cuptorul electric este un cuptor la care încălzirea se face cu ajutorul energiei electrice
DESCRIPTION
CUPTORULELECTRICTRANSCRIPT

Cuptorul electric este un cuptor la care încălzirea se face cu ajutorul energiei electrice, prin efectul termic al curentului electric ce trece prin încărcătură (încălzire directă), prin rezistoare (încălzire indirectă) sau prin arc electric. La cuptoarele electrice de inducţie curentul ce străbate materialul de încălzit este produs prin inducţie electromagnetică. Cuptoarele electrice de inducţie cu creuzet, utilizate la topirea şi supraîncălzirea metalelor şi aliajelor, încălzesc şarja conţinută într-un creuzet refractar prin efectul termic al curenţilor turbionari produşi prin inducţie de către câmpul magnetic variabil al unui inductor care înconjoară creuzetul. Cuptoarele electrice de inducţie cu creuzet de capacitate mare (1-50 t, la oţel şi fontă) funcţionează la frecvenţa industrială; cuptoarele electrice de capacitate medie (0,4-1 t) la frecvenţe de 150-1.000 Hz; cuptoarele electrice de capacitate mică (50-400 kg), la 2.500 sau 8.000 Hz. Factorul de putere redus (0,05-0,25) trebuie ameliorat prin compensare individuală a puterii reactive cu baterii de condensatoare.
Cuptoarele electrice de frecvenţă industrială sunt prevăzute cu circuite magnetice exterioare, confecţionate din tole de tablă silicioasă. În vederea închiderii fluxului magnetic, în funcţie de natura materialului de încălzit şi de tipul constructiv, cuptoarele electrice de inducţie cu creuzet au un randament electric de 0,6-0,85 şi un randament termic de 0,75-0,85. Cuptoarele electrice de inducţie cu creuzet pot fi construite pentru funcţionare în vid sau în atmosferă protectoare. Ele se utilizează la elaborarea oţelurilor superioare şi a aliajelor speciale, care necesită o puritate deosebită şi o compoziţie chimică uniformă şi precisă. Pentru încălzirea materialelor neconductoare, se poate utiliza un creuzet conductor (de exemplu, grafit) care se încălzeşte prin inducţie şi cedează căldura încărcăturii. Cuptorul electric de inducţie cu canal (cu miez de fier) funcţionează pe principiul transformatorului; este constituit dintr-un circuit magnetic pe al cărui miez se află o înfăşurare primară numită inductor, secundarul fiind format de unul sau mai multe canale refractare pline cu metal lichid, care comunică cu o cuvă în care se află încărcătura. Alimentarea cu energie electrică, de la reţeaua de frecvenţă industrială, poate fi monofazată, bifazată (două inductoare în montaj Scott) şi trifazată (trei inductoare). Metalul din canal şi de la fundul cuvei (balta) trebuie menţinut în permanenţă în stare lichidă, ceea ce reclamă o funcţionare continuă a cuptorului şi o golire incompletă, trecerea de la o marcă de aliaj la alta fiind dificilă. Randamentul electric (0,9-0,96) şi factorul de putere (0,4-0,85, în funcţie de material) sunt superioare celor realizate la cuptoarele electrice de inducţie cu creuzet. Cuptorul electric de inducţie cu canal se utilizează la topirea, menţinerea în stare lichidă şi supraîncălzirea cuprului, zincului, aluminiului şi aliajelor acestora sau la elaborarea fontei maleabile în procedeul duplex (cubilou - cuptor electric). Elaborarea oţelului nu se face în astfel de cuptoare electrice din cauza temperaturii înalte a oţelului topit, căptuşeala canalului fiind suprasolicitată termic, mecanic şi chimic. Cuptoarele electrice cu arc au ca sursă de căldură arcul electric ce arde între electrozi şi şarjă (cuptor electric cu arc cu acţiune directă). Cuptoarele electrice cu arc cu acţiune indirectă, cu arcul format între doi electrozi orizontali, sunt mai puţin răspândite (de exemplu, la topirea cuprului şi fontei în turnătorii mici), datorită solicitării termice mari a căptuşelii refractare, expuse la radiaţia directă a arcului electric. Cuptoarele electrice cu arc şi rezistenţă, folosite la elaborarea fontei sau feroaliajelor, au arcul acoperit de încărcătură, o parte a căldurii degajate se datorează efectului termic al curentului ce străbate şarja. Cuptoarele electrice cu arc cu trei electrozi de grafit sunt cele mai utilizate la elaborarea oţelurilor. Construcţia mecanică cuprinde: carcasa căptuşită cu material refractar, bolta (fixă sau rabatabilă), dispozitivul de basculare, sistemul de acţionare a electrozilor (cu motoare electrice sau hidraulic), hota de absorbţie a gazelor. Echipamentul electric cuprinde: separatorul şi întreruptorul de înaltă tensiune, reactorul de limitare a curenţilor de scurtcircuit (foarte frecvenţi în perioada de topire), transformatorul de construcţie specială, cu înfăşurările rezistente la solicitările dinamice date de curenţii de scurtcircuit, linia scurtă dintre transformator şi cuptor, sistemul de comandă şi reglare automată a electrozilor (electrohidraulic, cu amplidine, cu amplificatoare magnetice sau cu tiristoare).
Capacitatea acestui cuptor variază de la 0,1 la 200 t, puterea absorbită atingând 100 MW. Alimentarea transformatorului se face de la reţeaua de înaltă tensiune de distribuţie uzinală (3, 6, 10 sau 15 kW), tensiunile secundare au valori de 100-600 V (mai mici la cuptoarele mici), curenţii prin electrozi - 1-50 kA, iar încărcarea specifică a cuptoarelor electrice poate atinge 1.500 kW/m2. Se construiesc şi cuptoare electrice cu arc în vid. Cuptorul electric cu arc de elaborare a carburii de calciu, cu un singur electrod vertical şi unele cuptoare electrice trifazate pentru oţel, utilizează metoda Soderbeg, de autografitare a electrozilor: compoziţia de electrozi se introduce intr-o ţeava, care introdusă în cuptor se topeşte, iar pasta ajunge la consistenţa electrozilor obişnuiţi; avantajul electrozilor continui, autografitaţi constă în eliminarea îmbinărilor cu cepuri conice filetate şi în costul redus al electrozilor. Cuptoarele electrice cu rezistoare, cele mai diversificate cuptoare electrice, utilizate în cele mai variate domenii, se pot clasifica după următoarele criterii: după ciclul de funcţionare, în cuptoare cu acţiune intermitentă şi cu acţiune continuă: după temperatură, în cuptoare de joasă (sub 300°C), medie (300-1.000°) şi înaltă temperatură (1.000-1.600°C); după tipul constructiv, în cuptoare cu cameră, verticale, adinei, cu clopot, cu vatră mobilă, cu vatră ascensor, de laborator, de uscare, de topire, cu băi de săruri, cu hidrogen, cu atmosferă controlată, cu vid, cu funcţionare continuă cu transportor (orizontale şi verticale), cu vatră cu role, cu propulsie, cu tambur, carusel, cu vatră pulsotorie, cu vatră păşitoare, cuptoare lungi pentru sârmă, cuptoare turn pentru benzi etc. Cuptorul electric cu rezistoare consumă între 30 şi 50% din întreaga energie electrică utilizată în electrotermic, având aplicaţii în metalurgie, industria constructoare de maşini, industria sticlei şi ceramicii, la tratamente termice şi termochimice (călire, revenire, recoacere, comentare, nitrocarburare), sinterizarea produselor metaloceramice, lipirea tare, încălzire pentru forjare, matriţare, laminare, uscarea, calcinarea şi arderea materialelor nemetalice, topirea, menţinerea în stare lichidă şi supraîncălzirea aluminiului, cuprului şi a aliajelor acestora etc. În general, cuptorul electric cu rezistoare constă dintr-o manta metalică exterioară consolidată cu un schelet metalic, o zidărie refractară (la cuptorul electric de joasă temperatură în locul zidăriei se foloseşte izolaţie de vată de sticlă sau de zgură şi un perete metalic interior) şi clementele încălzitoare (rezistoarele), confecţionate din aliaje de mare rezistivitate sau materiale nemetalice. Cuptorul electric cu rezistoare se conectează la reţeaua, de joasă tensiune direct sau prin transformatoare coborâtoare, puterea instalată variind între câţiva kW şi câţiva MW. Cuptoarele electrice de topire sub strat de flux, dezvoltate în ultimele două decenii, se aplică la topirea oţelurilor aliate de înaltă calitate (pentru rulmenţi sau alte piese importante), asigurând o compoziţie uniformă, fără retasuri sau segregaţii, o puritate ridicată şi o structură densă, izotropică. Au unul sau mai mulţi electrozi, formaţi din metalul de topit, introduşi în baia de flux de o anumită compoziţie (SiO2, Al2O3, CaO, CaFe2, MgO, FeO), conţinută într-un cristalizator răcit cu apă. Trecând prin baia de flux curentul o încălzeşte la 1.800-2.000°C şi capătul inferior al electrodului, acţionat automat în jos, se topeşte, picăturile străbat stratul de flux şi se adună în cristalizator, unde se cristalizează în mod dirijat, axial. Stratul de flux protejează baia de metal de acţiunea atmosferei şi purifică metalul de incluziunile nemetalice, prin reacţii chimice cu picăturile de metal lichid. Electrozii se alimentează la 50-100 V de la transformatoare coborâtoare conectate la reţeaua de înaltă tensiune (6, 10 sau 35 kV), puterea absorbită fiind de ordinul MW. Cuptorul electric de topire cu fascicul de electroni transformă în căldură energia cinetică a unui fascicul de electroni acceleraţi într-un câmp electric puternic, la contactul cu suprafaţa metalului de topit, într-un vid înaintat (10-5-10-6 mmHg). Sursa de electroni o constituie unul sau mai multe tunuri electronice, al căror catod are o tensiune de 10-20 kV faţă de anod. Focalizarea şi dirijarea fasciculului se face cu un sistem de lentile magnetice. Picăturile de metal topit cad într-un cristalizator de cupru răcit cu apă. Puterea specifică atinge 1.000 kW/cm2; se topesc metale foarte greu fuzibile şi chimic active (Zr, Be, V, Hf, Nb, Mo, Ta, W, Re), instalaţiile industriale având puteri de 1-2 MW. Cuptoarele electrolitice de extragere a aluminiului dezvoltă temperaturi de 900-1.000°C, la trecerea curentului continuu de electroliza prin baia de alumină dizolvată în criolit topit.

De aproape 200 de ani principala materie primă pentru producerea oţelului este fonta, obţinută prin reducerea minereurilor de fier în furnal. Ca şi oţelul, fonta, este tot un aliaj al fierului cu carbonul (conţinutul de carbon putând fi cuprins între 2,04 şi 6,37%), dar pentru că prezintă un conţinut de carbon mai mare posedă proprietăţi mecanice inferioare oţelului. în prezent, cea mai mare parte din producţia mondială de oţel se obţine prin transformarea fontei în convertizoare cu oxigen. Asigurarea necesarului de fontă se realizează cu ajutorul furnalelor moderne dintre care unele au ajuns să atingă o capacitate de producţie zilnică mai mare de 11 000 tone.Furnalul este un cuptor de topire cu cuvă, cu funcţionare continuă, în care minereul împreună cu cocsul şi calcarul se introduc pe la partea superioară, de unde coboară în permanenţă, sub acţiunea greutăţii proprii.
În timpul trecerii prin furnal, materialele suferă o serie de transformări fizico-chimice, dintre care cea mai importantă este eliminarea oxigenului din oxizii de fier ai minereului, proces care are loc pe baza unor reacţii specifice de reducere. În părţile superioare ale furnalului, unde temperatura nu depăşeşte 1 000 °C, reducerea oxizilor de fier se face cu CO şi H2 din gazul de furnal care circulă în curent ascendent. Reacţiile care au loc în acest caz se numesc reacţii de reducere indirectă şi se prezintă astfel :Fe2O3 + 3 CO 2 Fe + 3 C02Fe2O3 + 3 H2 2 Fe + 3 H20
Nu toţi oxizii de fier pot fi reduşi pe această cale, astfel că, în zona inferioară a furnalului, unde temperaturile sunt mai mari de 1 000 °C, ajung oxizi metalici nereduşi, în special oxidul feros (FeO) din miezul bucăţilor de minereu. Reducerea oxidului feros se realizează cu ajutorul carbonului din cocs, reacţie specifică care are loc numindu-se reacţia de reducere directă şi se prezintă astfel :FeO + C- CO + Fe
Marele dezavantaj al producerii fontei în furnal constă în necesitatea de a folosi cocs metalurgic, un combustibil deficitar şi scump, obţinut din cărbuni cu anumite proprietăţi fizico-chimice. S-a reuşit să se reducă consumul specific de cocs pentru elaborarea fontei prin injectarea în furnal a unor hidrocarburi ca păcură sau gaz metan. Cu toate acestea, consumul specific de cocs a rămas la o valoare destul de mare, astfel că în ţările care nu dispun de rezerve de cărbune cocsificabil producerea fontei în furnal este costisitoare. Din acest motiv precum şi din alte cauze, cercetătorii şi oamenii de ştiinţă s-au preocupat pentru stabilirea altor posibilităţi de a produce oţel. Una dintre aceste soluţii tehnice constă din folosirea buretelui de fier obţinut prin metoda reducerii directe. Acest material nu se aseamănă deloc cu buretele de fier pentru uzul casnic şi nu are nici o legătură cu buretele obişnuit pentru şters. Buretele de fier destinat producerii oţelului se obţine prin reducerea minereurilor de fier, la o temperatură mai mică de 1 100°C, folosind alte cuptoare sau instalaţii decât furnalul. Este format în majoritate din fierul redus existent în minereul iniţial şi prezintă o porozitate avansată din care motiv a primit denumirea de burete de fier. În funcţie de starea fizică a minereului de fier folosit, buretele de fier se poate prezenta sub formă de pulbere metalică, bulgări sau de granule sferice numite pelete.
Buretele de fier este utilizat ca materie primă în încărcătura cuptoarelor electrice cu arc pentru elaborarea oţelului, înlocuind parţial sau total fierul vechi. Buretele de fier mai poate fi introdus şi în încărcătura furnalului în scopul reducerii consumului specific de cocs şi a creşterii productivităţii.
Deoarece în cazul buretelui de fier se obţine direct fier din minereu, fără intermediul fontei, procedeele tehnologice cu ajutorul cărora se produce acest material se numesc procedee de reducere directă. Tehnica reducerii directe are la bază reducerea oxizilor de fier cu H2, CO sau cu C, folosind în acest scop gaz natural, cărbune brun sau antracit. Peste 90% din producţia de burete de fier se realizează prin reducerea minereurilor de fier cu gaze, formate din CO şi H2) obţinute din conversia gazului metan. Ca urmare, tehnica reducerii directe a minereurilor de fier se bazează mai mult pe reacţiile de reducere indirectă a oxizilor de fier şi într-o măsură mai mică pe reacţia de reducere directă.
În concluzie, buretele de fier folosit la elaborarea oţelului nu este un „burete" de fier, iar reducerea directă ca metodă de realizare a buretelui de fier, de cele mai multe ori, are la bază reacţii de reducere indirectă.
Marele avantaj al reducerii directe a minereurilor de fier constă în aceea că necesită combustibili ieftini şi uşor de procurat, cum sunt : cărbunii energetici, semicocsul, cocsul de petrol, gazul metan etc. În procesele de reducere directă nu intervine cocsul metalurgic şi deci nu mai este necesară o uzină cocsochimică. În consecinţă, cheltuielile de investiţii necesare la producerea unei tone de oţel sunt mai mici decât cheltuielile necesare în varianta clasică (furnal-convertizor cu oxigen). Datorită acestor avantaje, precum şi din alte considerente tehnico-economice, în prezent se găsesc în funcţiune numeroase instalaţii industriale de reducere directă, a căror capacitate anuală de producţie însuma, la sfîrşitul anului 1977, peste 10 milioane tone burete de fier. Având în vedere instalaţiile pentru producerea buretelui de fier aflate în fază de construcţie, se apreciază că, în anul 1980, producţia mondială de burete de fier va depăşi 20 milioane tone.
Deosebit interes pentru reducerea directă manifestă ţările în curs de dezvoltare care nu dispun de cărbuni cocsificabili, dar care au rezerve bogate de petrol, gaze naturale sau cărbuni energetici, putând astfel să-şi dezvolte o industrie siderurgică puternică, deoarece reducerea directă le oferă largi perspective.a) Zgura albă se formează din amestec de var, praf de cocs şi fluorină în proporţie de 5:3:1. Dacă oţelul conţine sub 0,25% C sau oprirea afinării s-a făcut la un conţinut mai mare de carbon, jumătate din cocs se poate înlocui cu praf de ferosiliciu. În zgură sub acţiunea arcurilor electrice se produce reacţia:
3 Ccocs + (CaO) → (CaC2) + {CO} (8) Carbura de calciu reacţionează cu FeO care iese din baie în zgură prin difuziune conform legii repartiţiei, după reacţia:
3 ( FeO )+ (CaC 2)=(CaO )+3 [ Fe ]+2 {CO } (9)

în funcţie de conţinutul de CaC2 zgura dezoxidantă poate fi zgură albă cu 0,5-1% CaC2 şi zgură carbidică cu 1-1,5% CaC2 .
Zgura albă se aplică la dezoxidarea oţelurilor cu conţinut mediu şi scăzut de carbon. Durata dezoxidării cu zgură albă este în medie de 40-50 minute. Conţinutul de oxigen din oţel scade la 0,004-0,007% (40-70 ppm).b) Zgura carbidică se aplică la dezoxidarea oţelurilor cu conţinut ridicat de carbon, deoarece această zgură carburează oţelul cu 0,03-0,05% C/h.Zgura carbidică are putere de dezoxidare mai mare decât zgura albă, conţinutul de oxigen din oţel scăzând la 0,003-0,004% (30-40 ppm), dar are dezavantajul că este lipicioasă datorită tensiunii superficiale mici, deci aderă la oţel de care se separă greu, constituind o sursă de impurificare a oţelului. Din aceste motive, la sfârşitul dezoxidării prin difuziune 8cu 20-30 minute înainte de evacuare) zgura carbidică se transformă în zgură albă, prin deschiderea uşii cuptorului timp de câteva minute, când are loc reacţia:
(CaC 2 )+ 32 {O2 }= (CaO )+2 {CO }
(10)micşorându-se astfel conţinutul de CaC2 . Durata dezoxidării cu zgură carbidică este de 60-90 minute.
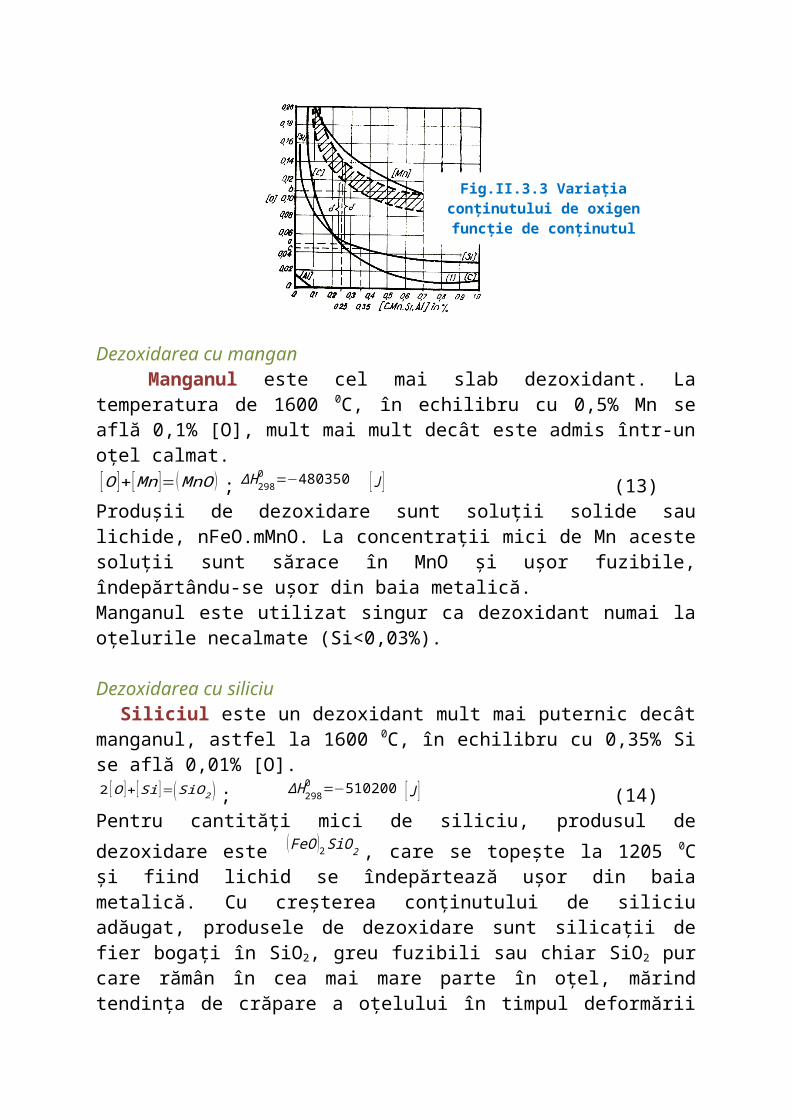
Feroaliajele trebuie să se calcineze (peste 8000C) înainte de utilizare, pentru a îndepărta umiditatea şi parţial gazele pe care le conţin.Reacţia de dezoxidare prin precipitare în forma generală este:[ FeO ]+ [ D ]= (DO )+ [ Fe ] ΔH 0<0 (11)sau mai simplu:[ O ]+ [ D ]=( DO ) ; (12)unde D este elementul dezoxidant, iar DO este oxidul elementului dezoxidant. În fig.II.3.3 este prezentată relaţia între conţinutul de dezoxidanţi şi conţinutul de oxigen din oţel, la temperatura de 1600 0C.
Fig.II.3.3 Variaţia conţinutului de oxigen funcţie de conţinutul
elementelor dezoxidante în oţel
Dezoxidarea cu mangan Manganul este cel mai slab dezoxidant. La temperatura de 1600 0C, în echilibru cu 0,5% Mn se află 0,1% [O], mult mai mult decât este admis într-un oţel calmat.[ O ]+ [ Mn ]=( MnO ) ; ΔH 298
0 =−480350 [ J ] (13)Produşii de dezoxidare sunt soluţii solide sau lichide, nFeO.mMnO. La concentraţii mici de Mn aceste soluţii sunt sărace în MnO şi uşor fuzibile, îndepărtându-se uşor din baia metalică.Manganul este utilizat singur ca dezoxidant numai la oţelurile necalmate (Si<0,03%).
Dezoxidarea cu siliciu Siliciul este un dezoxidant mult mai puternic decât manganul, astfel la 1600 0C, în echilibru cu 0,35% Si se află 0,01% [O].2 [O ]+ [ Si ]=(SiO2) ; ΔH 298
0 =−510200 [ J ] (14)
Pentru cantităţi mici de siliciu, produsul de dezoxidare este ( FeO )2 SiO2 , care se topeşte la 1205 0C şi fiind lichid se îndepărtează uşor din baia metalică. Cu creşterea conţinutului de siliciu adăugat, produsele de dezoxidare sunt silicaţii de fier bogaţi în SiO2, greu fuzibili sau chiar SiO2 pur care rămân în cea mai mare parte în oţel, mărind tendinţa de crăpare a oţelului în timpul deformării plastice. De aceea se recomandă o predezoxidare cu siliciu în cuptor (0,03-0,07 Si), iar restul de siliciu se adaugă în oala de turnare care să asigure minim 0,22% Si (0,22-0,35% Si) pentru oţelul calmat şi maxim 0,17% Si în oţelul necalmat.
Dezoxidarea cu aluminiu Aluminiul este un dezoxidant puternic, cu circa 0,01% Al aflându-se în echilibru 0.001% [O].
2 [ Al ]+3 [O ]=( Al 2 O3) ; ΔH 2980 =−1125000 [ J ] (15)
dacă oţelul se dezoxidează numai cu aluminiu, rezultă particule de Al2O3, care sunt solide şi rămân în oţel sub formă de incluziuni nemetalice conducând la micşorarea deformabilităţii şi a proprietăţilor mecanice ale oţelului. De aceea aluminiu ca dezoxidant se foloseşte numai pentru completarea dezoxidării. In acest caz, baia metalică mai conţine puţin oxigen şi deci se formează puţin Al2O3 care se separă în cea mai mare parte din oţel, iar particulele rămase sunt fin dispersate şi acţionează ca germeni de cristalizare, rezultând grăunţi fini.

Dezoxidarea combinată Dezoxidarea cu un singur element dezoxidant nu dă rezultate bune din cauza produselor de dezoxidare care nu se por separa de oţel. Dacă se folosesc mai mulţi dezoxidanţi, adăugaţi în ordinea creşterii puterii lor dezoxidante, rezultă în final combinaţii complexe sub formă de silicaţi de fier şi mangan sau slico-aluminaţi de fier şi mangan, uşor fuzibili, care se îndepărtează uşor din baia metalică. În plus, capacitatea de dezoxidare a fiecărui dezoxidant este mai mare în cazul dezoxidării complexe. O dezoxidare avansată şi o puritate mare a oţelului se obţine prin utilizarea de dezoxidanţi complecşi conţinând două sau mai multe elemente dezoxidante: FeSiMn, FeSiCa, SiMnAl, AlCaSi, datorită formării unor produşi de dezoxidare uşor fuzibili.
5. Desulfurarea oţelului Sulful este un element dăunător calităţii oţelului, cu excepţia oţelului pentru automate în care sulful se introduce deliberat ca element de aliere, el mărind prelucrabilitatea oţelului prin aşchiere. Având o solubilitate foarte scăzută în fierul solid (0,015-0,020%) la solidificare sulful în surplus se separă la limita grăunţilor sub formă de sulfuri, eutectice (Fe-FeS) sau oxisulfuri, cu temperaturi joase de topire, provocând fragilitatea la cald a oţelurilor. În încărcătura metalică sulful se găseşte în proporţie de 0,05-0,07% şi provine în cea mai mare parte din fontă. Desulfurarea se bazează pe folosirea unor elemente cu afinitate mai mare faţă de sulf decât a fierului, cum sunt: Mn, Ca, Ba, Mg, lantanidele etc. Sulfurile rezultate nu sunt solubile în oţel şi trec în zgură.
Desulfurarea cu mangan În baia metalică, sulful aflat sub formă de sulfură de fier solubilă, reacţionează cu manganul conform reacţiei:[ FeS ]+ [ Mn ]=( MnS )+ [ Fe ] ; ΔG298
0 =−130625+80 ,55⋅T [ J /mol ] (16)valoarea entalpiei libere de reacţie arată că reacţia este exotermă şi că ea se desfăşoară la temperaturi joase, sub 1893K temperatura de echilibru.
Deci, desulfurarea cu mangan este favorizată de temperaturi joase şi de conţinuturi mari de mangan. Sulfura de mangan formează cu sulfura de fier soluţii solide, până la un conţinut de 40% FeS. De aceea este posibil ca sulfura de mangan care trece în zgură să antreneze cu ea şi sulfură de fier. Sulfurile nu sunt solubile în zgurile acide. Totuşi desulfurarea cu mangan la oţeluri nu are pondere mare deoarece oţelurile, cu

excepţia celor aliate cu mangan, conţin puţin mangan. Desulfurarea oţelului cu mangan are loc mai ales la topire şi imediat după topire, când conţinutul de mangan în baie este încă mare şi temperatura este scăzută.
Desulfurarea cu calciu La contactul zgurii cu baia metalică se poate produce reacţia:[ FeS ]+(CaO )=(CaS )+( FeO ) ; ΔG298
0 =+108984−59⋅T [ J /mol ] (17) Desulfurarea cu calciu este avantajată de temperaturi înalte, reacţia fiind endoterm, de conţinuturi mici de ( FeO ) , deci zgură bine dezoxidantă şi de conţinuturi mari de (CaO ) , deci de zgură bazică. Deci, desulfurarea cu calciu are loc în perioada de dezoxidare a oţelului când sunt întrunite aceste condiţii. Cuptorul electric bazic asigură cele mai bune condiţii de îndepărtare avansată a oţelului în timpul dezoxidării prin difuziune. Desulfurarea este ajutată şi de reacţiile cu crbura de calciu, fluorura de calciu, siliciul şi carbonul din zgură, după cum urmează:( FeS )+(CaO )+2 (C )=(CaS )+ [ Fe ]+2 {CO } ; (18)( FeS )+(CaC2 )+ (CaO )=3 (CaS )+3 [ Fe ]+2 {CO }; (20)2 ( FeS )+2 (CaO)+( Si )=2 (CaS )+2 [ Fe ]+(SiO2 ) ; (21)2 ( FeS )+2 (CaF2 )+(Si )=2 (CaS )+2 [ Fe ]+(SiF 4) . (22) În zgurile bazice, (CaO ) poate reacţiona şi cu ( MnS ) sau cu ( MnS⋅FeS )conform reacţiilor:( MnS )+(CaO )=(CaS )+( MnO ) ; (23)( MnS⋅FeS )+2 (CaO )=( MnO )+( FeO )+2 (CaS ) . (24)
6. Alierea Elementele care nu se oxidează nichel, cobalt, molibden, cupru etc se introduc în încărcătură sau se adaugă în timpul topirii. Pierderile sunt foarte mici. Elementele care au afinitate faţă de oxigen mai mare decât a fierului se introduc în perioada de dezoxidare (când conţinutul de oxigen în oţel a scăzut) în următoare ordine: Mn, W, Cr, Si, Ti, Al, V. n şi W se adaugă în prima parte a perioadei de dezoxidare, iar celelalte în a doua parte a dezoxidării prin difuziune; Si se adaugă cu 15-20 minute înainte de evacuare, iar Ti, Al; şi V cu5-10minute înainte de evacuare. Elementele foarte oxidabile ca Nb, Ta, B, Ca, Zr, Mg se adaugă în jetul de oţel la evacuarea în oala de turnare. Pierderile de elemente prin ardere sunt mici când dezoxidarea este condusă bine, pierderile sunt de: 5% Mn, 5-15% W, 5-10% Cr, 30-50% Ti, 10-15% V etc.
II.4 Procedee de rafinare a oţelului
În prezent se aplică pe scară largă o serie de tehnologii şi tehnici de tratare a oţelului lichid în afara agregatului de elaborare, după operaţiile de topire şi afinare, care sunt denumite generic metalurgie secundară (sau metalurgia în oală). Metalurgia secundară include procese de decarburare avansată, defosforare suplimentară, dezoxidare şi desulfurare, degazare, aliere, procese care pot avea loc în oala de turnare sau în agregate specializate pe un anumit tip de operaţii. Procedeele de tratare a oţelului în afara agregatului de elaborare pot fi clasificate astfel:A. Barbotarea cu gaze inerte;B. Tratarea cu zguri sintetice;C. Injectarea de pulberi reactive în oţelul lichid;D. Tratarea în vid.
A. Barbotarea cu gaze inerte Procedeul CAB (Capped Argon Bubbling). Insuflarea gazului inert (argon, azot) în oţel se poate face cu ajutorul unei lănci metalice (protejată la exterior cu cărămizi refractare tubulare) prevăzută la capăt cu un dop refractar poros cufundată în oala de turnare sau cu ajutorul uni sistem de insuflare alcătuit dintr-un dop refractar poros, montat în fundul oalei într-o casetă din tablă de oţel (fig.II.4.1 ).
Prin barbotarea oţelului lichid cu argon are loc o accelerare a proceselor de dezoxidare, desulfurare, degazare şi îndepărtare a incluziunilor nemetalice, precum şi omogenizarea compoziţiei chimice şi temperaturii, ca urmare a intensificării de transfer de masă şi de căldură.B. Tratarea cu zguri sintetice.
Fig.II.4.1 Schema instalaţiei de barbotare cu gaze inerte. 1-oala de turnare; 2-capac etanş; 3-jgheab de alimentare; 4-orificiu pentru lance
probe; 5-zgură; 6-baie metalică; 7-dop poros; 8-închizător cu sertar.

Zgurile sintetice sunt formate din : CaO, Al2O3, CaF2, SiO2, MgO, FeO etc în combinaţii şi proporţii diferite funcţie de scopul urmărit (dezoxidare, desulfurare, defosforare, decarburare avansate). Zgura topită se introduce în oala de turnare şi apoi se evacuează oţelul din agregatul de elaborare peste ea. Oţelul care cade de la o înălţime de circa 5-7 m se emulsionează cu zgura foarte fluidă, accelerându-se astfel procesele datorită creşterii puternice a suprafeţei de contact dintre oţel şi zgură.
C. Rafinarea oţelului prin injecţie de pulberi reactive. Procedeul constă în introducerea în oţelul lichid din oală a unor pulberi reactive printr-o lance prevăzută cu duze, cu ajutorul unui gaz purtător (argon) sub presiune, fig.II.4.2.
Pulberile reactive pot fi:- Ca, Si, Mg, (procedeul CAB-Calcium-Argon-Blowing);- Mg-CaF2, CaC2 (procedeul TN- Thyssen-Niederrhein);- CaC2-CaO; CaO-CaF2; CaO-Al2O3-CaF2; Ele având rolul de a desulfura şi dezoxida avansat oţelul. În plus se mai obţine micşorarea conţinutului şi modificarea incluziunilor nemetalice şi micşorarea conţinutului de gaze.
Fig. II.4.2 Schema instalaţiei de rafinare prin injecţie de pulberi reactive.
1-oală; 2-lance; 3-capac; 4-oţel lichid; 5-dispersor de pulbere.