sistemul de Ţevi industriale raupex ti raupex ro.pdfsistemul de ţevi industriale raupex este...
TRANSCRIPT

Valabil începând din ianuarie 2009
REHAU îşi rezervă dreptul la modificări
www.rehau.ro
Construcţii
Automotive
Industrie
SISTEMUL DE ŢEVI INDUSTRIALE RAUPEX®
INFORMAŢII TEHNICE 876600
2
SISTEM DE ŢEVI INDUSTRIALE RAUPEX®
CUPRINS
1. . . . . . . Informaţii si instrucţiuni de siguranţă . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2. . . . . . . Descrierea sistemului . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82.1 . . . . . Domenii de utilizare . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82.2 . . . . . Limite de folosire . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82.3 . . . . . Părţi integrante ale programului…. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
3. . . . . . . Ţeava . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103.1 . . . . . Materialul ţevii . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103.1.1. . . . Proprietăţile materialului . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 113.1.2. . . . Valori caracteristice ale PE-Xa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 113.1.3. . . . Rezistenţă chimică . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 113.2 . . . . . Rezistenţă în timp . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 123.3 . . . . . Tipuri de ţevi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 133.3.1. . . . RAUPEX-A . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 133.3.2. . . . RAUPEX-K . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 133.3.3. . . . RAUPEX-O . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 133.3.4. . . . RAUPEX-UV . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 133.3.5. . . . RAUTHERM-FW . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
4. . . . . . . Îmbinarea cu manşon alunecător . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 144.1 . . . . . Îmbinare cu manşon alunecător metalic . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 144.1.1. . . . Instrucţiuni de siguranţă şi informaţiii . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 144.1.2. . . . Descriere . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 154.1.3. . . . Materialul fitingurilor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 154.1.5. . . . Scule de montaj . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 164.1.5.1 . . Privire generală de ansamblu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 164.1.5.2 . . Instrucţiuni de întreţinere . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 174.1.6. . . . Execuţie îmbinare 20-40 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 184.1.7. . . . Execuţie îmbinare 40-110 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 194.1.8. . . . Execuţie îmbinare 125-160 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 204.1.9. . . . Demontarea unei îmbinări cu manşon alunecător . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
5. . . . . . . Mufă sudabilă prin electrofuziune, din PE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 225.1 . . . . . Instrucţiuni de siguranţă şi informaţiii . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 225.2 . . . . . Descriere generala . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 235.3 . . . . . Material . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 235.4 . . . . . Limite de folosire . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 235.5 . . . . . Scule de montaj . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 235.5.1. . . . Aparat sudură . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 235.5.2. . . . Tăietor şi răzuitor de ţeavă . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 235.6 . . . . . Execuţie îmbinare . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 255.7 . . . . . Montaj colier pentru găurire . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 265.8 . . . . . Indicaţii pentru sudarea mufei prin electrofuziune şi a colierului de găurire . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 275.9 . . . . . Colier stuţ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
3
6 . . . . . . Mufă sudabilă prin electrofuziune FUSAPEX . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 296.1 . . . . . Informaţii şi instrucţiuni de siguranţă . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 296.2 . . . . . Părţi integrante ale programului . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 306.2.1 . . . Mufă prin electrofuziune FUSAPEX . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 306.2.1.1 . . Descriere . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 306.2.1.2 . . Proprietăţi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 306.2.1.3 . . Date tehnice FUSAPEX . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 306.2.1.4 . . Rezistenţă chimică . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 306.2.1.5 . . Clasificarea condiţiilor de exploatare conform DIN EN ISO 15875 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 316.2.2 . . . Scule de montaj . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 316.2.2.1 . . Aparat de sudură monomatic . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 316.2.2.2 . . Tăietor de ţeavă şi răzuitor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 326.2.3. . . . Certificarea şcolarizării FUSAPEX . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 336.3 . . . . . Îmbinarea cu mufă prin electrofuziune FUSAPEX . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 346.3.1. . . . Pregătirea uneltelor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 346.3.2 . . . Verificarea ţevilor şi a fitingurilor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 346.3.3 . . . Tratarea preliminară a capetelor de ţeavă . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 346.3.4 . . . Îmbinarea capetelor de ţeava cu FUSAPEX . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 356.3.5 . . . Instrucţiuni pentru sudarea cu mufă prin electrofuziune FUSAPEX . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 366.4 . . . . . Transport si depozitare . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
7 . . . . . . Directivă pentru aparate sub presiune 97/23/EG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
8 . . . . . . Tehnica instalaţiilor de aer comprimat . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 398.1 . . . . . Generalităţii . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 398.2 . . . . . Costuri energetice ale aerului comprimat . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 398.3 . . . . . Avantajele sistemului de ţevi industriale RAUPEX în tehnica aerului comprimat . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 398.4 . . . . . Calitatea aerului compimat . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 408.4.1 . . . Clasa de calitate pentru dimensiunea maximă a pieselor şi numărul maxim de piese . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 408.4.2 . . . Clasa de calitate pentru conţinutul de apă . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 408.4.3 . . . Clasa de calitate pentru conţinutul de ulei . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 408.4.4 . . . Exemple pentru descrierea calităţii aerului comprimat 8.5 . . . . . Dimensionare . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 428.5.1 . . . Determinarea presiunii de lucru . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 428.5.2 . . . Determinarea debitului volumic . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 428.5.3 . . . Determinarea lungimii ţevii . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 428.5.4 . . . Determinarea căderii de presiune . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 438.5.5 . . . Determinarea diametrului de ţeava cu ajutorul nomogramei . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 438.5.6 . . . Dimensionarea ţevii de aer comprimat SDR 11 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 448.5.7 . . . Dimensionarea ţevii de aer comprimat SDR 7,4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 458.6 . . . . . Exemple de aplicare . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 468.6.1 . . . Robinet sferic . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 468.6.2 . . . Doza de distribuţie a aerului comprimat . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46

4
9. . . . . . . Tehnica instalaţiilor de apă răcită . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 479.1 . . . . . Generalităţi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 479.2 . . . . . Dimensionare . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 479.2.1. . . . Formular pentru calcularea pierderii de presiune . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 489.2.2. . . . Exemplu de calcul al pierderii de presiune . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 499.2.3. . . . Apă rece SDR 11 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 509.2.4. . . . Apă rece SDR 7,4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 519.2.5. . . . Formular pentru determinarea pierderii de presiune . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
10. . . . . . Transport materie solidă . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5310.1 . . . . Transport hidraulic materie solidă . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5310.2 . . . . Transport pneumatic materie solidă . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
11. . . . . . Montaj şi instalare . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5411.1 . . . . Montaj îngropat . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5411.1.1. . . Lucrări de terasamente . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5411.1.2. . . Verificarea ţevilor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5411.1.3. . . Particularităţi la manipularea legăturilor inelare . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5511.1.4. . . Raze minime de curbură la montajul îngropat . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5511.1.5. . . Umplere şanţ pentru ţeavă . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5511.2 . . . . Aşezarea în conducte goale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5511.3 . . . . Instalarea în canalul de cablu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5511.4 . . . . Instalarea în conexiune cu sistemul purtător de cablu (pat de cablu) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5511.4.1. . . Instalarea în KTS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5511.4.2. . . Instalarea sub sau lângă KTS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5511.5 . . . . Instalare liberă cu semicămaşă de dilatare cu agrafă . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5611.5.1. . . Montaj latură de îndoire cu semicămaşă de dilatare cu agrafă . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5611.5.2. . . Calcul braţ îndoire . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5711.5.3. . . Exemplu de calcul . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5711.5.4. . . Determinarea pe diagramă a braţului de îndoire . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5711.6 . . . . Instalarea liberă fară semicămaşă de dilatare cu agrafă . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6011.6.1. . . Montarea cu latură de îndoire . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6011.6.2. . . Instalarea cu pretensionare . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
12. . . . . . Cleme de ţeavă REHAU . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6312.1 . . . . Cleme de ţeavă cu şi fără eclisă . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6312.2 . . . . Cleme pentru montaj pe perete . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
13. . . . . . Marcajul conductelor de ţeavă . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6513.1 . . . . Culorile de marcaj . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6513.2 . . . . Etichete autoadezive . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
14. . . . . . Protecţia contra incendilor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6614.1 . . . . Volum al materialelor inflamabile . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6614.2 . . . . Manşete de protecţie contra propagării incendiului . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66
15. . . . . . Exemple din practică . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67
16. . . . . . Protocol verificare sub presiune . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
17. . . . . . Norme, prescripţii, directive . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69

RAUTITAN PX – MANşON ALUNECĂTOR şI FITINgURIINTRODUS PE PIAŢĂ ÎNCEPÂND CU 01.01.2010
Manşoanele alunecătoare din polimer şi fitingurile RAUTITAN PX din PVDF negru respectiv PPSU, nu sunt acceptate pentru utilizarea în cadrul sistemului de ţevi industriale RAUPEX. De aici rezultă incepand cu 01.01.2010 o modificare a codului de articol, pentru manşoanele alunecătoare şi fitingurile din alamă, aferente grupei de presiune SDR 7,4.
5

Instrucţiuni la aceste informaţii tehnice
Valabilitate Aceasta informaţie tehnică este valabilă pentru toate ţările Uniunii Europene (UE).
NavigaţieLa inceputul acestei informaţii tehnice găsiţi un cuprins detaliat cu titluri ierarhice si numărul de pagină corespunzator.
Instrucţiuni privind siguranţa
Informaţii de natură juridică
Informaţii importante care trebuie luate în considerare
Informaţii pe Internet
Avantaje pentru dumneavoastră.
Actualitatea informaţiei tehnice Vă rugăm să verificaţi pentru siguranţa dumneavoastră şi pentru utilizarea corecta a produselor noastre, la intervale de timp regulate, dacă informaţia tehnică pe care o aveţi, se află deja disponibilă într-o nouă versiune. Data ediţiei infomaţiei tehnice se află întodeauna imprimată în stânga jos pe coperta din faţă. Informaţia tehnică actuală o primiţi de la reprezentanţa dumneavoastră comercială REHAU, comercianţii en gros de specialitate precum şi prin download de pe internet la: www.rehau.ro.
Instrucţiuni de siguranţă şi de folosire - Citiţi instrucţiunile de siguranţă şi de folosire cu atenţie şi în
totalitate, înainte de începerea montajului, pentru propria siguranţă şi pentru siguranţa altor persoane.
- Păstraţi instrucţiunile de folosire şi puneţi-le la dispoziţie beneficiarului.
- În cazul în care nu aţi înţeles instrucţiunile de siguranţă sau anumite instrucţiuni de montaj, sau acestea sunt neclare pentru dumneavoastră, adresaţi-vă biroului dumneavoastră de vânzări REHAU.
Folosirea corespunzătoare Sistemul de ţevi industriale REHAU-RAUPEX, este aprobat să fie proiectat, instalat si exploatat aşa cum a fost descris în prezenta informaţie tehnică. Orice altă utilizare nu este corespunzătoare şi de aceea nu este permisă.
6
1 SISTEMUL DE ŢEVI INDUSTRIALE RAUPEX®
INFORMAŢII şI INDICAŢII REFERITOARE LA SIgURANŢĂ

Condiţii de personal - Permiteţi montarea sistemelor noastre doar de către personal
autorizat şi şcolarizat.- Permiteţi efectuarea lucrărilor la instalaţii electrice doar de către
persoane instruite şi autorizate pentru aceasta.
Echipament de lucru- Purtaţi ochelari de protecţie, îmbrăcăminte de lucru şi pantofi de
siguranţă, cască de protecţie, şi în cazul părului lung o plasă de păr. - Nu purtaţi haine largi sau bijuterii. Acestea pot fi prinse de părţi
mobile. - Purtaţi la lucrările de montaj în vârful capului sau peste cap o cască
de protecţie.
La montaj - Citiţi şi respectaţi întodeuana instrucţiunile de utilizare a sculei de
montaj REHAU utilizate.- Foarfeca de ţevi REHAU are o lamă ascuţită. Depozitaţi-o şi
manipulaţi-o astfel încât să nu rezulte nici un pericol de rănire de la foarfeca REHAU.
- Aveţi în vedere la tăierea ţevilor, distanţa de siguranţă între mână şi scula tăietoare.
- Nu intindeţi niciodată mâna în timpul operaţiei de tăiere în zona de tăiere a uneltei sau către piesele mobile.
- După operaţia de lărgire, capătul lărgit de ţeavă, revine la forma sa iniţiala (Efect de memorie a formei). Nu împingeţi în această fază obiecte străine în capătul de ţeavă lărgit.
- Nu întindeţi niciodată mâna în timpul operaţiei de presare în zona de presare a uneltei sau către piese mobile.
- Pâna la încheierea operaţiei de presare, fitingul poate cădea din ţeavă. Pericol de rănire!
- În timpul lucrărilor de întreţinere sau de curăţenie şi la schimbarea locului de montaj se scoate în principal ştecherul uneltei, sau se asigură contra pornirii neintenţionate.
La montajul instalaţiilor de ţevi, respectaţi toate prescripţiile naţionale şi internaţionale valabile, de montaj, instalare, prevenire a accidentelor şi prescripţiile de siguranţă, precum şi această informaţie tehnică. Domeniile de utilizare, ce nu sunt cuprinse în această informaţie tehnică (aplicaţii speciale) necesită consultarea departamentului nostru tehnic. Pentru o consiliere amănunţită adresaţi-vă la biroul dumneavoastră de vânzări REHAU. Indicaţiile referitoare la proiectare şi montaj se vor corela imediat cu respectivul produs REHAU. Se va face trimitere prin extrase la normele şi prescripţiile generale valabile. Aveţi în vedere întodeauna stadiul actual al directivelor, normelor si prescripţiilor.
Alte norme, prescripţii si directive cu privire la proiectarea, instalarea şi exploatarea instalaţiilor cu ţevi industriale vor fi luate de asemenea în considerare şi nu sunt parte integrantă a acestei infomaţii tehnice.
Măsuri generale de precauţie - Pastraţ locul de muncă curat si liber de obiecte ce v-ar putea
împiedica. - Asiguraţi iluminarea suficientă a locului dumneavoastră de muncă. - Tineţi la distanţă de unelte si locurile de montaj, copiii, animalele de
casă, precum şi persoanele neautorizate. Aceasta este valabil mai ales în timpul intervenţiilor asupra unor instalaţii deja existente.
- Utilizaţi pentru fiecare sistem de ţevi REHAU doar componentele prevăzute. Utilizarea componentelor străine, sau folosirea de unelte care nu provin din sistemul de instalaţii REHAU corespunzător, poate duce la accidente sau alte răniri.
7

8
În tot mai multe ramuri ale industriei, precum automobilism, chimie,şi industria energetică, se foloseşte sistemul de ţevi industriale RAUPEX pentru diferite aplicaţii.Tehnica rapidă şi sigură de instalare, siguranţa contra coroziunii, materialul uşor al ţevii şi costurile reduse de montaj, în conexiune cu aceasta, arată că RAUPEX uneşte multe avantaje într-un sistem. Sistemul de ţevi industriale RAUPEX indeplineşte cerinţele industriei conform soluţiilor sigure şi complete de sistem. Oferă un sortiment vast de ţevi de diferite culori, fittinguri, unelte şi alte accesorii, care vor fi descrise şi explicate mai detaliat în această informaţie tehnică.
2.1 Domenii de utilizareSistemul de ţevi industriale RAUPEX este autorizat pentru gaze industriale, lichide şi materiale solide în cadrul limitelor de folosire stabilite în aceasta informaţie tehnică pentru diferite ţevi şi fitinguri din punct de vedere al presiunii, temperaturii, şi rezistenţei chimice.
Utilizarea tipică de ţevi industriale pentru care se garantează sistemul de ţevi industriale RAUPEX este:- aer comprimat - vacuum- gaz inert - apa răcită - apă reziduală - transport agent de răcire (exclus freon!)- transport materie solidă Pentru utilizări care necesită o autorizare specială de sistem, precum transportul de gaze naturale, gaz lichefiat, gaze inflamabile, apă de băut, instalaţii de stingere a incendiilor, lichide alimentare şi altele, sistemul de tevi industriale RAUPEX nu este adecvat. REHAU oferă pentru aceste cazuri de utilizare, explicit alte sisteme dezvoltate în sortimentul de produse.
2 SISTEMUL DE ŢEVI INDUSTRIALE RAUPEX®
DESCRIEREA SISTEMULUI
2.2 Limite de folosirePentru presiune şi temperatură, limitele de utilizare ale componentelor de sistem sunt definite în următoarele locuri în cuprinsul acestui document:- ţevi: tabelul 3 în capitolul 3.2- îmbinarea metalică cu manşon alunecător: Tabelul 4 în capitolul
4.1.4- mufă cu electrofuziune, din PE: Tabelul 5 în capitolul 5.4- mufă cu electrofuziune FUSAPEX: Tabelul 10 până la 13 în capitolul
6.2.1.5
Pentru informaţii referitoare la rezistenţa chimică, vă rugăm să aveţi în vedere explicaţiile de la capitolul 3.1.3.
Responsabilitatea pentru verificarea capacităţii de folosire a produsului de la REHAU în utilizarea concretă se află în sarcina proiectantului, respectiv instalatorului, deoarece numai acesta cunoaşte condiţiile individuale şi condiţiile cadru.

Sistemul deţevi industriale RAUPEXComponente de sistem Imagine (exemplu) Scurtă descriere Aplicare
Ţeavă industrială RAUPEX Ţevile PE-Xa cu strat de acoperire colorat în două trepte de presare în dimensiunile de 20 mm până la 160 mm
Utilizări de ţevi industriale, ca de ex. Instalaţii de aer comprimat, vacuum, gaze inerte, instalaţii de apă rece, transport materie solidă, etc.
RAUTHERM-FW Ţeavă industrială de încălzire
Ţevile PE-Xa de culoare roşie cu strat suplimentar de barieră la difuzia oxigenului (EVOH) în dimensiunile de 20 mm pâna la 160 mm
Pentu circuite închise, în care trebuie să fie evitată introducerea prin difuziune a oxigenului.
Îmbinare cu manşon alunecător
Din cupru, respectiv bronz pentru îmbinarea pieselor matriţate la ţevi RAUPEX
Tehnică de îmbinare în dimensiunile de la 20 mm până la 160 mm
Mufă cu electrofuziune -îmbinare din PE100
Fitinguri din PE100 cu rezistenţă electrică integrată pentru îmbinarea ţevilor RAUPEX Nu sunt adecvate pentru îmbinarea ţevilor RAUTHERM-FW şi RAUTHERMEX
Tehnică de îmbinare pentru temperaturi de exploatare de la -40 °C până la +50 °C în dimensiunile de 20 mm pana la 160 mm
Se iau in considerare condiţiile de exploatare
(Mediu, presiune)!Îmbinare cu mufă prin electrofuziune FUSAPEX
Fitinguri din PEX cu rezistenţă electrică integrată pentru îmbinarea ţevilor RAUPEX, RAUTHERM-FW şi RAUTERMEX
Tehnică de îmbinare pentru temperaturi de exploatare de la - 40 °C pâna la +95 °C
Se iau in considerare condiţiile de exploatare
(Mediu, presiune)!Acesorii Cleme de teavă, semicămaşă
de dilatare cu agrafă, robineţi sferici, doze de distribuţie a aerului comprimat, cuple cu închidere rapidă. etc.
Componente de completare pentru sistemul de ţevi RAUPEX
Unelte RAUTOOL Set de scule pentru realizarea îmbinărilor cu manşon alunecător şi îmbinărilor cu mufe prin electrofuziune, răzuitor de ţeavă rotativ, foarfecă de ţeavă, tăietor de ţeavă etc.
Scula de utilizat este în funcţie de tipul îmbinării (manşon alunecător sau electrofuziune)
9
2.3 Părţi integrante ale programului
Tab. 1 Privire de ansamblu părţi integrante ale programului RAUPEX

10
3 SISTEM DE ŢEVI INDUSTRIALE RAUPEX®
ŢEAVĂ
Ţevile RAUPEX constau dintr-o ţeava de baza din polietilenă reticulată (PE-Xa) conform DIN 16892/93 şi un strat de acoperire colorat. Ţevile RAUPEX sunt oferite în două trepte de presiune cu diferite grosimi ale peretelui (SDR 11 si SDR 7,4). Noţiunea SDR este pentru „Standard Dimension Ratio“ şi descrie raportul diametrului exterior faţă de grosimea peretelui ţevii.
SDR = — ds
ecuaţia 1
d: diametrul exterior al ţevii [mm] s: grosimea peretelui [mm]
Fig. 1 Diametrul exterior şi grosimea peretelui unei ţevi RAUPEX
ExempluŢeava industriala RAUPEX 110x10mm d = 110 mm s = 10 mm
Aplicarea in ecuaţia 1:
d 110 mmSDR = — = — s 10mm
SDR = 11
Din ecuaţia 1 reiese că ţevile SDR 7,4 posedă un perete mai gros decât ţevile conform SDR 11. Astfel, aceste ţevi conform SDR 7,4 pot fi încărcate şi cu o presiune interioară mai mare decât ţevile SDR 11. Prin diametrul interior mai redus, la ţevile SDR 7,4, scade de fapt debitul de curgere la cca. 60% din valoarea ţevilor SDR 11. Din acest motiv este important, ca la alegerea ţevii ideale să se ia în considerare raportul presiune şi temperatură, precum şi randamentul de trecere pentru a obţine o soluţie generală economică.
3.1 Materialul ţevii Ţevile sistemului de ţevi industriale RAUPEX constau din materialul RAU-PE-Xa, o polietilenă reticulată,care este produsă după procedeul REHAU. La aceasta, polietilena se reticulează, prin creşterea de peroxid sub presiune şi temperatura mare. La acest proces, îmbinarea între macromolecule, este astfel produsă, încât se îmbină într-o reţea. Marcant pentru reticularea la mare presiune, este reticularea în topire, peste punctul de topire al cristalitului. Reacţia de reticulare are loc în timpul formării ţevii în dispozitivul pentru extruziune. Acest procedeu asigură şi la ţevile cu pereţi groşi o reticulare uniformă pentru întreaga grosime a peretelui. Ţevile reticulate la presiune înaltă pot fi încălzite peste temperatura de recristalizare făra pierderea calităţii. Aceasta face posibilă,modificarea permanentă a formei sau readucerea ţevii n forma iniţială prin tratamentul termic.
11
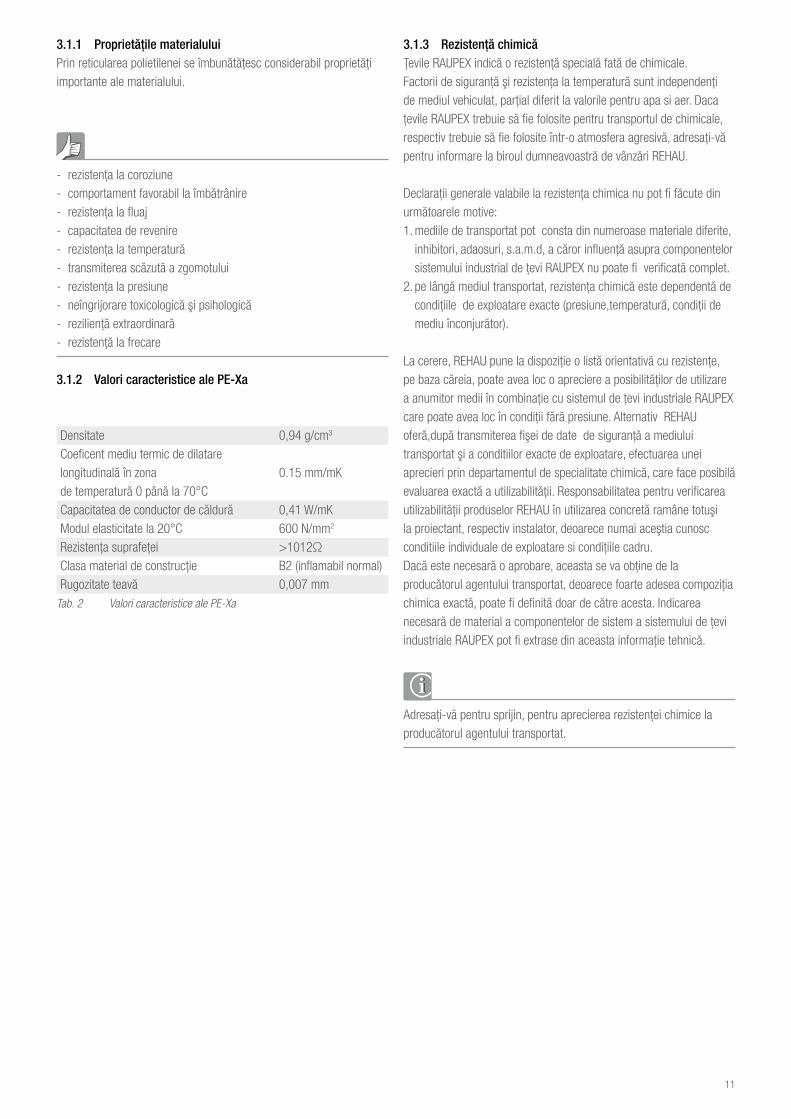
3.1.1 Proprietăţile materialului Prin reticularea polietilenei se îmbunătăţesc considerabil proprietăţi importante ale materialului.
- rezistenţa la coroziune - comportament favorabil la îmbătrânire - rezistenţa la fluaj- capacitatea de revenire- rezistenţa la temperatură - transmiterea scăzută a zgomotului- rezistenţa la presiune - neîngrijorare toxicologică şi psihologică - rezilienţă extraordinară - rezistenţă la frecare
3.1.3 Rezistenţă chimică Ţevile RAUPEX indică o rezistenţă specială fată de chimicale. Factorii de siguranţă şi rezistenţa la temperatură sunt independenţi de mediul vehiculat, parţial diferit la valorile pentru apa si aer. Daca ţevile RAUPEX trebuie să fie folosite pentru transportul de chimicale, respectiv trebuie să fie folosite într-o atmosfera agresivă, adresaţi-vă pentru informare la biroul dumneavoastră de vânzări REHAU.
Declaraţii generale valabile la rezistenţa chimica nu pot fi făcute din următoarele motive:1. mediile de transportat pot consta din numeroase materiale diferite,
inhibitori, adaosuri, s.a.m.d, a căror influenţă asupra componentelor sistemului industrial de ţevi RAUPEX nu poate fi verificată complet.
2. pe lângă mediul transportat, rezistenţa chimică este dependentă de condiţiile de exploatare exacte (presiune,temperatură, condiţii de mediu înconjurător).
La cerere, REHAU pune la dispoziţie o listă orientativă cu rezistenţe, pe baza căreia, poate avea loc o apreciere a posibilităţilor de utilizare a anumitor medii în combinaţie cu sistemul de ţevi industriale RAUPEX care poate avea loc în condiţii fără presiune. Alternativ REHAU oferă,după transmiterea fişei de date de siguranţă a mediului transportat şi a conditiilor exacte de exploatare, efectuarea unei aprecieri prin departamentul de specialitate chimică, care face posibilă evaluarea exactă a utilizabilităţii. Responsabilitatea pentru verificarea utilizabilităţii produselor REHAU în utilizarea concretă ramâne totuşi la proiectant, respectiv instalator, deoarece numai aceştia cunosc conditiile individuale de exploatare si condiţiile cadru.Dacă este necesară o aprobare, aceasta se va obţine de la producătorul agentului transportat, deoarece foarte adesea compoziţia chimica exactă, poate fi definită doar de către acesta. Indicarea necesară de material a componentelor de sistem a sistemului de ţevi industriale RAUPEX pot fi extrase din aceasta informaţie tehnică.
Adresaţi-vă pentru sprijin, pentru aprecierea rezistenţei chimice la producătorul agentului transportat.
3.1.2 Valori caracteristice ale PE-Xa
Tab. 2 Valori caracteristice ale PE-Xa
Densitate 0,94 g/cm3
Coeficent mediu termic de dilatare longitudinală în zona de temperatură 0 până la 70°C
0.15 mm/mK
Capacitatea de conductor de căldură 0,41 W/mKModul elasticitate la 20°C 600 N/mm2
Rezistenţa suprafeţei >1012ΩClasa material de construcţie B2 (inflamabil normal) Rugozitate teavă 0,007 mm
12
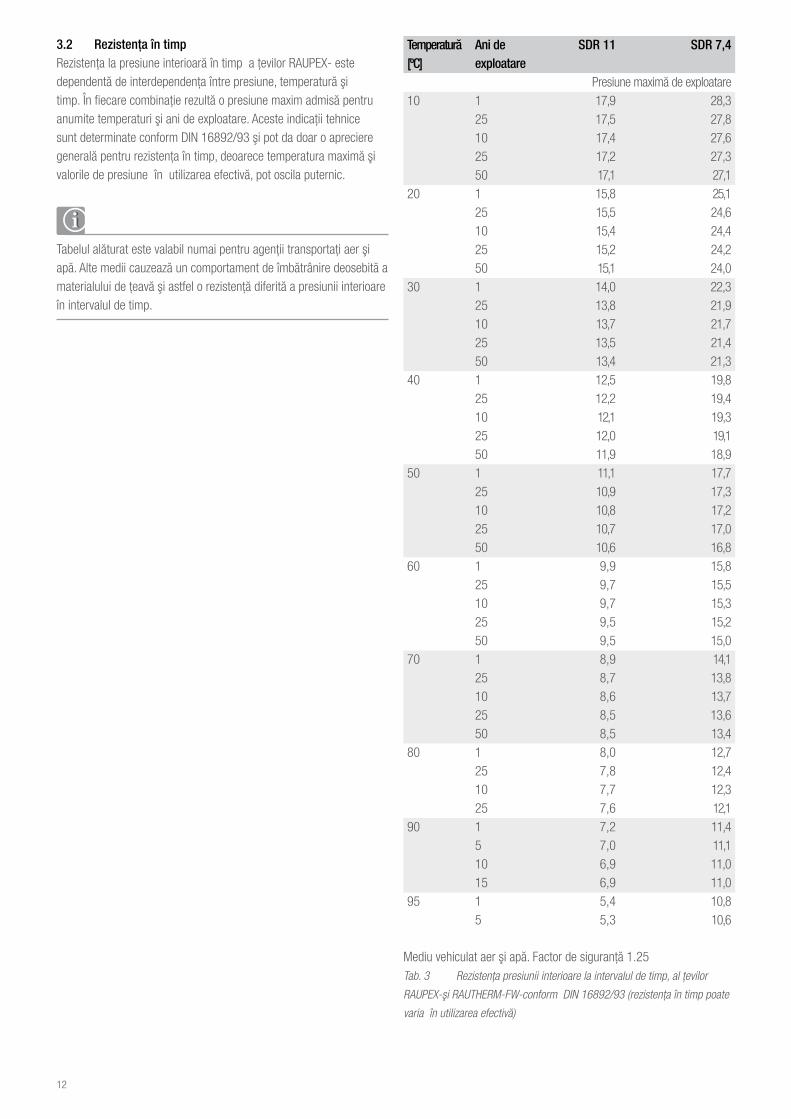
3.2 Rezistenţa în timpRezistenţa la presiune interioară în timp a ţevilor RAUPEX- este dependentă de interdependenţa între presiune, temperatură şi timp. În fiecare combinaţie rezultă o presiune maxim admisă pentru anumite temperaturi şi ani de exploatare. Aceste indicaţii tehnice sunt determinate conform DIN 16892/93 şi pot da doar o apreciere generală pentru rezistenţa în timp, deoarece temperatura maximă şi valorile de presiune în utilizarea efectivă, pot oscila puternic.
Tabelul alăturat este valabil numai pentru agenţii transportaţi aer şi apă. Alte medii cauzează un comportament de îmbătrânire deosebită a materialului de ţeavă şi astfel o rezistenţă diferită a presiunii interioare în intervalul de timp.
Mediu vehiculat aer şi apă. Factor de siguranţă 1.25 Tab. 3 Rezistenţa presiunii interioare la intervalul de timp, al ţevilor
RAUPEX-şi RAUTHERM-FW-conform DIN 16892/93 (rezistenţa în timp poate
varia în utilizarea efectivă)
Temperatură Ani de exploatare
SDR 11 SDR 7,4[ºC]
Presiune maximă de exploatare10 1 17,9 28,3
25 17,5 27,810 17,4 27,625 17,2 27,350 17,1 27,1
20 1 15,8 25,125 15,5 24,610 15,4 24,425 15,2 24,250 15,1 24,0
30 1 14,0 22,325 13,8 21,910 13,7 21,725 13,5 21,450 13,4 21,3
40 1 12,5 19,825 12,2 19,410 12,1 19,325 12,0 19,150 11,9 18,9
50 1 11,1 17,725 10,9 17,310 10,8 17,225 10,7 17,050 10,6 16,8
60 1 9,9 15,8 25 9,7 15,510 9,7 15,3 25 9,5 15,250 9,5 15,0
70 1 8,9 14,125 8,7 13,810 8,6 13,725 8,5 13,650 8,5 13,4
80 1 8,0 12,725 7,8 12,410 7,7 12,325 7,6 12,1
90 1 7,2 11,45 7,0 11,110 6,9 11,015 6,9 11,0
95 1 5,4 10,85 5,3 10,6

13
3.3 Tipuri de ţeviDIN 2403 recomandă anumite culori de ţevi pentru diferite medii. Vopsirea ţevilor RAUPEX se bazează pe această recomandare.
Fig. 2 Tipuri de ţevi în privire de ansamblu
3.3.1 RAUPEX-AŢeava RAUPEX-A constă dintr-o ţeavă de bază stabilizată UV din RAU-PE-Xa conform DIN 16892/93 şi o manta din PE 80 de culoare gri argintiu (asemănător cu RAL 7001).Utilizările tipice sunt: aer comprimat, vacuum, gaz inert.
3.3.2 RAUPEX-KŢeava RAUPEX-K constă dintr-o ţeavă de bază stabilizată UV-din RAU-PE-Xa conform DIN 16892/93 şi o manta din PE 80 de culoare verde gălbui (asemanator RAL 6018). Utilizările tipice sunt: apă rece, apă uzată.
3.3.3 RAUPEX-OŢeava RAUPEX-O constă dintr-o ţeava de bază stabilizată UV din RAU-PE-Xa conform DIN 16892/93 şi o manta din PE 80 de culoare albastru deschis (asemanător RAL 5015). Utilizare tipică: aer comprimat în afara domeniului de valabilitate al DIN 2403.
3.3.4 RAUPEX-UVŢeava RAUPEX-UV constă dintr-o ţeavă de bază stabilizată UV din RAU-PE-Xa conform DIN 16892/93 şi o manta din PE 80 de culoare negru închis (asemănător cu RAL 9005). Aceste ţevi au fost garantate pentru cazuri de utilizare, la care se poate ajunge la valori de radiaţie UV foarte mari.La folosirea acestor ţevi în exterior, se va avea în vedere în special, că prin radiaţiile solare, temperatura ţevilor poate urca foarte mult, ceea ce trebuie luat in considerare la determinarea presiunii.
3.3.5 RAUTHERM-FWŢeava RAUTHERM-FW constă dintr-o ţeavă de bază din RAU-PE-Xa confom DIN 16892/93 şi un strat barieră la difuzia oxigenului confom DIN 4726. Datorită stratului de barieră la oxigen oxigen, ţeava RAUTHERM-FW este adecvată în special pentru circuitele închise,la care trebuie să fie evitată o introducere de oxigen prin difuziune. Ţevile RAUTHERM-FW- nu posedă o stabilizare contra luminii UV, prezentând însă o înaltă stabilitate contra îmbătrânirii la căldură.

14
3 SISTEM DE ŢEVI INDUSTRIALE RAUPEX®
ÎMBINAREA CU MANşON ALUNECĂTOR
4.1 Îmbinare cu manşon alunecător metalic
4.1.1 Instrucţiuni de siguranţă şi informaţii
Atenţie Pericol de pagube materiale prin confundarea pieselor speciale!Montarea de fitinguri greşite poate provoca o deteriorare sau distrugere a acestora.- Se va respecta indicarea dimensiunilor pieselor speciale. Acestea
trebuie să se potrivească pe ţeavă la indicarea dimensiunilor.- Raportaţi atribuirea exactă a programului de fitinguri şi a tipurilor de
ţevi, la lista de preţuri actuală
Atenţie Pericol de pagube materiale prin coroziune!Coroziunea poate conduce la distrugerea pieselor speciale.- Fitingurile şi mansoanele alunecătoare se protejează prin înveliş
corespunzător, înainte de contactul cu zidăria, respectiv mortarul, cimentul, ghipsul, liantul rapid, medii agresive şi alte materiale şi substanţe provocatoare de coroziune.
- În mediu agresiv (de ex. creşterea animalelor, turnate in beton, atmosferă cu apă de mare, mijloc de curăţare) traseul de ţevi şi fitingurile se vor proteja suficient şi cu strat de difuziune contra coroziunii (de ex. contra gazelor, gazelor de fermentare.
- Fitingurile, ţevile şi manşoanele alunecătoare se protejează împotriva umidităţii.
- Se asigură că, substanţele de etanşare, substanţele de curăţare, spumele de montaj etc. utilizate, nu conţin componente provocatoare de fisuri de tensiune, de ex. amoniac, materiale cu conţinut de amoniac.
Atenţie Pericol de pagube materiale prin suprasolicitare la montaj!Tensionările nepermis de mari pot duce la deteriorări ale fitingurilor.- se evită strângerea prea puternica a îmbinarii cu filet.- se folosesc chei fixe potrivite. Piesa specială nu se strânge prea
puternic in menghine.- Utilizarea cleştelui de ţeavă poate duce la deterioarea pieselor.- Îmbinările cu filet nu se etanşează excesiv cu cânepă. Vârful filetului
trebuie să fie încă vizibil.- Fitingul nu se deformează plastic, de ex. prin lovituri de ciocan.- Se utilizează doar filetele conform ISO 7-1, DIN EN 10226-1 şi ISO
228. Alte tipuri de filete nu sunt admise.
Atenţie Pericol de pagube materiale prin murdărie şi deteriorare!Componente de sistem, ţevi, fitinguri, manşoane alunecătoare, şi garnituri, murdare sau deteriorate pot afecta siguranţa de îmbinare. - Nu se va utiliza nici o componentă de sistem, ţeavă, piesă specială,
manşoane sau garnituri murdare sau deteriorate.- La desfacerea îmbinărilor cu garnituri plate (sau asemanatoare)
înainte de o reîmbinare, se verifică suprafaţa de etanşare asupra nedeteriorării şi după caz se montează o nouă garnitură.
Atenţie Pericol de pagube materiale prin utilizarea uneltei necorespunzătoare!Îndreptarea pieselor speciale cu unealta necorespunzătoare poate duce la deteriorări ale filetului sau coroziuni prin fisuri din tensionare.Fitingurile se îndreaptă numai cu unelte de îndreptare adecvate, de ex. niplu de ţeava sau chei fixe.
15
Pentru asamblarea fitingurilor cu filet, se vor avea în vedere următoarele indicaţii:- se folosesc numai mijloace de etanşare autorizate (de ex. mijloace
de etanşare DVGW certificate).- Braţul de ridicare al uneltelor de montaj nu se prelungeşte de ex.
cu ţevi.- Îmbinările cu filet se asamblează prin înşurubare astfel încât ieşirea
filetului (la capătul filetului) să rămână vizibilă.- Se verifică posibilităţile de combinaţie a diferitelor tipuri de filete
(conform ISO 7-1, DIN EN 10226-1 şi ISO 228) înainte de strângere, de ex. asupra stării toleranţei,uşoarei manevrări. Alte tipuri de filete nu sunt admise.
- La utilizarea filetelor lungi se va avea în vedere lungimea maxim posibilă de înşurubare şi adâncimea suficientă a filetului în contrapiesa cu filet interior.
Filetele la piesele speciale cu racordare la filet sunt executate după cum urmează:- filete conform ISO 7-1 şi DIN EN 10226-1:
- Rp = filet cilindric interior - R = filet exterior conic
- filete conform ISO 228:- G = filet cilindric, făra etanşare în filet
REHAU recomandă pentru completarea sistemului, fitinguri filetate din alamă sau bronz rezistente la dezincare.
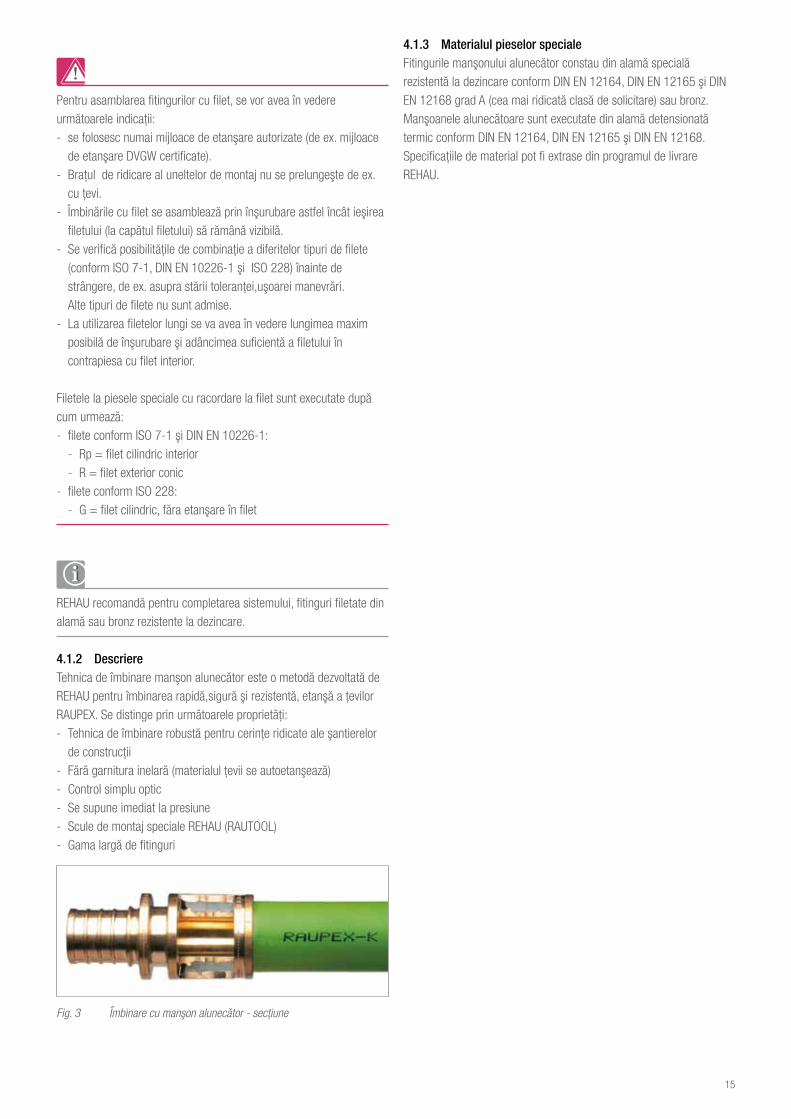
4.1.2 Descriere Tehnica de îmbinare manşon alunecător este o metodă dezvoltată de REHAU pentru îmbinarea rapidă,sigură şi rezistentă, etanşă a ţevilor RAUPEX. Se distinge prin următoarele proprietăţi:- Tehnica de îmbinare robustă pentru cerinţe ridicate ale şantierelor de construcţii - Fără garnitura inelară (materialul ţevii se autoetanşează)- Control simplu optic - Se supune imediat la presiune - Scule de montaj speciale REHAU (RAUTOOL)- Gama largă de fitinguri
Fig. 3 Îmbinare cu manşon alunecător - secţiune
4.1.3 Materialul pieselor speciale Fitingurile manşonului alunecător constau din alamă specială rezistentă la dezincare conform DIN EN 12164, DIN EN 12165 şi DIN EN 12168 grad A (cea mai ridicată clasă de solicitare) sau bronz. Manşoanele alunecătoare sunt executate din alamă detensionată termic conform DIN EN 12164, DIN EN 12165 şi DIN EN 12168. Specificaţiile de material pot fi extrase din programul de livrare REHAU.
16
4.1.5 Scule de montaj
Pericolul de rănire şi pericol de deteriorare!Sculele de la REHAU posedă pe de o parte lame ascuţite (tăietoare de ţeavă, răzuitor de ţeavă) respectiv lucrează cu forţă ridicată de presare (scule de presare). Manipularea necorespunzătoare a uneltelor poate provoca răniri grave prin tăiere, sfâşiere sau separare a membrelor. La fel, este posibilă şi deteriorarea ţevilor şi a pieselor formate, care ar putea duce la neetanşeitate.
- Înainte de utilizarea uneltelor de la REHAU, se vor citi şi respecta exact respectivele instrucţiuni de utilizare.
- În cazul în care aceste instrucţiuni de utilizare nu mai sunt anexate la unealtă, sau nu se află la dispoziţie, acestea se vor solicita.
- Uneltele deteriorate sau cu capacitate de funcţionare limitată, nu se vor mai folosi şi se vor prezenta la biroul de vânzare abilitat REHAU.
Instrucţiunile de utilizare a uneltelor REHAU, se pot downloada de pe internet la adresa www.rehau.ro.
REHAU recomandă pentru completarea sistemului, fitinguri filetate din alamă sau bronz rezistente la dezincare.
REHAU oferă instalatorilor mai multe unelte pentru manşon alunecător. Diferitele variante de unelte, permit operatorului să aleagă unealta optimă pentru fiecare domeniu de utilizare.Toate uneltele pentru manşon alunecător sunt astfel concepute, încât corespund complet cerinţelor de şantier.Se decide de către operator, ce unealtă oferă soluţia optimă pentru cazul său de utilizare.
4.1.5.1 Privire de ansambluUnealta hidraulică RAUTOOL H1, RAUTOOL E2 şi RAUTOOL A2/A-light sunt compatibile una cu cealaltă şi se echipează cu acelaşi set de accesorii de completare. Cleştele şi capetele de lărgire ale sistemului de lărgire REHAU RO sunt compatibile la toate uneltele până la dimensiunea 32.
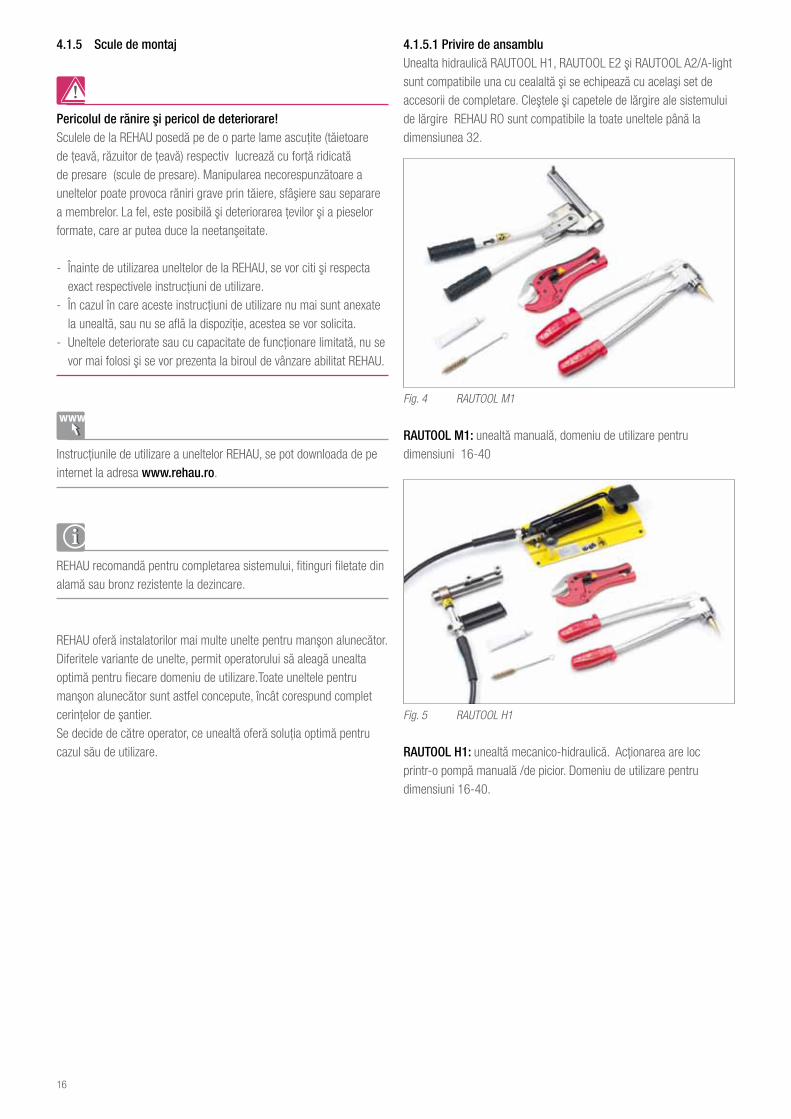
Fig. 4 RAUTOOL M1
RAUTOOL M1: unealtă manuală, domeniu de utilizare pentru dimensiuni 16-40
Fig. 5 RAUTOOL H1
RAUTOOL H1: unealtă mecanico-hidraulică. Acţionarea are loc printr-o pompă manuală /de picior. Domeniu de utilizare pentru dimensiuni 16-40.

17
Fig. 6 RAUTOOL E2
RAUTOOL E2: Unealtă pentru manşon alunecător electro-hidraulic.Acţionarea are loc printr-un agregat hidraulic electric, care este legat cu un furtun electro-hidraulic cu cilindrul uneltei. Domeniu de utilizare la dimensiuni de 16-40.
Fig. 9 RAUTOOL G1
RAUTOOL G1: Unealtă pentru dimensiuni de 50 si 63. Dimensiuni 40 precum şi 75 -110 opţional. Cilindrul uneltei se utilizează pentru extindere şi împingere. Acţionarea are loc prin agregatul electro-hidraulic. La nevoie, unealta poate fi echipată şi cu o pompă de picior.
Fig. 10 RAUTOOL G1 125-160
RAUTOOL G1 125-160: unealtă electro hidraulică pentru dimensiunile 125 si 160.
Fig. 7 RAUTOOL A2
RAUTOOL A2: unealta hidraulică cu acumulator cu fălci de presare duble pentru câte 2 dimensiuni de ţeavă. Acţionarea printr-un agregat hidraulic acţionat prin acumulator care se află direct la cilindrul uneltei. Domeniul de utilizare pentru dimensiuni 16-40. Cilindrul uneltei poate fi folosit la alegere la expandarea hidraulică.
Fig. 8 RAUTOOL A-light
RAUTOOL A-light: unealtă hidraulică cu acumulator. Domeniu de utilizare pentru dimensiuni 16-40. Acţionarea printr-un agregat hidraulic acţionat prin acumulator care se află direct la cilindrul uneltei. Cilindrul uneltei poate fi folosit la alegere la expandarea hidraulică.
Unealta RAUTOOL G1 125-160 este permis a fi utilizată exclusiv doar pentru dimensiunile 125 şi 160.
4.1.5.2 Instrucţiuni de întreţinere
Se vor respecta toate instrucţiunile de întreţinere din instrucţiunile de folosire pentru fiecare unealtă de la REHAU.
Instrucţiunile de utilizare la uneltele REHAU se pot downloada de pe pagina de internet www.rehau.ro.
18
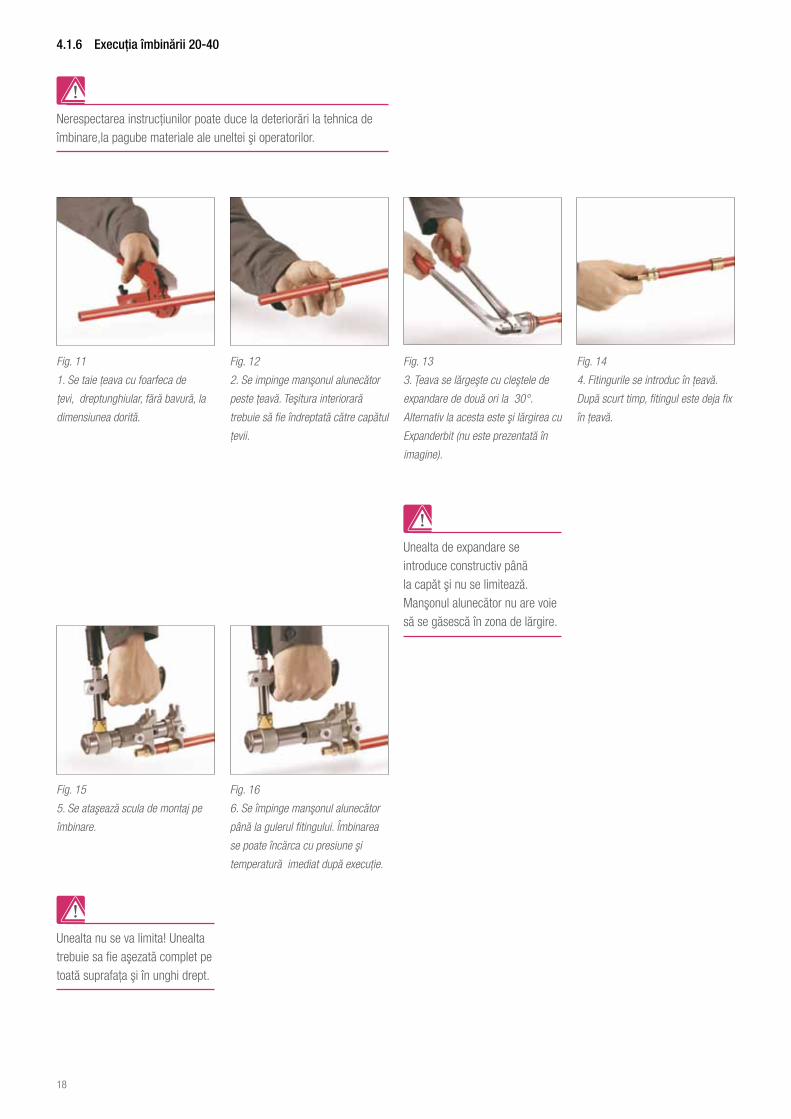
4.1.6 Execuţia îmbinării 20-40
Nerespectarea instrucţiunilor poate duce la deteriorări la tehnica de îmbinare,la pagube materiale ale uneltei şi operatorilor.
Fig. 11
1. Se taie ţeava cu foarfeca de
ţevi, dreptunghiular, fără bavură, la
dimensiunea dorită.
Fig. 13
3. Ţeava se lărgeşte cu cleştele de
expandare de două ori la 30°.
Alternativ la acesta este şi lărgirea cu
Expanderbit (nu este prezentată în
imagine).
Fig. 14
4. Fitingurile se introduc în ţeavă.
După scurt timp, fitingul este deja fix
în ţeavă.
Fig. 15
5. Se ataşează scula de montaj pe
îmbinare.
Unealta nu se va limita! Unealta trebuie sa fie aşezată complet pe toată suprafaţa şi în unghi drept.
Unealta de expandare se introduce constructiv până la capăt şi nu se limitează. Manşonul alunecător nu are voie să se găsescă în zona de lărgire.
Fig. 12
2. Se impinge manşonul alunecător
peste ţeavă. Teşitura interiorară
trebuie să fie îndreptată către capătul
ţevii.
Fig. 16
6. Se împinge manşonul alunecător
până la gulerul fitingului. Îmbinarea
se poate încărca cu presiune şi
temperatură imediat după execuţie.
19
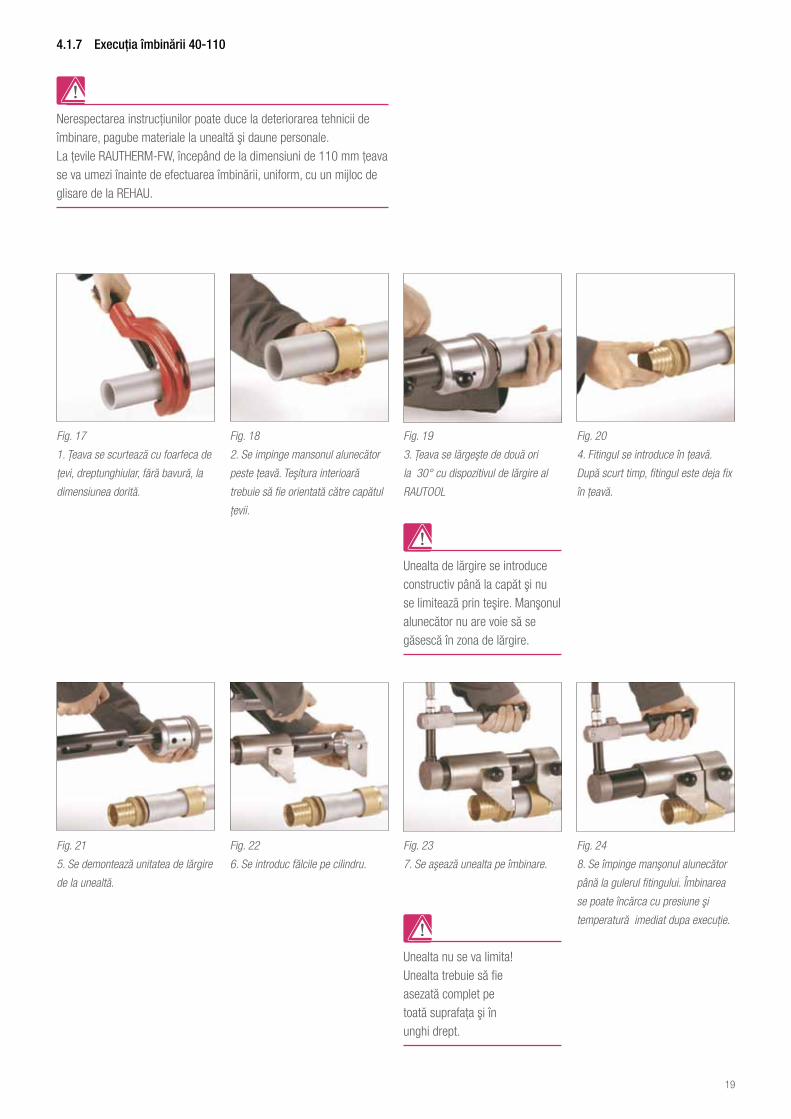
4.1.7 Execuţia îmbinării 40-110
Nerespectarea instrucţiunilor poate duce la deteriorarea tehnicii de îmbinare, pagube materiale la unealtă şi daune personale.La ţevile RAUTHERM-FW, începând de la dimensiuni de 110 mm ţeava se va umezi înainte de efectuarea îmbinării, uniform, cu un mijloc de glisare de la REHAU.
Fig. 24
8. Se împinge manşonul alunecător
până la gulerul fitingului. Îmbinarea
se poate încărca cu presiune şi
temperatură imediat dupa execuţie.
Fig. 23
7. Se aşează unealta pe îmbinare.
Fig. 22
6. Se introduc fălcile pe cilindru.
Fig. 21
5. Se demontează unitatea de lărgire
de la unealtă.
Fig. 20
4. Fitingul se introduce în ţeavă.
După scurt timp, fitingul este deja fix
în ţeavă.
Fig. 19
3. Ţeava se lărgeşte de două ori
la 30° cu dispozitivul de lărgire al
RAUTOOL
Fig. 18
2. Se impinge mansonul alunecător
peste ţeavă. Teşitura interioară
trebuie să fie orientată către capătul
ţevii.
Fig. 17
1. Ţeava se scurtează cu foarfeca de
ţevi, dreptunghiular, fără bavură, la
dimensiunea dorită.
Unealta de lărgire se introduce constructiv până la capăt şi nu se limitează prin teşire. Manşonul alunecător nu are voie să se găsescă în zona de lărgire.
Unealta nu se va limita! Unealta trebuie să fie asezată complet pe toată suprafaţa şi înunghi drept.

20
4.1.8 Realizarea îmbinării 125-160
Nerespectarea instrucţiunilor poate duce la deteriorarea tehnicii de îmbinare, pagube materiale la unealtă şi daune personale.
Fig. 25
1. Ţeava se scurtează dreptunghiular
la dimensiunea dorită cu ajutorul
ghilotinei.
Fig. 29
4. Timpul de introducere al fitingului
în ţeavă poate fi influenţat de
menţinerea presiunii de lărgire la
capătul complet expandat (poziţia de
capăt la operaţia de lărgire).
Fig. 26
... alternativ se poate folosi tăietorul
rotativ de ţevi.
Fig. 27
2. Se impinge manşonul alunecător
peste ţeavă. Teşitura interioară
trebuie să fie îndreptată către capătul
ţevii.
Fig. 31
6.Trebuie să fie o distanţă uniformă
între gulerul fitingului şi capătul
ţevii. Dacă este necesar, poziţia
trebuie să fie corectată imediat după
introducere, folosind un ciocan de
cauciuc.
Fig. 28
3. Ţeava se lărgeşte de două ori cu
rotire la 30°.
Fig. 32
7. Ţeava se umezeşte pe toată
circumferinţa în zona de îmbinare,
uniform cu un lubrifiant.
Fig. 30
5. Fitingul se introduce în ţeavă.
După scurt timp, fitingul este deja
fixat (memory effect).
Unealta de lărgire se introduce constructiv până la capăt şi nu se teşeşte. Manşonul alunecător nu are voie sa se găsească în zona de lărgire.
Se va folosi exclusiv lubrifiant REHAU !
21
4.1.9 Demontarea unei îmbinări cu manşon alunecător La următoarele operaţii, fitingul manşonului alunecător poate fi reutilizat după o separare:
1. Fitingul se taie împreună cu manşonul alunecător şi o bucată cât mai scurtă de ţeava din conductă.
2. Fitingul complet se încălzeşte cu un foen cu aer cald la peste 135° C.
Atenţie! Pericol de arsuriManipularea neatentă a feonului cu aer cald poate duce la arsuri.
3. Manşonul alunecător se extrage din fiting după atingerea temperaturii folosind un cleşte şi se îndepărtează bucata de ţeavă RAUPEX.
4. Manşonul alunecător desfăcut se aruncă împreună cu bucata de ţeavă desfăcută. Fitingurile desprinse şi răcite pot fi reutilizate în cazul stării ireproşabile.
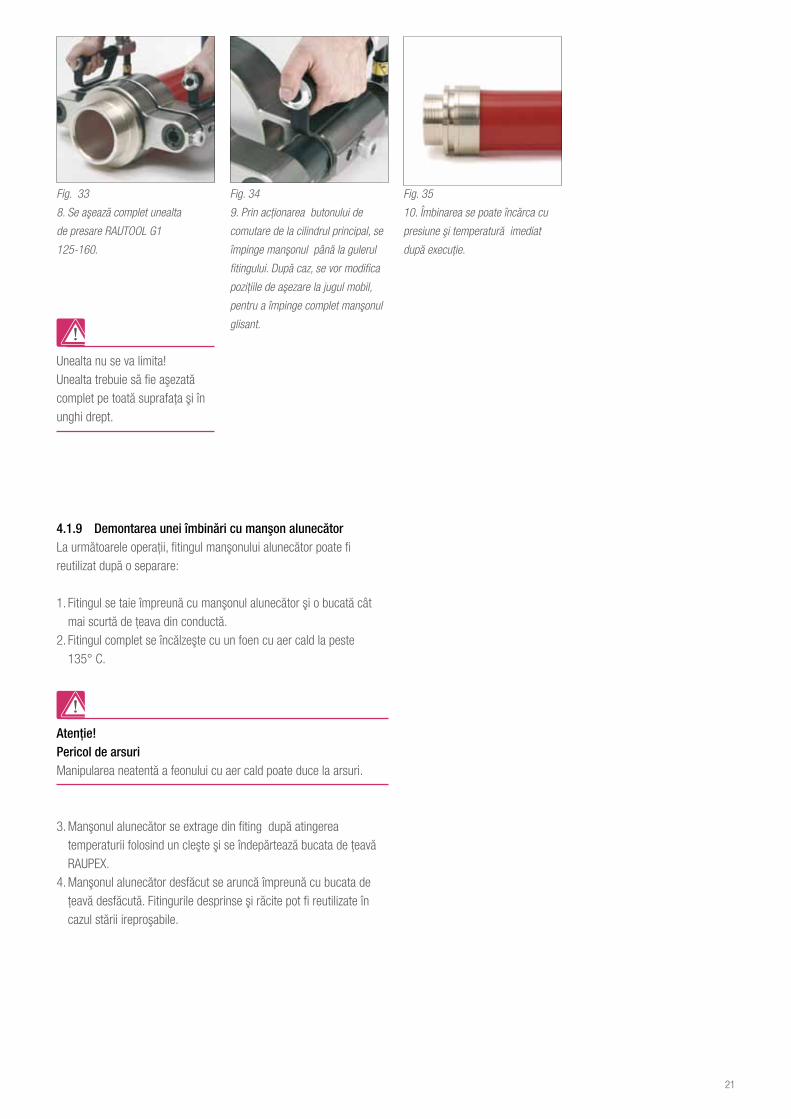
Fig. 33
8. Se aşează complet unealta
de presare RAUTOOL G1
125-160.
Fig. 34
9. Prin acţionarea butonului de
comutare de la cilindrul principal, se
împinge manşonul până la gulerul
fitingului. După caz, se vor modifica
poziţiile de aşezare la jugul mobil,
pentru a împinge complet manşonul
glisant.
Fig. 35
10. Îmbinarea se poate încărca cu
presiune şi temperatură imediat
după execuţie.
Unealta nu se va limita! Unealta trebuie să fie aşezată complet pe toată suprafaţa şi în unghi drept.
22
5 SISTEM DE ŢEVI INDUSTRIALE RAUPEX®
MUFĂ SUDABILĂ PRIN ELECTROFUZIUNE DIN PE
Echipament de lucruPurtaţi ochelari de protecţie,îmbrăcăminte de lucru şi pantofi de siguranţă, cască de protecţie, şi în cazul părului lung o plasă de păr. Nu purtaţi haine largi sau bijuterii. Acestea pot fi prinse de părţi mobile. Purtaţi la lucrările de montaj în vârful capului sau peste cap o cască de protecţie.
La montaj - Citiţi şi respectaţi întodeauna, instrucţiunea de utilizare a uneltei
utilizate. Foarfeca de ţevi şi răzuitorul de ţevi REHAU au lame ascutţite. Depozitaţi-le şi manipulaţi-le astfel încât să nu rezulte nici un pericol de rănire de la foarfecă sau răzuitorul de ţevi REHAU.
- Aveţi în vedere la scurtarea ţevilor, distanţa de sigurantă între mână şi unealta tăietoare.
- Nu întindeţi niciodată mâna în timpul operaţiei de tăiere către zona de tăiere a uneltei sau către piesele mobile.
- În timpul lucrului cu clema suport ţeavă universală REHAU există pericolul de strivire.
- În timpul lucrărilor de întreţinere sau de reabilitare şi la schimbarea locului de montaj se scoate din priză ştecherul uneltei sau se asigură contra pornirii neintenţionate.
Actualitatea informaţiei tehnice Va rugăm să verificaţi pentru siguranţa dumneavoastră şi pentru utilizarea corectă a produselor noastre, la distanţe de timp regulate, dacă informaţia tehnică pe care o aveţi, se află deja disponibilă într-o nouă versiune. Data ediţiei infomaţiei tehnice se află intodeauna imprimată în stanga jos pe prima copertă. (de ex. 09.08 pentru septembrie 2008). Informaţia tehnică actuală o primţi la reprezentanţa dumneavoastră de vânzare REHAU, comercianţii en-gros de specialitate precum şi prin download de pe internet la www.rehau.ro.
5.1 Instrucţiuni de siguranţă şi informaţii
Citiţi instrucţiunile de siguranţă şi instrucţiunile de utilizare cu atenţie şi în totalitate, înainte de începerea montajului, pentru propria siguranţă şi a altor persoane. Păstraţi instrucţiunile de folosire şi puneţi -le la dispoziţie.În cazul în care nu aţi înţeles instrucţiunile de siguranţă sau anumite instrucţiuni de montaj, sau acestea sunt neclare pentru dumneavoastră adresaţi-vă biroului dumneavoastră de vânzări REHAU.
Utilizarea conform reglementărilor Îmbinarea prin electrofuziune are voie să fie dimensionată, instalată si exploatată doar cum este descris în acestă informaţie tehnică. Orice altă utilizare nu este corespunzătoare şi de aceea nu este admisă.
Aveţi în vedere toate prescripţiile naţionale şi internaţionale valabile de montaj, instalare, prevenirea accidentelor şi prescripţiile de siguranţă la instalarea instalaţiilor de ţevi precum şi indicaţiile acestei informaţii tehnice. Domeniile de utilizare, ce nu sunt cuprinse în acesta informaţie tehnică (aplicaţii speciale) necesită contactarea departamentului nostru tehnic. Pentru o consiliere amănunţită adresaţi-vă la biroul dumneavoastră de vânzări REHAU.
Măsuri generale de precauţie Pastraţi-vă locul de muncă curat şi liber de obiecte ce v-ar putea împiedica.Asiguraţi iluminarea suficientă a locului dumneavoastră de muncă. Tineţi la distanţă copiii, animalele de casă,precum şi persoanele neautorizate faţă de unelte şi locurile de montaj. Aceasta este valabil mai ales la reparaţii în zona locuită. Prelucraţi fitingurile ESM numai cu componentele prevăzute pentru aceasta. Utilizaţi pentru fiecare sistem de ţevi REHAU doar componentele prevăzute. Utilizarea componentelor străine, sau folosirea de unelte care nu sunt prevăzute pentru prelucrarea fitingurilor cu electrofuziune, pot duce la accidente sau alte răniri

23
Cablul de sudură nu are voie să fie prelungit
5.2 Descriere generală Fitingurile cu electrofuziune de la REHAU sunt piese speciale cu rezistenţă electrică integrată. Prin curentul electric, această rezistenţă se încălzeşte la temperatura necesară şi prin aceasta se efectuează sudura. Fiecare fiting posedă un rezistor de recunoaştere integrat, care asigură o reglare automată a parametrilor de sudură la aparatul de sudură. Codul de bare de pe toate fitingurile cu sudare electrică de la REHAU face posibilă folosirea aparatelor de sudură obişnuite de pe piaţă, prevăzute cu cititor de bare. Prin niplul indicator montat, ce va ieşi în evidenţă în timpul sudurii, fiecare fiting poate fi verificat optic asupra unei suduri,deja efectuate. La ţevile din materiale polimer, se poate ajunge la oxidări în zona de margine a peretelui prin influenţa mediului înconjurător. Din acest motiv, stratul exterior se va îndepărta înainte de o operaţie de sudură prin răzuire sau cojire.
5.4 Limite de utilizare
Factor de siguranţă 1,25; Mediu: apă şi aerTab. 5: limita de utilizare mufă cu electrofuziune PN16 din PE100
(fără LightFit) conform DIN 8075 (limitele de utilizare variază în aplicaţiile
efective)
5.5 Unelte de montaj5.5.1 Aparat de sudură monomatic
Fig. 36: Mufă cu electrofuziune în secţiune
Fig. 37: Rezistenţă electrică de sudură integrată
5.3 Material Mufa cu electrofuziune de la REHAU constă din polietilenă neagră stabilizată UV (PE 100). Topirea în MFR 190/5 atinge 0,3 -1,7 g/10 min. conform DIN EN ISO 1133.
Temperatura Presiune maximă de lucru Ani de exploatare[°C] [bar] [a]20 16,0 5030 13,5 5040 11,6 5050 9,5 15
Lungimea cablului Secţiune transversalăsub 20 m 3x1,5 mm2
20 - 50 m 3x2,5 mm2
50-100m 3x4,0 mm2
Fig. 38: Aparat de sudură monomatic
Aparatul de sudură monomatic de la REHAU lucrează complet automat. Are o carcasă stabilă şi dispune de display cu iluminare de fundal. Meniul poate fi comutat şi în alte limbi străine. Prin două cabluri de sudură de diferite culori (negru şi roşu), aparatul de sudură se racordează la fitting. La această se va introduce cablul roşu în contactul roşu de pe fiting. Printr-un rezistor montat în fitingul cu electrofuziune se reglează automat parametrii de sudura în aparatul de sudură. O supraveghere automată, controlează operaţia de sudare pe baza curbei de curent. În cazul unei greşeli, operatorul este informat printr-un ton de avertizare şi o afişare pe display. Firma de montaj se va asigura că utilizează doar aparate garantate conform prescripţiilor.
Instrucţiuni de folosirePrelungirea cablului Pentru prelungirea cablului de reţea se vor folosi următoarele reguli:
24
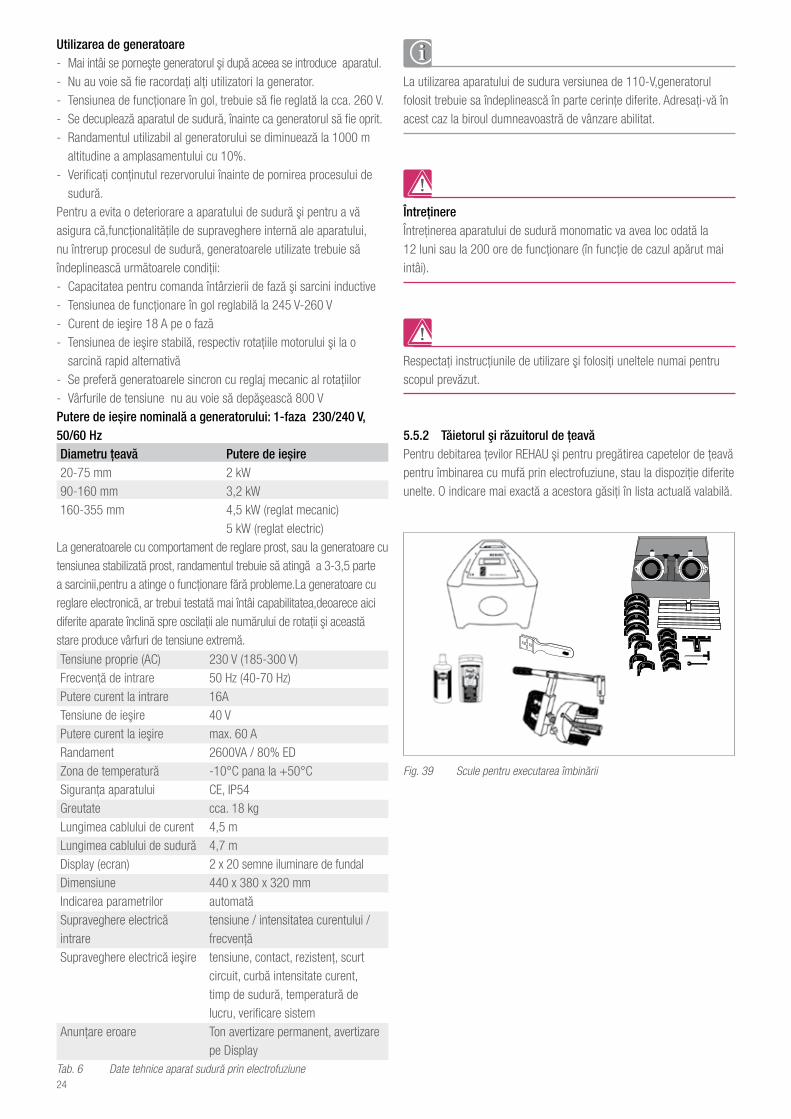
Utilizarea de generatoare - Mai intâi se porneşte generatorul şi după aceea se introduce aparatul.- Nu au voie să fie racordaţi alţi utilizatori la generator.- Tensiunea de funcţionare în gol, trebuie să fie reglată la cca. 260 V.- Se decuplează aparatul de sudură, înainte ca generatorul să fie oprit.- Randamentul utilizabil al generatorului se diminuează la 1000 m
altitudine a amplasamentului cu 10%.- Verificaţi conţinutul rezervorului înainte de pornirea procesului de
sudură.Pentru a evita o deteriorare a aparatului de sudură şi pentru a vă asigura că,funcţionalităţile de supraveghere internă ale aparatului, nu întrerup procesul de sudură, generatoarele utilizate trebuie să îndeplinească următoarele condiţii:- Capacitatea pentru comanda întârzierii de fază şi sarcini inductive- Tensiunea de funcţionare în gol reglabilă la 245 V-260 V- Curent de ieşire 18 A pe o fază - Tensiunea de ieşire stabilă, respectiv rotaţiile motorului şi la o
sarcină rapid alternativă- Se preferă generatoarele sincron cu reglaj mecanic al rotaţiilor- Vârfurile de tensiune nu au voie să depăşească 800 VPutere de ieşire nominală a generatorului: 1-faza 230/240 V, 50/60 Hz
La generatoarele cu comportament de reglare prost, sau la generatoare cu tensiunea stabilizată prost, randamentul trebuie să atingă a 3-3,5 parte a sarcinii,pentru a atinge o funcţionare fără probleme.La generatoare cu reglare electronică, ar trebui testată mai întâi capabilitatea,deoarece aici diferite aparate înclină spre oscilaţii ale numărului de rotaţii şi această stare produce vârfuri de tensiune extremă.
La utilizarea aparatului de sudura versiunea de 110-V,generatorul folosit trebuie sa îndeplinească în parte cerinţe diferite. Adresaţi-vă în acest caz la biroul dumneavoastră de vânzare abilitat.
ÎntreţinereÎntreţinerea aparatului de sudură monomatic va avea loc odată la 12 luni sau la 200 ore de funcţionare (în funcţie de cazul apărut mai intâi).
Respectaţi instrucţiunile de utilizare şi folosiţi uneltele numai pentru scopul prevăzut.
5.5.2 Tăietorul şi răzuitorul de ţeavăPentru debitarea ţevilor REHAU şi pentru pregătirea capetelor de ţeavă pentru îmbinarea cu mufă prin electrofuziune, stau la dispoziţie diferite unelte. O indicare mai exactă a acestora găsiţi în lista actuală valabilă.
Fig. 39 Scule pentru executarea îmbinării
Tab. 6 Date tehnice aparat sudură prin electrofuziune
Diametru ţeavă Putere de ieşire20-75 mm 2 kW90-160 mm 3,2 kW160-355 mm 4,5 kW (reglat mecanic)
5 kW (reglat electric)
Tensiune proprie (AC) 230 V (185-300 V)Frecvenţă de intrare 50 Hz (40-70 Hz)Putere curent la intrare 16ATensiune de ieşire 40 VPutere curent la ieşire max. 60 ARandament 2600VA / 80% EDZona de temperatură -10°C pana la +50°CSiguranţa aparatului CE, IP54Greutate cca. 18 kgLungimea cablului de curent 4,5 mLungimea cablului de sudură 4,7 mDisplay (ecran) 2 x 20 semne iluminare de fundalDimensiune 440 x 380 x 320 mmIndicarea parametrilor automatăSupraveghere electrică intrare
tensiune / intensitatea curentului / frecvenţă
Supraveghere electrică ieşire tensiune, contact, rezistenţ, scurt circuit, curbă intensitate curent, timp de sudură, temperatură de lucru, verificare sistem
Anunţare eroare Ton avertizare permanent, avertizare pe Display
25
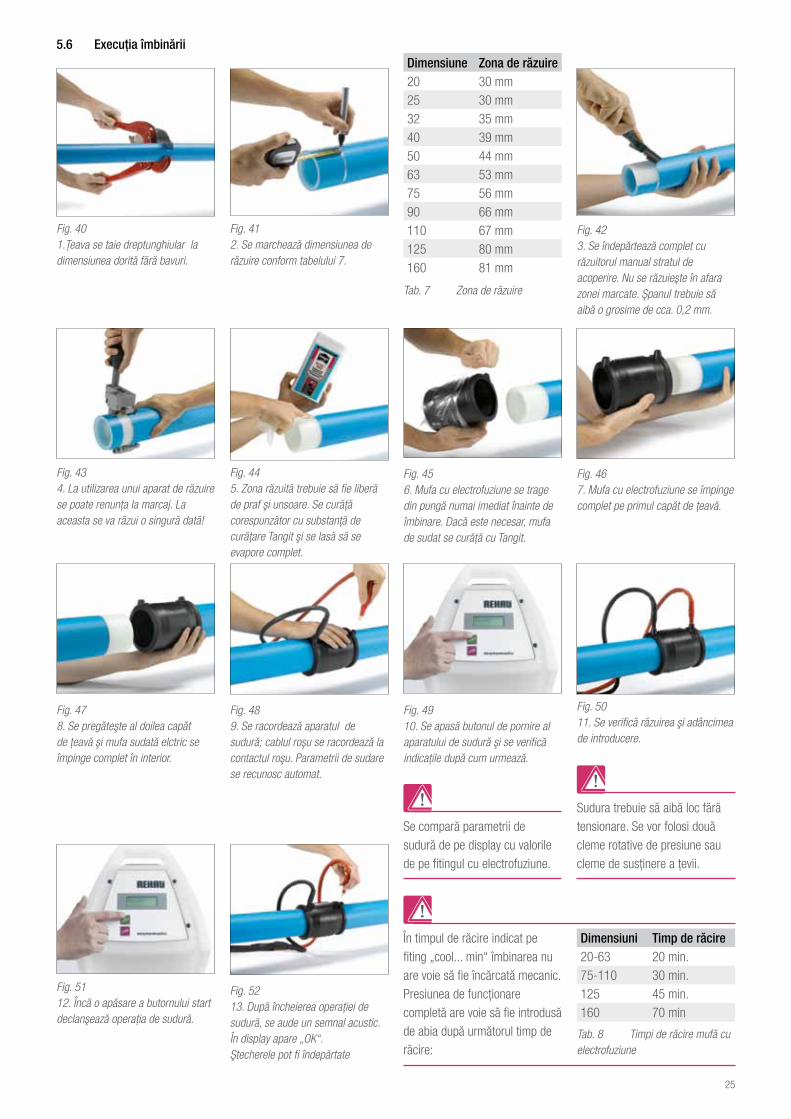
Dimensiune Zona de răzuire20 30 mm25 30 mm32 35 mm40 39 mm50 44 mm63 53 mm75 56 mm90 66 mm110 67 mm125 80 mm160 81 mm
Dimensiuni Timp de răcire20-63 20 min.75-110 30 min.125 45 min.160 70 min
5.6 Execuţia îmbinării
Se compară parametrii de sudură de pe display cu valorile de pe fitingul cu electrofuziune.
În timpul de răcire indicat pe fiting „cool... min“ îmbinarea nu are voie să fie încărcată mecanic. Presiunea de funcţionare completă are voie să fie introdusă de abia după următorul timp de răcire:
Fig. 5011. Se verifică răzuirea şi adâncimea de introducere.
Fig. 4910. Se apasă butonul de pornire al aparatului de sudură şi se verifică indicaţile după cum urmează.
Fig. 489. Se racordează aparatul de sudură; cablul roşu se racordează la contactul roşu. Parametrii de sudare se recunosc automat.
Fig. 5213. După încheierea operaţiei de sudură, se aude un semnal acustic. În display apare „OK“.Ştecherele pot fi îndepărtate
Tab. 8 Timpi de răcire mufă cu electrofuziune
Fig. 5112. Încă o apăsare a butornului start declanşează operaţia de sudură.
Fig. 478. Se pregăteşte al doilea capăt de ţeavă şi mufa sudată elctric se împinge complet în interior.
Fig. 467. Mufa cu electrofuziune se împinge complet pe primul capăt de ţeavă.
Fig. 456. Mufa cu electrofuziune se trage din pungă numai imediat înainte de îmbinare. Dacă este necesar, mufa de sudat se curăţă cu Tangit.
Fig. 445. Zona răzuită trebuie să fie liberă de praf şi unsoare. Se curăţă corespunzător cu substanţă de curăţare Tangit şi se lasă să se evapore complet.
Fig. 434. La utilizarea unui aparat de răzuire se poate renunţa la marcaj. La aceasta se va răzui o singură dată!
Tab. 7 Zona de răzuire
Fig. 423. Se îndepărtează complet cu răzuitorul manual stratul de acoperire. Nu se răzuieşte în afara zonei marcate. Şpanul trebuie să aibă o grosime de cca. 0,2 mm.
Fig. 412. Se marchează dimensiunea de răzuire conform tabelului 7.
Fig. 401.Ţeava se taie dreptunghiular la dimensiunea dorită fără bavuri.
Sudura trebuie să aibă loc fără tensionare. Se vor folosi două cleme rotative de presiune sau cleme de susţinere a ţevii.

26
5.7 Montaj colier pentru găurireColierul de găurire face posibilă extinderea unei reţele de conducte sub presiune, fără golirea mediului din interior. Zona sudată se află într-un inel în jurul găurii de plecare. Operaţia de montare la îmbinarea unui colier de găurire diferă de operaţia de sudare a unei mufe.
Fig. 6512. Capacul se roteşte până când loveşte siguranţa de refulare.
Fig. 6411. Se extrage dispozitivul de ajutor la introducere.
Fig. 6310. După străpungerea conductei, dornul se deşurubează în sens antiorar până la capăt.
Fig. 629. După proba de presiune se înşurubează cu cheia Inbus NW 12 dornul în conducta principală
Fig. 618. După 20 minute timp de răcire, se finalizează conducta de ţeavă a branşamentului. Apoi întreaga linie se supune unei probe de presiune.
Fig. 607. Se aude un semnal acustic după încheierea operaţiei de sudură. Ştecherele pot fi îndepărtate.
Fig. 596. Se apasă butonul de pornire al aparatului de sudură şi se urmează instrucţiunile. Se compară parametrii de sudură de pe display cu parametrii de pe colierul de găurire.
Fig.585. Se racordează aparatul de sudură; cablul roşu la contactul roşu.Parametrii de sudură se recunosc automat.
Fig. 574. Se fixează colierul de gaură.
Fig. 563. Zona răzuită trebuie să fie liberă de praf şi unsoare. Se curăţă din abundenţă cu substanţa Tangit şi se lasă să se evapore complet.
Fig. 552. Între cele doua marcaje, se îndepărtează mantaua pe jumătate din perimetrul ţevii de bază folosind răzuitorul de ţeavă. Şpanul trebuie să aibă o grosime de cca. 0,2 mm.
Fig. 541. Partea inferioară a colierului de găurire se aşeaza la poziţia dorită şi se marchează.
Fig. 53 Colier de găurire în secţiune.

27
Fig.80La colierele de găurire există doar un niplu de indicare
Fig. 79La mufa cu electrofuziune se vor ridica niplurile de control de la capetele ţevii
Fig. 78În cazul în care trebuie utilizate mufele de supraglisare (se vor extrage niplurile de stopare)
Fig. 77Nu se sudează ţevile neintroduse complet.
Fig. 76Pe lângă substanţa de curăţare Tangit (se va respecta fişa de date de siguranţă!) poate fi folosit şi alcool etilic 99% (C2H5OH).
Fig. 75Nu se utilizează cârpe refolosite la curăţare. Se folosesc doar lavete din material celular, rezistente la apă, nefolosite, sau neunse şi absorbante.
Fig. 74Suprafaţa de sudare nu are voie să se umezească sau să se murdărească.
Fig. 73Nu se atinge zona interioară a mufei sudate cu electrofuziune.
Fig 72Nu se atinge zona de sudură.
Fig. 71Ţevile cu strat EVOH (=strat de blocare a difuziei de oxigen) nu au voie să fie folosite împreună cu mufele prin electrofuziune din PE.
Fig. 70Dacă se foloseşte aparatul de răzuire, se răzuieşte o singură dată. Resturile stratului exterior al ţevii nu deranjează derularea sudurii, în măsura în care stratul superior (stratul de oxid) a fost îndepărtat.
Fig. 69Nu se răzuieşte în afara marcajului.
Fig. 68Nu se folosesc porţile superioare ale colierului de găurire pentru marcare.
Fig. 67Nu se utilizează mufele pentru marcare.
Fig. 66Pentru marcare se foloseşte creionul în culoare de contrast.
5.8 Instrucţiuni pentru sudarea cu mufă prin electrofuziune şi colier de găurire
Temperatura de prelucrare pentru ţeavă, fiting şi aparatul de sudură trebuie să se afle între -10 °C şi +45 °C.

28
Sudurile trebuie să fie efectuate fără tensionare. Se vor folosi după caz clemele de presare circulară şi dispozitivele de prindere. După terminarea timpului indicat pe fiting (cool:...min.) dispozitivele auxiliare pot fi îndepărtate. În timpul operaţiei de sudură şi a timpului de răcire, ţeava nu se mişcă. În timpul operaţiei de sudură nu se extrage ştecherul de reţea. Dacă are loc un semnal de eroare din partea aparatului de sudură, se vor demonta mufele sudate electric şi se vor evalua. Toate lucrările ce aparţin procesului de sudură trebuie să fie efectuate imediat una după alta. Dacă mufa cu electrofuziune este greu de împins, atunci diametrul exterior se verifică cu ruleta de volum conform tabelului următor şi se răzuieşte din nou cu răzuitorul rotativ după caz.
5.9 Colier ştuţ Ca alternativă la colierul de găurire este posibilă utilizarea unui colier ştuţ cu diferenţa că reţeaua de conducte nu este sub presiune şi trebuie să fie golită.
Instrucţiuni de montaj colier ştuţColierul ştuţ se va suda mai întâi, după care se va executa gaura.Gaura va fi executată fără tensionare cu un aparat corespunzător. Pentru o consiliere detaliată, adresaţi-vă biroului dumneavoastră de vânzări REHAU respectiv la tehnica de utilizare REHAU.
Tab. 9 Dimensiune minima a diametrului exterior
Dimensiuni Micşorare dimensională 20-160 -0,4 mm
Fig. 81 Colier ştuţ

29
6 SISTEM DE ŢEVI INDUSTRIALE RAUPEX®
MUFA SUDABILĂ PRIN ELECTROFUZIUNE FUSAPEX DIN PE-X
Echipament de lucruPurtaţi ochelari de protecţie,îmbrăcămintea de lucru corespunzătoare, pantofi de siguranţă, casca de protecţie, şi în cazul părului lung o plasă de păr. Nu purtaţi haine largi sau bijuterii. Acestea pot fi prinse de părţi mobile. Purtaţi la lucrările de montaj în vârful capului sau peste cap o cască de protecţie.
La montaj - Citiţi şi respectaţi întotdeauna instrucţiunile de utilizare a uneltei de
montaj REHAU folosite.- Foarfeca de ţevi şi răzuitorul de ţeavă REHAU au o lamă ascuţită.
Depozitaţi-le şi manipulaţi-le astfel încât să nu rezulte nici un pericol de rănire de la foarfeca şi răzuitorul de ţeavă REHAU.
- Aveţi în vedere la tăierea ţevilor, distanţa de siguranţă între mână şi unealta tăietoare.
- Nu întindeţi niciodată mâna în timpul operaţiei de tăiere în zona de tăiere a uneltei sau către piese mobile.
- La lucrări cu clema de susţinere ţeava universală există pericolul de strivire.
- În timpul lucrărilor de întreţinere sau de reabilitare şi la schimbarea locului de montaj se scoate din priză ştecherul uneltei sau se asigură contra pornirii neintenţionate.
Actualitatea informaţiei tehnice Vă rugăm să verificaţi pentru siguranţa dumneavoastră şi pentru utilizarea corectă a produselor noastre, la distanţe de timp regulate, dacă informaţia tehnică pe care o aveţi la dispoziţie, se află deja disponibilă într-o nouă versiune. Data ediţiei infomaţiei tehnice se află întodeauna imprimată în stânga jos a primei coperţi (de ex. 09.08 pentru septembrie 2008).Informaţia tehnică actuală o primiţi la reprezentanţa dumneavoastră de vânzare REHAU, comercianţii en gros de specialitate precum şi prin download de pe internet la www.rehau.ro.
6.1 Instrucţiuni de siguranţă şi informaţii
Citiţi instrucţiunile de siguranţă şi de folosire cu atenţie şi în totalitate, înainte de începerea montajului, pentru propria siguranţă şi pentru siguranţa altor persoane.Păstraţi instrucţiunile de folosire şi puneţi-le la dispoziţie. În cazul în care nu aţi înţeles instrucţiunile de siguranţă sau fiecare operaţie de montaj,sau acestea sunt neclare pentru dumneavoastră. Adresaţi-vă la biroul dumneavoastră de vânzări REHAU.
Utilizarea conformă Utilizarea conformă a mufelor electrosudabile FUSAPEX are voie să fie proiectată, instalată şi exploatată doar cum este descris în această informaţie tehnică. Orice altă utilizare nu este conform reglementărilor şi de aceea nu este permisă.
Aveţi în vedere toate prescripţiile naţionale şi internaţionale valabile de montaj, instalare, prevenirea accidentelor şi prescripţiile de siguranţă la instalarea instalaţiilor de ţevi precum şi indicaţiile acestei informaţii tehnice. Domeniile de utilizare, ce nu sunt cuprinse în această informaţie tehnică (aplicaţii speciale) necesită contactarea departamentului nostru tehnic. Pentru o consiliere amănunţită adresaţi-vă la biroul dumneavoastră de vânzări REHAU.
Măsuri generale de precauţiePăstraţi-vă locul de muncă curat şi liber de obiecte ce v-ar putea împiedica.Asiguraţi iluminarea suficientă a locului dumneavoastră de muncă. Ţineţi la distanţă copiii şi animalele de casă, precum şi persoanele neautorizate pentru scule şi locurile de montaj. Aceasta este valabil mai ales la reparaţii în zona locuită. Prelucraţi fitingurile cu electrofuziune FUSAPEX numai cu componentele prevăzute pentru aceasta.Utilizarea componentelor străine, sau folosirea de scule care nu sunt prevăzute pentru prelucrarea fitingurilor cu electrofuziune FUSAPEX, pot duce la accidente sau alte răniri.
30
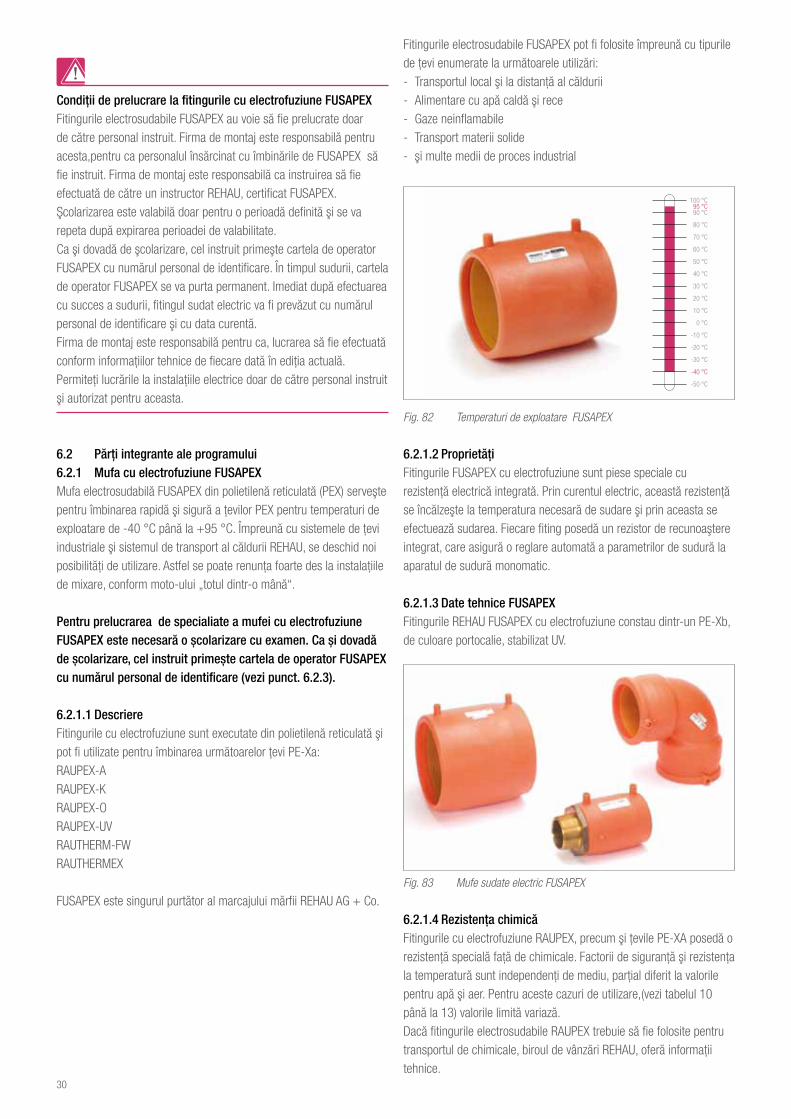
Fitingurile electrosudabile FUSAPEX pot fi folosite împreună cu tipurile de ţevi enumerate la următoarele utilizări:- Transportul local şi la distanţă al căldurii - Alimentare cu apă caldă şi rece - Gaze neinflamabile- Transport materii solide - şi multe medii de proces industrial
Fig. 82 Temperaturi de exploatare FUSAPEX
6.2.1.2 ProprietăţiFitingurile FUSAPEX cu electrofuziune sunt piese speciale cu rezistenţă electrică integrată. Prin curentul electric, această rezistenţă se încălzeşte la temperatura necesară de sudare şi prin aceasta se efectuează sudarea. Fiecare fiting posedă un rezistor de recunoaştere integrat, care asigură o reglare automată a parametrilor de sudură la aparatul de sudură monomatic.
6.2.1.3 Date tehnice FUSAPEXFitingurile REHAU FUSAPEX cu electrofuziune constau dintr-un PE-Xb, de culoare portocalie, stabilizat UV.
Fig. 83 Mufe sudate electric FUSAPEX
6.2.1.4 Rezistenţa chimică Fitingurile cu electrofuziune RAUPEX, precum şi ţevile PE-XA posedă o rezistenţă specială faţă de chimicale. Factorii de siguranţă şi rezistenţa la temperatură sunt independenţi de mediu, parţial diferit la valorile pentru apă şi aer. Pentru aceste cazuri de utilizare,(vezi tabelul 10 până la 13) valorile limită variază.Dacă fitingurile electrosudabile RAUPEX trebuie să fie folosite pentru transportul de chimicale, biroul de vânzări REHAU, oferă informaţii tehnice.
Condiţii de prelucrare la fitingurile cu electrofuziune FUSAPEXFitingurile electrosudabile FUSAPEX au voie să fie prelucrate doar de către personal instruit. Firma de montaj este responsabilă pentru acesta,pentru ca personalul însărcinat cu îmbinările de FUSAPEX să fie instruit. Firma de montaj este responsabilă ca instruirea să fie efectuată de către un instructor REHAU, certificat FUSAPEX.Şcolarizarea este valabilă doar pentru o perioadă definită şi se va repeta după expirarea perioadei de valabilitate. Ca şi dovadă de şcolarizare, cel instruit primeşte cartela de operator FUSAPEX cu numărul personal de identificare. În timpul sudurii, cartela de operator FUSAPEX se va purta permanent. Imediat după efectuarea cu succes a sudurii, fitingul sudat electric va fi prevăzut cu numărul personal de identificare şi cu data curentă.Firma de montaj este responsabilă pentru ca, lucrarea să fie efectuată conform informaţiilor tehnice de fiecare dată în ediţia actuală. Permiteţi lucrările la instalaţiile electrice doar de către personal instruit şi autorizat pentru aceasta.
6.2 Părţi integrante ale programului 6.2.1 Mufa cu electrofuziune FUSAPEXMufa electrosudabilă FUSAPEX din polietilenă reticulată (PEX) serveşte pentru îmbinarea rapidă şi sigură a ţevilor PEX pentru temperaturi de exploatare de -40 °C până la +95 °C. Împreună cu sistemele de ţevi industriale şi sistemul de transport al căldurii REHAU, se deschid noi posibilităţi de utilizare. Astfel se poate renunţa foarte des la instalaţiile de mixare, conform moto-ului „totul dintr-o mână“.
Pentru prelucrarea de specialiate a mufei cu electrofuziune FUSAPEX este necesară o şcolarizare cu examen. Ca şi dovadă de şcolarizare, cel instruit primeşte cartela de operator FUSAPEX cu numărul personal de identificare (vezi punct. 6.2.3).
6.2.1.1 Descriere Fitingurile cu electrofuziune sunt executate din polietilenă reticulată şi pot fi utilizate pentru îmbinarea următoarelor ţevi PE-Xa: RAUPEX-A RAUPEX-K RAUPEX-O RAUPEX-UV RAUTHERM-FW RAUTHERMEX
FUSAPEX este singurul purtător al marcajului mărfii REHAU AG + Co.
100 °C95 °C90 °C
80 °C
70 °C
60 °C
50 °C
40 °C
30 °C
20 °C
10 °C
0 °C
-10 °C
-20 °C
-30 °C
-40 °C
-50 °C

31
6.2.1.5 Clasificarea condiţiilor de exploatare conform DIN EN ISO 15875
Deoarece în cele mai multe cazuri de utilizare, temperaturile nu sunt întotdeauna constante, se recomandă calcularea colectivă a temperaturii. Anumite aplicări au fost împărţite în DIN EN ISO 15875 în clase. Sunt enumerate cerinţele valabile pentru durata exploatării conform DIN EN ISO 15875.
Presiunea de exploatare maximă admisă a claselor de aplicare enumerate atinge: 6 bar
Fiecare clasă de aplicare ia in considerare o durată de exploatare de 50 ani raportată la domeniul de utilizare tipic. Toate domeniile de utilizare enumerate sunt recomandări care nu sunt prescrise obligatoriu.
6.2.2 Unelte de montaj6.2.2.1 Aparat de sudură monomatic
Fig. 84 Aparat de sudură monomatic
Aparatul de sudură monomatic de la REHAU lucrează complet automat. Are o carcasă stabilă şi dispune de display cu iluminare de fundal. Meniul poate fi comutat şi în alte limbi străine. Prin două cabluri de sudură de diferite culori (negru şi roşu), aparatul de sudură se racordează la fitting. La aceasta se va introduce cablul roşu în contactul roşu de la fiting. Printr-o rezistenţă montată în fitingul cu electrofuziune se stabilesc automat parametrii de sudură în aparatul de sudură. O supraveghere automată, controlează operaţia de sudare pe baza curbei de curent. În cazul unei greşeli, operatorul este informat printr-un ton de avertizare şi o afisare pe display. Firma de montaj se va asigura că utilizează doar aparate garantate conform prescripţiilor.
Indicaţii pentru folosirea cablului de prelungire Pentru prelungirea cablului de reţea se vor aplica următoarele reguli:
Limitele de exploatare din tabelul 10 până la 13 pot varia în situaţiile practice de utilizare.
Cablul de sudură nu are voie să fie prelungit.
Clasa 1: Alimentare cu apă caldă (60 °C)Temperatura: Durata de exploatare: 60 °C 49 ani 80 °C 1 an 95 °C 100 oreTotal 50 ani
Lungimea cablului Secţiune transversalăPână la 20 m 3x1,5 mm2
20 – 50 m 3x2,5 mm2
50 – 100m 3x4,0 mm2
Clasa 4: Încălziri cu temperatura joasăTemperatura: Durata de exploatare: 20 °C 2,5 ani 40 °C 20 ani 60 °C 25 ani 70 °C 2,5 ani100 °C 100 oreTotal 50 ani
Clasa 5: Încălziri cu temperatura înaltăTemperatura: Durata de exploatare: 20 °C 14 ani 60 °C 25 ani 80 °C 10 ani 90 °C 1 an100 °C 100 oreTotal 50 ani
Clasa 2: Alimentare cu apă caldă (70 °C)Temperatura: Durata de exploatare: 60 °C 49 ani 80 °C 1 an 95 °C 100 oreTotal 50 ani
Tab. 10: Profil de temperatură conform DIN EN ISO 15875 clasa 1
Tab. 11 Profil de temperatură conform DIN EN ISO 15875 clasa 2
Tab. 12 Profil de temperatură conform DIN EN ISO 15875 clasa 4
Tab. 13 Profil de temperatură conform DIN EN ISO 15875 clasa 5
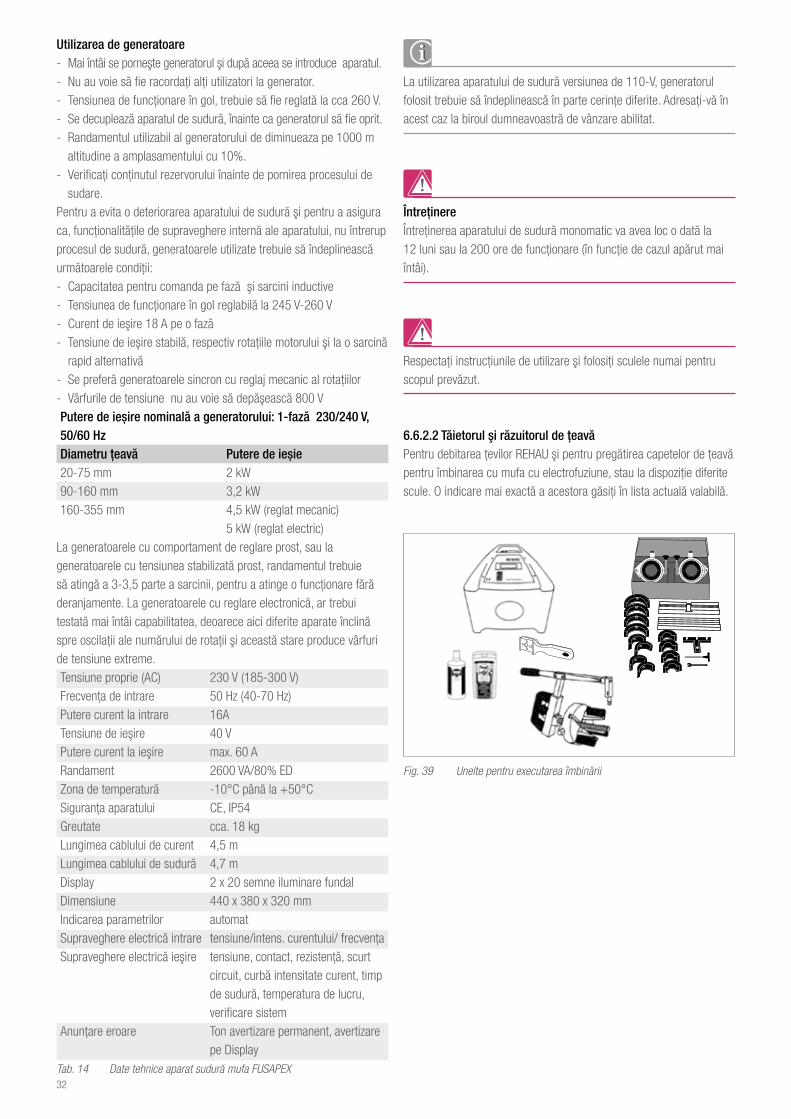
32
Utilizarea de generatoare - Mai întâi se porneşte generatorul şi după aceea se introduce aparatul.- Nu au voie să fie racordaţi alţi utilizatori la generator.- Tensiunea de funcţionare în gol, trebuie să fie reglată la cca 260 V.- Se decuplează aparatul de sudură, înainte ca generatorul să fie oprit.- Randamentul utilizabil al generatorului de diminueaza pe 1000 m
altitudine a amplasamentului cu 10%.- Verificaţi conţinutul rezervorului înainte de pornirea procesului de
sudare.Pentru a evita o deteriorarea aparatului de sudură şi pentru a asigura ca, funcţionalităţile de supraveghere internă ale aparatului, nu întrerup procesul de sudură, generatoarele utilizate trebuie să îndeplinească următoarele condiţii:- Capacitatea pentru comanda pe fază şi sarcini inductive- Tensiunea de funcţionare în gol reglabilă la 245 V-260 V- Curent de ieşire 18 A pe o fază - Tensiune de ieşire stabilă, respectiv rotaţiile motorului şi la o sarcină
rapid alternativă- Se preferă generatoarele sincron cu reglaj mecanic al rotaţiilor- Vârfurile de tensiune nu au voie să depăşească 800 V
La generatoarele cu comportament de reglare prost, sau la generatoarele cu tensiunea stabilizată prost, randamentul trebuie să atingă a 3-3,5 parte a sarcinii, pentru a atinge o funcţionare fără deranjamente. La generatoarele cu reglare electronică, ar trebui testată mai întâi capabilitatea, deoarece aici diferite aparate înclină spre oscilaţii ale numărului de rotaţii şi această stare produce vârfuri de tensiune extreme.
Tab. 14 Date tehnice aparat sudură mufa FUSAPEX
Putere de ieşire nominală a generatorului: 1-fază 230/240 V, 50/60 HzDiametru ţeavă Putere de ieşie20-75 mm 2 kW90-160 mm 3,2 kW160-355 mm 4,5 kW (reglat mecanic)
5 kW (reglat electric)
Tensiune proprie (AC) 230 V (185-300 V)Frecvenţa de intrare 50 Hz (40-70 Hz)Putere curent la intrare 16ATensiune de ieşire 40 VPutere curent la ieşire max. 60 ARandament 2600 VA/80% EDZona de temperatură -10°C până la +50°CSiguranţa aparatului CE, IP54Greutate cca. 18 kgLungimea cablului de curent 4,5 mLungimea cablului de sudură 4,7 mDisplay 2 x 20 semne iluminare fundalDimensiune 440 x 380 x 320 mmIndicarea parametrilor automatSupraveghere electrică intrare tensiune/intens. curentului/ frecvenţaSupraveghere electrică ieşire tensiune, contact, rezistenţă, scurt
circuit, curbă intensitate curent, timp de sudură, temperatura de lucru, verificare sistem
Anunţare eroare Ton avertizare permanent, avertizare pe Display
La utilizarea aparatului de sudură versiunea de 110-V, generatorul folosit trebuie să îndeplinească în parte cerinţe diferite. Adresaţi-vă în acest caz la biroul dumneavoastră de vânzare abilitat.
ÎntreţinereÎntreţinerea aparatului de sudură monomatic va avea loc o dată la 12 luni sau la 200 ore de funcţionare (în funcţie de cazul apărut mai întâi).
Respectaţi instrucţiunile de utilizare şi folosiţi sculele numai pentru scopul prevăzut.
6.6.2.2 Tăietorul şi răzuitorul de ţeavăPentru debitarea ţevilor REHAU şi pentru pregătirea capetelor de ţeavă pentru îmbinarea cu mufa cu electrofuziune, stau la dispoziţie diferite scule. O indicare mai exactă a acestora găsiţi în lista actuală valabilă.
Fig. 39 Unelte pentru executarea îmbinării
33
6.2.3 Certificatul de şcolarizare FUSAPEXPentru îmbinările de specialiate cu fitinguri prin electrofuziune FUSAPEX este necesară o şcolarizare cu examen. Această şcolarizare se efectuează de regulă la faţa locului. Ca şi dovadă de şcolarizare, cel instruit primeşte cartela de operator FUSAPEX cu numărul personal de identificare.În timpul lucrului, cartela de operator FUSAPEX se va purta permanent.Imediat după efectuarea cu succes a sudurii, fitingul electrosudabil,va fi prevăzut cu numărul personal de identificare şi cu data curentă.Pentru a stabili un termen de şcolarizare vă rugăm să vă adresaţi biroului de vânzări abilitat.
Fig. 86 FUSAPEX-cartela de operator
Fig. 87 FUSAPEX marcaj aplicat de către operator
33
6.2.3 Schulungsnachweis FUSAPEXZur Verarbeitung der Elektroschweißmuffe FUSAPEX ist eine Schu-lung mit Prüfung erforderlich. Diese Schulung wird in der Regel vor Ort durchgeführt. Als Schulungsnachweis erhält der Geschulte die FUSAPEX-VerarbeiterkartemitderpersönlichenIdentifikationsnummer.Bei der Verarbeitung ist die FUSAPEX-Verarbeiterkarte stets mitzufüh-ren. Unmittelbar nach der erfolgreich durchgeführten Verschweißung istderFUSAPEX-ElektroschweißfittingmitderpersönlichenIdentifika-tionsnummer und dem aktuellen Datum zu versehen.Um einen Schulungstermin zu vereinbaren, wenden Sie sich bitte an das für Sie zuständige Verkaufsbüro.
Abb. 86: FUSAPEX-Verarbeiterkarte
Abb. 87: FUSAPEX-Kennzeichnung durch Verarbeiter
FUSAPEX VERARBEITERKARTE
BauAutomotiveIndustrie
www.rehau.com
Muster MustermannMuster GmbHAusweis-Nr. 999X999gültig bis XX/XXXX
DGT00083 Musterausweis FUSAPEX.i1 1 09.05.2006 08:51:04

34
6.3 Îmbinarea cu mufă prin electrofuziune FUSAPEXpentru realizarea îmbinării cu mufa electrosudabilă FUSAPEX trebuie să fiţi şcolarizat şi să posedaţi o cartelă valabilă de operator FUSAPEX. Vă rugăm să le ţineţi pregătite.Vă rugăm să aveţi în vedere instrucţiunile de siguranţă de la capitolul 1 si 6.1.
6.3.1 Pregătirea sculelor Pregătiţi uneltele necesare pentru prelucrare (vezi lista actuală de preţuri) la locul dumneavoastră de muncă şi verificaţi funcţionalitatea acestora.
Respectaţi instrucţiunile de utilizare şi folositi unelte adecvate pentru scopul prevăzut. În cazul în care nu vă stau la dispoziţie instrucţiunile de utilizare,acestea se vor solicita înainte de utilizarea uneltelor.
6.3.3 Tratarea preliminară a capetelor de ţeavă DIM a x75 2,0° 2,6 mm90 2,0° 3,1 mm110 1,4° 2,7 mm125 1,4° 3,0 mm160 1,1° 3,0 mm
DIM Zona de tăiere75 61* mm90 70* mm110 79* mm125 83* mm160 94* mmToleranţă +0/-3 mm
DIM Diametru exterior minim
75 74,5 mm90 89,4 mm 110 109,4 mm 125 124,4 mm 160 159,4 mm
Fig. 89: Tăierea la dimensiuea dorită. Suprafaţa de tăiere trebuie să fie dreaptă,perpendiculară pe axa ţevii şi fără bavură.
Fig. 91 Pentru răzuirea capetelor de ţeavă se va utiliza răzuitorul rotativ.
Fig. 92 Ţeava se răzuieşte de două ori.
Fig. 93 Resturile de vopsea se îndepărtează complet cu un răzuitor manual.
Tab. 15 Nu se vor depăşi abaterile ale suprafeţei de tăiere faţă de axa ţevii.
Tab. 16 Zona de tăiere la mufa electrosudabilă FUSAPEX.
Tab. 17 Diametru exterior minim al ţevii răzuite se verifică cu o ruletă de diametru.
Fig. 88 Se verifică defectele suprafeţelor capetelor de ţeavă şi a fitingurilor!
6.3.2 Verificarea ţevii şi a fitingului
Fig. 90 Zona de taiere se marcheaza conform următorului tabel. Se utilizează creioane în culori de contrast.

35
DIM Timp de răcire75 46 min90 53 min110 70 min125 56 min160 79 min
Fig. 94 Zona de răzuit se curăţă de praf şi de vaselină. Se curăţă atent cu soluţie de curăţat Tangit până se evaporă.
6.3.4 Capete de ţeavă îmbinate cu FUSAPEX
Fig. 95 Mufa cu electrofuziune FUSAPEX se scoate din pungă abia acum. Dacă este necesar mufa se curăţă cu Tangit.
Fig. 96 Mufa cu electrofuziune FUSAPEX se împinge complet pe primul capăt de ţeavă.
Fig. 97 Clemele suport pentru ţeava universală se montează cât mai strâns posibil pe mufa electrosudabilă FUSAPEX.
Fig. 98 Se pregăteşte cel de-al doilea capăt de ţeavă, se împinge complet în mufa electrosudabilă şi se fixează cu cleme suport pentru ţeavă.
Fig. 102 O nouă apăsare a butonului de pornire decuplează organul de sudură.
Fig. 106 Îmbinarea cu mufă sudată electric FUSAPEX este finalizată.
Fig. 100 Se apasă butonul de pornire al aparatului de sudură şi se verifică instrucţiunile.
Fig. 104 În perioada de răcire dată pentru fiting „Cool... min „, îmbinarea nu trebuie încărcată mecanic.
Tabel 18 Timpi de răcirePresiunea de lucru se poate aplica abia după timpii de răcire menţionaţi mai sus.
Fig. 99 Se conectează aparatul de sudură de la REHAU, cablul roşu pe contactul roşu, parametrii de sudură sunt recunoscuţi automat.
Fig. 103 După terminarea sudurii se aude un semnal acustic. Pe ecran apare OK. Ştecherele pot fi îndepărtate.
Fig. 107 Pe mufa sudată electric se va nota numărul de identificare personal, precum şi data curentă
Fig. 101 Se verifică reglarea (= detensionare) şi adîncimea de introducere
Fig. 105 După timpul de răcire „Cool... min „clema suport pentru ţeavă universală se poate demonta.
Se compară parametrii de sudură de pe ecran cu valorile de pe fitingul sudat electric FUSAPEX.
La ţevile sub tensiune (de exemplu aşezare în legătură) clema suport pentru ţeava universală se poate îndepărta abia după timpii de răcire din tabelul 18.

36
Fig. 111 Dacă mufa trebuie utilizată ca mufă alunecătoare, se vor îndepărta niplurile opritoare
6.3.5 Indicaţii pentru sudarea cu mufe prin electrofuziune FUSAPEX
Fig. 118 La curăţare nu se utilizează lavete folosite. Se folosesc numai lavete din celuloză, rezistente la apă, nefolosite, neunse şi bune absorbante.
Fig. 122 Dacă mufele sudate electric nu se pot introduce manual, niciodată nu se foloseşte ciocanul metalic, ci mijloace adecvate.
Fig. 110 Pentru marcajul ţevii se foloseşte marker cu culoare de contrast
Fig. 117 Zona de sudură nu trebuie să fie nici umedă şi nici murdară.
Fig. 121 Ţevile nu se decojesc cu răzuitorul manual, acesta se foloseşte numai la retuşare.Totdeauna se folosesc aparate de decojit pentru ţevi. (vezi lista de preţuri)
Fig. 114 Pe lângă soluţia de curăţat Tangit (se respectă fişa de siguranţă) se poate utiliza şi alcool etilic 99% (C2H5OH).
Fig. 109 Temperatura de prelucrare pentru ţeavă, fiting şi aparatul de sudură trebuie să fie între -10 °C şi +45 °C.
Fig. 116 Nu se ating zonele de sudură. Dacă este nevoie, zonele de sudură murdare se curăţă mereu cu Tangit înainte de sudură.
Fig. 120 Îmbinarea trebuie să fie aliniată corect şi nu trebuie să fie sub tensiune. În caz de avarie se desface şi se fixează din nou.
Fig. 113 Capetele de ţeavă decojite se vor suda.
Fig. 108 Ţevile se vor verifica ref. la ovalitatea apărută.
Fig. 115 Mufele sudate electric FUSAPEX nu se utilizează pentru marcaj
Fig. 119 Nu se sudează ţevile incomplet introduse
Fig. 112 La mufele electrosudabile FUSAPEX se scoate punga înainte de prelucrare; dacă este necesar se curăţă.

37
Fig. 123 Ţevile nu se sudează fără cleme suport ţeavă universale premontate
Fig. 124 Cablul de racordare al aparatului de sudură nu trebuie să introducă forţă în fiting în timpul sudării.
Fig. 125 La decojire trebuie să rezulte un şpan lung şi cu grosime uniformă (0,1 până la 0,2 mm); eventual se înlocuieşte dispozitivul de decojit rotativ şi/sau cuţitul.
- Sudurile trebuie să se facă fără tensiune, de aceea trebuie utilizate cleme de apăsare rotunde şi dispozitive de susţinere.
- Ţeava nu se mişcă în timpul sudării.- În timpul sudării nu se trage ştecherul de la reţea.- Dacă se înregistrează o defecţiune la aparatul de sudură, dacă
se întrerupe curentul în timpul sudării sau dacă sudarea se întrerupe manual, îmbinarea se va tăia şi se va reface. Fitingul cu electrofuziune FUSAPEX nu trebuie utilizat din nou.
- Dacă fitingul cu electrofuziune FUSAPEX este încărcat mecanic în timpul sudării sau în decursul timpului de răcire indicat pe fiting “cool...min “, îmbinarea se va tăia şi se va reface. Fitingul cu electrofuziune FUSAPEX nu trebuie utilizat din nou.
- Dacă ţevile REHAU şi fitingurile electrosudabile FUSAPEX intră în contact cu medii agresive, se va solicita aprobarea de utilizare de la biroul de vânzări REHAU.
- Se recomandă ca după finalizarea instalaţiei să se efectueze o verificare a presiunii în conformitate cu capitolul 17.
6.4 Transport şi depozitareŢevile de la REHAU, mufele cu electrofuziune FUSAPEX, precum şi toate componentele sistemului se vor încărca şi descărca sub supraveghere de specialitate.Ţevile sau fitingurile neprotejate nu trebuie aşezate pe pământ sau pe suprafeţe din beton.Se vor depozita pe un suport plan care nu trebuie să aibă muchii ascuţite. Ţevile şi fitingurile se vor proteja de ulei, vaselină, vopsele, precum şi împotriva radiaţiilor solare, ca de exemplu prin folie opacă. Nu se face o depozitare neprotejata in aer liber. Noi recomandăm ca ţevile să fie scoase din ambalaj numai înainte de prelucrare.
Fitingurile cu electrofuziune FUSAPEXFitingurile FUSAPEX se scot din pungile PE cu puţin timp înainte de realizarea îmbinării. La depozitare fitingurile FUSAPEX aflate în pungi PE se vor păstra protejate împotriva luminii (de exemplu cu un carton) într-o încăpere închisă, uscată la temperatura mediului de aproximativ 20º C.
38
7 SISTEM DE ŢEVI INDUSTRIALE RAUPEX®
DIRECTIVA REFERITOARE LA APARATELE SUB PRESIUNE 97/23/Eg
Textul directivei referitoare la aparatele sub presiune îl găsiţi pe internet, la paginile oficiale ale Uniunii Europene.
De la 29.5.1997, pe teritoriul Uniunii Europene, pentru comerţul cu aparate sub presiune, este valabilă exclusiv Directiva referitoare la aparatele sub presiune 97/23/EG.Directiva referitoare la aparatele sub presiune are funcţie de lege şi este obligatorie pe teritoriul Uniunii Europene. Din acest moment nu mai sunt valabile prescripţiile naţionale speciale pentru comerţul cu aparate sub presiune.Aparate sub presiune în sensul directivei sunt rezervoarele, conductele de ţevi, componente de echipamente cu funcţie de siguranţă, respectiv pentru menţinerea presiunii şi grupe de construcţie cu o presiune maximă admisă > 0,5 bar.Deoarece şi conductele de ţevi sunt sub incidenţa directivei referitoare la aparatele sub presiune, producătorul trebuie să aplice pe conductă un marcaj CE şi să emită o declaraţie de conformitate.
În sensul directivei referitoare la aparatele sub presiune, producătorul conductei este instalatorul, persoana care montează, respectiv constructorul instalaţiei care formează o conductă din componente individuale (cum ar fi ţevi, fitinguri, manşoane glisante). Directiva referitoare la aparatele sub presiune denumeşte aceste componente individuale “materiale“.Astfel, în sensul directivei referitoare la aparatele sub presiune, articolele sistemului de ţevi industriale RAUPEX, cum ar fi ţevile, fitingurile, manşoanele alunecătoare precum şi accesoriile, se vor denumi ca “materiale“. Excepţie fac robineţii cu bilă, dozele distribuitorului de aer comprimat şi cuplajele rapide de siguranţă.
Dacă constructorul instalaţiei în calitate de producător al conductei va emite o declaraţie de conformitate şi va aplica pe instalaţie un marcaj CE, el trebuie să certifice că toate componentele şi materialele corespund cerinţelor referitoare la limitele sistemului de conducte.Concret, în condiţiile date trebuie prezentate documente privind limitele de utilizare ale componentelor montate şi sunt puse la dispoziţie certificate 2.2 sau certificate de calitate 3.1 conform DIN EN 10204.Pentru referinţe privind certificatul 2.2 conform DIN EN 10204 respectiv certificatul de calitate 3.1 conform DIN EN 10204, adresaţi-vă partenerului de discuţii de la REHAU.
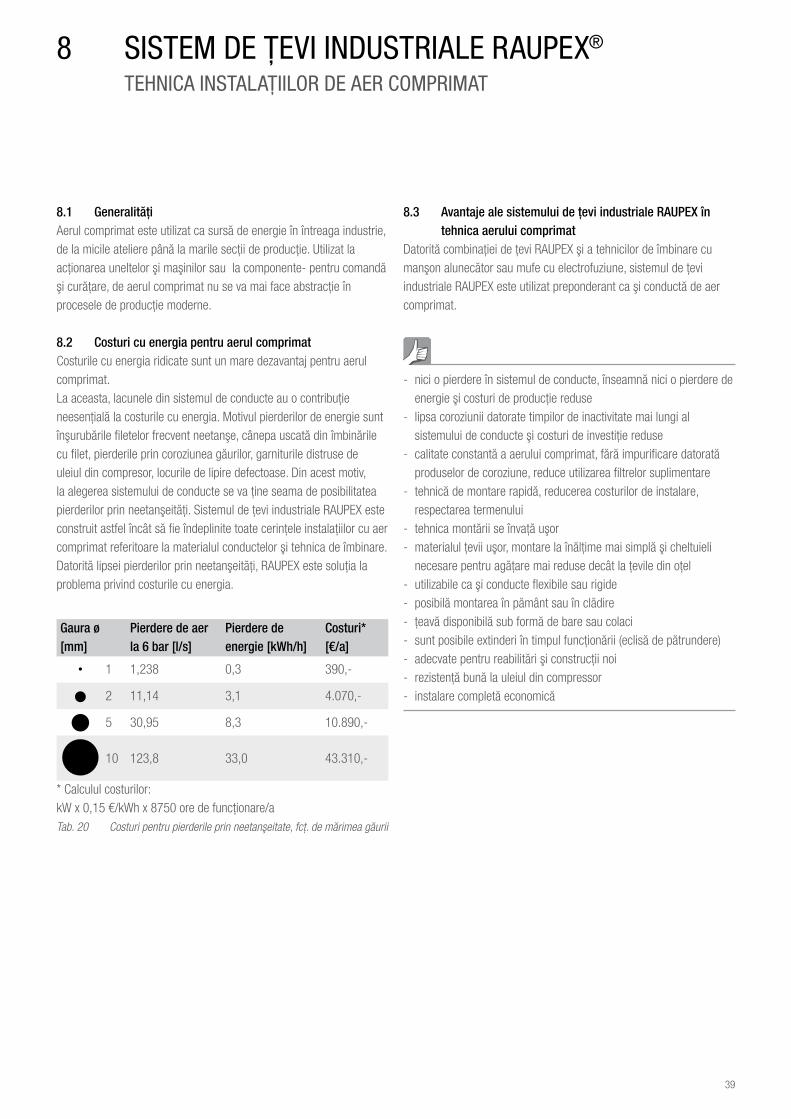
39
8 SISTEM DE ŢEVI INDUSTRIALE RAUPEX® TEHNICA INSTALAŢIILOR DE AER COMPRIMAT
8.3 Avantaje ale sistemului de ţevi industriale RAUPEX în tehnica aerului comprimat
Datorită combinaţiei de ţevi RAUPEX şi a tehnicilor de îmbinare cu manşon alunecător sau mufe cu electrofuziune, sistemul de ţevi industriale RAUPEX este utilizat preponderant ca şi conductă de aer comprimat.
- nici o pierdere în sistemul de conducte, înseamnă nici o pierdere de energie şi costuri de producţie reduse
- lipsa coroziunii datorate timpilor de inactivitate mai lungi al sistemului de conducte şi costuri de investiţie reduse
- calitate constantă a aerului comprimat, fără impurificare datorată produselor de coroziune, reduce utilizarea filtrelor suplimentare
- tehnică de montare rapidă, reducerea costurilor de instalare, respectarea termenului
- tehnica montării se învaţă uşor- materialul ţevii uşor, montare la înălţime mai simplă şi cheltuieli
necesare pentru agăţare mai reduse decât la ţevile din oţel- utilizabile ca şi conducte flexibile sau rigide- posibilă montarea în pământ sau în clădire- ţeavă disponibilă sub formă de bare sau colaci- sunt posibile extinderi în timpul funcţionării (eclisă de pătrundere)- adecvate pentru reabilitări şi construcţii noi- rezistenţă bună la uleiul din compressor- instalare completă economică
8.1 Generalităţi Aerul comprimat este utilizat ca sursă de energie în întreaga industrie, de la micile ateliere până la marile secţii de producţie. Utilizat la acţionarea uneltelor şi maşinilor sau la componente- pentru comandă şi curăţare, de aerul comprimat nu se va mai face abstracţie în procesele de producţie moderne.
8.2 Costuri cu energia pentru aerul comprimatCosturile cu energia ridicate sunt un mare dezavantaj pentru aerul comprimat.La aceasta, lacunele din sistemul de conducte au o contribuţie neesenţială la costurile cu energia. Motivul pierderilor de energie sunt înşurubările filetelor frecvent neetanşe, cânepa uscată din îmbinările cu filet, pierderile prin coroziunea găurilor, garniturile distruse de uleiul din compresor, locurile de lipire defectoase. Din acest motiv, la alegerea sistemului de conducte se va ţine seama de posibilitatea pierderilor prin neetanşeităţi. Sistemul de ţevi industriale RAUPEX este construit astfel încât să fie îndeplinite toate cerinţele instalaţiilor cu aer comprimat referitoare la materialul conductelor şi tehnica de îmbinare. Datorită lipsei pierderilor prin neetanşeităţi, RAUPEX este soluţia la problema privind costurile cu energia.
* Calculul costurilor: kW x 0,15 €/kWh x 8750 ore de funcţionare/aTab. 20 Costuri pentru pierderile prin neetanşeitate, fcţ. de mărimea găurii
Gaura ø[mm]
Pierdere de aer la 6 bar [l/s]
Pierdere de energie [kWh/h]
Costuri*[€/a]
1 1,238 0,3 390,-
2 11,14 3,1 4.070,-
5 30,95 8,3 10.890,-
10 123,8 33,0 43.310,-
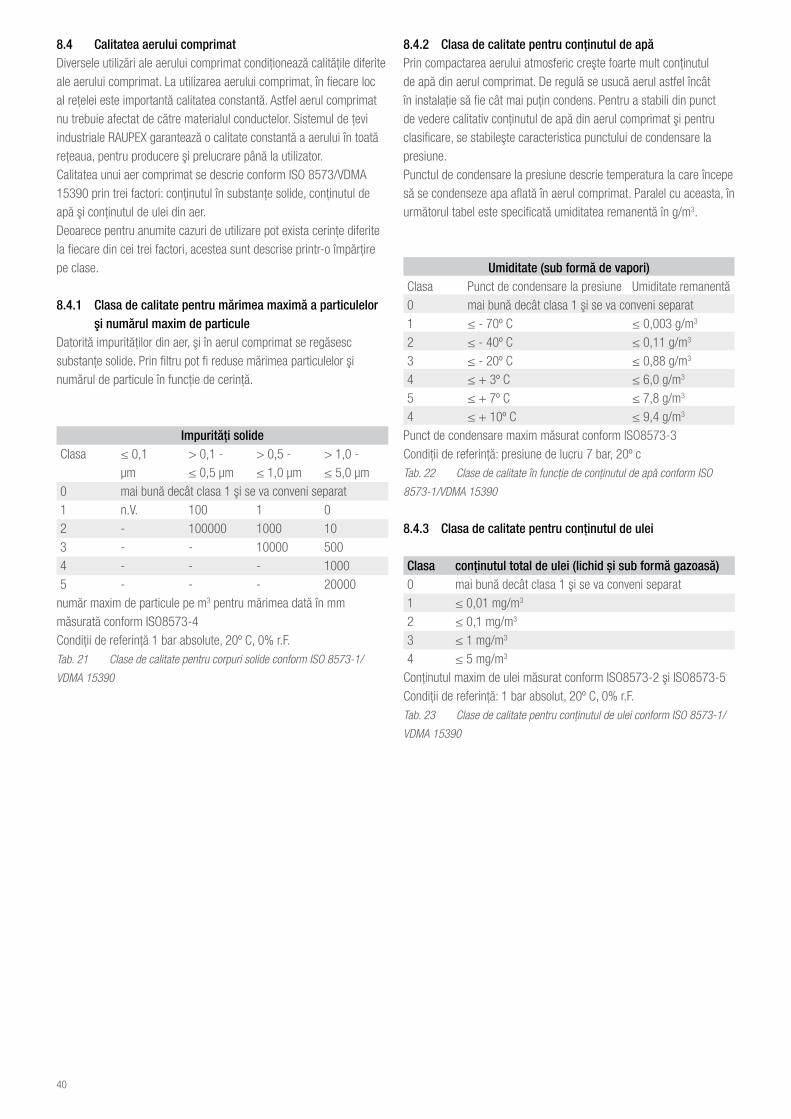
40
Impurităţi solideClasa ≤ 0,1
µm> 0,1 -≤ 0,5 µm
> 0,5 -≤ 1,0 µm
> 1,0 -≤ 5,0 µm
0 mai bună decât clasa 1 şi se va conveni separat1 n.V. 100 1 02 - 100000 1000 103 - - 10000 5004 - - - 10005 - - - 20000
Umiditate (sub formă de vapori)Clasa Punct de condensare la presiune Umiditate remanentă0 mai bună decât clasa 1 şi se va conveni separat1 ≤ - 70º C ≤ 0,003 g/m3 2 ≤ - 40º C ≤ 0,11 g/m3 3 ≤ - 20º C ≤ 0,88 g/m3
4 ≤ + 3º C ≤ 6,0 g/m3 5 ≤ + 7º C ≤ 7,8 g/m3 4 ≤ + 10º C ≤ 9,4 g/m3
Clasa conţinutul total de ulei (lichid şi sub formă gazoasă)0 mai bună decât clasa 1 şi se va conveni separat1 ≤ 0,01 mg/m3 2 ≤ 0,1 mg/m3 3 ≤ 1 mg/m3 4 ≤ 5 mg/m3
8.4 Calitatea aerului comprimatDiversele utilizări ale aerului comprimat condiţionează calităţile diferite ale aerului comprimat. La utilizarea aerului comprimat, în fiecare loc al reţelei este importantă calitatea constantă. Astfel aerul comprimat nu trebuie afectat de către materialul conductelor. Sistemul de ţevi industriale RAUPEX garantează o calitate constantă a aerului în toată reţeaua, pentru producere şi prelucrare până la utilizator.Calitatea unui aer comprimat se descrie conform ISO 8573/VDMA 15390 prin trei factori: conţinutul în substanţe solide, conţinutul de apă şi conţinutul de ulei din aer.Deoarece pentru anumite cazuri de utilizare pot exista cerinţe diferite la fiecare din cei trei factori, acestea sunt descrise printr-o împărţire pe clase.
8.4.1 Clasa de calitate pentru mărimea maximă a particulelor şi numărul maxim de particule
Datorită impurităţilor din aer, şi în aerul comprimat se regăsesc substanţe solide. Prin filtru pot fi reduse mărimea particulelor şi numărul de particule în funcţie de cerinţă.
8.4.2 Clasa de calitate pentru conţinutul de apăPrin compactarea aerului atmosferic creşte foarte mult conţinutul de apă din aerul comprimat. De regulă se usucă aerul astfel încât în instalaţie să fie cât mai puţin condens. Pentru a stabili din punct de vedere calitativ conţinutul de apă din aerul comprimat şi pentru clasificare, se stabileşte caracteristica punctului de condensare la presiune.Punctul de condensare la presiune descrie temperatura la care începe să se condenseze apa aflată în aerul comprimat. Paralel cu aceasta, în următorul tabel este specificată umiditatea remanentă în g/m3.
număr maxim de particule pe m3 pentru mărimea dată în mmmăsurată conform ISO8573-4Condiţii de referinţă 1 bar absolute, 20º C, 0% r.F.Tab. 21 Clase de calitate pentru corpuri solide conform ISO 8573-1/
VDMA 15390
Punct de condensare maxim măsurat conform ISO8573-3Condiţii de referinţă: presiune de lucru 7 bar, 20º cTab. 22 Clase de calitate în funcţie de conţinutul de apă conform ISO
8573-1/VDMA 15390
8.4.3 Clasa de calitate pentru conţinutul de ulei
Conţinutul maxim de ulei măsurat conform ISO8573-2 şi ISO8573-5Condiţii de referinţă: 1 bar absolut, 20º C, 0% r.F.Tab. 23 Clase de calitate pentru conţinutul de ulei conform ISO 8573-1/
VDMA 15390

41
Umiditate (sub formă de vapori) Clase de calitateImpurităţi solide
Umezeală (sub formă de vapori) Conţinut total ulei
Steril
Temperatura mediului > 3° C
Temperatura mediului ≤ 3° C
A B1 B2 C D34 Industria chimică, fabricarea fibrelor35 Aer de comandă 2 4 2-3 236 Aer de transport 2 4 2-3 150 Fabricarea şi prelucrarea metalelor52 degazarea formelor 3 4 2-3 362 Construcţia de utilaje şi instalaţii64 Aer de suflat 2-3 4 2-3 266 aer process 2 4 2-3 167 Electrotehnică, electronică 69 fabricare cipuri-aer de suflat,aer pentru instrumente 0-1 1-2 - 171 fabricare CD 1-2 4 - 1
8.4.4 Exemple pentru descrierea calităţii aerului comprimatÎn VDMA 15390 este prezentată o listă cu clasele de puritate recomandate separat în funcţie de ramura industrială. În tabelul următor sunt menţionate exemplificat câteva recomandări.
Tab. 24 Extras din lista claselor de puritate recomandate conform VDMA 15390

42
8.5.2 Determinarea debitului volumicPentru determinarea debitului volumic (volum normal) din sectoarele de conducte, pentru calcul trebuie luate valorile consumului tuturor utilizatorilor. Producătorii de maşini şi unelte pot informa referitor la aceasta. În cazuri izolate aceste valori nu pot fi prezentate explicit. Valorile de reper pentru uneltele sub presiune pot fi preluate din tabelul următor.
8.5.3 Determinarea lungimii ţevilorPe lângă pierderea de presiune pe lungimea ţevii trebuie luată în considerare pierderea de presiune a fitingului. Acest lucru se întâmplă prin adunarea lungimilor de ţeavă echivalente la lungimea de ţeavă reală. Deoarece pentru determinarea lungimilor de ţeavă echivalente este necesară şi dimensiunea ţevii, mai întâi trebuie stabilit estimativ diametrul ţevii fără fiting. În final se verifică rezultatul avându-se în vedere lungimile majorate şi dacă este necesar se corectează.
Tab. 26 Lungimi de ţeavă echivalente pentru piesele SDR 11
Valori de referinţă pentru lungimi de ţeavă echivalente ale pieselor SDR 7,4
Tab. 27 Lungimi de ţeavă echivalente pentru piesele SDR 7,4
Piesă specială 20x1,9 25x2,3 32x2,9 40x3,7 50x4,6 63x5,8 75x6,8 90x8,2 110x10 125x11,4 160x14,6Cot 90° 0,8m 1,0m 1,2m 1,5m 2,4m 3,0m 3,7m 4,5m 6,0m 7,0m 8,0mCot 45° 0,3m 0,3m 0,4m 0,5m 0,6m 0,8m 1,0m 1,3m 1,6m 1,8m 2,0mPiesă T trecere 0,1m 0,2m 0,2m 0,3m 0,4m 0,5m 0,7m 0,8m 1,0m 1,2m 1,3mPiesă T deviaţie 0,8m 1,0m 1,2m 1,5m 2,4m 3,0m 3,9m 4,8m 6,0m 7,0m 8,0mReducţie 0,2m 0,3m 0,4m 0,5m 0,7m 1,0m 1,5m 2,0m 2,5m 2,8m 3,0m
Piesa specială 20x2,8 25x2,3 32x4,4 40x5,5 50x6,9 63x8,6Cot 90° 0,8m 1,0m 1,2m 1,5m 2,4m 3,0mCot 45° 0,3m 0,3m 0,4m 0,5m 0,6m 0,8mPiesăT trecere 0,1m 0,2m 0,2m 0,3m 0,4m 0,5mPiesă T deviaţie 0,8m 1,0m 1,2m 1,5m 2,4m 3,0mReducţie 0,2m 0,3m 0,4m 0,5m 0,7m 1,0m
8.5 DimensionarePentru o dimensionare cât mai exactă a secţiunilor conductelor sunt adecvate nomogramele. Pentru interpretarea cu ajutorul nomogramelor trebuie prezentate următoarele valori:- presiunea de lucru- debitul volumic- lungimea ţevii- pierderea de presiune
Pentru determinarea debitului volumic se va stabili individual o simultaneitate în funcţie de funcţionare. Se vor introduce în calcul adaosurile pentru pierderile prin neetanşeităţi şi viitoarele extinderi ale reţelei de aer comprimat.
8.5.1 Determinarea presiunii de lucruPentru determinarea presiunii de lucru a unei instalaţii de aer comprimat sunt decisivi mai mulţi factori: - cu cât scade presiunea de lucru cu atât sunt mai mici costurile de
exploatare- presiunea de lucru trebuie să fie mai mare decât presiunea
necesara pentru consumatori. Primordial este consumatorul care are nevoie de presiunea cea mai
mare. Presiunea de lucru a instalaţiei trebuie să fie mai mare de 1 bar.- presiunea de lucru se limitează prin presiunea maximă generată de
compresor sau de staţia de compresoare.- Dacă există mai mulţi consumatori cu diferenţe mari între cererile
de presiune, mai economic este să se lucreze cu reţele diferite la trepte de presiune diferite.
Unealtă Consum de aer [l/s]Pistol de suflat 2 – 5Pistol de pulverizat 2 – 7 Polizor 3 – 14Maşină de şlefuit cu mişcare oscilatorie 4 – 7Tăietor de tablă 8 – 11Maşină de găurit 9 – 30Elice rotor 2 – 11Elice rabatantă 2 – 35Maşină de polizat 5 – 20
Tab. 25 Consum utilizatori pentru unelte cu aer comprimat
Valori de referinţă pentru lungimi de ţeavă echivalente ale pieselor SDR 11
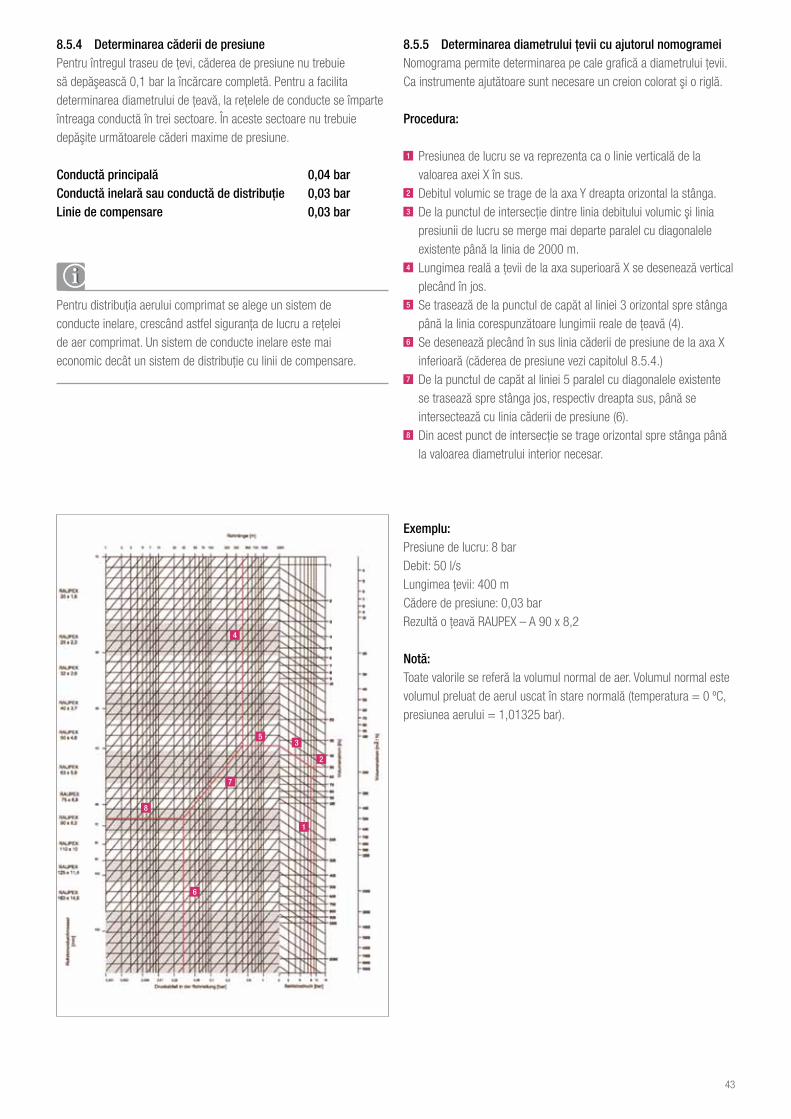
43
8.5.4 Determinarea căderii de presiunePentru întregul traseu de ţevi, căderea de presiune nu trebuie să depăşească 0,1 bar la încărcare completă. Pentru a facilita determinarea diametrului de ţeavă, la reţelele de conducte se împarte întreaga conductă în trei sectoare. În aceste sectoare nu trebuie depăşite următoarele căderi maxime de presiune.
Conductă principală 0,04 barConductă inelară sau conductă de distribuţie 0,03 barLinie de compensare 0,03 bar
Pentru distribuţia aerului comprimat se alege un sistem de conducte inelare, crescând astfel siguranţa de lucru a reţelei de aer comprimat. Un sistem de conducte inelare este mai economic decât un sistem de distribuţie cu linii de compensare.
8.5.5 Determinarea diametrului ţevii cu ajutorul nomogrameiNomograma permite determinarea pe cale grafică a diametrului ţevii.Ca instrumente ajutătoare sunt necesare un creion colorat şi o riglă.
Procedura:
1 Presiunea de lucru se va reprezenta ca o linie verticală de la valoarea axei X în sus.
2 Debitul volumic se trage de la axa Y dreapta orizontal la stânga.3 De la punctul de intersecţie dintre linia debitului volumic şi linia
presiunii de lucru se merge mai departe paralel cu diagonalele existente până la linia de 2000 m.
4 Lungimea reală a ţevii de la axa superioară X se desenează vertical plecând în jos.
5 Se trasează de la punctul de capăt al liniei 3 orizontal spre stânga până la linia corespunzătoare lungimii reale de ţeavă (4).
6 Se desenează plecând în sus linia căderii de presiune de la axa X inferioară (căderea de presiune vezi capitolul 8.5.4.)
7 De la punctul de capăt al liniei 5 paralel cu diagonalele existente se trasează spre stânga jos, respectiv dreapta sus, până se intersectează cu linia căderii de presiune (6).
8 Din acest punct de intersecţie se trage orizontal spre stânga până la valoarea diametrului interior necesar.
Exemplu: Presiune de lucru: 8 barDebit: 50 l/sLungimea ţevii: 400 mCădere de presiune: 0,03 barRezultă o ţeavă RAUPEX – A 90 x 8,2
Notă: Toate valorile se referă la volumul normal de aer. Volumul normal este volumul preluat de aerul uscat în stare normală (temperatura = 0 ºC, presiunea aerului = 1,01325 bar).
1
2
3
4
5
6
7
8

44
8.5.6 Aer comprimat, dimensionarea ţevii SDR 11Presiune de lucru: ____________ barDebit: ____________ l/sLungimea ţevii: ____________ mCădere de presiune: ____________ barRAUPEX-A _____ x _____
45
8.5.7 Aer comprimat, dimensionarea ţevii SDR 7,4Presiune de lucru: ____________ barDebit: ____________ l/sLungimea ţevii: ____________ mCădere de presiune: ____________ barRAUPEX-A _____ x _____
Ca alternativă pentru determinarea diametrului ţevii cu ajutorul nomogramei vă invităm la un program de dimensionare pe site-ul www.rehau.ro.

46
8.6 Exemple de utilizare8.6.1 Robinet cu bilăAdaptat la sistemul de conducte industriale RAUPEX, pentru o închidere mai simplă a sectoarelor sau a liniilor de compensare, se oferă robinetul cu bilă de la REHAU.
- legare directă la sistemul de ţevi industriale RAUPEX prin conexiune cu manşon alunecător
- montaj rapid şi uşor- cu garnitură PTFE- compatibilitate bună cu uleiurile de compresor- pierdere redusă de presiune prin toată trecerea- nu este necesară schimbarea sistemului- de asemenea disponibil cu racord filetat.
Fig. 126a Robinet cu bilă cu manşon alunecător pe o parte
Fig. 126b Robinet cu bilă cu manşon alunecător pe ambele părţi
8.6.2 Doză de distribuţie a aerului comprimatPentru distribuirea aerului comprimat la unelte şi utilaje se oferă în special dozele de distribuţie a aerului comprimat speciale de la REHAU, din aluminiu. Ele se pot monta fie direct, fie cu ajutorul unui suport pe perete. Doza de distribuţie a aerului comprimat se leagă prin tehnica de îmbinare cu manşon alunecător, direct de conducta adecvată RAUPEX. Suplimentar este disponibilă şi doza cu racord filetat. Prin această doză de distribuţie a aerului comprimat este posibilă, cu ajutorul unui cuplaj rapid de siguranţă de la REHAU, alimentarea simultană cu aer comprimat a până la trei unelte şi/sau maşini diferite.Dacă nu sunt utilizate toate cele 3 ieşiri ale dozei, ele pot fi închise cu dopuri de la REHAU.
Fig. 127 Robinet cu bilă cu doză de distribuţie a aerului comprimat
47
9 SISTEM DE ŢEVI INDUSTRIALE RAUPEX® TEHNICA INSTALAŢIILOR DE APĂ RĂCITĂ
9.1 GeneralităţiApa de răcire este necesară peste tot acolo unde trebuie transportată căldura. Adesea aceste conducte sunt concepute ca un circuit.
Dacă la circuitele închise de apă de răcire trebuie împiedicată difuzia de oxigen, se va utiliza ţeava FW RAUTHERM, deoarece aceasta este echipată cu un strat de barieră a difuziei oxigenului.
Apa de răcire din circuitele închise şi deschise trebuie condiţionată în cele mai multe cazuri în funcţie de utilizare, de exemplu prin dozarea biocidului, reglarea valorii pH, desalinizare totală sau parţială, dedurificare, îndepărtarea corpurilor solide, dozarea inhibitorilor împotriva coroziunii. Deoarece proprietăţile apei de răcire se modifică în exploatare, calitatea apei de răcire se va controla la intervale regulate şi în condiţiile date se va face o condiţionare ulterioară.
9.2 DimensionarePentru dimensionarea conductelor pentru apa de răcire sunt prevăzute următoarele: Dimensiunea necesară a conductei se apreciază în prealabil. Pentru aceasta stau la bază diagramele de la 9.2.3, respectiv 9.2.4. La final se calculează pierderea de presiune a conductei. Dacă pierderea de presiune este în afara valorii dorite, conducta trebuie calculată din nou cu un alt diametru de ţeavă.
Presiune: p [Pa]Pierderea de presiune: Δ p [Pa]Panta căderii de presiune: R [Pa/m]Debit: V [l/s]Lungime ţeavă: l [m]Coeficient de rezistenţă locală: ζ Număr bucăţi: n Viteza mediului: v [m/s]
Pierderea de presiune constă dintr-o pierdere de presiune în funcţie de lungimea ţevii şi o pierdere de presiune în funcţie de piesa specială. Se calculează cu ecuaţia 2.
Δp= Δpţeavă + Δpfiting Ecuaţia 2
Δpţeavă = R · I Ecuaţia 3
Panta căderii de presiune R poate fi preluată din diagrama de la 9.2.3 pentru SDR 11 sau din diagrama de la 9.2.4 pentru SDR 7,4. Aceste diagrame au fost concepute pentru apa de răcire la temperatura de 15º C.Pentru determinarea pantei căderii de presiune R sunt necesare dimensiunea ţevii şi debitul V. Pierderea de presiune suplimentară Δpfiting care este produsă prin piesa specială, este compusă din suma pierderilor de presiune ale pieselor speciale şi se determină cu ecuaţia 4.
Δpfiting = nfiting1· Δpfiting1 + nfiting2 · Δpfiting2 + nfiting3 · Δpfiting3 +... Ecuaţia 4
Pierderea de presiune a fiecărei piese speciale în parte se poate determina utilizându-se ecuaţia 5. Valorile ζ necesare pentru aceasta sunt preluate din tabelul 28.
Δpfiting1 = ζfiting1 · (ρ/2) · v2 Ecuaţia 5

48
Valoarea pentru viteza v se poate determina grafic din diagramele de la 9.2.3 respectiv 9.2.4. această valoare se va multiplica pentru a se obţine v2.Valorile pentru ζ pot fi preluate din tabelul 28.Rezultatele din ecuaţia 5 se introduc în ecuaţia 4. Apoi rezultatele din ecuaţia 4 şi 3 se introduc în ecuaţia 2.Dacă valoarea din ecuaţia 2 este sub Δp stabilită, conducta este dimensionată corect. În caz contrar conducta trebuie calculată încă o dată cu un diametru de ţeavă mai mare până se ajunge la valoarea necesară pentru Δp.
9.2.1 Formular pentru calculul pierderii de presiunePentru a determina mai uşor pierderea de presiune, este adecvat formularul REHAU pentru determinarea pierderii de presiune.Pe rândul 1 se înscrie dimensiunea ţevii şi pe rândul 2, debitul. Panta căderii de presiune liniare pe ţeavă se înscrie pe rândul 3 cu ajutorul diagramei de la 9.2.3, respectiv 9.2.4.Cu lungimea ţevii care se înscrie pe rândul 4, prin multiplicare se poate calcula Δpconductă. Din diagramă se determină viteza v, se înscrie pe rândul 5 şi pătratul pe rândul 6. Această valoare se preia de pe rândurile 7 – 15.Pentru calculul Δpfitinguri se înscriu numerele de bucăţi corespunzătoare de pe rândurile 7 – 15. Prin multiplicare rezultă pierderea de presiune pentru Δpfiting a fiecărei piese speciale în parte. Prin adunare rezultă Δpfitinguri şi se înscrie pe rândul 16. Pierderea totală de presiune Δp se calculează apoi pe rândul 17.
Denumire Simbol Valoare ζ
Cot 90º 1,3
Cot 45º 0,5
Piesă T ramificaţie 1,3
Piesă T trecere 0,3
Piesă T distribuţie 1,5
Piesă T unificare 1,3
Reducţie 0,4
Robinet sertar cu închidere 0,5
Robinet cu bilă 0,1
Tab. 28 Valori ζ pentru piese speciale

49
9.2.2 Exemplul unui calcul de pierdere a presiunii
1 Rohrdimension: 75 x 6,8
2 Volumenstrom V = 3,6 l/s
3 Rohrreibungsgefälle: R = 250 Pa/m
4 Rohrlänge: l = 60 m = 15000 Pa
=
5 Geschwindigkeit: v = 1,2 m/s
6 v 2 = 1,44 m²/s²
Bezeichnung ∆p Formteile = Anzahl x ζ-Wert x ρ/2 x v 2 =
7 Winkel 90° ∆p Winkel 90° = 10 x 1,3 x 500 x 1,44 = 9360 Pa
8 Winkel 45° ∆p Winkel 45° = 2 x 0,5 x 500 x 1,44 = 720 Pa
9 T-Stück Abzweig ∆p T-Stück Abzweig = - x 1,3 x 500 x 1,44 = - Pa
10 T-Stück Durchgang ∆p T-Stück Durchgang = 4 x 0,3 x 500 x 1,44 = 864 Pa
11 T-Stück Verteilung ∆p T-Stück Verteilung = - x 1,5 x 500 x 1,44 = - Pa
12 T-Stück Vereinigung ∆p T-Stück Vereinigung = - x 1,3 x 500 x 1,44 = - Pa
13 Reduzierung ∆p Reduzierung = - x 0,4 x 500 x 1,44 = - Pa
14 Absperrschieber ∆p Absperrschieber = 2 x 0,5 x 500 x 1,44 = 720 Pa
15 Kugelhahn ∆p Kugelhahn = - x 0,1 x 500 x 1,44 = - Pa
16 = 11664 Pa
17 = 26664 Pa
Ermittlung Druckverlust für Rohrstrang
Σ Zeile 4 + 16
aus Diagramm
Σ Zeile 7 - 15
aus Diagramm
∆p Rohrleitung = R x l
∆p Formteile = ∆p Winkel 90° + ∆p ..... + ∆p .....
∆p = ∆p Rohrleitung + ∆p Formteile
Symbol
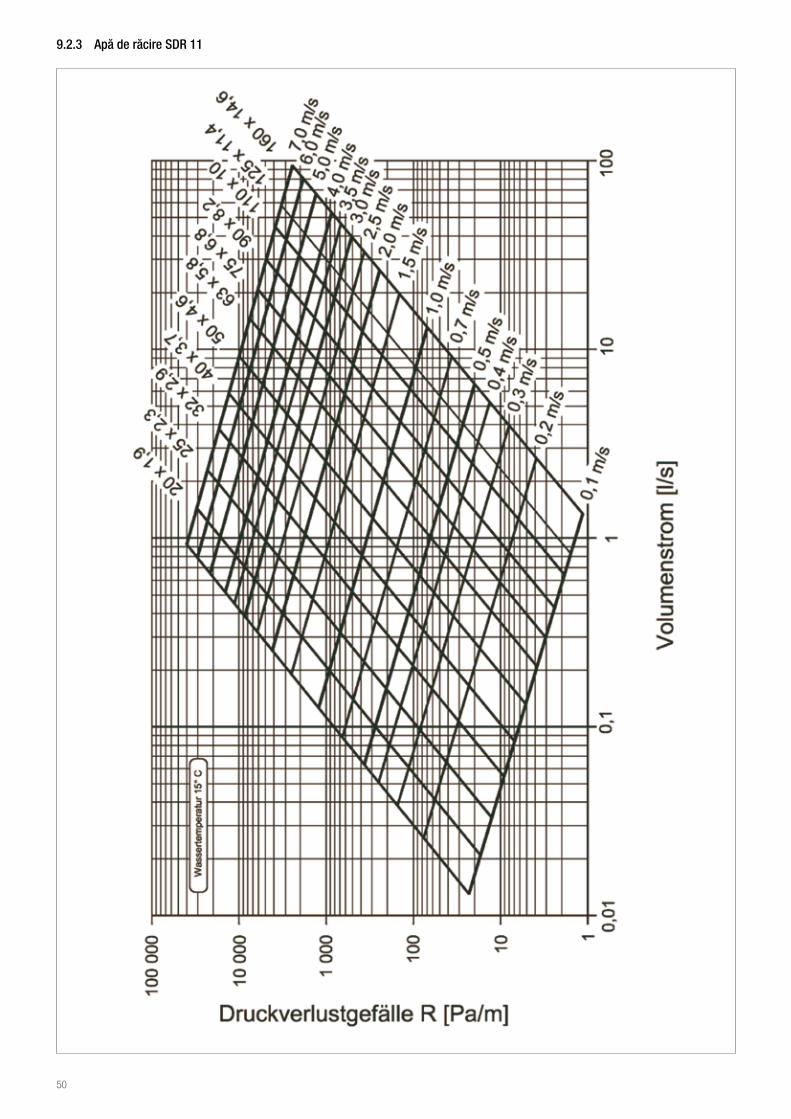
50
9.2.3 Apă de răcire SDR 11
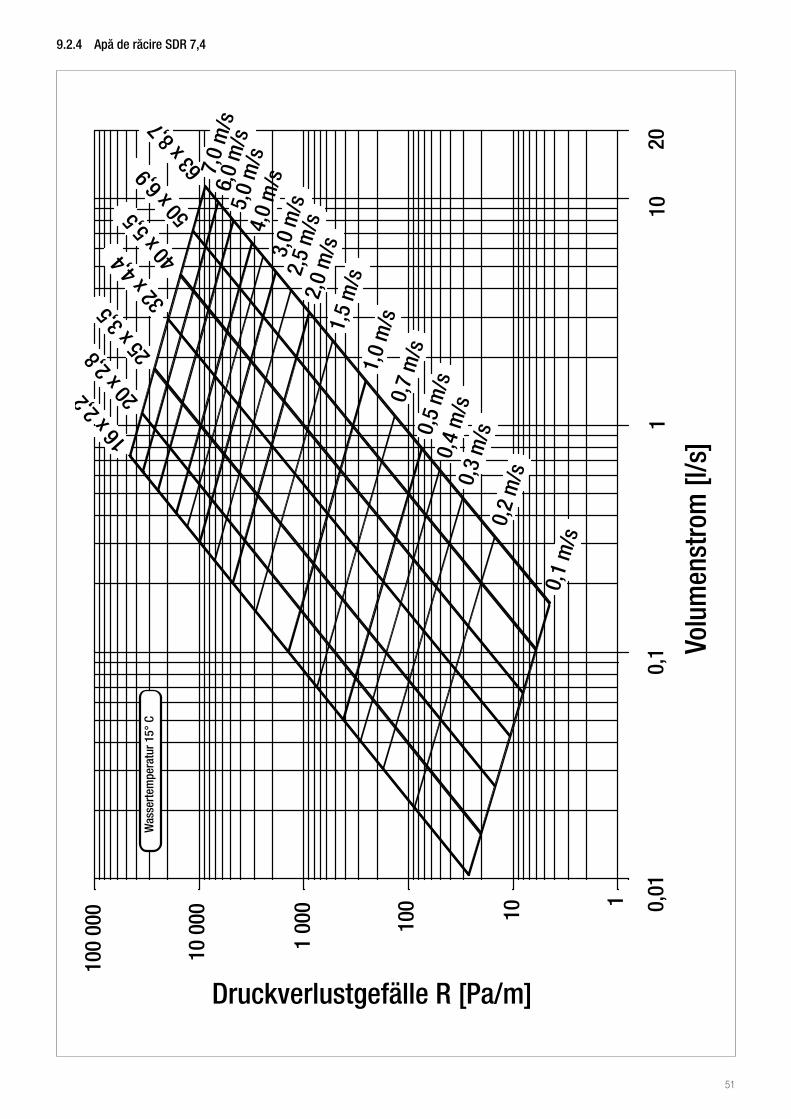
51
9.2.4 Apă de răcire SDR 7,4
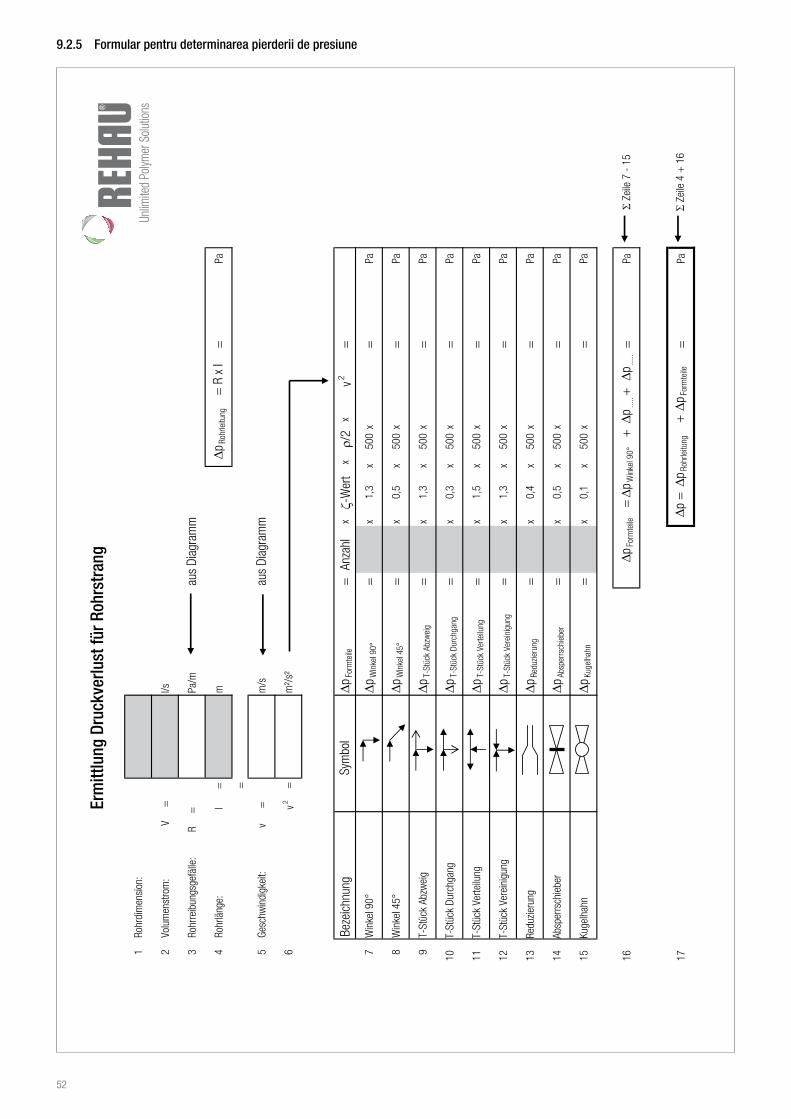
52
9.2.5 Formular pentru determinarea pierderii de presiune
1Ro
hrdi
men
sion
:
2Vo
lum
enst
rom
:V
=l/s
3Ro
hrre
ibun
gsge
fälle
:R
=Pa
/m
4Ro
hrlä
nge:
l=
m=
Pa
=
5Ge
schw
indi
gkei
t:v
=m
/s
6v2
=m
²/s²
Beze
ichn
ung
∆pFo
rmte
ile=
Anza
hlx
ζ-W
ert
xρ/
2x
v2=
7W
inke
l 90°
∆pW
inke
l 90°
=x
1,3
x50
0x
=Pa
8W
inke
l 45°
∆pW
inke
l 45°
=x
0,5
x50
0x
=Pa
9T-
Stüc
k Ab
zwei
g∆p
T-St
ück
Abzw
eig
=x
1,3
x50
0x
=Pa
10T-
Stüc
k Du
rchg
ang
∆pT-
Stüc
k Du
rchg
ang
=x
0,3
x50
0x
=Pa
11T-
Stüc
k Ve
rteilu
ng∆p
T-St
ück
Verte
ilung
=x
1,5
x50
0x
=Pa
12T-
Stüc
k Ve
rein
igun
g∆p
T-St
ück
Vere
inig
ung
=x
1,3
x50
0x
=Pa
13Re
duzie
rung
∆pRe
duzie
rung
=x
0,4
x50
0x
=Pa
14Ab
sper
rsch
iebe
r∆p
Absp
errs
chie
ber
=x
0,5
x50
0x
=Pa
15Ku
gelh
ahn
∆pKu
gelh
ahn
=x
0,1
x50
0x
=Pa
16=
Pa
17=
Pa
Sym
bol
Erm
ittlu
ng D
ruck
verlu
st fü
r Roh
rstr
ang
Σ Z
eile
4 +
16
aus
Diag
ram
m
Σ Z
eile
7 -
15
aus
Diag
ram
m
∆pRo
hrle
itung
= R
x l
∆pFo
rmte
ile
= ∆
p Win
kel 9
0°
+ ∆
p ....
.+ ∆
p ....
.
∆p =
∆p R
ohrle
itung
+ ∆
p For
mte
ile

53
10 SISTEM DE ŢEVI INDUSTRIALE RAUPEX® TRANSPORTUL MATERIILOR SOLIDE
Pentru transportul materiilor solide sunt adecvate ţevile RAUPEX (excepţii vezi la 10.1 şi 10.2).Datorită capacităţii mari de rezistenţă a materialului RAU-PE-Xa faţă de mediile abrazive,ţevile RAUPEX ating valori în timp mult mai bune decât cele din oţel sau PE. Se va ţine seama că modificările de direcţie din ţeava îndoită RAUPEX, prezintă valori la uzură mari în zona de îndoire. Ca tehnică de îmbinare vă recomandăm mufele prin electrofuziune.
10.1. Transportul hidraulic al materialelor solideSistemul de ţevi industriale RAUPEX a păstrat ca mediu purtător pentru transportul materialelor solide, apa.
Dacă în apă se introduc alte lichide purtătoare, rezistenţa specifică a lichidului nu trebuie să depăşească valoarea de 106 Ω x cm, deoarece altfel se ajunge la încărcare electrostatică.
10.2. Transportul pneumatic al materiilor solidePentru transportul pneumatic al materiilor solide sunt folosite ţevi RAUPEX numai condiţionat, deoarece ţevile RAUPEX nu sunt conducătoare de electricitate. Ca urmare la transportul amestecului de aer/material solid rezultă încărcare electrostatică.
La transportul anumitor amestecuri de aer- material solid poate să apară pericolul de explozie datorită încărcării electrostatice.
La transportul amestecului aer/material solid se evită încărcările, dacă umiditatea relativă a aerului este ≥ 65%.În acest caz se permite un transport pneumatic de materiale solide (vezi directivele de prevenire a accidentelor prin încărcare electrostatică, emitent: Asociaţia profesională a industriei chimice, Verlag Chemie GmbH, D – 69469 Weinheim).

54
11 SISTEMUL DE ŢEVI INDUSTRIALE RAUPEX®
MONTAJ şI AMPLASARE
Ţevile RAUPEX pot fi amplasate liber în clădiri, sub tencuială sau în sistemele suporturilor de cablu. De asemenea este posibilă amplasarea în sol, canale sau ţevi de protecţie.
AvertizarePericol de accidente! La desfacerea legăturilor de ţevi inelare se va ţine seama că pot să sară capetele ţevilor.Deoarece în special la diametre mai mari forţele cresc, se va proceda cu atenţie şi în mod corespunzător.Se va ţine seama că la scurtare ţevile sunt detensionate. În această situaţie, cele două bucăţi de ţeavă de tăiat se vor fixa individual, deoarece acestea pot să sară.Când se depozitează legăturile inelare de ţevi trebuie asigurate împotriva accidentelor.Înălţimea stivei de ţevi (pentru bare) trebuie să fie de maxim 1 m. Ţevile se vor asigura împotriva rostogolirii.
11.1 Montaj îngropat Ţevile RAUPEX sunt montate sub pământ atât sub formă de bare, cât şi sub formă de legături, pe distanţe mai mari utilizarea legăturilor fiind mai economică. În baza proprietăţilor materialelor, ţevile RAUPEX sunt ideale pentru montajul sub pământ. În special tehnicile de montare fără şanţuri sau montajul fără pat de nisip au ridicat cerinţele speciale pentru materialul ţevii cu privire la tăieturi, fisuri şi avansare rapidă a fisurii. Ţevile RAUPEX îndeplinesc aceste cerinţe.
Fitingurile cu manşon alunecător şi manşoanele aferente se vor proteja la montajul îngropat cu un înveliş de protecţie adecvat (de exemplu benzi de etanşare) împotriva umezelii, coroziunii şi a mediilor şi materialelor agresive.
11.1.1 Lucrări de terasamenteLa lucrările de montaj şi de terasamente se vor respecta în principiu cerinţele reglementării DVGW W 400. Dimensiunile şanţului pentru ţevi influenţează mărimea şi repartizarea sarcinilor pământului şi a încărcărilor din trafic şi prin acestea încărcarea asupra conductei. Lungimea tălpii şanţului este în funcţie de diametrul exterior al ţevii, dacă pentru montarea ţevii este necesar un spaţiu de lucru accesibil (spaţii de lucru minime conform DIN 4124). Talpa şanţului se va realiza la lăţimea şi adâncimea indicată, astfel încât conducta să fie aşezată pe întreaga lungime. În terenurile stâncoase şi pietroase talpa şanţului se va săpa mai adânc cu minim 0,1 m şi săpătura se va înlocui printr-un strat fără pietre.În cazul tălpilor de fundaţie neportante şi cu conţinut ridicat de apă, precum şi la straturi de pământ cu diverse capacităţi portante, conducta se va asigura prin măsuri de construcţie adecvate, ca de exemplu printr-o umplutură de pietriş fin. La tronsoanele în pantă trebuie împiedicată plutirea stratului suport, prin montarea de grinzi transversale. Dacă este necesar se drenează.
11.1.2 Verificarea ţevilor Ţevile şi părţile de conductă se vor verifica conform DVGW – reglementarea W400-1 înainte de aşezarea în şanţ, referitor la eventuale defecte rezultate din transport şi depozitare. Nu trebuie montate ţevile şi părţile de conducte cu defecte cu muchii ascuţite. Crestăturile şi şanţurile de pe ţevile din RAU –PE-Xa trebuie să fie maxim 20% din grosimea peretelui.
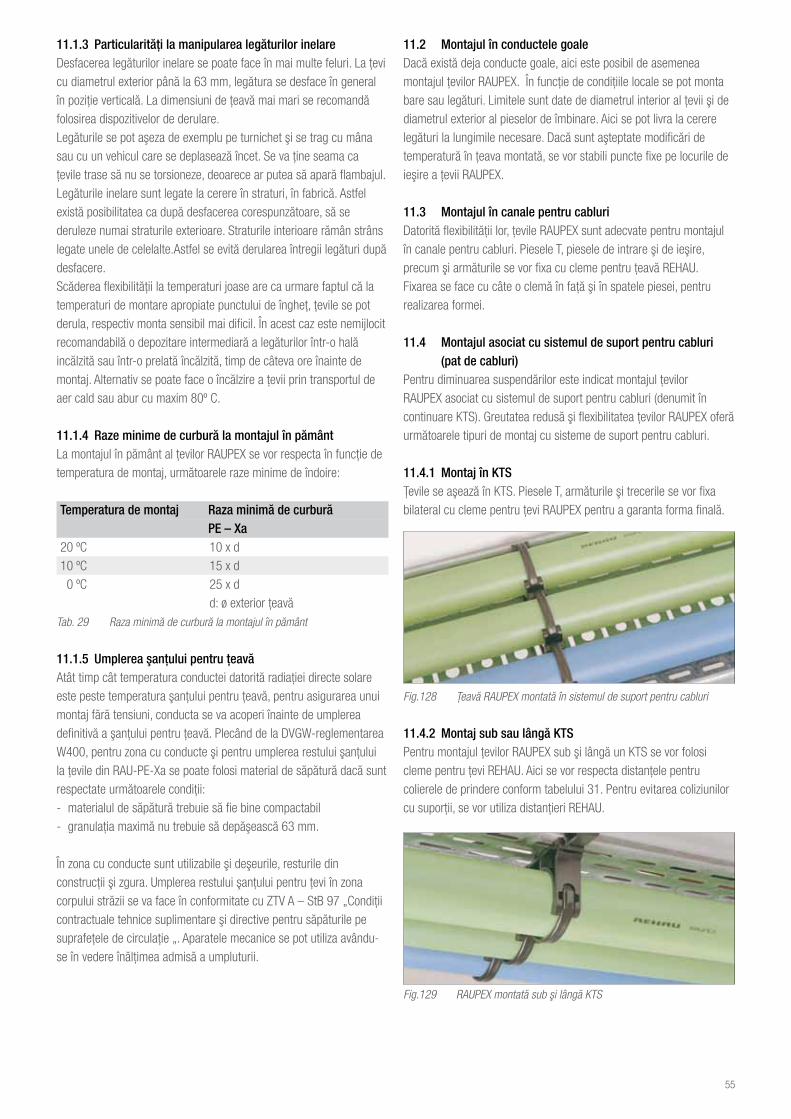
55
11.1.3 Particularităţi la manipularea legăturilor inelareDesfacerea legăturilor inelare se poate face în mai multe feluri. La ţevi cu diametrul exterior până la 63 mm, legătura se desface în general în poziţie verticală. La dimensiuni de ţeavă mai mari se recomandă folosirea dispozitivelor de derulare.Legăturile se pot aşeza de exemplu pe turnichet şi se trag cu mâna sau cu un vehicul care se deplasează încet. Se va ţine seama ca ţevile trase să nu se torsioneze, deoarece ar putea să apară flambajul. Legăturile inelare sunt legate la cerere în straturi, în fabrică. Astfel există posibilitatea ca după desfacerea corespunzătoare, să se deruleze numai straturile exterioare. Straturile interioare rămân strâns legate unele de celelalte.Astfel se evită derularea întregii legături după desfacere.Scăderea flexibilităţii la temperaturi joase are ca urmare faptul că la temperaturi de montare apropiate punctului de îngheţ, ţevile se pot derula, respectiv monta sensibil mai dificil. În acest caz este nemijlocit recomandabilă o depozitare intermediară a legăturilor într-o hală incălzită sau într-o prelată încălzită, timp de câteva ore înainte de montaj. Alternativ se poate face o încălzire a ţevii prin transportul de aer cald sau abur cu maxim 80º C.
11.1.4 Raze minime de curbură la montajul în pământLa montajul în pământ al ţevilor RAUPEX se vor respecta în funcţie de temperatura de montaj, următoarele raze minime de îndoire:
Temperatura de montaj Raza minimă de curbură PE – Xa20 ºC 10 x d10 ºC 15 x d 0 ºC 25 x d d: ø exterior ţeavă
Tab. 29 Raza minimă de curbură la montajul în pământ
11.1.5 Umplerea şanţului pentru ţeavăAtât timp cât temperatura conductei datorită radiaţiei directe solare este peste temperatura şanţului pentru ţeavă, pentru asigurarea unui montaj fără tensiuni, conducta se va acoperi înainte de umplerea definitivă a şanţului pentru ţeavă. Plecând de la DVGW-reglementarea W400, pentru zona cu conducte şi pentru umplerea restului şanţului la ţevile din RAU-PE-Xa se poate folosi material de săpătură dacă sunt respectate următoarele condiţii: - materialul de săpătură trebuie să fie bine compactabil- granulaţia maximă nu trebuie să depăşească 63 mm.
În zona cu conducte sunt utilizabile şi deşeurile, resturile din construcţii şi zgura. Umplerea restului şanţului pentru ţevi în zona corpului străzii se va face în conformitate cu ZTV A – StB 97 „Condiţii contractuale tehnice suplimentare şi directive pentru săpăturile pe suprafeţele de circulaţie „. Aparatele mecanice se pot utiliza avându-se în vedere înălţimea admisă a umpluturii.
11.2 Montajul în conductele goaleDacă există deja conducte goale, aici este posibil de asemenea montajul ţevilor RAUPEX. În funcţie de condiţiile locale se pot monta bare sau legături. Limitele sunt date de diametrul interior al ţevii şi de diametrul exterior al pieselor de îmbinare. Aici se pot livra la cerere legături la lungimile necesare. Dacă sunt aşteptate modificări de temperatură în ţeava montată, se vor stabili puncte fixe pe locurile de ieşire a ţevii RAUPEX.
11.3 Montajul în canale pentru cabluriDatorită flexibilităţii lor, ţevile RAUPEX sunt adecvate pentru montajul în canale pentru cabluri. Piesele T, piesele de intrare şi de ieşire, precum şi armăturile se vor fixa cu cleme pentru ţeavă REHAU.Fixarea se face cu câte o clemă în faţă şi în spatele piesei, pentru realizarea formei.
11.4 Montajul asociat cu sistemul de suport pentru cabluri (pat de cabluri)
Pentru diminuarea suspendărilor este indicat montajul ţevilor RAUPEX asociat cu sistemul de suport pentru cabluri (denumit în continuare KTS). Greutatea redusă şi flexibilitatea ţevilor RAUPEX oferă următoarele tipuri de montaj cu sisteme de suport pentru cabluri.
11.4.1 Montaj în KTSŢevile se aşează în KTS. Piesele T, armăturile şi trecerile se vor fixa bilateral cu cleme pentru ţevi RAUPEX pentru a garanta forma finală.
Fig.128 Ţeavă RAUPEX montată în sistemul de suport pentru cabluri
11.4.2 Montaj sub sau lângă KTSPentru montajul ţevilor RAUPEX sub şi lângă un KTS se vor folosi cleme pentru ţevi REHAU. Aici se vor respecta distanţele pentru colierele de prindere conform tabelului 31. Pentru evitarea coliziunilor cu suporţii, se vor utiliza distanţieri REHAU.
Fig.129 RAUPEX montată sub şi lângă KTS
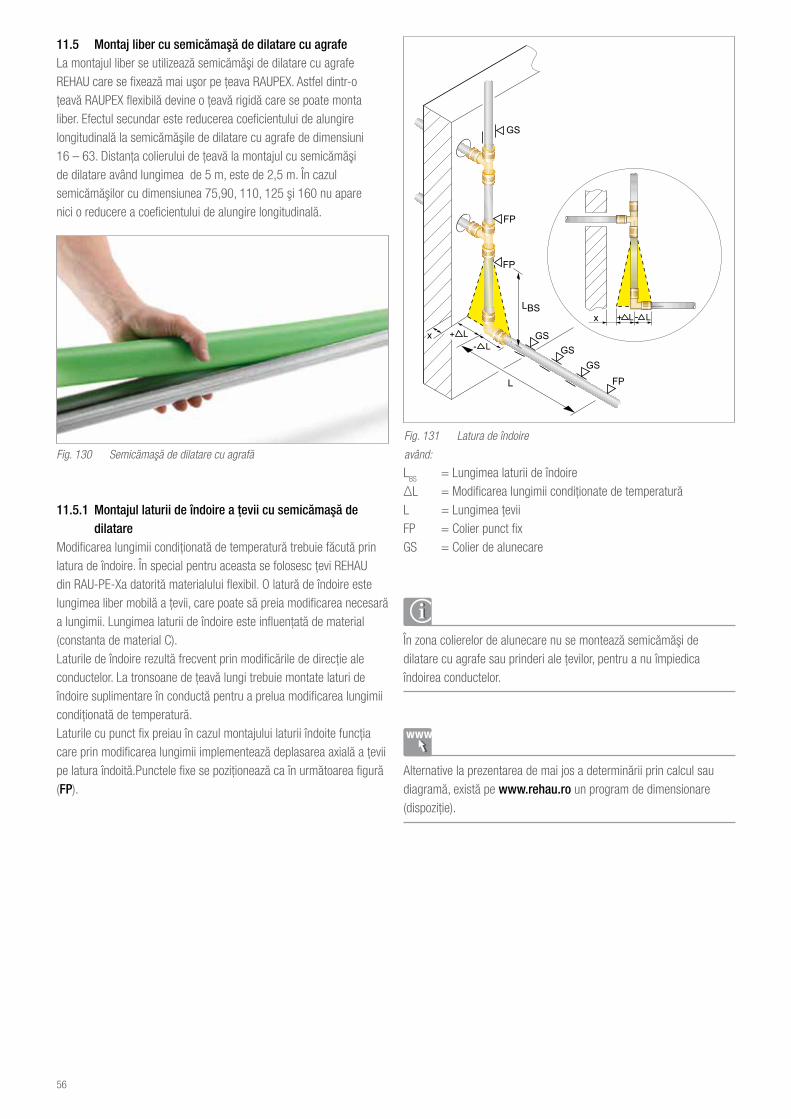
56
11.5 Montaj liber cu semicămaşă de dilatare cu agrafeLa montajul liber se utilizează semicămăşi de dilatare cu agrafe REHAU care se fixează mai uşor pe ţeava RAUPEX. Astfel dintr-o ţeavă RAUPEX flexibilă devine o ţeavă rigidă care se poate monta liber. Efectul secundar este reducerea coeficientului de alungire longitudinală la semicămăşile de dilatare cu agrafe de dimensiuni 16 – 63. Distanţa colierului de ţeavă la montajul cu semicămăşi de dilatare având lungimea de 5 m, este de 2,5 m. În cazul semicămăşilor cu dimensiunea 75,90, 110, 125 şi 160 nu apare nici o reducere a coeficientului de alungire longitudinală.
11.5.1 Montajul laturii de îndoire a ţevii cu semicămaşă de dilatare
Modificarea lungimii condiţionată de temperatură trebuie făcută prin latura de îndoire. În special pentru aceasta se folosesc ţevi REHAU din RAU-PE-Xa datorită materialului flexibil. O latură de îndoire este lungimea liber mobilă a ţevii, care poate să preia modificarea necesară a lungimii. Lungimea laturii de îndoire este influenţată de material (constanta de material C).Laturile de îndoire rezultă frecvent prin modificările de direcţie ale conductelor. La tronsoane de ţeavă lungi trebuie montate laturi de îndoire suplimentare în conductă pentru a prelua modificarea lungimii condiţionată de temperatură.Laturile cu punct fix preiau în cazul montajului laturii îndoite funcţia care prin modificarea lungimii implementează deplasarea axială a ţevii pe latura îndoită.Punctele fixe se poziţionează ca în următoarea figură (FP).
LBS = Lungimea laturii de îndoireΔL = Modificarea lungimii condiţionate de temperaturăL = Lungimea ţeviiFP = Colier punct fixGS = Colier de alunecare
În zona colierelor de alunecare nu se montează semicămăşi de dilatare cu agrafe sau prinderi ale ţevilor, pentru a nu împiedica îndoirea conductelor.
Alternative la prezentarea de mai jos a determinării prin calcul sau diagramă, există pe www.rehau.ro un program de dimensionare (dispoziţie).
Fig. 130 Semicămaşă de dilatare cu agrafă
Fig. 131 Latura de îndoire
având:

57
ΔL = α · L · ΔT = 0,04 mm/mK · 50 m · 20K = 40 mm
LBS
= C · da · ΔL = 12 · 40 mm · 40 mm = 480 mm ≈ 500 mm
LBS
= C · da · ΔL√
√ √
11.5.2 Calculul laturii de îndoirePentru stabilirea lungimii laturii de îndoire trebuie determinată mai întâi modificarea lungimii condiţionată de temperatură: ΔL = α · L · ΔT
ΔL = modificarea lungimii condiţionată de temperatură [mm]α = coeficient de alungire [mm/mK] L = lungimea conductei [m]ΔT = diferenţa de temperatură [K]
Dimensiune [mm] Coeficient de alungire α [mm/mK]16 – 40 0,0450 – 63 0,175 – 160 0,15
Tab. 30 Coeficienţi de alungire longitudinală cu semicămaşă de dilatare
cu agrafă
Cu valoarea modificării lungimii se poate determina lungimea laturii de îndoire.
LBS = lungimea laturii de îndoire [mm]da = diametrul exterior al ţevii [mm]ΔL = modificarea lungimii condiţionate de temperatură [mm]C = constanta de material (pentru RAUPEX: C = 12)
11.5.3 Exemplu de calcul Ţeavă RAUPEX-A 40 x 3,7 (montată cu semicămaşă de dilatare cu agrafă)Lungimea ţevii L = 50 mDiferenţa de temperatură ΔT = 20 KCoeficient de alungire α = 0,04 mm/mK
Sectorul de conductă necesită o latură de îndoire cu lungimea de 0,5 m (vezi şi în capitolul 11.6.2.)
11.5.4 Determinarea laturii de îndoire cu ajutorul diagramei Calculele complexe pot fi înlocuite prin determinare grafică.Pentru ţevile RAUPEX cu dimensiuni de 16 – 63 se pot folosi diagrame conform figurii 133 şi 134. Pentru ţevile RAUPEX cu dimensiuni de 75 – 160 este valabilă figura 135 (determinarea laturii de îndoire 16 – 160 fără semicămaşă de dilatare). La aceste dimensiuni nu se ajunge la o diminuare a alungirii longitudinale prin folosirea semicămăşilor de dilatare cu agrafă.
Fig. 132 Determinarea laturii de îndoire pentru exemplu de calcul
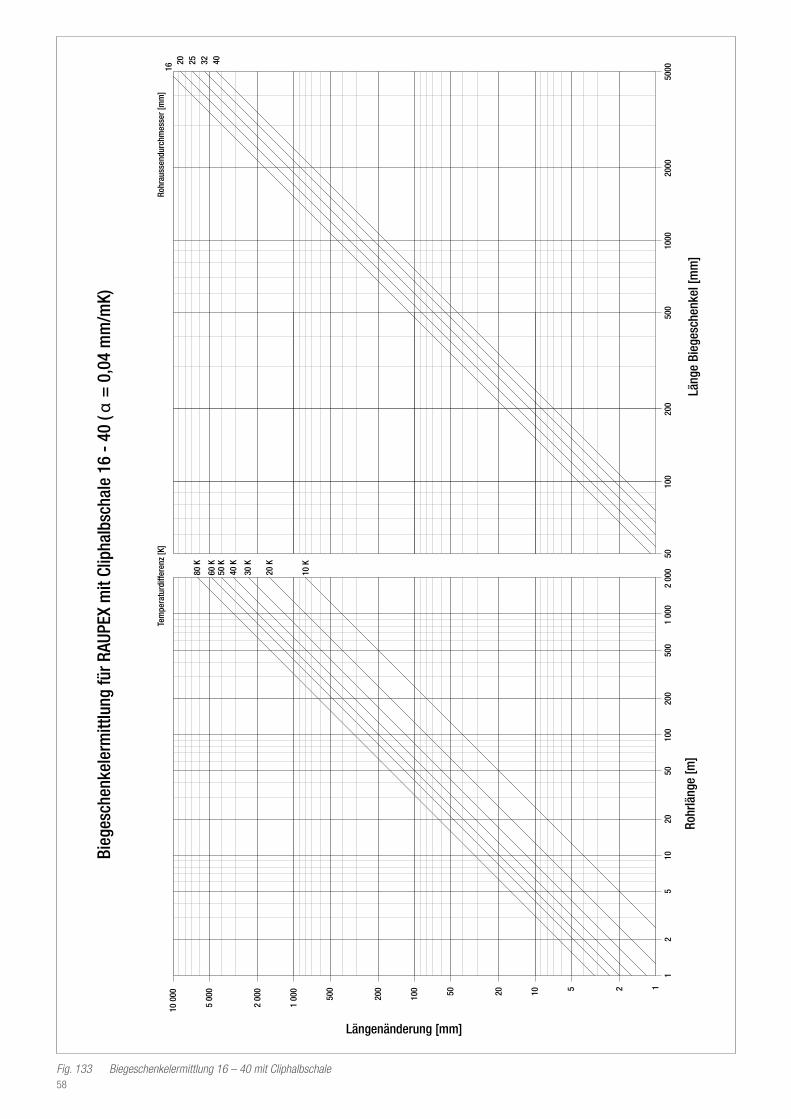
58
α
Fig. 133 Biegeschenkelermittlung 16 – 40 mit Cliphalbschale
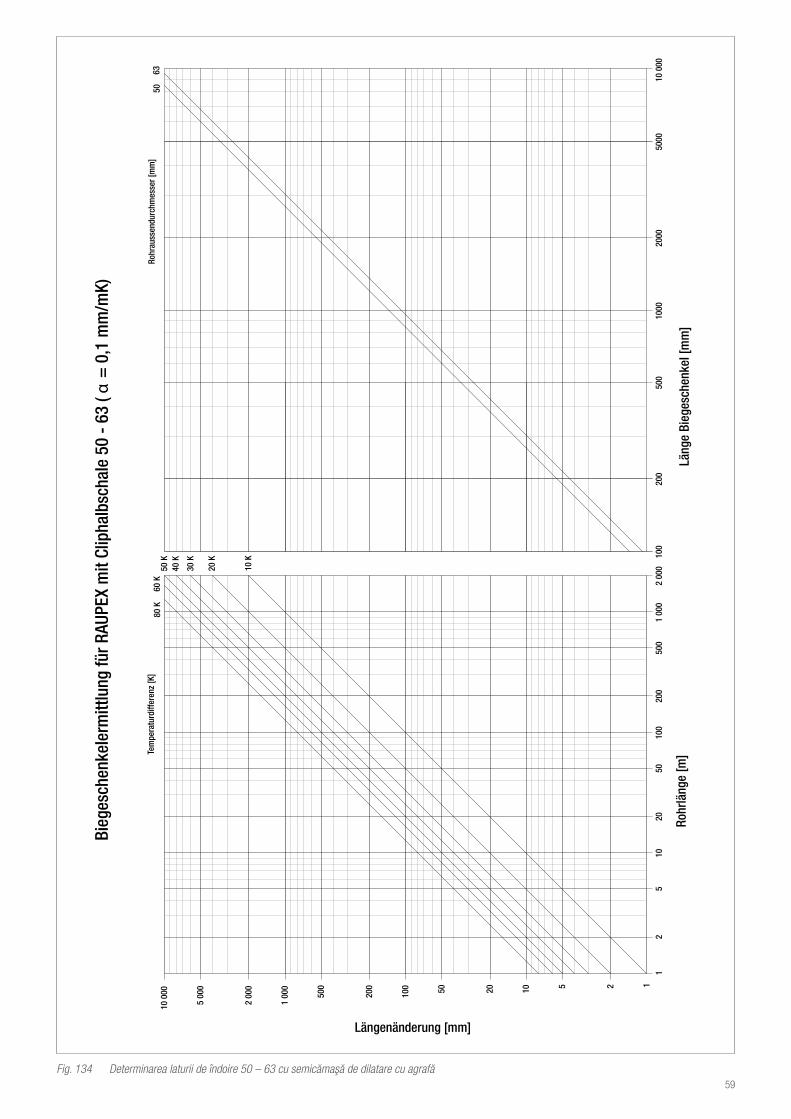
59
Fig. 134 Determinarea laturii de îndoire 50 – 63 cu semicămaşă de dilatare cu agrafă
α
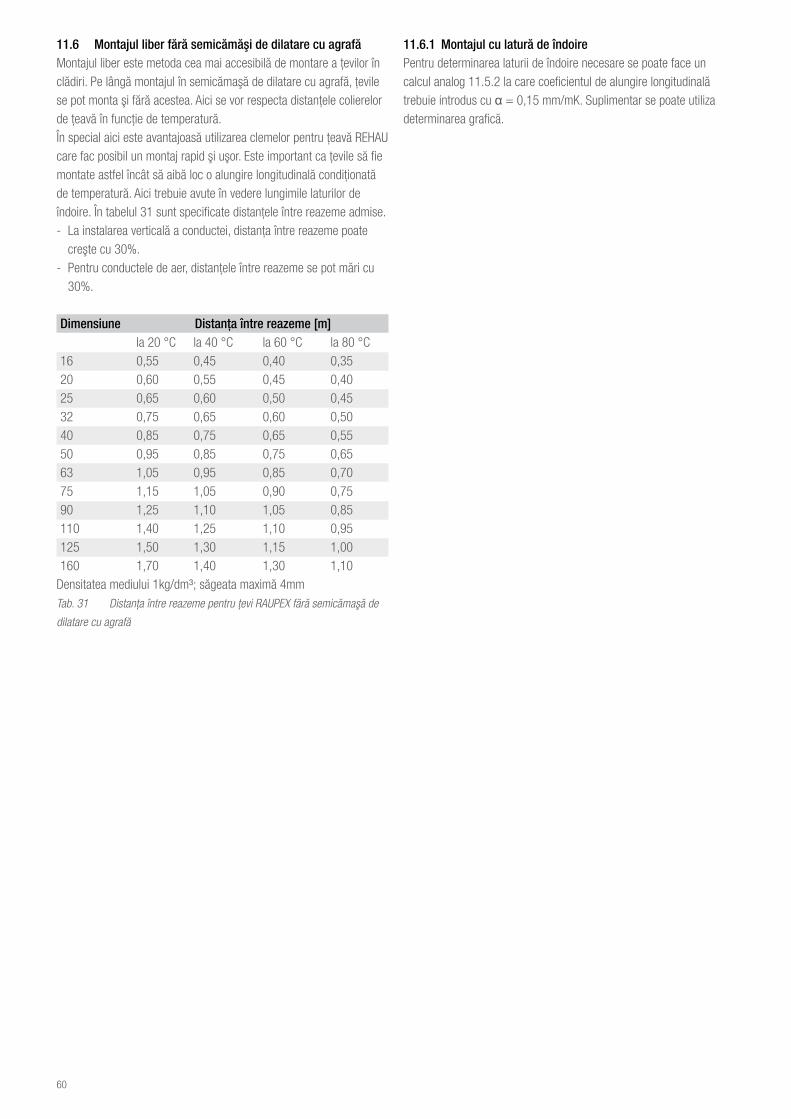
60
11.6 Montajul liber fără semicămăşi de dilatare cu agrafăMontajul liber este metoda cea mai accesibilă de montare a ţevilor în clădiri. Pe lângă montajul în semicămaşă de dilatare cu agrafă, ţevile se pot monta şi fără acestea. Aici se vor respecta distanţele colierelor de ţeavă în funcţie de temperatură.În special aici este avantajoasă utilizarea clemelor pentru ţeavă REHAU care fac posibil un montaj rapid şi uşor. Este important ca ţevile să fie montate astfel încât să aibă loc o alungire longitudinală condiţionată de temperatură. Aici trebuie avute în vedere lungimile laturilor de îndoire. În tabelul 31 sunt specificate distanţele între reazeme admise.- La instalarea verticală a conductei, distanţa între reazeme poate
creşte cu 30%.- Pentru conductele de aer, distanţele între reazeme se pot mări cu
30%.
Dimensiune Distanţa între reazeme [m] la 20 °C la 40 °C la 60 °C la 80 °C16 0,55 0,45 0,40 0,3520 0,60 0,55 0,45 0,4025 0,65 0,60 0,50 0,4532 0,75 0,65 0,60 0,5040 0,85 0,75 0,65 0,5550 0,95 0,85 0,75 0,6563 1,05 0,95 0,85 0,7075 1,15 1,05 0,90 0,7590 1,25 1,10 1,05 0,85110 1,40 1,25 1,10 0,95125 1,50 1,30 1,15 1,00160 1,70 1,40 1,30 1,10
Densitatea mediului 1kg/dm³; săgeata maximă 4mmTab. 31 Distanţa între reazeme pentru ţevi RAUPEX fără semicămaşă de
dilatare cu agrafă
11.6.1 Montajul cu latură de îndoirePentru determinarea laturii de îndoire necesare se poate face un calcul analog 11.5.2 la care coeficientul de alungire longitudinală trebuie introdus cu α = 0,15 mm/mK. Suplimentar se poate utiliza determinarea grafică.
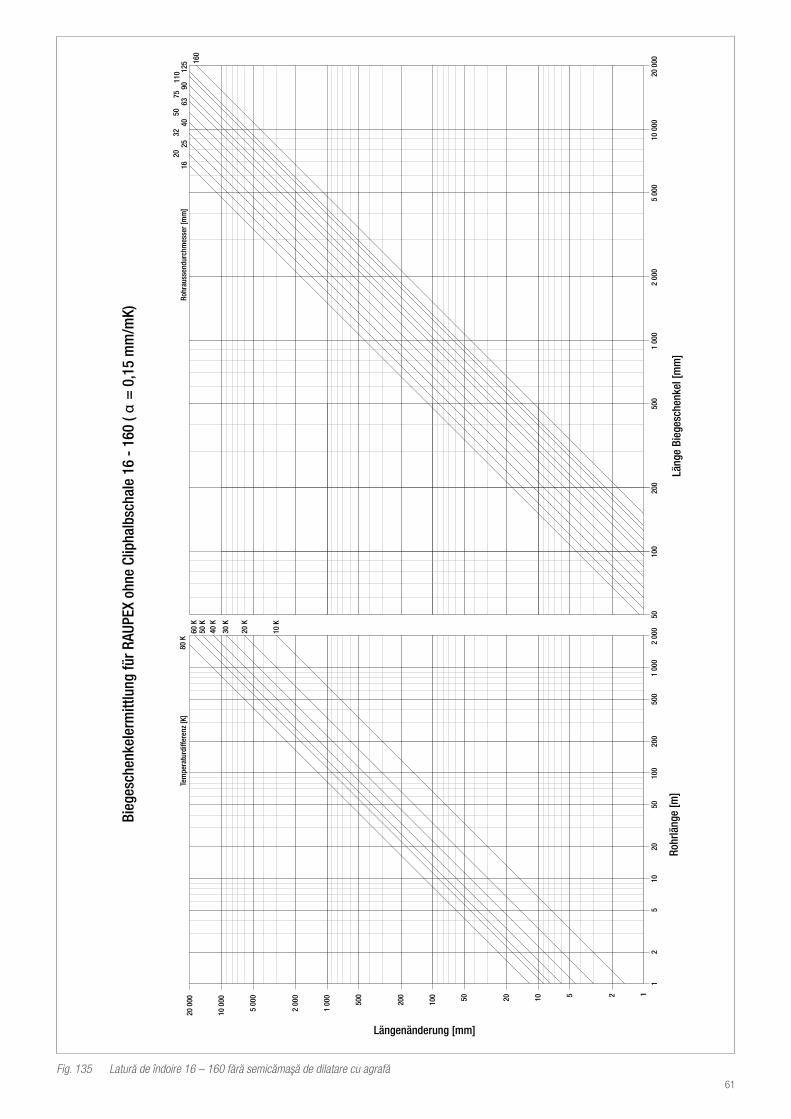
61
Fig. 135 Latură de îndoire 16 – 160 fără semicămaşă de dilatare cu agrafă
α
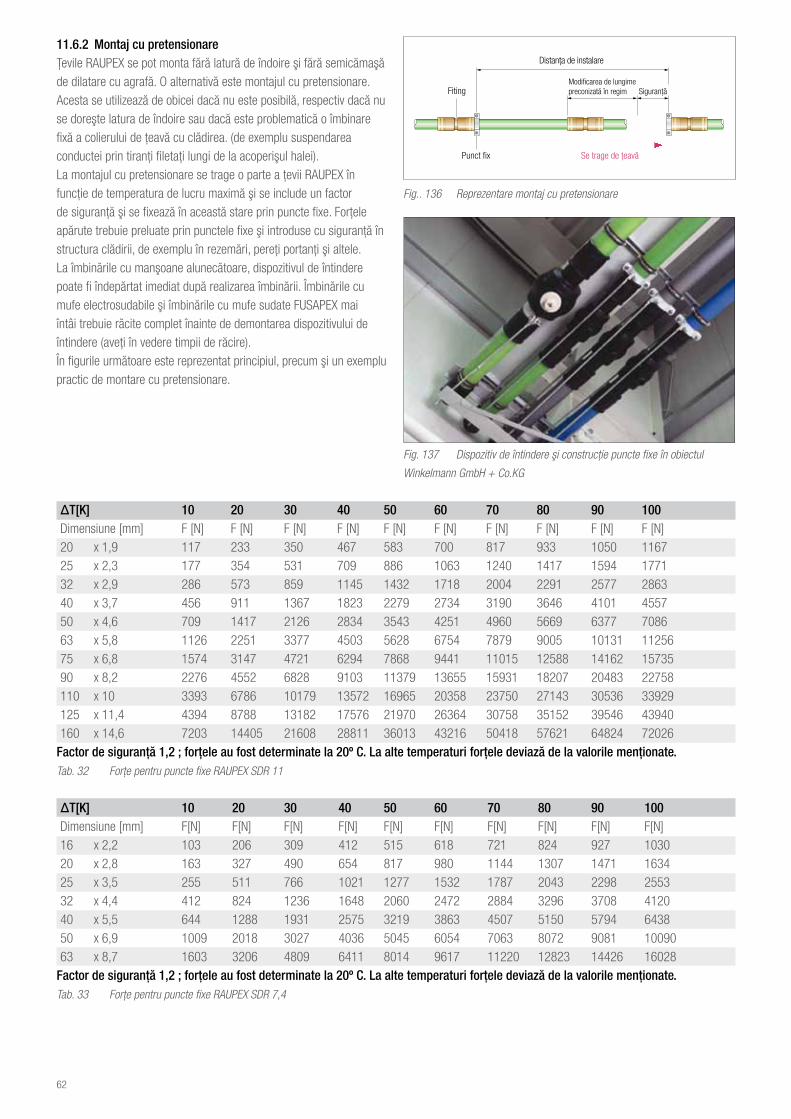
62
11.6.2 Montaj cu pretensionare Ţevile RAUPEX se pot monta fără latură de îndoire şi fără semicămaşă de dilatare cu agrafă. O alternativă este montajul cu pretensionare. Acesta se utilizează de obicei dacă nu este posibilă, respectiv dacă nu se doreşte latura de îndoire sau dacă este problematică o îmbinare fixă a colierului de ţeavă cu clădirea. (de exemplu suspendarea conductei prin tiranţi filetaţi lungi de la acoperişul halei).La montajul cu pretensionare se trage o parte a ţevii RAUPEX în funcţie de temperatura de lucru maximă şi se include un factor de siguranţă şi se fixează în această stare prin puncte fixe. Forţele apărute trebuie preluate prin punctele fixe şi introduse cu siguranţă în structura clădirii, de exemplu în rezemări, pereţi portanţi şi altele.La îmbinările cu manşoane alunecătoare, dispozitivul de întindere poate fi îndepărtat imediat după realizarea îmbinării. Îmbinările cu mufe electrosudabile şi îmbinările cu mufe sudate FUSAPEX mai întâi trebuie răcite complet înainte de demontarea dispozitivului de întindere (aveţi în vedere timpii de răcire).În figurile următoare este reprezentat principiul, precum şi un exemplu practic de montare cu pretensionare.
Fig.. 136 Reprezentare montaj cu pretensionare
Fig. 137 Dispozitiv de întindere şi construcţie puncte fixe în obiectul
Winkelmann GmbH + Co.KG
ΔT[K] 10 20 30 40 50 60 70 80 90 100Dimensiune [mm] F [N] F [N] F [N] F [N] F [N] F [N] F [N] F [N] F [N] F [N]20 x 1,9 117 233 350 467 583 700 817 933 1050 116725 x 2,3 177 354 531 709 886 1063 1240 1417 1594 177132 x 2,9 286 573 859 1145 1432 1718 2004 2291 2577 286340 x 3,7 456 911 1367 1823 2279 2734 3190 3646 4101 455750 x 4,6 709 1417 2126 2834 3543 4251 4960 5669 6377 708663 x 5,8 1126 2251 3377 4503 5628 6754 7879 9005 10131 1125675 x 6,8 1574 3147 4721 6294 7868 9441 11015 12588 14162 1573590 x 8,2 2276 4552 6828 9103 11379 13655 15931 18207 20483 22758110 x 10 3393 6786 10179 13572 16965 20358 23750 27143 30536 33929125 x 11,4 4394 8788 13182 17576 21970 26364 30758 35152 39546 43940160 x 14,6 7203 14405 21608 28811 36013 43216 50418 57621 64824 72026
Factor de siguranţă 1,2 ; forţele au fost determinate la 20º C. La alte temperaturi forţele deviază de la valorile menţionate.Tab. 32 Forţe pentru puncte fixe RAUPEX SDR 11
ΔT[K] 10 20 30 40 50 60 70 80 90 100Dimensiune [mm] F[N] F[N] F[N] F[N] F[N] F[N] F[N] F[N] F[N] F[N]16 x 2,2 103 206 309 412 515 618 721 824 927 103020 x 2,8 163 327 490 654 817 980 1144 1307 1471 163425 x 3,5 255 511 766 1021 1277 1532 1787 2043 2298 255332 x 4,4 412 824 1236 1648 2060 2472 2884 3296 3708 412040 x 5,5 644 1288 1931 2575 3219 3863 4507 5150 5794 643850 x 6,9 1009 2018 3027 4036 5045 6054 7063 8072 9081 1009063 x 8,7 1603 3206 4809 6411 8014 9617 11220 12823 14426 16028
Factor de siguranţă 1,2 ; forţele au fost determinate la 20º C. La alte temperaturi forţele deviază de la valorile menţionate.Tab. 33 Forţe pentru puncte fixe RAUPEX SDR 7,4
Distanţa de instalare
Modificarea de lungime preconizată în regim Siguranţă
Punct fix
Fiting
Se trage de ţeavă
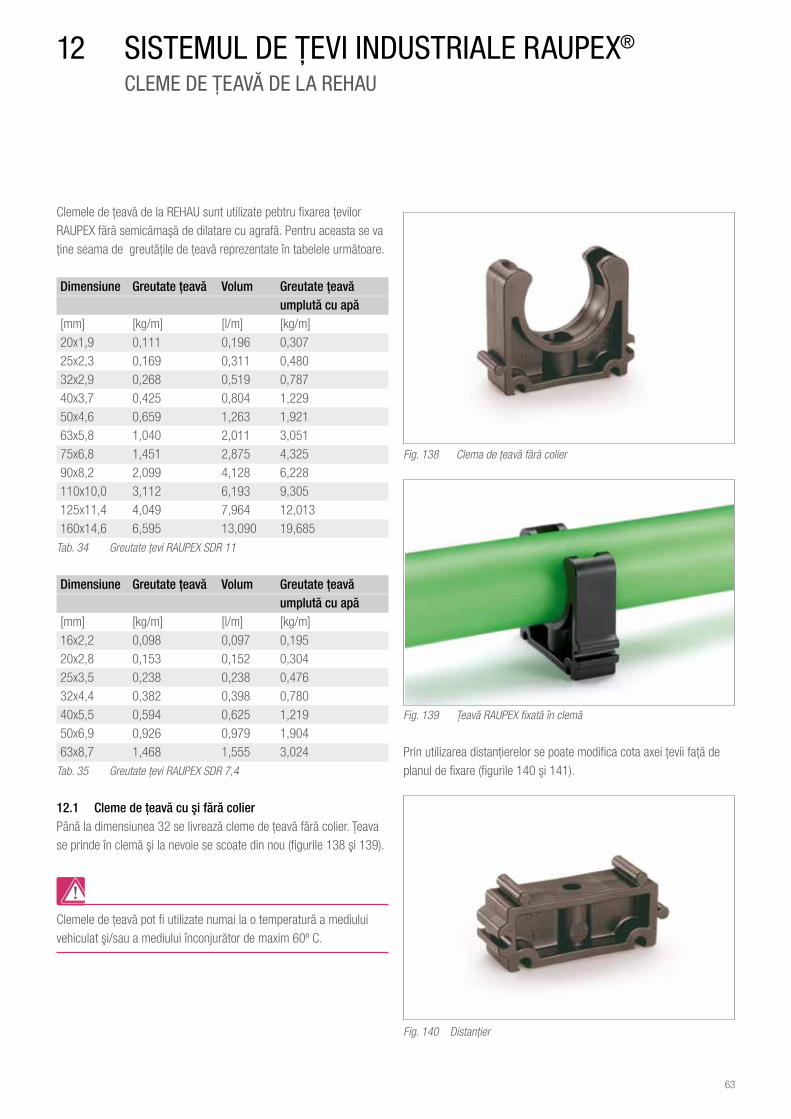
63
Clemele de ţeavă de la REHAU sunt utilizate pebtru fixarea ţevilor RAUPEX fără semicămaşă de dilatare cu agrafă. Pentru aceasta se va ţine seama de greutăţile de ţeavă reprezentate în tabelele următoare.
Dimensiune Greutate ţeavă Volum Greutate ţeavă umplută cu apă[mm] [kg/m] [l/m] [kg/m]20x1,9 0,111 0,196 0,30725x2,3 0,169 0,311 0,48032x2,9 0,268 0,519 0,78740x3,7 0,425 0,804 1,22950x4,6 0,659 1,263 1,92163x5,8 1,040 2,011 3,05175x6,8 1,451 2,875 4,32590x8,2 2,099 4,128 6,228110x10,0 3,112 6,193 9,305125x11,4 4,049 7,964 12,013160x14,6 6,595 13,090 19,685
Tab. 34 Greutate ţevi RAUPEX SDR 11
Dimensiune Greutate ţeavă Volum Greutate ţeavă umplută cu apă[mm] [kg/m] [l/m] [kg/m]16x2,2 0,098 0,097 0,19520x2,8 0,153 0,152 0,30425x3,5 0,238 0,238 0,47632x4,4 0,382 0,398 0,78040x5,5 0,594 0,625 1,21950x6,9 0,926 0,979 1,90463x8,7 1,468 1,555 3,024
Tab. 35 Greutate ţevi RAUPEX SDR 7,4
12.1 Cleme de ţeavă cu şi fără colierPână la dimensiunea 32 se livrează cleme de ţeavă fără colier. Ţeava se prinde în clemă şi la nevoie se scoate din nou (figurile 138 şi 139).
Clemele de ţeavă pot fi utilizate numai la o temperatură a mediului vehiculat şi/sau a mediului înconjurător de maxim 60º C.
Fig. 138 Clema de ţeavă fără colier
Fig. 139 Ţeavă RAUPEX fixată în clemă
Prin utilizarea distanţierelor se poate modifica cota axei ţevii faţă de planul de fixare (figurile 140 şi 141).
Fig. 140 Distanţier
12 SISTEMUL DE ŢEVI INDUSTRIALE RAUPEX® CLEME DE ŢEAVĂ DE LA REHAU
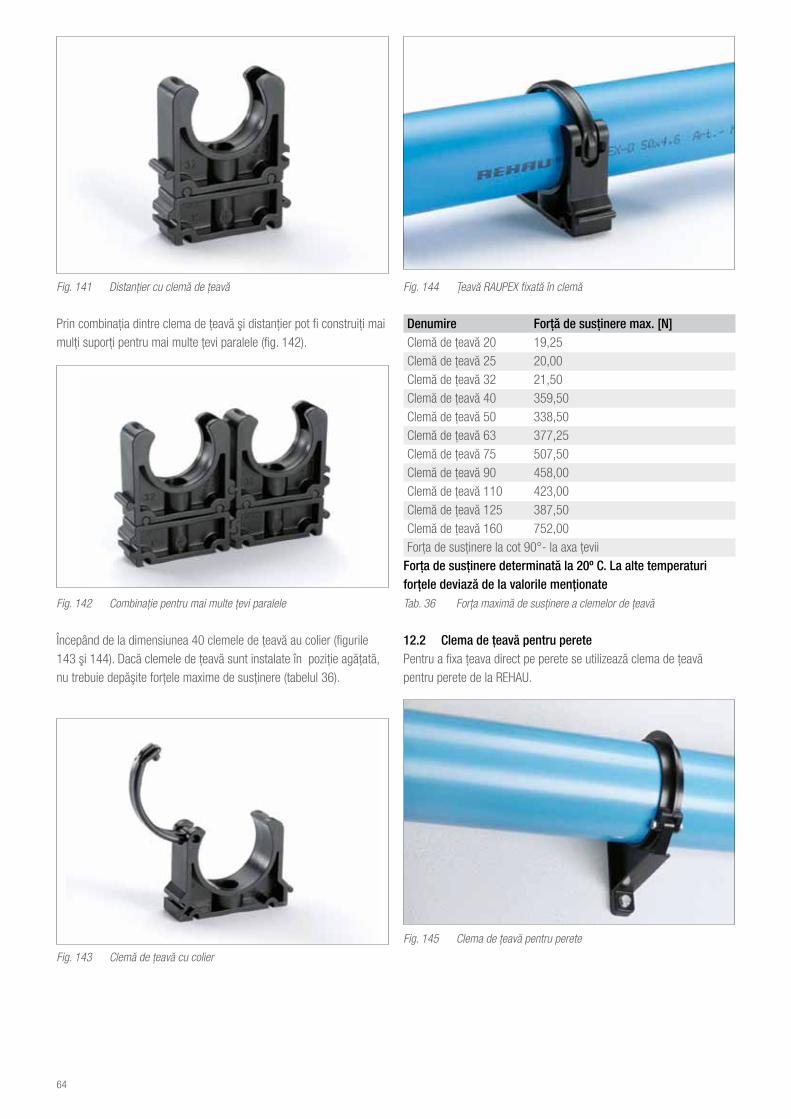
64
Fig. 141 Distanţier cu clemă de ţeavă
Prin combinaţia dintre clema de ţeavă şi distanţier pot fi construiţi mai mulţi suporţi pentru mai multe ţevi paralele (fig. 142).
Fig. 144 Ţeavă RAUPEX fixată în clemă
Denumire Forţă de susţinere max. [N]Clemă de ţeavă 20 19,25Clemă de ţeavă 25 20,00Clemă de ţeavă 32 21,50Clemă de ţeavă 40 359,50Clemă de ţeavă 50 338,50Clemă de ţeavă 63 377,25Clemă de ţeavă 75 507,50Clemă de ţeavă 90 458,00Clemă de ţeavă 110 423,00Clemă de ţeavă 125 387,50Clemă de ţeavă 160 752,00Forţa de susţinere la cot 90°- la axa ţevii
Forţa de susţinere determinată la 20º C. La alte temperaturi forţele deviază de la valorile menţionateTab. 36 Forţa maximă de susţinere a clemelor de ţeavă
12.2 Clema de ţeavă pentru peretePentru a fixa ţeava direct pe perete se utilizează clema de ţeavă pentru perete de la REHAU.
Fig. 145 Clema de ţeavă pentru perete
Fig. 142 Combinaţie pentru mai multe ţevi paralele
Începând de la dimensiunea 40 clemele de ţeavă au colier (figurile 143 şi 144). Dacă clemele de ţeavă sunt instalate în poziţie agăţată, nu trebuie depăşite forţele maxime de susţinere (tabelul 36).
Fig. 143 Clemă de ţeavă cu colier

65
13.1 Culori de marcajUn marcaj clar al conductei în funcţie de agentul transportat este indispensabil pentru siguranţă, întreţinere de specialitate şi lupta eficientă împotriva incendiilor. Ele trebuie să indice pericolele pentru evitarea accidentelor şi a vătămării sănătăţii.Acest lucru este valabil în special în industria construcţiilor unde sunt montate mai multe conducte una lângă cealaltă.Marcajul se face prin plăcuţe sau etichete colorate, inele colorate sau conducte colorate. Dacă se utilizează plăcuţe, etichete sau inele colorate, acestea trebuie aplicate în toate punctele importante pentru producţie, ca de exemplu la început, sfârşit, ramificaţii, execuţii de pereţi şi plafoane, precum şi la armături. Mult mai simplu este marcajul colorat al întregii conducte. În DIN 2403 sunt stabilite culorile pentru anumite grupe de materiale de scurgere.Marcajul colorat al ţevilor industriale RAUPEX se orientează după aceste indicaţii. Modelele de vopsea RAL nu sunt identice, ci numai asemănătoare. Acest marcaj colorat se referă la ţevile care nu se montează în pământ.
Material de Grupa Culoare Model scurgere vopseaApă 1 verde aprins RAL 6032Abur de apă 2 roşu aprins RAL 3001Aer 3 gri aprins RAL 7004Gaze inflamabile 4 galben aprins cu RAL 1003 + roşu aprins RAL 3001Gaze neinflamabile 5 galben aprins cu RAL 1003 + negru aprins RAL 9004Acizi 6 portocaliu aprins RAL 2010leşie 7 violet aprins RAL 4008Lichide şi materiale 8 maro aprins cu RAL 8002 +inflamabile roşu aprins RAL 3001Lichide şi materiale 9 maro aprins cu RAL 8002+neinflamabile negru aprins RAL 9004Oxigen 0 albastru aprins RAL 5005
13.2 Etichete adeziveŢevile pot fi marcate cu etichete adezive de la REHAU (figura 146) în funcţie de materialul şi direcţia de scurgere. Etichetele adezive se lipesc pe ţevile RAUPEX şi au o săgeată în ambele direcţii. Datorită unei perforaţii, vârfurile de săgeată se pot separa uşor de partea de mijloc.
Fig. 146 Etichete adezive de la REHAU
13 SISTEMUL DE ŢEVI INDUSTRIALE RAUPEX® MARCAJUL CONDUCTELOR DE ŢEVI
Tab. 37 Ordonarea culorilor pentru conductele din clădiri conform DIN 2403
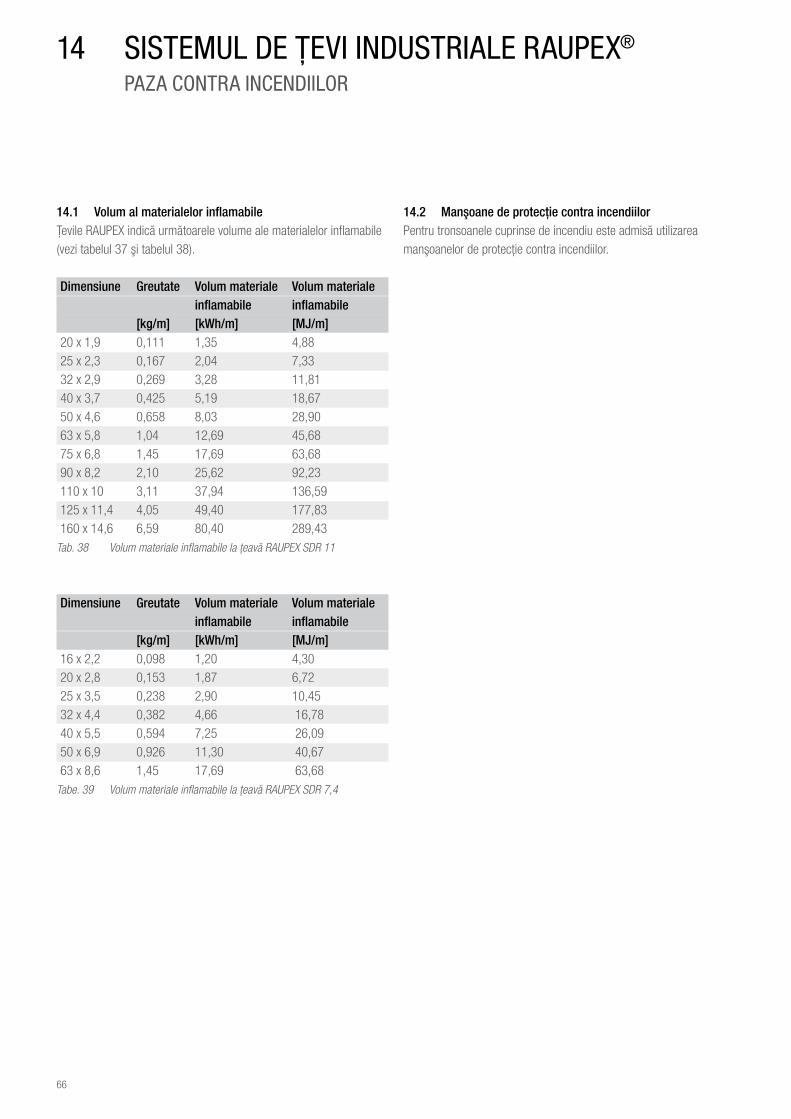
66
14 SISTEMUL DE ŢEVI INDUSTRIALE RAUPEX® PAZA CONTRA INCENDIILOR
14.1 Volum al materialelor inflamabileŢevile RAUPEX indică următoarele volume ale materialelor inflamabile (vezi tabelul 37 şi tabelul 38).
Dimensiune Greutate Volum materiale Volum materiale inflamabile inflamabile [kg/m] [kWh/m] [MJ/m]20 x 1,9 0,111 1,35 4,8825 x 2,3 0,167 2,04 7,3332 x 2,9 0,269 3,28 11,8140 x 3,7 0,425 5,19 18,6750 x 4,6 0,658 8,03 28,9063 x 5,8 1,04 12,69 45,6875 x 6,8 1,45 17,69 63,6890 x 8,2 2,10 25,62 92,23110 x 10 3,11 37,94 136,59125 x 11,4 4,05 49,40 177,83160 x 14,6 6,59 80,40 289,43
Tab. 38 Volum materiale inflamabile la ţeavă RAUPEX SDR 11
Dimensiune Greutate Volum materiale Volum materiale inflamabile inflamabile [kg/m] [kWh/m] [MJ/m]16 x 2,2 0,098 1,20 4,3020 x 2,8 0,153 1,87 6,7225 x 3,5 0,238 2,90 10,4532 x 4,4 0,382 4,66 16,7840 x 5,5 0,594 7,25 26,0950 x 6,9 0,926 11,30 40,6763 x 8,6 1,45 17,69 63,68
Tabe. 39 Volum materiale inflamabile la ţeavă RAUPEX SDR 7,4
14.2 Manşoane de protecţie contra incendiilorPentru tronsoanele cuprinse de incendiu este admisă utilizarea manşoanelor de protecţie contra incendiilor.

67
Fig. 147 DAIMLER CHRYSLER AG
Fig. 148 Eberspächer GmbH + Co.KG Fig. 149 Winkelmann GmbH + Co.KG
15 SISTEMUL DE ŢEVI INDUSTRIALE RAUPEX® EXEMPLE DIN PRACTICĂ

68
16 SISTEMUL DE ŢEVI INDUSTRIALE RAUPEX®
PROTOCOL DE VERIFICARE A PRESIUNII/EXEMPLAR COPIE
Protocol de verificare a presiunii
Verificare conform DIN 1988 partea 2Mediu: apă
1. Date privind instalaţiaObiectiv construit: _____________________________________________________________________________
Proprietarul construcţiei: _____________________________________________________________________________
Strada/număr casă: _____________________________________________________________________________
Cod poştal/localitate: _____________________________________________________________________________
2. Verificare prealabilă2.1. presiune de verificare ___________ bar (se recomandă 1,5 x presiune de exploatare)2.2. presiune înregistrată după 10 min. ___________ bar ( restabilire presiune de verificare)2.3. presiune înregistrată după 20 min. ___________ bar ( restabilire presiune de verificare)2.4. presiune înregistrată după 30 min. ___________ bar 2.5. presiune înregistrată după 60 min. ___________ bar (căderea de presiune maximă < 0,6 bar)
3. Verificare principală3.1. presiune de verificare ___________ bar (rezultatul verificării prealabile ca la punctul 2.5)3.2. presiunea înregistrată după 2 ore ___________ bar (cădere de presiune admisă < 0,2 bar)3.3. Observaţie a verificatorului: ______________________________________________________________________________________________________ ______________________________________________________________________________________________________
se verifică etanşeitatea instalaţiei complete, în special a locurilor de îmbinare, prin inspectare vizuală.Nu trebuie să se constate scurgeri de apă în nici un loc al instalaţiei, în special la îmbinări.
La verificare nu trebuie depăşită presiunea de lucru maximă admisă conform DIN 16892/93.
4. Confirmare Pentru beneficiar: _____________________________________________________________________________
Pentru executant: _____________________________________________________________________________
Localitate: _________________________________ Data: ______________________________________
Anexe: _____________________________________________________________________________

69
17 SISTEM DE ŢEVI INDUSTRIALE RAUPEX® NORME, PRESCRIPŢII, DIRECTIVE
Respectaţi toate prescripţiile valabile naţionale şi internaţionale privind montajul, instalarea, prevenirea accidentelor şi de siguranţă la instalarea conductelor, precum şi indicaţiile acestei informaţii tehnice.
Respectaţi de asemenea legile, normele, directivele, prescripţiile valabile (de exemplu DIN, EN, ISO, DVGW, TRGI, VDE şi VDI), precum şi prescripţiile privind protecţia mediului, dispoziţiilor asociaţiilor profesionale, prescripţiile societăţilor locale de deservire.
Domeniile de utilizare care nu sunt cuprinse în această informare tehnică (utilizări speciale) necesită discuţii cu departamentul nostru tehnic. Pentru o informare amănunţită adresaţi-vă biroului de vânzări REHAU.
Indicaţiile de planificare şi montaj sunt cele pentru produsele REHAU în mod obligatoriu. În rezumat se face trimitere la normele şi directivele valabile generale.
Tineţi seama de ediţia valabilă a directivelor, normelor şi prescripţiilor.Se vor respecta şi alte norme, prescripţii şi directive cu privire la planificarea, instalarea instalaţiilor tehnice industriale şi pentru clădiri care nu sunt parte componentă a acestei informaţii tehnice.
DIN 2403Marcajul conductelor în funcţie de materialul de scurgere
DIN 4124Gropi şi şanţuri; taluzuri, sprijinire de mal, spaţii de lucru
DIN 4726Conducte din materiale plastice; încălziri prin pardoseală cu apă caldă şi legăturile cu corpurile de încălzit
DIN 8075Ţevi din polietilenă (PE) – PE 63, PE 80, PE 100, cerinţe generale de calitate PE-HD, verificări
DIN 16892Ţevi din polietilenă reticulată, înaltă densitate (PE-X); cerinţe generale de calitate, verificare
Rectificare 1Rectificări la DIN 16892
DIN 16893Ţevi din polietilenă reticulată, înaltă densitate (PE – X); cote, verificare
Rectificare 1Rectificări la DIN 16893
DIN EN 10204Produse metalice; tipuri de certificate de verificare
DIN EN 12164Cupru şi aliaje din cupru; bare pentru prelucrare
DIN EN 12165Cupru şi aliaje din cupru; material preliminar pentru piesele forjate
DIN EN 12168Cupru şi aliaje din cupru; bare goale pentru prelucrare
DIN EN ISO 1133Materiale plastice; determinarea ratei de curgere a masei topite (MFR) şi a ratei de curgere a volumului topit (MVR) la materiale termoplastice
DIN EN ISO 1133Materiale plastice; procedee de determinare a densităţii materialelor plastice nespumoase
ISO 8573-1Compressed air; Contaminants and purity classes
VDMA 15390Calitatea aerului comprimat; lista claselor de puritate recomandate conform ISO 8573-1
DVGW W 400Reguli tehnice pentru instalaţiile de distribuţie a apei
ZTV a – StB 97Condiţii contractuale tehnice suplimentare şi directive pentru săpăturile pe suprafeţele de circulaţie
Notiţe:
70
Notiţe:
71

www.rehau.ro 876600 RO 06.2011
REHAU POLYMER SRLBiroul de Vânzări BucureştiŞoseaua de Centură nr. 14-16077180 Tunari, jud. IlfovTel: (004) 021 266 51 80Fax: (004) 021 266 51 81e-mail: [email protected]
REHAU POLYMER SRLBiroul de Vânzări Cluj-NapocaStr. Libertăţii nr. 17407035 Apahida, jud. ClujTel: (004) 0264 415 211Fax: (004) 0264 415 213e-mail: [email protected]
REHAU POLYMER SRLBiroul de Vânzări BacăuStr. Izvoare nr. 52600170 Bacău, jud. BacăuTel: (004) 0234 512 066Fax: (004) 0234 516 382e-mail: [email protected]