proiect tama popa daniel
DESCRIPTION
Proiect TAMATRANSCRIPT
Universitatea Transilvania din Brasov
Facultatea de Inginerie Tehnologica si Management Industrial
Proiect TAMA
Numele: Popa Daniel
Specializarea: Constructii Aerospatiale
Grupa: 2601
Tema de proiect
Sa se proiecteze linia de montaj general in flux continuu pentru fabricarea unei aeronave P-51 Mustang cunoscând cadența a= 3 buc/ luna, manopera t= 3000 h, numărul mediu de muncitori lucrând simultan m= 7 persoane.
1. Memoriul justificativ si de calcul1.1. Descrierea aeronavei1.2. Stabilirea lungimii conveierului si a numărului de posturi1.3. Determinarea necesarului de personal1.4. Calculul suprafețelor secției de montaj final1.5. Enumerarea principalelor operații pentru fiecare post de montaj (si codificarea
operațiilor)1.6. Proiectarea unui dispozitiv de deplasare (tip cărucior sau conveier) pentru un
subansamblu din structura aeronavei aleasă (la scară).1.7. Analiza cu elemente finite a dispozitivului proiectat.
2. Desene: 2.1. Desen la scara pentru aeronava stabilita prin tema2.2. Organizarea secțiunii de montaj general2.3. Desenul cu dispozitivul proiectat2.4. Planșă cu analiza cu elemente finite
1. MEMORIU JUSTIFICATIV DE CALCUL
1.1 Descrierea aeronaveiCaracteristici constructive:- Anvergura: 11.28- Lungime:9.83- Inaltime:4.08- Aria aripii:21.83- Greutate gol:3465- Greutate maxima la decolare:5490
Performante:
- Viteza maxima operationala:703- Plafon:12800- Rata de urcare:16.3
1.2 Stabilirea lungimii conveierului si a numarului de posturi
1.2.a. Determinarea numarului de posturi:
A = a∗tm∗h
unde: A – numarul posturilor de lucru;a – cadenta de fabricatie a aeronavei in unitatea de timp;t – volumul de munca ce se executa in standul respectiv pe unitatea de produs;h – numarul de ore ce se pot lucra in unitatea de timp:
h = hn*k*Shn – numarul nominal lunar de ore de lucru al convierului – numar de zile de lucru
pe saptamana (5 zile) x numar de ore lucrate pe zi (8 ore) x numar de saptamani pe luna (4 saptamani);
k – coeficient care tine seama de pierderile de timp pentru reparatia utilajelor si reprezinta ≈3% din fondul nominal de timp (k=0,97);
S – numarul de schimburi de lucru in 24 de ore (in aviatie, S=1).Se adopta numarul intreg imediat superior rezultatului.
hn= 5*8*4 – 160k= 0,97
S=1h=160*0,97*1 = 155,2 [ore]
Deci:
A = a∗tm∗h=
2∗33006∗155,2
= 7,07
Se adopta:A = 8 posturi de lucru
1.2.b. Stabilirea lungimii conveierului
1. Varianta flux continuuFormula pentru determinarea lingimii liniei de conveier este:
Lconv= i*v*(A+Zc)+Ai – ritmul conveierului sau intervalul de productie [min];
i= ha
= 155,2
2= 51.73 [ore]
v – viteza de miscare a conveierului [m/min]. pentru un conveier cu actiune continua, viteza de deplasare este in limiele 0,25 ÷ 3,5 [m/min]. Sunt convenabile vitezele apropiate de limitele inferioare.
v= 0,6 [m/min]Zc – numarul zonelor de control si de rezerva care trebuie sa fie in general cca. 10% fata
de numarul zonelor de lucru sau posturi:Zc≈A * 0,1 = 8*0,1=0,8
Se adopta:Zc=1
Lconv= i*v*(A+Zc)+A = 77,6*0,6*(8+1)+8=287.36 [m]
1.3. Determinarea necesarului de personal
M = Mprod +Maux + Mt.ing + Mc + Mi.s.
Mprod - efectivul de muncitori productivi;Maux – efectivul de muncitori auxiliari;Mt.ing – numarul de personal tehnico-ingineresc;
Mc – numarul de personal contabil;Mi.s. – numarul de personal inferior de serviciu;Mconv – numarul de muncitori care lucreaza la liniile principale de banda (montatori la
conveier);
Mconv= t montaji
tmontaj – timp montaj, se considera 80% din manopera (t);tmontaj=80%*3300 = 2400 [ore]
Mconv= t montaji
= 264077,6
= 46.39
Se adopta:Mconv= 47
Mas= numarul de muncitori montatori si verificatori care lucreaza in afara gabaritelor de montaj;
Mas= (tas*P)/han
tas – timp de asteptare, se considera 20% din manopera (t);tas= 20%*3300 = 600 [ore]
Mas= (tas*P)/ham= (660*22)/1707,2=11.5Se adopta:
Mas= 12 muncitoriMprod – efectivul de muncitori productivi
Mprod=Mconv+Mas
Mprod= 47+12 = 59 (efectivul de muncitori productivi)P – productia anuala;
P=11*a = 11*2= 33 [buc]han- numarul anual de ore de lucru:
han- h*numar luni de munca pe an (11 luni)han= 155,2*11 = 1707,2 [ore]
Pentru muncitorii productivi si auxiliari se calculeaza coeficientul de incarcare a locului de munca (randament):
Ƞp=Mconv/Mconv.adoptat= 0.98Ƞas=Mas/Mas.adoptat=0.95
Maux – personalul auxiliar:Maux=24%*55 = 14,1 → 14 muncitori;
Mt.ing – personalul tehnico-ingineresc:Mt.ing= 17% * 55 = 10.3 → 10 muncitori;
Mc – personalul contabil:Mc = 3%*55 = 1,7 → 2 muncitori;
Mis – personalul inferior de serviciu:Mis= 1,5%*55=0,8 → 1 muncitor;
M = Mprod +Maux + Mt.ing + Mc + Mi.s.= 59+14+10+2+1 = 86 muncitori.
1.4. Calculul suprafetelor, amplasarea sectiei de montaj final
Sub 500 nde muncitori avem o singura hala de montaj. Suprafata totala a unei sectii de montaj final se determina ca suma dintre suprafata productiva si suprafetele auxiliare ce o compun.
Suprafata sectorului productiv se determina cu formula:Sp = Sst+Sas
In care: Sat – suprafata productiva a standurilor; Sas – suprafata productiva din afara standurilor; Sst = zm1*Ssp
Sas = zm2*Spt
Ssp – suprafata specifica pentru un loc de munca (conform tabelului 2):Ssp = 10+120+1,4*Saeron+10+1,6* Saeron= 594.656[m2]
Spt – se calculeaza ca 1,5÷1,8 din suprafata teoretica a avionului:Spt = 1,7* Saeron= 1,7(6,870*1,180) = 257.638 [m2]
zm1, zm2 – numarul locurilor de munca pentru acelasi tip de operatii de montaj zm1= Mas = 12; zm2= A = 8;
Sst = 9*164,31= 7136 [m2];Sas = 8*13,78 = 2061 [m2];
Sp = Sst+Sas = 9197 [m2].
Calculul suprafetelor auxiliareIn cadrul unei sectii de montaj exista doua tipuri de suprafete auxiliare:
a. Depozite in cadrul sectorului conveierului principal al sectiei de montaj. Se calculeaza ca fiind (8÷10)% din totalul suprafetei de productie.
Saux1=8%*Sp= 8735.76 [m2]b. Depozite destinate deservirii sectoarelor pentru operatiile de montaj in afara
standului. Se calculeaza ca fiind (20÷25)% din totalul suprafetei de productie.Saux2=20%*Sp= 1839.4 [m2]
Suprafata auxiliara totala se obtine ca suma acestor doua suprafete:
Saux= Saux1+ Saux2=2576 [m2]
Suprafata auxiliara totala include:
Atelierul si magazia mecanicului sefSams = 100 [m2]
Magazie dispozitiveSmd = 10 [m2]
Magazia de sculeSms = 0,15*Mprod = 8.85 [m2]
Magazie normalizareSmn = 0,05*Saux = 128.8 [m2]
Magazia de piese si subansamble pentru montajSmp=Saux - Sams - Smd - Sms - Smn=2428[m2]
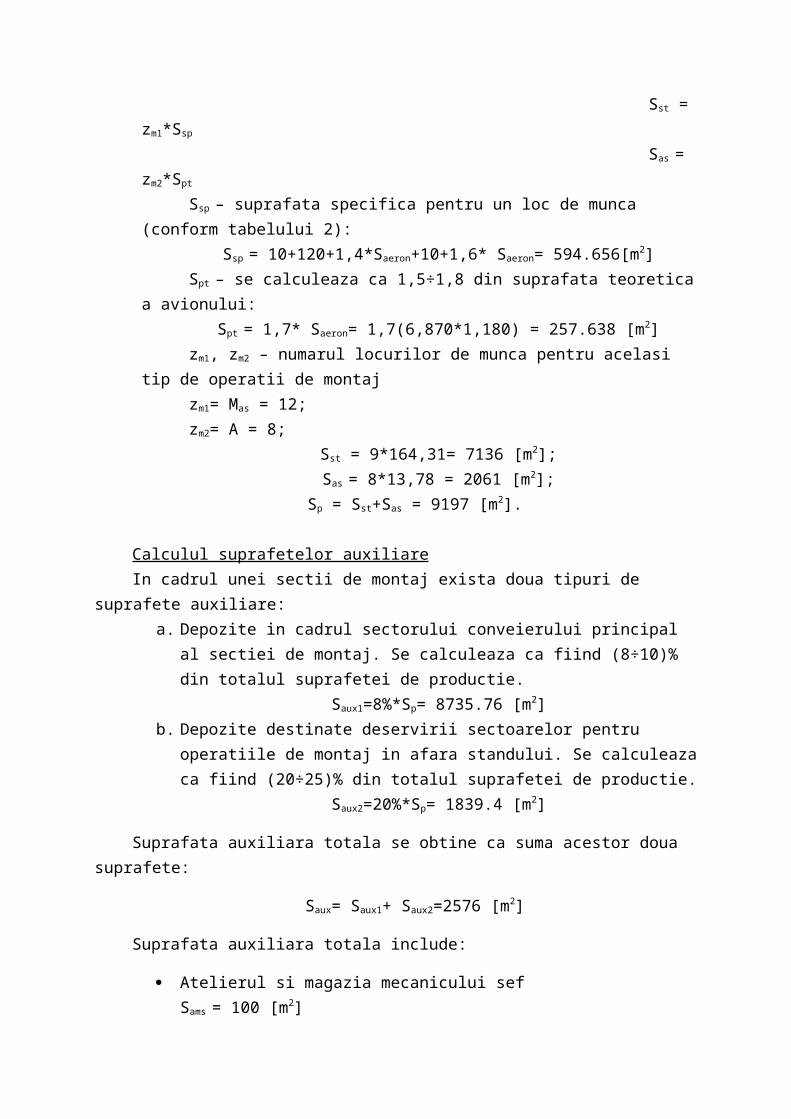
Amplasarea sectiei de montaj finalDescrierea conditiilor si cerintelor care trebuie indeplinite, schema de principiu.
1.5. Enumerarea principalelor operatii in fiecare post (si codificarea operatiilor)
Codificarea operatiilor de montaj, pentru evidentirea pe calculator a lucrarilor ce se efectueaza intr-o anumita zona si pentru incarcarea in mod egal a posturilor de montaj, se face in felul urmator:
H 04 550 B01↓ ↓ ↓ ↓a b c d
a – indica reperul codificat al produsului in fabrica producatoare; poate indica de asemenea varianta sau tipul care se fabrica;
b – reprezinta zonarea aparatului;
c – indica specificul lucrarii care se executa (se intalneste de obicei sub forma unui cod format din trei cifre);
d – are drept semnificatie reperul desenului de grad „0” din nomenclatorul general de desene. De obicei sunt clasate pe grupe de ansamble.
Pentru definirea operatiilor de motaj, apratele trebuie impartite pe zone de lucru tehnologice. In general, proiectantul deseneaza instalatiile nu pe zone, ci reprezinta instalatia respectiva pentru tot aparatul, ceea ce prezinta un avantaj pentru definirea unei anumite zone. Intrucat unei echipe specializate nu i se incredinteaza lucrarile pentru tot aparatul, operatiile vor fi create astfel incat sa defineasca numai o zona din instalatia respectiva, de exemplu montare instalatii carburant n aripa stanga. Pentru fiecare aparat, tehnologul isi imagineaza o zona tehnologica si von avea o exprimare tehnologica a zonelor de lucru.
Post 1
P 01 200 C01 – jonctionare zona compartiment motor;
P 02 210 A01 – jonctionare zona cabina piloti exterior;
P 03 220 A02 – jonctionare zona cabina piloti interior;
P 05 230 A03 – asamblare fuselaj;
P 06 240 A04 – jonctionare fuselaj spate;
P 06 850 A05 – verificare jonctionare fuselaj spate.
Post 2
P 11 241 A06 – asamblare ampenaj vertical;
P 12 242 A07 – asamblare ampenaj orizontal;
P 13 243 B01 – mntare tren aterizare;
P 14 244 H01 – amenajari interioare;
P 13 851 B02 – reglaj si incercari trape ale trenului principal;
P 13 852 B03 – incercare frana pe roata trenului principal;
P 13 853 B04 – incercari escamotare.
Post 3
P 07 245 A08 – manipulare asamblare aripa stanga;
P 08 246 A09 – manipulare asamblare aripa dreapta;
P 09 247 A10 – asamblare eleron, volet dreapta;
P 10 248 A11 – asamblare eleron, volet stanga;
P 11 249 A12 – montare echipament de legatura aripa fuselaj;
P 01 400 A13 – montare elice.
Post 4
P 06 320 D01 – montare comenzi de zbor si motor;
P 03 810 D02 – incercare comenzi de zbor;
P 04 310 E01 – montare conducte;
P 04 500 E02 – montare circuit de carburant;
P 03 450 G01 – montare tablou de bord;
P 05 550 F01 – montare instalatie electrica.
Post 5
P 13 224 B05 – umflare pneuri;
P 13 815 B06 – verificare amortizor;
P 09 255 B07 – gresare articulatii;
P 14 820 H02 – incercare sistem de reglare scaune.
Post 6
P 00 840 V01 – verificare generala;
P 00 350 J01 – finisare;
P 00 850 J02 – vopsire.
Post 7
P 00 855 V02 – incercare generala de functionare;
P 00 860 V03 – prezentare la control uzina
P 00 351 J03 – retusuri;
P 00 870 V04 – prezentare la control client.
Post 8
P 00 875 V09 – masuratori;
P 00 880 V10 – livrare la pista.
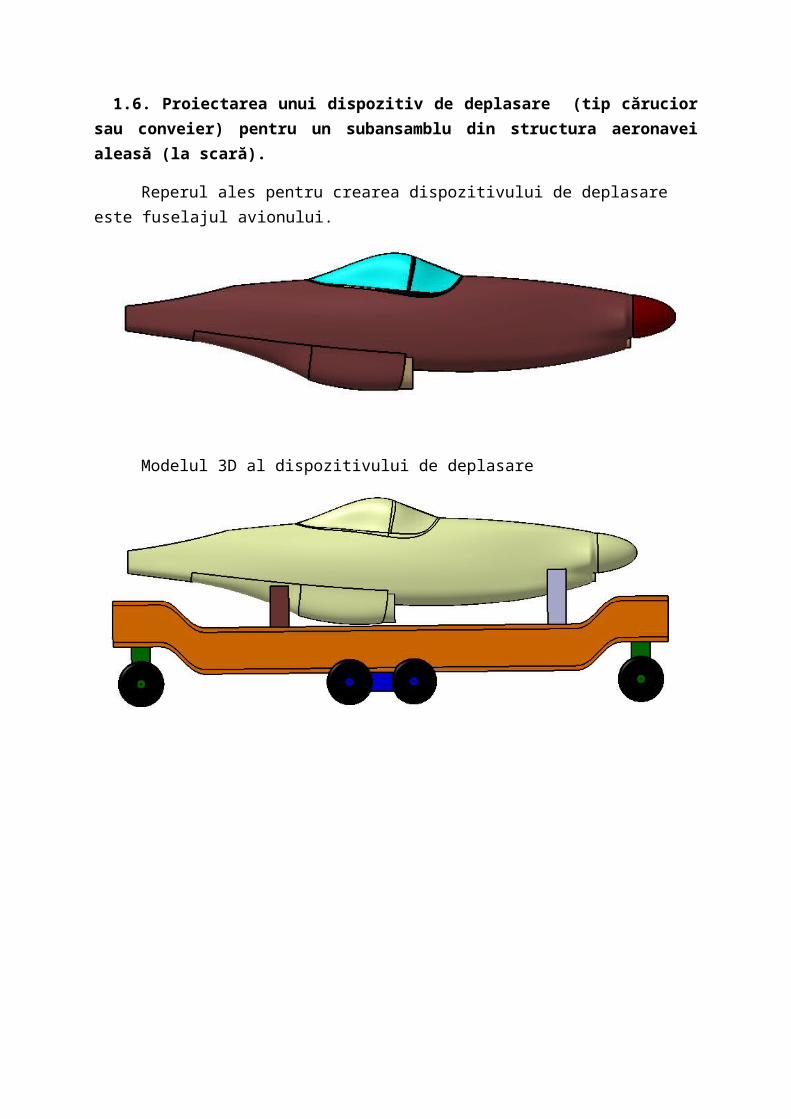
1.6. Proiectarea unui dispozitiv de deplasare (tip cărucior sau conveier) pentru un subansamblu din structura aeronavei aleasă (la scară).
Reperul ales pentru crearea dispozitivului de deplasare este fuselajul avionului.
Modelul 3D al dispozitivului de deplasare
Analiza FEM a dispozitivului
Deformatia totala
Tesiuni elastice echivalente
Tensiune echivalenta