ac de cusut
TRANSCRIPT
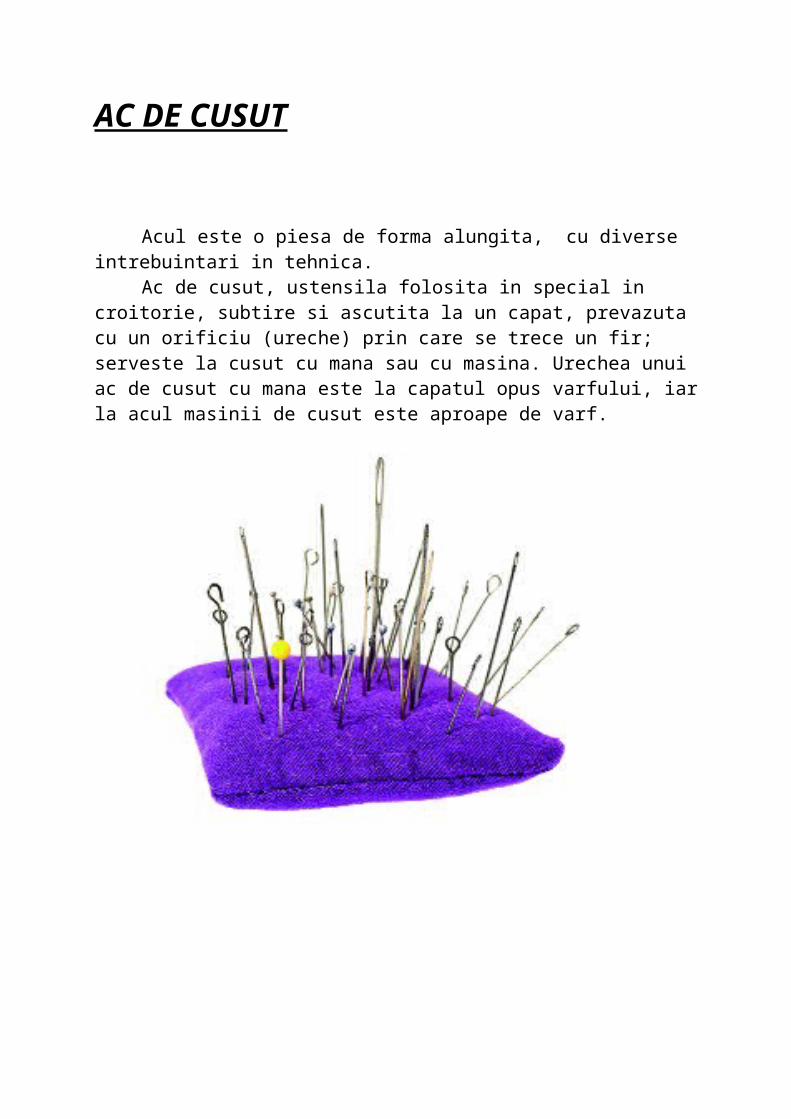
AC DE CUSUT
Acul este o piesa de forma alungita, cu diverse intrebuintari in tehnica.
Ac de cusut, ustensila folosita in special in croitorie, subtire si ascutita la un capat, prevazuta cu un orificiu (ureche) prin care se trece un fir; serveste la cusut cu mana sau cu masina. Urechea unui ac de cusut cu mana este la capatul opus varfului, iar la acul masinii de cusut este aproape de varf.
TEMA DE NECESITATE

TIPURI DE AC
Ac aerian, dispozitiv instalat la bifurcatia liniilor electrice aeriene de contact, pentru a permite trecerea prizelor de curent ale troleibuzelor.
Ac de macaz, organ mobil al unui macaz, în forma de pana, articulat la capatul neascuait (calcaiul acului) ?i avand rolul de a ghida rolile vehiculelor de cale ferata atunci cand trebuie abatute de pe o linie pe alta.
Ac de trasare, unealta in general de forma unei tije din otel de scule sau din metal dur, ascutita la unul sau la ambele capete, folosit? la trasarea de linii prin zgariere pe suprafata unui semifabricat, in vederea prelucrarii lui ulterioare.
Ac indicator, element component al unui aparat de masura, de forma unei bare inguste, plate si ascutite la varf. Prin deplasarea sa in faxa diviziunilor de pe cadranul aparatului, indic? valoarea marimii masurate.
Ac magnetic, magnet lamelar, de forma unui romb alungit, care, fiind montat pe un pivot ascutit sau suspendat de un fir fara torsiune, în prezen?a unui camp magnetic se orienteaza dupa direc?ia acestuia. Serveste la determinarea meridianului magnetic, constituind elementul principal al busolei si al dispozitivelor sensibile de detectare a campurilor magnetice.
Ac obturator, tija metalica, cu una dintre extremitati de forma tronconica; prin miscarea sa permite variatia sectiunii unui orificiu prin care trece un lichid, determinand astfel variatia debitului acestui lichid (la carburatoare, la unele injectoare. etc.). Sinonim cui sau ac poantou.
Un ac de cusut este un instrument lung si subtire, cu varf ascutit.
Primele ace au fost facute din os sau lemn. Cele moderne sunt fabricate din otel , carbon, sarma, nichel sau chiar din placate cu aur de 18K pentru a avea rezistenta la coroziune.
Acele de cea mai buna calitate, pentru broderie, sunt placate cu platina, in proportie de doua treimi, si o treime alcatuita dintr-un aliaj de titan. In mod traditional acele au fost tinute in carti sau au existat cazuri in care acele au devenit un obiect de podoaba.
Un ac de cusut manual are un orificiu numit ochi la capatul bont si are rolul de a transporta un fir sau un cablu de material dupa ce se strapunge cu capatul ascutit.
Caiet de sarcini. Intrebuintari
TIPURI DE ACE DE CUSUT DE MANAAcele de cusut manual vin intr-o varietate de tipuri/clase
concepute in functie de utilizarea lor, destinatie si intr-o varietate de dimensiuni in cadrul fiecarui tip.
Obiecte ascutite: Acul de cusut manual general este construit cu un varf ascutit, cu ochi rotund si este de lungime medie. Cele cu cap dublu-ochi sunt capabile de a transporta doua fire de ata minimalizand in acelasi timp materialul de frecare.
Coaserea: in sens mai larg, coaserea este o podoaba mai mica sau un dispozitiv de aplicat pe o alta suprafata. In cazul ceramicii, de exemplu, coaserea este o bucata separata de lut adaugata la locul primar de munca, in general, avand scop de decor. Termenul este imprumutat din limba franceza si in acest context inseamna aplicate sau lucru care a fost aplicat.
Coaserea a fost descoperita pentru prima data cand hainele erau rupte si era nevoie de fixare astfel incat le-au folosit pentru a coase in partea de sus a patch-urilor de diferite materiale, tehnica altfel cunoscuta sub numele de mozaic.
In contextul de cusut, coaserea se refera la un gherghef, in care tehnica de bucati de material sunt cusute pe o alta bucata de material pentru a crea desene, modele sau imagini.
Broderie: De asemenea cunoscut sub numele de ac pentru lana fina pentru broderie este un ac identit cu un obiect ascutit, dar care are un ochi mai mult pentru a permite mai usor de filetat, brodat fire mai multe si mai groase.
Intermedierea sau matlasare: Aceste ace sunt mai scurte decat celelalte, cu un ochi mai mic, rotunjite si sunt folosite pentru a face cusaturi fine pe materiale grele, cum ar fi in croirea pilotelor si alte manopere detaliate. Se mai face distinctie intre ace quiliting si ace de matlasare, acesta din urma fiind usor mai scurt si mai ingust decat celalalt.
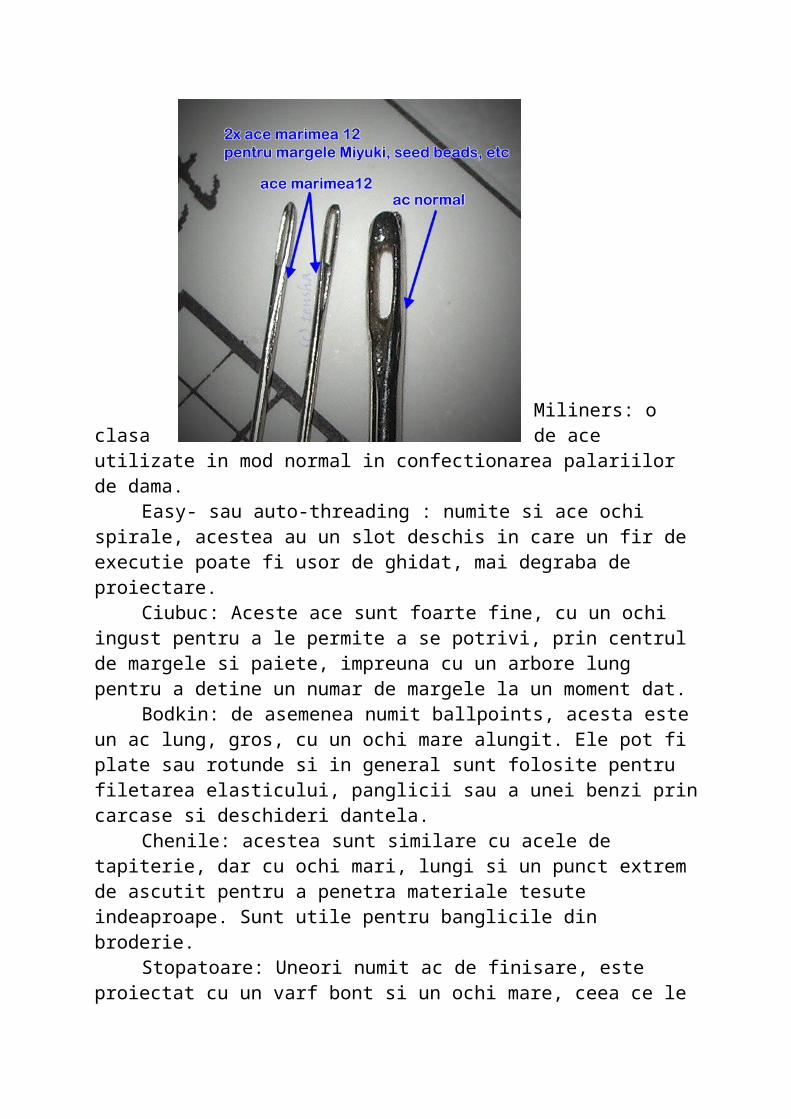
Miliners: o clasa de ace utilizate in mod normal in confectionarea
palariilor de dama.
Easy- sau auto-threading : numite si ace ochi spirale, acestea au un slot deschis in care un fir de executie poate fi usor de ghidat, mai degraba de proiectare.
Ciubuc: Aceste ace sunt foarte fine, cu un ochi ingust pentru a le permite a se potrivi, prin centrul de margele si paiete, impreuna cu un arbore lung pentru a detine un numar de margele la un moment dat.
Bodkin: de asemenea numit ballpoints, acesta este un ac lung, gros, cu un ochi mare alungit. Ele pot fi plate sau rotunde si in general sunt folosite pentru filetarea elasticului, panglicii sau a unei benzi prin carcase si deschideri dantela.
Chenile: acestea sunt similare cu acele de tapiterie, dar cu ochi mari, lungi si un punct extrem de ascutit pentru a penetra materiale tesute indeaproape. Sunt utile pentru banglicile din broderie.
Stopatoare: Uneori numit ac de finisare, este proiectat cu un varf bont si un ochi mare, ceea ce le face similare cu acele de tapiterie, insa sunt ceva mai grele.
Doll: nu este conceput pentru cusut manual. Aceste ace sunt lungi si subtiri si sunt folosite pentru sculptura moale pe papusi, in special in cazul detaliilor faciale.
Piele: de asemenea cunoscut ca glovers si ca ac pana, acesta are un punct dreptunghiular concepute pentru a perfora piele precum si alte materiale asimitate pielii cum ar fi vinilul si plasticul.
Sailmaker: Este similar cu acele de piele, insa punctul triunghiular se extinde in continuarea arborelui. Este conceput pentru panza groasa de cucut sau de piele grea.
Tapiserie : Ochiul mare al acestor ace le permite sa efectueze un fir in greutate mai mare decat alte ace si varful lor bont, de obicei, indoit, la un unghi destul de mic, le permite sa treaca printr-un material slab, precum panza.
Tatting: Acestea sunt construite pe intreaga lor lungime destul de gros,inclusiv la ochi, pentru a permite ca firul sa fie tras prin cusaturi duble folosite in tatting.
Tapiterie: Aceste ace sunt grele, lungi, care pot fi drepte sau curbe si sunt utilizate pentru tesaturi grele de lucru, tapiterie, ciucuri si pilote. Felul in care sunt construite, curb, este practic pentru situatii dificile de pe mobilier in cazul in care un ac drept nu va putea face fata unei asemenea munci grele.
DIMENSIUNEA ACULUIDimensiunea acului este desemnata de una sau mai multe
numere de pe pachetele producatorilor. Conventia generala pentru dimensionarea acelor este aceea ca in orice clasa de ace, lungimea si grosimea unui ac scade ca numar dar dimensiunea creste.
De exemplu, un ac de dimensiunea 9 va fi mai gros si mai lung decat un ac de dimensiunea 12. Insa un ac de dimensiunea 10 a unei clase de ace poate fi ( si in cadrul unor clase acest lucru este posibil) mai subtire sau mai fin decat un ac de dimensiunea 12 apartinand unei alte clase.
Materialul optim.Otelul
Otelul este un aliaj de fier, carbon si alte elemente, obtinut in stare lichida.Majoritatea otelurilor nu contin fosfor, sulf si siliciu si au intre 0,1 si 1,5% carbon.
Otelurile moi sunt oteluri cu putin carbon (mai putin de 0,2%). Ele sunt maleabile si ductile si se folosesc in locul fierului forjat. Ele nu sunt intarite prin calire. Otelurile mijlocii, continand intre 0,2-0,6%carbon, se folosesc pentru fabricarea sinelor si a elementelor structurale (traverse, grinzi si altele).
Otelurile moi si mijlocii pot fi forjate si sudate. Otelurile cu cu continut mare de carbon (de la 0,75 la 1,50) se folosesc la fabricarea briciurilor, instrumentelor chirurgicale, burghiurilor si a altor scule. Otelurile medii si cele bogate in carbon pot fi intarite sau pot suferi operatia de revenire.
Otelul se fabrica in general din fier turnat prin procedeul cu cuptor cu vatra (prin care se fabrica mai mult de 80% din otelul obtinut in S.U.A), procedeul Bessemer si procedeul cu sulfare de oxigen. In fiecare procedeu se foloseste o captuseala bazica sau acida in cuptor sau in convertizor. Captuseala bazica (var, magnezie sau un amestec din amandoua) se poate folosi daca fierul turnat contine elemente, ca fosforul, care formeaza oxizi acizi, iar ce acida, daca fierul turnat contine elemente care formeaza baze.
Procedeul cu cuptor cu vatra
La obtinerea otelului preparat in cuptorul cu vatra se foloseste un cuptor cu reverberatie. Fonta se topeste cu pilitura de otel si putin hematite intr-un cuptor incalzit cu gaz sau petrol. Combustibilul si aerul se preincalzesc prin trecerea printr-un gratar de caramizi fierbinti intr-o parte a furnalului; un gratar similar se gaseste in cealalta parte a cuptorului si este incalzit de gazelle fierbinti care scapa din cuptor. Din timp in timp se inverseaza directia fluxului de gaze. Carbonul si alte impuritati din fierul topit sunt oxidate de hematite si de excesul de aer din gazul din cuptor. Se fac serii de analize din 8 in 8 or, iar cand tot carbonul este oxidat, cantitatea de carbon necesara pentru otel este adaugata sub forma de cocs sau ca un aliaj bogat in carbune, de obicei feromangan sau spiegeleisen. Otelul topit este turnat apoi in lingouri. Se poate obtine astfel un otel de calitate uniforma, deoarece procedeul poate fi controlat des prin analize.
Procedeul Bessemer
Procedeul Bessemer de frabicare a otelului a fost inventat de un american, William Kelly, in 1852, si independent de un englez, Henry Bessemer, in 1855. Convertizorul, de forma unui ou, este umplut cu fonta topita. Aerul este suflat in lichid prin gaurile de vant de al baza, oxidand siliciul manganul si alte impuritati, iar in final, carbonul. In circa zece minute reactia

este aproape completa, asa cum se vede prin schimbarea culorii flacarii obtinute prin arderea oxidului de carbon si apoi se toarna otelul.
Procedeul Bessemer nu este costisitor, dar otelul nu e asa de bun ca cel obtinut prin procedeul cuptorului cu vatra.
Procedeul cu suflare de oxygen
Din 1955 incoace, o mare parte din otelul produs in S.U.A a fost obtinut printr-un procedeu nou, procedeul cu suflare de oxygen. Fierul se plaseaza intr-un convertizor asemanator cu convertizorul Bessemer, dar fara guri de vant la baza. La suprafata metalului se sufla oxygen pur printr-o teava de cupru racita cu apa, pentru a oxida carbonul si fosforul. Tratarea unei sarje de 50-250 tone are loc in 40-50 minute. Prin acest procedeu se obtine un otel de calitate superioara.
Proprietatile otelului
Cand otelul bogat in carbon este incalzit la rosu si racit incet, el este relativ moale. Daca este racit brusc, prin cufundare in apa, ulei sau mercur, devine mai dur ca sticla si casant. Acest otel tare poate suferi fenomenul de revenire printr-o reincalzire, obtinandu-se un produs cu combinatia dorita de rezistenta si duritate. Deseori revenirea se face astfel incat sa se lase in piesa o margine ascutita pentru taiat, sprijinita pe un alt otel mai moale.
Gradul de revenire poate fi estimat in mare prin culorile de interferinta ale unui film subtire de oxid format la suprafata polizata a otelului in timpul incalzirii; culoarea galben-pai corespunde unei caliri pentru briciuri, galben-intens pentru bricege, pentru foarfete si dalte, rosu-purpuriu pentru cutite de macelarie, albastru pentru arcurile de ceasornice si negru-albastrui pentru fierastraie.
Aceste procese de intarire si revenire pot fi intelese prin luarea in considerare a fazelor pe care le poate forma fierul si carbonul. Carbonul este solubil in fierul γ, forma stabila de peste 9120C. Daca otelul se caleste peste aceasta se obtine o solutie solubila de carbon in fier y. Acest material, numit martensit, este dur si casant. El confera duritate si fragilitate otelului calit bogat in carbon. Martensitul nu e stabil la temperatura camerei, dar viteza lui de conversie in faze mai

stabile este atat de mica la temperatura camerei, incat se poate neglija, iar otelul intarit continand martensit ramane mult timp dar atat timp cat nu e reincalzit.
Cand otelul intarit este supus procesului de revenire printr-o reincalzire lenta, martensitul sufera o transformare intr-o faza mai stabila. Schimbarile care au loc sunt complexe, dar in final rezulta un amestec de graunte de fier x si carbura de fier dura Fe3C. otelul continand 0,9% carbon se schimba prin revenire in perlit,care este compus din straturi alternative, extrem de subtiri, de ferita si cementit. Perlitul este rezistent si dur. Otelul continand mai putin de 0,9% carbon (otel hipoeutectoid) se schimba prin revenire intr-un metal microcristalin constand din graunte de ferita si de perlit, in timp ce in otelul care contine mai mult de 0,9% carbon (otel hipereutectoid), prin revenire apar graunte de cementit si de perlit.
Procedee de obitinere
Matriţarea este procedeul de deformare plastică la cald sau la rece la care materialul este obligat să ia forma şi dimensiunile cavităţii prevăzute în scula de lucru în funcţie de configuraţia pieselor ce trebuiesc executate (fig. 1.46). Procedeul se aplică la prelucrarea pieselor mici (până la 300 kg) de configuraţie complexă, în producţia de serie mică şi masă. Scula în care are loc deformarea poartă denumirea de matriţă. În raport cu forjarea liberă se asigură următoarele avantaje: productivitate ridicată, consum de metal redus, calitatea suprafeţei şi precizia de prelucrare bună, posibilităţi de obţinere a unor piese complicate, volum de muncă mic şi manoperă simplă, preţ de cost redus. Dezavantaje: costul ridicat al matriţelor, greutatea limitată a produselor din cauza forţelor mari de presare pentru deformare, necesitatea unor operaţii suplimentare (debavurare, calibrare etc.).
Fig. 1.46 – Principiul matriţării:
1 – semimatriţă superioară; 2 – semimatriţă inferioară;
3 – semifabricat; 4 – cavitatea matriţei; 5 – produsul finit (cu bavură)
1.8.2. Clasificarea matriţării Se face după următoarele criterii:- după temperatura de execuţie: la rece şi la cald;
- după modul de deformare în matriţă: matriţarea cu bavură
(deschisă); matriţarea fără bavură (închisă);
- după tipul utilajului de lucru: matriţarea la ciocan, la prese,
la maşini specializate;
- după viteza de deformare: cu viteze mici şi viteze mari de
deformare.
1.8.3. Scule pentru deformare la matriţare
Matriţa este scula folosită la refigurarea unui semifabricat prin deformare plastică astfel încât să se obţină o piesă de o anumită formă şi mărime. Matriţa propriu-zisă se confecţionează din două părţi numite semimatriţe (separate între ele printr-un plan numit plan de separaţie). Cavitatea care
Fig. 1.47 – Tipuri de matriţe:
a – matriţă simplă; b – matriţă dublă;
redă forma piesei dorite poate fi practi-cată într-o singură semimatriţă (la ma-triţele simple) (fig. 1.47, a) sau în amândouă semimatriţe (fig. 1.47, b) (la matriţele duble).
După modul de deformare al materialelor matriţele pot fi închise sau deschise (fig. 1.48, a, b), La matriţele închise cantitatea de material necesară pentru deformare trebuie să fie calculată exact ceea ce îngreuiază şi scumpeşte procesul de fabricaţie. La matriţele deschise canalul de bravură permite scurgerea surplusului de material şi totodată umplerea completă a cavităţii matriţei.
Fig. 1.48 – Tipuri de matriţe:
a – închisă; b – deschisă.
După numărul de cavităţi pentru deformare matriţele pot fi: cu o singură cavitate (fig. 1.48, b) sau cu mai multe cavităţi (fig. 1.49). Semi-fabricatul 1 este supus mai întâi unei operaţii de preforjare în cavitatea I şi II, ocupând pe rând poziţiile 2 şi 3. Urmează operaţiile de matriţare, eboşare (cavitatea III) şi matriţarea de finisare (cavitatea IV).
O matriţă cu mai multe cavităţi cuprinde: cavitatea de pregătire (preforjare), în care materialul este supus unor operaţii de întindere, rulare, formare etc.; cavităţi de matriţare propriu-zisă, în care au loc operaţiile de matriţare, de eboşare şi matriţare de finisare (finală); cavităţi de separare pentru cleşte şi pentru tăiere; canalul de bavură.
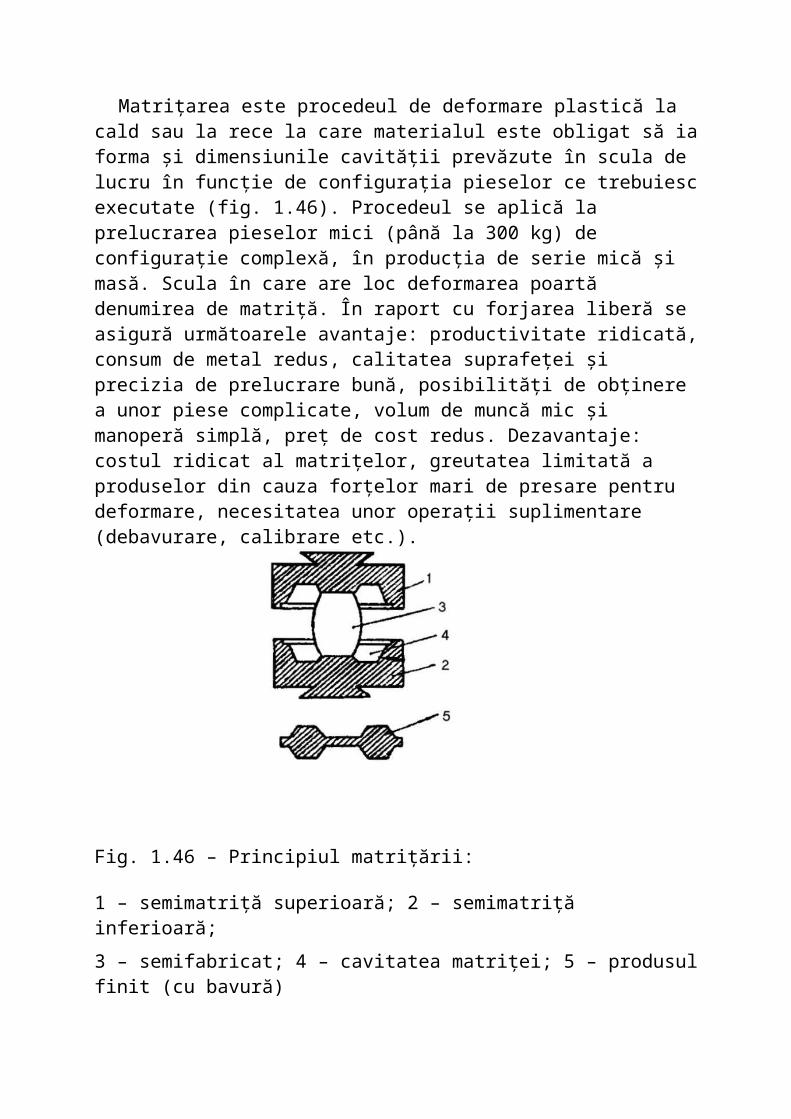
Fig. 1.49 – Matriţă multiplă:
I, II – cavităţi de preforjare; III, IV – cavităţi de eboşare şi finisare;
1, 2, 3 – faze succesive de matriţare
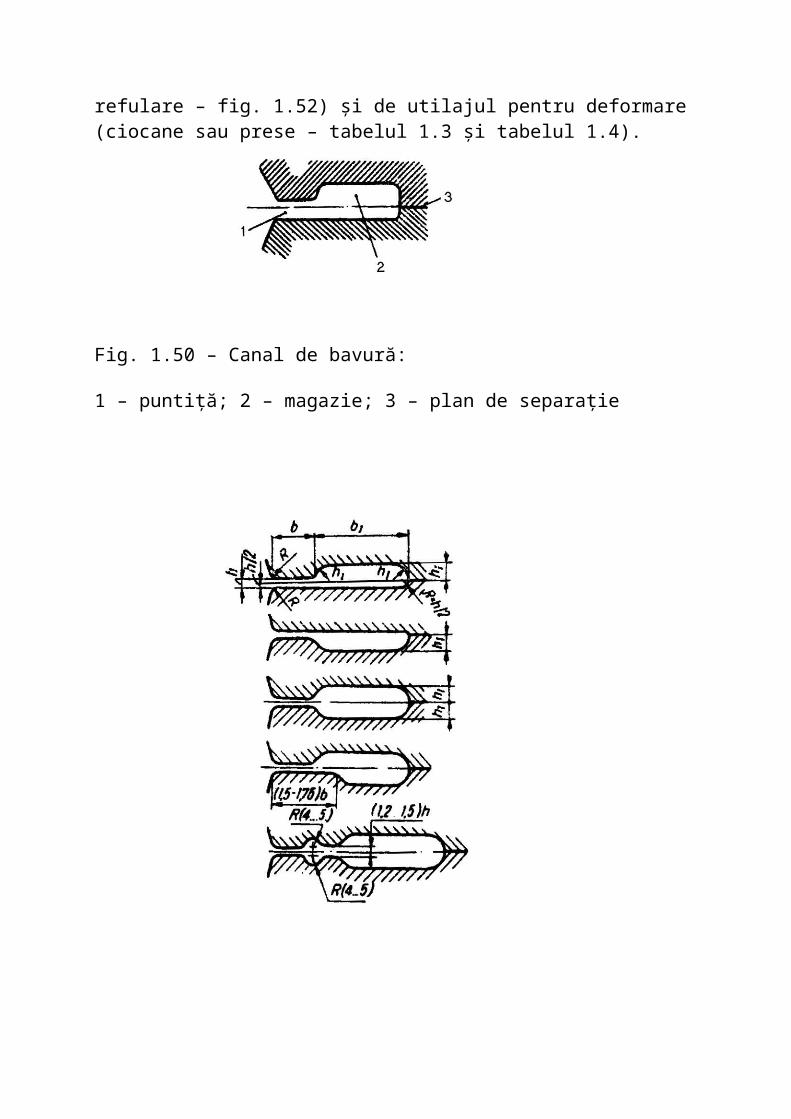
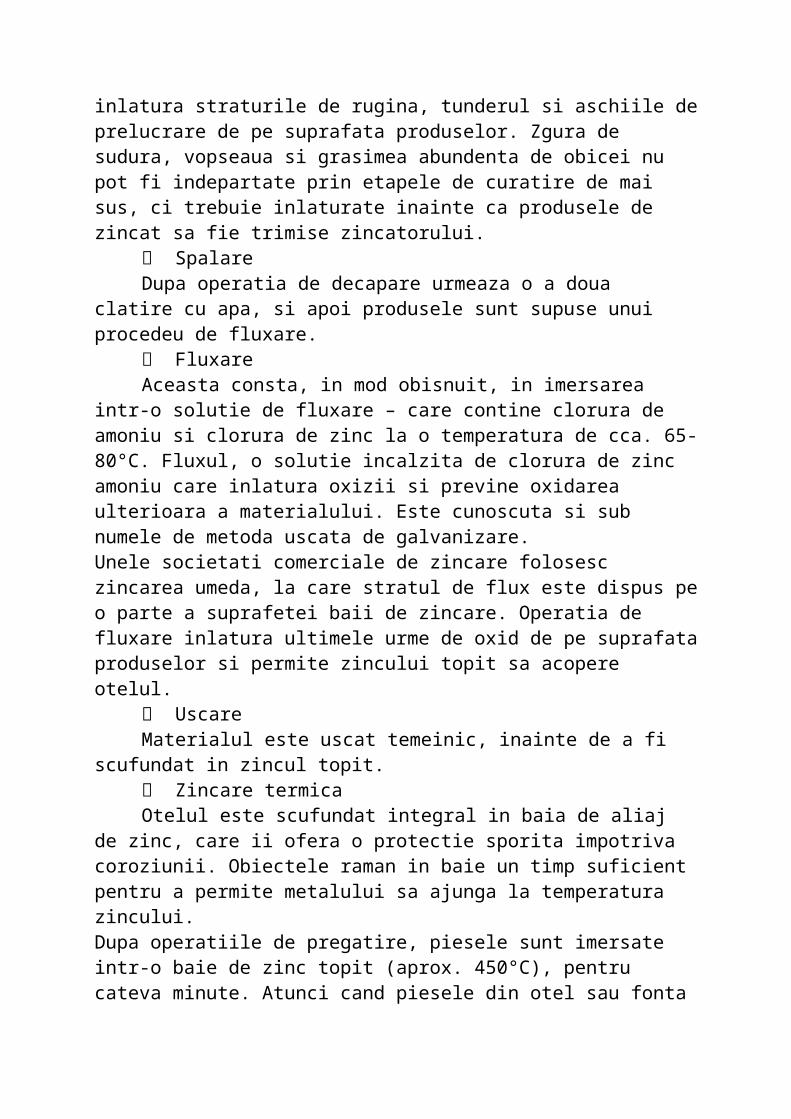
Canalul de bavură practicat în planul de separare al cavităţilor matriţei are rolul de preluare a surplusului de material. Prin crearea unei rezistenţe sporite de deformare a materialului în acest canal, se dă posibili-tatea de umplere completă a cavităţii matriţei la matriţarea de finisare. Bavura este formată din două părţi: puntiţa bavurii şi magazia bavurii (fig. 1.50). Principalele tipuri de bavură sunt date în figura 1.51. Dimensiunile canalului de bavură depind de felul matriţării (împingere sau refulare – fig. 1.52) şi de utilajul pentru deformare (ciocane sau prese – tabelul 1.3 şi tabelul 1.4).
Fig. 1.50 – Canal de bavură:
1 – puntiţă; 2 – magazie; 3 – plan de separaţie
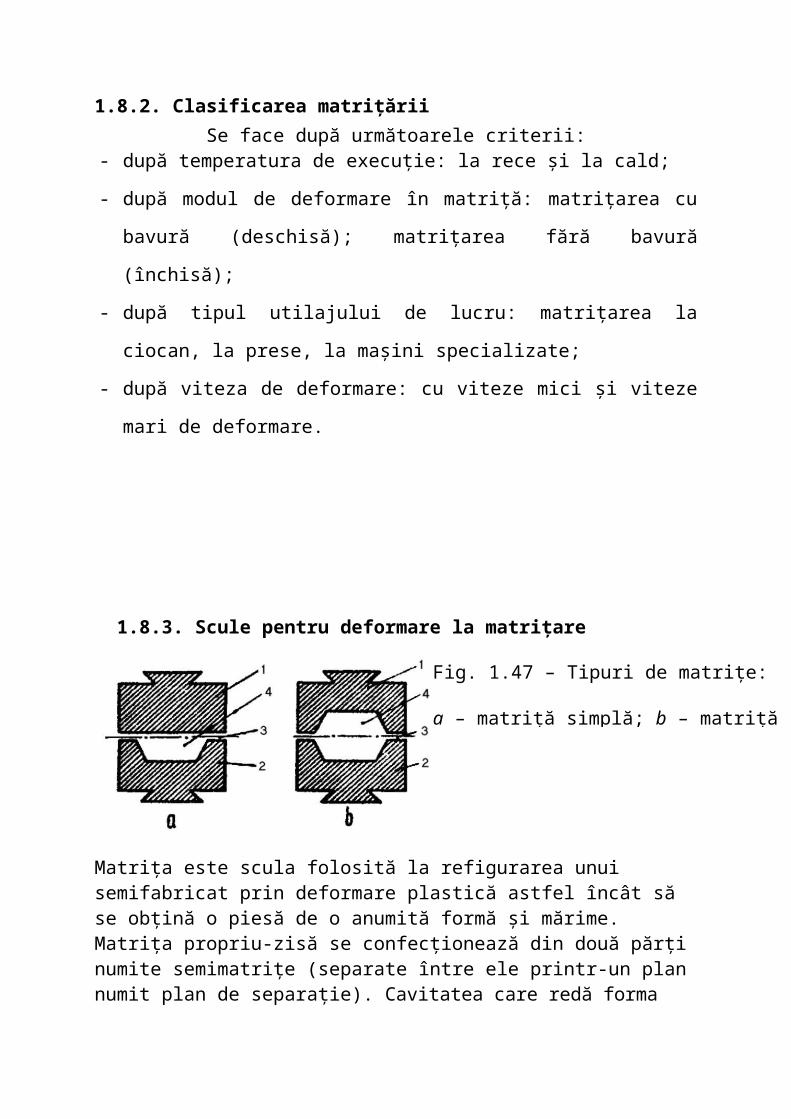
Fig. 1.51 – Tipuri de locaşuri pentru bavură
Etapele procesului tehnologic
Procesul de zincare este impartit in mai multe etape

DegresareaAre rolul de a indeparta grasimile, lubrefiantii, uleiurile de
uzinare si alte impuritati. Ea se realizeaza prin imersarea produselor intr-o solutie de degresare alcalina sau acida. Apoi produsul este clatit cu apa rece si urmeaza operatia de decapare
DecapareAceasta se realizeaza de obicei prin imersarea in acid
clorhidric la temperatura camerei sau in acid sulfuric la 50-65°C. Scopul decaparii este de a inlatura straturile de rugina, tunderul si aschiile de prelucrare de pe suprafata produselor. Zgura de sudura, vopseaua si grasimea abundenta de obicei nu pot fi indepartate prin etapele de curatire de mai sus, ci trebuie inlaturate inainte ca produsele de zincat sa fie trimise zincatorului.
SpalareDupa operatia de decapare urmeaza o a doua clatire cu
apa, si apoi produsele sunt supuse unui procedeu de fluxare. FluxareAceasta consta, in mod obisnuit, in imersarea intr-o solutie
de fluxare – care contine clorura de amoniu si clorura de zinc la o temperatura de cca. 65-80°C. Fluxul, o solutie incalzita de clorura de zinc amoniu care inlatura oxizii si previne oxidarea ulterioara a materialului. Este cunoscuta si sub numele de metoda uscata de galvanizare.Unele societati comerciale de zincare folosesc zincarea umeda, la care stratul de flux este dispus pe o parte a suprafetei baii de zincare. Operatia de fluxare inlatura ultimele urme de oxid de pe suprafata produselor si permite zincului topit sa acopere otelul.
UscareMaterialul este uscat temeinic, inainte de a fi scufundat in
zincul topit. Zincare termicaOtelul este scufundat integral in baia de aliaj de zinc, care
ii ofera o protectie sporita impotriva coroziunii. Obiectele raman in baie un timp suficient pentru a permite metalului sa ajunga la temperatura zincului.Dupa operatiile de pregatire, piesele sunt imersate intr-o baie de zinc topit (aprox. 450°C), pentru cateva minute. Atunci cand piesele din otel sau fonta sunt curate, la imersarea in zincul topit, acesta reactioneaza cu fierul si formeaza o serie de

straturi intermetalice de aliaj Fe-Zn, legate metalurgic de metalul de baza. Viteza de reactie dintre otel si zinc, in mod normal, este o functie parabolica de timp. Aceasta inseamna ca initial viteza de reactie este foarte mare, crestere care determina o agitatie considerabila a baii de zincare. Cea mai mare parte a grosimii acoperirii se formeaza in aceasta perioada. In continuare viteza de reactie se incetineste iar acoperirea nu mai creste semnificativ, chiar daca piesele sunt mentinute un timp mai indelungat in baie. Timpul uzual de imersie este de aproximativ 4-5 minute, dar se poate prelungi in cazul unor piese grele, care au o inertie termica ridicata sau acolo unde se cere ca zincul sa patrunda in spatiile interioare ale piesei. La scoaterea din baia de zincare, un strat de zinc topit ramane pe stratul de aliaj. In urma racirii acestui strat, rezulta un aspect stralucitor si lucios, specific produselor zincate termic.
Control de calitateMaterialul este testat pentru aderenta, uniformitate si
grosime a stratului de zinc dupa care se poate livra.
In cazul acoperirii fier-zinc, metalul de baza are un potential electrochimic mai pozitiv ca zincul si in cazul in care exista umezeala, cuplul galvanic care se formeaza in porii acoperirii va actiona in sensul dizolvarii treptate a metalului de protectie, deci a zincului, formand astfel o protectie buna a metalelor feroase impotriva coroziunii.In cazul stratulului de vopsea, factorii care influenteaza stratul de aoperire in raport cu factorii ce afecteaza calitatea stratului sunt:-starea initiala a suprafetei otelului (rugina, contaminari diverse);-prepararea suprafetei (echipamentul de sablare, experienta vopsitorului, accesul, design-ul);-conditiile meteo (umed, uscat, punct de roua);-mijloacele folosite (echipamentul, experienta operatorului , calitatea vopselei si a amestecului);-intarirea vopselei depinde de umiditate, temperatura si timp;-manipularea (gradul de uscare a stratului de vopsea, mijloacele si metodele folosite, conservarea);
Bibliografie
1.Burloiu, P - Economia si organizarea muncii,Ed.Dictactica si pedagogica,Bucuresti,1971
2.Bizo, Fl - Omul si mediul industrial, Simpozionul Omul si mediul industrial, Cluj-Napoca,1975 3. Mihai Voicu,Claudia Borda, Alexandru Dumitrache-Rujinski,Dan Nitoi s.a. Tehnologia Materialelor, Editura Bren, Bucuresti 1997

4.Calea Gh. s.a. Tehnologia mecanica, Editura didactica si Pedagocica, Bucuresti 1978
ureze cusutul pânzei i
aluureze cusutul pânzei i

alpielii, obinut înpielii, obinut în

17901790dedectrectre
inventatorulinvent
atorulbritanic
Thomas Saintbrit
anic
Thomas Saint
..D

ispozitivul nu a avut
D

ispozitivul nu a
avutsucces.
Câiva

ani maisucc
es. Câiva
ani

maitârziu,
respectând
planurilet

ârziu, respectâ
nd planurileinventato

rului, ³mainria´
inventatorului,

³mainria´
a necesitat modific

ria necesitat modificrimajoremajorepentru a puteapentru a puteafunciona.funcion