72369019-tehnologie
TRANSCRIPT

1
qwertyuiopasdfghjklzxcvbnmqwertyuiopasdfghjklzxcvbnmqwertyuiopasdfghjklzxcvbnmqwertyuiopasdfghjklzxcvbnmqwertyuiopasdfghjklzxcvbnmqwertyuiopasdfghjklzxcvbnmqwertyuiopasdfghjklzxcvbnmqwertyuiopasdfghjklzxcvbnmqwertyuiopasdfghjklzxcvbnmqwertyuiopasdfghjklzxcvbnmrtyuiopasdfghjklzxcvbnmqwertyuiopasdfghjklzxcvbnmqwertyuiopasdfghjklzxcvbnmqwertyuiopasdfghjklzxcvbnmqwertyuiopasdfghjklzxcvbnmqwertyuiopasdfghjklzxcvbnmqwertyuiopasdfghjklzxcvbnmqwertyuiopasdfghjklzxcvbnmqwertyuiopasdfghjklzxcvbnmqwertyuiopasdfghjklzxcvbnmqwertyuiopasdfghjklzxcvbn
Departamentul de Învăţământ laDistanţă şi Formare ContinuăFacultatea de Ingineria Materialelor,
Mecatronica si Robotica
Coordonator de disciplină:Prof.univ.dr.ing. Marian IONESCU

2
2008-2009
Suport de curs – învăţământ la distanţăManagement, Anul I, Semestrul I
Prezentul curs este protejat potrivit legii dreptului de autor și orice folosire altadecât în scopuri personale este interzisă de lege sub sancțiune penală
ISBN 978-973-8151-51-2
UVTTEHNOLOGIE, STIINTA,
INOVATII

3
SEMNIFICAŢIA PICTOGRAMELOR
F= INFORMAŢII DE REFERINŢĂ/CUVINTE CHEIE
= TEST DE AUTOEVALUARE
= BIBLIOGRAFIE
= TEMĂ DE REFLECŢIE
= TIMPUL NECESAR PENTRU STUDIUL UNUI CAPITOLSAU SECŢIUNE
= INFORMA II SUPLIMENTARE PUTE I GĂSI PE PAGINAWEB A U.V.T. LA ADRESA www.didfc.valahia.ro SAUwww.id.valahia.ro .

4
Tematica cursului
1. Capitolul I. Evolutia tehnologiilor si stiintelor de-alungul veacurilor.
2. Capitolul II. Elemente ale unor noi tehnologii.
3. Capitolul III. Proprietatiiloe materialelor.
4. Capitolul IV. Procese industriale si fluxuritehnologice.

5
CAPITOLUL I
EVOLUTIA TEHNOLOGIILOR SISTIINTELOR DE-A LUNGUL VEACURILOR
1. Cuprins2. Obiectiv general3. Obiective operaţionale4. Timpul necesar studiului capitolului5. Dezvoltarea temei6. Bibliografie selectivă7. Temă de reflecţie8. Modele de teste9. Răspunsuri şi comentarii la teste
Cuprins
� Valori ale stiintei si tehnologiei.� Contributii ale unor popoare la dezvoltarea stiintei si
tehnologiilor
� Obiectiv general: Cunoasterea evolutiei tehnologiilor si astiintei si a unor materiale de interes din epoca primitiva pana in zilelenoastre.
� Obiective operaţionale: Cunoasterea materialelor feroase sineferoase avand in vedere caracteristicile lor si compozitia chimica aacestora.
= 4 ore

6
CAPITOLUL IEVOLUTIA TEHNOLOGIILOR SI STIINTELOR DE-A
LUNGUL VEACUfRILOR
1. Valori ale stiintei si tehnologiei.
1.1. Izvoarele cunoasterii si tehnologiei.
Tehnologia precede cu foarte mult timp ştiinţa, dar nu şi cunoaşterea in general.Procesul de anţropogeneză se leaga de dezvoltarea necesitaţii realizării unui noumodel de a exista in lume, in raport cu cel al restului animalelor: a exista în modconştient şi activ.
Trei mari invenţii merita a fi luate în consideraţie: focul, arcul şi roata.Focul - prima forţa a naturii pe care omul a învăţat mai întâi s-o folosească,
apoi s-o producă. Folosirea focului reprezintă deosebirea absolută dintre om şicelelalte specii de fiinţe vii.
Arcul - invenţie petrecută spre sfârşitul epocii vechi a pietrei - reprezintăprima utilizare de către om a energiei mecanice potenţiale, acumulată prin îndoireaînceată a arcului şi cheltuita rapid la lansarea săgeţii. Arcul este prin urmare, unadin primele maşini folosite de om.
Focul, arcul cu săgeţi, roata şi celelalte unelte de piatră cioplită, au măritputerea grupului uman, de culegător-vânător .
Societăţile primitive au fost denumite şi societăţi ecologice prin aceea cădepindeau în întregime de mediul favorabil ce le oferea atât condiţiile biologice detrai, cât şi resursele directe de alimentaţie, îmbrăcăminte, locuire. În acelaşi timp, eleerau societăţi prădalnice, prin aceea că nu produceau, ci doar consumau cele oferitede natura. Mărirea forţei productive a dus la sporirea populaţiei, care la rândul sau amărit necesarul de bunuri şi treptat, s-a ajuns la epuizarea resurselor.
Criza s-a născut pe baza unui progres evident în tehnologia şi putereaproductiva a societăţii, dar ea nu a fost generata de noile tehnologii ca atare, ci demodul defectuos în care ele au fost concepute. Marea experienţa a istoriei arată, încădin acele vremuri timpurii, ca o dezvoltare este viabila doar în măsura în care îşireproduce resursele evoluţiei sale ulterioare. A fost, în fapt, o criză a vechiului modelprădalnic. Societăţile care n-au reuşit să înţeleagă sensul acestei crize si n-au putut săreproblematizeze contextul social al tehnologiei nu au găsit soluţii în noi cerinţe puseîn faţa sistemului tehnologic; au stagnat şi, chiar, au dispărut. S-a dovedit cădezvoltarea umană este globală, neliniară şi afectează pe toţi oamenii. Vinovate nusunt mijloacele folosite, ci scopul pentru care au fost concepute şi utilizate. Ieşirea dincriză presupune modificarea acestor scopuri, formularea altor probleme de viaţă,pentru care trebuie imaginate mijloace adecvate de acţiune.
Pentru grupurile capabile de creativitate, agricultura a însemnat, deci, ieşireadin criza prin promovarea dezvoltării. Agricultura a generat un nou mod de viaţă, onouă cultură. Cunoaşterea proprietăţilor unor metale şi a modalităţii prelucrării lor, s-a putut petrece prin căi diferite, simpla cunoaştere a prelucrării metalelor n-a fostsuficientă pentru ca societatea să treacă la folosirea lor în cadrul sistemului
F

7
tehnologic. Se ştie ca civilizaţia Maya n-a avut unelte de metal, deşi avea asemeneasurse. Folosirea metalelor n-a fost generată de cerinţe tehnologice. Agricultura şi ceamai mare parte a meşteşugurilor orăşeneşti erau practicate cu unelte de piatra.Metalul nu era nici măcar strict necesar civilizaţiei. Viaţa popoarelor primitive s-a desfăşurat în cadrul unei permanente creaţii mate-riale şi spirituale. Ceea ce caracterizează, printre altele, cultura primitivă se referă la:împletirea foarte strânsă a activităţilor producţiei materiale, cu cele ale creaţieispirituale şi slaba diferenţiere dintre diferitele dimensiuni ale culturii.
1.2. Valorile stiintei si tehnologiei.
Ştiinţa şi tehnologia nu sunt "părţi" ale culturii, ci dimensiuni ale acesteia.Ideea valabila pentru întreaga cultură, dar şi pentru dimensiunile sale, emisă deConstantin Noica, conform căreia cultura nu se împarte, ci se distribuie.Cultura se exprimă în toate sferele vieţii umane, rămânând unitară prin întregul săusistem de valori. Cunoaşterea este o facultate fundamentală a conştiinţei umane şi o necesitate aexistenţei individului şi societăţii în ansamblul său.Putem spune că procesul de cunoaştere exprimă nevoia naturală a vieţii ajunsă lanivelul superior al fiinţei umane, el fiind rezultatul adaptării tot mai complexe lamediu. Valoriile ştiinţei, reprezintă aprecierile acordate produselor cunoaşterii ştiinţifice ,în măsura în care corespund (sau nu) unor aspecte particulare ale exigenţei.Dacă există sau nu legi obiective este un aspect al demersului filosofic, darevidenţierea, cercetarea şi explicarea legilor ca atare cad în atribuţiile cunoaşteriiştiinţifice care posedă o metodologie, sisteme conceptuale, mecanisme de analiză şiforme de exprimare specifice. Dacă înţelepciunea filosofică obligă spre luarea înconsiderare a omului ca fiinţă a naturii capabilă a exista doar în armonie cu natura,cunoaşterea ştiinţifică ne oferă tabloul trebuinţelor şi necesităţilor concrete alediferitelor grupuri sociale, al mecanismelor particulare proprii naturii şi societăţii.Valoarea nemijlocită cu care operează cunoaşterea ştiinţifică este ''informaţia". Cunoaşterea presupune crearea de informaţie şi drept consecinţă gândirea creeazăentropie negativă. Ştiinţa nu se reduce la rezultatele sale particulare (cunoştinţe, teorii, ipoteze etc), cipresupune procesul viu al cunoaşterii şi cunoaşterea ca rezultat de ansamblu asuprarealului. Ştiinţa este, in esenţa sa, un mod specific de a problematiza realul şi doar înraport cu interogaţiile sale se constituie cunoaştere. De aceea, judecarea adevărului,depinde de semnificaţia pe care o dăm cunoaşterii. Dacă procesul cunoaşteriiştiinţifice începe şi se determina prin modul de a problematiza realul, esenţialul inevaluarea ştiinţei, consta in analiza criteriilor de problematizare, adică a valorilor carestau la baza cunoaşterii, selectării si ierarhizării aspectelor din realitatea care prezintăinteres pentru om de a fi cercetate. Problemele nu sunt probleme pentru că nu le-a studiat nimeni înainte, ci pentru căfiecare din ele trebuie să răspundă la întrebarea cel mai usor de pus «de ce?». Laînceputul fiecărei investigaţii ştiinţifice există un fapt sau un set de fapte enigmaticepentru investigator.

8
In cercetarea proceselor atomice ne interesează doar mecanismele naturale,"adevărul" ştiinţific, se va reduce aparent, doar la explicarea reacţiilor atomice. Adevărul este reflectarea realităţii în conştiinţa noastră. Libertatea este adevărul.Conştiinţa umană trebuie să fie clădită din adevăruri. Când această conştiinţă estenăpădită de erori, omul devine prizonierul tuturor iluziilor, prejudecăţilor şisuperstiţiilor. Este o imperfecţiune a conştiinţei umane, că nu poate să stăpâneasca dintr-o dataadevărul absolut, ci să-l clădească în etape, printr-un lanţ de judecăţi de valoare. Deaceea, sunt mereu prezenţi în conştiinţa noastră termeni polari: justul si injustul,valoarea şi nonvaloarea. Discutând valorile ştiinţei în raport cu produsul, trebuie avute în vedere treiaspecte: 1) omul produce cunoaşterea ştiinţifică trecând-o prin filtrul întregii sale conştiinţe,ceea ce explică tocmai intervenţia directă a sistemului de valori în orientareaproblematicii de investigare şi a rezultatelor acesteia;2) ştiinţa reprezintă un sistem ce nu se poate reduce la o seamă de preocupări , deaceea intervenţia sistemului de valori se exprimă în structura de ansamblu acercetărilor.3)ştiinţa este supusă acţiunii factorilor de putere care pot influenţa nu numaiorientarea cercetărilor ci şi conţinutul produselor sale, promovând direct falsul. Teza lui Hegel conform căreia „adevărul este întregul” trebuie înţeleasă în sensulsău profund. Nu este suficient ca omul de ştiinţă să producă adevărul, ci se impune căacest adevăr să fie cât mai complet şi complex, să se refere la aspectele relevante aleintereselor cognitive ale omului. După cum arată ştiinţa moderna in multe domenii,întregul nu este doar suma tuturor părţilor sale, ci rezultatul unei articulaţii şiinterrelaţii a tuturor părţilor sale care au creat o nouă entitate.Din perspectiva înţelegerii ştiinţei ca o activitate îndreptată spre rezolvareanecesităţilor umane prin cunoaştere, realitatea nu poate avea un sens in sine absolut,ci implica raportarea omului la ea prin sistemul său întreg de necesităţi. De exempludezintegrarea economica, presupune şi efecte dăunătoare pentru sănătatea omului, acunoaşte realitatea, necesită a elucida nu numai procesele şi mecanismele strict fizice,ci şi cele legate de îmbolnăvirea posibila a omului. Dezintegrarea atomica oferă posibilitatea realizării nu numai a unor centraleelectrice , ci si a unor arme distructive, care ar putea nimici întreaga omenire, realitatepe care fizicianul trebuie s-o studieze, presupune şi aceste aspecte; eludarea lordiminuând puterea de reflectare corectă a ideilor create de ştiinţă. Ca obiect al cunoaşterii, procesele de dezintegrare atomică, includ toate aspecteleprin care poate fi afectat omul şi doar prin aceste aspecte se problematizează realulpentru a genera interogaţiile ştiinţei referitoare la atom. Iata cum, valorile generale(filosofice, etice, juridice, politice, economice, tehnologice, ecologice, sanogenetice,psihologice etc.) ale omenirii intervin direct în construirea ştiinţei.Astăzi provocarea ştiinţei este totala. Cred ca va trebui sa încercam sa realizam, ca legătura dintre ştiinţa şi societate, safie cât se poate de fluida. Una dintre caile de realizare ale acesteia, consta în adeschide canale noi de comunicare .Vechea alianţa s-a distrus. Rolul nostru nu esteacela de a jeli trecutul. El este acela de a crea noi alianţe intre om, intre visurile sale şimetamorfozele naturii. Om-societate-natura, formează o unitate indisolubila pe careştiinţa trebuie sa o aşeze la baza construcţiilor sale teoretice. Valorile ştiinţei se creează în raport cu întregul sistem de valori.

9
Ştiinţa este în primul rând - o modalitate specifică de a pune probleme, de a lerecunoaşte, aprecia şi ierarhiza. În această activitate intervin toate genurile de valori,în raport cu care se defineşte aria de abordare a realităţii.Măsura in care o colectivitate umană recunoaşte şi valorifică întregul sistem devalori pozitive pentru problematizarea realităţii şi desfăşurarea cercetării ştiinţifice,poate fi considerat ca o expresie a gradului său de cultură şi civilizaţie.Deoarece "adevărul este întregul", cercetarea ştiinţifică, trebuie, în mod conştient, săprecizeze ansamblul necesităţilor umane, care vor fi luate in considerare si, pe aceastabază, să delimiteze "realitatea" care va fi investigată.În acest fel, valorile ştiinţei nu numai ca sunt în legătură cu celelalte valori aleculturii, dar se constituie prin interdependenta lor; cu întregul sistem de valori. In natura problemelor la care adevărul ştiinţei se referă, se oglindesc valorile careau stat la baza cercetării. Rezulta ca orice cercetător, indiferent de domeniul în careactivează si de ramura ştiinţifică a specialităţii sale, trebuie să se intereseze deîntreaga problematică umană legată de fenomenele investigate de el.Dacă ştiinţa are ca valoare fundamentala adevărul, aceasta nu înseamnă că eaurmăreşte orice fel de adevăr, ci doar pe cele relevante. Prezentând problema teoretică a valorilor ştiinţei, se impune a căuta răspunsuri - înlumina acestor abordări teoretice - la o întrebare fundamentală: cum este posibil cafolosind rezultatele ştiinţei, sa se servească scopuri potrivnice omului si săargumenteze neadevărul? Spre exemplu unele dintre aplicatiile energiei atomice.Tehnologia nu este, deci, doar un mod de rezolvare de probleme, -ci în primul rând -de formulare şi interpretare a acestora.Tehnologia are ca valoare fundamentala - utilitatea - ce este definită, ca o apreciere pecare subiectul axiologic, o acordă unor mijloace directe de acţiune de a putea servi(sau nu) la realizarea unor scopuri. Aşadar, în constituirea şi folosirea tehnologieiintervine ca element central scopul. Întrebarea "util în raport cu ce şi pentru cine? Neplasează in domeniul general al valorilor. Valoarea de utilitate se exprimă prin celedoua modalităţi polare: util şi neutil. Utilul se determină prin participarea întregului sistem de valori la fixarea scopului,la precizarea problemei pe care tehnologia trebuie s-o rezolve. Cea mai mare perioada de timp (până spre mijlocul secolului trecut), tehnologiaproductiei materiale s-a dezvoltat în afara ştiinţei. Tehnologiile empirice s-au bazatînsă, întotdeauna pe o cunoaştere şi s-au modelat în raport cu un sistem de valori. Elaborarea si folosirea unei tehnologii, are loc pornindu-se de la un scop. De modulîn care este fundamentat scopul depinde, deci, tehnologia. Tehnologiile ştiinţifice nusunt simple aplicaţii ale ştiinţei, ci presupun un proces specific de creaţie în careraportul cu ştiinţa are un caracter de reciprocitate. Transferul de la ştiinţă spre tehnologie nu se face direct şi automat, ci tot prinmedierea sistemului de valori care defineşte utilul (scopul). Cu cat în elaborareascopului se instrumentează mai multe tipuri de valori, cu atât procesul de creare atehnologiei face apel la o diversitate mai mare de domenii ale ştiinţei. Astfel, dacă încreaţia, să presupunem, a unui ansamblu vestimentar, ne preocupă doar aspectelelegate de rezistenţă, fabricaţie, vopsit etc, vom face apel la cercetările exclusiv dechimie, mecanica etc. Urmărind să satisfacem si cerinţele estetice, vom realiza documentare şi vomintroduce rezultatele cercetărilor din domeniul artei în determinarea tehnologiei pecare o vom avea în vedere.

10
Modul de a concepe tehnologia, poate genera (direct şi mediat) noi probleme derezolvare pentru ştiinţă. Dezvoltarea tehnologiilor informatico-cognitive, esteurmarea nemijlocită a unor mari realizări ale ştiinţei. Televizorul, de exemplu, a fostconceput cu scopul de a fi un mijloc de difuzare a culturii în masă. Ca atare valoareasa de utilitate s-a constituit pe baza unor valori. Până acum nu s-a pus serios problema în ce măsură televizorul poate dăunasănătăţii omului. Dacă vom lua în consideraţie valorile sanogenetice ca un elementobligatoriu în proiectarea viitoarelor tehnologii de producere a televizoarelor, atuncivom lansa numeroase întrebări privind influenţa fenomenelor şi proceselor generatede funcţionarea aparatelor TV asupra sănătăţii omului.Prin aceasta s-ar formula noi şi importante teme de cercetare, ştiinţa ar recepta noidirecţii de orientare a efortului cognitiv. Astăzi adevărul (ca valoare a ştiinţei) şi utilitatea (ca valoare a tehnologiei), seinfluenţează reciproc deosebit de puternic prin demersul tot mai conştient în raport cuîntregul sistem de valori. Utilitatea se corelează cu altă valoare a tehnologiei: eficacitatea ca raport intre scopşi rezultate. Avându-se in vedere că scopul nu este elaborat de sistemul tehnologic, ciîn afara sa, valoarea de eficacitate ne apare si ea ca fiind corelata de întregul sistem devalori. Eficacitatea tehnologica depinde de valorile care stau la baza elaborăriiscopului. Valoarea de eficacitate tehnologică se defineşte ca aprecierea acordată mijloacelordirecte de acţiune, în măsura în care ne conduc la rezultate conforme scopurilorurmărite. Eficacitatea tehnologică se înscrie ca o dimensiune a eficacităţii generale. Aşadar, valorile tehnologice se constituie în contextul întregului sistem de valori şifuncţionează în interdependenţă cu acesta. Fundamentarea tehnologiei pe un sistem de valori care ia, în mod real şi deplin, înconsideraţie necesităţile umane, impune ca încă din faza de proiectare a produsului,să se prevadă tehnologiile tuturor fazelor legate de produs, până la recuperarea,refolosirea şi reintegrarea sa în natură.
1.3. Tehnologii productive in antichitate.
Unealta primară folosită în agricultură a fost sapaliga, care la început, când doarinlocuia baţul de scormonit, era folosită numai pentru scoaterea radăcinilor. Apoi,agricultorii erei neolitice, au utilizat-o fie folosind cornul, fie sub forma unei lame depiatra ascuţita legata în unghi drept pe un suport de lemn căreia i se ataseaza o coada;dar sapaliga putea fi si în intregime numai din lemn şi ca atare a şi evoluat spreforma unui rudimentar plug. În mileniul al IV-lea si-a facut aparitia in Orientul Apropiat, plugul având un cuisau o lama de lemn ca brazdar, care putea efectua o aratura dubla, încruciata (si carela inceput era tras , ca in Egiptul pre-dinastic de oameni). În neolitic, se lucreaza mult cu cangi, harpoane si sageti pentru arc; apoinumeroase podoabe, din corn, os sau fildes. Incep sa se lucreze si pietrelesemipretioase: agata, alabastrul, turcoaza, cornalina, ametistul, s.a. care adeseorierau aduse de la mari distante. Înca în perioada de tranzitie spre epoca neolitica , deci aproximativ cu10 000 de ani i.Ch., omul cunostea piroga scobita într-un trunchi de copac (dupa ceînainte folosise desigur pluta).

11
În epoca neolitica navigatia cu piroga mai întii, era frecventă pe fluviile mari dinEuropa, precum si de-a lungul coastelor. Primele barci propriu-zise, confectionate dinmanunchiuri de trestie legate între ele, sau din scânduri (dar si dotate cu pânze)navigaind pe Nil si in Marea Mediterana, ne sunt cunoscute abia din jurul anului 3000î.Ch. Mari progrese s-au facut în neolitic si în tehnica constructiei de locuinte, si îngeneral in prelucrarea lemnului, de asemenea, în tehnica impletiturii, din care aderivat mai tarziu tehnica tesutului, din fibre vegetale, din lâna si din matasRevolutionare in domeniul tehnicii au fost indeosebi procedeele fabricarii ceramiceisi cel al fuziunii si prelucrarii metalelor (mai intai a aramelor), procedeul din urmaînsa apartinand epocii urmatoare, a metalelor. Brazdarul de piatra s-a păstrat, bronzul fiind un aliaj metalic nerezistent pâna înepoca romana, atunci când aliajele fierului, care au înlocuit aliajele cuprului pentrufaptul ca erau mai ieftine. Fibrele vegetale , care sunt si cele mai flexibile , au fost cele mai utilizate inEgiptul antic si in Orientul Mijlociu. (Cea mai veche tesatura de in, gasita la Fayum,în Egipt, dateaza din aprox. 4500 i.Ch.). Bumbacul a fost tors mai întâi în India;torsul si tesutul lui sunt documentate arheologic de prin2500 î.Ch. în orasul Mohenjo-Daro. Ceramica a fost inventata probabil pe teritoriul Asiei Mici. Importanta vaselor de diferite forme si marimi, utilizabile mai ales prin eliminareaapei din argila prin ardere la o temperatura de cca.6000C, a fost incalculabila. Acesterecipiente au devenit mult mai practice si mai agreabile privirii atunci când,slefuindu-le si aplicandu-le inainte de ardere inca un strat de argila, omul le-a sporitimpermeabilitatea si, pictându-le sau incizându-le, le-a adaugat si efectul estetic.Vasele erau lucrate cu mâna; pâna în jurul anului 3400 î.Ch., atunci cand înMesopotamia si-a facut aparitia roata olarului. Aceasta a fost prima forma de tehnicabazata pe principiul rotii. Roata olarului , care în Europa nord-vestica va apare abia injurul anului 500 î.Ch., i-a permis omului să lucreze mai repede si deci sa produca maimult; sa controleze mai bine grosimea peretilor vasului si sa creeze forme noi,originale, mai simetrice si mai estetice.
2. Contributii ale unor popoare la dezvoltarea stiintei sitehnicii.
2.1. Epoca traco-getilor.
Tracii, al căror nivel de civilizaţie şi cultură n-a fost egalat în antichitate, pe întregulteritoriu european (în afara lumii greceşti, etrusce şi romane) decât de civilizaţiacelţilor, pe care în unele privinţe chiar au depăşit-o, erau un popor a cărui forţă şicultură, s-au bucurat de multă consideraţie în antichitate. Teritoriul ocupat de traci seîntindea de la Marea Egee, până în regiunea Boemiei, şi din zona Iugoslaviei actualepână la gurile Bugului. Geţii, stăpânitorii marelui drum de civilizaţie al Dunării, de la început îşi urmăreauo politică a lor şi alcătuiau un stat bine închegat, primeau puternice înrâuriri greceşti ,dar în aceeaşi vreme ofereau la rândul lor şi grecilor şi romanilor o consistenţăspirituală superioară. Dacii şi geţii, ramură a marelui popor indo-european al tracilor, erau unul şi acelaşipopor , fapt recunoscut de autorii antici , şi vorbind aceeaşi limbă. Dintre cele peste

12
100 de formaţiuni tribale şi gentilice ale tracilor, triburile dacilor şi geţilor erau celemai mari şi cele mai puternice. Ocupau teritoriul cuprins între Munţii Balcani(Haemus) şi Munţii Slovaciei, şi de la litoralul apusean al Mării Negre până dincolode bazinul Tisei. Triburile denumite „dacice" locuiau pe teritoriul actualei Transil-vanii şi al Banatului, iar ale „geţilor", în câmpia Dunării (inclusiv în sudul fluviului),în Moldova şi Dobrogea de azi. Una şi aceeaşi populaţie daco-getică apare la scriitoriigreci de obicei cu numele generic de „geţi", iar la autorii români cu denumirea de„daci" Denumirea generală de „traci" a fost dată triburilor de limbă tracică dintre MareaEgee şi Dunăre; triburile din nordul Dunării, vorbind aceeaşi limbă tracică, purtaunume de daci sau de geţi.Aceasta incursiune istorica scurta, reprezinta esentatrasaturilor noastre stramosesti pe aceste meleaguri blagoslovite de Dumnezeu sipresarate cu foarte multe dovezi despre istoria, cultura si mestesugurile inaintasilornostrii.Erau dezvoltate toate mestesugurile si tehnicile de lupta, aspect dovedit prinlucrarile lui V.Parvan care arata ca ordinea de bataie, se facea prin asezarea in unghiascutit pentru a strapunge frontul dusman iar armata lui Decebal, era dotata cu armeconfectionate din aliaje de fier ca: sabii, platose,lanci etc. Locuintele daco-getilor erau construite in functie de regiuni, din lemn, piatra sauargila si asezate in plan in forma fie rotunda, fie ovala fie de patrulater.Existauaductiuni de apa prin conducte confectionate din tuburi din lut ars, sau erainmagazinata in cisterne (butoaie) si era transportata in asezarile de tip preurban princonducte de plumb catre locuintele celor instariti care locuiau in Sarmisegetuza.Indeletnicirea de baza a traco-getilor era agricultura, erau mari producatori de cerealeca: orz,secara, linte, grau, in stransa legatura cu activtatea de crestere a animalelor.
Economia, mestesugurile si ceramica
Din antichitate oamenii foloseau plugul cu brăzdar şi cuţit de fier încă din sec IIIî.Ch. Inventarul uneltelor agricole de fier(otel) însuma la acea dată: coase lungi (detip celtic), seceri, sape, săpăligi, cosoare pentru tăiatul viţei de vie, târnăcoape, securi,greble cu şase colţi ş.a. Lemnul pădurilor transilvane era foarte căutat de greci pentru construcţiacorăbiilor. Din timpuri stravechi, dacii foloseau desigur păcura - dar numai cea găsităla suprafaţă (căci dovezi privind extracţia păcurii nu avem decât din epoca romană).Cu sarea gemă , mult folosită atât pentru conservarea peştelui şi a cărnii, cât şi laargăsitul pieilor , daco-geţii făceau un comerţ intens, mai ales cu grecii. Pământul Daciei era foarte bogat în minereuri. Meşterii daco-geţi lucrau fierul şiarama, argintul şi aurul. Reducând minereul de cupru la o temperatură de 1 085°C şiamestecându-l cu cositor, obţineau bronzul din care făceau felurite unelte şi podoabe.Exploatau aurul nu numai din aflorismente (locurile unde, prin eroziune, roca auriferăapare la suprafaţă), ci şi din nisipul aurifer al râurilor de munte. O mare dezvoltare oluase prelucrarea fierului; metalurgia fierului a început pe teritoriul României , dupăH. Daicoviciu , către anul 800 î.Ch. În timpul lui Decebal, se pare că laSarmizegetusa şi în împrejurimi, existau cele mai mari ateliere de metalurgie dinîntregul teritoriu al Europei, rămase în afara Imperiului roman. În aceste ateliere se confecţionau, mai întâi, ustensilele: nicovale masive, ciocanede diferite forme şi dimensiuni, baroase şi ciocane de forjă, pile, cleşti, dălţi, etc. Apoi, unelte şi obiecte de fier(otel), servind la prelucrarea lemnului sau înconstrucţii: fierăstraie cu pânză lată sau îngustă, cuie şi piroane, topoare, scoabe,

13
cutitoaie, burghii, tesle, ţinte, zăvoare şi balamale pentru uşi, cârlige de undiţe,foarfeci, lame de brici, frigări mari (cu suporturile respective) cu doi sau mai mulţidinţi, cuţite, ş.a.. Din fier(otel) se confecţionau şi podoabe accesorii pentru îmbrăcăminte , catarame,paftale, nasturi, dar podoabele erau mai ales din argint piese care se regasesc inmuzeele de istorie. În atelierele argintarilor daci (în care s-au descoperit şi uneltelemeşterilor: nicovale mici, dălţi, pile, ciocănaşe), se lucrau coliere, brăţări, inele,fibule, broşe, catarame; de asemenea, piese de harnaşament. Existau adevărate centremeşteşugăreşti, grupând mai multe genuri de ateliere, dar existau şi meşteri argintariambulanţi care se stabileau temporar în diferite localităţi mai mici. Măiestria lor searăta în piese lucrate cu o fantezie şi deosebită fineţe. Cunoaştem încă din secolele IVşi III î.Ch., podoabe reproducând prin tehnica ciocănitului, imagini de fiinţe umane şianimale, brăţări spiralice, lanţuri ornamentale obţinute prin împletire din fire sauîmbinări de inele, palmete şi capete de animale stilizate, brăţări cu capete de şarpe detip elenistic. „Pe întreg teritoriul geto-dacic exista o artă dacică a argintului,generalizată, începînd din sec III î.Ch."
Meşterii argintari daci, practicau şi tehnica suflării cu aur. Obiectele de aurdescoperite până acum sunt însă într-un număr foarte mic. O explicaţie cel puţinparţială, poate fi dată de faptul că numai regele avea dreptul să posede obiecte deaur.Se cunoaste acum despre fabricarea renumitelor bratari din aur masiv de originegeto-dacica, sustrase din patrimoniul national, unele expuse recent in muzeul deistorie de la Alba-Iulia, care au putut fi recuperate din mana traficantilor sitradatorilor de tara. Este destul de greu de analizat si mai ales de reprodus tehnologiafabricarii acestor bijuterii exceptionale, de tip bratare din aur masiv in acele timpuri. Primul rege al marelui stat daco-getic şi, probabil că, înaintea lui, şi şefii triburilor,instituise monopolul regal asupra aurului. Meşterii daci au început să folosească roata olarului din prima jumătate a sec.V.î.Ch. Deşi ceramica lucrată cu mâna de daco-geţi, datează dintr-o perioadă maiveche , producţia locală caracteristică, de ceramică tipic daco-getică apare mai întâiîn perioada secolelor V-IV î.Ch. Olarii geto-daci au preluat uneori de la meşterii străini unele procedee tehnice, sauanumite forme şi motive, ornamentale, imitând — de pildă — cupele greceşti de tipulcelor din Delos; dar formele vaselor daco-getice sunt în marea lor majoritateoriginale.Ex: ceaşca cu toartă, aşa-numita ceaşcă dacică si farfuria cu picior înalt, „fructiera",cum i se spune de obicei, fiind într-adevăr ca o fructieră clasică. Ornamentaţia esteînsă simplă, redusă la linii incizate, alveole făcute cu degetul, precum şi proeminentede brâie in relief, butoane, uneori chiar reprezentări schematice de flori sau animale,ceramica daco-getica era în general lucrată cu roata.Culorile folosite sunt de obicei roşul şi brunul , în diferite nuanţe; mai rar, galbenul şinegru. Remarcabile ca factură, elegante ca formă sunt cănile, vasele cu două torţi,străchinile cu picior şi cele cu capac; cum am spus, forma cea mai caracteristică,răspândită pe tot teritoriul daco-geţilor (şi fără să fi fost apoi preluată de vreun altpopor) este „ceaşca dacică" , folosită ca opaiţ , cu una sau mai multe torţi, de formătronconică şi de dimensiuni mici.

14
2.2. Epoca romanilor.
O „ştiinţă romană" propriu-zisă nu există. Preocuparea pur practica si tehnologică,a fost dominantă în lumea romană si prevala net asupra interesului pentru o cercetarespeculativă, teoretică.Dar în istoria tehnicii, contribuţia romanilor a fost - cel puţin în anumite domenii -considerabilă (cf. P.M. Duval). Cateva dintre cele mai importante, in primul rând, în domeniul construcţiilor,romanii au fost neîntrecuţi. Astfel, în privinţa planului oraşelor taberelor lor militare(castra), meritul mare al romanilor constă în sistematizarea elementelor împrumutatede la greci şi de la etrusci. Anumite tipuri de construcţii - în mare majoritate edificiipublice - au fost inventate de romani spre exemplu : arcul de triumf, amfiteatrul,apeductul, podurile, monumentul numit „trofeu”, panteonul, coloana votivă ornată,villa. Marea dezvoltare care au dat-o construcţiei boltii - invenţie grecească,perfecţionată de etrusci , le-a permis să construiască poduri ale căror arcuri audeschideri colosale (cele ale podului din Alcantara - 27 m; din Narai - 32 m, etc).Intrebuinţarea cu mare dexteritate tehnică a boltii, le-a permis să multiplice sistemulde scări şi să obţină adevărate performanţe tehnice - ca în cazul scării în spirală dininteriorul columnei lui Traian. Apeductul exista în civilizaţiile orientale şi în lumeagrecească, dar romanii i-au dezvoltat principiul aplicîndu-1 la scară mare, construindconducte care ajung până la o lungime de 100 km. Din motive de salubritate şi desecuritate, conductele erau - aproape pe tot parcursul apeductului - subterane. Văilemai înguste erau trecute de apeduct în linie dreaptă, folosindu-se sistemul arcadelorsuprapuse (Pont-du-Gard atinge înălţimea de 48 m). In cazul văilor mai largi, pentrurealizarea unui sistem de sifon inversat, se foloseau conducte de plumb. (Un apeductcare aducea apă în oraşul Lyon întrebuinţa exclusiv ţevi din plumb pe o lungime de26 km — ceea ce însemna aproape 2 000 de tone de plumb!). Determinante pentruposibilitatea unor asemenea realizări au fost atât procedeele cât şi materialele deconstrucţie folosite. Mortarul - în primul rând - care probabil că a fost mai întâiutilizat în construcţia palatelor unor regi din Asia Mică, dar pe care, modificandu-imereu compoziţia., romanii l-au dus la un asemenea grad de eficienţă tehnică, încât s-ar putea spune că a fost inventat pentru a doua oară de ei. Am mai vorbit atât despreoriginala lor tehnică adoptată în construcţia drumurilor, cât şi despre imensaextensiune a reţelei: aproximativ 90 000 km de şosele şi 200 000 km drumurisecundare. La aceasta se adaugă şi tehnica - uimitoare pentru acel timp –al săpăriiunor lungi tuneluri pentru aceste drumuri: de 300 m (între Napoli şi Puzzoli) si chiarde 800 m, ca cel din apropierea lacului Bienne din Elveţia. Tot în domeniul construcţiilor, trebuie amintite şi unele remarcabile amenajări, cade pildă perfecţionarea sistemului de încălzire a edificiilor prin hipocaust, cameraumplută cu aer cald, instalată sub sala de încălzit, cu încălzirea chiar a pereţilor princonducte îngropate în zid. In schimb romanii n-au făcut progrese deosebite, nici în domeniul construcţiilor decanale, nici în domeniul irigaţiei. Atelajul, apoi, a rămas primitiv incat doi cai nuputeau trage o povară mai mare de o jumătate de tonă (deci de şase ori mai puţindecât cu atelajul de azi). Şaua s-a perfecţionat, dar scara şelei era necunoscută, iarpotcoava, prea puţin. Totuşi, comunicaţiile puteau atinge un grad de velocitatesurprinzator. Dar în mod obisnuit viteza trăsurii de posta era de 45 km pe zi, iar a

15
curierului imperial de 75 km,. In schimb Tiberius a parcurs o distanta de 300 km în24 ore. Se mai citeaza si cazul unui ofiter-curier care a ajuns de la Mainz la Koln –160 km- in 12 ore. Mai importante, evident, si mai eficace, erau transporturile maritime. Capacitateacurenta a unei nave din epoca elenistica era de 130 de tone; dar în epoca romananavele de transport imperiale ating un tonaj de 340 de tone. În caz exceptional - ca celdespre care vorbeste Plinius cel Batran - o corabie romana putea depasi chiar 1300 detone. Romanii n-au facut mari progrese tehnice în industria metalurgica si nici îndomemul textilelor; iar în cel al masinariilor au fost în cea mai mare parte tributariilumii elenistice. Înca din sec. II î.Ch., utilizau balanta cu un brat (inventata probabilde romani), diferite mecanisme de ridicare a greutatilor pe principiul scripetilor sidiverse tipuri de pompe aspiratoare-respingatoare. Alte exemple edificatoare ale tehnologiilor antice romane care au influentatcresterea nivelului de trai : in mine, surubul lui Arhimede, actionat de sclavi servea ladrenarea apei de infiltratie; în schimb roata hidraulica, desi era cunoscuta de romaniînainte de anul 100 i.Ch., s-a raspandit târziu. Dar in sec. III lânga Aries (Franta)functiona o instalatie cu 16 roti hidraulice în angrenaj, actionând 32 de mori caremacinau 28 de tone de faina într-o singura zi! În agricultura, se pare ca romanii au fost primii care au folosit ingrasamintechimice. Au devenit mari mesteri in fabricarea sticlei, întrebuintând-o întâi opaca,apoi transparenta - la ferestre; iar primele oglinzi de sticla romane dateaza din jurulanului 220 d.Ch. Sapunul a fost la inceput o solutie pentru decolorarea parului, dar însec. IV dCh., a devenit la Roma articol de toaleta cu utilizarea de azi. Tot din Galliaromana, provine si masa cu patru picioare, acoperita cu o fata de masa, cu scaunele înjur, ceea ce a înlocuit mesutele de servit asezate în fata paturilor-canapea pe careromanii mâncau pâna atunci. Cortina de teatru ridicându-se dintr-o fosa, asemeneaunui ecran, uriasele pânze groase de protectie contra soarelui si intemperiilor, întinsedeasupra teatrelor si amfiteatrelor; arcul cu creasta de oprire; lumanarea de ceara cumesa de fibra vegetala; ,,cartea" (codex), compusa din foi de papirus sau depergament legate împreuna, scrise cu cerneala obtinuta pe baza de negru de fum;crearea unui sistem de stenografie, atestat înca din timpul lui Cicero si practicat înadministratia imperiului de stenografi oficiali; patul cu somiera metalica; fierastraulcu cadru de lemn, rindeaua timplarului, priboiul (dornul), foarfecele cu pivot, diversetipuri de burghiuri, - iata alte noutati, unelte si inventii, care atesta aplicatia deosebitadata de tehnica a romanilor.
2.3. Revolutia tehnologica in feudalism.
Epoca feudalismului reprezintă o perioada deosebit de neomogenă din punctul devedere al problemelor pe care dorim să le urmărim. In foarte mare măsură, putemconstata un raport invers între evoluţia cunoaşterii şi cea a tehnologiei, şi tocmai acestfapt ne propunem să-l discutăm pentru a vedea ce concluzii am putea desprindepentru înţelegerea situaţiei de astăzi.

16
In Occidentul feudal, religia şi biserica au ocupat un loc central în viaţa economicăşi spirituală. Posesoare de mari bogăţii, biserica a devenit o principală Instituţiepolitică, impunând vieţii culturale o trăsătură religioasă.Pentru formarea clerului s-au înfiinţat, la început, şcoli pe lângă catedrale (ca cele dinChartnes şi Reims), care din secolul al Xll-lea încep să se transforme în universităţi.Cea mai cunoscută universitate a fost cea din Paris. Se pare că prima a fost întemeiatacea de la Bologna, care a pus bazele formarii invatamantului modern. Studiul la aceste şcoli şi universităţi, era foarte diversificat şi diferă de la un loc laaltul. Se făcea o pregătire, în special, în gramatică, retorică, logică, aritmetică,geometrie, astronomie şi muzică (în afară, bineînţeles, de filosofie şi teologie), dar înunele locuri se ţineau cursuri şi de anatomie,botanica si geologie. Scolastica a folosit creaţia lui Aristotel (în special prin Toma d'Aquino. 1225-1274)pentru a susţine armonia dintre ştiinţă şi religie. Cert este că dominaţia gândiriiscolastice, şi la nevoie a forţei (Inchiziţia), a fost principala cauză de frânare aştiinţei în această parte a Europei. In lumea arabă contribuţiile în acest domeniu sunt remarcabile.In timp ce ştiinţa era împinsă spre "periferia" culturii feudale occidentale, societatea acunoscut un progres marcant pe plan tehnologic (denumit, uneori, chiar "primarevoluţie industriala"). Prima revoluţie industrială datează din evul mediu. Secolele alXl-lea. al Xll-lea şi al Xlll-lea, au creat o tehnologie pe baza căreia s-a dezvoltatimpetuos revoluţia industrială a secolului al XVIII-lea.Progresul tehnologic în sfera producţiei s-a desfăşurat pe două planuri. în maremăsură paralele: agricultura şi meşteşugurile. In agricultura, munca omului începe să fie înlocuită cu cea a animalelor şjmaşinilor. Jugul si moara de apa s-au aflat in centrul schimbărilor.Boii au putut fi înlocuiţi cu caii, ceea ce a permis cultivarea de terenuri nepotrivitepentru plugul cu boi. Căruţa cu cai a asimilat şi alte invenţii: oiştea perfecţionată (totpe modelul chinezesc), potcovitul cailor, plugul cu brăzdare de lemn, este înlocuit pescară larga cu cel de fier. Invenţiile tehnologice au stimulat împotriviri şi neînţelegeri.Moara de apă a fost inventată în antichitate, dar,a fost folosită pe scară largă doar înepoca medievală, aproape pe fiecare domeniu seniorial funcţionând una, având ca rolnu numai măcinatul grâului, ci şi asigurarea unei energii în alte diferite meşteşuguri.Pentru transformarea mişcării de rotaţie în mişcare rectilinie alternativă s-au folositdouă dispozitive (ciocanul mecanic şi angrenajul bielă-manivelă), ce reprezintăinvenţii ale Chinei antice. Mişcarea rectilinie alternativă era asigurată de arborele cucame - invenţie pe care Heron din Alexandria o folosea doar la confecţionarea dejucării , dar care era folosita în China pe scara mare la decorticarea orezului.Folosirea arborelui cu came a fost una dintre cele mai relevante asimilări tehnologiceale epocii ce a dus la mecanizarea unui mare număr de activitati manuale (înindustria textilă, a hârtiei, a berii, a zahărului etc.). Pe teritoriul ţării noastre, arborele cu came a fost foarte iute asimilat şi răspândit.Moara de vânt (provenita, se pare, din Persia) a ajuns în Europa în jurul anului 1150şi a contribuit, şi ea, la revoluţionarea meseriilor. Mineritul şi exploatarea carierelor de piatră, metalurgia şi larga gamă aconfecţionării produselor finite, peste tot, conduce la trecerea la un nou gen demuncă. Inovaţia meşterilor medievali, de o importanţă capitală pentru industriafierului, a fost adaptarea energiei hidraulice la metalurgie. Minereul de fier erasfărâmat mecanic, cu ajutorul morilor de apă.

17
In minele de cupru, cositor şi fier din sudul Germaniei se foloseau maşini pentrudrenarea puţurilor acţionate hidraulic. Maşina devine tot mai prezentă. Ciocanul (acţionat prin arborele cu came) aschimbat înfăţişarea atelierelor de confecţionat unelte şi arme.In atelierele meşteşugăreşti, baterea postavului se realiza mecanizat, tot aşa cum sefabrica hârtia, în 1272 la Bologna (Italia) se pune în funcţiune o maşină de răsucit firede mătase. Inlocuirea muncii sclavilor cu cea a ţăranilor iobagi, a creat o altă bază social-economică în agricultură: ţăranul, dispunând,de o oarecare libertate, devine interesatîn progresul tehnologic care-i,.uşurează efortul şi îi măreşte producţia (din care, dândseniorului partea sa, îi putea rămâne o cantitate mai mare de produse). Taranul iobag, este un alt tip de agent economic ce are o motivaţie a muncii şi uninteres personal. Iată de ce, agricultura în epoca feudală, a aplicat invenţiile şiinovaţiile pe care agricultura practicată cu sclavi era incapabilă să le asimileze. Societatea feudală a creat o cerere socială nouă de produse, foarte variate, încantitate tot mai mare (pe măsură ce sporeşte populaţia şi se rafinează necesităţile sale- în special a celei orăşeneşti) şi cu exigenţe de calitate în creştere. Munca meşteşugărească, o muncă complexă, presupunând ansamblul operaţiilorlegate de un produs, impunea o bună calificare şi o atenţie deosebită faţă de calitate.Sporirea solicitărilor pieţei a găsit interesul introducerii largi a progresului tehnologic.Dar, ca in agricultură, limitele sociale ale tehnologiei - ca sistem social – au fost, laun moment dat epuizate.Sistemul breslelor ne apare ca o organizare politico-juridică şi tehnologico-profesională a feudalismului în aceasta parte a Europei.Acest sistem începe sa frâneze progresul tehnologic. Ceea ce la început era unstimulent, devine, o cauza sociala majora de blocaj.Orice încălcare a regulilor de breasla ar fi dus la lichidarea sistemului şi, deci, afectainteresele profunde ale factorilor de putere şi decizie economică, politică şitehnologică. Stiinţa şi tehnologia au mecanisme proprii de progres şi promovare , ce nu coincid,prin sensul acţiunii lor.Tunul şi puşca cu pulbere de salpetru (inventata in China) au fost promovate pentruîntărirea forţei seniorilor şi a oraşelor feudale.
2.4. Revolutia tehnologica in epoca moderna.
Renaşterea, a dus la o adevărată revoluţie umanistă în cultură, marcând o luptă pefront larg împotriva vechiului mod feudal de viaţă (inclusiv cel de gândire). Prinaceasta, Renaşterea este precedată de întreaga mişcare denumită "umanism”.Renaşterea reprezintă perioada de maturitate a unei evoluţii îndelungate ce a schimbatmentalitatea despre om, natură şi societate. Dintre personalităţile ce-i definescdimensiunile putem aminti pe: Leonardo da Vinci, Michelangelo, Rafael, Copernic,Vesalius, Giordano Bruno, Campanelia, Machiavelli şi mulţi alţii. O trăsătură caracteristică a Renaşterii, o constituie legătura dintre artă, ştiinţă şitehnică, legătură ce reprezintă un element nou de unificare a întregii culturi.Renasterea a marcat mari progrese în ştiinţă, fără însă a duce la o cotitură în evoluţiaei (realizată ulterior),dar a schimbat radical modelul valoric şi social al ştiinţei, creândmediul cultural al legăturii ştiinţei cu tehnologia.

18
În Renaştere ştiinţa şi tehnica se apropie şi chiar se unesc printr-o influenţăreciprocă. Tehnica Renaşterii se răspândeşte prin şcoli de artă şi meserii, în timp ce înGrecia, tehnica, încredinţată în mare parte sclavilor - rămâne empirică.Ştiinţa se apropie,deci în Renaştere de ţelurile pe care le vom întâlni de-abia însecolele al XVIII-lea şi al-XIX-lea, de a ridica prin descoperiri şi aplicaţii practicecalitatea vieţii unor mase din ce în ce mai largi ale socetătii umane. Leonardo Davinci a dat o nouă concepţie filosofică despre tehnică, toatefenomenele fizice constau într-un complex de transformări materiale. Este eliminată,prin urmare, orice intervenţie supranaturală în fenomenele materiale, orice influenţădirectă a unor forţe spirituale asupra materiei.Renaşterea a dat un enorm impuls dezvoltării tehnologiei în primul rând, adezvoltării unei clase în formare, burghezia si prin aceasta, ştiinţei. Progresele cele mai importante în tehnică, în această epocă au avut loc în domeniileexploatării miniere, metalurgiei şi chimiei. Avântul navigaţiei a exprimat direct aplicarea în practică şi, în mod conştient, aştiinţei astronomiei şi geografiei. Progresul mecanicii,a contribuit şi el la dezvoltareatehnologiei. Din această etapa, viitorul ştiinţei era asigurat: ea devenise o necesitatepentru îndeletnicirile cele mai importante, mai active şi mai rentabile: comerţul şirăzboiul. Revoluţia ştiinţifică modernă marchează procesul apariţiei ştiinţelor, ca domeniidiferenţiate şi specializate ale cunoaşterii desprinse de filosofie. Daca în antichitate seputea vorbi doar de o gândire ştiinţifică, epoca modernă a dus la desprindereaştiinţelor de filosofie, la constituirea lor în domenii separate de cunoaştere. Revoluţiastiinţifică din secolul al- XVII-lea începe cu G.Galilei şi se desăvârşeşte prinI.Newton. Dezvoltarea stiinţei s-a făcut sub acţiunea directă a cerinţelor producţiei şi tehnicii.Până la sfârşitul secolului al XVII- lea, ştiinţa a luat de la industrie mult mai multdecât a fost în stare şă-i dea în schimb. Caracterul revoluţionar al transformărilor prin care trecea ştiinţa, oferea aspectediferite: de la schimbarea modului de practicare a cercetărilor în domeniile existenteîncă din antichitate, până la apariţia de noi ştiinţe pe care Kuhn le desemnează printermenul de "baconiene", cum ar fi: magnetismul, electricitatea, studiul căldurii,chimia etc.Momentul de vârf al acestei ample miscări l-a constituit, în mod relativ, publicarealucrării lui Newton (1687) ”Principiile filosofiei naturii “, în care se statuează nouametodă de cercetare şi gândire în ştiinţă : observaţia şi experimentul. Practicieni ai ambelor tipuri de ştiinţe, pot fi găsiţi în majoritatea ţărilor europene,dar centrul ştiinţelor baconiene era în mod clar Anglia, iar cel al „ştiinţelormatematice” în special Franţa.Anglia secolelor XVII-XVIII era dezvoltată economic, social şi politic, cu o activitatemeşteşugărească foarte avansată. Gândirea lui Fr.Bacon, aduce în centrul discuţiei valoarea umană a şţiinţei şitehnologiei: ştiinţa şi tehnologia în slujba fericirii practice a omului, căci ştiinţaînseamnă putere; iar puterea trebuie să-i ofere omului mijloacele îmbunătăţirii vieţiisale. În Franţa situatia era alta, deoarece rămăsese în urma Angliei. Revoluţia burghezădin Anglia (1642) a avut loc cu aproape un secol şi jumătate înaintea celei din Franta(1789).

19
Şţiinţa si tehnologia în slujba omului, iată paradigma ce stătea la baza construcţieilor,dar cu toate aceste premise, producţia nu a beneficiat de marile avantaje pe careştiinţa le-ar fi adus tehnologiei.Anglia a fost ţara cu economia cea mai dezvoltată atunci când ea a realizat cunoscutarevoluţie industrială (declanşată în jurul anului 1750). Până a trece la marea industriemaşinistă, Anglia a cunoscut încă două forme sociale de organizare a industriei:cooperarea simplă şi manufactura. Prin acestea, economia capitalistă şi-a creat bazasa socială: proprietarul autonom şi liber în deciziile sale, diferenţierea dintre muncă şicapital. Noul agent economic care acţiona (capitalistul, ca individ şi grup social), era directinteresat în perfecţionarea mijloacelor de producţie pentru un scop foarte precis:creşterea profitului.Purtat de acest interes, el se vede tot mai mult limitat de cadrele devenite înguste alemanufacturii. Această formă se cerea depăşită, iar capitalismul a şi inventat caleasoluţionării problemei: atelierul pentru producerea uneltelor de muncă însaşi.Trecerea la producerea uneltelor de muncă în ateliere de tip nou, în care diviziuneamuncii şi regulile activitatii meşteşugăreşti erau înlocuite cu procedee specificeîmpărţirii sarcinilor productive pe operatii, au permis sporirea rapidă a uneltelor pusela dispoziţia întreprinzătorului capitalist, au dus ulterior la creşterea cererii deasemenea unelte , au declanşat noi invenţii, tehnologice.Revoluţia industriala devenea o cerinţă posibila . Agricultura s-a văzut la un moment dat, pusă în faţa a noi şi numeroase solicitări pecare nu le mai putea satisface. Cerinţa unui nou gen de producţie se impunea tot maimult. Practicarea empirică a agriculturii a dus şi la subminarea propriilor sale baze(prin secătuirea solului) şi a resurselor energetice ale omului. Din cerinţa extinderiiterenurilor agricole, apoi şi ca urmare a solicitărilor crescânde de lemn pentruproducerea fierului, s-a creat prima criză energetică cunoscută în istoria umanităţii. Pădurile au fost aproape distruse. Anglia, pentru a face faţă cerinţelor de lemn înproducerea fierului şi pentru a construi flota sa de corăbii din stejar, a tăiat aproapetoate pădurile sale. Dezvoltarea industriei britanice din secolul al XVIII-lea a fost favorizată de aşa-numita "criză a lemnului", manifestată pe fondul creşterii continue a preţului acestuia,urmare a unor tot mai evidente diferenţe între cererea de lemn, în creştere siposibilităţile mereu mai mici de a o satisface, pădurile seculare ale Angliei, desfrişatefără milă până atunci, oferind pieţei un volum relativ mereu mai scăzut de masălemnoasă,spre exemplu, vasul amiral "Victory", comandat de Nelson, a fost construitdin lemn de stejar ce a reprezentat aproape o întreagă pădure. Înlocuirea lemnului, ca resursă energetică, i-a orientat pe oamenii spre exploatareacărbunelui! Dar pentru a obţine cărbunele, a lucra în mine, era necesară eliminareaapei din subteran. Nenumăratele căutări au dus la o soluţie eficientă: pomparea apeicu ajutorul maşinii cu abur. Invenţia fiind realizată, se punea problema extinderii sale. Începea revoluţia industrială. Revoluţia industrială a secolului alXVIII-lea s-a realizat în afara ştiinţei.Faptul ca revoluţia ştiinţifică se înfăptuieşte în secolul al XVII-lea (Newton -1687),iar cea industrială începe după un secol, este semnificativ sub aspectul raportuluiştiinţei cu tehnologia. Revoluţia industriala începe pe un făgaş "paralel" cu ştiinţa, sub acţiunea directă aunui nou factor: acţiunea industriaşului capitalist.

20
Din punct de vedere tehnologic, revoluţia industrială este legată de extindereamaşinismului prin folosirea maşinii cu abur şi, ulterior, a motorului electric. Laînceput, revoluţia industrială nu a implicat o aplicare a unei realizări ştinţifice, dar agenerat şi stimulat avântul ştiinţei din a doua jumătate a secolului al XVII-lea si dinsecolul al XlX-lea. Maşina cu abur a fost creata, la început, de mecanici, fără intervenţia directa astiintei. În prima revoluţie tehnică, practica a mers în general înaintea teoriei: maşinacu abur a funcţionat cu mult înainte de crearea termodinamicii. Thomas Newcomen afost lăcătuş, şi a construit (1712) o maşină cu abur în exploatările miniere. JamesWatt a fost mecanic,dar a realizat (1765) primul condensator de abur, GeorgeStephenson (de care se leagă realizarea primei locomotive) a fost fiul autodidact alunui fochist. Maşina cu abur a fost perfecţionată în cea mai mare parte de mecanicipracticieni, fără vre-o contribuţie însemnata din partea ştiinţei. Ulterior,perfecţionarea maşinii cu abur devine opera specialişţilor prin folosirea directă atermodinamicii (Said Carnot a fost inginer şi el a arătat imposibilitatea unuiperpetuum mobile termic-1824). Turbinele şi motorul cu ardere internă au avut labaza aplicarea ştiinţei de către oamenii special formaţi. Industria electrotehnică a fost,de la început, creata pe baza ştiinţei. Dezvoltarea chimiei ca ştiinţă, a dus la şfârşitul alchimiei (Lavoisier -1785, Pristley- descoperirea oxigenului in 1774, descoperirea cristalografiei şi electrolizei, apariţiachimiei anorganice si minerale prin Berzelius, a chimiei organice etc.). Chimia şibiologia au fost baza industriei alimentare. Agricultura ştiinţifică s-a practicat abia pela sfârşitul secolului al XVIII-lea, iar biologia industriala, abia spre mijlocul secoluluial XIX-lea.Unirea practicii si a stiinţei cu tehnologia în această etapă (prima jumătate a secoluluial XIX-lea), se realizează prin primatul tehnologiei asupra ştiinţei, ştiinţa urmândindustria şi, la rândul său, contribuind la dezvoltarea sa. Stiinta urmeazăcerinţele tehnologiei, iar acestea sunt direct subordonate interesului agentuluiindustrial. Din a doua jumătate a secolului al XIX-lea, ştiinţa, începe să devină factorprincipal în raportul sau cu tehnologia. Începând cu ultimul sfert al secolului al XIX-lea s-au conturat, în ţările capitaliste cele mai avansate, doua tendinţe de dezvoltare: 1) o creştere a activităţii intervenţioniste a statului, care trebuie să asigure stabilitateasistemului; 2) o interdependenţă crescândă a cercetării şi tehnicii, care a transformat ştiinţele înprincipala forţă de producţie.Revoluţia industrială începe în Anglia, ţara în care capitalismul s-a dezvoltat cel maiputernic, care prin revolutia din 1642-1649 a asigurat o independenta a puterii politicesi a oamenilor din economie de biserica. Câştigul a devenit valoarea centrală a actiunii tehnologico-economice, el generândatât setul de efecte pozitive legate de progresul tehnologic si socio-economic,cât şi pecel ai implicaţiilor negative ale aceluiaşi proces.Ne surprinde, de la început,referirile la liniile foarte diferite ale evoluţiei istorice astiintei si tehnologiei. Tehnologiile s-au dezvoltat pe parcursul întregii existenteumane, în timp ce stiinţa (ca domenu specializat al cunoaşterii) are la dispoziţie doarcâteva sute de ani.In aceste intervale inegale, asupra lor au actionat factori determinanti cu totuldiferiti.Tehnologia a raspuns pana recent prioritar avantajelor practice imediate.

21
Inovaţia tehnologiilor empirice are la bază experienţa îndelungată a unor grupuriumane numeroase, pe cand marile descoperiri stiintifice sunt creaţia unorpersonalităţi. Existând cu mult timp înaintea sţiintei, tehnologiile (empirice) ,determinate, inprincipal de evolutia capacitatii umane de a-si satisface necesitati,au avut o ordineparticulara: tehnologii sociale (primele comunitati umane implicau o organizareparticulară în care singura unealtă era mâna), tehnologii biologice (domesticireaanimalelor, agricultura), tehnologii chimice şi fizice (preparare hranei cu ajutorulfocului a fost prima tehnologie chimică,prelucrarea metalelor,etc.), tehnologiimecanice (navigaţia prin forţa vântului,motoarele, maşinile). Stiinţa a avut o linie de evoluţie de la matematică, astronomie, spre mecanica,fizică, chimie,biologie,stiinte sociale. Ruptura dintre ştiinţa şi tehnologie înantichitate, a făcut ca ştiinţa să nu fie pregătită sa serveasca practicii. Revolutia ştiinţifică modernă a dus la apariţia ştiinţelor diferenţiate pe domenii decercetare. Până prin secolul al XIX-lea acestea erau greu (sau deloc) aplicabile în practicădatorită rupturii de tehnologie. Ruptura dintre stiinta şi tehnologie îşi are, ca origine, provenienţa într-un sistemde valori deficitar care nu generează unire dintre rezolvarea problemelor de utilitatepractica a oamenilor (tehnologia) de cele de interes cognitiv (ştiinţa). Din acest moment acest sistem de valori începe să funcţioneze unitar, el determinăo dezvoltare corespunzatoare a celor doi termeni.Stiinta ignorand tehnologia, nu-şidezvolta corpul teoretic legat de problemele practicii productive şi devine incapabilăde a servi la dezvoltarea tehnologiei.Schimbarea raportului dintre ştiinţă şi tehnologie în a doua jumătate a secolului alXIX-lea, s-a putut efectua şi datorită unei schimbări calitative prin care au trecutştiinţele ca urmare a elaborarii nivelului lor aplicativ. Descoperirea celui de-aldoilea principiu al termodinamicii, a permis trecerea de la studiile pe „motoareideale”, la cele pe motoare reale. Stiinta reprezinta factorul esential in promovarea, modelarea si acceptarea unor noitehnologii.

22
BIBLIOGRAFIE SELECTIVĂ
I. Tratate şi monografii.
1. Mircea Petrescu Dambovita , Scurta istorie a Daciei preromane,
Ed.Junimea, Iasi 1978
2. Marian Ionescu, – Tehnologii generale, Ed. Macarie, Tagoviste 2002.
3. Dictionar cronologic al stiintei si tehnicii universale, Ed,Stiintifica si
Enciclopedica, Bucuresti, 1979
4. . A.Mondini , Storia della tecnica vol. I – U.T.E.T., Torino 1973

23
TEST DE AUTOEVALUARE
1. Prezentati cateva aspecte din evolutia tehnologiilor si stiintelor!
TEMĂ DE REFLECŢIE
. Explicati legatura intre tehnologii si stiinta; care a precedat-o pe
cealalta?

24
MODELE DE ÎNTREBĂRI
Întrebările vor fi tip grilă, cu cel puţin un răspuns la fiecare întrebare.
1.Precizati care a fost prima forta a naturii produsa in scopulimbunatatirii vietii omului?
a. arcul cu sagetib. roatac. focul
2. Una dintre inventii se referea la surubul fara sfarsit al luiArhimede , care a fost folosit pentru prima data in:
a. realizarea unei preseb. realizarea unei masini pentru evacuarea apei din mina
c. realizarea surubului cu cremaliera pentru inchiderea usilor la vagoanelede calatori
3. Din care materiale se realiza compozitia bronzului:a. din minereu de cupru si zincb. din minereu de cupru si cositorc. din minereu de cupru si plumbd. din minereu de cupru si aluminiu
4. Brazdarul de plug cel mai utilizat este din:a. piatrab. lemnc. oteld. bronz
5. Pe teritoriul geto-dacic arta prelucrarii argintului era cunoscutadin:
a. secolul III- i.Chb. secolul IV- i.Chc. secolul I- d.Ch
RĂSPUNSURI LA ÎNTREBĂRI
1.- c 2.- b 3.- b 4.- c 5.- a

25
CAPITOLUL II
ELEMENTE ALE UNOR NOI TEHNOLOGII
10. Cuprins11. Obiectiv general12. Obiective operaţionale13. Timpul necesar studiului capitolului14. Dezvoltarea temei15. Bibliografie selectivă16. Temă de reflecţie17. Modele de teste18. Răspunsuri şi comentarii la teste
Cuprins
� Energia atomica.� Microelectronica.� Cibernetica industriala.� Biotehnologii.� Efectul de sera.� Energia eoliana.
� Obiectiv general: Cunoasterea principaleor caracteristici aletehnologiilor noi.
� Obiective operaţionale: Cunoastereaelementelor principale despre: energia atomica,microelectronica, cibernetica industriala, biotehnologii,efectul de sera si energia eoliana.
= 2 ore

26
CAPITOLUL II
ELEMENTE ALE UNOR NOI TEHNOLOGII
Din cele mai vechi timpuri dezvoltarea societatii, a fost conditionata de evolutiatehnologiilor folosite pentru producerea bunurilor de consum si a mijloacelor deproductie.Intervalele de timp in care unele realizari au dominat viata sociala, au fostdenumite de multe ori, prin similitudini cu acele fenomene, epoci, ere, perioade etc.Înistoria stiintei, notiunea de era, se refera pana la secolul al-XX-lea, care a condus latransformari in viata sociala si economica si care se extindeau pe secole, milenii sichiar milioane de ani, deci ne referim la evolutia sistemelor geologice si aecosistemelor. Fara a se pierde semnificatia, aceasta notiune s-a extins si s-a diversificat princontinut in cea dea doua jumatate a secolului al XX-lea. Remarcam si unele aspecteale acestei dezvoltari, dintre cele mai semnificative, mai dramatice sunt: proliferareamijloacelor si tehnologiilor si nu in ultimul rand poluarea mediului ambiental la nivelplanetar.
Cateva dintre principalele realizari din domeniul stiintific si tehnologic
aparute in secolul la-XX-lea atunci cand s-au creat noi produse mentionam:
1. Energia atomica.
a permis ca prin procesul de fuziune a unor atomi grei (uraniu,
plutoniu,thoriu etc.) sa se elaboreze tehnologii energetice de substitutie pentru
consumul de energii primare (C,H2), ale caror rezerve se reduc simtitor, datorita pe de
o parte expansiunii demografice a populatiei si pe de alta parte, cresterii nivelului de
trai in majoritatea tarilor de pe glob.Pentru iesirea din impasul energetic exista
perspectiva reala de folosire a energiei atomice prin fuziune nucleara.De asemenea,
perspective continue constitue rezultatele unor cercetari si studii in domeniul
particulelor subatomice cu posibilitate de aplicare in secolul al XXI-lea.
2. Microelectronica.a inceput cu descoperirea proprietatilor semiconductoarelor, inventia
circuitelor integrate, care a continuat cu sistemele de stocare a informatilor pemicrosuprafete, marind astfel fiabilitatea si reducand prin minimizare dimensiunileeometrice, iar consumul specific de materiale a scazut pentru confectionareacomponentelor care stau la baza sistemelor automate.
3. Cibernetica industriala.a permis datorita posibilitatilor de a construi sisteme de calcul si metode
eficiente pentru diferite generatii de calculatoare, sa se elaboreze tehnologii pentruconducerea controlata de calculator in industrie si in consecinta marirea sigurantei inexploatare a instalatiilor.S-au creat premizele eliberarii astfel, a unei importante forte de munca si pe cale deconsecinta introducerea acesteia in cercetare si proiectare.
F

27
Acest lucru a avut drept efect economisirea apreciabila de timp si energie, precumsi cresterea calitatii muncii in diferite sectoare industriale.In cooperare cu microelectronica, cibernetica a realizat asa numitele “aparate cuinteligenta artificiala” fiind mijloace de calcul superiare.
4. Biotehnologii.În acceptiunea internationala, biotehnologia înseamna: “aplicarea stiintelor
naturale si ingineriei in domeniul utilizarii directe sau indirecte a organismelor vii sauproduselor acestora, in formele lor naturale sau modificate, pentru obtinerea de bunurisi servicii, ori pentru ameliorarea unor procese industriale existente”.Rezulta astfelproduse de interes commercial ce apartin domeniilor chimico-farmaceutic, alimentar,bioprocesarii industriale, altor bunuri de interes public, si activitatii de protectie amediului.
Cu alte cuvinte bioingineria, poate fi definita ca o tehnologie ce se bazeaza peorganismele vii sau pe sistemele biologice si urmareste obtinerea de produse utilepentru om, regnul animal si vegetal.
Pe cale biotehnologica se obtin astazi enzime, alimente, produse industriale,soiuri de plante, vaccinuri, medicamente de uz uman si veterinar, elemente pentruprotectia mediului, biopesticide, antibiotice, biofertilizatori, produse pentruaquacultura etc.
Exista in acest sens, metode precise de obtinere a unui septel mai sanatos simai productiv, a unor soiuri de plante rezistente la boli si la daunatori, de ameliorarea valorii nutritive a alimentelor si furajelor, de crestere a eficacitatii fertilizatorilor, avaccinurilor pentru animale si produselor pesticide.Ca rezultat al acestor aplicatiiexista pe piata, produse comerciale ca: vaccinuri, antibiotice, produse de diagnostic,hormoni pentru stimularea lactatiei, bacterii pentru curatirea apelor poluate de petrol,plante rezistente la boli si daunatori, modalitati mai eficente de detectare si deeliminare a poluarii apelor si solului si tehnologii industriale diverse, mai eficiente. Biotehnologiile microbiene s-au dezvoltat nu numai in legatura cu fermentatiile , cimai ales cu procesele de biosinteza.Astfel se pot aminti:biotehnologii de producere a antibioticelor ; cele cu aplicatii in agricultura careinlocuiesc ingrasamintele chimice pe baza de azot ce sunt extrem de nesanatoasepentru om si animale, cu noi bacterii fixatoare de azot ; biotehnologii cu aplicatii inindstria petroliera prin care zacamintele de titei vor putea fi exploatate cu ajutorulmicroorganismelor; biotehnologii cu aplicatii in extragerea metalelor neferoase princreearea unor bacterii speciale neprogramate care sunt apte sa concentreze metaleneferoase ca: aur, platina, cupru si alte metale din zacaminte cu continuturi mici;biotehnologii care contribuie la obtinerea si cultivarea unor specii de micro alge , caredatorita continutului ridicat in proteine le face apte entru consumul alimentar ;biotehnologii de utilizare a biomasei vegetale in scopuri energetice prin producereade biogas, atunci cand biomasa sufera transformari prin procese de fermentatieanaeroba. Reducerea poluarii, cu deseuri si identificarea unor surse regenerabile de energie,este domeniul fierbinte si actual pentru biotehnologie, de care depinde categoricviitorul umanitatii. In domeniul agricol pe cale biotehnologica, se obtin si se valorifica pe scara largaseminte hibride, biopesticide, biofertilizatori si extracte de plante. Pe cale biotehnologica se realizeaza un plus de hrana, pentru populatia globuluiaflata in crestere numerica si se reduce concomitant impactul ecologic al acestei

28
cresteri demografice.Produsele alimentare obtinute din seminte modificate genetic, aucalitati nutritive superioare si o mai mare stabilitate in conditii diferite de mediu. Modificarile calitative si cantitative cum ar fi compozitia proteinelor, amidonului,grasimilor sau viatminelor, ca rezultat al dereglarilor metabolice sunt deja realitati incazul multor specii de plante.
Aceste modificari determina statusul nutritiv al alimentelor obtinute,contibuind la ameliorarea starii de sanatate a populatiilor umane ce sufera demalnutritie si/sau subnutritie.
Plantele transgenice caracterizate prin rezistenta la pesticide si ierbicide suntesentiale, pentru regiunile în care speciile locale sunt lipsite de aceste proprietati.Sedepun mari eforturi în campul cercetarii, inducerea si ameliorarea rezistentei plantelorutile fata de agentii patogeni virali, bacterieni sau fungici.Se urmareste cu asiduitateindentificarea proceselor de modificare a arhitecturii plantelor (inaltime) a stadiilor dedezvoltare (momentul infloririi, fructificarii), a tolerantei la factori abiotici(salinitatea, uscaciunea) etc. Beneficiile ce rezulta din valorificarea plantelortransgenice, se concretizeaza intr-o flexibilitate crescuta a managementului agricol, oreducere a dependentei de insecticide chimice si variatii calitative ale solului, in finalla recolte mai bogate, mai usor de adunat din camp si mai abundente pe piata. Biopesticidele au la baza agenti naturali, ca microorganisme si derivati ai acizilorgrasi.Ele sunt toxice numai fata de daunatorii tinta si nu afecteaza oamenii, animalele,pestii, pasarile sau insectele utile.Ele actioneaza intr-o maniera unica si prinintermediul lor se pot controla populatii de daunatori care au capatat rezistenta lapesticidele chimice. În domeniul protectiei mediului, biotehnologia se implica in domeniulmanagementului activitatilor specifice cum ar fi: epurarea apelor uzate,bioremedierea, realizarea de biosenzori sau obtinerea de germoplasme. Pe scurt, biotehnologia mediului se refera la: monitorizarea factorilor poluanti,restaurarea activitatii mediului natural, inlocuirea resurselor neregenerabile cu alteleregenerabile, obtinerea de tulpini microbiene cu caracter ridicat de degradare apoluantilor foarte toxici. Biotehnologia mediului, are de jucat un rol important in managementul poluariiindustriale in cadrul institutilor cu raspunderi sociale si a companiilor.Aici se impuneaplicarea proceselor si sistemelor biologice in domeniul tratarii deseurilor de oricefel: apa, gaze, sol si resuri solide. Bioremedierea, se refera la metode biologice de curatenie a solurilor contaminate siapelor freatice sau chiar a ecosistemelor marine in cazuri de accidente ecologice pemari sau oceane. Contaminarea mediului inconjurator cu erbicide, pesticide, solventi si alti compusiindustriali, capata si ea o seminficatie economica si ecologica enorma. Biotehnologia poate fi utilizata pentru realizarea unui ambient verde si neagresiv,daca se valorifica abilitatea bacteriilor de a-si adapta metabolismul si de a incorporanoi gene in asa fel incat sa degradeze compusii periculosi si sa-i transforme incompusi utili. 5. Efectul de sera.
Încalzirea globala a climei, este cea mai serioasa provocare asupra umanitatii.Inafara influentei post-glaciare normale, specialistii trag un serios semnal de alarmadatorita emisiilor de gaze care produc efectul de sera la nivel global.Aceste gaze sunt:bioxidul de carbon, metanul, oxidul de azot, hidrofluorcarbon, perfluorcarbon sihexafluorura de sulf.Daca prezenta metanului in atmosfera, poate fi legata de

29
descompunerea depozitelor submarine de hidrat de metan, restul gazelor mentionatesunt rezultatul activitatilor umane.Semnat la 11 decembrie 1997, Protocolul de laKyoto, deocamdata cel mai important document privind protectia mediului, stabilestedate concrete pentru reducerea emisiilor de asemenea gaze, ce sunt raportate lanivelul anului 1990. Pentru fiecare tara semnatara, se ajunge la o medie de 5% pentruperioada 2008-2012. Majoritatea tarilor europene, inclusiv Romania, trebuie sa isi reduca emisiile cu8%.Tara noastra a semnat la 5 ianuarie 1999 si a ratificat protocolul la 19 martie2001.Principala sursa a gazelor cu efect de sera este producerea energiei prin ardereacombustibiliilor fosili sau a derivatelor acestora. Principalul oponent al acestui protocol este SUA, care prin vocea presedinteluiGeorge W. Bush a respins categoric prevederile acestui act.Planul Bush prevedea urmatoarele:Pentru bioxidul de sulf.Reducerea emisiilor la 4,5 milioane de tone in 2008 si la 1,5 milioane de tone in2018, ceea ce reprezinta o reducere de 73%.Este unanim recunoscut ca bioxidul desulf reprezinta cauza ploilor acide.Pentru oxizii de azot.Reducerea emisiilor de oxid de azot la 2,1 milioane de tone in 2008 si la 1,7 milioanede tone in 2018, reprezentand 66% din cele 5 milioane de tone care se producacum.Oxizii de azot sunt responsabili pentru smogul urban.Pentru mercur.Reducerea emisiilor la 26 tone in 2010 si la 15 tone in 2018, reprezentand circa 69%din totalul actual de 48 de tone.Mercurul provoaca serioase probleme de sanatate inspecial in randul femeilor gravide.Pentru bioxidul de carbon.Cu titlu de voluntariat, planul prevede o reducere cu 18% in urmatori 10 ani, raportatla produsul intern brut al SUA, ar inseamna o scadere de la 183 de tone metrice lamilionul de dolari PIB in 2002, la 151 tone pe millionul de dolari PIB in2012.Provenind din procesele clasice de producere a energiei, bioxidul de carbon esteprincipalul gaz ce produce efectul de sera.
Ca masura adiacenta, se prevede o reducere cu 4,5 miliarde de dolari aveniturilor, pentru incurajarea celor, care din voluntariat, vor implementa tehnologiineconventionale de producere a energiei cum ar fi cele bazate pe energia solara saueoliana. 6. Energia eoliana.
Compania daneza NEG Micon, a semnat un contract pentru livrarea a 400 degeneratoare eoliene catre firma austriaca Pacific Hydro Ltd. Fiecare din acestegeneratoare va avea 2,5 MW, pretul ajungand la 2,5 milioane de dolari pentrufiecare.In oferta NEG Micon, care a castigat licitatia internationala, se prevede siimplementarea unui system industrial local pentru producerea acestor generatoare, cualte cuvinte transferal de know-how si de tehnologie.

30
BIBLIOGRAFIE SELECTIVĂ
I. Tratate şi monografii.
1. Oprea, F.,Vacu, S., Dragomir, I. – Metalurgie generala, Ed. Didactica si
Pedagogica, Bucuresti 1975
2. Marian Ionescu, – Tehnologii generale, Ed. Macarie, Tagoviste 2002.
3. Dictionar cronologic al stiintei si tehnicii universale, Ed,Stiintifica si
Enciclopedica, Bucuresti, 1979
4. . A.Mondini , Storia della tecnica vol. I – U.T.E.T., Torino 1973
TEST DE AUTOEVALUARE
2. Prezentati cateva elemente ale unor noi tehnologii!
TEMĂ DE REFLECŢIE

31
Explicati cauzele efectului de sera !
MODELE DE ÎNTREBĂRI
Întrebările vor fi tip grilă, cu cel puţin un răspuns la fiecare întrebare.
1. In domeniul agricol, biotehnologiile conduc laa. inlocuirea ingrasemintelor cu azot, cu bacterii fixatoare de azotb. cresterea randamentului productiv pt supraffetele tratatec. purificarea solului de anumite elemente chimice nocive vietii
oamenilor
2. Efectul de sera provoaca:a. incalzirea unei planete datorita radiatiei reflectate de aceastab. emisii foarte mari in atmosfera de dioxid de carbon si metan
c. cresterea nivelului oceanelor cu pana la 6 metrii
3.Energia eoliana reprezinta: a. sursa de energie nepoluanta cu cea mai rapida crestere in ultima perioada. b. este o sursa de energie regenerabila provocata e puterea vantului
c. sursa de enrgie mai ieftina decat energia electrica cu cca. Cu 55%
RĂSPUNSURI LA ÎNTREBĂRI
1.- a 2.- a 3.- a,b

32
CAPITOLUL III
PROPRIETATILE MATERIALELORMETALICE
19. Cuprins20. Obiectiv general21. Obiective operaţionale22. Timpul necesar studiului capitolului23. Dezvoltarea temei24. Bibliografie selectivă25. Temă de reflecţie26. Modele de teste27. Răspunsuri şi comentarii la teste
Cuprins
� Proprietati fizice.� Proprietati chimice.� Proprietati mecanice.� Proprietati tehnologice.� Proprietati de exploatare.
� Obiectiv general: Cunoasterea principaleor proprietati alematerialelor atat intrinseci cat si extrinseci.
� Obiective operaţionale: Cunoastereaprincipalelor proprietati ale materialelor prezentate incuprins.
= 6 ore
33
CAPITOLUL III
PROPRIETATILE MATERIALELOR
Criteriul fundamental în alegerea şi utlizarea materialelor, este dependent deproprietăţilor acestora. Materialele metalice se deosebesc între ele prin proprietăţispecifice ce tin de: natura lor,compozitia chimică, structură, mod de prelucrareetc. Materialele metalice sunt corpuri cristaline care la nivelul unui mono cristalprezintă anizotropie - respectiv valorile proprietăţilor sunt diferite în funcţie dedirecţia de măsurare. In general metalele sunt policr istaline astfel încâtcaracterul proprietăţilor acestora este cvaziizotrop. Criteriile de clasificare ale proprietăţilor materialelor metalice sunt multiple însă,în mod obişnuit, există două criterii importante:
A) După natura lor, acestea pot fi: intrinseci (proprietăţi fizice,chimice şi mecanice) şi de utilizare sau exploatare si tehnologice.
B) După sensibilitatea faţă de structura, sunt: insensibile la defectestructurale (conductibilitate electrică şi termică, paramagnetismul,temperatura de topire şi fierbere şi sensibile structural (forţacorectivă, rezistenţa la rupere,plasticitatea, fragilitatea, duritatea, fluajul,tenacitatea ).
Proprietăţile intrinseci sunt strict dependente de natura, compoziţia şistructura materialelor metalice. Proprietăţile insensibile asupra structurii sunt cele a căror natură poate fiexplicată având în vadere noţiunea de reţea cristalină ideală, care au valoriapropiate indiferent de densitatea defectelor. Proprietăţile sensibile structural sunt cele ale căror valori depind de densitateadefectelor reticulare ce sunt prezente în cristal. Toate proprietăţile atât cele sensibile,cât şi cele insensibile la defecte reticulare pot fi modificate valoric, prin modificareastructurii cristaline la nivel micro şi macroscopic al materialelor.Proprietăţile materialelor metalice se pot clasifica astfel : fizice, chimice, mecanice,tehnologice şi de exploatare.
1. Proprietatile fizice
Sunt cele care stabilesc comportarea materialelor metalice sub acţiunea unorfenomene fizice: gravitaţie, câmp termic, electric, magnetic, luminos etc.Ele au importanţă deosebită în alegerea şi utilizarea materialelor metalice îndomeniile speciale: electrotehnică, electronică, aerospaţial, nuclear etc. Ele

34
determină comportarea materialelor metalice la turnare, deformare plastică,tratamente termice . şi termochimice etc. a)Densitatea reprezintă masa uniaţii de volum a unui corp omogen, măsuratăîn kg/m3 (g/cm3).Pentru metale, densitatea variază cu temperatura, iar pentru aliaje, variază atâtcu temperatura, cât şi cu compoziţia chimică. De exemplu, pentru oţeluri careconţin 0,1 ... 1,3 % C, densitatea este :
y = 7,871 - 0,32 T - 0,025 %C
unde :
T - este temperatura în °K;C - conţinutul de carbon în procente de masă.
Cel mai uşor metal este litiul (y - 0,534 g/cm3), iar cele mai grele metale suntiridiul şi osmiul (y = 25,5 respectiv 22,6 g/cm3), urmate în ordine descrescătoare dePt (21,45), Re (20,5), Au (19,32), W(19,30), V(18,7).b)Temperatura de fuziune(topire) este temperatura la care un metal pur sau un aliajtrece din stare de agregare solidă în stare lichidă.Este o constantă fizică, spre deosebire de temperatura de solidificare, fiind cuatât mai scăzută, pentru unul şi acelaşi metal, cu cât viteza de răcire este mai mare.Aliajele metalice, cu excepţia eutecticelor şi compuşilor chimici, se topesc într-uninterval de temperaturi. Cel mai uşor fuzibil este Hg (-38,87 °C) şi cel mai grefuzibil este W (3 410°C).Unele dintre cele mai cunoscute metale prezintaurmatoarele temperaturi de fuziune:Pb (327 0C), Zn (419 0C), Al (6600 C), Ag (9600 C), Au (10630 C), Cu (10830 C), Si(14400 C), Ni (14530 C), Fe (1535o C), Pt (1769o C), Cr (1800o C), Mo (2625o C), Os(27000 C) etc.c)Căldura specifică este cantitatea de căldură necesară creşterii temperaturii maseide 1 kg cu 1 °C. Se măsoară în cal/g°C sau J/kg °K.Este dată de relaţia Cp = ΔQ/ΔT, în care ΔQ este cantitatea decăldură furnizată masei de 1 kg, iar ΔT este saltul de temperatură (la presiuneaconstantă). Căldura specifică a metalelor cu greutatea atomică mare este mică(de exemplu, uraniul are Cp = 109,3 J/kg K, iar litiul are Cp = 4171,6 J/kg K).d)Conductibilitatea termică este proprietatea materialelor metalice de a conduce şitransmite căldura cu ajutorul electronilor liberi. Se măsoară în cal/cm °Csau W/mm °K. Practic, este independentă de temperatura, deoarece cu creştereatemperaturii creşte energia termică a electronilor liberi, dar accelerarea lor vafi frânată de creşterea dezordinei reţelei de ioni din metal, dată de creştereaamplitudinii de vibraţie a ionilor. S-a constatat totşţi scăderea conductivităţii

35
termice cu temperatura, excepţie făcând oţelurile bogat aliate cu crom, nichel şimangan. Coeficentul de conductivitate este dat de relaţia:
În care dQ este cantitatea de căldură care trece prin suprafaţa dS în timpul dt, laun gradient de temperatură dTIdX pe direcţia X de transmitere a căldurii.Cu cât coeficientul de conductivitate termică este mai mare, cu atât transmiteracăldurii se face mai rapid. Transmiterea caldurii nu poate fi instantanee, deoareceeste frânată de căldură şi densitate (cu cât produsul Cp y este mai mare, cu atâtcăldura si se va transmite mai greu). Asfel, viteza de uniformizare a temperaturiiîntr-un corp la încălzirea sau răcirea lui este dată de difuzivitatea termică :
ll
0Ca =
Cea mai mică conductivitate o au bismutul şi mercurul cu 0,02 cal/cm °C,iar cea mai mare o are argintul, cu 1,0 cal/cm °C, urmat în ordine descrescătoarede Cu (0,94), Al (0,53), W (0,48), Mg şi Be (0,38)e)Căldura latentă de topire este cantitatea de căldură necesară pentru topireamasei de 1 kg, măsurată în J/kg sau cal/g. Ea este aceeaşi cu călduralatentă de solidifcare, fiind necesară pentru distrugerea, respectiv, refacereaaspectului cristalin al metalelor (trecerea de la ordinea îndepărtată la ordineaapropiată şi invers).
Cea mai mare căldură latentă de topire o are siliciul (395,6 cal/g), iar cea maimică o are mercurul (2,8 cal/g).f)Dilatarea termică este proprietatea materialelor metalice de a-şi modificadimensiunile la variaţia (creşterea) temperaturii.Este inversul contracţiei şi seexprimă în grad C-1. Dilatarea liniară se exprimă cu relaţia :
l = lo(l +α • ΔT)
în care l este lungimea finală, când temperatura a crescut cu ΔT, lo este lungimeainiţială, iar α este coeficientul de dilatare liniară. Dintre metale, cel mai miccoeficient îl are wolframul (2,4 • 10-60C-1), iar cel mai mare îl are cesiul (98 • 10-60 °C-
1). Aliajul metalic cu cel mai mic coeficient de dilatare (de 8 ori mai mic decâtfierul) este invarul (36% Ni + 64% Fe) cu 1,4- 10-60 C-1
λ= -dQdtdSX
T 11*1-
÷øö
çèæqq

36
g)Conductibilitaea electrică este proprietatea materialelor metalice de a conducecurentul electric prin intermediul electronilor liberi. Se caracterizează prin mărimeadenumită conductivitate electrică :
σ = I/R • S• m-1•Ω-1 (m/Ω • mm2)
unde :I - este lungimea conductorului;
S -secţiunea lui;R - rezistenţa electrică.
Conductivitatea electrică este inversul rezistivităţii p•σ =1, ea scade continuu cucreşterea temperaturii, cauza fiind frânarea deplasării electronilor liberi princiocnirea lor de ionii din reţeaua cristalină, tot mai dezordonată la temperaturi totmai mari. La scăderea temperaturii, conductivitatea electrică creşte, putând apăreasupraconductibilitatea ( p~0) în preajma lui 0°K la unele metale (plumb). La acestetemperaturi, vibraţia ionilor din reţeaua cristalină este foarte mică, iar electroniiliberi se pot deplasa practic fără a fi frânaţi. Metalele au întodeaunaconductivitatea electrică mai mare decât aliajele metalice, care în general suntrezistoare. Alierea metalelor şi ecruisarea lor micşorează întodeaunaconductivitatea electrică. Valoarea coeficientului de
temperatură al rezistivităţii, a =dtdr
r0
1 , împarte materialele în conductoare (α>0) şi
dielectric (α<0). La temperatura ambiantă, cele mai bune conductoare electrice sunt :Ag (63,0 m/Ω • mm2), Cu ( 60,0), Au (45,7), Al (37,6), iar cele mai slabe sunt: Si(10- 3), Sn (0,16), Mn (0,54), Hg(1,06)etc.h) Magnetismul este proprietatea materialelor metalice de a prezenta însuşirimagnetice. Provine din mişcarea orbitală a electronilor în jurul nucleelor, cândformează de fapt circuite electrice care, potrivit legii lui Lentz, creează câmpurimagnetice. Materialele metalice se caracterizează, din punct de vedere magnetic,prin două mărimi:
- permeabilitatea magnetică sau constanta de inducţie, exprimată prin relaţia:
HIB pm 4-
= , gauss/oersted
în care B este inducţia magnetică;I - intensitatea de magnetizare ;
H -intensitatea câmpului magnetic ;-susceptibilitatea magnetică, exprimată prin relaţia:
100
0
0
-=-
== mmm
m HHB
HIK

37
Materialele care au susceptibilitatea negativă (K=-10-6 Gs/Oe), saupermeabilitatea subunitară (μ0<1) - sunt diamagnetice (zincul, cuprul, rubidiul,bismutul, argintul etc); ele dispersează liniile de forţă magnetică, nu semagnetizeaza şi sunt respinse de câmpul magnetic.Materialele care au susceptibilitatea pozitivă şi mică (K = 10-2... 10-6 Gs/Oe) şipermeabilitatea unitară sau supraunitară (μo>1) sunt paramagnetice (aluminiul,manganul, cromul, wolframul, titanul, molibdenul, vanadiul, niobiul, cesiul),ele conduc liniile de forţă magnetică mai bine decât vidul şi sunt puţin atrase decâmpul magnetic. Materialele care au susceptibilitatea pozitivă şi mare (K = (10... 105)Gs/Oe) şi permeabilitatea foarte mare ( μo>>S1) sunt feromagnetice (fierul,nichelul, cobaltul, gadoliniul); ele se magnetizeaza uşor, până la saturaţie, încâmpuri magnetice slabe, fiind puternic atrase de acestea. Aceste materiale prinîncălzire la anumite temperaturi (punctul Curie) devin paramgnetice (770°C - Fe;372°C - Ni; 1131°C - Co).
Aliajul Heusler este feromagnetic deşi este compus din metale para şidiamagnetice, cum sunt manganul, aluminiul, şi cuprul. Permeabilitatemagnetică cea mai mare o are permalloyul (75% Ni, 25% Fe) 100 000 Gs/Oe;nichelul şi oţelul cu siliciu au 10 000 Gs/Oe, iar fierul are 5 000 Gs/Oe.i) Forţa electomotoare este caracteristica a doua metale, aliaje sausemiconductoare diferite, sub formă de fire sudate la un capăt (punctul cald), dea da naştere unei tensiuni electrice într-un circuit deschis, sau unui curent electric încircuitul închis, adică de a transforma energia calorică în energie electrică. Stă labaza construirii termocuplurilor (traductoare temperatură -tensiune electrică).j) Coloraţia reprezintă capacitatea materialelor metalice de a absorbi şi de areflecta selectiv lungimile de undă din spectrul vizibil. Lungimea de undăreflectată va da culoarea (cuprul - roşu, alama , bronzul, aurul - galbene).
Majoritatea metalelor şi aliajelor metalice reflectă aproape întregul spectruluminos, iar culoarea lor este albă sau gri (argintul, zincul, stibiul, plumbul, staniul,oţelul, fonta).k) Luciul metalic exprimă capacitatea materialelor metalice care au suprafeţelustruite şi curate, de a reflecta imagini ca în oglindă. Proprietatea este legatăde caracterul opac al materialelor metalice; luciul metalic se estompează sau dispareîn timp datorită oxidării. Materialele metalice cu cel mai bun luciu sunt: aurul,argintul, staniul, aluminiul, nichelul, cuprul, cromul, plumbul, alama, bronzuletc; fără luciu este fonta cenuşie.
2. Prorietatile chimice.
Sunt cele care stabilesc comportarea materialelor metalice sub acţiuneaagenţilor atmosferici, chimici, electochimici la temperaturi diferite. Prezinta omare importanţă în algerea şi utilizarea materialelor metalice, în industriachimică, alimentară, medicală, nucleară şi aerospaţială.

38
Majoritatea materialelor metalice sunt instabile termodinamic faţă , de oxigen, apă,soluţii de acizi, baze şi săruri.Principalele proprietăţi chimice sunt: rezistenţa lacoroziune şi refractaritatea.a) Rezistenţa la coroziune, sau stabilitatea chimică, este proprietateamaterialelor metalice de a se opune acţiunii distructive a agenţilor atmosferici şichimici.Când mediul corosiv este un electrolit (mediu cu ioni disociaţi capabili săprimească ioni de metal), coroziunea este un proces electrochimie. Coroziunea semanifestă prin reducerea în greutate, modificarea structurii, compoziţieichimice, dimensiunilor, culorii suprafeţei şi toate proprietăţile fizice, mecanice şitehnologice ale materialelor metalice.Pract ic toate materialele metalice în prezen ţa oxigenului seoxidează, însă rezistenţa lor la oxidare şi la coroziune depindede calităţile peliculei de oxizi formată la suprafaţă. Când pelicula de oxizi estecompactă, subţire şi aderentă la masa metalului, aceasta izoleazămetalul de agentul coroziv, iar rezistenţa la coroziune a acestuia e mare(cazul platinei, iridiului, aurului, cuprului, argintului, wolframului,zincului,plumbului, nichelului, cromului, molibdenului, titanului etc, care înmod natural nu corodează). Fenomenul se numeşte pasivizarea metalelor.Când pelicula de oxizi este poroasă şi neaderentă la masa materialului, aceastapermite contactul permanent dintre material şi agentul chimic, iar fenomenul decoroziune continuă până la distrugerea completă a materialului, cum este cazulfierului şi aliajelor obişnuite ale acestuia cu carbonul - oţelurile şi fontele.Rezistenţa la coroziune se apreciază prin viteza de corodare Vcor = Δm/S.t, g/m2 ,sauprin penetraţie p = Vcor/g, mm/s, unde Δm este pierderea de masă; S - suprafaţa; t- timpul; g - densitatea.
Un metal are o rezistenţă la coroziune electrochimică în contact cu unelectrolit (chiar aer atmosferic), cu atât mai mare, cu cât potenţialul electochimiceste mai accentuat pozit iv faţă de un alt meta l electronegativ sau totelectropozitiv, cu care va forma macro sau micro elemente galvanice locale. Acelaşifenomen apare şi la aliajele metalice eterogene din punct de vedere structural(polifazice) sau mecanic (ecruisate, călite, sudate) în contact cu un electolit.
Coroziunea poate fi micşorată prin evitarea contactului, metalelectropozitiv - metal electronegativ (de exemplu; aluminiul lângă cupru sau oţelaliat, bronzul lângă oţel etc.), prin aliere (de exemplu; oţelurile aliate cu peste 12%Cr, 5-25% Ni, aliate cu molibden, cupru etc, aliajele de Cu - Al, Cu - Be, Cu - Znetc.) sau prin protecţia anticorosivă; galvanizare, metalizare, placare, tratamentetermochimice, vopsire, lăcuire etc.b)Refractaritatea sau stabilitatea chimică la cald, este proprietatea complexă ametalelor şi aliajelor de a-şi păstra rezistenţa mecanică, în special fluajul, de a nuoxida puternic (formând ţunder sau arsură) şi de a nu creşte inacceptabil în volum încondiţii de temperaturi înalte. Pentru aceasta, este necesar ca în masa

39
materialelor metalice să nu se producă transformări secundare care pot micşorarezistenţa mecanică sau pot forma pelicule subţiri continue, compacte şi aderente deoxizi pe suprafaţa lor (cum este cazul wolframului, tantalului, t itanului,molibdenului, nichelului, oţelurilor şi fontelor aliate cu crom, aluminiu, siliciuetc.). Aceste materiale metalice se numesc refractare sau termostabile, ele suntcaracterizate prin limita de fluaj mare şi rezistenţa constanta si de durată latemparturi înalte.
3. Proprietatile mecanice.
Aceste proprietăţi determină comportarea materialelor metalice la acţiuneaunor solcitări mecanice, ce pot fi statice şi dinamice de întindere,compresiune, încovoiere, forfecare, răsucire, penetrare etc.
Din punctul de vedere al alegerii şi utiliziării materialelor metalice pentruindustria construcţiilor metalice şi cea constructoare de maşini, cum ar fi instalaţii,echipamente şi utilaje, aceste proprietăţi au rol preponderent, întrucât ele determinăcomportarea materialelor metalice în procesele de prelucrare şi mai ales înexploatare.
Aceste proprietăţi sunt: rezistenţa mecanică, elasticitatea, plasticitatea,tenacitatea, duritatea, ecruisarea, fragilitatea, curgerea, fluajul, rezilienţa, rezistenţala oboseală, relaxarea plastică şi revenirea elastică.a)Rezistenţa mecanică - încercarea la tracţiune reprezintă proprietateamaterialelor metalice de a se opune deformării şi ruperii sub acţiunea unor solicitări(forţe) interne sau externe. Rezistenţa la rupere este cea mai importantăproprietate a materialelor mecanice, fiind definită ca tensiunea care corespundevalorii maxime a sarcinii (forţei) pentru care, capacitatea de deformare se epuizeazăşi materialele se rup şi este dată de relaţia:
Rm - Fmax/S0 , Mpa(daN/mm2)
în care : Fmax este forţa maximă şi So - secţiunea iniţială a epruvetei.Sub acţiune solicitărilor exterioare, în masa corpurilor metalice, iau
naştere tensiuni (eforturi) care se opun deformării şi ruperii.Totalitatea acestor tensiuni care acţionează pe unitatea de suprafaţă se
numeşte efort unitar σ=F/S. Efortul unitar într-o suprafaţă a cărei normală faceunghiul θ cu direcţia solicitării F, se va descompune în două componente: unanormală σn=σ •cosG şi una tangenţială cuprinsă în suprafaţa T = (σ/2) sin 26. Subacţiunea solicitărilor externe (forţe de tracţiune, compresiune, răsucire etc.) sau

40
interne (tensiuni remanente de la tratamentele termice, de la deformările la receetc), materialele metalice se deformează şi în final se rup. Deformaţiilespecifice pot fi
liniare (modificarea lungimii corpurilor):ii
if
LL
LLL D
=-
=e
(Lf si Li fiind lungimea finala si initiala) si unghiulare (modificarea unghiurilordrepte dintre diferite elemente lineare ale corpului):
9090 Q-
=y
(0 este unghiul de deformare). Deformaţiile liniare şi unghiulare pot fi elastice şiplastice. Comportarea unei epruvete asupra căreia acţionează axial o forţa statică (F)este dată de curba caracteristică tensiune -deformaţie, care pentru un materialplastic (oţel recopt) are forma prezentată în fig. 4.1.
Porţiunea OA exprimă comportarea elastică, şi este zona în care deformarea are:- caracter nepermanent şi în care acţionează legea lui Hooke: σ = E.ε
Această zona se mai numeşte şi zona deformatiilor elastice sau zona deproporţionalitate, adică deformaţiile sunt proporţionale cu forţele .
Pe porţiunea curbei AB deformaţia are caracter permanent,şi se caracterizeazaprin deformaţii remanente concomitent cu aplicarea unor eforturi unitare mai mari.Până la punctul B deformaţia este uniformă iar în punctul B epruveta datorităalungirii şi subţierii uniforme, conduce la apariţia gâtuirii, iar în zona BC apare ovariaţie a forţelor de tractiune datorită apariţiei unei zone din ce in ce maisubtiata a epruvetei.Menţinând forţa aplicată la valoare constantă, gâtuirea continuă accentuat astfel incâtîn punctul D, apare fenomenul de rupere a epruvetei. Alungirea la ruperedeterminată din lungimea finală în momentul ruperii se calculează conform relaţiei:
Ar=100% • εr=100 Lf – Li / Li %
Un interes deosebit reprezintă gâtuirea la rupere Z ce se determinăprin raportul dintre diferenţa ariilor transversal,e iniţială şi finală şi aria iniţială :

41
Z=(ΔS/S0)100%
Principalele caracteristici mecanice care se determină la încercarea latracţiune sunt următoarele :
1) Limita elastică sau limita de proporţionaiitate este definită prin
raportul σo=F0/S0 daN/mm2; convenţional se foloseşte limita de proporţionaiitatetehnică, definită prin relaţia Rp0,01=F0,01/S0 daN/mm2, adică tensiunea care produce odeformaţie plastică (remanentă) foarte mică
(Ae = 0,01%).Până la această limită, deformaţia este elastică şi creşte liniar cu tensiunea aplicată(Σ), între aceste mărimi stabilindu-se relaţia:
σ= E•ε (legea lui Hooke),
în care s este deformaţia elastică unitară (ε =Δl / lo ), iar E este modulul deelasticitate longitudinal, care este o mărime caracteristică fiecărui materialmetalic, deoarece este o măsură a forţelor de coeziune dintre cationii reţeleicristaline.
2) Limita de curgere, σc, este definită prin raportul σc=FC / SO şi reprezintătensiunea de la care materialul începe să se deformeze plastic. Convenţional, sefoloseşte limita de curgere tehnică, definită prin relaţia:
0
2,02,0 S
FRp = daN/mm2
adică tensiunea care produce o deformaţie plastică (remanentă) finită Ac =0,2%, în domeniul deformării plastice, alungirea nu mai este proporţională cutensiunea, ci creşte mai repede decât creşte tensiunea. 3)Rezistenţa la rupere, or, este definită prin raportul σr=Fm /S0
daN/mm2. Aceasta este o tensiune maximă pe care o suportă materialul metalicînainte de a se rupe, rezistenţa la rupere tehnică se notează cu
Rm =Fm / So daN/mm2.
4) Alungirea la rupere este definită prin raportul
Ar=(lf – lo / l0)100%,
care este o măsură a plasticităţii materialului metalic. 5)Gâtuirea la rupere este definită prin rapotul
Z =(S0-Sf / So)100%,
care este o măsură a tenacităţii materialului metalic, în sensul că este proporţionalăcu energia pe care o consumă materialul metalic în procesul de deformareplastică, înainte de a se rupe.

42
Observaţii îndelungate şi considerente teoretice au demonstrat că rezistenţa la rupereprin tracţiune şi duritatea materialelor metalice sunt legate prin relaţia deproporţionalitate orientativă :
Rm = c•HB,
în care coeficientul de proporţionalitate ( c ) este subunitar ( c < 1) şi depinde denatura şi starea materialului metal
b)încercarea la încovoiere statică se execută prin sprijinirea uneiepruvete (bare) pe două reazeme în poziţie orizontală şi aplicarea statică (lentă) aunei forţe F perpendicular pe mijlocul barei. Prin creşterea forţei F, bara seinconvoaie elasic, apoi plast ic şi - în final - se rupe. La aceasta încercare se determină forţa de rupere ( Fr ) şi deformaţia la rupere ( fr
) exprimată prin "săgeată" (abatera de la orizontală) în momentul ruperii. c)Rezistenţa la încovoiere prin şoc sau rezilienţa estedeterminată în condiţii asemănătoare cu încercarea la încovoiere statică,dar cu douădeosebiri esenţiale : a) epruveta (o bară prismatică, cu secţiune transversală pătrat cu latura10mm şi lungimea de 55 mm) are o crestătură cu fund rotunjit, pe latura opusăacceleia pe care se aplică forţa de lovire; b) epruveta este sprijinită pe capete şi este lovită central - în partea opusăcrestăturii - cu un pendul care are o anumită masă (m) şi cade de la o înălţimeiniţială (h0), ceea ce înseamnă ca loveşte epruveta cu şoc, cu o viteză iniţială v0 =
02gh şi cu o energie inţială Eo = mgh0.După ce epruveta s-a rupt, pendulul de masă m, continuă să execute un arc decerc şi să se mai ridice la o înălţime finală hf < h0, faţă de locul de lovire, ceea ceînseamnă ca a consumat pentru ruperea epruvetei un lucru mecanic ( Lrup ) egal cudiferenţa de energie ΔE = mg (h0 - hf). Rezistenţa la încovoiere prin şoc (saurezilienţa) a materialului se notează cu KCU şi se determină din raportul :
KCU = ΔE / So J/cm2
în care So este aria transversală a epruvetei în planul crestăturii, în cm2.Rezilienţa este o măsură a ductilităţii materialului metalic, în sensul că
este proporţională cu energia consumată de material înainte de a se rupe, atuncicând este solicitat dinamic (la şoc).
Notaţia KCU exprimă faptul că rezistenţa la încovoiere prin şoc (Kick)este determinată la pendulul Charpy (C) pe o epruveta care are crestătura cu fundrotunjit (în formă de U).
Pentru solicitări dinamice sau mai severe, materialele metalice se încearcăpe epruvete cu crestătură ascuţită (în V), în acest caz ductilitatea se notează

43
KV şi exprimă lucrul mecanic efectiv consumat pentru ruperea epruvetei (KV = Lrup =ΔE / J).
Ductilitatea este o caracteristică mecanică foarte importantă, în specialpentru piesele care lucrează în condiţii de şocuri şi la temperaturi negative (recipientemobile pentru transportul gazelor lichefiate, structura de rezistenţă a navelor cenavighează în condiţii de furtuni la temperaturi coborâte, structura de rezistenţăa platformelor marine pentru exploatarea ţiţeiului submarin s.a.d) încercarea la oboseală se execută pe epruvete şi maşini de încercare speciale, încare materialul metalic este supus acţiunii unor forţe variabile ca mărime şi sensde acţiune, aplicate ciclic (repetat, periodic), timp îndelungat. Cel mai frecvent seaplică încovoierea ciclică (rotativă), în cursul căreia epruveta este supusă lacâteva sute de mii sau milioane de rotaţii (cicluri). în cursul fiecărui ciclu,epruveta este solicitată periodic la întindere (+σ) şi compresiune (-σ) , deci are osolicitare variabilă. Incercarea se execută până când epruveta se rupe. Variindtensiunile maxime aplicate (vârfurile de tensiune + σmax şi - σmax, alese în aşa fel încât(|σmax | < σC ) se determină numărul de cicluri până la rupere.
De regulă, numărul de cicluri este cu atât mai mic cu cât vârfurile detensiune sunt mai mari. Pe această cale, se determină rezistenţa la oboseală prinîncovoiere rotativă, notată R-1
N şi reprezenta tensiunea la care epruveta se rupe după Ncicluri.
în figura 4.2, se reprezintă - schematic - variaţia tensiunilor în timpulîncercării la oboseală prin încovoiere rotativă simetrică şi modul de trasare acurbei de oboseală în coordonate σ - N, din care se deduce rezistenţa la oboseală.
Aceste proprietăţi determină comportarea materialelor metalice la acţiuneaunor solcitări mecanice, ce pot fi statice şi dinamice de întindere,compresiune, încovoiere, forfecare, răsucire, penetrare etc.
Din punctul de vedere al alegerii şi utiliziării materialelor metalice pentruindustria construcţiilor metalice şi cea constructoare de maşini, cum ar fi instalaţii,echipamente şi utilaje, aceste proprietăţi au rol preponderent, întrucât ele determinăcomportarea materialelor metalice în procesele de prelucrare şi mai ales înexploatare.
Aceste proprietăţi sunt: rezistenţa mecanică, elasticitatea, plasticitatea,tenacitatea, duritatea, ecruisarea, fragilitatea, curgerea, fluajul, rezilienţa, rezistenţala oboseală, relaxarea plastică şi revenirea elastică.a)Rezistenţa mecanică - încercarea la tracţiune reprezintă proprietateamaterialelor metalice de a se opune deformării şi ruperii sub acţiunea unor solicitări(forţe) interne sau externe. Rezistenţa la rupere este cea mai importantăproprietate a materialelor mecanice, fiind definită ca tensiunea care corespundevalorii maxime a sarcinii (forţei) pentru care, capacitatea de deformare se epuizeazăşi materialele se rup şi este dată de relaţia:

44
Rm - Fmax/S0 , Mpa(daN/mm2)
în care : Fmax este forţa maximă şi So - secţiunea iniţială a epruvetei.Sub acţiune solicitărilor exterioare, în masa corpurilor metalice, iau
naştere tensiuni (eforturi) care se opun deformării şi ruperii.Totalitatea acestor tensiuni care acţionează pe unitatea de suprafaţă se
numeşte efort unitar σ=F/S. Efortul unitar într-o suprafaţă a cărei normală faceunghiul θ cu direcţia solicitării F, se va descompune în două componente: unanormală σn=σ •cosG şi una tangenţială cuprinsă în suprafaţa T = (σ/2) sin 26. Subacţiunea solicitărilor externe (forţe de tracţiune, compresiune, răsucire etc.) sauinterne (tensiuni remanente de la tratamentele termice, de la deformările la receetc), materialele metalice se deformează şi în final se rup. Deformaţiilespecifice pot fi
liniare (modificarea lungimii corpurilor):ii
if
LL
LLL D
=-
=e
(Lf si Li fiind lungimea finala si initiala) si unghiulare (modificarea unghiurilordrepte dintre diferite elemente lineare ale corpului):
9090 Q-
=y
(0 este unghiul de deformare). Deformaţiile liniare şi unghiulare pot fi elastice şiplastice. Comportarea unei epruvete asupra căreia acţionează axial o forţa statică (F)este dată de curba caracteristică tensiune -deformaţie, care pentru un materialplastic (oţel recopt) are forma prezentată în fig. 4.1.
Porţiunea OA exprimă comportarea elastică, şi este zona în care deformarea are:- caracter nepermanent şi în care acţionează legea lui Hooke: σ = E.ε
Această zona se mai numeşte şi zona deformatiilor elastice sau zona deproporţionalitate, adică deformaţiile sunt proporţionale cu forţele .
Pe porţiunea curbei AB deformaţia are caracter permanent,şi se caracterizeazaprin deformaţii remanente concomitent cu aplicarea unor eforturi unitare mai mari.

45
Până la punctul B deformaţia este uniformă iar în punctul B epruveta datorităalungirii şi subţierii uniforme, conduce la apariţia gâtuirii, iar în zona BC apare ovariaţie a forţelor de tractiune datorită apariţiei unei zone din ce in ce maisubtiata a epruvetei.Menţinând forţa aplicată la valoare constantă, gâtuirea continuă accentuat astfel incâtîn punctul D, apare fenomenul de rupere a epruvetei. Alungirea la ruperedeterminată din lungimea finală în momentul ruperii se calculează conform relaţiei:
Ar=100% • εr=100 Lf – Li / Li %
Un interes deosebit reprezintă gâtuirea la rupere Z ce se determinăprin raportul dintre diferenţa ariilor transversal,e iniţială şi finală şi aria iniţială :
Z=(ΔS/S0)100%
Principalele caracteristici mecanice care se determină la încercarea latracţiune sunt următoarele :
1) Limita elastică sau limita de proporţionaiitate este definită prin
raportul σo=F0/S0 daN/mm2; convenţional se foloseşte limita de proporţionaiitatetehnică, definită prin relaţia Rp0,01=F0,01/S0 daN/mm2, adică tensiunea care produce odeformaţie plastică (remanentă) foarte mică
(Ae = 0,01%).Până la această limită, deformaţia este elastică şi creşte liniar cu tensiunea aplicată(Σ), între aceste mărimi stabilindu-se relaţia:
σ= E•ε (legea lui Hooke),
în care s este deformaţia elastică unitară (ε =Δl / lo ), iar E este modulul deelasticitate longitudinal, care este o mărime caracteristică fiecărui materialmetalic, deoarece este o măsură a forţelor de coeziune dintre cationii reţeleicristaline.
2) Limita de curgere, σc, este definită prin raportul σc=FC / SO şi reprezintătensiunea de la care materialul începe să se deformeze plastic. Convenţional, sefoloseşte limita de curgere tehnică, definită prin relaţia:
0
2,02,0 S
FRp = daN/mm2
adică tensiunea care produce o deformaţie plastică (remanentă) finită Ac =0,2%, în domeniul deformării plastice, alungirea nu mai este proporţională cutensiunea, ci creşte mai repede decât creşte tensiunea. 3)Rezistenţa la rupere, or, este definită prin raportul σr=Fm /S0
daN/mm2. Aceasta este o tensiune maximă pe care o suportă materialul metalicînainte de a se rupe, rezistenţa la rupere tehnică se notează cu
Rm =Fm / So daN/mm2.

46
5) Alungirea la rupere este definită prin raportul
Ar=(lf – lo / l0)100%,
care este o măsură a plasticităţii materialului metalic. 5)Gâtuirea la rupere este definită prin rapotul
Z =(S0-Sf / So)100%,
care este o măsură a tenacităţii materialului metalic, în sensul că este proporţionalăcu energia pe care o consumă materialul metalic în procesul de deformareplastică, înainte de a se rupe.Observaţii îndelungate şi considerente teoretice au demonstrat că rezistenţa la rupereprin tracţiune şi duritatea materialelor metalice sunt legate prin relaţia deproporţionalitate orientativă :
Rm = c•HB,
în care coeficientul de proporţionalitate ( c ) este subunitar ( c < 1) şi depinde denatura şi starea materialului metal
b)încercarea la încovoiere statică se execută prin sprijinirea uneiepruvete (bare) pe două reazeme în poziţie orizontală şi aplicarea statică (lentă) aunei forţe F perpendicular pe mijlocul barei. Prin creşterea forţei F, bara seinconvoaie elasic, apoi plast ic şi - în final - se rupe. La aceasta încercare se determină forţa de rupere ( Fr ) şi deformaţia la rupere ( fr
) exprimată prin "săgeată" (abatera de la orizontală) în momentul ruperii. c)Rezistenţa la încovoiere prin şoc sau rezilienţa estedeterminată în condiţii asemănătoare cu încercarea la încovoiere statică,dar cu douădeosebiri esenţiale : a) epruveta (o bară prismatică, cu secţiune transversală pătrat cu latura10mm şi lungimea de 55 mm) are o crestătură cu fund rotunjit, pe latura opusăacceleia pe care se aplică forţa de lovire; b) epruveta este sprijinită pe capete şi este lovită central - în partea opusăcrestăturii - cu un pendul care are o anumită masă (m) şi cade de la o înălţimeiniţială (h0), ceea ce înseamnă ca loveşte epruveta cu şoc, cu o viteză iniţială v0 =
02gh şi cu o energie inţială Eo = mgh0.După ce epruveta s-a rupt, pendulul de masă m, continuă să execute un arc decerc şi să se mai ridice la o înălţime finală hf < h0, faţă de locul de lovire, ceea ceînseamnă ca a consumat pentru ruperea epruvetei un lucru mecanic ( Lrup ) egal cudiferenţa de energie ΔE = mg (h0 - hf). Rezistenţa la încovoiere prin şoc (saurezilienţa) a materialului se notează cu KCU şi se determină din raportul :
KCU = ΔE / So J/cm2
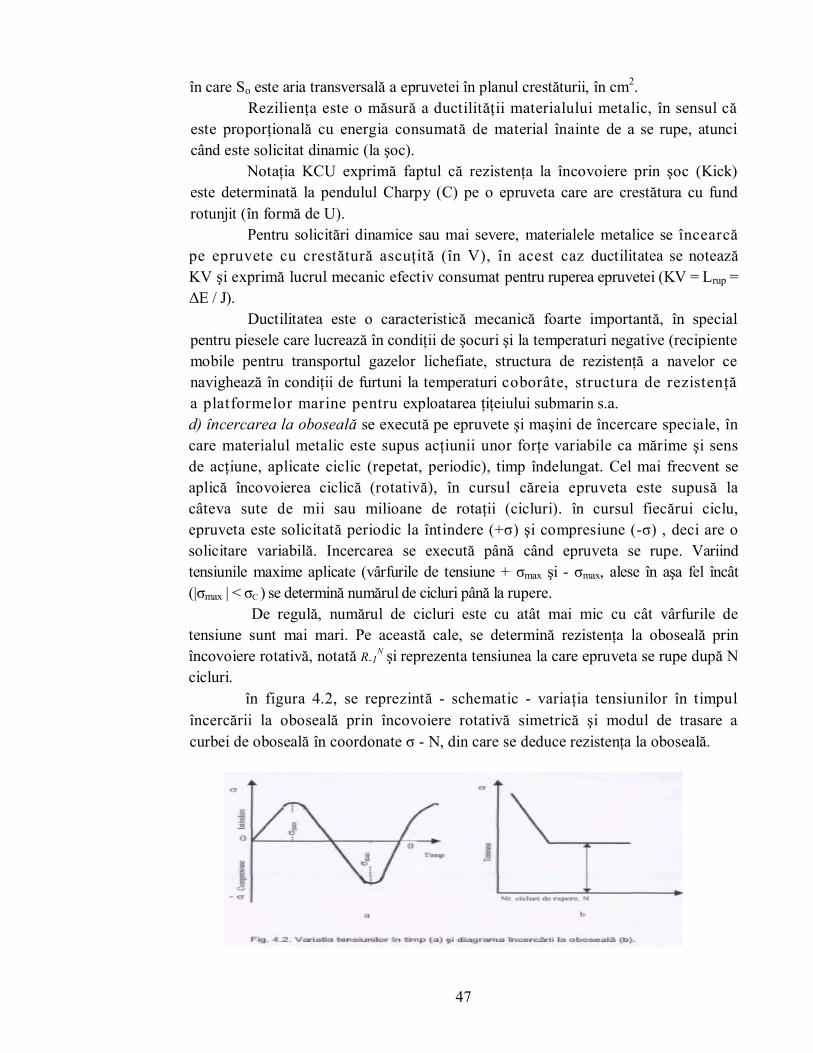
47
în care So este aria transversală a epruvetei în planul crestăturii, în cm2.Rezilienţa este o măsură a ductilităţii materialului metalic, în sensul că
este proporţională cu energia consumată de material înainte de a se rupe, atuncicând este solicitat dinamic (la şoc).
Notaţia KCU exprimă faptul că rezistenţa la încovoiere prin şoc (Kick)este determinată la pendulul Charpy (C) pe o epruveta care are crestătura cu fundrotunjit (în formă de U).
Pentru solicitări dinamice sau mai severe, materialele metalice se încearcăpe epruvete cu crestătură ascuţită (în V), în acest caz ductilitatea se noteazăKV şi exprimă lucrul mecanic efectiv consumat pentru ruperea epruvetei (KV = Lrup =ΔE / J).
Ductilitatea este o caracteristică mecanică foarte importantă, în specialpentru piesele care lucrează în condiţii de şocuri şi la temperaturi negative (recipientemobile pentru transportul gazelor lichefiate, structura de rezistenţă a navelor cenavighează în condiţii de furtuni la temperaturi coborâte, structura de rezistenţăa platformelor marine pentru exploatarea ţiţeiului submarin s.a.d) încercarea la oboseală se execută pe epruvete şi maşini de încercare speciale, încare materialul metalic este supus acţiunii unor forţe variabile ca mărime şi sensde acţiune, aplicate ciclic (repetat, periodic), timp îndelungat. Cel mai frecvent seaplică încovoierea ciclică (rotativă), în cursul căreia epruveta este supusă lacâteva sute de mii sau milioane de rotaţii (cicluri). în cursul fiecărui ciclu,epruveta este solicitată periodic la întindere (+σ) şi compresiune (-σ) , deci are osolicitare variabilă. Incercarea se execută până când epruveta se rupe. Variindtensiunile maxime aplicate (vârfurile de tensiune + σmax şi - σmax, alese în aşa fel încât(|σmax | < σC ) se determină numărul de cicluri până la rupere.
De regulă, numărul de cicluri este cu atât mai mic cu cât vârfurile detensiune sunt mai mari. Pe această cale, se determină rezistenţa la oboseală prinîncovoiere rotativă, notată R-1
N şi reprezenta tensiunea la care epruveta se rupe după Ncicluri.
în figura 4.2, se reprezintă - schematic - variaţia tensiunilor în timpulîncercării la oboseală prin încovoiere rotativă simetrică şi modul de trasare acurbei de oboseală în coordonate σ - N, din care se deduce rezistenţa la oboseală.

48
Multe organe de maşini funcţionează în condiţii de solicitare la oboseală:roţi dinţate, arbori cotiţi, biele ş.a. Ele trebuie să funcţioneze la tensiuni de lucru σ <R-1, pentru a fi siguri că durata de funcţionare va depăşi zeci de milioane de cicluri.e) Deformabilitatea se determină prin metode specifice fiecărui procedeu dedeformare. De exemplu, capacitatea de forjare (forjabilitatea) sedetermină prin metoda refulării, care constă în turtirea -prin presare lentă sauprin şoc - a unei probe cilindrice cu înălţimea inţială h0 şi diametru iniţiald0, până la o înălţime finală hf < h0 şi un diametru final d1 < d0, dinaintestabilite.
În urma încercării, proba refulată nu trebuie să prezinte fisuri saucrăpaturi pe suprafaţa laterală.
e.1 Dacă în procesul de fabricaţie se foloseşte ca operaţie deprelucrare, îndoirea la rece (pentru a forma virole, coturi sau borduri),semifabricatul (de regulă, tablă laminată) se supune încercării de îndoire pedorn, care constă în plierea tablei în jurul unui dorn cilindric cu diametruld < a (a este grosimea tablei); capacitatea de îndoire este exprimată prinunghiul a la care, pe partea întinsă a probei apar fisuri cnform fig. 4.3. e.2). înmulte aplicaţii practice, se cere ca, la această încercare, tabla să nu se fisurezela unghiul a = 180° (la plierea completă pe dorn).
Deformabilitatea la rece se mai poate determina şi prin metoda îndoiriloralternante, care constă în îndoirea în ambele sensuri, la unghiul de 90° a unei probe(sârmă, bandă, tablă subţire) prinse într-o menghină e.3; capacitatea de îndoire seexprima prin numărul de îndoiri alternante până la rupere.
Trecerea de la deformaţia elastică la cea plastică are loc treptat pe portiuneaec, unde se produce o deformaţie remanentă de 0.2%, corespunzătoare limitei decurgere. Curbele caracteristice tensiune-deformaţie pentru câteva materiale metalicesunt diferite şi sunt date în fig. 4.4.
Materialele metalice, datorită defectelor reticulare şi structurale au orezistenţă la rupere de 102 ... 103 ori mai mică, decât rezistenta teoretică.Considerând o reţea metalică cristalină ideală, în care ionii au sarcina electrică e = 5.

49
10 10 u.e.s. şi sunt situaţi pe distanţa r = 2. 103 cm, şi asupra căreia acţioneazăforţa de tracţiune F, între ioni va lua naştere o forţă de interacţiune care se opuneruperii : F e2/r. Fiecare ion ocupă suprafaţa aproximativ egală cu r2, deci forţaexercitată de ion pe unitatea de suprafaţă va fi:
22
20
2
2
22
2
101610251
-
-
··
====re
rre
SF
teors dyne/cm2=104 daN/mm2
în realitate, rezistenţa la rupere are valori de ordinul 10...102 daN/mm2.Diferenţa se explică prin faptul că, defectele reticulare şi structurale aparpentru că o parte a atomilor din secţiunea de rupere participă şi se opun ruperii.Acest lucru este dovedit experimental. Măsurând rezistenţa la rupere a fibrelormetalice în a căror secţiune foarte mică sunt puţine defecte, se obţin valori foartemari ale rezistenţei la rupere, comparativ cu acelaşi material, dar cu secţiune mare.f) Elasticitatea este proprietatea materialelor metalice de a se deforma sub acţiuneasolicitărilor interne şi externe şi a reveni la forma şi dimensiunile iniţale dupăeliminarea solicitărilor.Limita elastică este tensiunea corespunzătoare unei deformaţii specifice permanentefoarte mici de 0,01...0,03 % (pentru oţeluri 0,01 %). în cadrul limitei elastice seconsideră proporţinalitatea dintre efortul si deformaţia dată de legea lui Hooke σ = E •ε, respectiv τ= G • γ, unde E şi G sunt modulele de elasticitate longitudinal şitransversal iar e şi y sunt deformaţiile linară (alungire), respectiv unghiulară(lunecare) specifice. Pe lângă constantele E şi G, care caracterizează elasticitateaunui material, mai există v - coeficientul Iui Poisson (de contracţietransversală), dat de raportul dintre deformaţia în direcţie transversală şi cea îndirecţie longitudinală, legate între ele prin relaţia :
G=E/2(1+ν)
Pentru majoritatea materialelor metalice policristaline, v= 0,33.Modulul de elasticitate longitudinal E caracterizează forţele delegătură interatomice, cre reprezinta o măsură a forţei necesare pentru deplasareaatomilor unul în raport cu celălalt. El este puţin influenţat de factorii structurali şieste o măsură a rigidităţii materialelor metalice (proprietatea de a se opunedeformaţiilor elastice). Cel mai rigid material este cesiul cu E = 56 000 daN/mm2,apoi Wolframul cu numai E = 42 000 daN/mm2; iar cel mai puţin rigid este plumbulcu E = 1 800 daN/mm2. Aliajul dur sintetizat (94% WC şi 6% Co) are E = 70 000daN/mm2, iar otelurile au E = 21 000 daN/mm2.
Un material metalic se apreciază din punct de vedere elastic, nu numai dupăvaloarea modulului de elasticitate, ci şi după capacitatea de a absorbi energie peunitatea de volum care este necesară pentru a deforma elastic materialul de latensiunea 0 la limita de curgere :

50
Ue=σc•ε / 2=σc2 / 2E
Deci, un material pentru a suferi o deformaţie elastică mare (materialepentru arcuri), trebuie să aibă limita de curgere mare şi modulul de elasticitatemic..g) Plasticitatea este proprietatea materialelor metalice de a se deforma la volumconstant fără produceri de fisuri. Se caracterizează prin alungirea la rupere An = s.100% (n - factor dimensional, care şi în cazul epruvetelor de tracţiune uzuale estedat de raportul L/d şi gâtuirea la rupere Z =Ψ • 100%, unde Ψ este gâtuireaspecifică; Ψ=ΔS/S,=(Si - Sf)/Si, (Si şi Sf - secţiunea inţială şi finală a epruvetei).
în domeniul deformării plastice, până la apariţia gâtuirii ,curbele realetensiune - deformaţie sunt date de relaţia :
σ= K. ε n
în care K este coeficientul de rezistenţă şi n - coeficientul de ecruisare. Foarteplastice sunt: plumbul , cuprul, aluminiul, aurul, argintul, nichelul, fierul, o ţelulmoale, alama şi bronzurile monofazice etc, toate fiind materiale cristalizate însistemul cubic cu feţe centrate.
Superplasticitatea unor materiale metalice este capacitatea acestora de ase deforma plastic foarte mult şi uniform fără să se rupă. Aceste materiale prezintăalungiri mai mari de 2 000%, deformându-se la tensiuni mici.Materialelesuperplastice prezintă sensibilitate mare la viteza de deformare. între limita decurgere σe şi viteza de deformare ds/dt există relaţia:
σe=K (dε / dt)m
în care K este o constantă, iar m este coeficientul de sensibilitate la viteza dedeformare, care pentru materialele plastice este de 0,2 - 0,3, iar pentru celesuperplastice este de 0,6...0,9.
Superplasticitatea se întâlneşte la aliajele metalice care îndeplinescuna din condiţiile: conţin grăunţi foarte mici (sub 0,01 mm), acestea suntsuperplastice la viteze mici de deformare 103 • S 1 şi la temperaturi mari (0,7...0,8) .Tp °K; au transformări cu difuzie în staresolidă; Superplastice sunt următoarele materiale metalice:
- Zn-Al cu 22 % Al, la 200 ... 260°C, cu 0,001 ... 0,002 mmmărimea grăuntelui şi coeficientul de sensibilitate m = 0,5;
- Al-Cu cu 33 % Cu la 440 ... 500°C, cu 0,001 ... 0,002 mmmărimea grăuntelui şi m= 0,9;
- aliaje complexe de Al cu 1,2...1,9 % Cu; 1,9...2.6 % Mg; 5,2...6,2% Zn; max. 0,006 % Mn; max. 0,1 % Si max. şi 0,12 % Fe;

51
- aliajele de titan cu 5,6...6,5 % Al; 3,5...4,5% V; max. 0,3 % Fe; max.0,2% O2; max. 0,8% C; max. 0,05 % Ni; max. 0,015% H2.
h) Tenacitatea este proprietatea materialelor metalice de a absorbi energie prindeformare plastică, adică de a se deforma mult înainte de rupere. Implică atâtrezistenţă mecanică, cât şi plasticitate. Tenacitatea poate fi statică, fiind egală cusuprafaţa de sub curba tensiune-deformaţie şi dinamică, obţinută prin încercarea derezilienţă (încovoiere prin soc pe epruvete cu crestătură). Tenace sunt : cuprul,aluminiul, oţelul moale, alamele şi bronzurile bifazice etc.i) Fragilitatea este proprietatea materialelor metalice da a se rupe brusc subacţiunea solicitărilor, fără a suferi în prealabil deformaţii plastice. Fragilitateaeste o caracteristică relativă, ea fiind în funcţie de temperatura la care are locsolicitarea. Astfel, sunt materiale fragile la temperatură ambiantă şi plastice latemperaturi înalte (wolframul, oţelul dur, alamele şi bronzurile bifazice). In general,sunt fragile materialele cu duritate mare şi rezilienţă mică (fonta albă şi cenuşie,oţelurile călite etc). Materialele fragile nu prezintă fenomenul de curgere şi nicide gâtuire.j) Curgerea plastică este proprietatea materialelor metalice de a se deforma plasticcontinuu sub acţiunea unei sarcini constante (porţiunea cd a curbei tensiune-defrmaţie).
Curgerea plastică este caracterisica la toate materialele tenace.k) Fluajul, numit şi curgere lentă, este proprietatea materialelor metalice de a sedeforma lent, continuu şi progresiv în timp, sub acţiunea unei sarcini constante.Fluajul se accentueaza cu creştera temperaturii.Limita tehnică de fluaj estetensiunea constantă maximă pentru care la temperatura de lucru (peste 450...500°C),după timpul t, nu se depăşeşte o anumită deformaţie specifică e, iar rezistenţa larupere la fluaj (rezistenţa de durată) este tensiunea maximă constantă care latemperaturi de peste 500°C provoacă ruperea după un timp dat (103...105h).
Timpul de acţiune al sarcinii asupra deformării plastice are o influenţăneglijabilă când Tu < 0,4Tf pentru metale pure şi Tu « 0,5 T? pentru aliaje metalice(Tu şi Tf sunt temperaturile de utilizare şi topire) Fluajul este proprietatea de bază amatrialelor metalice termostabile şi refractare.
Curba teoretică de fluaj ε = f (t), sub sarcina constantă (1) şi sub tensiuneconstantă (2), este dată de fig. 4.5. Porţiunea AB corespunde fluajului tranzitoriu,porţiunea BC, fluajului stabilizat cu viteza de fluaj constantă, iar CD, fluajuluiaccelerat iar în punctul D are loc ruperea epruvetei prin gâtuire. Forma curbei defluaj depinde de temperatură şi de sarcină sau tensiunea de încercare; cu câtacestea sunt mai mari, cu atât apare mai devreme fluajul accelerat şi invers. Latemperaturi scăzute Tu < (0,4...0,5). T1f când difiuzia este neglijabilă şi fluajul estenumit tranzitoriu, fiind fluaj logaritmic ε = α•Lg t.

52
l) Duritatea reprezintă rezistenţa opusă de un corp la pătrundere în masa sa a unorcorpuri mai tari şi nedeformabile care se numesc penetratoare. Este proprietateacare se determină cel mai rapid şi cel mai frecvent în practica industrială,evdenţiind efectul tratamentelor termice, termochimice, termodinamice,mecanice asupra materialelor metalice. In funcţie de metodele de încercareduritatea poate fi: Brinell (HB), Rockwell (HRC, HRB), Vickers (HV),microduritatea sau duritatea Vickers cu microsarcini MHV, Rockwell (HRC),Shore (HS), Poldi etc. La executarea încercării de duritate trebuie să se aibă în vedere următoareleprincipii:
- penetratorul trebuie sa aibă o duritate mult mai mare, în raportcu corpul de încercat;
- mărimea sarcinii care acţionează asupra penetratorului trebuiesă fie astfel aleasă, încât să nu se producă decât o deformare strictlocală, într-o zonă pe suprafaţa piesei;
- suprafaţa de aşezare a piesei şi cea pe care acţioneazăpenetratorul trebuie să fie paralele;
-înainte de executarea încercării de duritate se va verifica corectafuncţionare a apatatului cu ajutorul plăcuţelor cu duritate etalon;
- calitatea suprafeţelor pieselor trebuie sa asigure o citire corectă.Principalele metode uzuale pentru încercarea durităţii pieselor metalice se bazeazăpe determinarea dimensiunilor amprentelor, sau prin citirea directa a duritatiimaterialului încărcat cu anumite sarcini.
A. Încercarea durităţii după metoda Brinell.Schematic duritatea Brinell se realizează conform fig 4.6.
Aşa cum se observă în fig. 4.6 sarcina F(62,5-3000dan/mm2) acţioneazăasupra penetratorului 1, care este o bilă din oţel cu diametrul D 2,5-5-

53
10mm . Sarcina acţionează asupra bilei un timp limitat. Ca urmare a acesteiacţiuni, pe piesă rămâne amprenta (urma) bilei cu diametrul d şi adâncimea h.
Relaţia care exprimă valoarea durităţii Brinell este prezentată mai jos:HB=F/Dh=2F/D(D- 22 dD - )
Această relaţie se aplică pentru domeniul durităţilor de la 2, 3 până la 601.Diametrul urmei este media aritmetică a două diametre perpendiculare
ale acesteia. Diferenţa dintre cele două diametre nu va depăşi 2%; în caz contrarîncercarea se va relua.
Bila poate fi din oţel, când duritatea acesteia este 800 (HB) sau dincarburi de wolfram (HBW).
Intre sarcina de apăsare F şi pătratul diametrului bilei D există relaţia(grad de solicitare):
F = K • D2
în care: F - sarcina care acţionează asupra penetratorului (daN sau kgf); D - diametrul bilei (penetrator) în mm.
Duritatea Brinell se exprimă simbolic prin HB 5/750/15, unde:HB este duritatea Brinell;5 - diametrul bilei utilizate (mm);750 - sarcina care acţionează asupra penetratorului (kgf sau daN);15 - timpul de aplicare al sarcinii (secunde).Prin HB se exprimă duritatea executată cu bila de 10mm şi sarcina de
3000 kgf (duritatea Brinell normală).În cazul încercării materialelor cu elasticitate mare, cum ar fi masele
plastice, când urma nu rămâne cu o deformaţie permanentă, aparatele pentruîncercarea de duritate sunt prevăzute cu un comparator care măsoară adâncimea hde pătrundere a bilei în materialul de încercat.
Între valoarea durităţii Brinell şi rezistenţa la rupere la tracţiune existărelaţia:
σr = (0,34 ... 0,36) HB
pentru oţelurile în stare recoaptă. Acesta relaţie nu se aplică în cazul oţeluriloraustenitice.În cazul oţelurilor turnate, nealiate, această transformare se face orientativ prinrelaţia :
σr =(0,3.. . 0,4) HB
În cazul fontelor se aplica relaţia :
σr=(HB-40)/6

54
B. Încercarea durităţii după metoda Vickers
În cazul metodei Vickers, penetratorul este un diamant în formă depiramidă dreaptă, cu sectiunea pătrată, cu unghiul diedru la vârf al feţelor de 136°.
Principiul metodei este prezentat în fig. 4.7
Diagonala pătratului urmei este media aritmetică a celor două diagonale.Măsurarea acestora se face cu o precizie de ± 0,001 mm, iar diferenţa dintre valorile
diagonalelor trebuie să fie sub 2%.Durata de menţinere a sarcinii este de 10...15 secunde pentru oţeluri, de 30
... 35 secunde pentru neferoase şi de 120 ...125 secunde pentru metale moi.Duritatea Vickers se determină cu ajutorul relaţiei:
HV = 1,854 •(F/d2) -F exprimată în kgf
sau :
HV=1,891•(F/d2) -F exprimată în N
Grosimea piesei, sau a stratului căruia i se determină duritatea,trebuie sa fie de minim 1,5 d. Rugozitatea suprafeţei de încercat trebuie să fie Ra -0,4, ca urmare a unei operaţii de rectificare. In timpul încercării se va urmări ca penetratorul sa acţioneze lent, fără şocuri,împrimându - i - se o viteză de deplasare între 0,8 şi 1 mm/s. Duritatea Vickers se determină din tabele în funcţie de diagonala urmei şisarcina care acţionează asupra penetratorului şi se exprimă prin HV 30/20, unde 30reprezintă sarcina de 30 kgf cu care este încărcat penetratorul, iar 20 reprezintădurata de acţionare a sarcinii, în secunde În ultimul timp se utilizeazăsarcini mai mici (de exemplu: 5 kgf sau 10 kgf), pentru identificarea unor zone cu constituenţi duri şi fragili dinîmbinările sudate. Această metodă are un domeniu mai larg de aplicare,concretizat prin posibilitatea folosirii unor sarcini tot mai mici ca valoare, care

55
permit determinarea durităţii la piese sau straturi tot mai subţiri. Acest lucru seaplică la straturile rezultate ca urmare a unor tratamente termochimice, aacoperirilor galvanice, chimice etc. în acest caz se vor utiliza sarcini de la 1 până la5 kgf.
Pentru determinarea durităţii constituenţilor structurali se utilizeazăsarcini de la 5 până la 500 kgf., iar în acest caz, aparatele pentru încercarea deduritate sunt prevăzute cu microscoape, care asigură posibilitatea identificăriiconstituenţilor structurali.
Metoda Vickers se poate aplica şi pe suprafeţe sferice şi cilindrice, în acestcaz, situaţia se analizează în funcţie de forma suprafeţei şi de raportul dintrediametrul de curbură al suprafeţei D şi diagonala urmei d.
Dacă D/d > 100, suprafaţa curbă este asimilată cu una plană. Factorul decorelaţie K se aplică dacă pentru suprafeţele sferice D/d< 50, iar pentru celecilindrice D/d< 25. Aplicarea corelaţiei este facultativă la rapoartele D/d cu valoripeste cele amintite mai înainte şi inferioare valorii 100.C. Încercarea durităţii după metoda Rockwell Această metodă foloseşte penetratorul dintr-un con de diamant cu unghiul la vârfde 120 o(duritatea Rockwell C) sau o bilă din oţel cu diametrul 1,5875 mm (duritatea Rockwell B ) Duritatea se determină prin aplicarea unei sarcini iniţiale Fo in prima faza,care asigură contactul intim dintre piesă şi penetrator. După aceasta, in faza adoua se aduce reperul zero al cadranului comparatorului în dreptul aculuiindicator si se adaugă la sarcina inţială suprasarcina F1,ajungându-se prin însumare,la o sarcina totală. Viteza de aplicare a suprasarcinii este de 0,8.,.1m / s, durata demenţinere fiind de 10 - 15 s. Faza a treia următoare constă din îndepărtareasuprasarcinii şi menţinerea numai a sarcinii iniţiale. Se citeşte pe cadranulcomparatorului duritatea Rockwell :
H R = E - e
unde : HR este duritatea Rockwell;E –adâncimea convenţională dată în funcţie de scară (HRC sau
HRB);e - creşterea adâncimii de pătrundere remanentă a penetratorului datorită
suprasarcinii F1, măsurată sub acţiunea sarcinii iniţiale Fo, după îndepărtarea sarciniiF1.
Rezultă ca duritatea Rockwell se determină în funcţie de adâncimeade pătrundere a penetratorului în materialul de încercat care se realizează cu preciziade ± 0,001 mm.
Duritatea HRC se aplică la oţelurile tratate termic, iar duritatea HRB încazul oţelurilor obişnuite netratate, al aliajelor neferoase etc.

56
Corelaţia între duritatea Brinell (HB), Rockwell (HRC), Sore (HS) şirezistenţa de rupere (R = 0,35 HB - pentru oţeluri şi duraluminiu şi de
R = 0,7HB - 40 pentru fonte). Echivalarea microdurităţii Vickers în altescări de duritate nu este admisă.Duritatea obţinută prin tratamente termice este în funcţie de parametrii detratament. Astfel, pentru oţelul 65 Mn 10, după recoacerea la temperatura T, şitimpul de menţinere t,duritatea este :
HB = 413,7 - 4,65 tf - 0,249 Tr
După călirea izotermă cu menţinerea la Tm, duritatea este:
HV = e9447+ 0,017Tm + 0,00002Tm2
Iar după călire de la temperatura Te şi revenirea efectuată la temperatura Ţf
HV = 797 - 0,04 Tc - 0,95 Tf
m) Ecruisarea este proprietatea materialelor metalice de a-şi mări rezistenţamecanică şi duritatea in urma deformarii plastice la rece.
Duritatea şi rezistenţa la deformare (la rupere) cresc, deoarece în material, pemăsura înaintării deformării plastice la rece, posibilitatile de deformare prinalunecare şi maclare se epuizează, densitatea de dislocaţii, inclusiv barierelecare se opun deplasării dislocaţiilor, creşte. Prin ecruisare, fragilitatea creşte.Ecruisarea se elimină prin încălzirea materialelor metalice peste pragul derecristalizare (recoacerea de recristalizare).n) Relaxarea plastică este proprietatea materialelor metalice de a prezenta o scăderea tensiunilor în timp sub deformaţie constantă.

57
o) Revenirea elastică este proprietatea materialelor metalice care tinde sa-sirecupereze în timp, o parte din deformaţia permanentă rămasă după incetarea bruscăa sarcinii.
4. Proprietatile tehnologice.
Indică capacitatea de prelucrare şi modul de comportare a materialelor metalicein diferite procese tehnologice de fabricaţie, la rece sau la cald, cum sunt:deformabilitatea plastică, turnarea, aşchierea, sudarea, călirea etc. Cele maiimportante proprietăţi tehnologice sunt: deformabilitatea plastică, turnabilitatea,sudabilitatea, aşchiabilitatea, susceptibilitatea la supraâncalzire şi susceptibilitateala deformare şi fisurare.Deformabilitatea plastică este proprietatea materialelor metalice de a-şi modificauşor şi remanent forma şi dimensiunile la volum constant fără a se fisura subaţiunea solicitărilor exterioare la rece şi la cald. Se caracterizează prin :maleabilitate, ductilitate şi forjabilitate.
a)Maleabilitatea este însuşirea materialelor de a putea fi uşortransformate în foi subţiri; depinde de reţeaua cristalină, prezenţa impurităţilor, aelementelor de aliere etc. Se apreciază după valoarea alungirii specifice. Foartemaleabile sunt: staniul, aurul, aluminiul, cuprul, plumbul, argintul, alama, oţelul,moale etc.
Ductilitatea este însuşirea materialelor metalice de a putea fi uşor trase înfire şi este condiţionată de coexistenţa tenacităţii şi a maleabilităţii (oţelulcălit este tenace, dar nu este maleabil şi nici ductil, staniul şi plumbul sunt foartemaleabile, dar nu sunt tenace şi nici ductile), atât maleabilitatea cât şi ductilitateasunt proprietăţi intrinseci ale materialelor metalice strâns corelate cu proprietăţilemecanice ale acestora.
Forjabilitatea este proprietatea materialelor metalice de a se deformaplastic, cu uşurinţă prin lovire sau presare la temperaturi , fără a se rupe. La oţeluri,forjabilitatea depinde de conţinutul de carbon şi de incluziuni. Cu cât acestea suntmai mari, cu atât forjabilitatea este mai redusă. Se determină prin refulare, operaţiide lăţire, alungire şi gâtuire sau lărgire cu dornul şi prin refulare.
Deformabilitatea la cald (Tdet>Trec= 0,2...0,6 . Tf °K) este superioarăcelei la rece, deoarece limita de curgere a materialelor metalice scade cucreşterea temperaturii. Pentru a se evita ruperea, în cazul majorităţii materialelormetalice, în timpul deformării plastice, acestea se supun în prealabil, unortratamente de recoacere.
b)Turnabilitatea este proprietatea complexă a materialelormetalice de a se putea turna şi solidifica în forme. Cuprindecaracteristicile: fluiditate, contracţie şi segregaţie.

58
Fluiditatea este capacitatea materialelor metalice topite de a umple câtmai bine forma de turnare. Depinde de compoziţia chimică a materialului şi detemperatura de turnare.
Contracţia este însuşirea materialelor metalice de a-şi micşora volumul lasolidificare şi la răcirea ulterioară. Contracţia influenţează starea de tensiuni dupăsolidificare şi răcire, putând duce la deformare şi chiar la fisurare.
Contracţia de solidificare este cauza formării unor defecte naturale,care poarta numele de retasuri. Ea depinde de temperatura de turnare, de viteza derăcire şi de compoziţia chimică a materialelor metalice.
Tendinţa de segregaţie reprezintă tendinţa elementelor de aliere de a seaglomera în anumite părţi ale pieselor metalice. Segregaţia poate fimacroscopică (directă sau indirectă, superioară sau inferioară) şi microscopică(dendritică sau intracristalină şi intercristalină).
Fiecare element de aliere, este caracterizat de un anumit coeficient desegregaţie, care, cu cât este mai mic, cu atât mai mult elementul respectiv se vaaglomera mai puternic (C = 0,95; Al = 0,92; Ni - 0,8; Cu = 0,56)
c)Sudabilitatea este aptitudiunea materialelor metalice de a se îmbinanedemontabil prin încălzire locală până la stare plastică sau topită, cu sau fărăadaos de alte materiale, cu sau fără presiune mecanică.
Sudabilitatea comportă două aspecte : comportarea la sudare (posibilitateaobţinerii de îmbinări sudate fără defecte) şi siguranţa sudării în exploatare(capacitatea unui material care a fost sudat de a-şi păstra caracteristicile tehnice înprezenţa unor eforturi unitare).
Sudabilitatea este influenţată de compoziţia chimică, de plasticitate,de conductibilitate termică a materialelor, de viteza de răcire după sudare, desoluţiile construct ive adoptate etc. După calificativ, sudabilitatea poate fi: bunănecondiţionată, bună condiţionată, posibilă şi necorespunzătoare, cum rezultă din fig.4.10 şi este în funcţie de conţinutul de carbon echivalent
Ce = (C + Mn)/6 + (Cr + Mo + V)/5 + (Cu + Ni)/15sauCe = C + (Mn + Si/4).
Comportarea bună la sudare a unor materiale se realizează prin preîncălziri sautratamente termice preliminare, iar siguranţa în exploatare a unor cusăturisudate se asigură prin tratamente termice preliminare, iar siguranţa în exploatare aunor cusături sudate se asigură prin tratamente termice ulterioare sudării.

59
d) Aşchiabilitatea este capacitatea materialelor metalice de a putea fiprelucrate prin aşchiere, cu consum cât mai redus de scule şi energie.Se apreciază şi se defineste aşchiabilitatea, prin indicatorul de prelucrabilitate aunui material, care este considerat ca fiind viteza de aşchiere corespunzătoare uneidurabilităţi de 60 min. a sculei aşchietoare.
Aşchiabilitatea este o proprietate complexă. Un material este cu atât maiprelucrabil prin aşchiere, cu cât: durabilitatea sculei este mai mare, timpul deaşchiere a aceleiaşi cantităţi de aşchii mai mic, calitatea suprafeţei mai bună,solicitarea mecanică şi energetică a maşinii mai mică, precizia de prelucrare maimare iar aşchiile au formă cât mai convenabilă. Aşchiabilitatea depinde de:natura şi tratamentul materialului de prelucrat, de tipul şi materialul sculeiaşchietoare, de condiţiile de aşchiere (degroşare, finisare, strunjire, frezare,rabotare, alezare etc), de tipul maşinii-unelte şi natura lichidului de răcire.Prelucrabilitatea prin aşchiere a unor materiale metalice larg utilizate industrial,comparativ cu a oţelului aliat 12Cr130, este dată în fig. 4.11.
e)Călibilitatea este proprietatea materialelor metalice (în special a oţelurilor şifontelor) de a realiza o duritate minimă pe o adâncime mai mare sau mai mică: eacaracterizează adâncimea de pătrundere a călirii. Depinde de compoziţia chimică, de

60
temperatura de încălzire în vederea călirii, de mărimea grăuntelui, de viteza de răcireetc. Se apreciază prin viteza critică de călire, prin indicele de călibilitate sau prindiametrul crit ic de călire. In mod curent, călibilitatea unui material metalic sedetermină prin metoda călirii frontale. Călibilitatea se deosebeşte de capacitatea decălire care reprezintă însuşirea materialelor metalice de a se durifica prin încălzireşi răcire bruscă (călire). Aceasta din urmă este dată de duritatea maximă obţinutădupă călire.
5. Proprietatile de exploatare.
Proprietăţile de exploatare indică comportarea materialelor metalice în timpulexploatării organelor de maşini, durabilitatea sculelor etc. Aceste proprietăţi sunt:rezistenţa la uzare, fiabilitatea organelor de maşini, durabilitatea sculelor şidesingul.
a) Rezistenţa la uzare este proprietatea materialelor metalice de a rezista laacţiunea de distrugere prin frecare sau eroziune a suprafeţelor acestora exprimată înunităţi absolute de masă, volum, lungime sau relative: intensitatea uzurii, mg/kmsau viteza uzurii, mg/h.Uzura organelor de maşini aflate în contact şi în mişcare relativă poate fi: mecanică(contact direct metal - metal); abrazivă (prezenţa unor particule abrazive întresuprafeţele de contact); de aderenţă sau prin gripare (determinată de viteze şipresiuni de contact mari) şi corosivă.Rezistenţa la uzare creşte odată cu: creşterea durităţii, creşterea calităţii suprafeţei,îmbunătăţirea condiţiilor de ungere, micşorarea vitezei mişcării relative şi a presiuniide contact etc. Rezistenţa la uzare a materialelor metalice depinde de: compoziţiachimică, structura metalografică, calitatea suprafeţelor, duritate, viteză relativă,presiunea de contact, calitatea ungerii, condiţiile de exploatare (temperatura,mediul de lucru etc).Rezistenţa la uzare se poate îmbunătăţi prin aliere cu elemente care să formezeconstituenţi eterogeni cu duritate mare, prin tramente termice, termochimce,termomecanice, acoperiri superficiale etc.Corelaţia dintre rezistenţa relativă la uzare abrazivă şi duritatea pentru diversemateriale metalice este data în fig. 4.12

61
Rezistenţa relativă la uzare este data de raportul dintre uzuramaterialului metalic considerat şi uzura aliajului . Uzura aderentă minimăprezintă cuplele de frecare cu materiale antagoniste care nu formează soluţiisolide, compuşi.intermetalici c. ş. care sunt practic insolubile reciproc: Fe-Pb;Fe-Sn; Cu-Pb; Cr-Cu Cr-Sn, oţel-bronz- oţel-Cu; oţel aliat - aliaj antifricţiune;fonta-oţel; etc. Nu corespund: Fe-Cu; Fe-Cr; Cu-Al; oţel-Al; oţel-oţel.
În funcţie de condiţiile de exploatare ale organelor de maşini, uzuramecanică şi abrazivă poate fi: hidroabrazivă, gazoabraziva erozivă deoboseală şi de cavitaţie. Frecvent, se întâlneşte uzura prin oboseală sau uzuraPitting (ciupire) la cuplele de frecare cu contact liniar sau punctiform (rulmenţi, roţidinţate etc).
Aceasta este puternic influenţată de tensiunile interne produse laprelucrarea mecanică sau termică a suprafeţelor, de gradul de finisare, vitezarelativă, temperatura de lucru prezenta şi calitatea ungerii, etc.
b) Fiabilitatea organelor de maşini şi a sistemelor. Produsele (organele demaşini şi sistemele) trebuie să satisfacă din punct de vedere calitativ atâtproiectantul şi executantul, cât şi beneficiarul. Calitatea produselor (ansamblulcaracteristicilor care fac ca un produs să corespundă scopului funcţional) trebuie sărespecte criteriile generale ale proiectării: funcţionalitate, fiabilitate,posibilitatea de execuţie şi întreţinere, obţinerea unor indicatori tehnico-economicisuperiori, estetica şi comoditatea exploatării. Dintre aceste criterii, fiabilitatea sausiguranţa în exploatare are un rol determinant în proiectarea şi realizareaproduselor.
Fiabilitatea reprezintă totalitatea însuşirilor care asigură buna funcţionarea unui produs (organ maşină, mecanism, maşină, echipament, instalaţie etc.) înconformitate cu normele prescrise, chiar dincolo de termenul de garanţie. Ea esteasigurată în bună parte de calitatea materialelor metalice.
În prezent, conceptul de siguranţă absolută în exploatare este depăşit,cauzele fiind legate de supradimensionare, de consumul mare de materiale şienergie, de uzura morală rapidă etc. Proiectarea actuală, pe baze probabilistice,trebuie să asigure funcţionarea fără defecte o durată de timp ce impune corelaţia cuuzura morală a produsului.
Fiabilitatea este corelată şi definită de următoarele noţiuni:- defectarea, adică încetarea aptitudinii unui produs de a-şi
îndeplini funcţia;- rata de defectare, adică raportul dintre numărul total de defectări
din eşantion ( număr de produse luate în calcul) şi durata cumulată peeşantion;
-timpul mediu până la defectare, care este inversul ratei dedefectare într-o perioadă dată;
-timpul mediu între defectări, adică valoarea medie a timpilor întredouă defectări consecutive, calculată ca fiind raportul dintre durata

62
cumulată şi numărul de defectări din eşantion în condiţii date pentru operioadă dată;
- durata medie de viaţă, adică valoarea medie a timpilor până la defectarepentru toate produsele unui eşantion în condiţii date.
Fiabilitatea depinde de: condiţiile de lucru, continuarea ciclului defuncţionare şi durata de funcţionare.
Exprimarea cantitativă a fiabilităţii (R) se face printr-un număr cuprinsîntre zero şi unu, adică pe relaţia :
R = n/n0
în care n0 este numărul total (eşantionul) de produse (sisteme, maşini, echipamente,elemente) considerat, care lucrează după un anumit ciclu, în anumite condiţii, iar neste numărul de produse care pot lucra în continuare după un număr de ore thde funcţionare cu o anumită precizie, restul no-n produse fiind considerate defecte.
Fiabilitatea se poate exprima în funcţie de rata de defectare λ, dacă th maifuncţionează corect şi precis încă n produse, iar în timpul dt se mai defectează 6nproduse :
λ=(dn/dt)•(1/n)=f(t)
Pe durata de funcţionare a unui produs, defectările care au cauze distincte,sunt situate diferit în timp, pe perioade: perioada defectărilor timpurii - I (10...300h); perioada defectărilor cu rată constantă - II şi perioada defectărilor târzii - III.Aceste perioade sunt evidenţiate pe curbele de evoluţie a ratei defectărilor în timp.Defectele din perioada I, care evoluează după o curbă logaritmică, evidenţiează stareatehnică necorespunzatoare a produsului (materiale, execuţie de montaj de slabăcalitate). Perioada a-II-a corespunde perioadei de exploatare, indică o rată adefectărilor mică şi constantă în timp când fiabilitatea este o funcţie exponenţială detimp ( R = e λ t ) , iar dacă λt«1, atunci fiabilitatea devine funcţie liniară de timp (R =1-λt). în această perioadă, eventualele defecte se produc brusc şi se datoreazăunor accidente, iar repartiţia defectărilor are loc după o curbă exponenţialădescrescătoare. Perioada defectărilor târzii - III începe cu primele defecte datorateuzurii şi oboselii, care evoluează în timp după o curbă similară cu distribuţia Weibull.Reparaţiile curente şi preventive pot prelungi perioada a ll-a.
Considerându-se un eşantion dintr-un lot omogen de produse supuseexperimental exploatării de durată într-un regim dat, frcvenţa defectărilor va fi mareiniţial, iar în timp ea va scădea după curba 1 din fig. 4.15.

63
Probabilitatea de defectare a unui produs din eşantion este cu atât maimare cu cât timpul de exploatare creşte, ea variază în timp după curba 2 din fig. 4.15fiind zero iniţial şi tinzând spre unu în final. Probabilitatea de funcţionare corectă(nedefectare), curba 3, se obţine scazându-se din unitate în orice moment valorilecurbei 2; ea reprezintă însăşi fiabilitatea, materialelor metalice, uzurii pieselor.
Fiabilitatea se mai poate exprima prin probabilitatea de a nu apăreadefecţiuni în exploatarea produsului un anumit timp (1 000 h sau
10 000 h de funcţionare), sau prin durata de funcţionare fără defecţiuni, laperformanţele impuse şi chiar prin timpul mediu între două defectări. Fiabilitatea înaltă a sistemelor tehnice, la ora actuală, se realizează, înprincipal, prin asigurarea fiabilităţii cât mai mari a fiecarui element component(peste 99,999%), lucru posibil prin: reducerea la maxim a numărului de elementecomponente; prin rezervare (existenţa unor rezerve de părţi din sistem care săînlocuiască pe cele avariate) şi prin rezonanţa (existenţa unor părţi de sistem înmultiple exemplare a căror defectate să nu întrerupă funcţionarea sistemului,ci doar solicitarea mai intensă a celor rămase).
Imbunătăţirea calităţii şi, în special, a fiabilităţii produselor se realizeazănumai prin aplicarea unor măsuri riguroase în toate etapele procesului de producţie,de la proiectare până la vânzare.
c)Durabilitatea se referă la durata de viaţă a sculelor prelucrătoare, definită ca fiind timpul de lucru efectiv între douărecondiţionări (ascuţiri) succesive ale unei scule. Ca şi fiabilitatea,durabilitatea este o caracteristică de exploatare complexă care depindede: natura materialului sculei, natura materialului de prelucrat,tratamentele termice şi termochimice. aplicate sculelor, condiţiileconcrete de lucru etc. Se apreciază prin diverse criterii: al uzurii critice asculelor, al forţelor de prelucrare, consumului energetic, cantitatea depiese prelucrate etc. Frecvent, se foloseşte criteriul uzurii critice, cânddurabilitatea se exprimă în minute scurse până la apariţia uzuriicatastrofale şi scoaterea din uz a sculei.
d)Designul produselor reprezintă totalitatea însuşirilor esteticecare fac produsul plăcut şi pasibil de a fi încadrat perfect ambiental. Areimportanţă deosebită în special pentru produsele destinate consumului(automobile, vehicule, aparatură de uz casnic, aparatură electronicăaudio-video etc). Stă la baza uzurii morale a produselor şi estedeterminat de linia modei la un moment dat. Are o importanţă foartemare din punct de vedere economic în special pentru ţările dezvoltate şiîn societăţile de consum. Frecvent, în alegerea materialelor metalicepentru astfel de produse se ţine seama de design.

64
BIBLIOGRAFIE SELECTIVĂ
I. Tratate şi monografii.
1. Oprea, F.,Vacu, S., Dragomir, I. – Metalurgie generala, Ed. Didactica si
Pedagogica, Bucuresti 1975
2. Marian Ionescu, – Tehnologii generale, Ed. Macarie, Tagoviste 2002.
3. Dictionar cronologic al stiintei si tehnicii universale, Ed,Stiintifica si
Enciclopedica, Bucuresti, 1979
4. Colan, H. s.a. – Studiul materialelor, Ed. Didactica si Pedagogica,
Bucuresti 1983
TEST DE AUTOEVALUARE
3. Prezentati legatura intre proprietatile mecanice, tehnologice si de exploatare!

65
TEMĂ DE REFLECŢIE
Prezentati principalele metale si aliaje pe care le utilizati in gospodaria
proprie impreuna cu proprietatile fizice si chimice ale acestora !
MODELE DE ÎNTREBĂRI
Întrebările vor fi tip grilă, cu cel puţin un răspuns la fiecare întrebare.
1. Care este temperatura de fuziune a aurului?a. 673 grade Celsiusb. 1083 grade Celsiusc. 1063 grade Celsius
2. Care este densitatea Wolgframului?a. 14,8 g/cm3b. 19,3 g/cm3
c. 29,8 g/cm3
3. Daca in procesul de coroziune pelicula de oxizi pe suprafata metaluluieste subtire si aderenta la masa metalului cum este rezistenta la coroziune? a. foarte mica b. foarte mare
c. relativ mica
4. Rezistenta la uzare creste cand:a. creste presiunea de contact
b. scade calitatea suprafetei c. creste duritatea materialului
RĂSPUNSURI LA ÎNTREBĂRI
1.- c 2.- b 3.- b 4.- c

66
CAPITOLUL IV
PROCESE INDUSTRIALE SI FLUXURITEHNOLOGICE
28. Cuprins29. Obiectiv general30. Obiective operaţionale31. Timpul necesar studiului capitolului32. Dezvoltarea temei33. Bibliografie selectivă34. Temă de reflecţie35. Modele de teste36. Răspunsuri şi comentarii la teste
Cuprins
� Clasificarea proceselor tehnologice.� Materii prime si materiale.� Fluxuri tehnologice.
� Obiectiv general: Cunoasterea principaleor caracteristici aleunui proces tehnologic, a materilor prime si materialelor.
Obiective operaţionale: Cunoasterea clasificarii proceselor tehnologiceamaterilor prime si materialelor.
= 4 ore

67
CAPITOLUL IV
PROCESE INDUSTRIALE SI FLUXURI TEHNOLOGICE
Procesul tehnologic este definit ca totalitatea operaţiilor necesare transformăriiunor materii prime într-un produs. Transformarea decurge în mai multe faze (etape), având loc prelucrărisuccesive ale materiei prime. Fiecare etapă (fază) reprezintă o operaţie unitară:transformări de ordin fizic, chimic sau mecanic a materiei prime. Succesiunea logică în timp şi spaţiu a operaţiilor unitare produse sausuportate de către materia primă în curs de transformare se numeşte fluxtehnologic. Ciclul de fabricaţie este timpul necesar ca materiile prime si materialelesă treacă prin toate fazele procesului tehnologic.
Procesul tehnologic poate fi realizat, în general, prin mai multemetode tehnologice, iar acestea prin mai multe procedee tehnologice.
Metoda tehnologică indică schimbările esenţiale de formă, destructură şi de compoziţie chimică, necesare pentru realizarea procesuluitehnologic şi are la bază fenomene fundamentale şi legi caracteristice.
Procedeul tehnologic indică modul concret, respectiv mijloaceletehnice prin care se realizează procesul tehnologic.
Procesele tehnologice se compun în general din mai multe faze de fabricaţie
care la rândul lor, sunt formate din operaţii şi procese unitare.Exemplu: procesele
tehnologice din industria chimică sunt formate dintr-un ansamlu de operaţii fizice si
reacţii chimice, care se desfăşoară, în general, în trei etape: I -au loc procese fizice
de preparare şi purificare a reactanţilor care trec nemodificaţi calitativ în treapta a
doua; II -se produc reacţiile chimice prin care se formează produsele principale şi
secundare; III -au loc operaţiile de separare şi purificare a produsului principal,
separarea produselor principale şi a reactanţilor neconsumaţi care se recirculă în
sistem.

68
1. Clasificarea proceselor tehnologice.
1.1Clasificare după regimul de lucru:
a) procese discontinue (periodice)b) procese continuec) procese semicontinue
a) Procesele discontinue - o anumită cantitate dematerie primă se încarcă într-un utilaj, unde suferă o succesiune detransformări dirijate (si condiţionate) prin schimbări succesive aleregimului de lucru al utilajului.Produsul rezultat în urma transformărilor suferite de materia primă, este apoidescărcat din utilaj şi ciclul se reia de la început cu o nouă şarjă de materie primă.In acest mod se realizează separarea minereurilor, fabricarea medicamentelor,coloranţilor, etc. b)Procesele continue se caracterizează prin aceea că materiaprimă este introdusă în mod conţinu cu un anumit debit la intrarea într-o linietehnologică conţinând o succesiune de utilaje. Timpul de parcurgere prin fiecareutilaj, corespunde duratei unei operaţii unitare după care se trece la următorul utilajcare corespunde următoarei operaţii din fluxul tehnologic. Produsul finit iese înmod continuu de pe flux.Este important ca fiecare utilaj să-şi menţină permanent unregim de lucru constant. Funcţionarea instalaţiei se întrerupe numai pentrureparaţie sau revizie. Instalaţia este alimentată continuu cu materie primă, pemăsura evacuării unei cantităţi corespunzătoare de produs, ceea ce creazăavantajul operării în condiţii de regim staţionar, controlabil şi reglabil prinautomatizarea completă a procesului tehnologic. în acest fel se obţin produsede calitate superioară iar investiţiile specifice necesare se diminuează, utilajelefiind mai compacte iar spaţiile construite mai restrânse.Aceste probleme tehnice s-au extins atât în industria metalurgică, a materialelor deconstrucţii, industria petrolieră, cât mai ales în industria chimică unde suntmajoritare. c) Procesele semicontinue. Sunt situaţii în care prelucrarea are loc prin procesetehnologice combinate (de ex. la cocsificarea cărbunelui fabricarea produselorauxiliare se realizează în instalaţii cu funcţionare continuă; în cazul proceselorchimice catalitice are loc recircularea materiei prime netransformate, ceea cecontribuie la diminuarea consumurilor materiale şi la creştertea gradului detransformare). Procesele tehnologice cu recircularea materiei prime suntprocese ciclice.

69
1.2Clasificare după scopul urmărit:
a) procese de bază - în care are loc transformarea materiei primeîn produs;b)procese auxiliare - concură în mod dependent pentrudesfăşurarea proceselor de bază de ex.: alimentarea cu apă, aburi,energie, automatizare ;c)procese de deservire - (de ex.: transportul materiei prime şi alproduselor, controlul calităţii, etc);Totalitatea proceselor tehnologice de bază, auxiliare şi de deservire careconcură la realizarea unui produs reprezintă procesul de producţie aferent produsuluiurmărit.
1.3Alte clasificări ale proceselor tehnologice:
-După înzestrarea tehnică: cibernetică, robotizare, etc;-După natura materiilor prime: procese extractive, procese deprelucrareDupă caracterul prelucrării materiei prime: directe (simple); sintetice; analitice;complexe.
2. Materii prime si materiale.Metale şi minereuri
Metalurgie - "arta de a extrage metalele din mine şi de a le purifica (conformDicţionarului Enciclopedic) prin procese fizice si chimice în scopul obţinerii demetale sau aliaje clin minereuri".
Minereul - o asociere de minerale metalifere şi nemetalifere, din care seextrage în mod rentabil unul sau mai multe metale sau aliaje metalice.
Mineralele sunt substanţe anorganice solide, lichide sau gazoase care s-auformat în scoarţa pământului, în apa mărilor şi oceanelor printr-un complex deprocese fizico-chimice, în marea lor majoritate la temperaturi şi presiuni ridicate.
Procesele care s-au desfăşurat în interiorul scoarţei terestre poartănumele de procese endogene, iar cele care s-au desfăşurat la suprafaţă, proceseexogene.Minereurile sunt formate din asociaţii de minerale utile (care conţin metale) siminerale sterile care formează zgura.
Pe parcursul dezvoltării ştiinţei şi tehnicii s-au putut valorifica şi prelucraminereuri sărace în substanţe utile.
Metalele se găsesc în minereuri atât în stare liberă (nativă) cât şi sub formăde compuşi chimici.

70
Metalele care se găsesc în stare nativă sunt relativ puţine, spre exemplu:aurul, platina, argintul, cuprul.
Majoritatea metalelor se găsesc în combinaţii chimice simple şi complexesub formă de oxizi, carbonaţi, silicati, sulfuri, etc.
Unele metale se pot extrage economic numai din oxizi, altele numai dinsulfuri, cloruri, etc. Spre exemplu, fierul poate fi extras economic numai dinoxizi sau carbonaţi. Minereurile care conţin fier sub aceasta formă sunt considerateminereuri de fier. Minereul care conţine fier sub formă de sulfura (FeS2) nu permiteextragerea economică.
Minereurile care conţin cuprul sub formă de sulfura (CuS sau Cu2S)permite extragerea economică a cuprului şi este considerat minereu de cupru.
Concentraţia minimă în substanţă utilă a unui minereu de fier pentrucare extracţia este rentabilă este de minim 40 - 50%, a unui minereu de cupru estede cea 1%, iară unui minereu de aur de 0,19%.
Sterilul este constituit din mai multe minerale. O parte dintre substanţeconţine elemente dăunătoare care în cursul tehnologiei de extracţie, trece în produsulmetalic, inrăutaţindu-i proprietăţile, atunci se evită folosirea minereului (deexemplu, minereul de fier care conţine As şi Cu).
Dintre elementele active care ridică valoarea minereurilor amintim: Mn(>0,6%), Ni (>0,3%), V (>0,1%).
Se apreciază că dacă s-ar extrage toate sărurile din apa mărilor şi oceanelorar putea obţine: 2 000 000 t Au, 37 000 000 tAg, 100 000 000 t Cu, 1 200 000 000 tMn şi importante cantităţi de Mg, K, Br, I, etc.
Baza de materii prime rămâne însă scoarţa terestră unde concentraţiamedie în metale se prezintă ca în tabelul 2.3.
In cadrul proceselor metalurgice se utilizează materiale care poartănumele de fondanţi şi care prezintă capacitate mare de reacţie cu sterilul minereuluiîn scopul formării şi separării din baia metalică a zgurei.
Fondanţii sunt materiale naturale acide (SiO2 - nisip), bazice (CaCO3 -calcar) sau neutre (Na2B4O7 - borax, AI2O3nH2O - bauxită).
Cei mai utilizaţi fondanţi, calcarul şi silicea deoarece sunt cei mai ieftini, seutilizează pentru separarea metalelor al căror steril are caracter chimic, acid saubazic.

71
Tabelul 2.3.
Concentraţia medie de metale în scoarţa terestrăNr. crt. Metalul Concentraţia
(%)1 Aluminiu 8,152 Fier 4,703 Magneziu 2,004 Titan 0,605 Mangan 0,096 Zinc 0,027 Vanadiu 0,0158 Cupru 0,019 Nichel 0,00810 Plumb 0,001611 Germaniu 7-10"4
12 Aur 6-10-4
13 Molibden 3-1 (T4
14 Wolfram 10-5
15 Argint 10"6
16 Mercur 7-10'7
17 Platina 5-10'7
18 Rhodiu 1o-io
Combustibilii sunt folosiţi în metalurgie pentru realizarea unor temperaturinecesare proceselor tehnologice ca: uscarea, prăjirea, topirea.
Cei mai utilizaţi combustibili sunt cărbunii superiori ca huila superioarăşi antracitul, cocsul metalurgic, gazele combustibile (metan, gazele de cocsificaresau de furnal) şi produse petroliere, ca păcura şi motorina.
Cocsul metalurgic este cel mai răspândit combustibil folosit în proceselemetalurgice deoarece poate fi atât combustibil cât şi reducator al oxizilor metalici.
Cocsul metalurgic trebuie să îndeplinească următoarele condiţii:-putere specifică mare 6500-7000 kcal/kg;-umiditate sub 4%;-cenuşa maxim 10%;-conţinut de sulf sub 0,1%.

72
Reducătorii au rolul tehnologic de a reduce metalul din oxizi. în afară decocsul metalurgic mai sunt folosiţi: gazul metan, gazul de sinteză, hidrogenul şiunele metale (Al, Na, Mg).
Aerul are rolul tehnologic de a menţine arderea unui proces tehnologic iarrezultate bune se obţin dacă aerul este preîncălzit. înlocuirea aerului cu oxigensau utilizarea aerului îmbogăţit cu oxigen, conduce la scăderea consumului de aer câtşi a celui de cocs.
Apa se utilizează pentru răcirea utilajelor metalurgice care sunt supuseradiaţiilor termice.
În urma unor operaţii tehnologice de preparare şi îmbogăţire în metal util,mineralele sunt concentrate şi utilizate în procesele metalurgice pentruobţinerea unui metal sau aliaj.
Procesele metalurgice importante:a - pirometaiurgice - procese care se desfăşoară sub acţiunea temperaturilor
înalte până la temperaturi care asigură topirea. Cele mai frecvente sunt: prăjirea,aglomerarea, topirea, rafinarea termică;
b - hidro metalurgice - procese care au loc la temperaturi joase prinobţinerea unor soluţii la presiune constantă sau variabilă; minereurile suntsolubilizate iar apoi metalul este precipitat prin electroliză;
c - electrometalurgice - procese care realizează separareametalelor cu ajutorul energiei electrice. Aceste procese pot fi:electrotermice, când energia electrică se transformă în căldură necesară realizăriiproceselor fizico-chimice şi electrochimice când energia electrică serveşte laelectroliza soluţiilor sau a topiturilor pentru obţinerea metalului.Un rol important îl are zgura, care este un produs secundar, ia naştere în timpulrecţiilor chimice produse dintre sterilul din minereu şi fondant.
3. Fluxuri tehnologice.
Toate procesele fizico-chimice si de de transformare a materiei prime şi asemifabricatelor se realizează numai într-o anumită succesiune.Totalitatea opetiilor tehnologice alcătuiesc un flux tehnologic de fabricatie care estespecific fiecărui metal, aliaj sau produs metalurgic în parte.Procesul tehnologic are in componenta mai multe faze tehnologice conformfiguri 4.1
Resursenaturale →
Extragerearesurselor →
Materialbrut →
Fabricare→
Produsfabricat
Fig 4.1

73
Fluxuri tehnologice reprezentative
Câteva fluxuri tehnologice pentru procesele din metalurgie. Fluxul tehnologic de obţinere a fontei este prezentat în figura 6.5. Pentrurealizarea procesului metalurgic de obţinere a fontei în furnal se utilizeazămaterii prime sub formă de minereu de fier sau aglomerat autofondant careconţine atât minereu de fier cât şi fondant.Ca material auxiliar cu proprietatede combustibil se foloseşte cocsul metalurgic, iar ca fondant calcarul. Pe la parteainferioară a furnalului se suflă aer preîncălzit.
Obţinerea oţelului se realizează prin mai multe procedee: Siemens-Martin,cuptor electric, convertizor cu oxigen.Oţelul se obţine din materii prime principale :fontă de afinare şi fier vechi.In fig.2.9 se prezinta fluxul thnologic la elaborareafontei in furnal si reprezinta prima veriga tenologica de transformare la temperaturiridicate si presiuni crescute, a unor materii prime si materiale, in principale produseca semifabricate si anume in fonta de afinare, care se utilizeaza ma departe camaterie prima la elaborarea otelului.In fig.2.10 se prezinta fluxul tehnologic laelaborarea otelului prin mai multe procedee: cuptor electric cu arc, cuptor Siemens-Martin si convertizor co oxigen de tip L.D.

74
Metalele neferoase se obţin din minereuri, în mod asemănător cu obţinereafontei. Ca particularităţi, minereurile care conţin metale neferoase prezintăexistenţa a două sau mai multe elemente ce trebuie separate şi recuperate printehnologii specifice.Din aceste motive, tehnologiile de separare şi obţinere a metalelor neferoasesunt mai complexe şi mai scumpe decât cele din metalurgia fierului.
În cadrul C.O.S. Târgovişte se remarcă două fluxuri tehnologice carepornesc de la două otelării electrice echipate cu cuptoare de 10t -secţia OE1 şi cucuptoare de 50t - secţia OE2.
În figura 2.12 se prezintă fluxul tehnologic cu ponderea cea mai mare(cca70%) din producţia C.O.S. Târgovişte, flux tehnologic în care sunt integratecuptoare electrice de mare productivitate, cu instalaţii de degazare în vid tip DH, şicu instalaţii de turnare continuă.
Fluxul tehnologic care porneste din otelaria electrica 1, fig.2.13 acolounde se obtin oteluri inalt aliate, se continua cu prelucrarea

75
semifabricatelor sub forma de lingouri, in cadrul sectiei de forje de bare siblocuri, unde se obtin in final bare si blocuri cu diverse forme geometrice.
BIBLIOGRAFIE SELECTIVĂ
I. Tratate şi monografii.
1. Oprea, F.,Vacu, S., Dragomir, I. – Metalurgie generala, Ed. Didactica si
Pedagogica, Bucuresti 1975
2. Marian Ionescu, – Tehnologii generale, Ed. Macarie, Tagoviste 2002.

76
3. Dictionar cronologic al stiintei si tehnicii universale, Ed,Stiintifica si
Enciclopedica, Bucuresti, 1979
4. N. Ionita, s.a. – Tehnologie industriala, Ed Didactica si Pedagogica,
Bucuresti 1992
TEST DE AUTOEVALUARE
4. Prezentati un flux tehnologic cunoscut din activitatea practica!

77
TEMĂ DE REFLECŢIE
Refelectati asupra utilitatii produselor secundare rezultate in urma fluxului
tehnologice!
MODELE DE ÎNTREBĂRI
Întrebările vor fi tip grilă, cu cel puţin un răspuns la fiecare întrebare.
1. Concentratie minima in substanta utila a unui minereu de fier esterentabila pt procesare daca are:
a. cca 35%b. cca 40-50%c. cca 50-58%
2. Pentru fluxul tehnologic de elaborare al otelului de la COST materiaprima este compusa din:
a. deseuri de fontab. deseuri de neferoase
c. deseuri de fier vechi
3.Concentratia de carbon al otelului este cuprins in domeniul: a. (0,18-1,85)% b. (0,003- 2)%
c. (0,06-2,18)%
RĂSPUNSURI LA ÎNTREBĂRI
1.- b 2.- c 3.- b

78