jumate, n
TRANSCRIPT
Indexat la: Fişa suspiciunii de plagiat / Sheet of plagiarism’s suspicion 66/06
Opera suspicionată (OS) Opera autentică (OA) Suspicious work Authentic work
OS Banu (Petrescu), D. Cercetări privind pulverizarea termică cu aplicaţii la recondiţionarea şi aco-perirea preventivă a pieselor. Teză de doctorat, Universitatea Petrol‐Gaze, Ploieşti, 2008.
OA Jumate, N., Cercetări asupra unor straturi superficiale obţinute din aliaje amorfe pentru rezisten-ţă la uzură şi coroziune,Teză de doctorat, Universitatea Tehnică, Cluj‐Napoca, 2001.
Incidenţa minimă a suspiciunii / Minimum incidence of suspicion p.9:5 – p.9:13 p.4:4 - p.4:11 p.9:17 - p.9:21 p.4:15 – p.5:1 p.11:1 - p.11:6 p.7:8 - p.7:13 p.11:6 - p.12:3 p.8:2 – p.8:9 p.126: Fig.5.16 p.141: Fig.6.25 p.126: Fig.5.17 p.140: Fig.6.24 p.126:12 - p.126:16 p.140:11 - p.140:19 p.126: 24 – p.128:4 p.142:13 – p.143:00 p.127: Fig.5.18 p.142: Fig.6.28 p.127: Fig.5.19 p.144: Fig.6.27 p.128:35 - p.128:38 p.144.26 – p.144.31 p.130: Fig.5.21 p.145: Fig.6.29
Fişa întocmită pentru includerea suspiciunii în Indexul Operelor Plagiate în România de la www.plagiate.ro

-- CerC~ ci Q-~t c~Q c t r Stl--t. e(
cL-t W Qr,oe~ 20£~ 17
CUPRINS
Introducere.................................................................................................................................... 1
CAP.1 OBTINEREA STRATURILOR SUPERFICIALE PRIN PROCEDEE
TEHNOLOGCE ALE INGINERIEI SUPRAFETELOR ............................................ 4
1.1 Metode gi tehnici uzuale in ingineria suprafetelor ............................................................... 4
1.2 Materiale pentru straturi depuse rezistente la uzare ............................................................ 8
1.3 Materiale pentru straturi depuse rezistente la coroziune ..................................................... 13
1 .4 Concluzii .............................................................................................................................. 15
CAP.2 MATERIALS IN STARE METASTABILA OBTINUTE PRIN RACIRE RAPIDA. 16
2.1 Caracteristici generale $i proprietati ale materialelor racite rapid. Materiale amorfe.......... 16
2.2 Aliaje care formeaza stick metalice .................................................................................... 19
2.3 (Factori care conduc la formarea gi mentinerea starii amorfe ............................................... 20
2.4 Conditii de baza necesare pentru obtinerea structurilor amorfe .......................................... 22
2.5 Efecte structurale $i constitutionale ale racirii rapide .......................................................... 22
2.6 Metode de elaborare a materialelor prin racire rapida ......................................................... 23
2.7 Formarea fazelor metastabile prin solidificare rapida a stratului depus .............................. 25
2.7.1 Vascozitatea dinamica a topiturii ............................................................................. 25
2.7.2 Temperatura de tranzitie vitroasa ............................................................................ 27
2.7.3 Calculul vitezei critice de rAcire pentru realizarea tranzitiei vitroase ...................... 29
2.8 Structura fins a materialelor ................................................................................................ 34
2.9 Concluzii .............................................................................................................................. 36
CAP.3 \EINETICA FORMARII STRATURILOR PR N PULVERIZARE TERMICA CU
JETDE PLASMA ......................................................................................................... 39
3.1 Mecanismul general de formare a straturilor ........................................................................ 39
3.2 Viteza particulelor ................................................................................................................ 40
3.3 Temperatura particulelor ...................................................................................................... 43
3.4 Procesul de aplatizare a particulelor la pulverizarea tennica ............................................... 50
3.5 Solidificarea picaturilor la impactul cu substratul ............................................................... 59
3.6 Aderenta strat substrat .......................................................................................................... 70
3.7 Transformarile de faza in stare solids la depunerea prin pulverizare termica ...................... 75
3.8 Concluzii ............................................................................................................................... 76

V CAP.4 CERCETARI tXPER1MENTALE-PWftff) ELABORAREA UNOR PULBERI
METALICE AMORFIZABILE .................................................................................... go
4.1 Compozi;ia aliajelor sdiate 80 4.2 lnstala;ia de elaborare i parametrii tehnologici Ia pulverizarea din fazà lichida a aliajelor 81 4.3 Proprietai i caracteristici ale pulberilor elaborate..............................................................84 4.4 Concluzii...............................................................................................................................90
.1'
CAP.5 CER.CETARIVPRIVrr4D REALIZAREA STRAT.UR1LoR—\&ORFE PRIM PULVERIZARE TERMICA CU JET DE PLASMA...................................................91
5.1 Constructia generatorului cu jet de plasmA utilizat la cercetarile experimentale.................91 5.2 PregAtirea suprafe%ei substratului In vederea metalizArii......................................................93 5.3 Parametrii folositi la depunere.............................................................................................95 5.4 Metode folosite la determinarea dependentei dintre structura stratului depus i parametrii
folositila depunere ......................................................... ..................................................... 99 5.5 1nfluena parantetrilor la depunere asupra caracteristicilor straturilor depuse din pulberi
pebaza de tier ....................................................................................................................... 103 5.6 Planificarea experimentelor pentru optimizarea parametrilor la depunerea straturilor din
pulberipe bafl de nichel......................................................................................................110
5.7 Concluzii ........... .............................................................................................................. 121
CAP.6 STRUCTURA $1 PROPRIETATILE STRATURILOR DEPUSE CU JET DE PLASMA......................................................................................................................124
6.1 Straturi din aliaje Fe-(B, Si) i Fe-(B, Si, C)........................................................................124
6.2 Straturi din aliaje Fe-(C, Si) §i FeCr-(C, Si).........................................................................131
6.3 Straturi depuse din aliajul NiCrFe-(Si, B, C).......................................................................136
6.4 Porozitatea straturilor depuse...............................................................................................144
6.5 Aderena straturilor depuse din aliajul N1CrFeSIB ............................................................... 147
6.6 Rugozitatea straturilor depuse Cu jet de plasma....................................................................150
6.7 Concluzii...............................................................................................................................152
CAP.7 ( DMENrrDE RUGARE_P&.STRAXLJRJLOR. -DEFUSE CU STRUCTURA
VNANOCRISTALINASAUAMORFASt 157 7.1 Comportarea la coroziune a straturilor depuse din aliajul NiCrFeSiBC..............................157
7.2 Rezistenta la uzare................................................................................................................161 7.3 TransformAri in stare solidA la Incalzirea strawrijpr depuse.................................................164
7.3.1 TransformAri in stare solida la straturile depuse din pulberi pe baza de tier ............ 165 7.3.2 Transformarile In stare solida La straturile depuse din pulberi pe bazA de nichel 168
7.4 Exemple de aplicalii ............................................. 171 7.5 Concluzii ................................................ 174
CAP.8 CONCLUZII $I CONTRIBUTII GENERATE ............. 177
9. Bibliografie ............................................................................ 186
ca r° rA 4ce
RTTNERrA STRATURILOR SUPERFICIALE PuN PROCEDEE TEHNOLOGICE ALE INGINER1EI SUPRAFETELOR.
I. I. Metode si tehnici uzuale in ingineria suprafee1or.
Scoaterea din uz a pieselor mecanice, este cauzatA ip primul rand de trei fenomene
principale: uzarea, coroziunea i oboseala. Caracteristic celor n-el fenomene Ic este faptul ca ele se
amorseazA in zona suprafetei, unde solicitarile sunt mai intense fl mai complexe in comparaie Cu
miezul piesei [10]. Penn-u combaterea acestor fenomene se apeleazà la conceptele i tehnologiile
oferite de Ingineria suprafe;elor. Suprafaa (consideratA ca o zona), este partea exterioarà a unui
corp, care reflectA proprietatile cotpului fl In care se manifesta varia;ii rapide ale proprietatitor
corpului aproape in mod discontinuu. In fbncie de grosimea zonei considerate ca supraf4A se
deosebesc: pelicule (pin! la 1 pm), fume (1 - 10 pm) 4i straturi (10-200 pm) [11].
Ingineria suprafe;elor trateazA piesele mecanice ca sisteme complexe formate din, sn-at
superficial-substrat, asupra cArora se intervine prin tehnologii specifice pentru modificarea
proprietatilor fiecarui element in parte, pentru a ob;ine in final performantele fwac;ionale dorite ale
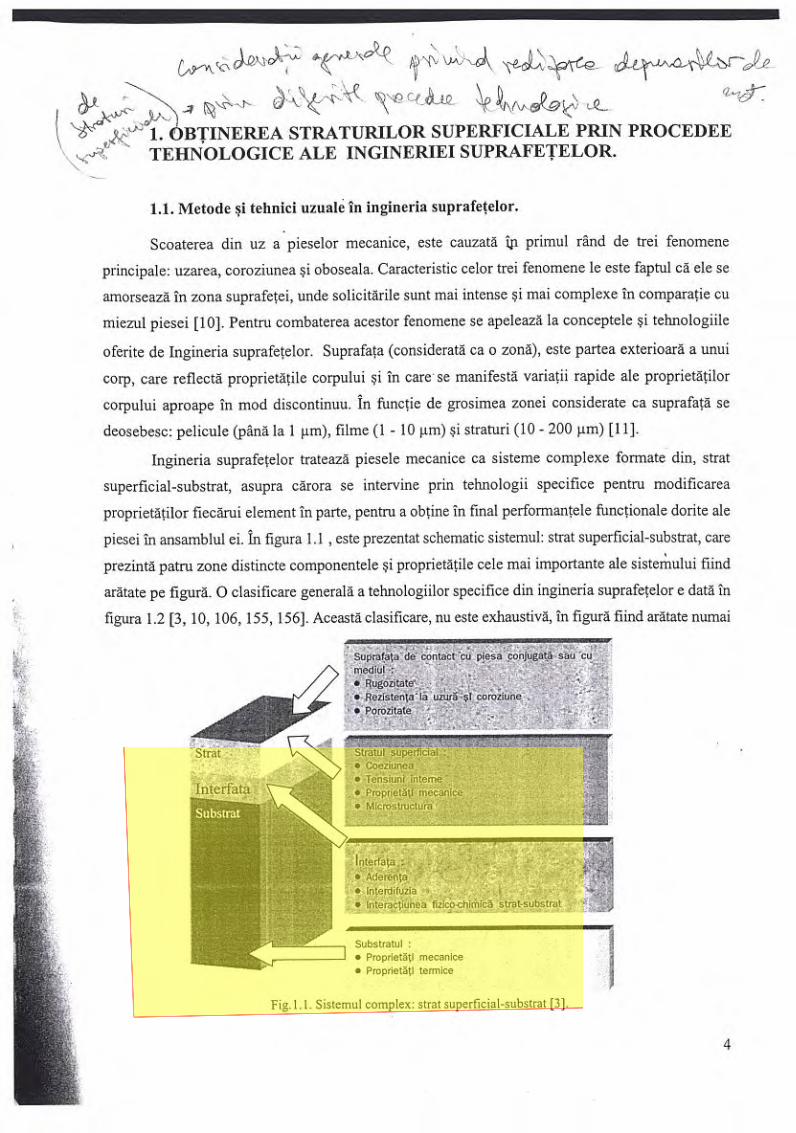
piesel in ansamblul ei. In figura 1.1 , este prezentat schematic sistemul: sn-at superficial-substrat, care
prezinta patru zone distincte componentele si proprietatile cele mai importante ale sisteuiiului fund
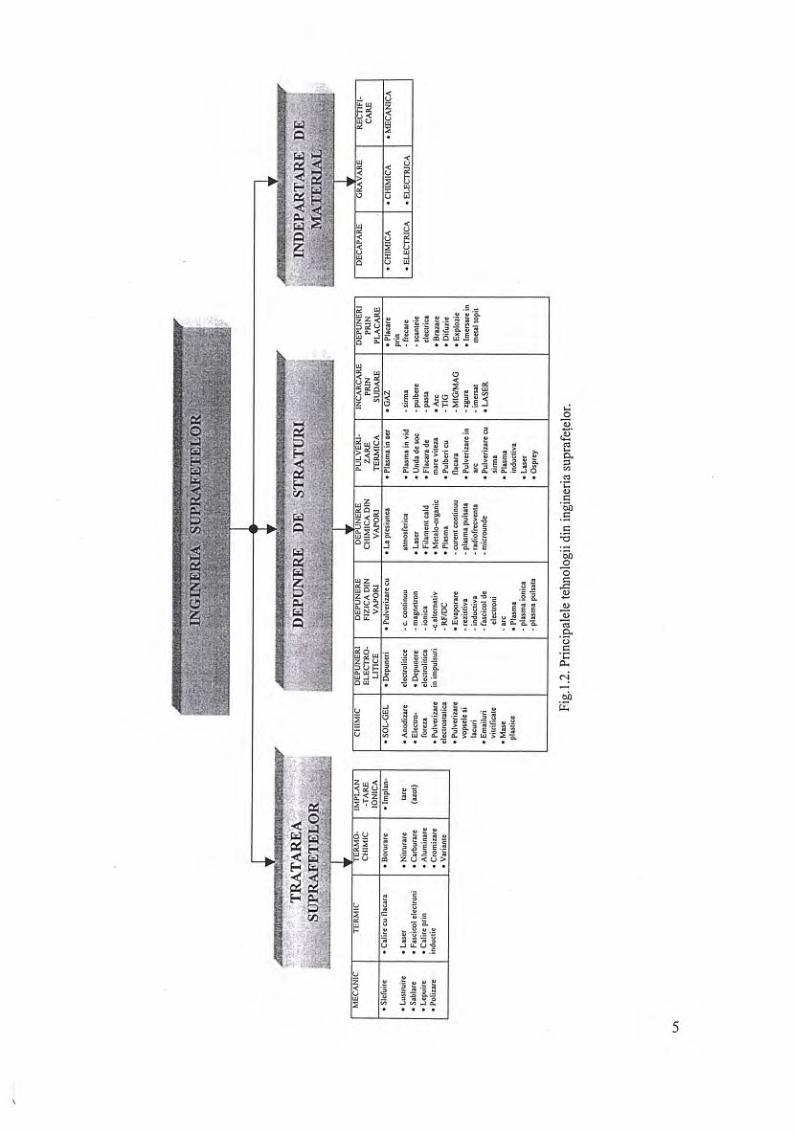
arAtate pe figura. 0 clasificare generala a tehnologiilor specifuce din ingineria suprafe;elor e data in
figura 1.2 [3, 10, 106, 155, 156]. Aceastà clasificare, flu este exhaustiva, in figura find arätate numai
Suprafata de contact cu mesa con;ugat sau cii niediul • Rugozftate:
..
• RezIstena Ia uzw I coroziune •
• Porozdate
Strat - Stratul superficial:, - - • Coezi'znea
- • Tensuuni interne -. intextata . 0 Prop,ct3I rnecz,niccr f . . o .c:ro,iicti,ra
Interfzfla
• Aderen;a • Interdifuzia
• Iutcr1ctunea fizlco-chirnica strat subtr
Subsifatul I • ProprletäI mecanice
• Proprletä;I termice
Fig. I.I. Sistemul complex: strat superuicial-subswat [3].
El
0
S 8
:q HIi:!!4flifl 22
"V Q
32 as E ia
h! 8
111:1 2
3 9 g
Un •j -C
- 3 r2fl a ucu>
1 8 C
a 2" ? ( _J-'
-
,! HH
principalele tehnologii din ingineria suprafetelor.
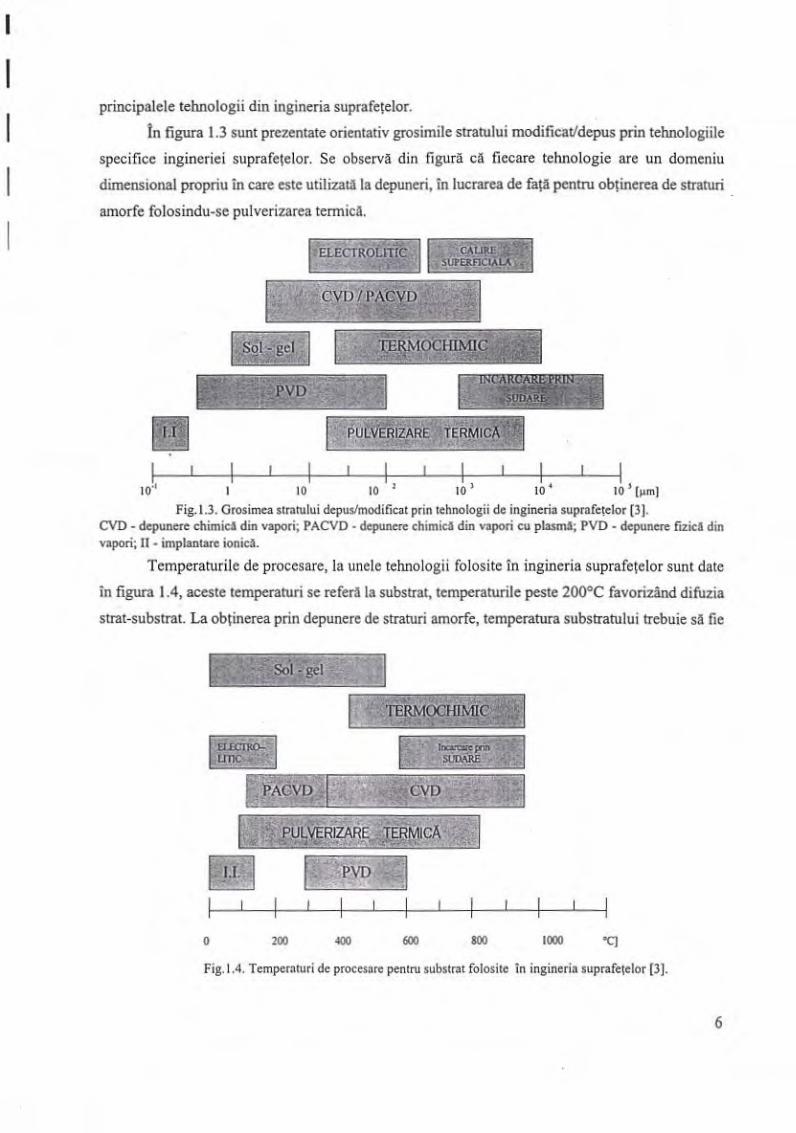
in figura 1.3 sunt prezentate orientativ grosimile stratului modifiet/depus prin tehnologiile
specifice ingineriei suprafetelor. Se observa din figura ca fiecare tehnologie are un domeniu
dimensional propriu in care este utilizata La depuneri, in lucrarea de fa;A pentru obtinerea de straturi
amorfe folosindu-se pulverizarea termicä.
104 I to to 21 101 IÔ (imJ 10
Fig. 1.3. Grosimea strarutui depus/modificat prin tehnologii de ingineria suprafeeIor [3]. CVD - depunere chimica din vapori; PACVD - depunere chimica din vapori Cu plasma; PVD - depunere fizica din vapori; II - implantare iOniCä.
Temperaturile de procesare, la uncle tehnologii folosite In ingineria suprafetelor sunt date
in figura 1.4, aceste temperaturi se refera La substrat, temperaturile peste 200°C favorizând difuzia
strat-substrat. La ob;inerea prin depunere de straturi amorfe, temperatura substratului trebuie sä fie
IIIlIIIIIIIII
0 200 400 600 200 1000 CC]
Fig. 1.4. Temperaturi de procesare pencru substrat folosite in ingineria suprafeeIor (3).
[ii
sub 3 - 400°C pentru CA rnetalele amdrfe peste aceastA temperaturA cristalizeaza.
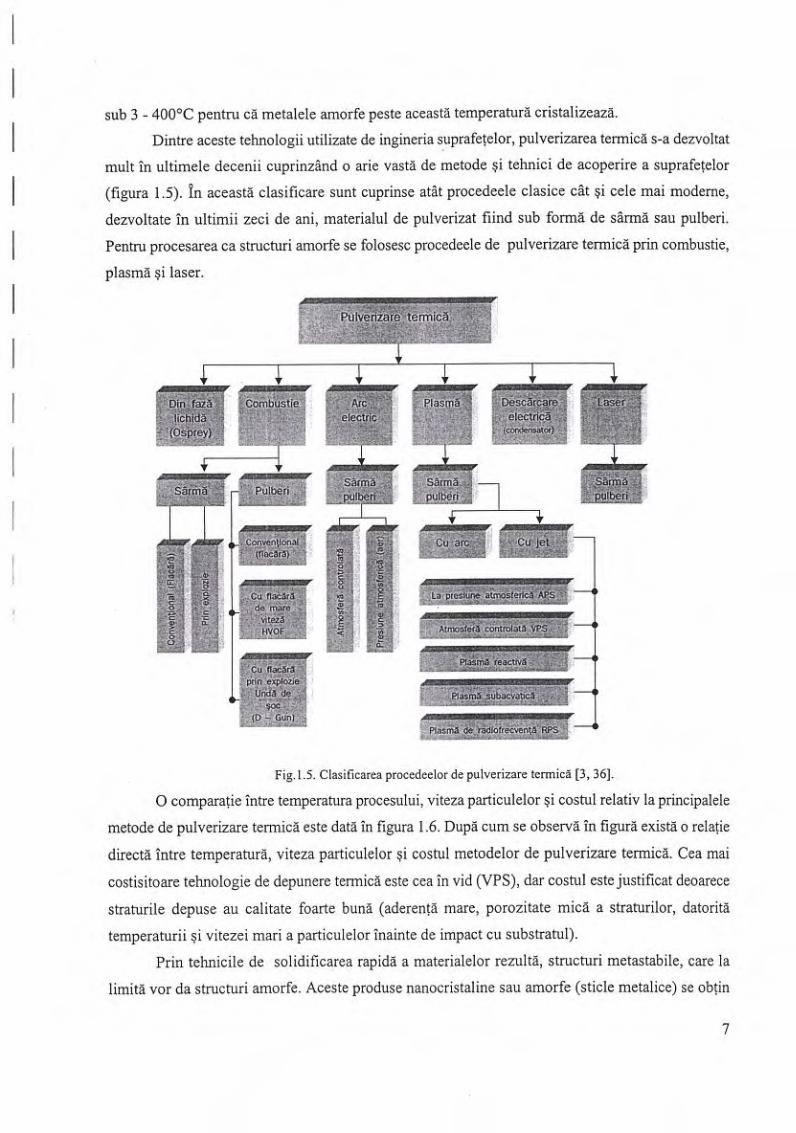
Dintre aceste tehnologii utilizate de ingineria suprafe;elor, pulverizarea termica s-a dezvoltat
mutt in ultimete decenii cuprinzând o arie vasta de metode si tehnici de acoperire a suprafe;elor
(figura t .5). In aceasta otasificare sunt cuprinse atât procedeete ctasice cat qi cele mai moderne,
dezvoltate In ultimii zeci de ani, materialul de pulverizat find sub forma de sârmA sau pulberi.
Pentru procesarea ca structuri amorfe se folosesc procedeele de pulverizare termica prin combustie,
plasma i laser.
Fig. 1.5. Clasiuicarea procedeelor de pulverizare termica [3, 36].
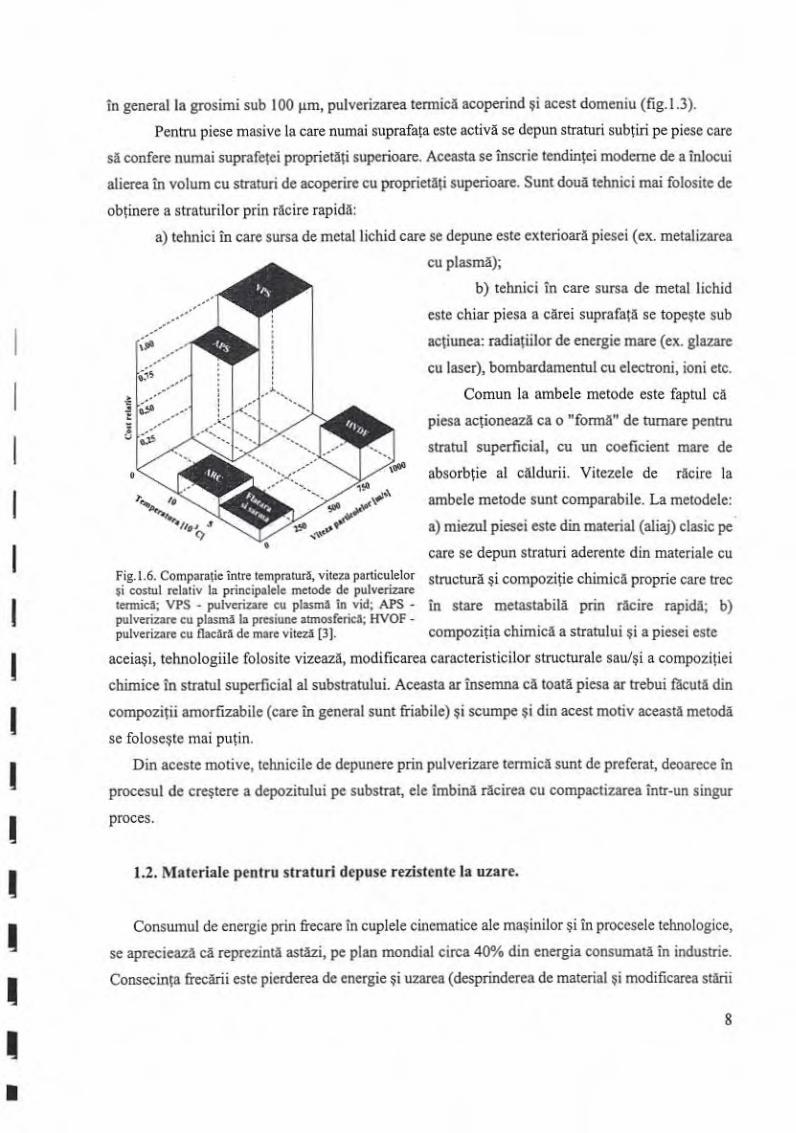
0 compara;ie Intre temperatura procesului, viteza particulelor §i costul relativ La principalele
metode de pulverizare termica este data In figura 1.6. DupA cum se observa In figura existA o relatie
directa Intre temperaturA, viteza particulelor i costul metodelor de pulverizare termica. Cea mai
costisitoare tehnologie de depunere termicA este cea in vid (VPS), dar costul este justificat deoarece
straturite depuse au calitate foarte buna (aderenta mare, porozitate mica a straturilor, datoritA
temperaturii fl vitezei mari a particulelor Inainte de impact cu substratul).
Prin tehnicile de solidificarea rapida a materialelor rezulta, structuri metastabite, care la
timita vor da structuri amorfe. Aceste produse nanocnistaline sau amorfe (sticle metalice) se obtin
7
in general la grosimi sub 100 .tm, pulverizarea termicA acoperind i acest domeniu (fig. 1.3).
Pentru piese masive la care numai suprafata este activä se depun straturi subtiri pe piese care
sA confere numai suprafe;ei proprietati superioare. Aceasta se inscrie tendintei modeme de a inlocui
alierea In volum cu straturi de acoperire cu propriethti superioare. Sunt douà tehnici mai folosite de
obçinere a straturilor prin rAcire rapida:
a) tehnici In care sursa de metal lichid care se depune este extericara piesei (ex. metalizarea
0
Fig. 1.6. Compara;e intre tempraturA, viteza particulelor i costut rclativ la principalele mctode de pulverizare
termicü; VPS - pulverizare cu plasma in vid; APS - pulverizare cu plasma la presiune atmosferica; HVOF - pulverizare CU flacara de mare vitezA [3].
cu plasma);
b) tehnici In care sursa de metal lichid
este chiar piesa a cãrei suprafata se topete sub
actiunea: radia;iilor de energie mare (ex. glazare
cu laser), bombardamentul cu electroni, ioni etc.
Comun la ambele metode este faptul cä
piesa ac;ioneazA ca o "forma" de turnare pentru
stratul superficial, cu un coeficient mare de
absorbçie al caldurii. Vitezele de rAcire la
ambele metode sunt comparabile. La metodele:
a) miezul piesei este din material (aliaj) clasic pe
care se depun straturi aderente din materiale cu
structurA 4i compozi;ie chimica proprie care trec
in stare metastabila pun rãcire rapida; b)
compozitia chirnicA a stratului 5i a piesei este
I
I I I I I I I
aceia.i, tehnologiile folosite vizeazà, modificarea caracteristicilor structurale sauki a compozitiei
chimice in stratul superficial al substratului. Aceasta ar Insemna cä toatã piesa ar trebui Mcuta din
compozitii amorfizabile (care in general sunt friabile) i scumpe i din acest motiv aceasta metoda
se folosqte mai putin.
Din aceste motive, tehnicile de depunere prin pulverizare termicä sunt de preferat, deoarece in
procesul de cretere a depozitului pe substrat, ele imbina ràcirea cu compactizarea Intr-un singur
proces.
1.2. Materiale pentru straturi depuse rezistente la ware.
Consumul de energie prin frecare in cuplele cinematice ale mainilor i in procesele tehnologice,
se aprecieaza ca reprezintã astAzi, pe plan mondial circa 40% din energia consumatA in industrie.
Consecinta frecarii este pierderea de energie i uzarea (desprinderea de material i modificarea stArii
2000
1500
cnn .— -I---.. -. "vu C. S I. 9. it
1
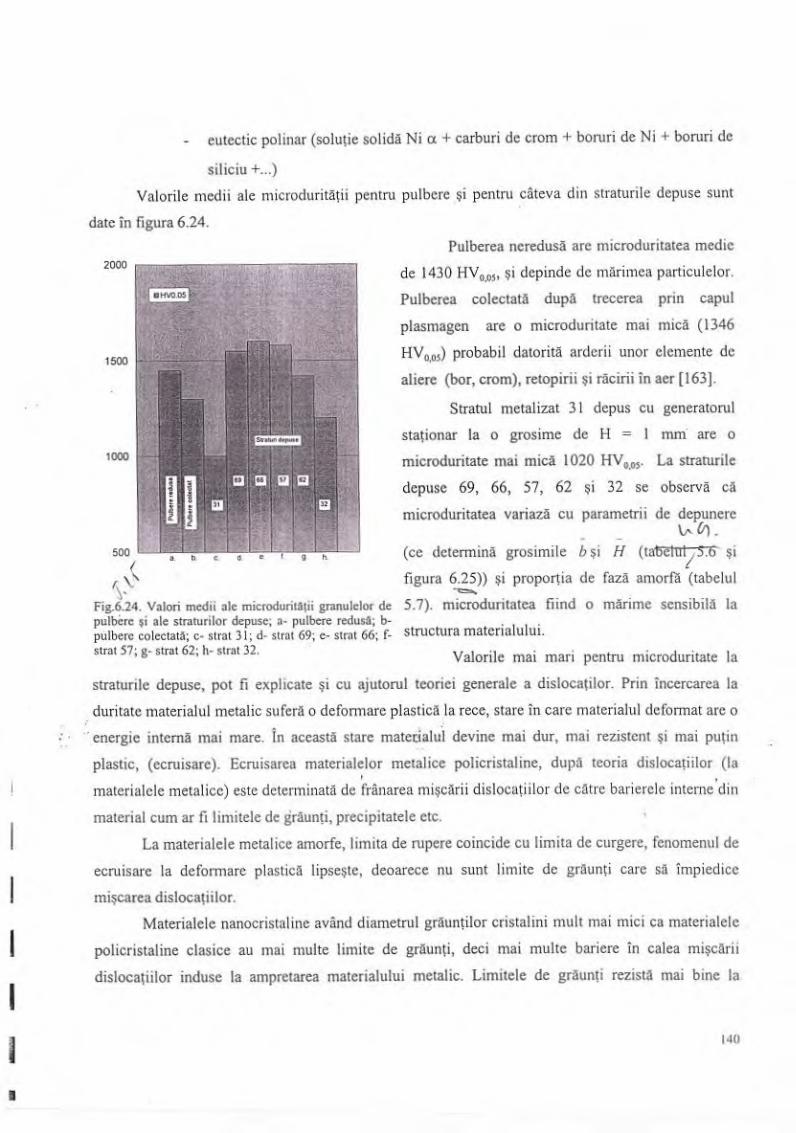
Fig.6.24. Valori mcdii ale microduritálii granulcior de pulbèrc si ale straturilor depuse; a- pulbere redusa; b-pulberc colectata; c- strat 31; d- strat 69; a- strat 66; f-strat 57; g- strat 62; Ii- swat 32.
- eutectic polinar (solu;ie solida Ni a + carburi de crom + boruri de Ni + boruri de
siliciu+...)
Valorile mcdii ale microdurita;ii pentru pulbere si pentru câteva din straturile depuse sunt
date in figura 6.24.
Pulberea ncredusà are microduritatea medic
de 1430 HV005, i depinde de mrirnca particulelor.
Pulberea colectata dupa trecerca prin capul
plasmagen are o microduritate mai mica (1346
HV0ç05) probabil datorita arderii unor elemente de
aliere (bor, crom), retopirii i rAcirii in aer [163].
Stratul metalizat 31 depus cu generatorul
stationar la o grosime de H = I mni[ are o
microduritate mai mica 1020 HV00 . La straturile
depuse 69, 66, 57, 62 i 32 se observA ca
microduritatea variazA cu parametril de depunere
(cc determinA grosimile b i H (talul/ .6' i
figura 6.25)) i proportia de faza amorf (tabelul
5.7). microduritatea find o mArime sensibila La
structura materialului.
Valorile mai mari pentru microduritate la
straturile depuse, pot Ii explicate i cu ajutorul teoriei genenale a dislocatilor. Prin incercarea La
duritate materialul metalic sufera o deformare plasticA La rece, stare in care materialul deformat are o
energie internA mai mare. In aceastA stare materialul devine mai dur, mai rezistent ;i mai pu;in
plastic, (ecruisare). Ecruisarea materialelor metalice policristaline, dupa teoria dislocaiiLor (la
materialele metalice) este determinatA de frãnarea micArii dislocatiilor de cAtre barierele interne din
material cum at fi limitele de grAun(i, precipitatele etc.
La materialele metalice amorfe, limita de rupere coincide cu lirnita de curgere, fenornenul de
ecruisare La deformare plastica Iipsete, deoarece nu sunt limite de grAunti care sA impiedice
micarea disloca(iilor.
Materialelc nanocristaline având diametrul graun;ilor cristalini mutt mai mici ca materialele
policristaline clasice au mai multe limite de grAunti, dcci mai multe bariere in calea micarii
dislocatiilor induse la ampretarea materialului metalic. Limitele de grun;i rezistA mai bine la
140
I

iP1169
Pk
a
5('ICO -- S\;1t1
tensiuni, ca urmare materialul nanocristalin devine mai dur ca qi materialele amorfe sau cristaline
[29,154]. . .
Difractogramele din figura 5.21 i 6.23 sunt
tipice pentru materialele la care predomina ordinea t.L/ la scurtA distantä. in materialele amorfe existA in
general o singura distantA atomicä privilegiatä care
corespunde distantei minime de apropiere Intre
atorni i care corespunde primei sfere de coordinatie
(fig. 6.26) (151). In figura 6.26 mrimea P(r)
reprezintà functia de interfereniA, jar r este ran
sferelor de coordinatie (a celor mai apropiai atomi,
fata do un atom dat).
Sc observa ca eel mai apropia;i atomi sunt la
o distançA r Intre 2 si 4 A. Nichelul find majoritar In
- --
0 ahajul NiCrSiFeBC, maximul haloului de difractie c.
. 66 este centrat pe linia de difractie de indicii (Ill) a
- •.. IN
I mehelulut (d= 2,04 A) la care corespunde un unghi Fig. & Straturile , $1 ~6 &l)Llse cupulbere NICrFeSiBC In fet dtlasta
20 44,2 grade.
In metalele 4mori aI!emii 4vânci o impachetare compactA aleatoare, manifestu a preferintA
\ statistic penn o anumit.a distanta interatomicä cc
1-4
PH tic it) 2) corespunde primei sfere de cordinatie. tin numar mare de
2 atomi ;disj,ui ordonat (structura eristalina) Imprätie
/ - - coerentradia;iile X rezultând maxime inguste (net e) de
difractie. La materialele amorfe atomil nu imprAtie c6erent 246
radia;iile X din care motiv apare "haloul" de difractie difuz
(Al intins pe mai multe zeci de grade. Acest lucru se observa in
(.. 2:.)• • figura 6.23 la straturile depuse din pulbere N1CrFeSiBC.
Fig. 66. Ordinea la scurtä distan%a Is l?ractogrameIe probelor 56 ?i 57, depuse pe 'ilclude $i sohde amorfe.
substrat din otel, sunt inregistrate pe domeniul 20=20° la
20=850, avãnd o alura tipicA care se intâInete la materialele amorfe. Intinderea maximului principal
este de peste 25°, lrgimea Iui datorându-se structurii amorfe a materialului, pe când la pulberea
folosith la metalizare largimea liniilor care corespund la diferite faze este mai mica de 0,5°, tipicà
Ill
I I I I
I I I I I
I w I
I
I I I
•----- —SlcuiiuI
--- osubsiratcuplu
• ---------------asubstralotel
0 el
100%
90%
80%
70%
60%
40%
20%
20%
10%
0%
materialelor cristaline. Fondul (fonul) difractogramelor, care crqte la unghiuri marl se datorete la
materialele cristaline defectelor de re;ea (dislocatii marginale sau elicoidale). Se observa in figura
6.23 ca acest fond scade odata cu trecerea de la cristalin (pulberea) la amorf (straturile 56 i 57).
Aceasta se datoreaza faptulul ca la materialele amorfe nu stint disloca(ii in structura de tip Burgers.
In difractogramele din figurile 5.21 4i 6.23 se observa existen;a picurilor de difractie pentru
boruri i carburi care variazà ca marime cu proportia fazei amorfe care este dependenta de
parametrii folositi la depuncre.
Ca model pentru structura straturilor rezultate se poate Iua modelul pentru materialele
nanocristaline din figura 2.12 . Grauntii cristalini de ordinul nanometrilor sunt formati din faza Nict
(cu atomi de siliciu sau bor substitui;i in reteaua CFC a nichelului). In jurul acestor grAun(i
nanocristalini se afla faza amorffi formata din atomii sau compuii de:.nichel cu Cr, C, B, Fe, Si, unii
compuifiind partial cristalizati (ex.: CrB) dupa cum rezulta pe difactograme.
Din literatura de specialitate rezulta ca modelul ccl mai bun, ac de majoritatea
141 cercetatorilor, care descrie starea amorfà este modelul Bemal-Scott ç$tiy4]. Acest model (RDP)
aratä ca atomii sunt Impacheta;i dens la Incamplare (RDP- random dense packing) in fan amorft,
predominãnd ordinca la scurtä distanta (OSD), clusterele de atomi neputându-se aranja in structuri
cristaline ordonate pe distanta mare. Ordinea la scurtA distanta este pe un domeniu restrâns de 15 -
20 A, este determinatA de constrangeri geometrice legate de mArimea atomilor si de legaturile
chiinice dintre ci.
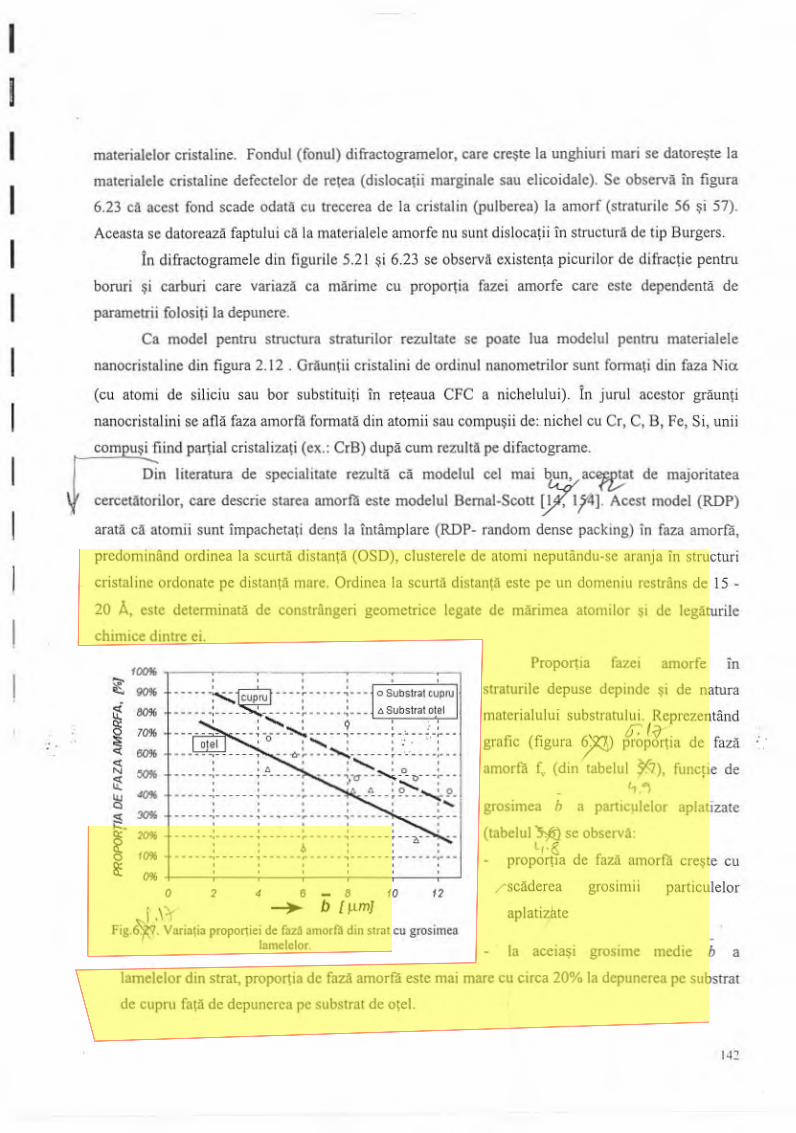
Proportia fazei amorfe in
straturile depuse depinde i de natura
materialului substratului. p
grafic (figura 9R3) pia de faza
amorm c (din tabelul l), functie de tLt$
grosimea b a particplelor aplatizate
(tabelul 56!J se observa:
- proportia de faza amorfd crete cu
0 2 4 6 - 8 10 12 ,-scaderea grosimii particulelor
Fig.. Variaia propotliel de fata amorfil din strat cu grosimea
iAl -. bfp.rnJ
aplatiz,àte
lamelelor. - la acciai grosime medic b a
lamelelor din strat, proportia de faza amorifi este mai mare cu Circa 20% la depunerea pe substrat
de cupru fata de depuncrea pe substrat de oeI.
142

Cu toatA imprätierea rezultatelor experimentale (inerente Ia procedeele de depunere
termica), aceasta se poate explica prin faptul cä viteza de rAcire este myers proporUonala cu
grosimea Li, natura materialului substratului având un ml important la transmiterea caldurii win
intermediul coeficientului de transfer termic h (rela;W'3) Aceasla era de ateptat deoarece
conductivitatea termicä X a cuprului este de câteva ori mai marc ca a fierului. Rezultate
asemänAtoare s-au ob;inut i la depunerea pe substrat de bronz, alama i aluminiu, dar rezultatele flu
sunt concludente datorita numarului mic de depuneri care s-au fcut pe ;icestc substraturi.
Determinarea vitezei entice de racire v. necesare pentru amorfizzire, precum 5i determinarea
parametrilor de solidificare la aliajul polinar N1CrFeBS1C este deosebil tie dificila, deoarece nu sunt
cunoscute constantele de material i coeficientul de transfer termic h in timpul aplatizarii la aceste
aliaje. In literatura de specialitate se gàsesc multe date teoretice practice despre solidificarea
rapida, dan majonitatea acestor date se refera la metale pure sau aiiaie binare. Pc ban acestor
considerente solidificarea la racire rapida a aliajului NiCrFeS1BC este iliscutata sub aspect calitativ
flu cantitativ in lucrare. T_$nsrmriIeyosibiIejentmftn aiiaJlJalttice Srn arAtajwcqpit&IYt2-
fig6ca_29)s'formare'a aIo,t4jbtie. La formarea fazelor metastabile prin rAcire rapida, curbele - C
(din diagramele TTT) se deplaseaza spre stânga modificAndu-se astfel A temperatura de cnistalizare
de La T La T. DacA curba de rAcire a particulei aplatizate flu atinge varful curbei In forma de C (La
temperatura de cnistalizare Tj, nucleatia este suprimata i lichidul rinâfle supraracit. La scaderea
temperaturii Iichidului supraracit vâscozitatea crete foarte repede, cu cãteva ordine de märime pãnA
când vâscozitatea sa este egalä cu cea a solidului (vâscozitatea de 10" Pas La temperatura T de
tranzi;ie vitroasA). Pozi;ia vârfului curbei - C determinä posibilitatea formanii fazelor amorfe 4i
-
depinde in mod critic de compozi;ia aliajului. 0 micA schimbare in compozitia aliajului poate
deplasa curba - C cu tin ordin de mtnime. Diferenta de märime a atoniilor constituienti ai aliajului
este factorul dominant la formarea fazelor amorfe prin faptul ca atomi' de diametru mare sustituiti,
fac ca reteaua cnjstalinA sA devina instabilä. Rezuita cà formarea fazelor amorfe se poate produce
numai tntr-un anumit domeniu compozi(ional (care determina temperatura de cristalizare T) i la o
anumita grosime a aliajului- solidificat care determina timpul de solidificare (rela;ia 2.13). Prin
acestea obtinerea aliajelor amorfe prin solidificare rapida depinde (IC metoda de producere a br
(tehnologia folositA).Particulele din aliajul NiCrFeS1BC se soIidiflci la depunere dupa curbele de
Mire asemanatoare cu curbele b §i c din figura 6. Se poate auirma aceasta, deoarece proportia de
faa amorm determinatä experimental este intre 14 i 85% la straturik depuse.
143
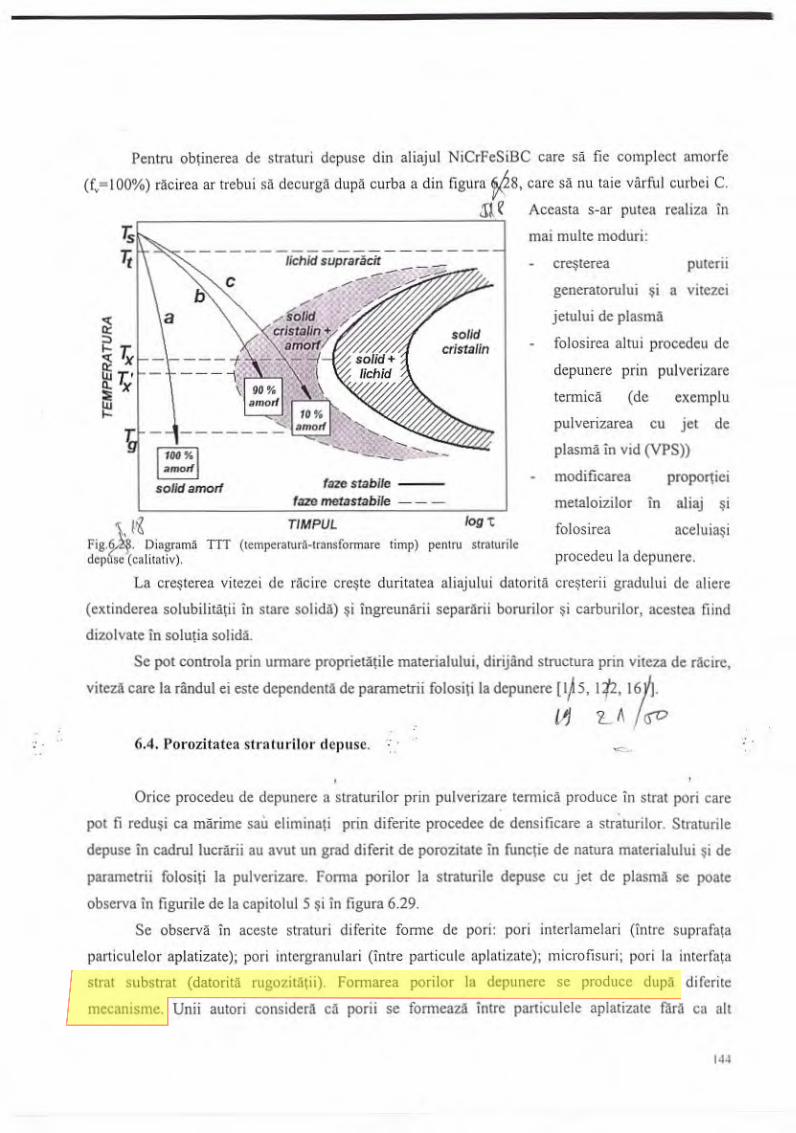
Pentru obtinerea de straturi depuse din aliajul NiCrFeS1BC care sã fie complect amorfe
(f100%) racirea at trebui sa decurga dupa curba a din figura 08, care sa nu tale vârful curbel C.
Accasta s-ar putea realiza in
Tk. mai multe moduri:
amorf
I 100%1
- creterea puterii
generatorului i a vitezei
jetului do plasma
- folosirea altui procedeu do
depunere prin pulverizare
termicã (do exemplu
pulverizarea cu jet do
plasma In vid (VPS))
I I - modificarea propor;iei solid amorf faze stabile I
faze metastabile - - - I metaloizilor In aliaj 4i TIMPUL log t folosirea aceIuiai
Fig.l.Diagramo iT!' (tcmperatura-cransformare limp) pentni stralurile depuse (calitativ). procedeu la depunere.
La creterea vitezei de rAcire crete duritatea aliajului datorita creterii gradului de aliere
(extinderea solubilita;ii in stare solida) i Ingreunãrii separaril borurilor $i carburilor, acestea find
dizolvate in solu;ia soUth.
Sc pot controla prin urmare proprietA;ile materialului, dirijând structura prin viteza de räcirc,
vitezA care la randul ci este dependenta do parametrii folositi La depunere [LAS. 42. 16/1.
J4 A
6.4. Porozitatea straturilor depuse.
Once procedeu de depunere a straturilor prin pulverizare termicà produce in strat pori care
pot fi nedui ca mArime sa& elimina(i pun difenite procedee de densificare a straturilor. Straturile
depuse in cadrul lucrAnii au avut un grad difenit de porozitate In funcçie do natura materialului i do
parametrii folosi;i la pulverizare. Forma porilor la straturile depuse cu jet de plasma se poate
observa in figurile de Ia capitolul 5 §i In figura 6.29.
Sc observa In aceste straturi diferite forme de pori: pori intenlamelari (intro suprafa;a
particulelor aplatizate); pori intergranulari (Intre particule aplatizate); microfisuri; pod La interfaa
strat substrat (datonita rugozitatli). Formarea porilor la depunere so produce dupa diferite
mecanisme. !Jnii autori considera cã ponli se formeaza intre particulcie aplatizate färA ca alt
144
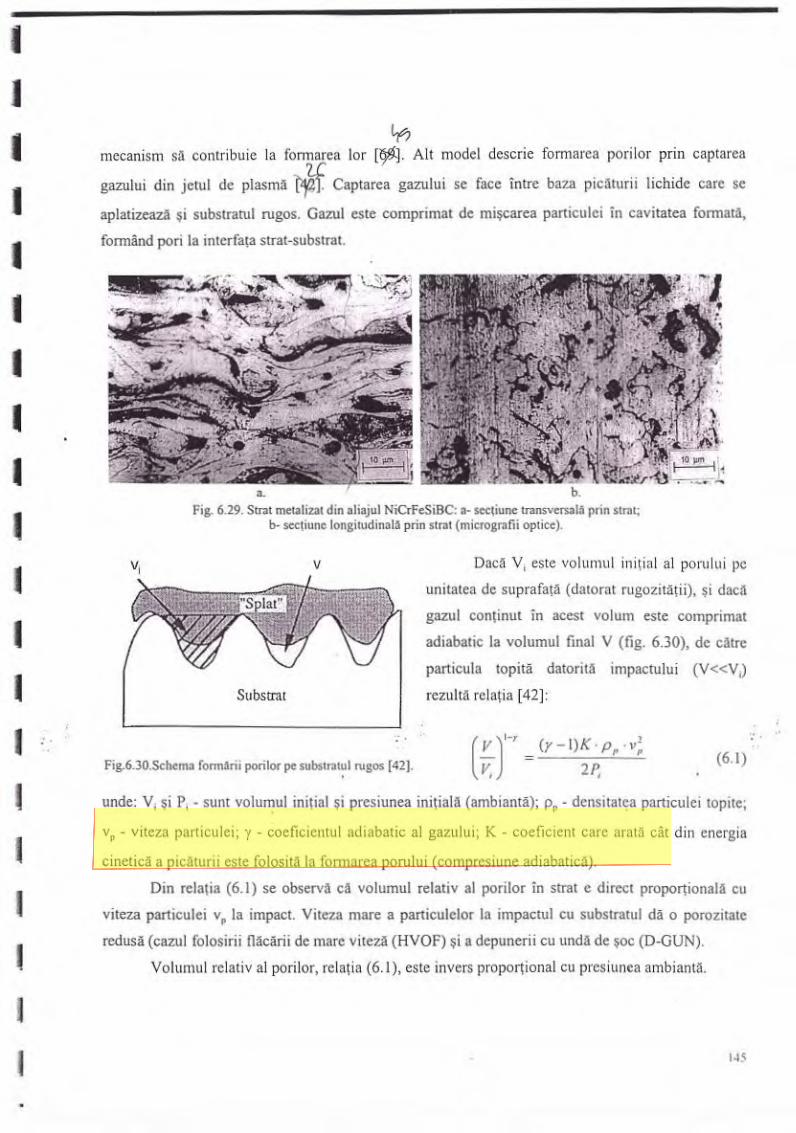
vi V
Fig.6.30.Schema formarli porilor pe substratul rugos (42).
Daca V1 este volunuil initial al porului pe
unitatea de suprafata (datorat rugozitaii), 4i daca
gazul con;inut in acest volum este comprimat
adiabatic la volurnul final V (fig. 6.30), de catre
particula topitA datorita impactului (V<cV1)
rezulta relatia [42]:
- (y—b)K• pp , v 2!
I
I
I
I I
I
I
I
I
I
I I
1 I I I I I
mecanism sa contribuie la formarea br (p]. Alt model descrie formarea porilor prin captarea
gazului din jetub de plasma to. Captarea gazului se face Intre ban picAturii lichide care se
aplatizeaza 4i substratul rugos. Gazul este comprimat de micarea particulei in cavitatea formata,
formãnd pori la intcrfaa strat-substrat.
a w - LS•
1'
H r
a. 1b.
Pig. 6.29. Strat metatizat din aliajul N1CrFeSIBC: a- scc(iune transversali prin strat; b- sec%iune longitudinala pun strat (micrografii optice).
unde: V1 si P - stint volurnul initial i presiunea initiala (ambiantA); p, - densitatça particulei topite;
VP - viteza particulei; y - coeficientul adiabatic al gazului; K - coeficient care arata cat din energia
cineticä a picaturil este fobosita Ia formarea porului (compresiune adiabatica).
Din relatia (6.1) se observa ca volumul relativ al porilor in strat e direct proportionala cu
viteza particulei v la impact. Viteza mare a particulelor la impactul cu substratul da o porozitate
redusa (cazul folosirii flacarii de mare vitezà (HVOF) i a depunerii cu unda de 5oc (D-GUN).
Volumul relativ al porilor, relatia (6.1), este myers proportional cu presiunea ambianta.
145
Strst C\Poti
Intermediari
- Contact
A
\ \ \ \
Sectiunea AA ubstrat
INSIONSIff
: act \ /
.1
/ PeIicuta
Iii ox 'I
1r / I Pori'
, Contact interrnelari
- Coldura flux
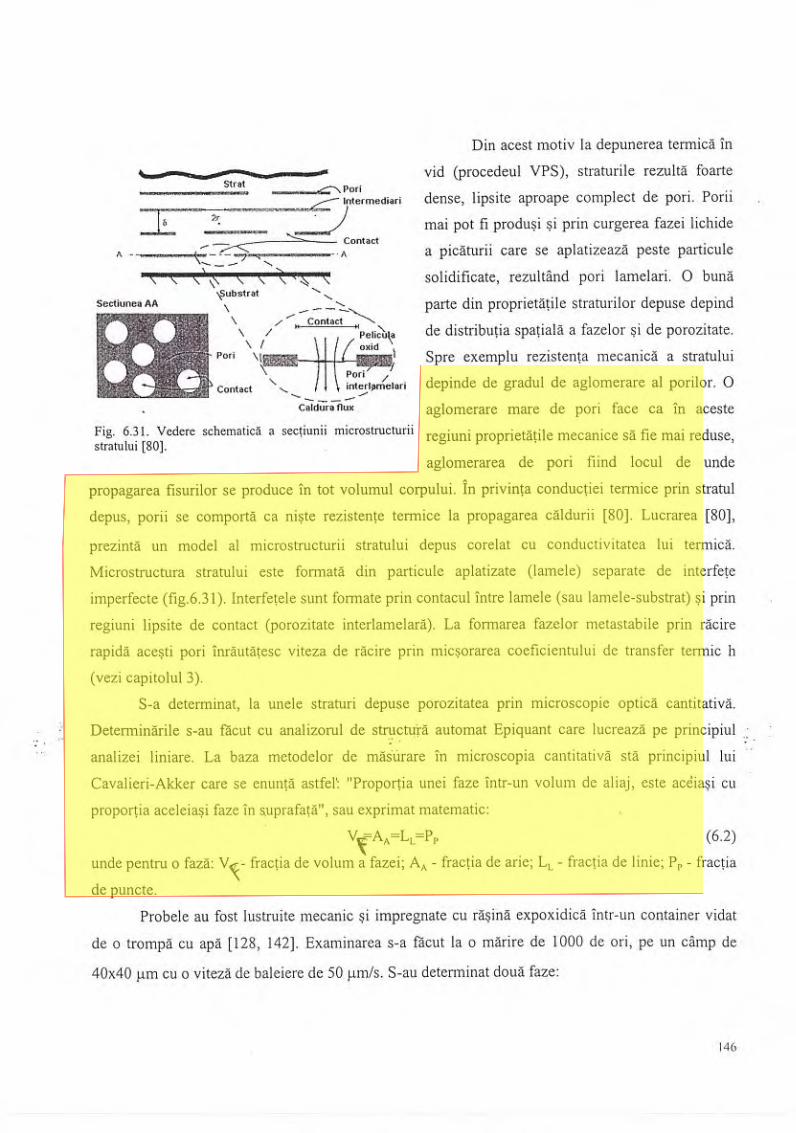
Din acest motiv La depunerea termicä In
vid (procedeul VPS), straturile rezuith foarte
dense, lipsite aproape complect de pori. Porii
mai pot fi produsi si prin curgerea fazei lichide
a picAturii care se aplatizeaza peste particule
solidificate, rezultând pori lamelari. 0 bung
parte din proprieta;ile straturilor depuse depind
de distributia spatiala a fazelor §i de porozitate.
Spre exemplu rezistenta rnecanicä a stratului
depinde de gradul de aglomerare al poriLor. 0
aglomerare mare de pori face ca In aceste Fig. 6.31. Vecicre schematici a sec;iunii microstructurii regiuni proprieta1e mecanice sà fie mai reduse, stratului (80).
aglomerarea de pori find locul de unde
propagarea fisurilor se produce In tot volumul corpului. In privinta conduc%iei termice prin stratul
depus, porii Se coniporta ca nite rezistente termice la propagarea cAldurii [80]. Lucrarea [80],
prezintä un model at microstructurii stratului depus coreLat cu conductivitatea liii termic.
Microstructura stratului este formata din particule aplatizate (lamele) separate de interfete
imperfecte (fig.6.31). Interfetele sunt formate prin contacul Intre lamele (sau lamele-substrat) i prin
regiuni Lipsite de contact (porozitate interlamelara). La formarea fazelor metastabile prin rAcire
rapida aceti pori inrautaçesc viteza de rAcire prin micorarca coeficientului de transfer termic h
(vezi capitoluL 3).
S-a determinat, La uncle straturi depuse porozitatea prin microscopic opticA cantitativa.
Detenninarile s-au flout cu analizonil de structtA automat Epiquant care lucreaza pe principiul
analizei liniare. La baza metodelor de mäürare In microscopia cantitativã sta principiuL lui
Cavalieri-Akker care se enunt-à astfel "Proportia unei faze intr-un volum de aliaj, este acdiai Cu
proportia aceIeiai faze in auprafatA", sau exprimat matematic:
VçAA=LL=PP (6.2)
unde pentru o faza: V fractia de volum a fazei; A., - fractia de arie; LL - fractia de linie; P - fractia
de puncte.
Probele au fost lustruite mecanic i impregnate cu rainA expoxidica intr-un container vidat
de o trompa cu apä [128, 1421. Examinarea s-a flout La o marire de 1000 de on, pe un camp de
40x40 j.sm cu o viteza de baleiere de 50 niis. S-au determinat douA faze:
146

VA 49/ li 81 919 8,1 91,9 n$67i43 64 936 6,4 93,6 07-
MArimile din tabel reprezintA: LA - lungimea coardelor intersectate pe faza mnchisa (pori); L-
Probal Aliaj
LA [gm]
Ic [.tmJ
VA VC [%]
j 101$ j 82 918 8,2 91,8 % 13/41 124 876 12,4 87,6
74 926 7,4 92,6 85 915 8,5 91,5
21/AO fl 128 872 12,8 87,2 1t25IM 156 844 15,6 84,4
26/4fl I't 72 928 7,2 92,8 i: 28/NE L 94 906 9,4 90,6 t, 32/i .H 88 912 8,8 91,2
36/i 52 948 5,2 94,8
- faza A, inchisa la culoare formatA din pod (inclusiv i oxizii interlamelari, pentru cg flu
au putut fi separa;i);
- faza B, deschisa la culoare (faza metalica).
Rezolutia aparatului la märirea de 1000 de ori a fost de 1 gm. Marimea masuratà a fost
märimea medic liniarA LL a coardelor intersectate. Prin aceasta metoda se poate determina doar
cantitatea de pori deschii (in procente de volum). Rezultatele determinarilor pentru straturile
mäsurate sunt date in tabelul 6.1.
Tabelul 6.1. Valori mcdii ale porozitàtii determinate prin analiza liniara.
lungimea coardelor intersectate pe faza deschisa (faza metalicA); VA- volumul fazei mnchise din strat
(pori); V- volumul fazei desehise din strat.
Se observa din tabel cà straturile depuse au o porozitate destul de mare care variazä cu natura
aliajului i Cu condi(iile experimentale. Straturile din aliajul A5 (NiCrFeSiBC) au rezultat cu o
porozitate mai mica, aliajul find mai fluid ca celelalte, cantitatea de oxizi este mai mica (aliajul
având proprietáti autofluxante). Chiar faptul çä acest aliaj a putut Li adus in stare partial amorf se
coreleazä cu o porozitate :mai redusa i o cantitate mai mica de oxizi in strat, fpt cc a imbunatAçit
mult coeficientul de transfer termic h, deci o vitezA de rAcire mai mare a particulelor in timpul
aplatizarii.
6.5. Aderenta straturilor depuse din aliajul N1CrFeSIBC'f
Acoperirea unui strat prin proiectare termicä este Un proces statistic i din acest motiv nu
exista o modelare riguroasA a proceselor de depunere. Nu existA o standardizare unanirn acceptata
147