licență constructii de masini si management industrial
DESCRIPTION
Conceptia si proiectarea unui nou tip de freza fluture pentru danturarea rotilor cilindrice dupa procedeul MikronTRANSCRIPT
MEMORIU DE PREZENTARE
În mecanica fină,îndeosebi în construcția de aparate,alături de roțile dințate cilindrice,se utilizează şi roți dințate conice,cu dinți drepți sau curbi,acestea formând, după cum este cunoscut,angrenaje cu axe concurente, închizând între ele un unghi oarecare.Dintre roțile dințate conice menționate,cea mai largă utilizare, în acest domeniu,o au roțile dințate conice cu dinți drepți.
Prelucrarea danturii roților conice se execută,de obicei,prin rulare pe mașini-unelte de danturat,specializate sau speciale care, în general, sunt mașini cu o cinematică complexă, dar care asigură o precizie mult superioară mașinilor de prelucrat prin copiere.În familia mare a sculelor așchietoare,o familie aparte,dar suficient de largă și prezentând probleme deosebite de proiectare, de tehnologie şi de calitate, o reprezintă sculele pentru danturarea roților dințate conice.
Astfel,lucrarea de față,caută ca pe baza unor principii teoretice,unele din ele originale,să rezolve problemele de proiectare şi de tehnologie ce apar la realizarea unor tipodimensiuni de freze fluture,utilizare la prelucrarea roților dințate conice cu joc la fund constant prin procedeul Mikron.
4
Capitolul 1
GENERALITĂȚI DESPRE ROȚILE DINȚATE
1.1. GENERALITĂȚI DESPRE ANGRENAJE
Transmisia prin roți dințate, denumită şi angrenaj,este mecanismul format din două sau mai multe roți dințate aflate în angrenare.Angrenajul asigură,datorită danturii roților, o transmitere prin formă şi cu raport de transmitere constant a mișcării de rotație și a momentului de torsiune între doi arbori necoaxiali, realizându-se în general o modificare a momentului de torsiune,respectiv a turației.
La transmisia formată dintr-o roată dințată și o cremalieră(roata dințată cu un numar infinit de dinți) se realizează o transformare a mișcării de rotație a roții dințate într-o mișcare de translație a cremalierei sau invers.
Angrenajele sunt cele mai folosite transmisii mecanice datorită avantajelor semnificative pe care le prezintă:siguranță și durabilitate mare,randament și gabarit redus.Ca dezavantaje se pot semnala următoarele:tehnologie complicată,cost mare, zgomot și vibrații în funcționare.
O clasificare a angrenajelor se poate face în funcție de:
direcția dintelui - cu dinți - drepți - înclinați - în V - curbi
mișcarea axelor - cu axe fixe - cu axe mobile
profilul dintelui - evolventă - arc de cerc - cicloidă - octoidă - spirală arhimedică
forma roților dințate - cilindrice - conice - hiperboloidale - melcate - cremaliera - necirculare
poziția axelor - cu axe paralele - cilindrice - cu cremaliera
5
- cu axe concurente - conic - cu roată plană
- cu axe încrucișate - cilindric încrucișat- hipoid- melc cilindric
În mecanica fină roțile dințate se utilizează în construcția diverselor aparate și a altor produse ca:aparate de măsurat lungimi, unghiuri, mase, debite, contoare electrice,aparate de orologerie,microscoape,aparate de bord,aparate medicale. Pentru aceste roți dințate sunt valabile în general principiile constructive si tehnologice aplicate în construcția de mașini,se folosesc, în mare parte aceleași feluri de danturi dar totuși există o serie de deosebiri și particularități specifice de care trebuie ținut seama în proiectare,execuție,exploatare etc.
Astfel,în mecanica fină se intâlnesc,de regulă,roți dințate cu modul mic. 0,05-1[mm], ajungând foarte rar pâna la 1,5-2[mm];au preponderență angrenajele cu raport de transmitere relativ mare, atingând valori pâna la 10,respectiv 1:10,ceea ce impune folosirea unor roți cu numere mici de dinți,5-10 dinți, ale căror profile pe flancuri sunt cicloidale, neutilizate în mod obișnuit în construcția de mașini.
La aceste angrenaje au o mare importanță abaterile de la dimensiunile nominale,teoretice ale diametrelor fusurilor sau lagărelor,ale distanțelor dintre axe etc.,care pot provoca micșorarea inadmisibilă a gradului de acoperire sau pot provocă înțepeniri ale dinților în golurile roților conjugate.
În afară de aceasta, la danturile cu pas mic şi toleranțe strânse se pot produce cu ușurință înțepeniri sau alte defectări grave datorită suprafețelor rugoase,a erorilor de realizare a flancurilor dinților sau a pătrunderii între dinți a diferitelor impurități. De aceea este recomandabil ca înaltimea dinților sa fie făcută la pași mici,mai mare decât construcția de mașini,iar jocurile dintre flancuri și jocul la fundul dintelui sa fie alese mai mari,pentru a se evita scumpirea produselor prin ajustări ulterioare și pentru a înlătura defecțiunile în exploatare.
O altă caracteristică a angrenajelor pentru mecanica fină o constituie transmiterea de puteri în general mici,ceea ce face ca solicitările pe dinte să fie mici. În acest caz,de obicei,nu se iau în considerație calculele de rezistența deoarece dimensiunile dinților,limitate din considerente constructive,asigură un multiplu al coeficientului de siguranță contra ruperii. Sunt de asemenea mici, în cele mai multe cazuri,vitezele periferice ale roților dințate în comparație cu cele din construcțiile de mașini.
6
1.2. FORMA FLANCURILOR DINŢILOR ROŢILOR DINŢATE
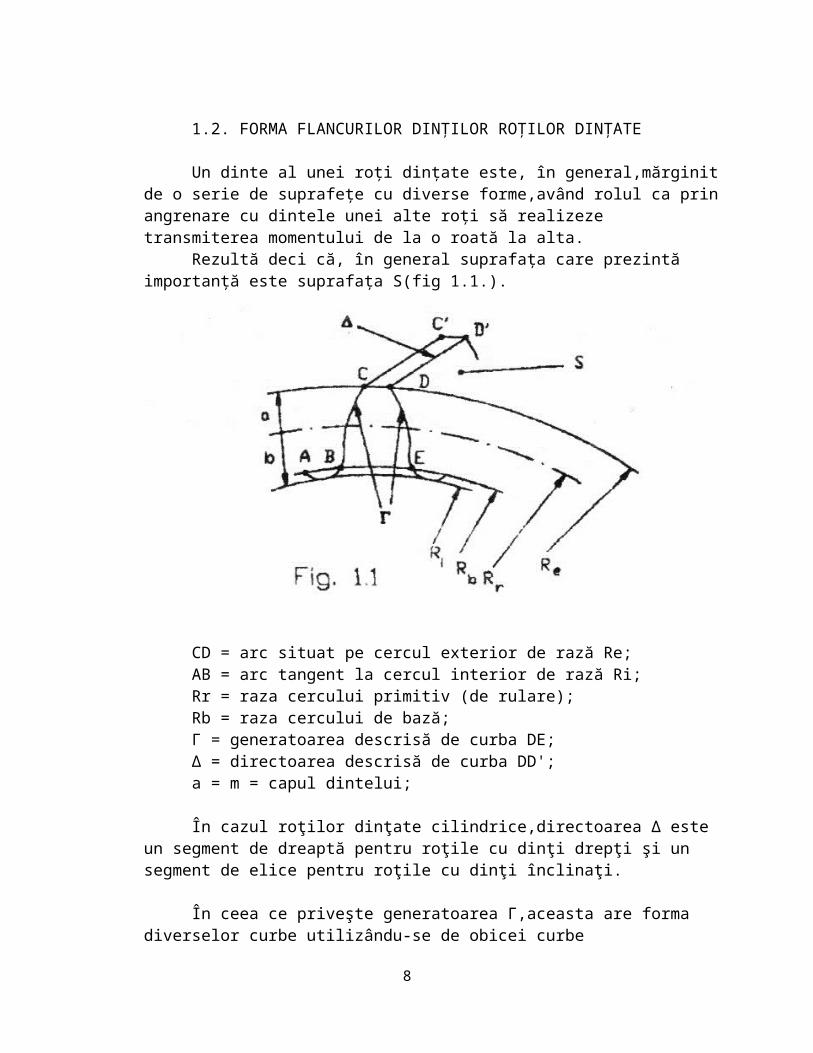
Un dinte al unei roţi dinţate este, în general,mărginit de o serie de suprafeţe cu diverse forme,având rolul ca prin angrenare cu dintele unei alte roţi să realizeze transmiterea momentului de la o roată la alta.
Rezultă deci că, în general suprafaţa care prezintă importanţă este suprafaţa S(fig 1.1.).
CD = arc situat pe cercul exterior de rază Re;AB = arc tangent la cercul interior de rază Ri;Rr = raza cercului primitiv (de rulare);Rb = raza cercului de bază;Г = generatoarea descrisă de curba DE;Δ = directoarea descrisă de curba DD';a = m = capul dintelui;
În cazul roţilor dinţate cilindrice,directoarea Δ este un segment de dreaptă pentru roţile cu dinţi drepţi şi un segment de elice pentru roţile cu dinţi înclinaţi.
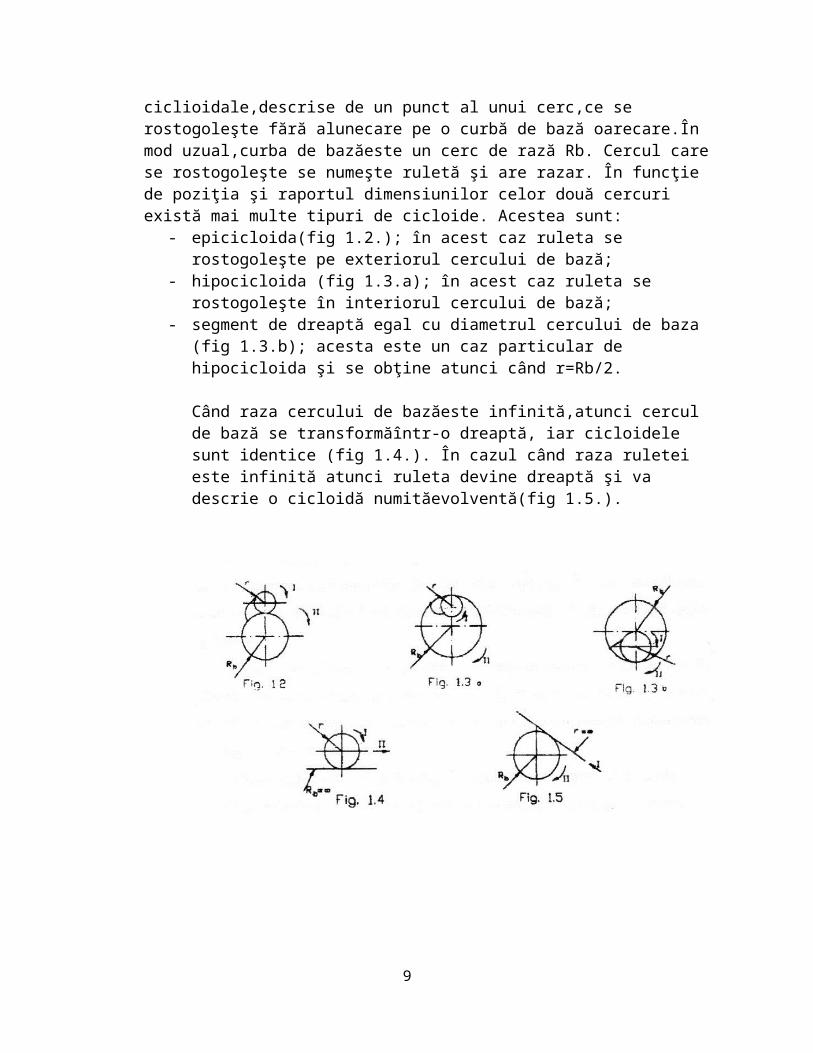
În ceea ce priveşte generatoarea Г,aceasta are forma diverselor curbe utilizându-se de obicei curbe ciclioidale,descrise de un punct al unui cerc,ce se rostogoleşte fără alunecare pe o curbă de bază oarecare.În mod uzual,curba de bazăeste un cerc de rază Rb. Cercul care se rostogoleşte se numeşte ruletă şi are razar. În funcţie de poziţia şi raportul dimensiunilor celor două cercuri există mai multe tipuri de cicloide. Acestea sunt:
- epicicloida(fig 1.2.); în acest caz ruleta se rostogoleşte pe exteriorul cercului de bază;
- hipocicloida (fig 1.3.a); în acest caz ruleta se rostogoleşte în interiorul cercului de bază;
7
- segment de dreaptă egal cu diametrul cercului de baza (fig 1.3.b); acesta este un caz particular de hipocicloida şi se obţine atunci când r=Rb/2.
Când raza cercului de bazăeste infinită,atunci cercul de bază se transformăîntr-o dreaptă, iar cicloidele sunt identice (fig 1.4.). În cazul când raza ruletei este infinită atunci ruleta devine dreaptă şi va descrie o cicloidă numităevolventă(fig 1.5.).
În toate cazurile rostogolirea fără alunecare a ruletei pe cercul de baza se realizează printr-o mişcare de rotaţie I,a ruletei în jurul centrului propriu şi printr-o mişcare de rotaţie II, a ruletei în jurul cercului de bază. Rostogolirea fără alunecare se realizează când în punctul de tangenţă vitezele liniare ale celor două mişcări sunt egale.Când ruleta sau cercul de bază sunt drepte,atunci mişcarea de rotaţie corespunde este mişcare de translaţie.
Dintre aceste curbe,pentru profilarea dinţilor roţilor dinţate se utilizeazăîn primul rând evolventa şi într-o masură mai mică( numai la anumite mecanisme de mecanicăfină), hipocicloida şi epicicloida.
Evolventa este curba folosităîn mod general pentru profilarea dinţilor roţilor dinţate datorită proprietăţilor importante pe care le are şi care uşurează construcţia angrenajelor.Dintre aceste proprietăţi se menţionează:
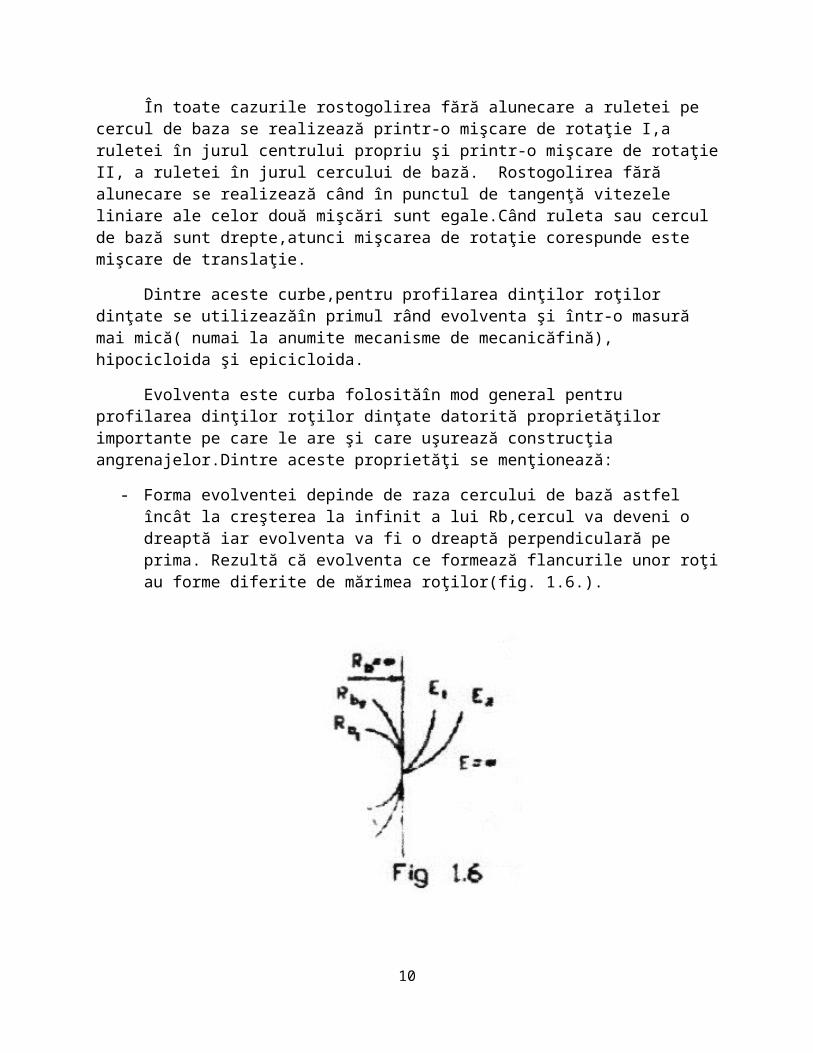
- Forma evolventei depinde de raza cercului de bază astfel încât la creşterea la infinit a lui Rb,cercul va deveni o dreaptă iar evolventa va fi o dreaptă perpendiculară pe prima. Rezultă că evolventa ce formează flancurile unor roţi au forme diferite de mărimea roţilor(fig. 1.6.).
8
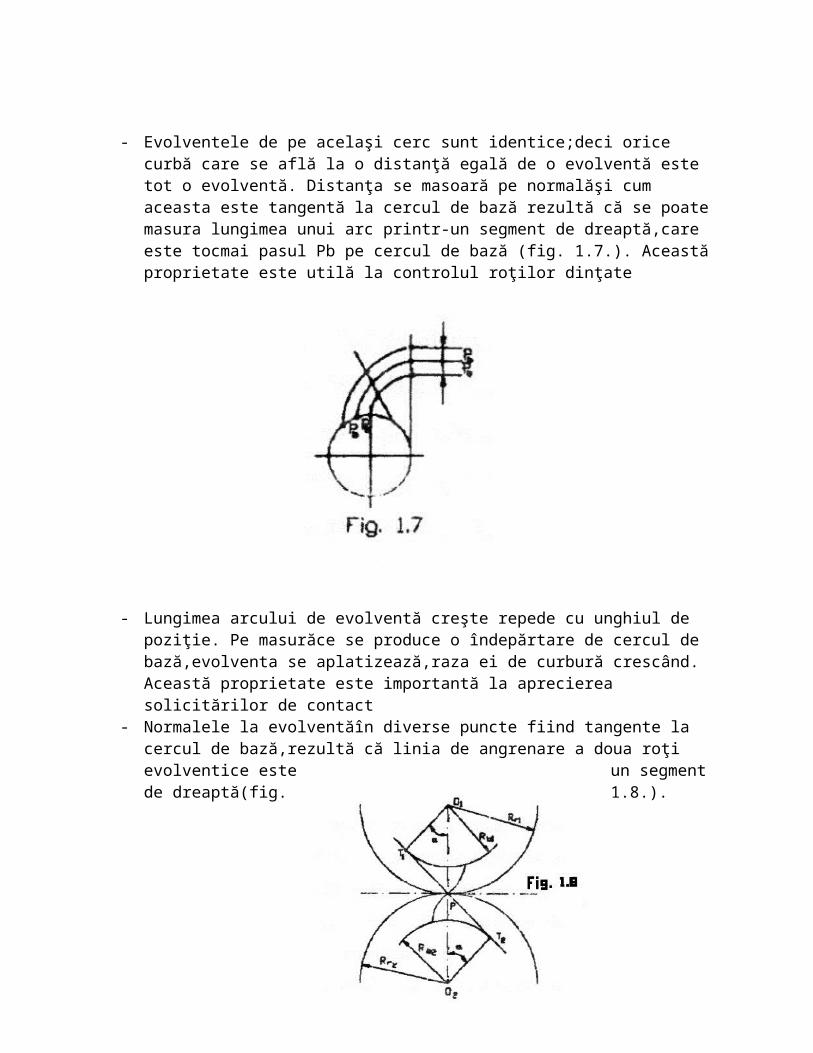
- Evolventele de pe acelaşi cerc sunt identice;deci orice curbă care se află la o distanţă egală de o evolventă este tot o evolventă. Distanţa se masoară pe normalăşi cum aceasta este tangentă la cercul de bază rezultă că se poate masura lungimea unui arc printr-un segment de dreaptă,care este tocmai pasul Pb pe cercul de bază (fig. 1.7.). Această proprietate este utilă la controlul roţilor dinţate
- Lungimea arcului de evolventă creşte repede cu unghiul de poziţie. Pe masurăce se produce o îndepărtare de cercul de bază,evolventa se aplatizează,raza ei de curbură crescând. Această proprietate este importantă la aprecierea solicitărilor de contact
9
- Normalele la evolventăîn diverse puncte fiind tangente la cercul de bază,rezultă că linia de angrenare a doua roţi evolventice este un segment de dreaptă(fig. 1.8.).
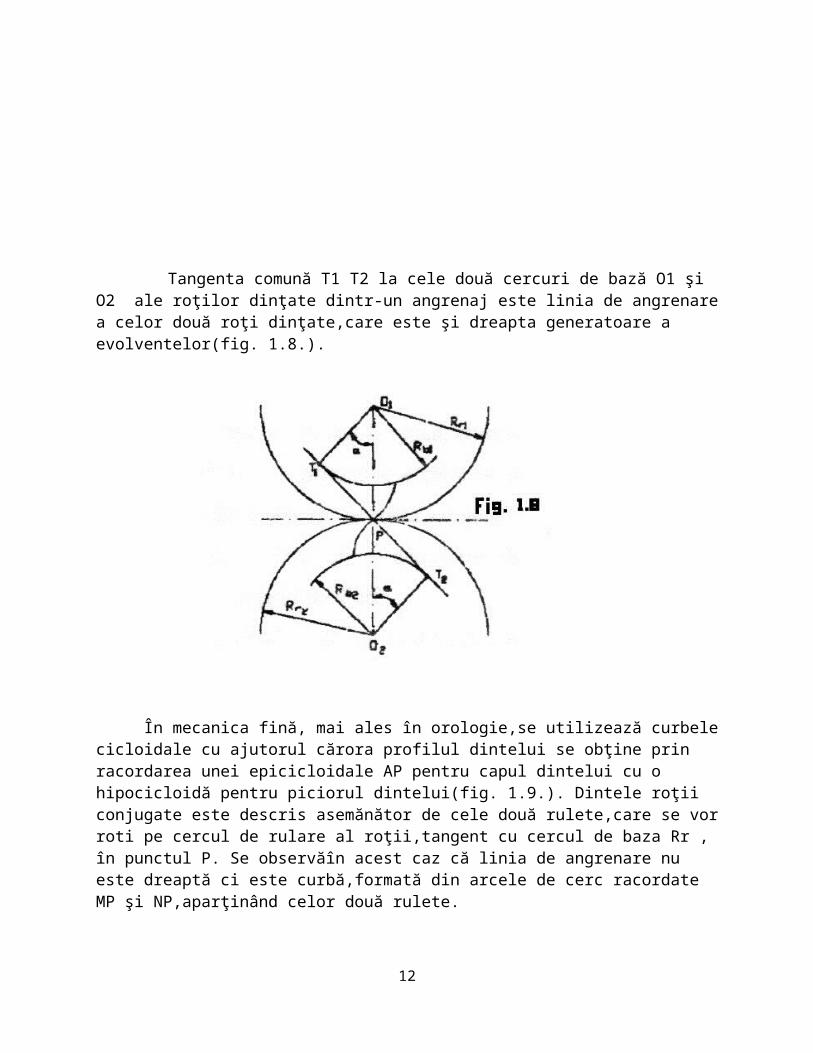
Tangenta comună T1 T2 la cele două cercuri de bază O1 şi O2 ale roţilor dinţate dintr-un angrenaj este linia de angrenare a celor două roţi dinţate,care este şi dreapta generatoare a evolventelor(fig. 1.8.).
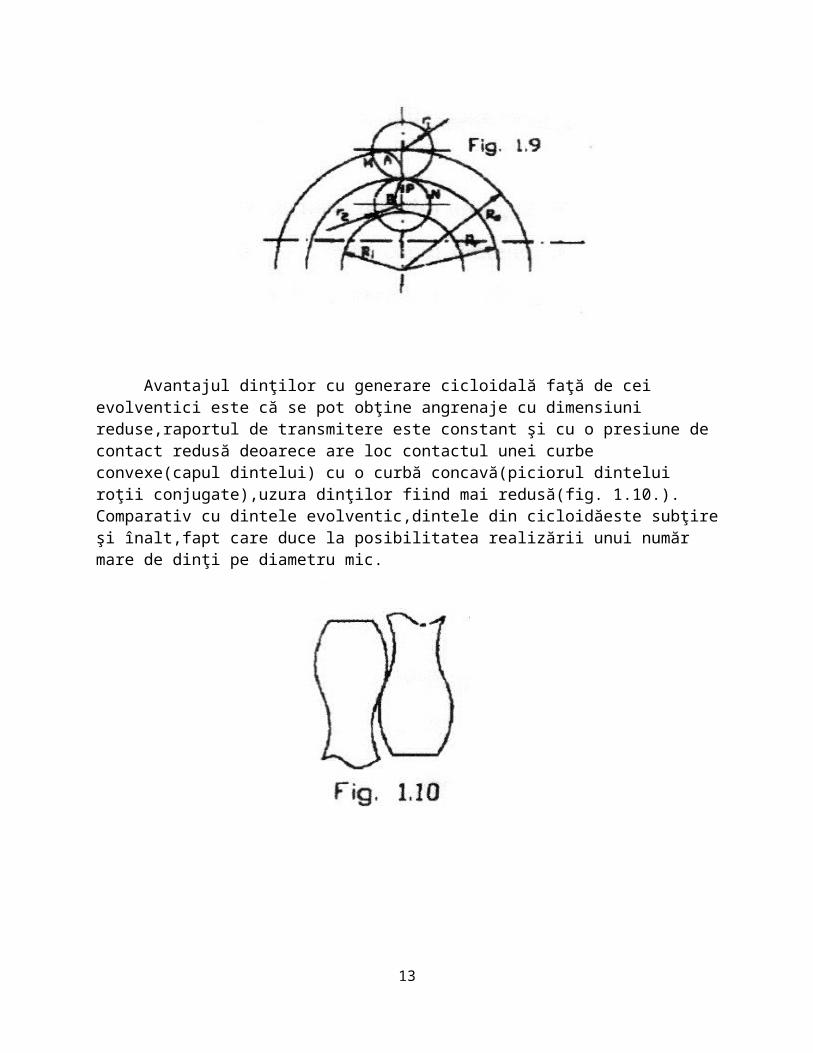
În mecanica fină, mai ales în orologie,se utilizează curbele cicloidale cu ajutorul cărora profilul dintelui se obţine prin racordarea unei epicicloidale AP pentru capul dintelui cu o hipocicloidă pentru piciorul dintelui(fig. 1.9.). Dintele roţii conjugate este descris asemănător de cele două rulete,care se vor roti pe cercul de rulare al roţii,tangent cu cercul de baza Rr , în punctul P. Se observăîn acest caz că linia de angrenare nu este dreaptă ci este curbă,formată din arcele de cerc racordate MP şi NP,aparţinând celor două rulete.
10
Avantajul dinţilor cu generare cicloidală faţă de cei evolventici este că se pot obţine angrenaje cu dimensiuni reduse,raportul de transmitere este constant şi cu o presiune de contact redusă deoarece are loc contactul unei curbe convexe(capul dintelui) cu o curbă concavă(piciorul dintelui roţii conjugate),uzura dinţilor fiind mai redusă(fig. 1.10.). Comparativ cu dintele evolventic,dintele din cicloidăeste subţire şi înalt,fapt care duce la posibilitatea realizării unui număr mare de dinţi pe diametru mic.
Dantura cicloidală are însăşi dezavantaje faţă de cea evolventică,cum ar fi dificultatea execuţiei datorită existenţei punctului de inflexiune a celor două curbe. De asemenea,o altă dificultate constăîn aceea că la roata conjugată flancurile dinţilor trebuie realizate cu aceleaşi rulete,spre deosebire de evolventă,la care se ţine cont numai de modul şi numărul de dinţi.
11
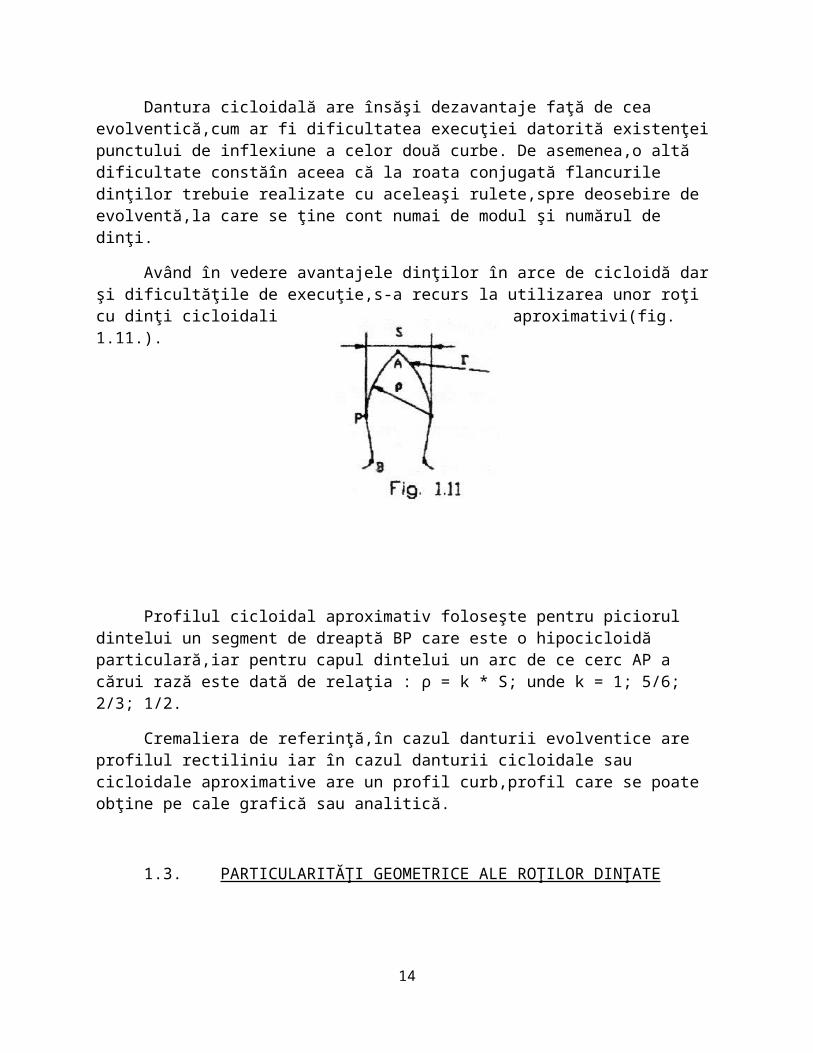
Având în vedere avantajele dinţilor în arce de cicloidă dar şi dificultăţile de execuţie,s-a recurs la utilizarea unor roţi cu dinţi cicloidali aproximativi(fig. 1.11.).
Profilul cicloidal aproximativ foloseşte pentru piciorul dintelui un segment de dreaptă BP care este o hipocicloidă particulară,iar pentru capul dintelui un arc de ce cerc AP a cărui rază este dată de relaţia : ρ = k * S; unde k = 1; 5/6; 2/3; 1/2.
Cremaliera de referinţă,în cazul danturii evolventice are profilul rectiliniu iar în cazul danturii cicloidale sau cicloidale aproximative are un profil curb,profil care se poate obţine pe cale grafică sau analitică.
1.3. PARTICULARITĂŢI GEOMETRICE ALE ROŢILOR DINŢATE
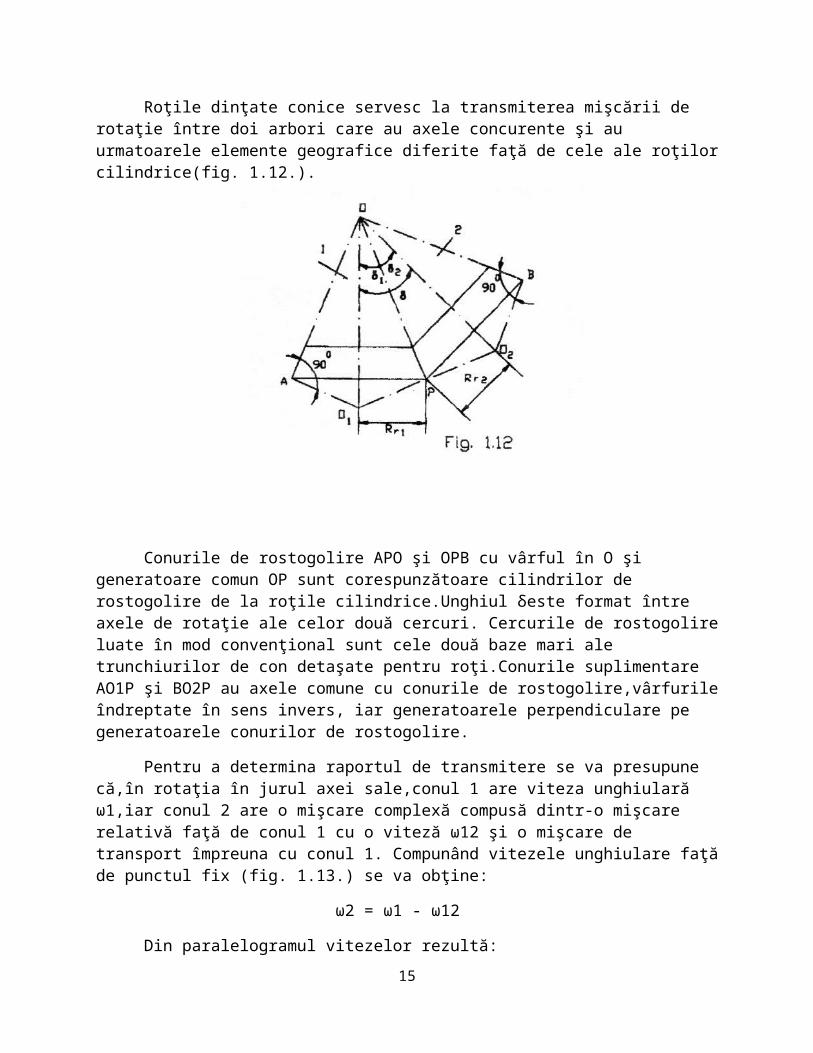
Roţile dinţate conice servesc la transmiterea mişcării de rotaţie între doi arbori care au axele concurente şi au urmatoarele elemente geografice diferite faţă de cele ale roţilor cilindrice(fig. 1.12.).
12
Conurile de rostogolire APO şi OPB cu vârful în O şi generatoare comun OP sunt corespunzătoare cilindrilor de rostogolire de la roţile cilindrice.Unghiul δeste format între axele de rotaţie ale celor două cercuri. Cercurile de rostogolire luate în mod convenţional sunt cele două baze mari ale trunchiurilor de con detaşate pentru roţi.Conurile suplimentare AO1P şi BO2P au axele comune cu conurile de rostogolire,vârfurile îndreptate în sens invers, iar generatoarele perpendiculare pe generatoarele conurilor de rostogolire.
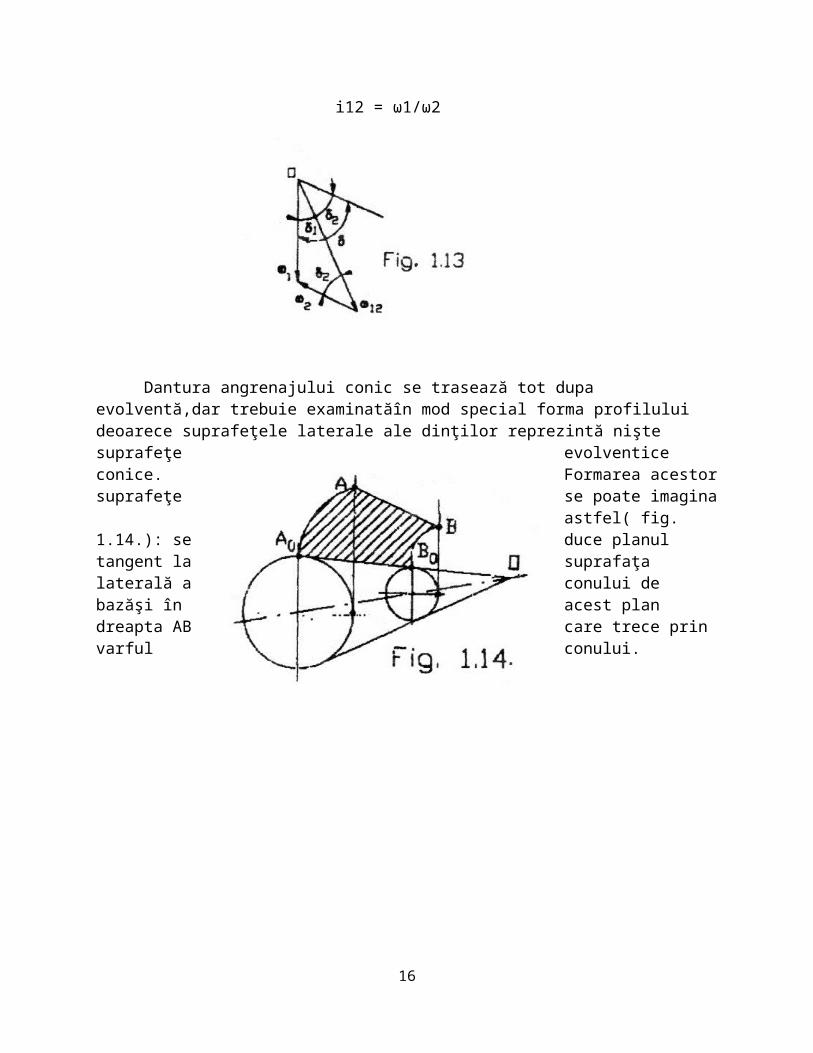
Pentru a determina raportul de transmitere se va presupune că,în rotaţia în jurul axei sale,conul 1 are viteza unghiulară ω1,iar conul 2 are o mişcare complexă compusă dintr-o mişcare relativă faţă de conul 1 cu o viteză ω12 şi o mişcare de transport împreuna cu conul 1. Compunând vitezele unghiulare faţă de punctul fix (fig. 1.13.) se va obţine:
ω2 = ω1 - ω12
Din paralelogramul vitezelor rezultă:
i12 = ω1/ω2
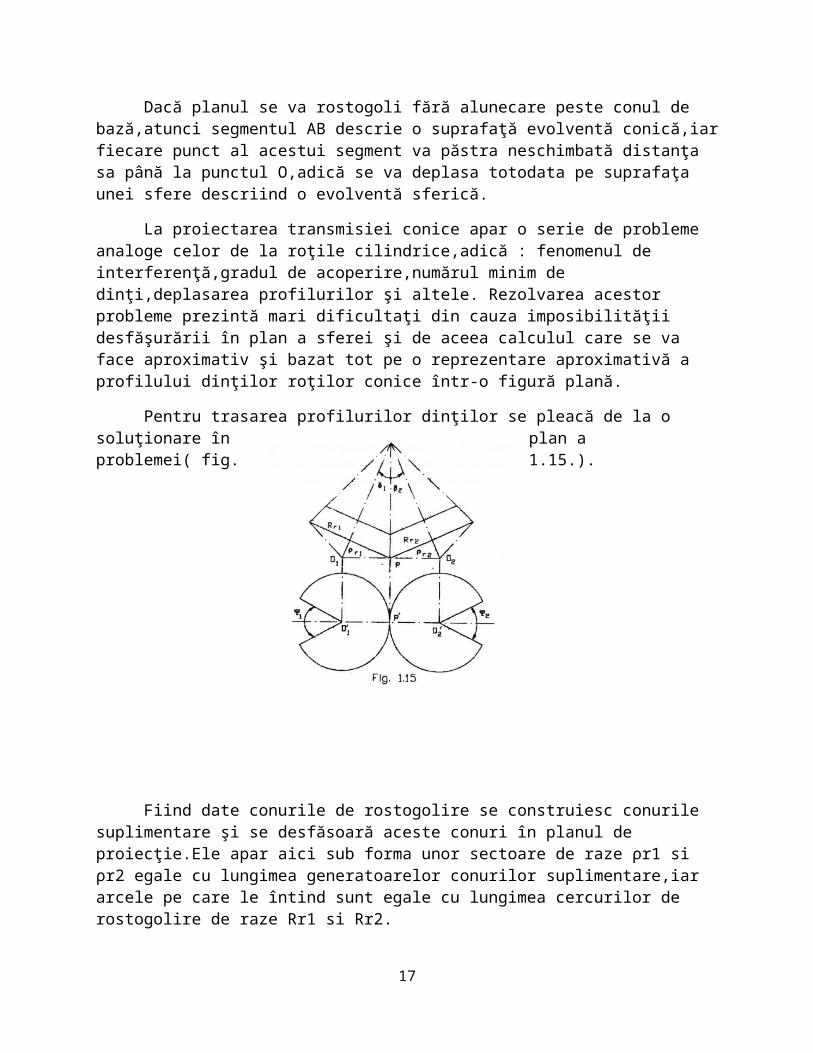
Dantura angrenajului conic se trasează tot dupa evolventă,dar trebuie examinatăîn mod special forma profilului deoarece suprafeţele laterale ale dinţilor reprezintă nişte suprafeţe evolventice conice. Formarea acestor suprafeţe se poate imagina astfel( fig. 1.14.): se duce planul tangent la suprafaţa laterală a conului de bazăşi în acest plan dreapta AB care trece prin varful conului.
13
Dacă planul se va rostogoli fără alunecare peste conul de bază,atunci segmentul AB descrie o suprafaţă evolventă conică,iar fiecare punct al acestui segment va păstra neschimbată distanţa sa până la punctul O,adică se va deplasa totodata pe suprafaţa unei sfere descriind o evolventă sferică.
La proiectarea transmisiei conice apar o serie de probleme analoge celor de la roţile cilindrice,adică : fenomenul de interferenţă,gradul de acoperire,numărul minim de dinţi,deplasarea profilurilor şi altele. Rezolvarea acestor probleme prezintă mari dificultaţi din cauza imposibilităţii desfăşurării în plan a sferei şi de aceea calculul care se va face aproximativ şi bazat tot pe o reprezentare aproximativă a profilului dinţilor roţilor conice într-o figură plană.
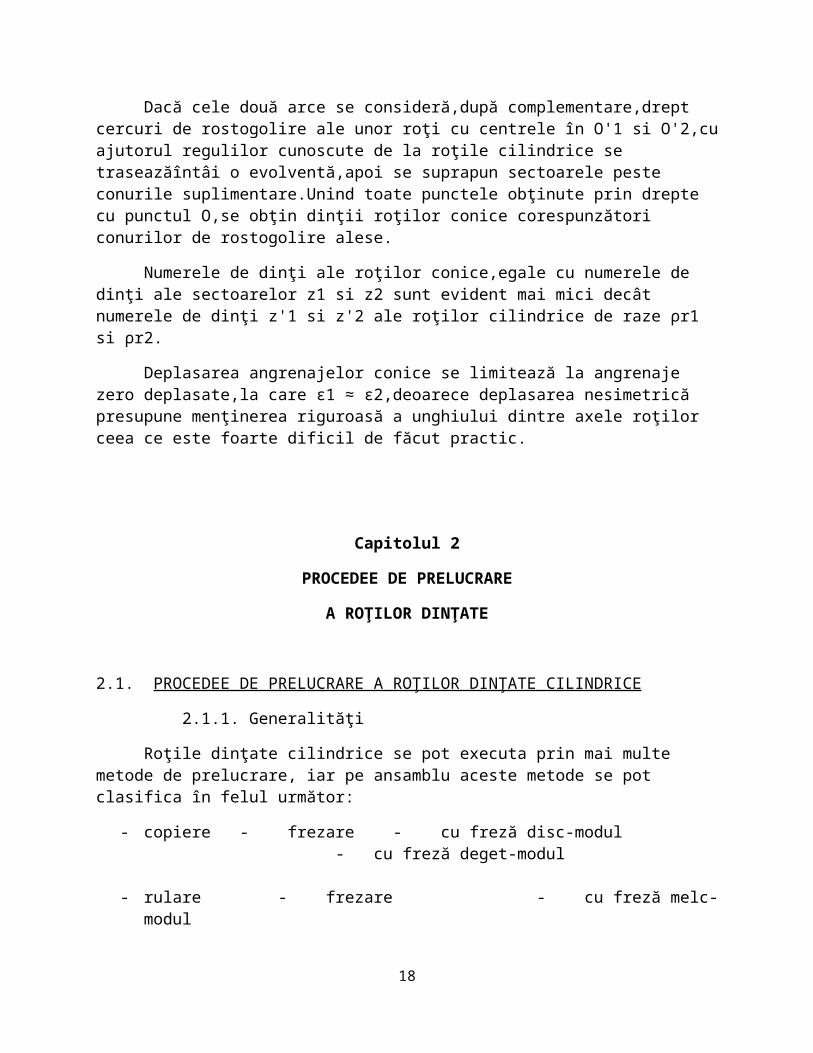
Pentru trasarea profilurilor dinţilor se pleacă de la o soluţionare în plan a problemei( fig. 1.15.).
Fiind date conurile de rostogolire se construiesc conurile suplimentare şi se desfăsoară aceste conuri în planul de proiecţie.Ele apar aici sub forma unor sectoare de raze ρr1 si ρr2 egale cu lungimea generatoarelor conurilor suplimentare,iar arcele pe care le întind sunt egale cu lungimea cercurilor de rostogolire de raze Rr1 si Rr2.
Dacă cele două arce se consideră,după complementare,drept cercuri de rostogolire ale unor roţi cu centrele în O'1 si O'2,cu ajutorul regulilor cunoscute de la roţile cilindrice se traseazăîntâi o evolventă,apoi se suprapun sectoarele peste conurile suplimentare.Unind toate punctele obţinute prin drepte cu punctul O,se obţin dinţii roţilor conice corespunzători conurilor de rostogolire alese.
Numerele de dinţi ale roţilor conice,egale cu numerele de dinţi ale sectoarelor z1 si z2 sunt evident mai mici decât numerele de dinţi z'1 si z'2 ale roţilor cilindrice de raze ρr1 si ρr2.
Deplasarea angrenajelor conice se limitează la angrenaje zero deplasate,la care ε1 ≈ ε2,deoarece deplasarea nesimetrică presupune menţinerea riguroasă a unghiului dintre axele roţilor ceea ce este foarte dificil de făcut practic.
14
Capitolul 2
PROCEDEE DE PRELUCRARE
A ROŢILOR DINŢATE
2.1. PROCEDEE DE PRELUCRARE A ROŢILOR DINŢATE CILINDRICE
2.1.1. Generalităţi
Roţile dinţate cilindrice se pot executa prin mai multe metode de prelucrare, iar pe ansamblu aceste metode se pot clasifica în felul următor:
- copiere - frezare - cu freză disc-modul - cu freză deget-modul
- rulare - frezare - cu freză melc-modul - mortezare - cu cuţit-pieptene - procedeul Parkinson
- procedeul Maag - cu cuţit-roată - procedeul Fellows
2.1.2. Prelucrarea prin copiere a roţilor dinţate cilindrice
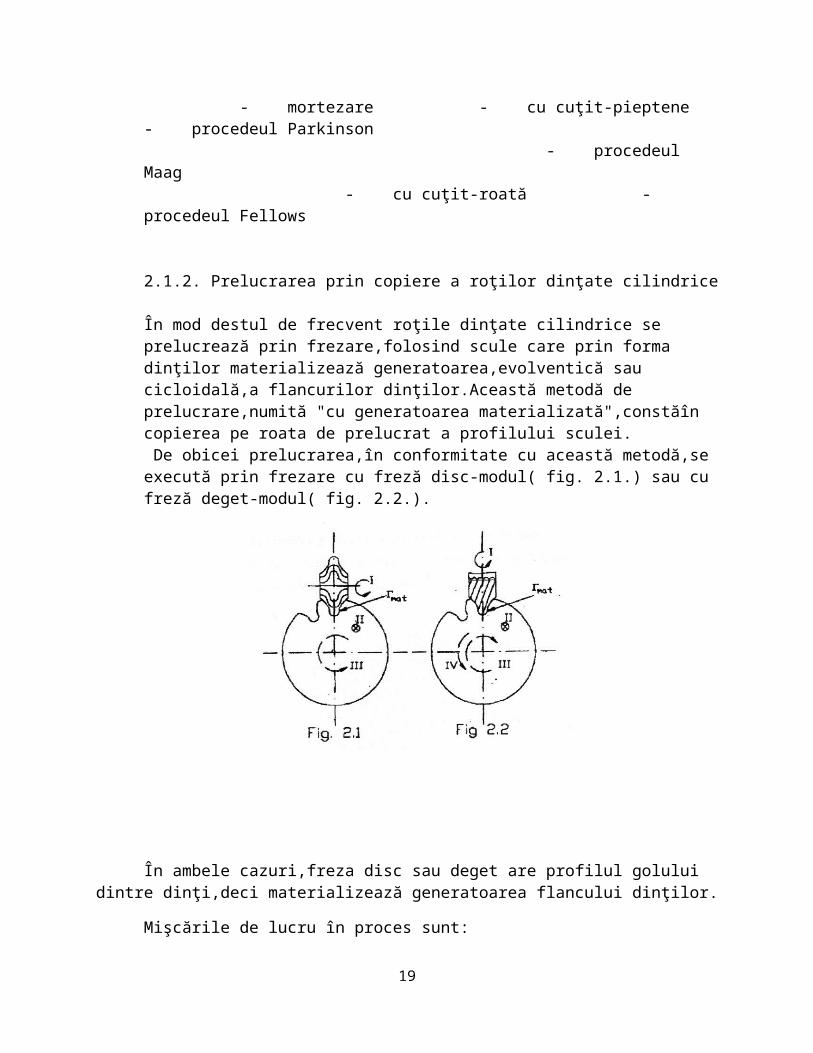
În mod destul de frecvent roţile dinţate cilindrice se prelucrează prin frezare,folosind scule care prin forma dinţilor materializează generatoarea,evolventică sau cicloidală,a flancurilor dinţilor.Această metodă de prelucrare,numită "cu generatoarea materializată",constăîn copierea pe roata de prelucrat a profilului sculei. De obicei prelucrarea,în conformitate cu această metodă,se execută prin frezare cu freză disc-modul( fig. 2.1.) sau cu freză deget-modul( fig. 2.2.).
15
În ambele cazuri,freza disc sau deget are profilul golului dintre dinţi,deci materializează generatoarea flancului dinţilor.
Mişcările de lucru în proces sunt:
I - mişcare principală de rotaţie a frezei în jurul axei proprii II - mişcare de avans axial executată de roata pentru prelucrarea întregii laţimi a danturii III - mişcare de divizare executată după prelucrarea unui gol IV - mişcare de rotaţie a roţii - se execută doar în cazul prelucrării danturii înclinate,în
vederea descrierii elicei
2.1.3. Prelucrarea prin rulare a roţilor dinţate cilindrice
În cazul prelucrării danturii roţilor cilindrice prin rulare,generatoarele flancurilor dinţilor vor fi obţinute cinematic,ca înfăşuratoare a muchiilor aşchietoare ale sculei.Ca atare,indiferent de procedeul de prelucrare (frezare,mortezare),în timpul procesului maşina trebuie să execute mişcările necesare rulării(angrenării) roţii de prelucrat cu scula care va avea profil de cremalieră sau de roată dinţată.
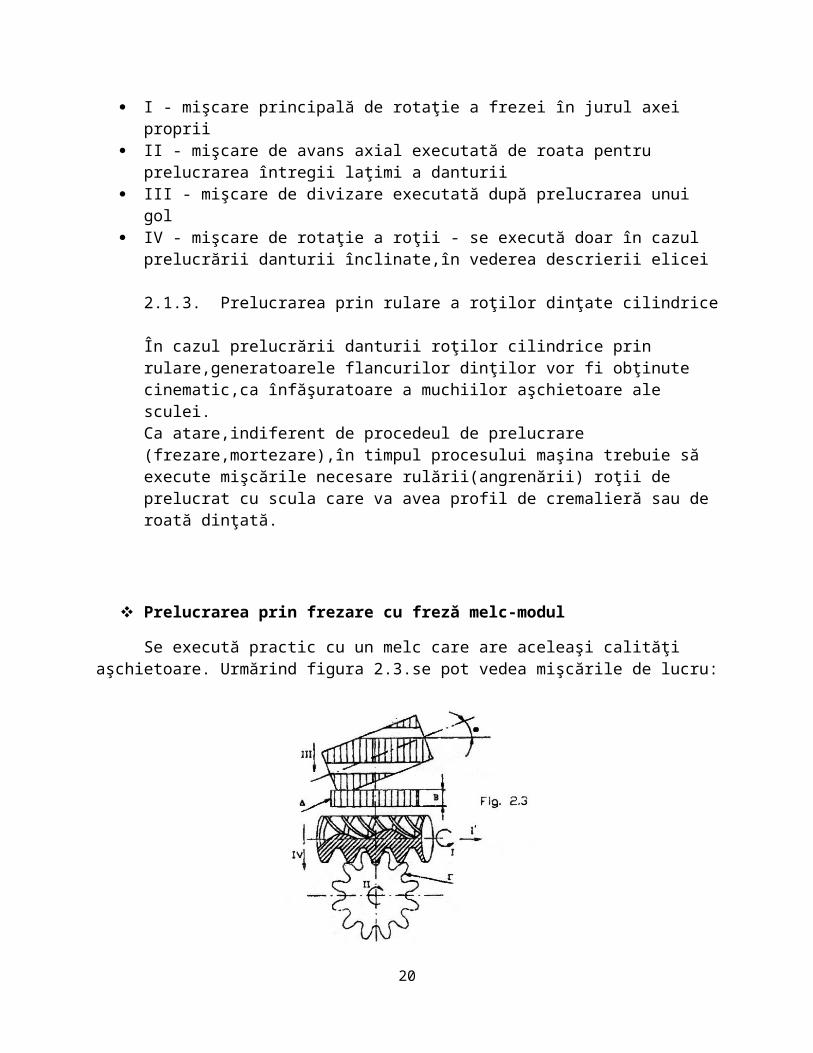
Prelucrarea prin frezare cu freză melc-modul
Se execută practic cu un melc care are aceleaşi calităţi aşchietoare. Urmărind figura 2.3.se pot vedea mişcările de lucru:
16
I - Mişcarea principală de rotaţie a frezei în jurul axei proprii;
I' - Mişcare fictivă de translaţie,rezultatăîn urma dispunerii elicoidale a dinţilor frezei;
II - Mişcare de rotaţie a roţii dinţate(a piesei).Mişcarea II trebuie corelată cu mişcarea I',dar cum I' este fictivă,rezultă că II trebuie corelată cu I;
III - Mişcare de translaţie pentru prelucrarea întregii lăţimi a danturii;
IV - Mişcare de reglaj aînălţimii dinţilor;
În cazul prelucrării unei danturi înclinate cu un unghi β, atunci poziţia frezei se va schimba,aceasta înclinându-se cu un unghi α ± ω.
Prelucrarea prin mortezare
Prelucrarea prin mortezare se poate executa în mai multe variante: cu cuţit pieptene sau roată,prin diferite procedee,după cum urmează:
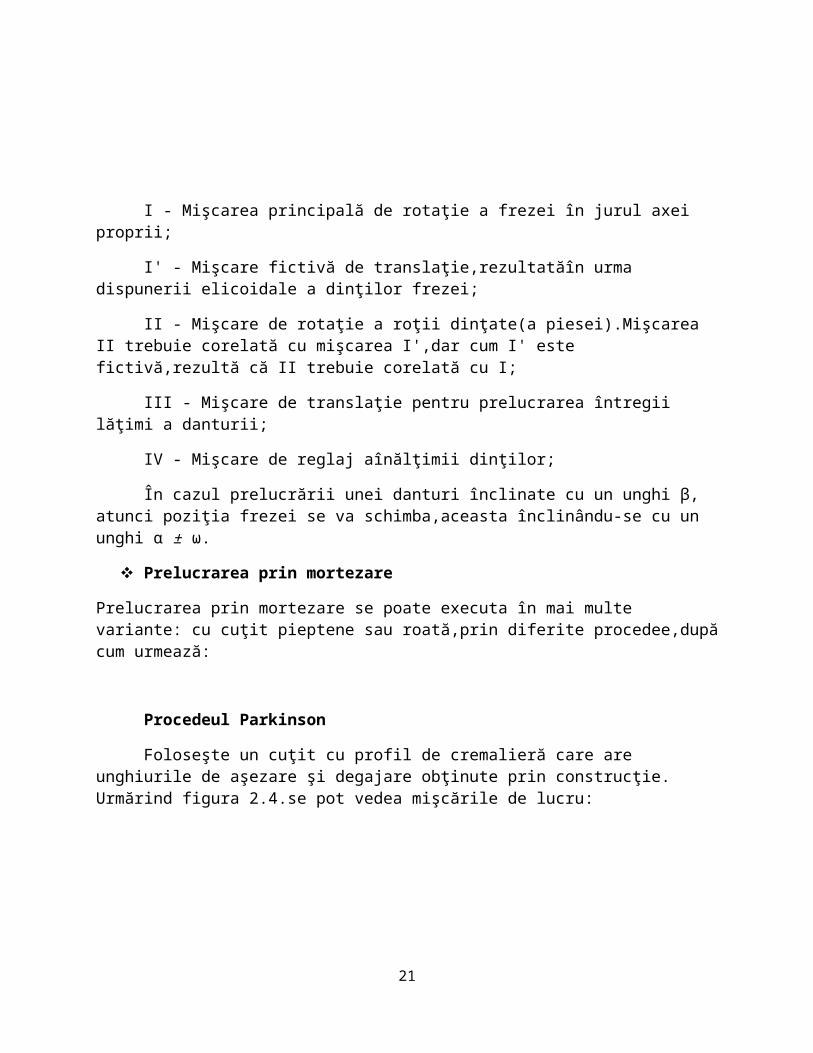
Procedeul Parkinson
Foloseşte un cuţit cu profil de cremalieră care are unghiurile de aşezare şi degajare obţinute prin construcţie. Urmărind figura 2.4.se pot vedea mişcările de lucru:
17
I - Mişcare principală rectilinie-alternativă;
II - Mişcare de translaţie;
III - Mişcare de rotaţie care trebuie corelată cu II pentru ca rularea să fie posibilă;
IV - Mişcare de retragere a sculei atunci când pe roată s-a prelucrat un număr de dinţi corespunzător cu numărul de goluri ale sculei. Apoi scula va reveni în poziţia iniţială prin II şi apropierea IV după care ciclul se repetă.
Cremaliera execută mişcarea de translaţie şi de aceea procedeul se mai numeşte "cu dreapta mobilă".
Procedeul Maag
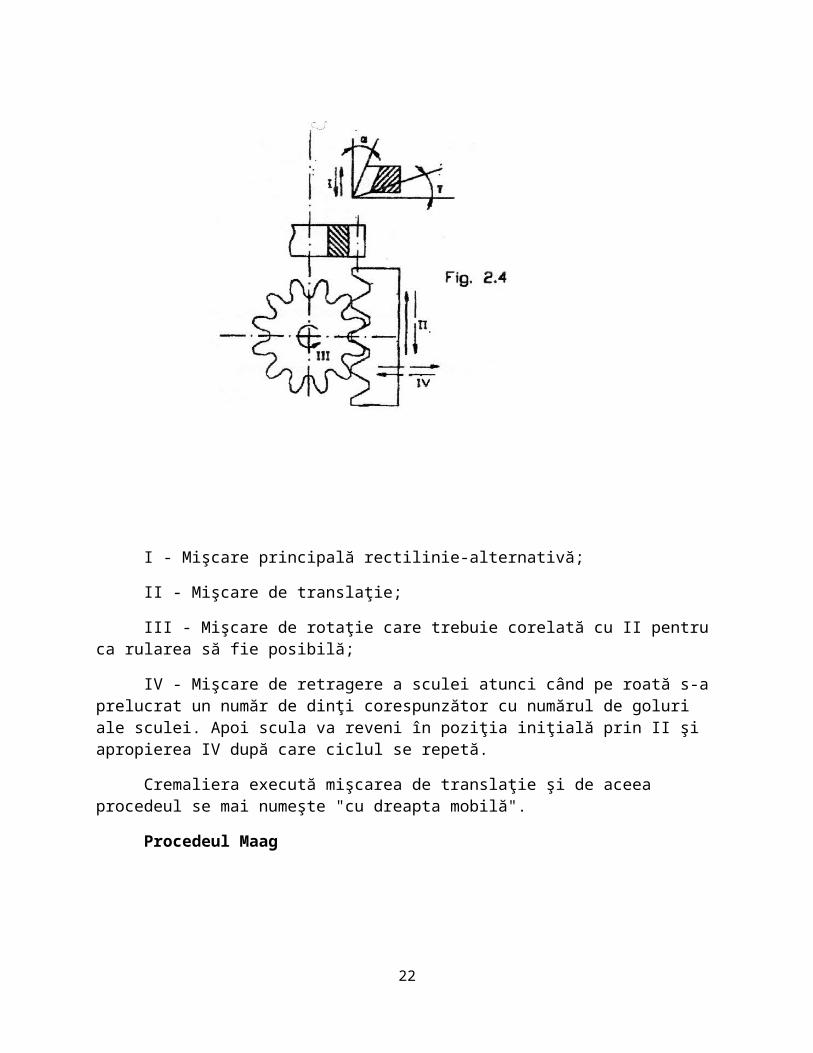
Foloseşte varianta "cu dreaptă fixată".Scula utilizatăeste un cuţit pieptene la care unghiurile de aşezare şi de degajare se obţin din montaj.Urmărind figura 2.5. se pot vedea mişcările de lucru:
I - Mişcare principală rectilinie-alternativă;
II - Mişcare de rotaţie a piesei;
III - Mişcare de translaţie a piesei care trebuie corelată cu II pentru ca rularea să fie posibilă.
La prelucrarea unui număr de goluri egal cu numărul de dinţi a cremalierei,cuţitul se opreşte în partea superioară a cursei I, iar roata revine în poziţia initială a mişcării III.Apoi ciclul se repetă.
18
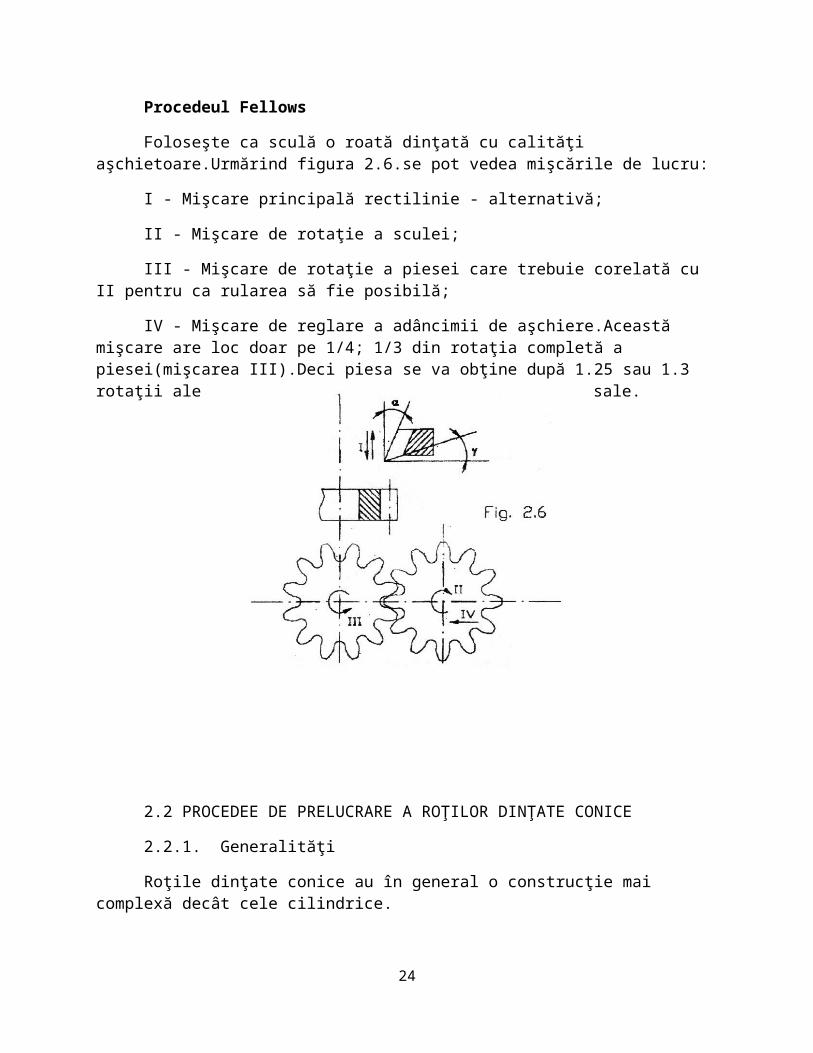
Procedeul Fellows
Foloseşte ca sculă o roată dinţată cu calităţi aşchietoare.Urmărind figura 2.6.se pot vedea mişcările de lucru:
I - Mişcare principală rectilinie - alternativă;
II - Mişcare de rotaţie a sculei;
III - Mişcare de rotaţie a piesei care trebuie corelată cu II pentru ca rularea să fie posibilă;
IV - Mişcare de reglare a adâncimii de aşchiere.Această mişcare are loc doar pe 1/4; 1/3 din rotaţia completă a piesei(mişcarea III).Deci piesa se va obţine după 1.25 sau 1.3 rotaţii ale sale.
2.2 PROCEDEE DE PRELUCRARE A ROŢILOR DINŢATE CONICE
2.2.1. Generalităţi
Roţile dinţate conice au în general o construcţie mai complexă decât cele cilindrice.
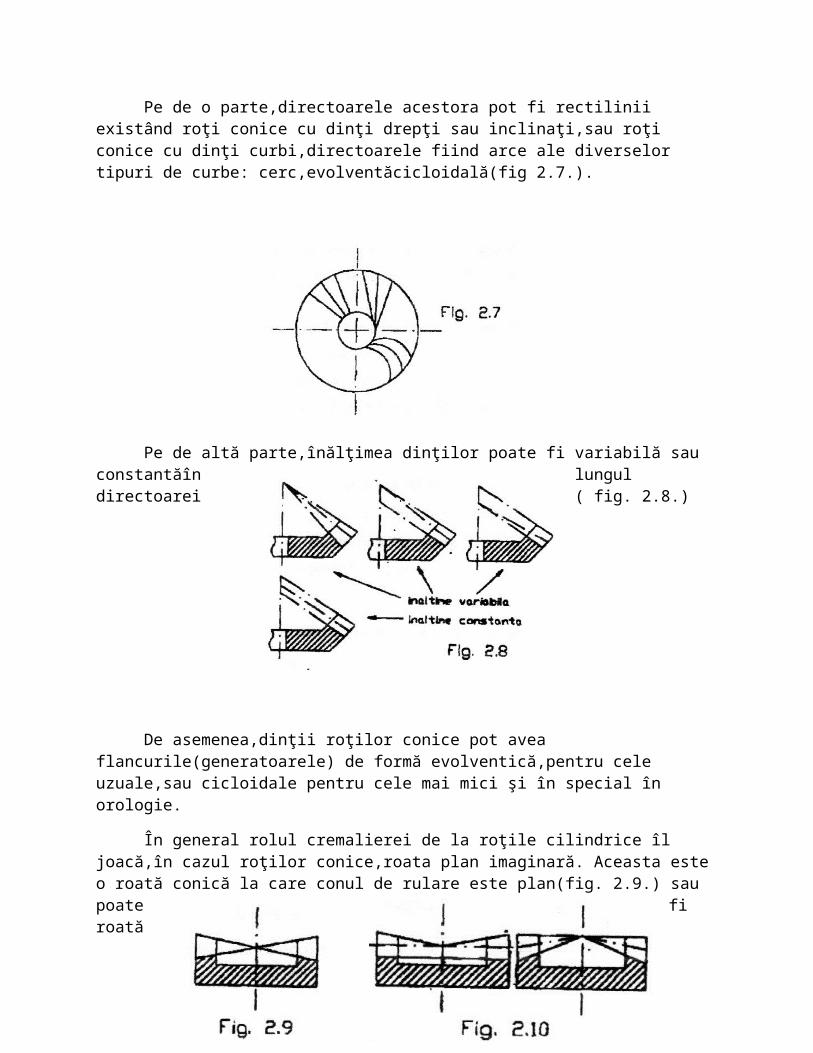
Pe de o parte,directoarele acestora pot fi rectilinii existând roţi conice cu dinţi drepţi sau inclinaţi,sau roţi conice cu dinţi curbi,directoarele fiind arce ale diverselor tipuri de curbe: cerc,evolventăcicloidală(fig 2.7.).
19
Pe de altă parte,înălţimea dinţilor poate fi variabilă sau constantăîn lungul directoarei ( fig. 2.8.)
De asemenea,dinţii roţilor conice pot avea flancurile(generatoarele) de formă evolventică,pentru cele uzuale,sau cicloidale pentru cele mai mici şi în special în orologie.
În general rolul cremalierei de la roţile cilindrice îl joacă,în cazul roţilor conice,roata plan imaginară. Aceasta este o roată conică la care conul de rulare este plan(fig. 2.9.) sau poate fi roată cvasiplană,la care un alt con(interior sau exterior) este plan.Acest lucru poate fi observat în figura 2.10.
Ca atare,rularea(angrenarea) unei roţi conice cu roata plan imaginară se va realiza prin două mişcări de rotaţie corelată,ale roţii conice şi roţii plan imaginare în jurul axelor proprii. De aceea,în cazul prelucrării danturii conice,atât directoarea cât şi generatoarea dinţilor se vor obţine cinematic.Directoarea se înscrie în planul roţii plan imaginare,de o anumită formăşi printr-o anumită metodă,apoi se imprimă prin rulare pe roata piesă. Generatoarea,de obicei
20
evolventică,este obţinută tot cinematic, ca înfăşuratoare a poziţiilor succesive ale muchiei aşchietoare a sculei.
Ca şi roţile dinţate cilindrice,roţile conice se pot executa prin mai multe metode de prelucrare, iar pe ansamblu aceste metode se pot clasifica în felul următor:
- copiere - frezare - cu două sau mai multe freze disc-modul - broşare - cu broşă circulară
- rulare - rabotare - procedeul Bilgram - procedeul Heidenreich-Harbeck
- frezare - procedeul Convoid - procedeul Gleasson(Hedrinski) - procedeul Fiat-Mammano - procedeul Oerlikon-Spiromatic - procedeul Klingelnberg - procedeul Mikron
2.2.2. Prelucrarea prin copiere a roţilor dinţate coniceAceasta este,în general,o prelucrare relativ aproximativă pentru că se utilizează scule cu generatoare materializată,deci va corespunde numai unui punct în lungul directoarei.
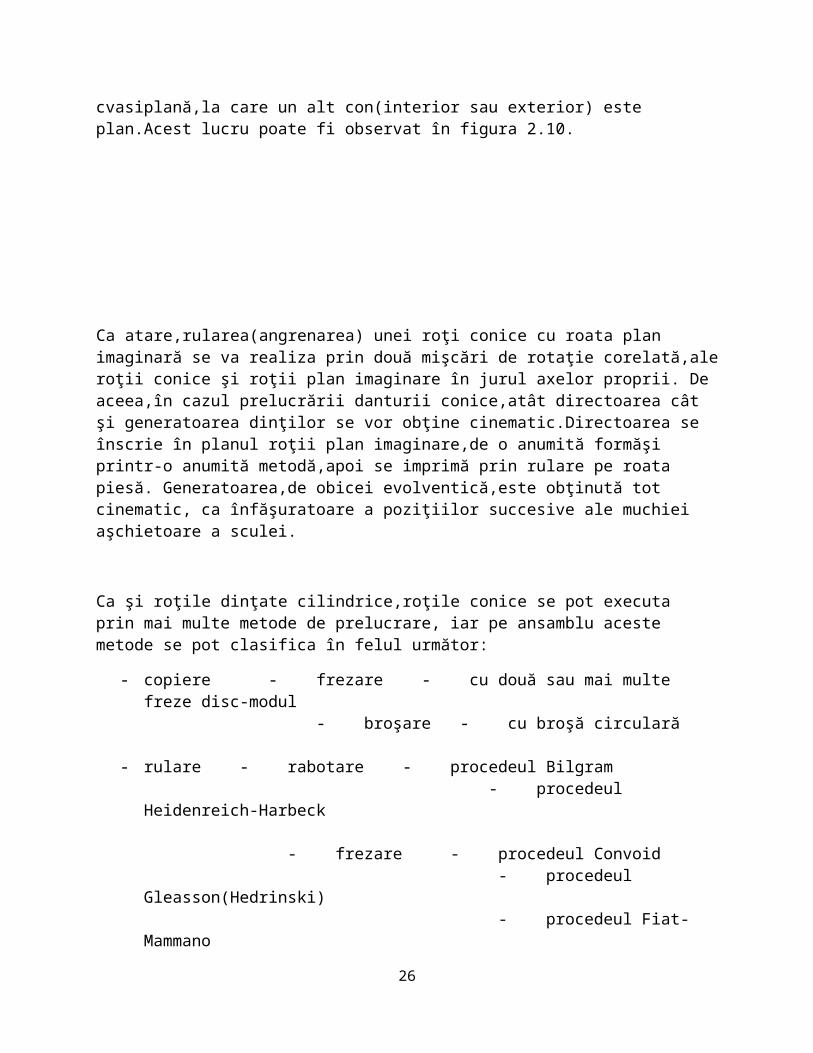
Acest mod de prelucrare se poate face prin frezare (fig. 2.11.) cu două sau mai multe freze disc-modul,fiecare prelucrând o porţiune din lungul directoarei.Prin această metodă se prelucrează roţi conice cu dinţi drepţi şi înclinaţi.
O prelucrare mai precisă se realizează utilizând o broşăcirculară(fig. 2.12.) care este compusă dintr-un corp circular 1,dintr-un număr de sectoare 2 amplasate pe circumferinţa
21
corpului. Sectoarele au câte trei sau patru dinţi ai căror profil este corespunzatoare unei anumite poziţii în lungul directoarei dinţilor.
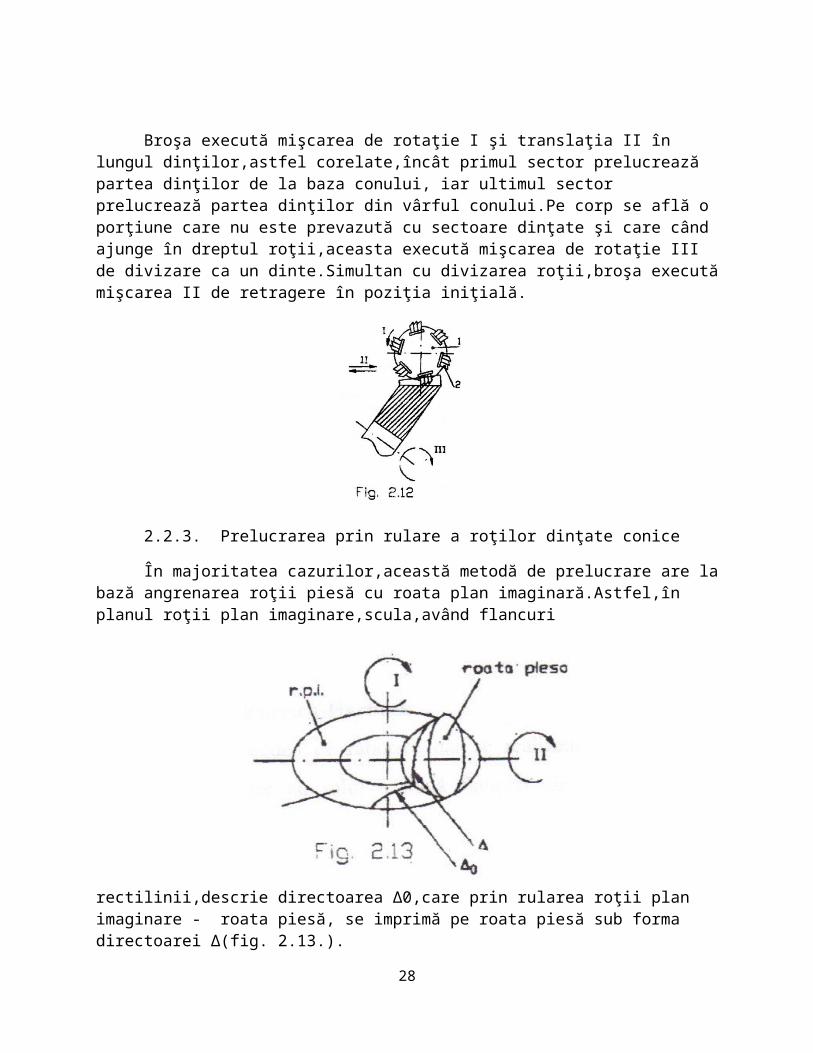
Broşa execută mişcarea de rotaţie I şi translaţia II în lungul dinţilor,astfel corelate,încât primul sector prelucrează partea dinţilor de la baza conului, iar ultimul sector prelucrează partea dinţilor din vârful conului.Pe corp se află o porţiune care nu este prevazută cu sectoare dinţate şi care când ajunge în dreptul roţii,aceasta execută mişcarea de rotaţie III de divizare ca un dinte.Simultan cu divizarea roţii,broşa execută mişcarea II de retragere în poziţia iniţială.
2.2.3. Prelucrarea prin rulare a roţilor dinţate conice
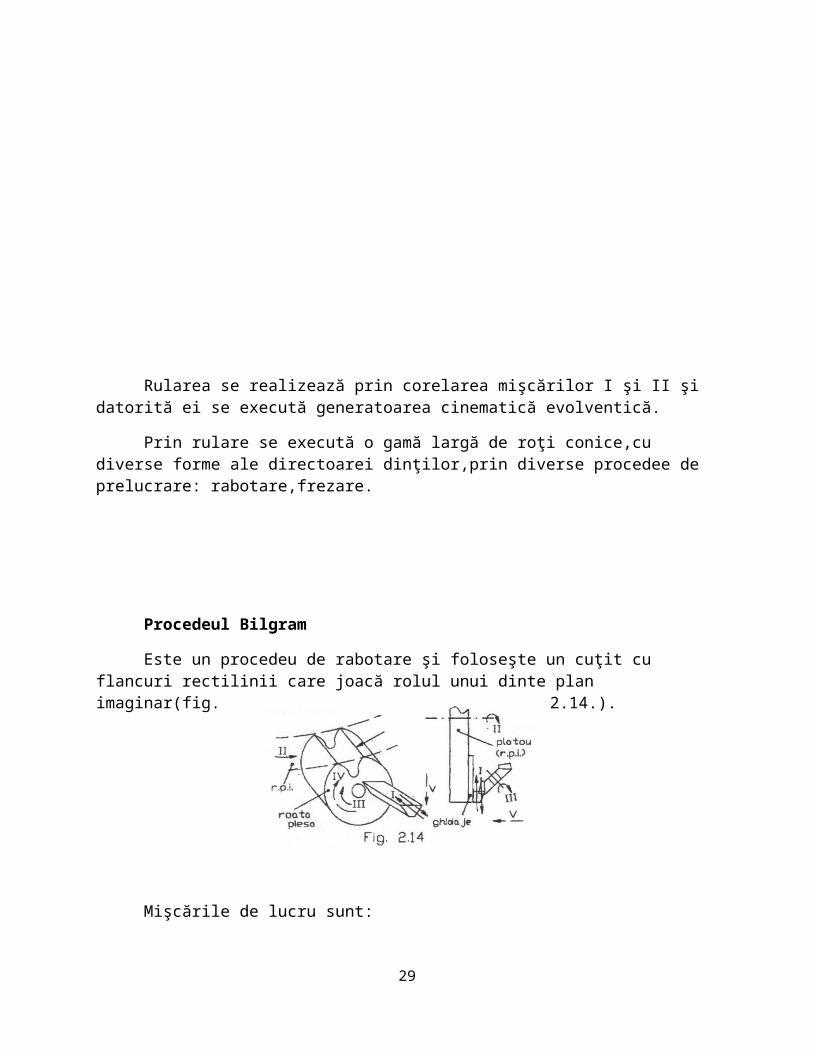
În majoritatea cazurilor,această metodă de prelucrare are la bază angrenarea roţii piesă cu roata plan imaginară.Astfel,în planul roţii plan imaginare,scula,având flancuri rectilinii,descrie directoarea Δ0,care prin rularea roţii plan imaginare - roata piesă, se imprimă pe roata piesă sub forma directoarei Δ(fig. 2.13.).
Rularea se realizează prin corelarea mişcărilor I şi II şi datorită ei se execută generatoarea cinematică evolventică.
Prin rulare se execută o gamă largă de roţi conice,cu diverse forme ale directoarei dinţilor,prin diverse procedee de prelucrare: rabotare,frezare.
22
Procedeul Bilgram
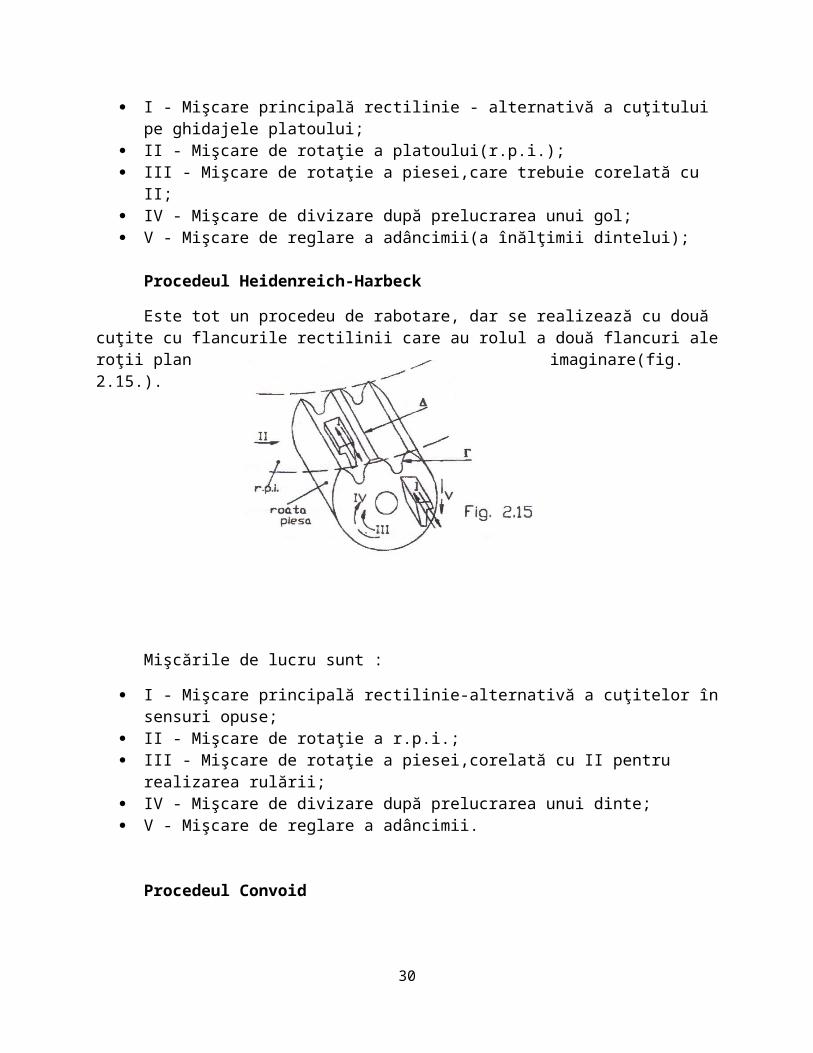
Este un procedeu de rabotare şi foloseşte un cuţit cu flancuri rectilinii care joacă rolul unui dinte plan imaginar(fig. 2.14.).
Mişcările de lucru sunt:
I - Mişcare principală rectilinie - alternativă a cuţitului pe ghidajele platoului; II - Mişcare de rotaţie a platoului(r.p.i.); III - Mişcare de rotaţie a piesei,care trebuie corelată cu II; IV - Mişcare de divizare după prelucrarea unui gol; V - Mişcare de reglare a adâncimii(a înălţimii dintelui);
Procedeul Heidenreich-Harbeck
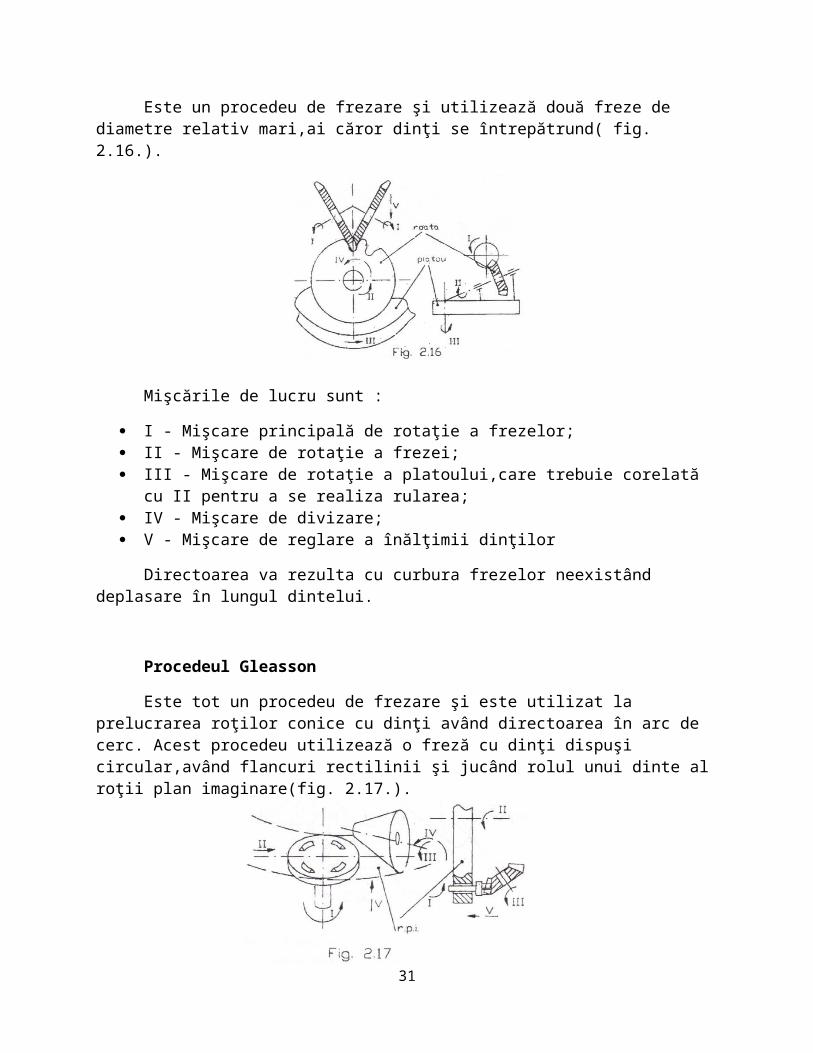
Este tot un procedeu de rabotare, dar se realizează cu două cuţite cu flancurile rectilinii care au rolul a două flancuri ale roţii plan imaginare(fig. 2.15.).
Mişcările de lucru sunt :
I - Mişcare principală rectilinie-alternativă a cuţitelor în sensuri opuse; II - Mişcare de rotaţie a r.p.i.;
23
III - Mişcare de rotaţie a piesei,corelată cu II pentru realizarea rulării; IV - Mişcare de divizare după prelucrarea unui dinte; V - Mişcare de reglare a adâncimii.
Procedeul Convoid
Este un procedeu de frezare şi utilizează două freze de diametre relativ mari,ai căror dinţi se întrepătrund( fig. 2.16.).
Mişcările de lucru sunt :
I - Mişcare principală de rotaţie a frezelor; II - Mişcare de rotaţie a frezei; III - Mişcare de rotaţie a platoului,care trebuie corelată cu II pentru a se realiza rularea; IV - Mişcare de divizare; V - Mişcare de reglare a înălţimii dinţilor
Directoarea va rezulta cu curbura frezelor neexistând deplasare în lungul dintelui.
Procedeul Gleasson
Este tot un procedeu de frezare şi este utilizat la prelucrarea roţilor conice cu dinţi având directoarea în arc de cerc. Acest procedeu utilizează o freză cu dinţi dispuşi circular,având flancuri rectilinii şi jucând rolul unui dinte al roţii plan imaginare(fig. 2.17.).
24
Mişcările de lucru sunt:
I - Mişcare de rotaţie a sculei; II - Mişcare de rotaţie a platoului; III - Mişcare de rotaţie a roţii-piesă,care trebuie corelată cu II pentru ca rularea să se
realizeze; IV - Mişcare de divizare; V - Mişcare pentru reglarea adâncimii de aşchiere.
De obicei,pentru uşurarea procesului,dinţii au roluri diferite,astfel unii finisează flancul concav,alţii flancul convex(acest lucru făcându-se alternativ), iar alţii prelucrează interiorul golului roţii piesă,executând degroşarea.
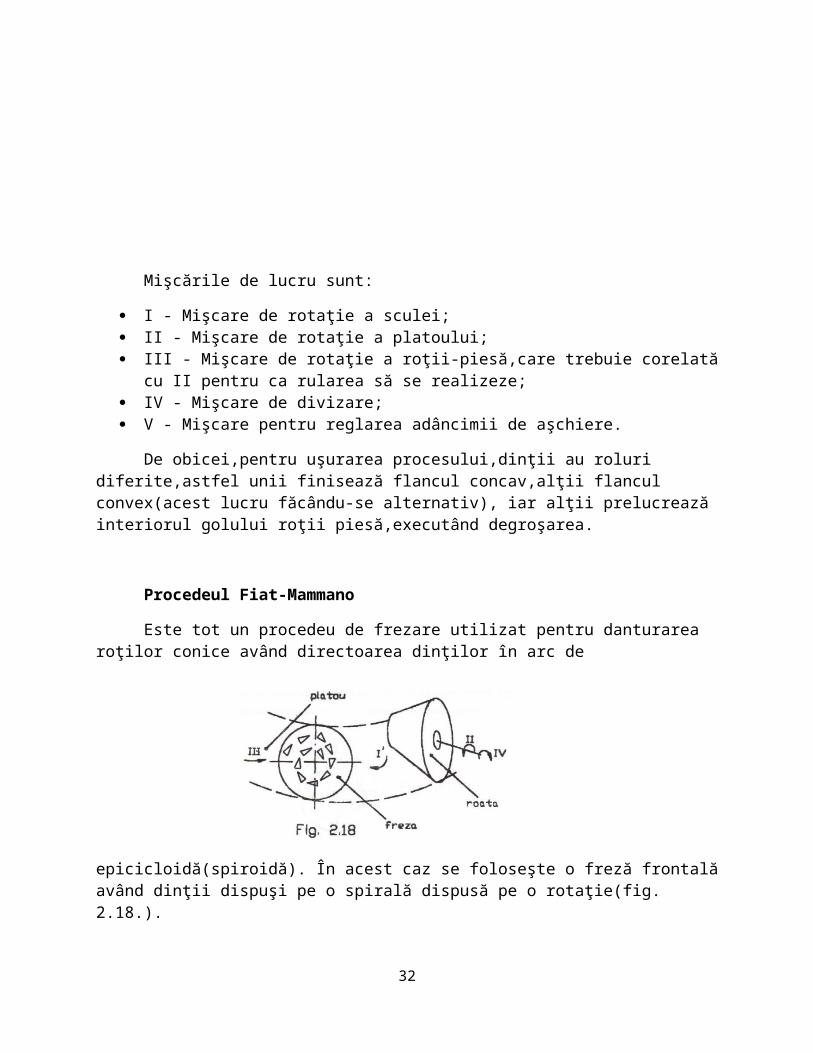
Procedeul Fiat-Mammano
Este tot un procedeu de frezare utilizat pentru danturarea roţilor conice având directoarea dinţilor în arc de epicicloidă(spiroidă). În acest caz se foloseşte o freză frontală având dinţii dispuşi pe o spirală dispusă pe o rotaţie(fig. 2.18.).
Mişcările de lucru sunt:
I - Mişcare pricipală de rotaţie a sculei; I' - Mişcare virtuală datorită dispunerii pe o spirală; II - Mişcare de rotaţie a piesei,corelată cu I' care este virtuală deci corelată cu I. Această
mişcare II a roţii joacă rolul divizării deoarece la o rotaţie a sculei se prelucrează un gol al roţii
III - Mişcare de rotaţie a r.p.i.; IV - Mişcare de rotaţie a piesei care trebuie corelată cu III pentru ca rularea săfie posibilă.
Aşadar piesa va avea o mişcare de rotaţie însumată II+IV.
25
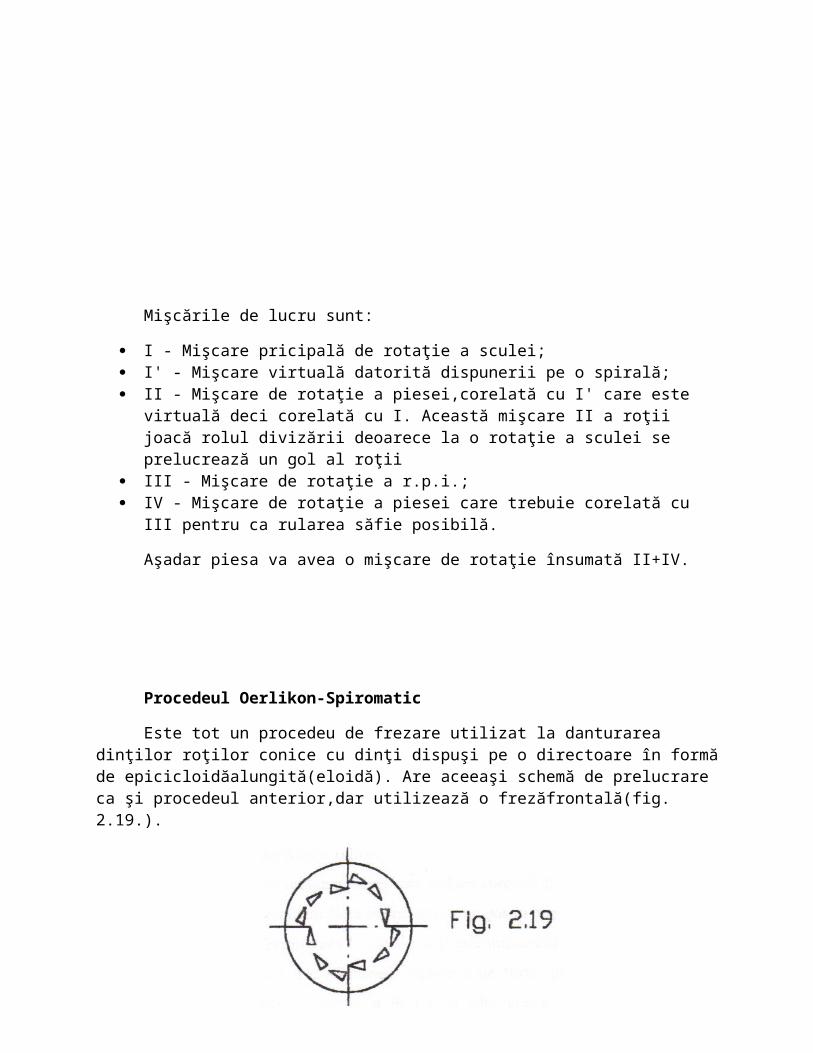
Procedeul Oerlikon-Spiromatic
Este tot un procedeu de frezare utilizat la danturarea dinţilor roţilor conice cu dinţi dispuşi pe o directoare în formă de epicicloidăalungită(eloidă). Are aceeaşi schemă de prelucrare ca şi procedeul anterior,dar utilizează o frezăfrontală(fig. 2.19.).
Această freză frontală are mai multe grupe de dinţi,fiecare grupă fiind dispusă pe o spirală identică.Astfel,la acest procedeu,la o rotaţie a frezei se vor prelucra un număr de goluri ale roţii egal cu numărul de grupe de dinţi ale frezei.
La ambele procedee dinţii au flancuri rectiilinii şi au roluri diferite: degroşare a golului,finisare a flancului convex şi respectiv a flancului concav.
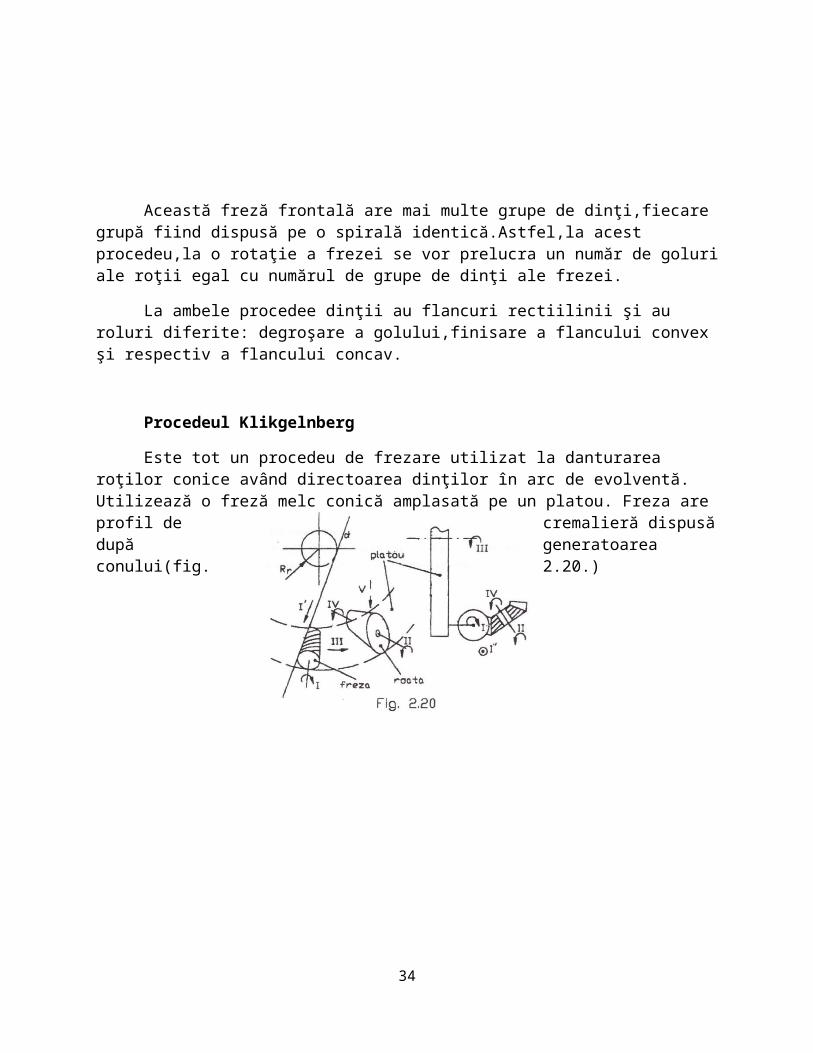
Procedeul Klikgelnberg
Este tot un procedeu de frezare utilizat la danturarea roţilor conice având directoarea dinţilor în arc de evolventă. Utilizează o freză melc conică amplasată pe un platou. Freza are profil de cremalieră dispusă după generatoarea conului(fig. 2.20.)
26
Mişcările de lucru sunt:
I - Mişcare principală de rotaţie a sculei în jurul axei proprii; I' - Mişcare aparentă de translaţie în lungul cremalierei ca urmare a dispunerii dinţilor
după melc(elice); II - Mişcare de rotaţie a piesei care trebuie corelată cu I' având în vedere că la o rotaţie a
frezei cremaliera înaintează cu un pas în mişcarea I', iar roata se roteşte cu un dinte în mişcarea II. Deoarece I' este mişcare aparentă rezultă că II trebuie corelată cu I. De asemenea,mişcarea de translaţie aparentă I' este mişcare de translaţie a dreptei d în lungul său,această dreaptă descriind evolventa şi a rotaţiei III de rulare pe cercul Rr.
III - Mişcare de rotaţie a roţii plan imaginare,care trebuie corelată cu I' deci cu I pentru rularea dreptei d pe cercul de rulare.
IV - Mişcare de rotaţie a roţii piesă care trebuie corelată cu III pentru rularea cu roata
La acest procedeu rezultă căeste necesară o corelaţie mai complexă a mişcărilor,roata piesă executând de asemenea o mişcare rezultată prin sumare.
Procedeul Mikron
Având în vedere faptul că acest procedeu de prelucrare face parte din tema acestei lucrări,va fi tratat mai pe larg în capitolul următor.
27
Capitolul 3
PROCEDEUL MIKRON PENTRU DANTURAREA ROŢILOR CONICE
3.1 PREZENTAREA GENERALĂ A CINEMATICII PROCEDEULUI MIKRON
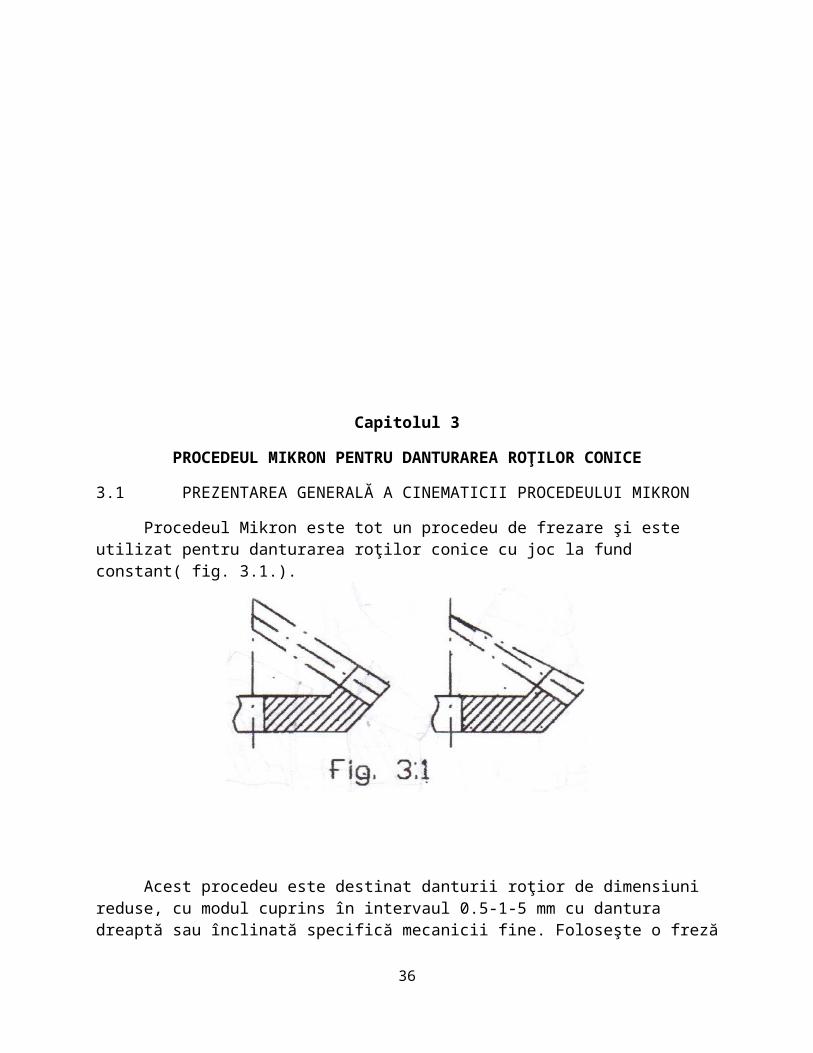
Procedeul Mikron este tot un procedeu de frezare şi este utilizat pentru danturarea roţilor conice cu joc la fund constant( fig. 3.1.).
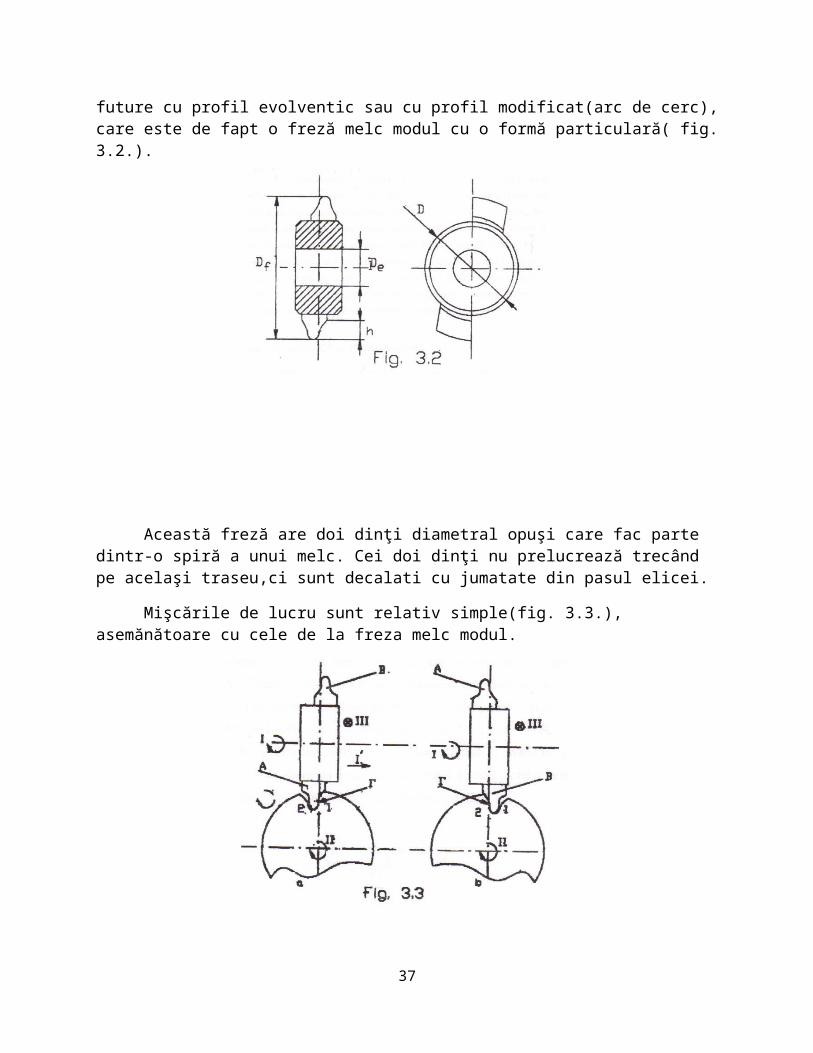
Acest procedeu este destinat danturii roţior de dimensiuni reduse, cu modul cuprins în intervaul 0.5-1-5 mm cu dantura dreaptă sau înclinată specifică mecanicii fine. Foloseşte o freză future cu profil evolventic sau cu profil modificat(arc de cerc), care este de fapt o freză melc modul cu o formă particulară( fig. 3.2.).
28
Această freză are doi dinţi diametral opuşi care fac parte dintr-o spiră a unui melc. Cei doi dinţi nu prelucrează trecând pe acelaşi traseu,ci sunt decalati cu jumatate din pasul elicei.
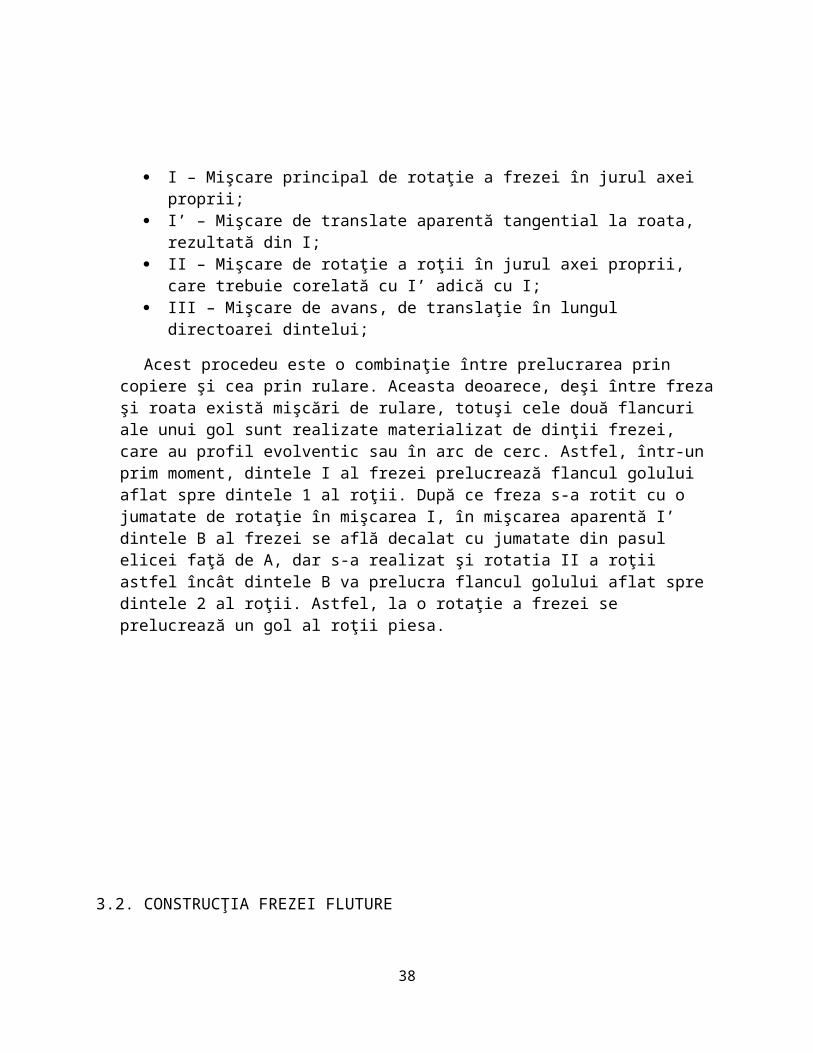
Mişcările de lucru sunt relativ simple(fig. 3.3.), asemănătoare cu cele de la freza melc modul.
I – Mişcare principal de rotaţie a frezei în jurul axei proprii; I’ – Mişcare de translate aparentă tangential la roata, rezultată din I; II – Mişcare de rotaţie a roţii în jurul axei proprii, care trebuie corelată cu I’ adică cu
I; III – Mişcare de avans, de translaţie în lungul directoarei dintelui;
Acest procedeu este o combinaţie între prelucrarea prin copiere şi cea prin rulare. Aceasta deoarece, deşi între freza şi roata există mişcări de rulare, totuşi cele două flancuri ale unui gol sunt realizate materializat de dinţii frezei, care au profil evolventic sau în arc de cerc. Astfel, într-un prim moment, dintele I al frezei prelucrează flancul golului aflat spre dintele 1 al roţii. După ce freza s-a rotit cu o jumatate de rotaţie în mişcarea I, în mişcarea aparentă I’ dintele B al frezei se află decalat cu jumatate din pasul elicei faţă de A, dar s-a realizat şi rotatia II a roţii astfel încât dintele B va prelucra flancul golului aflat spre dintele 2 al roţii. Astfel, la o rotaţie a frezei se prelucrează un gol al roţii piesa.
29
3.2. CONSTRUCŢIA FREZEI FLUTURE
Uneori se pot utilize freze future cu mai multe începuturi sau cu două grupe cuprinzând un anumit număr de dinţi,dar aceasta mai rar, datorită dificultăţii de execuţie a frezelor,ca urmare a dimensiunilor relative reduse.
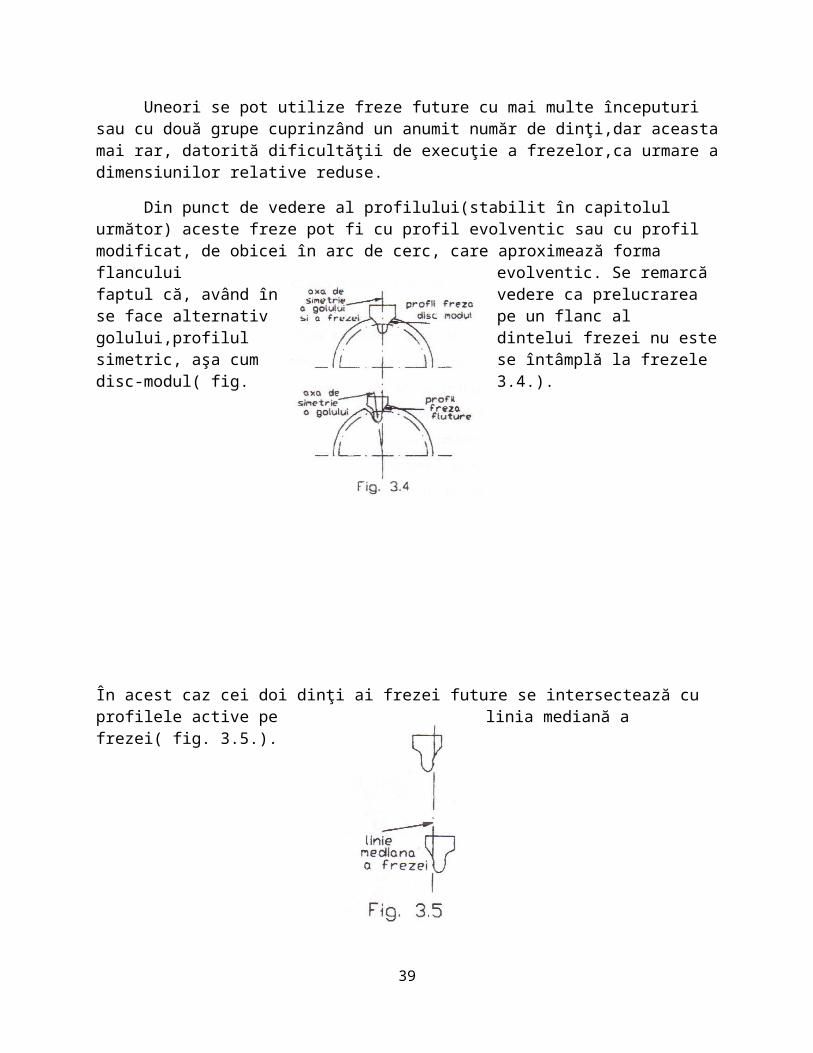
Din punct de vedere al profilului(stabilit în capitolul următor) aceste freze pot fi cu profil evolventic sau cu profil modificat, de obicei în arc de cerc, care aproximează forma flancului evolventic. Se remarcă faptul că, având în vedere ca prelucrarea se face alternativ pe un flanc al golului,profilul dintelui frezei nu este simetric, aşa cum se întâmplă la frezele disc-modul( fig. 3.4.).
În acest caz cei doi dinţi ai frezei future se intersectează cu profilele active pe linia mediană a frezei( fig. 3.5.).
Având în vedere că forma flancului se modifică în funcţie de numărul de dinţi, deci de diametrul roţii, rezultă că şi frezele future, ca şicele disc sau deget-modul, se execută pe seturi,
30
fiecare freză din set fiind destinată prelucrării roţilor cu un număr de dinţi cuprins într-un anumit interval.
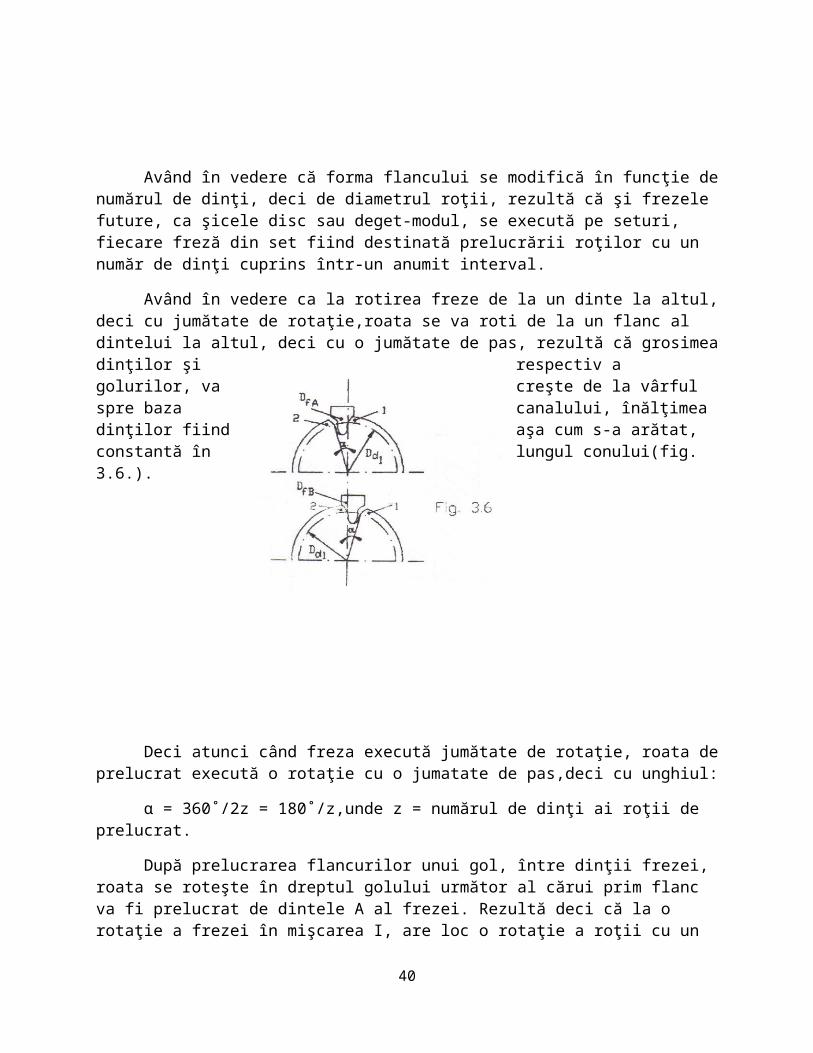
Având în vedere ca la rotirea freze de la un dinte la altul, deci cu jumătate de rotaţie,roata se va roti de la un flanc al dintelui la altul, deci cu o jumătate de pas, rezultă că grosimea dinţilor şi respectiv a golurilor, va creşte de la vârful spre baza canalului, înălţimea dinţilor fiind aşa cum s-a arătat, constantă în lungul conului(fig. 3.6.).
Deci atunci când freza execută jumătate de rotaţie, roata de prelucrat execută o rotaţie cu o jumatate de pas,deci cu unghiul:
α = 360˚/2z = 180˚/z,unde z = numărul de dinţi ai roţii de prelucrat.
După prelucrarea flancurilor unui gol, între dinţii frezei, roata se roteşte în dreptul golului următor al cărui prim flanc va fi prelucrat de dintele A al frezei. Rezultă deci că la o rotaţie a frezei în mişcarea I, are loc o rotaţie a roţii cu un pas(dinte) în mişcarea de rulare-divizare II. Rezultă că mişcarea II este interdependentă de I prin relaţia:
nII = nI/z, unde nI = turaţia frezei şi se adoptă în conformitate cu viteza optima de aschiere;
nI = 1000v/πDf
Se remarcă de asemenea faptul că,la acest procedeu de prelucrare, profilul dinţilor şi dimensiunile acestora se obţin identice indiferent de sensul de rotaţie în mişcarea II.
Frezele future evolventice se folosesc pentru modile cuprinse între 0.15-1.5 mm(vezi “Proiectarea şi tehnologia sculelor pentru mecanica fină” – C. Mingiu,pag 305).
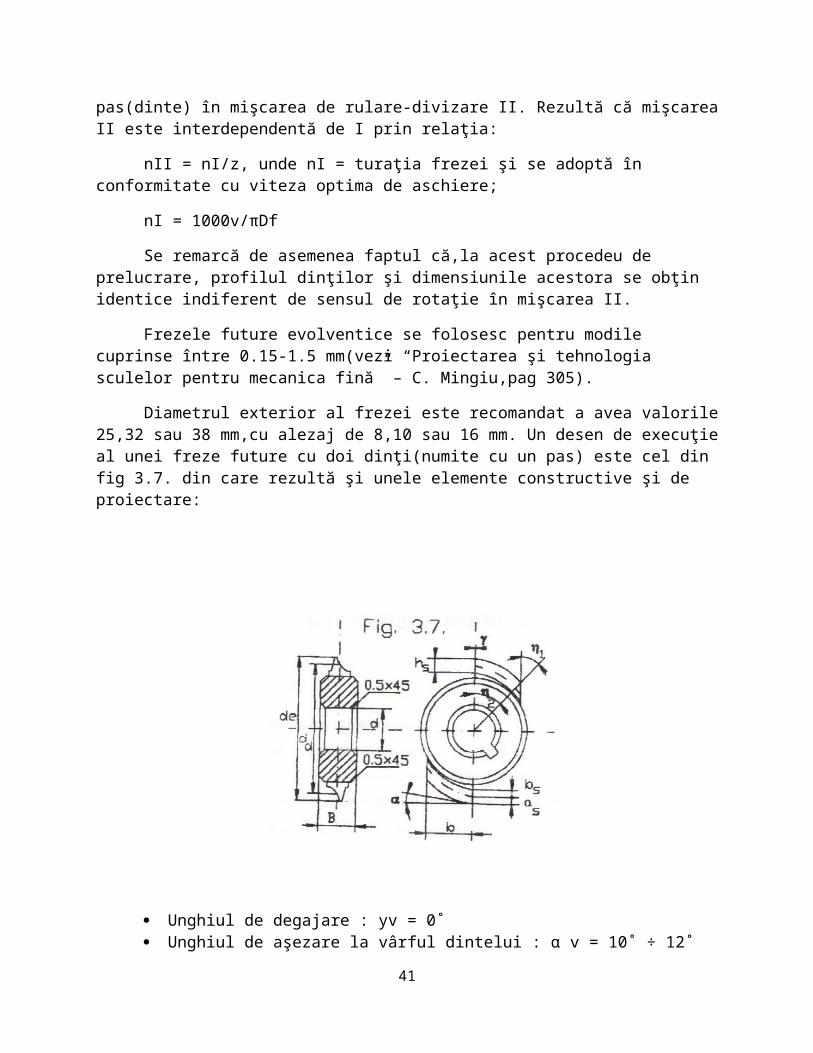
Diametrul exterior al frezei este recomandat a avea valorile 25,32 sau 38 mm,cu alezaj de 8,10 sau 16 mm. Un desen de execuţie al unei freze future cu doi dinţi(numite cu un pas) este cel din fig 3.7. din care rezultă şi unele elemente constructive şi de proiectare:
31
Unghiul de degajare : yv = 0˚ Unghiul de aşezare la vârful dintelui : α v = 10˚ ÷ 12˚ Unghiul de înclinare a elicei dinţilor : tg βd = 2Δg/2πdd , unde Δg = micşorarea
grosimii dintelui frezei pe cercul de divizare βd = 0˚30’÷1˚30’ Înălţimea capului dintelui : as = 1.1 me Înălţimea piciorului dintelui : bs = 1.1 me Unghiurile de dimensionare a lungimii dintelui,notate cu ɳ1,ɳ2 se aleg constructiv
30˚÷45˚.
32
Capitolul 4
MASINI-UNELTE ŞI DISPOZITIVE PENTRU PRELUCRAREA ROŢILOR CONICE DUPĂ PROCEDEUL MIKRON
4.1. MAŞINI-UNELTE
Maşina de danturat Mikron 120
Este special construită pentru danturarea roţilor conice pentru mecanica fina utilizând procedeul de danturare Mikron descris anterior. Cu această maşină se pot prelucra roţi dinţate conice cu dinţi drepti,iar cu accesorii, roţi dinţate cilindrice cu dinţi drepti(utilizând freza melc-modul).
Principalele caracteristici tehnice sunt:
- diametrul maxim de prelucrare : 40mm;- lungimea maximă de prelucrare : 30mm;- modulul maxim de prelucrat : 1mm;- înclinarea capului port-sculă : 10˚- rotirea capului port-piesă : 90˚;- gama turaţiilor : 250÷1830 rot/min;- gama avansurilor : 0.01÷0.26 mm/rot;- număr de dinţi prelucraţi 6÷260;
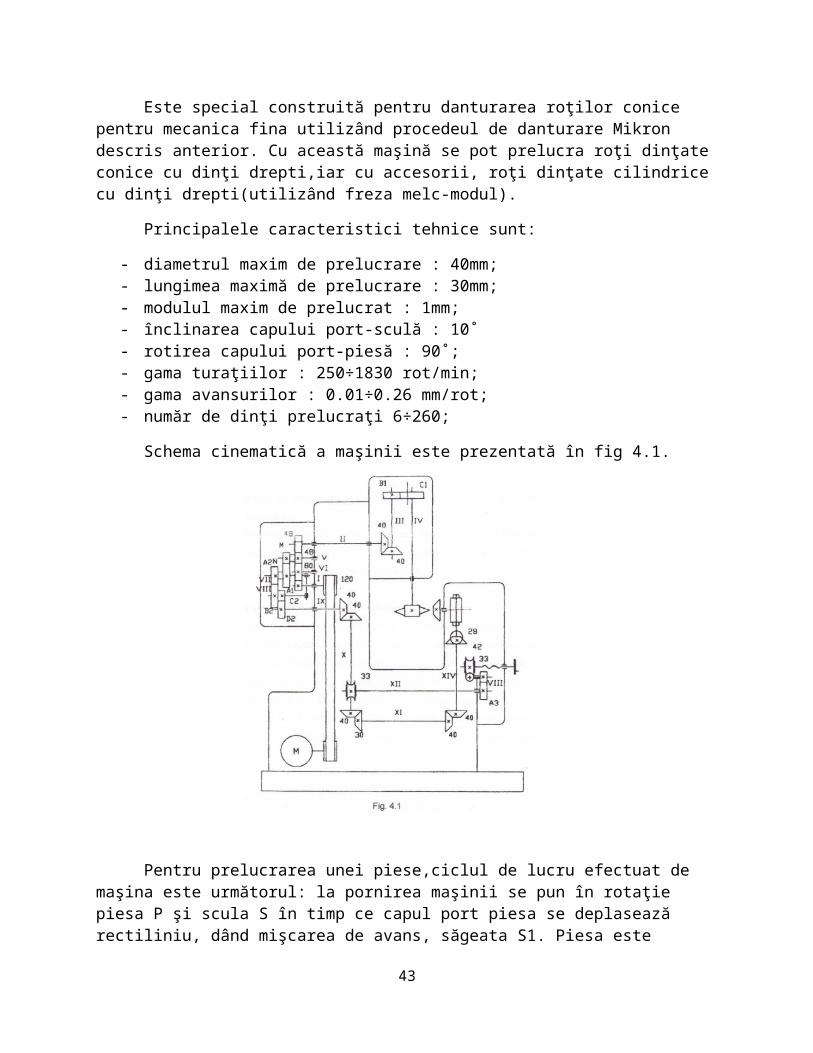
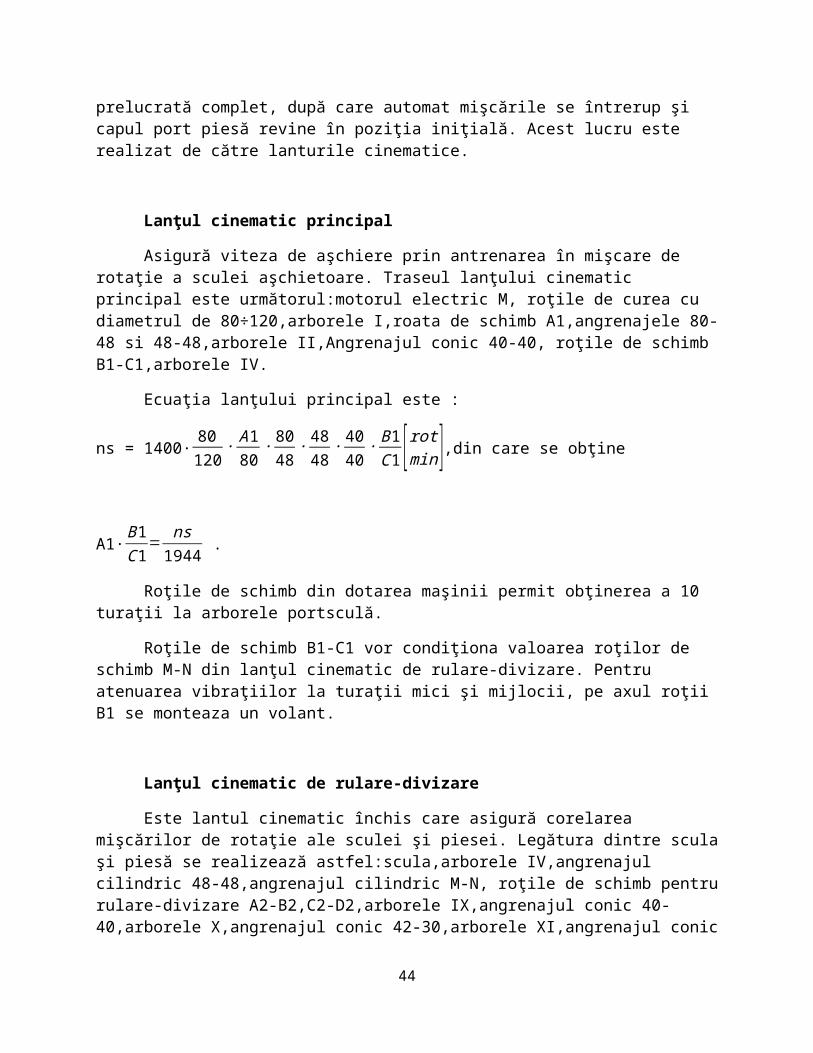
Schema cinematică a maşinii este prezentată în fig 4.1.
33
Pentru prelucrarea unei piese,ciclul de lucru efectuat de maşina este următorul: la pornirea maşinii se pun în rotaţie piesa P şi scula S în timp ce capul port piesa se deplasează rectiliniu, dând mişcarea de avans, săgeata S1. Piesa este prelucrată complet, după care automat mişcările se întrerup şi capul port piesă revine în poziţia iniţială. Acest lucru este realizat de către lanturile cinematice.
Lanţul cinematic principal
Asigură viteza de aşchiere prin antrenarea în mişcare de rotaţie a sculei aşchietoare. Traseul lanţului cinematic principal este următorul:motorul electric M, roţile de curea cu diametrul de 80÷120,arborele I,roata de schimb A1,angrenajele 80-48 si 48-48,arborele II,Angrenajul conic 40-40, roţile de schimb B1-C1,arborele IV.
Ecuaţia lanţului principal este :
ns = 1400·80
120·
A 180
·8048
·4848
·4040
·B1C 1 [ rot
min],din care se obţine
A1·B1C 1
= ns1944
.
Roţile de schimb din dotarea maşinii permit obţinerea a 10 turaţii la arborele portsculă.
Roţile de schimb B1-C1 vor condiţiona valoarea roţilor de schimb M-N din lanţul cinematic de rulare-divizare. Pentru atenuarea vibraţiilor la turaţii mici şi mijlocii, pe axul roţii B1 se monteaza un volant.
Lanţul cinematic de rulare-divizare
Este lantul cinematic închis care asigură corelarea mişcărilor de rotaţie ale sculei şi piesei. Legătura dintre scula şi piesă se realizează astfel:scula,arborele IV,angrenajul cilindric 48-48,angrenajul cilindric M-N, roţile de schimb pentru rulare-divizare A2-B2,C2-D2,arborele IX,angrenajul conic 40-40,arborele X,angrenajul conic 42-30,arborele XI,angrenajul conic 40-40,arborele XIV,angrenajul conic 42-28, angrenajul melc-roată melcată E-F, arborele portpiesă XV.
Ecuaţia lanţului cinematic de divizare-rulare este:
np = ns·C 1B1
·4040
·4848
·MN
·A 2B 2
·C 2D 2
·4040
·4030
·4040
·4228
·EF
np/ns = k/zp,
unde zp = numărul de dinţi ai roţii de prelucrat
34
k = numărul de începuturi ale frezei melc
Lanţul cinematic de avans
Asigură deplasarea relativă dintre sculă şi piesa prin deplasarea capului portpiesă cu ajutorul surubului conducător Sc. Antrenarea acestui lanţ cinematic este făcută de către motorul electric M, de la care mişcarea se transmite în continuare prin roţile de curea de diametre 80-120 la arborele I,angrenajul cilindric A1-80,80-48,M-N, roţile de schimb ale lanţului cinematic de rulare-divizare A2-B2;C2-D2,arborele IX angrenajul conic 40-40, angrenajul melc-roată melcata 1-33,arborele XII, roţile de schimb pentru lantul cinematic de avans A3-B3,arborele XIII, angrenajul melc-roată melcată 2-33,surubul conducător Sc.
Ecuaţia lanţului cinematic de avans este:
nsc = 1400·80
120·
A 180
·8048
·MN
·A 2B 2
·C 2D2
·4040
·1
33·
A 3B 3
·2
33 [ rotmin]
Maşina de danturat Mikron 102.05
Este de construcţie elvetiană şi este o maşină specializată, cu largi posibilităti de prelucrare. Cu echipamentul normal şi cu accesoriile speciale(care dau posibilitatea utilizării diferitelor tipuri de scule) maşina poate prelucra roţi dinţate cilindrice cu dinţi drepţi sau înclinaţi, roţi melcate(prin metoda tangentială sau radială), roţi conice cu dinţi drepţi sau curbi.
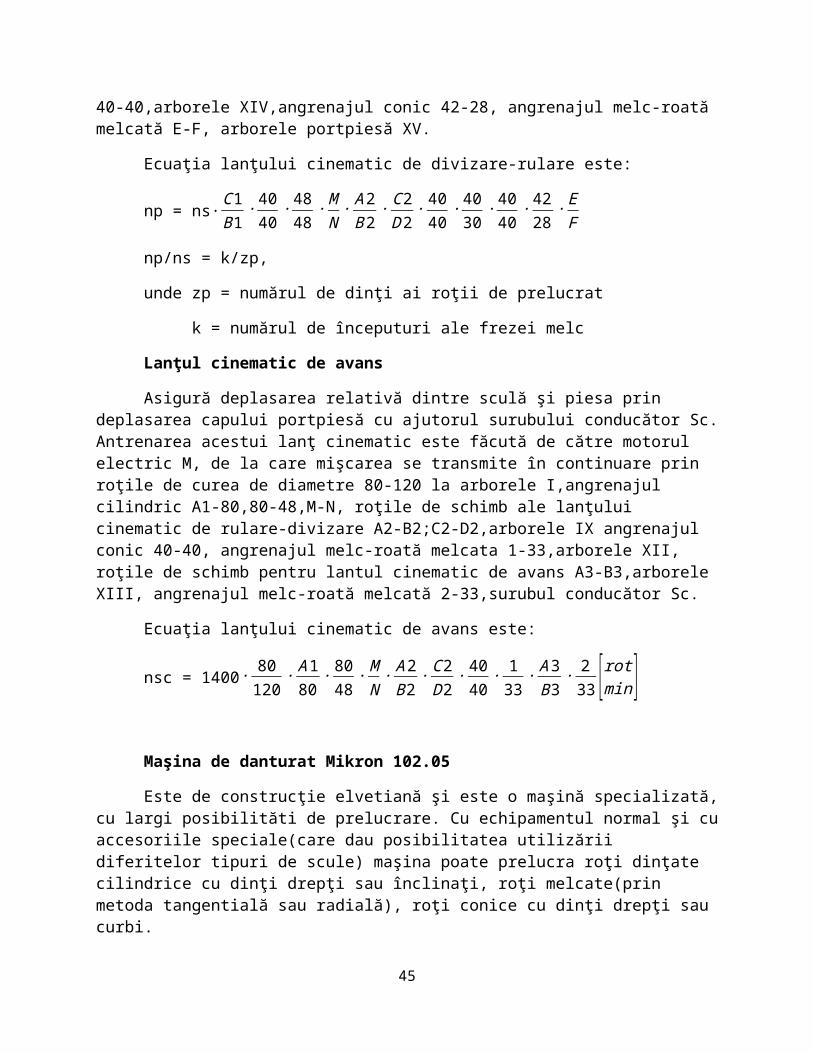
Schema cinematică este prezentată în fig. 4.2.
35
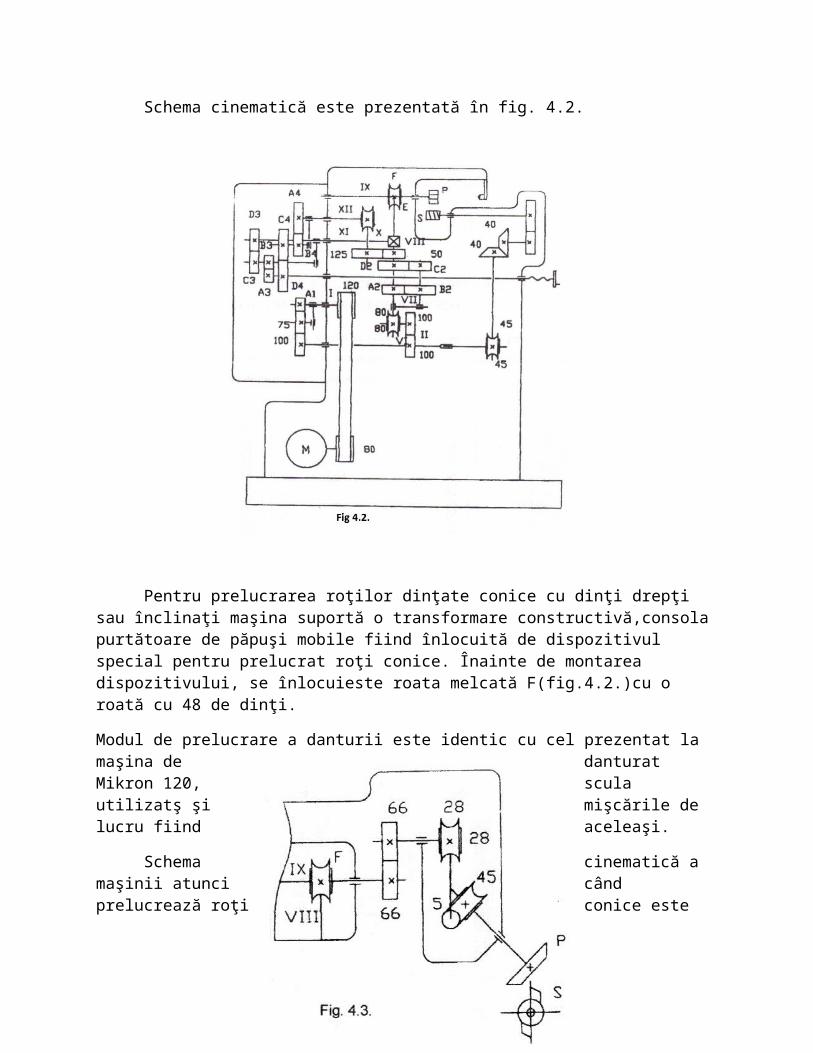
Pentru prelucrarea roţilor dinţate conice cu dinţi drepţi sau înclinaţi maşina suportă o transformare constructivă,consola purtătoare de păpuşi mobile fiind înlocuită de dispozitivul special pentru prelucrat roţi conice. Înainte de montarea dispozitivului, se înlocuieste roata melcată F(fig.4.2.)cu o roată cu 48 de dinţi.
Modul de prelucrare a danturii este identic cu cel prezentat la maşina de danturat Mikron 120, scula utilizatş şi mişcările de lucru fiind aceleaşi.
Schema cinematică a maşinii atunci când prelucrează roţi conice este cea din fig.4.2. la care se adaugă schema cinematică a dispozitivului special (fig.4.3.).
Reglarea lanţurilor cinematice
Pentru prelucrarea pieseor sunt necesare mişcări care să aducă la o interacţiune piesa-sculă,cum sunt: mişcarea de rotaţie a sculei, mişcarea de rotaţie a piesei(mişcări dependente), mişcarea relativă piesa-sculă(mişcare de avans) şi o serie de alte mişcari auxiliare de potrivire,reglare etc. Cele care îndeplinesc rolul de a prelua maşina de la un element motor şi de a o transmite condiţionat, la diverse subansamble ale maşinii-unelte,sunt lanturile cinematice.
În cazul maşinii Mikron 102.05, pentru danturarea roţilor conice se păstrează întotdeauna raportul F/E = 48/27, dispozitivul special având un raport de transmitere propriu de 45/5.Aceasta duce la ecuaţii ale lanţurilor cinematice de rulare-divizare,respectiv de avans,asemănătoare cu cele pentru prelucrarea roţilor dinţate cilindrice cu dinţi drepti, cu număr de dinţi mai mare de cinci.
Pentru lanţul cinematic de rulare divizare:
36
A 2B 2
·C 2D 2
=B 1C 1
·EF
·kzp
Pentru lanţul cinematic de avans:
A 4B 4
·C 4D 4
=1516
· S 1=0.9375 S 1
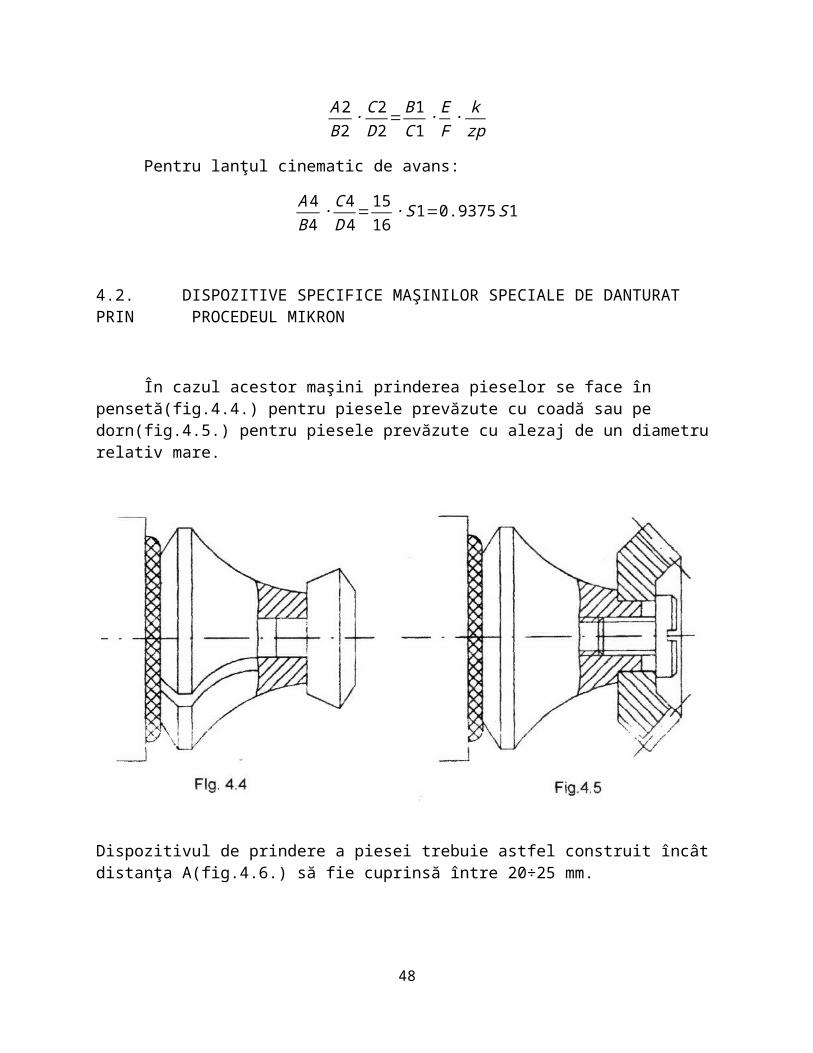
4.2. DISPOZITIVE SPECIFICE MAŞINILOR SPECIALE DE DANTURAT PRIN PROCEDEUL MIKRON
În cazul acestor maşini prinderea pieselor se face în pensetă(fig.4.4.) pentru piesele prevăzute cu coadă sau pe dorn(fig.4.5.) pentru piesele prevăzute cu alezaj de un diametru relativ mare.
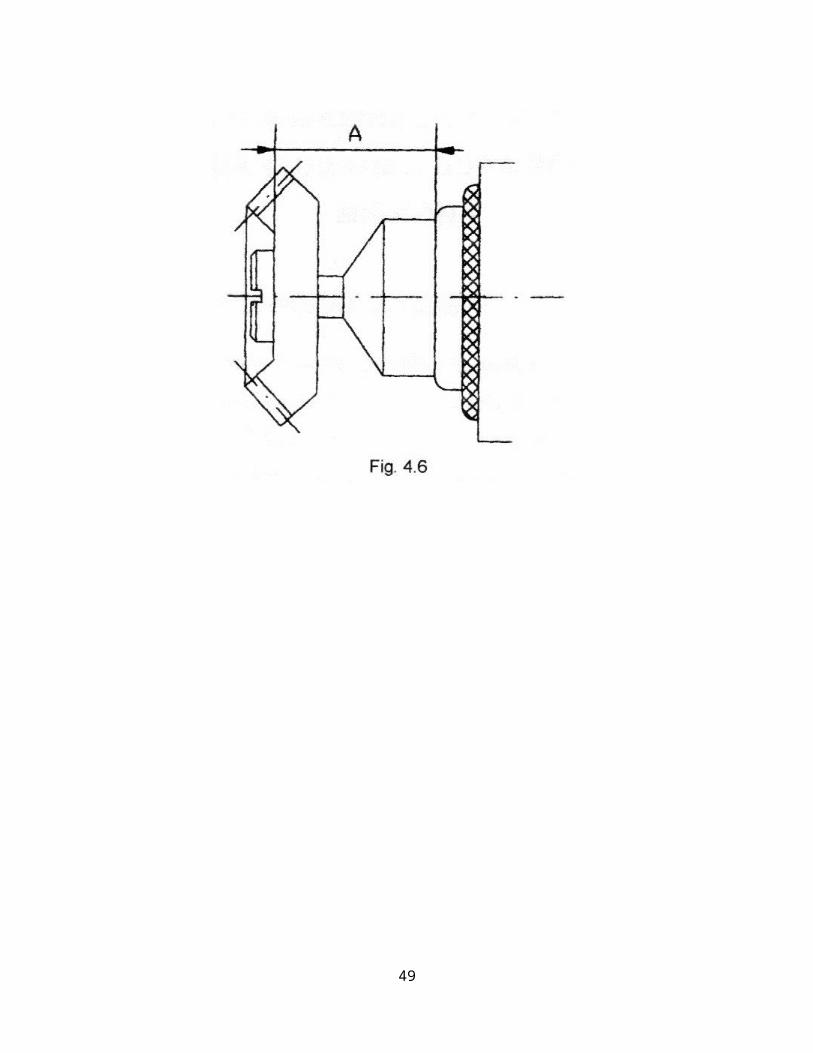
Dispozitivul de prindere a piesei trebuie astfel construit încât distanţa A(fig.4.6.) să fie cuprinsă între 20÷25 mm.
37
Capitolul 5
38
ADAPTAREA MAŞINII DE FREZAT FUS-22 PENTRU DANTURAREA DUPĂ PROCEDEUL MIKRON
5.1. PREZENTAREA GENERALĂ A MAŞINII
Aceste maşini sunt destinate operaţiilor de aşchiere prin frezare în scularii precum şi în producţia de serie.Construcţia robustă permite aplicarea unor regimuri de aşchiere intensă la producţia de serie. Rigiditatea maşinii este asigurată prin alegerea fomelor constructive optime şi prin asamblari de mare precizie.
Cinematica maşinii asigură executarea unei game foarte largi de operaţii de aşchiere în condiţii optime.Manevrarea vitezelor şi avansurilor şi în general a întregii maşini este uşoară datorită mecanismelor folosite şi a amplasării acestora la îndemâna lucrătorilor.
La comanda specială, maşinile pot fi dotate cu cititori optici pentru 3 direcţii de deplasare prin care precizia de poziţionare este de 0.01 mm.
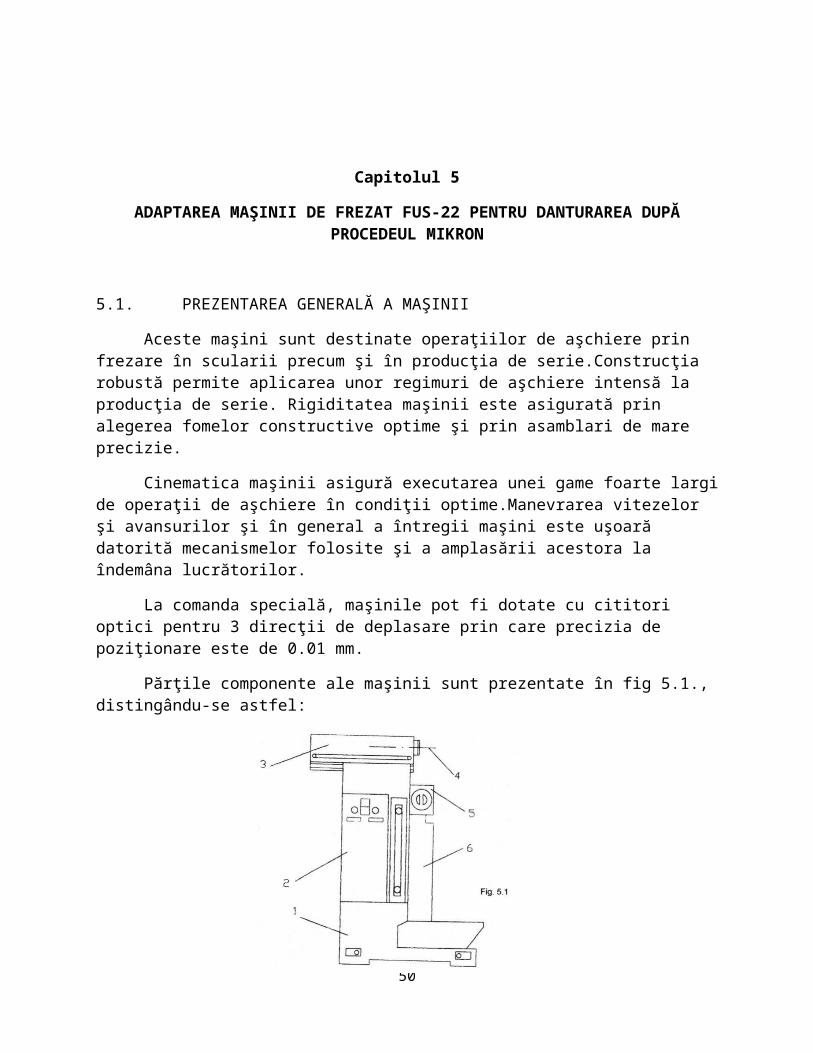
Părţile componente ale maşinii sunt prezentate în fig 5.1., distingându-se astfel:
1. Placa de bază2. Batiu3. Traversa mobila4. Ax principal5. Masa orizontală6. Masa verticală
În interiorul batiului se află amplasate:
motorul electric ME cu o putere cuprinsă între 1.1÷1.9KW şi respectiv turaţiile 750,1500 rot/min
cutia de avansuri CA cu un număr de 12 trepte de avansuri: 12.5÷250 mm/rot cutia de viteze CV cu un număr de 12 trepte de turaţii : 100÷2000 rot/min
39
Legătura între CA şi CV era iniţial făcută prin intermediul unei transmisii cu curea trapezoidală. Datorită alunecărilor mari din transmisiile cu curea şi necesitatile închiderii precise a lanţului cinematic, această transmisie a trebuit înlocuită cu o transmisie prin lanţ cu raportul it = 4/5.
5.2 PREZENTAREA LANTURILOR CINEMATICE
Obţinerea mişcărilor necesare(viteza de aschiere, rotirea roţii piesa) se realizează cu ajutorul lanţurilor cinematice. Cele două mişcări trebuie să fie în interdependentă, deci se recomandă ca lanţurile cinematice să fie cât mai scurte.
Lanţul cinematic principal asigură viteza de aşchiere,deci rotirea sculei.
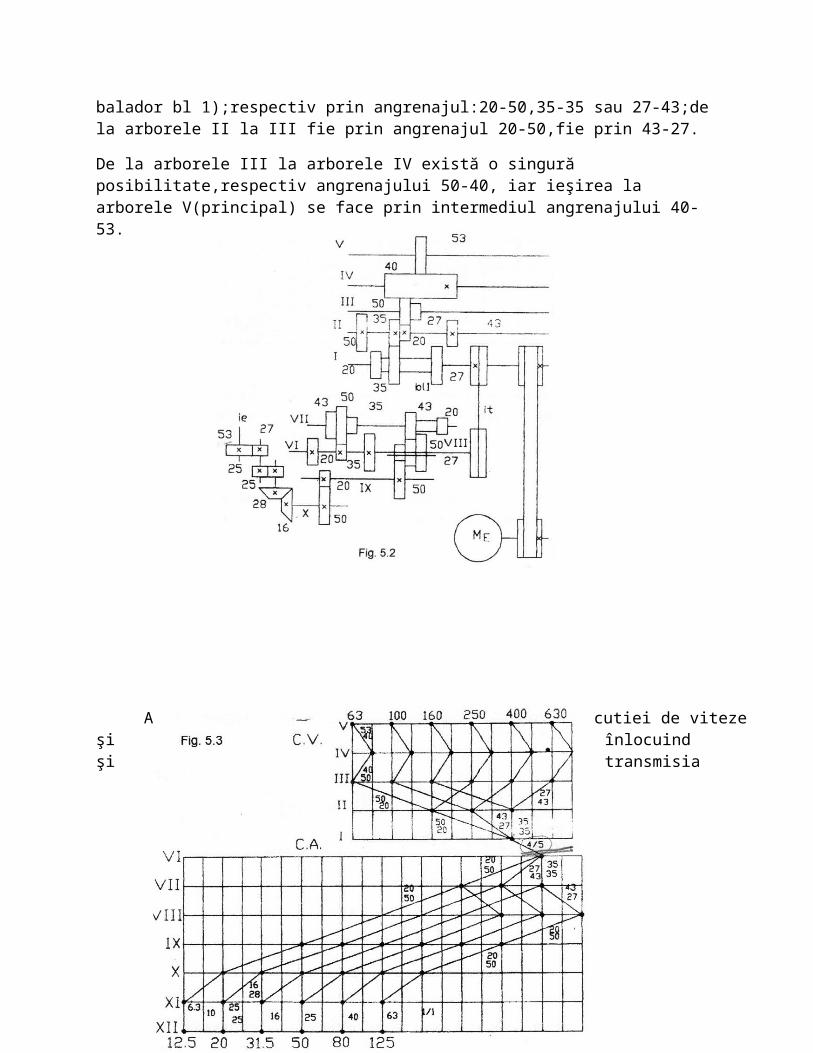
Aceasta se obţine de la motorul electric principal transmiţându-se în continuare la arborele I prin intermediul unei transmisii cu curea(fig.5.2.). De la arborele I mişcarea se poate transmite la arborele II în 3 moduri( în funcţie de poziţia blocului balador bl 1);respectiv prin angrenajul:20-50,35-35 sau 27-43;de la arborele II la III fie prin angrenajul 20-50,fie prin 43-27.
De la arborele III la arborele IV există o singură posibilitate,respectiv angrenajului 50-40, iar ieşirea la arborele V(principal) se face prin intermediul angrenajului 40-53.
40
Alăturând diagrama cutiei de avansuri cu cea a cutiei de viteze şi înlocuind şi transmisia cu lant, se obţine diagrama globală pentru mişcarea de interdependenţă.
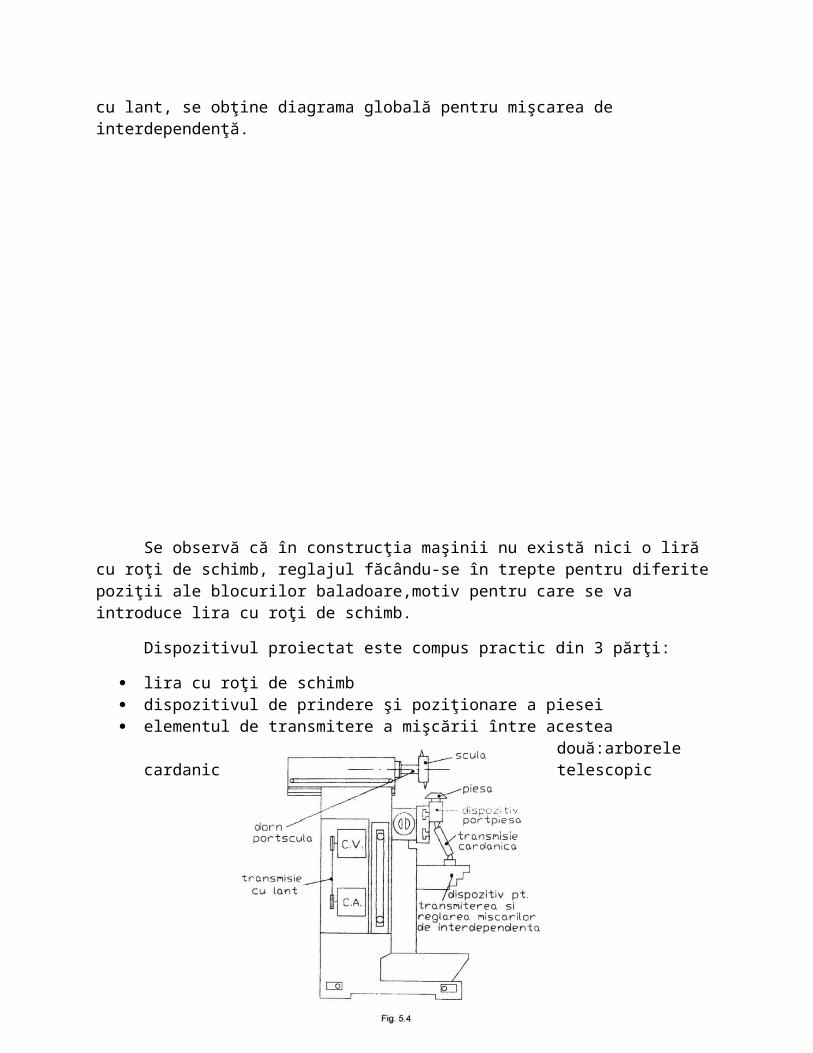
Se observă că în construcţia maşinii nu există nici o liră cu roţi de schimb, reglajul făcându-se în trepte pentru diferite poziţii ale blocurilor baladoare,motiv pentru care se va introduce lira cu roţi de schimb.
Dispozitivul proiectat este compus practic din 3 părţi:
lira cu roţi de schimb dispozitivul de prindere şi poziţionare a piesei elementul de transmitere a mişcării între acestea două:arborele cardanic telescopic
41
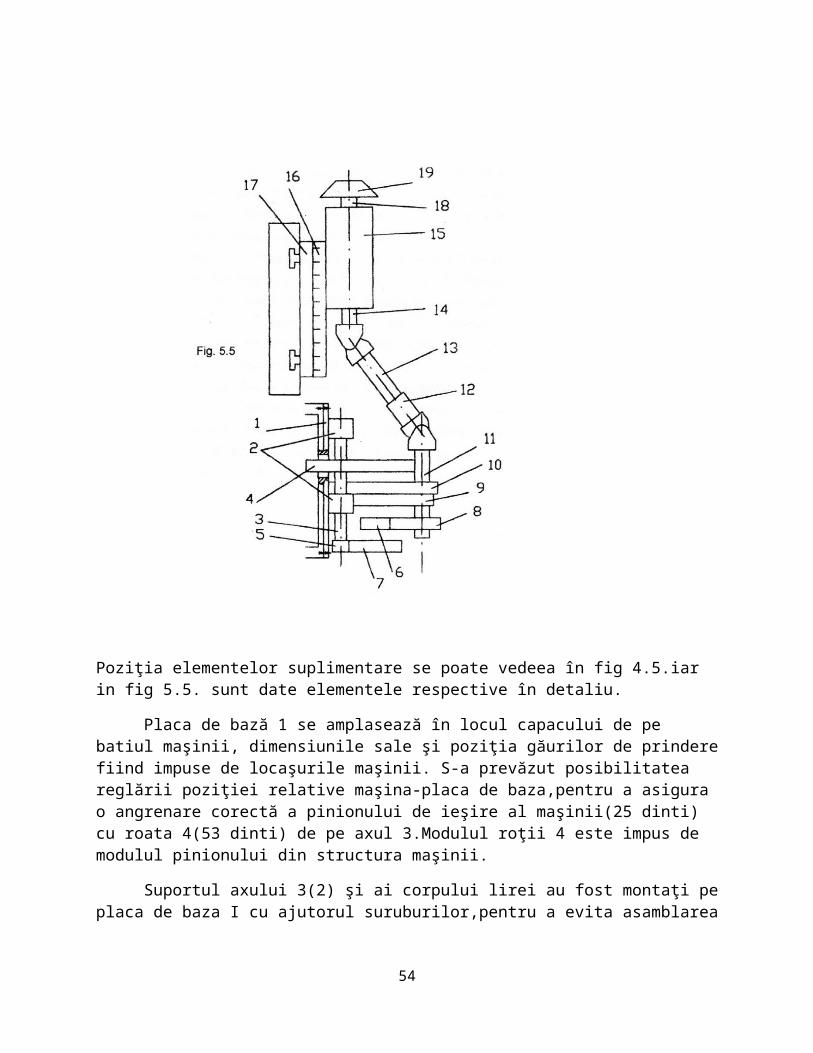
Poziţia elementelor suplimentare se poate vedeea în fig 4.5.iar in fig 5.5. sunt date elementele respective în detaliu.
Placa de bază 1 se amplasează în locul capacului de pe batiul maşinii, dimensiunile sale şi poziţia găurilor de prindere fiind impuse de locaşurile maşinii. S-a prevăzut posibilitatea reglării poziţiei relative maşina-placa de baza,pentru a asigura o angrenare corectă a pinionului de ieşire al maşinii(25 dinti) cu roata 4(53 dinti) de pe axul 3.Modulul roţii 4 este impus de modulul pinionului din structura maşinii.
Suportul axului 3(2) şi ai corpului lirei au fost montaţi pe placa de baza I cu ajutorul suruburilor,pentru a evita asamblarea prin sudură care, în timp, se poate deforma datorită tensiunilor remanente.
Prelucrarea alezajelor în care se introduc lagărele pe care se afla montat axul 3 s-a efectuat după montarea suportilor 2,pentru asigurarea coliniarităţii. Lagărele sunt prevăzute cu un canal spiralat şi un orificiu,prin care se introduce uleiul necesar ungerii.
În capătul axului 3 se afla roata 5(prima din lira)ce transmite mişcarea la următoarele roţi din lira. Poziţia axelor din lira poate fi reglată datorită canalelor din corpul lirei(9), iar corpul lirei poate pivota în jurul axului 11 asigurând astfel închiderea lanţului cinematic.
Axul 11 este montat pe suportul sau tot prin intermediul unui lagăr ca şi cele anterioare.Axul 11 se continuă cu arborele cardanic telescopic 12. La aceasta crucile cardanice au fost montate decalat cu 90˚ pentru eliminarea fluctuaţilor de viteză ce apar în transmisia cardanică.
42
Deoarece momentele de torsiune nu sunt mari s-a optat ca pentru a rezolva problema reglării lungimii arborelui telescopic, să se aleagă soluţia pană-canal de pană (similar cu arborele conducator de la strung) în locul unei soluţii butuc-arbore canelat, care ar fi impus nişte costuri de producţie foarte mari.
În continuare mişcarea se transmite la arborele 14 montat în caseta 15 care se poate roti cu ajutorul mesei gradate 17 şi a tamburului 16.Acest ansamblu se montează pe masa maşinii de frezat prin intermediul canalelor "T".
Deoarece forţele şi momentele ce trebuiesc transmise nu sunt mari,proiectarea s-a facut mai mult din punct de vedere funcţional,interesant mai putin partea de rezistenta, părţile componente fiind oricum supradimensionate, deci nepunâdu-se problema cedării lor.
43
Capitolul 6
CONCEPEREA ŞI PROIECTAREA UNOR TIPODIMENSIUNI DE FREZE FLUTURE
6.1 ALEGEREA MATERIALULUI ŞI STABILIREA TRATAMENTULUI TERMIC
Materialele utilizate în construcţia sculelor aşchietoare se împart în funcţie de destinaţie, în două categorii:
materiale pentru partea aşchietoare materiale pentru partea de fixare şi corpul sculei
În cazul frezelor fluture concepute în această lucrare, datorită dimensiunilor mici,acestea se vor executa din materialul parţii aşchietoare.
Aceasta trebuie să satisfacă prin proprietăţile fizico-mecanice şi structurale următoarele cerinţe:
duritate superioară durităţii materialului aşchiat termostabilitate ridicată rezistenţa ridicată la uzura la rece şi cald calitaţi mecanice superioare prelucrabilitate bună economicitate
Cunoscând starea şi proprietăţile materialului piesei de prelucrat,alegerea unui anumit material se face ţinând seama de următoarele elemente:
felul sculei aşchietoare şi complexitatea sa constructivă caracterul prelucrării(degroşare-finisare, aşchiere continuă sau discontinuă) viteza de aşchiere preconizată(productivitatea) dinamicitatea forţelor de aşchiere(şocuri, vibraţii)
Astfel, pentru sculele concepute în aceasta lucrare se alege ca material oţelul rapid Rp3. Aceasta are următoarele caracteristici fizico-mecanice:
duritate 61÷64 HRC rezistenţă la rupere [kgf/mm²] la : - întindere - 160
- torsiune - 250 -încovoiere - 320 - compresiune - 400
termostabilitate 220÷600˚C
Viteza de aşchiere maximă admisăeste de la 60÷70 m/min.
Tratamentul termic este următorul:
44
recoacere de înmuiere : 760÷830˚C călire în trepte : 1210÷1310˚C răcirea se face în ulei revenire : 520÷580˚C; se fac minim două reveniri înalte duritatea după T.T. minim 64HRC
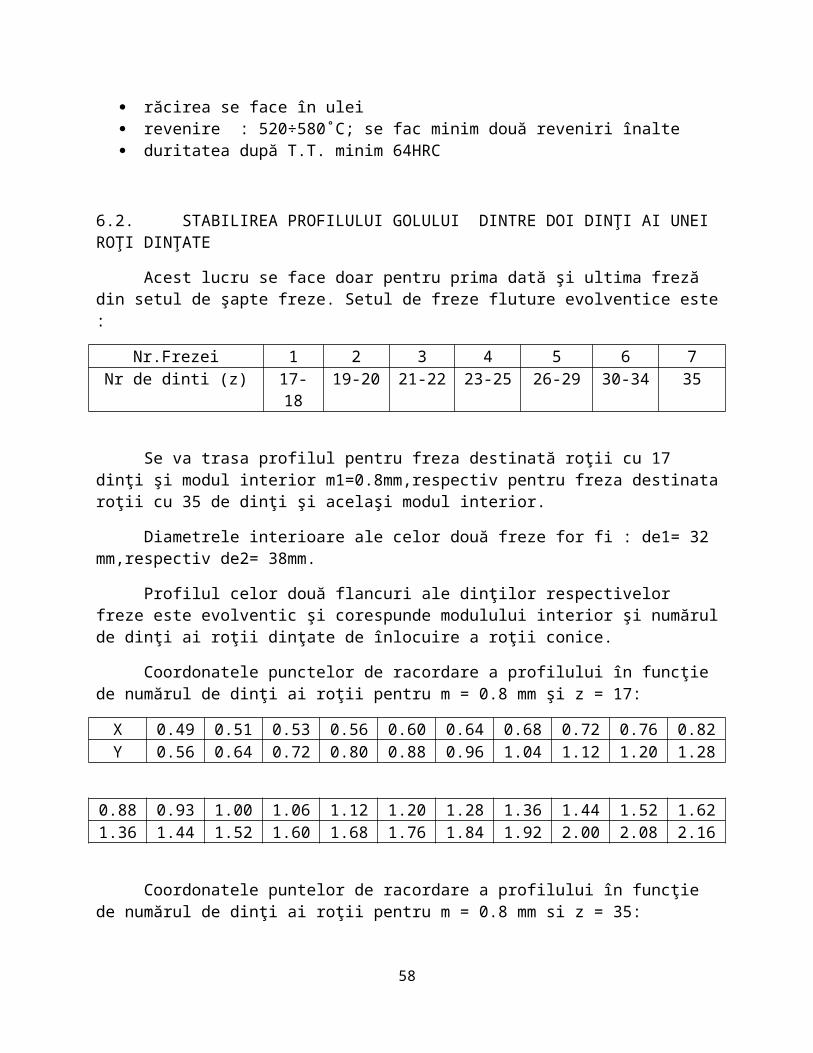
6.2. STABILIREA PROFILULUI GOLULUI DINTRE DOI DINŢI AI UNEI ROŢI DINŢATE
Acest lucru se face doar pentru prima dată şi ultima freză din setul de şapte freze. Setul de freze fluture evolventice este :
Nr.Frezei 1 2 3 4 5 6 7Nr de dinti (z) 17-18 19-20 21-22 23-25 26-29 30-34 35
Se va trasa profilul pentru freza destinată roţii cu 17 dinţi şi modul interior m1=0.8mm,respectiv pentru freza destinata roţii cu 35 de dinţi şi acelaşi modul interior.
Diametrele interioare ale celor două freze for fi : de1= 32 mm,respectiv de2= 38mm.
Profilul celor două flancuri ale dinţilor respectivelor freze este evolventic şi corespunde modulului interior şi numărul de dinţi ai roţii dinţate de înlocuire a roţii conice.
Coordonatele punctelor de racordare a profilului în funcţie de numărul de dinţi ai roţii pentru m = 0.8 mm şi z = 17:
X 0.49 0.51 0.53 0.56 0.60 0.64 0.68 0.72 0.76 0.82Y 0.56 0.64 0.72 0.80 0.88 0.96 1.04 1.12 1.20 1.28
0.88 0.93 1.00 1.06 1.12 1.20 1.28 1.36 1.44 1.52 1.621.36 1.44 1.52 1.60 1.68 1.76 1.84 1.92 2.00 2.08 2.16
Coordonatele puntelor de racordare a profilului în funcţie de numărul de dinţi ai roţii pentru m = 0.8 mm si z = 35:
X 0.44 0.46 0.48 0.50 0.53 0.56 0.60 0.63 0.66 0.70 0.73Y 0.40 0.48 0.56 0.64 0.72 0.80 0.88 0.96 1.04 1.12 1.20
0.77 0.81 0.86 0.90 0.95 1.00 1.04 1.09 1.14 1.20 1.25 1.311.28 1.36 1.44 1.52 1.60 1.68 1.76 1.84 1.92 2.00 2.08 2.16
45
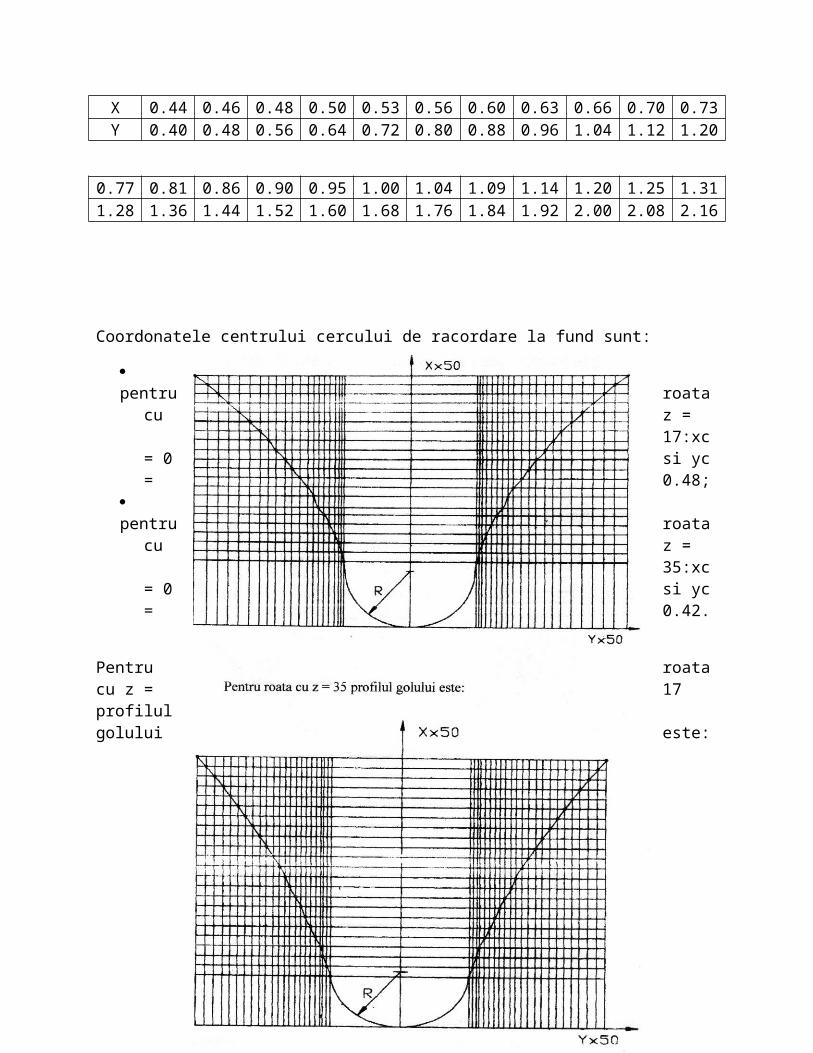
Coordonatele centrului cercului de racordare la fund sunt:
pentru roata cu z = 17:xc = 0 si yc = 0.48; pentru roata cu z = 35:xc = 0 si yc = 0.42.
Pentru roata cu z = 17 profilul golului este:
46
6.3. CARACTERISTICILE CONSTRUCTIV-FUNCŢIONALE ALE PRIMULUI TIP DE FREZĂ FLUTURE
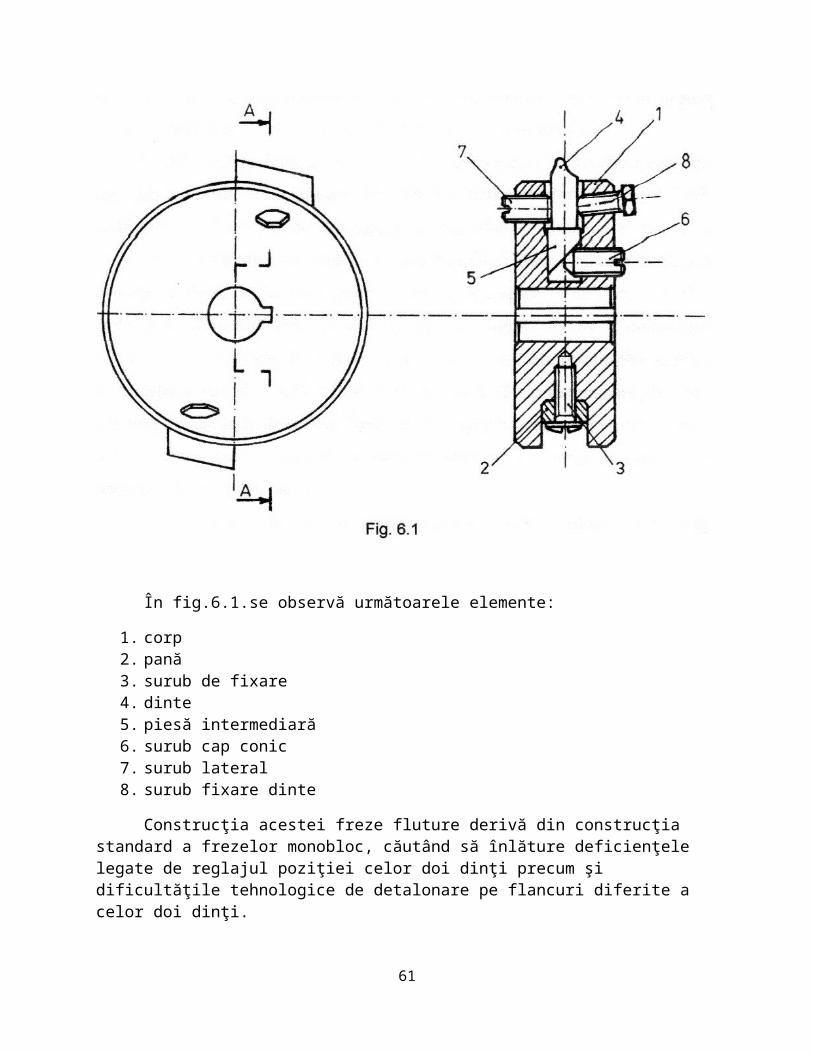
În fig.6.1.se observă următoarele elemente:
1. corp2. pană3. surub de fixare4. dinte5. piesă intermediară6. surub cap conic7. surub lateral8. surub fixare dinte
Construcţia acestei freze fluture derivă din construcţia standard a frezelor monobloc, căutând să înlăture deficienţele legate de reglajul poziţiei celor doi dinţi precum şi dificultăţile tehnologice de detalonare pe flancuri diferite a celor doi dinţi.
47
Freza a carei construcţie am elaborat-o se compune dintr-un corp 1, de forma discoidală prevăzut cu un alezaj, pentru poziţionarea pe arborele maşinii şi cu un canal de pană pentru transmiterea momentului de torsiune.
În corp sunt prelucrate,diametral opus două canale transversale care vor constitui locaşurile de amplasare ale celor doi dinţi aşchietori. Pentru ca dinţii aşchietori să aibă feţele de degajare în acelaşi plan longitudinal al frezei, în canale sunt amplasate nişte pene 2., prevăzute cu găuri alungite şi care se fixează în corp cu ajutorul câte unui surub 3. Penele se fixează în momentul în care ambii dinţi, diametral opuşi, au feţele de degajare situate riguros în acelaşi plan longitudinal axial. Celelalte repere ale frezei sunt destinate poziţionării dinţilor pe direcţie axială şi radială, având în vedere ca profilele generatoare ale celor doi dinţi trebuie să fie la aceeaşi înălţime şi să se intersecteze, prin rotaţia frezei, într-un punct aflat pe cercul de divizare(sau pe generatoarea conului de divizare) al roţii de prelucrat.
Pentru reglajul poziţiei radiale se utilizează microscopul de la laborator pe care freza se amplaseazăprin intermediul unui dorn prevăzut cu găuri de centrare. Într-o primă etapă un dinte 4,vizualizat ca profil la microscop, se amplasează în zona mediană a canalului fixându-se cu un surub 8. Apoi pe masa microscopului freaza se roteşte cu 180˚ vizualizându-se profilul celui de-al doilea dinte. Pentru ca acesta să fie adus în aceeaşi poziţie radială cu cel anterior se deplasează piesa intermediară 5, actionând asupra laturii sale înclinate,cu ajutorul capului conic al surubului 6. Se execută o uşoară strângere (manual) pentru fixarea provizorie pe direcţia radială a dintelui.
Reglajul pe directie axială al dintelui, în scopul asigurării condiţiei de intersecţie a profilelor pe cercul de divizare se execută deblocând dintele şi deplasându-l axial pe manevrarea surubului lateral 7.În momentul când se vizualizează la microscop poziţia corectă a profilului se efectuează fixarea definitivă a dintelui cu ajutorul surubului 8.
Avantajul acestei construcţii constă într-o relativă simplitate a corpului şi în faptul că dinţii se pot realiza independent fără a ţine cont de condiţiile de reglaj având suprafeţele de bazare rectificate şi suprafeţele de aşezare riglate.
Corpul frezei se execută din oţel de carbon de calitate OLC 45 supus înaintea prelucrării finale unui tratament de îmbunătăţire.
Piesa intermediară 5, surubul lateral 7, se realizează din OL 60, iar surubul cu cap conic 6 şi surubul de fixare dinte 8,din OLC 45 îmbunătăţit.
Dinţii 4 se execută din oţel rapid călit şi revenit la 61÷64 HRC.
Suprafetele active ale piesei intermediare 5, aflate la baza dintelui şi respectiv în contact cu surubul cu cap conic se rectifică.
Profilul piesei intermediare se păsuieşte pe profilul canalului practicat în corp pentru a se putea realiza o deplasare uşoară strict pe directia radială. De asemenea alezajul din corp,pentru amplasarea pe dorn,se va rectifica.
48
6.4. CARACTERISTICILE CONSTRUCTIV-FUNCŢIONALE ALE CELUI DE-AL DOILEA TIP DE FREZĂ FLUTURE.
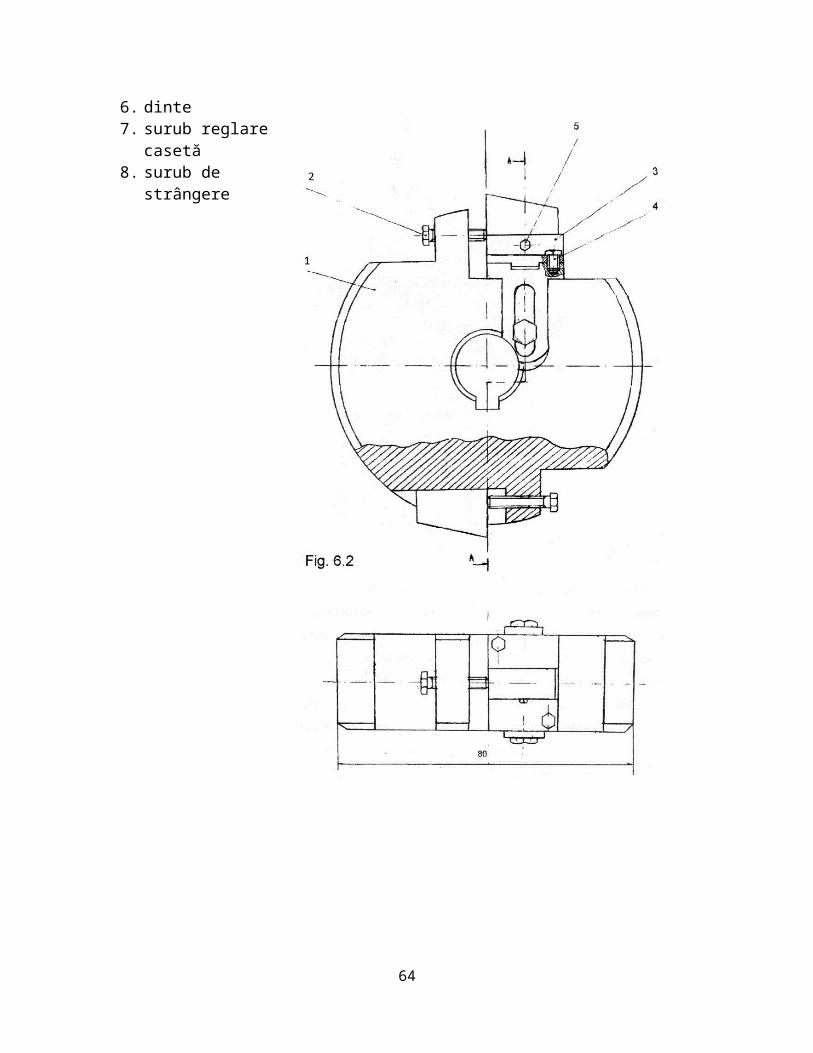
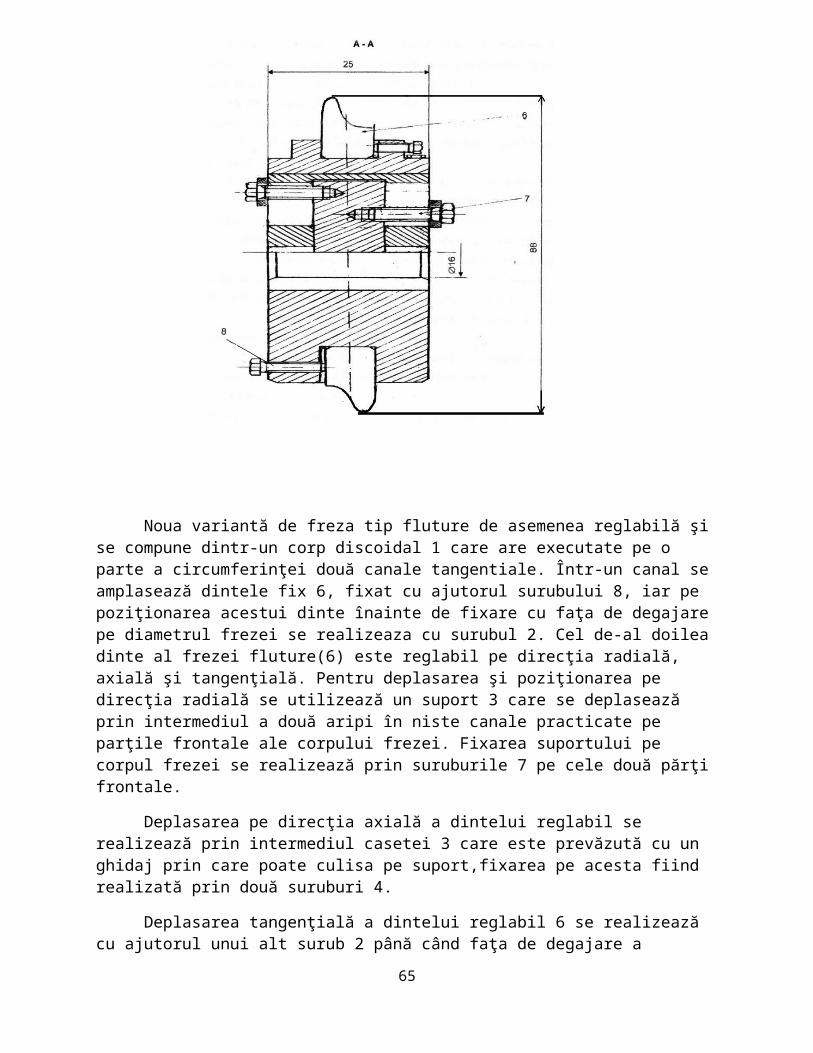
În fig.6.2.se observă următoarele elemente:
1. corp freză2. surub de fixare3. casetă prindere4. surub prindere5. surub lateral6. dinte7. surub reglare casetă8. surub de strângere
49
Noua variantă de freza tip fluture de asemenea reglabilă şi se compune dintr-un corp discoidal 1 care are executate pe o parte a circumferinţei două canale tangentiale. Într-un canal se amplasează dintele fix 6, fixat cu ajutorul surubului 8, iar pe poziţionarea acestui dinte înainte de fixare cu faţa de degajare pe diametrul frezei se realizeaza cu surubul 2. Cel de-al doilea dinte al frezei fluture(6) este reglabil pe direcţia radială, axială şi tangenţială. Pentru deplasarea şi poziţionarea pe direcţia radială se utilizează un suport 3 care se deplasează prin intermediul a două aripi în niste canale practicate pe parţile frontale ale corpului frezei. Fixarea suportului pe corpul frezei se realizează prin suruburile 7 pe cele două părţi frontale.
Deplasarea pe direcţia axială a dintelui reglabil se realizează prin intermediul casetei 3 care este prevăzută cu un ghidaj prin care poate culisa pe suport,fixarea pe acesta fiind realizată prin două suruburi 4.
Deplasarea tangenţială a dintelui reglabil 6 se realizează cu ajutorul unui alt surub 2 până când faţa de degajare a dintelui este adusă pe acelaşi diametru cu dintele fix. Fixarea dintelui reglabil în canalul din casetă se realizează cu ajutorul surubului 5.
Reglarea dinţilor frezei fluture în poziţia de lucru se realizeaza pe microscopul de laborator unde freza se amplasează prin intermediul unui dorn.În prima fază se aduce dintele fix cu faţa de degajare pe diametru prin surubul 2, acesta fixându-se cu surubul 8. În continuare se roteşte freza cu 180˚ aducându-se dintele reglabil în câmpul vizual al microscopului.Într-o prima etapa dintele reglabil se pozitioneaza pe faţa de degajare pe acelaşi diametru cu dintele fix prin surubul 2, dintele fixându-se în caseta prin surubul 5.Înălţimea dintelui reglabil se realizeaza prin deplasarea suportului, pe direcţie radială, în corpul frezei şi fixarea cu surubul 7.
50
Reglarea dintelui în poziţie axială se realizează prin deplasarea casetei în lungul ghidajului şi fixarea acesteia pe suport prin suruburile 4.
Avantajul acestei construcţii este acela că permite reglarea frezei înaintea amplasării acesteia pe masina-unealtă. Construcţia este mai simplă decât cea anterioară deoarece reglajul pe cele 3 direcţii, radială, tangenţială şi axială se realizează pentru un singur dinte în raport cu celălalt care este fixat anterior.
6.5. STABILIREA PARAMETRILOR GEOMETRICI CONSTRUCTIVI
Conform considerentelor din subcapitolul 3.2.,parametrii geometrici constructivi vor fi:
unghiul de degajare : yv = 0˚; unghiul de aşezare la vârful dintelui : αv = 12˚; unghiul de înclinare a elicei dinţilor,pe diametrul de divizare : βv = 1˚; înălţimea capului dintelui : as = 1,1·me = 1,1·1,33 = 1,46mm; înălţimea piciorului dintelui : bs = 1,1·me = 1,46mm; unghiurile de dimensionare ale lungimii dintelui b : ƞ1 = 45˚; ƞ2 = 45˚.
6.6. REGIMUL DE AŞCHIERE.PUTEREA
Adâncimea de aşchiere este variabilă în lungul taişurilor ce prelucrează flancurile dinţilor şi fundul golului dintre dinţi şi capată valori în funcţie de modulul roţii dinţate de prelucrat, numărul de treceri admis de rigiditatea sistemului tehnologic şi în funcţie de forma parţii active a taişului sculei.
În cazul acestei freze t= ymax,unde ymax este cota maximă a profilului dintelui. Astfel, pentru roata cu z=17 dinţi şi pentru roata cu z=35 dinti, t=2,16mm.
Avansul de aşchiere s = 0,4 mm/rot.
Viteza de aşchiere se stabileşte în felul următor:
v = Cv · zn
Tm · s y · mx · km= 588 ·2 ˚48 ·0,40,05 ·0,80,59 =11,6[ m
min ](vezi "Scule aşchietoare - Îndrumar de proiectare",M.Cosminca).
Forţa medie de aşchiere:
P=CP · mx · s y=30 · 0,8 · 0,40,75=7,17 [ Kgf ]
(vezi " Scule aşchietoare - Îndrumar de proiectare",M.Cozminca).
Puterea de aşchiere:
51
N=CN · v · sy · mx · q
4500 ·1,36=24 ·11,6 ·0,41,1· 0,80,65 ·1=66 · 10−2 [ KW ]
(vezi " Scule aşchietoare - Îndrumar de proiectare",M.Cosminca).
6.7. ELEMENTE DE PROIECTARE CONSTRUCTIVÂ
Verificarea la rezistenţă pentru frezele cu alezaj de fixare se referă la verificarea dornurilor. Dar în cazul acestor freze, având în vedere faptul că forţele şi momentele sunt atât de mici,dornul de fixare este supradimensionat nepundându-se problema cedării acestuia.
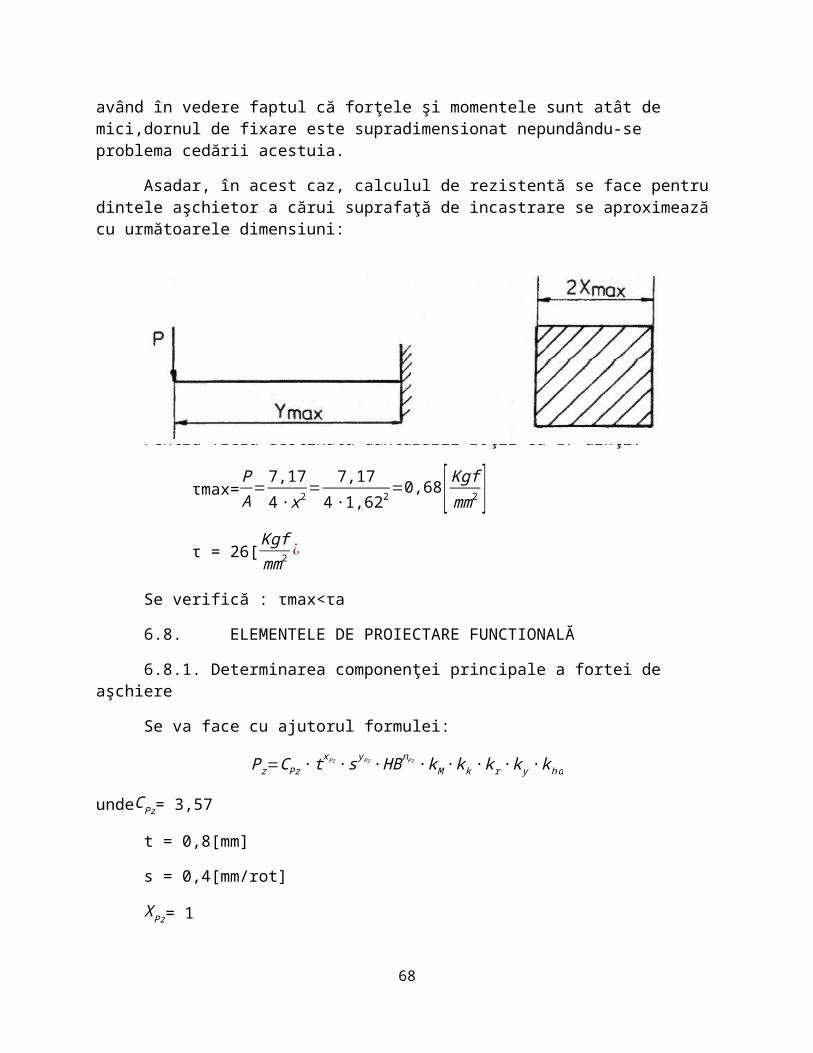
Asadar, în acest caz, calculul de rezistentă se face pentru dintele aşchietor a cărui suprafaţă de incastrare se aproximează cu următoarele dimensiuni:
Pentru freza destinată danturării roţii cu 17 dinţi:
τmax=PA
=7,17
4 · x2= 7,17
4 · 1,622=0,68[ Kgf
mm2 ]τ = 26[
Kgf
mm2¿
Se verifică : τmax<τa
6.8. ELEMENTELE DE PROIECTARE FUNCTIONALĂ
6.8.1. Determinarea componenţei principale a fortei de aşchiere
Se va face cu ajutorul formulei:
P z=CPz ·t xPz · s yPz ·HBnPz · k M · kk · kr · k y · k h α
undeCPz= 3,57
t = 0,8[mm]
s = 0,4[mm/rot]
52
X Pz= 1
y Pz= 0,75
HB = 150
nPz= 0,35
k M= 1
k k= 1,03
k r= (r /2)x=(0,2/2)0,1=0,79
k y=1
k h α=0,93
P z=3,57 · 0,81 ·0,40,75· 1500,35 ·1 ·1,03·0,79 ·1 · 0,93=6,28 Kgf
P z=Pa
6.8.2. Determinarea forţei de strângere a dintelui
unde: P = sarcina in lungul axei surubului,
P=F f =1,5· Pa=1,5 ·6,28=9,42 [ Kgf ]
P'=9,42
cos30 ˚=10,88 [ Kgf ]
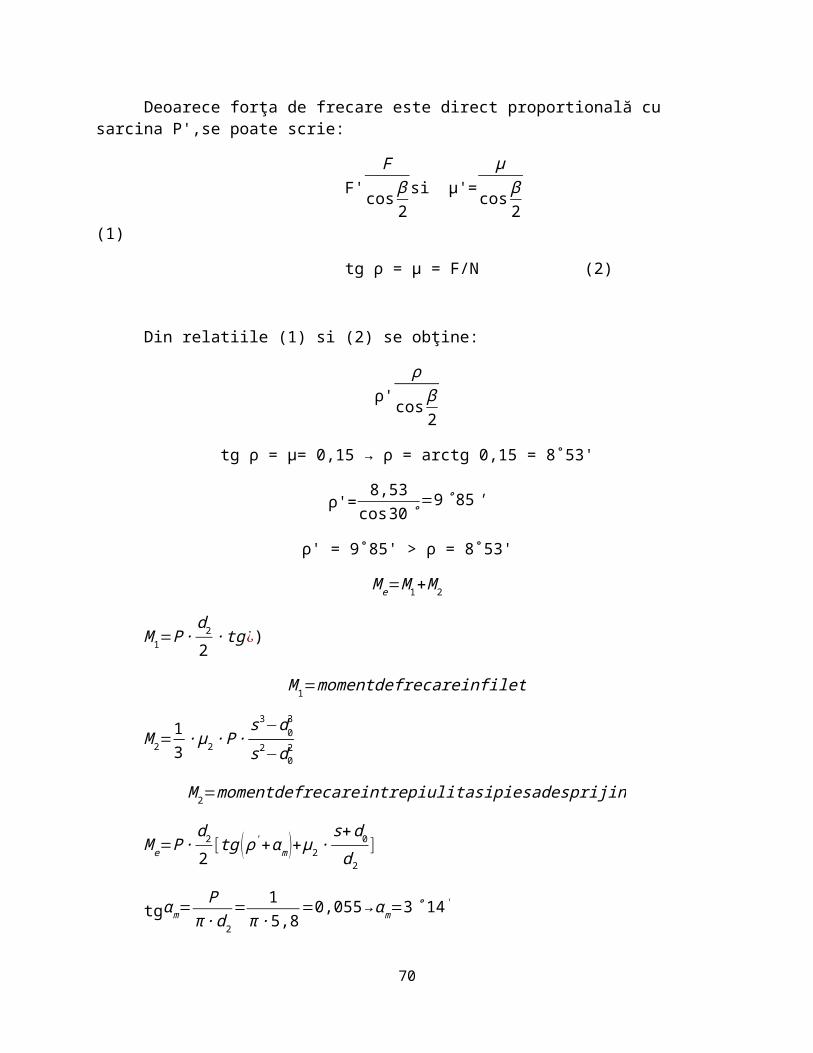
Deoarece forţa de frecare este direct proportională cu sarcina P',se poate scrie:
F'F
cosβ2
si μ'=μ
cosβ2
(1)
53
tg ρ = μ = F/N (2)
Din relatiile (1) si (2) se obţine:
ρ'ρ
cosβ2
tg ρ = μ= 0,15 → ρ = arctg 0,15 = 8˚53'
ρ'=8,53
cos30 ˚=9 ˚ 85 '
ρ' = 9˚85' > ρ = 8˚53'
M e=M 1+ M2
M 1=P ·d2
2· tg¿)
M 1=momentdefrecareinfilet
M 2=13
· μ2 · P·s3−d0
3
s2−d02
M 2=momentdefrecareintrepiulitasipiesadesprijin
M e=P ·d2
2[tg (ρ'+α m )+μ2 ·
s+d0
d2
]
tgα m=P
π ·d2
= 1π ·5,8
=0,055 → αm=3˚ 14 '
M e=10,88 ·5,82 [ tg (9,85+3,14 )+0,15 ·
10+6,25,8 ]=20,5 [ Kgf ·mm ]
Momentul M etrebuie compensat din exterior cu cheia.
M e=Q · L
unde : Q = forţa de strângere aplicată pe cheie
L = lungimea braţului cheii = 100[mm]
Q = M e
L=20,5
100=0,2 [ Kgf ]
54
Capitolul 7
STABILIREA TEHNOLOGIEI DE EXECUŢIE A FREZELOR FLUTURE
Aceste freze fluture se obţin în urma unui proces tehnologic alcătuit din următoarele faze de lucru:
Faza 1: Strunjire cilindrică exterioară cu avans longitudinal
Scula : cutit de strung K = 90˚
D = 80[mm]; L = 35[mm]
Faza 2: Retezare
Scula: cutit de retezat
55
Faza 3: Gaurire Ø14
Scula : burghiu
Faza 4: Tratament termic
Călire, revenire înaltă. Duritate după tratamentul termic:60÷64HRC
Faza 5: Control
Dispozitiv:durimetru
Faza 6: Strunjire frontală
Scula:cutit de strung
56
Faza 7: Strunjire frontală
Scula:cutit de strung
Faza 8: Sanfrenare
Scula:sanfren
Faza 9: Strunjire gaură Ø16
Scula:cutit de strung
57
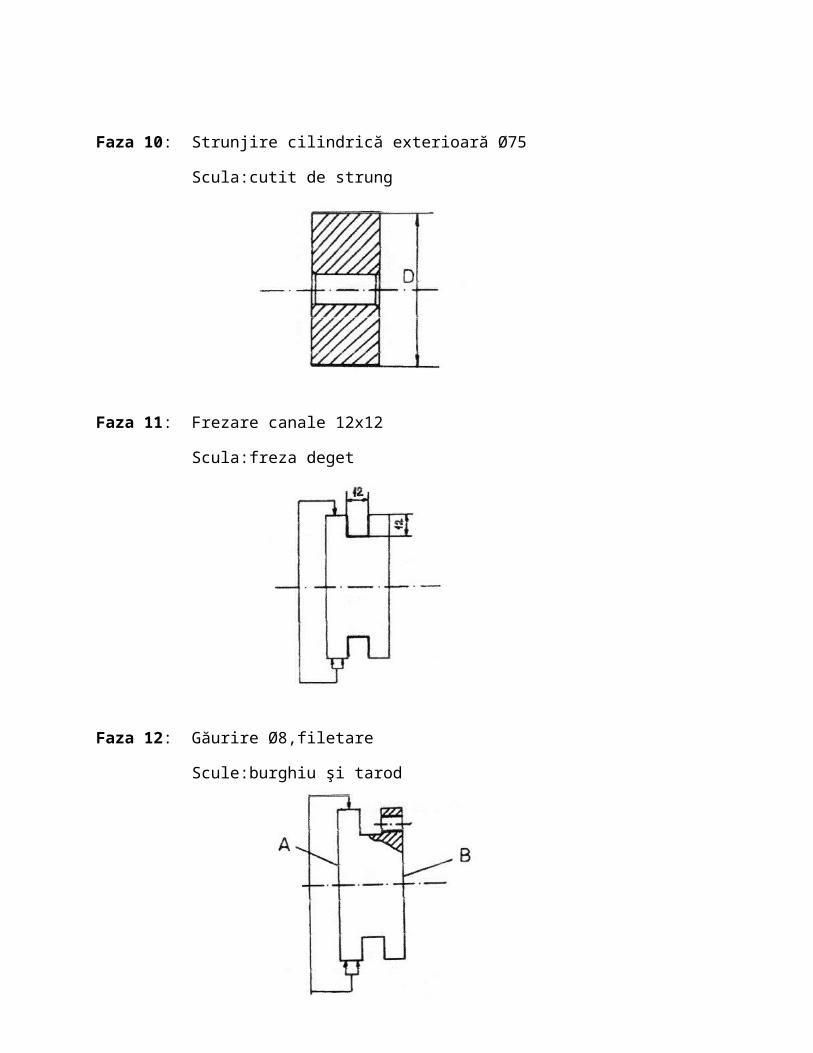
Faza 10: Strunjire cilindrică exterioară Ø75
Scula:cutit de strung
Faza 11: Frezare canale 12x12
Scula:freza deget
Faza 12: Găurire Ø8,filetare
Scule:burghiu şi tarod
58
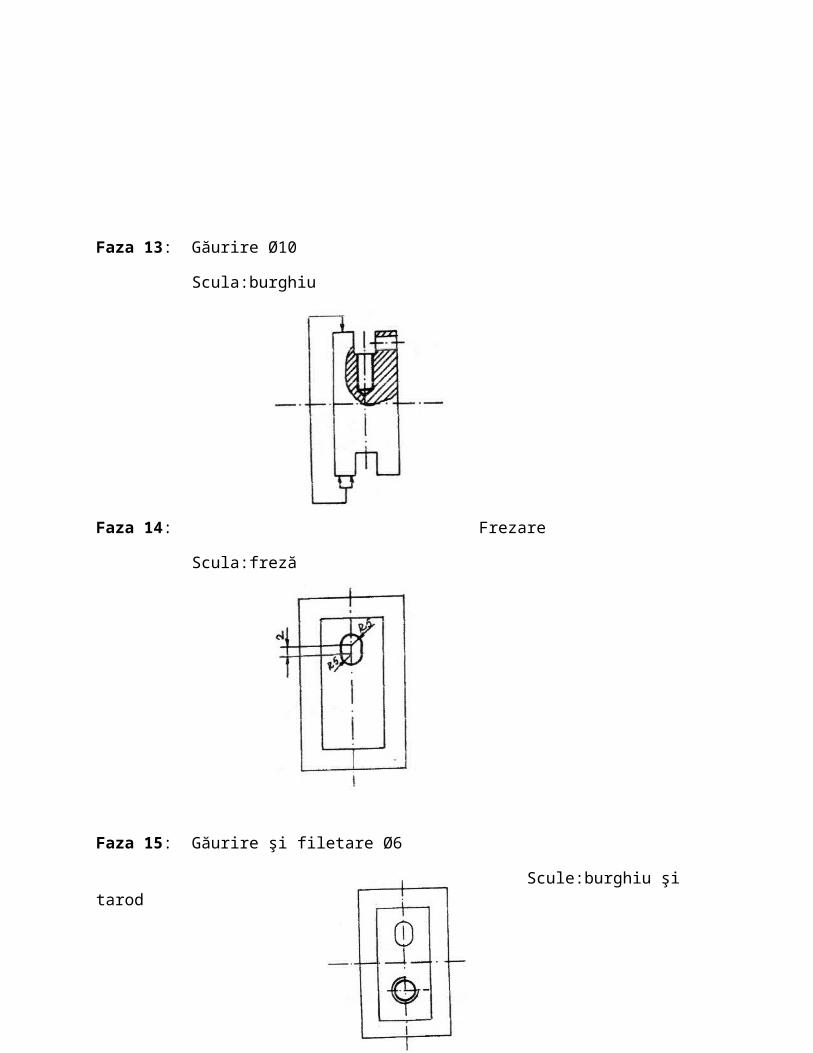
Faza 13: Găurire Ø10
Scula:burghiu
Faza 14: Frezare
Scula:freză
Faza 15: Găurire şi filetare Ø6
Scule:burghiu şi tarod
59

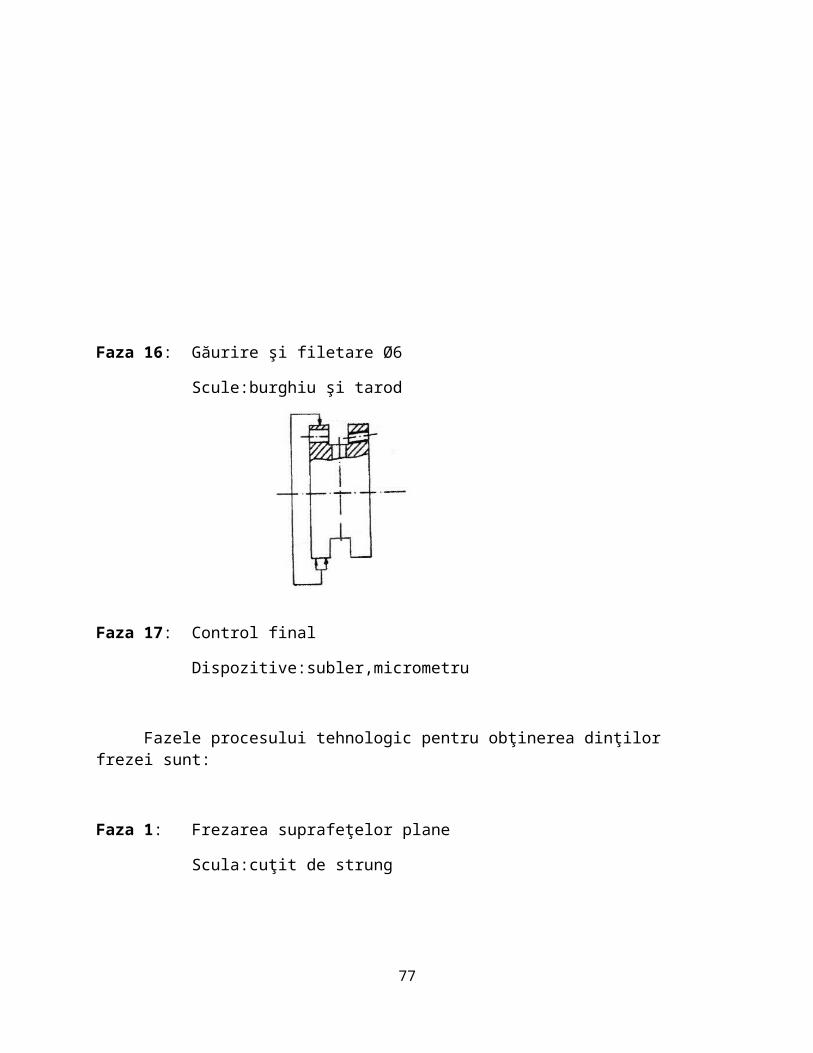
Faza 16: Găurire şi filetare Ø6
Scule:burghiu şi tarod
Faza 17: Control final
Dispozitive:subler,micrometru
Fazele procesului tehnologic pentru obţinerea dinţilor frezei sunt:
Faza 1: Frezarea suprafeţelor plane
Scula:cuţit de strung
60
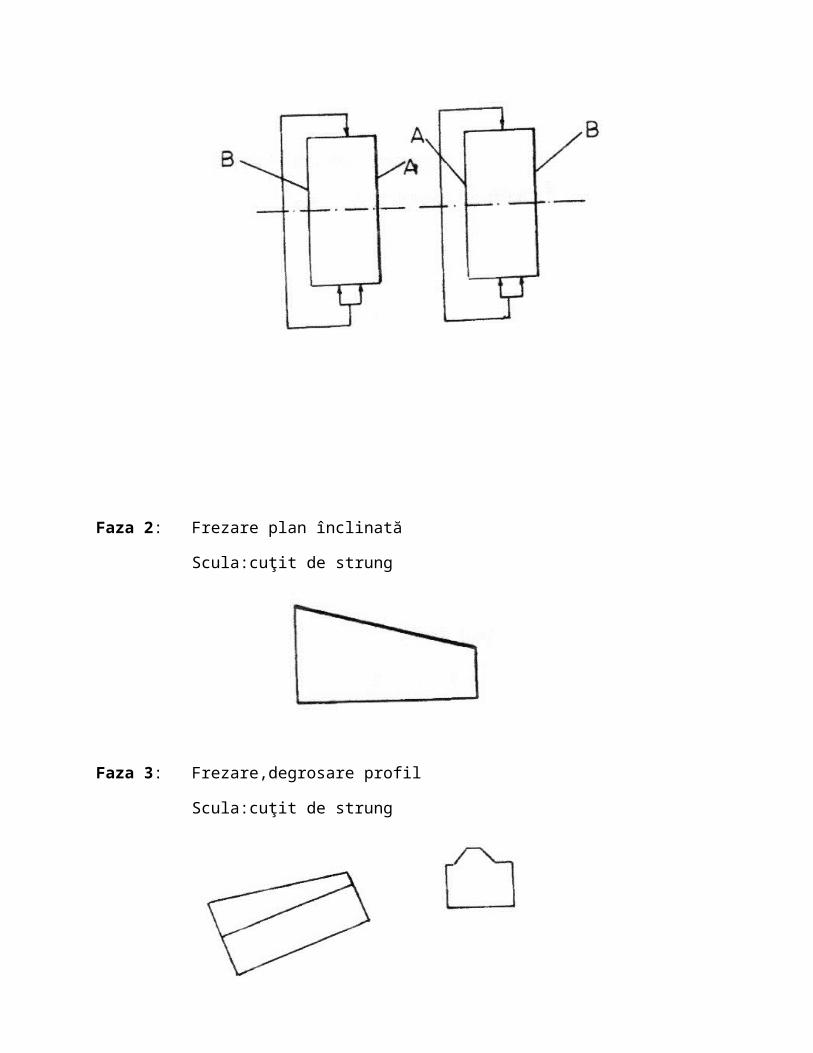
Faza 2: Frezare plan înclinată
Scula:cuţit de strung
Faza 3: Frezare,degrosare profil
Scula:cuţit de strung
Faza 4: Tratament termic
Călire, revenire înaltă. Duritate după tratamentul termic 60÷64 HRC
Faza 5: Control
Dispozitiv:durimetru
Faza 6: Rectificarea suprafetelor plane
61
Scula:disc abraziv
Faza 7: Rectificare profil
Scula:disc abraziv profilat
Faza 8: Control final
Dispozitive:subler,micrometru,profilograf.
62
Capitolul 8
APRECIERI TEHNICO-ECONOMICE PRIVIND EXECUŢIA FREZELOR FLUTURE
Se face un calcul economic pentru freza,luând în considerare doar costul materialului necesar şi costul manoperei.
Volumul de material necesar realizării unei freze fluture este:
v = π·r2 · L=22682,29 [mm3 ]
Masa acestei cantităţi este:
m = ρ·v = 10,14·22682,29 = 230[g]
Preţul de cost al unui kilogram de semifabricat este de 21500lei.
Astfel,costul materialului necesar este de 4945 lei.
Pentru calculul manoperei se va ţine cont de timpii necesari (de lucru efectiv şi auxiliari) corespunzători fazelor de lucru la care lucrează muncitorii cu calificările respective.
Acesti timpi, consideraţi pentru o bucată sunt:
Faza 1:3 min. - Categoria IV
Faza 2:4 min. - Categoria IV
Faza 3:3 min. - Categoria IV
Faza 4:30 min. - Categoria V
Faza 5:2 min. - Categoria V
Faza 6:2 min. - Categoria IV
Faza 7:2 min. - Categoria IV
Faza 8:3 min. - Categoria IV
63
Faza 9:1 min. - Categoria IV
Faza 10:4 min. - Categoria IV
Faza 11:8 min. - Categoria IV
Faza 12:6 min. - Categoria IV
Faza 13:3 min. - Categoria IV
Faza 14:4 min. - Categoria IV
Faza 15:5 min. - Categoria IV
Faza 16:7 min. - Categoria IV
Faza 17:30 min. - Categoria V
Faza 1':40 min. - Categoria IV
Faza 2':6 min. - Categoria IV
Faza 3':12 min. - Categoria IV
Faza 4':30 min. - Categoria V
Faza 5':3 min. - Categoria V
Faza 6':30 min. - Categoria V
Faza 7':45 min. - Categoria VI
Faza 8':15 min. - Categoria VI
Timpii totali pe respectivele categorii sunt:
Categoria IV : 1,88h Categoria V : 2.08h Categoria VI : 1h
Salariile pe o luna de munca,respectiv pentru 170h sunt:
Categoria IV : 150 RON Categoria V : 165 RON Categoria VI : 180 RON
64
Astfel,costul salariilor pentru o freza este : 47364,7 RON.
Costul cumulat al materialului necesar şi al manoperei este : 52309,7 RON.
Capitolul 9
Proiect de specialitate
Tema proiectului : Să se proiecteze cinematic un mecanism de reglare în trepte a turației constituit din 3 grupe cinematice pentru care se cunosc următoarele date :
z = 10 turații
φ = 1.24 rație
Etape :
1. Se stabilește structura de bază zb care permite realizarea numărului impus z de trepte de turații și se determină numărul de turații suprapuse;
2. Pentru această structură de bază zb se calculează numărul N de variante structurale posibile pentru care se scriu ecuațiile structurale;
3. Se modifică indicii din ecuațiile structurale pentru a obține numărul de suprapuneri calculat în etapa 1;
4. Se trasează diagrame structurale pentru ecuațiile modificate se verifică la condiția constructivă și se alege varianta structurală optimă;
5. Se trasează diagrama de turații pentru structura optimă cu suprapuneri.
Există situații în care realizarea unei anumite structuri cinematice impune suprapunerea voită a unui anumit număr de turații (o turație suprapusă se obține pe două trasee cinematice diferite) :
1. Dacă numărul z de turații care trebuie realizat la arborele principal nu poate fi sub forma z = zk ∙ 3k 2
z = 21 turații
z = 21 = 3∙7
zb = 24 = 31 ∙23 → zs=zb−z=24−21=3 turații suprapuse
2. Dacă este necesar ca turațiile din zona medie a gamei de turații care este cea mai mare solicitare să se realizeze pe trasee cinematice diferite astfel încat să se evite uzura excesiva a anumitor arbori și roți dințate.
65
3. În cazul în care se impune reducerea numărului de arbori din structura mecanică de reglare din punct de vedere cinematic suprapunerea turațiilor se obține prin reducerea exponenților x al rației φx a progresiei geometrice pe care o formează raportul de transmitere din fiecare grupă cinematica
Dacă se egalizează expresiile gamei de reglare mn a turațiilor scrise ca raportul dintre turațiile maxime și minime ca raport intre raportul maxim și raportul minim se obțin x expresiile pentru m,z de turații
z = 1 +∑i=1
w
( pi−1)x i
w - numărul de grupe cinematice din structura respectivă
pi - numărul de raporturi de transmitere din grupa cinematica "i"
x i - x corespunde grupei respective
z = n1 , n2 ,…,nx
z = 3(1) 3(3) 2(9)
z = 18
ω = 3
pi = 3 raporturi = p2 x1 = 1
x2 = 3
x3 = 9
p3 = 2 raporturi
Din această relație se observă că reducerea valorii x i in grupa "i" cu o unitate duce la micșorarea numărului x de turații cu pi−1 turații
z = 1 + (3-1) ∙ 1 + (3-1) ∙ 3 + (2-1) ∙ 9 = 18 turații
3(1) 3(3) 2(8) = 1 + (3-1) ∙ 1 + (3-1) ∙ 3 + (2-1) ∙ 8 = 17 turații
Pentru evitarea discontinuitaților din șirul de turații în cazul în care se micșoreaza "x" într-o grupă auxiliară este necesar să se opereze corespunzător și asupra lui "x" din grupa următoare.
3(1) 3(2) 2(7)
z = 1 + 2 + 4 + 7 = 14 turații
z = 10
66

zb = 12 = 23 ∙3
N = (W !)2
K1! ∙ K2!=w=3
K1=2
K2=1
N = 362
=18
2(1) 2(2) 3(4)
2(1) 2(6) 3(2)
2(2) 2(1) 3(4)
2(6) 2(1) 3(2)
2(6) 2(3) 3(1)
2(3) 2(6) 3(1)
2(1) 3(2) 2(6)
2(1) 3(4) 2(2)
2(3) 3(1) 2(6)
2(6) 3(1) 2(3)
2(6) 3(2) 2(1)
2(2) 3(4) 2(1)
3(1) 2(3) 2(6)
3(1) 2(6) 2(3)
3(2) 2(1) 2(6)
3(4) 2(1) 2(2)
3(4) 2(2) 2(1)
3(2) 2(6) 2(1)
67
2(1) 2(2) 3(4)
z = 4+2+xk = 10
2∙xk = 6 → 2(1) 2(2) 3(3) ecuație modificată
xk = 3
3(1) 2(3) 2(6)
z = 1 + (3-1)∙1 + (2-1) ∙ 3 + (2-1) ∙ 6 = 12
z = 6 + xk = 10 → Ecuația modificată 3(1) 2(3) 2(4)
zk = 4
Ecuațiile modificate sunt :
2(1) 2(2) 3(3)
2(1) 2(4) 3(2)
2(2) 2(1) 3(3)
2(4) 2(1) 3(2)
2(4) 2(3) 3(1)
2(3) 2(4) 3(1)
2(1) 3(2) 2(4)
2(1) 3(3) 2(2)
2(3) 3(1) 2(4)
2(4) 3(1) 2(3)
2(4) 3(2) 2(1)
2(2) 3(3) 2(1)
3(1) 2(3) 2(4)
68

3(1) 2(4) 2(3)
3(2) 2(1) 2(4)
3(3) 2(1) 2(2)
3(2) 2(4) 2(1)
3(3) 2(2) 2(1)
(p-1) x max ≤ y = log8log φ
Ecuația structurală (p-1) x max = yφ = 1.25 y = 9
3(1) 2(3) 3(6)2(1) 3(6) 3(2)
(3-1)∙6 ≤ 9(3-1)∙6 ≤ 9
NUNU
ECUAȚIA STRUCTURALĂ (p-1) x max = yφ = 1.25 y = 9
2(1) 2(2) 3(3)2(1) 2(4) 3(2)2(2) 2(1) 3(3)2(4) 2(1) 3(2)2(4) 2(3) 3(1)2(3) 2(4) 3(1)
(3-1)∙3≤9(2-1)∙4≤9(3-1)∙3≤9(2-1)∙4≤9(2-1)∙4≤9(2-1)∙4≤9
DADADADADADA
2(1) 3(2) 2(4)2(1) 3(3) 2(2)2(3) 3(1) 2(4)2(4) 3(1) 2(3)2(4) 3(2) 2(1)2(2) 3(3) 2(1)
(2-1)∙4≤9(3-1)∙3≤9(2-1)∙4≤9(2-1)∙4≤9(2-1)∙4≤9(3-1)∙3≤9
DADADADADADA
3(1) 2(3) 2(4)3(1) 2(4) 2(3)3(2) 2(1) 2(4)3(3) 2(1) 2(2)3(2) 2(4) 2(1)3(3) 2(2) 2(1)
(2-1)∙4≤9(2-1)∙4≤9(2-1)∙4≤9(3-1)∙3≤9(2-1)∙4≤9(3-1)∙3≤9
DADADADADADA
Diagrama structurală optimă corespunde ecuației 2(1) 3(2) 2(4).
2(1) 3(2) 2(4) Ecuația optimă
69
φ = 1.25 = 3√2 → φ3=2 → 14
≤i j≤ 2
Grupa 3 : 2(4) φ4 : φ−4 φ0
φ−3 φ1
φ−2 φ2
Grupa 2 : 3(2) φ2 φ−4 φ−2φ0
φ−3 φ−1 φ1
φ−2 φ0 φ2
Grupa 1 : 2(1) φ1 : φ−4 φ−3
φ−3 φ−2
φ−2 φ−1
φ−1 φ0
70
φ0 φ1
71
A = Dd1+Dd2=mz1+mz2
2=ct → z1+ z2=d
Etapele proiectării mecanismului de reglare cu roți de schimb utilizat în lanțul cinematic principal a unei mașini de danturat cu freză melc.
E1. Stabilirea domeniului de turații la arborele principal și calculul gamei de reglare a turației Nm
Se cunosc d smin = 50 mm V as min = 25m/min
d smax = 140 mm V as max = 50m/min
V as=π ∙d s ∙ nas
1000
nasmin=V asmin ∙1000
π ∙ ds max=56.84 rot /min
nasmax=318.30 rot /min
Se adoptă turațiile normalizate : n min = 60 rot/min
n max = 300 rot/min
Rn=n minn max
=5
E2. Pentru rația progresiei pe care o formeaza turațiile la arborele principal se adopta rația φ=1.25
E3. Stabilirea numărului de trepte de turații la arborele principal
n min..........n max → Z ; n1,n2,n3,...nz
72
nz = n1∙φ z−1 → log nz = log n1+(z-1) logφ → Z = 1+ log
nzn1
lg φ=
1+ log Rn
lgφ=
1+ log 5log1.25
→
→ z = 8.21 ≈ z = 8 trepte de turații
n1,n1,...,n8
E4. În funcție de condițiile de așchiere se alege pentru antrenarea lanțului cinematic principal un motor electric asincron cu P = 5.5KW și n0 = 1500 rot/min
E5. Reglarea turației se face in trepte unicul mecanism de reglare fiind o liră cu roți de
schimb având ecuația z l=8 (1 )=8 tur ații .
E6. Se stabilesc valori normalizate pentru turațiile n1 → n8
φ = 1.25 = (1.06¿¿4 = R40/4
n1=60 rot /min
n2=75 rot /min
n3=95 rot /min
n4=118rot /min
n5=150 rot /min
n6=190 rot /min
n7=236 rot /min
n8=300 rot /min
E7. Pe baza datelor și a condițiilor de așchiere și analizând structura unor mașini unelte similare se stabilește schema cinematica pentru lanțul cinematic principal al mașinii de danturat.
73
E8. Trasarea diagramei de turații
74
i8=2579
=φx=> x =
log 25/79log1.25
=> i8=φ−5
i7=2525
=φx=> i7=φ0
i6=φ0
i5=4636
=> φx=> x = log 46 /36log 1.25
=0.79 => i5=φ1
i4=φ0
i3=2544
=> φx=> x = log 25/44log 1.25
=> -2.5 => i3=φ2.5
i2=2540
=> x = log 25/40log 1.25
=> i1=φ−2
i1=125190
=> x = log 125/190
log1.25 => i1=φ−2
E9. Determinarea numărului de dinți ale roților din setul lireia. Datorită simetriei diagramei de turații a lirei cu roți de schimb la proiectarea
mecanismului se vor considera într-o primă etapă numai primele 4 rapoarte il1→il4
Rapoartele il5 →il8 se obțin ca valoare inversă a primelor 4 rapoarte
Se scriu rapoartele il1 →il4 și se calculează conform diagramei de turații
il1=φ−3.5=0.457
il2=φ−2.5=0.572
il3=φ−1.5=0.715
il4=φ−0.5=0.894
b. Se aplică metoda înmulțirilor succesive astfel încât să se aproximeze fiecare
dintre rapoartele il1 →il4 cu un raport f j
g j cu f j și g j numere prime între ele.
il1=f 1
g1 il1 = 0.457 * 1 = 0.457
75
* 2 =
* 3 =
0.457 * 7 = 4.998 ≈ 5
=> il1=57
Δil1=0.456−0.457
0.457∙100=1.8 %
Pentru fiecare dintre rapoartele de transmisie il1...il4 se determină prin metoda înmulțitilor succesive,2 numere prime între ele,f j / g j care să aproximeze cât mai bine rapoarte de transmitere considerat.
il1=0.457∗1=0.457
* 2 = 0.914
* 3 = 1.371
* 4 = 1.828
* 5 = 2.285
* 6 = 2.742
* 7 = 3.199
* 8 = 3.656
* 9 = 4.113
* 10 = 4.570
* 11 = 5.027 ≈ 5 => i l1=5
11=0.454
Δl1=0.454−0.457
0.477∙ 100=−0.53 %
* 12 = 5.484
* 13 = 5.941
76
* 14 = 6.398
* 15 = 6.855
* 16 = 7.312
* 17 = 7.769
* 18 = 8.226
* 19 = 8.693
* 20 = 9.14
* 21 = 9.597
* 22 = 10.054 ≈ 10 => il1=1622
= 511
* 23 = 1.51
* 24 = 10.96 ≈ 11 => il1=1124
=0.458=>Δil1=0.21 %
* 35 = 15.99 ≈ 16 => il1=1635
=0.457=> Δil1=0%
Deci raportul i l1se aproximează cu raportul f 1
g1
=1635
il2=0.572∗1=0.572
* 2 = 1.144
* 3 = 1.716
* 4 = 2.288
* 5 = 2.86
* 6 = 3.432
* 7 = 4.004 ≈ 4 => il2=47=0.571=> il2=−0.17 %
77
Se aproximează il2 cu f 2
g2
= 47
il3=0.715∗1=0.715
* 2 = 1.43
* 3 = 2.86
* 4 = 2.86
* 5 = 3.575
* 6 = 4.29
* 7 = 5.005 ≈ 5 => il3=57=0.714 => Δil3=0.003 %
Se aproximează il3 cu f 3
g3
=57
il4=0.894∗1=0.894
* 2 = 1.78
* 3 = 2.68
* 4 = 3.57
* 5 = 4.47
* 6 = 5.36
* 7 = 6.25
* 8 = 7.152
* 9 = 8.046 => il4=89=0.888 => Δil4=−0.57 %
* 10 = 8.94
* 11 = 9.83
* 12 = 10.72
* 13 = 11.62
78
* 14 = 12.51
* 15 = 13.41
* 16 = 14.30
* 17 = 15.19
* 18 = 16.04
* 19 = 16.98 ≈ 17 => il4=1719
=0.8947 => Δil4=0.08 %
Se aproximează il4 cu f 4
g4
=1719
c. Se determină valoarea K(f j+g j¿
il j f j
g j
f j+g j
0,4570,5720,7150,894
16/354/75/7
17/19
16+35=51=3,174+7=11
5+7=12=22 ∙317+19=36=22 ∙32
K = C W W W C (51,11,12,36) = 22 ∙32 ∙11 ∙ 17=6732
d. Se determină valoarea E care asigură roții celei mai mici din grupa lirei un număr minim de 17 dinți
E ≥ f a+ga
K ∙ f a unde
f a
ga
=raportul minim din grupalirei încazul de fațăf a
ga
=il1=1635
deci E ≥
16+356732∙ 16
=0,00047 ≈ 1 => E ≈ 1
e. Se calculează 2∙z0=¿ suma numărului de dinți ale perechilor de roți din setul lirei
cu relația 2z0=K ∙ E care trebuie supusă condiției 2z0≤ 120 dinți din considerente legate de gabarit
2z0=K ∙ E=6732 ∙ 1=6732 ≥120 dinți
79
f. Se elimină raportul il1 și il2 și se determină numărul de dinți ale roților
corespunzătoare rapoartelor il3 și il4 pe baza aceleiași metode
Deci il3=0.75=57
il4=0,894=1719
K = C W W W C (f 3+g3 , f 4+g4¿ = C W W W C(12,36) = 36
E ≥ 17∙f 3+ g3
K ∙ f 3
=17 ∙5+735∙5
=1.133≈ 2
2∙ze = K∙ E = 36 ∙2 = 72 dinți < 120 dinți
Numărul de dinți ale roților rezultă cu relația :
zk=2 ∙ z0 ∙f k
f k+gk
; zk' =2 z0
gk
f k+gk
, K = 3.4
Deci z3=2 z0
f 3
f 3+g3
=72 ∙5
5+7=30 dinți
z3' =2 z0
g3
f 3+g3
=72 ∙7
5+7=42 dinți => il3=
3042
z4=2 z0
f 4
f 4+g4
=72∙17
17+19=34 dinți
z4' =2 z0
g4
f 4+g4
=72∙19
17+19=38 dinți => il4=
3438
g. Pentru suma numărului de dinți calculată la f. (2z0=72 dinți¿se revine la
rapoartele eliminate il1 și il2 , și se determină numărul de dinți ale roților cu relația :
zm=2 z0=ilm
1+ilm : zm=2 z0=
1i+i lm
=> m = 1.2
80
z1=2 z0 ∙il1
1+il1
=72 ∙0,457
1+0,457=22.58 ≈23 dinți
z1' =2 z0
11+ il1
=72∙1
1+0.457=49.41 ≈ 49 dinți => il1=
2349
z2=2 z0=il2
1+il2
=72∙0,572
1+0,572=26,19≈ 26 d inți
z2' =2 z0=
11+il2
=72∙1
1+0,572=45,80 ≈ 48 dinți => il2=
2648
h. Rapoartele de transmitere realizate cu lira cu roți de schimb și setul de roți ale lirei :
il1=2349
; il2=2646
; il3=3042
; il4=3438
;
il5=1
il4
=3834
; il6=1il3
=4230
; il7=1il2
= 4626
; il8=1il1
= 4923
;
Deci setul de roți de schimb va fi :
23,26,30,34,38,42,46,49 dinți
BIBLIOGRAFIE
81
1. C. Minciu și V. Matache - " Proiectarea și tehnologia sculelor pentru mecanica fină". E.T.Bucuresti.
2. C. Constantinescu - "Teoria așchierii în mecanica fină". U.T. Iași.3. M. Aelenei și R. Constantin - "Reglarea mașinilor de danturat pentru mecanica fină". Vol.
I și II, E.D.P. București,1980.4. Gh. Lungu - " Mașini Unelte pentru mecanica fină". E.D.P. București,1981.5. M. Cozmînca - "Scule așchietoare - Îndrumar de proiectare". I.P. Iași,19726. Institutul român de standardizare - "Scule așchietoare și portscule pentru prelucrarea
metalelor".(colecția STAS),vol. I și II, E.T.
82