tribologie
TRANSCRIPT

UNIVERSITATEA AGRARĂ DE STAT DIN MOLDOVA
FACULTATEA DE MECANIZARE ŞI AUTOMATIZARE A AGRICULTURII
CATEDRA DE REPARAŢII DE MAŞINI ŞI TEHNOLOGIA MATERIALELOR
GRIGORE MARIAN
TRIBOLOGIE ŞI FIABILITATE
Curs de lecţii interactive pentru uzul studenţilor
Chişinău, 2004
PREFAŢĂ
Cursul de lecţii „Tribologie şi fiabilitate” se adresează studenţilor Facultăţii de
Mecanizare şi Automatizare a Agriculturii, învăţământ de zi şi fără frecvenţă.
Cursul este întocmit conform planurilor de studii, aprobate de către Ministerul
Învăţământului şi Educaţiei şi Ministerul Agriculturii şi Industriei Alimentare a
Republicii Moldova, este structurat în corelaţie cu curricula cursului (cod S.07.O.017) şi
cu programa analitică cadru.
Prezentul curs a fost elaborat ţinând seamă de specificul pregătirii viitorilor
ingineri mecanici, specialişti în mecanizarea agriculturii şi industriei reparaţiilor de
maşini. Totodată se doreşte un instrument în sprijinul formării unei concepţii corecte
privind posibilităţile teoretice şi practice ale tribologiei şi fiabilităţii aplicate în acţiunile
de exploatare, mentenanţă preventivă şi corectivă a tehnicii din agricultură.
Adresându-se studenţilor, temele sunt tratate după un algoritm stabilit de autor
pentru a uşura modul de înţelegere a cursului.
Fiecare temă este însoţită de planul lecţiei, descrierea materialului necesar pentru
înţelegerea temei respective, probe pentru verificarea cunoştinţelor şi adresări la surse
suplimentare (manuale, articole, surse electronice etc.). În anexe sunt prezentate
obiectivele didactice utilizate de către profesor la expunerea materialului.
Deoarece lucrarea constituie un început în căutarea unor noi metode de prezentare
a cursului de tribologie şi fiabilitate studenţilor de la mecanizarea agriculturii, autorul îşi
exprimă mulţumirile anticipate tuturor celor care prin propuneri vizează îmbunătăţirea
viitoare a acestei lucrări.
2
1. TRIBOLOGIE (FRECARE, UZARE UNGERE)
Planul lecţiei:
1.1. Consideraţii generale. Stadiul actual al ştiinţei despre tribologie şi fiabilitatea
tehnicii agricole. Scopul şi obiectivele cursului.
1.2. Scurtă istorie a cercetărilor în domeniul ungerii, frecării şi uzării.
1.3. Frecarea şi formele ei.
1.4. Uzarea.
1.4. Legile de bază ale uzurii.
1.1 Consideraţii generale
Tribologia, conform DEX-ului, este o ştiinţă care se ocupă cu studiul frecării,
ungerii şi uzării mecanismelor (gr. tribo = „a freca”; gr. logia = „teorie, discurs”). Ca
ştiinţă, tribologia s-a constituit relativ recent. Noţiunea de tribologie a fost propusă
pentru prima dată de către savanţii D.Tabor şi Cameron în anul 1954. Astfel, începând
cu mijlocul anilor 60, tribologia a început a fi utilizată ca ştiinţă multidisciplinară care
se foloseşte de teoriile şi legile disciplinelor tehnice şi tehnologice, cu scopul de a
contribui la reducerea uzurii îmbinărilor de frecare, de a creşte fiabilitatea utilajelor
tehnologice, de a exploata raţional maşinile, în vederea obţinerii produselor în condiţii
de randament şi de calitate superioară. Ca ştiinţă independentă ea conţine următoarele
subramuri: tribotehnica, tribofizica, tribochimia şi tribometria
Tribotehnica cuprinde aplicaţiile practice ale cunoştinţelor tribologice.
Tribofizica se ocupă de fenomenele fizice care se produc la nivel submicroscopic
datorită frecării.
Tribochimia se ocupă de transformările în domeniul submicroscopic ale materiei,
care se produc, datorită concentraţiilor energetice locale pronunţate, în timpul frecării
dintre corpuri.
Tribometria este o totalitate a metodelor de măsurare a intensităţii frecării
corpurilor aflate în contact. Aparatele pentru măsurare forţelor de frecare se numesc
tribometre.
3
Stadiul actual al ştiinţei despre tribologie şi fiabilitatea tehnicii agricole este
canalizat spre abordarea factorilor ce acţionează în cuplele tribologice şi în
tribosistemele de natură omogenă (metal-metal; polimer-polimer) şi mixte (metal-
polimer).
Cercetările tribotehnice existente din ingineria agricolă sunt relativ recente şi se
referă atât cuplelor noi cât şi celor recondiţionate. Aceste cercetări sunt adresate, ca
regulă, unor cazuri concrete ce evidenţiază diferite aspecte privind factorii de influenţă
asupra uzurii. Se semnalează preocupări în legătură cu uzarea cuplelor omogene şi
mixte funcţie de: parametrii geometrici (dimensiunile şi caracterul îmbinării, precizia de
formă şi starea suprafeţelor conjugate, grosimea stratului compensator de uzură);
condiţiile tehnologice (regimuri tehnologice de obţinere a pieselor conjugate, metoda de
asamblare, viteza de asamblare); proprietăţile fizico-mecanice ale pieselor din cuplă;
condiţiile de exploatare (regimuri de exploatare, temperatura mediului, sarcinile
exercitate, mediul, durata de exploatare etc.); Se mai profilează unele preocupări ce se
referă la: aspectele termice ale frecării în cuplele mixte; modificarea proprietăţilor
fizico-mecanice ale semicuplelor prin diferite procedee tehnologice; modelarea diferitor
factori tribologici;
Cursul „Tribologie şi fiabilitate” este o finalizare logică a ciclului de cursuri de
specialitate „Maşini agricole”, „Tractoare şi automobile”, „Interschimbabilitate,
standardizare şi metrologie”, „Maşini-unelte şi prelucrări mecanice” „Mecanizarea şi
automatizare proceselor tehnologice din zootehnie”, „Exploatarea parcului de maşini şi
tractoare”, „Reparaţii de maşini”, „Fabricare şi recondiţionarea pieselor de schimb”.
Totodată, cursul are şi destinaţia de a integra şi consolida cunoştinţele teoretice şi
practice obţinute pe parcursul studiilor făcute la facultate, cu scopul de a contribui la
creşterea durabilităţii şi fiabilităţii utilajului agricol, de a exploata raţional tehnica din
agricultură şi industria prelucrătoare, în vederea obţinerii produselor în condiţii de
randament şi de calitate performantă.
1.2. Scurtă istorie a cercetărilor în domeniul ungerii, frecării şi uzării.
4

Primele cercetări în domeniul luptei cu efectele negative ale frecării îşi au
începutul din timpuri străvechi. În Egiptul antic, pentru micşorarea frecării între osie şi
butucul roţilor de la car, se folosea ulei animal sau melci, uleiul de măsline.
Problemele frecării aminteau despre sine în cele mai primitive mecanisme,
înaintând noi sarcini concomitent cu progresul tehnico-ştiinţific. Astfel au fost
descoperite de către arheologi roţi masive de lemn capitonate cu cuie de cupru, care au
o vechime de 4,5 mii ani. Scopul capitonării era, evident, protejarea bandajului roţii de
uzură, iar cu două mii cinci sute ani în urmă romanii îşi protejau în mod analogic
pingeaua încălţămintei.
Un interes deosebit îl prezintă plugurile descoperite în nord-vestul Europei datate
cu secolele XIV-XV. Cormanele şi brăzdarele acestor pluguri erau acoperite cu petricele
mici foarte dure.
Cercetări serioase referitoare la frecare au fost realizate de către Leonardo Da
Vinci, Aristoteli, Lui Amontons, Isaac Newton, Coulomb aprofundate şi completate de
Reynolds, Petroff, Stribek, Kragel`skii, Čičinadze, Hruŝčiov, Dovson, Derâgin, Belyj,
Kosteckij etc.
La sfârşitul secolului XIX şi începutul secolului XX ponderea cea mai mare a
cercetărilor aparţine perfecţionării formei şi preciziei dimensionale a diferitor organe de
maşini. În a doua jumătate a secolului XX cercetări fundamentale s-au axat pe domeniul
ungerii hidrodinamice, folosirea diferitor straturi superficiale cu proprietăţi deosebite de
antifricţiune cum sunt compozite polimerice şi straturi de oxizi de ceramică,
optimizarea stării suprafeţelor de frecare, optimizarea caracterului îmbinării
tribocuplelor etc.
1.3. Frecarea şi formele ei
Frecarea este acţiunea de a opune rezistenţă deplasării, care se manifestă între
suprafeţele de contact ce au mişcare relativă sau între care există tendinţa de mişcare
relativă. În tribologie frecarea este concepută ca un proces complex de natură
moleculară, mecanică şi energetică.
5
Frecarea, în funcţie de situaţia cinematică (fig. A.1.1.), poate fi de repaus – când
între corpurile ce vin în contact acţionează forţe tangenţiale mai mici sau egale ca forţa
maximă de repaus şi de mişcare - când între corpurile ce vin în contact acţionează forţe
tangenţiale mai mari ca forţa maximă de repaus. În funcţie de efectul pe care-l exercită,
frecarea poate avea caracter dorit, de exemplu în cazul îmbinărilor cu strângere,
transmisiilor de fricţiune, frânelor, ambreiajelor, sau poate avea caracter ne dorit, de
exemplu în cazul îmbinărilor cu joc, angrenajelor, diferitor lagăre etc. În cazul unor
îmbinări, frecarea poate avea, într-o anumită fază, caracter ne dorit, iar în altă fază -
caracter dorit, de exemplu îmbinările cu filet, îmbinările cu pană etc.
Elementele îmbinărilor care se găsesc în contact şi sunt supuse unei mişcări
relative de alunecare, rostogolire, pivotare (rotire în jurul unui ax perpendicular pe un
plan tangent comun celor două corpuri în punctul de contact) formează cupla de
frecare.
Fenomenele tribologice, care au loc în cupla de frecare, rezultă uzarea şi uzura.
Astfel, se numeşte uzare procesul (a uza-uzare), iar uzura – produsul procesului de
uzare.
Pentru explicarea naturii frecării s-au etapizat următoarele aspecte evolutive:
■ Prima etapă - etapa teoriei mecanice, îşi are începutul în sec. XVI – XVIII şi
vine din ipoteza că frecarea este determinată de energia consumată pentru depăşirea
forţelor cauzate de penetrarea asperităţilor suprafeţelor tribosistemului;
■ a doua etapă – etapa teoriei moleculare, are originea în sec. XVIII şi continuă
până în zilele noastre, presupune că frecarea se datorează forţelor de aderenţă şi de forţa
necesară pentru ruperea punţilor de sudură, ce se formează datorită interacţiunii
moleculare în punctele de contact;
■ etapa a treia este reprezentată de teoria deformărilor elastice şi plastice, care
explică frecarea prin energia cheltuită la deformarea elastică, plastică şi elasto-plastică a
asperităţilor suprafeţelor de contact ale tribosistemului;
■ a patra etapă de explicare a frecării se referă la teoriile mixte şi teoriile
moleculare-mecanice, care privesc frecarea sub aspectul asocierii a diferitor teorii
(mecanică, adeziunii moleculare, energetice, electrostatice);
6
■ a cincia etapă, cea mai recentă, s-a dezvoltat şi se dezvoltă prin teoria
energetică cuantică, care explică fenomenul de frecare prin trecerea energiei de la o
semicuplă la alta prin coante de energie ce produc transfer de material şi particule
provenite în rezultatul uzării.
Astăzi mai acceptată este teoria molecularo-mecanică, propusă de către Kragel
´skij, care admite ipoteza că frecarea este condiţionată atât de penetrarea reciprocă a
asperităţilor suprafeţelor de contact cât şi de forţele interacţiunii moleculare.
În funcţie de mediul în care are loc procesul tribologic se întâlnesc următoarele
forme de frecare: uscată, limită, semifluidă (mixtă) şi fluidă (ungere) (fig.A.1.1).
Frecare uscată este caracterizată prin contactul direct al suprafeţelor conjugate.
Frecare uscată ideală are loc numai în vid, deoarece în condiţii reale de exploatare, în
zona de contact are loc absorbţie de gaze. În practică se consideră frecare uscată atunci
când între suprafeţele conjugate nu există, practic, nici un strat de lubrifianţi. În cazul
când între suprafeţele de contact există lubrifianţi solizi se consideră frecare diferită de
cea uscată, deoarece frecarea este sensibil uşurată.
Forţa de frecare uscată la alunecare poate fi determină cu relaţia lui Amontons-
Coulomb:
F = μ ∙FN , (1.1)
în care μ este coeficient de frecare; FN – forţa normală cu care un corp acţionează
asupra celuilalt.
Cercetările de tribologie executate ulterior au arătat că forţa de frecare mai este
dependentă de un şir de factori, dintre care mai importanţi sunt: viteza de alunecare,
starea straturilor superficiale ale suprafeţelor de contact, natura materialului, caracterul
rigid sau elastic al suprafeţelor, temperatura în zona de contact, caracterul îmbinării.
Reluând relaţia 1.1 ca bază, în 1781 savantul francez Ş. Coulomb a propus
următoarea relaţie:
F = Ag + μ ∙ FN , (1.2)
în care Ag este componenta forţei de frecare dependentă de interacţiunea forţelor
moleculare.
Mai precisă este formula propusă de către savantul rus B.V. Derâgin:
7
F = μ ( FN + p0 ∙S), (1.3)
în care p0 este presiunea suplimentară provocată de forţele de atracţie moleculară; S –
suprafaţa reală de contact direct.
Frecarea limită se produce sub influenţa forţelor moleculare şi se caracterizează
prin faptul că între suprafeţele de contact există unul sau mai multe stratul de lubrifiant
foarte subţiri. Frecarea limită faţă de frecarea uscată reduce uzura suprafeţelor datorită
stării cvazidure a stratului limită de lubrifiant şi existenţa premiselor pentru o ungere
onctuoasă (ungere rezultată de aderenţa lubrifiantului la suprafeţele semicuplelor care
alunecă sub presiune).
Frecarea semifluidă (mixtă) apare la limita frecării fluide, atunci când deşi filmul
de lubrifiant are o grosime suficientă pentru a asigura o ungere fluidă, el se rupe şi se
reface, astfel încât concomitent cu sustentaţia hidrodinamică (menţinerea la un anumit
nivel în masa unui fluid prin mijloace adecvate) apare şi contactul direct între
suprafeţele conjugate. Frecarea semifluidă este inevitabilă în perioadele de pornire-
oprire, când pelicula de ulei nu s-a format sau dispare în rezultatul micşorării vitezei.
Frecarea fluidă apare în cazul când suprafeţele semicuplelor sunt separate de un
film continuu de lubrifiant, care nu permite contactul direct al suprafeţelor în timpul
mişcării relative.
Regimul de ungere poate fi realizat în următoarele situaţii:
- hidrodinamică (HD), când lubrifiantul se introduce în cuplă din exterior sau cu
presiune redusă, semicuplele deplasându-se relativ cu viteză anumită, fiind necesară
păstrarea interstiţiului stabilit şi folosirea lubrifianţilor cu proprietăţi prescrise;
- hidrostatică (HS), când lubrifiantul este introdus în cuplă cu ajutorul unor
pompe, rezervoare de presiune etc, cu o presiune suficientă menţinerii filmului continuu
de lubrifiant, fără obligativitatea păstrării condiţiilor de viteză, valorii jocului în cuplă şi
a proprietăţilor lubrifiantului.
1.4. Uzarea
8

Uzarea, ca consecinţă a proceselor de natură tribologică, prezintă modificarea
continuă a formei, calităţii suprafeţelor de contact şi a dimensiunilor corpurilor la
frecare în rezultatul desprinderii de pe suprafeţele de frecare a materialului şi în
rezultatul deformaţiilor remanente. În majoritatea cazurilor, uzarea este un proces
dăunător, excepţie fiind unele procese de prelucrare (rectificarea, honuirea, prelucrarea
prin eroziune etc.).
Uzura pieselor componente ale cuplelor tribologice se clasifică în uzură normală
de funcţionare şi în uzură accidentală (de avarie). Tipurile de uzare şi uzurile rezultante
sunt prezentate în fig.A.1.2.
Conform datelor statistice din literatura de specialitate, ponderea tipurilor de
uzare în sistemele tribologice, cu aproximaţie, este următoarea: abraziune 42%,
adeziune 25%, oboseală superficială 21%, reacţii chimice 21%, deformaţii superficiale
20%, alte tipuri de uzare 5%. Faptul că suma acestor ponderi depăşeşte 100%
argumentează că în cuplele tribologice activează simultan mai multe tipuri de uzări.
Uzura normală de funcţionare apare inevitabil în timpul exploatării
tribosistemelor. Această uzură este determinată de proprietăţile fizico-mecanice ale
materialului din care sunt confecţionate semicuplele, regimul de lucru, starea
suprafeţelor de contact, caracterul îmbinării, calitatea şi tipul lubrifiantului folosit.
În funcţie de forma de apariţie sunt acceptate următoarele tipuri fundamentale de
uzare care pot apare atât la frecare uscată cât şi la cea limită, semifluidă sau fluidă: de
aderenţă (adeziune), de abraziune, de oboseală, de coroziune şi de eroziune.
Uzarea de aderenţă (de adeziune) se produce prin formarea şi distrugerea
punţilor de sudură între microzonele de contact, care apar în rezultatul interacţiunilor
dintre atomi şi moleculele suprafeţelor de contact. Acest fel de uzare apare atunci când
legăturile de adeziune sunt mai pronunţate ca cele de coeziune.
Uzarea de aderenţă întotdeauna este legată de transfer de material de pe o
semicuplă pe cealaltă. În unele cazuri acest lucru poate influenţa benefic caracteristicile
tribotehnice, de exemplu în îmbinările metalopolimerice, când moleculele sau segmenţii
de molecule de polimer se transferă pe suprafaţa semicuplei metalice penetrându-se în
neregularităţile superficiale, formând un strat monomolecular. Însă, în cazul frecării
cuplelor metalice, uzarea de aderenţă provoacă, ca regulă, griparea suprafeţelor de
9
contact. Griparea apare mai ales la sarcini mari, în lipsa lubrifiantului, sau la
străpungerea filmului în urma unor temperaturi locale ridicate.
Uzarea prin adeziune este o formă de uzare ce se caracterizează prin viteze de
uzare ridicate şi prin instabilităţi relativ mari ale coeficientului de frecare. În general
uzarea de aderenţă este înlesnită de un rodaj necorespunzător, jocuri prea mici sau prea
mari, calitate necorespunzătoare a lubrifiantului, regimuri depăşite de exploatare. Acest
fel de uzare este socotită inadmisibilă, deoarece posedă o intensitate sporită şi ,ca
regulă, provoacă înclinarea şi refuzul îmbinării.
Uzarea de abraziune este provocată de prezenţa unor particule abrazive între
suprafeţele de contact sau de microaspirităţile mai dure ale uneia din suprafeţele de
frecare, care deteriorează suprafeţele prin microaşchiere, tăiere, zgâriere, brăzdare,
eroziune, rizare prin deformări plastice.
Particulele abrazive pot proveni din forfecarea unor joncţiuni, din lubrifianţi sau
din mediul înconjurător, din stratul de suprafaţă datorită uzurii de oboseală sau
tratamentului termic defectuos, desprinderea şi evacuarea materialului unor ciupituri
(pitting, particule metalice provenite în urma uzurii de coroziune, cavitaţie etc.).
Acest tip de uzare este foarte răspândit la organele maşinilor de ameliorat şi de
lucrat solul, din sectorul zootehnic şi la utilajul de prelucrare primară a producţiei
agricole. Ca regulă, uzarea de abraziune se manifestă însoţită de alte tipuri de uzare. De
exemplu, în cilindrii motoarelor cu ardere internă, uzarea cilindrului are loc ca urmare a
uzării abrazive, care vine mai ales din lubrifianţi, împreună cu uzarea de coroziune, de
adeziune şi de oboseală.
Uzarea de oboseală se produce în rezultatul deformaţiilor ciclice în reţeaua
atomică a straturilor de contact, care duc la apariţia fisurilor de oboseală, ciupiturilor
(sau efectul Pitting), exfolierilor, cavitaţii, uzurii de impact.
Fisurarea prezintă formarea unor crăpături înguste (fisuri) la suprafaţa sau în
interiorul tribocuplelor apărute şi dezvoltate în rezultatul stării tensionate de lungă
durată combinată cu schimbarea temperaturii de exploatare.
Adesea fisurile microscopice avansează în crăpături mai mari până când piesa se
rupe în plan transversal. Totodată fisurile microscopice intensifică uzarea suprafeţelor
tribosistemelor cauzată de acţiunea de aşchiere a muchiilor ascuţite ale fisurilor şi
10

măcinarea în zonele adiacente acestor muchii. Fisurile cu timpul se îmbâcsesc cu
productele uzurii care activează în calitate de abraziv.
Pittencul este o formă de uzare a suprafeţelor de contact ale tribosistemelor, cu
contacte puncteforme sau liniare care apar sub forma unor adâncitzri, provocate de
presiuni locale mari. Pittingul este un fenomen complex răspândit atât la cuplele cu
mişcare de rostogolire (rulmenţi cu bile şi role) cât şi la cele de alunecare.
Pittengul are două forme de manifestare: incipientă (neproductivă) şi progresifă
(distructivă). În primul caz adânciturile rămân la forma iniţială, iar în al doilea caz
progresează ca formă, adâncime şi număr, provocând distrugerea suprafeţelor de
contact.
Exfolierea se manifestă prin cojirea de pe suprafeţele de frecare a unor particule
în formă de solzi ce apar în urma unei forfecări produse de o joncţiune tare, creată prin
contactul unor asperităţi, sau în urma unui proces cumulativ, strat cu strat. Acest
fenomen este adesea prezent în cazul folosirii semicuplelor tribologice tratate termic
defectos, de exemplu flancuri de angrenaje, rulmenţi, organe active de mărunţire etc.
Uzarea de cavitaţie este o formă de uzare de oboseală produsă în medii lichide
sau gazos la viteze mari, fără prezenţa celei de-a doua suprafaţă de frecare. Se
caracterizează prin deplasări de material sub forme de mici particule, ciupituri şi
eroziuni care se adâncesc în materialul piesei. Este prezentă, de obicei, pe paletele
turbinelor hidraulice, elicele navelor, rotoarelor de pompă, suprafeţele plane ale
pistoanelor cilindrilor hidraulice, pe pistoanele, segmenţii şi cilindrii motoarelor Diesel,
etc.
Uzarea de impact se produce datorită unor lovituri repetate. În rezultatul acestor
lovituri pe suprafeţele pieselor se formează o serie de cratere, se modifică structura
stratului superficial. Apare o structură caracteristică fenomenului de oboseală cu
microfisuri şi desprinderi de metal sub formă de ciupituri. Intensitatea uzurii depinde de
caracteristicile fizico-mecanice ale materialului folosirt, frecvenţa şi puterea loviturilor,
mediul în care se găseşte sistemul tribologic. Se întâlneşte la organele active de la
morile cu ciocane, îmbinări cu caneluri, angrenaje, camele culbutorilor, tacheţilor etc.
Uzarea de coroziune constituie deteriorarea suprafeţei de frecare în rezultatul
unei serii de procese chimice şi electrochimice prin care straturile superficiale ale
11

tribocuplelor trec dintr-o formă simplă într-o formă combinată. Pierderea de material,
datorită acţiunii simultane sau succesive a factorilor chimici agresivi sau electrochimici,
se poate produce atât în perioada de repaus (coroziune chimică), cât şi în timpul
funcţionării (coroziune mecanicochimică).
Coroziunea chimică poate evolua sub două forme:
- coroziune chimică propriu-zisă, se produce în cazul în care, în timpul reacţiei
chimice dintre metal şi mediul coroziv înconjurător, nu apare un transport de sarcini
electrice. În calitate de agent coroziv poate fi un mediu gazos (O, SO2, HCl gazos, CO,
CO2, H2) sau lichid (apă, lubrifiant coroziv, benzină, benzol, alcooli, soluţii de cloruri,
acizi etc.). Intensitatea procesului de coroziune chimică este condiţionată de mai mulţi
factori dintre care mai importanţi sunt natura şi concentraţia mediului coroziv, natura
materialului supus coroziunii, durata de contact, presiune şi temperatura mediului
corosiv;
- coroziune electrochimică, apare în cazul când în timpul reacţiei cu mediul
coroziv apare un transport de sarcini electrice. Această formă de uzură apare foarte des
în cazul când în lubrifiant sunt prezente mici cantităţi de apă care, în contact cu
suprafeţele tribosistemei formează serii galvanice.
Coroziunea mecanochimică (tribochimică) se referă la modificările suferite de
suprafeţele în frecare într-o cuplă cinematică în timpul funcţionării. Din punct de vedere
al naturii solicitărilor mecanice se disting următoarele subclase:
- coroziunea de tensionare, care se caracterizează prin distrugerea stratului
protector şi intensificarea efectului coroziv datorită solicitărilor mecanice statice;
- coroziunea de oboseală, care apare datorită solicitărilor periodice şi prezenţa
unui anumit mediu coroziv. Fenomenul de oboseală se activează prin pătrunderea în
fisurile de oboseală a mediului coroziv sau prin producerea unor noi fisuri ce devin
surse de distrugere;
- coroziunea de fretare. Este un proces de distrugere a suprafeţelor de contact ale
cuplelor cu strângere metal-metal sau metal-nemetal supuse simultan, atât acţiunii
sarcinii normale de strângere, cât şi a unor oscilaţii de amplitudine foarte mică.
Mecanismul procesului coroziunii de fretare constă în deplasarea relativă şi deformarea
suprafeţelor de contact cauzate de tensiuni tangenţiale alternative, coroziune,
12

distrugerea peliculelor de oxizi, distrugerea punţilor de sudură şi adsorbţia oxigenului în
zonele deformate. Peliculele de oxizi distruse umplu microcavernele formate care
progresează în dimensiuni şi se unesc în caverne mai mari. În cavernele nouformate se
măreşte presiunea particulelor de metal oxidate, ce duce la formarea unor fisuri care
apoi cresc în crăpături. O parte din aceste crăpături se asociază provocând desprinderea
unor fragmente de metal. Totodată particulele de oxizi, din zona de contact, intervin în
calitate de abraziv care, în regim de microdeplasări, măresc temperatura, formând
structuri dure pe suprafeţelor cavernelor.
Uzarea de fretare este caracteristică la îmbinarea cu strângere, de exemplu, a
rulmenţilor cu arborii sau cu carcasa, a roţilor şi fuliilor cu arborii, a bandajelor roţilor
etc.
Coroziunea de eroziune prezintă distrugerea suprafeţelor materialului în
rezultatul acţiunii mecanice a particulelor abrazive care se găsesc în zona de acţiune la
viteze mari a unui jet de fluid (lichid, gaz sau abur). Acest fel de uzură se întâlneşte la
instalaţiile de alimentare cu aprindere prin comprimare, distribuitoarele hidraulice,
robinetele sistemelor hidraulice şi cu abur, supapele de evacuare a motoarelor cu ardere
internă, organele maşinilor agricole etc.
Distrugerea materialelor în rezultatul descărcărilor electrice de asemenea este o
uzare de eroziune. Această formă de uzură poartă numele de uzură datorită eroziunii
electrice. Se întâlneşte, de exemplu, la contactele conjuctorului-disjunctor, electrozii
bujiilor, contactele acumulatoarelor etc.
1.5. Legile de bază ale uzării
Pentru calcularea şi pronosticarea fiabilităţii produselor finite, alegerea
materialului, dimensiunilor şi caracterului îmbinărilor pentru condiţii concrete de
exploatare este necesar de cunoscut principalele legităţi ale procesului de uzare a
materialelor.
Indicatorii de apreciere a uzurii sunt:
- uzura liniară U (μm), este schimbarea dimensiunii suprafeţei în rezultatul uzării
măsurată pe normală la suprafaţa de frecare;
13
- viteza de uzare este raportul valorii uzurii la timpul în care acesta a
apărut;
- intensitatea uzării prezintă raportul valorii uzurii la drumul parcurs în
timpul uzării. Această mărime este adimensională dacă uzura şi drumul se măsoară în
aceleaşi unităţi.
Mărimea fizică viteza de uzare are următoarele semnificaţii:
- viteza de uzare gravimetrică, se măsoară în kg/s, mg/h etc.;
- viteza de uzare volumetrică cu unităţile de măsură m3/s, mm3/h etc.;
- viteza de uzare liniară ce se măsoară în m/s, μm/h etc.;
Intensitate de uzare poate fi:
- gravimetrică, în kg/m, mg/km etc.;
- volumetrică, în m3/m, mm3/km etc.;
- liniară, în m/m, μm/km etc.;
Legile uzurii trebuie, în formă generală, să exprime U sau γ în funcţie de
următorii factori care influenţează uzura:
- parametrii de forţă şi cinematici, şi în primul rând presiunea specifică între
suprafeţele de contact p şi viteza de deplasare relativă v;
- parametrii care caracterizează calitatea materialului şi tratamentul termic aplicat
(duritatea, modulul de elasticitate, stabilitatea termică, capacitatea de absorbţie a
umidităţii şi uleiului etc.);
- calitatea suprafeţelor pieselor conjugate (rugozitate, ondulaţii, abateri de formă,
tensiuni superficiale etc.);
- tipul uzurii şi calitatea lubrifianţilor folosiţi;
- condiţiile de exploatare;
- caracterul iniţial al îmbinării.
Totodată toate legităţile trebuie să descrie modificarea uzurii în timpul t.
Dinamica uzurii în timp U = f(t) şi γ = f(t) este reprezentată de către curbele uzurii
(fig.A.1.3).
Forma clasică a uzurii este alcătuită din trei perioade distincte (fig. A1.3, a):
14
- perioada de rodaj I a asamblării sau perioada de uzură iniţială. În această
perioadă relieful iniţial (tehnologic) al suprafeţelor pieselor conjugate se modifică până
la un grad de calitate constant numit relief de exploatare. Viteza de uzare se micşorează
lent până la o valoare constantă, când se începe a doua perioadă;
- perioada de funcţionare normală II. Această perioadă se caracterizează printr-o
uzare aproximativ constantă la valori mai mici, o durată mult mai mare şi o viteză de
uzare constantă;
- perioada de uzare catastrofală III denumită şi uzura de avarie sau uzura
anormală. Se caracterizează printr-o creştere bruscă a uzurii care duce la apariţia unor
noi forme de uzare, condiţii anormale de funcţionare, apar bătăi, zgomot, pericol de
distrugere a îmbinării. Viteza de uzare creşte brusc ascendent. În această perioada a
evoluţiei uzurii nu se admite exploatarea cuplelor respective.
Se întâlnesc cazuri de trecere lentă de la perioada a II la perioada a III (fig. A1.3,
b). Această situaţie este posibilă când factorii negativi se cumulează pe toată perioada
de exploatare a termocuplelor, de exemplu, prezenţa unor particule abrazive pe tot
parcursul de exploatare.
În alte cazuri, din contra, are loc stabilizarea procesului de uzare chiar în faza
iniţial, de exemplu, la cuplele metalo-polimerice sau, invers, procesul de stabilizare
continuă o perioadă foarte lungă (fig. A1.3, c). Aceste tribosisteme se uzează monoton
în toată perioada de exploatare. Relieful tehnologic practic nu se deosebeşte de relieful
de exploatare (sau foarte repede se transformă în relief de exploatare) iar în alte cazuri,
din contra, reliefurile tehnologic şi de exploatare se deosebesc foarte mult.
Subiecte pentru verificarea cunoştinţelor
1. Ce aste tribologia ?
2. Care sunt subramurile tribologiei şi cu ce se ocupă fiecare ramură în parte?
3. Ce este frecarea? Frecarea de repaus şi frecarea de mişcare.
4. Ce formează cupla de frecare?
5. Ce se numeşte uzare şi uzură?
15

6. Numiţi şi descrieţi principalele etape evolutive pentru explicarea naturii
frecării.
7. Prin ce se caracterizează frecarea uscată? Formulele folosite pentru
determinarea forţei de frecare uscată.
8. Ce este frecare limită şi semifluidă?
9. Ce este frecare fluidă? Caracteristica regimurilor de ungere fluidă.
10. Ce prezintă uzarea? Daţi definiţia uzurii normale de funcţionare şi a uzurii
accidentale.
11.Ce tipuri de uzură sunt acceptate după forma de apariţie?
12.Când se produce uzarea de aderenţă? Cum influenţează caracteristicile
tribotehnice uzarea de aderenţă? ? Descrieţi mecanismul uzării de aderenţă şi
domeniul de răspândire.
13.De ce este provocată uzarea de abraziune? Descrieţi mecanismul uzării
abrazive şi domeniul de răspândire.
14. De ce este provocată uzarea de oboseală? La ce defecte duce uzarea de
oboseală?
15.Ce este uzarea de cavitaţie şi uzarea de impact. ? Descrieţi mecanismul acestor
forme de uzare şi domeniul de răspândire.
16. Ce constituie uzarea de coroziune? Care sunt formele uzării de coroziune. ?
Descrieţi mecanismul uzării de coroziune şi domeniul de răspândire.
17.Ce prezintă coroziunea de eroziune şi unde se întâlneşte acest fel de uzură? Ce
prezintă uzura de eroziune electrică? Numiţi domeniul de răspândire a
coroziunii de eroziune.
18. Numiţi indicatorii de apreciere a uzurii.
19.Ce semnificaţie are mărimea fizică a vitezei de uzare?
20. Numiţi perioadele distincte ale uzurii şi ce procese fizice au loc în aceste
perioade?
Bibliografie recomandată
16

1. Lupescu Octavian, Sârbu Ionel, Botez Radu. Fiabilitatea şi repararea
utilajului agricol. - Chişinău: Tehnica, 1999. – P. 16 ...26.
2. Ionuţ Vasile, Moldovanu Gheorghe. Tehnologia reparării şi fiabilitatea
utilajului agricol. - Bucureşti: Editura didactică şi pedagogică, 1982. P. 18 ... 31.
3. Pronikov A.S. Nadёžnost΄ mašin. – Moskva: Mašinostroenie, 1978. –
S.229 ... 246.
4. Garkunov D.N. Tribotehnika. – Moskva: Mašinostroenie, 1989. – S.
40 ... 114.
17
2. STUDIUL UZURII ŞI PARTICULARITĂŢI TRIBOLOGICE ALE
TRIBOSISTEMELOR DIN TEHNICA AGRICOLĂ
Planul lecţiei
2.1. Metode de măsurare a uzurii.
2.2.Starea limită a pieselor şi îmbinărilor.
2.3. Alegerea materialelor cuplei tribologice
2.4. Studiul uzurii la organele de lucru ale utilajului agricol.
2.1. Metode de măsurare a uzurii
Există mai multe metode de măsurare a uzurii. Aceste metode se clasifică în
funcţie de condiţiile experimentale în care se execută măsurarea. Alegerea metodei este
condiţionată de scopul investigaţiilor, precizia de măsurare, dimensiunea şi forma
măsurandului, posibilitatea de măsurare fără demontări, tipul măsurătorilor disponibili
etc. Clasificarea metodelor de măsurare a uzurii este prezentată în tabelul A.2.1.
Uzura poate fi apreciată prin metoda integrală sau diferenţială.
Prin metoda integrală valoarea uzurii se apreciază prin măsurarea unor parametri
sumari (schimbarea masei sau volumului semicuplelor tribologice, schimbarea jocului
îmbinării) sau prin determinarea produselor uzurii din ulei (analize: chimică, spectrală, a
izotopilor radioactivi).
Mai raţională este metoda diferenţială. Această metodă permite studierea
repartiţiei uzurii pe toată suprafaţa de contact a tribosistemului ce, la rândul său, asigură
aprecierea influenţei diferitori factori de exploatare asupra caracterului şi valorii uzurii.
Metodele de măsurare a uzurii se mai clasifică, in funcţie de condiţiile
experimentale în care se execută măsurarea, astfel:
- metode directe (discontinui);
- metode indirecte (continui).
18
Utilizarea metodelor directe necesită demontarea tribosistemelor în elemente
componente. Din grupa acestei metode fac parte metodele: micrometrării, cântăririi,
folosirii bazelor de referinţe noi.
Din grupa metodelor continue fac parte: metodele de apreciere a uzurii sumare,
metodele bazate pe determinarea produselor uzurii în ulei, prin determinarea diferitor
indici funcţionali.
Metoda determinării uzurii după schimbarea masei (metoda cântăririi) are două
variante principale: cântărirea însăşi elementului tribosistemului examinat sau a
produsului uzurii din ulei. În primul caz se determină diferenţa dintre masa netă iniţială
a piesei şi masa acesteia după un anumit număr de ore de funcţionare; în al doilea caz –
verificarea se efectuează prin luarea şi cântărirea unor probe de ulei la anumite
intervale. Din aceste probe se determină cantitatea de metal rezultat din uzură.
Metodă cântăririi se foloseşte la măsurarea uzurii pieselor cu forme complicate ce
nu permit măsurări liniare. Aplicarea metodei de cântărire a produselor uzurii dă
rezultate bune numai în cazul maşinilor simple şi pentru tribosisteme confecţionate din
materiale eterogene, deoarece este greu de diferenţiat rezultatul final pentru fiecare
element aparte. Analiza probelor de ulei se efectuează prin metode chimice, analiză
spectrală, metodă radiometrică.
Metoda chimică se bazează pe determinarea conţinutului de metal şi a altor
produse ale uzurii din scrumul rezultat din arderea probei de ulei. Trebuie menţionat că
analiza probei este laborioasă şi costisitoare.
Metoda spectrală se bazează pe studiul spectral al flăcării obţinute la arderea
probei de ulei. Metoda este complicată, îndelungată, costisitoare, necesită personal de
calificare înaltă.
Metoda radiometrică constă în introducerea de material radioactiv în topitura din
care se confecţionează triboelementele sau prin acoperirea acestora cu un strat
radioactiv şi înregistrarea radioactivităţii produselor uzării, care, antrenate de către
lubrifiant, se stochează în filtrul de ulei.
Metoda micrometrării se bazează pe măsurarea dimensiunilor sau formei
triboelementelor înainte şi după exploatare cu un măsurător cu valoarea diviziunii de cel
puţin 10 μm. Această metodă este cea mai răspândită datorită simplicităţii şi
19

accesibilităţii pentru orişice condiţii de mentenanţă. Metoda se foloseşte mai în
producţie şi mai rar în cercetările ştiinţifice, deoarece nu permite măsurarea uzurii în
procesul de lucru al tribosistemului, necesită, ca regulă, demontarea sistemului şi
curăţirea pieselor. Un inconvenient important este şi lipsa bazei de referinţă ce
îngreunează aprecierea valorii reale a uzurii şi a schimbării formei pieselor, deoarece nu
se cunosc dimensiunile şi forma efectivă iniţială.
Metoda profilografierii constă în ridicarea profilogramei suprafeţelor de lucru ale
unei cuple tribologice înainte şi după uzare. Există două variante ale acestei metode.
Primul, când semicupla are un sector ne uzat (de exemplu, cilindrul motorului cu ardere
internă). Profilograma se ridică pentru sectoarele uzat şi cel ne uzat şi comparându-le se
trag concluzii despre valoarea uzurii şi despre modificarea rugozităţii. A doua variantă
se foloseşte când toată suprafaţa semicuplei tribologice este uzată. În acest caz, pentru
aceeaşi secţiune se ridică două sau mai multe profilograme, unde se trasează şi un riz
transversal, a cărui adâncime maximă formează cota de referinţă şi serveşte drept bază
pentru compararea profilogramelor ridicate înainte şi după uzare.
Dezavantajele acestei metode constau în faptul că precizia de măsurare este
influenţată de erorile de contactare şi de montare repetată a traductorului, de greutatea
localizării secţiunii măsurată iniţial şi necesitatea opririi şi demontării piesei din maşina
agricolă.
Metoda bazelor artificiale constă în aceea că pe suprafaţa semicuplei tribologice
se imprimă o adâncitură de o anumită formă şi prin urmărirea reducerii dimensiunilor
acestor urme se calculează evoluţia uzurii. Sunt cunoscute mai multe variante ale acestei
metode.
Metoda amprentelor constă în imprimarea urmelor cu o piramidă de diamant cu
ajutorul unui aparat de măsurare a durităţii. Se măsoară diagonala amprentei înainte şi
după uzare cu ajutorul unui microscop instrumental cu valoarea diviziunii de 1 μm. Din
diferenţa diagonalelor măsurate se calculează mărimea uzurii. Această metodă are un şir
de dezavantaje. În primul rând, în jurul amprentei se produce deformarea straturilor
adiacente. În al doilea rând, după retragerea piramidei are loc modificarea formei şi
dimensiunilor amprentei, ce influenţează precizia măsurărilor.
20

O răspândire mai largă a primit metoda adânciturilor artificiale propusă de către
savanţii ruşi M. M. Hruščiov şi E. S. Berkovič΄. Metoda constă în producerea unei
amprente în formă de semilună cu ajutorul unui cuţit rotativ de formă piramidă
triunghiulară şi aprecierea uzurii după micşorarea dimensiunilor acestei adâncituri. Prin
această metodă nu se produce deformarea suprafeţei după extragerea penetratorului.
În cazul când măsurarea uzurii direct pe piesele luate în studiu este dificilă se
foloseşte metoda mulării. Această metodă constă în scoaterea unui mulaj din material
plastic (stiracril, polimer, metal plastic etc.) în locul unde a fost produsă o adâncitură.
Se măsoară, cu ajutorul unor măsurători universali, înălţimea mulajului scos înainte de
uzare şi se compară cu înălţimea mulajului repetat după uzare. Metoda poate fi folosită
în cazul când pe suprafeţele triboelemrntelor se admite realizarea unor adâncituri
suplimentare.
Metoda activării suprafeţelor de contact se bazează pe micşorarea radioactivităţii
la uzarea tribosistemului cercetat în care pe un anumit sector a fost introdus un izotop
radioactiv la adâncimea 0,05 ... 0,4 mm. Valoarea uzurii se determină prin compararea
dinamicii radioactivităţi piesei investigate cu datele prezentate într-un grafic obţinut
prin tarare. Graficul de tarare se desenează prin modelarea uzurii pe probe a căror
radioactivitate se modifică prin scoaterea consecutivă a unor straturi de metal de o
anumită grosime.
Metoda se foloseşte în cercetările de stand şi de exploatare fără demontarea şi
oprirea maşinilor.
Metoda indicilor funcţionali constă în măsurarea unor indici funcţionali ai
maşinii luată în studiu şi compararea acestora cu parametrii iniţiali, până la exploatare.
2.2.Starea limită a pieselor şi îmbinărilor
Situaţia în care se poate afla un sistem tribologic se caracterizează prin starea
funcţională, care, la rândul său, poate fi: normală, admisibilă sau limită.
Se consideră că un sistem tribologic se găseşte în stare normală dacă
caracteristicile funcţionale ale acestuia se înscriu în cerinţele prescrise de către
documentaţia tehnică.
21

Starea admisibilă a unui tribosistem se consideră atunci când elementele acestuia
pot fi reutilizate fără nici o modificare, urmând să-şi exercite funcţiile până la
următoarea demontare planificată.
Prin starea limită a unui tribosistem se înţelege situaţia în care un element sau
sistemul în întregime a ajuns la limita funcţionabilităţii, situaţie în care exploatarea de
mai departe a acestui sistem este imposibilă.
Determinarea stării limită a sistemelor tehnice este foarte importantă pentru
pronosticarea reparaţiilor respective, având şi o importanţă deosebită din punct de
vedere tehnico-economic. Argumentarea şi calcularea stării limită asigură folosirea mai
efectivă a fiecărei piese, îmbinare, ansamblu, maşină.
Starea limită poate fi stabilită individual pentru fiecare piesă aparte sau pentru
cuplu în întregime.
Starea limită individuală se stabileşte prin determinarea uzurii limită a pieselor
singulare, mai ales, la piesele care au rol funcţional propriu
Starea limită în cuplu se stabileşte prin determinarea caracterului limită al
îmbinării (jocul limită sau strângerea limită), care , la rândul său, este determinat de
uzurile limită ale pieselor conjugate.
Uzurile limită se stabilesc în funcţie de: abaterile admisibile dimensionale,
macrogeometrice şi microgeometrice; abaterile de poziţie; valorile limită ale jocului sau
strângerii etc.
Starea limită a pieselor se stabileşte pe cale analitică sau experimentală.
Metoda analitică de stabilire a stării limită a fost studiată în cursul ISMT.
Experimental, limitele de uzură se stabilesc pe cale grafică, cu prelucrarea
ulterioară a datelor obţinute. În baza datelor experimentale se trasează curba uzurii
piesei (fig. A.1.3) sau a cuplului de piese.(fig. A.2.2). Cunoscând aceste curbe se poate
determina jocul limită S max. în funcţie de jocul iniţial şi uzura limită:
S max. = Si + U1 max. + U2 max., (2.1)
în care Si este jocul iniţial, U1 max. şi U2 max. – uzurile maxime ale arborelui şi alezajului.
Unghiul α caracterizează viteza uzurii şi anume:
tg α = γ =dU/dt =f(P, v, Kt, Ke), (2.2)
în care γ este viteza de uzare, P - presiunea specifică, v - viteza de alunecare, Kt –
22

coeficient dependent de factorii tehnologici, Ke – coeficient dependent de factorii de
exploatare.
Examinând zona a doua de lucru (perioada normală de lucru), care este
reprezentată în fig. A 2.3, se constată că între starea limită şi cea admisibilă există
următoarea relaţie:
Ulim. = Uadm. + γ Trec., (2.3)
în care Uadm. este uzura admisibilă, Trec. - resursa obţinută prin recondiţionarea piesei.
În cazul defectării piesei într-un oarecare moment x, resursa consumată până în
acest moment se va determina din relaţia:
Tc = Ux / γ, (2.4)
în care Ux este uzura măsurată în momentul x. Această uzură poartă numele de uzură
efectivă.
Diferenţa dintre resursa limită şi resursa măsurată constituie resursa disponibilă a
obiectului în momentul măsurării şi poate fi determinată din relaţia:
Td =(Ulim – Ux)/γ. (2.5)
În cazul în care resursa disponibilă a obiectului este mai mare de cât resursa
necesară până la următoarea intervenţie de mentenanţă corectivă Tm, atunci acest obiect
poate fi folosit încă un ciclu de funcţionare. În caz contrar ea trebuie schimbată cu alta
nouă sau trebuie recondiţionată. Totodată la alegerea piesei de schimb sau a metodei de
recondiţionare se va ţine cont de faptul că Trec≥Td.
În cazul în care, la momentul măsurării, Td≥Trec. piesa măsurată poate fi folosită
încă un ciclu de funcţionare.
Trec.=Ua/γ. (2.6)
Stabilirea uzurii limită poate fi determinată şi prin prelucrarea statistică a datelor
măsurătorilor unui număr cât mai mare de piese luate în studiu.
2.3. Alegerea materialelor cuplei tribologice
Cuplele tribologice de la utilajele agricol, în funcţie de destinaţie, prezintă
semicuple realizate dintr-o gamă largă de materiale (aliaje feroase şi neferoase, mase
23

plastice, materiale sinterizate, materiale compuse). Adesea materialele sunt aplicate în
formă de acoperiri sau placaje sau se folosesc la fabricarea întregii piese.
Alegerea materialului este o sarcină laborioasă deoarece este condiţionată de un
şir de factori constructivi, funcţionali, tehnologici, de exploatare, igienici şi economici.
Din punct de vedere constructiv, trebuie avut în vedere posibilităţile tehnologice
de realizare a formei şi preciziei geometrice a pieselor în cazul folosirii materialelor
respective.
Pentru ca sistemele tribologice să-şi exercite funcţiile impuse este necesar de avut
în vedere că există materiale antagoniste ale semicuplelor de frecare, de exemplu,
combinaţiile austenită-austenită sunt improprii. De asemenea nu sunt indicate perechile
Fe-Cr, Cu-Al, Fe-Cu, Al-polimeri. Rezultate bune dau cuplele tribologice oţel moale-
fontă cenuşie, semicuplele perechi insolubile Fe-Sn, Fe-Ag, Cu-Pb.
Cerinţele tehnologice ale materialelor folosite pentru fabricarea semicuplelor
tribologice sunt: prelucrarebilitate şi tehnologitate bună, obţinerea unor rugozităţi ale
suprafeţelor tribologice apropiate de cele de echilibru prin ce se va micşora perioada de
rodaj, elaborarea unor sisteme de control activ al calităţii produselor finite.
În procesul de exploatare materialele trebuie să asigure: stabilitatea parametrilor
funcţionali; o cât mai bună conductivitate termică; comportare bună la frecare fără
predispoziţie la gripaj; rezistenţă la uzare, coroziune sau efecte termice; termen de rodaj
redus; să facă faţă sarcinilor, variaţiei de temperaturii şi a vitezelor exercitate etc.
Din punct de vedere sanitaro-igienică materialele folosite nu trebuie să formeze
substanţe care ar polua mediul ambiant. În timpul lucrului ele nu trebuie să elimine
substanţe toxice care ar dăuna sănătăţii omului.
Totodată materialele folosite în sistemele tribologice trebuie să aibă un preţ de
producţie minim, să fie accesibile, tehnologic uşor realizate.
Este evident, că materialele semicuplelor trebuie să asigure totalitatea
proprietăţilor sistemului tribologic care condiţionează menţinerea capacităţii de lucru în
toată perioada de exploatare a acestuia.
Alegerea corectă a materialului este imposibilă fără o analiză minuţioasă a
particularităţilor tribologice în domeniul de utilizare al sistemelor tribotehnice.
24
2.4. Studiul uzurii la organele de lucru ale utilajului agricol
Natura materialului, forma, macro şi microgeometria, caracteristicile calitative ale
suprafeţelor , precum şi condiţiile specifice care au loc pe traseul tehnologic de
exploatare, impun o abordare tribologică aparte a semicuplelor ce formează sisteme
tribologice în tehnica agricolă.
În baza analizei caracteristicilor de exploatare a sistemelor tribologice ale tehnicii
agricole, prezentate în literatura de specialitate, precum şi în baza studierii
documentaţiei tehnologice de proiectare, fabricare şi reparare a utilajului agricol modern
elementele tribologice din tehnica agricolă pot fi clasificate în următoarele grupe:
- îmbinări cu joc, elementele cărora funcţionează în condiţii de frecare de
alunecare (fus-lagăre de alunecare de la pompele de ulei, de apă, de combustibil; piesele
de la mecanismul de distribuţie a gazelor; fus-lagăre de alunecare paliere şi manetoane
la arbore motor; fus-lagăre de alunecare la grupul bielă-piston; cuple arbore – etanşări,
piston – cilindru etc.);
- îmbinări cu joc, elementele cărora funcţionează în condiţii de frecare de
rostogolire (angrenaje, transmisii cu came, rola de reazem – şenilă, lanţuri cu zale şi
role, rulmenţi etc.);
- îmbinări cu strângere (arbore – inelul rulmentului, arbore –fulie, bucşă de
reducţie – sculă aşchietoare etc.);
- îmbinări cu caracter intermediar (îmbinări cu rulmenţi, îmbinări cu caneluri,
îmbinări cu pene etc.),
- elemente ce se uzează individual (organe de lucru de la maşini pentru lucrarea
solului, aparate de tăiere a plantelor, ciocane de la morile cu ciocane, şine de batere de
la aparatele de treier, cuţite de tocare de la tocători şi combine etc.)
În prezent, se constată o accelerare în vederea folosirii de materiale avansate, cu
proprietăţi care să reziste cu succes la parametrii tribologici doriţi, atât la fabricarea
pieselor noi, cât şi la recondiţionarea acelor uzate. În acest context, în condiţii de
tribomodelare, cât şi în situaţii reale de exploatare, o importanţă deosebită are stratul
superficial al semicuplelor tribologice.
25
Se folosesc un şir de procese tehnologice de dirijare a proprietăţilor fizico-
mecanice ale stratului superficial: deformaţii plastice, tratament termic superficial;
acoperiri galvanice şi din compoziţii polimerice; metalizarea; durificarea prin
scânteiere; optimizarea micro- şi macrogeometriei suprafeţelor de contact etc.
Subiecte pentru verificarea cunoştinţelor
1. În ce constă metoda integrală de apreciere a uzurii?
2. În ce constă metoda diferenţială de apreciere a uzurii?
3. Ce metode de măsurare a uzurii sunt cuprinse în grupa metodelor directe?
Descrieţi aceste metode.
4. Ce metode de măsurare a uzurii sunt cuprinse în grupa metodelor indirecte?
Descrieţi aceste metode.
5. În ce constă metoda determinării uzurii prin analiza probelor de ulei?
6. Pe ce se bazează metoda chimică de analiză a probelor de ulei?
7. Pe ce se bazează metoda spectrală de analiză a probelor de ulei?
8. Pe ce se bazează metoda radiometrică de analiză a probelor de ulei?
9. Pe ce se bazează metoda micrometrării de studiere a uzurii?
10. Pe ce se bazează metoda profilografierii de studiere a uzurii?
11. Care sunt metodele bazelor artificiale de apreciere a uzurii?
12. În ce constă metoda amprentelor de măsurare a uzurii?
12. În ce constă metoda adânciturilor artificiale de determinare a uzurii? Cine a
propus această metodă?
13. În ce cazuri se foloseşte metoda mulării? Descrieţi această metodă.
14. Pe ce se bazează aprecierea uzurii prin metoda activării suprafeţelor de
contact?
15. În ce constă aprecierea uzurii prin metoda indicilor funcţionali?
16. Ce situaţii poate avea un sistem tribologic în perioada de funcţionare?
17. Cu ce este egal jocul limită funcţie de jocul iniţial şi uzura limită?
18. Prin ce relaţie se descrie situaţia dintre starea limită şi cea admisibilă a unui
sistem tribologic?
26

19. Ce înseamnă materiale antagoniste folosite în cuplele tribologice? Daţi
exemple de astfel de cuple.
20. Prezentaţi clasificarea elementelor tribologice din utilajul agricol.
Bibliografie recomandată
1. Lupescu Octavian, Sârbu Ionel, Botez Radu. Fiabilitatea şi repararea
utilajului agricol. - Chişinău: Tehnica, 1999. – P. 16 ...50.
2. Ionuţ Vasile, Moldovanu Gheorghe. Tehnologia reparării şi fiabilitatea
utilajului agricol. - Bucureşti: Editura didactică şi pedagogică, 1982. P. 41 ... 63.
3. Krâžkov, V.M. Nadežnost΄ i kačestvo sel΄skohozâjstvennoj tehniki. –
Moskva: Agropromizdat, 1989. – s. 60 ... 94.
27
3. NOŢIUNI GENERALE , TERMINOLOGIE ŞI ETAPELE DE REALIZARE
ALE FIABILITĂŢII UTILAJELOR AGRICOLE
Planul lecţiei:
3.1. Consideraţi generale şi terminologie.
3.2. Clasificarea refuzurilor.
3.3. Etapele de realizare ale fiabilităţii.
3.1. Consideraţi generale privind siguranţa utilajului agricol.
Calitatea produsului se apreciază printr-un ansamblu de caracteristici, care îi
conferă acestuia aptitudinea de a satisface necesităţile exprimate sau implicite în
conformitate cu destinaţia.
Ansamblul de caracteristici, care definesc calitatea, funcţie de efectul pe care îl au
în procesul de utilizare, se grupează astfel (fig. A.3.1):
- caracteristici tehnice (destinaţie, fiabilitate, tehnologitate, standardizare şi
unificare, interschimbabilitate etc.);
- caracteristici psiho-senzoriale (aspecte de tip estetic, organoleptic, ergonomic);
- caracteristici economici şi tehnico-economici (cost de producţie, termen de
recuperare etc.);
- caracteristici de ordin social general (influenţa asupra mediului înconjurător,
siguranţei în exploatare, sănătăţii fizice şi psihice a oamenilor).
Din caracteristicile nominalizate fiabilitate are un loc deosebit în aprecierea
calitativă a unui produs. Fără un grad înalt de fiabilitate nu poate fi nici un produs de
înaltă calitate.
În acest context fiabilitatea reprezintă proprietatea obiectului de a-şi menţine,
de-a lungul unei anumite durate de timp şi în anumite limite, toţi parametrii care
caracterizează capacitatea de îndeplinire a funcţiilor într-un sistem de condiţii
specificate de utilizare, mentenanţă, transportare şi păstrare.
28

Pentru perceperea corectă a noţiunilor de fiabilitate, în cele ce urmează se
prezintă definirea termenilor specifici folosiţi în descrierea materialului temei.
În definiţia fiabilităţii figurează noţiunea de obiect, prin care se consideră un corp
solid, care are o anumită întrebuinţare şi este examinat în perioadele de concepţie-
proiectare, fabricaţie, exploatare, investigare şi încercare. În teoria fiabilităţii, în calitate
de obiect pot fi incluse: produse finite, sisteme tehnice şi elementele acestora, maşini,
ansambluri, subansambluri, articole de largă utilizare, piese, ambalaje, aparate etc.
Produsul finit este un bun material obţinut în procesul de producţie şi livrat către
beneficiar. Elementul este parte componentă a produsului finit, iar sistemul tehnic
constituie un ansamblu de elemente dependente între ele, organizate să îndeplinească de
sine stătător anumite funcţii.
Sistemul tehnic alcătuit din piese cu mişcări determinate care transformă o formă
de energie în altă formă de energie sau în lucru mecanic util se numeşte maşina. La
rândul său maşina este alcătuită din piese.
Piesa este parte demontabilă a unei maşini, mecanism, instrument, construcţii.
Piesele se grupează în subansambluri, care alcătuiesc o parte componentă a unei maşini,
a unui sistem tehnic şi care acţionează în cadrul acestora ca o unitate funcţională
distinctă. Ansamblul, la rândul său, este un tot unitar rezultat din unirea unor
subansambluri de acelaşi gen.
Fiabilitatea include în sine următoarele proprietăţi de bază: funcţionarea fără
defecţiuni (buna funcţionare), durabilitatea, mentenabilitatea şi disponibilitatea (fig.
A.3.2).
Buna funcţionare este proprietatea obiectului de a-şi păstra capacitatea de lucru
intactă, conform parametrilor stabiliţi în documentaţia tehnică, într-o anumită perioadă
sau anumită resursă.
Prin resursă se înţelege durata de ore (hectare convenţionale, litri combustibil
etc.) între două reparaţii generale sau între două revizii.
Această proprietate este extrem de importantă pentru obiectele, refuzul cărora
este periculoasă pentru viaţa oamenilor, de exemplu, sistemul de dirijare a
autovehiculelor.
29

Durabilitatea este proprietatea obiectului de a-şi păstra capacitate de lucru până
la apariţia stării limită pentru sistemul de mentenanţă stabilit.
Durabilitatea se deosebeşte de buna funcţionare prin acea că termenul de
durabilitate include şi întreruperile datorate executării întreţinerilor tehnice şi
reparaţiilor.
Mentenabilitatea este proprietatea obiectelor care reprezintă aptitudinea de
repunere în stare de funcţionare a acestuia prin efectuarea lucrărilor de întreţineri
tehnice, reglaje, control, reparaţii, remediere a defecţiunilor accidentale, modernizări,
conservare, stocare, transport.
Mentenabilitatea este o proprietate a fiabilităţii de importanţă majoră, având un
caracter complicat. Este determinată de destinaţia obiectului şi condiţiile concrete de
exploatare. Referitor la tehnica agricolă, mentenabilitatea mai poate fi caracterizată prin
accesibilitate, controlabilitate, interschimbabilitate, recondiţionabilitate.
Disponibilitatea este proprietate obiectului de a-şi păstra, în limitele parametrilor
prescrişi, capacitatea de lucru efectiv în timpul şi după păstrare sau transportare.
3.2. Clasificarea refuzurilor
Refuzul este una din noţiunile fundamentale ale fiabilităţii, fiind indisolubil legat
de buna funcţionare a obiectului luat în studiu. Refuzul obiectelor poate fi clasificat
după mai mulţi parametri. Astfel după caracterul apariţiei se cunosc refuzuri: spontane
(accidentale), treptat (progresiv), mixt. Clasificarea refuzurilor este prezentată în fig.
A.3.3.
Refuzul spontan se caracterizează prin variaţia unuia sau a mai multora parametri
ai bunei funcţionări în formă de salturi.
Refuzul treptat se caracterizează prin modificarea lentă a unuia sau a mai multora
parametri ai bunei funcţionări a obiectului.
Refuzul mixt este multiplu, are unul şi acelaşi caracter, apare de la sine în
perioada de exploatare, duce la întreruperi de scurtă durată şi, ca regulă, se
autolichidează.
30
Refuzul tehnicii agricole poate apărea în formă de defecţiune, pană sau epuizare a
resursei. Refuzurile pot fi înlăturate prin schimb de piese, reglaje, restabiliri ale
elementelor defecte.
Defecţiunea este un eveniment în urma căruia un deranjament (perturbare în
bunul mers al obiectului) sau defect împiedică buna funcţionare a obiectului.
Pana este evenimentul în urma căruia se produce oprirea accidentală a
funcţionării obiectului.
Epuizarea resursei este evenimentul în urma căruia se impune încetarea folosirii
obiectului atât din cauza pericolului de producere a avariilor cât şi din motive
economice.
Pentru aprecierea fiabilităţii o importanţă deosebită are stabilirea motivelor care
au cauzat apariţia refuzurilor. Din acest punct de vedere refuzurile se clasifică în
refuzuri de proiectare, de fabricare, de exploatare şi apărute în rezultatul îmbătrânirii
(uzurii) obiectului.
Refuzurile, ca evenimente aleatorii, pot fi independente sau dependente
Refuzul independent al elementului unui obiect se consideră refuzul apariţia
căruia nu depinde de refuzul altui element.
Refuzul dependent al elementului unui obiect este acela pentru care apariţia sa nu
depinde de faptul dacă s-a petrecut s-au nu refuzul altui element
În unele cazuri se folosesc termenii: refuz sistematic, refuz parţial şi refuz total.
Refuzuri sistematice se consideră refuzurile care se repetă permanent, pricina
apariţiei acestor refuzuri poate fi depistată şi înlăturată sau luată în consideraţie.
Refuzuri parţiale sunt refuzurile după apariţia cărora obiectul poate fi utilizat însă
cu randament scăzut.
Nn cazul refuzurilor totale obiectul nu poate fi utilizat decât numai după
înlăturarea pricinilor care au provocat refuzul.
3.3. Etapele de realizare a fiabilităţii
Fiabilitatea reprezintă proprietatea produsului finit care este influenţată de un şir
de alte proprietăţi: precizie geometrică, rezistenţă la uzură, coroziune, solicitări
31

mecanice etc. Aceste proprietăţi, la rândul său, depind atât de construcţia produsului
finit cât şi de materialul utilizat, perfecţiunea procesului tehnologic, condiţiile şi
metodele de mentenanţă.
Pe baza acestor constatări se poate defini noţiunea de nivel de fiabilitate care
reprezintă un indicator complex al calităţii şi include în sine ansamblul tuturor
indicatorilor funcţionării fără întreruperi, durabilităţii, mentenabilităţii şi disponibilităţii.
Nivelul de fiabilitate este asigurat prin conducerea calităţii în etapele de concepţie-
proiectare, de fabricaţie, exploatare şi mentenanţă.
În etapa de concepţie-proiectare se efectuează un studiu de marketing şi prognoze
referitor la nivelul de fiabilitate al produselor similare, stabilindu-se astfel un nivel de
fiabilitate, pentru produsul preconizat, cerut de piaţă. În baza acestui studiu se stabileşte
tema de cercetare-proiectare şi se elaborează şi proiectează produsul. Fiabilitatea la
sfârşitul acestei etape (fiabilitatea de concepţie-proiectare) se estimează prin calcule sau
experimental pe baza fiabilităţii elementelor constitutive şi asamblărilor acestora. este
asigurat de:
Nivelul de fiabilitate în etapa de concepţie-proiectare este asigurat de:
- nivelul de documentare referitor la produsul proiectat, pe plan naţional şi
internaţional;
- nivelul de standardizare şi unificare a produsului;
- calitatea soluţiilor constructive adoptate;
- alegerea argumentată a itinerarului operaţiilor procesului tehnologic;
- gradul de automatizare şi mecanizare a procesului tehnologic de fabricaţie şi
mentenanţă;
- alegerea corectă a regimurilor tehnologice,
- calitatea tehnologiei de fabricaţie;
- calitatea măsurilor de exploatare şi mentenanţă;
- gradul tehnologităţii produsului proiectat;
- raţionalitatea şi progresivitatea soluţiilor tehnice adoptate;
- mentenabilitatea construcţiei şi gradul de utilizare a materiei prime;
- argumentarea condiţiilor tehnice referitoare la părţile componente ale produsului
finit şi referitoare la parametrii calitativi ai acestuia;
32
- nivelul de pregătire şi experienţă a specialistului care lucrează în concepţie-
proiectare;
- calitatea întocmirii documentaţiei de fabricare, exploatare şi mentenanţă a
produsului;
- respectarea normelor şi standardelor de siguranţă a oamenilor şi ale mediului
înconjurător;
- optimizarea preţului de producţie şi a celui suportat de către beneficiar.
Din datele existente până în prezent se constată că un utilaj proiectat posedă un
nivel ridicat de fiabilitate dacă are un termen ridicat de garanţie, productivitate ridicată,
defecţiuni în lucru foarte rare, disponibilitate şi tehnologitate bună în exploatare şi
mentenanţă.
În etapa de fabricaţie nivelul de fiabilitate este determinat de faptul cum este
pregătit şi cum se realizează procesul de fabricare. De mulţi autori această etapă este
numită fiabilitate tehnologică. Şi au perfectă dreptate, deoarece de calitatea realizării
procesului tehnologic în măsură hotărâtoare depinde fiabilitatea produsului respectiv.
Fabricarea pieselor ansamblurilor, subansamblurilor şi utilajului în întregime de
calitate performantă poate fi obţinută numai în rezultatul cooperării proiectantului cu
tehnologul prin realizarea următoarelor:
- utilizarea materialelor prescrise de documentaţia tehnologică şi numai de
calitate corespunzătoare cerinţelor tehnice;
- respectarea minuţioasă a cerinţelor proceselor tehnologice;
- asigurarea tehnologică a realizării preciziei dimensionale, de formă şi de poziţie,
precum şi a stării suprafeţelor pieselor;
- alegerea celor mai raţionale metode de prelucrare a suprafeţelor de lucru;
- asigurarea competenţei managerială şi nivelului de pregătire a specialiştilor şi
celorlalte cadre tehnice care participă la procesul de pregătire şi fabricare propriu-zisă;
- nivelul de dotare a linilor de fabricaţie şi montaj;
- nivelul de mecanizare, electrificare şi automatizare a producţiei;
- gradul de acoperire cu SDV-uri;
- modul de organizare a lucrului de aprovizionare cu produse de la subfurnizori;
- modul de organizare a compartimentului ce ţine de regia producţiei.
33
În consecinţă se poate menţiona că asigurarea nivelului de fiabilitate în faza de
fabricaţie este o activitate deosebit de importantă. De aceea, pentru o mai bună realizare
a acestei etape este necesar de folosit ultimele realizări ale ştiinţei şi tehnicii din ţară şi
pe plan mondial. Adesea sunt argumentate realizarea unor cercetări ştiinţifice şi
încercări de laborator a diferitor parametri de fiabilitate tehnologică.
Cele mai veridice rezultate dau încercările în condiţii de exploatare. Aceste
încercări trebuie să fie realizate în colaborare cu utilizatorul şi pretate la condiţii
naturale de exploatare. Pe baza rezultatelor obţinute se determină nivelul de fiabilitate
tehnologică şi nivelul de competitivitate al produsului respectiv.
Nivelul de fiabilitate tehnologică poate fi estimat şi pe baza datelor obţinute prin
încercări în condiţii de laborator sau reale de exploatare a prototipului (fiabilitatea
prototipului). Condiţiile create în laborator trebuie să fie similare cu cele din
exploatare, iar din datele culese se înlătură acelea care au apărut din alte cauze decât
cele de fabricaţie.
În etapa de exploatare fiabilitatea este evaluată în baza rezultatelor privind
comportarea în exploatare a produsului. Această fiabilitate se modifică în timp şi se
menţine la un anumit nivel prin intervenţii de mentenanţă corectivă şi preventivă.
Menţinerea capacităţii de lucru şi folosirea efectivă a tehnicii agricole în perioada de
exploatare depinde de: efectuarea rodajului utilajului nou şi celui reparat, pregătirea
acestora pentru lucrările agricole; organizarea şi realizare calitativă a sistemelor de
mentenanţă preventivă; asigurarea regimului normal de lucru, mai ales în timp de iarnă
(sarcină, viteză, regimuri termice etc.); realizarea tuturor cerinţelor uzinelor
producătoare referitoare la întreţinerile tehnice şi folosirea combustibilelor şi
lubrifianţilor; organizarea şi realizarea în termenii stabiliţi a lucrărilor de mentenanţă
corectivă; crearea în gospodării a bazei de mentenanţă; organizarea mentenanţei de
conservare şi transport; organizarea tehnică a serviciilor de inginerie şi dispecerat.
Rodajul tehnicii agricole se efectuează conform cerinţelor întreprinderilor
producătoare sau a întreprinderilor de reparaţii şi are destinaţia de a înlătura eventualele
defecţiuni ivite la montare, ajustarea şi păstrarea pieselor conjugate în frecare,
constatarea şi înlăturarea unor scurgeri de combustibil şi lubrifianţi.
34

De exemplu, înainte de a intra în sarcina normală de exploatare tractoarele şi
autovehiculele trebuie rodate în gol şi în sarcină progresivă. Rodajul tractoarelor constă
din încercarea lucrului motorului în gol (15 ... 20 min.) cu verificarea lucrului aparaturii
de comandă; rodajul tractorului în gol (5 ... 7 h, câte 0,5 ore la fiecare treaptă de viteze);
verificarea lucrului sistemului hidraulic (15 ... 20 min.); rodajul tractorului cu sarcină
progresivă la toate treptele de viteze (7 ore – 15 ... 20% sarcină, 14 ore – 30... 40%
sarcină, 18 ore – 50 ... 60% sarcină şi 14 ore – 75% sarcină).
Rodajul sub sarcină, ca regulă, se realizează la efectuarea anumitor lucrări
agricole de câmp şi transport care nu necesită sarcini mari. În timpul rodajului se va
urmări; lucrul motorului şi a celorlalte agregate; acţionarea manetelor de comandă care
trebuie să se facă uşor şi fără şocuri; dacă nu se produc încălziri anormale; dacă nu se
produc decuplări, decât numai prin acţionarea manetelor; dacă nu apar pierderi de
combustibil, ulei sau valvolină în timpul probelor.
După rodaj trebuie să se facă înlocuirea lubrifianţilor cu alţii proaspeţi şi se face
recepţia tractorului pentru a constata dacă acesta corespunde cerinţelor constructive şi
funcţionale.
Organizarea şi realizare sistemelor de mentenanţă preventivă urmăreşte evitarea
defecţiunii utilajelor în cursul exploatării lor, obiectivele principale ale acesteia fiind:
creşterea duratei de viaţă a utilajelor; reducerea probabilităţii defecţiunilor; evitarea
unor consumuri iraţionale de energie şi lubrifianţi; îmbunătăţirea condiţiilor de muncă
ale muncitorilor; reducerea bugetului întreţinerii; suprimarea cauzelor accidentelor
grave.
Mentenanţa preventivă se efectuează potrivit unei planificări prealabile având în
vedere timpul de funcţionare al utilajelor sau gradul de uzură. Metoda preventivă
condiţionată este subordonată unui tip de eveniment predeterminat (autodiagnostic,
informaţii provenite de la senzor, măsurarea uzurii etc.).
Regimului normal de lucru se asigurarea prin excluderea: suprasolicitărilor
utilajului (după sarcină şi viteză); jocurilor inadmisibile în îmbinările cu rulmenţi,
angrenaje, îmbinările cu caneluri etc.; supraîncălzirilor, mai ales a motoarelor.
35
Lucrul motoarelor supraîncălzite ca şi a celor răci, intensifică uzura pieselor, mai
ales a grupului piston-cilindru, poate să ducă la apariţia avariilor (ruperea supapelor,
crăpături în chiulasă şi blocul motor etc.).
La temperaturi joase suprafeţele pieselor se uzează mai intensiv din cauza ungerii
dificile.
Organizarea şi realizarea lucrărilor de mentenanţă corectivă constă în eforturile
depuse pentru restabilirea stării tehnice a utilajelor după ce defecţiunile s-au produs
deja. În acest aspect este de preferat menţinerea unor utilaje „de rezervă” în cadrul unei
unităţi industriale pentru ca defecţiunile utilajelor din dotare să nu determine oprirea
procesului de producţie, iar utilajele defectate vor putea fi reparate în mod organizat şi
programat.
Totodată pentru menţinerea în stare de funcţionare a unei maşini într-o perioadă
de timp determinată, este necesară aprovizionarea cu piese de schimb atât pentru
susţinerea companiilor agricole atât şi pentru realizarea mentenanţei corective în
ateliere.
Cantitatea de piese necesare pentru remedierea utilajelor în exploatare este
influenţată, în primul rând, de fiabilitatea de exploatare a pieselor respective, iar
cantitatea de piese necesară pentru mentenanţa corectivă depinde de resursele
consumate ale elementelor reperelor supuse remedierii. Cu alte cuvinte, necesarul de
piese pentru menţinerea în funcţie a utilajului agricol este influenţat direct de
fiabilitatea de exploatare, ca rezultat al defecţiunilor accidentale şi de fiabilitatea
determinată de resursa pieselor componente ale utilajului.
Subiecte pentru verificarea cunoştinţelor
1. Prin ce se apreciază calitatea produsului?
2. Numiţi ansamblul de caracteristici, care definesc calitatea, funcţie de efectul
pe care îl au în procesul de utilizare.
3. Daţi definiţia fiabilităţii.
4. Ce se consideră în fiabilitate prin noţiunea de obiect?
36
5. Ce se consideră în fiabilitate prin noţiunea de piesă, subansamblu şi
ansamblu?
6. Ce prezintă din punct de vedere a fiabilităţii buna funcţionare şi resursa unui
obiect?
7. Daţi definiţia noţiunilor de durabilitate, mentenabilitate şi disponibilitate.
8. Ce este refuzul şi care sunt felurile de refuzuri?
9. Daţi definiţia refuzurilor spontan, treptat şi mixt.
10. Care sunt formele de apariţie a refuzurilor? Daţi definiţia acestor refuzuri.
11. Daţi aprecierea refuzurilor ca eveniment aleatoriu.
12. Ce proprietăţi ale produsului influenţează fiabilitatea?
13.Ce reprezintă nivelul de fiabilitate?
14.De ce este influenţat nivelul de fiabilitate?
15. De ce este asigurată fiabilitatea în etapa de concepţie-proiectare?
16. De ce este asigurată fiabilitatea în etapa de fabricare?
17. În baza la ce date se poate aprecia nivelul de fiabilitate tehnologică?
18. De ce este determinată fiabilitatea în etapa de exploatare?
19. Care sunt funcţiile rodajului tehnicii agricole şi care este modul de realizare a
acestuia?
20. Ce scop urmăreşte organizare sistemului de mentenanţă şi care sunt formele
de mentenanţă?
Bibliografie recomandată
1. Selivanov, A.I.; Artem`ev, Û. N. Teoretiĉeskie osnovy remonta i nadežnosti
sel`skohozâjstvenoj tehniki. – M.: Kolos, 1978. – 248 s.
2. Gagiu Constantin. Fiabilitatea în exploatare a tractoarelor şi maşinilor agricole.
– Bucureşti: AGRIS – REDACŢIA REVISTELOR AGRICOLE, 1995. – P. 11-14; 93-
124.
3. Gr. Marian, V. Ionuţ. Aspecte ale sistemului de mentenanţă // Lucrările
ştiinţifice ale UASM, V.6, 1998. – P. 31 – 36..
37
4. CALCULUL INDICATORILOR DE FIABILITATE AI UTILAJELOR
AGRICOLE
Planul lecţiei:
4.1. Alegerea indicatorilor de fiabilitate.
4.2. Culegerea informaţiei şi prelucrarea primară a datelor experimentale.
4.3. Calculul indicatorilor bunei funcţionări.
4.4. Calculul indicatorilor durabilităţii.
4.5. Indicatorii mentenabilităţii.
4.6. Indicatorii disponibilităţii.
4.1. Alegerea indicatorilor de fiabilitate
Destinaţia utilajelor, mecanismelor, dispozitivelor etc. folosite în agricultură se
caracterizează printr-o diversitate impunătoare datorită condiţiilor specifice ale
producţiei agrare. Această situaţie condiţionează cerinţele de bază şi auxiliare care se
impun obiectelor respective şi, desigur, alegerea indicatorilor ce permit evaluarea
obiectivă a fiabilităţii. Pentru cazuri concrete sunt posibile diverse variante, nu numai în
aprecierea indicatorului respectiv, dar şi în alegerea schemelor de calcul şi modelarea
matematică a acestora.
Numărul indicatorilor de fiabilitate, folosiţi pentru aprecierea proprietăţilor unui
produs sunt peste 30 la număr şi sunt divizaţi în indicatori unitari şi indicatori complecşi
(tab. A. 4.1). Indicatorii unitari se referă la una, iar indicatorii complecşi, la mai multe
proprietăţi ale produsului apreciat.
Ca regulă, calcularea tuturor indicatorilor pentru aprecierea unui produs se
efectuează foarte rar. În practică se determină cel mult 10% din tot numărul de
indicatori, dând prioritate acelor care au importanţă mai mare pentru produsul respectiv.
38

4.2. Culegerea informaţiei şi prelucrarea primară a datelor experimentale
4.2.1. Generalităţi referitoare la culegerea datelor de fiabilitate
Sistemul de culegere şi prelucrare a informaţiei referitoare la fiabilitatea utilajului
agricol nou şi celui reparat reprezintă un complex de măsuri tehnico-organizatorice de
obţinere a datelor necesare şi veridice despre fiabilitatea obiectelor respective.
Colectarea şi prelucrarea informaţiei de fiabilitate are următoarele obiective:
- determinarea indicatorilor de fiabilitate ai obiectelor;
- depistarea imperfecţiunilor constructive şi tehnologice ale obiectelor ce au dus
la scăderea fiabilităţii;
- depistarea elementelor din construcţie care limitează fiabilitatea integrală a
construcţiei;
- studiul legităţilor apariţiei defecţiunilor şi refuzurilor;
- constatarea regimurilor optime de exploatare a obiectelor;
- corectarea indicatorilor de informaţie normaţi;
- stabilirea măsurilor efective de sporire a fiabilităţii.
În colectarea informaţiei de fiabilitate un rol determinant îl are calitatea datelor
iniţiale, care depinde de un şir de factori (minuţiozitatea măsurărilor, numărul de
măsurări, aparatajul folosit etc.).
Principala sursă de informaţie referitoare la fiabilitatea obiectelor se obţine din
urmărirea parametrilor de exploatare în timpul cărui se fixează datele despre refuzuri.
Această informaţie trebuie să fie veridică, completă, discretă , oportună.
Colectarea informaţiei referitoare la fiabilitate şi prelucrarea acesteia necesită
analiza statistică a unor evenimente aleatorii, deoarece fiabilitatea este o probabilitate
care nu poate fi cunoscută dinainte şi nu poate fi determinate de valori exacte.
Mărimile aleatorii sunt acele mărimi care în procesul de experimentare sau
încercare a obiectelor pot avea orice valoare necunoscută dinainte.
În aprecierea statistică a indicatorilor fiabilităţii, obiectele luate în studiu pot fi
grupate după diferite criterii, de exemplu , după dimensiune, abateri de formă, eroare,
uzură, buna funcţionare, durabilitate, mentenabilitate, disponibilitate.
39
Indicatorii fiabilităţii fiind mărimi aleatorii pot fi mărimi discrete (apar neaşteptat,
de exemplu penele în procesul de exploatare) sau continui (care pot fi măsurate după
producere, de exemplu volumul de muncă efectuat până la apariţia stării limită).
Calculul probabilităţii experimentale al apariţiei mărimilor aleatorii poate fi
efectuat pentru grupa completă a evenimentelor sau pentru grupe trunchiate (sortarea
informaţiei).
Datele referitoare la fiabilitate sunt caracterizate de neuniformitate rezultatelor
măsurărilor, acest fapt datorindu-se condiţiilor specifice de exploatare a utilajului
agricol.
Dacă la variaţiile datelor obţinute se mai adaogă şi abaterile datorate erorii
experimentale, devine evidentă necesitatea utilizării unor metode de programare a
încercărilor de fiabilitate şi de prelucrare statistică a informaţiei primite.
4.2.2. Stabilirea numărului de obiecte pentru încercările de fiabilitate
Pentru aprecierea obiectivă a reprezentanţilor grupului de informaţie este
importantă determinarea efectivul de obiecte al eşantionului ce urmează a fi prelevat.
Efectivul de obiecte,ce se încearcă în vederea stabilirii indicatorilor de fiabilitate,
se determină în funcţie de legea de repartiţie primită pentru probabilitatea credibilă α şi
mărimea erorii relative stabilite.
Conform recomandărilor din literatura de specialitate, pentru utilajele agricole se
consideră satisfăcătoare α = 0,8 ... 0,9, şi eroarea relative - de maximum 20%.
Din aceste considerente numărul de obiecte luate în studiu se determină din
relaţiile:
- pentru legea normală de distribuţie; (4.1)
- pentru legea de distribuţie Weibull. (4.2)
în care eα este eroarea absolută; tα - coeficientul Student pentru nivelul de încredere ; σ
- abaterea medie pătratică; N – numărul de evenimente; - limitele de încredere
(limitele superioare şi inferioare) ale valorii medii (tm).
40

Împărţind ambele părţi ale ecuaţiei (4.1) la valoarea medie a indicatorului
fiabilităţii tm şi înlocuind relaţiile pentru determinarea coeficientului de variaţie pentru
informaţiile culese şi pentru eroarea relativă , se obţine:
(4.3)
Pentru simplificarea calculelor în literatura de specialitate sunt prezentate tabele
cu valoarea pentru diferite valori a lui N corespunzătoare valorilor probabilităţilor
credibile [1, tab. A. 14; 2, tab. A.10].
Analogic se determină numărul de obiecte luate în studiu dacă datele se supun
legii de distribuţie Weibull. Relaţia de calcul pentru numărul de obiecte are expresia:
(4.4)
Şi în acest caz s-au elaborat tabele din care rezultă valoarea părţii stângi a ecuaţiei
funcţie de N [1, tab. A.14; 2, tab. A.10].
4.2.3. Organizarea încercărilor de fiabilitate
Informaţia despre fiabilitatea obiectelor poate fi selectată din trei surse şi anume:
- prelucrarea statistică a datelor de exploatare şi de mentenanţă a obiectelor;
- încercări de laborator, inclusiv şi celor accelerate;
- analiza calculelor şi pronosticarea fiabilităţii.
Încercările pot fi de mai multe tipuri. Pentru fiecare din aceste tipuri se folosesc
planuri speciale de încercări care se deosebesc prin modul de culegere a informaţiei.
1. Planul NUN (încercări cu eşantion epuizat). În cadrul acestui plan, încercările
se efectuează până la epuizarea resurselor fiecărui N obiect din lot. Litera U indică că
obiectele, pentru care s-au înregistrat indicatorii de fiabilitate, sunt scoase de la
încercări.
Aceste încercări au o durată mare şi sunt utilizate în special în cazul încercărilor
determinative.
41
2. Planul NUT (încercări trunchiate fără înlocuire). Încercările se efectuează
pentru N obiecte în condiţii de exploatare pentru o resursă Tlim. stabilită dinainte, după
care încercările se opresc indiferent de numărul refuzurilor şi de numărul obiectelor
pentru care s-au înregistrat indicatorii de fiabilitate. Încercările se efectuează fără
înlocuirea obiectelor defectate.
În cadrul de încercări NUN şi NUT numărul de obiecte supuse încercărilor treptat
se micşorează.
3. Planul NRT (încercări trunchiate cu înlocuire). Încercările se efectuează pentru
N obiecte în condiţii de exploatare pentru o resursă Tlim ca în cadrul planului NUT , cu
diferenţa că obiectele defectate sunt înlocuite cu altele. Litera R indică că obiectele,
pentru care s-au înregistrat indicatorii de fiabilitate, sunt supuse mai departe reparării
(recondiţionării). Astfel, în cazul planului NRT, numărul de obiecte încercate rămâne
constant până la terminarea încercărilor.
4. Planul NUr (încercări cenzurate fără înlocuire). Încercările se realizează până
la fixarea pentru toate obiectele N a unui număr stabilit de refuzuri r.
5. Planul NRr (încercări cenzurate fără înlocuire) – ca şi la planul NUr, cu
condiţia restabilirii capacităţii de lucru a obiectelor scoase din funcţiune şi încercarea
lor repetată.
Indicatorilor de fiabilitate pot fi determinaţi şi după alte planuri, diversitatea
cărora depinde de scopul urmărit, de posibilităţile de colectare a datelor experimentale
şi de mijloacele de prelucrare a datelor obţinute.
Informaţia referitoare la indicatorii de fiabilitate a utilajului agricol se înscriu în
tabele sintetice pentru înregistrarea datelor obţinute. Sunt comode în utilizare tabelele
de tipul prezentat în tab. 4.1.
Tabelul 4.1
Volumul de lucru realizat până la epuizarea resurselor obiectului supus încercării, ore
0 1 2 3 4 5 6 7 8 9
0 2400 3400 4210 2140 2680 3430 4010 3290 2700
1 3246 2346 3650 2740 1980 2660 3900 4010 4330 4200
2 3440 3900 3520 3440 3240 3240 4010 3660 3230 3450
42

0 1 2 3 4 5 6 7 8 9
3 2790 5120 3560 3490 1880 4700 3430 4320 4240 3850
4 3750 3560 4090 4320 3290 2900 3240 2340 3240 3990
5 4120 3240 3920 3240 2980 3100 3230 3980 4340 4350
6 2870 4230 3440 3410 4700 2980 3870 3480 3290 4120
7 5250 5420 4760 5430 5320 4980 2800 4780 4980 4870
Volumul de lucru realizat de obiectul încercat se citeşte în casiera de la intersecţia
rândului orizontal cu cel vertical, de exemplu, datele pentru obiectul 8 sunt înscrise în
căsuţa de la intersecţia orizontalei 0 cu verticala 8, iar pentru obiectul 37 – căsuţa de la
intersecţia orizontalei 3 cu verticala 7 etc.
În continuare, exemplificările privind modul de prelucrare a datelor
experimentale se va face în baza rezultatelor prezentate în tabelul 4.1. Prelucrarea
datelor experimentale se recomandă să fie efectuate cu utilizarea tabelelor electronice
Excel şi programul de calculator STATGRAPHICS care permit efectuarea unui mare
număr de tipuri de aplicaţii statistice, cu utilizare şi în prelucrarea datelor
experimentale, între care: compararea de medii aritmetice, compararea de dispersii,
analiza dispersională unifactorială, experimente factoriale etc.
În cazul când este necesară prelucrarea informaţiei privind defecţiunile (penele)
unui lot de obiecte datele pot fi aşezate în tabele de tipul tab. 4.2.
4.3. Calculul indicatorilor bunei funcţionări.
Din definiţia rezultă că buna funcţionare reprezintă timpul sau resursa obiectelor
până la apariţia refuzului. Indicatorii de fiabilitate specifici ai bunei funcţionări sunt:
media resursei de bună funcţionare până la primul refuz; media resursei de bună
funcţionare la un refuz; funcţia integrală a funcţionării fără defecţiuni (probabilitatea
funcţionării fără defecţiuni); intensitatea apariţiei defecţiunilor (penelor); procentajul γ a
resursei bunei funcţionări până la refuz.
43
Media resursei (timpului) de bună funcţionare până la primul refuz reprezintă
media timpurilor de bună funcţionare până la primul refuz ti obţinuţi la fiecare utilaj din
lotul urmărit.
Este unul din cei mai importanţi indicatori ai fiabilităţii şi cel mai des utilizat
datorită modului de calcul simplu şi rapid şi datorită faptului că pentru multe utilaje
agricole poate servi drept termen de garanţie. Se determină din relaţia:
, un. resursă / refuz, (4.5)
în care N este numărul de obiecte luate în studiu; ti – resursa obiectului i până la primul
refuz.
În cazul unui număr mare de informaţii, este oportună calcularea indicatorilor de
bună funcţionare folosind posibilităţile tehnicii de calcul.
Exemplu. Să se calculeze media resursei de bună funcţionare până la primul
refuz pentru obiectele prezentate în tabelul 4.2. Pentru datele din coloana 1, care
corespund primului refuz pentru toate 9 obiecte luate în studiu, obţinem:
Media timpului (resursei) de bună funcţionare la un refuz reprezintă media
resursei obiectelor recondiţionate dintre refuzuri.
Se determină din relaţia:
, un. resursă / refuz, (4.6)
în care N este numărul total de obiecte luate în studiu; Ti valori independente ale
timpilor (resurselor) de bună funcţionare ale obiectelor în perioada de investigaţie; ni –
numărul de refuzuri pentru fiecare obiect i pe parcursul resurse Ti.
În cazul unui număr mare de informaţii, este oportună calcularea mediei timpului
de bună funcţionare folosind posibilităţile tehnicii de calcul.
Exemplu. Să se calculeze media resursei de bună funcţionare la un refuz pentru
obiectele prezentate în partea 1 din tabelul 4.2.
44
Calculele se propune de efectuat cu folosirea facilităţilor programului Excel
folosind opţiunea pentru calculul parametrilor statistici ai unuia sau mai multor şiruri
de date, între care şi media aritmetică (fx).
Şirul de date se defineşte în prealabil aşa cum este prezentat în tab. 4.2. Se poate
apoi opta pentru parametrii ce se doreşte a fi calculaţi.
Pentru datele din exemplu:
Tm=465,15/9=51,683 ore.
Tabelul 4.2.
Informaţii privind comportarea obiectelor în exploatare
Nr. crt.
Obiect nr.
EvenimenteValori ale datelor în ordinea apariţiiei
refuzurilorVolum total de
lucru
Volum mediu de
lucru
Eveniment nr.
1 2 3 4 5 6 7 8
1
1
Volum de lucru efectuat
până la apariţia
refuzului, ore
82 65 34 23 40 32 24 16 316 39,5 8
2 80 68 35 43 45 32 32 335 47,8571 7
3 89 64 67 54 25 28 12 339 48,4286 7
4 87 68 6 45 19 54 32 44 355 44,375 8
5 24 70 54 43 82 32 305 50,8333 6
6 68 80 80 78 306 76,5 4
7 43 67 72 57 45 19 43 346 49,4286 7
8 87 56 40 60 56 299 59,8 5
9 54 87 67 61 7 40 23 339 48,4286 7Total 2940 465,151 59
2
1
Volum lucru pentru
remedierea efectivă a
defecţiunilor, min
122 48 123 24 28 87 126 230 788 98,5 82 300 24 28 90 87 67 54 650 92,8571 73 128 35 69 89 130 38 98 587 83,8571 74 76 44 56 78 90 130 30 23 527 65,875 85 40 40 56 89 70 50 345 57,5 66 54 60 54 34 202 50,5 47 56 68 90 80 97 67 70 528 75,4286 78 50 40 32 55 66 243 48,6 59 76 85 80 74 45 67 70 497 71 7
Total 4367 59
3
1
Timpi de imobilizare a
obiectelor pentru
depanări
130 58 240 30 34 90 140 250 972 82 320 30 35 100 100 80 65 730 73 140 35 80 100 150 45 110 660 74 90 60 70 88 105 140 40 30 623 85 50 54 68 100 80 60 412 66 70 70 72 50 262 47 75 80 110 98 105 85 80 633 78 65 55 44 70 80 314 59 85 95 95 90 70 85 85 605 7
591 Valoarea maximă a timpului de bună funcţionare 892 Valoarea minimîă a timpului de bună funcţionare 63 Media timpului de bună funcţionare până la primul refuz 68,22224 Media timpului de bună funcţionare la un refuz 51,6835
45
Probabilitatea bunei funcţionări reprezintă probabilitatea lipsei refuzurilor în
limitele resursei date. Pentru resursa t probabilitatea bunei funcţionări se determină din
relaţia:
P(t)= 1- n(t)/N, (4.7)
în care n(t) este numărul de obiecte defecte în intervalul dat t; N – numărul total de
obiecte la începutul încercărilor.
Exemplu. Să se calculeze probabilitatea bunei funcţionări în limitele resursei t =
80 ore pentru obiectele prezentate în partea 1 din tabelul 4.2.
P(0-80) = 1- 53/59 = 0,101.
Intensitatea producerii defecţiunilor reprezintă relaţia dintre numărul de obiecte
la care s-au înregistrat refuzuri într-un anumit interval de timp şi numărul de obiecte
care nu au înregistrat refuzuri până la începutul intervalului respectiv. Se calculează din
relaţia:
(4.8)
în care şi sunt numărul de refuzuri ale obiectelor N care s-au produs de
la începutul încercărilor până la resursele T2 şi T1; T2 – T1 – intervalul dat al resursei
(volum de lucru efectuat sau interval de timp consumat); nf.r.(T1) – numărul de obiecte la
care nu s-au produs refuzuri până la resursa T1.
Exemplu. Să se calculeze intensitatea bunei funcţionări în limitele resursei
20≤Ti≤40 ore pentru obiectele prezentate în partea 1 din tabelul 4.2.
Calculul este comod de efectuat cu utilizarea graficului prezentat în fig. 4.1.
Graficul a fost trasat în baza datelor din tab.4.2 utilizând următorul meniu al
programului STATGRAPHICS: Describe → Distribution Fiting → Unsensored Date
→ Graphical Options → Distribusion Functions 2 şi reprezintă curba integrală a
distribuţiei probabilităţii apariţiei defectelor.
46

Astfel pentru resursa T2 = 40 ore numărul teoretic de obiecte la care s-au semnalat
refuzuri este egal cu 0,37∙59=22 obiecte, iar pentru T1 = 20 respectiv au fost înregistrate
0,1∙59 = 6 refuzuri. La începutul încercărilor, din obiectele luate în studiu la 59-6=53
obiecte nu s-au produs defecţiuni.
Introducând aceste date în relaţia 4.8 obţinem:
λ(t) = (22 - 6) / 53 ∙ 20 = 0,015 def. / oră.
Fig.4.1. Schema de determinare a parametrului λ.
Resursa - gama procentuală a bunei funcţionări până la primul refuz – este
resursa exprimată în procente, pe parcursul cărei, cu probabilitatea γ, nu au loc refuzuri.
Se determină în funcţie de legea de distribuţii a refuzurilor. Astfel, pentru legea normală
de distribuţii, resursa - gama procentuală a bunei funcţionări până la primul refuz se
determină din relaţia:
tγ% = tm1 –Tk(γ)σ, (4.9) în
care tm1 este media resursei de bună funcţionare până la primul refuz; Tk(γ) – cuantila legii
normale de distribuţii; σ – abaterea medie pătratică.
47
Pentru legea de distribuţie Weibull
,
(4.10) în care este cuantila distribuţiei Weibull; a- parametrul distribuţiei Weibull; C-
valoarea deplasării începutului distribuţiei resursei obiectelor până la primul refuz.
Parametrii distribuţiei Weibul se stabilesc conform recomandărilor din p. 6.1.3.
4.4. Calculul indicatorilor durabilităţii
Durabilitatea reprezintă perioada de lucru sau resursa obiectului până la apariţia
stării limită (reparaţie generală, uzură limită, casare) inclusiv şi întreruperile datorate
executării lucrărilor de mentenanţă.
Prin resursă se înţelege durata de lucru a obiectului de la începutul exploatării sau
reparaţiei generale până la apariţia stării limită, sau durata de lucru între două reparaţii
generale, două revizii sau alte intervenţii.
Termenul de lucru este durata calendaristică de la începutul exploatării obiectului
sau reparaţiei capitale până la apariţia stării limită.
În fiabilitate se utilizează termenii de resursă până la reparaţia generală, resursa
între reparaţii generale, resursa şi resursa totală.
Principalii indicatori tehnici ai durabilităţii sunt: resursa medie, durata medie de
lucru, resursa - gama procentuală, durata de lucru – gama procentuală.
Resursa medie şi durata medie de lucru se determină din relaţiile:
(4.11)
, (4.12)
în care N este numărul de obiecte de acelaşi tip luate în studiu; tri şi tdi – resursa şi durata
de lucru a obiectului – i.
Resursa - gama procentuală este resursa sumară pentru care obiectul, cu
probabilitatea γ exprimată în procente, nu va ajunge la starea limită.
48
Durata de lucru – gama procentuală reprezintă durata calendaristică de
exploatare, pe parcursul cărei obiectul, cu probabilitatea γ exprimată în procente, nu va
atinge starea limită.
Pentru tractoare şi automobile este acceptată γ = 0,9.
Resursa - gama procentuală şi durata de lucru – gama procentuală, pentru legea
normală de distribuţii, se determină din expresiile matematice:
Tr.γ = Tr.m. – Tk(γ)σ; (4.13)
Td.γ = Td.m. – Tk.(γ)σ (4.14) în
care Tk(γ) este cuantila legii normale de distribuţii; σ – abaterea medie pătratică.
Pentru legea de distribuţie Weibull
(4.15) în care este cuantila distribuţiei Weibull; a- parametrul distribuţiei Weibull; C-
valoarea deplasării începutului distribuţiei resursei sau duratei de lucru a obiectelor până
la primul refuz.
4.5. Calculul indicatorilor mentenabilităţii
Mentenabilitatea reprezintă posibilitatea de care dispune obiectul pentru
efectuarea lucrărilor de mentenanţă. La rândul său, mentenanţa este definită ca un
ansamblu de activităţi tehnice şi organizatorice care permit menţinerea (sau restabilirea)
unui obiect în stare de bună funcţionare. În cele ce urmează vom examina cei mai
răspândiţi indicatori ai mentenabilităţii.
Media timpului de mentenanţă se calculează ca media timpilor necesari pentru
efectuarea lucrărilor de mentenanţă în funcţie de necesitate (preventivă, corectivă, de
conservare şi transport). Se determină din relaţia:
, (4.16)
în care n este numărul de refuzuri lichidate; tmi - timpul pentru efectuarea lucrărilor de
mentenanţă consumat pentru fiecare obiect.
Timpul de mentenanţă – gama procentual reprezintă timpul în care va fi
restabilită buna funcţionare a obiectului, cu probabilitatea γ exprimată în procente.
49

Pentru legea normală de distribuţii a timpilor de mentenanţă, timpul de
mentenanţă – gama procentual se determină din expresia:
Tmγ = Tm.m. – Tk(γ)σ. (4.17)
Pentru legea de distribuţie Weibull
.
(4.18)
Probabilitatea remedierii este probabilitatea că timpul necesar pentru restabilirea
bunei funcţionări a obiectului nu va depăşi timpul prevăzut de către normativele în
vigoare şi se determină din relaţia:
Pr(t) = P(Tmm <t), (4.19)
în care Tmm este media timpului de mentenanţă; t- timpul prevăzut de normative pentru
lichidarea refuzului.
Pentru majoritatea utilajelor agricole probabilitatea remedierii este o funcţie
exponenţială de tipul următor:
Pr(t) = eλt , (4.20)
în care λ este intensitatea producerii defecţiunilor.
Volumul mediu de muncă necesar pentru lucrările de remediere se determină
din relaţia:
, (4.21) în
care Sri este volumul de muncă consumat pentru remedierea oricărui obiect i în perioada
dată de exploatare.
În practică, în funcţie de necesităţi, pot fi folosiţi şi alţi indicatori cum sunt:
volumul integral specific de muncă consumat pentru efectuarea lucrărilor de mentenanţă
preventivă sau corectivă; volumul integral specific de muncă consumat pentru
restabilirea bunei funcţionări etc.
4.6. Calculul indicatorilor disponibilităţii
50

Disponibilitate reprezintă procentual sau integral perioada totală de stocare -
conservare şi transport în timpul şi după care obiectul îşi menţine capacitatea de bună
funcţionare, durabilitatea şi mentenabilitatea.
Principalii indicatori ai disponibilităţii sunt: perioada medie a disponibilităţii şi
perioada de disponibilitate – gama procentuală.
Perioada medie a disponibilităţii se determină din relaţia:
, (4.22)
în care tds.i este perioada disponibilităţii oricărui obiect i.
Perioada de disponibilitate – gama procentuală reprezintă perioada
disponibilităţii, realizată de către obiect cu probabilitatea γ, în procente. Se determină în
funcţie de legea de distribuţii a perioadei de disponibilitate. Astfel pentru legea normală
de distribuţii:
Tds.γ = Tmd.s – Tk(γ)σ . (4.23)
Pentru legea de distribuţie Weibull
. (4.24)
4.7. Indicatorii complecşi ai fiabilităţii
Pentru tehnica agricolă un interes deosebit prezintă indicatorii complecşi ai
fiabilităţii, care servesc drept bază pentru aprecierea obiectelor examinate atât din punct
de vedere al eficienţei economice a achiziţionării, cât şi în vederea determinării tuturor
cheltuielilor legate de întreţinerea tehnică, reparaţiei, întreruperi tehnice etc. În
aprecierea fiabilităţii tehnicii agricole se utilizează următorii indicatori ai fiabilităţii:
gradul de pregătire, gradul pregătirii operative, coeficientul de utilizare tehnică,
coeficientul de menţinere a eficienţei.
Gradul de pregătire se caracterizează prin probabilitatea obiectului de a se găsi în
stare de bună funcţionare în orice moment de timp, în afară de perioadele în car nu este
prevăzută utilizarea obiectului după destinaţie.
Gradul de pregătire se determină din relaţia
51
Kp = tm / (tm +Tm.m.), (4.25)
în care tm este media timpului de bună funcţionare, Tm.m. – media timpului de
mentenanţă.
Gradul pregătirii operative reprezintă probabilitatea că obiectul se va găsi în
stare de bună funcţionare în orice moment de timp, în afară de perioadele în car nu este
prevăzută utilizarea obiectului după destinaţie şi, începând cu acest moment, va lucra
fără căderi în perioada dată de timp.
Gradul pregătirii operative se determină din relaţia:
Kp.o. = KpP(to, t1), (4.26)
în care P(to, t1) este probabilitatea de bună funcţionare a obiectului în intervalul (t0, t1); t0
– momentul din care obiectul se utilizează după destinaţie; t1 – momentul din care
obiectul nu se mai utilizează după destinaţie.
În unele cazuri gradul pregătirii operative se determină din relaţia:
Kp.o. = tm / (tm +Tmm +Tmdt), (4.27)
în care Tmdt este timpul de întreruperi pentru deserviri tehnice.
Coeficientul de utilizare tehnică caracterizează partea de timp în care obiectul se
găseşte în stare de bună funcţionare luând în consideraţie şi întreruperile pentru
deserviri tehnice, reparaţii şi lichidări de refuzuri.
Coeficientul de utilizare tehnică se determină din relaţia:
Kut = Tsum / (Tsum +Tmp +Tmc), (4.28) în
care Tsum este timpul integral de bună funcţionare a obiectului; Tmp - timpul sumar de
mentenanţă preventivă, Tmc – timpul sumar de mentenanţă corectivă.
Coeficientul de menţinere a eficienţei caracterizează modificarea eficienţei
obiectului în funcţie de durata de exploatare şi este egal cu valoarea indicatorului
eficienţei utilizării obiectului, conform destinaţiei, într-o perioadă determinată de
exploatare raportată la valoarea nominală a acestui indicator, calculată cu condiţia că în
această perioadă de timp nu vor apărea refuzuri.
Subiecte pentru verificarea cunoştinţelor
1. Ce stă la baza alegerii indicatorilor de fiabilitate ?
52

2. Dai definiţia şi exemple a indicatorilor unitari şi a celor complecşi.
3. Enumăraţi obiectivele ce stau la baza culegerii şi prelucrării informaţiei de
fiabilitate.
4. După ce criterii se grupează obiectele luate în studiu la aprecierea statistică a
indicatorilor fiabilităţii?
5. În funcţie de ce se determină numărul de obiecte ce se încearcă în vederea
determinării indicatorilor de fiabilitate? Daţi formula pentru determinarea
numărului de obiecte necesar pentru studiu.
6. Care sunt sursele datelor despre fiabilitatea obiectelor luate în studiu?
7. Numiţi planurile folosite pentru culegerea informaţiei referitoare la fiabilitatea
obiectelor.
8. Ce reprezintă planul NUN?
9. Ce reprezintă planul NUT?
10.Ce reprezintă planul NRT?
11. Ce reprezintă planul NUr?
12. Ce reprezintă planul NRr?
13. Daţi definiţia bunei funcţionări.
14. Numiţi indicatorii specifici bunei funcţionări.
15. Ce este media resursei de bună funcţionare până la primul refuz? Daţi
formula.
16. Ce prezintă media timpului de bună funcţionare la un refuz? Daţi formula de
calcul.
17. Ce este probabilitatea bunei funcţionări? Prin ce formulă se calculează?
18. Ce prezintă intensitatea producerii defecţiunilor? Prin ce formulă se
calculează?
19. Ce prezintă procentajul γ a resursei bunei funcţionări până la refuz?
20. Daţi formula de calcul a procentajul γ a resursei bunei funcţionări până la
refuz pentru legea normală de distribuţii?
21.Ce reprezintă durabilitatea obiectelor şi care sunt principalii indicatori ai
durabilităţii?
22.Scrieţi relaţia matematică pentru determinarea resursei medii de lucru?
53
23.Scrieţi relaţia matematică pentru determinarea duratei medii de lucru?
24.Ce reprezintă resursa – gama procentuală?
25.Ce reprezintă durata de lucru – gama procentuală?
26.Scrieţi relaţiile matematice pentru determinarea resursei şi duratei de lucru –
gama procentuale.
27.Ce reprezintă mentenabilitatea obiectelor şi care sunt principalii indicatori ai
mentenabilităţii?
28.Daţi definiţia mediei timpului de mentenanţă şi relaţia pentru determinarea
acestui indicator.
29.Ce reprezintă timpul de mentenanţă – gama procentual şi prin ce relaţia
matematică se determină acest indicator?
30. Ce reprezintă probabilitatea remedierii şi prin ce relaţia matematică se
determină acest indicator?
31. Scrieţi relaţia matematică pentru determinarea volumului mediu de muncă
necesar pentru lucrările de remediere.
32. Ce reprezintă disponibilitatea obiectelor şi care sunt principalii indicatori ai
disponibilităţii?
33. Scrieţi relaţiile matematice pentru determinarea perioadei medii a
disponibilităţii.
34. Ce reprezintă perioada de disponibilitate – gama procentuală şi prin ce relaţia
matematică se determină acest indicator?
35. Pentru ce servesc indicatorii complecşi ai fiabilităţii?
36. Numiţi cei mai răspândiţi indicatori complecţi utilizaţi la aprecierea fiabilităţii
tehnicii agricole.
37. Prin ce se caracterizează gradul de pregătirea al obiectelor?
38. Ce reprezintă gradul pregătirii operative şi prin ce relaţie matematică se
determină?
39. Ce caracterizează coeficientul de utilizare tehnică a obiectului?
40. Ce caracterizează coeficientul de menţinere a eficienţei?
Bibliografie recomandată
54

1. Selivanov, A.I.; Artem`ev, Û. N. Teoretiĉeskie osnovy remonta i nadežnosti
sel`skohozâjstvenoj tehniki. – M.: Kolos, 1978. – S. 128-134.
2. Gagiu Constantin. Fiabilitatea în exploatare a tractoarelor şi maşinilor agricole.
– Bucureşti: AGRIS – REDACŢIA REVISTELOR AGRICOLE, 1995. – P. 11-14; 64-
74.
3. Kurcâtkin,V.V.; Tel`nov, N.F.; Aĉ`kasov, K.A. et. all. ; pod red. V.V.
Kurcâtkina. – M.: Kolos, 2000. – S. 23-28.
4. . Marian Gr., Ionuţ V. Aspecte ale sistemului de mentenanţă // Lucrări
ştiinţifice ale Universităţii Agrare de Stat din Moldova. – Chişinău, 1998. P. 31 – 36.
55

5. PRELUCRAREA DATELOR EXPERIMENTALE
Planul lecţiei:
5.1. Noţiuni generale privind prelucrarea indicatorilor de fiabilitate.
5.2. Calculul valorilor medii şi a abaterii medii pătratice.
5.3. Eliminarea datelor experimentale aberante.
5.4. Determinarea coeficientului de variaţie.
5.5. Reprezentarea grafică a datelor experimentale.
5.1. Noţiuni generale privind prelucrarea indicatorilor de fiabilitate
Determinarea nivelului de fiabilitate a utilajului agricol este o activitate
complexă, care se cuantifică printr-un sistem de culegere şi prelucrare a datelor de
fiabilitate. Acest sistem reprezintă un ansamblu de măsuri tehnice, organizatorice şi
statistico-economice în vederea obţinerii unei informaţii veridice despre obiectele luate
în studiu. Metodica de organizare a încercărilor, culegere a informaţiei şi de stabilire a
numărului de obiecte pentru încercările de fiabilitate s-a examinat în paragraful 4.2.
Totodată, pentru a obţine date de fiabilitate veridice, informaţia trebuie să fie
completă (să conţină toată informaţia constitutivă necesară pentru primirea deciziilor
finale), omogenă (să se refere la obiecte de acelaşi tip şi care se exploatează în condiţii
identice), discretă (să fie divizată într-un număr finit de indicatori), oportună (să poată fi
folosită pentru modificarea construcţiei, corectarea procesului tehnologic de fabricaţie
sau mentenanţă etc.), credibilă (să reflecte numai factori obiectivi, fără presupuneri şi să
fie obţinută prin folosirea metodicilor aprobate şi a mijloacelor de măsurat adecvate
cerinţelor de precizie şi atestate de către instituţiile abilitate).
Prelucrarea informaţiei de fiabilitate se efectuează în următoarea succesiune:
- compunerea tabelelor sintetice privind indicatorii de fiabilitate;
- compunerea şirului statistic al informaţiei;
- calculul valorilor medii, abaterii medii pătratice;
- verificarea la punctele extreme;
56

- prezentarea grafică a distribuţiei datelor experimentale privind indicatorii de
fiabilitate;
- determinarea coeficientului de variaţie;
- alegerea legi teoretice de distribuţie a indicatorilor de fiabilitate;
- verificarea suprapunerii curbelor distribuţiei datelor experimentale cu legile
teoretice ale distribuţiei.
5.1.1. Compunerea tabelelor sintetice privind indicatorii de fiabilitate
Rezultatele iniţiale ale încercărilor de fiabilitate se prezintă sub forma unui tabel
cu p rânduri şi q coloane (niveluri). În fiecare rubrică se fixează rezultatele obţinute
pentru fiecare obiect luat în studiu. Exemple de tabele sunt prezentate în p. 4.2. La
colectarea datelor de fiabilitate este necesar să se înscrie cît mai multă informaţie despre
obiectul luat în studiu (de exemplu, denumirea obiectului, marca, fabricantul, data
fabricaţiei, data achiziţionării, locul încercării, condiţii de lucru şi altă informaţie ce
prezintă interes pentru aprecierea corectă şi completă a fiabilităţii).
5.1.2. Compunerea şirului statistic al informaţiei
Pentru simplificarea calculelor, când numărul de informaţii N >25, se compune
şirul statistic al informaţiei. În cazul când N < 25 nu se compun şiruri statistice, care se
realizează cu respectarea unor reguli menite să conducă la efectuarea unui calcul corect.
În cele ce urmează vom exemplifica compunerea unui şir statistic pentru datele
prezentate în tabelul 4.1.
Informaţia din tabel se împarte în n intervale egale. Numărul de intervale se alege
în limitele ni = 6 ... 12. Odată cu mărirea numărului de intervale creşte precizia
calculelor dar, totodată creşte şi volumul de lucru. În practică, numărul de intervale se
determină din relaţia:
, (5.1) în
care N este numărul total de rezultate.
57

Astfel pentru datele cuprinse în tabelul 4.1 n = 8 ... 10 intervale. Mărimea
intervalului se determină din relaţia:
A = (tmax - tmin)/n, (5.2)
în care tmax şi tmin sunt valorile maxime şi minime ale informaţiei. Mărimea intervalului
se alege astfel încât raportul (tmax - tmin)/n să fie un număr întreg, iar A să fie o valoare
comodă pentru operat. Pentru exemplul dat este comod de primit următoarele date: A =
(5450 – 1850)/9 = 400 ore.
Şirul statistic se compune, de obicei, din rubricile prezentate în tabelul 5.1.
Tabelul 5.1
Şirul statistic al informaţiei din tabelul 4.1
Nr.crt.
Limitainferioară,
ore
Limitasuperioară,
ore
Mijlocul intervalului
Am, ore
Frecvenţa experimentală,
mi
Frecvenţa relativă,
pi
Frecvenţa cumulativă,
∑mi
Frecvenţa cumulativă relativă, ∑pi
1 1850 2250 2050 3 0,0380 3 0,03802 2250 2650 2450 3 0,0380 6 0,07583 2650 3050 2850 9 0,1139 15 0,18994 3050 3450 3250 21 0,2658 36 0,45575 3450 3850 3650 10 0,1266 46 0,58236 3850 4250 4050 16 0,2025 62 0,76487 4250 4650 4450 5 0,0633 67 0,84818 4650 5050 4850 7 0,0886 74 0,93679 5050 5450 5250 5 0,0633 79 1,0000
Mijlocul intervalului se determină cu relaţia (Amax - Amin)/2 pentru fiecare interval.
Numărul de evenimente mi din fiecare interval se determină din tabelul 4.1. Dacă
un punct al informaţiei se află la graniţa intervalului, atunci în intervalele adiacente se
înscriu câte 0,5 puncte.
Frecvenţa relativă (probabilitatea experimentală a apariţiei evenimentelor) se
determină cu relaţia:
Pi = mi / N, (5.3)
în care mi este frecvenţa experimentală a evenimentelor în oricare interval i a şirului
statistic.
De exemplu, pentru intervalul 5: p5 =10 / 79 = 0,1266.
58

Frecvenţa cumulativă a datelor experimentale ∑mi pe fiecare interval, se
determină prin adunarea frecvenţelor experimentale a şirului statistic. În cazul
experimentului ales, pentru intervalul al 3-lea, se obţine ∑m4 =3 +3+6 = 15.
Frecvenţa cumulativă relativă, ∑pi (suma probabilităţilor experimentale) pe
fiecare interval, se determină prin adunarea probabilităţilor experimentale a şirului
statistic. De exemplu, pentru intervalul al 4-lea ∑pi = 0,0380 + 0,0380 + 0,1139 +
0,2658 = 0,4557.
5.2. Calculul valorilor medii şi a abaterii medii pătratice
Valoarea medie este una din cele mai importante caracteristici ale indicatorilor de
fiabilitate. Această valoare serveşte la planificarea lucrului utilajului, la determinarea
necesităţii de piese de schimb, la calcularea volumului necesar de muncă la lucrările de
mentenanţă etc.
La prelucrarea datelor experimentale se folosesc diferite forme ale valorilor
medii: aritmetică, aritmetică ponderată, armonică, pătrată şi geometrică.
Media aritmetică a indicatorilor de fiabilitate se determină când N < 25 şi are
forma prezentată în relaţia 4.5.
Media (aritmetică) ponderată se foloseşte în cazul existenţei şirului statistic,
valorile fiind afectate fiecare de un coeficient pozitiv sau nul, denumit pondere, este
raportul între suma produselor fiecare valori cu ponderea sa şi suma ponderilor. Se
determină din relaţia:
. (5.4)
În cazul determinării valorii medii aritmetice ale indicatorilor de fiabilitate în
cazul examinat se obţine: tmi = 2050 ∙0,038 + 2450 ∙0,038 + 2850 ∙0,2238 +3250
∙0,2658 + 3650 ∙0,1266 + 4050 ∙ 0,2025 + 4450 ∙ 0,0633 + 4850 ∙ 00,0886 + 5250 ∙
0,0633 = 3685,4 ore.
Media armonică se foloseşte la determinarea valorilor medii ale mărimilor
inverse indicatorilor de fiabilitate (viteza de uzură, intensitatea producerii penelor,
intensitatea epuizării resurselor etc.). Se determină din relaţia:
59

. (5.5)
Media geometrică reprezintă numărul egal cu rădăcina de ordinul n din produsul
a n rezultate date. Se foloseşte, de exemplu, la determinarea preciziei geometrice a
îmbinărilor cilindrice şi se determină din relaţia:
. (5.6)
Media pătratică este egală cu rădăcina pătrată din media aritmetică a pătratelor
numerelor date a1, a2 ... an, se determină din relaţia:
. (5.7)
În aprecierea indicatorilor fiabilităţii foarte des se foloseşte abaterea medie
pătratică (sinonim abatere standard), care se determină în cazul când şirul statistic
lipseşte (N < 25):
(5.8)
şi când datele sunt prezentate în şir statistic (N > 25):
(5.9)
Tabela 5.1
Prelucrarea matematică a informaţiei de fiabilitate
Nr.crt.
Mijlocul intervalului,
Ami
Probabilitatea experimentală, pi
rmi = Ami pi (Ami -rm)2pi
1 2050 0,038 77,9 128010,342 2450 0,038 93,1 78294,183 2850 0,1139 324,615 122106,854 3250 0,2658 863,85 107312,275 3650 0,1266 462,09 7015,30616 4050 0,2025 820,125 5486,36497 4450 0,0633 281,685 20178,3418 4850 0,0886 429,71 82438,159 5250 0,0633 332,325 117873,03
1 3685,4 668714,84rm =3685,4 σ 817,74986
60
Mai precis, pentru un număr mare de date, abaterea standard poate fi determinată
din relaţia:
. (5.10)
5.3. Eliminarea datelor experimentale aberante
La prelucrarea informaţiilor din şirul rezultatelor experimentale al indicatorii de
fiabilitate adesea se recurge la eliminarea unor date aberante (care se abat de la tipul
normal sau corect). Eliminarea datelor aberante este necesară deoarece, prezenţa lor
poate afecta negativ estimaţiile, deciziile şi ipotezele ce se fac în urma prelucrării
datelor experimentale. În acest caz, prelucrarea matematică a datelor experimentale se
efectuează cu verificarea acestor date la punctele extreme.
Verificarea grosolană se face prin eliminarea datelor care sunt situate în afara
limitelor tm ± 3σ. Dacă punctele extreme ale şirului de date se află în interiorul limitelor
tm + 3σ şi tm - 3σ atunci toate punctele şirului statistic se consideră credibile. În cazul
când există puncte plasate în exteriorul limitelor indicate, aceste puncte se exclud din
informaţie, refăcându-se şirul statistic, apoi se refac calculele.
Astfel, pentru datele din tabelul 4.1. limitele informaţiei veridice sunt:
- limita superioară 3685,4 + 3 x 817,75 = 6138,4 ore;
- limita inferioară 3685,4 - 3 x 817,75 = 1232,4 ore.
În cazul experimentului ales toate datele sunt credibile şi trebuie luate în
consideraţie.
Mai precis, verificarea datelor experimentale la punctele extreme se face folosind
criteriul Irvin λ. Pentru aceasta se determină valoarea experimentală a criteriului Irvin
din relaţia:
, (5.11)
în care ti şi ti-1 sunt primele sau ultimele două puncte ale datelor experimentale.
61
Valoarea criteriului Irvin experimentală se compară cu valoarea teoretică λt
(tabelul 5.2).
În cazul când λexp ≤ λt punctul se consideră veridic, iar dacă λexp ≥ λt atunci
punctul se consideră aberant.
Tabela 5.2.
Valoarea coeficientului Irvin
N 2 3 10 20 30 50 100 400
λt pentru α =0,95 2,8 2,2 1,5 1,3 1,2 1,1 1,0 0,9
λt pentru α =0,99 3,7 2,9 2,0 1,8 1,7 1,6 1,5 1,3
În cazul examinat obţinem:
- pentru primul punct al informaţiei
λexp1 = (1980 – 1880)/817,75 = 0,12;
- pentru ultimul punct al informaţiei
λexp2 = (5430 –5420)/817,75 = 0,012.
Comparând datele obţinute cu cele din tabelul 5.2, pentru N= 79 rezultă că
ambele puncte sunt credibile.
5.4. Determinarea coeficientului de variaţie
Coeficientul de variaţie reprezintă o mărime relativă adimensională egală cu
raportul între abaterea medie pătratică şi valoarea absolută a mediei. Se foloseşte pentru
aprecierea legii de distribuţie teoretică, căreia i se supun datele experimentale obţinute
şi se determină din relaţia:
. (5.11)
Coeficientul de variaţie se determină din relaţia (5.11) indicatorii de fiabilitate,
zona de împrăştiere a cărei începe de la zero sau este apropiată de această valoare.
În cazul când prima informaţie este deplasată semnificativ de la centrul de
coordonate, coeficientul de variaţie se determină din relaţia:
62
, (5.11)
în care t0 este deplasarea distribuţiei indicatorului de fiabilitate caracterizată prin
distanţa de la centrul de coordonate până la prima informaţie din şirul statistic.
Deplasarea distribuţiei se determină din relaţiile:
- în cazul în care lipseşte şirul statistic (N < 25)
t0 = t1 – (t3 – t1)/2, (5.12)
în care t1 şi t3 sunt valorile care corespund primei şi a treia informaţii;
- când există şirul statistic (N >25)
t0 = tn1 – 0,5A, (5.13)
în care tn1 este începutul primului interval al şirului statis tic; A – lungimea intervalului.
Coeficientul de variaţie pentru cazul datelor luate în studiu are valoarea:
.
5.5. Reprezentarea grafică a datelor experimentale
Reprezentarea datelor prin grafice prezintă un şir de avantaje faţă de
reprezentarea prin tabele:
- permite aprecierea rapidă a dinamicii indicatorilor de fiabilitate;
- se poate aprecia rapid dacă datele experimentale conduc sau nu la o
dependenţă teoretică cunoscută;
- se poate aprecia, aproximativ, care este formula empirică cu care se poate
aproxima curba experimentală obţinută;
- permite rezolvarea unui şir întreg de probleme cu caracter ingineresc prin
metode grafice etc.
Pentru prezentarea şi prelucrarea statistică a datelor experimentale, se folosesc
histograme, poligonul frecvenţelor şi curbele integrale ale probabilităţilor.
Reprezentare histogramelor se începe cu trasarea axelor de coordonate. Pe axa
absciselor se marchează scara şi indicatorul de fiabilitate, iar pe axa ordinatelor se
indică frecvenţa experimentală mi sau probabilitatea experimentală pi (fig. 5.1).
63

Reprezentarea poligonului distribuţiei pe axele de coordonate se indică aceleaşi
valori, care au fost folosite la trasarea histogramei. Marcarea punctelor grafice se face la
intersecţia fiecărei perechi de valori independente-dependente, şi anume a ordinatei ,
egală cu frecvenţa absolută a intervalului şi a abscisei, egală cu mijlocul acestui interval.
Fig. 5.1. Histograma frecvenţelor şi poligonul distribuţiei a datelor experimentale
prezentate în tabelul 4.1
Curba integrală a probabilităţilor se reprezintă prin trasarea pe axa absciselor a
indicatorului de fiabilitate, iar pe axa ordonatelor - a frecvenţei relative exprimată prin
probabilitatea cumulată sau prin densitatea de probabilitate a refuzurilor (raportul
dintre frecvenţa absolută din intervalul respectiv şi resursa totală t. Punctele curbei
probabilităţii experimentale cumulate se obţin la intersecţia ordinatei, care este egală cu
suma frecvenţei relative, şi a abscisei – egală cu sfârşitul intervalului respectiv. Punctele
obţinute se unesc prin linii drepte. Primul punct se uneşte cu începutul primului interval.
Curba cumulativă a probabilităţilor experimentale, în comparaţie cu histograma,
este mai comodă de utilizat în rezolvarea problemelor practice, deoarece în acest caz nu
este necesar de calculat suprafaţa, şi toate datele necesare sun amplasate pe axa
64

ordonatelor. Exemplu de reprezentare grafică a datelor experimentale este dat în fig. A.
5.7.
Subiecte pentru verificarea cunoştinţelor
1. Cum trebuie să fie informaţia pentru a obţine date de fiabilitate veridice ?
2. Numiţi succesiunea în care se prelucrează informaţia de fiabilitate.
3. Descrieţi ordine de compunere a tabelelor sintetice privind indicatorii de
fiabilitate.
4. În ce cazuri se compune şirul statistic de informaţii?
5. Cum se alege numărul de intervale ale şirului statistic de informaţii?
6. Cum se determină mărimea intervalului şirului statistic de informaţii?
7. Din ce rubrici se compune de obicei şirul statistic de informaţii?
8. Ce reprezintă frecvenţa absolută şi frecvenţă relativă a şirului de informaţie?
9. La ce serveşte valoarea medie a indicatorilor de fiabilitate şi ce forme ale
valorilor medii se folosesc la prelucrarea datelor experimentale de fiabilitate?
10. Când se foloseşte media aritmetică şi media aritmetică ponderată? Scrieţi
relaţia pentru determinarea mediei aritmetice ponderate.
11. Când se foloseşte media armonică a indicatorilor de fiabilitate? Scrieţi relaţia
pentru determinarea mediei armonice.
12. Când se foloseşte media geometrică a indicatorilor de fiabilitate şi ce
reprezintă această medie? Scrieţi relaţia pentru determinarea mediei geometrice.
13. Ce reprezintă media pătratică a indicatorilor de fiabilitate? Scrieţi formula
pentru determinarea mediei pătratice.
14. Ce reprezintă abaterea standard şi care sunt relaţiile pentru determinarea
acestei abateri în cazul când lipseşte şirul statistic şi când există şirul statistic al datelor
de fiabilitate?
15. Ce reprezintă datele experimentale aberante? De ce este necesară eliminarea
datelor aberante şi ce înseamnă verificarea datelor aberante la punctele extreme?
16. Cu ce se efectuează verificarea grosolană a datelor aberante? Daţi exemple.
17. Cum se verifică datele aberante prin folosirea criteriului Irvin? Scrieţi formula
pentru determinarea criteriului Irvin.
65
18. Ce reprezintă coeficientul de variaţie? Scrieţi relaţiile pentru determinarea
coeficientului de variaţie în cazul când zona de împrăştiere începe de la zero şi când
zona de informaţi este deplasată semnificativ de la centrul de coordonate.
19. Ce fel de prezentări grafice se folosesc pentru estimarea şi prelucrarea
statistică a datelor de fiabilitate? Care sunt avantajele prezentării grafice faţă de
prezentarea prin analitică şi cea tabelară?
20. Descrieţi metodica trasării histogramei, poligonului de distribuţie şi a curbei
probabilităţii cumulative.
Bibliografie recomandată
1. Selivanov, A.I.; Artem`ev, Û. N. Teoretiĉeskie osnovy remonta i nadežnosti
sel`skohozâjstvenoj tehniki. – M.: Kolos, 1978. – S. 134-143.
2. Gagiu Constantin. Fiabilitatea în exploatare a tractoarelor şi maşinilor agricole.
– Bucureşti: AGRIS – REDACŢIA REVISTELOR AGRICOLE, 1995. – P. 29 - 37.
3. Kurcâtkin ,V.V.; Tel`nov, N.F.; Aĉ`kasov, K.A. et all. ; pod red. V.V.
Kurcâtkina. – M.: Kolos, 2000. – S. 51 - 57.
66

6. VERIFICAREA VERIDICITĂŢII CALCULELOR INDICATORILOR DE
FIABILITATE
Planul lecţiei:
6.1. Legi teoretice de distribuţie a indicatorilor de fiabilitate.
6.2. Verificarea concordanţei dintre repartiţia experimentală şi cea teoretică
originală a indicatorilor de fiabilitate.
6.3. Determinarea limitelor de încredere ale distribuţiei indicatorilor de fiabilitate.
6.1. Legi teoretice de distribuţie a indicatorilor de fiabilitate
6.1.1. Noţiuni generale
Pentru caracterizarea completă a indicatorilor de fiabilitate este necesară
cunoaşterea atât a valorilor probabile a acestor indicatori cât şi frecvenţa lor. Deoarece,
ca regulă, informaţiile culese au o împrăştiere foarte mare alura curbelor de variaţie a
probabilităţilor experimentale şi a integralei probabilităţilor are forme neregulate.
Totodată trebuie menţionat că valorile obţinute pentru diferiţi indicatori de
fiabilitate, ca regulă, se folosesc şi pentru caracterizarea a orice altă grupare de maşini
analogice. Indicatorii obţinuţi, de asemenea, pot fi folosiţi pentru aprecierea fiabilităţii
unor părţi componente ale obiectelor luate în studiu. Aceste date sunt necesare la
conceperea, elaborarea şi planificarea lucrărilor de mentenanţă pentru condiţii concrete.
Folosirea indicatorilor de fiabilitate pentru orice grupare de obiecte din mulţime,
este posibilă numai dacă au fost realizate un număr suficient de încercări, iar informaţia
obţinută posedă o veridicitate necesară. Acest lucru este comod de realizat prin
stabilirea legii teoretice de distribuţie căreia i se supun datele experimentale.
În rezolvarea problemelor de fiabilitate referitoare la exploatarea şi mentenanţa
tehnicii agricole şi a elementelor acestora cel mai des folosite sunt legea normală de
distribuţie (LND) şi legea de distribuţie Weibull (LDW).
67
În prima aproximaţie legea de distribuţie, cărei i se supun datele experimentale,
poate fi aleasă în funcţie de coeficientul de variaţie.
Astfel, pentru V < 0,3 se alege LND, pentru V > 0,5 – LDW. În cazul când V se
găseşte în limitele 0,3 ... 0,5, se alege legea de distribuţie (LND sau LDW) care mai
bine suprapune curbele datelor experimentale.
Fiecare lege de distribuţie a indicatorilor de fiabilitate este caracterizată prin două
funcţii: funcţia diferenţială sau funcţia densităţii probabilităţilor f(x) şi funcţia integrală
sau funcţia de distribuţie F(x).
Funcţia diferenţială (fig. A.6.1) se caracterizează prin faptul că suprafaţa aflată
sub curbă sau, ce este acelaşi lucru, suma probabilităţilor tuturor valorilor posibile ale
indicatorilor de fiabilitate, este egală cu 1.
Suprafaţa limitată de sectorul t1abt2 este egală cu probabilitatea numărului de
indicatori ai fiabilităţii care se află în intervalul limitat de valorile t1 şi t2. De exemplu,
dacă pe axa absciselor este indicată resursa pieselor recondiţionate cu compoziţii din
polimeri, iar pe axa ordonatelor – densitatea de probabilitate a refuzurilor, atunci pentru
intervalul indicat ti= 4650 ...5150 ore, se poate determina numărul de piese care au atins
starea limită. Pentru aceasta este necesar să se determine suprafaţa poligonului t1abt2 şi
să se împartă la suprafaţa totală de sub poligonul de distribuţie.
Pe desen mai sunt indicate valoarea medie a resursei tm= 3685ore, moda tmo =
3240 ore şi mediana tme = 3560 ore.
Moda este valoarea cu probabilitatea (pentru variabile discrete) sau densitatea de
probabilitate (pentru variabila continuă) maximă.
Mediana este cuantila de ordin p = 0,5 a repartiţiei de probabilitate. Cu alte
cuvinte, mediana este valoarea indicatorului de fiabilitate, faţă de care frecvenţa
valorilor mai mici decât ea este egală cu frecvenţa valorilor mai mari decât aceasta. În
grafic mediana este abscisa punctul tme, perpendiculara, trasată din care împarte
suprafaţa limitată de curba diferenţială şi axa 0x în două părţi egale.
Frecvenţa integrală (fig. A.6.1) este o formă universală a legii de repartiţie care
caracterizează detaliat atât valorile discrete ale indicatorilor de fiabilitate cât şi cele
continui. Din graficul funcţiei integrale se poate determina atât numărul de valori ale
indicatorilor de fiabilitate în intervalul de la 0 până la orice valoare ti , cât şi în orice
68
interval arbitrar de la t1 până la t2. De exemplu, pentru a determina numărul de piese care
au atins starea limită până la resursa t1 = 4650 ore, pe axa absciselor se va găsi punctul
t1 şi pe axa ordonatelor ∑pi = 0,83 . Numărul teoretic de piese cu resursa epuizată până
la t1 = 4650 ore constituie n p1. = 0,83 · 79 = 65,6 piese.
Pentru intervalul ti= 4650 ...5150 ore numărul teoretic de piese cu resursa
epuizată este np.1,2=(0,94-0,83)79=8,7piese.
Funcţia integrală F(t) reprezintă o măsură a indicatorilor de fiabilitate realizaţi,
iar integrala P(t) este antagonistă funcţiei F(t) şi serveşte măsură pentru aprecierea
indicatorilor de fiabilitate ne realizaţi. Aceste două funcţii se află în următoarea relaţie
matematică:
F(t) = 1 – P(t). (6.1)
6.1.2. Legea normală de distribuţie
Legea normală cunoscută şi sub denumirea Laplase-Gauss sau repartiţie Gaus
este foarte des folosită în teoria probabilităţilor şi în statistica matematică.
În aprecierea nivelului de fiabilitate a tehnicii agricole LND se foloseşte în
determinarea caracteristicilor de repartiţie a resurselor obiectelor încercate, erorilor de
măsurare, costurilor lucrărilor de mentenanţă etc.
LND, ca orice altă lege de distribuţie se caracterizează prin funcţia diferenţială
(fig. A.6.2) şi cea integrală (fig. A.6.3). Această lege are loc atunci, când valoarea
aleatorie t se obţine în rezultatul acţiunii unui număr mare de factori dependenţi şi
independenţi.
Funcţia diferenţială sau a densităţii probabilităţii are următoarea expresie:
, (6.2)
în care t este indicatorul de fiabilitate; tm - valoarea medie a indicatorilor de fiabilitate; σ
– abaterea medie pătratică; e – baza logaritmului natural (e = 2,718).
Pentru t = tm curba are un maximum
69
, (6.3)
iar pentru tm=0 şi σ=1 curba obţine expresia funcţiei diferenţiale centrale
(6.4)
Cu creşterea valorii abaterii medii pătratice curba f(t) curba se aplatizează
În punctele (tm - σ) şi (tm+σ), curba de repartiţie are câte un punct de inflexiune. În
intervalele tm±σ, tm±2σ şi tm±3σ, aria suprafeţei cuprinse între curbă şi axa absciselor
formează 68,3%, 95,4 respectiv 99,73 % din întreaga arie de sub curbă. În practică, la
calcularea indicatorilor de fiabilitate, se neglijează cele 0,27% din arie, repartiţia
exprimându-se pe o amplitudine egală cu 6σ.
Funcţia integrală sau funcţia de distribuţie F(t) se obţine prin integrarea funcţiei
f(t):
(6.5)
Funcţia centrată şi normată F0(t) pentru tm=0 şi σ =1, se determină cu relaţia:
(6.6)
6.1.3. Legea de distribuţie Weibull
Legea de distribuţie Weibull este adesea folosită mai ales la determinarea
distribuţiei perioadei de lucru a pieselor noi şi recondiţionate a utilajelor agricole.
Repartiţia Weibull poartă numele profesorului suedez Walloddi Weibull, care a propus,
în anul 1951, pentru rata căderilor o funcţie biparametrică de forma λ(t)=atb, a şi b fiind
parametri.
Relaţia Weibull are densitatea de repartiţie:
(6.7) iar
funcţia integrală este prezentată de relaţia:
70

, (6.8)
în care a şi b sunt parametrii distribuţiei Weibull; e – baza logaritmului natural; t –
indicatorul fiabilităţii.
Pentru aprecierea indicatorilor fiabilităţii cu utilizarea legii Weibull trebuie
determinaţi parametrii a şi b.
Parametrul a se determină cu una din următoarele relaţii:
a=(tm-C)/Kb (6.9) sau
a=σ/Cb. (6.10)
Parametrul b şi coeficienţii Kb şi Cb pot fi determinaţi din literatura de specialitate
(de exemplu, [2, Anexa 3, p.145; 3, Anexa 5,p. 765]). Cunoscând valorile parametrilor
a şi b pot fi determinate valorile funcţiilor f(t) şi F(t) din [1, Anexele 5 şi 6; 2, Anexele
4 şi 5; 3, Anexele 6 şi 7]. Valorile funcţiilor f(t) şi F(t), de asemenea, pot fi determinate
folosind următorul meniu al programului Excel: f(x) → Categoria: statistică→ funcţia
Weibull.
6.2. Verificarea concordanţei dintre repartiţia experimentală şi cea teoretică
originală a indicatorilor de fiabilitate
Datele obţinute din măsurarea parametrilor indicatorilor de fiabilitate formează o
repartiţie empirică, iar expresiile analitice f(t) şi F(t) – repartiţia teoretică. În teoria
probabilităţilor există mai multe criterii de verificare a concordanţei datelor
experimentale cu legea distribuţiei şi anume: testul χ2, testul Student (t), testul Fişer (F)
etc.
Criteriul de concordanţă cel mai frecvent folosit în prelucrarea statistică a
indicatorilor de fiabilitate este χ2, care se determină din relaţia:
, (6.11) în
care n este numărul de intervale din şirul statistic; mi – frecvenţa experimentală în
oricare interval i; mt.i. – frecvenţa teoretică în orice interval i.
71
Frecvenţa teoretică se determină din relaţia:
mt.i.=N[F(ti+1)-F(ti)], (6.12) în
care N este numărul total de informaţii; F(ti+1) şi F(ti) – funcţiile integrale a intervalelor
i+1 şi i din şirul statistic.
În cazul când valoarea lui χ2 calculată cu relaţia (6.11), nu depăşeşte o valoare
dată χ2 pentru un anumit nivel de încredere 1-α (corespunzătoare aceluiaşi număr de
grade de libertate ca şi pentru χ2), atunci există concordanţă între repartiţia statistică
reală şi cea teoretică. În caz contrar nu se poate accepta ipoteza că repartiţia statistică
urmează veridic distribuţia datelor experimentale.
Valoarea pentru χ2 se determină din tabele [1, Anexa 12; 2, Anexa 7; 3, Anexa 8].
Numărul de grade de libertate ν se determină cu relaţia:
ν = n – k, (6.13)
în care n este numărul de intervale ale şirului statistic; k – numărul legăturilor
obligatorii.
Pentru LND şi LDW numărul legăturilor obligatorii este egală cu trei: tm, σ,
- pentru LND şi a, b, - pentru LDW.
6.3. Determinarea limitelor de încredere ale distribuţiei indicatorilor de
fiabilitate
După eliminarea datelor aberante din şirul statistic al informaţiei, este necesar să
se determine intervalul, care cu o probabilitate dată, să conţină adevărata valoare a
valorii medii sau a unei oarecare valoare singulară a indicatorilor de fiabilitate.
O astfel de estimaţie se numeşte estimaţie de încredere, iar probabilitatea dată P
= 1-α cu care se determină intervalul de încredere poartă numele de nivel de încredere.
La rândul său, estimaţia de încredere este valabilă pentru un anumit intervalul de
încredere, dependent de eroarea de măsurare e şi amplasat intre extremităţile sale,
numite limite de încredere.
De regulă, intervalele de încredere sunt simetrice, adică eroarea e este egală cu
abaterea superioară es şi cu abaterea inferioară ei de la valoarea nominală estimată (e =
72
es =ei). În această situaţie, cu probabilitatea P, valoarea reală a indicatorului măsurat tr
se va afla în limitele:
te – e < tr < te +e, (6.14)
în care te este valoarea efectivă a măsurărilor (valoarea obţinută cu o anumită precizie de
măsurare); tr – valoarea reală a indicatorului măsurat.
Mărimea e se determină, fixându-se nivelul de încredere în funcţie de precizia
necesară la una din valorile: 0,9; 0,95; 0,99, din relaţia:
, (6.15) în
care σ reprezintă abaterea standard ale celor n date; tα – valoarea criteriului Student ,
pentru pragul de semnificaţie α = 1 – P şi n – 1 grade de libertate.
Ca urmare limitele de încredere pentru valoarea t vor avea valorile:
- limita superioară ;
- limita inferioară . (6.16)
Relaţia (6.16) se foloseşte în cazul LND, iar în cazul LDW relaţiile de calcul ale
limitelor inferioară şi superioară ale valorii medii a indicatorilor de fiabilitate sunt:
;
, (6.17) în
care tm este valoarea medie a indicatorului de fiabilitate; t0 – primul punct al şirului
statistic; b – parametrul legii Weibull; r3, r1 – coeficienţi Weibull ce se determină din
tabele în funcţie de pragul de semnificaţie α.
73
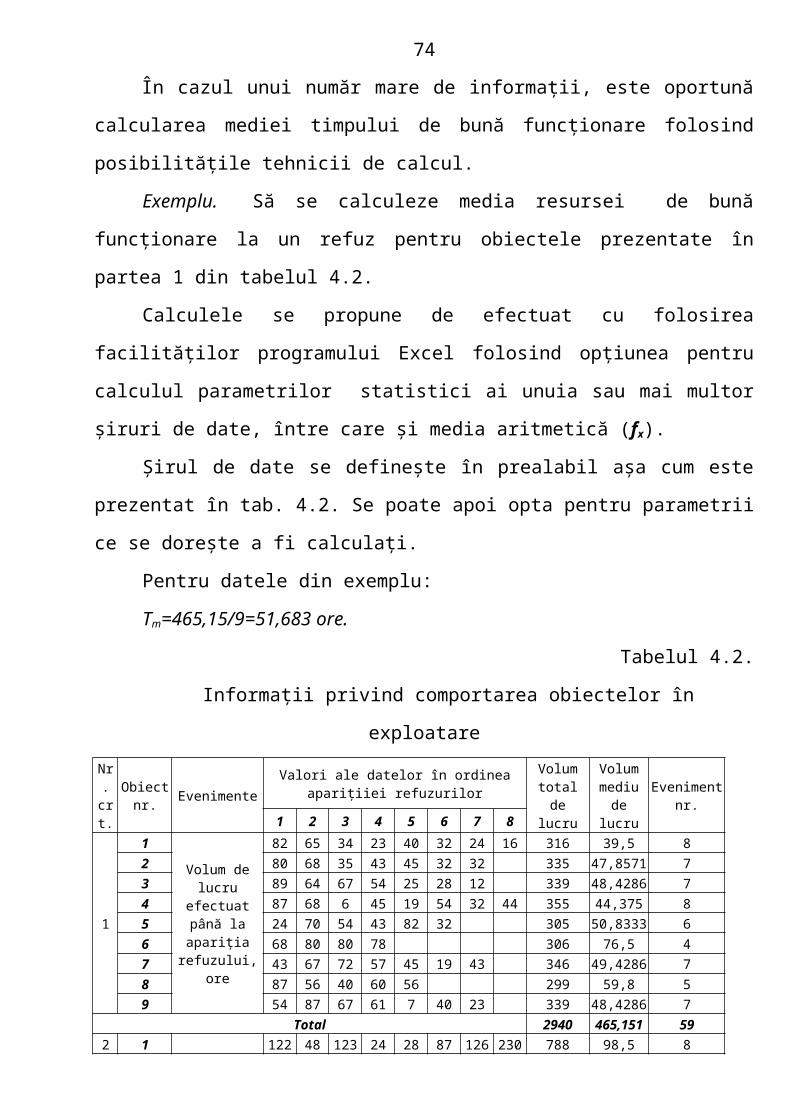
Subiecte pentru verificarea cunoştinţelor
1. De ce este necesar stabilirea legilor teoretice de distribuţie a indicatorilor de
fiabilitate!?
2. Care legi de distribuţie a datelor experimentale sunt mai des folosite în
rezolvarea problemelor de fiabilitate a tehnicii agricole şi cum se aleg aceste legi?
3. Prin ce se caracterizează funcţia diferenţială a legii de distribuţie?
4. Ce este moda şirului numeric al indicatorilor de fiabilitate?
5. Ce este mediana şirului numeric al indicatorilor de fiabilitate?
6. Ce reprezintă frecvenţa integrală a legii de distribuţie?
7. Ce serveşte drept măsură pentru aprecierea indicatorilor de fiabilitate ne
realizaţi?
8. Scrieţi relaţia funcţiei diferenţiale a LND.
9. Când alura curbei LND are valoare maximă? Scrieţi relaţia funcţiei diferenţiale
a LND pentru acest caz.
10. Când curba LND obţine expresia funcţiei diferenţiale centrale? Scrieţi relaţia
funcţiei diferenţiale a LND pentru acest caz.
11. Scrieţi relaţia funcţiei integrale a LND.
12. Scrieţi relaţia funcţiei integrale centrale a LND.
13. Scrieţi relaţia funcţiei diferenţiale a LDW. În ce cazuri se foloseşte această
lege?
14. Scrieţi relaţia funcţiei integrale a LDW. În ce cazuri se foloseşte această lege?
15. Pentru ce este necesară verificarea concordanţei dintre repartiţia
experimentală şi cea teoretică a indicatorilor de fiabilitate şi care sunt criterii de
concordanţă folosiţi în teoria probabilităţilor?
16. Scrieţi relaţia pentru determinarea criteriului de concordanţă χ2 şi daţi
semnificaţia fiecărui element.
17. Scrieţi relaţia pentru determinarea frecvenţei teoretice şi daţi semnificaţia
fiecărui element.
18. Ce reprezintă limitele de încredere ale indicatorilor de fiabilitate? Daţi
definiţia de nivelului de încredere şi limite de încredere.
74

19. Scrieţi relaţiile pentru determinarea limitelor de încredere în cazul LND.
20. Scrieţi relaţiile pentru determinarea limitelor de încredere în cazul LDW.
Bibliografie recomandată
1. Selivanov, A.I.; Artem`ev, Û. N. Teoretiĉeskie osnovy remonta i nadežnosti
sel`skohozâjstvenoj tehniki. – M.: Kolos, 1978. – S. 123-127.
2. Gagiu Constantin. Fiabilitatea în exploatare a tractoarelor şi maşinilor agricole.
– Bucureşti: AGRIS – REDACŢIA REVISTELOR AGRICOLE, 1995. – P. 38- 60.
3. Kurcâtkin ,V.V.; Tel`nov, N.F.; Aĉ`kasov, K.A. et all. ; pod red. V.V.
Kurcâtkina. – M.: Kolos, 2000. – S. 57 - 69.
75

7. METODE ŞI PROCEDEE TEHNOLOGICE DE PLANIFICARE,
MENŢINERE ŞI MĂRIRE A FIABILITĂŢII UTILAJULUI AGRICOL
Planul lecţiei
7.1. Calculul şi planificarea nivelului de fiabilitate în etapa de concepţie-
proiectare.
7.2. Calculul şi planificarea indicatorilor de fiabilitate ai pieselor şi îmbinărilor de
piese.
7.3. Realizarea şi asigurarea fiabilităţii în etapa de reparaţie a maşinilor.
7.1. Calculul şi planificarea nivelului de fiabilitate în etapa de concepţie-
proiectare
În p. 3.3. s-a menţionat importanţa fazei de concepţie proiectare în asigurarea
nivelului de fiabilitate a viitoarelor produse.
În faza de concepţie-proiectare, nivelul de fiabilitate determinat serveşte atât
pentru caracterizarea unor parametri singulari în aprecierea calităţii obiectelor
proiectate, cât şi pentru prognosticarea regimurilor tehnico-economice în fazele de
fabricaţie, exploatare şi mentenanţă. Din acest motiv în faza de concepţie-proiectare se
adoptă nivelul de fiabilitate maxim pe care–l poate avea obiectul.
Un rol deosebit în asigurarea nivelului de fiabilitate îi revine asigurării
tehnologice a procesului de fabricaţie.
Toate componentele procesului tehnologic: selectarea şi obţinerea
semifabricatului, metoda de prelucrare şi utilajul folosit, itinerarul operaţiilor,
regimurile de lucru, metodele de control şi verificare – determină indicii de calitate a
produsului finit, cum sunt de exemplu, precizia geometrică şi de formă, calitatea
suprafeţelor, proprietăţile fizico-mecanice etc.
Indicii calitativi ai pieselor fabricate influenţează direct proprietăţile de
exploatare a obiectelor cum sunt: rezistenţa la uzură, oboseală, coroziune;
conductibilitatea termică; tehnologitatea etc.
76

Majoritatea proceselor tehnologice de fabricaţie şi recondiţionare a pieselor de
maşini conţin operaţii de prelucrare mecanică. La recondiţionarea pieselor de maşini
aceste operaţiile, ca părţi componente ale proceselor de recondiţionare, se folosesc
înainte de aplicarea straturilor compensatoare şi după aceasta. Prima prelucrare se
foloseşte pentru ai da suprafeţei de acoperit forma cât mai apropiată de geometria
nominală a piese noi şi pentru a asigura o aderenţă cât mai bună a materialului de adaos.
A doua prelucrare serveşte pentru a obţine o geometrie optimă, care ar asigura condiţii
de exploatare adecvate cerinţelor tehnice ale pieselor noi sau chiar mai elevate.
Prelucrarea mecanică prealabilă ale pieselor uzate, din punct de vedere
tehnologic, nu prezintă probleme. Literatura de specialitate recomandă alegerea metodei
de prelucrare şi a regimurilor de aşchiere ca pentru prelucrarea pieselor metalice noi.
Unicul lucru, la care trebuie atras atenţie, este alegerea sau calculul adaosului de
prelucrare, a preciziei şi rugozităţii suprafeţelor prelucrate.
La alegerea adaosului de prelucrare trebuie de luat în consideraţie grosimea şi
uniformitatea stratului compensator. Grosimea stratului compensator de uzură este
condiţionată de cerinţele care se impun ajustajelor renovate.
Dacă pentru ajustajele cu strângere, grosimea stratului trebuie să asigure
imobilitatea îmbinării pe tot parcursul de bună funcţionare a pieselor recondiţionate,
atunci pentru ajustajele cu joc grosimea stratului materialului de adaos este condiţionată
de cerinţele tehnice care se impun îmbinării, diametrul îmbinării şi de condiţiile
tehnologice de realizare.
Cu creşterea diametrului îmbinării şi a sarcinilor dinamice pe care le suportă
piesele recondiţionate se recomandă straturi mai groase, capabile să preia şocurile şi să
amortizeze vibraţiile. Totodată în ajustajele cu precizie mărită se recomandă grosimi
mici, care asigură o stabilitate mărită a caracterului ajustajului datorită micşorării
absorbţiei de umiditate, a deformaţiilor şi a conductibilităţii termice.
Referitor la precizia de prelucrare, mai importantă este precizia de formă şi
rugozitatea suprafeţelor de acoperit. Precizia de formă asigură uniformitatea stratului
depus, iar rugozitatea – aderenţa materialului de adaos la materialul de bază. Mai
complicată este influenţa rugozităţii asupra calităţii acoperirilor depuse. Cu mărire
rugozităţii aderenţa creşte datorită măriri suprafeţei reale de contact dintre stratul de
77
material plastic şi metal. Însă, dacă materialul depus nu are fluiditatea necesară, el nu
umple complet neregularităţile suprafeţei şi aderenţa se micşorează.
În rezultatul prelucrării mecanice pe suprafeţele piesei se formează concentratori
de tensiuni, care diminuează capacitatea de exploatare a pieselor recondiţionate.
Intensitate uzurii stratului materialului de adaos se schimbă în funcţie de parametrii
rugozităţii conform următoarelor legităţi:
- pentru contact elastic; (7.1)
- pentru contact plastic. (7.2)
în care: I este intensitatea uzurii; Rz - înălţimea medie a neregularităţilor; r - raza
proeminentelor neregularităţilor; t1 - coeficient de oboseală; β - constanta
neregularităţilor.
Analizând aceste ecuaţii, se constată că intensitatea uzurii pieselor acoperite se
schimbă în funcţie de proprietăţile fizice şi starea geometrică a suprafeţei de contact. De
aici rezultă că durabilitatea pieselor recondiţionate poate fi sporită prin optimizarea
regimurilor de aşchiere şi a geometriei sculelor aşchietoare în vederea obţineri unei
precizii şi rugozităţi a suprafeţei în timpul prelucrării de finisare a suprafeţelor
conjugate adecvate cerinţelor.
O importanţă deosebită revine depistării defecţiunilor posibile ale obiectelor
proiectate. În acest scop obiectele proiectate sunt supuse unor încercări care se
efectuează pe standuri sau în condiţii de exploatare.
Pentru reducerea încercărilor se folosesc încercări accelerate. În acest caz este
necesar să se ţină seama de condiţiile de încercare, regimurile de lucru, mediu, viteza de
uzură etc.
Pentru aprecierea fiabilităţii unui sistem tehnic, este necesar a se determina
fiabilitatea fiecărui element în parte şi a sistemului în ansamblu. Referitor la cuplurile
renovate prin recondiţionarea pieselor uzate cu aplicarea unor straturi compensatoare
de uzură, se evidenţiază următoarele elemente, care necesită o studiere aparte:
- sistemul eterogen (rezistenţa şi stabilitatea contactului dintre substrat şi stratul
de masă plastică);
78

- stratul compensator de uzură (proprietăţile fizico-mecanice);
- piesa recondiţionată (precizia geometrică);
- cuplul renovat (caracterul şi precizia ajustajului).
7. 2. Calculul şi planificarea indicatorilor de fiabilitate ai pieselor şi îmbinărilor de
piese
Nivelul de fiabilitate al pieselor singulare şi pieselor conjugate se determină prin
indicatori tehnici şi economici.
Studierea indicatorilor de fiabilitate ai pieselor noi şi recondiţionate se
încadrează în teoria fiabilităţii cu timp finit de restabilire. Pe măsură ce maşinile şi
instalaţiile sunt utilizate, piesele componente ajung în limita de uzură, urmând a fi
înlocuite sau recondiţionate din nou. Starea limită de uzură este prezentată de către
mulţi cercetători prin curba clasică a uzurii (fig. 7.1).
a) b)
Fig. 7.1. Curbele uzurii: piesei individuale (a) şi pieselor conjugate (b).
Se ştie că timpul de funcţionare Tf poate fi determinat din relaţia:
, (7.3)
în care Ulim este uzura limită a piesei; - funcţie aleatorie, care caracterizează viteza de
uzare şi se determină din relaţia:
79
U,μm
I II III
T, oreo
ba
I IIS,
μm
T, ore
I
o
ab
= f (P, v, Kt, Ke), (7.2) în
care P este presiunea specifică, v – viteza de alunecare, Kt – factorii tehnologici; Ke –
factorii de exploatare.
Factorii nominalizaţi au valori constante numai în cazul încercărilor pe standuri,
iar în condiţii reale de exploatare ei variază în funcţie de o mulţime de parametri
(condiţiile climaterice, mediul înconjurător, numărul de porniri al maşinii etc). Fiecare
din aceşti parametri influenţează diferit uzura având un caracter întâmplător. Cu alte
cuvinte, viteza uzurii este diferită şi poate avea o dispersie semnificativă în zona uzurii
normale. Aceste existenţe influenţează şi caracterul curbei uzurii clasice a pieselor
conjugate (fig. 7.1). Jocurile în diferite momente ale exploatării cuplei renovate, de
asemenea, au o dispersie marcantă. De aici este evidentă necesitatea determinării stării
limită reale a cuplei.
Determinarea stării limită a pieselor sau a cuplelor în ansamblu are o importanţă
deosebită pentru mentenabilitatea utilajelor respective. Cunoaşterea valorii corecte a
uzurilor şi jocurilor limită permit menţinerea “stării de sănătate” a utilajelor în cadrul
unei unităţi industriale şi serveşte ca indicator pentru trierea pieselor la efectuarea
operaţiei de defectare. Starea limită se stabileşte printr-un şir de criterii, dintre care mai
importanţi sunt criteriul funcţional (tehnologic), criteriul recondiţionabilităţii, criteriul
economic şi criteriul tehnic.
Criteriul funcţional se foloseşte atunci când indicii funcţionali ai utilajului nu
mai sunt la nivelul cerinţelor impuse de documentaţia tehnică cu toate că ritmul de
uzare a pieselor componente se menţine constant, aflându-se în zona uzurii normale.
Stabilirea uzurii după acest criteriu se face în baza analizei parametrilor calitativi de
exploatare a utilajului respectiv. Ca regulă, piesele de maşini sunt schimbate sau
recondiţionate după criteriul funcţional luând în consideraţie şi criteriul economic.
Criteriul recondiţionabilităţii se foloseşte atunci când indicii funcţionali ai
utilajului sunt la nivelul iniţial prescris sau fără a apărea uzura de avarii şi înrăutăţirea
indicilor calitativi se produce într-un stadiu de uzură atât de avansat, încât respectivul
reper nu mai poate fi recondiţionat. De exemplu, elementele active ale utilajelor pentru
mărunţirea produselor dure.
80

Criteriul economic se foloseşte pentru stabilirea evoluţiei costurilor de producţie
şi prezintă situaţia când uzura pieselor conjugate ajung aşa mărimi care duc la sporirea
exagerată a consumurilor energetice, de lubrifianţi ţi alte materiale.
Criteriul tehnic se aplică în cazul când exploatarea reperelor peste limita normală
duce la apariţiei uzurii de avarie. În acest caz calculul resursei pieselor se face pe baza
legii variaţiei uzurii (fig.7.1). Pentru cuplul alezaj–arbore, jocurile limită şi cel real se
vor determina din relaţiile:
(7.5) în care Smax este jocul maxim; Smin – jocul minim; Dmax – dimensiunea maximă a
alezajului; dmin – dimensiunea minimă a arborelui; Dmin – dimensiunea minimă al
alezajului; dmax – dimensiunea maximă a arborelui; Sr – jocul real; Se – jocul efectiv
(jocul stabilit ca diferenţa dintre dimensiunile măsurate ale alezajului şi arborelui); 2 –
eroarea măsurătorilor.
7.3. Realizarea şi asigurarea fiabilităţii în etapa de reparaţie a maşinilor
Este cunoscut faptul că reparaţiilor sunt supuse numai acele obiecte care şi-au
pierdut capacitatea de bună funcţionare şi resursa.
Lucrările de mentenanţă prevăd schimbul pieselor şi cuplelor defecte şi a celor
cu resursa epuizată.
Pe durata de viaţă a unui obiect se pot efectua mai multe lucrări de mentenanţă,
de aceea cheltuielile specifice, în mare măsură depind de numărul de piese de schimb
folosite .
Se ştie că la efectuarea mentenanţei corective, cheltuielile pentru procurarea
pieselor de schimb constituie 50…70% din preţul de cost al reparării maşinilor.
Totodată aceste cheltuieli pentru tot termenul normativ de exploatare a utilajului
agricol, de exemplu în Rusia, variază în limitele după cum urmează: pentru tractoare –
38...50%, camioane – 47...55%, combine – 57...72%, pluguri – 40...45% [4]. În
Moldova aceste cheltuieli sunt cu 20...25% mai mari în virtutea lipsei bazei de materii
prime şi preţului de cost al resurselor energetice.
81
Luând în consideraţie că preţul de cost al recondiţionării pieselor de maşini nu
depăşeşte 30…60% din preţul pieselor noi, este evident că recondiţionarea pieselor de
maşini este o cale sigură de reducere a preţului de cost al reparării tehnicii agricole.
Totodată trebuie menţionat, că în preţul de cost al pieselor de maşini, 75…80% revin
cheltuielilor consumate pentru materialele utilizate. Aceste materiale, în caz de
recondiţionare a pieselor uzate, se folosesc repetat. Sporirea importanţei acestor realităţi
este cu atât mai accentuată pentru Republica Moldova, deoarece noi nu avem resurse
materiale proprii şi suntem nevoiţi să le importăm din străinătate.
În ultimii ani în ţara noastră tot mai perseverent îşi face loc tehnica de mărci noi,
produsă în străinătate. Procurarea pieselor de schimb pentru această tehnică este foarte
costisitoare, iar tehnologiile existente de reparaţie, ca regulă, nu sunt pretate pentru
această tehnică. Rezultatul acestor fenomene impune căutarea unor noi metode de
recondiţionare a pieselor de maşini, capabile să mărească gradul de fiabilitate a tehnicii
agricole şi a industriei prelucrătoare.
Totodată pentru mărirea nivelului de fiabilitate a maşinilor supuse lucrărilor de
mentenanţă corectivă este necesar:
1. Folosirea tehnologiilor avansate şi a utilajului modern de pregătire a maşinilor
pentru demontare care include – prespălarea, spălarea exterioară a pieselor,
ansamblelor şi subansable, evacuarea uleiului şi combustibilului.
2. Demontarea maşinii în ansambluri şi piese componente folosind mijloace
tehnice avansate (extractoare, prese, dispozitive mecanizate etc.).
3. Folosirea pentru controlul şi sortarea pieselor şi cuplelor prescripţii tehnice
aprobate, aparate, bancuri de probă şi metode de verificare a etanşeităţii, a jocurilor
radiale şi axiale, a elasticităţii arcurilor.
4. Precizarea metodelor de recondiţionare şi reparare a obiectelor în baza celor
mai recente realizări ale ştiinţei şi tehnicii, stabilirea itinerarului tehnologic optim.
5. Folosirea mecanizării şi automatizării proceselor de echilibrare, asamblare,
rodaj şi încercare a produselor reparate.
6. Folosirea metodelor şi procedeelor constructiv – tehnologice, modificarea
pieselor şi subansamblurilor, mărirea rezistenţei la uzură a pieselor şi cuplelor,
asigurarea condiţiilor optime de lubrifiere.
82
7. Organizarea generală şi tehnică a reparaţiilor cu folosirea ultimilor realizări din
domeniul managementului economiei de piaţă.
8. Asigurarea condiţiilor normale de muncă şi a securităţii muncii.
Calitatea lucrărilor de mentenanţă se apreciază cu indicatorii complecşi ai
fiabilităţii (vezi p. 4.7).
83
Subiecte pentru verificarea cunoştinţelor
1. Pentru ce serveşte nivelul de fiabilitate determinat în faza de concepţie –
proiectare şi ce nivel de fiabilitate se adoptă în această fază?
2. Care componente ale procesului tehnologic determină indicii de calitate de
fabricaţie? Numiţi aceşti indici.
3. Cum influenţează indicii calitativi ai pieselor fabricate proprietăţile de
exploatare? Numiţi cele mai importante proprietăţi de exploatare influenţate de indicii
calitativi ai pieselor componente.
4. Ce feluri de prelucrări mecanice se folosesc la recondiţionarea pieselor uzate
de maşini? Care sunt cele mai importante momente tehnologice ce influenţează calitatea
pieselor recondiţionate?
5. În funcţie de ce condiţii se alege adaosul de prelucrare la aşchierea pieselor?
6. Cum se schimbă intensitatea uzurii în funcţie de parametrii rugozităţii
suprafeţelor de contact? Numiţi parametrii de rugozitate care influenţează uzura.
7. Ce elemente trebuie studiate la realizarea încercărilor privind depistarea
defecţiunilor posibile?
8. Ce teorie a fiabilităţii se încadrează studierea fiabilităţii pieselor noi şi
recondiţionate? În ce constă această metodă de studiere a fiabilităţii?
9. Scrieţi relaţia matematică pentru timpul de funcţionare a pieselor
recondiţionate şi specificaţi elementele componente ale acestei relaţii.
10. Care sunt criterii în baza cărora se stabileşte starea limită a pieselor şi când se
folosesc aceşti criterii?
11. Scrieţi relaţiile pentru jocurile limită şi celui real ale cuplului alezaj-arbore şi
specificaţi elementele componente.
12. Scrieţi relaţiile pentru jocul mediu admisibil şi jocul real admisibil ai cuplului
alezaj-arbore şi specificaţi elementele componente.
13. Scrieţi relaţiile pentru jocul mediu admisibil pentru ajustaje la care durate de
funcţionare a pieselor componente este diferită şi specificaţi elementele componente.
14. Scrieţi relaţiile pentru viteza medie de uzare a pieselor componente şi a
ajustajelor în întregime şi specificaţi elementele componente.
84

15. Scrieţi relaţiile pentru timpul mediu de funcţionare a pieselor componente şi
ajustajului în întregime pentru toată durata de funcţionare şi specificaţi elementele
componente.
16. Care sunt cheltuielile pentru piesele de schimb în realizarea mentenanţei
corective a utilajului agricol?
17. Care sunt căile de reducere a cheltuielilor consumate la lucrările de
mentenanţă?
18. Care sunt direcţiile principale de mărire a nivelului de fiabilitate a pieselor
recondiţionate din tehnica agricolă?
19. Care sunt direcţiile principale de mărire a nivelului de fiabilitate a maşinilor
supuse lucrărilor de mentenanţă corectivă?
21. Numiţi indicatorii de mentenanţă care sunt folosiţi la aprecierea calităţii
lucrărilor de mentenanţă? Daţi definiţia acestor indicatori.
Bibliografie recomandată
1. Selivanov, A.I.; Artem`ev, Û. N. Teoretiĉeskie osnovy remonta i nadežnosti
sel`skohozâjstvenoj tehniki. – M.: Kolos, 1978. – S. 175-231.
2. Gagiu Constantin. Fiabilitatea în exploatare a tractoarelor şi maşinilor agricole.
– Bucureşti: AGRIS – REDACŢIA REVISTELOR AGRICOLE, 1995. – P. 93- 141.
3. Kurcâtkin ,V.V.; Tel`nov, N.F.; Aĉ`kasov, K.A. et all. ; pod red. V.V.
Kurcâtkina. – M.: Kolos, 2000. – S. 57 - 69.
4. Lupescu Octavian, Sârbu Ionel, Botez Radu. Fiabilitatea şi repararea utilajului
agricol. - Chişinău: Tehnica, 1999. – P. 55-58.
85
CUPRINS
PREFAŢĂ...............................................................................................................2
1. TRIBOLOGIE (FRECARE, UZARE UNGERE)..........................................3
1.1 Consideraţii generale.............................................................................31.2. Scurtă istorie a cercetărilor în domeniul ungerii, frecării şi uzării.41.3. Frecarea şi formele ei...........................................................................51.4. Uzarea....................................................................................................81.5. Legile de bază ale uzării.....................................................................13Subiecte pentru verificarea cunoştinţelor...............................................15Bibliografie recomandată..........................................................................16
2. STUDIUL UZURII ŞI PARTICULARITĂŢI TRIBOLOGICE ALE
TRIBOSISTEMELOR DIN TEHNICA AGRICOLĂ.....................................18
2.1. Metode de măsurare a uzurii.............................................................182.2.Starea limită a pieselor şi îmbinărilor...............................................212.3. Alegerea materialelor cuplei tribologice...........................................232.4. Studiul uzurii la organele de lucru ale utilajului agricol................25Subiecte pentru verificarea cunoştinţelor...............................................26Bibliografie recomandată..........................................................................27
3. NOŢIUNI GENERALE , TERMINOLOGIE ŞI ETAPELE DE REALIZARE
ALE FIABILITĂŢII UTILAJELOR AGRICOLE..........................................28
3.1. Consideraţi generale privind siguranţa utilajului agricol..............283.2. Clasificarea refuzurilor......................................................................303.3. Etapele de realizare a fiabilităţii.......................................................31Subiecte pentru verificarea cunoştinţelor...............................................36Bibliografie recomandată..........................................................................37
4. CALCULUL INDICATORILOR DE FIABILITATE AI UTILAJELOR
AGRICOLE..........................................................................................................38
4.1. Alegerea indicatorilor de fiabilitate..................................................384.2. Culegerea informaţiei şi prelucrarea primară a datelor experimentale
.....................................................................................................................394.2.1. Generalităţi referitoare la culegerea datelor de fiabilitate.............................394.2.2. Stabilirea numărului de obiecte pentru încercările de fiabilitate...................404.2.3. Organizarea încercărilor de fiabilitate...........................................................41
4.3. Calculul indicatorilor bunei funcţionări...........................................434.4. Calculul indicatorilor durabilităţii....................................................484.5. Calculul indicatorilor mentenabilităţii............................................494.6. Calculul indicatorilor disponibilităţii...............................................504.7. Indicatorii complecşi ai fiabilităţii....................................................51Subiecte pentru verificarea cunoştinţelor...............................................52Bibliografie recomandată..........................................................................54
86
5. PRELUCRAREA DATELOR EXPERIMENTALE....................................56
5.1. Noţiuni generale privind prelucrarea indicatorilor de fiabilitate. .565.1.1. Compunerea tabelelor sintetice privind indicatorii de fiabilitate..................575.1.2. Compunerea şirului statistic al informaţiei....................................................57
5.2. Calculul valorii medii şi a abaterii medii pătratice.........................595.3. Eliminarea datelor experimentale aberante....................................615.4. Determinarea coeficientului de variaţie............................................625.4. Reprezentarea grafică a datelor experimentale...............................63Subiecte pentru verificarea cunoştinţelor...............................................65Bibliografie recomandată..........................................................................66
6. VERIFICAREA VERIDICITĂŢII CALCULELOR INDICATORILOR DE
FIABILITATE.....................................................................................................67
6.1. Legi teoretice de distribuţie a indicatorilor de fiabilitate...............676.1.1. Noţiuni generale............................................................................................676.1.2. Legea normală de distribuţie.........................................................................696.1.3. Legea de distribuţie Weibull.........................................................................70
6.2. Verificarea concordanţei dintre repartiţia experimentală şi cea teoretică originală a indicatorilor de fiabilitate......................................................716.3. Determinarea limitelor de încredere ale distribuţiei indicatorilor de fiabilitate.....................................................................................................72Subiecte pentru verificarea cunoştinţelor...............................................74Bibliografie recomandată..........................................................................75
7. METODE ŞI PROCEDEE TEHNOLOGICE DE MENŢINERE ŞI
MĂRIRE A FIABILITĂŢII UTILAJULUI AGRICOL..................................76
7.1. Calculul şi planificarea nivelului de fiabilitate în etapa de concepţie-proiectare....................................................................................................76
7. 2. Calculul şi planificarea indicatorilor de fiabilitate ai pieselor şi îmbinărilor de piese.........................................................................................................................79
7.3. Realizarea şi asigurarea fiabilităţii în etapa de reparaţie a maşinilor.....................................................................................................................81Subiecte pentru verificarea cunoştinţelor...............................................84Bibliografie recomandată..........................................................................85
cuprins....................................................................................................................86
87