tehnici experimentale si cfd pentru optimizarea … 1 2009.pdf · 1 efectuarea experimentului...
TRANSCRIPT
Universitatea Tehnica „Gh.Asachi” Iasi
TEHNICI EXPERIMENTALE SI CFD
PENTRU OPTIMIZAREA ENERGETICA
A CUPTOARELOR ELECTRICE, PRIN
MODIFICAREA GEOMETRIEI
SPATIULUI DE LUCRU RAPORT DE CERCETARE
Faza unica an 2009
NR CONTRACT: 81 / 1.10.2007
COD CNCSIS: 603
VALOARE TOTALA GRANT: 951 050 RON
FAZA (numarul din Anexa II): unica an 2009
VALOARE FAZA: 106 058 RON
Obiectivele si activitatile din structura cadru (Anexa II a), prevazute pentru
etapa unica an 2009
DENUMIRE OBIECTIVE:
1 Efectuarea experimentului preliminar privind posibilitatile de scadere a
consumurilor energetice a utilajelor studiate si interpretarea acestuia
2 Eficientizarea transferului de caldura prin modificarea geometriei
spatiului de lucru pentru instalatiile studiate si efectuarea experimentului
final
3 Finalizarea modelului fizico- matematic privind intensificarea
proceselor de transfer de caldura la incalzire-racire. Eficientizarea economica
a instalatiilor studiate
DENUMIRE ACTIVITATI:
1.1. Alegerea unor sarje reprezentative si stabilirea conditiilor tehnologice de experimentare
preliminara. Programarea experimentului.
1.2. Experimentari preliminare in conditiile stabilite anterior
1.3. Prelucrarea datelor experimentale preliminare si analiza acestora in conditiile finalizarii unui
model teoretico-experimental reprezentativ.
1.4. Analiza, in echipa, a rezultatelor partiale la finalizarea fiecarui obiectiv
2.1. Identificarea posibilitatilor constructive functionale de eficientizare a proceselor de transfer
de caldura pentru cazurile de studiu stabilite anterior
2.2. Proiectarea si realizarea modificarilor constructive functionale a instalatiilor de studiu si
efectuarea experimentului final in conditiile stabilite anterior
2.3. Analiza si corelarea teoretica a datelor experimentale
2.4. Analiza, in echipa, a rezultatelor partiale la finalizarea fiecarui obiectiv
2.5. Diseminarea rezultatelor partiale
3.1. Compararea si interrelationarea dintre experimente (preliminar si cel final)
1.1. Alegerea unor sarje reprezentative si stabilirea conditiilor tehnologice de
experimentare preliminara. Programarea experimentului
1.1.1. Alegerea unor sarje reprezentative si a echipamentelor ce vor fi studiate
Stabilirea directiilor de cercetare s-a realizat prin analiza critica a posibilitatilor de interventie
asupra proceselor de încalzire la temperaturi medii.
Cercetarile vor fi directionate spre cercetarea teoretica si practica a instalatiilor de încalzire ce
functioneaza la temperaturi medii (600 - 700°C).
Particularitatile privind eficientizarea transferului termic au fost detaliate în etapa anterioara a
contractului.
Alegerea echipamentelor de studiu are la baza criterii ca:
- dimensiunile interioare ale camerei de lucru;
- tipul constructiv – functional;
- mediul de lucru la încalzire.
Astfel, tinând cont de echipamentele existente în dotarea laboratorului, precum si de cele ce au
fost achizitionate pâna în acest moment, pentru studiul eficientizarii proceselor de transfer am
ales doua tipuri diferite de instalatii:
- cuptor oval de tratament termic;
- cuptor clasic de tratament termic;
În continuare se vor prezenta detaliile constructiv functionale ale instalatiilor de studiu alese.
1. Cuptor oval de tratament termic
Cuptorul oval de tratament termic folosit în acest proiect este prezentat în figura 1.
Acesta este un cuptor oval la interior, tip mufla, cu actionare a usii în plan orizontal, ce asigura o
foarte buna etanseitate a spatiului de lucru, precum si viteze diferite de încalzire, datorita
controlerului extrem de eficient de la Euroline Inc.

Figura 1. Poza de ansamblu a cuptorului oval
Cuptorul are o productivitate foarte buna si siguranta în exploatare datorita ciclurilor de încalzire
ce pot fi programate si operate automat. Odata ce au fost programate, parametrii de încalzire
ramân înregistrati în memoria programatorului, chiar daca apar întreruperi în alimentarea cu
energie electrica.
Detaliile constructive sunt în tabelul 1.
Tabelul 1. Caracteristici generale
temperatura
maxima de lucru
mediu de lucru uniformitate
termica
dimensiuni
interioare
1000°C aer 4°C 9’’x7,5’’x11’’
2. Cuptor clasic de tratament termic
Cuptorul clasic de tratament termic utilizat in proiect este prezentat în figura 2.
Acesta este un cuptor clasic, tip mufla, cu actionare a usii în plan vertical, ce asigura o foarte
buna etanseitate a spatiului de lucru, precum si viteze diferite de încalzire.
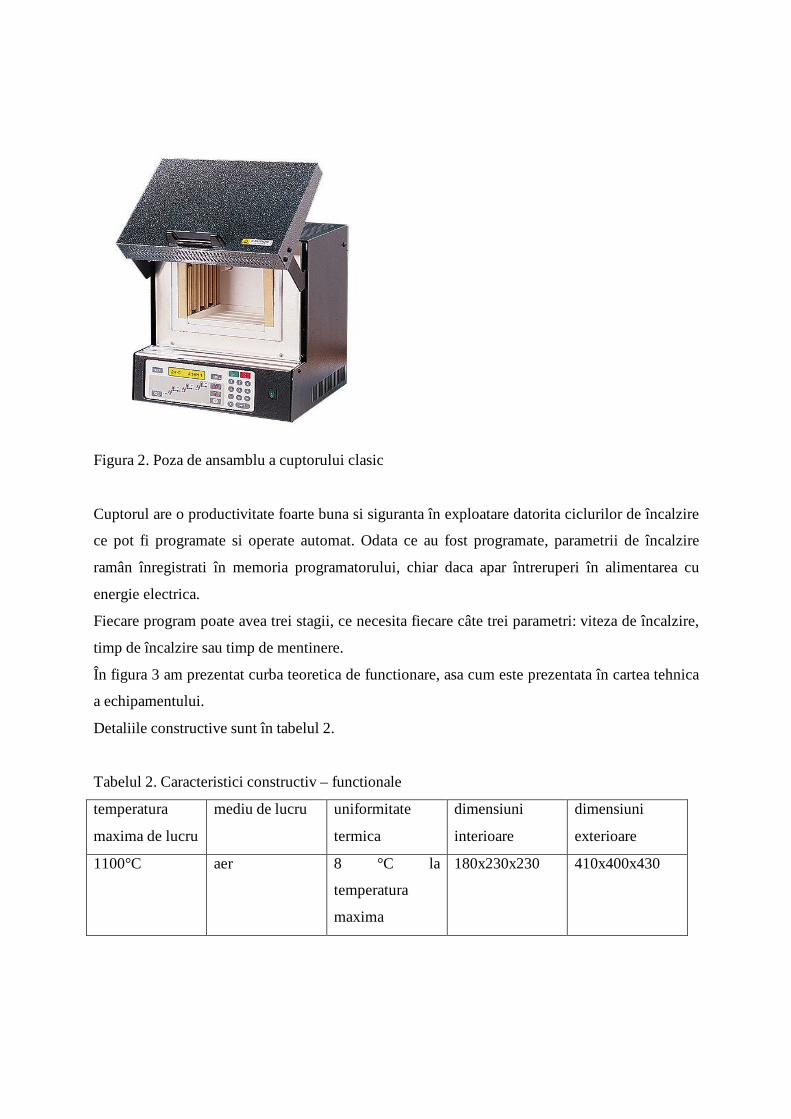
Figura 2. Poza de ansamblu a cuptorului clasic
Cuptorul are o productivitate foarte buna si siguranta în exploatare datorita ciclurilor de încalzire
ce pot fi programate si operate automat. Odata ce au fost programate, parametrii de încalzire
ramân înregistrati în memoria programatorului, chiar daca apar întreruperi în alimentarea cu
energie electrica.
Fiecare program poate avea trei stagii, ce necesita fiecare câte trei parametri: viteza de încalzire,
timp de încalzire sau timp de mentinere.
În figura 3 am prezentat curba teoretica de functionare, asa cum este prezentata în cartea tehnica
a echipamentului.
Detaliile constructive sunt în tabelul 2.
Tabelul 2. Caracteristici constructiv – functionale
temperatura
maxima de lucru
mediu de lucru uniformitate
termica
dimensiuni
interioare
dimensiuni
exterioare
1100°C aer 8 °C la
temperatura
maxima
180x230x230 410x400x430
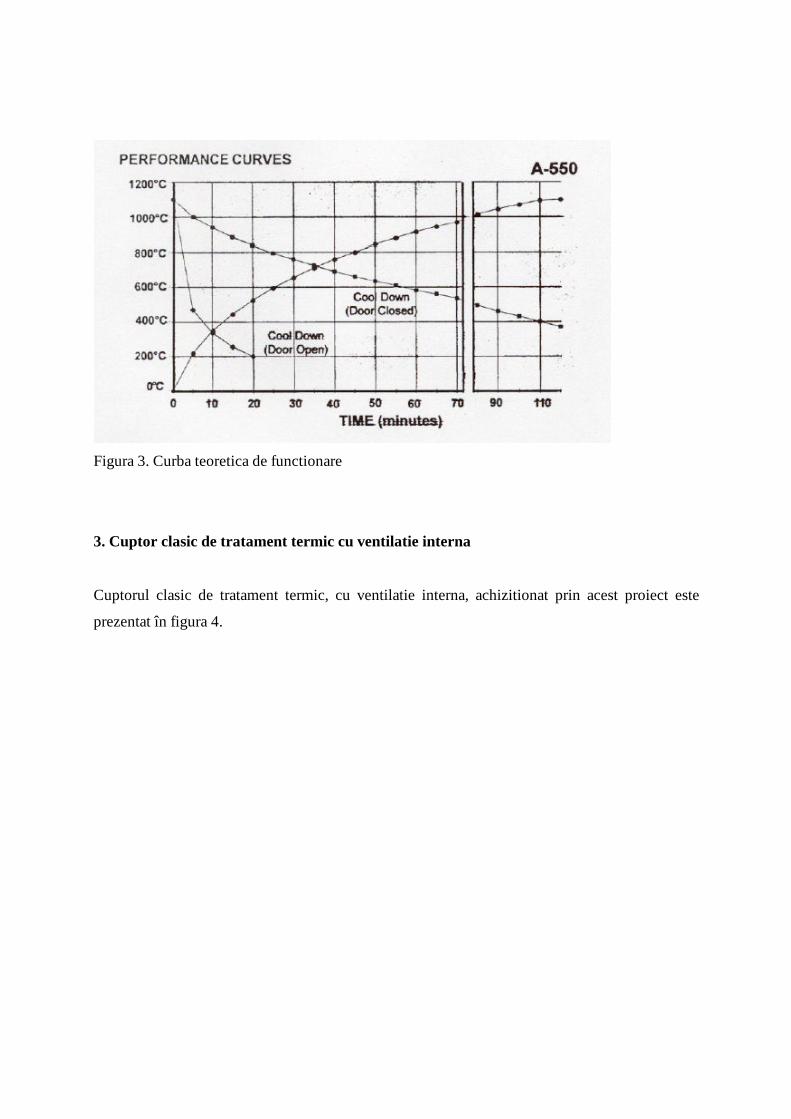
Figura 3. Curba teoretica de functionare
3. Cuptor clasic de tratament termic cu ventilatie interna
Cuptorul clasic de tratament termic, cu ventilatie interna, achizitionat prin acest proiect este
prezentat în figura 4.

Figura 4. Poza de ansamblu a cuptorului clasic cu ventilatie
Acesta este un cuptor clasic, tip mufla, cu actionare a usii în plan orizontal, ce asigura o foarte
buna etanseitate a spatiului de lucru, precum si viteze diferite de încalzire. Utilajul are o greutate
de 45 kg si exteriorul din otel inoxidabil.
Cuptorul are o productivitate foarte buna si siguranta în exploatare datorita ciclurilor de încalzire
ce pot fi programate si operate automat. Odata ce au fost programate, parametrii de încalzire
ramân înregistrati în memoria programatorului, chiar daca apar întreruperi în alimentarea cu
energie electrica.
Fiecare program poate avea trei stagii, ce necesita fiecare câte trei parametri: viteza de încalzire,
timp de încalzire sau timp de mentinere.
Detaliile constructive sunt în tabelul 3.
Tabelul 3. Caracteristici constructiv – functionale
temperatura
maxima de
lucru
mediu de
lucru
uniformitate
termica
dimensiuni
interioare
dimensiuni
exterioare
Volum
util
Putere
Tensiune
de
alimentare
1100°C aer
recirculat
8 °C la
temperatura
230 x 340
x 170 mm
480 x 650
x 570 mm
15 l 3,6
kW
230 V
maxima
Elemente de incalzire sunt realizate din ceramica de inalta calitate, protejata la deteriorare
mecanica si usor de schimbat.
Orificiul de evacuare a gazelor este amplasat in partea din spate. Peretii utilajului sunt dubli
pentru a rezista la temperaturi stabile si un grad scazut de pierderi de caldura in exterior.
Grad ridicat de izolare, prin modul de fibre (format sub vid) cu izolatie termica de joasa
densitate.
Cuptorul este dotat cu controller P320 si software Controltherm MV.x 544600036
Caracteristici controller P320:
? 9 programe fiecare cu cate 8 segmente
? Tastatura rezistenta la praf
? Controlat de microprocessor
? Posibilitate de cuplare ventilator sau alt accesoriu
? Programare exacta in pasi de 1 ºC respectiv 1 minut
? Temporizare pentru mentinere la temperature setata
? Temporizare ajustabila pentru o rampa de incalzire
? Interfata RS 422
Tipul si dimensiunile pieselor utilizate
Am folosit sarje de studiu din diferite tipuri de aliaje de aluminiu deformabile. Aceste aliaje sunt
nominalizate din protocolul de fabricatie al S.C. AEROSTAR S.A. Bacau.
Cele doua aliaje alese - AlCu2,5Mg si AlCu4Mg1 - sunt elaborate la S.C. AEROSTAR S.A.
Bacau si sunt aliaje ternare Al-Cu-Mg utilizate pe scara larga în constructia de masini.
Compozitia chimica a aliajelor, conform SR EN 573-3 este prezentata în tabelul 4.
Tabelul 4.Compozitia chimica a aliajelor de aluminiu utilizate
Aliaj Compozitia chimica, %
Cu Mg Mn Si Fe Zn Ni Ti
AlCu4Mg1 3,8-4,9 1,2-1,8 0,3-0,9 0,2 0,3 0,25 - 0,15
AlCu2,5Mg 2,2-3,0 0,2-0,5 0,2 0,8 0,7 0,25 - -
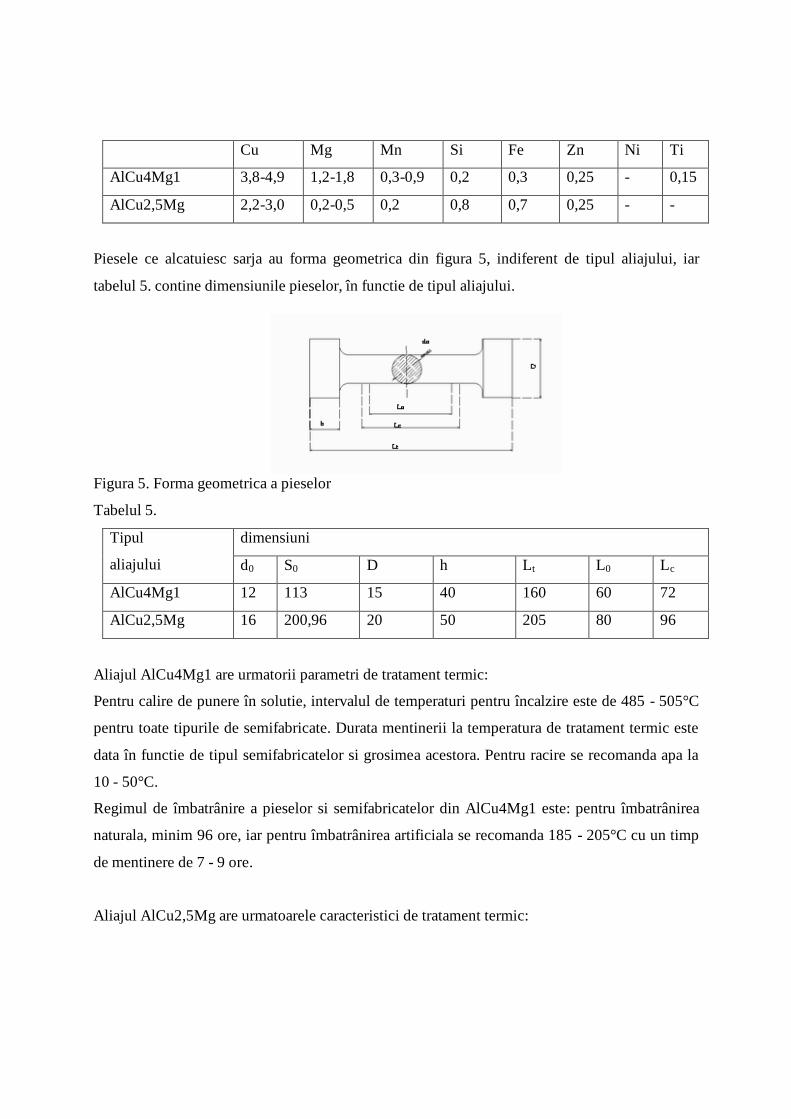
Piesele ce alcatuiesc sarja au forma geometrica din figura 5, indiferent de tipul aliajului, iar
tabelul 5. contine dimensiunile pieselor, în functie de tipul aliajului.
Figura 5. Forma geometrica a pieselor
Tabelul 5.
dimensiuni Tipul
aliajului d0 S0 D h Lt L0 Lc
AlCu4Mg1 12 113 15 40 160 60 72
AlCu2,5Mg 16 200,96 20 50 205 80 96
Aliajul AlCu4Mg1 are urmatorii parametri de tratament termic:
Pentru calire de punere în solutie, intervalul de temperaturi pentru încalzire este de 485 - 505°C
pentru toate tipurile de semifabricate. Durata mentinerii la temperatura de tratament termic este
data în functie de tipul semifabricatelor si grosimea acestora. Pentru racire se recomanda apa la
10 - 50°C.
Regimul de îmbatrânire a pieselor si semifabricatelor din AlCu4Mg1 este: pentru îmbatrânirea
naturala, minim 96 ore, iar pentru îmbatrânirea artificiala se recomanda 185 - 205°C cu un timp
de mentinere de 7 - 9 ore.
Aliajul AlCu2,5Mg are urmatoarele caracteristici de tratament termic:
Pentru calire de punere în solutie, intervalul de temperaturi pentru încalzire este de 505 - 525°C
pentru toate tipurile de semifabricate. Durata mentinerii la temperatura de tratament termic este
data în functie de tipul semifabricatelor si grosimea acestora.
Regimul de îmbatrânire a pieselor si semifabricatelor din AlCu2,5Mg este: pentru îmbatrânirea
naturala minim 96 ore, iar pentru îmbatrânirea artificiala se recomanda 150 - 170°C, cu un timp
de mentinere de 6 - 15 ore.
1.1.2. Stabilirea conditiilor de experimentare preliminara
Tinând cont de cele afirmate anterior, în cadrul acestei activitati au fost stabilite directiile de
modificare constructiva a instalatiilor ce au fost studiate teoretic în etapa anterioara a
contractului.
Experimentarile preliminare si finale urmeaza a se realiza în conditii identice de functionare a
instalatiilor modificate.
În aceasta idee, pentru marirea suprafetei de radiatie a instalatiilor a fost folosita o
constructie metalica unitara, ce a fost introdusa în spatiul de lucru.
Din punct de vedere constructiv, aceasta este ilustrata în figura 6. Este o constructie
usoara, ce urmeaza a fi introdusa sub placile ceramice ale vetrei instalatiilor. În aceasta situatie,
piesele nu vor avea o încalzire exagerata, fiind izolate de contactul cu metalul(piesele vor fi
asezate pe vatra din material ceramic- vezi figura 7).

Figura 6. Constructie metalica – panouri radiante
Figura 7. Asezarea panourilor în cuptorul clasic

Figura 8. Sistemul de achizitie a datelor pentru cuptorul clasic
Figura 9. Pozitionarea termocuplului
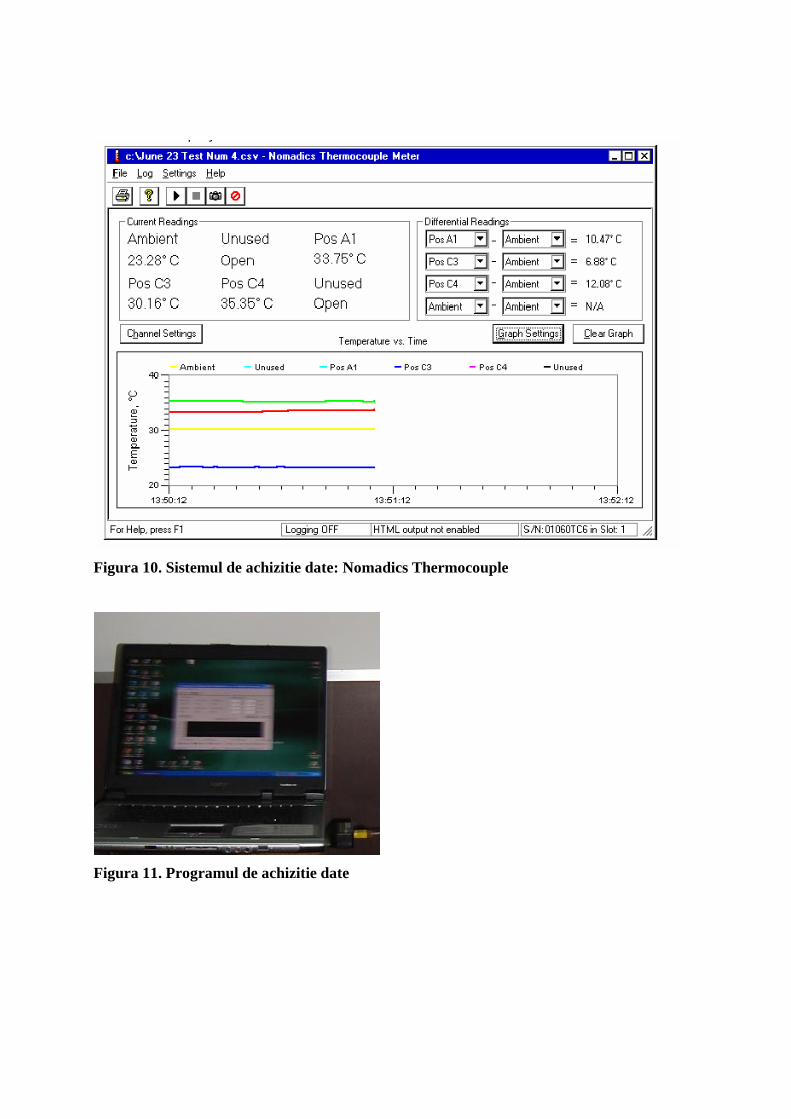
Figura 10. Sistemul de achizitie date: Nomadics Thermocouple
Figura 11. Programul de achizitie date
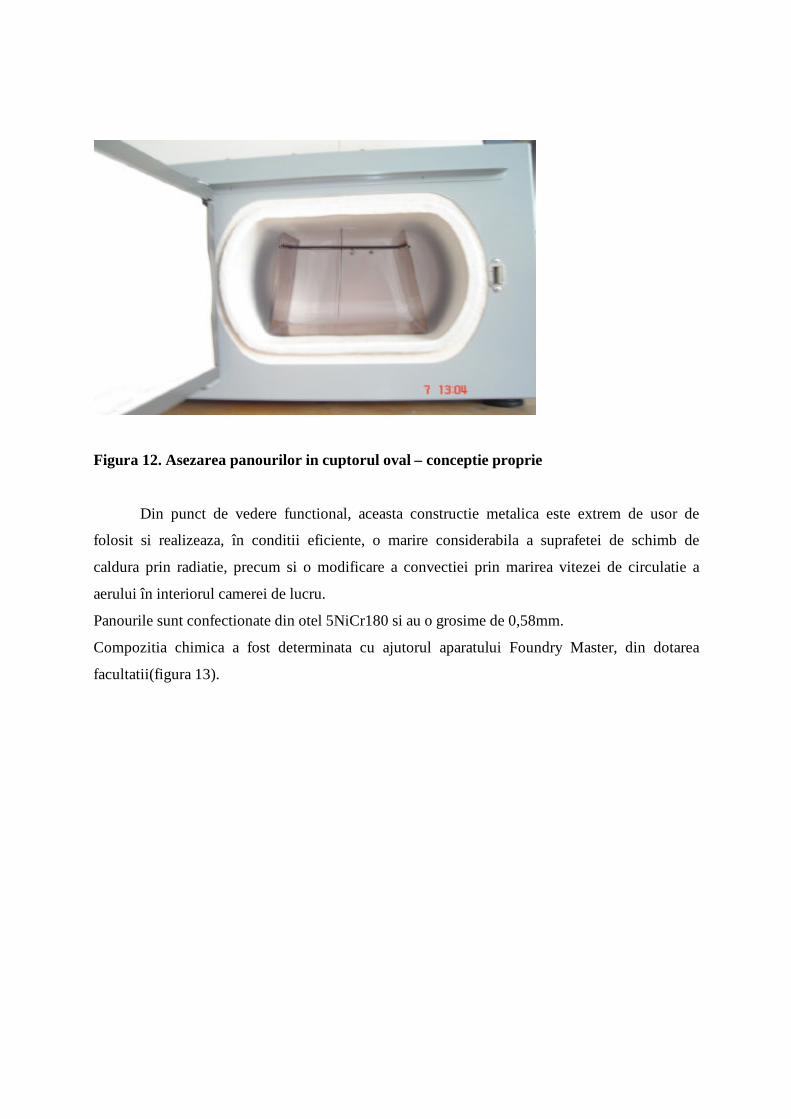
Figura 12. Asezarea panourilor in cuptorul oval – conceptie proprie
Din punct de vedere functional, aceasta constructie metalica este extrem de usor de
folosit si realizeaza, în conditii eficiente, o marire considerabila a suprafetei de schimb de
caldura prin radiatie, precum si o modificare a convectiei prin marirea vitezei de circulatie a
aerului în interiorul camerei de lucru.
Panourile sunt confectionate din otel 5NiCr180 si au o grosime de 0,58mm.
Compozitia chimica a fost determinata cu ajutorul aparatului Foundry Master, din dotarea
facultatii(figura 13).

Figura 13. Spectrometru Foundry-Master
Spectrometrul Foundry-Master este un instrument de precizie ce se distinge prin simpla lui
utilizare. Acesta este un spectrometru competitiv care, in ciuda dimensiunilor da o analiza
eficienta, de încredere. Modul de analizare este acela de a efectua o analiza cantitativa a
materialului studiat. Se poate accesa analiza ce apare în câteva secunde pe monitor - analizele se
pot stoca în baza de date definita, pe o unitate externa si se pot, de asemenea, printa certificate de
calitate. Dupa analizare, instrumentul poate identifica (automat) gradul si aplicabilitatea
materialului studiat si daca se depasesc limitele.
Tabelul 6. Date tehnice despre spectrometru:
Dimensiuni: Înaltime : 368 mm
Latime : 625 mm
Lungime : 889 mm
Greutate: 70 kg
Alimentare: 220 VAC, 50 / 60 Hz
600 W consum în lucru
500 W în standby
Argon: 99,999 % puritate
Sistem optic
- 350 mm lungimea focalizata
- 160 pana la 800 nm acoperire lungimi de unda
- 14 Dectectori Liniari CCD
- 6 pm Pixeli Rezolutie
- 0.9 nm / mm Dispersie
Sistemul de vidare:
Pompa de vid cu zgomot redus, cu control automat
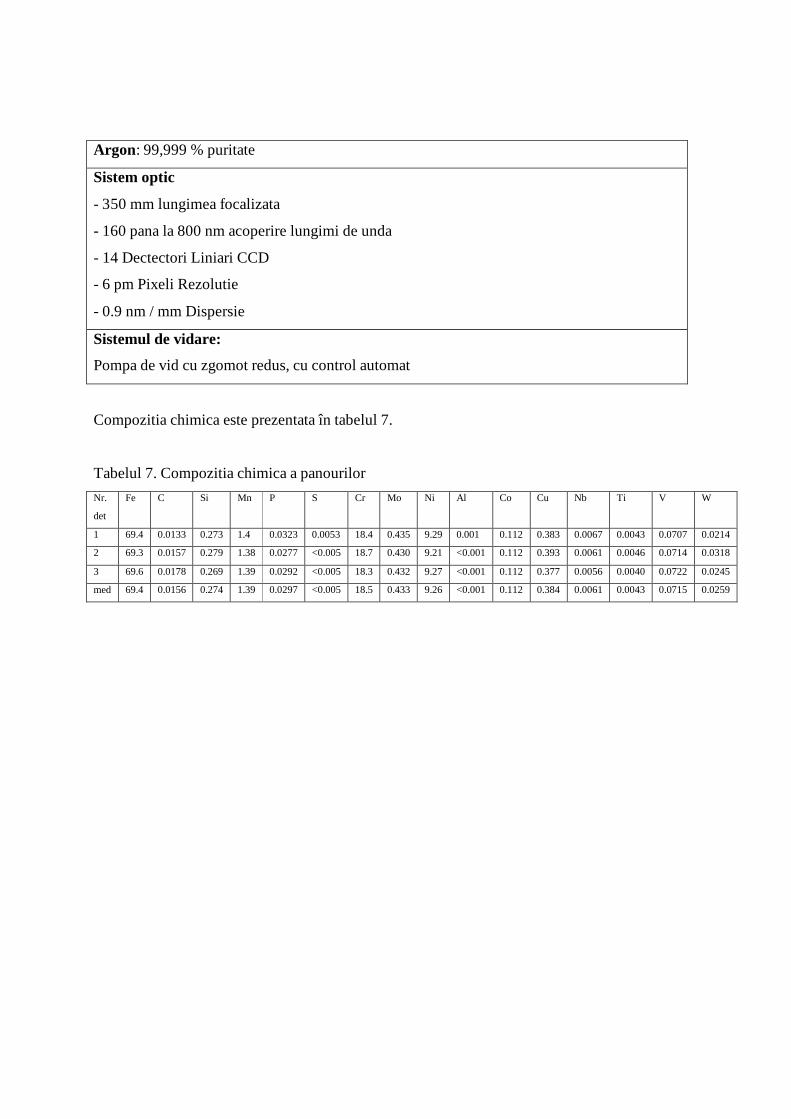
Compozitia chimica este prezentata în tabelul 7.
Tabelul 7. Compozitia chimica a panourilor Nr.
det
Fe C Si Mn P S Cr Mo Ni Al Co Cu Nb Ti V W
1 69.4 0.0133 0.273 1.4 0.0323 0.0053 18.4 0.435 9.29 0.001 0.112 0.383 0.0067 0.0043 0.0707 0.0214
2 69.3 0.0157 0.279 1.38 0.0277 <0.005 18.7 0.430 9.21 <0.001 0.112 0.393 0.0061 0.0046 0.0714 0.0318
3 69.6 0.0178 0.269 1.39 0.0292 <0.005 18.3 0.432 9.27 <0.001 0.112 0.377 0.0056 0.0040 0.0722 0.0245
med 69.4 0.0156 0.274 1.39 0.0297 <0.005 18.5 0.433 9.26 <0.001 0.112 0.384 0.0061 0.0043 0.0715 0.0259
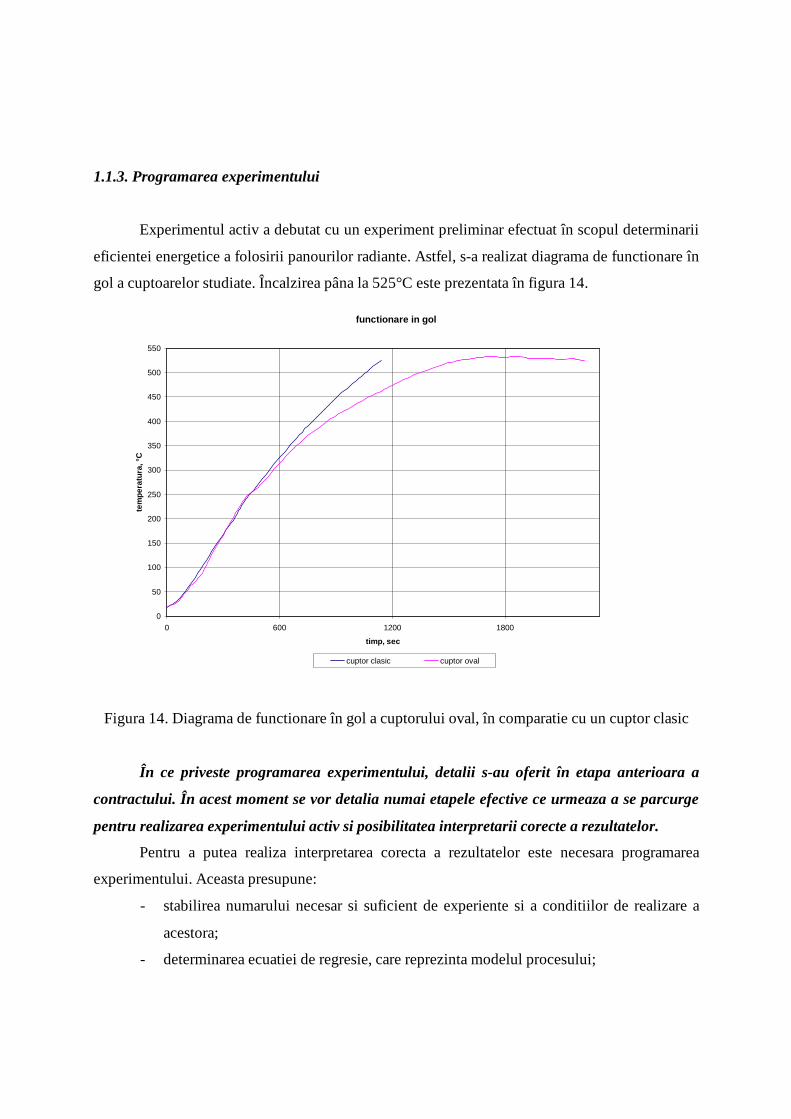
1.1.3. Programarea experimentului
Experimentul activ a debutat cu un experiment preliminar efectuat în scopul determinarii
eficientei energetice a folosirii panourilor radiante. Astfel, s-a realizat diagrama de functionare în
gol a cuptoarelor studiate. Încalzirea pâna la 525°C este prezentata în figura 14.
functionare in gol
0
50
100
150
200
250
300
350
400
450
500
550
0 600 1200 1800
timp, sec
tem
pera
tura
, °C
cuptor clasic cuptor oval
Figura 14. Diagrama de functionare în gol a cuptorului oval, în comparatie cu un cuptor clasic
În ce priveste programarea experimentului, detalii s-au oferit în etapa anterioara a
contractului. În acest moment se vor detalia numai etapele efective ce urmeaza a se parcurge
pentru realizarea experimentului activ si posibilitatea interpretarii corecte a rezultatelor.
Pentru a putea realiza interpretarea corecta a rezultatelor este necesara programarea
experimentului. Aceasta presupune:
- stabilirea numarului necesar si suficient de experiente si a conditiilor de realizare a
acestora;
- determinarea ecuatiei de regresie, care reprezinta modelul procesului;
- determinarea conditiilor de realizare a valorii optime a performantei procesului
realizat.
În acest sens, pentru fiecare variabila se determina nivelele de baza precum si intervalele
de variatie. Prin adaugarea nivelului de variatie la nivelul de baza se obtine nivelul superior, iar
prin scaderea lui se obtine nivelul inferior al variabilei. Alegerea intervalului de variatie trebuie
facuta astfel încât sa aiba valori cât mai corecte din punct de vedere functional. Un prim pas este
stabilirea nivelelor de baza si a intervalelor de variatie. În tabelul 8 sunt prezentate intervalul de
variatie si nivelul de baza pentru programarea experimentului.
Tabelul 8. Programarea experimentului
Factorul distanta de reglare a panourilor
Nivel de baza 160 mm
Interval de variatie 20 mm
Nivel superior (+1) 180 mm
Nivel inferior (-1) 140 mm
Interpretarea rezultatelor experimentale consta în determinarea unor curbe experimentale
de variatie a pozitiei panourilor radiante în functie de consumul energetic al utilajului;
interpretarea rezultatelor experimentale va fi finalizata prin determinarea unor ecuatii analitice ce
descriu curbele obtinute experimental.
Apoi, s-au introdus panourile radiante în cuptor si s-a remarcat modificarea semnificativa
a timpului de încalzire. În aceasta situatie, s-a hotarat marirea numarului de experimentari
conform tabelului 9. Aceasta crestere a determinarilor experimentale s-a realizat tocmai pentru
posibilitatea studierii corecte a proceselor ce apar la încalzire si pentru validarea solutiilor
practice.
Tabelul 9. Programarea experimentului activ – varianta finala
Factorul distanta de reglare a panourilor
Nivel de baza 160 mm
Interval de variatie 40 mm
Nivel superior (+1) 200 mm
Nivel inferior (-1) 120 mm
180 mm
140 mm
100 mm
80 mm
Experimentari suplimentare
60 mm
Cu rezultatele experimentale obtinute se va determina consumul energetic pentru fiecare
caz în parte.
Mentionez ca temperaturile de încalzire, timpii de mentinere si conditiile de racire sunt
aceleasi pentru fiecare experiment, variabile fiind doar pozitia panourilor radiante.
1.2. Experimentari preliminare in conditiile stabilite anterior
Temperatura de operare pentru procesele de încalzire la temperaturi medii este pâna în
600°C. În aceste conditii, predomina transferul decaldura prin radiatie. Pentru intensificarea
schimbului de caldura se va face focalizare pe convectie si marirea vitezei de circulatie a aerului
în incinta precum si pe intensificarea radiatiei. Se vor studia cele doua tipuri de cuptoare
existente în dotare si anume:
a) cuptor clasic
b cuptor oval.
Conditiile de baza de functionare sunt:
- mediul de încalzire: aer
- tipul de transfer termic: radiatie + convectie libera în regim laminar;
- temperatura de operare: maxim 600°C.
1.2.1. Experimentari preliminarii pentru cuptorul clasic
Experimentul preliminar consta în introducerea intensificatorului de radiatie, conceptie
proprie si realizarea ajustarii spatiului de lucru.
În primul rand am realizat diagrama de functionare în gol a celor doua cuptoare studiate
comparative.
Experimentarile s-au efectuat în zile diferite, mentinându-se astfel conditiile initiale de încalzire,
atât pentru utilaje, cât si pentru sarje.
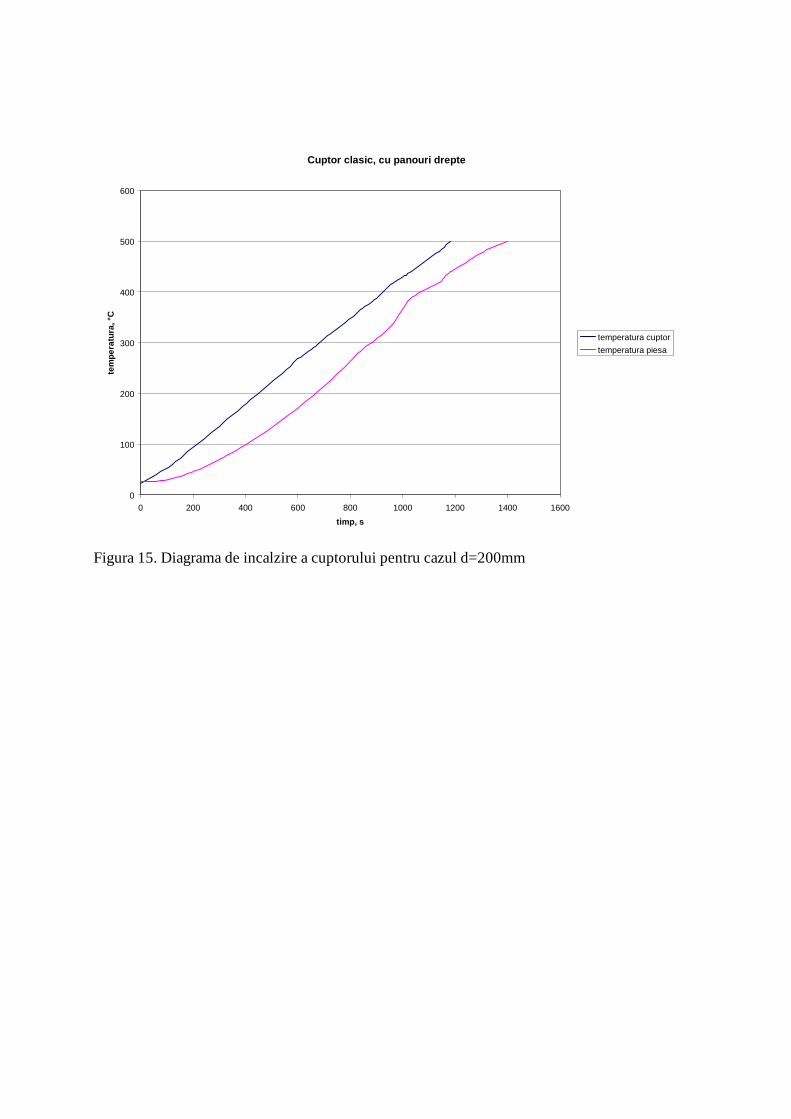
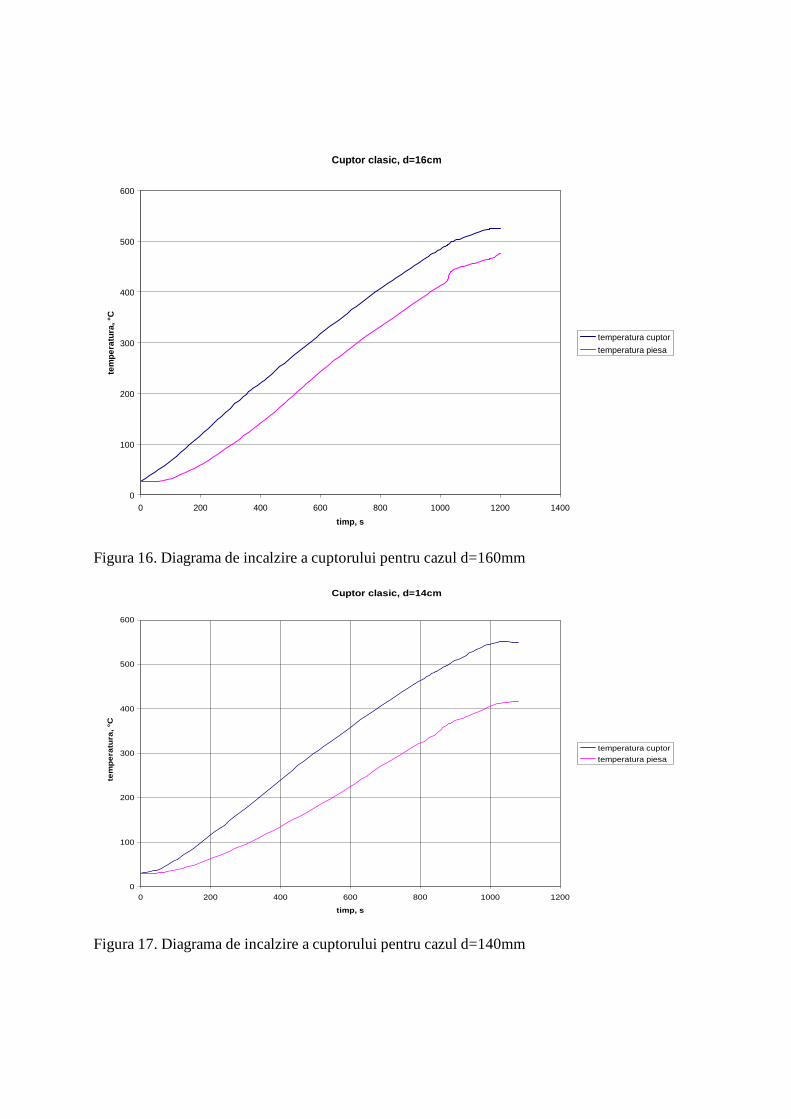
Rezultatele experimentale se vor prezenta numai sub forma grafica. Astfel figura 15 reprezinta
diagrama de incalzire a cuptorului pentru cazul d=200mm. Figura 16 reprezinta incalzirea pentru
d=160 mm. In figurile 17 si 18 sunt prezentate rezultatele incalzirii pentru situatiile d= 140 si
120 mm.
Cuptor clasic, cu panouri drepte
0
100
200
300
400
500
600
0 200 400 600 800 1000 1200 1400 1600
timp, s
tem
pera
tura
, °C
temperatura cuptortemperatura piesa
Figura 15. Diagrama de incalzire a cuptorului pentru cazul d=200mm
Cuptor clasic, d=16cm
0
100
200
300
400
500
600
0 200 400 600 800 1000 1200 1400
timp, s
tem
pera
tura
, °C
temperatura cuptortemperatura piesa
Figura 16. Diagrama de incalzire a cuptorului pentru cazul d=160mm
Cuptor clasic, d=14cm
0
100
200
300
400
500
600
0 200 400 600 800 1000 1200
timp, s
tem
pe
ratu
ra, °
C
temperatura cuptortemperatura piesa
Figura 17. Diagrama de incalzire a cuptorului pentru cazul d=140mm
Cuptor clasic, d=12cm
0
100
200
300
400
500
600
700
0 200 400 600 800 1000 1200 1400
timp, s
tem
pera
tura
, °C
temperatura cuptortemperatura piesa
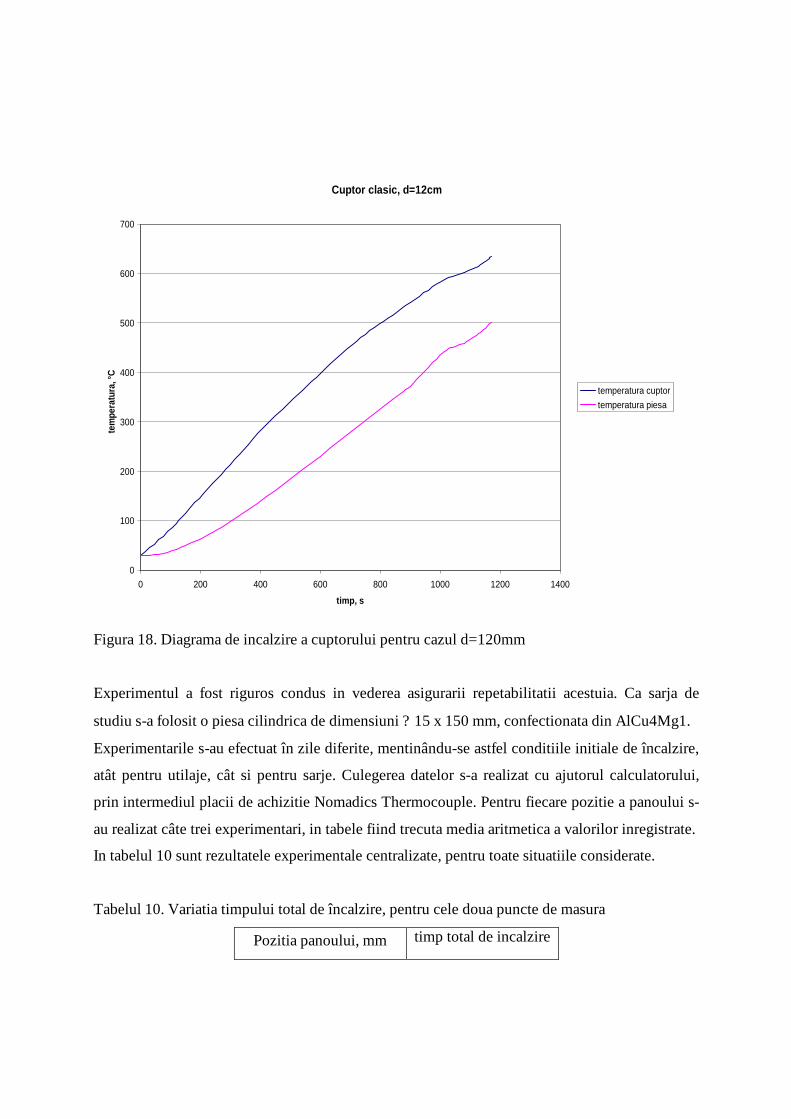
Figura 18. Diagrama de incalzire a cuptorului pentru cazul d=120mm
Experimentul a fost riguros condus in vederea asigurarii repetabilitatii acestuia. Ca sarja de
studiu s-a folosit o piesa cilindrica de dimensiuni ? 15 x 150 mm, confectionata din AlCu4Mg1.
Experimentarile s-au efectuat în zile diferite, mentinându-se astfel conditiile initiale de încalzire,
atât pentru utilaje, cât si pentru sarje. Culegerea datelor s-a realizat cu ajutorul calculatorului,
prin intermediul placii de achizitie Nomadics Thermocouple. Pentru fiecare pozitie a panoului s-
au realizat câte trei experimentari, in tabele fiind trecuta media aritmetica a valorilor inregistrate.
In tabelul 10 sunt rezultatele experimentale centralizate, pentru toate situatiile considerate.
Tabelul 10. Variatia timpului total de încalzire, pentru cele doua puncte de masura
Pozitia panoului, mm timp total de incalzire
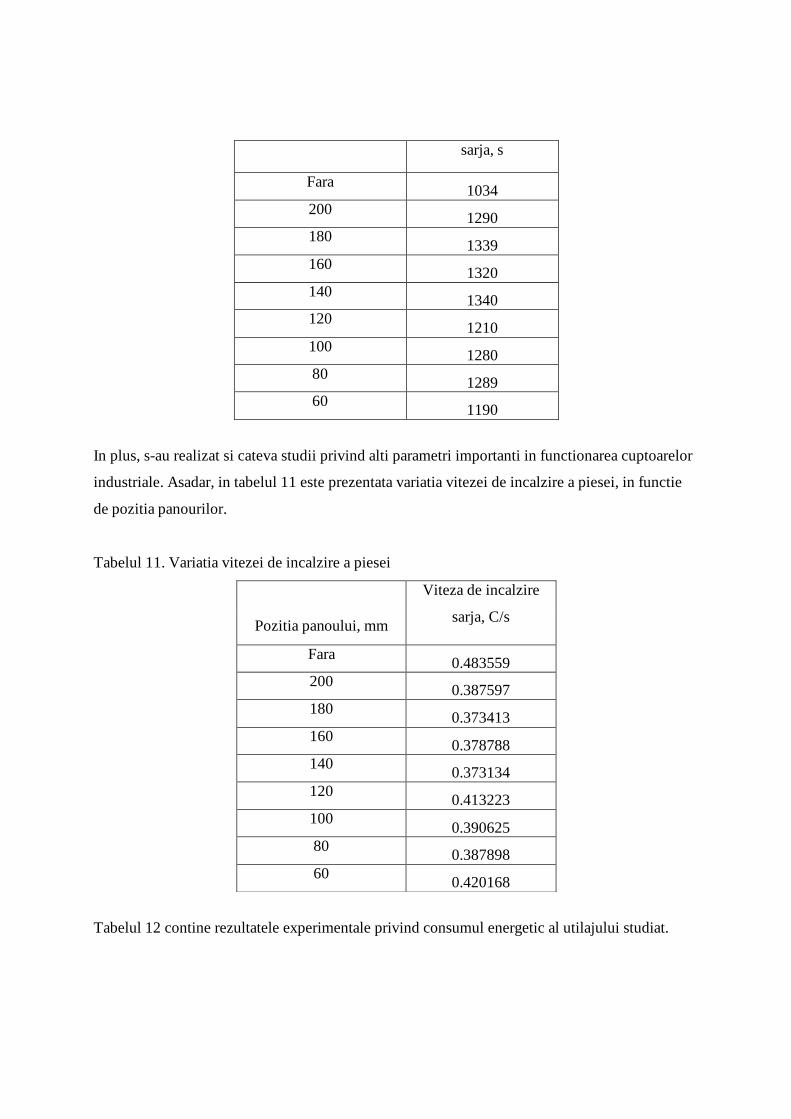
sarja, s
Fara 1034 200 1290 180 1339 160 1320 140 1340 120 1210 100 1280 80 1289 60 1190
In plus, s-au realizat si cateva studii privind alti parametri importanti in functionarea cuptoarelor
industriale. Asadar, in tabelul 11 este prezentata variatia vitezei de incalzire a piesei, in functie
de pozitia panourilor.
Tabelul 11. Variatia vitezei de incalzire a piesei
Pozitia panoului, mm
Viteza de incalzire
sarja, C/s
Fara 0.483559 200 0.387597 180 0.373413 160 0.378788 140 0.373134 120 0.413223 100 0.390625 80 0.387898 60 0.420168
Tabelul 12 contine rezultatele experimentale privind consumul energetic al utilajului studiat.
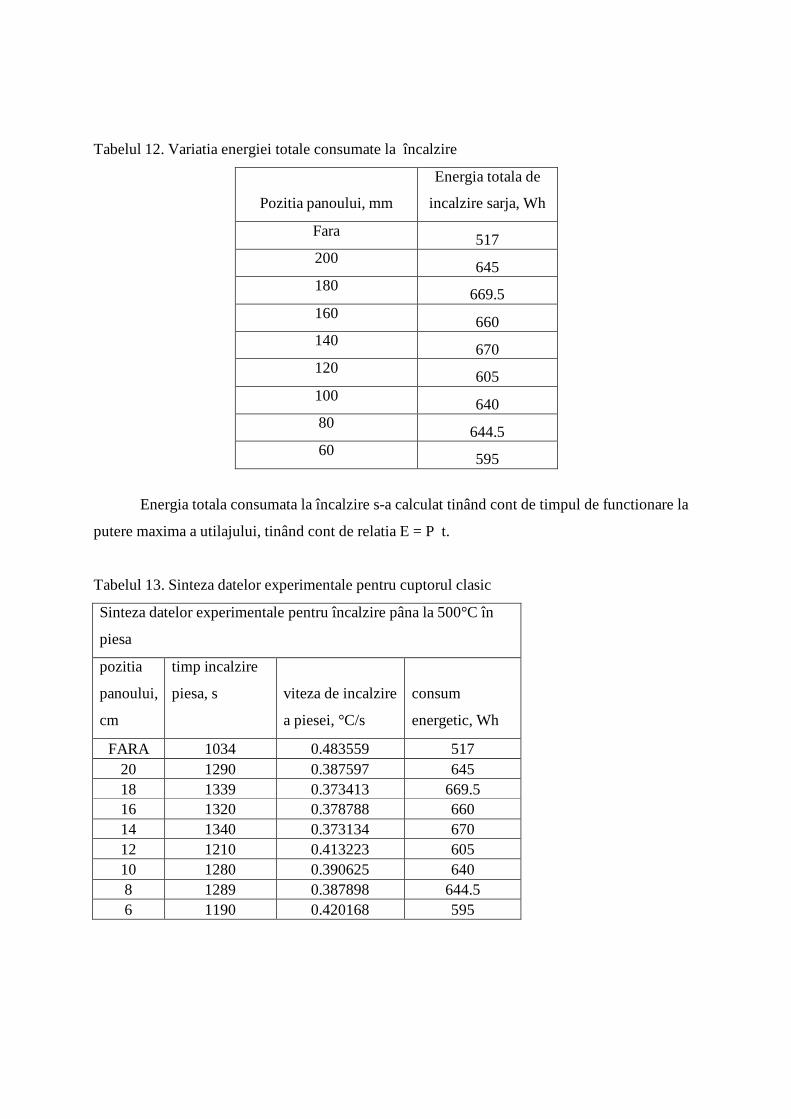
Tabelul 12. Variatia energiei totale consumate la încalzire
Pozitia panoului, mm
Energia totala de
incalzire sarja, Wh
Fara 517 200 645 180 669.5 160 660 140 670 120 605 100 640 80 644.5 60 595
Energia totala consumata la încalzire s-a calculat tinând cont de timpul de functionare la
putere maxima a utilajului, tinând cont de relatia E = P t.
Tabelul 13. Sinteza datelor experimentale pentru cuptorul clasic
Sinteza datelor experimentale pentru încalzire pâna la 500°C în
piesa
pozitia
panoului,
cm
timp incalzire
piesa, s viteza de incalzire
a piesei, °C/s
consum
energetic, Wh
FARA 1034 0.483559 517 20 1290 0.387597 645 18 1339 0.373413 669.5 16 1320 0.378788 660 14 1340 0.373134 670 12 1210 0.413223 605 10 1280 0.390625 640 8 1289 0.387898 644.5 6 1190 0.420168 595
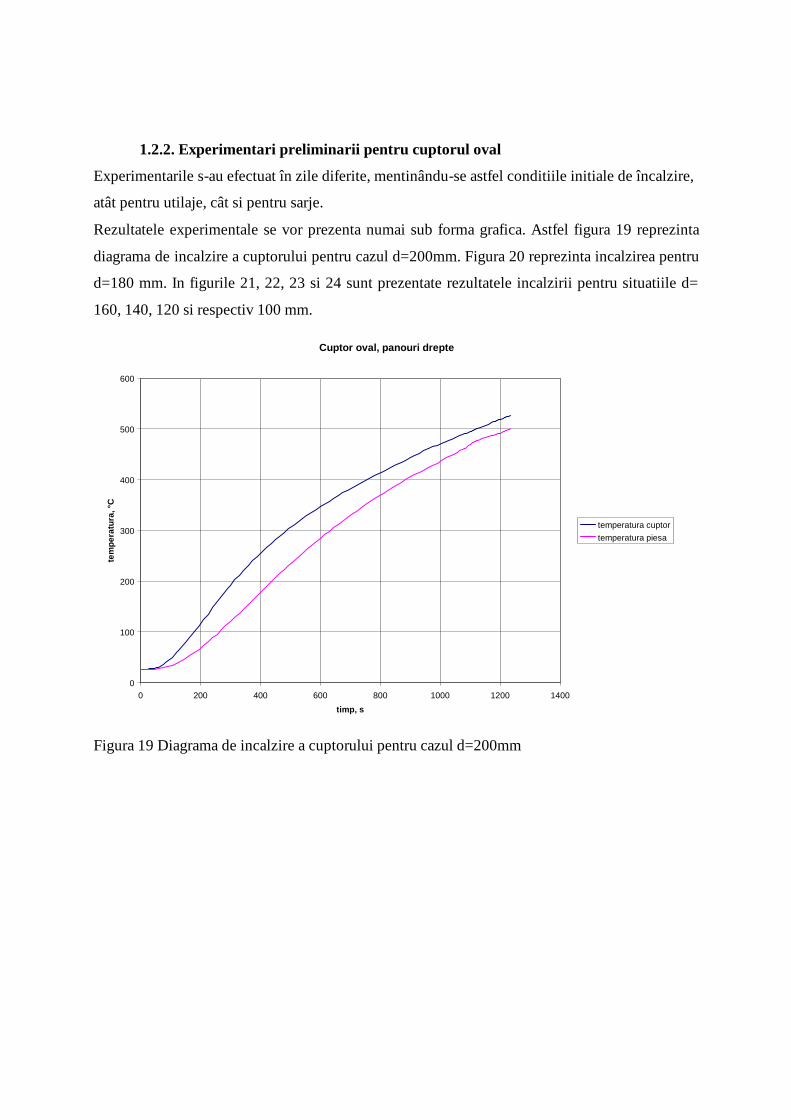
1.2.2. Experimentari preliminarii pentru cuptorul oval
Experimentarile s-au efectuat în zile diferite, mentinându-se astfel conditiile initiale de încalzire,
atât pentru utilaje, cât si pentru sarje.
Rezultatele experimentale se vor prezenta numai sub forma grafica. Astfel figura 19 reprezinta
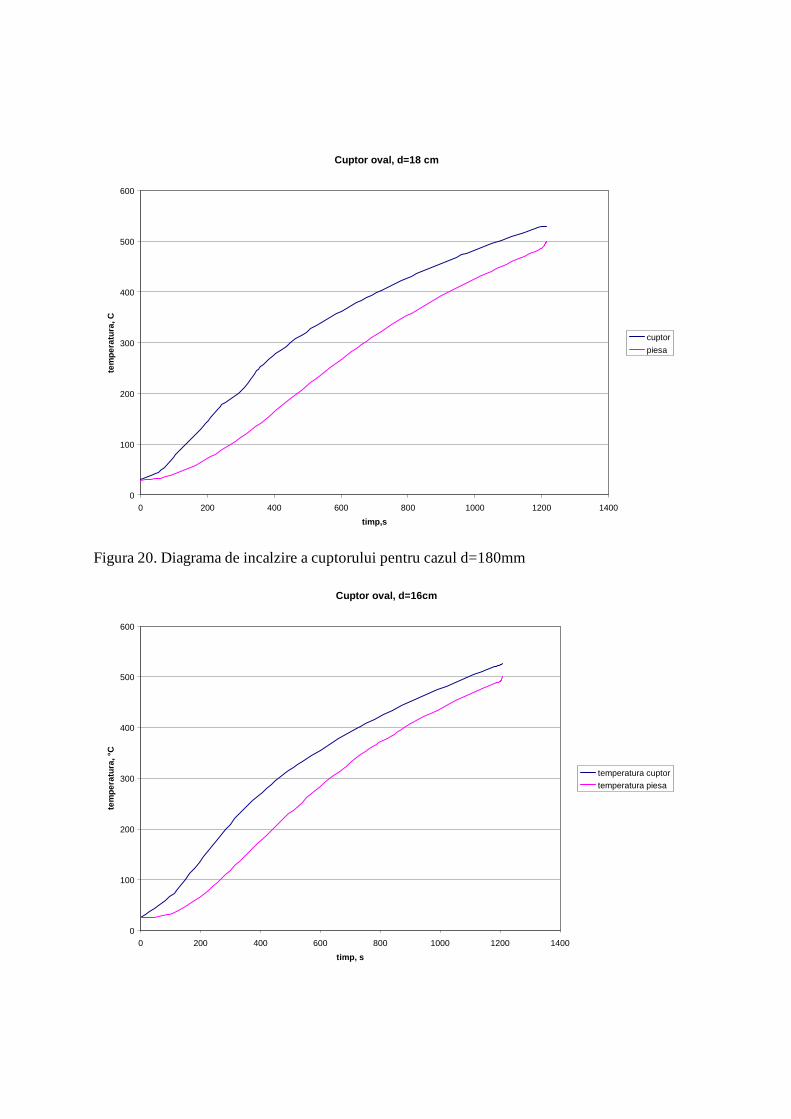
diagrama de incalzire a cuptorului pentru cazul d=200mm. Figura 20 reprezinta incalzirea pentru
d=180 mm. In figurile 21, 22, 23 si 24 sunt prezentate rezultatele incalzirii pentru situatiile d=
160, 140, 120 si respectiv 100 mm.
Cuptor oval, panouri drepte
0
100
200
300
400
500
600
0 200 400 600 800 1000 1200 1400
timp, s
tem
pera
tura
, °C
temperatura cuptortemperatura piesa
Figura 19 Diagrama de incalzire a cuptorului pentru cazul d=200mm
Cuptor oval, d=18 cm
0
100
200
300
400
500
600
0 200 400 600 800 1000 1200 1400
timp,s
tem
pera
tura
, C
cuptorpiesa
Figura 20. Diagrama de incalzire a cuptorului pentru cazul d=180mm
Cuptor oval, d=16cm
0
100
200
300
400
500
600
0 200 400 600 800 1000 1200 1400
timp, s
tem
pera
tura
, °C
temperatura cuptortemperatura piesa
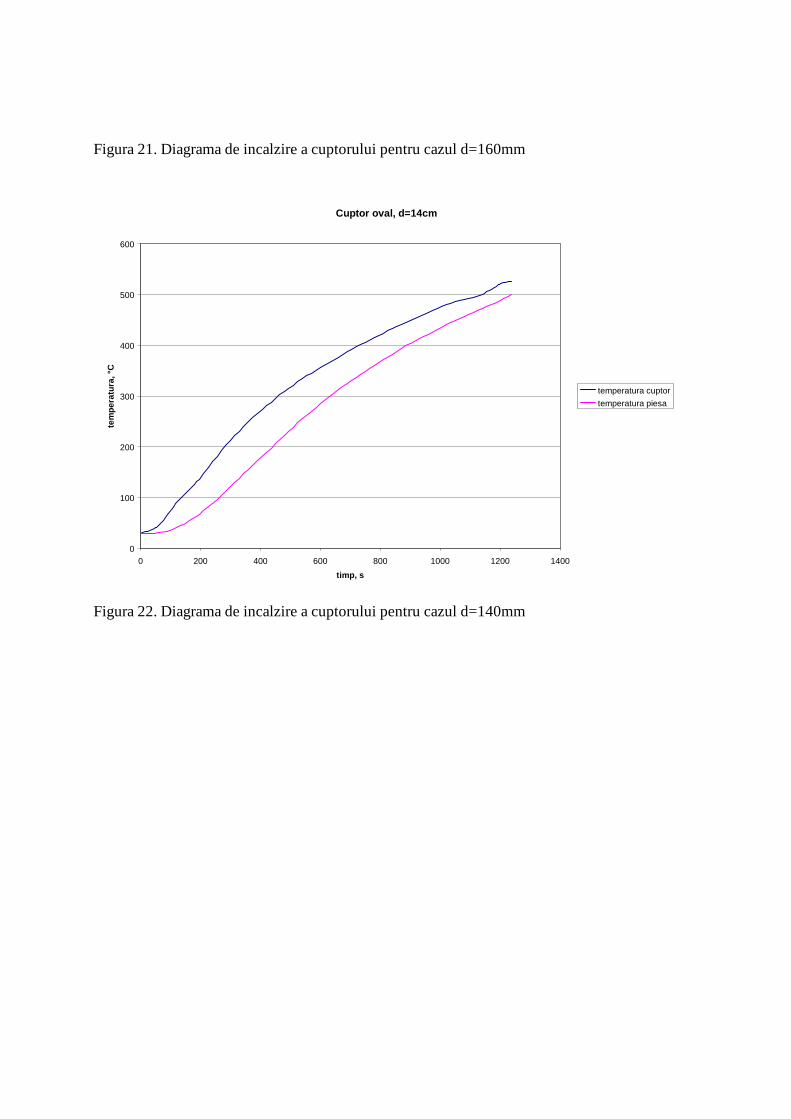
Figura 21. Diagrama de incalzire a cuptorului pentru cazul d=160mm
Cuptor oval, d=14cm
0
100
200
300
400
500
600
0 200 400 600 800 1000 1200 1400
timp, s
tem
pera
tura
, °C
temperatura cuptortemperatura piesa
Figura 22. Diagrama de incalzire a cuptorului pentru cazul d=140mm
Cuptor oval, d=12cm
0
100
200
300
400
500
600
0 200 400 600 800 1000 1200 1400
timp, s
tem
pera
tura
, C
cuptorpiesa
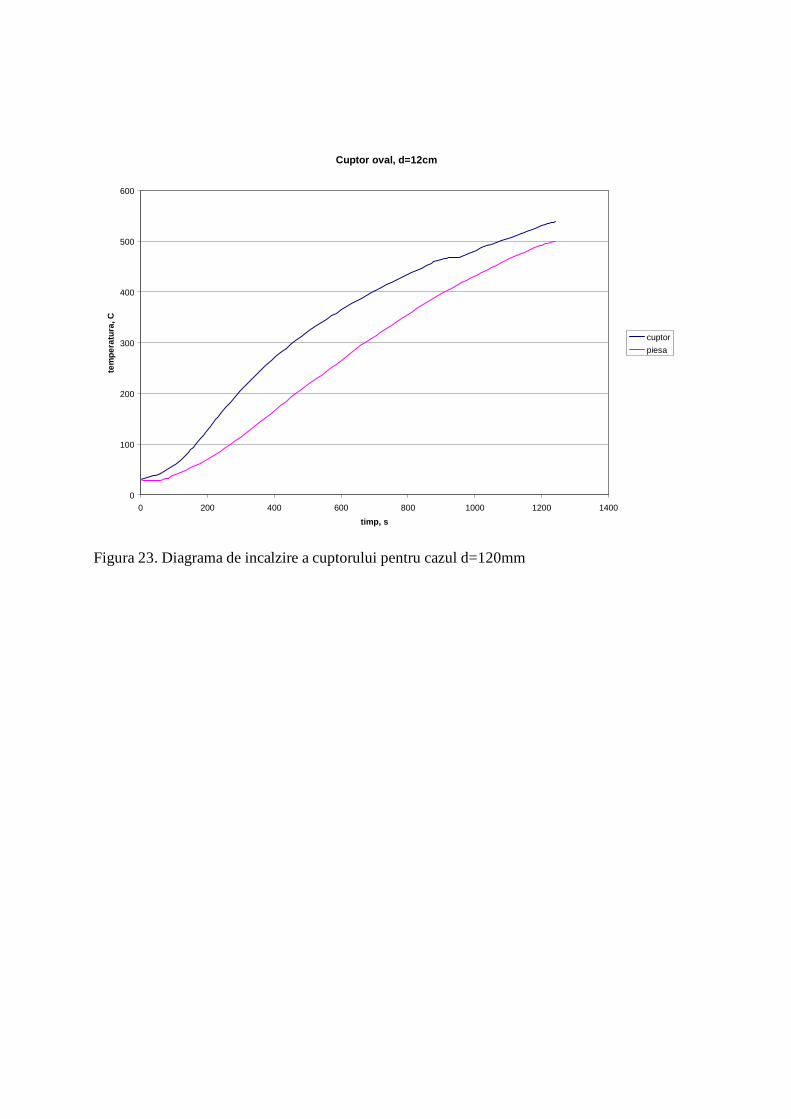
Figura 23. Diagrama de incalzire a cuptorului pentru cazul d=120mm
Cuptor oval, d=10 cm
0
100
200
300
400
500
600
0 200 400 600 800 1000 1200 1400
timp, s
tem
pera
tura
, C
cuptorpiesa
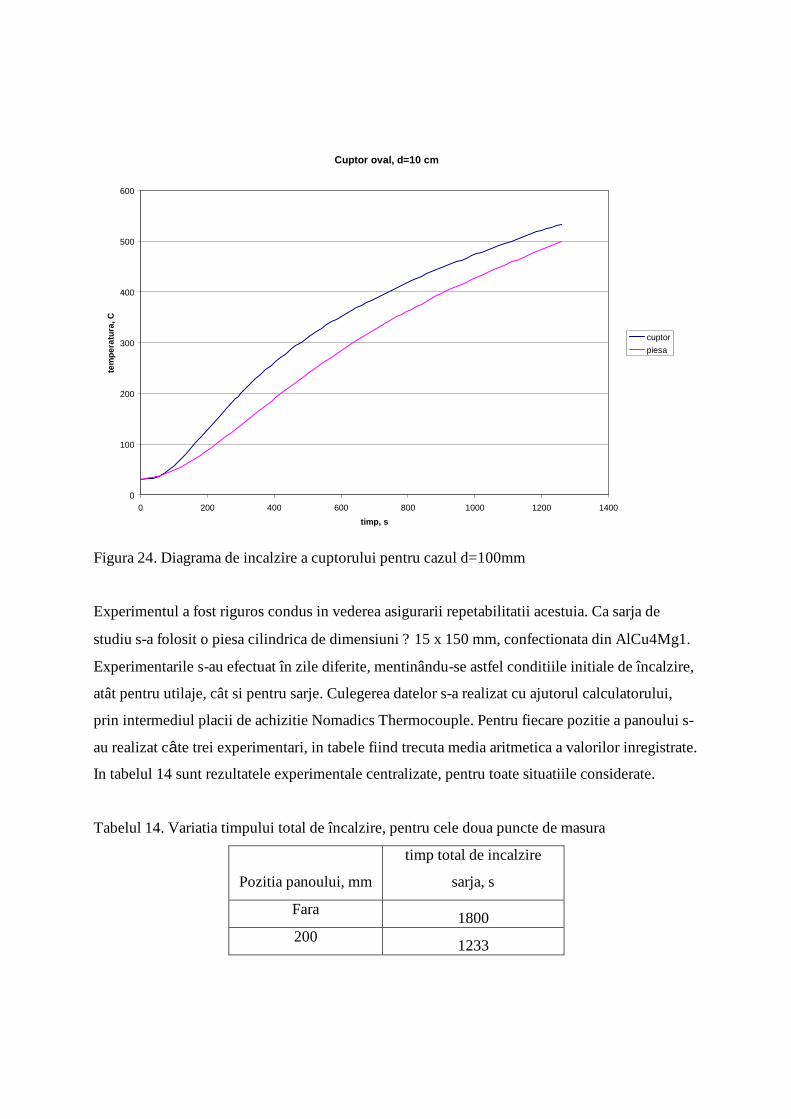
Figura 24. Diagrama de incalzire a cuptorului pentru cazul d=100mm
Experimentul a fost riguros condus in vederea asigurarii repetabilitatii acestuia. Ca sarja de
studiu s-a folosit o piesa cilindrica de dimensiuni ? 15 x 150 mm, confectionata din AlCu4Mg1.
Experimentarile s-au efectuat în zile diferite, mentinându-se astfel conditiile initiale de încalzire,
atât pentru utilaje, cât si pentru sarje. Culegerea datelor s-a realizat cu ajutorul calculatorului,
prin intermediul placii de achizitie Nomadics Thermocouple. Pentru fiecare pozitie a panoului s-
au realizat câte trei experimentari, in tabele fiind trecuta media aritmetica a valorilor inregistrate.
In tabelul 14 sunt rezultatele experimentale centralizate, pentru toate situatiile considerate.
Tabelul 14. Variatia timpului total de încalzire, pentru cele doua puncte de masura
Pozitia panoului, mm
timp total de incalzire
sarja, s
Fara 1800 200 1233
180 1390 160 1208 140 1250 120 1355 100 1260 80 1395 60 1407
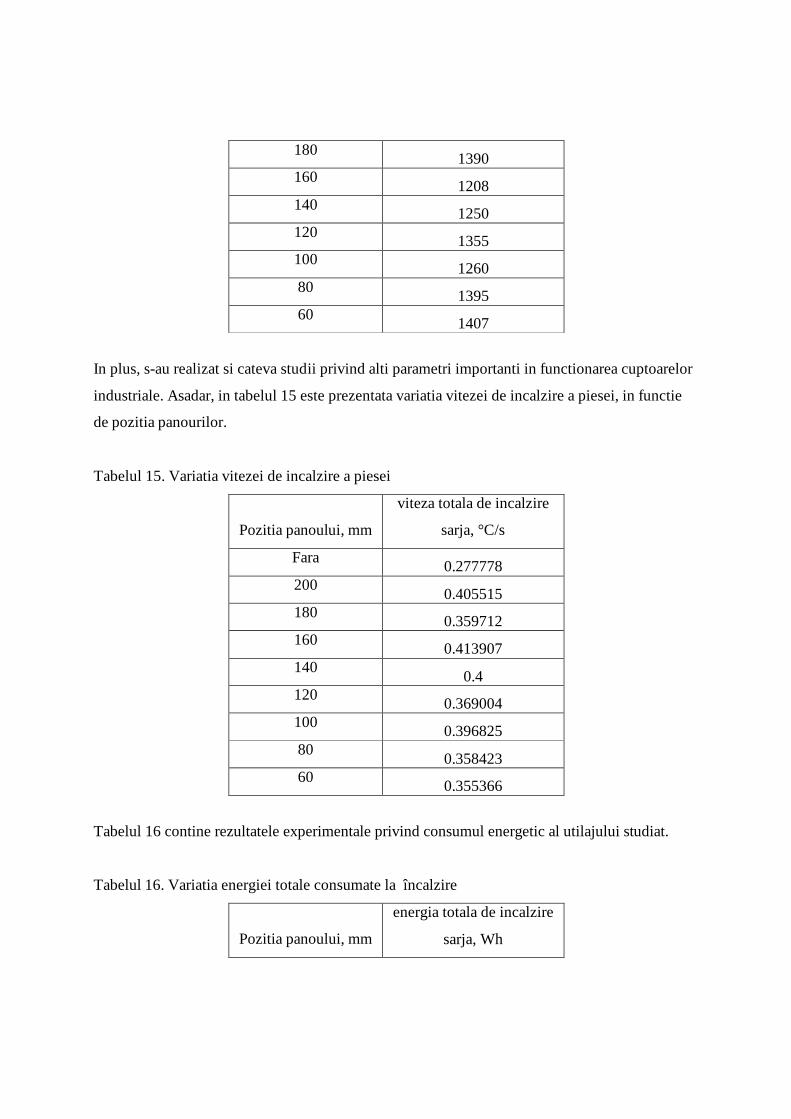
In plus, s-au realizat si cateva studii privind alti parametri importanti in functionarea cuptoarelor
industriale. Asadar, in tabelul 15 este prezentata variatia vitezei de incalzire a piesei, in functie
de pozitia panourilor.
Tabelul 15. Variatia vitezei de incalzire a piesei
Pozitia panoului, mm
viteza totala de incalzire
sarja, °C/s
Fara 0.277778 200 0.405515 180 0.359712 160 0.413907 140 0.4 120 0.369004 100 0.396825 80 0.358423 60 0.355366
Tabelul 16 contine rezultatele experimentale privind consumul energetic al utilajului studiat.
Tabelul 16. Variatia energiei totale consumate la încalzire
Pozitia panoului, mm
energia totala de incalzire
sarja, Wh
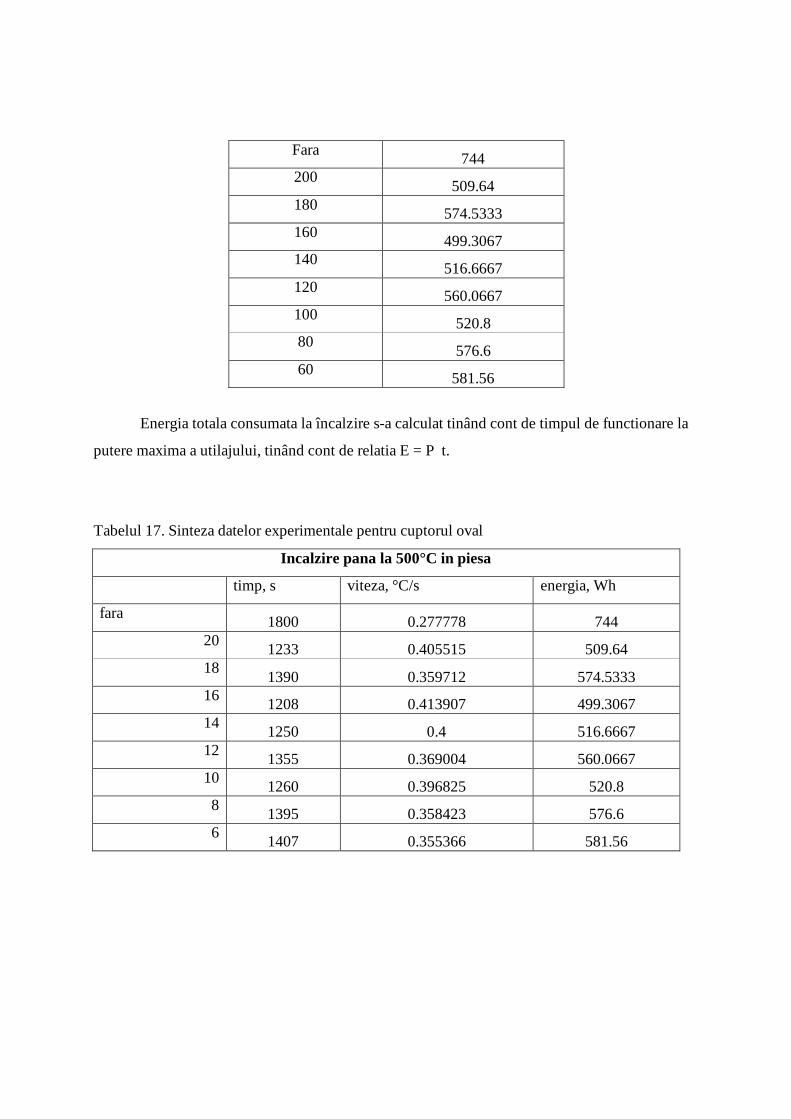
Fara 744 200 509.64 180 574.5333 160 499.3067 140 516.6667 120 560.0667 100 520.8 80 576.6 60 581.56
Energia totala consumata la încalzire s-a calculat tinând cont de timpul de functionare la
putere maxima a utilajului, tinând cont de relatia E = P t.
Tabelul 17. Sinteza datelor experimentale pentru cuptorul oval
Incalzire pana la 500°C in piesa
timp, s viteza, °C/s energia, Wh
fara 1800 0.277778 744 20 1233 0.405515 509.64 18 1390 0.359712 574.5333 16 1208 0.413907 499.3067 14 1250 0.4 516.6667 12 1355 0.369004 560.0667 10 1260 0.396825 520.8
8 1395 0.358423 576.6 6 1407 0.355366 581.56
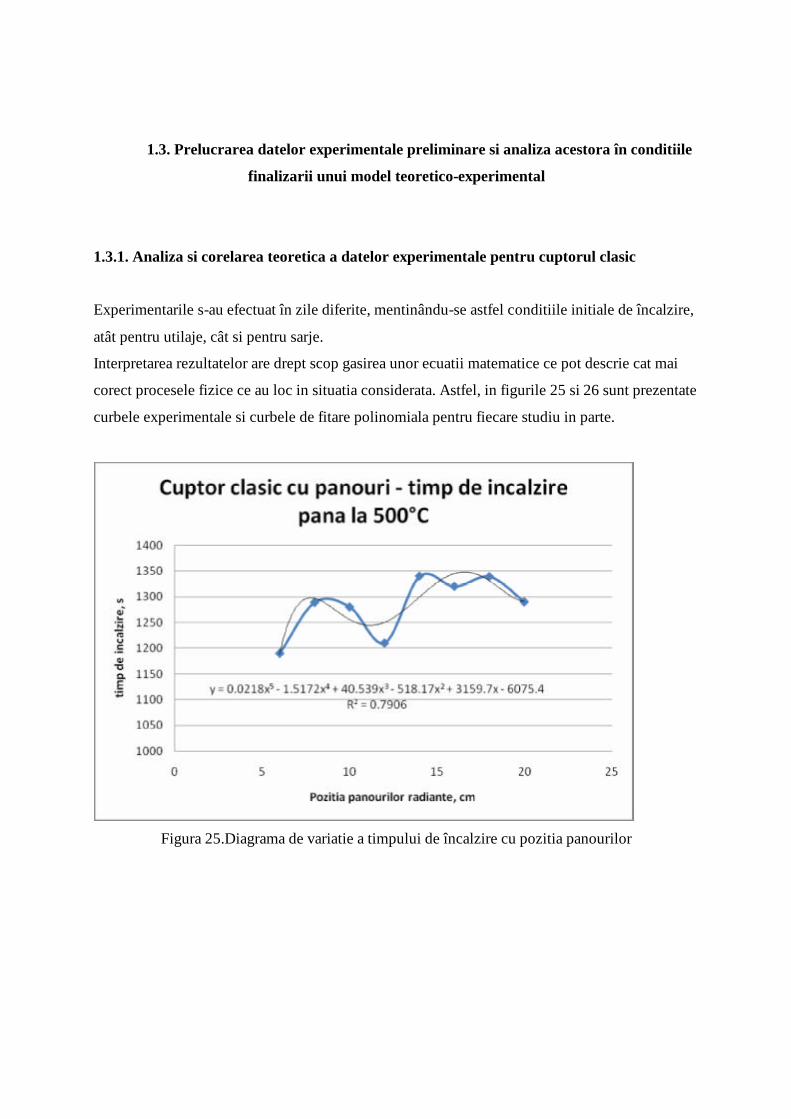
1.3. Prelucrarea datelor experimentale preliminare si analiza acestora în conditiile
finalizarii unui model teoretico-experimental
1.3.1. Analiza si corelarea teoretica a datelor experimentale pentru cuptorul clasic
Experimentarile s-au efectuat în zile diferite, mentinându-se astfel conditiile initiale de încalzire,
atât pentru utilaje, cât si pentru sarje.
Interpretarea rezultatelor are drept scop gasirea unor ecuatii matematice ce pot descrie cat mai
corect procesele fizice ce au loc in situatia considerata. Astfel, in figurile 25 si 26 sunt prezentate
curbele experimentale si curbele de fitare polinomiala pentru fiecare studiu in parte.
Figura 25.Diagrama de variatie a timpului de încalzire cu pozitia panourilor
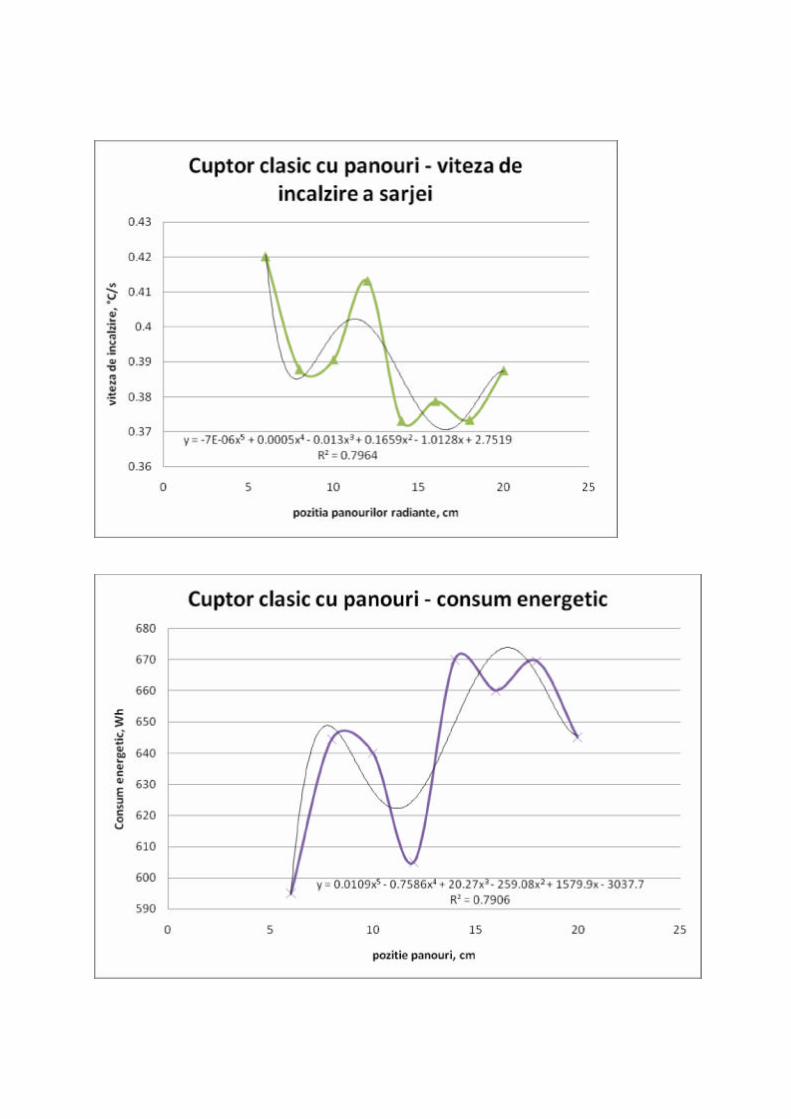
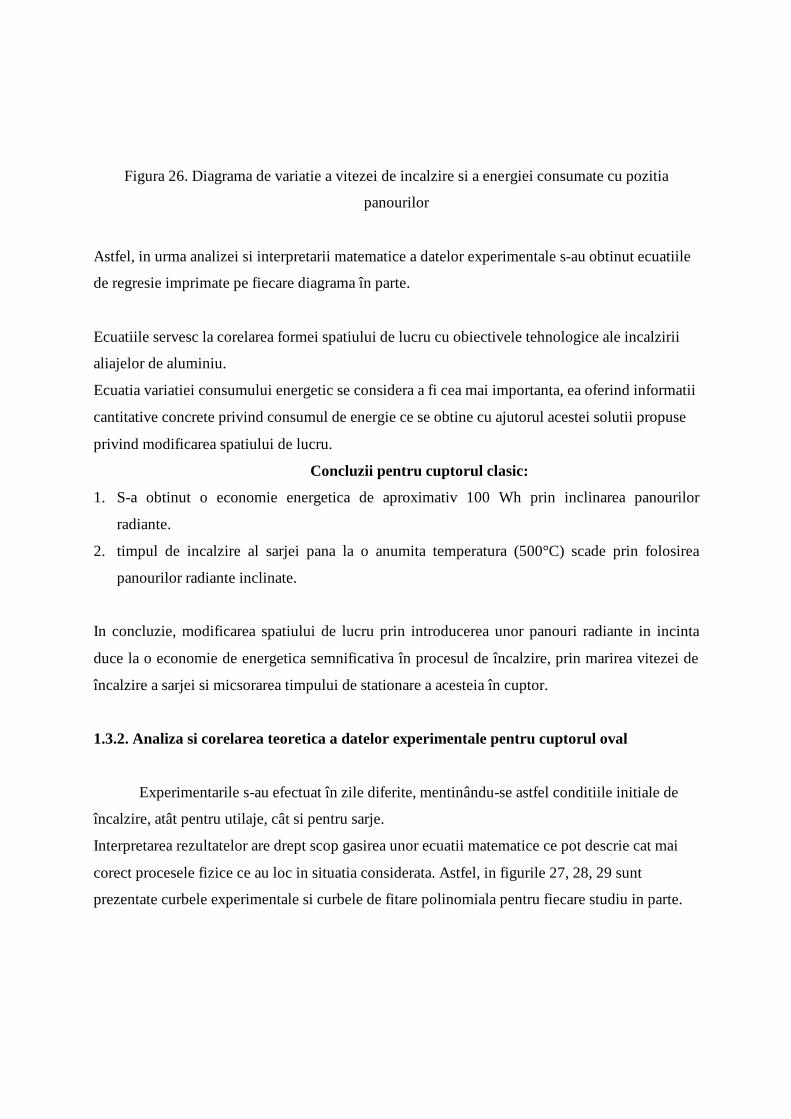
Figura 26. Diagrama de variatie a vitezei de incalzire si a energiei consumate cu pozitia
panourilor
Astfel, in urma analizei si interpretarii matematice a datelor experimentale s-au obtinut ecuatiile
de regresie imprimate pe fiecare diagrama în parte.
Ecuatiile servesc la corelarea formei spatiului de lucru cu obiectivele tehnologice ale incalzirii
aliajelor de aluminiu.
Ecuatia variatiei consumului energetic se considera a fi cea mai importanta, ea oferind informatii
cantitative concrete privind consumul de energie ce se obtine cu ajutorul acestei solutii propuse
privind modificarea spatiului de lucru.
Concluzii pentru cuptorul clasic:
1. S-a obtinut o economie energetica de aproximativ 100 Wh prin inclinarea panourilor
radiante.
2. timpul de incalzire al sarjei pana la o anumita temperatura (500°C) scade prin folosirea
panourilor radiante inclinate.
In concluzie, modificarea spatiului de lucru prin introducerea unor panouri radiante in incinta
duce la o economie de energetica semnificativa în procesul de încalzire, prin marirea vitezei de
încalzire a sarjei si micsorarea timpului de stationare a acesteia în cuptor.
1.3.2. Analiza si corelarea teoretica a datelor experimentale pentru cuptorul oval
Experimentarile s-au efectuat în zile diferite, mentinându-se astfel conditiile initiale de
încalzire, atât pentru utilaje, cât si pentru sarje.
Interpretarea rezultatelor are drept scop gasirea unor ecuatii matematice ce pot descrie cat mai
corect procesele fizice ce au loc in situatia considerata. Astfel, in figurile 27, 28, 29 sunt
prezentate curbele experimentale si curbele de fitare polinomiala pentru fiecare studiu in parte.
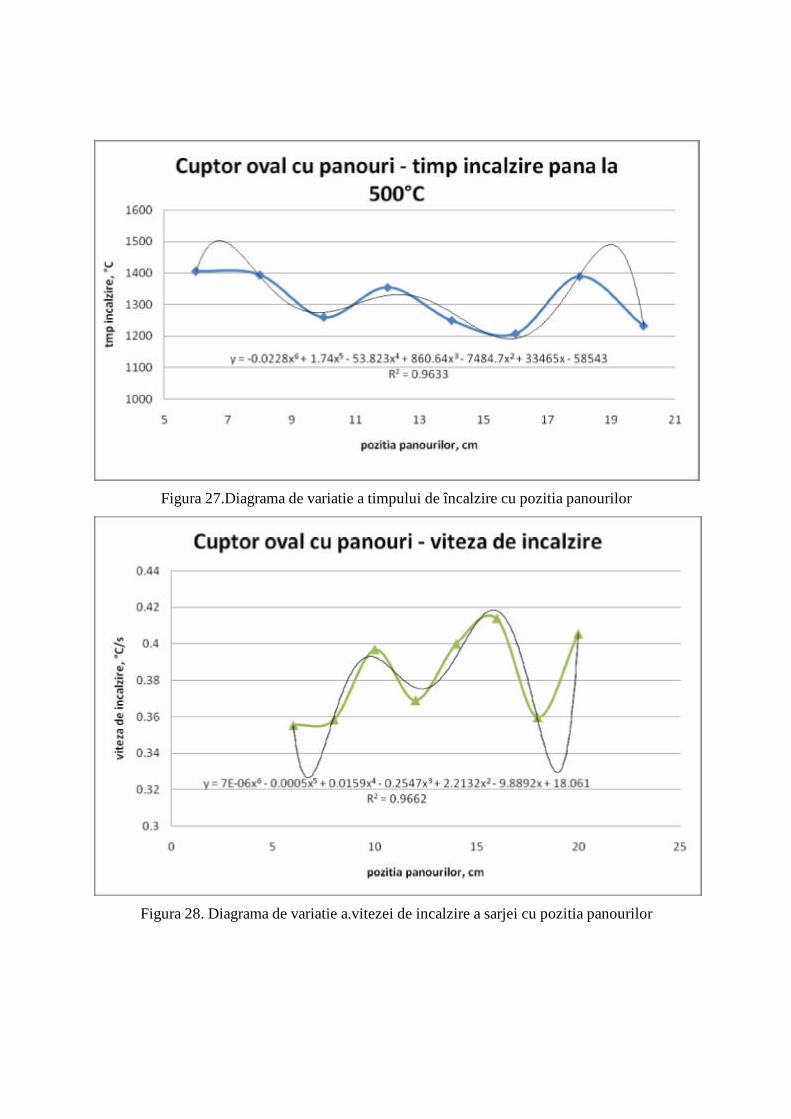
Figura 27.Diagrama de variatie a timpului de încalzire cu pozitia panourilor
Figura 28. Diagrama de variatie a.vitezei de incalzire a sarjei cu pozitia panourilor
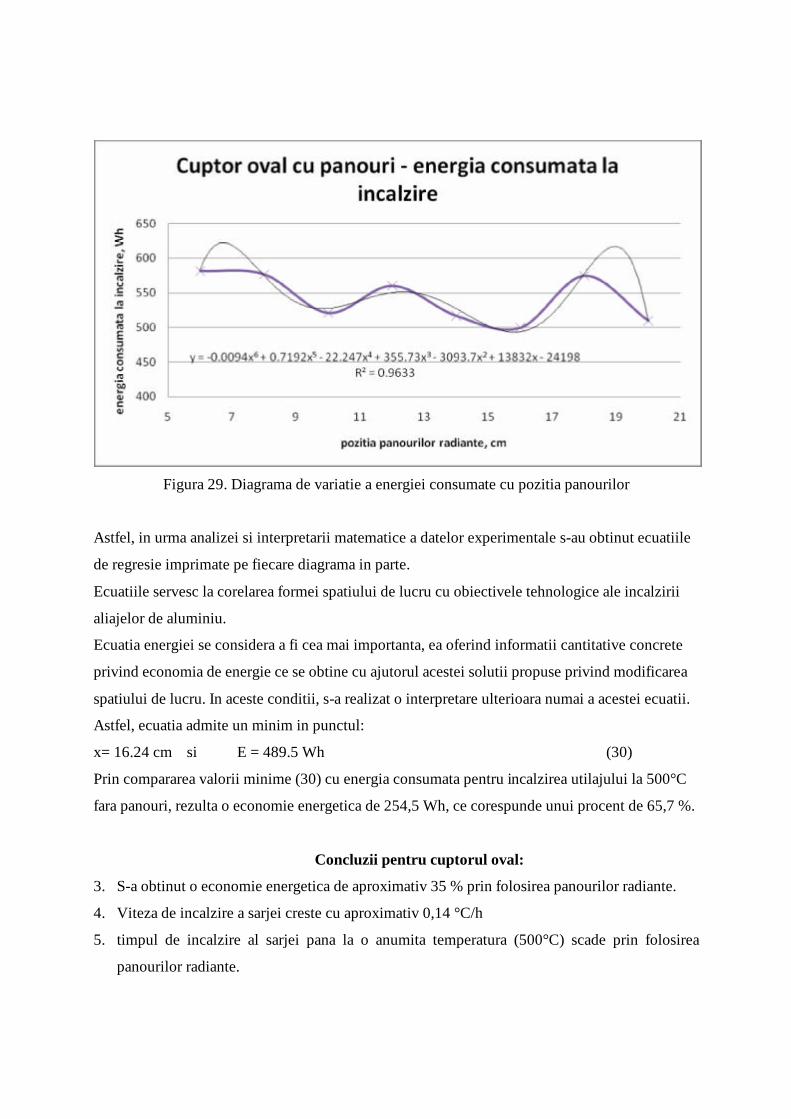
Figura 29. Diagrama de variatie a energiei consumate cu pozitia panourilor
Astfel, in urma analizei si interpretarii matematice a datelor experimentale s-au obtinut ecuatiile
de regresie imprimate pe fiecare diagrama in parte.
Ecuatiile servesc la corelarea formei spatiului de lucru cu obiectivele tehnologice ale incalzirii
aliajelor de aluminiu.
Ecuatia energiei se considera a fi cea mai importanta, ea oferind informatii cantitative concrete
privind economia de energie ce se obtine cu ajutorul acestei solutii propuse privind modificarea
spatiului de lucru. In aceste conditii, s-a realizat o interpretare ulterioara numai a acestei ecuatii.
Astfel, ecuatia admite un minim in punctul:
x= 16.24 cm si E = 489.5 Wh (30)
Prin compararea valorii minime (30) cu energia consumata pentru incalzirea utilajului la 500°C
fara panouri, rezulta o economie energetica de 254,5 Wh, ce corespunde unui procent de 65,7 %.
Concluzii pentru cuptorul oval:
3. S-a obtinut o economie energetica de aproximativ 35 % prin folosirea panourilor radiante.
4. Viteza de incalzire a sarjei creste cu aproximativ 0,14 °C/h
5. timpul de incalzire al sarjei pana la o anumita temperatura (500°C) scade prin folosirea
panourilor radiante.
6. Prin fitarea datelor experimentale s-a obtinut un optim de pozitionare a panourilor la x=
16.24 cm si E = 489.5 Wh. In aceasta situatie, economia de energie este de aproximativ 35
%.
In concluzie, modificarea spatiului de lucru prin introducerea unor panouri radiante in incinta
duce la o economie de energetica semnificativa în procesul de încalzire, prin marirea vitezei de
încalzire a sarjei si micsorarea timpului de stationare a acesteia în cuptor.
1.4. Analiza, in echipa, a rezultatelor partiale la finalizarea fiecarui obiectiv
Activitatea desfasurata si rezultatele obtinute sunt în concordanta cu obiectivele stiintifice
si managerial-administrative ale grantului. În paginile anterioare s-au detaliat rezultatele
stiintifice obtinute.
Din punct de vedere managerial, coordonarea echipei s-a realizat în conditii foarte bune,
activitatile realizându-se în grafic, fara întârzieri.
Analiza finala a gradului de îndeplinire a obiectivelor stiintifice ale proiectului s-a realizat
în echipa, rezultatele fiind descrise în acest raport.
Din punct de vedere administrativ:
- Au fost achizitionate echipamentele strict necesare bunei desfasurari a cercetarii
stiintifice.
- Sunt declansate procedurile legale de achizitie a bunurilor sau serviciilor prevazute în
devizul antecalcul al proiectului.
BIBLIOGRAFIA DE REFERINTA
1. M Mulas; S Chibbaro; G Delussu; I Di Piazza; M Talice, Efficient parallel computations of
flows of arbitrary fluids for all regimes of Reynolds, Mach and Grashof numbers ,
International Journal of Numerical Methods for Heat & Fluid Flow, Volume 12, Number 6,
2002, (pp. 637 - 657)
2. M Piller; E Nobile, Direct numerical simulation of turbulent heat transfer in a square
duct, , International Journal of Numerical Methods for Heat & Fluid Flow, Volume 12, Number
6, 2002,. (pp. 658 - 686)
3. Assunta Andreozzi; Oronzio Manca; Vincenzo Naso, Natural convection in vertical
channels with an auxiliary plate, , International Journal of Numerical Methods for Heat &
Fluid Flow, Volume 12, Number 6, 2002, (pp. 716 - 734)
4. K.J. Hsieh; F.S. Lien, Conjugate turbulent forced convection in a channel with an array
of ribs ,International Journal of Numerical Methods for Heat & Fluid Flow, Volume 15, Number
5, 2002, (pp. 462 - 482)
5. M Raisee; A Noursadeghi; H Iacovides , Application of a non-linear k- model in prediction
of convective heat transfer through ribbed passages , International Journal of Numerical
Methods for Heat & Fluid Flow, Volume 14, Number 3, 2002, (pp. 285 - 304)
6. E. N. Pis'mennyi, A. M. Terekh, V. A. Rogachev, V. D. Burlei, A. I. Rudenko, Calculation
of Convective Heat Transfer of Plane Surfaces with Wire-Net Finning Immersed in a
Cross-Flow, HeatTransRes.no.1-2/2005, pp. 39-46
7. Kamel Hooman, Effects of Temperature-Dependent Viscosity on Thermally Developing
Forced Convection through a Porous Medium , HeatTransRes.no.1-2/2005, pp132-140
8. V. A. Kalitko, A. L. Mosse, Plasma-Fired Processes of Treatment of Toxic and
Radioactive Waste in a Shaft Furnace with a Filter Bed of Combustible Material ,
HeatTransRes.no.5-6/2004, pp.6
9. P. A. Pavlov, Heat and Mass Transfer under the Conditions of Rapid Heating,
HeatTransRes.no.1-2/2005, pp.5
10. V. T. Borukhov, V. I. Timoshpol’skii, G. M. Zayats, et al., Structural Properties of
Dynamic Systems and Inverse Problems of Mathematical Physics , Journal of Engineering
Physics and Thermophysics,Volume 78, Number 2, 2005, ISSN: 1062-0125, pp. 201 - 215
11. V. A. Kudinov, V. V. Dikop, S. A. Nazarenko, et al, On One Method of Solving
Nonstationary Heat-Conduction Problems for Multilayer Structures, Journal of Engineering
Physics and Thermophysics,Volume 78, Number 2, 2005, ISSN: 1062-0125, pp. 225 - 230
12. Yu. S. Teplitskii, On the Cluster Structure of a Circulating Fluidized Bed, Journal of
Engineering Physics and Thermophysics,Volume 78, Number 2, 2005, ISSN: 1062-0125, pp.
316 - 322
13. Industrial Heating Journal, october 2002
14. Industrial Heating Journal, july 2003
15. Industrial Heating Journal, september 2003
16. Industrial Heating Journal, october 2003
17. Ronald P. Hunter, Automated Process Central Systems Concepts and Hardware
(Prentice-Hall, 1996)
18. Minea Alina Adriana, Contributii privind îmbunatatirea constructiv functionala a
cuptoarelor utilizate la tratamentul termic al aliajelor de aluminiu,teza de doctorat, 2000
19. Oronzio Manca, Marilena Musto and Vincenzo Naso, Experimental Investigation of
Natural Convection in an Asymmetrically Heated Vertical Channel with an Asymmetric
Chimney, Heat Transfer, aug.2005
20.Minea,A.A.,Transfer de caldura si instalatii termice, Editura Tehnica,Stiintifica si
Didactica Cermi Iasi, 2003
21. Minea, A.A., Dima A.,Transfer de masa si energie, Editura Tehnica,Stiintifica si Didactica
Cermi Iasi, 2005
22. Janna, W.S., Engineering Heat Transfer, Second Edition, CRC Press LLC, 2000
23.Dima, A. Cuptoare si instalatii de încalzire, Ed. Cermi Iasi,1996
24.Carabogdan, I.Gh. Bilanturi energetice, E.T. Bucuresti, 1986
25. Comsa, D. Instalatii electrotermice industriale, vol. 1, E.T. Bucuresti, 1986
26. Dieter, G.E.Jr. Metalurgie mecanica, E.T. Bucuresti, 1970
27. Avram, N., Predescu, C. Bazele teoretice ale agregatelor termotehnologice din industria
materialelor metalice, E. Printech, 2001
28. Minea, A. A., Minea, O., Chirila, E. Studies concerning the improvement of the
construction and functioning parameters of aluminum alloys heat treatment furnaces,
Buletinul I P Iasi, 1996, tomul XLII(XLVI), fasc. 3-4 vol.1, p. 15-19
29. Minea, A. A., Dima, A., Chirila, E. Computer Design of electric arc furnaces, 7th
International Metallurgy and Materials Congress, Turcia, 1993, vol.1, p. 107-118
30. Minea, A.A., Dima, A., Vizureanu,P., Grancea,V. Studies concerning the energetical
optimisation by computer of the charge in industrial furnaces , 3rd European Conference
Industrial Furnaces and Boilers, Portugalia, vol. Unic, 1995, p. 602 - 611
31. Prisacaru, I. Utilizarile energiei electrice, E.T. Bucuresti
32. Stefanescu, D. Termogazodinamica tehnica, ET Bucuresti, 1986
33. Touloukian, Y.S. Thermal Radiative Properties - Metallic Elements and Alloys, Thermal
Properties of Matter, 1970
34. Popescu, N., Saban, R., Bunea, D., Pencea, I. Stiinta Materialelor pentru ingineria
mecanica, vol. 1, Editura Fair Partners, Bucuresti, 1999
35. Popescu, N., Saban, R., Bunea, D., Pencea, I. Stiinta Materialelor pentru ingineria
mecanica, vol. 2, Editura Fair Partners, Bucuresti, 1999
36. BrunKlaus, J.H. Cuptoare industriale, Ed. Tehnica, Bucuresti, 1970
37. Deica, N. Utilizarea rationala a produselor refractare, Ed. Tehnica, Bucuresti, 1982
38. Krivandin, V., Molceanov, N., Solomentev, S.L., Cuptoare metalurgice, Ed. Tehnica,
Bucuresti, 1963
39. Minea, A.A.,Contributii privind îmbunatatirea constructiv-functionala a cuptoarelor
utilizate la tratamentul termic al aliajelor de aluminiu- teza de doctorat, Iasi, 2000
40. Minea, A.A. Studii privind gazodinamica cuptoarelor industriale, Buletinul I P Iasi,
1999, tomul XLV(IL), fasc. 1-2, p. 29-33
41. Minea, A.A., Minea, O. Studii privind determinarea geometriei camerei de lucru a unui
cuptor de tratament termic pentru temperaturi joase, Buletinul I P Iasi, 1999, tomul
XLV(IL), fasc. 1-2, p. 22-29
42. Minea, A.A., Minea, O. Studii privind îmbunatatirea constructiv-functionala a
cuptoarelor pentru temperaturi medii, Buletinul I P Iasi, 1999, tomul XLV(IL), fasc. 1-2, p.
33-39
43. Minea, A.A. Studies about heating process in an industrial furnace (I), Buletinul I P Iasi,
2001, tomul XLVII(LI), fasc. 1-2, p. 49-52
44. Minea, A.A., Minea, O., Studies about heating process in an industrial furnace (II),
Buletinul I P Iasi, 2002, tomul XLVIII(LII), fasc. 1-2, p. 29-32
45. Dima, A., Popescu, R., Vizureanu, P., Minea, A.A. Cuptoare si instalatii de încalzire, vol.
2 Elemente de proiectare asistata de calculator a cuptoarelor cu combustie , Ed. Sedcom
Libris, Iasi, 1997
46. Minea, A.A., Minea, O. Metode de protectie si tratamente termice, Ed. Cermi, Iasi, 1999
47. M Mulas; S Chibbaro; G Delussu; I Di Piazza; M Talice, Efficient parallel computations of
flows of arbitrary fluids for all regimes of Reynolds, Mach and Grashof numbers ,
International Journal of Numerical Methods for Heat & Fluid Flow, Volume 12, Number 6,
2002, (pp. 637 - 657)
48. M Piller; E Nobile, Direct numerical simulation of turbulent heat transfer in a square
duct, , International Journal of Numerical Methods for Heat & Fluid Flow, Volume 12, Number
6, 2002,. (pp. 658 - 686)
49. Assunta Andreozzi; Oronzio Manca; Vincenzo Naso, Natural convection in vertical
channels with an auxiliary plate, International Journal of Numerical Methods for Heat & Fluid
Flow, Volume 12, Number 6, 2002, (pp. 716 - 734)
50. K.J. Hsieh; F.S. Lien, Conjugate turbulent forced convection in a channel with an array
of ribs ,International Journal of Numerical Methods for Heat & Fluid Flow, Volume 15, Number
5, 2002, (pp. 462 - 482)
51. M Raisee; A Noursadeghi; H Iacovides , Application of a non-linear k- model in
prediction of convective heat transfer through ribbed passages , International Journal of
Numerical Methods for Heat & Fluid Flow, Volume 14, Number 3, 2002, (pp. 285 - 304)
52. E. N. Pis'mennyi, A. M. Terekh, V. A. Rogachev, V. D. Burlei, A. I. Rudenko, Calculation
of Convective Heat Transfer of Plane Surfaces with Wire-Net Finning Immersed in a
Cross-Flow, HeatTransRes.no.1-2/2005, pp. 39-46
53. Kamel Hooman, Effects of Temperature-Dependent Viscosity on Thermally Developing
Forced Convection through a Porous Medium , HeatTransRes.no.1-2/2005, pp132-140
54. V. A. Kalitko, A. L. Mosse, Plasma-Fired Processes of Treatment of Toxic and
Radioactive Waste in a Shaft Furnace with a Filter Bed of Combustible Material ,
HeatTransRes.no.5-6/2004, pp.6
55. P. A. Pavlov, Heat and Mass Transfer under the Conditions of Rapid Heating,
HeatTransRes.no.1-2/2005, pp.5
56. V. T. Borukhov, V. I. Timoshpol’skii, G. M. Zayats, et al., Structural Properties of
Dynamic Systems and Inverse Problems of Mathematical Physics , Journal of Engineering
Physics and Thermophysics,Volume 78, Number 2, 2005, ISSN: 1062-0125, pp. 201 - 215
57. V. A. Kudinov, V. V. Dikop, S. A. Nazarenko, et al, On One Method of Solving
Nonstationary Heat-Conduction Problems for Multilayer Structures, Journal of Engineering
Physics and Thermophysics,Volume 78, Number 2, 2005, ISSN: 1062-0125, pp. 225 - 230
58. Yu. S. Teplitskii, On the Cluster Structure of a Circulating Fluidized Bed, Journal of
Engineering Physics and Thermophysics,Volume 78, Number 2, 2005, ISSN: 1062-0125, pp.
316 - 322
59. Ronald P. Hunter, Automated Process Central Systems Concepts and Hardware
(Prentice-Hall, 1996)
60. Janna, W.S., Engineering Heat Transfer, Second Edition, CRC Press LLC, 2000
61. Jaluria, Y., Design and Optimization of Thermal Systems, McGraw-Hill, 1998, New York.
62. Kalpakjian, S., Manufacturing Engineering and Technology, Addison- Wesley, 1989,
Reading, MA.
63. Szekely, J., Fluid Flow Phenomena in Metals Processing, Academic Press, 1979, New
York.
64. Fenner, R. T., Principles of Polymer Processing, Chemical Publishing, 1979, New York.
65. Poulikakos, D., ed., Transport Phenomena in Materials Processing, Adv. Heat Transfer,
1996, 18.
66. Viskanta, R., Heat Transfer During Melting and Solidification of Metals, ASME J. Heat
Transfer, 110, 1988, pp. 1205–1219.
67. Jaluria, Y., Natural Convection Heat and Mass Transfer, Pergamon Press, 1980, Oxford,
UK.
68. Gebhart, B., Jaluria, Y., Mahajan, R. L., and Sammakia, B., Buoyancy- Induced Flows and
Transport, Taylor and Francis, Philadelphia, PA. 1988
69. Jaluria, Y., and Torrance, K. E., Computational Heat Transfer, 2nd ed., Taylor and
Francis, 2003, New York, NY.
70. Harper, J. M., Extrusion of Foods: Volume I, CRD Press, 1981, Boca Raton, FL.
71. Kokini, J. L., Ho, C.-T., and Karwe, M. V., Eds., Food Extrusion Science and Technology,
1992, Marcel Dekker, New York.
72. Roy Choudhury, S., Jaluria, Y., and Lee, S. H.-K., Generation of Neck- Down Profile for
Furnace Drawing of Optical Fiber, Numer. Heat Transfer, 35, 1999, pp. 1–24.
73. Wang, Q., Yoo, H., and Jaluria, Y., Convection in a Horizontal Duct Under Constant and
Variable Property Formulations, Int. J. Heat Mass Transfer, 2003, 46, pp. 297–310.
74. Myers, M. R., A Model for Unsteady Analysis of Preform Drawing, AIChE J., 35, 1989,
pp. 592–602.
75. Jaluria, Y., Numerical Study of the Thermal Processes in a Furnace, Numer. Heat
Transfer, 7, 1984, pp. 211–224.
76. Minkowycz, W. J., and Sparrow, E. M., eds., Advances in Numerical Heat Transfer, 1,
Taylor & Francis, 1997, Philadelphia, PA.
77. Patankar, S. V., Numerical Heat Transfer and Fluid Flow, Taylor & Francis, 1980,
Philadelphia, PA.
78. Roache, P. J., Verification and Validation in Computational Science and Engineering,
Hermosa Publishers, 1998, Albuquerque, New Mexico.
79. De Vahl Davis, G., and Leonardi, E., eds., Advances in Computational Heat Transfer II,
Begell House Pub., 2001, New York, NY.
80. Minea AA, Dima A., 2008, Analytical approach to estimate the air velocity in the
boundary layer of a heated furnace wall, Environmental Engineering and Management
Journal, “Gh. Asachi” Technical University of Iasi, ISSN: 1582-9596, vol. 7, nr. 3, p. 329-335,
2008
81. Minea AA., Dima A, 2008, CFD simulation in an oval furnace with variable radiation
panels, REVISTA METALURGIA INTERNATIONAL vol. XIII(10): pag. 9-14, ISSN 1582-
2214.
82. Minea, A A, Dima, A., 2008, Saving energy through improving convection in a muffle
furnace, Thermal Science Journal, 2008, vol. 12 (3), ISSN 0354-9836, in print
83. Minea A. A., 2008, Theoretical studies on forced convection in a variety of
configurations , Rev Metalurgia International, vol. XIII, nr.1, Bucuresti, pp. 11- 17, ISSN 1582-
2214, indexata in ISI – web of knowledge
84. Minea A. A., 2008, Experimental technique for increasing heating rate in oval furnaces,
Rev Metalurgia International, vol. XIII, nr.4, Bucuresti, pp. 31- 35, ISSN 1582-2214, indexata in
ISI – web of knowledge
85. Minea A.A., 2008, A study on improving convection heat transfer in a medium
temperature furnace, International Review of Mechanical Engineering, IREME, Praise Worthy
Publishing, ISSN 1970 – 8734, pp.319-325, indexata in CSA si INSPEC
86. Minea A.A., 2008, Theoretical Approach to Estimate the Air Rate in a Heated Medium
Temperature Furnace, WSEAS, The 10th WSEAS International Conference on Mathematical
Methods, Computational Techniques And Intelligent Systems (MAMECTIS '08) Corfu, Greece,
October 26-28 2008, Paper ID number: 593-249.doc