megalas, nitrocut, oxycut- gases para la soldadura de...
TRANSCRIPT

Megalas, Nitrocut,Oxycut- gases parael corte por láser

Los requerimientos crecientes en productividad,rentabilidad y calidad exigen nuevas soluciones.Una de estas soluciones - la técnica láser - se hahecho imprescindible en muchos ámbitos talescomo la fabricación, la investigación y lamedicina. El número de aplicaciones y solucionespara la técnica de proceso crece continuamente.Comparado con técnicas convencionales, lasventajas de la elaboración del material conláser son: alta flexibilidad de productos, calidad yfiabilidad excelentes, menor coste por pieza.
La selección de los gases para el resonador y losgases de consumo es importante para el usoóptimo de la técnica láser. Messer ofrece con lalínea de productos Megalas® , Nitrocut® yOxycut® todos los gases y mezclas de gasesnecesarios para elaborar de forma óptima losdiferentes materiales con láser.
Flexibilidad para muchas aplicacionesEl corte con láser se distingue por su altaprecisión y velocidad del corte, la baja aportaciónde calor y poca deformación.
Con el láser se puede cortar perfectamentemateriales como:• acero• aluminio• metales no férricos• madera• vidrio• plástico• tejidos de todo tipo
Las posibles aplicaciones se encuentran enmuchos sectores, como por ejemplo:• construcción de automóviles• construcción aeronáutica• construcción metálica• elaboración de chapas• construcción naval• industria textil• técnica medicinal
Megalas®, Nitrocut® y Oxycut® aportanaspectos importantes como calidad yrentabilidad.
Vista parcial de una empresa de corte por láser Stent, diámetro aproximado de 1 mm
La técnica láser - “alta tecnología” ya establecida
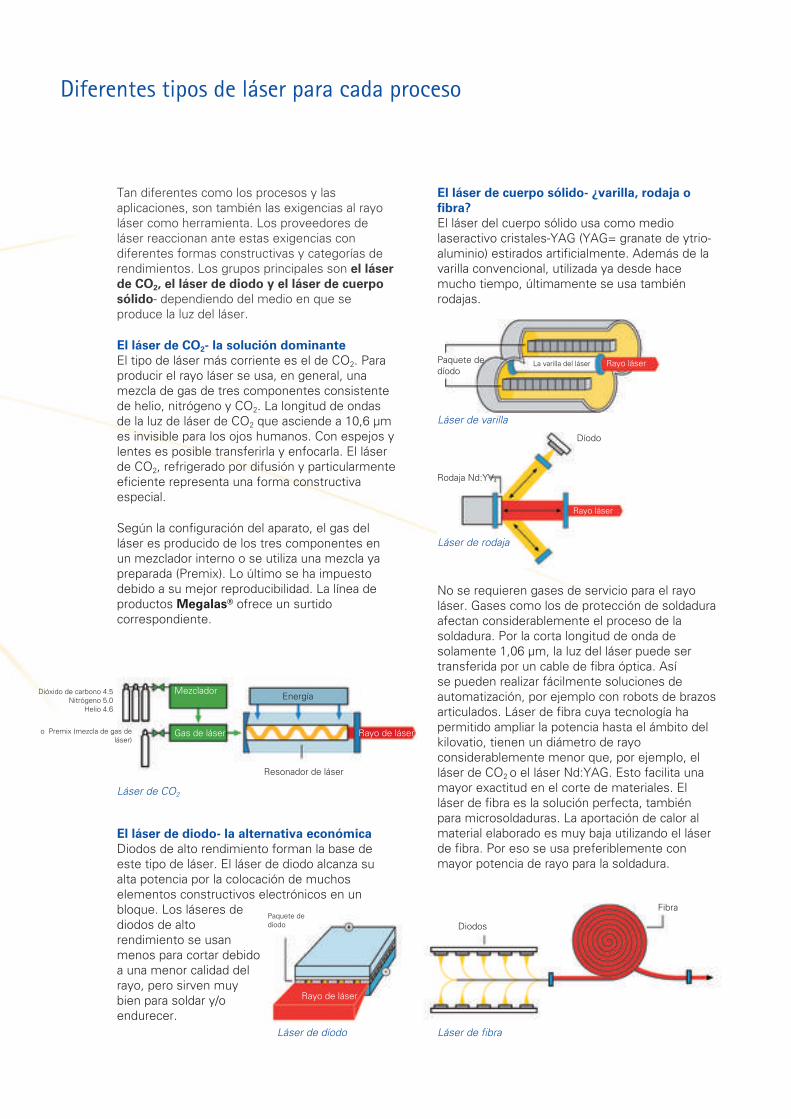
Tan diferentes como los procesos y lasaplicaciones, son también las exigencias al rayoláser como herramienta. Los proveedores deláser reaccionan ante estas exigencias condiferentes formas constructivas y categorías derendimientos. Los grupos principales son el láserde CO2, el láser de diodo y el láser de cuerposólido- dependiendo del medio en que seproduce la luz del láser.
El láser de CO2- la solución dominanteEl tipo de láser más corriente es el de CO2. Paraproducir el rayo láser se usa, en general, unamezcla de gas de tres componentes consistentede helio, nitrógeno y CO2. La longitud de ondasde la luz de láser de CO2 que asciende a 10,6 µmes invisible para los ojos humanos. Con espejos ylentes es posible transferirla y enfocarla. El láserde CO2, refrigerado por difusión y particularmenteeficiente representa una forma constructivaespecial.
Según la configuración del aparato, el gas delláser es producido de los tres componentes enun mezclador interno o se utiliza una mezcla yapreparada (Premix). Lo último se ha impuestodebido a su mejor reproducibilidad. La línea deproductos Megalas® ofrece un surtidocorrespondiente.
El láser de cuerpo sólido- ¿varilla, rodaja ofibra?El láser del cuerpo sólido usa como mediolaseractivo cristales-YAG (YAG= granate de ytrio-aluminio) estirados artificialmente. Además de lavarilla convencional, utilizada ya desde hacemucho tiempo, últimamente se usa tambiénrodajas.
No se requieren gases de servicio para el rayoláser. Gases como los de protección de soldaduraafectan considerablemente el proceso de lasoldadura. Por la corta longitud de onda desolamente 1,06 µm, la luz del láser puede sertransferida por un cable de fibra óptica. Asíse pueden realizar fácilmente soluciones deautomatización, por ejemplo con robots de brazosarticulados. Láser de fibra cuya tecnología hapermitido ampliar la potencia hasta el ámbito delkilovatio, tienen un diámetro de rayoconsiderablemente menor que, por ejemplo, elláser de CO2 o el láser Nd:YAG. Esto facilita unamayor exactitud en el corte de materiales. Elláser de fibra es la solución perfecta, tambiénpara microsoldaduras. La aportación de calor almaterial elaborado es muy baja utilizando el láserde fibra. Por eso se usa preferiblemente conmayor potencia de rayo para la soldadura.
El láser de diodo- la alternativa económicaDiodos de alto rendimiento forman la base deeste tipo de láser. El láser de diodo alcanza sualta potencia por la colocación de muchoselementos constructivos electrónicos en unbloque. Los láseres dediodos de altorendimiento se usanmenos para cortar debidoa una menor calidad delrayo, pero sirven muybien para soldar y/oendurecer.
Dióxido de carbono 4.5Nitrógeno 5.0
Helio 4.6
o Premix (mezcla de gas deláser)
Láser de CO2
Resonador de láser
Láser de díodo Láser de fibra
Láser de varilla
DiodosPaquete dedíodo
Rayo de láser
Rayo de láser
EnergíaMezclador
Gas de láser
Fibra
La varilla del láser Rayo láser
Láser de rodaja
Paquete dedíodo
Rodaja Nd:YV4
Díodo
Rayo láser
Diferentes tipos de láser para cada proceso

Los procesos de corte de láser se clasifican engeneral en tres variantes: oxicorte, corte porfusión y corte sublimado.
Cuál de estos procesos se debe aplicar dependedel material, de los requerimientos de calidad yrentabilidad así como del gas de corte aplicado.
Oxicorte
Corte por fusión
Corte sublimado
El oxicorte con oxígeno puro se parece al oxicorte autógeno: elmaterial se calienta a la temperatura de inflamación y después sequema en un chorro de oxígeno puro. Esto implica que el materiales apropiado para el oxicorte. Su temperatura de inflamación debeestar por debajo de la temperatura de fusión. Los aceros sin o debaja aleación cumplen con este requisito. Sin embargo, en caso deaceros de alta aleación y metales no férricos no es así. Aquí eloxicorte con oxígeno es posible pero no recomendable por razonesde calidad y rentabilidad.
Los materiales que no son apropiados para el oxicorte, se separanmediante el proceso del corte por fusión. Para ello debe calentarseel material hasta alcanzar la temperatura de fusión expulsándose dela junta de corte por medio del gas de corte a alta presión (hasta 25bar). Como gas de corte se usa nitrógeno y en casos especialestambién argón. Esto se refiere por ejemplo a titánio, tántalo,circonio y magnesio ya que estos materiales forman compuestosquímicos con nitrógeno. Por razones de calidad, los aceros sin o debaja aleación pueden separarse igualmente mediante el proceso delcorte de fusión. Se forman superficies de corte sin óxido, pero lavelocidad del corte es esencialmente menor.
Materiales apropiados para el corte Gas de corte
Aceros sin o de baja aleación Oxycut® (oxígeno 3.5)
Materiales apropiados para el corte Gas de corte
Aceros de CrNi, metales no férricos, vidrio, plásticos Nitrocut® (nitrógeno 5.0), argón
Materiales apropiados para el corte Gas de corte
Plásticos, papel, madera, cerámica Nitrocut® (nitrógeno 5.0), argón
Materiales sin fusión, como madera, plásticos, materialescompuestos, plexiglás (PMMA), cerámica o papel se separan porcorte sublimado. El material cambia del estado sólido directamenteal estado gaseoso. El gas de corte mantiene las partículas y elvapor lejos de la óptica.
Procesos de corte - tres caminos para alcanzar el objetivo

Los gases son necesarios en varios fases delproceso. Dependiendo del equipo, se aplican paralos siguientes propósitos:
• Gases para el resonador para producir el rayo láser (láser CO2)• Gas de corte• Gas de purga
Gases de láser para el resonador y gases deconsumoLos gases para el resonador son necesarios parael funcionamiento del resonador. Se añaden alrayo de láser gases de consumo, como porejemplo gas de protección de soldadura o gas decorte. La pureza, la calidad y la constancia de lasmezclas de gases para el láser de CO2 estánsujetos a requerimientos máximos- y esto porbuenas razones:
• Tan solo trazas de humedad o hidrocarburos pueden causar interrupciones del servicio.• Los hidrocarburos pueden causar daños en las partes ópticas sensibles y caras.• La humedad interfiere en la descarga de impulso y evita que el láser alcance su máxima eficiencia.• La formación de moléculas de ácido puede llevar a daños de corrosión.• Las partículas de polvo pueden difundir la luz del láser y de esta forma interferir en el proceso.
Para un funcionamiento impecable del láser esindispensable que los gases aplicados sean dealta pureza y carentes de contaminaciones. Estosgases se suministran como mezcla ya fabricada ose mezclan los componentes individuales en elequipo de láser. También el sistema delsuministro de gas tiene que corresponder a losrequerimientos de pureza.
Espejo totalmentereflejante
Gases y su suministro - fiables y adaptados a cada aplicación
Gas de láser(CO2 N2 He)
Alimentación
Gas de corte (O2, N2 o Ar)
Gas depurga(N2)
Energía
El principio de funcionamiento del corte por láser
Espejo parcialmente reflejante
Espejo reflector
Rayo de láser
Gases y su suministro – fiables y adaptados a cada aplicación
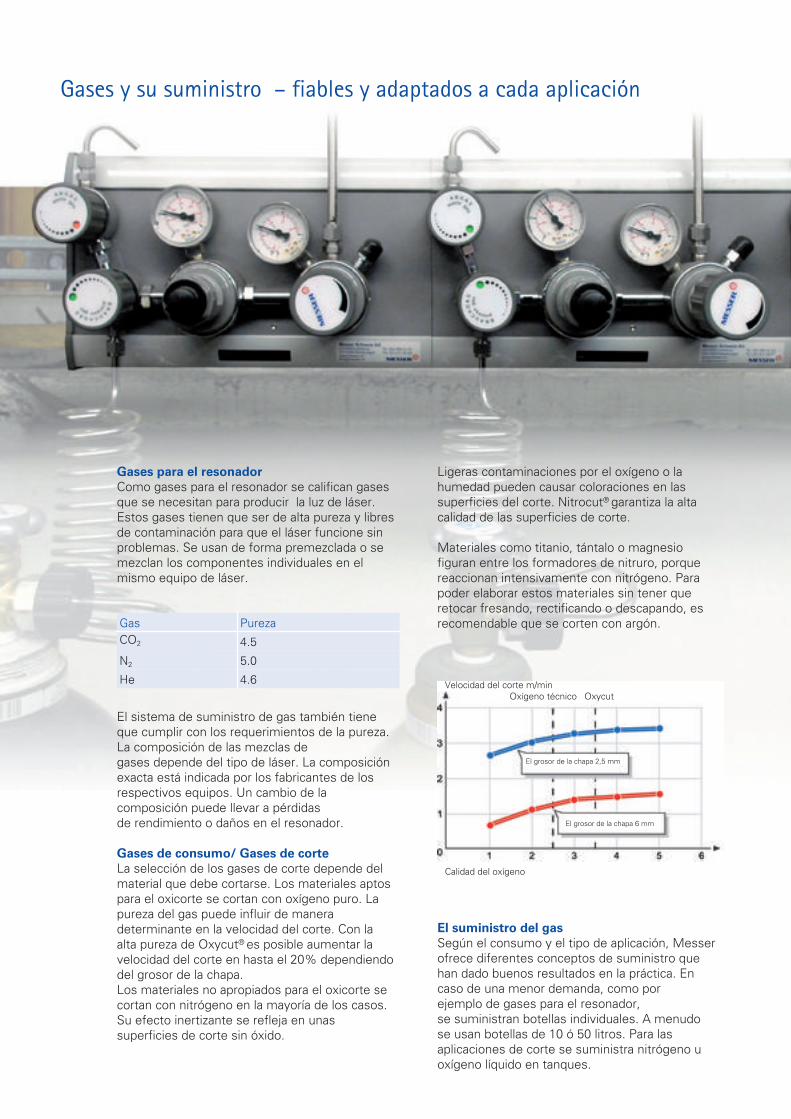
Velocidad del corte m/minOxígeno técnico Oxycut
El grosor de la chapa 2,5 mm
El grosor de la chapa 6 mm
Calidad del oxígeno
Gases para el resonadorComo gases para el resonador se califican gasesque se necesitan para producir la luz de láser.Estos gases tienen que ser de alta pureza y libresde contaminación para que el láser funcione sinproblemas. Se usan de forma premezclada o semezclan los componentes individuales en elmismo equipo de láser.
Gas PurezaCO2 4.5
N2 5.0
He 4.6
El sistema de suministro de gas también tieneque cumplir con los requerimientos de la pureza.La composición de las mezclas degases depende del tipo de láser. La composiciónexacta está indicada por los fabricantes de losrespectivos equipos. Un cambio de lacomposición puede llevar a pérdidasde rendimiento o daños en el resonador.
Gases de consumo/ Gases de corteLa selección de los gases de corte depende delmaterial que debe cortarse. Los materiales aptospara el oxicorte se cortan con oxígeno puro. Lapureza del gas puede influir de maneradeterminante en la velocidad del corte. Con laalta pureza de Oxycut® es posible aumentar lavelocidad del corte en hasta el 20% dependiendodel grosor de la chapa.Los materiales no apropiados para el oxicorte secortan con nitrógeno en la mayoría de los casos.Su efecto inertizante se refleja en unassuperficies de corte sin óxido.
Ligeras contaminaciones por el oxígeno o lahumedad pueden causar coloraciones en lassuperficies del corte. Nitrocut® garantiza la altacalidad de las superficies de corte.
Materiales como titanio, tántalo o magnesiofiguran entre los formadores de nitruro, porquereaccionan intensivamente con nitrógeno. Parapoder elaborar estos materiales sin tener queretocar fresando, rectificando o descapando, esrecomendable que se corten con argón.
El suministro del gasSegún el consumo y el tipo de aplicación, Messerofrece diferentes conceptos de suministro quehan dado buenos resultados en la práctica. Encaso de una menor demanda, como porejemplo de gases para el resonador,se suministran botellas individuales. A menudose usan botellas de 10 ó 50 litros. Para lasaplicaciones de corte se suministra nitrógeno uoxígeno líquido en tanques.

InstalaciónEl transporte de los gases a su destino sin que seproduzcan contaminaciones.es decisivo para elsuministro óptimo de gas. Esto conlleva lainstalación correcta del hardware, la buenaelección de las válvulas y un suministro adecuadosegún las necesidades de gases y con la purezarequerida. La instalación de un filtro de partículasofrece aún más seguridad. También el suministrode gas para el resonador requiere la mayorpureza. Esto se refiere tanto a los gases deresonador como a las tuberías y tubos flexibles.
El grado de pureza de los gases se indica en porcientos- un número con muchos dígitos despuésde la coma. Para facilitar la marcación existe unsistema de índices internacionalmentereconocido. Los índices se componen de unacifra, un punto y una segunda cifra. La primeracifra indica la cantidad de nueves, la cifradespués del punto indica la última cifra del valortotal.
El uso de tuberías de cobre o aceros de CrNi esóptimo para la conducción en la parte inmóvil dela instalación. Los tubos flexibles conllevan elpeligro de penetración del nitrógeno, oxígeno yespecialmente de la humedad. Materialesespeciales reducen este problema.
Seguridad - sin compromisosEn lo que se refiere a la seguridad de lasinstalaciones que elaboran materiales con láser,deben tenerse en cuenta algunos aspectostípicos del láser. Lo principal es el rayo lásermismo, cuyo potencial de peligrosidad esdiferente para cada tipo de láser y, por lotanto, también lo son las respectivas medidaspreventivas. Las emisiones, que se producen alsoldar y cortar, tienen que aspirarse y filtrarse.Para el manejo seguro de equipos de láser y superiferia tienen que cumplirse las directrices y losreglamentos relevantes.
Proceso Presión (bar) Caudal (m³/h)
Oxicorte 1-5 2-5
Corte de fusión 15-25 30-50
2.5 ^ 99,5 %
3.5 ^ 99,95 %
4.6 ^ 99,996 %
5.0 ^ 99,9990 %
Ejemplo:

Centros tecnológicos: fuentes para lainnovaciónMesser opera centros tecnológicos en Alemania,Suiza, Hungría y China para desarrollar nuevastecnologías en el área de soldadura y corte.Dichos centros ofrecen las mejores condicionespara proyectos de innovación así comopresentaciones para los clientes y la formaciónde personal.
Amplia gama de gasesMesser ofrece una amplia gama da gases quecomprende el gas idóneo para cada aplicación. Ladenominación de los productos está orientada asu aplicación y se desarrollan continua-mente nuevas mezclas de gases adecuadas a lastendencias actuales.
Asesoramiento técnico: directamente in situLe indicamos directamente en sus instalacionescómo puede optimizar sus procesos para lograrmás eficiencia y calidad. Le ayudamos tanto en eldiagnóstico de defectos como en el desarrollo delproceso.
Análisis rápido y eficiente de costesAnalizamos encantados sus procesos existentes,desarrollamos propuestas de optimización,indicamos posibles modificaciones desus procesos y comparamos los resultados conel estado inicial porque su éxito también es elnuestro.
Messer Ibérica de Gases, S.A.Autovía Tarragona-Salou, km.3,8
E-43480 Vilaseca (Tarragona)Tel. +34 977 309 500Fax +34 977 309 501
Formación actualizadaPara el uso óptimo de nuestros gases, leinstruimos con respecto a los procesos y susaplicaciones. Nuestros cursos de formaciónmuestran el uso del los diferentes gases deprotección de soldadura y enseñan su manejoseguro. Esto se refiere también al almacena-miento y transporte seguro de los gases. Nuestroservicio incluye, por supuesto, los corres-pondientes materiales de información yformación.
Krefeld Dällikon Budapest Shanghai
Centros tecnológicos
Asesoramiento, suministro y servicio