Dupã expunere, cliæeul merge lagravarea chimico-mecanicã æiuscare, operaåie ce se executã pe oserie de utilaje mai mult sau maipuåin automatizate. Placa este supusãacåiunii simultane a solvenåilor(percloretilenã, alcool butilic etc.) æia unei perieri pentru a „sãpa”imaginea.
Monomerii care nu au fostexpuæi la raze UV se dizolvã încontact cu solvenåii. Zonele expuse,transformate în polimeri subacåiunea razelor UV rezistã æi rãmânfixate.
Utilajele de spãlare a plãcilorsunt diverse (plane, cilindrice) æifolosesc diferite metode, ca:
- hidromecanicã - solventul estepulverizat sub presiune;
- mecanicã - sub acåiunea sol -ventului se folosesc perii pentruînlãturarea reziduurilor;
- combinatã - mecanicã æi hi -dro dinamicã;
- cu ultrasunete - suprafaåaplãcii este supusã ultrasunetelor.
Utilajele de spãlare, în general,sunt compuse din:
- vas cu soluåia de spãlare;- sistem de recirculare a
solventului;- suport de fixare a plãcilor;- sistem de termostatare a
soluåiilor.
Uscarea este foarte importantã.Stabilitatea dimensionalã apolimerilor, sub influenåa operaåiiloranterioare (spãlare, acåiunea reve -latorului, periere etc.) variazã foartemult. Din aceastã cauzã trebuie sã seacåioneze în aæa fel încât sã revinã lacaracteristicile iniåiale, înainte deultima etapã de pregãtire a formei.
Ultima etapã constã într-o nouãexpunere la raze UV, însoåitã de untratament germicid la UV, pentru astabiliza æi întãri suprafaåa, încãmoale æi lipicioasã, a cliæeului. Dupãultimele tratamente, cliæeul poate fitrimis la imprimare (se ruleazã însensul tipãririi æi cu relieful înexterior).
Dupã uscare, este recomandabilca forma de tipar sã fie menåinutã însecåia de imprimare cca. 12 orepentru aclimatizare.
(continuare în numãrul urmãtor)
Prezentare realizatã de dl. ing. Gheorghe Savu