sisteme mecanice de acţionare cap 3 mod
DESCRIPTION
Sisteme mecanice de acţionare cap 3TRANSCRIPT
3. SISTEME DE COMANDĂ DUPĂ PROGRAM
3.1 ANALIZA FLUXULUI DE INFORMAŢII ÎN ETAPA PRELUCRĂRII
EXTERNE A DATELOR
Un sistem de comandă este denumit după program (SCP) dacă comenzile sunt
înregistrate pe un port-program, introduse în sistemul de comandă din exterior şi
transmise lui după un program iniţial stabilit în concordanţă cu succesiunea fazelor
ciclului de funcţionare, şi care poate fi modificat şi schimbat rapid şi uşor.
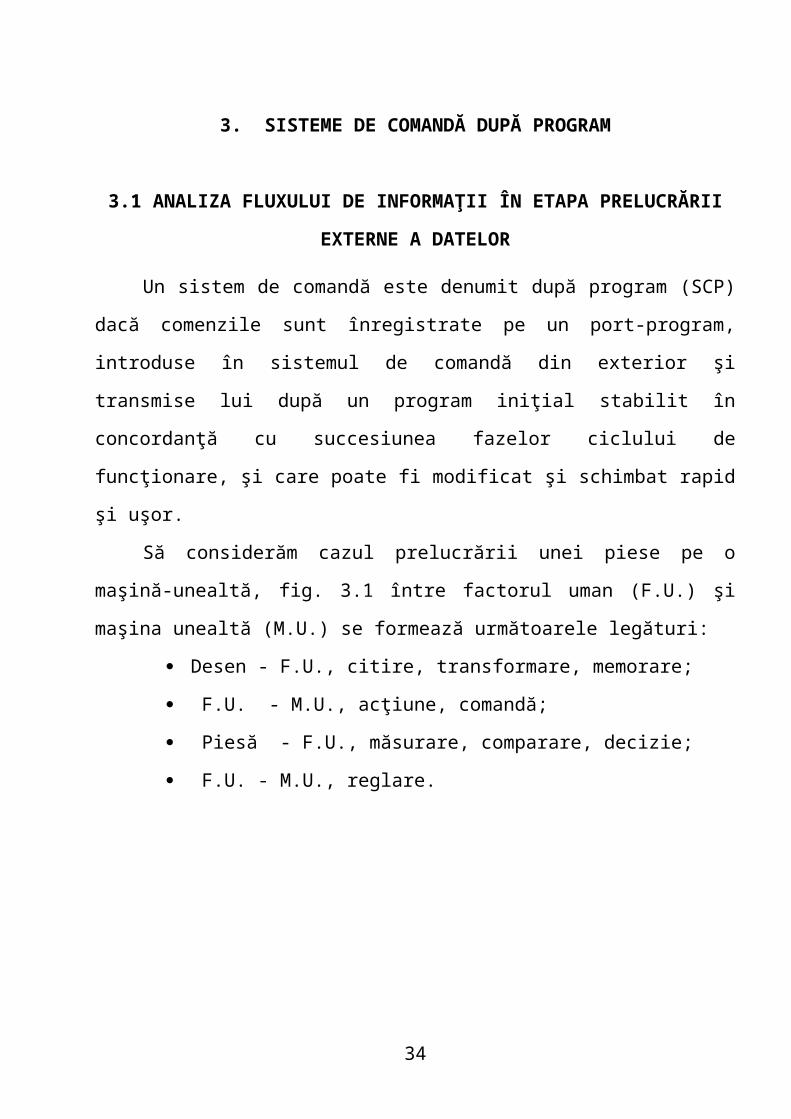
Să considerăm cazul prelucrării unei piese pe o maşină-unealtă, fig. 3.1 între
factorul uman (F.U.) şi maşina unealtă (M.U.) se formează următoarele legături:
Desen - F.U., citire, transformare, memorare;
F.U. - M.U., acţiune, comandă;
Piesă - F.U., măsurare, comparare, decizie;
F.U. - M.U., reglare.
Fig. 3.1 Fig. 3.2
Dacă în locul F.U. se plasează un "sistem automat" care să îndeplinească aceste
funcţii, pe care le îndeplineşte omul, la maşina-unealtă neautomată, se obţine un
sistem automat de comandă, care nefiind capabil să citească desenul, necesită
introducerea din exterior a "comenzilor cu adresă", într-o strictă ordine, deci după un
program stabilit (fig. 3.2). În acest caz, deşi omul a fost îndepărtat de maşina-unealtă,
el participă activ la desfăşurarea procesului de producţie, îndeplinind continuu funcţia
34
de citire a desenului şi de introducere a comenzilor C în sistemul automat SA.
Eliminarea aproape totală a participării directe a omului, în desfăşurarea procesului
de producţie, impune construirea unui sistem de comandă după program a unui organ
de lucru mobil OLM, ca să fie capabil să "citească" desenul sau, să "înţeleagă" cifre,
numere, etc.
3.2 STRUCTURA SCP
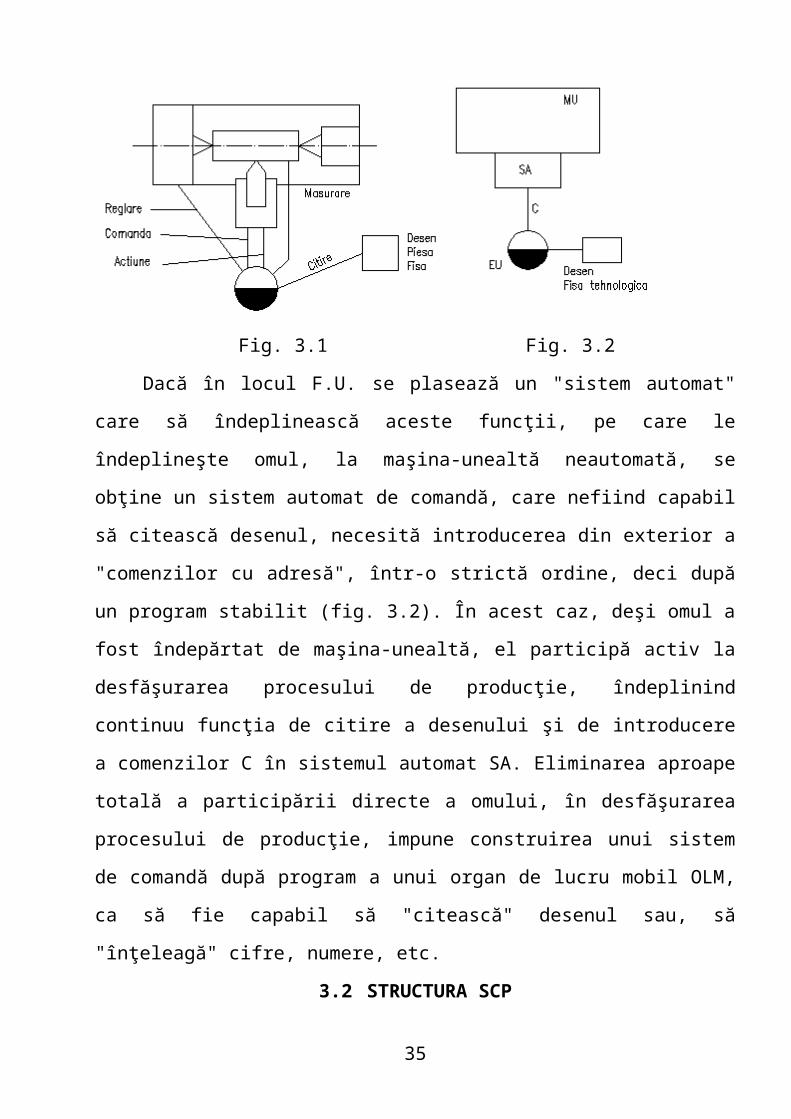
În fig. 3.3 se prezintă schema bloc a unui sistem de comandă după program, în
care:
DII - dispozitiv de introducere a informaţiilor, în care se introduce purtătorul
de informaţii (port-program, desen) manual sau automat şi are rolul de a transporta
purtătorul de informaţii din exterior la dispozitivul de citire;
DC - dispozitiv de citire a port-programului;
C - convertor (A - analogic, D - digital), are rolul de a transforma informaţiile
de lucru citite, în comenzi de comutaţie şi de deplasare pe care le "înţelege" maşina-
unealtă;
Fig. 3.3
35
M - memorie, îndeplineşte funcţia de memorare a comenzilor primite într-un
timp foarte scurt de la C; consumarea lor de către organul de lucru al maşinii
făcându-se într-un timp îndelungat pe măsura funcţionării maşinii-unelte;
SA - sistemul de acţionare al OLM pentru realizarea deplasărilor liniare şi
unghiulare ;
Cp - element de comparaţie, are rolul de a primi simultan comenzi de la memoria
M ce exprimă valoarea de referinţă prescrisă a parametrului programat şi de la
elementul de măsurare EM (TR) ce exprimă valoarea efectivă a parametrului
programat, măsurat la un moment dat în timpul prelucrării piesei P, să le compare (c
= x – y) şi în momentul când semnalele x şi y coincid să dea comanda de oprire a
mişcării organului de lucru (întreruperea procesului de aşchiere);
EC - element de comandă;
EM (TR) - element de măsurare.
Remarcă: se constată că cele mai multe funcţii ale operatorului uman sunt
preluate de sistemul de comandă după program SCP.
3.3 PARTICULARITĂŢILE CONSTRUCTIVE ALE SISTEMELOR DE
COMANDĂ DUPĂ PROGRAM SECVENŢIALE
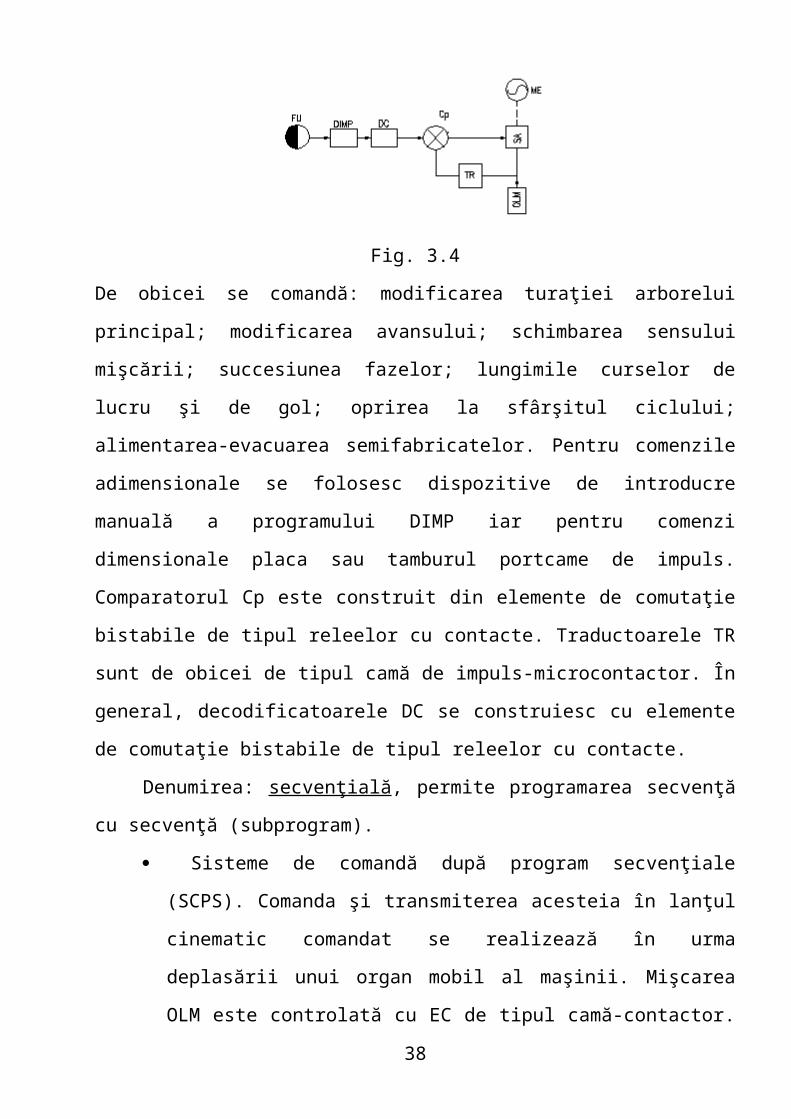
La sistemele de comandă după program secvenţiale (fig. 3.4) toate comenzile
(dimensionale şi adimensionale) sunt comenzi de comutaţie.
Fig. 3.4
De obicei se comandă: modificarea turaţiei arborelui principal; modificarea
avansului; schimbarea sensului mişcării; succesiunea fazelor; lungimile curselor de
lucru şi de gol; oprirea la sfârşitul ciclului; alimentarea-evacuarea semifabricatelor.
36
Pentru comenzile adimensionale se folosesc dispozitive de introducre manuală a
programului DIMP iar pentru comenzi dimensionale placa sau tamburul portcame de
impuls. Comparatorul Cp este construit din elemente de comutaţie bistabile de tipul
releelor cu contacte. Traductoarele TR sunt de obicei de tipul camă de impuls-
microcontactor. În general, decodificatoarele DC se construiesc cu elemente de
comutaţie bistabile de tipul releelor cu contacte.
Denumirea: secvenţială, permite programarea secvenţă cu secvenţă
(subprogram).
Sisteme de comandă după program secvenţiale (SCPS). Comanda şi
transmiterea acesteia în lanţul cinematic comandat se realizează în urma
deplasării unui organ mobil al maşinii. Mişcarea OLM este controlată cu
EC de tipul camă-contactor. O secvenţă nu începe până când cea anterioară
nu a fost efectuată.
Utilizare:
- pentru comenzi de poziţionare.Se comandă numai cursele de gol, şi anume
punctele de început şi sfârşit ale cursei. Ca urmare în punctele respective, se plasează
câte un element de comandă EC de tipul LC solidar cu batiul maşinii. Cama de
impuls Ci solidară cu organul mobil, se deplasează odată cu acesta iar în momentul
când Ci închide limitatorul LC, acesta transmite o comandă care poate fi utilizată fie
pentru modificarea vitezei de avans w, fie pentru oprire (exemple: maşini de găurit în
coordonate MGC, maşini de alezat şi frezat MAF), sau în alte scopuri.
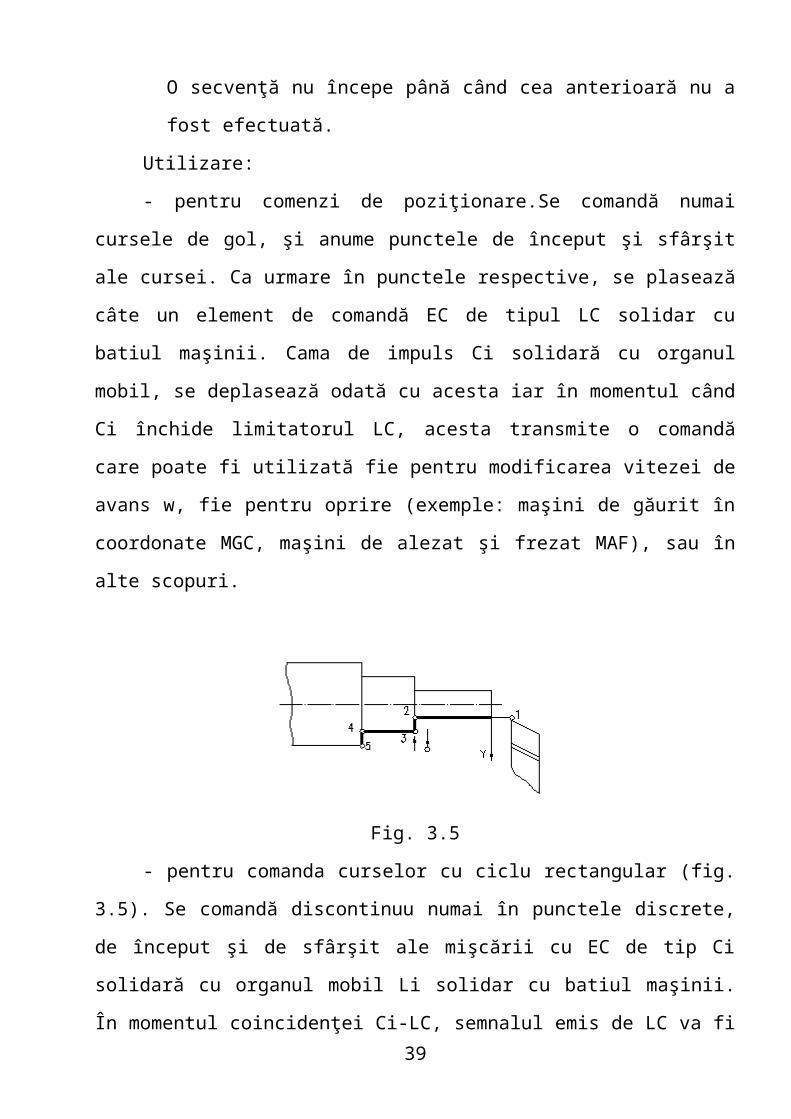
Fig. 3.5
37
- pentru comanda curselor cu ciclu rectangular (fig. 3.5). Se comandă
discontinuu numai în punctele discrete, de început şi de sfârşit ale mişcării cu EC de
tip Ci solidară cu organul mobil Li solidar cu batiul maşinii. În momentul
coincidenţei Ci-LC, semnalul emis de LC va fi folosit în alte scopuri (exemple:
strunguri S, maşini de frezat MF, maşini de rectificat MR, prelucrarea suprafeţelor în
trepte).
- pentru comenzi de comutaţie: selectarea turaţiilor şi avansurilor; preselectarea
şi schimbarea sculelor; indexare-dezindexare; (se comandă numai mişcări de gol).
Sisteme de comandă după program numerice (SCPN)
Noţiunea de conducere numerică Conducerea numerică înseamnă
comanda şi reglarea pe bază de cifre, numere. Ideea a pornit de la faptul că toate
cotele liniare şi unghiulare ale oricărei piese se exprimă valoric prin numere precum
şi orice turaţie, avans, sculă, operaţie, etc., pot fi exprimate codificat prin numere.
Pas unitar - Orice dimensiune (liniară sau unghiulară) poate fi împărţită în deplasări
unitare, deplasări elementare numite paşi unitari, elemente de deplasare sau
incremente (creşteri finite ale unei mărimi) de deplasare a unei sănii sau şurub de
acţionare . De exemplu numărul 623,47 mm (ce defineşte o cotă) poate fi descompus
astfel :
o în paşi unitari de 1 mm se obţine 623 sau 624 paşi, o măsură
intermediară a numărului nefiind posibilă;
o în paşi unitari de 0,1 mm se obţin 6234 sau 6235 paşi, restul de 0,07
mm trebuind neglijaţi;
o în paşi unitari de 0,01 mm se obţin 62347 paşi care corespund exact
cotei date, fără nici o aproximare;
Valoarea pasului unitar (incrementul), în principiu poate fi aleasă arbitrar, însă
precizia de lucru a maşinii-unelte depinde de valoarea incrementului.
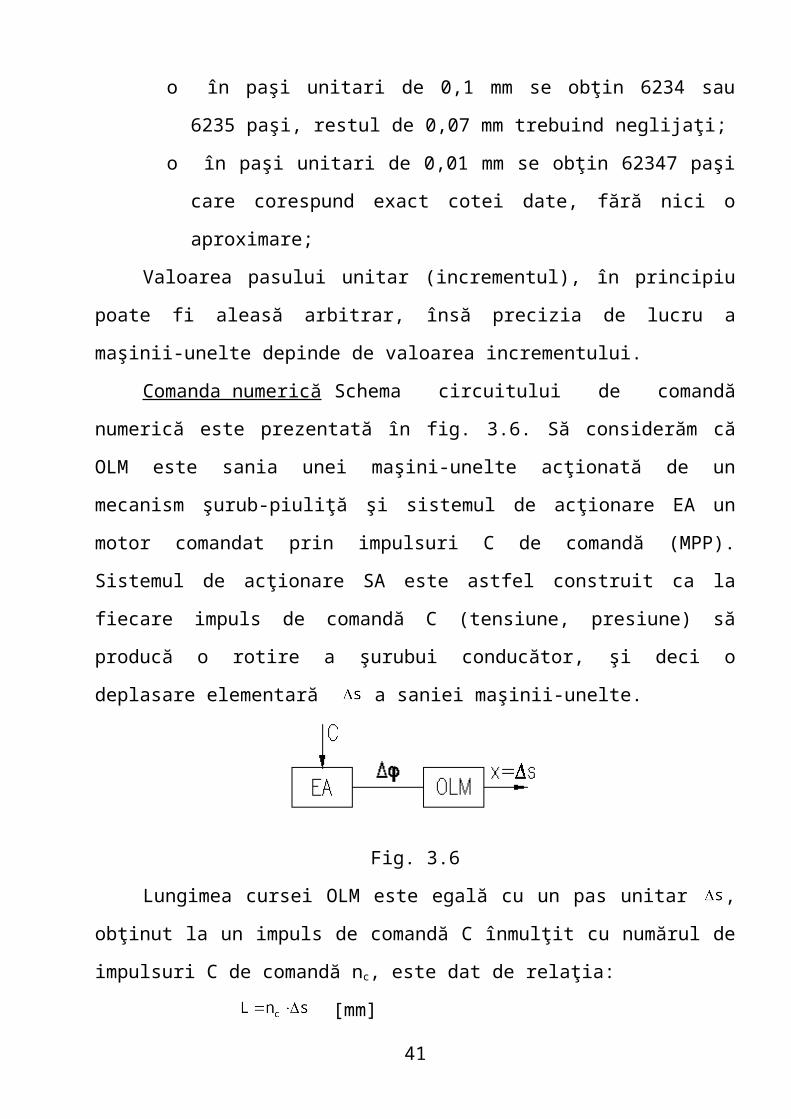
Comanda numerică Schema circuitului de comandă numerică este
prezentată în fig. 3.6. Să considerăm că OLM este sania unei maşini-unelte acţionată
de un mecanism şurub-piuliţă şi sistemul de acţionare EA un motor comandat prin
impulsuri C de comandă (MPP). Sistemul de acţionare SA este astfel construit ca la
38
fiecare impuls de comandă C (tensiune, presiune) să producă o rotire a şurubui
conducător, şi deci o deplasare elementară a saniei maşinii-unelte.
Fig. 3.6
Lungimea cursei OLM este egală cu un pas unitar , obţinut la un impuls de
comandă C înmulţit cu numărul de impulsuri C de comandă nc, este dat de relaţia:
[mm]
[mm/impuls] iar viteza de deplasare a saniei se calculează cu relaţia:
[mm/min];
în care fc - frecvenţa transmiterii impulsurilor [impulsuri/min].
Remarcă: Sistemul de acţionare care funcţionează cu impulsuri în circuite de
comandă deschise sunt motoarele pas cu pas (MPP), care simplifică foarte mult
sistemul de comandă.
La sistemele de comandă program numerice comanda şi transmiterea acesteia
în lanţul cinematic comandat se realizează în urma prelucrării informaţiilor numeric.
Ele sunt utilizate:
- pentru comenzi de poziţionare;
- pentru comanda curselor de prelucrare liniară.
- pentru comanda curselor la prelucrarea de conturare (suprafeţe profilate cu
curbe complexe).
3.4 SISTEME PENTRU INTRODUCEREA DATELOR LA
MAŞINILE UNELTE AUTOMATIZATE
La maşinile-unelte automate, informaţiile ce alcătuiesc programul de lucru al
maşinii se memorează pe un suport adecvat (purtător de program) prin intermediul
căruia informaţiile se introduc în maşină.
39
Prelucrarea externă a datelor, se face în exteriorul maşinii şi are rolul de a
alcătui acest purtător de programe.
Prelucrarea internă a datelor, se face în interiorul maşinii şi are ca rezultat
obţinerea piesei prelucrate.
Exemple de purtători de program:
Axul cu came , la sistemele de comandă temporale. Programul de lucru
(informaţiile privind mişcările diferitelor organe de lucru mobile) este
memorat (materializat) pe profilul camelor care transmit informaţiile
înmagazinate, în timpul rotirilor, prin intermediul tacheţilor organelor de
lucru mobile. Profilul camei este determinat de legea de mişcare impusă
elementului programat. Prin poziţionarea unghiulară reciprocă a camelor
pe axul cu came se asigură realizarea mişcărilor în momentele
determinate de ciclul de lucru automat. Se utilizează la strunguri
automate monoax şi multiax.
Panoul cu fişe , la sistemele de comandă secvenţială. Panoul cu fişe se
realizează sub forma unei matrice cu n linii şi n coloane formată dintr-un
număr de conductori orizontali şi verticali. Programarea se face pentru
fiecare fază prin închiderea unor contacte electrice. Circuitul electric se
stabileşte prin introducerea unei fişe metalice (jac) în orificiul format de
două semibucşe legate electric la conductorii orizontali şi verticali. Prin
introducerea fişei se realizează continuitatea ciclului. Linia notată cu
cifre reprezintă secvenţa componentă a ciclului tehnologic. Coloana
notată cu litere reprezintă funcţia ce poate fi programată. Se pot
programa 30-50 funcţii (turaţii, avansuri, sens de rotaţie, sens şi direcţie
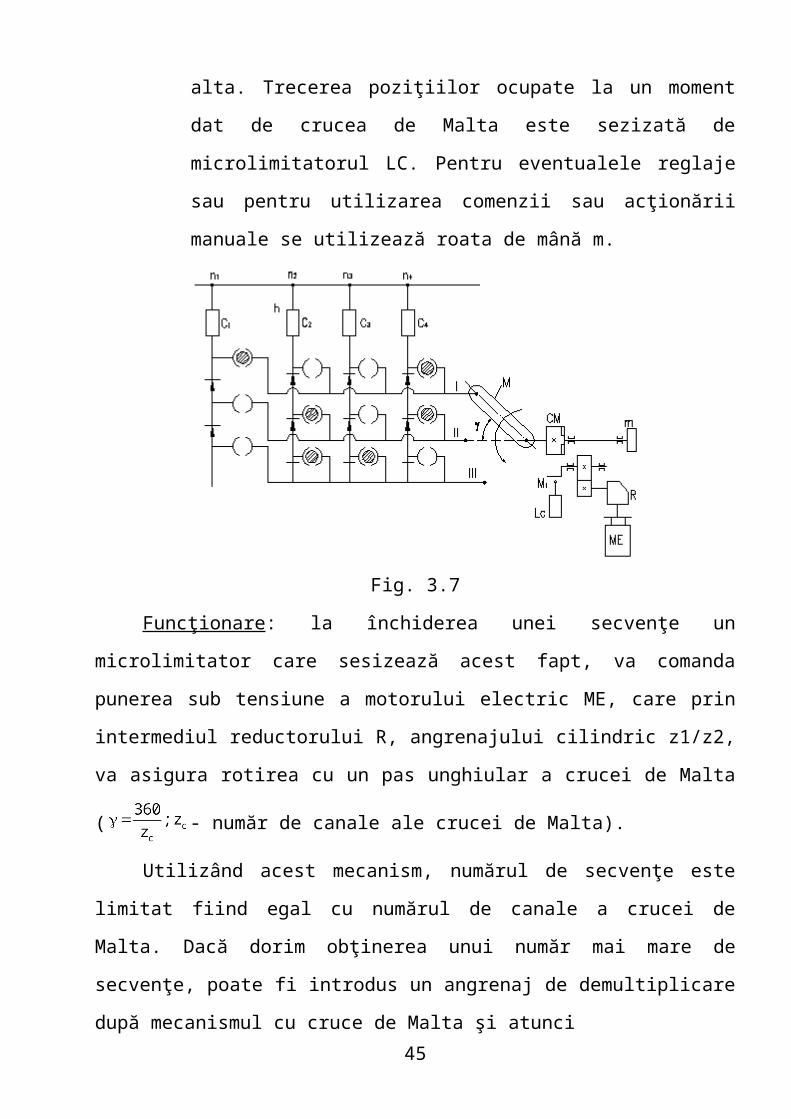
de avans) şi 50-100 faze de lucru. În fig. 3.7 se prezintă schema panoului
dispozitivului de programare cu fişe. Contactoarele Ci a căror contacte
(ND şi Nî) sunt înseriate în circuitul de alimentare al cuplajelor
electromagnetice când mecanismul de rotaţie al manivelei este cu astfel
de cuplaje sau a electromagneţilor de acţionare a sertăraşelor
distribuitoarelor în cazul în care mecnismul de reglare MR va fi cu
40
baladori ce sunt deplasaţi cu motoare hidraulice MH. Crucea de Malta,
are rolul de a asigura poziţionarea comutatorului lamelă M pe rând la
fiecare plot, asigurând astfel trecerea de la o secvenţă la alta. Trecerea
poziţiilor ocupate la un moment dat de crucea de Malta este sezizată de
microlimitatorul LC. Pentru eventualele reglaje sau pentru utilizarea
comenzii sau acţionării manuale se utilizează roata de mână m.
Fig. 3.7
Funcţionare: la închiderea unei secvenţe un microlimitator care sesizează acest
fapt, va comanda punerea sub tensiune a motorului electric ME, care prin intermediul
reductorului R, angrenajului cilindric z1/z2, va asigura rotirea cu un pas unghiular a
crucei de Malta ( - număr de canale ale crucei de Malta).
Utilizând acest mecanism, numărul de secvenţe este limitat fiind egal cu
numărul de canale a crucei de Malta. Dacă dorim obţinerea unui număr mai mare de
secvenţe, poate fi introdus un angrenaj de demultiplicare după mecanismul cu cruce
de Malta şi atunci . Limitatorul LC sesizează încheierea fazei de
comutare de la o secvenţă la alta şi va comanda trecerea la secvenţa următoare. De
asemenea, manivela poate fi acţionată manual, de la un organ al maşinii, cu motoare
pas cu pas. Diodele sunt introduse în circuit pentru evitarea semnalelor false.
41
Avantaje: programare relativ simplă constând în introducerea fişelor în
locaşurile corespunzătoare; fiabilitatea crescută în comparaţie cu alte sisteme,
utilizând sisteme mecanice, panoul de comandă; uşurinţa şi rapiditatea schimbării
programului prin redistribuire fişelor; pot să programeze un volum mare de informaţii
(30 funcţii x 50 secvenţe).
Dezavantaje: singur nu poate constitui un sistem de automatizare a întregului
ciclu tehnologic; de regulă e completat cu sisteme de automatizare cu opritori
reglabili (pentru programarea curselor elementelor mobile); gabarit mare (ocupă un
spaţiu relativ mare); consum de materiale ridicat.
Se utilizează pentru comanda ambreiajelor, cuplajelor, sertăraşe distribuitoare
la maşinile-unelte semiautomate de tipul: maşini de copiat, strunguri frontale.
Alte exemple de purtători de program:
Tamburul de programare port-came de impuls
Benzi şi cartele perforate
Benzi magnetice
3.5 SISTEME DE AUTOMATIZARE A MAŞINILOR-UNELTE
3.5.1 SISTEME DE AUTOMATIZARE RIGIDE
Durata şi succesiunea semnalelor de comandă sunt determinate şi materializate
precis pe portprograme şi nu se pot schimba cu uşurinţă în vederea prelucrării unei
noi piese (exemple: sisteme mecanice cu came, cu tambur şi opritori, sisteme
hidraulice).
Se utilizează în producţia de serie mare (fiabilitate mare).
Funcţia de comandă şi funcţia de acţionare sunt cumulate de mecanismele cu
came. O camă disc reprezintă un port-program pentru funcţia de comandă şi cea de
acţionare. Pe ea găsim programul pentru trecerea de la o fază la alta prin modificarea
unghiului de pantă şi în acelaşi timp găsim programată şi cursa sau viteza de avans ce
asigură caracteristicile mişcărilor de generare. Camele acţionează asupra obiectului
42
comandat (să intre sau să oprească acţiunea) la momentul stabilit de procesul
tehnologic prin profilul lor şi prin poziţiile reciproce ale lor pe arborele de comandă.
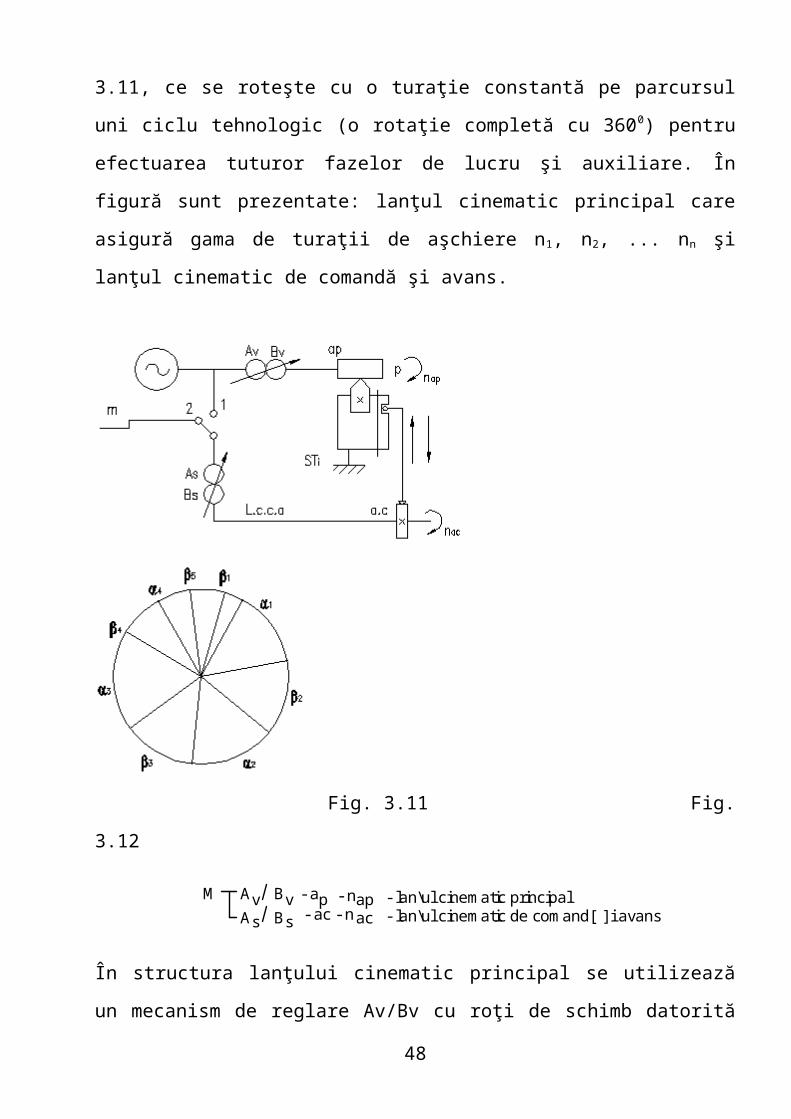
Grupa I -a de automatizare, cuprinde maşinile automate echipate cu un singur
arbore de comandă, fig. 3.11, ce se roteşte cu o turaţie constantă pe parcursul uni
ciclu tehnologic (o rotaţie completă cu 3600) pentru efectuarea tuturor fazelor de
lucru şi auxiliare. În figură sunt prezentate: lanţul cinematic principal care asigură
gama de turaţii de aşchiere n1, n2, ... nn şi lanţul cinematic de comandă şi avans.
Fig. 3.11 Fig. 3.12
M v p apA Bv - a - n
As s acB - ac - n - lan\ul cinematic principal- lan\ul cinematic de comand[ ] i avans
În structura lanţului cinematic principal se utilizează un mecanism de reglare Av/Bv
cu roţi de schimb datorită modificărilor destul de rare a parametrilor regimului de
aşchiere. Modificarea este necesară când este schimbat produsul de pe maşina-
unealtă.
Lanţul cinematic pentru antrenarea arborelui de comandă poate fi asimilat ca
un lanţ cinematic de avans atâta timp cât sculele execută faze de generare. Este un
lanţ cinematic dependent, fiind antrenat din lanţul cinematic principal în punctul A,
mişcarea este transmisă prin cuplajul C, roţile de schimb As/Bs, arbore de comandă.
Pe arborele de comandă se pot monta numai came disc, eventual cilindrice, spaţiale,
came care asigură un contact permanent cu tachetul. Pe arborele de comandă se
fixează un număr de came Ki corespunzător numărului săniilor STi. Arborele de
43
comandă are o singură turaţie lentă. La o rotaţie completă a arborelui de comandă se
execută o piesă, iar profilul camelor şi poziţia lor reciprocă asigură desfăşurarea
normală a procesului tehnologic.Arborele de comandă poate fi acţionat manual cu
ajutorul manetei m pentru situaţia în care se găseşte reglarea maşinii. C1 - cuplaj
acţionat manual, utilizat în timpul reglării maşinii sau pentru oprirea maşinii în ciclu.
Observaţie: Caracteristica maşinilor din grupa I de automatizare, constă în
turaţia unică a arborelui de comandă.
Pe durata unei rotaţii complete a arborelui de comandă fazele de gol şi de lucru
alternează aşa cum rezultă din fig. 3.12. De exemplu ciclul tehnologic începe cu
eliminarea materialului, care durează un timp auxiliar ta1 în domeniul căruia arborele
de comandă s-a rotit cu unghiul β1, apoi urmează o fază de lucru (strunjire) căreia îi
corespunde la centru unghiul β2, după care poate urma o retragere a cuţitului, fază
corespunzătoare unghiului β2, ş.a.m.d.
În general, vom avea const. - corespunzător rotirii arborelui de
comandă pentru realizarea fazelor de lucru, dar timpul necesar parcurgerii sale este în
funcţie de lungimea curselor de mărimea piesei de prelucrat. îndeplinirea acestei
condiţii se realizează cu ajutorul mecanismului reglabil As/Bs. Se determină As/Bs în
aşa fel ca arborele de comandă să se rotească cu unghiul α într-un timp dat tl.
Deoarece suma , rezultă că .
Ţinând seama de proporţionalitatea între unghiuri şi timă se pot scrie relaţiile:
(la unghiuri egale corepund timpi egali) în care: T - timpul necesar pentru prelucrarea
unei piese, tl - timpul de lucru, ta - timpul necesar fazelor auxiliare, de unde rezultă că
.
Dar = c (constantă), atunci , adică timpul auxiliar ta la aceste
maşini este direct proporţional cu timpul de lucru tl, ceea ce înseamnă că dacă se
compară două piese cu rezultă implicit , de unde se poate trage o
44
concluzie utilă pentru domeniul de aplicare al acestor maşini. Maşinile automatizate
în conformitate cu grupa I-a de automatizare sunt rentabile numai în cazul prelucrării
pieselor în timpi de lucru mici, caz întâlnit la piesele simple, dar şi la piesele cu
profiluri complicate realizate fie cu scule profilate, fie prin suprapunerea acţiunii
simultane a mai multor scule, pe o durată scurtă.
Grupa a-II-a de automatizare, se referă la mşinile echipate cu un arbore de
comandă căruia i se imprimă două turaţii nac diferite în timpul unui ciclu tehnologic:
nac lentă - pentru fazele de lucru;
nac rapidă - pentru fazele auxiliare.
La aceste maşini, cursele de gol se execută tot cu ajutorul unor came de formă
constantă, indiferent de piesa de prelucrat, numai că în acest caz frecvenţa de rotaţie a
arborelui de comandă este constantă şi de obicei mult mai mare decât cea
corespunzătoare fazelor de lucru.
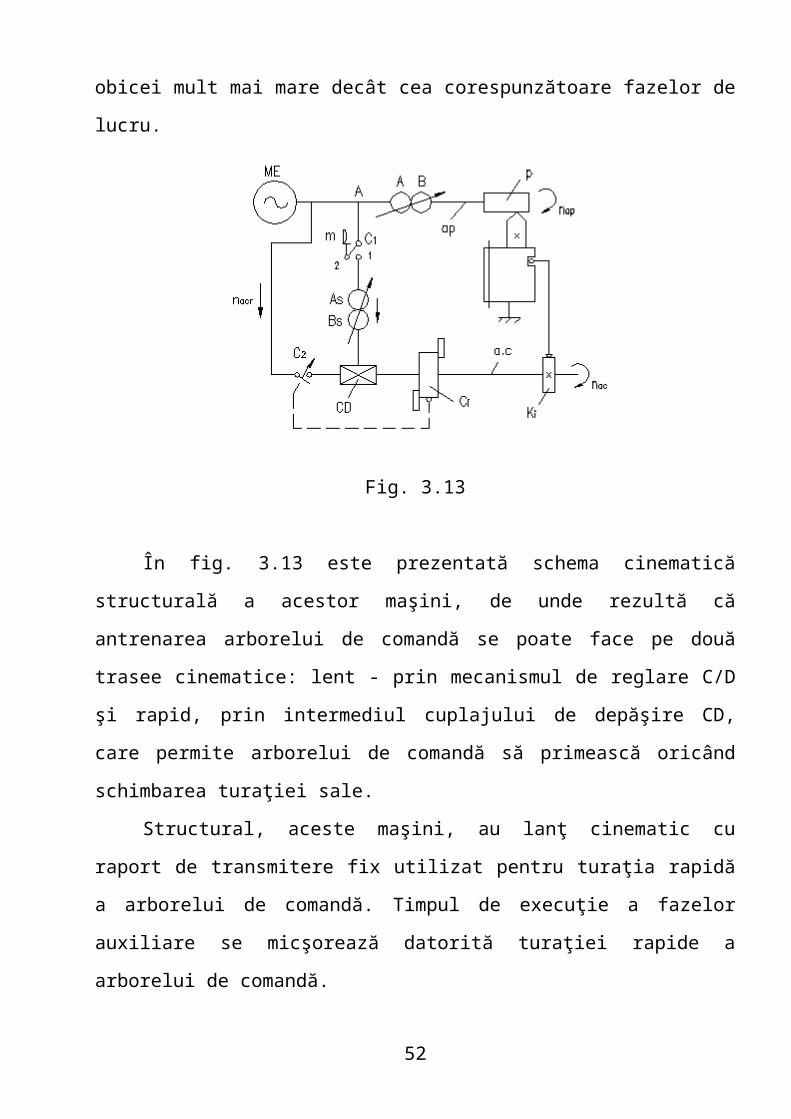
Fig. 3.13
În fig. 3.13 este prezentată schema cinematică structurală a acestor maşini, de
unde rezultă că antrenarea arborelui de comandă se poate face pe două trasee
cinematice: lent - prin mecanismul de reglare C/D şi rapid, prin intermediul
cuplajului de depăşire CD, care permite arborelui de comandă să primească oricând
schimbarea turaţiei sale.
45
Structural, aceste maşini, au lanţ cinematic cu raport de transmitere fix utilizat
pentru turaţia rapidă a arborelui de comandă. Timpul de execuţie a fazelor auxiliare
se micşorează datorită turaţiei rapide a arborelui de comandă.
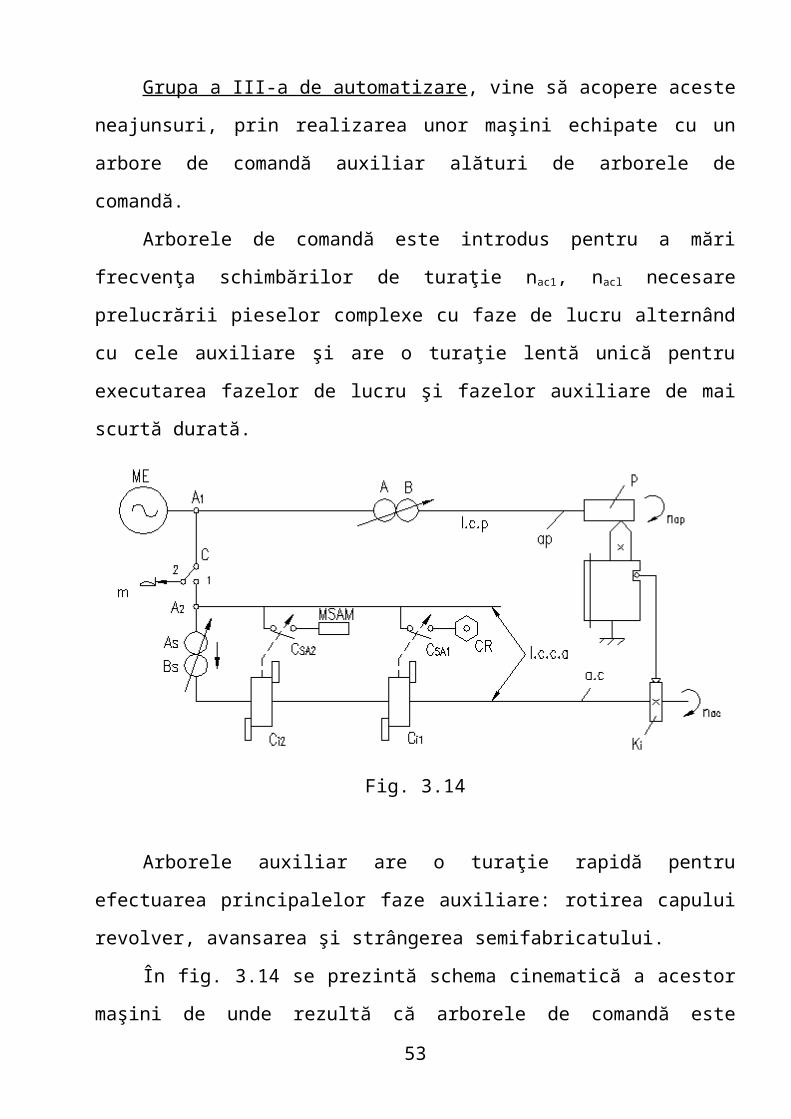
Grupa a III-a de automatizare, vine să acopere aceste neajunsuri, prin realizarea
unor maşini echipate cu un arbore de comandă auxiliar alături de arborele de
comandă.
Arborele de comandă este introdus pentru a mări frecvenţa schimbărilor de
turaţie nac1, nacl necesare prelucrării pieselor complexe cu faze de lucru alternând cu
cele auxiliare şi are o turaţie lentă unică pentru executarea fazelor de lucru şi fazelor
auxiliare de mai scurtă durată.
Fig. 3.14
Arborele auxiliar are o turaţie rapidă pentru efectuarea principalelor faze
auxiliare: rotirea capului revolver, avansarea şi strângerea semifabricatului.
În fig. 3.14 se prezintă schema cinematică a acestor maşini de unde rezultă că
arborele de comandă este antrenat rapid prin cuplajul de depăşire CD sau lent cu o
turaţie reglată prin mecanismul de reglare C/D. Pe acest arbore sunt montate came
disc, spaţiale şi de impuls. Acestea din urmă transmit la momentul oportun comanda
unor mecanisme care vor primi mişcarea de la arborele de comandă auxiliar (pe care
se găsesc de obicei roţi libere şi cuplaje speciale) pentru efectuarea operaţiilor
46
auxiliare ca: desfacerea şi strângerea semifabricatului, alimentarea cu semifabricate,
rotirea capului revolver.
3.5.2 SISTEME DE AUTOMATIZARE RIGIDE SECVENȚIALE
Durata şi succesiunea semnalelor de comandă sunt determinate de parametrii,
mecanici, electrici, hidraulici, iar o fază de lucru (secvenţă) nu începe decât la
sfârşitul celei precedente, practic ciclul tehnologic se desfăşoară secvenţă cu
secvenţă. Le putem găsi în două situaţii:
- în variantă centralizată când comandă se face de la o unitate de comandă
centrală UC, ca: aparate de comandă şi port-programe şi programarea ciclului se
realizează într-un singur loc, cu: arbore de comandă; disc de comandă; tambur de
comandă; aparat de comandă; port-programe.
- în variantă descentralizată când programul se va găsi pe port-programe
dispuse în diverse zone ale maşinii. Elementul de comandă este de tipul camă de
contact-microcontactor.
Avantaje: permit controlul executării comenzii. În cazul neefectuării unei faze
maşina se opreşte automat; se poate interveni luând măsuri operative de remediere,
ciclul reluându-se numai după aceea.
Dezavantaje: nu au posibilitatea suprapunerii fazelor de lucru, există o creştere
a timpului de desfăşurare a ciclului tehnologic, în comparaţie cu cele temporale;
timpul de lucru este mare rezultând o productivitate scăzută.
În fig. 3.15 se prezintă schematic un sistem rigid secvenţial în variantă
centralizată.
Aparatul de comandă AC, are mişcare intermitentă dată de roata de clichet RC
acţionată de electromagnetul EM. Există şi posibilitatea acţionării manuale a RC prin
acţionarea butonului P.
Funcţionare:Acesta este aşezat în poziţia corespunzătoare desfăşurării primei
faze a ciclului tehnologic fie ca urmare a unui ciclu anterior, fie ca urmare a acţionării
repetate a butonului P. Se acţionează butonul P1. Astfel, prin intermediul periilor po,
47
p1 şi lamelelor corespunzătoare este acţionat sistemul element de execuţie EE1 -
sistem de
Fig. 3.15
acţionare SA1 - obiect comandat OC1 se deplasează până în momentul în care
limitatorul de cursă LC1 va fi acţionat. În acest moment electromagnetul EM fiind
sub tensiune va permite rotirea aparatului de comandă AC cu un pas, fapt ce va
asigura continuarea ciclului tehnologic prin desfăşurarea fazei următoare (secvenţa
următoare).
Avantaje: o fază nu începe până când nu se termină faza precedentă.
Dezavantaje: construcţie complicată; fazele nu pot fi suprapuse.
La varianta descentralizat prezentată în fig. 3.16, limitatorii de cursă LC cu
câte douâ contacte, normal închis şi normal deschis, sunt distribuiţi pe întreaga
maşină. Limitatorii au rolul de iniţializare şi desfăşurare a ciclului tehnologic.
Funcţionare: prin apăsarea butonului P se închide circutul primului element
. Prin deplasarea obiectului comandat OC1, la capătul cursei este
acţionat limitatorul de cursă LC1, se deschide contactul NÎ, fiind scos de sub tensiune
elementul de execuţie EE1 şi se închide contactul ND, punând sub tensiune elementul
EE2, , ciclul desfă -şurându-se în continuare.
48
Avantaje: o fază nu începe până când nu se termină faza precedentă; simplitate
contructivă.
Dezavantaje: imposibilitatea suprapunerii fazelor; timp de lucru mare, ceea ce
conduce la o productivitate scăzută.
Fig. 3.16
Fig. 3.17
Observaţie: Utilizare răspândită, la peste 90% din maşinile-unelte automate.
49
De obicei asocierea sistemelor electrice cu cele hidraulice se fac pe ideea
"nervi electrici şi muşchi hidraulici" adică partea electrică comandă, iar partea
hidraulică execută. Sistemul prezentat în fig. 3.17 constă dintr-un circuit electric
(partea stânga sus a figurii) şi un sistem mecanic compus din arborele de comandă ac
antrenat cu mecanismul cu clichet RC. Instalaţia are rolul de a deplasa organele de
lucru cu ajutorul motoarelor hidraulice MHi în conformitate cu ciclul programat de
pe arborele de comandă. Sistemul de deplasare al organelor de lucru este determinat
de starea distribuitoarelor hidraulice pilot SPi, iar cursa acestora este limitată de
contactele LCi. Semnificaţia elementelor componente din figură este următoarea:a.c. -
arbore de comandă; Ki - came port-programe, profilul lor este în funcţie de modul de
desfăşurare a ciclului tehnologic; RC - roată de clichet; M - manivelă; T - tijă pe care
se află opritorii O1 şi O2; Cc - cilindru de comandă; P - pârghie; c - contact electric,
asigură punerea sub tensiune a EM;
Spi - distribuitor pilot; MHi - motoare hidraulice rectilinii cu rol de elemente
comandate;
Ai,Bi - limitatori de cursă a căror funcţiune este materializată pe schemă prin prezenţa
contactelor Li.
Funcţionare:Considerăm că lucrează motorul hidraulic MH1, tija pistonului
parcurge distanţa de la B1 la A1. La sfârşitul cursei este acţionat limitatorul de cursă
A1 (ale cărei contacte sunt legate pe circuitul contactului L1, normal deschis),
închide pe L1, astfel închide circuitul electric al electromagnetului EM prin manivela
M, pârghia P şi contactul c. Electromagnetul EM deplasează tija distribuitorului SD
dirijând uleiul în partea de sus a cilindrului de comandă Cc, tija T coboară, opritorul
O1 atinge pârghia P şi deschide contactul C, deconectând electromagnetul de la reţea
permiţând arcului să readucă sertăraşul în poziţia iniţială.
Astfel, uleiul este dirijat în partea de jos a cilindrului Cc, tija deplasându-se în
sus, odată cu acesta se roteşte roata de clichet RC împreună cu manivela M care trece
pe plotul 2. Opritorul O2 acţionează asupra pârghiei P, închizând contactul C, dar
circuitul electromagnetului EM nu se închide deoarece manivela M este pe plotul II,
50
iar limitatorul L2 este normal deschis. Se închide numai la sfârşitul secvenţei
următoare.
Prin rotirea arborelui de comandă se rotesc şi camele Ki care sunt astfel
profilate, încât prin profilul lor să genereze semnalele de comandă la începutul
fiecărei secvenţe, conform ciclogramei. Funcţia contactului L2 poate fi realizată în
următoarele situaţii: de către limitatorul B1 în cazul în care secvenţa corespunde
deplasării în sus a pistonului motorului hidaulic MH1; de limitatorul B1 şi respectiv
A2 şi A3, dacă simultan aceste motoare trebuie să asigure deplasarea elementelor
comandate (în cazul neefectuării unei faze maşina se opreşte automat).
Pentru construcţia camelor, ciclograma ciclului tehnologic fig. 3.18 stă la baza
determinării formei sau profilului camelor ki. Camele au o rază maximă
corespunzătoare
Fig. 3.18 Fig. 3.19
acţionării sertăraşelor distribuitor şi o rază mimimă corespunzătoare nestăţionării
acestora. Forma curbei între aceste valori este stabilită pe baza criteriului de la
mecanisme.
Pe axul aparatului de comandă se găsesc came de comandă. Arborele de
comandă este rotit periodic cu un unghi determinat cu ajutorul mecanismului cu
clichet. Contactele 1, 2, ..., 5 normal deschise sunt ale releelor electromagnetice
(nedesenate în figură), comandate de limitatorii de cursă Ai, Bi ai organului de lucru
mobil OLMi acţionate de motorul hidraulic MHi.
51
Când contactul special C este închis, electromagnetul EM al distribuitorului
SD nu este pus sub tensiune deoarece contactele 1 - 5 sunt deschise, cursorul
selectorului pas cu pas M solidar cu arborele de comandă ac se află pe plotul care este
conectat cu contactul de comandă a următoarei faze a ciclului de funcţionare, care
este deschis până în momentul realizării fazei respective.
Camele de comandă Ki acţionează sertăraşul distribuitorului:
.
Vor exista atâtea ploturi ale selectorului pas cu pas, came fixate pe arborele de
comandă ac câte organe de lucru mobile vor fi comandate. Cilindrul hidraulic Cs are
rolul de rotire periodică a arborelui de comandă ac cu un unghi determinat, precum şi
de acţionare a contactului C.
Când va fi realizată mişcarea precedentă, de exmplu când pistonul motorului
hidraulic MH1, prin intermediul camei de impuls, acţionează asupra limitatorului A1,
care comandă releul a cărui contact 2 se închide, electromagnetul EM anclaşează,
schimbă starea distribuitorului Sd şi ca urmare a cilindrului hidraulic Cs. Pistonul cu
tija T coboară şi roteşte în gol clichetul.
La sfârşitul cursei sale tija deschide contactul C, electromagnetul EM
declanşează, servodistribuitorul SD revine în starea iniţială sub acţiunea arcului,
inversând curgerea fluidului în cilindrul hidraulic Cs. Pistonul Cs urcă, rotind prin
intermediul RC, arborele de comandă, şi odată cu acesta comută manivela M pe
următorul plot corespunzător organului de lucru mobil OLM2. Poziţia arborelui de
comandă este fixată cu ajutorul indexorului I, fig. 3.19.
3.5.3 SISTEME DE AUTOMATIZARE CU COMANDĂ NUMERICĂ (SCN)
În fig. 3.20 este prezentată o schemă de principiu a unui strung automatizat cu
comandă numerică. Mişcările de avans sunt realizate cu ajutorul unor mecanisme
şurub-piulită cu bile antrenate de servomotoarele pas cu pas MX şi MZ plasate in
paralel cu săniile transversale şi longitudinale. Mişcarea principală este realizată de
un motor electric de curent continuu MP cu turaţia reglabilă măsurată de traductorul
TN. Comanda maşinii revine sistemului de comandă numerică SCN, care prelucrează
52
datele şi informaţiile înregistrate pe bandă perforată şi le transmite maşinii întreţinând
un dialog informaţional cu acesta. Pe banda perforată sunt codificate toate
instrucţiunile din fişa program piesă care conţine, după cum se ştie, blocurile de
instrucţiuni, funcţiile premergătoare G, adresele geometrice X, Y, Z, A, B, C adresele
tehnologice S, F, T şi funcţiile auxiliare M, tabelul 3.1.
Fig. 3.20
Tabelul 3.1.
Întreprinderea Tabel program piesă: Data:Reper nr. Maşina unealtă Numărul benzii perforate Programator
Nr.bloc
G Adrese geometriceAdrese
tehnologiceM Obs.
X Y Z A B C S F TN001 90 X1 - Z3 - - - 02 99 01 03N002 90 X1 - Z2 - - - 02 01 - -N003 90 X2 - Z2 - - - 01 01 - -N004 90 X2 - Z1 - - - 01 01 - -N005 90 X3 - Z1 - - - - 99 - 05N006 90 X3 - Z3 - - - - 99 - 02
Aplicație. Automatizarea unei maşini de găurit
53
Fie de prelucrat în mod automat, opt găuri din flanşa unei piese pe o maşină de
găurit verticală cu montant echipată cu o masă rotativă. în cazul utilizării unei singure
scule ciclul de lucru total va consta din opt cicluri de lucru elementare de apropiere
rapidă, avans tehnologic, retragere rapidă, rotirea piesei cu un pas unghiular.
Fig. 3.21
Automatizarea ciclului se poate face în diferite moduri. Se va exemplifica
realizarea ei printr-un sistem de comandă secvenţială electrică descentralizată a cărei
schemă de principiu a fost prezentată în fig. 3.21.
În fig. 3.21 se prezintă o schemă a maşinii de găurit, care după cum se vede,
pentru a fi automatizată este echipată cu elemente specifice de comandă secvenţială:
cama de comandă k1 situată pe capul de găurit şi limitatorii de cursă LC1, LC2 şi LC3,
54
care prin poziţionare pe batiu vor determina lungimea curselor în fazele AR, AT şi
RR ale ciclului elementar de găurire; cama de comandă k2 şi limitatorii de cursă LC4
şi LC5 pentru indexarea şi dezindexarea mesei, cama de comanda k3 pentru rotirea
mesei şi limitatorii periferici LCi (i=1...8) pentru rotirea mesei cu un pas unghiular,
electromagnetul EM pentru cuplarea rotirii mesei şi cama k4 respectiv limitatorul
LC6, de oprire a ciclului total. Ciclograma temporală din tabelul 3.2 indică evoluţia în
timp a elementelor implicate în desfăşurarea ciclului de lucru.
Tabelul 3.2
Faza EE SA OC LC Acţiune1 contact, ME2, n02
CA CG LC1 deplasare rapidă a CG în jos
2 contact ME2, n01 CA CG LC2 deplasare cu avans a CG în jos (prelucrare)
3 contact, ME2, n03
CA CG LC3 retragere CG
4 EM1 MH F LC5 deblocarea mesei5 contact, ME3 R M LCi1 rotire masă6 EM2 MH F LC4 blocare masă
Motorul principal M1 de antrenre al burghiului se poate roti pe toată durata
ciclului. Motorul secundar M2 de antrenare al şurubului ce deplasează capul de găurit
are două turaţii: una rapidă pentru fazele auxiliare şi alta lentă pentru avansul
tehnologic; de asemenea are două sensuri de rotaţie care vor determina mişcarea în
sus sau în jos a capului de găurit.
Motorul electric auxiliar M3 poate funcţiona tot timpul, mişcarea de rotaţie a
mesei se va transmite numai pe durata închiderii cuplajului C de către
electromagnetul EM.
Funcţionare: după prinderea manuală a semifabricatului pe maşină, se apasă pe
butonul de pornire. Capul de găurit aflat în poziţia superioară se deplasează rapid în
jos până când cama k1 acţionează contactul limitatorului LC1, care reduce turaţia
motorului M2 la valoarea avansului de lucru; scula execută o gaură în flanşă până
55

când limitatorul de cursă LC2 acţionat de camă dă comanda de retragere rapidă în sus
a capului de găurit (sens invers şi turaţie rapidă la motorul M2).
Capul de găurit este oprit în poziţia superioară prin acţiunea camei asupra
limitatorului de cursă LC3, care dă totodată comanda de dezindexare prin punerea sub
tensiune a electromagnetului EM1. Tija motorului hidraulic MH coboară până când
cama k2 închide contactul limitatorului LC5 care comandă cuplarea mişcării de rotaţie
a mesei prin alimentarea electromagnetului EM3. Masa se roteşte cu un pas unghiular,
oprirea rotirii fiind comandată de cama k3 care acţionează unul din limitatorii
periferici LCi, acestuia revenindu-i şi rolul de comandă a reluării ciclului elementar
de opt ori. La sfârşitul celui de-al optulea ciclu elementar cama k4 acţionează
limitatorul LC6 care opreşte maşina.
56