rezumattezamutiuncc
DESCRIPTION
fdfsdfsdfsdfjjkljkljkjljkllllllllllllllllllllllllllllllllllllllllllllllllllllsdasdasdsadasdsdsdsdrtrtretertertertretertertertretertreeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeterretretretretrtTRANSCRIPT
I
UNIVERSITATEA “LUCIAN BLAGA” DIN SIBIU Facultatea de Inginerie „Hermann Oberth”
ing. Nicolae Călin MUłIU
CONTRIBUłII PRIVIND PROIECTAREA ŞI PRELUCRAREA ASISTATĂ DE CALCULATOR
A UNOR SCULE CU CANALE PROFILATE, PENTRU PRELUCRAREA ALEZAJELOR
Rezumatul tezei de doctorat
Conducător ştiin Ńific :
Prof.univ.dr.ing. Dan Paul Brîndaşu
Sibiu - 2007
II
CUPRINS * / **
INTRODUCERE …………………….……………………………………………………. 1
1. STADIUL ACTUAL PRIVIND CONSTRUC łIA ŞI FABRICAREA SCULELOR AŞCHIETOARE CU PARTICULARIZ ĂRI PENTRU OPERAłII DE PRELUCRARE A ALEZAJELOR …………………………………….
1
3 1.1 GeneralităŃi. Istoric 3 1.2. ConstrucŃia sculelor pentru prelucrarea alezajelor ……………………………………. 5 1.2.1. Tipuri constructive de scule aşchietoare pentru prelucrarea alezajelor ………... 5 1.2.2. Materiale şi semifabricate utilizate la executarea sculelor aşchietoare ………... 11 1.2.2.1. ConsideraŃii generale despre materialele utilizate …………………….. 11 1.2.2.2. Semifabricate utilizate la fabricarea sculelor aşchietoare ……………... 13 1.3. Tehnologii moderne de realizare a sculelor aşchietoare pentru prelucrarea alezajelor .. 1 16 1.3.1. Sinterizarea sculelor utilizate pentru prelucrarea alezajelor ………………….... 1 16 1.3.2. Prelucrarea sculelor aşchietoare pe MU-CN asistate de computer …………….. 2 21
2. MODELAREA CONSTRUCTIV Ă ŞI TEHNOLOGIC Ă A SCULELOR AŞCHIETOARE MONOBLOC PENTRU PRELUCRAREA ALEZAJELOR ……..
3
26
2.1. Cele mai utilizate tipuri de suprafeŃe care apar în construcŃia sculelor aşchietoare pentru prelucrarea alezajelor ………………………………………….….
26
2.2. Canalul elicoidal şi muchia aşchietoare. CombinaŃii posibile ………………………... 29 2.3. Cazul general de interacŃiune sculă - piesă care duce la obŃinerea unor
suprafeŃe spaŃiale ……………………………………………………………………...
30
2.4. Modelarea canalelor de evacuare a aşchiilor …………………………………………. 4 32 2.4.1. Prelucrarea cu disc abraziv tronconic …………………………………………. 4 32 2.4.1.1. GeneralităŃi …………………………………………………………... 32 2.4.1.2. Algoritm de determinare a suprafeŃei prelucrate cu discul
abraziv tronconic …………………………………………………….. 6
34
2.4.1.3. Factori ce contribuie la obŃinerea unei anumite forme a suprafeŃei. InfluenŃa acestora ……………………………………………………..
11
44
2.4.1.3.1 ÎnălŃimea de poziŃionare a discului abraziv faŃă de semifabricat (Hs) ………………………………………….
44
2.4.1.3.2. Deplasarea laterală a discului abraziv faŃă de axa piesei (∆s) …………………………………………………
46
2.4.1.3.3. Înclinarea sculei faŃă de axa piesei (βs) …………………... 47 2.4.1.3.4. Unghiul la bază al sculei aşchietoare - trunchi de con (α) ... 48 2.4.1.3.5. ÎnălŃimea sculei aşchietoare – trunchi de con (hs) ………... 49 2.4.2. Prelucrarea cu disc abraziv profilat …………………………………………... 11 50 2.4.2.1. Algoritmul de determinare a suprafeŃei prelucrate cu discul
abraziv profilat ………………………………………………………. 11
50
2.4.2.2 Algoritmul de determinare a profilului discului abraziv cunoscând suprafaŃa ce trebuie obŃinută ……………………………..
53
2.5. Modelarea zonei active a muchiei aşchietoare ……………………………………….. 13 61 2.5.1. Realizarea faŃetelor de aşezare prin prelucrare „superioară” ………………….. 61 2.5.2. Realizarea faŃetelor de aşezare prin prelucrare „laterală” …………………….. 65 2.5.3. Realizarea spatelui dintelui şi a faŃetelor de ghidare ………………………….. 68 2.5.4. AscuŃirea la vârf a sculelor aşchietoare pentru găurire din plin ………………. 70 2.5.4.1. AscuŃirea la vârf a burghielor elicoidale …………………………….. 13 70 2.5.4.2. AscuŃirea la vârf a burghielor pentru găuri adânci …………………... 15 73 * Numărul paginii în rezumat ; ** Numărul paginii în Teză
III
3. MODELAREA VIRTUAL Ă TRIDIMENSIONAL Ă A SCULEI AŞCHIETOARE, REZULTATE ÎN URMA TUTUROR OPERA łIILOR DE PRELUCRARE ………...
75
3.1. Simularea rezultatului prelucrării pe MU-CN folosind intersecŃii de obiecte triangulate tridimensionale ……………………………………………………………
75
3.2. Modelul tridimensional al sculei aşchietoare ce poate fi studiat …………………….. 80
4. STRUCTURA PACHETULUI SOFTWARE ; INSTALAREA ŞI GESTIONAREA ACESTUIA …………………………………………………………….
16
84
4.1. Structura aplicaŃiei software care generează şi asistă tehnologia de execuŃie a sculelor aşchietoare pentru prelucrarea alezajelor …………………………………….
16
84
4.1.1. ConsideraŃii generale ………………………………………………………….. 84 4.1.2. Etape de urmat pentru obŃinerea sculei aşchietoare …………………………… 84 4.2. Instalarea şi configurarea aplicaŃiei software ………………………………………… 87 4.2.1. Setarea configuraŃiei de instalare ……………………………………………… 87 4.2.2. Definirea construcŃiei şi cinematicii maşinii-unelte …………………………... 89 4.3. Elemente care iau parte la procesul de aşchiere. Utilizarea şi gestiunea acestora ……. 18 95 4.3.1. ConsideraŃii generale ………………………………………………………….. 95 4.3.2. Discurile abrazive si gestionarea lor …………………………………………... 18 95 4.3.3. Discurile abrazive profilate …………………………………………………… 102 4.3.4. Pachete de discuri abrazive …………………………………………………… 20 104 4.3.5. Capul revolver al maşinii-unelte ……………………………………………… 21 106
5. PROIECTAREA SCULELOR A ŞCHIETOARE PENTRU PRELUCRAREA ALEZAJELOR ŞI PREGĂTIREA FABRICA łIEI ACESTORA UTLIZÂND APLICA łIA SOFTWARE ………………………………………………………………..
21
109 5.1. ConsideraŃii generale …………………………………………………………………. 109 5.2. Scula aşchietoare care nu se află în baza de date a aplicaŃiei ………………………… 110 5.3. Scula aşchietoare care se află deja în baza de date a aplicaŃiei ………………………. 122
6. SIMULAREA ŞI VERIFICAREA PROCESULUI DE FABRICARE A SCULELOR AŞCHIETORE. LANSAREA ÎN EXECU łIE …………………………...
24
125
6.1. Vizualizarea – verificarea procesului de prelucrare ………………………………… 24 125 6.1.1. GeneralităŃi. Simulatoare necesare ……………………………………………. 125 6.1.2. Simulatorul bidimensional „2D – Grinding” …………………………………. 126 6.1.3. Simulatorul tridimensional „SolidPRO” ……………………………………… 132 6.1.3.1. GeneralităŃi …………………………………………………………... 132 6.1.3.2. Vizualizarea rezultatului prelucrării …………………………………. 133 6.1.3.3. Vizualizarea procesului de prelucrare ……………………………….. 136 6.1.4. Simulatorul tridimensional „3D – Collision” …………………………………. 143 6.2. Crearea şi optimizarea fişierului de execuŃie CNC …………………………………... 147
7. ASISTENłA TEHNIC Ă LA DISTAN łĂ …………………….………………………… 28 153
8. APLICA łII PRACTICE PENTRU PROIECTAREA ŞI EXECUłIA SCULELOR AŞCHIETOARE PENTRU PRELUCRAREA ALEZAJELOR ÎN CARE A FOST UTILIZAT SOFTWARE-UL „TOOLBOX” …………… ………...
156
9. CONCLUZII, PERFORMAN łE ŞI DOMENIU DE UTILIZARE, CONTRIBUłII ORIGINALE, DIREC łII DE DEZVOLTARE ÎN VIITOR ………...
28
165
9.1. Concluzii ……………………………………………………………………………… 28 165 9.2. PerformanŃe si domeniu de utilizare ………………………………………………….. 29 166 9.3. ContribuŃii originale ………………………………………………………………….. 29 167 9.4. DirecŃii de dezvoltare în viitor ……………………………………………………….. 31 169
BIBLIOGRAFIE…………………………………… ……………………………………… 33 171
ANEXE …………………………………………………………………………………….. 176
1
CAPITOLUL 1
STADIUL ACTUAL PRIVIND CONSTRUCłIA ŞI FABRICAREA SCULELOR AŞCHIETOARE CU PARTICULARIZĂRI PENTRU OPERAłII DE PRELUCRARE A ALEZAJELOR
1.3. Tehnologii moderne de realizare a sculelor aşchietoare pentru prelucrarea alezajelor
1.3.1. Sinterizarea sculelor utilizate pentru prelucrarea alezajelor
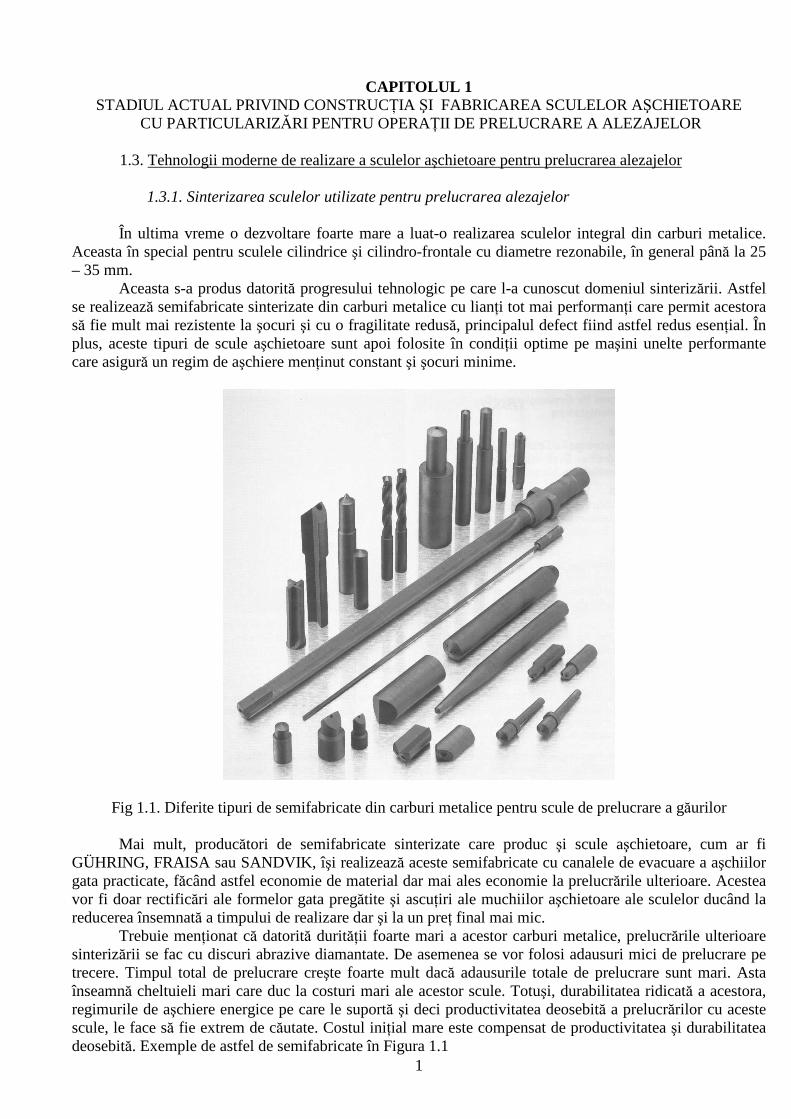
În ultima vreme o dezvoltare foarte mare a luat-o realizarea sculelor integral din carburi metalice. Aceasta în special pentru sculele cilindrice şi cilindro-frontale cu diametre rezonabile, în general până la 25 – 35 mm. Aceasta s-a produs datorită progresului tehnologic pe care l-a cunoscut domeniul sinterizării. Astfel se realizează semifabricate sinterizate din carburi metalice cu lianŃi tot mai performanŃi care permit acestora să fie mult mai rezistente la şocuri şi cu o fragilitate redusă, principalul defect fiind astfel redus esenŃial. În plus, aceste tipuri de scule aşchietoare sunt apoi folosite în condiŃii optime pe maşini unelte performante care asigură un regim de aşchiere menŃinut constant şi şocuri minime.
Fig 1.1. Diferite tipuri de semifabricate din carburi metalice pentru scule de prelucrare a găurilor Mai mult, producători de semifabricate sinterizate care produc şi scule aşchietoare, cum ar fi GÜHRING, FRAISA sau SANDVIK, îşi realizează aceste semifabricate cu canalele de evacuare a aşchiilor gata practicate, făcând astfel economie de material dar mai ales economie la prelucrările ulterioare. Acestea vor fi doar rectificări ale formelor gata pregătite şi ascuŃiri ale muchiilor aşchietoare ale sculelor ducând la reducerea însemnată a timpului de realizare dar şi la un preŃ final mai mic. Trebuie menŃionat că datorită durităŃii foarte mari a acestor carburi metalice, prelucrările ulterioare sinterizării se fac cu discuri abrazive diamantate. De asemenea se vor folosi adausuri mici de prelucrare pe trecere. Timpul total de prelucrare creşte foarte mult dacă adausurile totale de prelucrare sunt mari. Asta înseamnă cheltuieli mari care duc la costuri mari ale acestor scule. Totuşi, durabilitatea ridicată a acestora, regimurile de aşchiere energice pe care le suportă şi deci productivitatea deosebită a prelucrărilor cu aceste scule, le face să fie extrem de căutate. Costul iniŃial mare este compensat de productivitatea şi durabilitatea deosebită. Exemple de astfel de semifabricate în Figura 1.1
2
1.3.2 Prelucrarea sculelor aşchietoare pe MU-CN asistate de computer MU-CN se utilizează eficient la prelucrările prin aşchiere în cazul producŃiei de serie mică şi mijlocie a loturilor de piese care se repetă în timp, mărimea lotului fiind de până la 100 piese. În aceste condiŃii MU-CN oferă o flexibilitate mărită fată de utilajele specializate în prelucrarea anumitor dimensiuni de piese, rezultând o creştere a productivităŃii de aproximativ 30 - 50 % faŃă de maşinile-unelte convenŃionale. Este o situaŃie favorabilă tipului de producŃie pe care îl presupune fabricarea sculelor aşchietoare speciale. Iar în această categorie, de scule aşchietoare speciale, se încadrează foarte multe dintre acestea. Practic orice sculă aşchietoare care se abate de la standard poate fi considerată specială, mai ales deoarece trebuie concepută o tehnologie de execuŃie specifică doar ei. În domeniul comenzilor numerice a avut loc o deosebită dezvoltare în ultimii ani. În primul rând prin prisma preciziilor deosebite pe care le garantează pentru deplasările comandate. Dar este foarte importantă şi diversificarea gamei de prezentare şi scăderea preŃurilor lor în cadrul competiŃiei acerbe care există între producători. Utilizarea acestora nu mai este în acest moment prohibitivă din punct de vedere al costurilor. La aceasta trebuie să mai adăugăm şi faptul că preŃul unui computer, care poate fi adăugat sistemului maşină unealtă – comandă numerică în scopul gestionării şi utilizării mai eficiente a acestuia, a scăzut simŃitor în ultimii ani câştigând în acelaşi timp în putere de calcul şi de gestiune. În acest fel maşinile unelte cu comandă numerică asistate de computer au fost dezvoltate în variante dintre cele mai diverse şi mai complexe. Pentru a asigura un grad cât mai mare de universalitate al maşinilor unelte destinate fabricării sculelor aşchietoare, în ideea de a prelucra o gamă tipo-dimensională cât mai largă de astfel de piese, ele au fost gândite în marea lor majoritate pe o platformă conŃinând o gamă apropiată de opŃiuni. O primă caracteristică a acestor maşini unelte este utilizarea discurilor abrazive la prelucrarea sculelor aşchietoare. Aceasta este o opŃiune care aduce un număr mare de avantaje. Dintre acestea amintim :
- Discurile abrazive au o gamă tipo-dimensională de fabricaŃie foarte mare. Prin folosirea de granule abrazive de diverse tipuri, în combinaŃie cu lianŃii necesari, se obŃin discuri abrazive capabile să prelucreze orice tipuri de materiale, de la oŃeluri de scule, până la carburi metalice în cazul discurilor abrazive diamantate;
- Fixarea discurilor abrazive pe maşina unealtă este unitară şi facilă toate având aceeaşi formă în zona de fixare ;
- Discurile abrazive pot fi uşor profilate cu ajutorul unui cap diamantat, contribuind şi aceasta la obŃinerea unor suprafeŃe oricât de complexe prin prelucrarea cu aceste discuri profilate ;
- PreŃul de cost al acestor discuri abrazive nu este mare, acesta contribuind la obŃinerea unor costuri rezonabile ale prelucrării pe aceste maşini unelte ;
- Geometria iniŃială a discurilor abrazive se poate reface după ce se constată uzura acestora, cu ajutorul capului diamantat, prelungind durata de viaŃă a acestora pe parcursul mai multor cicluri. Şi aceasta duce la costuri rezonabile ;
- Prin definiŃie discurile abrazive sunt scule aşchietoare cu „număr infinit de tăişuri”. Aceasta face ca algoritmii matematici ce definesc mişcările lor în vederea obŃinerii suprafeŃelor cerute să fie mult simplificaŃi. Astfel, poziŃia tăişurilor sculei nu mai apare în ecuaŃie ;
- Utilizarea discurilor abrazive, prin „numărul infinit de tăişuri” duce la obŃinerea unei calităŃi deosebite a suprafeŃelor prelucrate ;
- Prelucrarea cu ajutorul discurilor abrazive, la turaŃiile mari cu care acestea sunt folosite, duce la aplicarea indirectă a unui tratament termic superficial în zona prelucrată, mai ales în zona muchiei aşchietoare, rezultând o durificare superficială, suplimentară, care contribuie la creşterea durabilităŃii sculei aşchietoare astfel obŃinute.
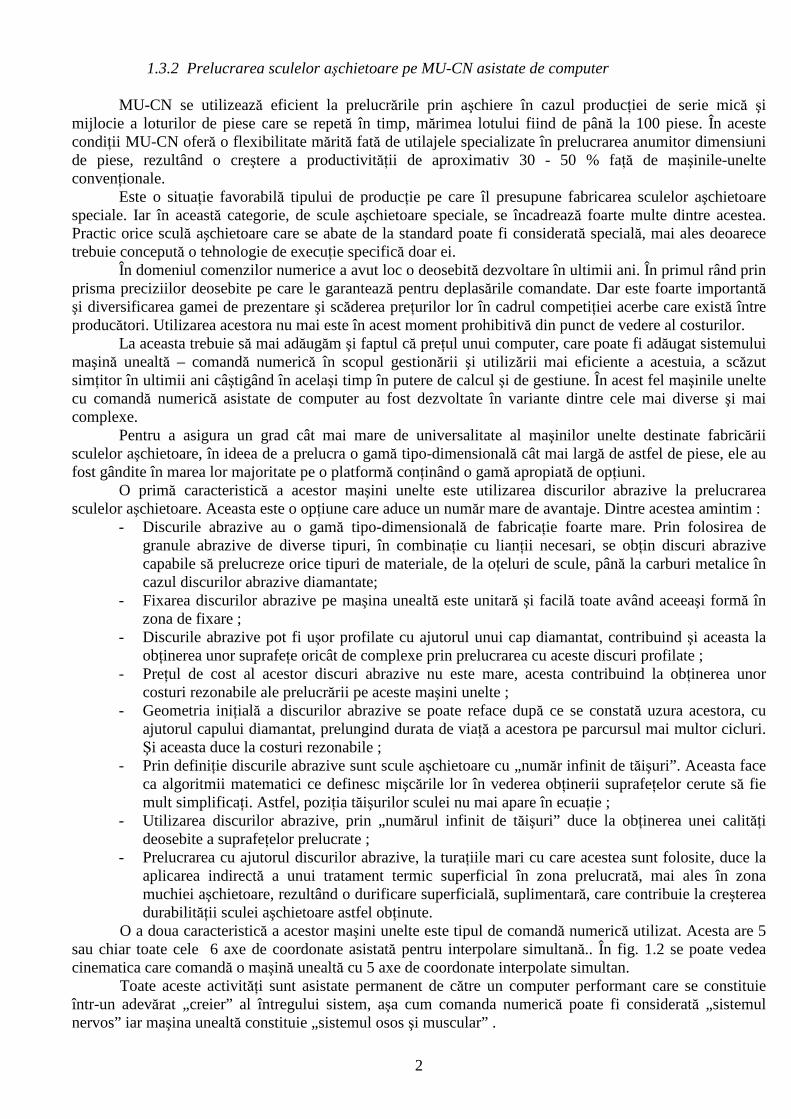
O a doua caracteristică a acestor maşini unelte este tipul de comandă numerică utilizat. Acesta are 5 sau chiar toate cele 6 axe de coordonate asistată pentru interpolare simultană.. În fig. 1.2 se poate vedea cinematica care comandă o maşină unealtă cu 5 axe de coordonate interpolate simultan.
Toate aceste activităŃi sunt asistate permanent de către un computer performant care se constituie într-un adevărat „creier” al întregului sistem, aşa cum comanda numerică poate fi considerată „sistemul nervos” iar maşina unealtă constituie „sistemul osos şi muscular” .
3
Fig. 1.2 Cinematica unei MU-CN cu 5 axe interpolate simultan [114] O altă caracteristică comună celor mai multe tipuri de astfel de maşini unelte este aceea a folosirii
„pachetelor” de discuri abrazive. Aceste „pachete” sunt de fapt axe interschimbabile care se montează în arborele principal al maşinii unelte şi care conŃin un grup de discuri abrazive.
Acest grup de discuri abrazive se fixează pe ax cu ajutorul unor bucşi distanŃiere care le menŃin la o anumită distanŃă unul de altul în aşa fel încât fiecare să poată avea suficient spaŃiu pentru a prelucra semifabricatul fără ca un disc vecin să intre în coliziune accidentală cu acesta.
Gruparea în „pachete” se face în aşa fel încât fiecare dintre acestea să conŃină diverse dimensiuni şi forme de discuri abrazive, suficiente pentru a executa toate operaŃiile necesare obŃinerii unui produs finit. Aceste „pachete” se constituie din discuri abrazive compatibile cu prelucrarea unui anumit tip de material, oŃel de scule, carburi metalice, etc.
UşurinŃa schimbării pe maşina unealtă a unui „pachet” de discuri abrazive cu altul, prin simpla schimbare a axului pe care sunt montate, faptul că în maxim 5 minute se poate trece la prelucrarea unui alt semifabricat din alt tip de material şi cu o altă geometrie, duce la o elasticitate foarte mare a acestui sistem de prelucrare.
Prinderea semifabricatelor pe maşina unealtă se face în general într-o bucşă acŃionată pneumatic. În acest fel timpul de fixare a semifabricatului pe maşina unealtă este extrem de scurt prin introducerea acestuia în bucşa deschisă şi acŃionarea unui buton care provoacă prinderea şi centrarea simultană.
CAPITOLUL 2 MODELAREA CONSTRUCTIVĂ ŞI TEHNOLOGICĂ A SCULELOR
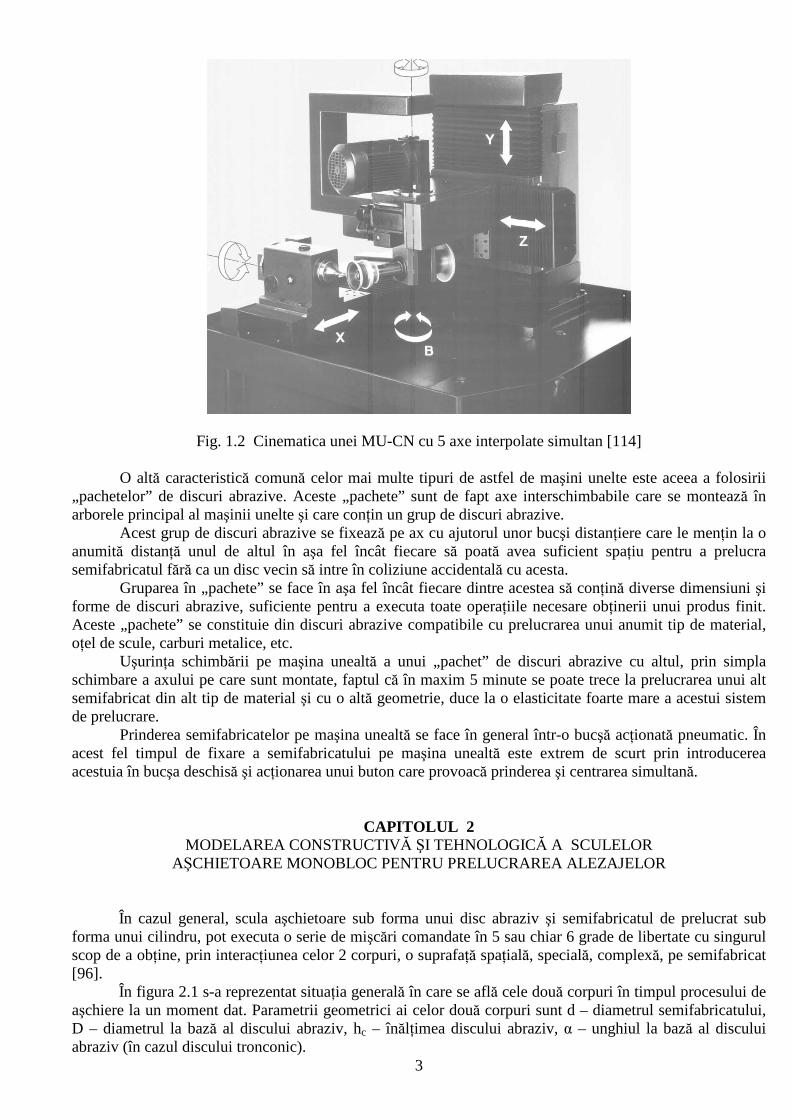
AŞCHIETOARE MONOBLOC PENTRU PRELUCRAREA ALEZAJELOR În cazul general, scula aşchietoare sub forma unui disc abraziv şi semifabricatul de prelucrat sub forma unui cilindru, pot executa o serie de mişcări comandate în 5 sau chiar 6 grade de libertate cu singurul scop de a obŃine, prin interacŃiunea celor 2 corpuri, o suprafaŃă spaŃială, specială, complexă, pe semifabricat [96]. În figura 2.1 s-a reprezentat situaŃia generală în care se află cele două corpuri în timpul procesului de aşchiere la un moment dat. Parametrii geometrici ai celor două corpuri sunt d – diametrul semifabricatului, D – diametrul la bază al discului abraziv, hc – înălŃimea discului abraziv, α – unghiul la bază al discului abraziv (în cazul discului tronconic).
4
Celelalte elemente pot fi variabile sau fixe funcŃie de suprafaŃa ce se doreşte a fi obŃinută. Astfel în timpul deplasării relative între cele două corpuri parametri H - înălŃimea de poziŃionare a discului abraziv în raport cu axa semifabricatului, β – înclinarea planului bazei trunchiului de con faŃă de axa semifabricatului, ± ∆ – deplasarea bazei discului abraziv faŃă de axa semifabricatului pot fi menŃinuŃi constanŃi sau li se poate asocia o variaŃie după o anumită lege.
Fig. 2.1 PoziŃia generală de aşchiere FuncŃie de variaŃia sau constanŃa parametrilor de poziŃionare şi de mişcările imprimate celor două corpuri se vor obŃine suprafeŃele dorite după prelucrare. În capitolele următoare se va prezenta obŃinerea unor anumite tipuri de suprafeŃe care definesc sculele aşchietoare si se vor stabili poziŃionările iniŃiale şi mişcările specifice între cele două corpuri. Toate cazurile ce se vor releva în continuare sunt rodul studierii influenŃelor fiecărui parametru ce contribuie la obŃinerea suprafeŃelor în timpul aşchierii. În acest fel s-au stabilit reguli specifice care ne ajută în rezolvarea problemelor legate de prelucrarea sculelor aşchietoare de rotaŃie monobloc.
2.4 Modelarea canalelor de evacuare a aşchiilor
2.4.1 Prelucrarea cu disc abraziv tronconic
Prelucrarea cu discul abraziv tronconic este un caz particular şi întrucâtva ideal, în care forma sculei este simplă şi foarte avantajoasă. Pentru studierea acestui tip de prelucrare se fac câteva simplificări şi particularizări. Acestea vor fi enumerate în cele ce urmează. În primul rând, scula cu care prelucrăm este un disc abraziv. Aceasta aduce o simplificare importantă a algoritmului ! Faptul că scula „taie” în orice punct al său, discurile abrazive fiind considerate scule cu „număr infinit de tăişuri”. Deşi din punct de vedere matematic este o eroare, numărul de tăişuri nefiind infinit, din punct de vedere practic este destul de aproape de adevăr. Această aproximare nu conduce la erori inacceptabile, ieşite din limitele de toleranŃă de formă şi dimensionale impuse. Pentru aparatele de măsură şi control utilizate în mod curent erorile datorate acestei
5
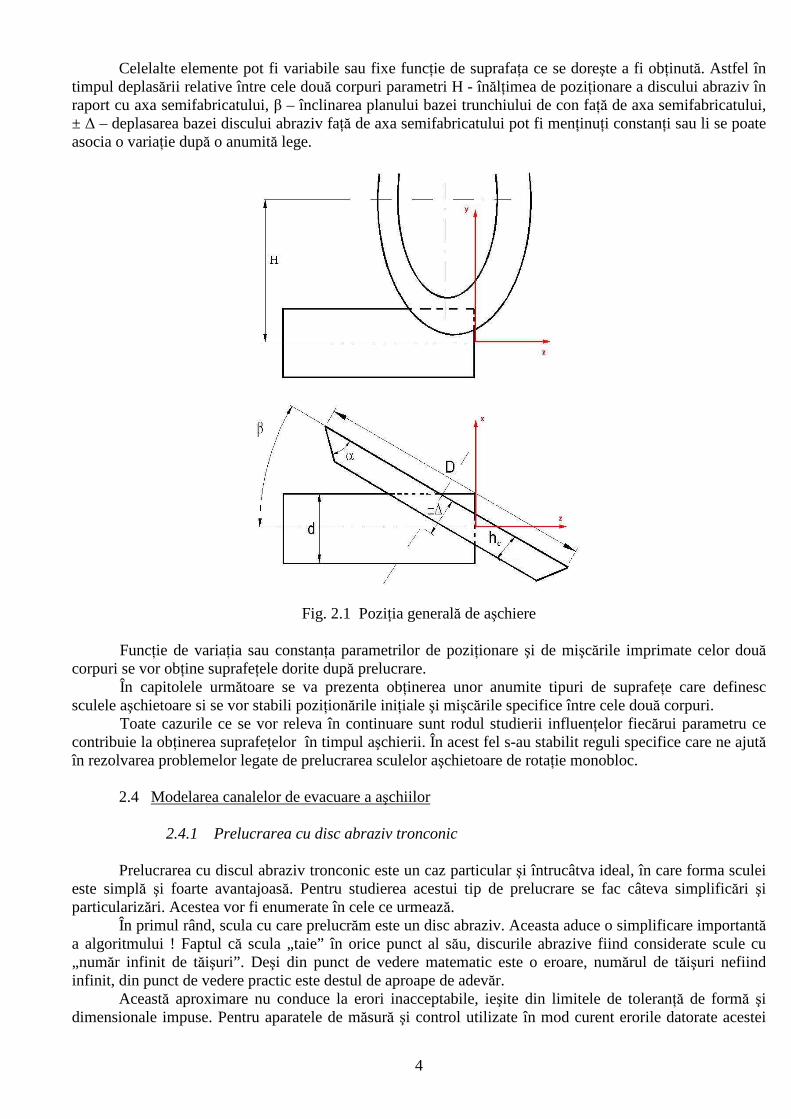
aproximări nu sunt sesizabile [114 - teste realizate în laboratoarele Strausak A.G. ElveŃia în 1994]. Deci aproximarea este perfect acceptabilă. În cazul cel mai uzual cele două corpuri care interacŃionează în momentul prelucrării sunt un trunchi de con (scula aşchietoare) şi un cilindru (piesa). Fenomenul de aşchiere în care sunt implicate cele două corpuri este determinat de caracteristici geometrice ale celor două corpuri, de caracteristici de poziŃionare iniŃială a celor două corpuri şi de mişcările pe care le efectuează cele două corpuri în timpul procesului. Acestea vor fi evidenŃiate în cele ce urmează. Caracteristica geometrică a cilindrului (piesa) este diametrul „d”. Caracteristicile geometrice ale trunchiului de con (scula aşchietoare) sunt evidenŃiate în fig. 2.2.
Aceste caracteristici sunt : α – unghiul la bază al trunchiului de con hs – înălŃimea trunchiului de con Rs – Raza cercului de bază al trunchiului de con
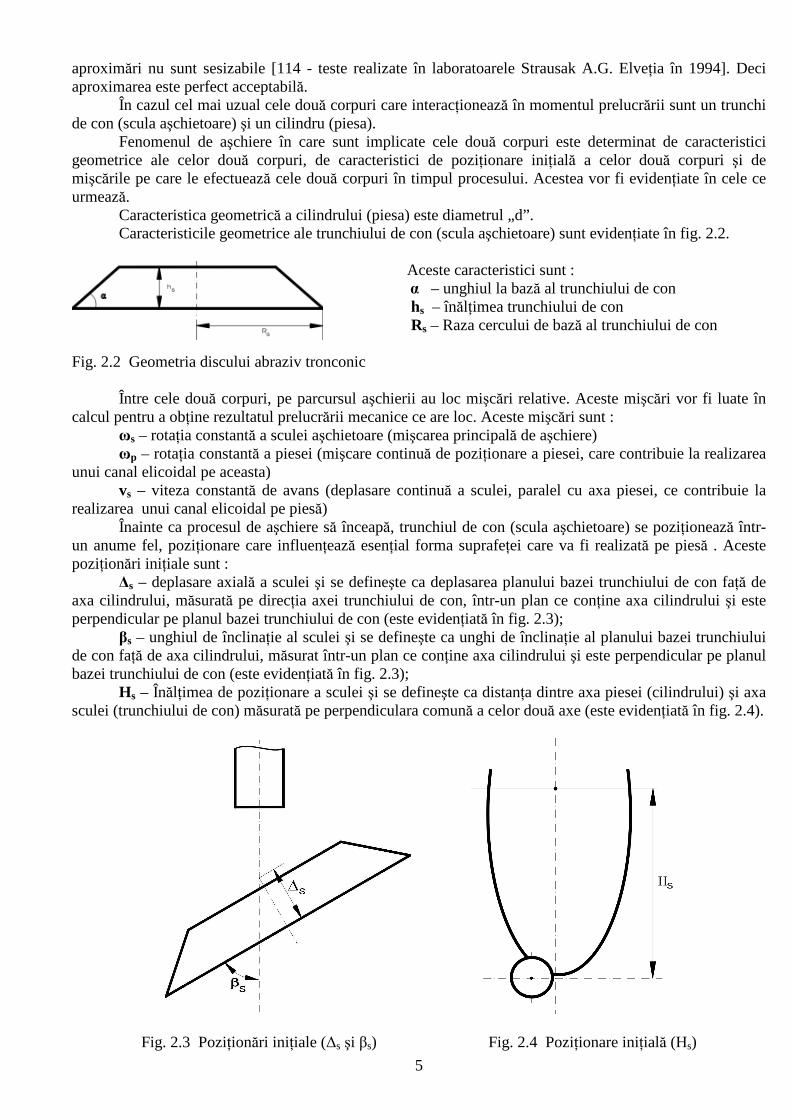
Fig. 2.2 Geometria discului abraziv tronconic Între cele două corpuri, pe parcursul aşchierii au loc mişcări relative. Aceste mişcări vor fi luate în calcul pentru a obŃine rezultatul prelucrării mecanice ce are loc. Aceste mişcări sunt : ωs – rotaŃia constantă a sculei aşchietoare (mişcarea principală de aşchiere) ωp – rotaŃia constantă a piesei (mişcare continuă de poziŃionare a piesei, care contribuie la realizarea unui canal elicoidal pe aceasta) vs – viteza constantă de avans (deplasare continuă a sculei, paralel cu axa piesei, ce contribuie la realizarea unui canal elicoidal pe piesă) Înainte ca procesul de aşchiere să înceapă, trunchiul de con (scula aşchietoare) se poziŃionează într-un anume fel, poziŃionare care influenŃează esenŃial forma suprafeŃei care va fi realizată pe piesă . Aceste poziŃionări ini Ńiale sunt : ∆s – deplasare axială a sculei şi se defineşte ca deplasarea planului bazei trunchiului de con faŃă de axa cilindrului, măsurată pe direcŃia axei trunchiului de con, într-un plan ce conŃine axa cilindrului şi este perpendicular pe planul bazei trunchiului de con (este evidenŃiată în fig. 2.3); βs – unghiul de înclinaŃie al sculei şi se defineşte ca unghi de înclinaŃie al planului bazei trunchiului de con faŃă de axa cilindrului, măsurat într-un plan ce conŃine axa cilindrului şi este perpendicular pe planul bazei trunchiului de con (este evidenŃiată în fig. 2.3); Hs – ÎnălŃimea de poziŃionare a sculei şi se defineşte ca distanŃa dintre axa piesei (cilindrului) şi axa sculei (trunchiului de con) măsurată pe perpendiculara comună a celor două axe (este evidenŃiată în fig. 2.4).
Fig. 2.3 PoziŃionări ini Ńiale (∆s şi βs) Fig. 2.4 PoziŃionare iniŃială (Hs)
6
2.4.1.2. Algoritm de determinare a suprafeŃei prelucrate cu discul abraziv tronconic
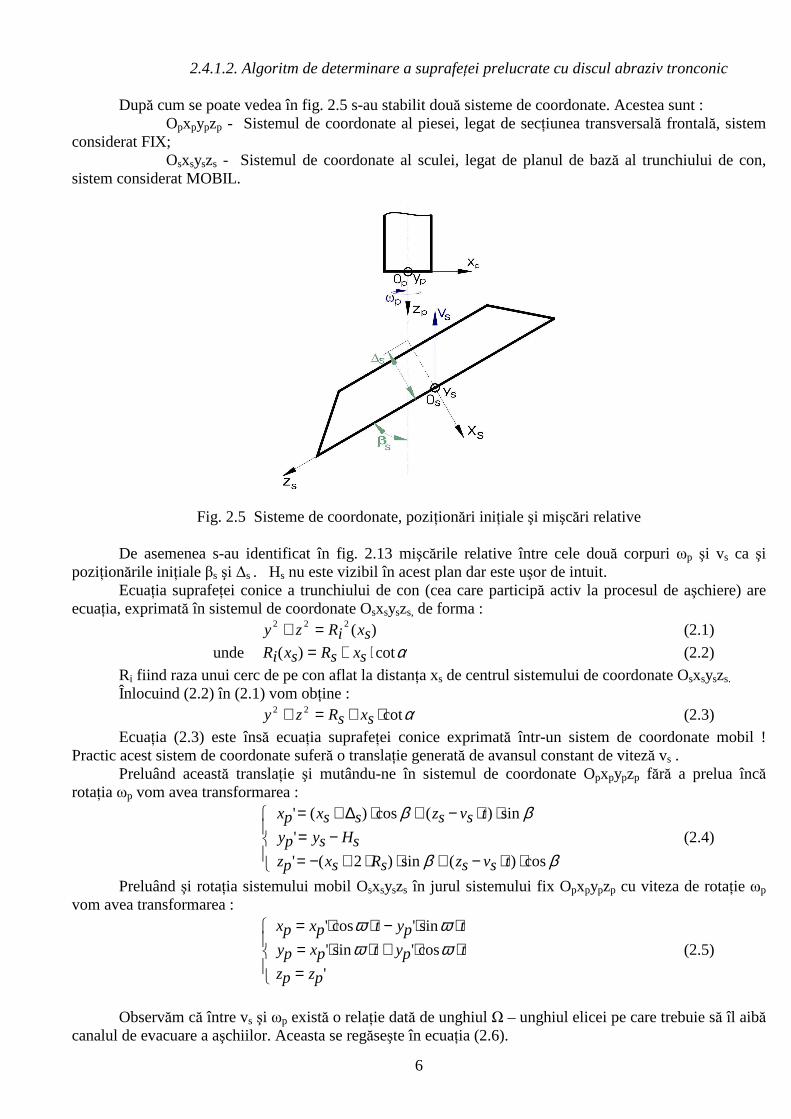
După cum se poate vedea în fig. 2.5 s-au stabilit două sisteme de coordonate. Acestea sunt : Opxpypzp - Sistemul de coordonate al piesei, legat de secŃiunea transversală frontală, sistem considerat FIX; Osxsyszs - Sistemul de coordonate al sculei, legat de planul de bază al trunchiului de con, sistem considerat MOBIL.
Fig. 2.5 Sisteme de coordonate, poziŃionări ini Ńiale şi mişcări relative De asemenea s-au identificat în fig. 2.13 mişcările relative între cele două corpuri ωp şi vs ca şi poziŃionările iniŃiale βs şi ∆s . Hs nu este vizibil în acest plan dar este uşor de intuit. EcuaŃia suprafeŃei conice a trunchiului de con (cea care participă activ la procesul de aşchiere) are ecuaŃia, exprimată în sistemul de coordonate Osxsyszs, de forma : )(222
sxiRzy =+ (2.1)
unde αcot)( ⋅+= sxsRsxiR (2.2)
Ri fiind raza unui cerc de pe con aflat la distanŃa xs de centrul sistemului de coordonate Osxsyszs. Înlocuind (2.2) în (2.1) vom obŃine : αcot22 ⋅+=+ sxsRzy (2.3)
EcuaŃia (2.3) este însă ecuaŃia suprafeŃei conice exprimată într-un sistem de coordonate mobil ! Practic acest sistem de coordonate suferă o translaŃie generată de avansul constant de viteză vs . Preluând această translaŃie şi mutându-ne în sistemul de coordonate Opxpypzp fără a prelua încă rotaŃia ωp vom avea transformarea :
⋅⋅−+⋅⋅+−=−=
⋅⋅−+⋅∆+=
ββ
ββ
cos)(sin)2('
'
sin)(cos)('
tsvszsRsxpzsHsypy
tsvszssxpx
(2.4)
Preluând şi rotaŃia sistemului mobil Osxsyszs în jurul sistemului fix Opxpypzp cu viteza de rotaŃie ωp vom avea transformarea :
=⋅⋅+⋅⋅=⋅⋅−⋅⋅=
'
cos'sin'
sin'cos'
pzpz
tpytpxpy
tpytpxpx
ωωωω
(2.5)
Observăm că între vs şi ωp există o relaŃie dată de unghiul Ω – unghiul elicei pe care trebuie să îl aibă canalul de evacuare a aşchiilor. Aceasta se regăseşte în ecuaŃia (2.6).

7
2
tand
svp
Ω⋅=ω (2.6)
Notăm în continuare un parametru variabil Si – spaŃiul parcurs de sculă, paralel cu direcŃia axei piesei, de la începutul studierii mişcării şi până la momentul „i”. Observăm că : iStsv =⋅ (2.7)
şi diS
dtsvt
Ω⋅⋅=Ω⋅⋅=⋅ tan2
2
tanω (2.8)
Înlocuind Si din ecuaŃia (2.7) în (2.4) obŃinem :
⋅−+⋅⋅+−=−=
⋅−+⋅∆+=
ββ
ββ
cos)(sin)2('
'
sin)(cos)('
iSszsRsxpzsHsypy
iSszssxpx
(2.9)
Apoi notăm o constantă „b” definită în formula (2.10).
d
bΩ⋅= tan2
(2.10)
Înlocuim apoi relaŃiile (2.8) şi (2.10) în (2.5) şi obŃinem transformarea (2.11).
=⋅⋅−⋅⋅=⋅⋅−⋅⋅=
'
cos'sin'
sin'cos'
pzpziSbpyiSbpxpyiSbpyiSbpxpx
(2.11)
Cumulând efectele translaŃiei ecuaŃiei suprafeŃei conice (2.3) conform transformărilor (2.9) şi a rotaŃiei ecuaŃiei (2.3) conform transformărilor (2.11), vom obŃine ecuaŃia suprafeŃei conice în sistemul de axe Opxpypzp , ecuaŃie ce conŃine şi mişcarea în forma sa. Forma sa se regăseşte în ecuaŃia (2.12).
)12.2(]sin)(cos)sincos([
]sin)sincos(cos)[()cossin(2
22
αβαβββ
ctgiSpzctgsiSbpyiSbpxRs
siSbpyiSbpxiSpzsHiSbpyiSbpx
⋅⋅−+⋅⋅∆+⋅⋅−⋅⋅+=
=⋅∆+⋅⋅−⋅⋅−⋅−+−⋅⋅+⋅⋅
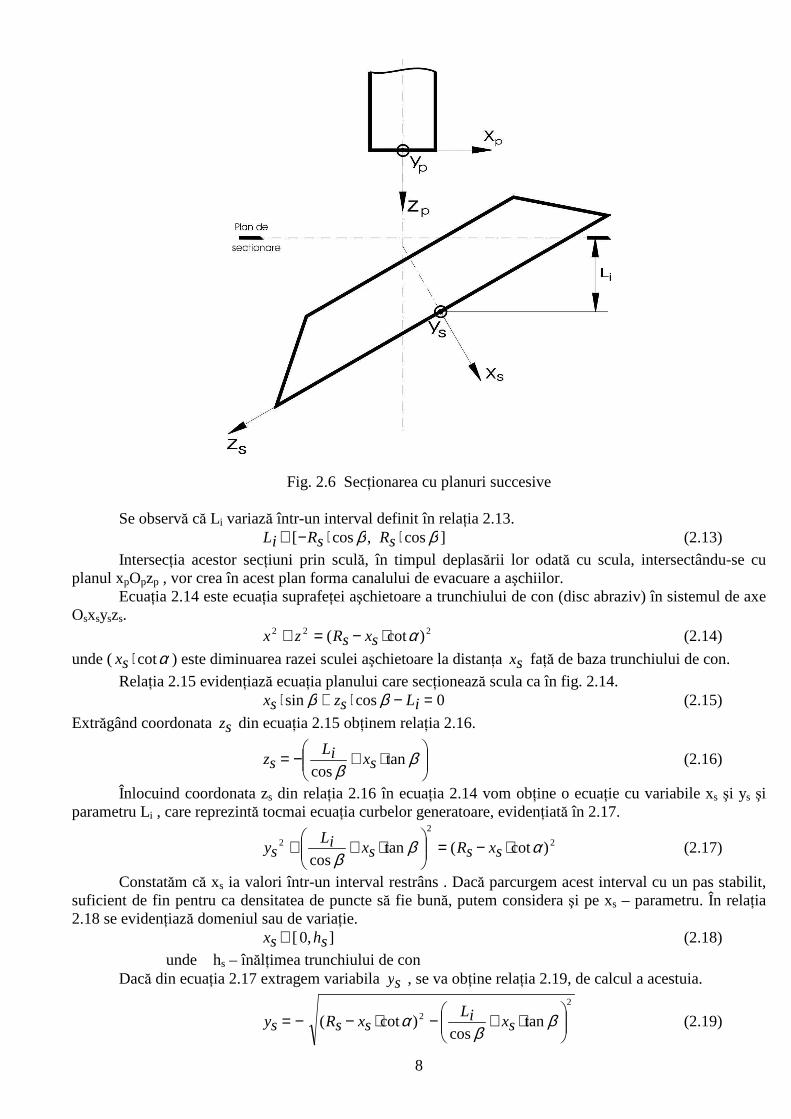
Dacă între această ecuaŃie şi derivata sa de ordinul întâi, funcŃie de parametrul Si, eliminăm acest parametru, se va obŃine exact ecuaŃia suprafeŃei generate de suprafaŃa conică pe piesă, adică forma suprafeŃei ce descrie canalul de evacuare a aşchiilor [59]. Din păcate, forma ecuaŃiei (2.12) este transcendentă, cu parametrul Si atât liber cât şi în funcŃii sinus şi cosinus. Derivata sa de ordinul I va avea din nou parametrul Si atât liber cât şi în funcŃii sinus şi cosinus. Aceasta face ca parametrul să nu poată fi eliminat între ecuaŃie şi derivata sa de ordinul I. Deci aceasta este o cale relativ blocată. Desigur, au fost studiate şi alte abordări, în care simularea deplasării planului aşchietor s-a făcut funcŃie de variabila „timp”, dar ecuaŃiile rezultate au aceeaşi formă transcendentă, cu aceleaşi probleme în încercarea de rezolvare. Astfel, am ajuns la concluzia că este nevoie de o abordare diferită a problemei. Această abordare pleacă de la câteva premize rezultate în urma studierii funcŃionării comenzilor numerice ce echipează maşinile unelte şi a modului cum sunt generate suprafeŃele pe astfel de maşini unelte. La nivel elementar, MU-CN generează suprafeŃele prin deplasarea zonei aşchietoare de la un punct Pi la următorul punct Pi+1 . Această deplasare este făcută după legi (reguli) impuse de programator sau lăsate în seama INTERPOLATORULUI cu care este echipată MU-CN. Deci ceea ce este de remarcat este deplasarea „de la un punct la altul”. De asemenea se poate spune că studiind ce efect de generare are asupra piesei fiecare punct din zona aşchietoare a sculei şi cumulăm rezultatele, se va obŃine tocmai suprafaŃa generată pe piesă. După cum se observă în fig. 2.6, scula aşchietoare (discul abraziv) va fi secŃionată succesiv cu plane aflate la distanŃa Li faŃă de originea sistemului de coordonate Osxsyszs, distanŃa Li fiind măsurată în planul xpOpzp .
8
Fig. 2.6 SecŃionarea cu planuri succesive
Se observă că Li variază într-un interval definit în relaŃia 2.13. ]cos,cos[ ββ ⋅⋅−∈ sRsRiL (2.13)
IntersecŃia acestor secŃiuni prin sculă, în timpul deplasării lor odată cu scula, intersectându-se cu planul xpOpzp , vor crea în acest plan forma canalului de evacuare a aşchiilor. EcuaŃia 2.14 este ecuaŃia suprafeŃei aşchietoare a trunchiului de con (disc abraziv) în sistemul de axe Osxsyszs. 222 )cot( α⋅−=+ sxsRzx (2.14)
unde ( αcot⋅sx ) este diminuarea razei sculei aşchietoare la distanŃa sx faŃă de baza trunchiului de con.
RelaŃia 2.15 evidenŃiază ecuaŃia planului care secŃionează scula ca în fig. 2.14. 0cossin =−⋅+⋅ iLszsx ββ (2.15)
Extrăgând coordonata sz din ecuaŃia 2.15 obŃinem relaŃia 2.16.
⋅+−= β
βtan
cos sxiLsz (2.16)
Înlocuind coordonata zs din relaŃia 2.16 în ecuaŃia 2.14 vom obŃine o ecuaŃie cu variabile xs şi ys şi parametru Li , care reprezintă tocmai ecuaŃia curbelor generatoare, evidenŃiată în 2.17.
2
2
2 )cot(tancos
αββ
⋅−=
⋅++ sxsRsxiL
sy (2.17)
Constatăm că xs ia valori într-un interval restrâns . Dacă parcurgem acest interval cu un pas stabilit, suficient de fin pentru ca densitatea de puncte să fie bună, putem considera şi pe xs – parametru. În relaŃia 2.18 se evidenŃiază domeniul sau de variaŃie. ],0[ shsx ∈ (2.18)
unde hs – înălŃimea trunchiului de con Dacă din ecuaŃia 2.17 extragem variabila sy , se va obŃine relaŃia 2.19, de calcul a acestuia.
2
2 tancos
)cot(
⋅+−⋅−−= β
βα sxiL
sxsRsy (2.19)

9
unde : α – unghiul la bază al trunchiului de con β - unghiul de înclinaŃie al trunchiului de con
Rs – raza cercului de bază al trunchiului de con Li – distanŃa de la originea sistemului Osxsyszs la planul de secŃionare După cum se vede în relaŃia 2.19, s-a ales doar soluŃia negativă (cu semn -), deoarece plecăm de la premiza că scula aşchietoare va prelucra doar cu partea sa inferioară, de sub planul xsOszs , ceea ce de altfel se întâmplă în realitate. Se poate observa că parcurgând trei etape simple se va obŃine un punct de pe zona aşchietoare a sculei. Aceste etape sunt : Etapa 1. Alegem o valoare pentru Li din domeniul definit cu relaŃia 2.13. În acest fel am stabilit planul de secŃionare al sculei ; Etapa 2. Alegem o valoare pentru xs din domeniul definit cu relaŃia 2.18. În acest fel am stabilit la ce distanŃă faŃă de planul de bază al trunchiului de con se află punctul considerat ; Etapa 3. Calculăm cu ajutorul relaŃiei 2.19 valoarea coordonatei ys. În acest fel am definit complet un punct din zona aşchietoare a sculei. Dacă în continuare vom aplica acestui punct mişcările datorate pe de o parte deplasării cu viteză contantă vs şi pe de altă parte rotirii cu viteza de rotaŃie constantă ωp , el va penetra planul de referinŃă xpOpyp într-un punct ce poate fi calculat. Într-o primă etapă Ńinem cont de deplasarea cu viteză constantă vs şi facem transferul în sistemul de axe Opxpypzp , dar nu evidenŃiem încă rotirea cu viteza de rotaŃie constantă ωp.
În relaŃiile 2.20 sunt evidenŃiate noile coordonate.
=
+=
⋅
⋅++⋅+⋅∆=
0'
'
sintancos
coscos'
pz
sysHpy
sxiLsxspx ββ
βββ
(2.20)
Este nevoie să stabilim acum „poziŃia de plecare” a sculei aşchietoare spre intersecŃia cu planul xpOpyp şi vom considera această poziŃie ca fiind cea în care scula aşchietoare ia primul contact cu planul respectiv. DistanŃa respectivă o notăm cu L0 şi se măsoară paralel cu axa Opzp , iar valoarea sa e dată de relaŃia 2.21. βcos0 ⋅= sRL (2.21)
Constatăm din relaŃiile 2.21’ că se pot face unele transformări pentru a înlocui parametrul „timp” cu parametrul „spaŃiu”.
Ω⋅−
⋅=Ω⋅
−⋅
⋅=Ω⋅⋅=⋅ tan2tan2
tan2 0
0
diLL
dt
iLL
td
svttpω (2.21’)
unde : ωp – viteza de rotaŃie constantă a piesei vs – viteza constantă de avans a sculei, paralel cu axa piesei
În continuare vom adăuga şi rotirea cu viteză de rotaŃie constantă ωp. În relaŃia 2.22 se evidenŃiază coordonatele punctului din planul xpOpyp care este obŃinut prin „străpungerea” planului de către punctul considerat din zona aşchietoare a sculei.
=
Ω⋅−
⋅⋅+
Ω⋅−
⋅⋅−=
Ω⋅−
⋅⋅+
Ω⋅−
⋅⋅=
0
tan2cos'tan2sin'
tan2sin'tan2cos'
00
00
zp
diLL
pyd
iLLpxpy
diLL
pyd
iLLpxpx
(2.22)
Acelaşi lucru se poate face pentru a determina ce urmă va lăsa fiecare punct de pe suprafaŃa aşchietoare a sculei în trecerea sa prin planul considerat xpOpyp .
10
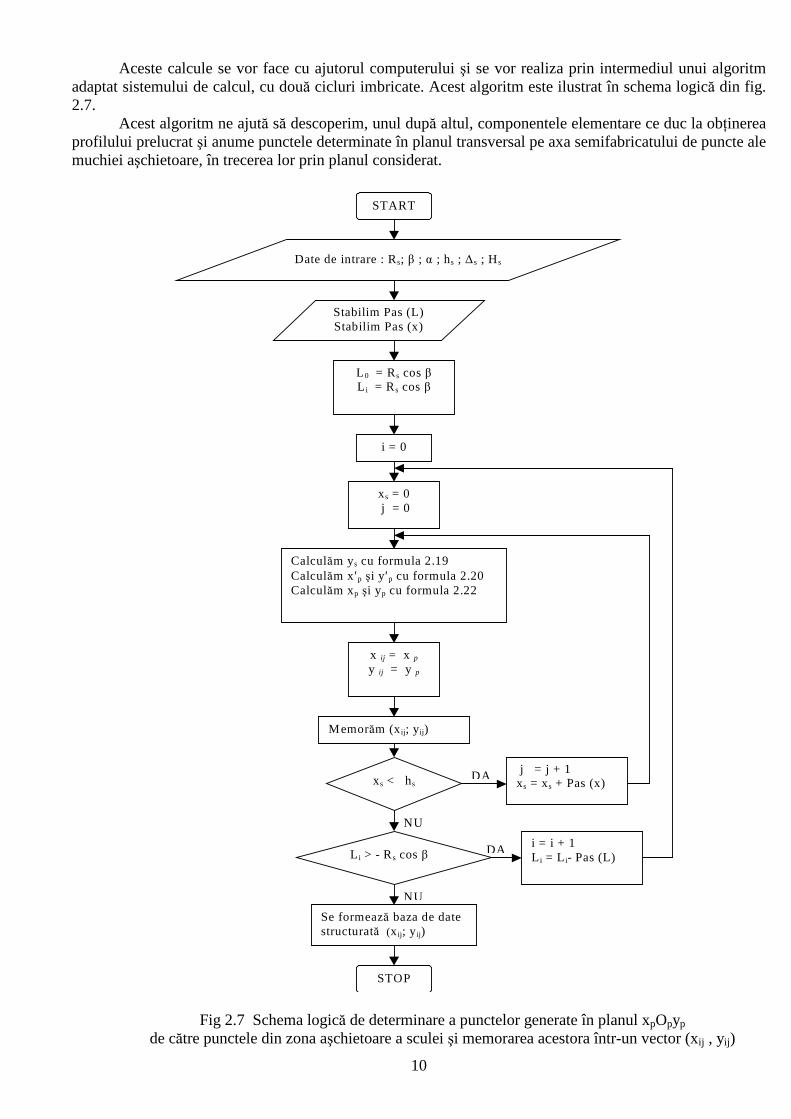
Aceste calcule se vor face cu ajutorul computerului şi se vor realiza prin intermediul unui algoritm adaptat sistemului de calcul, cu două cicluri imbricate. Acest algoritm este ilustrat în schema logică din fig. 2.7. Acest algoritm ne ajută să descoperim, unul după altul, componentele elementare ce duc la obŃinerea profilului prelucrat şi anume punctele determinate în planul transversal pe axa semifabricatului de puncte ale muchiei aşchietoare, în trecerea lor prin planul considerat.
NU
DA
NU
DA
START
Date de intrare : Rs; β ; α ; hs ; ∆s ; Hs
Stabilim Pas (L) Stabilim Pas (x)
L 0 = Rs cos β L i = Rs cos β
i = 0
xs = 0 j = 0
Calculăm ys cu formula 2.19 Calculăm x′p şi y ′p cu formula 2.20 Calculăm xp şi yp cu formula 2.22
x ij = x p y ij = y p
Memorăm (xij ; yij)
xs < hs
j = j + 1 xs = xs + Pas (x)
L i > - Rs cos β i = i + 1 L i = L i- Pas (L)
Se formează baza de date structurată (x ij ; yij)
STOP
Fig 2.7 Schema logică de determinare a punctelor generate în planul xpOpyp
de către punctele din zona aşchietoare a sculei şi memorarea acestora într-un vector (xij , yij)

11
În continuare va fi nevoie de sortarea mulŃimii de puncte de intersecŃie obŃinute în planul xpOpyp şi
de selecŃie a acelor puncte care compun curba ce determină marginea suprafeŃei îndepărtate în acest plan prin prelucrare. Pe noi ne interesează doar acele puncte care sunt în interiorul cercului de diametru „d” (diametrul cilindrului-piesă) şi apoi, dintre acestea, doar acele puncte care determină marginea prelucrării. În primă instanŃă, pentru o analiză mai simplă, vom trece toate punctele Pij (xij , yij) în coordonate polare cu ajutorul relaŃiilor 2.23.
=
+=
ijxijy
ij
ijyijxijr
arctan
22
ϕ (2.23)
Este necesar să stabilim din start un coeficient de precizie pentru rij (practic se stabileşte numărul de zecimale la care este trunchiată valoarea) care asigură practic Pas(r) – pasul minim cu care poate creşte sau scădea valoarea următoarei raze. În mod normal precizia cu care se lucrează este între 0,1 şi 0,001 mm . În această plajă de precizie se poate realiza orice tip de sculă aşchietoare. S-a creat un algoritm care transformă Pij (xij , yij) - coordonate carteziene în forma Pij (rij , φij) – coordonate polare şi elimină punctele din afara cercului de diametru „d” (practic punctele din afara piesei de prelucrat). S-a creat apoi un algoritm care determină practic pentru fiecare rază rk existentă, unghiurile Max(φk) şi min(φk) determinând astfel punctele extreme ale prelucrării (marginea canalului prelucrat). După urmărirea celor doi algoritmi menŃionaŃi mai sus se găseşte forma canalului de evacuare a aşchiilor în secŃiunea transversală considerată.
2.4.1.3 Factori ce contribuie la obŃinerea unei anumite forme a suprafeŃei. InfluenŃa acestora.
Factorii care influenŃează forma suprafeŃei ce se va obŃine sunt : - înălŃimea de poziŃionare a discului abraziv faŃă de semifabricat (Hs); - deplasarea laterală a discului abraziv faŃă de axa piesei (∆s); - înclinarea sculei faŃă de axa piesei (βs); - unghiul la bază al sculei aşchietoare - trunchi de con (α); - înălŃimea sculei aşchietoare – trunchi de con (hs).
Pentru a obŃine forma dorită a suprafeŃei ce urmează a fi prelucrată se vor iniŃializa fiecare dintre cei cinci parametri enumeraŃi mai sus. IniŃial se alege discul abraziv disponibil în magazie, care are o geometrie potrivită operaŃiei ce se va executa şi astfel sunt iniŃializaŃi parametrii α şi hs. Aceasta se face în baza experienŃei minimale a operatorului. Apoi sunt găsite acele valori ale celorlalŃi trei parametri (de poziŃionare) cu ajutorul unor algoritmi automaŃi de căutare, creaŃi în acest scop. Aceşti algoritmi au fost descrişi în cadrul tezei.
2.4.2 Prelucrarea cu disc abraziv profilat 2.4.2.1 Algoritmul de determinare a suprafeŃei prelucrate cu discul abraziv profilat
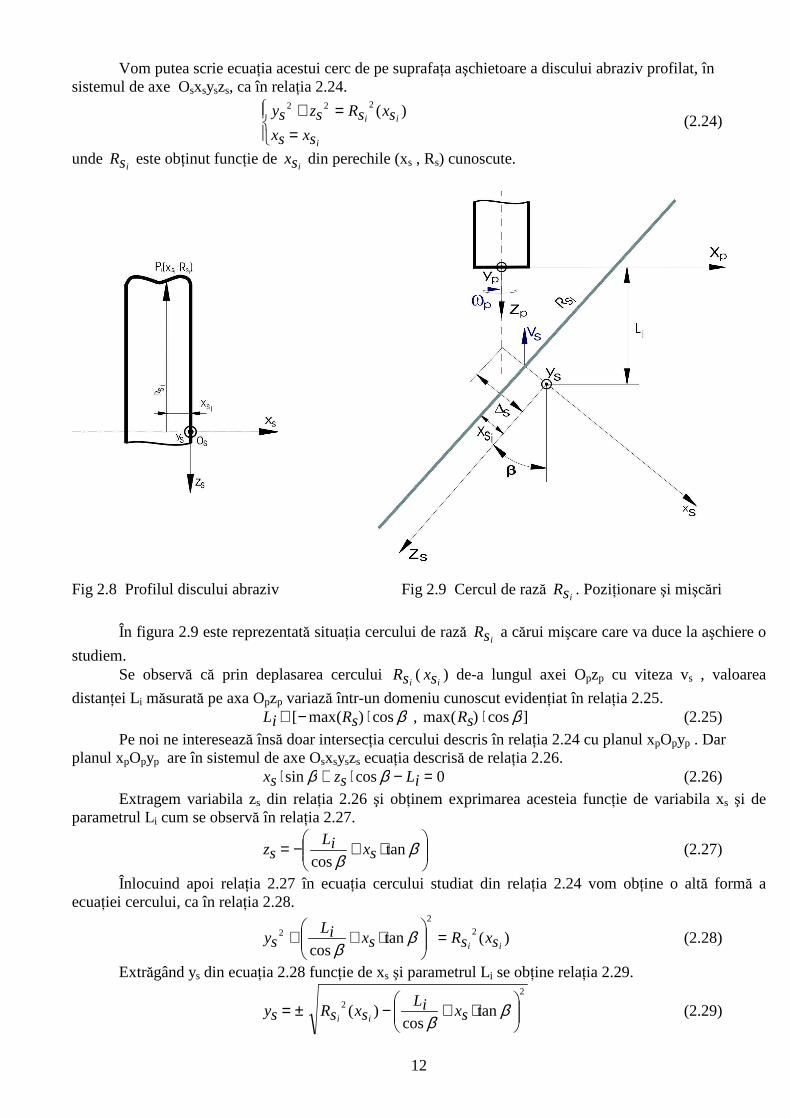
Problema prelucrării cu disc abraziv profilat se tratează asemănător cu problema prelucrării cu disc abraziv tronconic. Totuşi, vom aborda puŃin altfel această rezolvare, pentru a evidenŃia eleganŃa cu care se poate jongla în interiorul sistemului de simulare şi generare pus la punct. În primul rând stabilim modul de „studiere” a discului abraziv profilat (scula aşchietoare). Într-o secŃiune prin planul xsOszs profilul discului abraziv poate fi vizualizat în fig. 2.8. Practic acest profil ne este dat de producătorul discului abraziv. Se observă că putem considera suprafaŃa discului abraziv ca fiind o succesiune de cercuri de rază
isR
şi care se află la o distanŃă isx faŃă de planul ysOszs .
12
Vom putea scrie ecuaŃia acestui cerc de pe suprafaŃa aşchietoare a discului abraziv profilat, în sistemul de axe Osxsyszs, ca în relaŃia 2.24.
==+
i
ii
sxsxsxsRszsy )(222
(2.24)
unde isR este obŃinut funcŃie de
isx din perechile (xs , Rs) cunoscute.
Fig 2.8 Profilul discului abraziv Fig 2.9 Cercul de rază
isR . PoziŃionare şi mişcări
În figura 2.9 este reprezentată situaŃia cercului de rază
isR a cărui mişcare care va duce la aşchiere o
studiem. Se observă că prin deplasarea cercului
isR (isx ) de-a lungul axei Opzp cu viteza vs , valoarea
distanŃei Li măsurată pe axa Opzp variază într-un domeniu cunoscut evidenŃiat în relaŃia 2.25. ]cos)max(,cos)max([ ββ ⋅⋅−∈ sRsRiL (2.25)
Pe noi ne interesează însă doar intersecŃia cercului descris în relaŃia 2.24 cu planul xpOpyp . Dar planul xpOpyp are în sistemul de axe Osxsyszs ecuaŃia descrisă de relaŃia 2.26. 0cossin =−⋅+⋅ iLszsx ββ (2.26)
Extragem variabila zs din relaŃia 2.26 şi obŃinem exprimarea acesteia funcŃie de variabila xs şi de parametrul Li cum se observă în relaŃia 2.27.
⋅+−= β
βtan
cos sxiLsz (2.27)
Înlocuind apoi relaŃia 2.27 în ecuaŃia cercului studiat din relaŃia 2.24 vom obŃine o altă formă a ecuaŃiei cercului, ca în relaŃia 2.28.
)(tancos
2
2
2
ii sxsRsxiLsy =
⋅++ β
β (2.28)
Extrăgând ys din ecuaŃia 2.28 funcŃie de xs şi parametrul Li se obŃine relaŃia 2.29.
2
2 tancos
)(
⋅+−±= β
β sxiLsxsRsy
ii (2.29)
13
Se observă că avem o soluŃie dublă. Dar întotdeauna se poate alege soluŃia care ne interesează, şi numai una astfel :
a) ys < 0 dacă se generează cu discul abraziv de „deasupra”. Aceasta e metoda în 90% din cazuri. b) ys > 0 dacă se generează cu discul abraziv de „dedesubt”. SoluŃie tehnică mai rar întâlnită. Se observă că în ecuaŃia 2.29 două elemente principale sunt dependente direct de xi. Acestea se
evidenŃiază în relaŃiile 2.30.
==
)()( ixfsxsRixsx
ii
i (2.30)
Deci cunoscând în primă fază xi - ales, se pot afla uşor în sistemul de axe Osxsyszs al discului abraziv, punctele (xs ; ys ; zs) de intersecŃie momentană a cercului considerat cu planul xpOpyp . În continuare nu ne rămâne decât să ne transferăm în sistemul de coordonate Opxpypzp , ca şi la prelucrarea cu disc abraziv tronconic, folosind relaŃiile de transformare 2.20 şi 2.22 în care sunt înglobate şi mişcările pe care le execută discul abraziv. În acest fel vom obŃine punctele Pi (xpi ; ypi) pe care cercurile R (xi) le generează la trecerea lor prin planul xpOpyp . Apoi, similar cu cazul prelucrării cu discul abraziv tronconic, se determină înălŃimea de poziŃionare Hs pentru a obŃine un canal de evacuare a aşchiilor tangent la cercul de rază egală cu cea a miezului dorit. La final se determină conturul canalului de evacuare a aşchiilor într-o secŃiune transversală pe axa piesei folosind algoritmii din fig. 2.9 şi fig. 2.10. Se pleacă de la premiza că profilul discului abraziv, fiind special creat pentru a obŃine o anume formă a canalului de evacuare a aşchiilor, acesta va fi obŃinut întocmai, cu unghiul de degajare cerut.
2.5 Modelarea zonei active a sculei aşchietoare 2.5.4.1 AscuŃirea la vârf a burghielor elicoidale
AscuŃirea la vârf a burghielor elicoidale a fost studiată şi realizată cu multă vreme în urmă. Mişcările complexe ce trebuie efectuate în scopul obŃinerii suprafeŃelor dorite au fost descompuse în mişcări elementare şi s-au creat maşini speciale de ascuŃit, simple sau mai complexe, fără sau cu comandă numerică care aproximează destul de corect sau care realizează perfect, matematic, mişcările necesare. Maşinile de ascuŃit simple şi fără comandă numerică erau destinate realizării unui număr foarte limitat de tipuri de ascuŃiri. Cele mai complexe au o gamă mai largă de tipuri de ascuŃiri pe care le pot realiza. După apariŃia MU-CN asistate de computer cu minim 5 grade de libertate interpolate simultan se pot practic realiza toate tipurile de ascuŃiri la vârf apărute până în prezent. Nu insistăm pe descrierea cinematicii de realizare a tipurilor de ascuŃiri, ele fiind detaliate în literatura de specialitate. Pentru a realiza un program complex de prelucrare (propus în aplicaŃia software realizată) au fost studiate şi implementate un număr mare de tipuri de ascuŃiri în modulul destinat ascuŃirii la vârf. Prin simpla alegere din gama largă de tipuri de ascuŃiri oferite, a tipului dorit, sunt încărcaŃi din baza de date algoritmii necesari pentru realizarea suprafeŃelor ce compun modelul ales. Alegerea unuia sau altuia dintre tipurile de ascuŃiri ar trebui sa se facă funcŃie de materialul ce urmează a fi prelucrat cu respectivul burghiu elicoidal. De asemenea sunt importante şi condiŃiile de aşchiere în care acesta se va folosi, cum ar fi regimul de aşchiere şi utilizarea sau nu a unui lichid de răcire.
Specialiştii Ńin cont de toŃi factorii atunci când aleg construcŃia sculei aşchietoare, mai ales în zona de maximă importanŃă, unde se desprinde aşchia şi pe unde este evacuată imediat după desprindere. În cazul burghiului elicoidal tăişul frontal şi întreaga zonă de vârf a acestuia.
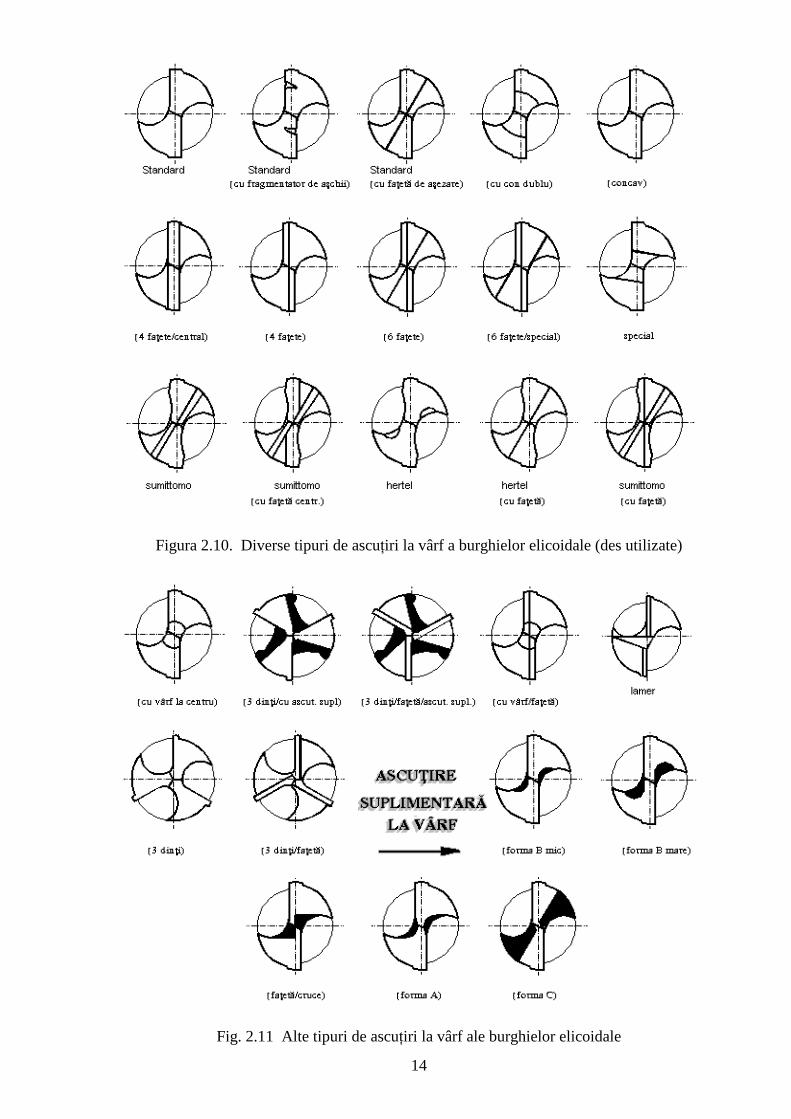
FuncŃie de experienŃa proiectantului sculei alegerea va fi cea optimă sau nu. Dacă experienŃa proiectantului este limitată, el va alege un tip comun de ascuŃire la vârf, care se foloseşte în multe situaŃii cu rezultate mulŃumitoare. Dar în acest caz nu va avea nici randament maxim în aşchiere şi nici durabilitate maximă a burghiului elicoidal construit. În figura 2.10 sunt cuprinse cele mai utilizate tipuri de ascuŃiri la vârf, care au şi fost introduse în baza de date. Toate acestea pot fi executate prin simpla selecŃie a tipului dorit . SelecŃia se poate face dintr-o gamă largă de la tipuri : clasice, cu fragmentatori de aşchie, cu faŃete suplimentare, etc.
14
Figura 2.10. Diverse tipuri de ascuŃiri la vârf a burghielor elicoidale (des utilizate)
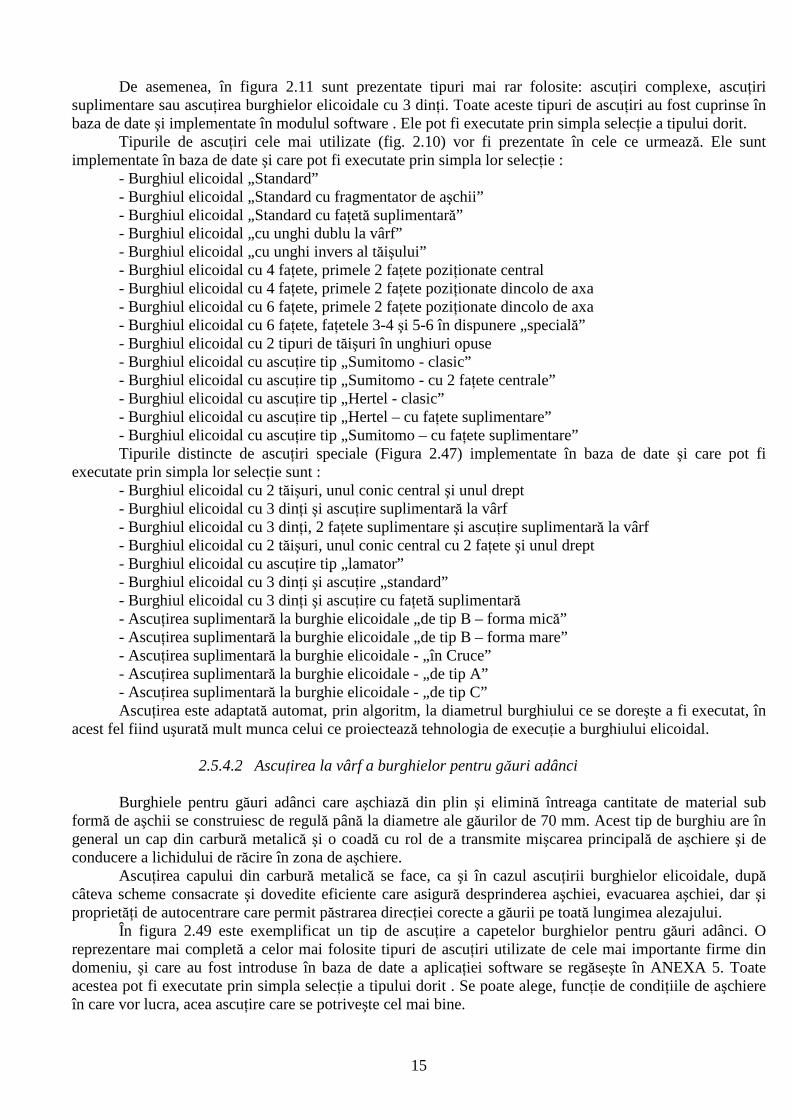
Fig. 2.11 Alte tipuri de ascuŃiri la vârf ale burghielor elicoidale
15
De asemenea, în figura 2.11 sunt prezentate tipuri mai rar folosite: ascuŃiri complexe, ascuŃiri suplimentare sau ascuŃirea burghielor elicoidale cu 3 dinŃi. Toate aceste tipuri de ascuŃiri au fost cuprinse în baza de date şi implementate în modulul software . Ele pot fi executate prin simpla selecŃie a tipului dorit.
Tipurile de ascuŃiri cele mai utilizate (fig. 2.10) vor fi prezentate în cele ce urmează. Ele sunt implementate în baza de date şi care pot fi executate prin simpla lor selecŃie :
- Burghiul elicoidal „Standard” - Burghiul elicoidal „Standard cu fragmentator de aşchii” - Burghiul elicoidal „Standard cu faŃetă suplimentară” - Burghiul elicoidal „cu unghi dublu la vârf” - Burghiul elicoidal „cu unghi invers al tăişului” - Burghiul elicoidal cu 4 faŃete, primele 2 faŃete poziŃionate central - Burghiul elicoidal cu 4 faŃete, primele 2 faŃete poziŃionate dincolo de axa - Burghiul elicoidal cu 6 faŃete, primele 2 faŃete poziŃionate dincolo de axa - Burghiul elicoidal cu 6 faŃete, faŃetele 3-4 şi 5-6 în dispunere „specială” - Burghiul elicoidal cu 2 tipuri de tăişuri în unghiuri opuse - Burghiul elicoidal cu ascuŃire tip „Sumitomo - clasic” - Burghiul elicoidal cu ascuŃire tip „Sumitomo - cu 2 faŃete centrale” - Burghiul elicoidal cu ascuŃire tip „Hertel - clasic” - Burghiul elicoidal cu ascuŃire tip „Hertel – cu faŃete suplimentare” - Burghiul elicoidal cu ascuŃire tip „Sumitomo – cu faŃete suplimentare” Tipurile distincte de ascuŃiri speciale (Figura 2.47) implementate în baza de date şi care pot fi
executate prin simpla lor selecŃie sunt : - Burghiul elicoidal cu 2 tăişuri, unul conic central şi unul drept - Burghiul elicoidal cu 3 dinŃi şi ascuŃire suplimentară la vârf - Burghiul elicoidal cu 3 dinŃi, 2 faŃete suplimentare şi ascuŃire suplimentară la vârf - Burghiul elicoidal cu 2 tăişuri, unul conic central cu 2 faŃete şi unul drept - Burghiul elicoidal cu ascuŃire tip „lamator” - Burghiul elicoidal cu 3 dinŃi şi ascuŃire „standard” - Burghiul elicoidal cu 3 dinŃi şi ascuŃire cu faŃetă suplimentară - AscuŃirea suplimentară la burghie elicoidale „de tip B – forma mică” - AscuŃirea suplimentară la burghie elicoidale „de tip B – forma mare” - AscuŃirea suplimentară la burghie elicoidale - „în Cruce” - AscuŃirea suplimentară la burghie elicoidale - „de tip A” - AscuŃirea suplimentară la burghie elicoidale - „de tip C”
AscuŃirea este adaptată automat, prin algoritm, la diametrul burghiului ce se doreşte a fi executat, în acest fel fiind uşurată mult munca celui ce proiectează tehnologia de execuŃie a burghiului elicoidal.
2.5.4.2 AscuŃirea la vârf a burghielor pentru găuri adânci
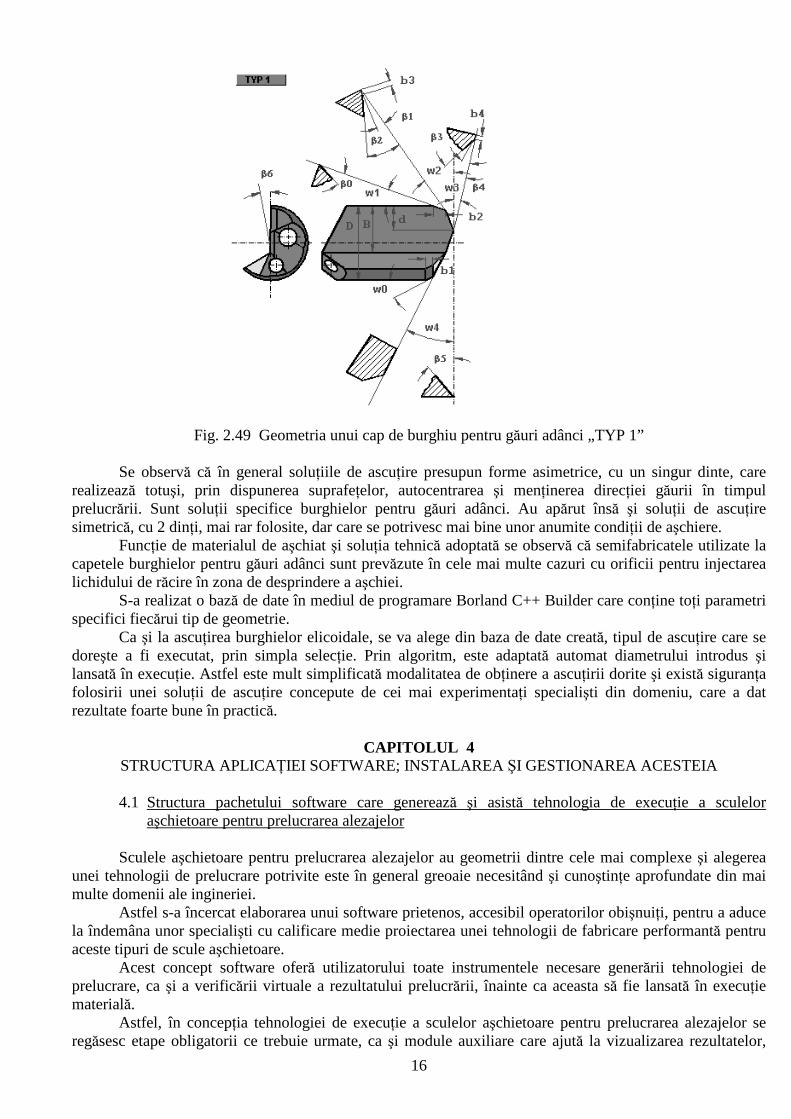
Burghiele pentru găuri adânci care aşchiază din plin şi elimină întreaga cantitate de material sub formă de aşchii se construiesc de regulă până la diametre ale găurilor de 70 mm. Acest tip de burghiu are în general un cap din carbură metalică şi o coadă cu rol de a transmite mişcarea principală de aşchiere şi de conducere a lichidului de răcire în zona de aşchiere.
AscuŃirea capului din carbură metalică se face, ca şi în cazul ascuŃirii burghielor elicoidale, după câteva scheme consacrate şi dovedite eficiente care asigură desprinderea aşchiei, evacuarea aşchiei, dar şi proprietăŃi de autocentrare care permit păstrarea direcŃiei corecte a găurii pe toată lungimea alezajului. În figura 2.49 este exemplificat un tip de ascuŃire a capetelor burghielor pentru găuri adânci. O reprezentare mai completă a celor mai folosite tipuri de ascuŃiri utilizate de cele mai importante firme din domeniu, şi care au fost introduse în baza de date a aplicaŃiei software se regăseşte în ANEXA 5. Toate acestea pot fi executate prin simpla selecŃie a tipului dorit . Se poate alege, funcŃie de condiŃiile de aşchiere în care vor lucra, acea ascuŃire care se potriveşte cel mai bine.
16
Fig. 2.49 Geometria unui cap de burghiu pentru găuri adânci „TYP 1”
Se observă că în general soluŃiile de ascuŃire presupun forme asimetrice, cu un singur dinte, care realizează totuşi, prin dispunerea suprafeŃelor, autocentrarea şi menŃinerea direcŃiei găurii în timpul prelucrării. Sunt soluŃii specifice burghielor pentru găuri adânci. Au apărut însă şi soluŃii de ascuŃire simetrică, cu 2 dinŃi, mai rar folosite, dar care se potrivesc mai bine unor anumite condiŃii de aşchiere. FuncŃie de materialul de aşchiat şi soluŃia tehnică adoptată se observă că semifabricatele utilizate la capetele burghielor pentru găuri adânci sunt prevăzute în cele mai multe cazuri cu orificii pentru injectarea lichidului de răcire în zona de desprindere a aşchiei.
S-a realizat o bază de date în mediul de programare Borland C++ Builder care conŃine toŃi parametri specifici fiecărui tip de geometrie. Ca şi la ascuŃirea burghielor elicoidale, se va alege din baza de date creată, tipul de ascuŃire care se doreşte a fi executat, prin simpla selecŃie. Prin algoritm, este adaptată automat diametrului introdus şi lansată în execuŃie. Astfel este mult simplificată modalitatea de obŃinere a ascuŃirii dorite şi există siguranŃa folosirii unei soluŃii de ascuŃire concepute de cei mai experimentaŃi specialişti din domeniu, care a dat rezultate foarte bune în practică.
CAPITOLUL 4 STRUCTURA APLICAłIEI SOFTWARE; INSTALAREA ŞI GESTIONAREA ACESTEIA
4.1 Structura pachetului software care generează şi asistă tehnologia de execuŃie a sculelor
aşchietoare pentru prelucrarea alezajelor
Sculele aşchietoare pentru prelucrarea alezajelor au geometrii dintre cele mai complexe şi alegerea unei tehnologii de prelucrare potrivite este în general greoaie necesitând şi cunoştinŃe aprofundate din mai multe domenii ale ingineriei.
Astfel s-a încercat elaborarea unui software prietenos, accesibil operatorilor obişnuiŃi, pentru a aduce la îndemâna unor specialişti cu calificare medie proiectarea unei tehnologii de fabricare performantă pentru aceste tipuri de scule aşchietoare.
Acest concept software oferă utilizatorului toate instrumentele necesare generării tehnologiei de prelucrare, ca şi a verificării virtuale a rezultatului prelucrării, înainte ca aceasta să fie lansată în execuŃie materială. Astfel, în concepŃia tehnologiei de execuŃie a sculelor aşchietoare pentru prelucrarea alezajelor se regăsesc etape obligatorii ce trebuie urmate, ca şi module auxiliare care ajută la vizualizarea rezultatelor,
17
operarea de modificări în direcŃia dorită (pentru a remedia problemele care sunt sesizate în modulele de vizualizare), adaptarea pe un anumit tip de maşină-unealtă cu comandă numerică asistată de computer, etc.
Prezentul capitol explică concepŃia şi posibilităŃile deosebite ale acestui produs software realizat în întregime sub mediul de programare Borland C++ Builder [103-106], [69], [70], [75], [55].
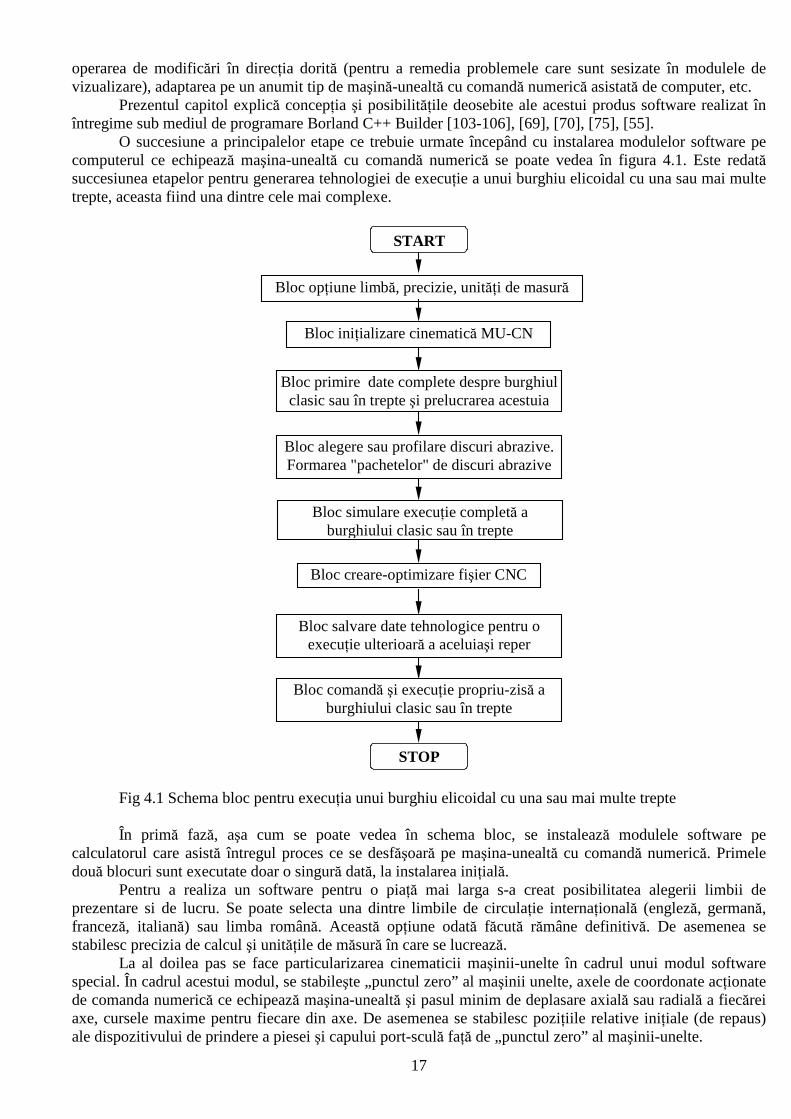
O succesiune a principalelor etape ce trebuie urmate începând cu instalarea modulelor software pe computerul ce echipează maşina-unealtă cu comandă numerică se poate vedea în figura 4.1. Este redată succesiunea etapelor pentru generarea tehnologiei de execuŃie a unui burghiu elicoidal cu una sau mai multe trepte, aceasta fiind una dintre cele mai complexe.
Fig 4.1 Schema bloc pentru execuŃia unui burghiu elicoidal cu una sau mai multe trepte În primă fază, aşa cum se poate vedea în schema bloc, se instalează modulele software pe
calculatorul care asistă întregul proces ce se desfăşoară pe maşina-unealtă cu comandă numerică. Primele două blocuri sunt executate doar o singură dată, la instalarea iniŃială.
Pentru a realiza un software pentru o piaŃă mai larga s-a creat posibilitatea alegerii limbii de prezentare si de lucru. Se poate selecta una dintre limbile de circulaŃie internaŃională (engleză, germană, franceză, italiană) sau limba română. Această opŃiune odată făcută rămâne definitivă. De asemenea se stabilesc precizia de calcul şi unităŃile de măsură în care se lucrează.
La al doilea pas se face particularizarea cinematicii maşinii-unelte în cadrul unui modul software special. În cadrul acestui modul, se stabileşte „punctul zero” al maşinii unelte, axele de coordonate acŃionate de comanda numerică ce echipează maşina-unealtă şi pasul minim de deplasare axială sau radială a fiecărei axe, cursele maxime pentru fiecare din axe. De asemenea se stabilesc poziŃiile relative iniŃiale (de repaus) ale dispozitivului de prindere a piesei şi capului port-sculă faŃă de „punctul zero” al maşinii-unelte.
START
Bloc iniŃializare cinematică MU-CN
Bloc alegere sau profilare discuri abrazive. Formarea "pachetelor" de discuri abrazive
Bloc simulare execuŃie completă a burghiului clasic sau în trepte
Bloc creare-optimizare fişier CNC
Bloc primire date complete despre burghiul clasic sau în trepte şi prelucrarea acestuia
Bloc opŃiune limbă, precizie, unităŃi de masură
Bloc salvare date tehnologice pentru o execuŃie ulterioară a aceluiaşi reper
Bloc comandă şi execuŃie propriu-zisă a burghiului clasic sau în trepte
STOP
18
Tot în cadrul acestui modul se alege din baza de date ce este pusă le dispoziŃie, tipul dispozitivului de prindere al piesei, ca şi tipul conului interior al axului principal (ISO 50 sau altul) în care se fixează dornurile cu pachetele de discuri abrazive. Se iniŃializează apoi gama vitezelor de deplasare pe fiecare axă ca şi puterea maximă dezvoltată de maşina-unealtă.
Al treilea bloc este cel destinat introducerii de date. Astfel se introduc în primul rând date referitoare la materialul din care va fi executată scula aşchietoare. Apoi date care definesc complet geometria şi dimensiunile acesteia. Toate aceste date se salvează într-un fişier cu nume intuitiv în baza de date geometrice. Aceasta permite încărcarea ulterioara a acestor date fără a mai fi nevoie de reluarea operaŃiei de introducere.
Al patrulea bloc din schema 4.1 este cel de alegere a discurilor abrazive care vor lua parte la prelucrare, funcŃie de materialul ce va fi prelucrat şi de geometria necesară, din baza de date ce conŃine toate discurile abrazive din magazia unităŃii. În cazul în care în magazie nu există nimic potrivit din punct de vedere geometric se dă posibilitatea profilării conform necesarului, a unui disc existent, chiar pe maşina-unealtă.
În aceeaşi etapă se formează pachete de discuri abrazive, montate pe un dorn special ce va fi introdus în conul axului principal al maşinii-unelte. Discurile abrazive sunt montate distanŃat pe dorn cu ajutor unor bucşi distanŃiere de dimensiuni standard, astfel încât să nu existe coliziuni cu discurile alăturate în timp ce discul activ se află în prelucrare. Unul sau mai multe astfel de pachete conŃin toate discurile abrazive necesare prelucrării complete a unei piese şi se montează pe maşina-unealtă înaintea de a începe prelucrarea.
Al cincilea bloc din schema 4.1 este cel în care se fac toate simulările matematice ale mişcărilor maşinii unelte în timpul prelucrării şi se calculează matematic ce suprafeŃe se obŃin pe piesă în urma interacŃiunii cu discurile abrazive. Apoi se analizează geometria piesei rezultate cu ajutorul unor module grafice care reproduc perfect tridimensional piesa, sau module grafice bidimensionale în care pot fi vizualizate chiar şi la scară mărită detaliile în secŃiunile dorite.
Al şaselea bloc din schema 4.1 este cel de creare a fişierului CNC, care lansat în execuŃia comenzii numerice cu care e dotată maşina-unealtă va duce la obŃinerea faptică a piesei aprobate după studierea în modulele grafice de analiză. Acest fişier este generat automat de program, dar Ńinând cont de condiŃii stricte în stabilirea regimurilor de aşchiere, astfel încât aceste regimuri să nu creeze probleme indiferent de maşina-unealtă folosită , chiar şi pentru una cu mai slabe performanŃe. Acest regim de aşchiere nu va crea nici o problemă de suprauprasolicitare.
Se acordă totuşi posibilitatea ca un bun cunoscător al capacităŃii maşinii-unelte pe care se execută prelucrarea şi a discurilor abrazive care sunt folosite, să intervină în fişierul CNC prin modificări, în scopul obŃinerii unei productivităŃi sporite prin intensificarea regimurilor de aşchiere spre limita suportabilităŃii. Dar aceasta este doar o opŃiune pentru specialişti, altfel se poate ajunge la distrugeri în lanŃurile cinematice ale maşinii unelte, cu costuri de remediere considerabile.
Al şaptelea bloc din schema 4.1 este cel de salvare în baza de date tehnologică a fişierului CNC optimizat (sau nu) în scopul multiplei sale lansări ulterioare pentru execuŃia mai multor piese identice.
Al optulea bloc din schema 4.1 este cel de lansare propriu-zisă în execuŃie a fişierului CNC şi de obŃinere a sculei aşchietoare dorite
4.3. Elemente care iau parte le procesul de aşchiere, utilizarea şi gestionarea acestora
4.3.2. Discurile abrazive si gestionarea lor
Discurile abrazive reprezintă o foarte importantă componentă a procesului de aşchiere prin care se
ajunge la scula aşchietoare dorită. De aceea a fost creat un modul software special (Wheel Data) care se ocupă de gestionarea corectă acestor discuri abrazive, de clasificarea lor, de starea în care se află şi de refacerea geometriei lor în cazul în care aceasta a fost alterată peste limitele admisibile.
De asemenea în cadrul acestui modul se pot profila discuri abrazive, discuri create special pentru a obŃine o anumită formă complexă, unică, atunci când este folosit.
Diametrele acestor discuri abrazive nu sunt prea mari şi se situează în general între 30 şi 200 de milimetri. Aceste discuri abrazive sunt destinate prelucrării cu turaŃii uzuale între 3.000 - 12.000 rot/min şi chiar pană la 15.000 rot/min, aceasta corespunzând unor viteze de aşchiere periferice recomandate de 18 - 20 m/s şi poate ajunge chiar la valori de 25 m/s.
19
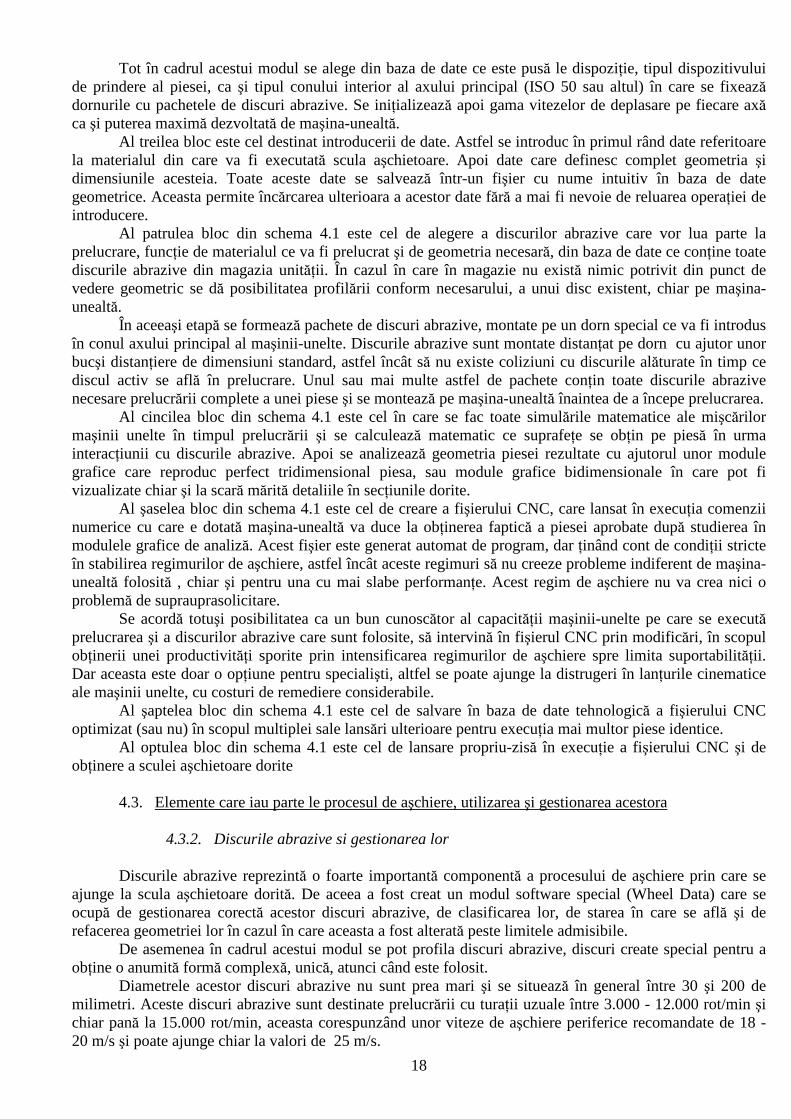
În figura 4.2 este exemplificată fereastra de introducere şi vizualizare a tuturor caracteristicilor geometrice şi dimensionale ale unui disc abraziv. Se observă în partea de sus a ferestrei zona de introducere sau modificare date, iar în partea de jos zona de vizualizare şi măsurare a discului abraziv.
Fig 4.2 Vizualizarea şi măsurarea a discului abraziv în fereastră dedicată
La introducerea datelor se cer toate informaŃiile importante despre discul abraziv. În momentul poziŃionării cu cursorul pe tipul de informaŃie de introdus se deschide şi o fereastră de ajutor pentru a nu exista confuzii În acest mod se introduc toate datele necesare pentru identificarea completă a discului abraziv, iar aceste date sunt memorate în baza de date. Oricând se va apela la acest disc abraziv vom cunoaşte datele sale geometrice şi dimensionale importante. De asemenea după o eventuală refacere sau modificare a geometriei sale, vor fi salvate implicit noile date, astfel încât să avem permanent dimensiunea şi forma sa din acel moment.
Mai mult, se propune ca pachetul software de introducere, modificare şi gestionare discuri abrazive „să prezinte” un program de urmărire a fiecărui disc abraziv în sensul cuantificării numărului de ore de funcŃionare. Această cuantificare se face şi funcŃie de regimul de aşchiere folosit şi materialul de prelucrat realizându-se o medie ponderată a timpului de utilizare în prelucrare. Această medie ponderată a timpului de utilizare este comparată permanent cu timpul de uzură mediu (timp care există exprimat tabelar în
20
recomandările marilor firme care produc discuri abrazive). Practic este vorba de „timpul dintre reascuŃiri” (între două refaceri ale geometriei), de fapt de durabilitatea sculei.
Imediat ce un disc abraziv a depăşit durata medie de utilizare între două termene de refacere a geometriei apare o fereastră de atenŃionare. Utilizatorul poate să verifice dacă discul abraziv mai este în parametri ceruŃi şi să treacă eventual la refacerea geometriei acestuia pe un dispozitiv diamantat.
Este o facilitate importantă, care ia din grija utilizatorului cuantificarea timpului de funcŃionare a fiecărui disc abraziv. El va fi automat anunŃat la intervalele statistice de refacere a geometriei discurilor. Dacă discul abraziv a fost compromis de şocuri accidentale care duc la ciobirea lui sau modificarea geometrică şi/sau dimensională se va trece la refacerea geometriei imediat ce se constată compromiterea discului.
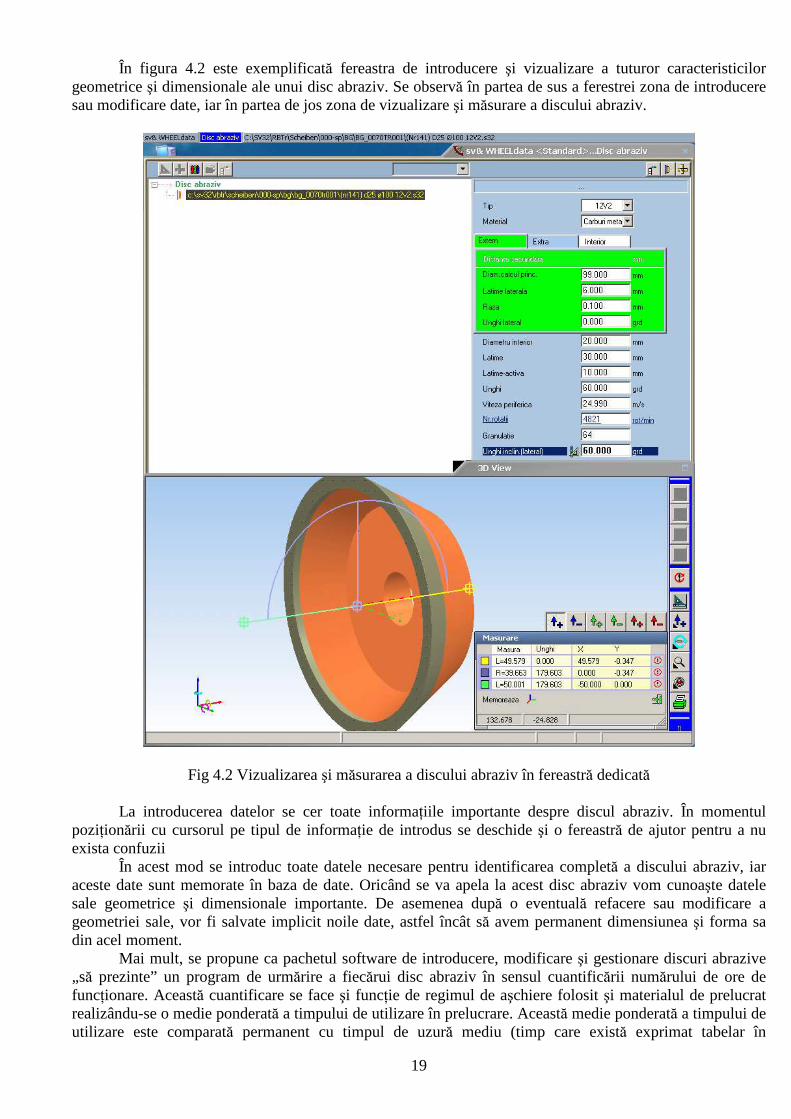
4.3.4. Pachete de discuri abrazive Pentru a avea o prelucrare unitară şi completă a unei scule aşchietoare în cadrul unei singure prinderi pe maşina-unealtă se folosesc „pachete” de discuri abrazive. În astfel de „pachete” se află toate, sau majoritatea discurilor abrazive care iau parte la procesul de execuŃie completă a unui reper . Un astfel de ”pachet” se realizează prin asamblarea pe un dorn special a discurilor abrazive. Discurile abrazive sunt distanŃate corespunzător cu bucşi de dimensiuni cunoscute şi care au o clasă de precizie foarte mare, asigurând poziŃionarea cu precizia cerută. Acest dorn pe care s-a creat „pachetul” de discuri abrazive se montează în vederea prelucrării în conul ISO al arborelui principal al maşinii-unelte.
Tot acest lanŃ dimensional care cuprinde dornul montat în axul principal, lăŃimea bucşelor distanŃiere şi lăŃimea discurilor abrazive trebuie să aibă o precizie foarte mare. Dacă un singur disc abraziv s-ar afla decalat faŃă de poziŃia sa teoretică, poziŃie teoretică care este folosită în calculele şi simulările făcute în program, în timpul execuŃiei fizice vor apare erori de prelucrare semnificative.
Din acest motiv, realizarea acestor „pachete” este un element important. Realizarea lor se va face de către personal specializat, pe o maşină specială care asigură o precizie de poziŃionare de 0,01 mm. De aceea, de multe ori, în magazia de SDV-uri se află direct pachetele utilizate anterior iar alegerea în vederea prelucrării unui nou produs se va face direct la nivel de pachete deja existente, căutând acel pachet care să se potrivească pentru prelucrarea noului reper.
De multe ori acesta este posibil. Când nu se potriveşte nimic din ce avem se trece la crearea unui nou pachet, fie din discuri abrazive necuprinse în pachete existente, fie prin demontarea unor pachete existente şi crearea celui nou.
În cazul în care maşina-unealtă are doar unul sau două axe posibil de montat pe axul principal se pune problema ca pe fiecare să se monteze cât mai multe discuri abrazive. Un astfel de exemplu apare în figura 4.3.
Fig. 4.3 Pachet cu 3 discuri abrazive montate distanŃat
21
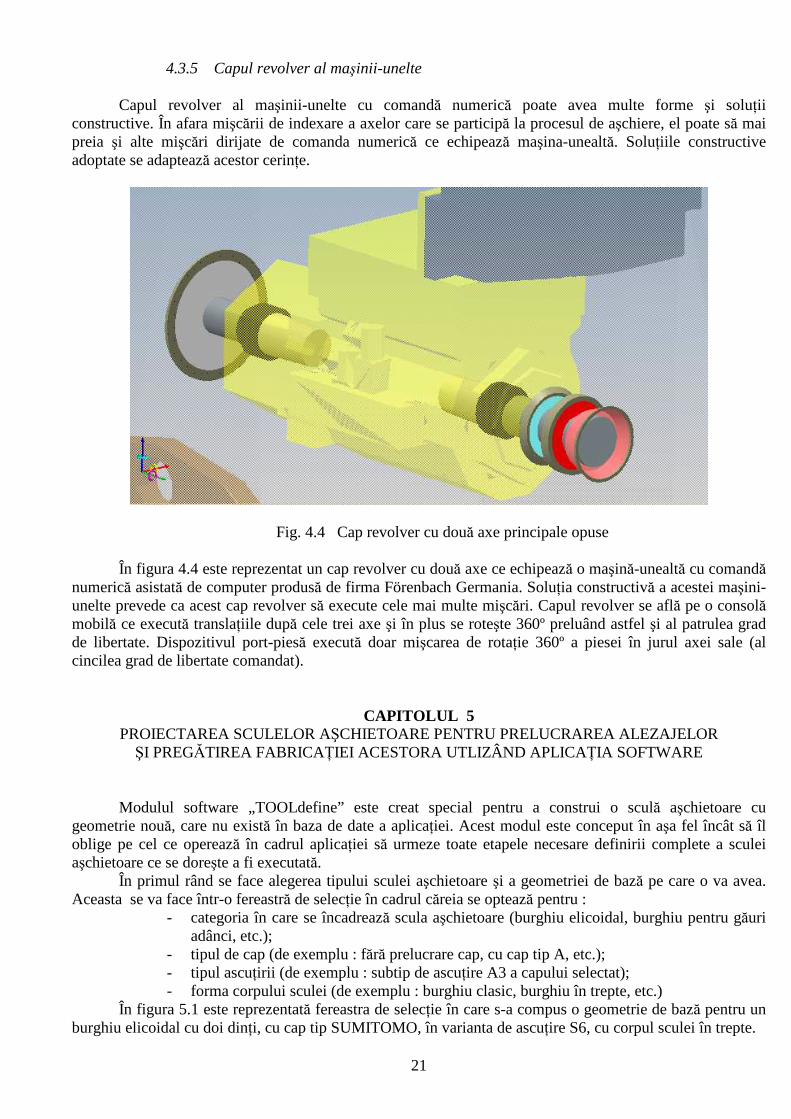
4.3.5 Capul revolver al maşinii-unelte Capul revolver al maşinii-unelte cu comandă numerică poate avea multe forme şi soluŃii constructive. În afara mişcării de indexare a axelor care se participă la procesul de aşchiere, el poate să mai preia şi alte mişcări dirijate de comanda numerică ce echipează maşina-unealtă. SoluŃiile constructive adoptate se adaptează acestor cerinŃe.
Fig. 4.4 Cap revolver cu două axe principale opuse
În figura 4.4 este reprezentat un cap revolver cu două axe ce echipează o maşină-unealtă cu comandă numerică asistată de computer produsă de firma Förenbach Germania. SoluŃia constructivă a acestei maşini-unelte prevede ca acest cap revolver să execute cele mai multe mişcări. Capul revolver se află pe o consolă mobilă ce execută translaŃiile după cele trei axe şi în plus se roteşte 360º preluând astfel şi al patrulea grad de libertate. Dispozitivul port-piesă execută doar mişcarea de rotaŃie 360º a piesei în jurul axei sale (al cincilea grad de libertate comandat).
CAPITOLUL 5 PROIECTAREA SCULELOR AŞCHIETOARE PENTRU PRELUCRAREA ALEZAJELOR ŞI PREGĂTIREA FABRICAłIEI ACESTORA UTLIZÂND APLICAłIA SOFTWARE
Modulul software „TOOLdefine” este creat special pentru a construi o sculă aşchietoare cu geometrie nouă, care nu există în baza de date a aplicaŃiei. Acest modul este conceput în aşa fel încât să îl oblige pe cel ce operează în cadrul aplicaŃiei să urmeze toate etapele necesare definirii complete a sculei aşchietoare ce se doreşte a fi executată.
În primul rând se face alegerea tipului sculei aşchietoare şi a geometriei de bază pe care o va avea. Aceasta se va face într-o fereastră de selecŃie în cadrul căreia se optează pentru :
- categoria în care se încadrează scula aşchietoare (burghiu elicoidal, burghiu pentru găuri adânci, etc.);
- tipul de cap (de exemplu : fără prelucrare cap, cu cap tip A, etc.); - tipul ascuŃirii (de exemplu : subtip de ascuŃire A3 a capului selectat); - forma corpului sculei (de exemplu : burghiu clasic, burghiu în trepte, etc.)
În figura 5.1 este reprezentată fereastra de selecŃie în care s-a compus o geometrie de bază pentru un burghiu elicoidal cu doi dinŃi, cu cap tip SUMITOMO, în varianta de ascuŃire S6, cu corpul sculei în trepte.

22
Fig. 5.1 Alegerea geometriei de bază a unui burghiu elicoidal cu doi dinŃi, în trepte Trebuie menŃionat că baza de date cu care este dotat modulul „TOOLdefine” cuprinde aproape toate
tipurile de geometrii folosite pentru principalele categorii de scule aşchietoare. Completarea permanentă a bazei de date cu toate noile geometrii apărute în domeniul sculelor aşchietoare, care au primit confirmarea practicii în privinŃa calităŃilor dovedite în procesul de aşchiere, este una din preocupările de bază în up-gradarea aplicaŃiei software care face obiectul prezentării. Această preocupare asigură menŃinerea interesului clienŃilor pentru achiziŃionarea aplicaŃiei şi pentru obŃinerea noilor versiuni ale acesteia care vor apărea în viitor. Odată aleasă geometria de bază a sculei aşchietoare care se doreşte a fi executată, aceasta se va salva într-un fişier căruia îi vom da un nume relevant pentru tipul şi geometria sa.
În continuare urmează alegerea unor parametri primari legaŃi de tehnologia care se va adopta pentru prelucrarea sculei aşchietoare ce urmează a fi executată. Parametri care trebuie selectaŃi sunt :
- tipul dinŃilor (aceştia pot fi egali sau inegali; în cazul sculelor aşchietoare pentru prelucrarea alezajelor dinŃii sunt în general egali);
- numărul de dinŃi a sculei (pentru confirmarea alegerii făcute); - optarea pentru „producŃie” sau doar „simulare” a unor încercări; - materialul semifabricatului (în acest caz „Carburi metalice”); - tipul prelucrării (prelucrare în profunzime, doar finisare, etc); - direcŃia spiralei (spre dreapta sau spre stânga); - partea aşchietoare (pe dreapta sau stânga); - tipul spiralei (cu unghi constant sau cu pas constant), parametru care trebuie hotărât în
cazul sculelor aşchietoare conice sau cu forme apropiate de cea conică; - alte hotărâri referitoare la generarea diverselor suprafeŃe ale sculei aşchietoare ce urmează
a fi obŃinută pe maşina-unealtă Aceste date odată introduse, într-o fereastră de introducere date dedicată, permit deschiderea unei
ferestre mult mai cuprinzătoare, în care se vor introduce caracteristicile dimensionale şi se vor aprofunda opŃiunile legate de procesele tehnologice ce vor avea loc în timpul prelucrărilor. În figura 5.2 este reprezentată fereastra care conŃine tehnologia completă de realizare a sculei aşchietoare care se doreşte realizată.
Exemplul tratat în continuare este pentru execuŃia unui burghiu elicoidal cu doi dinŃi, al cărui corp este prevăzut cu două trepte şi care are o ascuŃire la vârf tip Sumitomo.
23
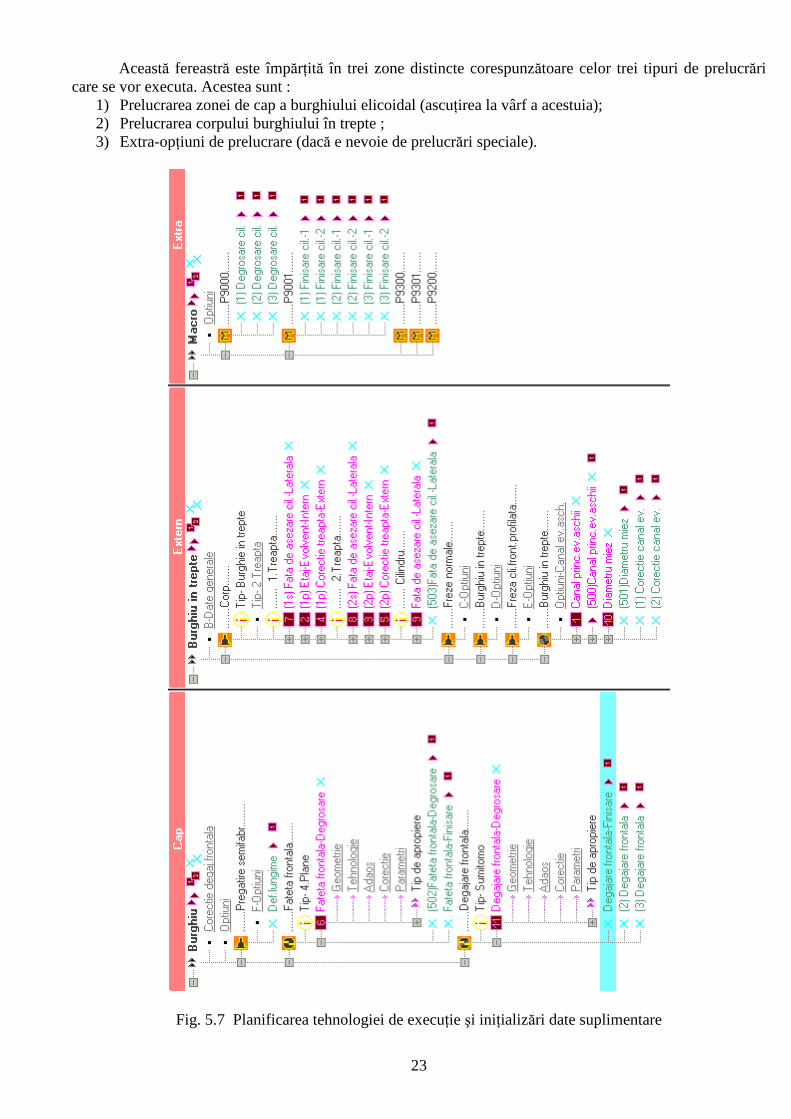
Această fereastră este împărŃită în trei zone distincte corespunzătoare celor trei tipuri de prelucrări care se vor executa. Acestea sunt :
1) Prelucrarea zonei de cap a burghiului elicoidal (ascuŃirea la vârf a acestuia); 2) Prelucrarea corpului burghiului în trepte ; 3) Extra-opŃiuni de prelucrare (dacă e nevoie de prelucrări speciale).
Fig. 5.7 Planificarea tehnologiei de execuŃie şi ini Ńializări date suplimentare
24
Datele despre prelucrarea zonei de cap a burghiului elicoidal apar în treimea stângă a ferestrei ce apare în figura 5.7. Aici se completează datele necesare pentru a defini complet din punct de vedere dimensional geometria aleasă, dar şi particularităŃile tehnologice.
Datele despre prelucrarea corpului burghiului elicoidal apar în treimea din mijloc a figurii 5.7. Aici se completează datele necesare pentru a defini complet din punct de vedere dimensional geometria aleasă, dar şi particularităŃile tehnologice.
Extra-opŃiunile de prelucrare (atunci când este cazul) se găsesc în treimea din dreapta a ferestrei ce apare în figura 5.7. Ele pot fi opŃiuni legate de prelucrare de degroşare sau de finisare pentru diverse zone ale sculei aşchietoare.
Practic, programul obligă utilizatorul să acceseze fiecare opŃiune, să introducă toate datele necesare sau să valideze datele propuse implicit. După parcurgerea tuturor acestor opŃiuni, după validarea sau modificarea acestora, se trece la etapa de calcul şi simulare grafică a rezultatelor .
CAPITOLUL 6 SIMULAREA ŞI VERIFICAREA PROCESULUI DE FABRICARE A SCULELOR.
LANSAREA ÎN EXECUłIE.
6.1. Vizualizarea procesului de prelucrare
După introducerea tuturor datelor necesare, etapa următoare este verificarea rezultatelor generării tehnologiei stabilite, pe maşina-unealtă. Dacă aceasta s-ar face abia după realizarea faptică a produsului finit, orice omisiune sau greşeală făcută la introducerea datelor sau la stabilirea tehnologiei de execuŃie s-ar finaliza printr-un rebut.
Se rezolvă omisiunea sau greşeala, se produce o altă piesă şi se poate constata că este tot un rebut din cauza altei probleme ce trebuie remediată. Această situaŃie se poate repeta de multe ori şi poate produce pierderi importante de timp şi financiare.
O altă problemă care trebuie luată în seamă este măsurarea şi verificarea produselor finite. Unele dintre acestea au dimensiuni destul de mici şi verificarea unui unghi de degajare al unei scule aşchietoare cu diametrul de 1-5 mm este o problemă tehnică serioasă. Există sisteme optice cu mărire de până la 200X care pot rezolva problema măsurării, dar sunt scumpe şi nu sunt la îndemâna tuturor.
De aceea apare ca necesară crearea unor simulatoare virtuale care să permită verificarea rezultatului procesului tehnologic elaborat, înainte de realizarea propriu-zisă a produsului finit pentru remedierea erorilor şi omisiunilor.
Până în urmă cu 5-6 ani, din cauza puterii de calcul şi posibilităŃilor grafice reduse ale calculatoarelor ce echipau maşinile-unelte cu comandă numerică, aceste simulatoare virtuale erau bidimensionale şi dădeau posibilitatea operatorului să vizualizeze rezultatele generării într-un plan selectat de acesta (de obicei un plan perpendicular pe axa sculei aşchietoare).
Aceste simulatoare sunt şi astăzi extrem de eficiente pentru aprecierea rezultatelor generării în anumite plane „critice”, plane unde riscul apariŃiei erorilor este mai mare datorită complexităŃii profilului sau complexităŃii prelucrărilor. AplicaŃia software propusă s-a elaborat cu un astfel de simulator performant denumit „2D – Grinding”, accesibil pe mai multe echipamente.
Acest simulator este primul creat în scopul verificării rezultatelor generării înainte ca aceasta să devină fapt împlinit. Este dotat cu o mulŃime de facilităŃi care permit vizualizarea detaliilor dorite.
Simulatorul a fost elaborat în mediul de programare Borland C++ Builder [55], [75], [103-106]. O primă facilitate oferită este posibilitatea selectării unei secŃiuni prin piesă în care se doreşte
vizualizarea efectelor generării. Aceasta permite vizualizarea acelor zone în care se doreşte măsurarea unor parametri. Deasemenea a acelor zone în care se bănuieşte că ar putea apărea probleme fie datorită complexităŃii suprafeŃelor ce urmează a fi obŃinute, fie datorită intersectării a două tipuri de prelucrări, fie din alte cauze. Se pot studia oricâte astfel de secŃiuni se consideră necesar.
Datorită faptului că algoritmii matematici care sunt folosiŃi la reprezentare sunt aceiaşi cu cei care sunt folosiŃi la generarea propriu-zisă pe maşina unealtă cu comandă numerică asistată de computer, rezultatele reprezentării grafice sunt garantat identice cu rezultatele prelucrării. De asemenea precizia de

25
calcul şi cea de reprezentare pot fi oricât de mari, funcŃie de dorinŃa utilizatorului. Reprezentările sunt copii fidele la scară mărită ale secŃiunilor reale prin sculă.
De aceea în aceste ferestre de reprezentare a secŃiunilor, se pot face măsurători (ale unghiului de degajare, lăŃimii faŃetelor, etc) care să confirme obŃinerea geometriei dorite. Mai mult se poate mări prin funcŃii de tip „zoom” orice detaliu care este esenŃial şi se poate verifica realizarea corectă a cerinŃelor proiectantului.
În figura 6.1 este reprezentată fereastra grafică corespunzătoare unei secŃiuni transversale prin piesă în zona diametrului nominal. Se pot observa canalele de evacuare a aşchiilor cu formă corespunzătoare alunecării aşchiilor, care asigură şi unghiul de degajare pozitiv dorit. De asemenea se observă prelucrările spatelui dinŃilor, urmare a acestor prelucrări rămânând doar faŃetele cilindrice necesare ghidării burghiului în timpul prelucrării.
Fig 6.1 Vizualizare prelucrare completă diametru nominal
Desigur, se poate lucra doar cu modulul bidimensional, mai simplu şi mai ieftin, dar sunt şanse ca anumite erori să nu poată fi depistate şi să creeze probleme în procesul de prelucrare. În practică se ajunge, mai ales la piese cu geometrii complexe, la un procent de eroare care poate ajunge la 6 – 10%.
În ultima perioadă au apărut însă computere cu capacităŃi deosebite la preŃuri rezonabile, cu mare putere de calcul şi cu plăci grafice performante. De aceea este posibilă şi simularea tridimensională a geometriei sculei aşchietoare obŃinute, ca şi a procesului de aşchiere în integralitatea sa. AplicaŃia software realizată este echipată cu un astfel de simulator performant denumit „SolidPRO”.
Necesitatea unui simulator care să reprezinte tridimensional rezultatul prelucrării apare datorită faptului că oricât de experŃi ar fi utilizatorii simulatorului bidimensional, nu vor putea să verifice toate secŃiunile şi nu vor putea evita toate erorile. O singură privire asupra modelului tridimensional al piesei prelucrate poate să indice o zonă cu probleme. Această zonă poate fi apoi verificată mai atent în secŃiuni bidimensionale şi se poate determina cu precizie operaŃia în cursul căreia apare eroarea. Apoi se iau măsuri de remediere în procesul tehnologic astfel încât eroarea să nu mai apară.
Acest simulator tridimensional (denumit generic SolidPRO) asigură utilizatorului toate opŃiunile pe care le asigură simulatorul bidimensional. În plus permite vizualizarea tridimensionala a procesului de prelucrare şi a rezultatului prelucrărilor.
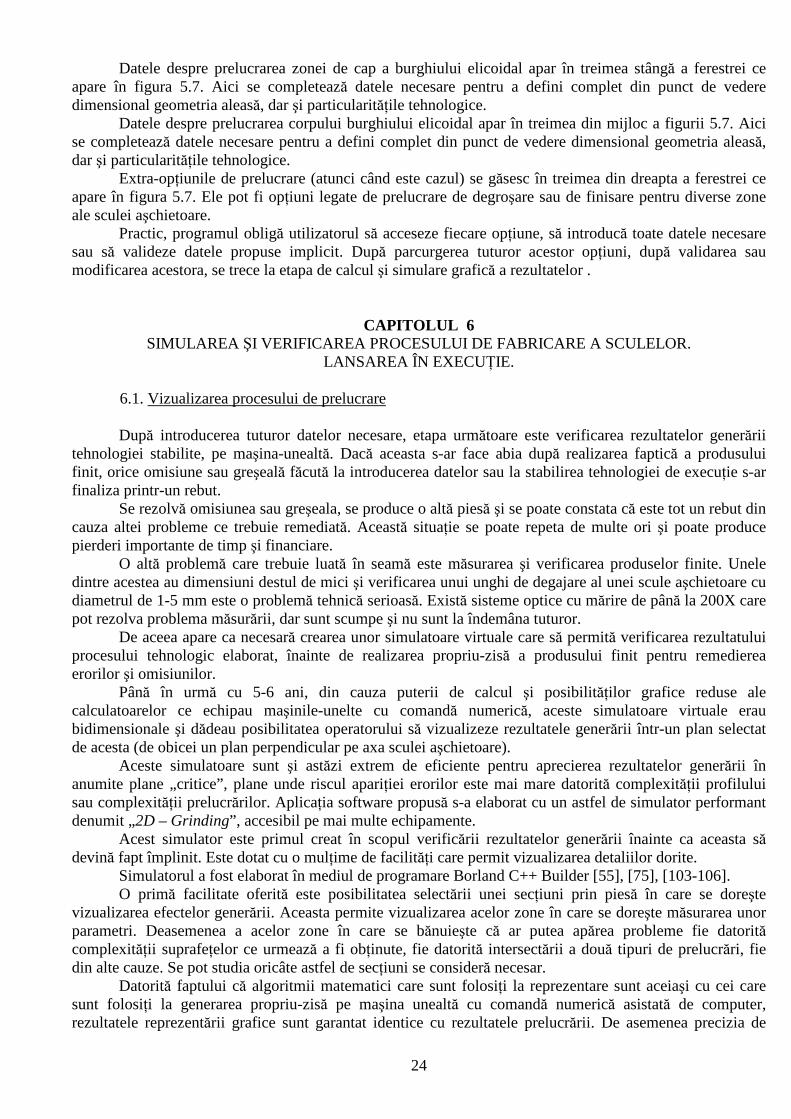
Dacă se doreşte doar vizualizarea rezultatului generării aceasta se poate face într-o fereastră de tipul celei din figura 6.2. Vederea poate fi rotită sau/şi mărită pentru a fi mai vizibile diverse detalii.
În figura 6.3 este un exemplu de fereastră în care scula a fost secŃionată cu un plan perpendicular pe tăişul transversal, secŃiune care nu putea fi obŃinută prin modulul „2D – Grinding”. Se pot astfel măsura unghiuri specifice tăişului transversal.
Dacă apar erori la prelucrare este foarte important să se depisteze exact etapa din cadrul procesului în care aceste erori apar şi motivul apariŃiei acestora. De aceea modulul software „SolidPRO” oferă posibilitatea vizualizării întregului proces tehnologic, pas cu pas.
26
Fig. 6.2 Vedere cu piesa prelucrată, nesecŃionată, vizualizată din unghiul dorit
Fig 6.3 SecŃiune perpendiculară pe tăişul transversal
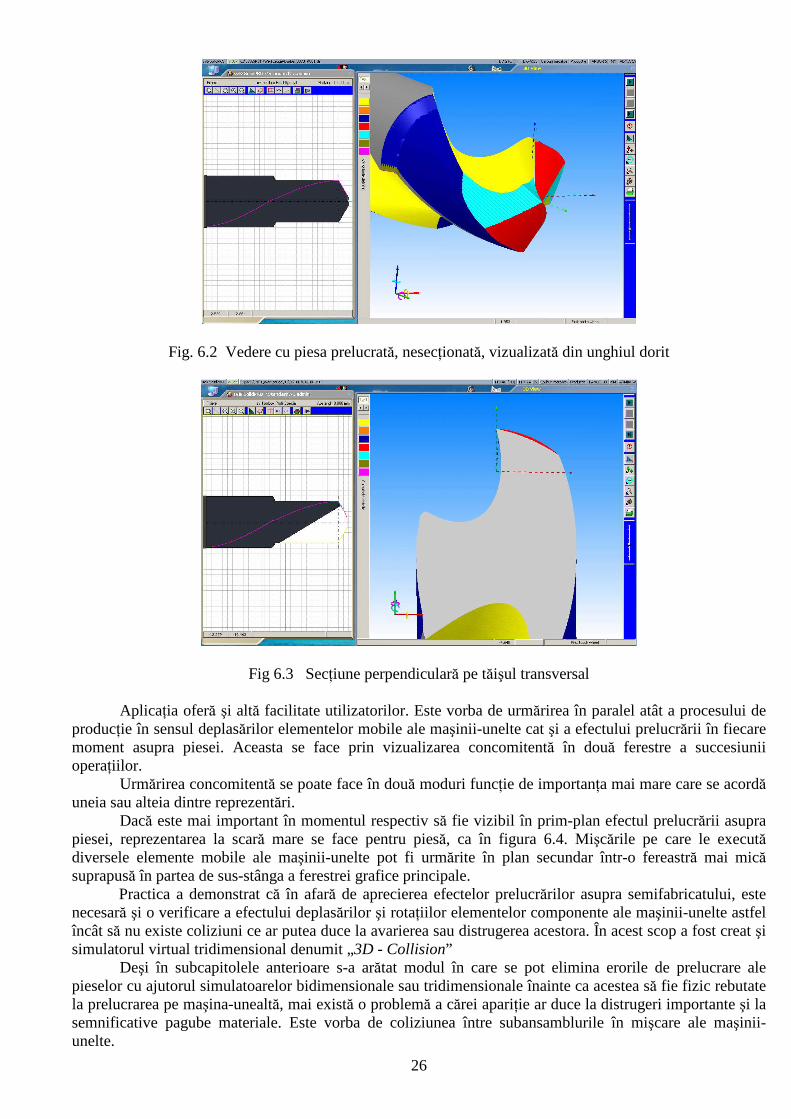
AplicaŃia oferă şi altă facilitate utilizatorilor. Este vorba de urmărirea în paralel atât a procesului de producŃie în sensul deplasărilor elementelor mobile ale maşinii-unelte cat şi a efectului prelucrării în fiecare moment asupra piesei. Aceasta se face prin vizualizarea concomitentă în două ferestre a succesiunii operaŃiilor.
Urmărirea concomitentă se poate face în două moduri funcŃie de importanŃa mai mare care se acordă uneia sau alteia dintre reprezentări.
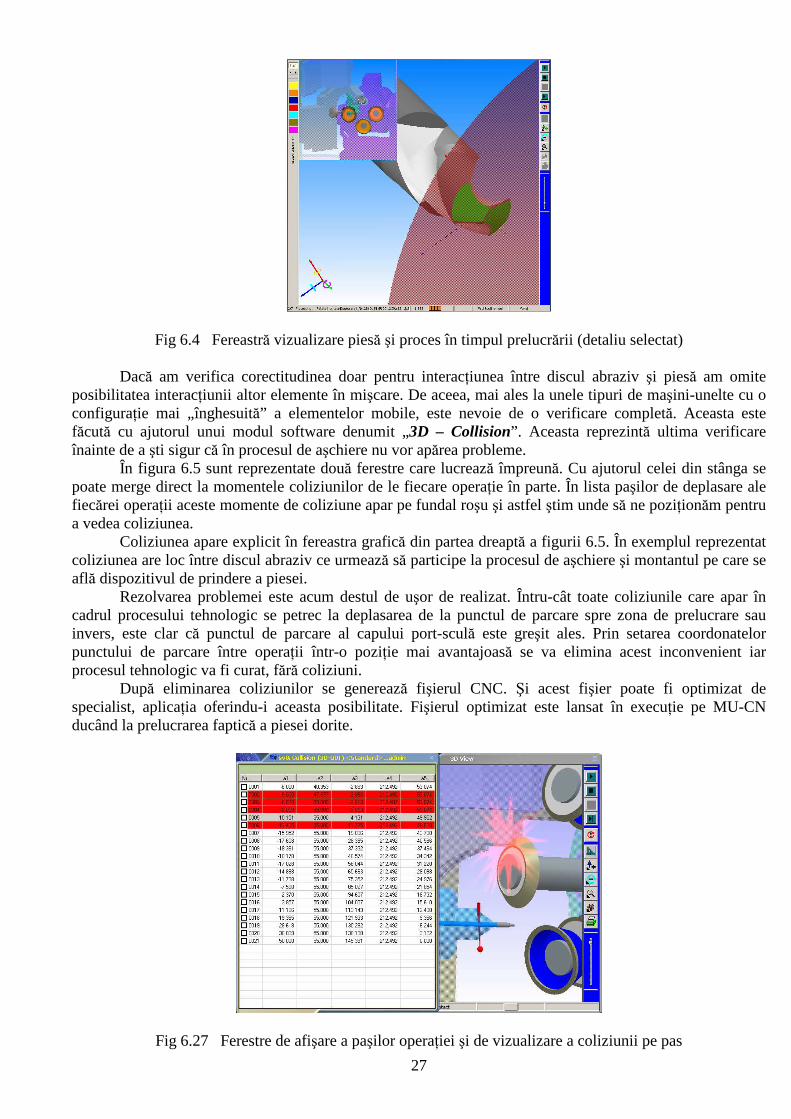
Dacă este mai important în momentul respectiv să fie vizibil în prim-plan efectul prelucrării asupra piesei, reprezentarea la scară mare se face pentru piesă, ca în figura 6.4. Mişcările pe care le execută diversele elemente mobile ale maşinii-unelte pot fi urmărite în plan secundar într-o fereastră mai mică suprapusă în partea de sus-stânga a ferestrei grafice principale.
Practica a demonstrat că în afară de aprecierea efectelor prelucrărilor asupra semifabricatului, este necesară şi o verificare a efectului deplasărilor şi rotaŃiilor elementelor componente ale maşinii-unelte astfel încât să nu existe coliziuni ce ar putea duce la avarierea sau distrugerea acestora. În acest scop a fost creat şi simulatorul virtual tridimensional denumit „3D - Collision”
Deşi în subcapitolele anterioare s-a arătat modul în care se pot elimina erorile de prelucrare ale pieselor cu ajutorul simulatoarelor bidimensionale sau tridimensionale înainte ca acestea să fie fizic rebutate la prelucrarea pe maşina-unealtă, mai există o problemă a cărei apariŃie ar duce la distrugeri importante şi la semnificative pagube materiale. Este vorba de coliziunea între subansamblurile în mişcare ale maşinii-unelte.
27
Fig 6.4 Fereastră vizualizare piesă şi proces în timpul prelucrării (detaliu selectat)
Dacă am verifica corectitudinea doar pentru interacŃiunea între discul abraziv şi piesă am omite posibilitatea interacŃiunii altor elemente în mişcare. De aceea, mai ales la unele tipuri de maşini-unelte cu o configuraŃie mai „înghesuită” a elementelor mobile, este nevoie de o verificare completă. Aceasta este făcută cu ajutorul unui modul software denumit „3D – Collision”. Aceasta reprezintă ultima verificare înainte de a şti sigur că în procesul de aşchiere nu vor apărea probleme.
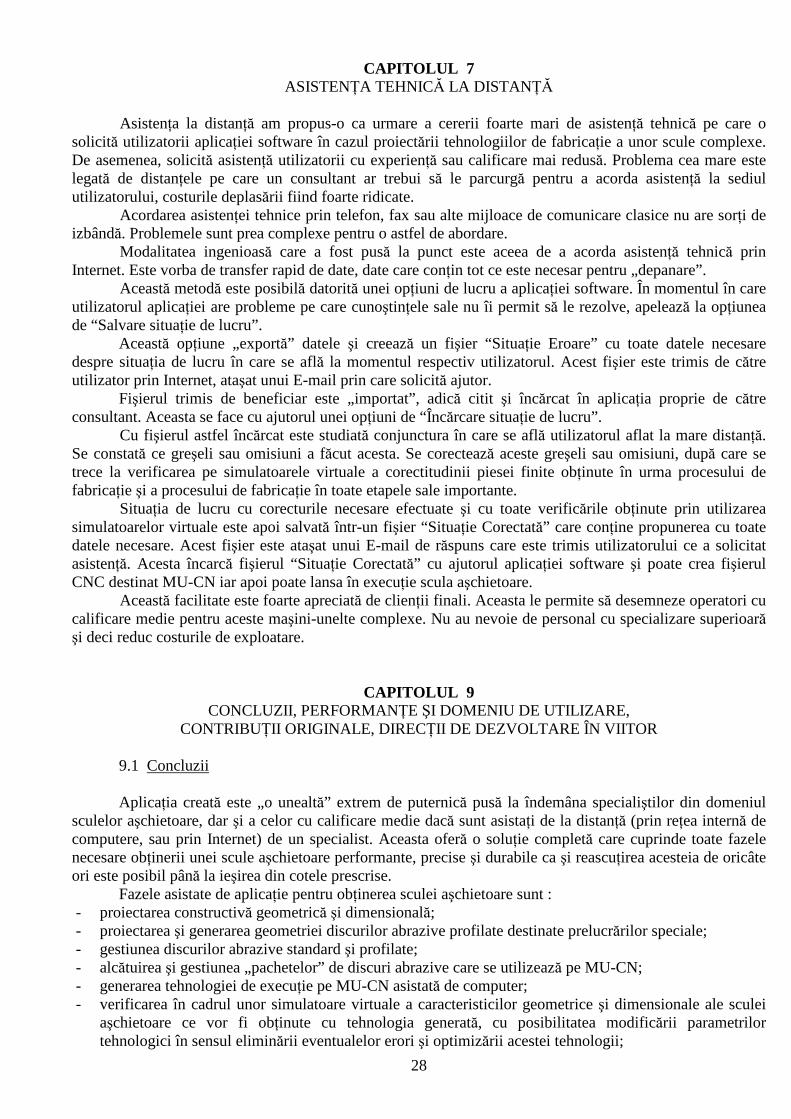
În figura 6.5 sunt reprezentate două ferestre care lucrează împreună. Cu ajutorul celei din stânga se poate merge direct la momentele coliziunilor de le fiecare operaŃie în parte. În lista paşilor de deplasare ale fiecărei operaŃii aceste momente de coliziune apar pe fundal roşu şi astfel ştim unde să ne poziŃionăm pentru a vedea coliziunea.
Coliziunea apare explicit în fereastra grafică din partea dreaptă a figurii 6.5. În exemplul reprezentat coliziunea are loc între discul abraziv ce urmează să participe la procesul de aşchiere şi montantul pe care se află dispozitivul de prindere a piesei.
Rezolvarea problemei este acum destul de uşor de realizat. Întru-cât toate coliziunile care apar în cadrul procesului tehnologic se petrec la deplasarea de la punctul de parcare spre zona de prelucrare sau invers, este clar că punctul de parcare al capului port-sculă este greşit ales. Prin setarea coordonatelor punctului de parcare între operaŃii într-o poziŃie mai avantajoasă se va elimina acest inconvenient iar procesul tehnologic va fi curat, fără coliziuni.
După eliminarea coliziunilor se generează fişierul CNC. Şi acest fişier poate fi optimizat de specialist, aplicaŃia oferindu-i aceasta posibilitate. Fişierul optimizat este lansat în execuŃie pe MU-CN ducând la prelucrarea faptică a piesei dorite.
Fig 6.27 Ferestre de afişare a paşilor operaŃiei şi de vizualizare a coliziunii pe pas
28
CAPITOLUL 7 ASISTENłA TEHNICĂ LA DISTANłĂ
AsistenŃa la distanŃă am propus-o ca urmare a cererii foarte mari de asistenŃă tehnică pe care o
solicită utilizatorii aplicaŃiei software în cazul proiectării tehnologiilor de fabricaŃie a unor scule complexe. De asemenea, solicită asistenŃă utilizatorii cu experienŃă sau calificare mai redusă. Problema cea mare este legată de distanŃele pe care un consultant ar trebui să le parcurgă pentru a acorda asistenŃă la sediul utilizatorului, costurile deplasării fiind foarte ridicate.
Acordarea asistenŃei tehnice prin telefon, fax sau alte mijloace de comunicare clasice nu are sorŃi de izbândă. Problemele sunt prea complexe pentru o astfel de abordare.
Modalitatea ingenioasă care a fost pusă la punct este aceea de a acorda asistenŃă tehnică prin Internet. Este vorba de transfer rapid de date, date care conŃin tot ce este necesar pentru „depanare”.
Această metodă este posibilă datorită unei opŃiuni de lucru a aplicaŃiei software. În momentul în care utilizatorul aplicaŃiei are probleme pe care cunoştinŃele sale nu îi permit să le rezolve, apelează la opŃiunea de “Salvare situaŃie de lucru”.
Această opŃiune „exportă” datele şi creează un fişier “SituaŃie Eroare” cu toate datele necesare despre situaŃia de lucru în care se află la momentul respectiv utilizatorul. Acest fişier este trimis de către utilizator prin Internet, ataşat unui E-mail prin care solicită ajutor.
Fişierul trimis de beneficiar este „importat”, adică citit şi încărcat în aplicaŃia proprie de către consultant. Aceasta se face cu ajutorul unei opŃiuni de “Încărcare situaŃie de lucru”.
Cu fişierul astfel încărcat este studiată conjunctura în care se află utilizatorul aflat la mare distanŃă. Se constată ce greşeli sau omisiuni a făcut acesta. Se corectează aceste greşeli sau omisiuni, după care se trece la verificarea pe simulatoarele virtuale a corectitudinii piesei finite obŃinute în urma procesului de fabricaŃie şi a procesului de fabricaŃie în toate etapele sale importante.
SituaŃia de lucru cu corecturile necesare efectuate şi cu toate verificările obŃinute prin utilizarea simulatoarelor virtuale este apoi salvată într-un fişier “SituaŃie Corectată” care conŃine propunerea cu toate datele necesare. Acest fişier este ataşat unui E-mail de răspuns care este trimis utilizatorului ce a solicitat asistenŃă. Acesta încarcă fişierul “SituaŃie Corectată” cu ajutorul aplicaŃiei software şi poate crea fişierul CNC destinat MU-CN iar apoi poate lansa în execuŃie scula aşchietoare.
Această facilitate este foarte apreciată de clienŃii finali. Aceasta le permite să desemneze operatori cu calificare medie pentru aceste maşini-unelte complexe. Nu au nevoie de personal cu specializare superioară şi deci reduc costurile de exploatare.
CAPITOLUL 9 CONCLUZII, PERFORMANłE ŞI DOMENIU DE UTILIZARE,
CONTRIBUłII ORIGINALE, DIRECłII DE DEZVOLTARE ÎN VIITOR 9.1 Concluzii AplicaŃia creată este „o unealtă” extrem de puternică pusă la îndemâna specialiştilor din domeniul sculelor aşchietoare, dar şi a celor cu calificare medie dacă sunt asistaŃi de la distanŃă (prin reŃea internă de computere, sau prin Internet) de un specialist. Aceasta oferă o soluŃie completă care cuprinde toate fazele necesare obŃinerii unei scule aşchietoare performante, precise şi durabile ca şi reascuŃirea acesteia de oricâte ori este posibil până la ieşirea din cotele prescrise.
Fazele asistate de aplicaŃie pentru obŃinerea sculei aşchietoare sunt : - proiectarea constructivă geometrică şi dimensională; - proiectarea şi generarea geometriei discurilor abrazive profilate destinate prelucrărilor speciale; - gestiunea discurilor abrazive standard şi profilate; - alcătuirea şi gestiunea „pachetelor” de discuri abrazive care se utilizează pe MU-CN; - generarea tehnologiei de execuŃie pe MU-CN asistată de computer; - verificarea în cadrul unor simulatoare virtuale a caracteristicilor geometrice şi dimensionale ale sculei
aşchietoare ce vor fi obŃinute cu tehnologia generată, cu posibilitatea modificării parametrilor tehnologici în sensul eliminării eventualelor erori şi optimizării acestei tehnologii;
29
- verificarea în cadrul unui simulator virtual a procesului de execuŃie pe MU-CN şi eliminarea coliziunilor în timpul prelucrării;
- generarea fişierelor de cod CNC ce conŃin succesiunea comenzilor şi mişcărilor ce trebuie efectuate de elementele mobile ale MU-CN;
- transmiterea în timp real a fişierelor CNC la MU-CN pentru execuŃia practică a sculei aşchietoare. Utilizând modulele software dedicate pe care le pune la dispoziŃie aplicaŃia creată, pot fi proiectate şi fabricate cele mai diverse şi mai complexe scule aşchietoare pentru prelucrarea alezajelor.
AplicaŃia software se poate adapta şi instala pe toate tipurile de maşini-unelte din gama celor create pentru fabricarea şi reascuŃirea sculelor aşchietoare, maşini-unelte cu 4 – 6 grade de libertate interpolabile simultan, asistate de computer şi care utilizează pentru prelucrare discuri abrazive.
Bazele de date conŃin cele mai diverse geometrii de scule aşchietoare pentru prelucrarea alezajelor şi sunt actualizate permanent. Acestea oferă utilizatorului posibilitatea de a alege şi produce scula aşchietoare cu cele mai bune calităŃi în vederea prelucrării cu maximă eficienŃă în domeniul său de utilizare.
9.2 PerformanŃe şi domeniu de utilizare
Dimensiunea minimă a sculelor aşchietoare realizate prin acest procedeu nu este limitată de algoritmii matematici utilizaŃi. Totuşi, limitarea dimensiunii minime apare datorită problemelor tehnice pe care le pune realizarea sculelor liliputane. S-au fabricat totuşi, utilizând aplicaŃia software prezentată, scule aşchietoare cu diametre de 0,5 – 0,6 mm, realizare considerată foarte bună. Precizia obŃinută a fost foarte bună şi a fost verificată cu ajutorul unui aparat optic care măreşte de 100 de ori şi afişează pe ecranul computerului imaginea. Astfel au fost măsurate caracteristicile sculei aşchietoare (unghi de degajare, unghi de aşezare, faŃete, etc) iar rezultatele au arătat că nu au apărut erori măsurabile, piesele fiind considerate corecte.
Dimensiunea maximă a sculelor aşchietoare realizate prin acest procedeu este dată de puterea maximă a MU-CN. Însă sculele aşchietoare ce depăşesc 40–50 mm în diametru au preferabil un corp din material tenace şi ieftin pe care sunt montaŃi dinŃi lipi Ńi sau interschimbabili din carburi metalice
ReascuŃirea sculelor aşchietoare este o componentă importantă a domeniului de utilizare pentru acest procedeu specific. Practic cu costuri de 25 – 35% din preŃul unei scule aşchietoare similare noi, se obŃine reascuŃirea sculei aşchietoare uzate, sculă care va fi obŃinută cu aceleaşi caracteristici geometrice, de precizie şi durabilitate ca şi scula aşchietoare nouă. Economia este evidentă.
În concluzie, dotarea cu o astfel de maşină-unealtă asistată de computer şi coordonată de o aplicaŃie software performantă, este foarte indicată unei firme mari consumatoare de scule aşchietoare standard. Prin reascuŃirea acestor scule aşchietoare în incinta proprie, respectiva firmă va face economii foarte importante de timp şi bani. Aceasta va face ca produsele sale să poată fi realizate rapid şi cu costuri mai mici şi deci să fie mai competitive pe piaŃă.
O altă categorie de firme care se dotează cu maşini-unelte cu comandă numerică asistate de computer şi coordonate de aplicaŃii software adecvate este aceea a utilizatorilor de scule aşchietoare complexe, cu geometrii deosebite. Practic, fără o astfel de dotare nu pot fi realizate acele scule aşchietoare cu geometrie complexă, cu caracter de unicat. Ele ar trebui comandate unei firme specializate. Ar dura şi mult timp până ar putea intra în execuŃie şi ar putea fi onorată comanda şi ar costa mult mai mult. De aceea o firmă care are nevoie în timpul procesului de producŃie frecvent de scule aşchietoare cu geometrie complexă şi caracter de unicat, îşi va dota atelierul de sculărie cu astfel de maşini-unelte.
Există peste 40 firme, producători sau utilizatori de maşini-unelte cu comandă numerică asistate de computer, destinate obŃinerii de scule aşchietoare care au implementat şi folosesc aplicaŃia software prezentată în capitolele 4 – 6. Toate acestea pe baza unor contracte ferme de achiziŃie-livrare, instalare, şcolarizare şi service. Cel mai mare utilizator este firma BOSCH cu filiale în întreaga lume. 9.3 ContribuŃii originale 1. O primă contribuŃie originală este adusă prin algoritmii matematici puşi la punct şi subrutinele concepute ca şi suport matematic al aplicaŃiei. Practic a fost creat un sistem matematic complex şi complet de analiză a rezultatului interacŃiunii dintre două corpuri aflate în mişcare relativă unul faŃă de altul, un corp „dur” care prelucrează şi un corp „moale” care este prelucrat.
30
După cum s-a observat, ideea care stă la baza algoritmilor de generare ce au fost detaliaŃi în capitolele anterioare este aceea a tratării discului abraziv ca pe o sumă de cercuri suficient de apropiate şi care descriu suprafaŃa activă a acestuia. În acelaşi timp piesa de prelucrat este tratată ca o succesiune de secŃiuni transversale (uneori radiale sau chiar oblice, funcŃie de relevanŃa dorită la studiere) suficient de apropiate. Prin tratarea matematică a intersecŃiilor unor cercuri bine definite matematic (ce se mişcă după legi matematice clare în spaŃiu) cu secŃiuni ale piesei (care au poziŃii fixe) în momente succesive suficient de apropiate se vor obŃine rezultate cu precizie oricât de mare ne dorim. Deci un prim avantaj constă în precizia algoritmilor matematici, precizie aleasă funcŃie de necesităŃi prin „densitatea” cercurilor ce descriu suprafaŃa discului abraziv, „densitatea” secŃiunilor prin piesa de prelucrat şi „pasul” deplasărilor relative între acestea. Un al doilea avantaj este dat de simplitatea aparatului matematic folosit şi a posibilităŃii permanente de verificare a rezultatelor, pe etape sau finale, la nivel de punct, secŃiune sau corp tridimensional. Un al treilea avantaj, cel mai important, este posibilitatea de a şti care „cerc” de pe discul abraziv a generat în timpul prelucrării un anumit punct dintr-o anumită secŃiune a piesei. Cunoaşterea aceasta poate fi deosebit de importantă în managementul procesului de prelucrare. De exemplu este de mare interes, ca anumite părŃi deosebit de importante ale piesei finite (să exemplificăm muchia aşchietoare) să fie realizate în cele mai bune condiŃii şi cu toleranŃe acceptate de formă şi poziŃie extrem de mici. Prin urmare se doreşte să se afle imediat dacă acea parte a discului abraziv responsabilă de realizarea muchiei aşchietoare suferă o uzură cât de mică. Aceasta se poate realiza uşor verificând la intervale mai dese „cercurile” de pe discul abraziv care generează muchia aşchietoare cu ajutorul dispozitivului de verificare digitală ce echipează maşina-unealtă.
În acelaşi timp se poate întârzia verificarea şi reascuŃirea discului abraziv dacă se constată că doar anumite zone neimportante (care nu generează forma finală dorită pe piesă ci doar zone ce vor fi ulterior definitivate de altă parte a discului abraziv) sunt uzate.
O altă situaŃie în care acest avantaj este esenŃial, este aceea în care se constată că discul abraziv se uzează foarte repede în zonele importante şi se caută o explicaŃie. Se poate constata, folosind avantajul descris, că zona responsabilă de generarea muchiei aşchietoare este suprasolicitată în procesul de aşchiere contribuind intens şi nedorit la procesul de degroşare. Atunci se ştie că trebuie introdusă o operaŃie de degroşare, făcută cu un alt disc abraziv, a cărui formă poate varia în limite mari fără a aduce prejudicii procesului.
2. O altă contribuŃie originală constă în crearea unei logici stricte (pe principiul firului roşu) de parcurgere a etapelor necesare pentru proiectarea sculei aşchietoare ce se doreşte a fi executată şi de proiectare a tehnologiei de execuŃie pe MU-CN asistată de computer a acesteia.
Astfel utilizatorul este obligat să parcurgă etapele în ordinea logică şi să introducă toate datele necesare pentru a defini geometria sau tehnologia de execuŃie a sculei aşchietoare. Ferestrele succesive se deschid pe măsură ce fereastra anterioară a fost completată iar datele au fost validate. În acest fel utilizatorul este condus spre a valida sau invalida opŃiuni sau pentru a introduce date ce sunt verificate apoi ca fiind valide.
Etapele obligatorii nu pot fi sărite. În acest fel utilizarea aplicaŃiei software şi implicit conceperea şi execuŃia sculei aşchietoare sunt mult mai simple şi accesibile unor persoane cu specializare medie.
3. ContribuŃie originală este şi întocmirea unor baze de date complexe care conŃin elemente constructive parŃiale ale sculelor aşchietoare. Au fost concepute baze de date pentru :
tipuri de ascuŃiri la vârf ale burghielor elicoidale; tipuri de ascuŃiri ale burghielor de centrare; tipuri de ascuŃiri ale capetelor burghielor pentru găuri adânci; tipuri de suprafeŃe geometrice specifice de trecere între două diametre ale sculelor
combinate sau în trepte; tipuri geometrice standardizate de discuri abrazive; regimuri de aşchiere recomandate funcŃie de dimensiunea, materialul şi viteza discului
abraziv şi materialul de prelucrat; etc.
31
Un exemplu de astfel de bază de date este dat în ANEXA 1, care cuprinde 27 de tipuri de ascuŃiri la vârf a burghielor elicoidale. Practic, orice tip de material ar fi de prelucrat şi în orice condiŃii de aşchiere, se va găsi în această bază de date şi poate fi selectat direct, tipul de ascuŃire la vârf cel mai performant.
Astfel, doar selectând din baza de date o anumită variantă de ascuŃire la vârf, aceasta va fi adaptată automat la diametrul sculei aşchietoare ce se execută şi va fi generată pe MU-CN. Practic cu o singură opŃiune sunt înlocuite până la 35-40 de caracteristici dimensionale de introdus. Timpul de pregătire a fabricaŃiei este redus şi sunt evitate erorile umane ce apar la introducerea unei mari cantităŃi de date.
În practică, pentru introducerea tuturor datelor necesare pentru definirea geometrică şi dimensională completă a unei scule aşchietoare complexe, precum şi a datelor necesare tehnologiei sale de fabricaŃie (regimuri de aşchiere, adaosuri de prelucrare pe operaŃii, etc), ar trebui alocate între 2 şi 4 ore. Beneficiind însă de accesarea rapidă a bazelor de date create şi de faptul ca regimurile de aşchiere şi adaosurile pe operaŃie şi pe trecere sunt recomandate automat, timpul necesar se reduce în medie de 10 ori.
4. O contribuŃie originală a adus şi crearea simulatorului „SolidPRO”. Acesta permite urmărirea efectelor prelucrărilor din diverse faze de execuŃie asupra semifabricatului. Etapele obŃinerii piesei finite sunt urmărite în mediul virtual creat, exact la fel cum vor fi executate pe MU-CN. Poate fi depistat un anumit moment când apar erori la prelucrare şi pot fi mai uşor corectate.
5. Altă contribuŃie originală este crearea simulatorului „3D – Collision” . Acesta permite vizualizarea în mediul virtual a tuturor operaŃiilor şi deplasărilor ce se execută în zona de lucru a MU-CN. Semnalează eventualele coliziuni ale componentelor în mişcare şi permite determinarea exactă a operaŃiei, momentului şi locului în care au loc eventualele coliziuni. În acest fel se poate interveni, corecta şi evita o astfel de situaŃie la prelucrarea reala pe MU-CN, care ar duce la avarii importante şi costisitoare.
6. O altă contribuŃie originală constă în crearea unei facilităŃi de asistenŃă tehnică la distanŃă (E-Assitence). Utilizatorilor aplicaŃiei software le este acordată asistenŃă tehnică prin Internet. Aceasta este posibil datorită unei opŃiuni de lucru a aplicaŃiei software.
Utilizatorul aplicaŃiei apelează la opŃiunea de “Salvare situaŃie de lucru”. Se creează un fişier cu toate datele necesare despre situaŃia de lucru în care se află la momentul respectiv utilizatorul. Acest fişier este trimis de către utilizator ataşat unui E-mail prin care solicită ajutor.
Fişierul este citit şi încărcat cu ajutorul unei opŃiuni de “Încărcare situaŃie de lucru” de către cel ce acordă asistenŃă şi este studiată situaŃia. Se constată ce greşeli sau omisiuni a făcut utilizatorul, apoi îi este corectată situaŃia de lucru şi salvată într-un fişier “SituaŃie Corectată” care conŃine propunerea cu toate datele necesare despre situaŃia de lucru corectată. Fişierul este ataşat unui E-mail şi trimis celui ce a solicitat asistenŃă.
Această facilitate, în colaborările avute, este foarte apreciată de clienŃii finali. Aceasta le permite să desemneze operatori cu calificare medie pentru aceste maşini-unelte complexe. Nu au nevoie de personal cu specializare superioară şi deci reduc costurile de exploatare.
7. În final, o contribuŃie originală o constituie însăşi realizarea unui algoritm complet şi coerent care să adune la un loc toate etapele prin care se proiectează, se optimizează, se generează tehnologia de execuŃie, se fabrică şi se verifică o anumită gamă de scule aşchietoare. Şi toate acestea doar operând în faŃa ecranului computerului. 9.4 DirecŃii de dezvoltare în viitor
Odată cu dezvoltarea tehnologică din domeniile ce îşi aduc aportul la realizarea acestor tipuri de
scule aşchietoare, va fi nevoie ca şi partea matematică ce susŃine noile posibilităŃi să Ńină pasul. O primă direcŃie de viitor este dată de constructorii de maşini-unelte comandate de computer, care prevăd în viitorul apropiat dotarea acestora cu camere video digitale acŃionate de comanda numerică a maşinii. Cunoscând poziŃia exactă a camerelor digitale în fiecare moment (acestea fiind urmărite de comandata numerică) şi având imaginile luate de aceste camere legate direct de momentul „recoltării” lor există premiza de a se realiza un algoritm de determinare exactă a formei şi dimensiunilor piesei ce se află în dispozitivul de prindere al maşinii-unelte. Toate acestea prin analiza digitală a imaginilor la nivel de pixel. FuncŃia „zoom optic” a camerei digitale poate mări precizia acestei analize până la nivelul dorit fără a introduce aproximări. Aceste camere digitale pot prelua şi funcŃia palpatorului electronic folosit în momentul de faŃă pentru a determina poziŃia şi dimensiunile de gabarit ale semifabricatului ce a fost prins în dispozitivul maşinii-
32
unelte. În plus pot furniza informaŃii suplimentare foarte importante pe care palpatorul electronic nu le poate obŃine. Între acestea menŃionăm posibilitatea de a furniza informaŃii despre imperfecŃiuni ale prelucrării, dimensiunea acestor imperfecŃiuni şi poziŃia lor, astfel încât să se poată lua hotărâri urgente de remediere, dacă aceasta e posibil, sau de declarare ca rebut, atunci când nu mai este nimic de făcut.
Cu o astfel de cameră digitală se poate rezolva mai uşor şi problema reascuŃirii sculelor. Camera „analizează” scula uzată adusă spre reascuŃire, se stabileşte dimensiunea şi poziŃia zonelor de uzură cu mare precizie, putându-se lua în calcul o prelucrare minimală care duce la un număr mai mare de reascuŃiri posibile, deci la o viaŃă mai lungă a sculei, ca şi la un timp mai mic de prelucrare şi uzuri mai reduse ale discurilor abrazive utilizate la operaŃia de reascuŃire.
Tot cu ajutorul unei camere digitale se poate analiza periodic forma discurilor abrazive folosite la prelucrări. În acest fel se poate observa la timp, prin compararea cu forma iniŃială, dacă discul abraziv prezintă uzuri care necesită refacerea formei. Se poate comanda refacerea formei sale de către dispozitivul cu diamant, comandat şi el numeric, care echipează maşina-unealtă.
Se constată că o astfel de echipare a maşinii-unelte cu cameră digitală ar aduce serioase beneficii. De aceea crearea unor algoritmi matematici în baza cărora să poată fi interpretate corect şi exact imaginile luate de camera digitală va deveni o prioritate.
Probabil că aceşti algoritmi vor fi creaŃi particularizat ca să servească studierii fiecărei clase de scule ce se realizează pe aceste maşini-unelte la fel cum sunt şi algoritmii pentru realizarea acestor clase de scule. Algoritmi pentru studierea burghielor elicoidale, pentru studierea burghielor pentru găuri adânci, pentru studierea tarozilor, etc. În acest fel ei vor fi mai concişi şi mai eficienŃi studiind doar un anumit tip de formă geometrică şi căutând doar anumite caracteristici care definesc tipul de sculă respectiv, ignorând detaliile nesemnificative.
O direcŃie în care va trebui extinsa gama de servicii oferite clienŃilor ce utilizează acest tip de software şi care presupune o dezvoltare matematică serioasă este aceea a diagnosticării rezultatului creaŃiei sale, dacă acesta concepe şi realizează o sculă aşchietoare nouă, specială sau combinată.
În această idee, după ce clientul concepe această sculă aşchietoare (cu caracter de noutate) va trebui să îi fie oferită posibilitatea de a evalua comportarea sa în timpul utilizării, eventual durabilitatea şi performanŃele, ca şi regimurile de aşchiere recomandate, funcŃie de materialul ce îl va prelucra.
Dezvoltarea matematică va trebui să asigure în primul rând algoritmi de calcul pentru estimarea rezistenŃei sculei aşchietoare la solicitările mecanice şi termice din timpul utilizării.
Aceşti algoritmi vor fi creaŃi diferenŃiat pentru a trata solicitările funcŃie de clasa de scule din care face parte cea studiată, iar în cazul sculelor combinate pentru tratarea diferenŃiată a zonelor din clase diferite şi cumularea rezultatelor.
Al Ńi algoritmi o să determine cantitatea de aşchie evacuată la o trecere şi regimul de aşchiere recomandat. Determinarea optimului între intensitatea regimului de aşchiere şi grosimea aşchiei este un deziderat important.
Un alt tip de algoritmi vor calcula durabilitatea estimată între două reascuŃiri în condiŃiile respectării regimurilor de aşchiere recomandate.
Toate acestea vor fi de mare ajutor în evaluarea sculei aşchietoare concepute. De asemenea poate da şansa de a modifica materialul sau geometria acesteia în cazul în care se constată că nu îndeplineşte condiŃiile impuse, înainte ca ea să fie lansată în producŃie şi să i se constate deficienŃele abia la utilizarea sa practică.
O altă categorie de dezvoltări se referă la adaptarea algoritmilor existenŃi la diversele cinematici de maşini-unelte care apar pe piaŃă în fiecare an.
În dorinŃa de a optimiza anumite tipuri de prelucrări sau de a încerca abordări noi, producătorii de maşini-unelte imaginează mereu alte configuraŃii spaŃiului de lucru, ale elementelor în mişcare şi mişcărilor pe acestea le execută. Pentru toate aceste situaŃii noi este nevoie de adaptarea matematică a algoritmilor de calcul.
Unele dintre soluŃiile tehnice noi, dau din punct de vedere al rigidităŃii lanŃului cinematic sau al flexibilit ăŃii mişcărilor ce le pot executa rezultate superioare celor existente pană la acel moment, în timp ce altele sunt doar variante diferite fără a reuşi să îmbunătăŃească performanŃele celor deja existente. Dar necesitatea adaptării algoritmilor matematici rămâne.
33
BIBLIOGRAFIE
1. Aelenei, M. – „Probleme de maşini-unelte şi aşchiere”, Bucureşti, Editura Tehnică, 1987. 2. Albu, A. ş.a. – „Programarea asistată de calculator a maşinilor-unelte. Bucureşti, Editura Tehnică,
1980. 3. Atanasiu, Gh. – „Curs de geometrie diferenŃială”, Braşov, Editura Universitatea, 1978-1979. 4. Atanasiu, Gh. ş.a. – „Culegere de probleme de geometrie analitică şi diferenŃială”, Braşov, Editura
Universitatea, 1980. 5. Atanaisu, Gh. ş.a. – „Elemente de programare liniară”, Braşov, Editura Universitatea, 1977 6. Balaure, E. – „Sisteme şi echipamente de comandă numerică”, Bucureşti, Editura Tehnică, 1987 7. Barakakati, N. – „Borland C++ 4 Ghidul programatorului”, Bucureşti, Editura Teora, 1996 8. Baştiurea, Gh. – „Comanda numerică a maşinilor-unelte”, Bucureşti, Editura Tehnică, 1986 9. Bebea, N. – „Metode pentru rezolvarea problemelor de optimizare. AplicaŃii”, Bucureşti, Editura
Didactică şi pedagogică, 1978. 10. Beju, L.D., Brîndaşu P.D., Mu Ńiu N.C. – „Methodology for the Design and Manufacturing of Helical
Tools”, Timişoara, Academic Journal of Manufacturing Engeneering, vol. 5 Nr. 2/2007, pp. 6-11, Edit. Politehnica, 2007
11. Belous, V. – „Sinteza sculelor aşchietoare”, Iaşi, Editura Junimea, 1980 12. Belous, V. – „Proiectarea sculelor”, Iaşi, Editura Institului Politehnic, 1977 13. Boangiu, Gh. ş.a. – „Maşini-unelte şi agregate”, Bucureşti, Editura Didactică şi pedagogică, 1979 14. Botez, E. – „Tehnologia programării numerice a maşinilor-unelte”, Bucureşti, Ed. Tehnică, 1983 15. Bottema, O. ş.a. – „Geometric Inequalities”, Amsterdam-Olanda, 1989 16. Brîndaşu, P.D. – „Proiectarea sculelor aşchietoare”, vol. I şi II, Sibiu, Editura UniversităŃii „Lucian
Blaga”, 1994 17. Brîndaşu, P.D. şi Beju, L.D. – „Bazele prelucrării suprafeŃelor şi scule aşchietoare”, Sibiu, Editura
UniversităŃii „Lucian Blaga”, 2002 18. Brîndaşu, P.D. Acu, D., Mu Ńiu, N.C. – „Proiectarea creativă asistată de calculator a frezelor disc”,
Buletin ŞtiinŃific vol. VIII pp. 30-36, Editura I.I.S. Sibiu, 1986 19. Brîndaşu, P.D. şi Beju, L.D. – „Aşchiere şi scule aşchietoare”, vol II, Sibiu, Editura UniversităŃii,
1999 20. Brîndaşu, P.D. ş.a. – „Metode moderne în proiectarea sculelor aşchietoare”, Sibiu, Editura
UniversităŃii, 1999 21. Catrina, O. şi Cojocaru, I. – „Turbo C++”, Bucuresti, Editura Teora, 1994 22. Chazelle, B. – „An optimal algorithm for intersecting three-dimensional convex polyhedra”, SIAM J.
Comput. 21, 4 , 1992 23. Ciocîrdia, C. ş.a. – „Bazele elaborării proceselor tehnologice în construcŃia de maşini”, Bucureşti,
Editura Didactică şi pedagogică, 1983 24. Constantinescu, C., Cozmîncă, M. – „Prelucrarea găurilor lungi prin procedee de aşchiere specifice”,
Iaşi, Editura Junimea, 1999 25. Cristea, V. ş.a. – „Limbajul C standard”, Bucureşti, Editura Teora, 1992 26. DiŃu, V. – „Bazele generării suprafeŃelor şi scula aşchietoare”, Braşov, Editura UniversităŃii
„Transilvania”, 1999 27. Duşe, D.M., Bologa, O. – „Tehnologii de prelucrare tipizate”, Sibiu, Editura UniversităŃii, 1995 28. Ebner, M. – “C++Builder Datenbank-Programmierung”, Bonn, Editura Addison-Wesley-Longman,
1998 29. Elekes, C. – „Scule pentru găurirea alezajelor lungi”, Craiova, Editura Scrisul Românesc, 1985 30. Epureanu, Al. ş.a. – „Tehnologia construcŃiei de maşini”, Bucureşti, Editura Didactică şi pedagogică,
1983
34
31. Foley, J. D., van Dam, A., Feiner, S. K., and Hughes, J. F. – “Computer graphics: principles and practice”, Addison Wesley Longman Inc., 1990
32. Gautier, C. ş.a. – „Alef/Geometrie. Elemente de geometrie afină şi euclidiană”, vol. I şi II, Bucureşti, Editura Didactică şi pedagogică, 1974
33. Gavrilaş, I. şi Voicu, N. – „Tehnologia pieselor tip arbore, bucşe, disc pe maşini-unelte clasice şi cu comandă program”, Bucureşti, Editura Tehnică, 1975
34. Gavrilaş, I şi Voicu, N. – „Tehnologia de fabricaŃie a roŃilor dinŃate pe maşini-unelte clasice şi cu comandă program” Bucureşti, Editura Tehnică, 1983
35. Ghenghea, I. ş.a. – „Exploatarea şi întreŃinerea maşinilor-unelte cu comandă după program”, Bucureşti, Editura Tehnică, 1981
36. Girard, G. şi Thierce, C. – „Alef/Geometrie. Vol 1: Plan afin, plan vectorial. Vol.2: Geometrie vectorială, geometrie afină. Vol.3: Geometrie metrică. Vol.4: Geometrie în spaŃiu şi geometrie descriptivă”, Bucureşti, Editura Didactică şi pedagogică, 1983
37. Hagiu, M. şi Ti Ńa, N. – „Analiza matematică”, Braşov , Editura Universitatea, 1978 38. Ilioi, C. – „Probleme de optimizare şi algoritmi de aproximare a soluŃiilor”, Bucureşti, Editura
Academiei RSR, 1980 39. Jamsa, K. şi Klander, L. – „Totul despre C şi C++”, Bucureşti, Editura Teora, 1999 40. Kecs, W. – „Complemente de matematici cu aplicaŃii în tehnică”, Bucureşti, Ed. Tehnică, 1981 41. Lăzărescu, I. – „Calculul şi construcŃia sculelor aşchietoare”, Bucureşti, Editura Tehnică, 1962 42. Lorensen, W. E., and Cline, H. E. –„Marching cubes: A high resolution 3d surface construction
algorithm”, 1987 43. Louis, D. – “Borland C++ 5 Das Kompendium”, München, Markt&Technik Buch und Software
Verlag, 1996 44. Lupulescu, N.B. – „Modelarea cu funcŃii spline a componentelor dinamice în cazul prelucrărilor prin
frezare”, Suceava, A XI-a ConferinŃă ştiinŃifică TEHNOMUS, pag 215-220, 2001 45. Marinescu, N.I. şi Gavrilaş, I. – „Tehnologii de prelucrare pe maşini în coordonate”, Bucureşti,
Editura Tehnică, 1988 46. Mihu, C. – „Metode numerice în algebra liniară”, Bucureşti, Editura Tehnică, 1977 47. Mihu, C., Iambor, I.P. – „Curbe plane”, Bucureşti, Editura Tehnică, 1989 48. Miller, A. – „Geometrie analitică”, Bucureşti, Editura Didactică şi Pedagogică, 1972 49. Minciu, C. ş.a. – „Îndrumar de proiectarea sculelor”, Bucureşti, Editura BREN, 1999 50. Minciu, C. ş.a. – „Proiectarea sculelor aşchietoare”, Bucureşti, Editura 32 Bren, 1999 51. Minciu, C., Matache, V. – „Proiectarea şi tehnologia sculelor pentru mecanică fină”, Bucureşti,
Editura Tehnică, 1981 52. Minciu, C., Predincea, N. – „Bazele aşchierii şi generării suprafeŃelor”, Bucureşti, Editura Institutului
Politehnic, 1992 53. Minciu, C., Străjescu, E. ş.a. – „Scule aşchietoare. Îndrumar de proiectare”, Bucureşti, Editura
Tehnică, 1996 54. Minciu, O. – „Maşini unelte cu comandă numerică”, Bucureşti, Editura Tehnică, 1985 55. Mischel, J. şi Duntemann, J. – „C++ Builder im praktischen Einsatz”, Bonn, International Thomson
Publishing, 1997 56. Mu Ńiu, N.C. , Brîndaşu, P.D., Beju, L.D. – „Software for Drilling Tool Design and Manufacturing”,
The 4th IFAC Conference on Management and Control of Production and Logistics, vol. II pp. 359-364, Sibiu , 2007
57. Mu Ńiu, N.C. , Beju, L.D., Brîndaşu, P.D. – „Methodology for the Design and Manufacturing of Helical Tools”, Sibiu, Proceeding - The 3rd International Conference Science and Education MSE 2007, pp. 71-72, Editura UniversităŃii „Lucian Blaga”, 2007
58. Mu Ńiu, N.C. – „Det_Contur_Sectiune_i – software pentru determinarea conturului prelucrării într-o secŃiune transversală oarecare a piesei aleasă spre studiu”, Sibiu, System V& SRL, 1994
59. Mu Ńiu, N.C. – „Det_Profil_Scula – software pentru determinarea profilului discului abraziv destinat prelucrării unei suprafeŃe profilate cerute”, Sibiu, System V& SRL, 1995
60. Mu Ńiu, N.C. – „Captura_profil_DXF – software pentru interpretarea şi captura profilului pieselor cu suprafeŃe profilate complexe din AutoCAD pentru a fi apoi folosite în aplicaŃiile proprii”, Sibiu, System V& SRL, 1997
35
61. Mu Ńiu, N.C. şi Voicu, S.M. – „Toolbox v4”, The European Information Technology Prize, Paris, www.ict-prize.org, 2007
62. Năstăsescu, C. şi Ni Ńă, C. – „Teoria calitativă a ecuaŃiilor algebrice”, Bucureşti, Editura Tehnică, 1979 63. Negrescu, L. – „Limbajele C şi C++ pentru începători.Vol.2: Limbajul C++”, Cluj Napoca, Editura
Microinformatica, 1994 64. Nootz, P. şi Morick, F. – “C & C++ Referenz”, München, Franzis-Verlag, 1997 65. Oancea, N. – “Bazele aşchierii şi generării suprafeŃelor”, GalaŃi, Ed. Rotaprint Universitate, 1978 66. Oancea, N. ş.a. – “Metode numerice pentru profilarea sculelor”, vol. I, GalaŃi, Editura UniversităŃii
“Dunărea de Jos”, 1990 67. Oancea, N. ş.a. – “Metode numerice pentru profilarea sculelor”, vol. II, GalaŃi, Editura UniversităŃii
“Dunărea de Jos”, 1992 68. Oancea, N. – “Generarea suprafeŃelor prin înfăşurare”, GalaŃi, Editura FundaŃiei Universitare
“Dunărea de Jos”, 2004 69. Oltean, M. şi Groşan, C. – “Programarea în C++ Builder”, Cluj-Napoca, Editura Albastră, 2001 70. Oltean, M. şi Cocan, M. – “C++ Builder în aplicaŃii”, Cluj-Napoca, Editura Albastră, 1998 71. Oprean, C. ş.a. Teoria şi practica sculelor aşchietoare, vol. II - Proiectarea sculelor aşchietoare, Sibiu,
Editura UniversităŃii, 1994 72. Păvăloiu, I. – „Rezolvarea ecuaŃiilor prin interpolare” Cluj Napoca, Editura Dacia, 1981 73. Picoş, C. – „Tehnologia construcŃiilor de maşini”, Bucureşti, Edit. Didactică şi pedagogică, 1980 74. Pruteanu, O. ş.a. – „Tehnologia fabricării maşinilor”, Bucureşti, Editura Didactică şi pedagogică, 1981 75. Radtke, M şi Lampton, C. – „3D Programmierung mit C++”, München, Markt&Technik Buch und
software-Verlag, 1996 76. Rădulescu, Al. ş.a. – „Bazele tehnologiei maşinilor-unelte”, Bucureşti, Editura Didactică şi
pedagogică, 1982 77. Sandu, A. – „TendinŃe şi cerinŃe actuale în dezvoltarea şi modernizarea industriei de maşini unelte”,
Bucureşti, Editura Tehnică, 1987 78. Secară Gh. – “Proiectarea sculelor aşchietoare”, Bucureşti, Editura Didactică şi Pedagogică, 1979 79. Shreiner, D. – „OpenGL reference manual: The official reference document to OpenGL”, version
1.2, 3rd edition ed. Addison Wesley, 2000 80. Simionescu, C. şi Atanasiu, Gh. – „Curs de geometrie analitică”, Braşov, Editura Universitatea, 1976 81. Slevoacă, A. ş.a. – „Cartea programatorului strungurilor verticale cu comandă numerică”, Bucureşti,
Editura Tehnică, 1991 82. Somnea, D. şi Turturea, D. – „IniŃiere în C++”, Bucureşti, Editura Tehnică, 1993 83. Sofonea, G. ş.a. – „RezistenŃa materialelor”, Sibiu, Editura UniversităŃii, 1998 84. Stepanov, V.V. – „Curs de ecuaŃii diferenŃiale”, Bucureşti, Editura Tehnică, 1995 85. Străjescu, E. ş.a. – „Aşchiere şi scule aşchietoare”, Bucureşti, Editura UniversităŃii Politehnice, 1998 86. ŞteŃiu, G. ş.a. Teoria şi practica sculelor aşchietoare, vol. I – Elemente de teoria aşchierii metalelor,
Sibiu, Editura UniversităŃii, 1994 87. Tischer, M. – „PC intern 4”, Düsseldorf, Software Buch Verlag, 1994 88. Toma, M. şi Odăgescu, I. – „Metode numerice şi subrutine”, Bucureşti, Editura Tehnică, 1980 89. Teodorescu, I.D. – „Geometrie analitică şi elemente de algebră liniară”, Bucureşti, Editura Didactică şi
Pedagogică, 1972 90. Tomescu, I. – „Data Structures” Bucuresti, Editura Universitatii, 2001 91. Turturea, D. – „Programarea aplicaŃiilor Windows în limbajul C”, Bucureşti, Editura Tehnică, 1995 92. Trent, E.M., Wright, P.K. – „Metal Cuting”, New York, 4th Edition, Butterworth Heinemann, 2002 93. Tureac, I. ş.a. – „Ingineria valorii”, Braşov, Editura Lux Libris, 1997 94. Udrişte, C. ş.a. – „Algebră, geometrie şi ecuaŃii diferenŃiale”, Bucureşti, Editura Didactică şi
Pedagogică, 1982 95. Vlase, A. ş.a. – “Regimuri de aşchiere, adaosuri de prelucrare şi norme tehnice de timp”, Bucureşti,
Editura Tehnică, 1983 96. Voicu, S.M. – “ContribuŃii privind generarea tehnologiei de prelucrare pe maşini cu comandă
numerică prin intermediul calculatorului, a frezelor cilindro-frontale profilate”, Teză de doctorat, Univ. Tehnică din Cluj-Napoca, 1998
36
97. Voicu, S.M., Mu Ńiu, N.C., Brîndaşu, P.D. – “Proiectarea asistată şi execuŃia burghielor pentru găuri adânci pe MU-CN asistate de computer”, Timişoara, ConferinŃa internaŃională de inginerie integrată C2I, pp.247-248, 2002
98. Voicu, S.M. şi Mu Ńiu, N.C. “Toolbox 4.0.”, Paris, The European Information Technology Prize, www.ict-prize.org , 1998
99. Voicu, S.M. şi Mu Ńiu, N.C. – “Solid_Pro – software pentru reprezentarea virtuală tridimensională a sculei aşchietoare prelucrate pe MU-CN în vederea verificării sale din punct de vedere geometric şi dimensional”, Sibiu, System V& SRL, 2003
100. Voicu, S.M. şi Mu Ńiu, N.C. – “Collision – software pentru simularea virtuală a procesului de prelucrare şi depistarea eventualelor coliziuni între elementele în mişcare ale MU-CN”, Sibiu, System V& SRL, 2004
101. Voicu, S.M. şi Mu Ńiu, N.C. – “2D_Grinding – software pentru reprezentarea virtuală plană a secŃiunilor prin scula aşchietoare prelucrată pe MU-CN în vederea verificării sale din punct de vedere geometric şi dimensional”, Sibiu, System V& SRL, 1995
102. *** ColecŃia de standarde NIR şi ISO pentru scule aşchietoare 103. *** Borland Software Corporation – „C++ 4.5 Object Scripting Programmer’s Guide”, Scotts
Valley - Canada, 2001 104. *** Borland Software Corporation – “C++ 5.0 Programmer’s Guide”, Scotts Valley - Canada,
2002 105. *** Borland Software Corporation – “C++ 5.0 Visual Component & Library reference”, Scotts
Valley - Canada, 2002 106. *** Borland Software Corporation – “C++ Builder 6 for Windows Developer’s Guide”, Scotts
Valley - Canada, 2004 107. *** SYSTEM V& SRL – Baze de date din perioada 1994 – 2007, Sibiu – Romania,
(http://www.system-v.com) 108. *** “Automazione”, Riviste di raccolta, Italia, 1992-1999 109. *** “Construire stampi“, Riviste di raccolta, Italia, 1995-1999 110. *** “Maschinenmarkt”, Zaitschriften Sammlung, Deutchland, 1997-2004 111. *** “Meccanica moderna”, Riviste di raccolta, Italia, 1995-1998 112. *** “Technologie meccaniche”, Riviste di raccolta, Milano-Italia, 1994-2002 113. *** SANDVIK COROMANT A.B. Sandviken, Suedia – Products Catalogues 1997 - 2002 114. *** STRAUSAK A.G. Lohn, ElveŃia – Produkt katalog und technische Bücher 1994 – 2002
(http://www.strausak-swiss.ch) 115. *** „ZARO Macchine S.R.L.” Lonatte Pozzolo, Italia - Cataloghi prodotti i Libri tecnici 1994 -
2004 116. *** „GÜHRING GmbH”, Albstadt , Deutchland - Technische Bücher und produkt katalog 1998
– 2007 ( http://www.guehring.de ) 117. *** „D.E. SISTEMI” FlorenŃa, Italia - Cataloghi prodotti 1998 – 2003,
(http://www.gruppode.com) 118. *** „NUMEKA A.G.” Barbengo, ElveŃia – Catalogues de produits 1996 - 2007 119. *** „DEUTSCHE AEROSPACE A.G.” München, Deutchland – Technische Bücher 1996 - 2002 120. *** „NUM TELEMECANIQUE S.A.” Argenteuil, FranŃa - Catalogues de produits 1995 - 2003 121. *** „SIEMENS A.G.” Deutchland - Technische Bücher und produkt katalog 1994 - 2006 ,
(http://www.siemens.de) 122. *** „FANUC Automation Europe S.A.” Echternach, Luxemburg - Products Catalogues , 1998 -
2002, (http://www.fanuc-spares.co.uk) 123. *** „INDRAMAT GmbH” Lahr, Deutchland - Products Catalogues and Technical books 1994 -
2006, (http://www.indramat-servo.com) 124. *** „WALTER AG.” Tübingen, Germania – Technische Bücher und produkt katalog 1994 –
2007, (http://www.walter-ag.de) 125. *** „DELCAM INTERNATIONAL PLC” Birmingam, Anglia – Products Catalogues and
Technical books 1996 - 1998 , (http://www.delcam.com) 126. *** EWAG A.G. Etzigen, ElveŃia – Technische Bücher und produkt katalog 1996 - 2000,
(http://www.ewag.com)