probleme de tolerante si masuratori tehnice
DESCRIPTION
MASURATORITRANSCRIPT
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 1/193
ION VOICESCU GHEORGHE CRIVAC
TOLERANŢEŞI
MĂSURĂTORI TEHNICE
PROBLEME
PITEŞTİ 2010
3

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 2/193
Prefaţǎ Toleranţe si Masurǎtori Tehnice – disciplină cucaracter teoretic şi aplicativ - contribuie la formarea ingineruluimecanic, ca proiectant de structuri mecanice. La proiectarea unuisistem mecanic trebuie sa se acorde o atenţie deosebitǎ nunumai fiecarui element al sistemului in parte, ci siinterdependentei functionale dintre elementele component.Lucrarea isi propune sa prezinte principalele aspecte aplicativedin disciplina Tolerante si Masuratori Tehnice, intr-o astfel de
alcatuire, incat principiile teoretice sa poata fi utilizate larezolvarea problemelor practice , specifice activitatii de
proiectare.Structurata pe 7 capitole “ Culegerea de probleme de
tolerante si masuratori tehnice” trateaza in mod unitar, indicatiileteoretice ale fiecarui capitol, modul concret şi specific, destabilire a tolerantelor la dimensiunile si forma elementelor caracteristice ale pieselor , de rezolvare a lantului de dimensiuni
precum si controlul in 3D.
Prezenta culegere de probleme –destinata in principalstudentilor de la facultatile cu profil mecanic – cuprinzand probleme rezolvate si nerezolvate din domeniul tolerantelor simasuratorilor tehnice, cu destinatie generala, este elaborata inconformitate cu programa analitica a cursului de tolerante simasuratori tehnice.
Avand in vedere cerintele de pregatire a specialistilor dindomeniul tehnic, prin continutul ei, lucrarea prezinta un pretiosmaterial documentar, in vederea integrarii acestora in activitatea
direct productiva.Lucrarea se adreseaza in principal studentilor de lafacultatile cu profil mecanic, precum si tehnicienilor siinginerilor din industrie, ca material de documentare inactivitatea profesionala.
4
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 3/193
CUPRINS
1 Precizia dimensionala a pieselor finite 91.1 Consideratii generale 91.2 Precizia dimensiunilor. Dimensiuni, abateri si 10
tolerante.12.1 Indicatii teoretice 101.2.2 Probleme rezolvate. 13
1.2.3 Probleme nerezolvate 191.3 Asamblarea alezajelor cu arbori.(ajustaje cu joc,strangere si intermediare) 201.3.1 Indicatii teoretice. 201.3.2 Probleme rezolvate 241.3.2.1. Probleme nerezolvate 391.3.3 Distributia jocurilor si strangerilor efective 411.3.3.1 Indicatii teoretice 411.3.3.2 Probleme rezolvate si nerezolvate 421.3.4. Factorul termic in cazul asamblarilor ce formeaza
ajustajul cu joc 431.3.4.1. Indicatii teoretice 431.3.4.2 Probleme rezolvate 461.4 Precizia formei geometrice a suprafetelor. 521.4.1 Indicatii teoretice 521.4.2 Probleme rezolvate 53
1.5 Precizia pozitiei suprafetelor 541.51 Indicatii teoretice 54
1.5.2 Probleme rezolvate 55
1.5.3. Probleme nerezolvate 561.6 Rugozitatea suprafetelor 561.61. Indicatii teoretice 561.6.2. Probleme rezolvate 581.63 Problema nerezolvate 622 Masurari tehnice 662.1. Indicatii teoretice 66
5

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 4/193
2.2 Probleme rezolvate si nerezolvate 672.3 Erori de masurare 682.4 Probleme rezolvate 692.5 Probleme nerezolvate 703. Mijloace universale pentru masurarea dimensiunilor
liniare si unghiulare 723.1 Indicatii teoretice 723.2.1 Probleme rezolvate 753.2.2 Probleme nerezolvate 76
3.3 Instrumente de masurare cu scara gradata si vernier 763.4 Probleme rezolvate si nerezolvate 804 Controlul dimensiunilor si suprafetelor cu ajutorul
calibrelor limitative 824.1 Indicatii teoretice 824.11 Sistemul ISO de tolerante pentru calibre si contracalibre 864.2 Probleme rezolvate 924.3 Probleme nerezolvate 964.4 Tolerantele calibrelor pentru controlul suprafetelor care
formeaza ajustaje plane 974.5 Calibre pentru controlul distantei dintre axele alezajelor 994.5.1 Indicatii teoretice 994.5.2 Probleme rezolvate 1004.5.3 Probleme nerezolvate 1024.6 Calibre pentru controlul distantei dintre axa unui alezaj
si o suprafata plana 1034.6.1 Probleme rezolvate 1034.6.2 Probleme nerezolvate 1044.7 Calibre pentru piese conice netede 104
4.7.1 Probleme rezolvate 1075. Lanturi de dimensiuni 1095.1 Indicatii teoretice 1095.2 Rezolvarea problemei directe a lantului de dimensiuni
paralele 1125.2.1 Metoda de maxim si minim 1125.2.2 Metoda algebrica 115
6
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 5/193
5.2.3 Metoda probabilistica 1165.3 Probleme rezolvate 1215.4 Rezolvarea problemei directe a lantului de dimensiuni
liniare neparalele 1315.4.1 Indicatii teoretice 1315.4.2 Probleme rezolvate 1315.5 Rezolvarea problemei directe a lantului de dimensiuni
unghiulare 1425.5.1 Probleme rezolvate 142
5.6. Rezolvarea lantului de dimensiuni cu mai multeelemente componente 1475.6.1 Probleme rezolvate 1475.7 Rezolvarea problemei inverse a lantului de dimensiuni 1585.7.1 Metoda tolerantei medii 1585.7.11 Probleme rezolvate 1595.7.2 Metoda sortarii pe grupe de dimensiuni a
asamblarii selective 1615.7.2.1 Probleme rezolvate 1615.7.3 Rezolvarea lantului de dimensiuni prin metoda
reglarii 1685.7.3.1 Probleme rezolvate 1725.7.4 Rezolvarea lantului de dimensiuni prin metoda
ajustarii 1745.7.4.1 Indicatii teoretice 1745.7.4.2 Probleme rezolvate 1816 Calculul cu tolerante 1896.1 Indicatii teoretice 1896.2 Probleme rezolvate 190
6.3 Probleme nerezolvate 1916.4 Probleme rezolvate 1916.5 Probleme nerezolvate 192Bibliografie 194
7

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 6/193
Cap.1
PRECIZIA DIMENSIONALA
APIESELOR FINITE
1.1 Consideratii generale
Aparitia unei erori de prelucrare sau asamblare, mai marisau mai mici, cu caracter intamplator sau sistematic suntinevitabile atat la prelucrare cat si la asamblarea pieselor demasini.
Erorile de prelucrare ale pieselor, influenteaza asupra preciziei asamblarii, intrucat abaterile de la dimensiunile impuse pieselor influenteaza asupra calitatii ajustajului propus.
O piesa sau un organ de masina este, in general, un corpgeometric executat dintr-un material cu anumite caracteristicisau proprietati chimice si fizico- mecanice si are o anumitaforma , care depinde de felul suprafetelor ce o compun ( plane,cilindrice, conice , sferice etc) de dimensiunile si pozitiareciproca a acestor suprafete, de distantele dintre suprafete si degradul de netezire( rugozitatea) al fiecarei suprafete.
Ca atare piesa, se realizeaza in procesul de prelucrare,trebuind sa corespunda unui anumit rol functoinal. Printr-un
proces specific de asamblare, din mai multe piese finite se obtine
produsul finit; masina, aparat, instalatie etc. In aceste conditiiapare notiunea de calitate,precizia prelucrarii sau preciziaasamblarii, prin care se intelege gradul de apropiere al pieseisau al produsului realizat, fata de piesa sau produsul de referintaimpus prin documentatie.
Notiunea de precizie se refera deci la comparatia a doua piese; una reala (cea prelucrata) si alta data (cea desenata)
8

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 7/193
considerata ca ideala. Deosebirea dintre ele este conditionata deimperfectiunea confectoinarii piesei reale.Din punct de vedere geometric, precizia prelucrarii pieselor
si precizia asamblarii produselor se studiaza pe bazaurmatoarelor aspecte: precizia dimensiunilor (liniare si unghiulare) precizia formei geometricea suprafetelor precizia de orientare a suprafetelor precizia pozitiei reciproce a suprafetelor
pecizia de bataie a suprafetelor precizia microgeometrica (rugozitatea) a
suprafetelor( libere sau de contact)
1.2 Precizia dimensiunilor. Dimensiuni; Abateri; Toleranţe.1.2.1 Indicatii teoretice
Marimea unei piese este determinata de dimensiunea
liniara sau unghiulara a acestora. Pe desenul piesei finite suntindicate pe langa dimensiunile liniare si alte conditii tehnice. Deexemplu pentru un alezaj dimensiunile limita vor fi: Dmax si Dmin ,respectiv pentru arbori: dmax si dmin. Diferenta dintre cele douadimensiun se numeste toleranta. (TD,d) pentru alezaje TD =Dmax –Dmin
pentru arbori Td =dmax – dmin (1.1)La masurarea pieselor se obtine dimensiunea efectiva ,E,
care trbuie sa fie cuprinsa intre cele doua dimensiuni limita.
Dmax ≥ ED ≥ Dmin (1.2)dmax ≥Ed ≥ dmin
Dimensiuea piesei este caracterizata prin dimensiuneanominala ND,d prescrisa pe desenul piesei. Abaterile celor douaduimensiuni limita ( maxima si minima) fata de dimensiuneanominala se numesc;
-- abaterea superioara As, as
9

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 8/193
-- abaterea inferioara Ai, aiAbaterea superioara pentru alezaj este : As = Dmax –N (1.3)Abaterea superioara pentru arbore este: as = dmax – NAbaterea inferioara pentru alezaj este : Ai = Dmin – N (1.4)Abaterea inferioara pentru arbore este: ai =dmin - NFormulele 1.3 si 1.4 pot fi transformate, obtinand;Dmax = N + As
dmax = N + as
Dmin = N + Ai (1.5)
dmin = N +aiPe desenele de executie ale pieselor, diametrele siabaterile se noteza sub forma generala.D = N‡ As
Ai (1.6)d = N ‡ as
ai
Toleranta la diametrul alezajului este;TD =Dmax - Dmin = (N+ As) – (N+ Ai) = As - Ai
Td =dmax - dmin = (N+ As) – (N+ Ai) = as - ai (1.7)Reprezentarea diametrelor si abaterilor (fig 1.1), reprezentarea
conventionala a tolerantelor (fig. 1.2) si reprezentarea graficasimplificata a tolerantelor se gaseste in fig(1.3).Reguli de scriere a cotelor pe desen (STAS 406 1990)
-- cand cele doua abateri sunt egale si de semn contrar sescriu o singura data punandu-se semnul ± in fata abateri, deexemplu Ф 32 ± 0,15.-- daca una din abateri este nula aceasta trebuie exprimata
prin cifra zero, de exemplu Ф 31,745 0+ 0,005
10

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 9/193
Fig 1.1 Diametre si abateria -- alezaj; b -- arbore.
a bFig. 1.2 Reprezentarea conventionala a tolerantelor
a –alezaj; b – arbore.
Fig. 1.3 Reprezentarea grafica simplificata a tolerantelor a -- alezaj; b – arbore.
11

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 10/193
1.2.2. Probleme rezolvate
1o Pe desenul de executie al unui cep, care urmeazasa fie presat in placa de baza al unui dispozitiv s-a prescrisurmatoarea valoare a dimensiunii:Ф 042,0
026,040++ mm. Sa se calculeze; dmax; dmin si tolerant Td.Rezolvare:Diametrele limita prescrise ( dmax si dmin) sunt:d max =N + as = 40 + (+ 0,042) = 40,042 mm,
dmin =N + ai = 40 + (+0,026) = 40,026 mm.Toleranta dimensiuni este:Td = dmax – dmin = 40,042 – 0,026 = 0,016 mmsau Td = as – ai = 0,042 – (+0,026) = 0,016 mm.
2o Diametrul interior al butucului unei roti dintatedin cutia de viteze este indicat pe desenul de executie alacestuia, astfel; N = 90 mm, Dmin =N= 90mm si Dmax =90,0035mm. Sa se calculeze abaterea sup. si abaterea inf.Rezolvare:
As =Dmax –N = 90,035 –90 = +0,035 mm,Ai =Dmin –N = 90 90 =0.Pe desenul de executie al butucului rotii dintate se scrie ;
Ф90 035,0
090+ .
3o Pe treapta arborelui pe care se monteaza roatadintata de la problema 2 se cunoaste; diametrul nominal N=90mm; diametrul maxim, dmax = 90,011mm si diametrulminim, dmin = 89,989mm. Sa se calculeze abaterile: as si ai.Rezolvare:as =dmax –N = 90,011 - 90 = + 0,011mm,ai =dmin –N =89,989 – 90 = -- 0,011 mm.
Pe desenul de executie al arborelui se scrie: Ф 90 ± 0,011mm.
4o Capatul unui arbore pe care se monteaza o roata decurea este notat cu urmatoarea valoare a dimensiunii:
12

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 11/193
Ф 50018,0
012,050
+
− mm. Sa se calculeze: dmax, dmin si tolerant Td.Rezolvare:dmax = N+ as = 50 + (+0,018) = 50,018 mm,dmin = N + ai = 50 –(-- 0,0120 = 49,988 mm.
Td = dmax – dmin = 50,018 –49, 988 = as –ai = 0,018 –( --0,012)= 0,030 mm.
5o Se impun urmatoarele valori ale arborelui: dmax =N =130mm si dmin =129,937mm. Sa se calculeze abaterile si
toleranta Td.Rezolvareas = dmax – N = 130 –130 =0,ai =dmin –N = 129,937 –130 = --0,063 mm,Td = dmax – dmin = 130 –129,937 = as – ai = 0-(-0,063) = + 0,063mm.Pe desenul de executie se scrie Ф130 0
063,0−− .
6o Diametrul efectiv al manetonului unui arbore cotit , de
asamblare cu biela, trebuie sa aiba valori cuprinse intre dmin =79,94mm si dmax =79,97mm. diametrul nominal N = 80 mm. Sase calculeze: abaterea sup. as , abaterea inf. Ai si toleranta Td.Rezolvare:
as = dmax –N =79,97- 80 = -- 0,03mm,ai = dmin – N = 79,94 –80 = -- 0,06 mm,Td = dmax – dmin = 79,97 – 79,94 = 0,03mm, sau Td = as –ai –0,03
–( -- 0,06) = 0,03 mm. Pe desenul de executie al manetonului seva scrie Ф80 03,0
06,0
−−
−− mm.
7o Sa se determine tolerantele urmatoarelor dimensiuni:Ф30 2,0
1,0
+
−− mm; Ф20 1,0
2,0
−−
−− mm; Ф10 ±0,10mm si 30 2,0
1,0
−−
−− mm.Rezolvare:T30 =As –Ai = 0,2 –(--0,1) ==0,3mm,T20 = As –Ai = – 0,1 –( -- 0,2) = 0,1 mm,T10 = As –Ai =0,1 –(--0,1) = 0,2 mm,
13

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 12/193
T30 = As –Ai = --0,2 –(-- 0,1) = -- 0,1 mm.Inscrierea tolerantelor pe desenul de executie al piesei se faceconform figurii de mai jos pentru problemele rezolvate (1--- 6)
Fig.1.4 Inscrierea tolerantelor pe desenul de executie al pieselor
Observatie-- In cazul unui alezaj numai abaterea inferioara ( A i) poate fizero;-- In cazul unui arbore numai abaterea superioara (a s) poate fizero;
De aceea, abaterea zero corespunde maximului de material (incazul alezajului, maximul de material echivaleaza cudimensiunea minima a alezajului; la arbore maximul de materialcorespunde dimensiuni maxime a arborelui).Astfel la alezaj executia incepe de la un diametru minim spre
unul maxim; iar, la arbore, dinspre un diametru maximspre unulminim; De exemplu concret:
Ф40
12 Ф90
3
Ф90± 0,011
4Ф50
5Ф130
6Ф80
14

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 13/193
-- alezaj Ф1010,0
0
+
(tendinta de gresi in executie alezajul estede a-l face mai mare, adica dinspre maximul de materialФ10, inspre Ф10 si ceva).-- arbore Ф10 0
1,0− (tendinta de a gresi la executia arboreluieste de a-l executa mai mic, adica dinspre maximul dematerial Ф10, inspre Ф10, minus ceva).
De aceea,este de recomandat ca pentru un alezaj o dimensiunede exemplu Ф10 2,0
1,0++ sa fie transformata in Ф10,1 1,0
0
+ ; iar odimensiune de arbore Ф10 1,0
2,0−− sa fie transformata in Ф9,9 0
1,0− .
Sensul abateri este in acelasi srns cu aschierea, deci se gresestemai greu la executie.
8o Sa se coteze dupa maximul de material urmatoareledimensiuni;a) – arbore; Ф30‡ 2,0
1,0 ; Ф20 1,0
2,0
−− ; Ф20 1,0
2,0
+− ;
Rezolvare;dmax= N + as =30 + 0,2 = 30,2 mm,dmin = N +ai= 30 +0,1 = 30,1 mm. deci se scrie Ф30,2 0
1,0− .
Procedand asemanator pentrul cazul 2 rezulta Ф19,90
1,0− ,respectiv pentru cazul 3, Ф20,1 0
3,0−
b) alezaj; Ф15‡ 2,0
1,0 ; Ф25 1,02,0
−− ; Ф25 1,0
2,0+− ; dupa rezolvare rezulta:
Ф15 1,0
0
+ ; Ф24,8 1,0
0
+ ; Ф24,8 3,0
0
+ ;
9o Sa se calculeze toleranta la urmatoarele valori aledimensiunilor: D=Ф80 25,0
1,0
+− mm; d=Ф60 15,0
0
+ mm;A=85±0,15mm si a = 60 12,0
05,0++ mm;
Rezolvare:TD=AS –AI=0,25- (0,10)= 0,35mm,Td = AS –AI =0,15-(-0) = 0,15mm,TA= ASA –AIA=0,15- (-0,15) = 0,30mm,Ta = ASa –AIa = 0,12 – (+0,05) = 0,07mm.
15

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 14/193
10 Pe desenul de constructie al unei coloane careurmeaza sa fie montata in placa de baza a unei matrite, estenotata urmatoarea valoare a dimensiuni: Ф25 035,0
022,0++ mm.
Sa se calculeze dimensiunea maxima, dimensiuneaminima si toleranta.Rezolvzre:dmax = N +as =25 + 0,035 =25,035mm,dmin = N + ai = 25 + 0,022 =25,022mm,Td = dmax – dmin =25,035 -25,022=0,013mm sau Td = as – ai
=0,035 – 0,022 = 0,013mm.
11 L a alezajul din din placa de baza a unei matrite ,unde trebuie sa se monteze o coloana s-a prevazut :
N=30mm, Dmin=N= 30mm siDmax =30,013mm. Sa se calculeze As ,Ai, si TD.
Rezolvare:As =Dmax – N = 30,013 -30 =0,013mm,Ai =Dmin -N = 30 -30 =0Td = Dmax –Dmin = 30,013 – 30 = 0,013 -0 =0,013mm.Pe desenul piesei se va scrie Ф30 013,0
0
+ mm.
12 Pe desenul de constructie al unui stift cilindric decentrare s-a prescris urmatoarea cota: Ф15 008,0
003,0
+
− mm. Sa secalculeze: dmax, dmin, si Td.Rezolvare:dmax = N + as = 15 + 0,008 =15,008mm,dmin = N + ai = 15 – 0,003 = 14,997mm,Td = dmax – dmin =15,008 – 14,997 = as – ai =0,008-(-0,003) =0,011mm.
13 Pentru distanta dintre axe a doua gauri de coloane din placa de baza a unei matrite s-au prescris valorile: N = 150mm;Lmax =150,03mm si Lmin=149,97mm. Sa se calculeze; As, Ai, siTL.
16
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 15/193
Rezolvare;AsL = Lmax – N =150,03- 150 =0,03mm,AiL = Lmin – N 149,97 – 150 = -0,03mm,TL = Lmax -- Lmin = 150,03 – 149,97= As- Ai = 0,03 –(-0,03) =0,06mm.
14 Daca pentru un arbore se impune : dmax =N = 50mm si
dmin = 49,975mm, sa se calculeze abaterile limita si toleranta.
Rezolvare;as = dmax – N 50-50 =0,ai = dmin – N =49,975 – 50 = -- 0,025mm,Td = dmax – dmin =50- 49,975 = as – ai = 0-(--0,025) = 0,025mm.Pe desen se va trece Ф50 0
025,0−
15 Dimensiunea unui alezaj este Ф30 014,0
035,0
−
− mm. Sa se calculezeDmax, Dmin si TD.
Rezolvare:Dmax = N + As = 30 + (--0,014)= 30- 0,014 =29,986mm,Dmin = N + Ai = 30 + ( --0,035) = 30 – 0,035 = 29,965mm,TD = Dmax - Dmin = 29,986 – 29,965 = 0,021mm sauTD = As- Ai = - 0,014 – (-0,035) = - 0, 014 + 0,035 = 0,021mm.
1.2.3 Probleme nerezolvate;Sa se rezolve dupa modelul problemelor rezolvate,
urmatoarele probleme: 16 Pe desenul de executie al unui lagar de frictiunediametrul prescris este Ф60‡
070,0
030,0 mm. sa se calculeze ;dimensiunea maxima, minima si toleranta. 17 Pe desenul de executie a butucului unei roti dintateeste trecuta dimensiunea Ф50 030,0
0
+ mm .Sa se calculeze: Dmax,Dmin,, As, Ai, si TD.
17

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 16/193
18 La o piesa cilindrica dmax = 50,036mm, dmin=49,964mm si N = 50mm Sa se calculeze: Td, As, Ai, si sa senoteze pe desenul de executie dimensiunea cu cele doua abateri.
19 Pe desenul de executie al unui cep este scrisadimensiuneaФ30 0015
010,0
+−− m.Sa se calculeze; dmax, dmin, si Td.
20 Daca se impune Dmax = N = 90 mm si Dmin = 89,965mm, sa se calculeze As si Ai si sa se noteze pe desn dimensiuneacu gele doua abateri.
21 Este notata pe desen piesei dimensiunea Ф150
190,0
253,0
−−
−−
mm. S ase calculeze Dmax, Dmin si toleranta TD.
22 Pentru distanta dintre axe a doua gauri de coloanadin placa de baza a unui cap de gaurit s - a prescris valorile:
N = 250mm, Lmax = 250,05mm siLmin = 249,98mm. Sa se calculeze: AsL, AiL, si TL.
23 Pe desenul de executie al unui alezaj s – a prescris
:Ф50
018,0042,0
−−
mm. Sa se calculeze Dmax, Dmin si TD. 24 Pentru un arbore s – a impus: dmax =N = 70mm sidmin = 69,985mm, sa se calculeze abaterile limita si toleranta. 25 Pe desenul unui stift de centrare cilindric s – a
prescrs: Ф25 018,0
008,0
+
− mm. Sa se calculeze: dmax, dmin, si Td. 26 In alezajul din placa de baza a unui cap de gaurit,unde trebuie sa se monteze coloana de ghidare, s – a
prescris : N =50mm; Dmin = N = 50mm; si Dmax = 50,015mm.Sa se calculeze: As ,Ai, si TD.
1.3 Asamblarea alezajelor cu arbori. Ajustaje.1.3.1 Indicatii teoretice
18
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 17/193
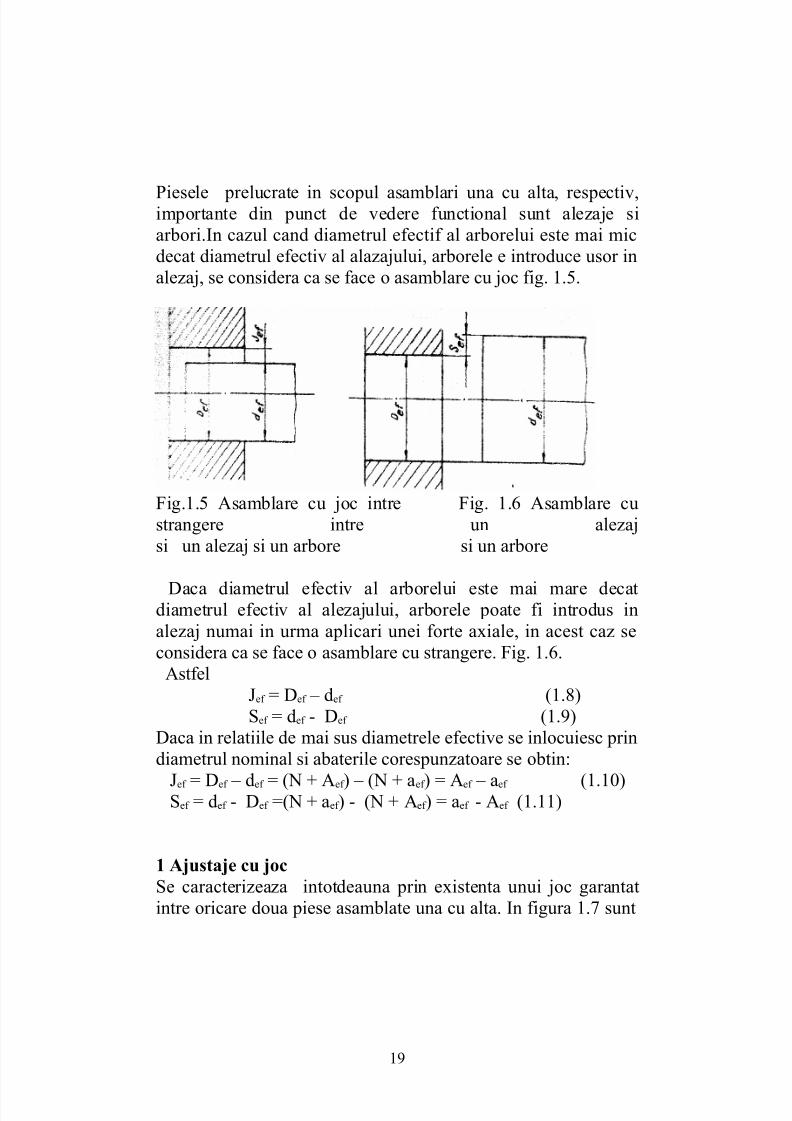
Piesele prelucrate in scopul asamblari una cu alta, respectiv,importante din punct de vedere functional sunt alezaje siarbori.In cazul cand diametrul efectif al arborelui este mai micdecat diametrul efectiv al alazajului, arborele e introduce usor inalezaj, se considera ca se face o asamblare cu joc fig. 1.5.
Fig.1.5 Asamblare cu joc intre Fig. 1.6 Asamblare custrangere intre un alezajsi un alezaj si un arbore si un arbore
Daca diametrul efectiv al arborelui este mai mare decatdiametrul efectiv al alezajului, arborele poate fi introdus inalezaj numai in urma aplicari unei forte axiale, in acest caz seconsidera ca se face o asamblare cu strangere. Fig. 1.6.
AstfelJef = Def – def (1.8)Sef = def - Def (1.9)
Daca in relatiile de mai sus diametrele efective se inlocuiesc prindiametrul nominal si abaterile corespunzatoare se obtin:
Jef = Def – def = (N + Aef ) – (N + aef ) = Aef – aef (1.10)Sef = def - Def =(N + aef ) - (N + Aef ) = aef - Aef (1.11)
1 Ajustaje cu joc
Se caracterizeaza intotdeauna prin existenta unui joc garantatintre oricare doua piese asamblate una cu alta. In figura 1.7 sunt
19

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 18/193
reprezentate cele doua grupe de piese care formeaza un ajustajcu joc.
Fig 1.7 Ajustaj cu joc Fig 1.8 Ajustaj cu strangereDin fig 1.7 se disting:Jmax = Dmax –dmin =As – ai (1.12)Jmin = Dmin – dmax = Ai - as (1.13)
Toleranta aajustajului cu joc Taj.j = Jmax - Jmin (1.14)Dupa inlocuie T j = Taj.j =( Dmax –dmin) – (Dmin – dmax) = (Dmax -Dmin) ++( dmax -- dmin) = TD +Td (1.15)Prin urmare, toleranta jocului sau toleranta ajustajului cu joc esteegala, teoretic , cu suma tolerantelor la diametrele pieselor
asamblate.2 Ajustaje cu strangere
Se caracterizeaza prin existenta unei strangeri minimegarantate ( mai mare ca zero) intre oricare doua piese (alezaj siarbore) asamblate impreuna, deoarece diametrul efectiv aloricarui alezaj este mai mic decat diametrul efectiv al oricaruiarbore. In fig 18. sunt prezentate conventional, inainte deasamblare cele doua grupe de piese care formeaza un ajustaj custrangere.Valorile limita ale strangeri sunt strangerea maximasi strangera minima.
Smax =dmax – Dmin (1.16)Smin =dmin – Dmax (1.17)
Daca in aceste relatii diametrele limita ale arborilui sialezajului sunt inlocuite cu diametrul nominal si abaterilecorespunzatoare rezulta:
Smax = (N + as) – (N + Ai) = as – Ai (1.18)
20

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 19/193
Smin =( N + ai) – (N + As) = ai – As (1.19)Intervalul de variatie a valorilor strangeri se numestetoleranta strangeri sau toleranta ajustajului cu strangere si secalculeaza astfel:
Ts = Taj.s = Smax – Smin (1.20)sau Ts = Td + TD (1.21)
Deci, toleranta strangeri sau toleranta ajustajului custrangere este egala teoretic, ca si toleranta jocului, cu sumatolerantelor la diametrele pieselor care se asambleaza impreuna.
De remarcat ca, in relatiile pentru calculul strangerilor, intraaceeasi parametri ca si in relatiile pentru calculul jocurilor. Deaici, considerand jocul si strangerea ca marimi independente
pozitive rezulta:Jmax = -- Smin sau Smin = -- Jmax (1.22)Jmin = -- Smax sau Smax = -- Jmin (1.23)
3 Ajustaje intermediare ( de trecere)
La aceste ajustaje ( fig.1.9)asamblarea este urmata fie de joc fiede strangere. Tolerantele la diametrele celor doua grupe de piesese suprtapun, partial sau total. Practic; acest lucru inseamna ca;
prin prelucrare, se pot obtine si alezaje cu diametre efective maimari decat diametrul diametru efectiv al unor arbori, dar sialezaje cu diametrul efectiv mai mic decat diametrul efectiv alunor arbori; prin asamblarea la intamplare a piselor, in unelecazuri se obtin jocuri, iar in alte cazuri strangeri. Diferitele valoriefective ale jocurilor si strangerilor vor fi cuprinse intre doualimite care sunt jocul maxim si strangerea maximasi care secalculeaza cu ajutorul relatiilor urmatoare, cunoscute:
21
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 20/193
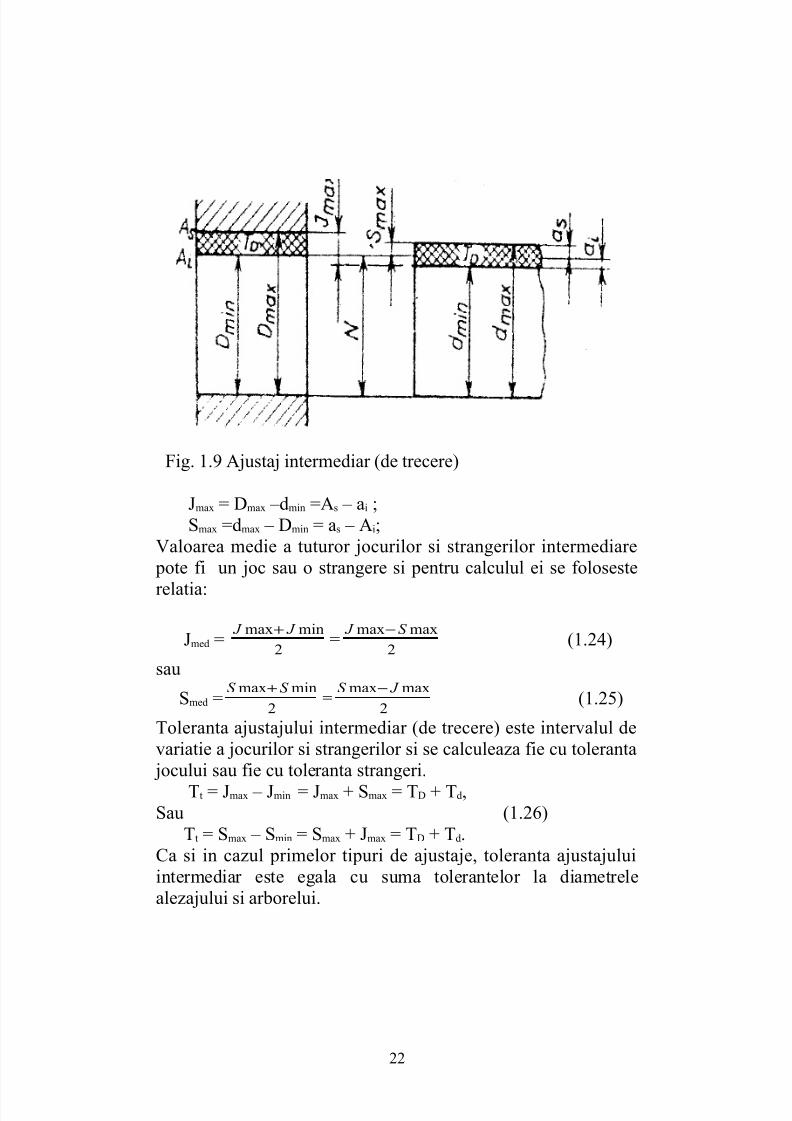
Fig. 1.9 Ajustaj intermediar (de trecere)
Jmax = Dmax –dmin =As – ai ;Smax =dmax – Dmin = as – Ai;
Valoarea medie a tuturor jocurilor si strangerilor intermediare pote fi un joc sau o strangere si pentru calculul ei se foloseste
relatia:
Jmed =2
maxmax
2
minmax S J J J −=
+(1.24)
sau
Smed =2
maxmax
2
minmax J S S S −=
+(1.25)
Toleranta ajustajului intermediar (de trecere) este intervalul devariatie a jocurilor si strangerilor si se calculeaza fie cu toleranta
jocului sau fie cu toleranta strangeri.
Tt = Jmax – Jmin = Jmax + Smax = TD + Td,Sau (1.26)
Tt = Smax – Smin = Smax + Jmax = TD + Td.Ca si in cazul primelor tipuri de ajustaje, toleranta ajustajuluiintermediar este egala cu suma tolerantelor la diametrelealezajului si arborelui.
22
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 21/193
1.3.2. Probleme rezolvate
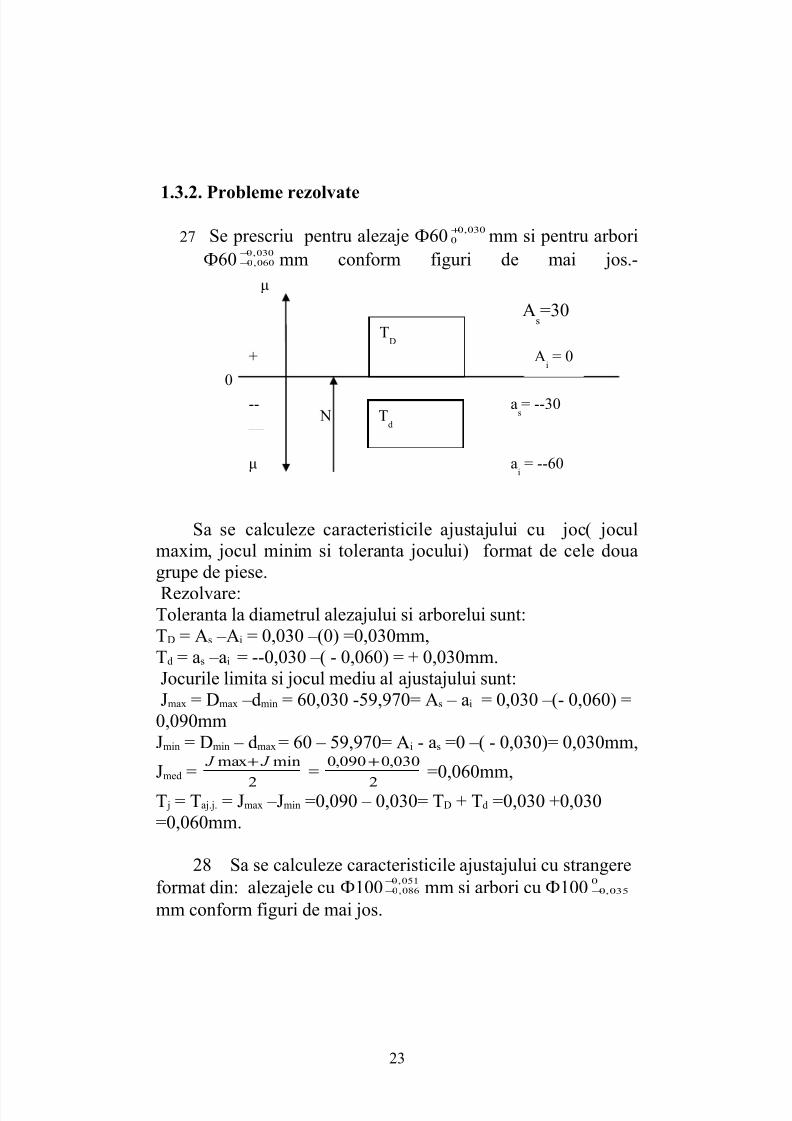
27 Se prescriu pentru alezaje Ф60 030,0
0
+ mm si pentru arboriФ60 030,0
060,0−− mm conform figuri de mai jos.-
Sa se calculeze caracteristicile ajustajului cu joc( joculmaxim, jocul minim si toleranta jocului) format de cele douagrupe de piese.
Rezolvare:Toleranta la diametrul alezajului si arborelui sunt:TD = As –Ai = 0,030 –(0) =0,030mm,Td = as –ai = --0,030 –( - 0,060) = + 0,030mm.Jocurile limita si jocul mediu al ajustajului sunt:Jmax = Dmax –dmin = 60,030 -59,970= As – ai = 0,030 –(- 0,060) =
0,090mmJmin = Dmin – dmax = 60 – 59,970= Ai - as =0 –( - 0,030)= 0,030mm,
Jmed =2
minmax J J +=
2
030,0090,0 +=0,060mm,
T j = Taj.j. = Jmax –Jmin =0,090 – 0,030= TD + Td =0,030 +0,030=0,060mm.
28 Sa se calculeze caracteristicile ajustajului cu strangereformat din: alezajele cu Ф100 051,0
086,0−− mm si arbori cu Ф100 0
035,0−
mm conform figuri de mai jos.
0
+
-- __
TD
As=30
Ai= 0
μ
μ
Td
as= --30
ai= --60
N Td
23

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 22/193
Rezolvare--Tolerantele la diametrul alezajului si arborelui sunt:
- alezaje; TD = As –Ai = --0,051-( --0,086)=0,035mm,- arbore; Td = as –ai = 0 –(- 0,035) = 0,035 mm.
-- Strangerile limita (max si min) si strangera medie sunt:Smax =dmax – Dmin = 100 --99,914 = as – Ai =0-( -0,086)
=0,086mm,Smin =dmin – Dmax = 99,965 – 99,941 = ai – As = -0,035 –(--0,051) 0,016mm.-- Smed =(Smax + Smin)/2 = (0,086 +0,016)/2 =0,061mm.-- Toleranta strangeri sau ajustajului cu strangere este:
Ts = Taj.s. = Smax – Smin = 0,086 -0,016 = TD + Td = 0,035+0,035 =0,070mm.
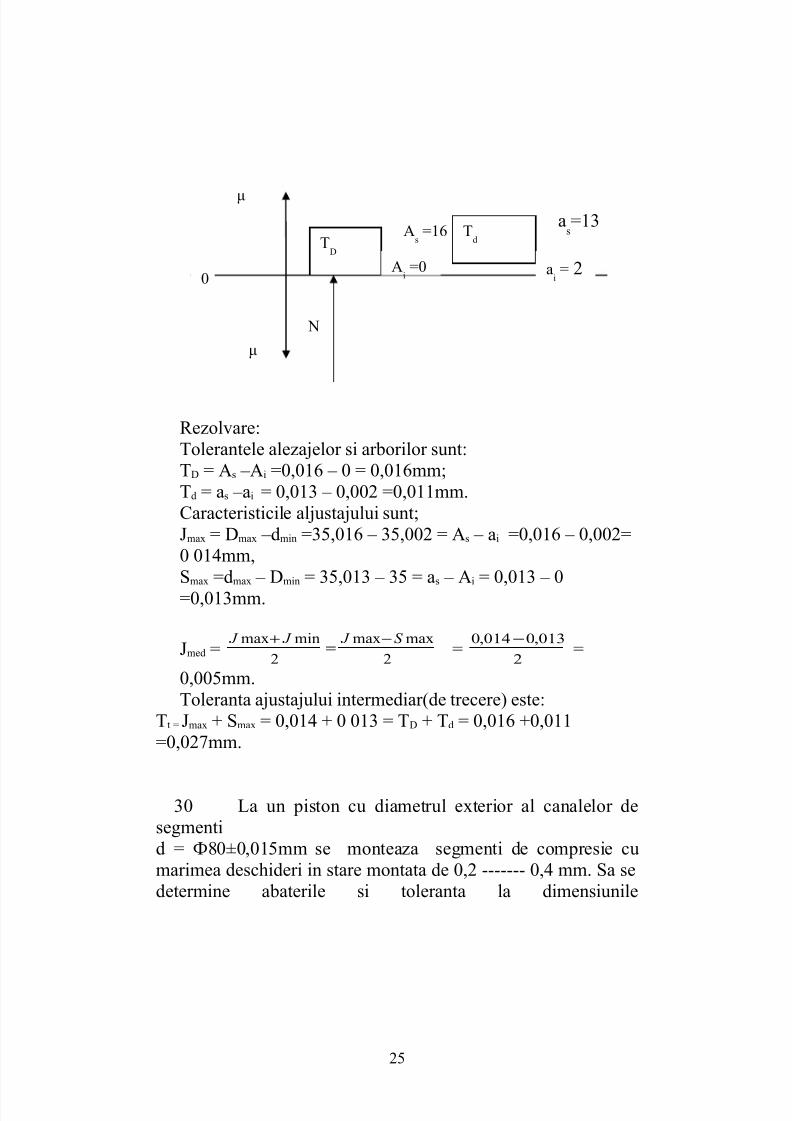
29 Un ajustaj intermediar este format de alezajele Ф35016,0
0
+ mm si arbori Ф35 013,0
002,0
++ mm. Sa se calculeze
caracteristicile acestui ajustaj. Reprezentarea grafica , infigura de mai jos.
0
+
_-- N
Td
as= 0
ai= -35
TD
As= -51
Ai =-- 86
μ
μ
24
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 23/193
Rezolvare:Tolerantele alezajelor si arborilor sunt:TD = As –Ai =0,016 – 0 = 0,016mm;Td = as –ai = 0,013 – 0,002 =0,011mm.Caracteristicile aljustajului sunt;Jmax = Dmax –dmin =35,016 – 35,002 = As – ai =0,016 – 0,002=0 014mm,Smax =dmax – Dmin = 35,013 – 35 = as – Ai = 0,013 – 0=0,013mm.
Jmed =2
maxmax
2
minmax S J J J −=
+=
2
013,0014,0 −=
0,005mm.Toleranta ajustajului intermediar(de trecere) este:
Tt = Jmax + Smax = 0,014 + 0 013 = TD + Td = 0,016 +0,011=0,027mm.
30 La un piston cu diametrul exterior al canalelor de
segmentid = Ф80±0,015mm se monteaza segmenti de compresie cumarimea deschideri in stare montata de 0,2 ------- 0,4 mm. Sa sedetermine abaterile si toleranta la dimensiunile
0
TD
As=16
Ai=0
Td
as=13
ai= 2
N
μ
μ
25
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 24/193
pistonului( fundul canalelor segmentilor) tinandu—se seama devariatiile deschideri segmentilor.Rezolvare:Se determina mai intai: dmax si dmin ; dmax = N +as =80+0,15=80,15mm si respectiv dmin = N + ai = 80 – 0,15 =79,85mm.
Dupa aceea se determina lungimea cercului de la fundulcanalelor in care se monteaza segmenti:D1max = π dmax = 3,14159 × 80,15 = 251,67mm,
D1min = π dmin = 3,14159 × 79,85 = 250,73mm.In continuare se calculeaza lungimea cercului, tinandu--se seamade variatile deschideri segmentilor:L2max = 251,67 +0,2 = 251,87mm,Lcmin = 250,73 +0,2 = 250,93mm.din care deducem marimea diametrului;
d2max = 213,8014159,3
87,251
14159,3
max2==
Lmm,
d2min = mm L
914,7914159,3
93,250
14159,3
min2== .
deci dimensiunea diametrului poate sa varieze intre limitele demai jos:d2 = 80 213,0
086,0+− mm, iar toleranta ramane aceeasi deoarece:
Td1 = 0,15 – (-0,15) = 0,30mmTd2 = 0,213 – (--0,086) =0,299 ≈ 0,30 mm.
31 La asamblarea piston cilindru de la un motor SR,dimensiunile dupa prima reparatie sunt: diametrul cilindrului D=Ф 97 518,0
500,0
++ mm si diametrul pistonului
d = Ф9744,0
42,0
+
+ mm. Sa se determine jocul minim, jocul maxim sitileranta jocului la cele doua piese asamblate.
Rezolvare:Sedetermina ocul minim si jocul maxim;
Jmin = Dmin – dmax = 97,500 – 97,440 = 0,060mmJmax = Dmax –dmin = 97,518 – 97,420 0,098mm.
Se determina toleranta jocului.
26

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 25/193
T j = Taj.j. = Jmax –Jmin = 0,098 – 0,060 = 0,038mm.
3 2 S a se determine tolerantele , jocul minim si joculmaxim la fusul pal;ier si fusul maneton, de la un arbore cotit.Dimensiunile corespunzatoare sunt:
- fusul palier: d1 = Ф 55 0
02,0− mm; semicuzinet: D1 = Ф 5507,003,0
++ mm;-- fusul maneton:d2 = Ф63 0
02,0− mm; semicuzinet: D2 = Ф6310,006,0
++ mm.
Rezolvare:Determinare jocului minim si jocului maxima—pentru fus palier:Td1 = as – ai = 0—(--0,02)=+0,02mm,TD1 = As – Ai =0,07- (0,03) =+ 0,04mm,J1min =D1min –d1max = 55,03 – 55 = +0,03mm,J1max = D1max –d1min = As – ai = 0,07- (- 0,02) = +0,09mm.
b– pentru fusul maneton:Td2 = = as – ai = 0—(-0,02) =+0,02mm
TD2= As – Ai = 0,10 –( +0,06) = +0,04mmJ2min= D2min – d2max = Ai – as = 0,06 –(-0) =+0,06mmJ2max = D2max – d2min = As – ai = 0,10 –(-0,02)= 0,10+0,02 =0,12mm.
** 33 La asamblarea piston –cilndru dupa reparareaunui motor SR 211 se obtine diametrul cilindrului D = Ф98 036,0
018,0++ mm. Care vor fi dimensiunile pistonului, daca jocul
mediu dupa asamblare este Jmed =0,08mm si toleranta
jocului este T j = 0,035mm.Rezolvare:
Se considera jocul mediu: Jmed =2
minmax j J += 0,08mm
de unde :Jmax +Jmin = 2 × 0,08 =0,16mm.Din toleranta jocului: T j =Jmax –jmin =0,035mm.Se formeaza sistemul de ecuatii cu doua necunoscute:
27

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 26/193
Jmax + Jmin = 0,16Jmax – jmin = 0,035Din care dupa rezolvare rezulta: Jmin = 0,062mm si Jmax =0,097mm.Dar Jmax = AsD –aid; aid = AsD - Jmax = 0,036 –(0,097) – 0,061mm rezultaaid = -0,061mm siJmin =AiD -asd; asd = AiD - Jmin =0,018 - 0,062 =-0,044mm
asd =0,044mm.Diametrul pistonului este:d = Ф98 044,0
061,0
−
− mm
***34 Sa se determine diametrul interior al bucsei bielei,daca diametrul boltului unui pistoneste d =Ф 25 0
003,0− mm sistrangerea medie dintre bolt si bucsa bielei este Smed =0,015mm. Toleranta diametrului boltului si tolerantadiametrului bucsei bielei sunt egale Td = TD = ± 0,003mm.
Rezolvare;Consideram relatia cu care determinam strangerea medie:
Smed =2
minmax S S += 0,015mm.
de unde:Smax +Smin = 2 × 0,15 = 0,030mmDar toleranta strngeri Ts = Smax –Smin = TD +Td = 0,003 +0,003 =0,006mm.
Se formeaza sistemul de ecuatii:Smax +Smin = 0,030Smax --Smin = 0,006de unde dupa rezolvare, se obtine:Smin =0,012mmSmax = 0,018mm.Pentru determinarea diametrului se folosesc relatiile:
28

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 27/193
Smax = asd –AiD:AiD = asd – Smax =0-(+0,018) =-0,018mm, siSmin = aid – AsD:AsD = aid – Smin = -0,003 –(+0,012) = -0,015mm.Astfel, diametrul interior al bucsei este:
D = Ф25 015,0
018,0
−
− mm. ** 35 Fiind prescise: alezajul Ф60 035,0
074,0−− mm si arborele
Ф60 0027,0− mm. Sa se determine tolerantele la diametrele
alezajului si arborelui, jocurile sau strangerile limita, precum si toleranta si felul ajustajului( cu reprezentareagrafica simplificata)Rezolvare:-Toleranta alezajului: TD= AsD –AiD = -0,035-(-0,074) =+0,089mm;-Toleranta arborelui: Td = asd – aid = o- ( -0,027)=+0,027mm.
Jmin = AiD - asd = -0,074 -0 = -0,074mm.Acest joc fiind negativ este egal cu strangerea maximainmultita cu –1;Smax = --Jmin = +0,074mm.Jmax = AsD – aid = --0,035—(--0,027)= --0,008mm.Similar se poate scrie:Smin =-- Jmax ==0,008mm.Avand si strangerea minima, ajustajul este cu strangere.Toleranta ajustajului se calculeaza cu relatia;Taj = TD + Td = 0,039 +0,027 = 0,066mm
Reprezentarea grafica este redata in figura de mai jos:
29
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 28/193
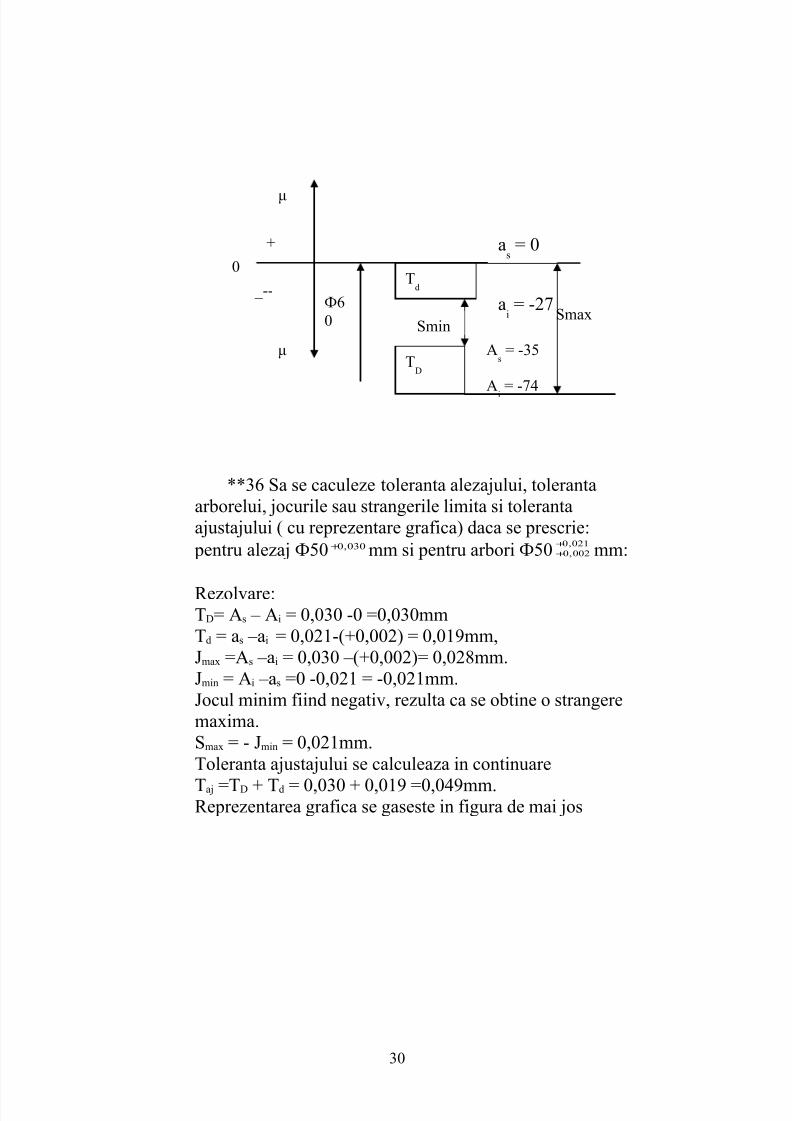
**36 Sa se caculeze toleranta alezajului, tolerantaarborelui, jocurile sau strangerile limita si tolerantaajustajului ( cu reprezentare grafica) daca se prescrie:
pentru alezaj Ф50 030,0+ mm si pentru arbori Ф50 021,0
002,0
++ mm:
Rezolvare:TD= As – Ai = 0,030 -0 =0,030mmTd = as –ai = 0,021-(+0,002) = 0,019mm,Jmax =As –ai = 0,030 –(+0,002)= 0,028mm.Jmin = Ai –as =0 -0,021 = -0,021mm.Jocul minim fiind negativ, rezulta ca se obtine o strangeremaxima.Smax = - Jmin = 0,021mm.Toleranta ajustajului se calculeaza in continuare
Taj =TD + Td = 0,030 + 0,019 =0,049mm.Reprezentarea grafica se gaseste in figura de mai jos
0
+
_--Ф60
Td
as= 0
ai= -27
TD
As= -35
Ai = -74
μ
μ
SmaxSmin
30
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 29/193
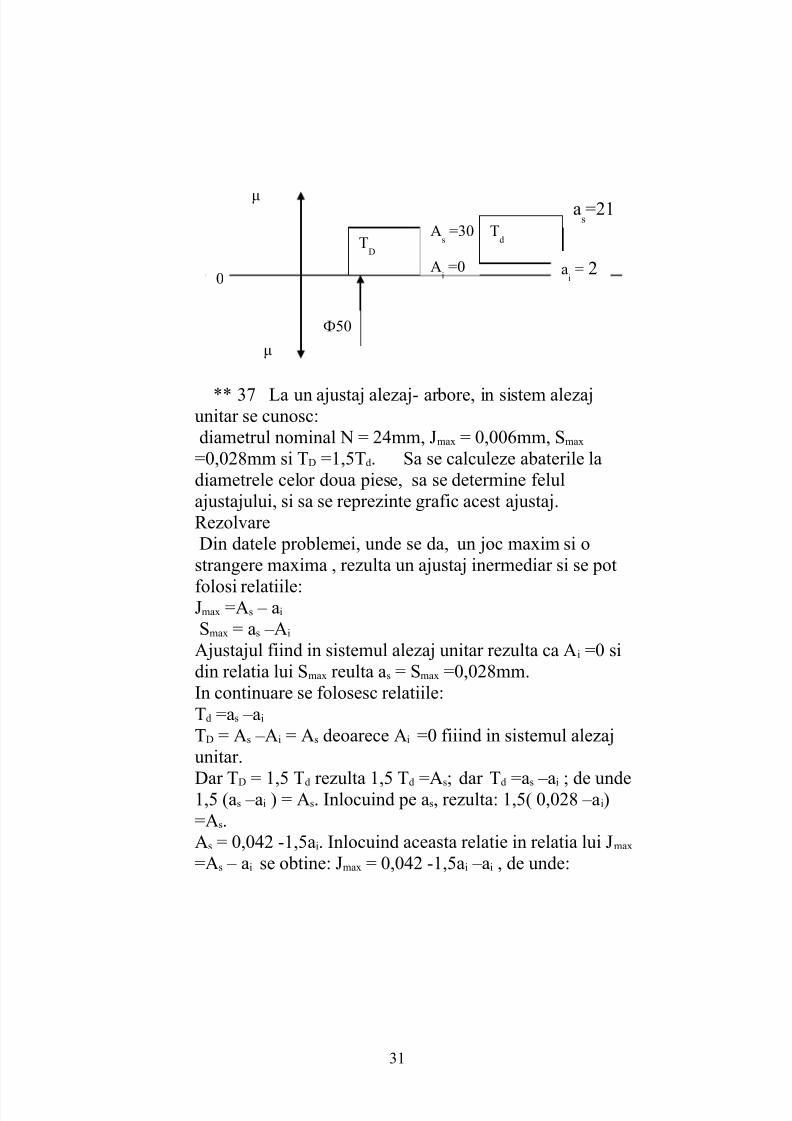
** 37 La un ajustaj alezaj- arbore, in sistem alezajunitar se cunosc:diametrul nominal N = 24mm, Jmax = 0,006mm, Smax =0,028mm si TD =1,5Td. Sa se calculeze abaterile ladiametrele celor doua piese, sa se determine felulajustajului, si sa se reprezinte grafic acest ajustaj.RezolvareDin datele problemei, unde se da, un joc maxim si ostrangere maxima , rezulta un ajustaj inermediar si se pot
folosi relatiile:Jmax =As – ai
Smax = as –Ai
Ajustajul fiind in sistemul alezaj unitar rezulta ca Ai =0 sidin relatia lui Smax reulta as = Smax =0,028mm.In continuare se folosesc relatiile:Td =as –ai TD = As –Ai = As deoarece Ai =0 fiiind in sistemul alezajunitar.
Dar TD = 1,5 Td rezulta 1,5 Td =As; dar Td =as –ai ; de unde1,5 (as –ai ) = As. Inlocuind pe as, rezulta: 1,5( 0,028 –ai)=As.As = 0,042 -1,5ai. Inlocuind aceasta relatie in relatia lui Jmax =As – ai se obtine: Jmax = 0,042 -1,5ai –ai , de unde:
0
TD
As=30
Ai=0
Td
as=21
ai= 2
Ф50
μ
μ
31

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 30/193
2,5ai =0,042 -- 0,006. ai =0,0144mm. Inlocuind in relatia As= 0,042 --1,5ai valoare lui ai se obtine: As =0,042— 1,5×0,0144 = 0,0204mm. deciAs =0,0204mm. In final se obtine:D = Ф24 020,0+ mm; d = Ф24 028,0
014,0
++ mm.
Reprezentarea grafica in figura de mai jos
** 38 Pe un arbore de dimensiunea d = Ф40 4,01,0
++ mm, se
asambleaza o bucsa de diametru D= Ф40 2,0
0
++ mm. Se cere:
- sa se determine tolerantele arborelui, alezalului si
ajustajului,- sa se afle jocul (strangerea) maxim respectiv minim.
Rezolvare:Td =as –ai =0,4-0,1=0,3mm,TD = As –Ai = 0,2- 0= 0,2mm,Taj =TD + Td = 0,3 +0,2 =0,5mm.Jmax = As – ai = 0,2 – 0,1=0,1mm,Jmin = Ai –as =0- 0,4 =0,4mm.Jocul minim fiind negativ corespunde unei stranger
maxime:Smax= -- Jmax =0,4mm.
**39 la asamblarea unei roti de curea se cunosc: d= Ф3005,003,0
++ mm si D=Ф30 02,0
0
+
+ mm. Se cere:
0
TD=0,020mm
As=20
Ai =0
Td=0,014
as=28
ai= 14
Ф24
μ
μ
Jmax
=0,006
32

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 31/193
a) Sa se determine dimensiunile minime si maxime alearborelui si alezajului; b) Sa se determine tolerantele arborelui, alezajului si
ajustajului;c) Sa se determine jocul(strangerea) minim, maxim,mediu
si probabil;d) Considerand o pereche de piese roata-arbore care
formeaza un ajustaj cu o strangere S=0,04mm, sa secalculeze temperatura la care trebuie incalzita roata
pentru ca aceasta sa poata fi introdusa pe arbore cu un joc J=0,01mm. Se dau pentru aceasta, temperaturamediului ambiant
to =20oC si coeficientul de dilatare al materialului rotii α =10×10 6− m/moC.Rezolvare;a) dmin =N+ai = 30+0,03 =30,03mm,
dmax =N +as = 30+0,05 =30,05mm,Dmin = N+ Ai = 30 +0 = 30mm,Dmax = N +As =30 +0,02 =30,02mm.
b) Td =as –ai =0,05 -0,03 =0,02mm,TD = As –Ai =0,02 -0 =0,02mm,
Taj =TD + Td =0,02 + 0,02 =0,04mm.c) Jmax = As – ai = 0,02- 0,03 = -0,01mm,
Jocul maxim fiind negativ, acesta corespunde uneistranger minime,Smin = --Jmax =0,01mm,
Smax = as –Ai = 0,05 -0=0,05mm;
Smed= mmS S
03,0
2
01,005,0
2
minmax=
+=
+
Strangerile probabile se calculeaza cu relatiile;
S’max = Smed +
2
1T’aj
S’min = Smed --
2
1T’aj
s-a notat cu T’aj toleranta probabila a ajustajului care secalculeaza cu relatia:
33

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 32/193
T’aj =22
d D T T + = 202,002,002,022
=+ mm.Inlocuind datele se obtin:S’
max = 0,03+1/2×0,02×1,4 =0,044mm,S’
min =0,03 - 1/2×0,02×1,4 =0,016mm.d) Temperatura de incalzire a roti se obtine din relatia:S + J =αD(t2 -tθ),
Prin explicitarea temperaturii de incalzire se obtine:t2= (S +J)/αD +tθ.Dupa inlocuire rezulta;
t2 =1200
C.
**40 Se da un ajustaj format dintr-un alezaj Ф60 060,0
0
+
+ mmsi un arbore Ф60 0
050,0=− mm. Considerand ca arbori si
alezajele se incadreaza in distributii normale simetrice, secere:a -- sa se calculeze abateriile medii patraticecorespunzatoare alezajelor respectiv arborilor;
b -- sa se stabileasca abaterea medie patratica teoretca a
ajustajului;c – sa se calculeze toleranta practica a ajustajului;d- sa se calculeze jocurile teoretice: minim, maxim simediu;e – sa se calculeze jocurile practice(probabile) minim simaxim.Rezolvare:Abaterile medii patratice se calculeaza cu relatiile:
a) σD = mmT D 010,0
6
06,0
6== . σd = mm
T d 00830,06
05,0
6== .
b) σaj = σD + σd =0,010 +0,0083=0,0183mm.c) T’aj = 6 .078,0083,001,06
2222 mmd D =+=+σ σ
d) Jmin = Ai –as =0;Jmax = As – ai = 0,060 –(- 0,050) =0,110
Jmed = mm J J
055,02
110,00
2
maxmin=
+=
+
34
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 33/193
Jocurile practice minime(J’min) si maxim (J’max) secalculeaza cu relatiile;
J’min =Jmed -2
'
ajT
J’max = Jmed +2
'
ajT
Inlocuid datele se obtine:J’min =0,016mm;J’max =0,094mm.
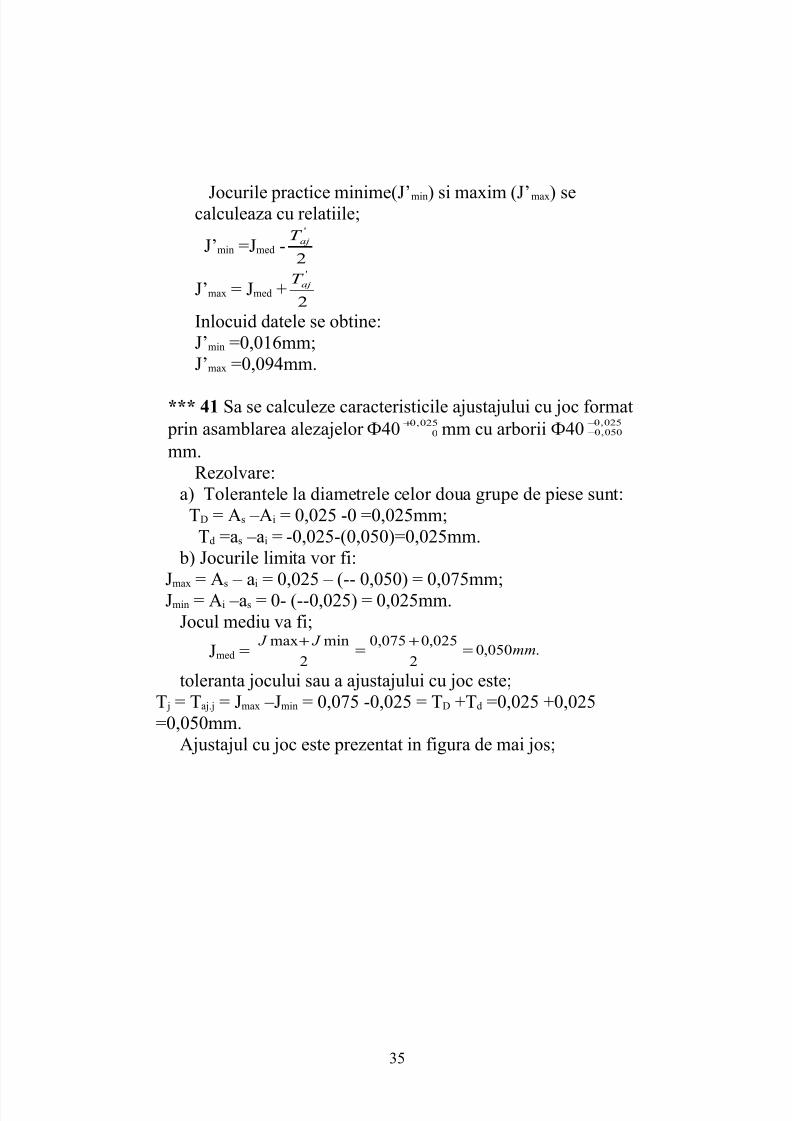
*** 41 Sa se calculeze caracteristicile ajustajului cu joc format prin asamblarea alezajelor Ф40 025,0
0
+ mm cu arborii Ф40 025,0050,0
−−
mm.Rezolvare:
a) Tolerantele la diametrele celor doua grupe de piese sunt:TD = As –Ai = 0,025 -0 =0,025mm;Td =as –ai = -0,025-(0,050)=0,025mm.
b) Jocurile limita vor fi:Jmax = As – ai = 0,025 – (-- 0,050) = 0,075mm;Jmin = Ai –as = 0- (--0,025) = 0,025mm.
Jocul mediu va fi;
Jmed = .050,02
025,0075,0
2
minmaxmm
J J =
+=
+
toleranta jocului sau a ajustajului cu joc este;T j = Taj.j = Jmax –Jmin = 0,075 -0,025 = TD +Td =0,025 +0,025=0,050mm.
Ajustajul cu joc este prezentat in figura de mai jos;
35
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 34/193
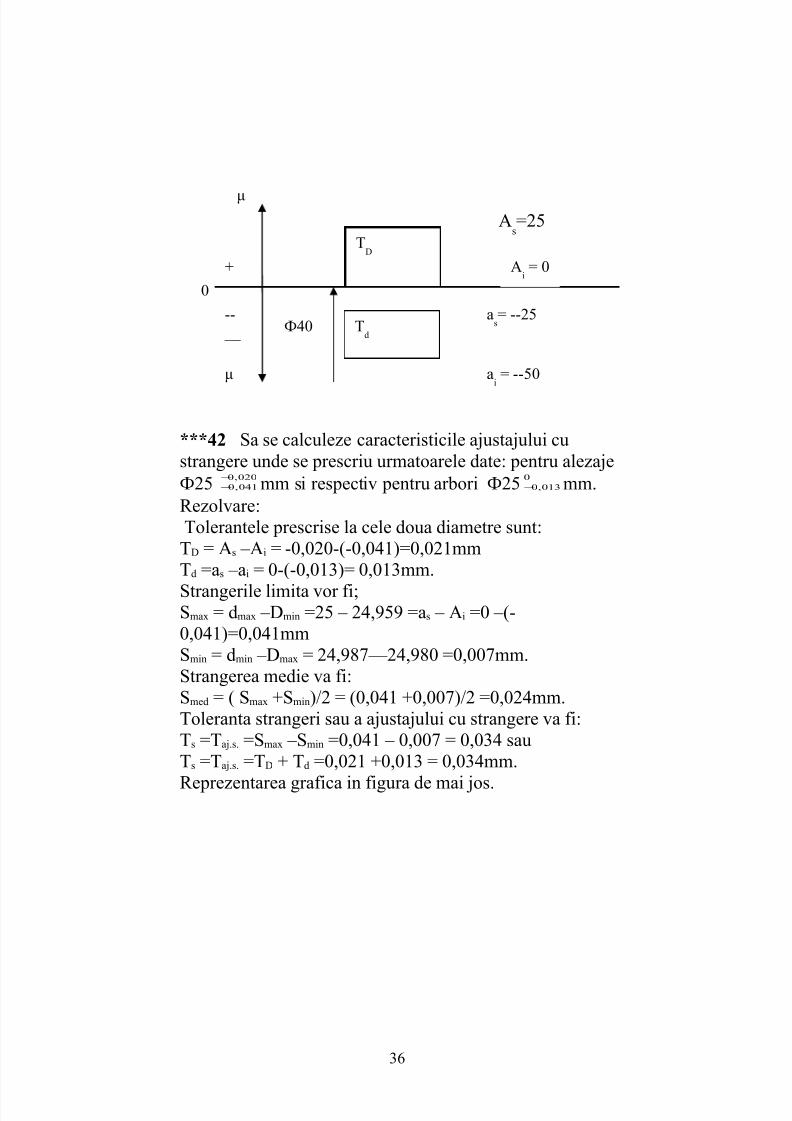
***42 Sa se calculeze caracteristicile ajustajului custrangere unde se prescriu urmatoarele date: pentru alezajeФ25 020,0
041,0
−
− mm si respectiv pentru arbori Ф25 0
013,0− mm.Rezolvare:Tolerantele prescrise la cele doua diametre sunt:TD = As –Ai = -0,020-(-0,041)=0,021mmTd =as –ai = 0-(-0,013)= 0,013mm.
Strangerile limita vor fi;Smax = dmax –Dmin =25 – 24,959 =as – Ai =0 –(-0,041)=0,041mmSmin = dmin –Dmax = 24,987—24,980 =0,007mm.Strangerea medie va fi:Smed = ( Smax +Smin)/2 = (0,041 +0,007)/2 =0,024mm.Toleranta strangeri sau a ajustajului cu strangere va fi:Ts =Taj.s. =Smax –Smin =0,041 – 0,007 = 0,034 sauTs =Taj.s. =TD + Td =0,021 +0,013 = 0,034mm.
Reprezentarea grafica in figura de mai jos.
0
+
-- __
As=25
Ai= 0
μ
μ
Td
as= --25
ai= --50
Ф40 Td
TD
36

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 35/193
**43 Alezajele Ф60 030,0
0
+ mm impreuna cu arbori Ф60021,0002,0
++ mm formeaza un ajustaj intermediar. Sa se calculezecaracteristicile acestui ajustaj.Rezolvare:Tolerantele alezajelor si arborilor sunt:TD = As –Ai = 0,030 -0 =0,030mm si Td =as –ai =0,021-0,0020,019mm.Caracteristicile ajustajului au valorile:Jmax = Dmax –dmin = 60,003 -60,002 = As – ai =0,03-0,002=0,028mm;Smax = dmax –Dmin = 60,021- 60 = as – Ai = 0,021 – 0=0,021mmJocul mediu va fi:
Jmed = mmS J J J
035,02
021,0028,0
2
maxmax
2
minmax=
−=
−=
+
Toleranta ajustajului intermediar este:
Taj = Jmax +Smax = 0,028 + 0,021 = TD + Td = =0,030 +0,019=0,049mm.Reprezentare grafica in figura de mai jos
0
+
_--Ф25
Td
as= 0
ai= -13
TD
As= -20
Ai = -41
μ
μ
SmaxSmin
37

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 36/193
1.3.2.1 Probleme nerezolvate
44 In figura de mai jos se prescriu pentru alezajediametrul Ф50 039,0
0
+ mm si pentru arbori Ф50 025,0
064,0−− mm. Sa se
calculeze caracteristicile ajustajului cu joc,
format din cele 2 grupe de piese. 45 Sa se calculeze caracteristicile ajustajului cu strangereconform figuri de mai jos
0
TD=0,030mm
As=30
Ai=0
Td=0,019
as=21
ai= 2
Ф60
μ
μ
Jmax
=0,028
0
+
-- __
As
=39
Ai= 0
μ
μ
Td
as= --25
ai= --64
N Td
TD
38

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 37/193
cunoscand urmatoarele date: pentru alezaje Ф100 024,0
178,0
−
− mmsi pentru arbori Ф100 0
035,0− mm.
46 In figura de mai jos avem un ajustaj intermediar ce se obtine prin asamblarea alezajelor Ф70 046,0
0 mm cu
arbori Ф70018,0
012,0
+
− mm.
Sa se determine caracteristicile acestui ajustaj (Jmax, Smax, Jmed, siTt)
0
+
_-- N
Td
as= 0
ai= -35
TD
As= -124
Ai = -178
μ
μ
0
TD
As=46
Ai=0
Td
as=18
ai=-1 2
N
μ
μ
39

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 38/193
1.3.3. Distributia jocurilor si strangerilor efective1.3.3.1. Indicatii teoretice
Jocul si strangerea constotuie marimile caracteristice aleajustajelor. Ca urmare, distributia valorilor efective ale
jocului sau ale strangeri intre cele doua limite Jmax si Jmin
respectiv Smax si Smin este determinata direct de distributiavalorilor efective ale dimensiunilor alezajului intre cele doualimite prescrise( Dmax si Dmin) si de distributia valorilor
efective ale dimensiuni arborilor intre cele doua limite prescise ( dmax si dmin ).Astfel toleranta practica a jocurilor si strangerilor se poatecalcula cu relatia;Taj.pr = 22
d D T T + (1.27)Comparand toleranta practica cu toleranta teoretica aajustajului se constata ca toleranta practica este mai micadecat toleranta teoretica, adica:Taj.pr = 22
d D T T + < Taj = TD + Td (1.28)
Astfel, jocurile si stragerile limita practice (probabile) vor fidiferite de jocurile sau strangerile limita teoretice:
Jmin.pr. = Jmin +2
.. pr TajTaj −(1.29)
Jmax.pr. = Jmax --2
.. pr TajTaj −(1.30)
Smin.pr. = Smin +2
.. pr TajTaj −(1.31)
Smax.pr. = Smax --2
.. pr TajTaj −(1.32)
Concluzia care se desprinde este: prin asamblarea alezajelor si arborilor, executate cu anumita precizie(toleranta) se obtineun ajustaj cu o precizie practica mai mare ( toleranta practicamai mica) decat precizia calculata teoretic.
1.3.3.2. Probleme rezolvate si nerezolvate
40

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 39/193
**47 Se asambleaza alezajele Ф70 030,0
0
+ mm cu arborii Ф70030,0
060.0
−
− mm. Sa se calculeze; jocurile teoretice si tolerantateoretica a jocului; toleranta practica a jocului si jocurilelimita practice.Rezolvare:Se calculeaza jocurile limita teoretice si toleranta teoretica a
jocului:Jmax = As – ai =0,030 –(- 0,060)=0,090mm;
Jmin = Ai –as = 0 –( -0,030) = 0,030mm;T j = Taj.j = Jmax –Jmin = 0,090 – 0,030= TD + Td =0,030 +0,030=0,060mm.Toleranta practica a jocului si jocurile limita practice vor fi :Taj.pr = 22
d D T T + = 22030,0030,0 + =0,042mm;
Jmax.pr. = Jmax --2
.. pr TajTaj −= 0,090 --
2
042,0060,0 −
=0,081mm;
Jmin.pr. = Jmin +2
.. pr TajTaj −= 0,030 +
2
042,0060,0 −=
0,039mm.
**48’ Se asambleaza alezajele Ф80 021,0
0 mm cu arborii Ф80040,0
080,0−− mm. Sa se calculeze; jocurile teoretice si tolerantateoretica a jocului; toleranta practica a jocului si jocurilelimita practice.Rezolvare:Se calculeaza jocurile limita teoretice si toleranta teoretica a
jocului:
Jmax = As – ai =0,021 –(- 0,080) = 0,101 mm;Jmin = Ai –as = 0 –( -0,040) = 0,040mm;T j = Taj.j = Jmax –Jmin = 0,101 – 0,040= TD + Td = 0,021 +0,040 = 0,061 mm.Toleranta practica a jocului si jocurile limita practice vor fi :Taj.pr = 22
d D T T + = 22040,0021,0 + =0,045mm;
41

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 40/193
Jmax.pr. = Jmax -- 2.. pr TajTaj
−
= 0,101 -- 2045,0061,0 − =0,093
mm;
Jmin.pr. = Jmin +2
.. pr TajTaj −= 0,040 +
2
045,0061,0 −= 0,048
mm.
** 49 Pentru asamblare s-a prescris: pentru alezaje Ф50 030,0
0
+
mm si pentru arbori Ф50 025,0
050,0−− mm. Sa se calculeze: jocurile
limita teoretice, toleranta teoretica a jocului , toleranta practica a jocului si jocurile limita practice.
**50 Se asambleaza alezajele Ф100 036,0
0
+ mm cu arboriФ100 036,0
071,0
−
− mm.Sa se calculeze: jocurile limita teoretice, toleranta teoretica
a jocului , toleranta practica a jocului si jocurile limita practice.
1.3.4. Factorul termic in cazul asamblari ce formeaza
ajustaje cu joc1.3.4.1. Indicatii teoretice
In procesul de functionare, unele dintre elementele de
ghidare ale stantelor matritelor si capetelor de gaurit suportao anumita deformatie termica (dilatare) datorita calduriidegajate prin frecarea suprafetelor de contact inmiscare( coloana –bucsa de ghidare; poanson –placa deghidare etc). Aceste deformatie termica trebuie luata in
considerare, in mod obligatoriu, la stabilirea ajustajelor demontaj si, respectiv, a ajustajelor functionale la temperaturaregimului de lucru.
Prin incalzire ( datorita frecari dintre cele doua piese,coloana –bucsa de ghidare) de la temperatura ambianta θ0 (θ0
se ia egala cu 200C) la temperatura de regim θ1, materialul
42

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 41/193
oricarui element activ se va deforma termic(dilata) cu ocantitate care se poate calcula astfel:In cazul piselor cilindrice cu diametrul D, respectiv d, cu
relatia;∆D = Dα×∆θ[mm] si ∆d = dα×∆θ[mm] (1.33)
in care D si d sunt valorile nominale ale diametruluialezajului, respectiv arborelui, in mm; α este coeficientul dedilatare liniara a materialului piesei, in l/0C;
∆θ = θ1 –θ0 =θ1 – 200 – diferenta de la temperatura
mediului ambiant la temperatura de regim, in
0
C.In cazul piselor cu sectiune paralelipipedica sau poligonala(cu numar par de laturi) cu dimensiunea L,respectiv l,∆L = Lα×∆θ[mm] si ∆l= lα×∆θ[mm] (1.34)In relatia 1.34 notatiile au aceleasi semnificatii ca in relatia1.33.Intre dimensiunile corespunzatoare ajustajului la temperaturade regim θ1 si dimensiunile corespunzatoare ajustajului latemperatura mediului ambiant θ0 se pot stabili urmatoarelelegaturi:
In cazul ajustajelor cu piese cilindrice;Dmaxθ1 =Dmaxθ0 +∆D = Dmaxθ0 + Dnom α×∆θ [mm] (1.35)Dminθ1 = Dminθ0 +∆D = Dminθ0 + Dnom α×∆θ [mm] (1.36)dmaxθ1 =dmaxθ0 + ∆d = dmaxθ0 + dnom α×∆θ [mm] (1.37)dminθ1 = dminθ0 + ∆d = dminθ0 + dnom α×∆θ [mm] (1.38)
in cazul ajustajelor cu piese paralelipipedice sau poligonale,Lmaxθ1 =Lmaxθ0 +∆L = Lmaxθ0 + Lnom α×∆θ [mm] (1.39)
Lminθ1 = Lminθ0 +∆L = Lminθ0 + Lnom α×∆θ [mm] (1.40)lmaxθ1 = lmaxθ0 + ∆l = lmaxθ0 + lnom α×∆θ [mm] (1.41)lminθ1 = lminθ0 + ∆l = lminθ0 + lnom α×∆θ [mm] (1.42)in care: Dmax, Dmin, dmax, dmin, Lmax, Lmin, lmax, lmin, sunt valorilelimita maxime si minime ale dimensiunilor respective; Dnom,dnom, Lnom, lnom, - valorile nominale acelorasi dimensiuni.
43

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 42/193
In procesul de proiectare si executie a stantelor simatritelor, capetelor de gaurit trebuie avut in vedere patrusituatii diferite;
Piesele care formeaza ajustajul respectiv sunt executatedin acelasi material si ajung la aceeasi temperatura de regim;
Piesele sunt executate din acelasi maerial, dar seincalzesc la temperaturi diferite;
Piesele sunt executate din materale diferite, dar seincalzesc pana la aceeasi temperatura de regim;
Atat materialele din care sunt executate piesele deajustaj, cat si temperaturile de regim sunt diferite. Rezolvarea problemelor practice intr – o situatie sau alta din cele 4mentionate, incepe cu stabilirea jocurilor sau strangerilor limita admise la temperatura de regim, apoi cu ajutorul unorasau altora din relatiile de mai sus se calculeaza valorile limitamaxime si minime ale dimensiunilor care formeaza ajustajulla montaj iar din STAS 8102 – 93 ------8105 – 93 , se alegeajustajul cu cele mai apropiate caracteristici. Inainte de toatetrebuie cunoscute – din practica de productie sau prindeterminare expermentala – temperatura de regim θ1.
1.3.4.2 Probleme rezolvate
**51 Se considera ajustajul format din coloana de ghidare cu bucsa de ghidare din fig 1.10,
44

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 43/193
a b cFig.1.10 Ajustaj format din coloana si bucsa de ghidare:a – ajustaj STAS; b – pozitia STAS a campului de toleranta laθ = 200C;c – pozitia campului de toleranta la θ1 >θ.
piesele fiind executate din otel cu coeficientul de dilatareliniara
α =11,5 ×10 6− l0C. Amandoua piesele se incalzesc prin
frecare la aceeasi temperatura θ1 =500C. Luand dreptconvenabile functional si in acelasi timp pentru montaj joculminim Jmin =0,010mm si jocul maxim Jmax = 0,040mm,diametrul nominal Dnom = dnom = 30mm stabilit printr – un
calculde rezistenta, ajustajul standardizat este Ф306
7
g
H
respectiv 007,0
020,0
021,0
0
30
30−
−
+
φ
φ la care
Jmin = 0,007mm, Jmax = 0,041mm, jocul mediu aritmetic Jmed =
0,024mm si jocul mediu probabil Jm.pr. = 0,018mm. Sa secalculeze dimensiunile limita si jocurile limita la temperaturaθ1 =500C.Rezolvare:
Dimensiunile limita, calculate cu relatiile stabilite anterior precum si jocurile limita la temperatura θ1 =500C vor fi:
Ф30H7
g6
0
+21
-7
-20 Ф30
TDθ1
+31
+10
Tdθ1
+9
-10
μ
μ
45

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 44/193
Dmaxθ1 = Dmaxθ0 + Dnom α(θ1 – θ0) =30,021 + 30×11,5×106−
(50 – 20) == 30,021 + 0,010 = 30,031mm;Dminθ1 = Dminθ0 + Dnom α (θ1 – θ0) = 30 + 0,010 = 30, 010 mm;dmaxθ1 = dmaxθ0 + dnom α(θ1 – θ0) = 29,993 + 0,010 = 30,003
mm;dminθ1 = dminθ0 + dnom α(θ1 – θ0) = 29,980 + 0,010 = 29,990mm;Jminθ1 = Dminθ1 - dmaxθ1 = 30,010 – 30,003 = 0,007mm =Jminθ;
Jmaxθ = Dmaxθ1 – dminθ1 = 30,031 – 29,990 = 0,041 mm = Jmaxθ.Concluzie
La temperatura de regim, ajustajul este 003,0
010,0
031,0
010,0
30
30
+
−
+
+
φ
φ (fig.1.10.c)
Fapul ca jocul minim teoretic al ajustajului ales Jminθ1 = Jminθ0
= 0,007 mm este mai mic cu 0,003 mm decat jocul minimimpus Jmin = 0,010 mm nu constituie motiv de neliniste,intrucat este foarte putin probabil ca oricare din aceste jocurisa fie atins.
** 52 In cazul ajustajului cilindric format din poanson si placa de ghidare, amandoua piesele fiind executate din otelcu α =11,5 ×10 6− l0C, se presupune ca placa de ghidare seincalzeste pana la temperatura θ1D = 600C, iar poansonulnumai pana la θ1d = 400C. Pentru diametrele nominale Dnom =dnom = N = 30 mm, se cere sa se determine ajustajele sitemperatura de regim si respectiv, temperatura mediuluiinconjurator la montaj, astfel ca la temperaturile de regim delucru, jocul efectiv dintre placa si poanson sa aiba valoricuprinse intre Jminθ1 = 0,005 si Jmaxθ1 = 0,042 mm.Rezolvare;Intai se calculeaza dilatarea placii si dilatarea poansonului,
prin trecerea de la temperatura de 200C la θ1D si respectiv laθ1d:∆D = Dnom α ×∆θD = 30 × 11,5×10 6− (60 – 20) =0,014 mm;
46

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 45/193
∆d = dnom α ×∆θd = 30 × 11,5×106−
(40 – 20) =0,007 mm;Se cauta in STAS 8102 – 93, ajustajul cu joc( convenabil pentru montajul la 200C) , astfel ca ajustajul de montaj
potrivit este Ф306
7
h
H = 0
013,0
021,0
0
30
30
−
+
φ
φ
(fig. 1.11.a) ce se va transforma prin dilatare pieselor laajustajul
007,0
006,0
035,0
014,0
30
30+
−
+
+
φ
φ (fig. 1.11.b) cu jocuri efective intre Jminθ1 = 0,007
mm siJmaxθ1 = 0,041mm.
Fig 1.11. Prezentare grafica simplificata a dimensiunilor sitolerantelor ajustajului termic al elementelor active alematritei de format:
a - pozitia STAS a campului de tolerante dimensionale θ =200C;
b – pozitia campului de tolerante la θ1 > θ.**53 Se considera ajustajul bucsei de ghidare – coloana deghidare, in care prima piesa este executata din bronz cu α=17,5 ×10 6− l/0C, iar coloana din otel cu α =11,5 ×10 6− l/0C.
0
μ
μ
H7
h6
21
-13
TDθ1
+35
+14
Tdθ1+7
-6
Ф30
a b
47
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 46/193
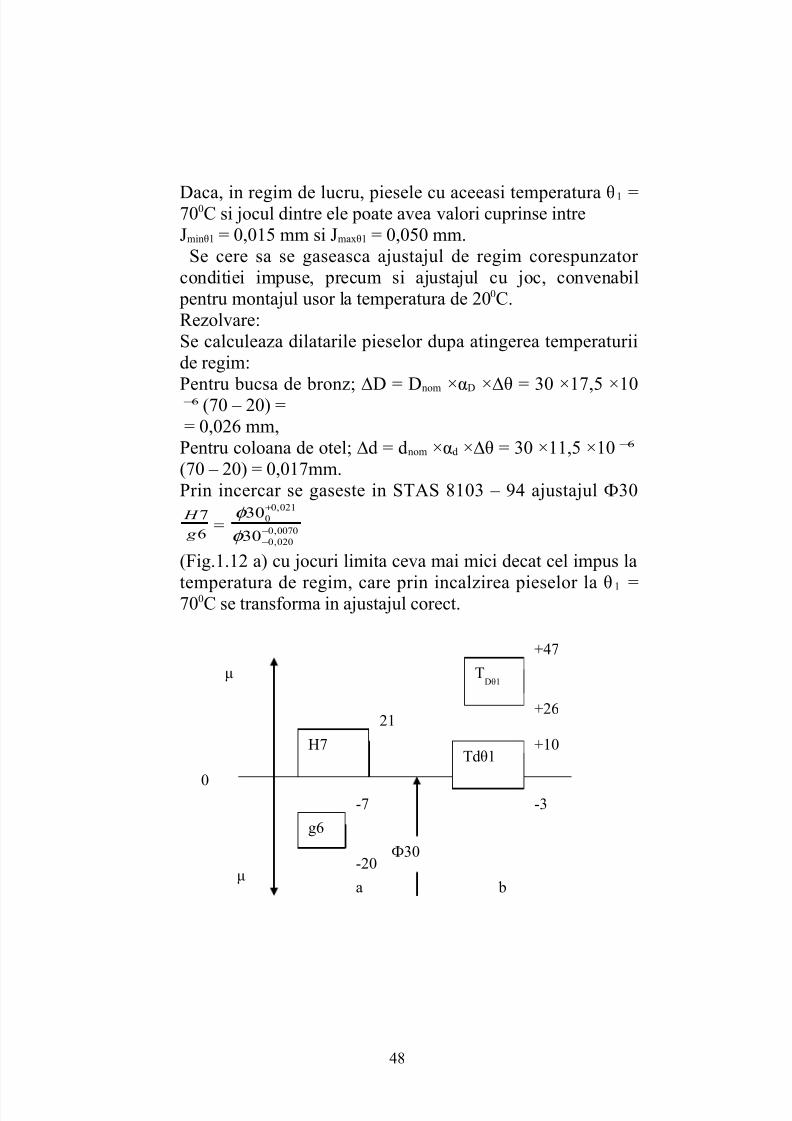
Daca, in regim de lucru, piesele cu aceeasi temperatura θ1 =700C si jocul dintre ele poate avea valori cuprinse intreJminθ1 = 0,015 mm si Jmaxθ1 = 0,050 mm.
Se cere sa se gaseasca ajustajul de regim corespunzator conditiei impuse, precum si ajustajul cu joc, convenabil
pentru montajul usor la temperatura de 200C.Rezolvare:Se calculeaza dilatarile pieselor dupa atingerea temperaturiide regim:
Pentru bucsa de bronz; ∆D = Dnom ×αD ×∆θ = 30 ×17,5 ×106− (70 – 20) == 0,026 mm,Pentru coloana de otel; ∆d = dnom ×αd ×∆θ = 30 ×11,5 ×10 6−
(70 – 20) = 0,017mm.Prin incercar se gaseste in STAS 8103 – 94 ajustajul Ф30
6
7
g
H = 0070,0
020,0
021,0
0
30
30−
−
+
φ
φ
(Fig.1.12 a) cu jocuri limita ceva mai mici decat cel impus la
temperatura de regim, care prin incalzirea pieselor la θ 1 =700C se transforma in ajustajul corect.
0
μ
μ
H7
g6
21
-20
TDθ1
+47
+26
Tdθ1+10
-3
Ф30
a b
-7
48

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 47/193
Fig1.12. Reprezentare grafica simplificata a dimensiunilor sitolerantei ajustajului termic a coloanelor si bucselor deghidare a matritei de format:a – cu jocuri limita ceva mai mici decat cele impuse latemperatura de regim; b – care nu este standardizat ca abaterilimita.
In continuare se calculeaza dimensiunile maxime, minime si jocul maxim, jocul minim la temperatura θ1.
Dmaxθ1 = Dmaxθ +∆D = 30,021 + 0,026 = 30,047 mm;Dminθ1 = Dminθ + ∆D =30 +0,026 = 30,026 mm;dmaxθ1 = dmaxθ +∆d = 29,993 + 0,017 = 30,010 mm;dminθ1 = dminθ + ∆d =29,980 + 0,017 = 29,987 mm;Jminθ1 = Dminθ1 - dmaxθ1 = 30,026 – 30,010 = 0,016mm;Jmaxθ1 = Dmaxθ1 - dminθ1 = 30,047 – 29,987 = 0,050mm.
Astfel la temperatura de regim, ajustajul va fi 010,0
003,0
047,0
026,0
30
30
+
−
+
+
φ
φ
(fig.1.12.b).
**54 In ajustajul ucsa de ghidare – coloana, bucsa de ghidareexecutata din bronz cu α =17,5 ×10 6− l/0C si din cauza frecariin functiune se incalzeste pana la θ1D = 700C, iar coloana deghidare este executata din otel cuα =11,5 ×10 6− l0C si se incalzeste pana la temperatura de500C. Se cere sa se gaseasca ajustajul de montaj(initial) astfelincat la temperatura de regim jocul efectiv dintre pieseleasamblate in lucru sa aiba valori cuprinse intreJminθ1 = 0,015 mm si Jmaxθ1 = 0,050 mm. Ddiametrul nominal alcelor doua piese este Dnom = dnom =N 30 mm.Rezolvare;Se lucreaza in sistemul alezaj unitar si tinand seama , catoleranta ajustajului termic este Taj.θ1 = Jmaxθ1 - Jminθ1 = 0,050 --0,015 = 0,035mm.
Se va scrie in primul rand ajustajul 015,0
029,0
021,0
0
30
30−
−
+
φ
φ (fig. 1.13 a.)
49
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 48/193
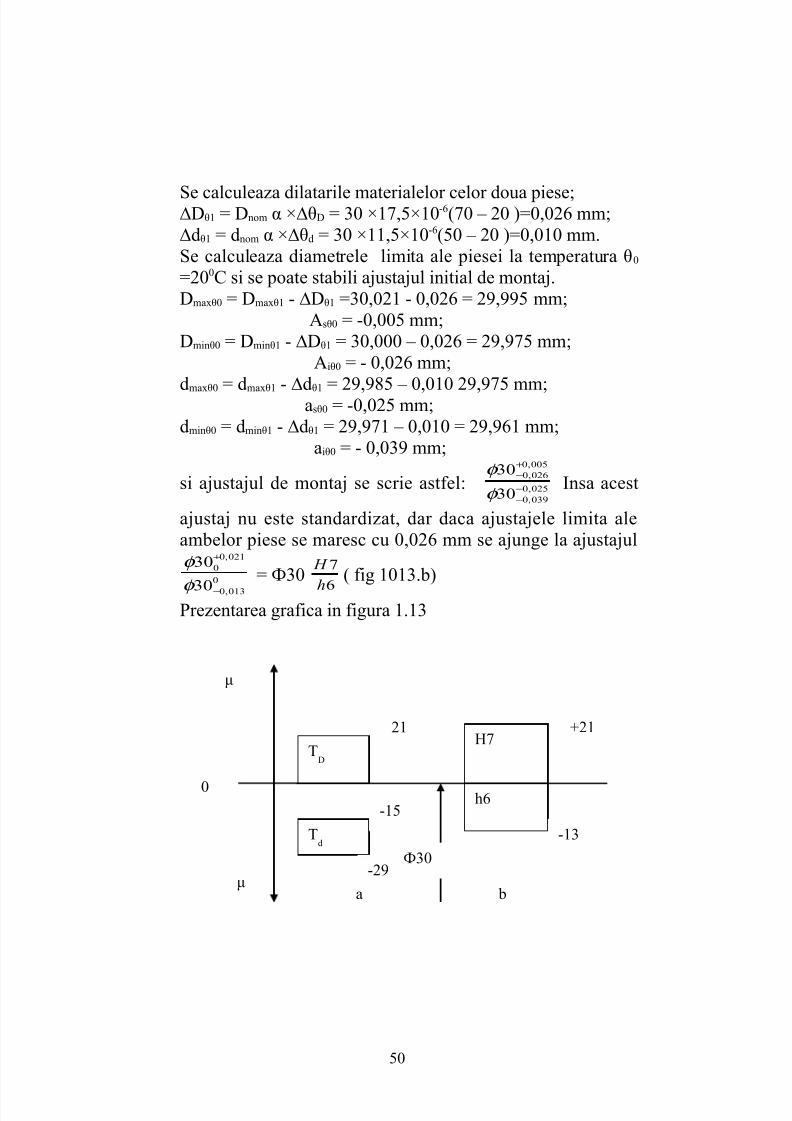
Se calculeaza dilatarile materialelor celor doua piese;∆Dθ1 = Dnom α ×∆θD = 30 ×17,5×10-6(70 – 20 )=0,026 mm;∆dθ1 = dnom α ×∆θd = 30 ×11,5×10-6(50 – 20 )=0,010 mm.Se calculeaza diametrele limita ale piesei la temperatura θ0
=200C si se poate stabili ajustajul initial de montaj.Dmaxθ0 = Dmaxθ1 - ∆Dθ1 =30,021 - 0,026 = 29,995 mm;
Asθ0 = -0,005 mm;Dminθ0 = Dminθ1 - ∆Dθ1 = 30,000 – 0,026 = 29,975 mm;
Aiθ0 = - 0,026 mm;
dmaxθ0 = dmaxθ1 - ∆dθ1 = 29,985 – 0,010 29,975 mm;asθ0 = -0,025 mm;dminθ0 = dminθ1 - ∆dθ1 = 29,971 – 0,010 = 29,961 mm;
aiθ0 = - 0,039 mm;
si ajustajul de montaj se scrie astfel: 025,0
039,0
005,0
026,0
30
30
−
−
+
−
φ
φ Insa acest
ajustaj nu este standardizat, dar daca ajustajele limita aleambelor piese se maresc cu 0,026 mm se ajunge la ajustajul
0
013,0
021,0
0
30
30
−
+
φ
φ = Ф30
6
7
h
H ( fig 1013.b)
Prezentarea grafica in figura 1.13
0
μ
μ
TD
Td
21
-29
H7+21
h6
-13
Ф30
a b
-15
50
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 49/193
Fig. 1.13 Reprezentare grafica simplificata a dimensiunilor sitolerantelor ajustajului termic format din coloane si bucse deghidare executate din materiale diferite : a pozitia campuluide toleranta termic la θ =200C;b- pozitia campului de tolerante termic la temperatura θ1 =
700C.
1.4 Precizia formei geometrice a suprafetelor.1.4.1 Indicatii teoretice
Forma generala a suprafetelor este impusa ca si dimensiunile,de conditiile functionale ale pieselor si produselor finite( masini, aparate, utilaje) In STAS 7384 – 92 se gasescnotiuni in legatura cu tratarea si determinarea abaterilor deforma,
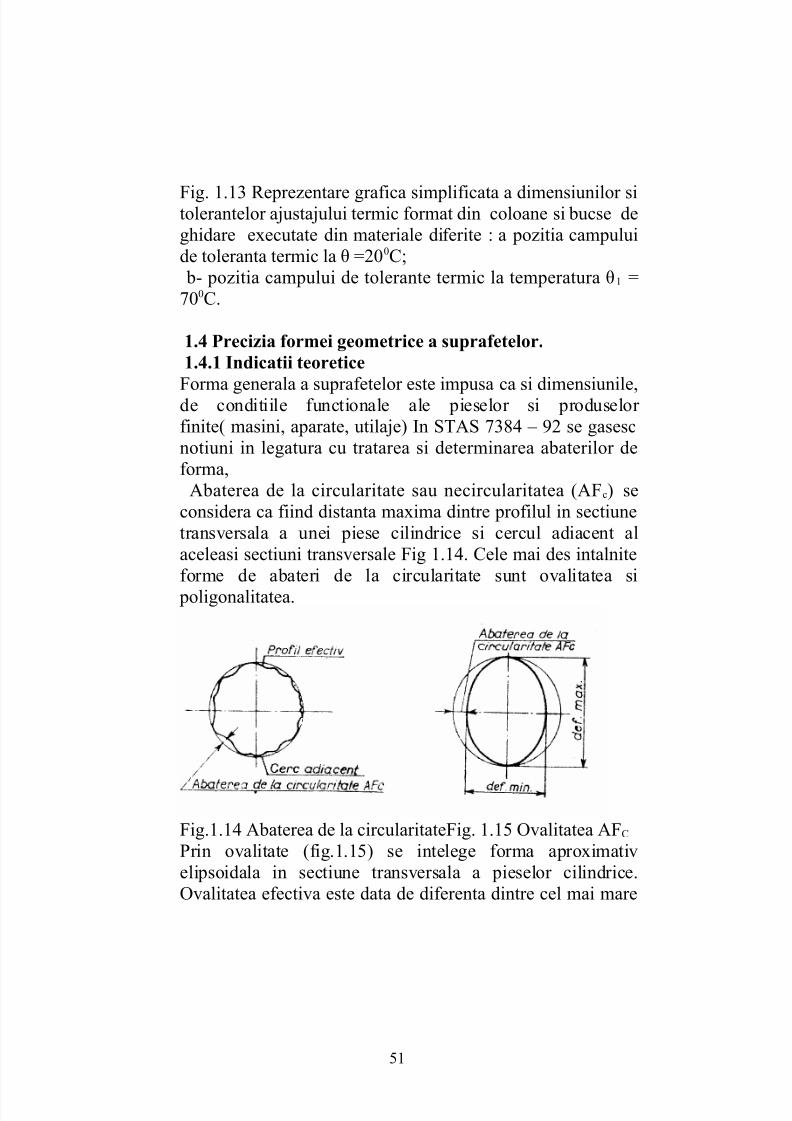
Abaterea de la circularitate sau necircularitatea (AFc) seconsidera ca fiind distanta maxima dintre profilul in sectiunetransversala a unei piese cilindrice si cercul adiacent alaceleasi sectiuni transversale Fig 1.14. Cele mai des intalniteforme de abateri de la circularitate sunt ovalitatea si
poligonalitatea.
Fig.1.14 Abaterea de la circularitateFig. 1.15 Ovalitatea AFC Prin ovalitate (fig.1.15) se intelege forma aproximativelipsoidala in sectiune transversala a pieselor cilindrice.Ovalitatea efectiva este data de diferenta dintre cel mai mare
51

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 50/193
si cel mai mic diametru efectiv, si in acelasi timp, fiind egalacu dublu abateri de la circularitate.OVef = defmax – defmin = 2 AFC. (1.43)In majoritatea cazurilor, ovalitatea este limitata de toleranta
prescrisa pentru diametru, adica:OV = dmax – dmin = Td (1.44)OV = Dmax – Dmin = TD (1.45) 1.4.2. Probleme rezolvate
**55 Pe desenul de executie al unui cep aplatisat careurmeaza sa fie presat usor este scrisa dimensiunea Ф40 035,0022,0
++ .
Sa se calculeze ovalitatea la acest diametru.Rezolvare .OV = dmax – dmin = Td Se calculeaza dmax si dmin :dmax = N + as = 40 + 0,035 = 40,035 mm,dmin = N + ai = 40 + 0,022 = 40,022 mm.OV = 40,035 – 40,022 = as – ai = 0,035 – 0,022 =0,013mm. **56 Diametrul interior al butucului unei roti dintate esteФ50 0300,0+ .Sa se calculeze ovalitatea acestui diametru.Rezolvare.OV = Dmax – Dmin = 50,030 – 50 =0,030mm, sauTD =Dmax – Dmin = 50,030 – 50 =0,030 mm.Probleme nerezolvate**57 Pe treapta arborelui care se monteaza o roata dintataeste notat diametrul cu valoare Ф80± 0,011.Sa se calculezeavalitatea la acest diametru.**58. Pe desenul de executie al manetonului arborelui cotit
este scrisa urmatoarea valoare a diametrului Ф8003,006,0
−
− mm.Sa se calculeze ovalitatea la acest diametru.
1.5 Precizia pozitiei suprafetelor1.51 Indicatii teoretice
Pozitia suprafetelor, a profilului, a planelor de simetrie si aaxelor este de multe ori foarte importanta, ea determinand,
52

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 51/193
impreuna cu dimensiunile si forma suprafetelor, calitatea atata pieselor si organelor de masini luate separat, cat si amasinilor si aparatelor in intrgime.Bataia radiala ( ABr ) este egala cu diferenta dintre distantamaxima si distanta minima de la suprafata efectiva la axa derotatie, masurata in limitele lungimi de referinta.
Fig.1.16 Bataia radiala ABr
In fig1.16 suprafata exerioara are axa de rotatie deplasata fatade axa geometrica a ei cu valoarea APC
=(excentricitatea).Distantele punctelor A si B fata de axa derotatie sunt amax = R + e si rspectiv amin =R – e . Prin rotirea
piesei cu 1800 punctele A si B, ajung in pozitiile A’ sirespectiv B’, deci si piesa are o noua pozitie. Dupa rotirea
piesei cu inca 1800, punctele A si B ajung in pozitiile initiale.
Bataia radiala va fi:ABr = amax – amin = 2e (1.46)Toleranta batai radiale (TBr ) este egala cu valoarea maximaadmisa a batai radiale. 1.5.2. Probleme rezolvate
53
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 52/193
**59 Sa se calculeze bataia radiala cunoscand urmatoareledate:R = 20 mm; e = 0,5 mm; R – raza exteroiara a diametruluiexteriorde rotatie.RezolvareSe calculeaza distanta amax si amin ;amax = R + e = 20 + 0,5= 20,5 mm;amin = R – e = 20 – 0,5 = 19,5 mm.Baraia radiala ABr = amax – amin = 2e =20,5 – 19,5 =2 ×0,5
=1,0 mm.**60 Se cunoaste R = 25 mm; e = 0,10 mm; sa se calculezebataia radiala ABr
Rezolvare:amax = R + e =25+ 0,1 = 25,10mm;amin =R – e = 25 – 0,10 =24,90 mm.ABr = amax – amin = 25,10 – 24,90 = 0,2 = 2e =0,20 mm.**61 pentru r = 21,5 mm si e 0,05mm, sa se calculeze ABr .Rezolvare:amax = R + e =21,5 +0,05 = 21,55mm;amin =R – e = 21,5 – 0,05 = 21,45 mm.ABr = amax – amin = 21,55 – 21,45 = 0,10 =2e = 0,10 mm.1.5.3.Probleme nerezolvate:** 62 Se cunoaste raza exterioara de rotatie R = 30 mm, siexcentricitatea e = 0,07 mm. Sa se calculeze bataia radiala.**63 Raza exteroara de rotatie fiind de 35 mm siexcentricitatea e =0,03 mm, sa se calculeze bataia radiala.**64 Excenticitatea e = 0,005 mm si raza ext de rotatie este18 mm, sa se calculeze bataia radiala.
1.6 Rugozitatea suprafetelor1.6.1 Indicatii teoretice .
Rugozitatea suprafetelor este definita ca ansamblulneregularitatilor ce formeaza relieful suprafetelor reale si alcaror pas este relativ mic in raport cu adancimea lor.In taranoastra prin STAS 5730 – 95 s – a reglementat terminologia
54

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 53/193
si clasificarea rugozitatii suprafetelor. Aprecierea rugozitatise face dupa criteriul R z si R a astfel:- abaterea medie aritmetica (R a ) a neregularitatilor,
reprezinta valoarea medie a distantelor profilului exterior y1,y2 yn (fig 1.17)
Fig1.17 Abaterea medie aritmetica (R a)
Fata de linia de referinta. Determinarea efectueaza cu relatia:
R a = dx yl
B
A
∫ 1
sau aproximativ R a =
n
yin
∑1 ( 1.47)
- abaterea medie a neregularitatilor, R z, este distantamedie dintre cele mai inalte cinci puncte ale varfurilor sicele mai joase cinci puncte ale adanciturilor masurate intrelimitele lungimi de baza, fata de o paralela cu linia medie a
profilului, situata in afara kiniilor exterioare si interioare.(Fig1.18)
55

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 54/193
Fig.1.18 Abaterea medie a neregularitatilor (R z)Se determina cu relatia:
R z = .5
)()( 10864297531 R R R R R R R R R R ++++−++++
In afara de R a si R z, se mai cunoaste si criteruil R max definit prin distanta dintre linia exterioara si interioara a profiluluineregularitatilor(fig1.17). criteriul R a este cel mai precis, dar solicita aparate de masura speciale de inalta precizie.Criteriul R z este mai putin precis, dar este mai practic, putandfi utilizat la masurarea cu orice aparat pentru rugozitati.Criteriul R max prezinta avantajul determinar cu orice aparat
pentru rugozitate direct in atelier.Asupra rugozitati suprafetei prelucrate influenteaza o serie
de factori, dintre care cei mai importanti sunt urmatorii:geometria parti aschietoare a sculei;
regimul de aschiere;calitatea materialului din care se prelucreaza piesa;calitatea muchiei aschieyoare a sculei;rigiditatea sistemului tehnologic MDPS;lichidul de racire si ungere.
Dintre factori tehnologici mentoinati cea mai mare influientaasupra marimi rugozitati suprafetei prelucrate, o are geometria
parti aschietoare a sculei. In functie de geometria partiaschietoare a sculei si de parametri regimului de aschiere se
poate determina inaltimea teoretica a asperitatilor. In tabelui 1 s – au redat relatiile de calcul pentru determinarea rugozitati ladiferite metode de prelucrare mecanica prin aschiere.
1.6.2. Probleme rezolvate.**65 Sa se calculeze rugozitatea unei piese din otel prelucrata
prin strungire cu un cutit care are raza varfului r = 1 mmsi sirespectiv r = 3 mm, avansul fiind s = 0,5 mm/rot.Rezolvare.Rugozitatea se calculeaza cu relatia:Pentru r =1 mm.
56

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 55/193
R = r - .04,045,01
4
222 mm sr =−=− si pentru r = 3mm
R = 3 - mm02,04
5,03
22 =− .
** 66 Cu ce avans trebuie prelucrata o piesa din otel, prinstrungire ca rugozitatea sa nu depaseasca 0,2 mm. Scula are razala varf r=0 si unghiurile de atac principal si secundar χ 1 = χ
2 =450.Pentru determinarea avansului se foloseste relatia:
R c = 21 χ χ ctg ctg
s
+ din care se determina s = R c(ctg21
χ χ ctg + ) = = 0,2×2 = 0,4mm/rot.**67 Sa se determine rugozitatea la alezarea de degrosare a
unei gauri intr- o piesa din fonta (HB<200). Prelucrarea se facecu un alezor din otel de scule (R p3) cu unghiul de asezare α = 100
si unghiul de atac principal χ =50. iar viteza de aschiere V p =12m/min si avansul s = 1 mm/rot.RezolvareR a = C sV p
0,22(90 - χ ) = 1,06× 10-2 ×1 ×120,22(90 – 5)=1,9μ. **68 In conditiile problemei 67, sa se determine rugozitateasuprafetei la alezarea de degrosare a unei piese din OLC 45.Prelucrarea se face cu viteza de aschiere V p = 6 m/min.Rezolvare;Se foloseste relatia R a = C sV p
0,7(90 - χ ) = 8× 10-4 ×1 ×10×60,7(90 – 5)=2,37μ. **69 Sa se determine rugozitatea suprafetei obtinuta prinmortezarea unui canal de pana, daca avansul de lucru este10μ/cursa si unghiul de atac secundar al sculei este de 100.
Rezolvare .Se foloseste relatia:
R c = s ×tg χ 1 = 10×tg100 =10×0,176 = 1,76μ.**70 Sa se determine rugozitatea suprafetei care se obtine la
prelucrarea prin frezare(in sensul si sens contrar) a unei piese plane din OL37, daca se foloseste o freza cilindrica cu D=60mm, Z = 8 dinti si avansul pe dinte Sd = 0,2 mm.
57

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 56/193
Rezolvare :La frezarea contra avansului se foloseste reletia;
R a = .500049,0)3014,322,08(2
2,03014,3
)2(2 2
222
2
222
µ π
π ==
××+×
××=
+×
××mm
RS z
S R
d
d
La frezarea in sensul avansului se foloseste relatia;
R a = .50005,0)3014,322,08(2
2,03014,3
)2(2 2
222
2
222
µ π
π ==
××−×
××=
−×
××mm
RS z
S R
d
d
**71 Sa se determine rugozitatea suprafetei ce se obtine larectificarea prin metoda avansului longitudinal, la o piesa calita
cu diametrul de 50 mm, daca avansul in fractiuni din latimeadiscului abrazivde 15mm, este β =0,4, iar avansul de patrunderet = 0,01mm. Se considera ca se executa patru curse fara avans de
patrundere, iar viteza piesei V p = 20m/min.Rezolvare:R = 0,689
.37,04
01,0204,0689,0
217,0
148,0212,027,0
217,0
149,0212,027,0
µ β
=××
=××
n
t V p
**72. Care este rugozitatea suprafetei de prelucrare prin frezare
frontala a unei piese din Fc 20 (HB ≥ 170) daca se foloseste ofreza cu unghiurile de atac principal si secundar χ 1 = χ 2 = 450.Se lucreaza cu avansul pe dinte de 0,25mm.Rezolvare:
R= .125,012
25,0
452
25,00
1
µ χ χ
=×
==+ ctg ctg ctg
sd
**73 Sa se determine rugozitatea maxima la prelucrareaunei suprafete plane pe o pisa di OLC45. Prelucrarea se face cuo freza cilindrica elicoidala cu
D =60mm, si z = 8 dinti. Avansul pe dinte este de Sd = 0,15mm,iar adancimea de aschiere t = 3mm.Rezolvare :Se foloseste relatia:
58

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 57/193
R max =.96,0
17,0
12,02,1
Dt S r ××
in care Sr = z×sd = 8×= 1,2 mm/rot.
Inlocuid rezulta:
R max =.9,360369,0.
60
32,196,0
17,0
12,02,1
µ ==××
***74 Jocul minim calculat Jmin in ajustaj alunecator este de 70μ, iar jocul maxim Jmax =140 μ. sa se stabileasca dimensiunilearborelui si gaurii la diametrul nominal de 60 mm, cu ajustaj insistemul alezaj unitar, daca gaura se obtine printr – o alezare de
precizie, iar arborele prin rectificare.Rezolvare:
Se noteaza diametrele suprafetelor cilindrice la care se refera jocurile calculate( diametrele masurate intre adancituri) cu D – pentru diametrul gaurii si cu d – pentru diametrul arborelui. Inacest caz jocul calculat este J = D – d .
La masurarea pieselor imbinate cu ajutorul unui calibru potcoava si a unui calibru tampon, vor fi masurate nu diametrele
D si d ci diametrele intre creste, care se vor nota cu D ’ si d’ . Inacest caz jocul dintre diametrele masurate in mod real este J’ =D’ – d’
Daca se notteaza inaltimea asperitatilor cu h – pentru arbore sicu H – pentru gaura, se obtine reletia intre diametrele calculate sicele masurate in realitate.
D = D’ + 2Hd= d’ – 2h.
Daca se scvad cele doua egalitati se obtine:
D – d = D’ + 2H – d’ + 2h = D’ – d’ + 2(H + h).Introducand jocul, relatiile de mai sus se pot scrie:J = J’ + 2(H + h)J’ = J – 2(H + h)Se trage concluzia ca jocul obtinut prin masurare este mai micdecat cel calculat, cu dublul inaltimii rugozitatii de suprafata
pentru piesele in imbinare.
59

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 58/193
Considerand ca valorile medii ale inaltimii neregularitatilor corespunzatoare metodelor de prelucrare stabilite prin problemasunt: H = 15μ si h = 9μ se pot determina jocurile:
J '
min = Jmin – 2( H + h) = 70 – 2(15 + 9) = 22μ.J '
max = Jmax – 2( H + h) = 140 – (15 + 9 ) = 92μ.Deerminand jocurile care urmreaza sa fie masurate in mod
real, din tabele de tolerante in sistemul alezaj unitar se alegeajustajul cel mai corespunzator. In cazul de fata va fi un ajustajalunecator( joc 30----90μ). Cotele din desen ale arborelui si
gaurii la acest ajustaj, in sistemul alezaj unitar, pentru diametrulnominal de 60mm este:diametrul gaurii D’ = Ф60+0,03 mmdiametrul arborelui d’ = Ф60 03,0
06,0
−
− mm.
1.6.3 Probleme nerezolvate.**75 Sa se determine rugozitatea unei piese din otel prelucrata
prin strungire cu un cutit care are raza varfului r 2mm. Sirespectiv 4mm: avansul de lucru fiind s = 1,5 mm/rot.**76 cu ce avans trbuie prelucrata prin strungire o piesa din otelca rugozitatea sa nu depaseasca 0,4 μ. Scula are raza la varf r =0si unghiurile de atac principal si secundar χ 1 = χ 2 = 300. **77 Sa se determine rugozitatea suprafetei obtinuta primortezarea unui canal de pana, daca avansul de lucru este de20μ/cursa si unghiul de atac secundar al sculei este de 150.**78 sa se determine rugozitatea maxima la prelucrarea uneisuprafete plane pe o piesa din OLC45. Prelucrarea se face cu o
60

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 59/193
freza cilindrica elicoidala cu D = 80mm si z = 10dinti. Avansul pe dinte sd = 0,20mm, iar adancimea de aschieret = 5 mm.
Tabelul 1.Relatii de calcul pentru rugozitatea suprafeteiMetoda de
prelucrareSchita operatiei de
prelucrareRelatia de calcul
1 2 3Strunjire
R= ,1 χ χ ctg ctg
s
+
pentru r=0 (1)
StrunjireR c = r -
4
22 s
r −
χ >arcsinr
s
2sau aproximat
R c =r
s
8
2
1 χ >arcsinr
s
2
61

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 60/193
(2)StrunjireR c =
1
1
χ χ ctg ctg +[s-
-r(tg )]22
1 χ χ tg +
χ <arcsinr
s
2si
1 χ <arcsinr
s
2(3)
Strunjire R c =r(1-cos χ )+s×sin χ cos χ
- sin χ
).sin2(sin χ χ sr s −×
χ <arcsinr
s
2, 1 χ >arcsin
r
s
2
(4)Strunjire R c =r(1-cos 1 χ )+s×sin 1 χ
cos 1 χ - sin 1 χ
).sin2(sin 11 χ χ sr s −×
χ =arcsinr
s
2, 1 χ =arcsin
r
s
2
(5)
Tabelul 1 (continuare)1 2 3
Mortezare R c = s tg 1 χ (6)
Frezarecilindricacontraavansului
R c= .)2(22
222
R zs
s R
z
z
π
π
+(7)
Aprox. R c = R
s z
8
2
62
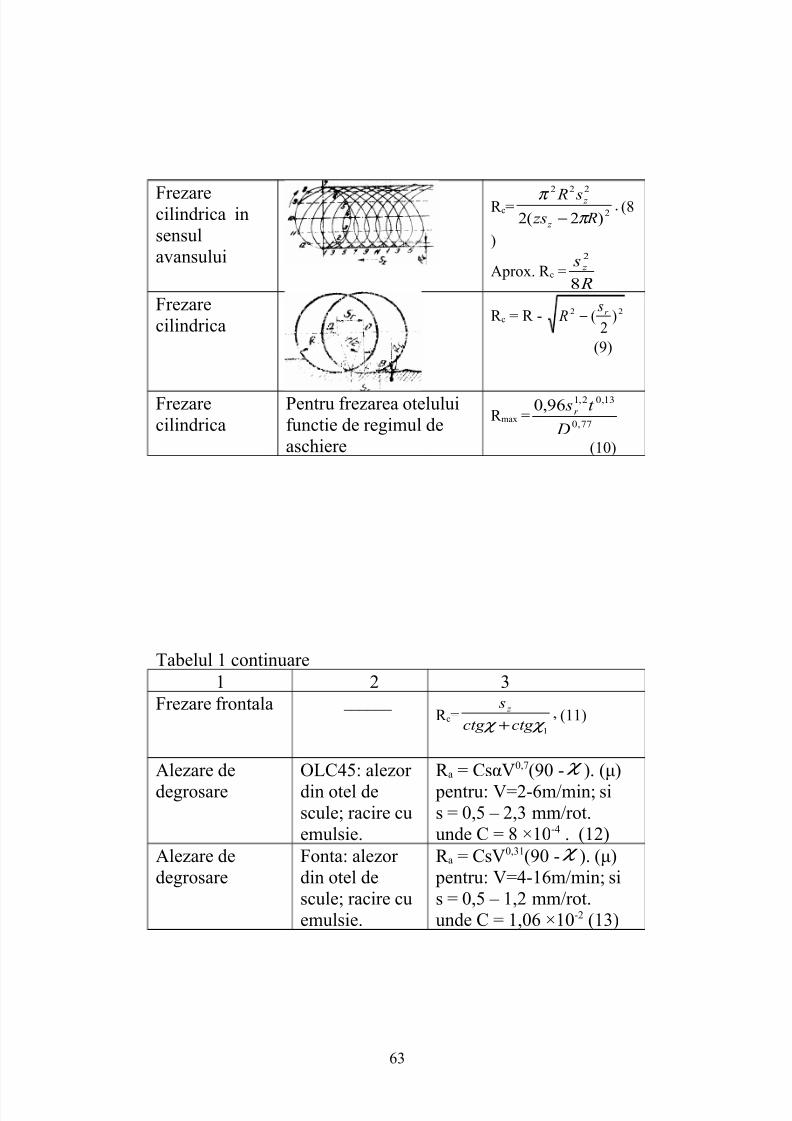
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 61/193
Frezarecilindrica insensulavansului
R c= .)2(22
222
R zs s R
z
z
π
π
−(8
)
Aprox. R c = R
s z
8
2
Frezarecilindrica
R c = R - 22 )2
( r s R −
(9)
Frezarecilindrica
Pentru frezarea oteluluifunctie de regimul deaschiere
R max =77,0
13,02,196,0
D
t sr
(10)
Tabelul 1 continuare1 2 3
Frezare frontala ______ R c= ,
1 χ χ ctg ctg
s z
+(11)
Alezare de
degrosare
OLC45: alezor
din otel descule; racire cuemulsie.
R a = CsαV0,7(90 - χ ). (μ)
pentru: V=2-6m/min; sis = 0,5 – 2,3 mm/rot.unde C = 8 ×10-4 . (12)
Alezare dedegrosare
Fonta: alezor din otel descule; racire cuemulsie.
R a = CsV0,31(90 - χ ). (μ) pentru: V=4-16m/min; sis = 0,5 – 1,2 mm/rot.unde C = 1,06 ×10-2 (13)
63

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 62/193
Rectificarecilindrica cuavanslongitudinal
R z=0,689127,0
148,0212,027,0
nt V pβ (1
4)
Rectificare planaR a = [
3/2]
2 DbC V
V
d
p
(15)
Notatii folosite:
S – avansul, in mm/rot; 1 χ -unghiul de atac secundar, in grade;v – viteza de aschiere in m/min; γ – unghiul de degajare alalezorului, in grtade; sz= avansul pe dinte (mm); t – adancimeade aschiere, in mm; β – avansul, in fractiuni din latimea disculuiabraziv; Vd – viteza discului abraziv, in m/s; b = 5—20, raportintre latimea si adancimea urmei granulei; γ – unghiul de atac
principal, in grade; r – raza varfului cutitului, in mm; α – unghiulde eszare al alezorului, in grd; R – raza frezei, in mm; s r = sz ×z- avansul pe rotatie, in mm; D – diametrul frezei, respectiv al
discului abraziv, in mm; V p – viteza piesei, in m/min; n – numarul de treceri fara avans transversal; C – numar de granule pe unitatea de suprafata a discului abraziv.
2
MASURATORI TEHNICE
2.1 Indicatii teoretice2.1.1 Masurare, control verificare.
Masurarea este procesul sau operatia experimentala princare cu ajutorul unui mijloc de masurare( instrument, aparat etc)si in anumite conditii, se derermina valoarea unei marimi date,
64

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 63/193
inraport cu o unitate de masura data. De exemplu prin masurarese determina diametrul unei piese cilindrice sau lungimea unei piese oarecare.
Controlul, in schimb, include si ideea de calitate, deoarececuprinde atat operatia de masurare, cat si procesul de compararea valori masurate cu o valoare de referinta. In ultima instanta
prin control se stabileste daca valoarea marimi respectivecorespunde conditiilor initiale impuse.
Verificarea are ca scop final, tot, de a se stabili daca valoarea
determinata corespunde valori sau valorilor impuse.Masurarea, controlul, verificarea si alegerea mijloacelor demasurare corespunzatoare constituie o problema de optimizaretehnico – economica .
Prin metode de masurare se intelege totalitatea operatiilor executate pentru masurarea valorilor unei anumite marimi cuajutorul unui anumit mijloc de masurare(instrument, aparat),avand anumite caracteristici da precizie, de productivitate inanumite conditii exteroiare de temperatura, umiditate etc.
Orice aparat de masurare este constituit din trei parti prrincipale; sistemul de palpare, mecanismul de amplificare sidispozitivul indicator.. Sistemul de palpare vine in contact cusuprafata piesei in timpul masurari. Mecanismil de amplificare,are rolul de a mari precizia la determinarea valorilor absolute aledimensiunilor, sau de a amplifica variatile(abaterile) efective aledimensiunilor.Mecanismul indicator, arata, rezultatelemasuratorilor efectuate
Metodele si mijloacele de masurare sunt caracterizate printr-o serie de indici metrologici cum sunt; scara gradata, repere,
diviziune, valoarea diviziuni, precizia citiri, domeniul demasurare al aparatului, pragul de sensibilitate, raportul deamplificare, pragul de sensibilitate etc.
Raportul de amplificare, raportul dintre deplasarea liniarasau unghiulara a acului indicator si variatia marimi masuratecare provoaca aceasta deplasare. La aparatele cu parghie,raportul de amplificare poate fi exprimat cu relatia:
65

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 64/193
K = l L (2.1)
In care:L este lungimea bratului mare al parghiei de amplificare,l este lungimea bratului mic de amplificare.
Dar, raportul de amplificare poate fi exprimat si ca raportuldintre diviziunea scarii gradate (c) si valoarea diviziuni (i) peaceeasi scara, respectiv
K =i
c(2.2)
2.2 Probleme rezolvate si nerezolvate**79. Daca la un comparator cu cadran circular (ceascomparator) diviziunea este de 1,5 mm, iar valoareadiviziuni( inscrisa pe cadran) este de 0,01 mm, sa se calculezeraportul de amplificare.Rezolvare;Se cunoaste: c = 1,5 mm; i = 0,01 mm. Se cere K.
K =i
c=
01,0
5,1= 150. K = 150 de ori este raportul de
amplificare.**80 Valoarea diviziuni la un ceas comparator este de 1,0 (c =1). Iar valoare diviziuni inscrisa pe cadran este de 0,001 mm ( i= 0,001 mm). Sa se calculeze raportul de amplificare K.Rezolvare:
K = K =i
c=
001,0
0,1= 1000. K = 1000, adica raportul de
amplificare este de 1000 de ori.**81 Pentru c = 2 mm si i = 0,02, sa se calculeze raportul de
amplificare K.
**82 Pentru c = 2,5 mm si i = 0,08, sa se calculeze raportul deamplificare K.
2.3 Erori de masurare Datorita imperfectiuni mijloacelor de masurare, practica aaratat, ca valorile marimilor (dimensiunilor) masurate nu pot fi
66

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 65/193
determinate cu precizie absoluta. Ele sunt afectate de asanumitele erori de masurare. Prin eroare de masurare se intelegediferenta dintre reziltatul masurarii unei marimi date si valoareasa adevarata adica,
∆Xi = Xi – X ( i = 1,2.-------n). (2.3)Pentru o anumita metoda de masurare se ia in in
consideratie erorea totala de masurare, care este formata din:Eroare de indicatie a mijloacelor de masurare folosit,Eroarea procedeului de reglare,
Eroarea cauzata de abaterile de temperatura,Eroare datorata fortei de masurare.Eroarea cauzata de abaterile de temperatura:
Se ia in consideratie mai mult la masurarea dimensiunilor pieselor cu un important rol functional si care se executa cu precizie ridicata. Aceasta eroare se calculeaza cu reletia:
∆l = l(α p×∆t 0 p - αm×∆t 0m ) (2.4)in care;
l este valoarea nominala a dimensiuni ce se masoara;α p este coeficientul de dilatare liniara al piesei masurate;
∆t 0 p = t p – 20 0 reprezinta abaterea temperaturi piesei inmomentul masurari fata de temperatura de masurarestandardizata;αm – coeficientul de dilatare liniara al materialului din care esteexecutat mijlocul de masurare;∆t 0m = tm – 20 reprezinta abaterea mijlocului de masurare sau amediului ambiant fata de 200C.In cazul cand ∆t 0m = 0. relatia 2.4 devine;
∆l = l×α p×∆t
0
p
.In cazul cand ∆t 0
p = ∆t 0m = ∆t0 ≠ 0, relatia 2.4 capata forma:∆l = l×∆t0(α p – αm).
Daca α p = αm = 0:∆l = l×α×(∆t 0 p - ∆t 0m )
Evident in cazul cand ∆t 0 p = ∆t 0m =0;∆l = 0.
67

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 66/193
Dupa cum se vede, eroarea cauzata de temperatura poate fi pozitiva, negativa sau zero si daca ea trebuie neaparat si in modspecial luata in consideratie, la valoarea dimensiuni determinata
prin masurarese adauga corectia, care este egala cu eroarea, dar de semn contrar.2.4 Probleme rezolvate**83 La prelucrare prin strunjire a unei piese din otel culungimea de 100 mm, temperatura mediului ambiant este de190C, iar temperatura piesei dupa prelucrare ( si in timpul
masurari ) este de 40
0
C. Intru – cat masurarea se efectueaza cuajutorul micrometrului de exterior si α p = αm = 11,5 ×10-6 0C-1 sase calculeze eroarea datorata abaterilor de temperatura lamasurarea lungimii pieselor.Rezolvare
∆l = l(α p×∆t 0 p - αm×∆t 0m ) = l×α×(∆t 0 p - ∆t 0m ) == 100×11,5×10-6[(40 – 20 ) –( 19 -20)] = 0,024 mm =
24μ.In cazul cand piesele sunt executate din aluminiu (α p = αm = 24×10-6 0C-1) eroarea de masurare datoritaabaterilor de temperaturava fi:
∆l = l(α p×∆t 0 p - αm×∆t 0m ) = 100 ×10-6[24(40 – 20 ) – 11,5 ( 19 – 20 )] = 0,049 mm =49 μ.
In concluzie eroarea pentru otel este de 24μ, iar pentrualuminiu eroarea este de 49μ, cea ce demonstreaza ca lamasurarea pieselor din aluminiu eroarea este dubla.**84. Temperatura mediului ambiant este de 180C, la prelucrarea
prinstrunjire a unei piese din otel, cu lungimea de 80 mm, iar temperatura piesei dupa prelucrare este de 30oC( si in timpulmasurari). Masurarea se efectueaza cu micrometru de exterior siα p = αm = 11,5 ×10-6 oC-1. Sa se calculeze eroarea datorataabaterilor de temperatura la masurarea lungimi pieselor.Rezolvare:
∆l = l(α p×∆t 0 p - αm×∆t 0m ) = l×α×(∆t 0
p - ∆t 0m ) =
68

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 67/193
= 80×11,5×10-6
[(30 – 20 ) –( 18 -20)] = 0,011 mm =11μ. pentru piesele executate din otel.Daca pisele sunt executate din aluminiu (α p = αm = 24 ×10-6
oC-1) eroarea de masurare datorata abaterilor de remperatura vafi:
∆l = l(α p×∆t 0 p - αm×∆t 0m ) = 80 ×10-6[24(30 – 20 ) – 11,5 ( 18 – 20 )] = 0,049 mm = 80×10-6 ×263 =0,21 mm = 21μ.In concluzie si la aceasta masurare, eroarea este dubla la
masurarea pieselor din aluminiu.2.5 Probleme nerezolvate:*85 Strunjirea unei piese din otel cu lungimea de 70 mm, semasoara la temperatura mediului ambiant care este de 17oC, iar temperatura piesei este de 35oC( temperatura in timpulmasurari). Masurarea se efectueaza cu un micrometru de exterior si α p = αm = 11,5 ×10-6 oC-1. Sa se calculeze eroarea datorataabaterilor de temperatura la masurarea lungimi pieselor.*86 Temperatura mediului ambiant este de 19oC, la prelucrarea
prin strunjire a unei piese din otel, cu lungimea de 50 mm, iar temperatura piesei dupa prelucrare este de 45oC(si in timpulmasurari). Masurarea se efectueaza cu micrometru de exterior siα p = αm = 11,5 ×10-6 oC-1. Sa se calculeze eroarea datoratatemeraturi la masurarea lungimi pieselor.Observatie:Se va calcula atat pentru piesele din otel cat si pentru piesele din
aluminiu.
69

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 68/193
3 MIJLOACE UNIVERSALE
PENTRU MASURAREADIMENSIUNILOR LINIARE
SI UNGHIULARE
3.1 Indicatii teoretice
In constructia de masini mijloacele universale de masurareau o larga utilizare. Mijloacele universale sunt utilizate in mod
curent la control, in conditiile productiei de serie mica simijlocie.Mijloacele de masura universale se clasifica astfel: - dupa
principiul de functionare avem: masuri cu valoare constanta cecuprinde in general, calele terminale de lungime, caleleunghiulare, calele de interstitii etc; -- masuri cu valoare variabilace cuprinde masurile de lungime cu repere ca: metri gradati,
70
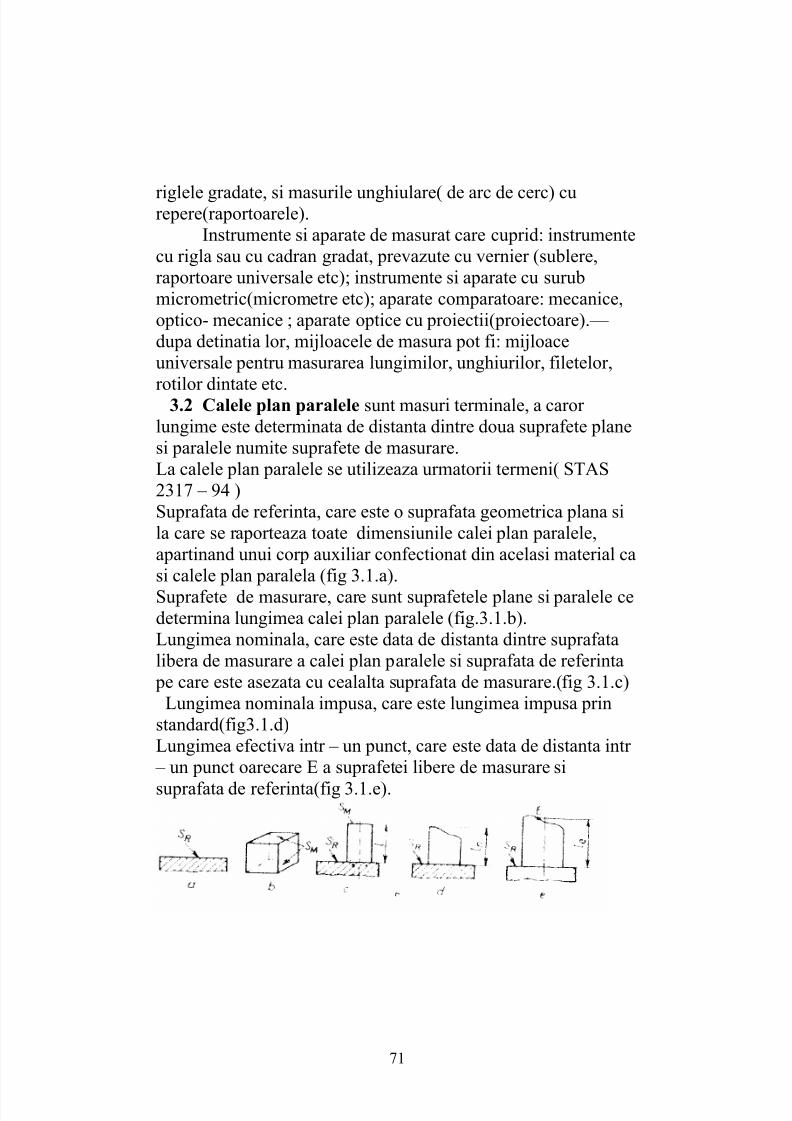
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 69/193
riglele gradate, si masurile unghiulare( de arc de cerc) curepere(raportoarele).Instrumente si aparate de masurat care cuprid: instrumente
cu rigla sau cu cadran gradat, prevazute cu vernier (sublere,raportoare universale etc); instrumente si aparate cu surubmicrometric(micrometre etc); aparate comparatoare: mecanice,optico- mecanice ; aparate optice cu proiectii(proiectoare).— dupa detinatia lor, mijloacele de masura pot fi: mijloaceuniversale pentru masurarea lungimilor, unghiurilor, filetelor,
rotilor dintate etc. 3.2 Calele plan paralele sunt masuri terminale, a caror lungime este determinata de distanta dintre doua suprafete planesi paralele numite suprafete de masurare.La calele plan paralele se utilizeaza urmatorii termeni( STAS2317 – 94 )Suprafata de referinta, care este o suprafata geometrica plana sila care se raporteaza toate dimensiunile calei plan paralele,apartinand unui corp auxiliar confectionat din acelasi material casi calele plan paralela (fig 3.1.a).Suprafete de masurare, care sunt suprafetele plane si paralele cedetermina lungimea calei plan paralele (fig.3.1.b).Lungimea nominala, care este data de distanta dintre suprafatalibera de masurare a calei plan paralele si suprafata de referinta
pe care este asezata cu cealalta suprafata de masurare.(fig 3.1.c)Lungimea nominala impusa, care este lungimea impusa prin
standard(fig3.1.d)Lungimea efectiva intr – un punct, care este data de distanta intr
– un punct oarecare E a suprafetei libere de masurare si
suprafata de referinta(fig 3.1.e).
71

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 70/193
Fig.3.1 Elementele calelor plan paraleleCalele plan paralele au forma de paralelipiped dreptunghic( vezifig 3.1.b) si sunt executate din otel aliat, cu o duritate minima asuprafetelor de masurare de 62 HRC si o rugozitate R a = 0,012μ.Lungimea nominala impusa (ln) se inscrie fie pe una dinsuprafetele de masurare, cand ln ≤ 5,5mm, fie pe una dinsuprafetele laterale, cand ln ≥5,5mm. (Fig.3.2.)
Fig 3.2. Cale plan paralele Calele plan paralele se executa cu lungimi normale impuse, carereprezinta termenii unor serii (trepte) constituite in progresie
aritmetica (tabelul 3.1)Tabelul 3.1Seria Ratia seriei(trepta),
mmValoarea lungimii nominale
impuse ln, mm1234567891011
0,0010,0010 010,010,010,10,50,51,0
1025
1,001; 1,002 -----------------1,099,990; 9,991----------------
10,0101,01; 1,02------------------ 1,091,01; 1,02--------------------1,499,90; 9,91-------------------
10,101,1; 1,2;-------------------- 1,91,0; 1,5;-------------------- 9,51,0; 1,5;-------------------24,51; 2; ----------------------9
72
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 71/193
12 100 10; 20;-------------------10025; 50;-------------------100100; 200------------------1000
De regula, calele plan paralele se livreaza in truse, o trusaasociind cateva serii de cale. Calele se clasifica in cinci clase de
precizie , care sunt notate cu: 00, 0, 1, 2, si 3.(cea mai precisafiind clasa 00). Suprafetele de lucru (de masurare) ale calelor trebuie astfel prelcrate, incat sa aiba proprioetatea de aderare
intre ele, la suprafete plane din acelasi material. Aderarea poateavea loc prin simplu contact( la cale de clasa 00 si 0 ) sau prinapasare ( la cale de clasele 1, 2, si 3). Proprietatea de aderare acalelor da posibilitatea formarii blocurilor de cale( fig 3.3), care, practic, pot avea orice dimensiune.
Fig 3.3 Bloc de cale plan paralele
Dimensiunea blocurilor de cale este egala cu suma lungimilor calelor componente. La formarea blocilui de cale, calelecomponente se aleg in mod succesiv, in functie de ultimazecimala.
3.2.1 Probleme rezolvate:
**87 Sa se formeze un bloc de cale cu dimensiunea 45,213 mm.Rezolvare ;Dimensiunea blocului de cale 45,213 mm
Dimensiunea primei cale 1,003 mmRestul 44, 210 mm
Dimensiunea celei de a doua cale 1, 01 mmRestul 43,20 mm
73

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 72/193
Dimensiunea celei de a treia cale 3,2 mmRestul si dimensiunea celei 40,0 mmde a patra cale.
*88 Sa se formeze un bloc de cale cu dimensiunea de 37,545mm
Rezolvare ;Dimensiunea blocului de cale 37,545 mm
Dimensiunea primei cale 1,005 mmRestul 36,540 mm
Dimensiunea celei de a doua cale 1, 04 mmRestul 35,50 mmDimensiunea celei de a treia cale 5,5 mm
Restul si dimensiunea celei 30,0 mmde a patra cale.
*89 Sa se formeze un bloc de cale cu dimensiunea de 58,324mm
Rezolvare ;Dimensiunea blocului de cale 58,324 mm
Dimensiunea primei cale 1,004 mmRestul 57,320 mm
Dimensiunea celei de a doua cale 1, 02 mmRestul 56,300 mm
Dimensiunea celei de a treia cale 6,3 mmRestul si dimensiunea celei 50,0 mm
de a patra cale.*90 Sa se formeze un bloc de cale cu dimensiunea de 74,584mm
Rezolvare ;Dimensiunea blocului de cale 74,584 mm
Dimensiunea primei cale 1,004 mmRestul 73,58 mm
Dimensiunea celei de a doua cale 1, 08 mmRestul 72,500 mm
Dimensiunea celei de a treia cale 2,5 mm
74

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 73/193
Restul si dimensiunea celei 70,0 mmde a patra cale.
3.2.2 Probleme nerezolvate
**91 Sa se formeze blocurile de cale pentru ficare dimensiune:63,237 mm; 57,325 mm; 43,235 mm; 89,375mm; si 115,237mm.
3.3 Instrumente de masurare cu scara gradata si vernier
Cele mai utilizate instrumente cu scara gradata si cuvernier pentru masurarea lungimilor sunt:sublerul de exterior,sublerul de exterir si interior, sublerul de adancimesi sublerul detrasaj. Se mai utilixeaza in practica si sublerul pentru masurareagrosimi dintilor la rotile dintate.Vernierul este o scara gradatasuplimentara cu ajutorul careia se mareste precizia de citire afracttlor de diviziuni de pe scara gradata principala a sublerului.
Dupa limita superioara de masurare avem urmatoareledimensiuni de sublere: L = 150, 200, 300, 500, 800, 1000, 1500si 2000 mm.
Dupa valoarea diviziuni vernierului avem: subler cuvaloarea diviziunii vernierului de 0,1 mm; subler cu valoarediviziui venierului de 0,05mm, si subler cu valoarea diviziunivernierului de 0,02 mm.
Sublerul de exterior si interior se executa in diferitevariante constructive: cu doua ciocuri de masurare (fig. 3.4 a),cu patru ciocuri de masurare( cate doua de o parte si alta, fig 3.4,
b,c) cu doua ciocuri normale pentru exterior si cu doua ciocuriinverse pentru interior 9fig.3.4, b) El este constituit din rigla
gradata 1 (diviziunea fiind egala cu 1 mm) cu unul sau douaciocuri 2 si cursorul 3, cu ciocurile 4 si vernierul 5.Ciocurile 2 si4 au suprafetele de masurare 10, care, in timpul masurarii, faccontact cu suprafata (sau suprafetele) piesei ce se masoara.Cursorul 3 cu ciocurile sale se poate deplasa pe rigla si, si duparealizarea contactului dintre piesa si suprafetele de masurare alesublerului, se blocheaza cu ajutorul surubului 6, pentru ca citirea
75
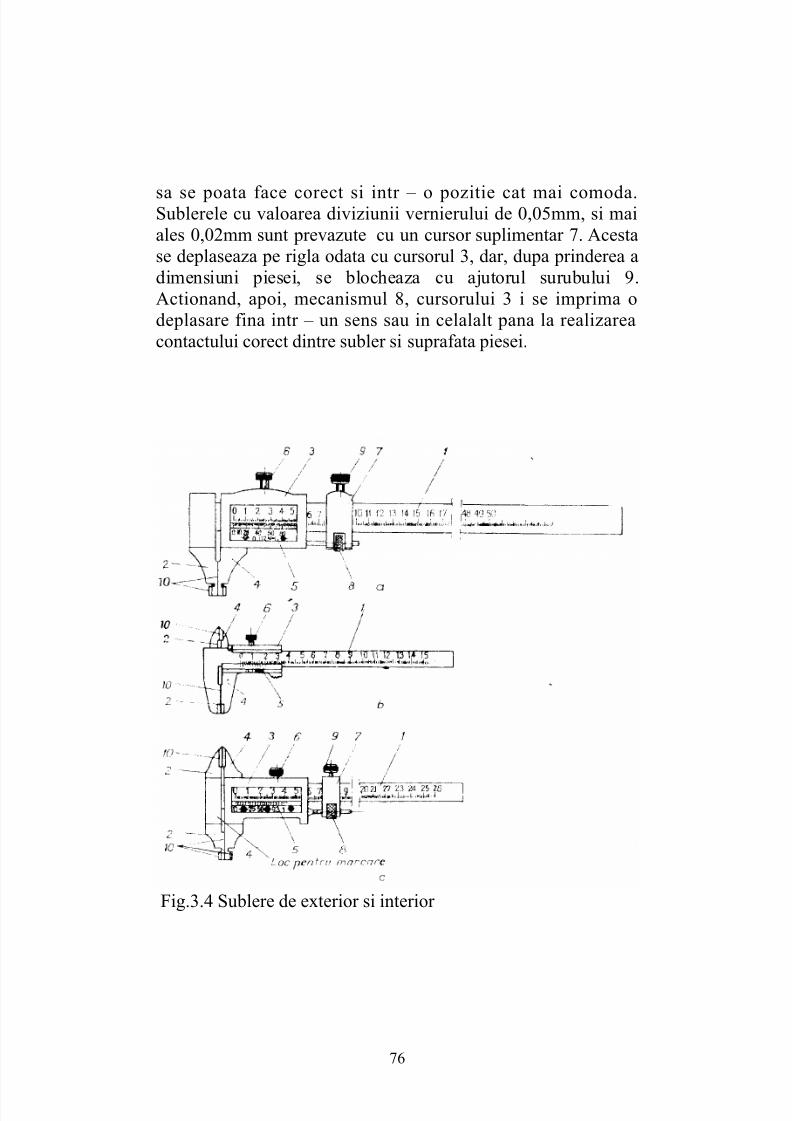
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 74/193
sa se poata face corect si intr – o pozitie cat mai comoda.Sublerele cu valoarea diviziunii vernierului de 0,05mm, si maiales 0,02mm sunt prevazute cu un cursor suplimentar 7. Acestase deplaseaza pe rigla odata cu cursorul 3, dar, dupa prinderea adimensiuni piesei, se blocheaza cu ajutorul surubului 9.Actionand, apoi, mecanismul 8, cursorului 3 i se imprima odeplasare fina intr – un sens sau in celalalt pana la realizareacontactului corect dintre subler si suprafata piesei.
Fig.3.4 Sublere de exterior si interior
76

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 75/193
Urmeaza blocarea cursorului 3 si efectuarea citirii. Dimensiuneaefectiva a piesei masurate se citeste pe scara riglei in dreptulreperului zero al vernierului pentru un numar intreg de milimetri.La aceasta citire se adauga numarul de fractiunide milimetru deordinul 0,1; 0,03 sau 0,02mm(in functie de valoarea diviziunivernierului) cate diviziuni sunt de la reperul zero al vernierului
pana la reperul de pe vernier care se gaseste in prelungirea unuireper de pe rigla.Intre indicii metrologici ai sublerului existaurmatoarele reletii:
c
’
=γ ×c – i (3.1)n =
i
c(3.2)
l = n × c’ (3.3)in care: c este diviziunea( si valoarea diviziuni) de pe rigla, inmm;
i – valoarea diviziuni( precizia sublerului) de pe vernier,in mm;
c’ – diviziunea de pe vernier, in mm;n – numarul de diviziuni de pe vernier;
l – lungimea vernierului, in mm;γ – modulul vernierului, cu ajutorul caruia pe vernier se
obtin diviziuninormale( cand γ=1) sau marite aproape de
dublu( cand γ=2 – pentrumasurarea citirii).
De exemplu:-- la sublerele cu c = 1mm, i = 0,1mm si γ=1 se obtin:
c’ =γ ×c – i =1×1 – 0,1 =0,9mm;
n = ic = 1,0
1 = 10 diviziuni.l = n × c’ = 10 ×0,9 =9mm;
ceea ce inseamna ca pe vernier sunt 10 diviziuni a 0,9mmfiecare, cu o lungime totala a vernierului de 9mm.(fig 3.4, a)
77

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 76/193
la sublerele cu c=1mm; i= 0,05mm si γ=1, vernierul are20 de diviziuni a 0,95 mm, cu o lungime totala de19mm(fig 3.3, b)la sublerele cu c =1mm, i = 0,02mm si γ=1, vernierul are50 de diviziuni a 0,98mm fiecare diviziune, cu o lungimetotala a vernierului de 49mm (fig 3.4,c).Rugozitatea suprafetei de masurare a ciocurilor lungi va fi:
la sublerele cu valoarea diviziuni vernierului de 0,1 si 0,05mmR a =0,4μ iar la sublerele cu valoarea diviziunii vernierului de
0,02mm, R a =0,2μ.Rugozitatea suprafetelor culisante va fi: R a =0,8μ.In figura 3.5 sunt prezentate vernierele sublrelor de diferite
precizii.
Fig.3.5 Vernierele sublerelor de diferite precizii.
Cand suprafetele de masurare ale ciocurilor sunt in contact,reperle zero de pe rigla si verniertrebuie sa fie in continuare.Materialul pentru confectionarea sublerelor se alege de
catre producator cu conditia respectarii normelor STAS si aduritatii supafetelor de masurare de54 – 60 HRC la coicuri si 46 – 50 HRC la tija de adancime.
78

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 77/193
3.4 Probleme rezolvate si nerezolvate**92 Dupa efectuarea masurari, dimensiunea masurata
cu un subler cu precizia de 0,1mm se prezinta astfel: reperul zeroal vernierului se gaseste intre reperele 32 si 33, de pe rigla, iar in
prelungirea cu un reper de pe rigla se gaseste al saptelea reper de pe vernier. Sa se stabileasca valoerea dimensiuni masurate.
Rezolvare:30 + 7×0,1 = 32,7mm.
**93 Dupa efectuarea masurari reperul zero al vernierului se
gaseste intre reperele 45 si 46 de pe rigla, iar in prelungire cu unreper de pe rigla se gaseste al cincilea reperde pe vernier. Sa sestabileasca valoarea dimensiuni masurate.
Rezolvare:45 + 5×0,1 = 45,5mm.
**94 Reperul zero al vernierului se gaseste intre reperele 62 si63 de pe rigla, iar in prelungirea cu un reperde pe rigla se gasesteal noualea reper de pe vernier. Sa se stabileasca valoareadimensiuni masurate.**95 La masurare reperul zero al vernierului se gaseste intrereperele 81 si 82 de pe rigla, iar in prelungire cu un reper de perigla se gaseste al optulea reper de pe vernier. Sa se stabileascavaloarea dimensiunii masurate.
79
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 78/193
4CONTROLUL DIMENSIUNILOR
SI SUPRAFETELOR CU AJUTORUL CALIBRELOR LIMITATIVE
4.1 Indicatii teoretice
In productia de serie mare si de masa, pentru controlul pieselor se folosesc calibrele, care asigura o productivitateridicata, intr – cat timpul de control se reduce considerabil, dar
sunt inlaturate diferite erori de indicatie, de citire etc.Din punct de vedere al pozitiei suprafetelor saudimensiunilor pe care le controleaza, calibrele se clasifica in:
- calibre pentru suprafete sau dimensiuni interioare;- calibre pentru suprafete sau dimensiuni exterioare.
Calibrele pentru controlul dimensiunilor( suprafetelor)exterioare au forma de potcoava sau de inel, iar cele pentru
80

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 79/193
controlul dimensiunilor (suprafetelor) interioare au forma detampon(cilindru complet, cilindru incomplet, sferic, etc);Dupa felul dimensiuni sau a suprafetei de contact, calibrele
pot fi: calibre pentru verificarea arborilor cilindrici sau alezajelor cilindrice; calibre pentru controlul dimensiunilor ( lungimi,latimi, grosimi, inaltimi si adancimi) suprafetelor care formeazaajustaje plane; calibre pentru controlul distantei dintre axele adoua alezaje sau dintre un alezaj si o suprafate plana etc.
Dupa destinatie avem: calibre de lucru, de control, de
receptie; contracalibre.Din punct de vedere al dimensiuni limita dupa care se verifica piesele deosebim: calibre partea „trece” si calibre partea „nutrece”. In fig.4.1 este prezentata schema de principiu pentruverificarea arborilor.
Fig.4.1 Schema de principiu pentru verificarea arborilor cuajutorul calbrelor limitative
Astfel arbori prelucrati trebuie sa aiba diametrul efectiv cuprinsintre diametrul maxim prescris ( dmax ) si diametrul minim
prescris ( dmin ) Arbori trebuie sa treaca prin acest calibru care senumeste partea „trece” si care nu trebuie sa treaca prin acestcalibru care se numeste partea „nu trece”.
In figura 4.2 este prezentata schema de principiu pentruverificarea alezajelor
81

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 80/193
Fig 4.2 Schema de principiu pentru verificarea alezajelor cuajutorul calibrelor limitative
Alezajele prelucrate trbuie sa aiba pentru diametrulefectiv, valori cuprinse intre diametrul maxim prescris (Dmax ) sidiametrul minim prescris (Dmin) . Acest calibru trbuie sa treaca
prin alezajele considerate corespunzatoare si, din acest motiv, else numeste calibru partea „trece”. Cu un al doilea calibru severifica daca alezajele au ( sau nu au) diametrul efectiv mai micsau cel mult egal cu Dmax. Acest calibru care se numeste partea„ nu trece” are diametrul nominal egal teoretic, cu D max si el nutrbuie sa treaca prin alezajele considerate corespunzatoare.
Tipuri constructive de calibre:In fig 4.3 sunt prevazute cateva tipuri constructive de calibre
pentru controlul dimensiunilor exterioare.
82
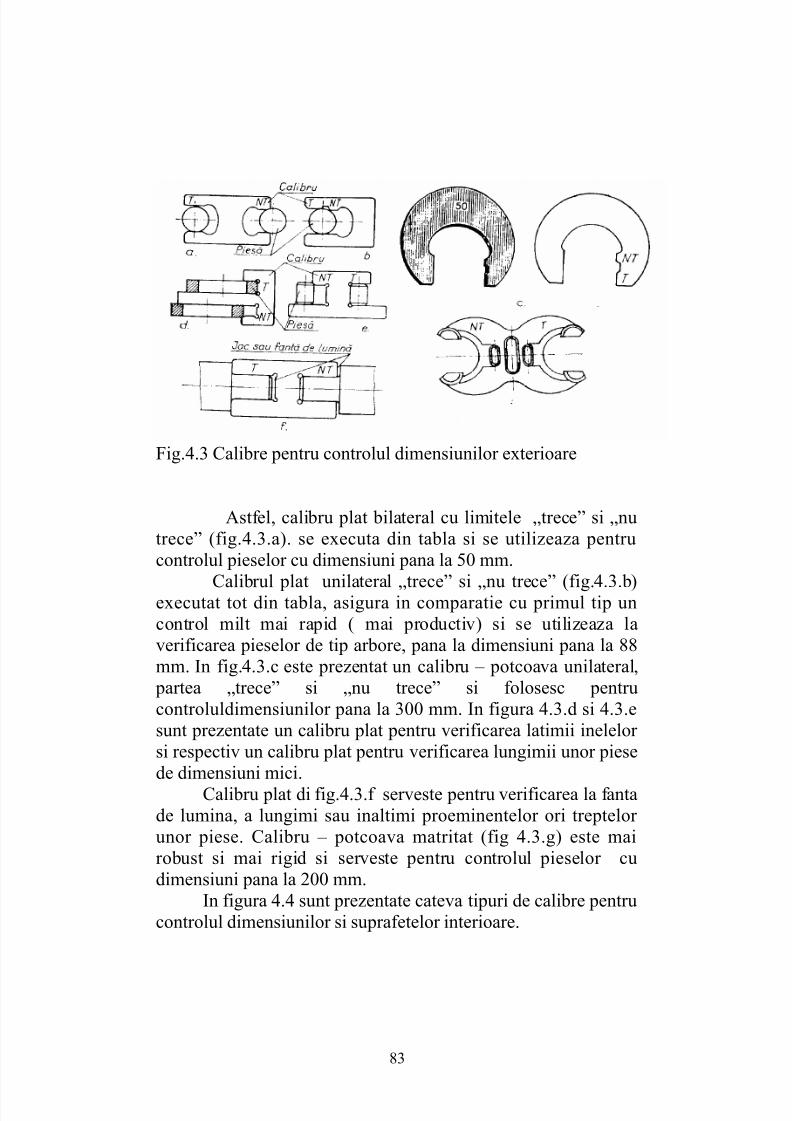
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 81/193
Fig.4.3 Calibre pentru controlul dimensiunilor exterioare
Astfel, calibru plat bilateral cu limitele „trece” si „nutrece” (fig.4.3.a). se executa din tabla si se utilizeaza pentrucontrolul pieselor cu dimensiuni pana la 50 mm.
Calibrul plat unilateral „trece” si „nu trece” (fig.4.3.b)executat tot din tabla, asigura in comparatie cu primul tip uncontrol milt mai rapid ( mai productiv) si se utilizeaza laverificarea pieselor de tip arbore, pana la dimensiuni pana la 88mm. In fig.4.3.c este prezentat un calibru – potcoava unilateral,
partea „trece” si „nu trece” si folosesc pentrucontroluldimensiunilor pana la 300 mm. In figura 4.3.d si 4.3.esunt prezentate un calibru plat pentru verificarea latimii inelelor si respectiv un calibru plat pentru verificarea lungimii unor piesede dimensiuni mici.
Calibru plat di fig.4.3.f serveste pentru verificarea la fantade lumina, a lungimi sau inaltimi proeminentelor ori treptelor unor piese. Calibru – potcoava matritat (fig 4.3.g) este mairobust si mai rigid si serveste pentru controlul pieselor cudimensiuni pana la 200 mm.
In figura 4.4 sunt prezentate cateva tipuri de calibre pentrucontrolul dimensiunilor si suprafetelor interioare.
83
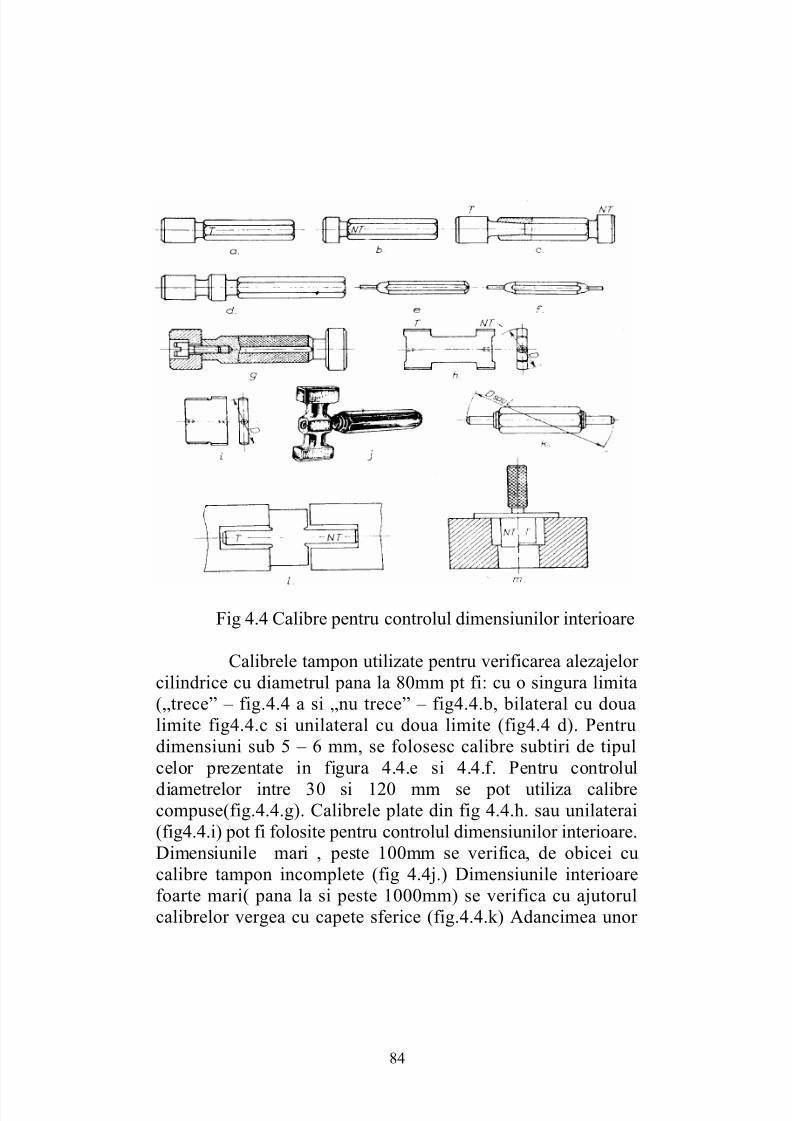
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 82/193
Fig 4.4 Calibre pentru controlul dimensiunilor interioare
Calibrele tampon utilizate pentru verificarea alezajelor cilindrice cu diametrul pana la 80mm pt fi: cu o singura limita(„trece” – fig.4.4 a si „nu trece” – fig4.4.b, bilateral cu doualimite fig4.4.c si unilateral cu doua limite (fig4.4 d). Pentrudimensiuni sub 5 – 6 mm, se folosesc calibre subtiri de tipulcelor prezentate in figura 4.4.e si 4.4.f. Pentru controlul
diametrelor intre 30 si 120 mm se pot utiliza calibrecompuse(fig.4.4.g). Calibrele plate din fig 4.4.h. sau unilaterai(fig4.4.i) pot fi folosite pentru controlul dimensiunilor interioare.Dimensiunile mari , peste 100mm se verifica, de obicei cucalibre tampon incomplete (fig 4.4j.) Dimensiunile interioarefoarte mari( pana la si peste 1000mm) se verifica cu ajutorulcalibrelor vergea cu capete sferice (fig.4.4.k) Adancimea unor
84

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 83/193
cavitati se poate verifica la fanta de lumina cu ajutorul calibruluide tipulc elui prezentat in figura 4.4.l iar pentru verificarealungimi treptelor unor alezaje se pot utiliza calibre de fulul cului
prezentat in fig.4.4m.4.1.1** Sistemul ISO de tolerante pentru calibre sicontracalibre
Calibrele, fiind mijloace de control, trebuie sa se execute
la o precizie mult mai mare decat a pieselor pe care le
controleaza. In functie de precizia si valoarea dimensiuninominale, toleranta calibrului este de la 1/3 pana la 1/10 dintoleranta dimensiuni piesei verificate.
Daca la dimensiunea calibrului de lucru partea „nu trece”se prevede o toleranta obisnuita de executie ( ca la orice piesa) ladimensiunea calibrului de lucru partea „ trece” este prevazuta (inafara tolerantei de executie obisnuita) si o asa numita tolerantade uzura.In figura 4.5. sunt prezentate pozitiile campurilor de toleranta alecalibrelor si contracalibrelor pentru verificarea arborilor (suprafetelor exterioare)
Intre pozitiile tolerantelor calibrelor pemtru verificareaarborilor(suprafete exterioare) cu dimensiun pana la 180mminclusiv(fig 4.5.a) si pozitiile tolerantelor pentru verificareaarborilor cu dimensiuni peste 180mm (fig4.5.b) exista deosebiri,care vor fi aratate in cele ce urmeaza.
*** Dimensiunea nominala a calibrului partea „trece”(notat cu „Tnou ” pentru verificarea arborilor este egala cudiametrul maxim prescris al arborelui dmax minus o valoare z1.
Toleranta de executie a calibrului, notate cu H1, este datasimetric fata de aceasta dimensiune nominala (±
2
1 H ).
Tnou = (dmax – z1) ±2
1 H (4.1)
Toleranta de uzura incepe de la mijlocul tolerantei de fabricatiesi ajunge peste diametrul maxim la o distanta y1 (la calibrele
85
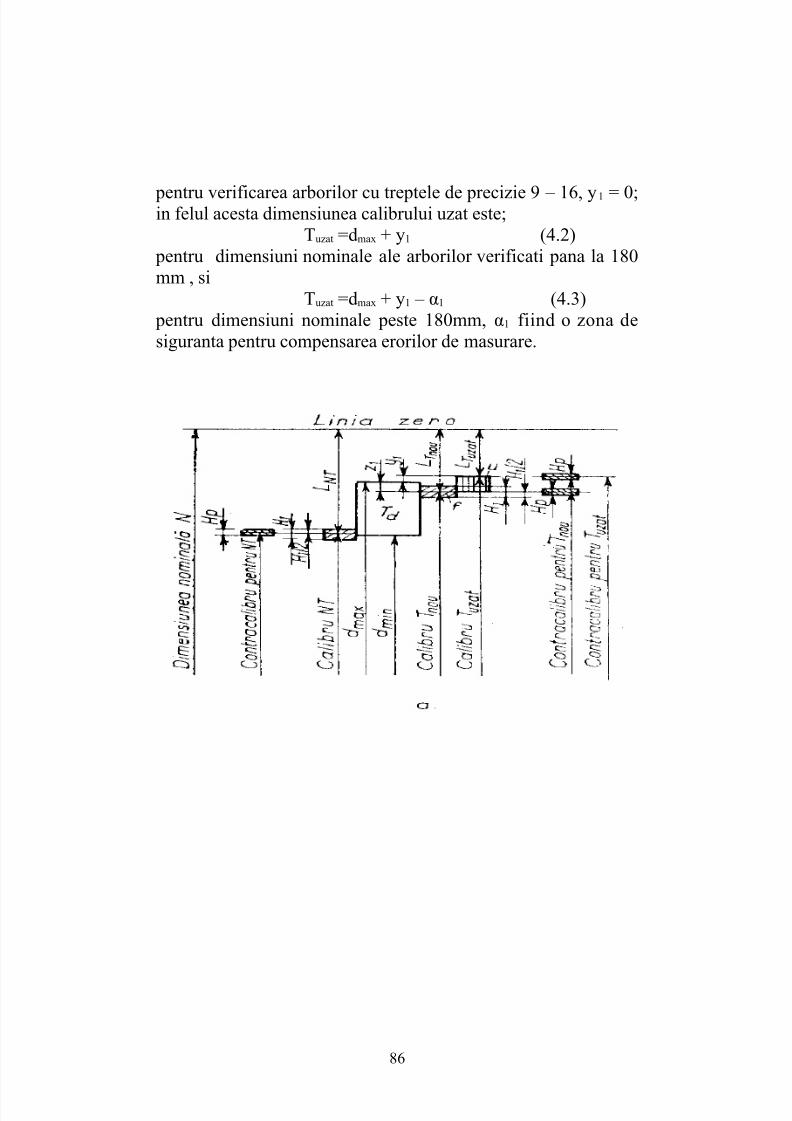
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 84/193
pentru verificarea arborilor cu treptele de precizie 9 – 16, y1 = 0;in felul acesta dimensiunea calibrului uzat este;Tuzat =dmax + y1 (4.2)
pentru dimensiuni nominale ale arborilor verificati pana la 180mm , si
Tuzat =dmax + y1 – α1 (4.3) pentru dimensiuni nominale peste 180mm, α1 fiind o zona desiguranta pentru compensarea erorilor de masurare.
86
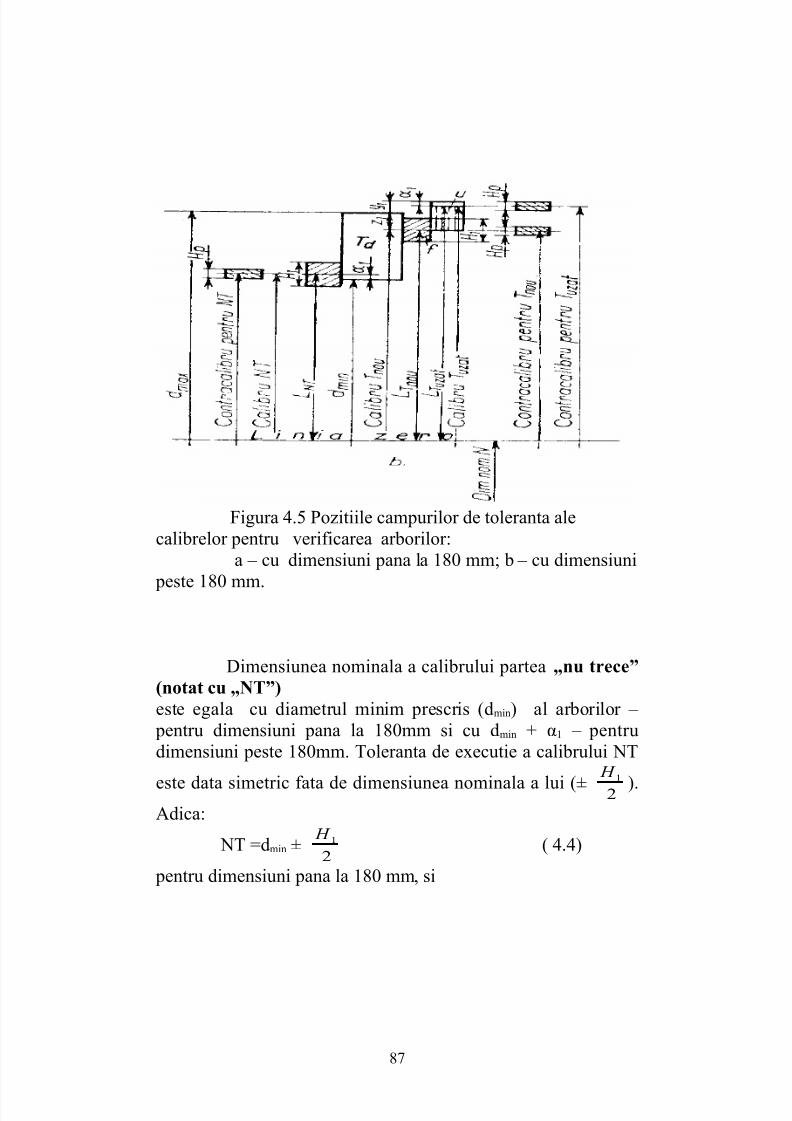
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 85/193
Figura 4.5 Pozitiile campurilor de toleranta alecalibrelor pentru verificarea arborilor:
a – cu dimensiuni pana la 180 mm; b – cu dimensiuni
peste 180 mm.
Dimensiunea nominala a calibrului partea „nu trece”(notat cu „NT”)
este egala cu diametrul minim prescris (dmin) al arborilor – pentru dimensiuni pana la 180mm si cu dmin + α1 – pentrudimensiuni peste 180mm. Toleranta de executie a calibrului NT
este data simetric fata de dimensiunea nominala a lui (± 2
1 H
).Adica:
NT =dmin ±2
1 H ( 4.4)
pentru dimensiuni pana la 180 mm, si
87

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 86/193
NT = (dmin +α1) ± 21 H (4.5)
pentru dimensiuni peste 180mm.Contracalibrele pentru verificarea calibrelor de lucru au, ca
dimensiuni nominale, dimensiunea nominala a calibrului Tnou,dimensiunea maxima de uzura a calibrului Tuzat si, rspectiv,dimensiunea nominala a calibrului NT; tolerantelecontracalibrelor (H p) sunt date simetric fata de dimensiunilenominale ale lor.
Dimensiunile nominale ale calibrelor Tnou, Tuzat si NT pentruarbori se pot calcula si cu ajutorul valorilor LTnou, LTuzat, si L NT
care sunt diferentele dintre respectivele dimensiuni nominale sidimensiunea nominala a arborilor verificati.
Tnou = (N + LTnou) ±2
1 H (4.6)
Tuzat = N + LTuzat (4.7 )
NT = ( N + L NT) ±2
1 H (4.8 )
Valorile y1, z1 si α1 si treptele de precizie ale calibrelor sunt
date in STAS 8222-68, iar valorile LTnou, LTuzat, si L NT, abaterilelimita la dimensiune si tolerantele de forma ale calibrelor sicontracalibrelor sunt date in STAS 8223-68.
In figura 4.6, a si b, sunt prezentate pozitiile canmpurilor detoleranta ale calibrelor pentru verificarea alezajelor.
*** Dimensiunea nominala a calibrului Tnou pentruverificarea alezajelor cu orice dimensiune este egala cudiametrul minim prescris Dmin al alezajului plus o valoare z.,
adica: Tnou = Dmin + z (4.9 )Toleranta de fabricatie(executie), notata cu H pentru
calibre – tampon cilindrice si cu Hs pentru calibre tamponsferice, este data simetric fata se aceasta dimensiune nominala
( ±2
H , respectiv ±
2
s H ) , adica;
88

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 87/193
Tnou = (Dmin + z) ± 2 H (4.10)
pentru calibru- tampon cilindric respectiv
Tnou = (Dmin + z) ±2
s H , (4.11)
pentru calibru tampon sfericToleranta de uzura incepe de la mijlocul tolerantei de fabricatiesi ajunge sub diametrul minim prescris la o distanta y ( lacalibrele pentru verificarea alezajelor cu treptele de precizie 9 – 16, y = 0; in acest fel, dimensiunea calibrului uzat este egalaDmin
– y pentru dimensiuni ale alezajelor pana la 180mm adica,Tuzat = Dmin – y (4.12 )
si Tuzat = Dmin – y + α (4.13 ) pentru dimensiuni peste 180mm. ( ca si la calibrele pentruarbori, α este o zona de siguranta pentru compensarea erorilor demasurare.
89

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 88/193
Fig.4.6. Pozitiile campurilor de toleranta ale calibrelor pentruverificarea alezajelor : a – cu dimensiuni pana la 180 mm; b – cu dimensiuni peste 180 mm.
Dimensiunea nominala a calibrului NT este egala cu
diametrul maxim prescris Dmax al alezajului pebntru dimensiuni pana la 180mm adica,
NT = Dmax (4.14 )si cu Dmax – α adica,
NT=Dmax – α (4.15 ) pentru dimensini peste 180mm. Toleranta de fabricatie alecalibrului NT este data simetric fata de dimensiunea niminala a
lui ( ± 2 H , respectiv ± 2
s H ) . adica;
NT=Dmax – α ±2
H (4.16 )
respectiv
NT=Dmax – α ±2
s H (4.17 )
pentru calibtu tampon sferic.
90

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 89/193
Dimensiunile nominale ale calibrelor Tnou, Tuzat si NT se pot calcula si cu ajutorul valorilor LTnou, LTuzat, si L NT, care auaceeasi semnificatie ca la calibrele pentru arbori . Valorile y1, z1
si α si treptele de precizie ale calibrelorsunt date inSTAS 8222-68, iar valorile LTnou, LTuzat, si L NT, abaterile limita
de dimensiune si tolerantele de forma ale calibrelor pentruverificarea alezajelor sunt date inSTAS 8221-68. Calibrele tampon nu sr verifica cu ajutorulcontracalibrelor, ci cu ajutorul unor aparate universaleca:
optimetrul, microscopul universal de masurare etc.4.2 Probleme rezolvate**96 Sa se determine dimensiunile nominale si tolerantacalibrelor pentru verificarea arborilor Ф 20 020,0
041,0
−
− Rezolvare:
Se calculeaza dimensiunea maxima si minima a arborilor:dmax = N + as = 20 + ( - 0,020) = 20 – 0,020 = 19,980 mm;dmin = N = ai = 20 + ( - 0,041) = 20 – 0,041 = 19, 959 mm.
* Din STAS 8222 – 68 se ia valorile lui z1 si yi pentrudimensiunea data, si se calculeaza dimensiunea si tolerantacalibrului „trece” nou;
Tnou = ( dmax – z1) ±2
1 H = (19,980 0,003) ± 0,002 =
19,997± 0,002.Se calculeaza dimensiunea calibrului „trece” uzat;
Tuzat = dmax +y1 = 19,980 + 0,003 = 19,983 mm.Se calculeaza dimensiunea si toleranta calibrului „nu trece”;
NT = dmin ± 2
1 H
= 19,959 ± 0,002 mm.*Cu ajutorul relattlor LTnou, LTuzat, si L NT se calculeaza:--dimensiunea si toleranta calibrului „trece nou”;
Tnou = (N + LTnou) ±2
1 H = (20 – 0,023)
±0,002=19,977±0,002mm.- dimensiunea calibrului „trece uzat” ;
91

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 90/193
Tuzat = N + LTuzat = 20 – 0,017 = 19,983mm.- dimensiunea si toleranta calibrului „nu trece”;
NT = ( N + L NT) ±2
1 H (20 – 0,041) ± 0,002
=19,959±0,002mm.**Se calculeaza dimensiunile si tolerantele contracalibrelor:*1 dimensiunile si tolerantele contracalibrelor pentru calibru„trece nou”;
CTnou = 19.977 ± 0,00075mm;*2 dimensiunea si toleranta contracalibrului pentru calibru„trece uzat”:CTuzat = 19,983 ± 0,00075 mm;*3 dimensiunea si toleranta contracalibrului pentru calibru„nu trce”:
CNT = dmin ± 0,00075 = 19,959 ± 0,00075mm.
**97 Sa se determine dimensiunile nominale si tolerantelecalibrelor pentru verificarea arborilor Ф 250 113,0
084,0
+= (r6).
Vezi fig 4.5.b.Rezolvare:*Se calculeaza dimensiunile limita ale arborilor:dmax = N + as = 250 + 0,113 = 250,113 mm;dmin = N + ai = 250 + 0,084 = 250,084 mm.**Din STAS 8222 – 68 cu ajutorul valorilor z1, y1, si α1 secalculeaza:- dimensiunea si toleranta calibrului „trece nou”;
Tnou = (dmax – z1) ±2
1 H = (250,113 – 0,007) ± 0,005 =
250,106 ± 0,005mm.- dimensiunea calibrului „trece uzat”:
Tuzat = ( dmax + y1 – α1) = 250,113 + 0,005 – 0,002 = 250,116mm;- dimensiunea si toleranta calibrului „nu trece”:
NT = (dmin +α1) ±2
1 H = (250,084 + 0,002) ± 0,005 =
250,086 ± 0,005 mm.
92

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 91/193
*** Cu ajutorul valorilor se calculeaza:- dimensiunea si toleranta calibrului „trece nou”:
Tnou = ( N + LTnou) ±2
1 H = (250 + 0,106) ± 0,005 =
250,106 ± 0,005mm.- dimensiunea calibrului „trece uzat”;
Tuzat =N + LTuzat = 250 + 0,116 = 250,116 mm.- dimensiunea si toleranta calibrului „nu trece”:
NT = ( N + L NT) ±2
1 H = (250 + 0,086) ± 0,005 =
250,086 ± 0,005 mm.In contimuare se calculeaza dimensiunile si tolerantelecontracalibrelor.
--dimensiunea si toleranta calibrului pentru calibru „trece nou”;
CT = 250,106 ± 0,00225mm;- dimensiunea si toleranta contracalibrului pentru calibru
„trece uzat”:
CTuzat = 250,116 ± 0 00225mm.- dimensiunea si toleranta contracalibrului pentru calibrull
„nu trece”.CNT = 250,086 ± 0 00225mm.
**98 SA se determine dimensiunile limita si tolerantele pentruverificarea alezajelor Ф 35 119,0
080,0++ mm.(D8) vezi fig.4.6.a.
Rezolvare:*Se calculeaza dimensiunile limita ale alezajelor:Dmax = N + As = 35 + 0,119 = 35,119mm;Dmin = N + Ai = 35 + 0,080 = 35,080mm.
**Luate, din STAS 8222 – 68, valorile z si y si cu ele secalculeaza:- dimensiunea si toleranta calibrului „trece nou”:
Tnou = (Dmin + z) ±2
H = (35,080 + 0,006) ± 0,002 =
35,086± 0,002mm.- dimensiunea calibrului „trece uzat”:
93

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 92/193
Tuzat = Dmin – y = 35,080 – 0,050 = 35,075mm.- dimensiunea si toleranta calibrului „nu trece”:
NT = Dmax ±2
H = 35,119 ± 0,002mm.
*** cu ajutorul valorilor LTnou, LTuzat, si L NT, din STAS 8222 – 68se calculeaza:- dimensiunea si toleranta calibrului „trece nou”:
Tnou = (N + LTnou) ±2
H = (35 + 0,086) ± 0,002 =
35,086± 0,002mm.
- dimensiunea calibrului „trece uzat”:Tuzat = N + LTuzat = 35 + 0,075 = 35,075mm.- dimensiunea si toleranta calibrului „nu trece”.
NT = (N + L NT) ±2
H = (35 + 0,119) ± 0,002 =
35,119 ± 0,002mm.
**99 Sa se determine dimensiunile nominale si tolerantelecalibrelor pentru verificarea alezajelor Ф200 014,0
060,0−− mm(N7)
vezi fig 4.6.b.Rezolvare:* Dimensiunile limita ale alezajelor sunt:Dmax = N + As = 200 + ( - 0,014) = 200 – 0,014 = 199,986mm,Dmin = N + Ai = 200 = ( - 0,060) = 200 – 0,060 = 199,940mm.** din STAS 8222 se iau valorile z, y si α si se calculeaza:- dimensiunea nominala si toleranta calibrului „trece nou”.
Tnou = (Dmin + z) ±2
H = (199,940 + 0,007) ± 0,005 =
199,947 ± 0,005mm.
- dimensiunea calibrului „trece uzat”:Tuzat = Dmin – y + α = 199,940 – 0,006 + 0,003 = 199,937 mm;- dimensiunea si toleranta calibrului „nu trece”:
NT = (Dmax – α) ±2
H = (199,986 – 0,003) ± 0,005 =
199,983 ± 0,005 mm.*** cu ajutorul valorilor LTnou, LTuzat, si L NT se calculeaza:
94

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 93/193
- dimensiunea si toleranta calibrului „trece nou”:Tnou = ( N + LTnou) ±
2
H = (200 – 0,053) ± 0,005 =
199,947 ± 0,005mm.- dimensiunea calibrului „trece uzat”:
Tuzat =N + LTuzat = 200 – 0,063 = 199,937mm.- dimensiunea si toleranta calibrului „nu trece”;
NT = ( N + L NT) ±2
1 H =(200 – 0,017) ± 0,005 =
199,983 ± 0,005 mm.
4.3 ****Probleme nerezolvate:*100 Sa se determine dimensiunile limita si tolerantele calibrelor
pentru verificarea arborilor Ф 30 025,0050,0
−− (f6) vezi fig 4.5.a.
*101 Sa se determine dimensiunile limita si tolerantele calibrului pentru verificare arborilor Ф 200 051,0
031,0++ (n6). Vezi fig 4.5b.
*102 Sa se determine dimensiunile limita si tolerantele calibrelor tampon pentru verificarea alezajelor Ф45 028,0
017,0++ (N6) fig 4.6.a
*103 Sa se determine dimensiunile limita si tolerantelecalibrelor tampon pentru verificarea alezajelor Ф60
051,0032,0
++ (N7)
fig 4.6.a*104 Sa se determine dimensiunile limita si tolerantele calibrelor tampon pentru verificarea alezajelor Ф 150 043,0
083,0
−
− (E8) vezi fig4.6b.
4.4 Tolerantele calibrelor pentru controlul suprafetelorcare formeaza ajustaje plane.
Tolerantele calibrelor si contracalibrelor utilizate pentru pentru controlul suprafetelor care formeaza ajustaje plane sestabilesc dupa metoda espusa la subcapitolul 4.1 conform STAS8221 – 68 ----8223 – 68. In acest caz, dimensiunile planeexterioare, respectiv dimensiunile suprafetelor plane cuprinse(exterioare) vor fi asimilate cu dimensiunile arborilor cilindru,iar dimensiunile plane interioare, vor fi asimilate cu
95
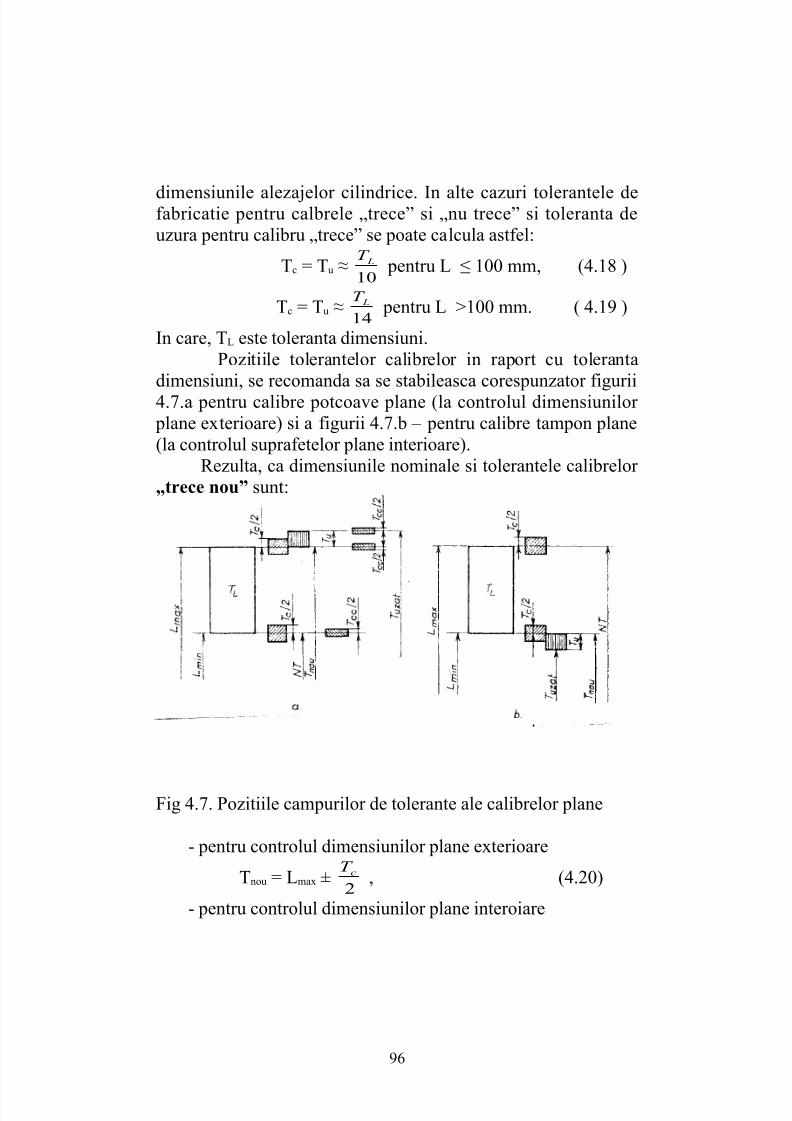
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 94/193
dimensiunile alezajelor cilindrice. In alte cazuri tolerantele defabricatie pentru calbrele „trece” si „nu trece” si toleranta deuzura pentru calibru „trece” se poate calcula astfel:
Tc = Tu ≈10
LT
pentru L ≤ 100 mm, (4.18 )
Tc = Tu ≈14
LT pentru L >100 mm. ( 4.19 )
In care, TL este toleranta dimensiuni.Pozitiile tolerantelor calibrelor in raport cu toleranta
dimensiuni, se recomanda sa se stabileasca corespunzator figurii4.7.a pentru calibre potcoave plane (la controlul dimensiunilor
plane exterioare) si a figurii 4.7.b – pentru calibre tampon plane(la controlul suprafetelor plane interioare).
Rezulta, ca dimensiunile nominale si tolerantele calibrelor „trece nou” sunt:
Fig 4.7. Pozitiile campurilor de tolerante ale calibrelor plane
- pentru controlul dimensiunilor plane exterioare
Tnou = Lmax ±2
cT , (4.20)
- pentru controlul dimensiunilor plane interoiare
96

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 95/193
Tnou = Lmin ± 2cT . ( 4.21)
Dimensiunile nominale si tolerantele calibrului „nu trece”sunt:- pentru controlul dimensiunilor plane exterioare
NT = Lmin ±2
cT , (4.22 )
- pentru controlul dimensiunilor plane interioare
NT = Lmax ±2
cT . (4.23)
Tolerantele cotracaliobrelor pentru verificarea calibrelor potcoava se iau egale cu aproximativ 1/3 di toleranta calibrului.
4.5 Calibre pentru controlul distantei dintreaxele alezajelor
4.5.1 Indicatii teoreticeControlul distantei dintre axele alezajelor ca ajutorul
calibrelor se face;- fie tinand seama de influenta tolerantelor la diametrele
alezajelor,- fie indiferent de variatia valorilor efective ale diametrelor.
In primul caz, se controleaza distanta dintre cele mai apropiategeneratoare sau distanta dintre cele mai departate generatoare alecelor doua alezaje.
97

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 96/193
Fig 4.8 Controlul distantei dintre axele alezajelor De exemplu piesa prezentata in figura 4.8.a, la care
diametrele D1 (al alezajului din stanga) si D2 (al alezajului dindreapta) sunt egale cu 20 05,0
0
+ mm, iar distanta intre axeL= 100 ± 0,1mm.
a) Distanta dintre cele mai apropiate generatoare alealezajelor, notata cu „X” (fig.4.8.b) si care poate fi controlata cuajutorul unui calibru potcoava plat, se determina cu relatiaurmatoare:
X = L – (22
21 D D + ) (4.24 )
Daca se tine seama de valorile nominale si valorile limita prescrise ale lui L, D1, si D2, se obtine valoarea nominala sivalorile limita ale lui X:
Xnom = Lnom – (22
21 nomnom D D+ ) (4.25 )
Xmin = Lmin – (22
max2max1 D D+ ) (4.26 )
Xmax = Lmax – (22
min2min1 D D+ ) (4.27)
4.5.2 Probleme rezolvate
**105 Pentru datele din figura 4.8.a , sa se calculeze valoareanominala si valorile limita ale lui X.
98

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 97/193
Rezolvare:Pentru calcul se aplica relatiile : Xnom, Xmin si Xmax.
Xnom = 100 – (2
20
2
20+ ) = 80mm;
Xmin = 99.9 – (2
05,20
2
05,20+ ) = 79.85 mm;
Xmax = 100,1 – (2
20
2
20+ ) = 80,10 mm.
Rezulta ca, pentru controlul dimensiuni X = 80 10,0
15,0
+
− mm, se vafolosi un calibru potcoava plat, cu partea „trece”avand
dimensiunea nominala de 80,10 mm, si cu partea „nu trece”avand dimensiunea nominala de 79,85 mm ( toleranta deexecutie si de uzura ale celor doua parti se vor stabili conformcelor aratate la sbcapitolul 4.1)
b) Distanta dintre cele mai departate generatoare, notata cu Y(fig 4.8.b) si care poate fi controlata cu ajutorul unuicalibru tampon plat, se determina astfel:
Y = L +22
21D D
+ (4.28 )
Valoarea nominala si valorile limita ale lui Y se calculeazaastfel:
Ynom = Lnom +22
21 nomnomD D
+ ; (4.29)
Ymin = Lmin +22
min2min1 D D+ ; (4.30 )
Ymax = Lmax +22
max2max1 D D+ . (4.31)
Pentru piesa din figura 4.8.a se obtine;
Ynom = 100 + 2
20
2
20
+ = 120 mm;Ymin = 99,9 +
2
20
2
20+ = 119,9 mm;
Ymax = 100,1 +2
05,20
2
05,20+ = 120,05mm.
Prin urmare, pentru controlul dimensiuni Y = 120 15,0
10,0
+
− mm se vafolosi un calibru tampon plat cu partea „trece” avand
99

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 98/193
dimensiunea nominala de 119,9 mm si cu partea „nu trece”avand dimensiunea nominala de 120,15 mm ( tolerantele deexecutie si de uzura ale celor doua parti se vor stabili conformcelor aratate in subcapitolul 4.1
**106 Sa se calculeze valoare nominala si valorile limita aledistantei X, conform schemei di fig. 4.8 unde se cunoaste:L = 150 ± 0,05; D1 = Ф 25 10,0
0
++ mm; D2 = = Ф 25 10,0
0++ mm.
Rezolvare;
a) se calculeaza distanta dintre cele mai apropiategeneratoare ale alezajelor, notata cu X.
Xnom = Lnom – (22
21 nomnom D D+ ) = 150 – (
2
25
2
25+ ) = 125 mm.
Xmin = Lmin – (22
max2max1 D D+ ) = 149,95 – (
2
1,25
2
1,25+ ) =
124,85mm.
Xmax = Lmax – (22
min2min1 D D+ ) = 150,05 - (
2
25
2
25+ ) =
125,05mm.
Pentru controlul dimensiuni X = 12505,015,0
+
− mm se va folosiun calibru potcoava plat, cu partea „trece” avand dimensiuneanominala de 125,05mm si cu partea „nu trece” avanddimensiunea nominala de 124,85 mm.
b) Se calculeaza distanta dintre cele mai departategeneratoare, notata cu Y, distanta ce poate ficontrolata cu un calibru tampon plat.
Ynom = Lnom +22
21 nomnomD D
+ = 150 +2
25
2
25+ = 175 mm.
Ymin = Lmin +22
min2min1 D D+ = 149,95 +
2
25
2
25+ = 174,95mm.
Ymax = Lmax +22
max2max1 D D+ = 150,05 +
2
1,25
2
1,25+ =
175,15mm.Prin urmare pentru controlul dimensiuni Y = 175 15,0
05,0
+
− mmse va folosi un calibru tampon plat, cu partea „trece” avand
100

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 99/193
dimensiunea nominala de 174,95 mm, si cu partea „nu trece”avand dimensiunea nominala de 175,15mm.
4.5.3. Probleme nerezolvate.**107 Sa se calculeze valoarea nominala si valorile limita aledistantei X conform schemei din figura 4.8 cand se cunoaste:
L = 200 ± 0,10mm; D1 = Ф 30 15,0
0
+ mm; si D2 = Ф 30 15,0
0
+
mm.**108 Se cunosc urmatoarele date; L = 300 ± 0,15mm; D1 =Ф 40 20,0
0
+ mm; si D2 = Ф 40 20,0
0
+ mm. Sa se calculeze valoarea
nominala si valorile limita ale distantei X conform schemei dinfigura 4.8**109 . Avand valorile urmatoare; ; L = 400 ± 0,20mm; D1
= Ф 50 30,0
0
+ mm; si D2 = Ф 50 30,0
0
+ mm. Sa se calculeze valoareanominala si valorile limita ale distantei X conform schemei dinfigura 4.8
4.6 Calibre pentru controlul distantei dintre axa unui
alezaj si o suprafata plana.
Distanta dintre axa unui alezaj si o suprafata plana secontroleaza, cu ajutorul unui calibru potcoava plat „trece si „nutrece”, care verifica distanta X dintre cea mai apropiatageneratoare a alezajului si suprafata plana considerata ( fig 4.9)
101

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 100/193
Fig 4.9 Controlul distantei dintre axa unui alezaj si o suprafata plana.Valorile distantei X respectiv dimensiunile nominale maxime siminime ale partilor „trece si „nu trece” ale calibrului sedetermina cu relatiile:
Xnom = Lnom -2
nom D(4.32)
Xmin = Lmin - 2
max D
(4.33)
Xmax = Lmax -2
min D(4.34)
4.6.1 Probleme rezolvate.110 Se cunoaste: L = 50 ± 0,10 mm; D = Ф 20 ± 0,05mm. Sa secalculeze valorile distantei X.Rezolvare:
Xnom 50 -2
20=40mm;
Xmin = 49,9 - 205,20 = 39,875mm;
Xmax = 50,10 -2
95,19= 40,125mm.
Astfel, pentru controlul dimensiuni 40 ± 0,125 se va folosi uncalibru potcoava plat cu partea „trece” avand dimensiuneanominala de 39,875mm si cu partea „nu trece” 40,125mm4.6.2 Probleme nerezolvate:
L
X
D
102
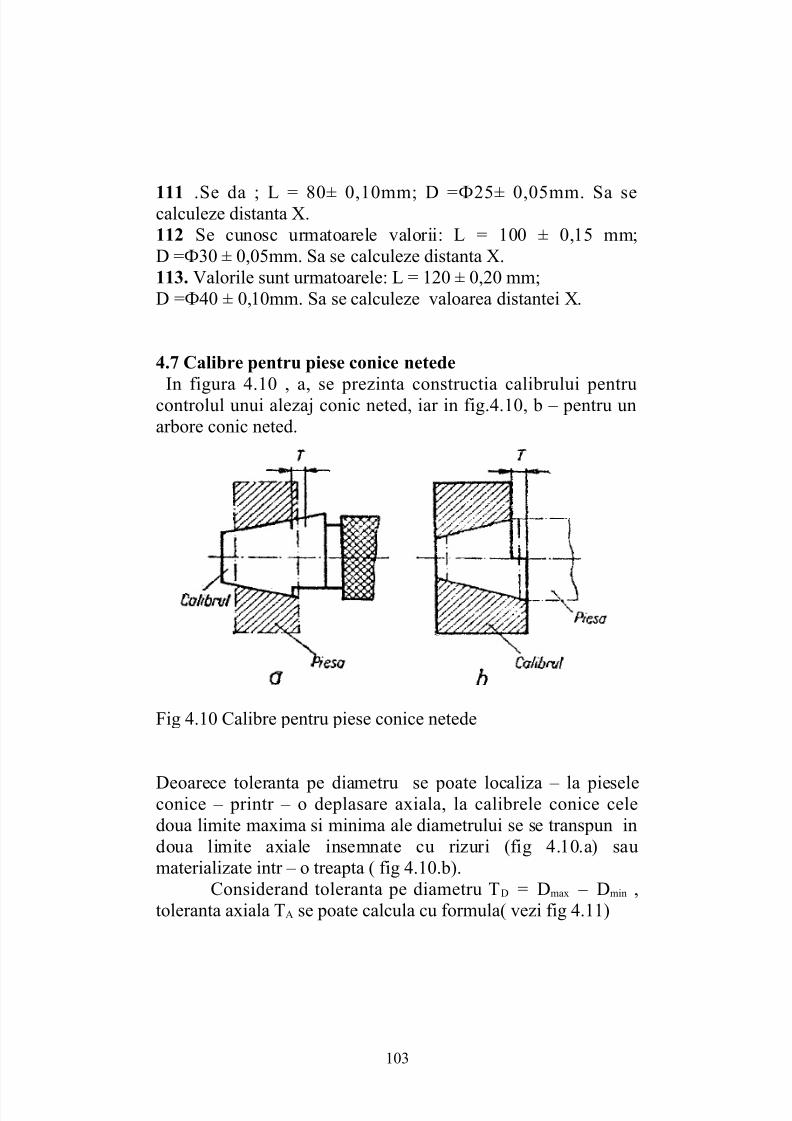
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 101/193
111 .Se da ; L = 80± 0,10mm; D =Ф25± 0,05mm. Sa secalculeze distanta X.112 Se cunosc urmatoarele valorii: L = 100 ± 0,15 mm;D =Ф30 ± 0,05mm. Sa se calculeze distanta X.113. Valorile sunt urmatoarele: L = 120 ± 0,20 mm;D =Ф40 ± 0,10mm. Sa se calculeze valoarea distantei X.
4.7 Calibre pentru piese conice netede
In figura 4.10 , a, se prezinta constructia calibrului pentrucontrolul unui alezaj conic neted, iar in fig.4.10, b – pentru unarbore conic neted.
Fig 4.10 Calibre pentru piese conice netede
Deoarece toleranta pe diametru se poate localiza – la pieseleconice – printr – o deplasare axiala, la calibrele conice celedoua limite maxima si minima ale diametrului se se transpun indoua limite axiale insemnate cu rizuri (fig 4.10.a) saumaterializate intr – o treapta ( fig 4.10.b).
Considerand toleranta pe diametru TD = Dmax – Dmin ,toleranta axiala TA se poate calcula cu formula( vezi fig 4.11)
103

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 102/193
TA = 22α ctg T D . (4.35 )
Fig 4.11 Schema de calcul pentru calibrul conic Intru – cat, calibru conic se va uza, si de aceea trbuie consideratao uzura: Ul = toleranta de uzura de lucru, Uc = toleranta de
uzura de control. Daca se considera si toleranta de executie proprie calibrului Tc, atunci diametrul caldrului – dorn conic vafi:
Dmin + Ul + Uc + Tc , (4.36)Daca se noteaza :
Z = Ul + Uc + Tc , (4.37)Atunci formula anterioara devine:
104

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 103/193
Dmin + Z. (4.38)In mod analog , in cazul calibrului - inel pentru verificarea unei piese conice netede se va gasi diametrul:
Dmax + Z ( 4.39)Pentru stabilirea valorii numerice a tolerantei cilindrului
conic, se poate considera:
Tc =20
T + 0,001 mm, pentru D = 1-----40 mm;
Tc =20
T + 0,002 mm, pentru D = 50-----99 mm;
Tc =20T + 0,003 mm, pentru D = 100-----149 mm;
si asa mai departe, pentru fiecare 50 mm, se ia plus 0,001 mm.Valorile T si Tc s – au luat in milimetri.
Pentru Ul si Uc se popate lua:
Ul = Uc =20
T + 0,001 mm.
Pentru TD impar, Ul si Uc, se rotunjesc in minus.
4.7.1.Problema rezolvata;
114 Sa se proiecteze un calibru pentru piesa cu alezaj conicneted, din figura 4.12
105

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 104/193
Fig 4.12 Desenul produsului Fig 4.13 Calculul dimensiuni yfinitSe observa ca Dmin = 9,8 mm si T = 0,03 mm. Se va lua:
Tc = Ul = Uc =20
T + 0,001mm =
20
03,0+0,001 = 0,0025mm.
Dar Z = Ul + Uc + Tc = 3×0,0025 = 0,0075 mm.Ca urmare, toleranta piesei se va micsora cu Z:
T – Z = 0,030 – 0,0075 = 0,0225mm.Toleranta axiala va fi:
TA =22
)( α ctg Z T − =20225,0 × 114,58885 = 1,29 mm.
Diametrul calibrului va fi;Dmin + Z = 9,8 +0,0075 = 9,8075 mm.
Din motive tehnologice, se va dimensoina calibrul dorn la varfulacestuia, unde, considerand o distanta axialade 14 mm, segaseste ( fig.4.13):
y = 14 tg 0o30’ = 14 × 0,00873 = 0,1222 mm.Astfel diametru dornului la varf va fi:
(Dmin + Z) – 2y = 9,8075 – 2 ×0,12222 = 9,563 mm.Conform dimensiunilor calculate, calibrul va avea desenul dinfig.4.14
106

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 105/193
Fig 4.14 Desenul de executie al calibrului.
5
LANTURI DE DIMENSIUNI
5.1 Indicatii teoretice
107

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 106/193
In constructia de masini si aparate, dimensiunile liniare siunghiulare determina marimea si forma suprafetelor si pieselor, precum si pozitia a doua sau mai multe suprafete , atat la pieseluate separat, cat si la ansamblurile de piese.
Prin lant de dimensiuni se intelege totalitatea dimensiunilor,liniare sau unghiulare care formeaza un contur inchis si caredetermina pozitia unei suprafete ale unor piese sau ale maimultor piese intr – un subansamblu sau ansamblu.
Dimensiunile unui lant se impart in dimensiuni componente
sau primare si dimensiuni de inchidere. Dimensiunilecomponente sunt cele care in procesul de prelucrare, trebuie safie respectate (realizate, obtinute) la valorile prescrise in desenulde executie al piesei.
Dimensiunea de inchidere rezulta din dimensiunilecomponente ale lantului, atat la prelucrarea pieselor cat si laasamblarea lor. In calcule, dimensiunile primare ale unui lant dedimensiuni liniar se noteaza cu o litera mare a alfabetului (deexemplu, B, C sau D etc) iar dimensiunea de inchidere semnoteaza cu litera R.
Intr – un lant de dimensiuni unghiulare dimensiunile(unghiulare) primare se noteaza cu o litera a alfabetului grec ( deexemplu, α sau β etc) iar dimensiunea de inchidere cu R α sau R βetc.
Lanturile de dimensiuni se reprezinta cu valori numerice(fig 5.1.a,b si c) si cu notatii conventoinale (fig 5.1.c si d)Deasemeni lanturile de dimensiuni se pot prezenta si schematic(fig 5.2)
108
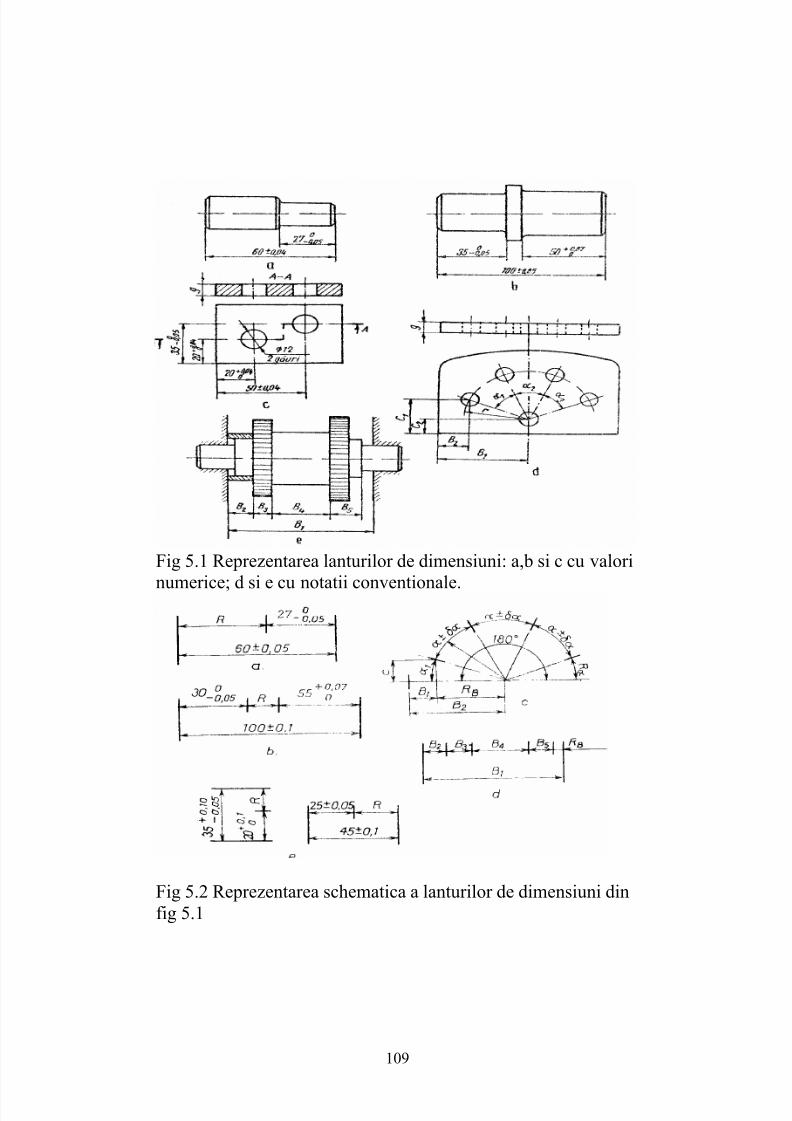
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 107/193
Fig 5.1 Reprezentarea lanturilor de dimensiuni: a,b si c cu valori
numerice; d si e cu notatii conventionale.
Fig 5.2 Reprezentarea schematica a lanturilor de dimensiuni dinfig 5.1
109

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 108/193
In figura 5.3 sut prezentate trei tipuri de cotarii:* cotare funtionala (cotare intocmita de proiectant) In acest cazdimensiunile sunt asezate in serie (fig 5.3 b)
Fig 5.3 Lanturi de dimensiuni cu diferite moduri de cotare
*cotare tehnologica – lanturile de dimensiuni au o singura bazade cotare (fig 5.3 a)* cotare mixta (fig 5.3c)
Se recomanda ca un lant sa nu fie format din prea multe
dimensiuni. Functie de pozitia in plan avem: lanturi dedimensiuni paralele in acelasi plan si lanturi de dimensiunineparalele in acelasi plan.
In practica lanturilor de dimensiuni se deosebesc doua probleme principale: * problema directa, prin care cunoscandu – se valorilenominale, tolerantele si abaterile limita ale dimensiunilor
110

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 109/193
primare, se cere sa se determine valoarea nominala, tolerantele siabaterile limita ale dimensiuni de inchidere.* problema inversa prin care, cunoscandu – se valoarea
nominala, toleranta si abaterile limita ale dimensiuni deinchidere, precum si valorile nominale ale dimensiunilor
primare, se cere sa se determine tolerantele si abaterile limita aleacestor dimensiuni.
5.2 Rezolvarea problemei directe a lantului de
dimensiuni liniare paralele Problema directa a lantului de dimensiuni se rezolva prinurmatoarele metode:
• metoda de maxim si minim;• metoda algebrica;• metoda probabilstica.
5.2.1 Metoda de maxim si minimPentru aplicarea acestei metode este necesar ca dimensiunile
primare ale lantului de dimensiuni sa fie realizate strict intre
limitele prescrise in desenul de executie, prescris de proiectant.Fig 5.4 Schema de rezolvare a lanturilor de dimensiuni
Fig 5.4 Schema de rezolvare a lanturilor de dimensiuni
111
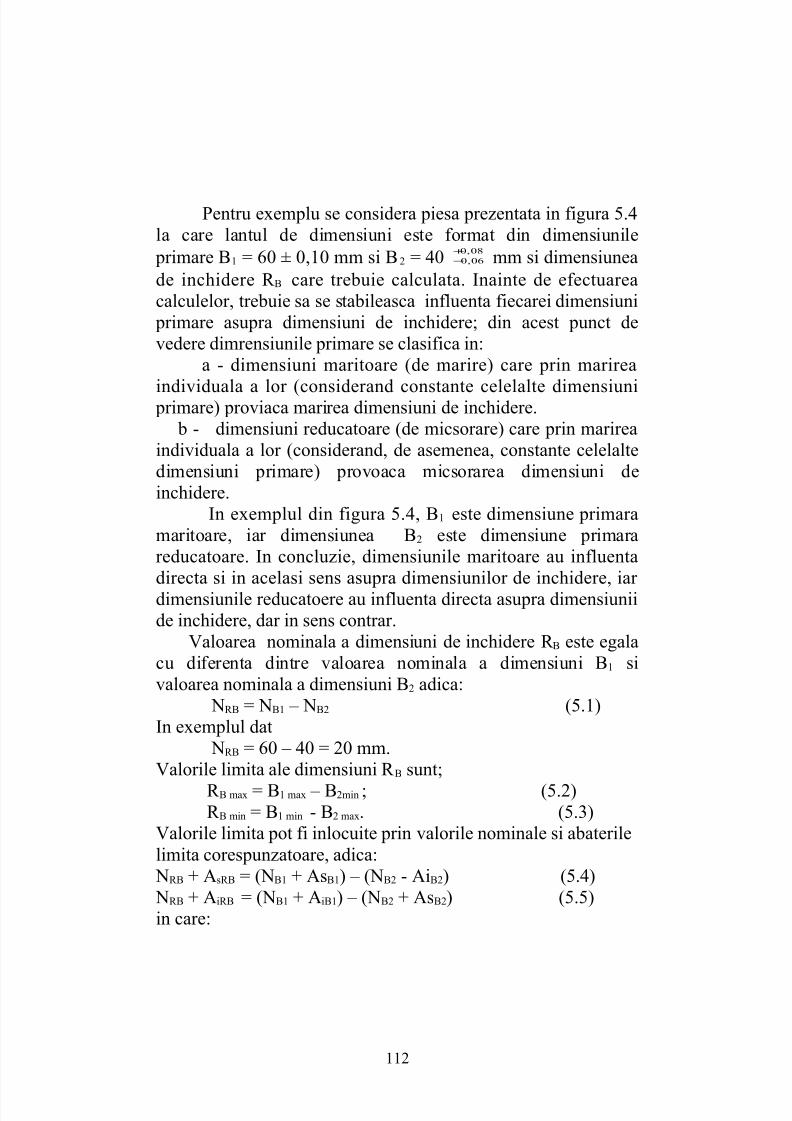
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 110/193
Pentru exemplu se considera piesa prezentata in figura 5.4la care lantul de dimensiuni este format din dimensiunile
primare B1 = 60 ± 0,10 mm si B2 = 40 08,0
06,0
+
− mm si dimensiuneade inchidere R B care trebuie calculata. Inainte de efectuareacalculelor, trebuie sa se stabileasca influenta fiecarei dimensiuni
primare asupra dimensiuni de inchidere; din acest punct devedere dimrensiunile primare se clasifica in:
a - dimensiuni maritoare (de marire) care prin marirea
individuala a lor (considerand constante celelalte dimensiuni primare) proviaca marirea dimensiuni de inchidere.b - dimensiuni reducatoare (de micsorare) care prin marirea
individuala a lor (considerand, de asemenea, constante celelaltedimensiuni primare) provoaca micsorarea dimensiuni deinchidere.
In exemplul din figura 5.4, B1 este dimensiune primaramaritoare, iar dimensiunea B2 este dimensiune primarareducatoare. In concluzie, dimensiunile maritoare au influentadirecta si in acelasi sens asupra dimensiunilor de inchidere, iar dimensiunile reducatoere au influenta directa asupra dimensiuniide inchidere, dar in sens contrar.
Valoarea nominala a dimensiuni de inchidere R B este egalacu diferenta dintre valoarea nominala a dimensiuni B1 sivaloarea nominala a dimensiuni B2 adica:
NRB = NB1 – NB2 (5.1)In exemplul dat
NRB = 60 – 40 = 20 mm.Valorile limita ale dimensiuni R B sunt;
R B max = B1 max – B2min ; (5.2)R B min = B1 min - B2 max. (5.3)
Valorile limita pot fi inlocuite prin valorile nominale si abaterilelimita corespunzatoare, adica:
NRB + AsRB = (NB1 + AsB1) – (NB2 - AiB2) (5.4) NRB + AiRB = (NB1 + AiB1) – (NB2 + AsB2) (5.5)in care:
112

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 111/193
AsRB este abaterea superioara a dimensiuni de inchidere RB;AiRB este abaterea inferioara a dimensiuni de inchidere R B;AsB1 – abaterea superioara a dimensiuni B1;AiB1 – abaterea inferioara a dimensiunu B1;AsB2 - abaterea superioara a dimensiuni B2
AiB2 – abaterea inferioara a dimensiunu B2;Daca din relatiile 5.4 si 5.5 se scad relatiia 5.1, se obtine:AsRB = AsB1 – AiB2 (5.6)AiRB = AiB1 – AsB2 ( 5.7)
Considerand pentru orice lant cu n dimensiuni, relatiile pentru abaterile limita ale dimensiuni de inchidere se pot scrieastfel:
AsRB = ∑∑−
+=
−1
11
n
m
Bj
m
j
BJ Ai As (5.8)
adica: abatera superioara a dimensiuni de inchidere este egalacu diferentea algebrica dintre suma abaterilor superioare aledimensiunilor maritiioare si suma abaterilor inferioare aledimensiunilor reducatoare; si
AiRB = ∑∑−
+= −
1
11
n
m
Bj
m
j
BJ As Ai (5.9)adica: abaterea inferioara a dimensiuni de inchidere este egala cudiferenta algebrica dintre suma abaterilor inferioare aledimensiunilor maritoare si suma abaterilor superioare aledimensiunilor reducatoare.
Considerad exemplul luat din figura 5.4 rezulta:AsRB = ASB1 – AiB2 = +0,10 – ( - 0,06) = + 0,16mm;AiRB = AiB1 – AsB2 = - 0,10 –( + 0,08) = - 0,18mm. Astfel,dimensiunea de inchidere este 20 16,0
18,0
+
− mm. R B =20 16,0
18,0
+
− mm.Toleranta dimensiuni de inchidere se poate calcula ca
diferenta dintre valorile limita sau dintre abaterile limita prescrise:
TRB =R Bmax – R bmin = AsRB – AiRB (5.10)Inlocuind, de exemplu, abaterile limita prin expresiile (5.6 )si(5.7) si grupand pe dimensiuni corespunzatoare, se obtine:
113

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 112/193
TRB = (AsB1 – AiB2) – (AiB1 – AsB2) = (AsB1- AiB2) + (AsB2 – AiB2)= TB1 + TB2 (5.11)adica, toleranta dimensiuni de inchidere este egala, teoretic, cusuma tolerantelor primare ale lantului.
In exemplul luat:TRB = AsRB – AiRB = + 0,16 – ( - 0,18) = 0,34 mmSauTRB = TB1 + TB2 = 0,20 + 0,14 = 0,34 mm.
Pentru cazul general, respectiv pentru orice lant de dimensiuni:
TRB = ∑
−
=
1
1
n
j
BjT (5.12)
In baza relatiei 5.12 se pot trage urmatoarele concluzii:• se recomanda ca lantul de dimensiuni sa aiba un numar cat
mai mic de dimensiuni, pentru ca dimensiunea deinchidere sa nu rezulte cu o toleranta excesiv de mare;
• in situatia cand trebuie sa se determine valoarea nominala,abaterile limita si toleranta unei dimensiuni primare,
precum si ale dimensiuni de inchidere, calculele se vor
efectua prin aplcarea stricta a relatiilor(5.8), (5.9) si 5.12.
5.22 Metoda algebrica
Aceasta metoda demonstreaza ca, intr – o suma sau difernte demarimi tolerate, fiecare marime trebuie luata sub formadesfasurata (valoare nominala si abateri limita) dupa care seaduna sau se scad intre ele partile de acelasi fel. Astfel in cazuldiferentelor, semnul minus in fata unei marimi tolerate schimbaatat semnul valori nominale, cat si semnele abaterilor si, caurmare, abaterile isi va schimba locul (abaterea superioara vadeveni inferioara, iar cea inferioara va deveni abateresuperioara). Prin urmare pentru o suma oarecare de marimitolerate se poate scrie:
R B = B1 + B2 + B3
de unde:NRB ASRB
AiRB
+
+ = NB1 1
1
AsB
AiB
++ + NB2
2
2
AsB
AiB
+
+ + NB33
3
AsB
AiB
+
+ =
114

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 113/193
(NB1 + NB2 + NB3)321
321
aSb AsB AsB
AiB AiB AiB
++=
+++ (5.13)in care As si Ai sunt notate abaterile superioare si inferioare..Daca de exemplu: B1 = 120 05,0
25,0
−
− mm, B2 = 30 mm03,0
04,0
+
− siB3 = 50 06,0
04,0
+
− mm, atunci dimensiunea de inchidere va fi:R B = 120 05,0
25,0
−
− + 30 03,0
04,0
+
− +50 06,0
04,0
+
− = (120 +30 +30) 06,003,005,004,004,025,0
++−−−−
= 200 04,0
33,0
+
− mm;TRB = AsRB – AiRB = +0,04 – (- 0,33) = TB1 +TB2 +TB3 = 0,20
+0,07 + 0,10 = 0,37mm.** Pentru o diferenta oarecare de marimi tolerate:
R B = B1 + B2 – B3.Se poate scrie;
NRB ASRB
AiRB
+
+ = NB1 1
1
AsB
AiB
++ +NB2
2
2
AsB
AiB
+
+ -(NB3 3
3
AsB
AiB
+
+ ) = NB1 1
1
AsB
AiB
++ +NB2
2
2
AsB
AiB
+
+ -NB3 3
3
AiB
AsB
−− = (NB1 + NB2 - NB3)
321
321
AiB AsB AsB
AsB AiB AiB
−++
−++ .Pentru exemplul dat rezulta:
NRB AsRB
AiRB
+
+ = 120 05,0
25,0
−
− + 30 03,0
04,0
+
− -(50 06,0
04,0
+
− ) = 120 05,0
25,0
−
− + 3003,0
04,0
+
− -50 04,0
06,0
+
− = (120 +30 -50) 04,003,005,0
06,004,025,0++−−−− = 100 02,0
35,0
+
− mm;TRB = AsRB = AiRB = +0,02 –(0,35) = TB1 + TB2 + TB3 = 0,21+ 0,07+ 0,10 = 0,37 mm. Rezultatul este acelasi ca si prin metoda demaxi si minim, dar este mai rapida.
5.2.3. Metoda probabilisticaDeoarece valorile nominale ale dimensiunilor primare suntvalori constante, cu dispersia D( NBJ) =0 si abaterea medie
patratica σ( NBJ) = 0, valoarea nominala a dimensiuni de inchiderese determina la fel ca prin metoda de maxi si minim sau ca prinmetoda algebrica.In ce priveste calculul tolerantei si al abaterilor
limita ale dimensiuni de inchidere se va tine esama deurmatoarele:
* dimensiunile primare ale oricarui lant de dimensiuni suntmarimi cu caracter intamplator si au distributii proprii alevalorilor efective intre cele doua limite stabilite anterior, sauobtinute prin realizare tehnologica concreta.
115

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 114/193
*in marea majoritate a cazurilor, dimensiunile primare suntmarimi independente intre ele din punct de vedere al realizariitehnologice, respectiv din punct de vedere al statisticimatematice.
* pentru dimensiunile primare ale lantului de dimensiuni,valorile efective obtinute la prelucrare, apropiate sau egale cuvalorile limita prescrise au probabilitate de aparitie foarte mica.
Pornind de la proprietatea ca dispersia unei sume de marimiintamplatoare este egala cu suma dispersiilor marimilor
intamplatoare date, pentru dimensiunea de inchidere se poatescrie:
D(RB) = D(B1) + D(B2( + ------ + D(Bn-1) = ∑=
1*
1
)(n
j
Bj D (5.14)
Dar, D(RB) = σ2 (RB) .De unde;
σ2 (RB) = σ2 (B1) + σ2 (B2) + ---- + σ2 (Bn-1) = )(1
1
2∑−
=
=n
j
j B j σ (5.15)
sau
σ(RB) = ∑−
=− =+−−++
1
1
21
222 )()2()1(
n
j
jn B B B B ϖ σ σ σ (5.16)
adica abaterea medie patratica a dimensiuni de inchidere esteegala cu radical din suma patrateloe abaterilor medii patraticeale dimensiunilor primare ale lantului.
Toleranta elementului de inchidere se calculeaza cu relatia:
TRBpr = ∑−
=
×Κℵ
1
1
221 n
j
j j
RB
BT B (5.17)
Presupunand ca dimensiunile primare ale lantului au,
pentru valorile lor efective o distributir=e care se conduce dupalegea normala (Gaus – Laplace) dimensiunea de inchidere vaavea o distributie dupa aceeasi lege si relatia 5.17 devine:
TRBpr = ∑−
=
1
1
2n
j
BjT (5.18)
Intru – cat ҝR = ҝBj = 1 (prin TRBpr s – a notat toleranta practica adimensiuni de inchidere) La aceeasi relatie (5.18) se poate
116
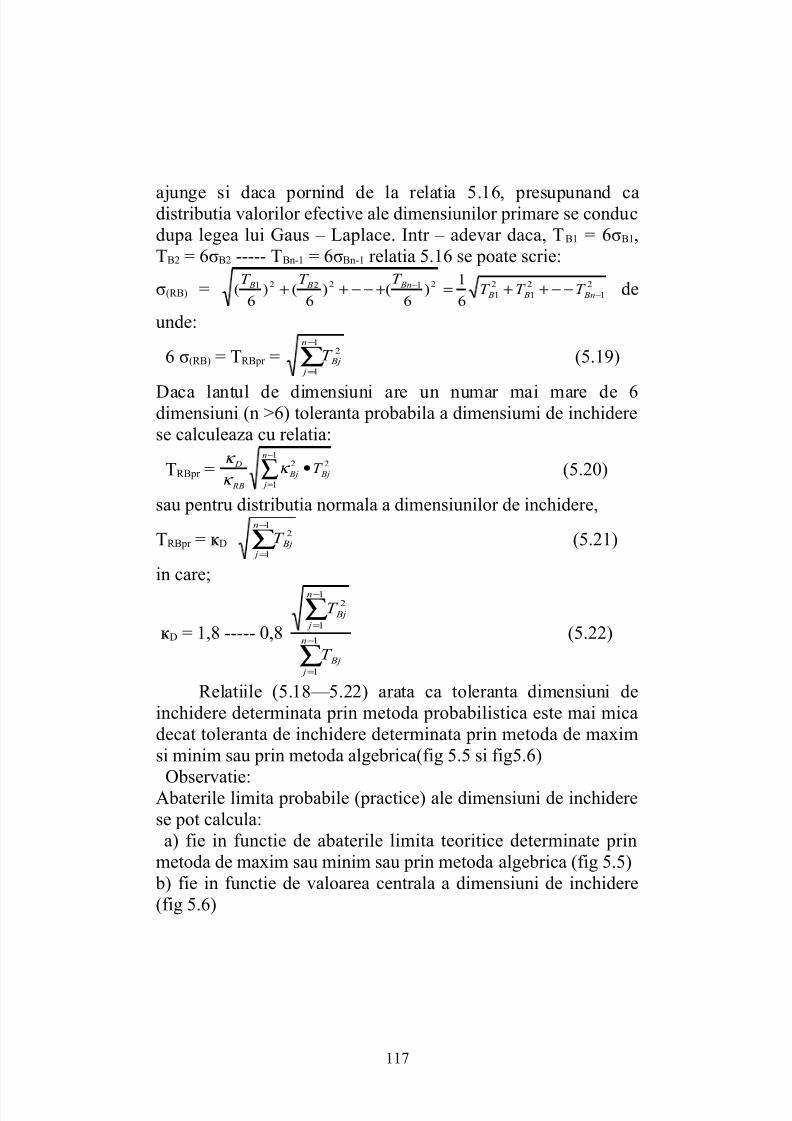
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 115/193
ajunge si daca pornind de la relatia 5.16, presupunand cadistributia valorilor efective ale dimensiunilor primare se conducdupa legea lui Gaus – Laplace. Intr – adevar daca, T B1 = 6σB1,TB2 = 6σB2 ----- TBn-1 = 6σBn-1 relatia 5.16 se poate scrie:
σ(RB) = 2
1
2
1
2
1
212221
6
1)
6()
6()
6( −
− −−++=+−−++ Bn B B
Bn B B T T T T T T
de
unde:
6 σ(RB) = TRBpr = ∑−
=
1
1
2n
j
BjT (5.19)
Daca lantul de dimensiuni are un numar mai mare de 6dimensiuni (n >6) toleranta probabila a dimensiumi de inchiderese calculeaza cu relatia:
TRBpr = ∑−
=
•1
1
22n
j
Bj Bj
RB
D T κ κ
κ (5.20)
sau pentru distributia normala a dimensiunilor de inchidere,
TRBpr = ҝD ∑−
=
1
1
2n
j
BjT (5.21)
in care;
ҝD = 1,8 ----- 0,8∑
∑
−
=
−
=
1
1
1
1
2
n
j
Bj
n
j
Bj
T
T
(5.22)
Relatiile (5.18—5.22) arata ca toleranta dimensiuni deinchidere determinata prin metoda probabilistica este mai micadecat toleranta de inchidere determinata prin metoda de maximsi minim sau prin metoda algebrica(fig 5.5 si fig5.6)
Observatie:Abaterile limita probabile (practice) ale dimensiuni de inchiderese pot calcula:a) fie in functie de abaterile limita teoritice determinate prin
metoda de maxim sau minim sau prin metoda algebrica (fig 5.5) b) fie in functie de valoarea centrala a dimensiuni de inchidere(fig 5.6)
117
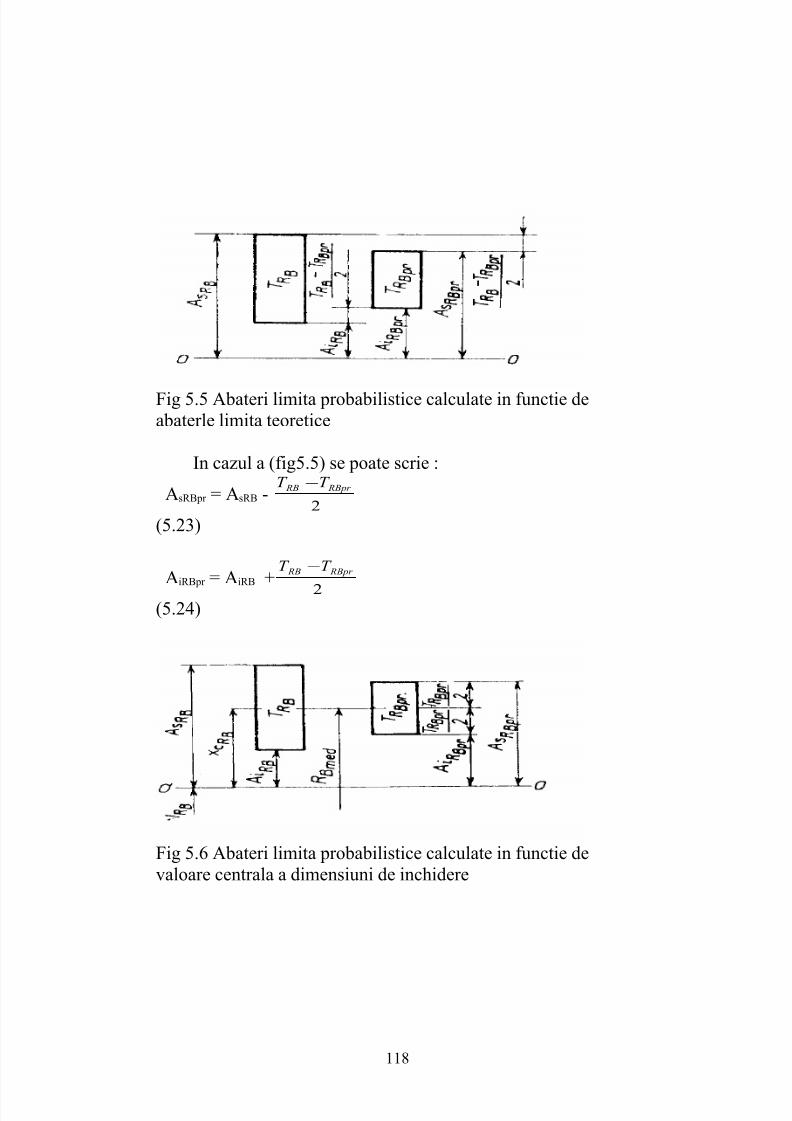
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 116/193
Fig 5.5 Abateri limita probabilistice calculate in functie deabaterle limita teoretice
In cazul a (fig5.5) se poate scrie :
AsRBpr = AsRB -2
RBpr RB T T −
(5.23)
AiRBpr = AiRB +2
RBpr RB T T −
(5.24)
Fig 5.6 Abateri limita probabilistice calculate in functie devaloare centrala a dimensiuni de inchidere
118

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 117/193
In cazul b (fig 5.6) se porneste de la coeficientul deasimetrie relativa care caracterizeaza deplasarea valorii medii sia marimi date fata de mijlocul campului de toleranta (valoareacentrala) xc si care are expresia generala:
α =2
T
xc− µ
(5.25)
Cand valoarea nominala si abaterile limita ale uneidimensiuni sunt cunoscute, valoarea centrala xc se calculeaza cadiferenta dintre valoarea medie (semisuma valorilor limita) sivaloarea nominala sau ca semisuma algebrica a abaterilor limita.
Acest coeficient poate avea valoare pozitiva, negativa sauzero, indicand sensul asimetric, respectiv lipsa ei.
Din relatia 5.25 se poate scoate relatia;
μ = xc + α2
T (5.26)
Avand in vedere proprietatea ca valoarea medie a unei sumealgebrice de marimi intamplatoare este egala cu suma algebricaa mediilor marimilor intamplatoare date, pentru lanturile de
dimensiuni se poate scrie:μRB = ∑
−
=
1
1
n
j
Bj µ (5.27)
pe baza acestei relatii se poate scrie pentru fiecare termen in parte;
μRB = xcRB + αRB 2
RBpr T ; μB1 = xcB1 + αB1
2
1 BT ;
μB2 = xcB2 + αB2 2
2 BT ; ----- μBn-1 = xcBn-1 + αBn-1
2
1− BnT .
Pentru ca indiferent de asimetria distributiilor dimensiunilor primare, distributia dimensiuni de inchidere este sau tinde catreo distributie simetrica, se poate considera αRB = 0. ca urmareinlocuindu – se aceste relatii in (5.27) se obtine:
XcRB = )2
(1
1
∑−
=
+n
j
Bj
BjcBj
T x α (5.28)
119

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 118/193
Daca si distributiile dimensiunilor primare sunt simetrice αBj = 0si relatia 5.28 devine
XcRB = ∑−
=
1
1
n
j
cBj x (5.29)
In concluzie abaterile limita ale dimensiuni de inchidere secalculeaza in functie de mijlocul campului de toleranta, astfel
AsRBpr = xcRB +2
RBpr T
(5.30
AiRBpr = xcRB - 2 RBpr
T
(5.31)
5.3 Probleme rezolvate115 Se considera lantul de dimensiuni din figura 5.7.
Fig 5.7 Desenul de executie al unui ax ce are lantul format din patru dimensiuni
Sa se calculeze prin aplicarea celor trei metode, valoareanominala, tolerantele si abaterile limita ale dimensiuni deinchidere.
120

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 119/193
Rezolvare:a)Prin metoda de maxim si minim
Dimensiunea B1, este dimensiune primara maritoare, iar B2 si B3 sunt dimensiuni primare reducatoare.
*Conform relatiei 5.1 valoarea nominala a dimensiuni deinchidere este:
NRB = NB1 – (NB2 + NB3) = 120 – (55 + 45) = 20mm.*Aplicand relatiile 5.8 si 5.9 abaterile limita ale dimensiuni
de inchidere sunt:
AsRB = AsB1 – (AiB2 + AiB3) = 0,10 – ( -0,07 – 0,05) = 0,22mmAiRB = AiB1 – (AsB2 + AsB3) = - 0,10 – (+0,05 + 0,04) = - 0,19mmToleranta dimensiuni de inchidere se determina ca si diferentaabaterilor limita si conform relatiei 5.12.TRB = AsRB – AiRB = 0,22 – ( - 0,19) = 0,41mm. SauTRB = TB1 + TB2 + TB3 = 0,20 + 0,12 + 0,09 = 0,41mm.
In final rezulta valoareaelementului de inchidereR B = 20 22,0
19,0
+
− mm. c) Prin metoda algebrica
*Conform relatiei 5.13 se determina, simultan, valoareanominala si abaterile limita ale dimensiuni de inchidere.
NRB ASRB
AiRB
+
+ = NB1 1
1
AsB
AiB
++ - (NB2
2
2
AsB
AiB
+
+ ) - (NB33
3
AsB
AiB
+
+ ) = 120±0,10 - 55 07,0
05,0
+
− - 45 05,0
04,0
+
− = (120 – 55 – 45) 05,007,010,0
04,005,010,0
+++−−− = 20
22,0
19,0
+
− mm.* se calculeaza toleranta, cu una din relatiile obisnuite, pentruverificare
TRB = AsRB – AiRB = 0,22 – (- 0,19) = 0,20 +0,12 + 0,09 =0,41mm.
Rezultatul obtinut este acelasi ca cel de la metoda de maxim siminim.R B = 20 22,0
19,0
+
− mm. c)Prim metoda probabilistica
Considerand ca dimensiunile primare B1, B2 si B3 au odistributie dupa legea normala, ҝRB = 1, ҝD = 1, si αBj = 0. In acest
121

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 120/193
caz, pentru calculul tolerantei dimensiuni de inchidere sefoloseste relatia 5.18
TRBpr = ∑−
=
1
1
2n
j
BjT respectiv
TRBpr = .25,009,012,020,02222
3
2
2
2
1mmT T T B B B =++=++
Cunoscandu – se abaterile limita teoretice determinate prinmetoda de maxim si minim sau prin metoda algebrica, abaterilelimita probabile ale dimensiuni de inchidere se vor calcula cu
ajutoril relatiilor 5.23 si respecti 5.24:AsRBpr = AsRB -
2
RBpr RB T T −= 0,22 -
2
25,041,0 −= 0,22 – 0,08 =
0,14mm.
AiRBpr = AiRB +2
RBpr RB T T −= - 0,19 + 0,08 = -0,11mm.
S – a obtinut:R Bpr = 20 14,0
11,0
+
− mm.
Aplicand relatiile (5.29)---(5.31), se obtine:XcRB = xcB1 – xcB2 - xcB3=(
)2
05,004,0()
2
07,005,0()
2
1,01,0 −+−
−+−
−+
= 0 – ( - 0,01) – (- 0,005) = 0,015mm:
AsRBpr = xcRB +2
RBpr T = 0,015 +
2
25,0= 0,015 + 0,125 =
0,14mm.
AiRBpr = xcRB -2
RBpr T = 0,015 -
2
25,0=0,015 – 0,125 =
0,11mm.In concluzie, rezultatele obtinute prin metoda probabilistica arataca precizia practica (probabila) a dimensiuni de inchidere estemai mare, respectiv toleranta acestei dimensiuni este simtitor
122
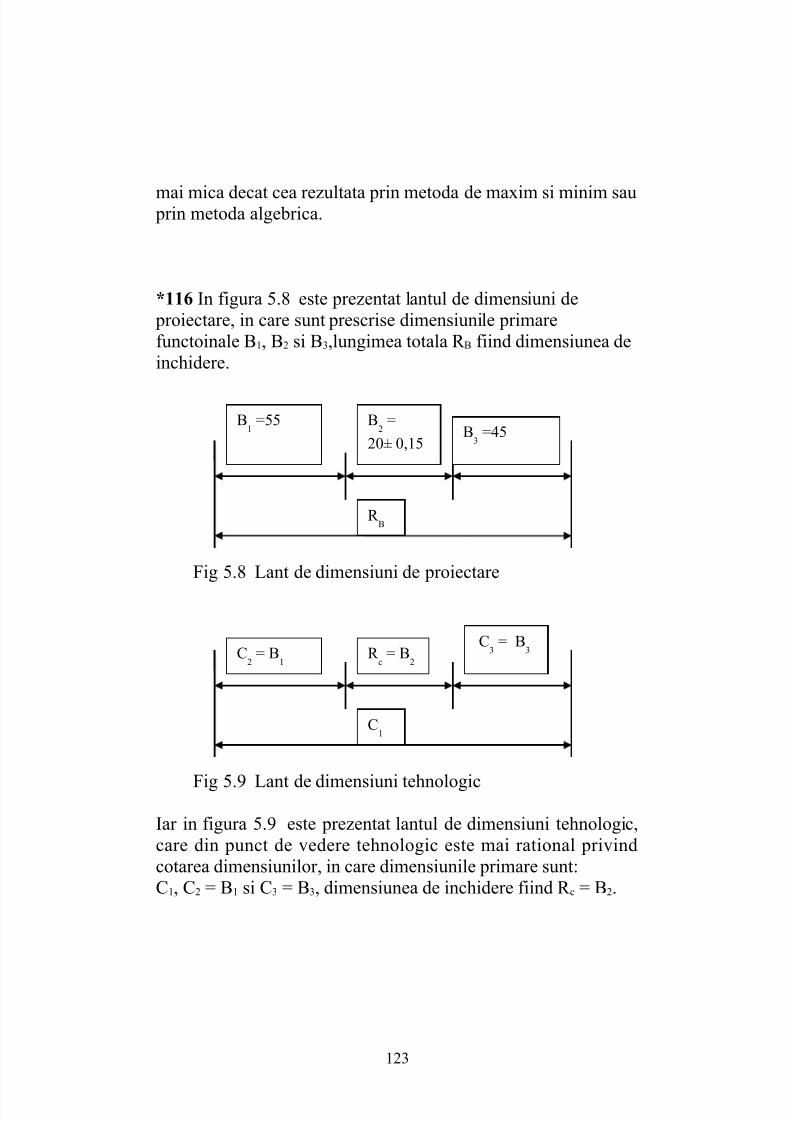
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 121/193
mai mica decat cea rezultata prin metoda de maxim si minim sau prin metoda algebrica.
*116 In figura 5.8 este prezentat lantul de dimensiuni de proiectare, in care sunt prescrise dimensiunile primarefunctoinale B1, B2 si B3,lungimea totala R B fiind dimensiunea deinchidere.
Fig 5.8 Lant de dimensiuni de proiectare
Fig 5.9 Lant de dimensiuni tehnologic
Iar in figura 5.9 este prezentat lantul de dimensiuni tehnologic,care din punct de vedere tehnologic este mai rational privindcotarea dimensiunilor, in care dimensiunile primare sunt:C1, C2 = B1 si C3 = B3, dimensiunea de inchidere fiind R c = B2.
B1
=55 B2
=
20± 0,15B
3=45
R B
C2
= B1
R c
= B2
C3
= B3
C1
123

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 122/193
Deci, la acest lant tehnologic trebuie calculata, dimensiunea primara C1.Rezolvare .a) Prin metoda de maxim si minim
Respectand strict relatiile fundamentale ale lantului dedimensiuni se poate scrie:-- valoarea nominala a dimensiuni de inchidere,
NRC = NC1 – NC2 – NC3 De unde valoarea nominala a dimensiuni C1
NC1 = NRC + NC2 + NC3 = NB2 + NB1 + NB3 = 20 + 55 + 45 =120mm.--abaterea superioara a dimensiuni de inchidere,
AsRC = AsC1 – AiC2 – AiC3 De unde, abaterea superioara a dimensiuni C1
AsC1 = AsRC + AiC2 + AiC3 = AsB2 + AiB1 + AiB3 == 0,15 – 0,07 – 0,05 = 0,03 mm;
- abaterea inferioara a dimensiuni de inchidere,AiRC = AiC1 – AsC2 – AsC3,
de unde, abaterea inferioara a dimensiuni C1
AiC1 = AiRC + AsC2 + AsC3 = AiB2 + AsB1 + AsB3 = - 0,15+0,05 +0,04 = - 0,06 mm;
-- toleranta dimensiuni de inchidereTRC = TC1 + TC2 + TC3,
De unde, toleranta dimensiuni C1 TC1 = TRC – TC2 – Tc3 = TB2 – TB1 – T b3 = 0,30 – 0,12 –
0,09= 0,09mm.Dar in acelasi timp
TC1 = AsC – AiC1 = 0,03 – ( -0,06) = 0,09mm.
Rezulta dimensiunea de inchidere C1 cu valoareaC1 = 120 03,0
06,0
+
− mm.b)Prin metoda algebrica
Conform relatiei 5.13 pentru dimensiunea elementului deinchidere se poate scrie:
NRC AsRC
AiRC
+
+ = NC1 1
1
AsC
AiC
++ - (NC2
2
2
AsC
AiC
+
+ ) – (NC3 3
3
AsC
AiC
+
+ )Dupa inlocuirile corespunzatoare rezulta:
124

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 123/193
20 ± o,15 = (NC1 – 55 – 45)05,007,01
00405,01
++
−−
AsC
AiC
.Valoarea nominala a dimensiuni C1; 20 = NC1 – 55 – 45 ; NC1 = 20 + 55 + 45 = 120mm.Abatera superioara a dimensiuni C1 0,15 = AsC1 + 0,07 + 0,05; rezulta
ASc1 = 0,15 – 0,07 – 0,05 = 0,03mm.Abaterea inferioara a dimensiuni C1
0,15 = AiC1 – 0,05 – 0,04De unde
AiC1 = - 0,15 + 0,05 +0,04 = - 0,06mm.Si prin aceasta metoda s – a obtinut acelasi rezultat ca prinmetoda de maxim si minim, care este:
C1 = 120 03,0
06,0
+
− mm.c) Prin metoda probabilistica
Se considera ҝRC =1 si αRC = αCj =0.Valoarea nominala a dimensiuni de inchidere este:
NRC = NC1 – NC2 – NC3,de unde, valoarea nominala a dimensiuni C1 este:
NC1 = NRC + NC2 + NC3 = NB2 + NB1 + NB3 = 20 + 55 + 45 =120mm.Toleranta dimensiuni de inchidere este:
TRCpr = 2
3
2
2
2
1 C C C T T T ++ ,Rezulta ca toleranta dimensiuni C1 are valoarea:
TC1 = .26,009,012,030,0 2222
3
2
2
2 mmT T T C C Rc =−−=−− Rezulta ca toleranta dimensiuni primare C1 prin metoda
probabilistica este mult mai mare decat cea obtinuta prin metodade maxim si minim, cat si cea algebrica, cea ce este mult mai
convenabil din punct de vedere tehnologic.Valoarea centrala (mijlocul tolerantei) a dimensiuni C1 se obtinecu relatia;
xcRC = xcC1 – xcC2 – xcC3;respectiv
xcC1 = xcRC +xcC2 +xcC3 =xcB2 +xcB1 +xcB3 =
125

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 124/193
= 0 + =−
+−
)2
05,004,0()2
07,005,0( 0 – 0,01 – 0,005 = -0,015mm.Abaterile limita probabile ale dimensiunii C1 sunt:
AsC1 = xcC1 +2
1C T = - 0,015 +
2
260,0= - 0,015 + 0,130 = +
0,115mm;
AiC1 = xcC1 -2
1C T = - 0,015 – 0,130 = - 0,145mm.
Dimensiunea C1 are valoarea:
C1pr = 120115,0145,0
+
− mm.
*117 Se considera lantul de dimensiuni la o placa de baza aunui dispozitiv de frezat (fig. 5.10) cu valoarea dimensiunilor:
Fig. 5.10 Lant de dimensiuni la o placa de baza.
B1 = 120 0
1,0− mm; B2 = 15 04,0
0
+ mm; B3 = B4 = B5 = 30±0,03mm.Dimensiunea R B este dimensiunea de la suprafata din dreapta a
placi pana la prima gaura (socotind de la dreapta spre stanga). Sase calculeze valoarea nokinala, toleranta si abaterile limita aledimensiuni R B. Dimensiuea primara B1 este dimensiune
15 30±0,03 30±0,03 30±0,03
120
126
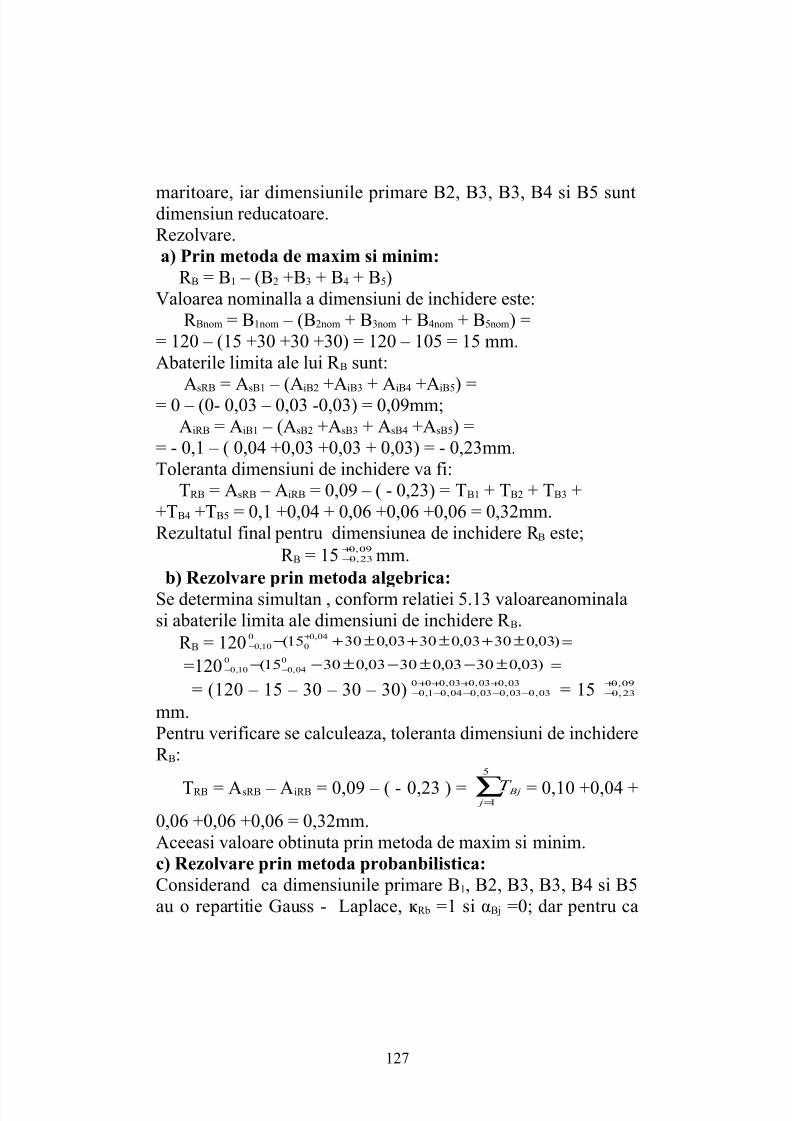
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 125/193
maritoare, iar dimensiunile primare B2, B3, B3, B4 si B5 suntdimensiun reducatoare.Rezolvare.a) Prin metoda de maxim si minim:
R B = B1 – (B2 +B3 + B4 + B5)Valoarea nominalla a dimensiuni de inchidere este:
R Bnom = B1nom – (B2nom + B3nom + B4nom + B5nom) == 120 – (15 +30 +30 +30) = 120 – 105 = 15 mm.Abaterile limita ale lui R B sunt:
AsRB = AsB1 – (AiB2 +AiB3 + AiB4 +AiB5) == 0 – (0- 0,03 – 0,03 -0,03) = 0,09mm;AiRB = AiB1 – (AsB2 +AsB3 + AsB4 +AsB5) =
= - 0,1 – ( 0,04 +0,03 +0,03 + 0,03) = - 0,23mm.Toleranta dimensiuni de inchidere va fi:
TRB = AsRB – AiRB = 0,09 – ( - 0,23) = TB1 + TB2 + TB3 ++TB4 +TB5 = 0,1 +0,04 + 0,06 +0,06 +0,06 = 0,32mm.Rezultatul final pentru dimensiunea de inchidere R B este;
R B = 15 09,0
23,0
+
− mm. b) Rezolvare prin metoda algebrica:
Se determina simultan , conform relatiei 5.13 valoareanominalasi abaterile limita ale dimensiuni de inchidere R B.
R B = 120 )03,03003,03003,03015(04,0
0
0
10,0±+±+±+−
+
− ==120 )03,03003,03003,03015(
0
04,0
0
10,0 ±−±−±−− −− == (120 – 15 – 30 – 30 – 30) 03,003,003,000
03,003,003,004,01,0++++
−−−−− = 15 09,0
23,0
+
−
mm.Pentru verificare se calculeaza, toleranta dimensiuni de inchidereR B:
TRB = AsRB – AiRB = 0,09 – ( - 0,23 ) = ∑=
5
1 j
BjT = 0,10 +0,04 +0,06 +0,06 +0,06 = 0,32mm.Aceeasi valoare obtinuta prin metoda de maxim si minim.c) Rezolvare prin metoda probanbilistica:
Considerand ca dimensiunile primare B1, B2, B3, B3, B4 si B5au o repartitie Gauss - Laplace, ҝRb =1 si αBj =0; dar pentru ca
127

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 126/193
lantul are mai mult de cinci dimensiun (n = 6 >5), pentrucalculul tolerantei probabilistice a dimensiuni de inchidere sefoloseste reletia (5.21) impreuna cu relatia (5.22).
TRBpr = ҝD ∑=
6
1
2
j
BjT = (1,8 ----- 0,8∑
∑
=
=
5
1
5
1
2
j
Bj
j
Bj
T
T
) ∑=
5
1
2
j
BjT =
= ( 1,8--- 0,806,0304,01,0
06,0304,01,0 222
•++•++
) 222 06,0304,01,0 •++ =
= (,8---0,8 32,015,0 ) 0,15 = (1,8---0,8 ×0,47)× 0,15 = 0,22mm.
Abaterile limita ale lui R B sunt cunoscute, intrucat au fostcalculate prin metoda de maxim si minim, cat si prin metodaalgebrica, abaterile limita probabilistice se calculeaza cu ajutorulrelatiilor (5.23) si (5.24):
AsRBpr = AsRB -2
RBpr RB T T −= 0,09 --
2
22,032,0 −=0,04mm;
AiRBpr = AiRB +2
RBpr RB T T −= - 0,23 + 0,05 = - 0,18mm;
Folosind relatiile (5.29)--- (5.31), se obtine:XcRB = xCB1 – (xcB2 + xcB3 + xcB4 +xcB5) = - 0,05 – 0,02 – 0 – 0 – 0= - 0,07mm.
AsRBpr = xcRB +2
RBpr T
= - 0,07 +2
22,0= 0,04mm;
AiRBpr = xcRB -2
RBpr T = - -0,07 -2
22,0 = - 0,18mm.
Dimensiunea de inchidere R B are valoarea:R Bpr = 15 04,0
18,0
+
− mm.
Concluzie : rezultatul obtinut prin metoda probabilistica arata ca precizia practica (probabila)a dimensiuni de inchidere este mai
128
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 127/193
mare respectiv toleranta acestei dimensiuni este mai mica decatcea rezultata din aplicarea metodei de maxim si minim, cat si ceaobtinuta prin metoda algebrica, lucru important pentru preciziaconstructiva a pieselor de la dispozitivul de frezat.
Probleme nerezolvate118 Avem lantul de dimensiuni din figura 5.7 , dar cuurmatoarele valori ale dimensiunilor;
dimensiune primara maritoare B1 = 150 ±0,2 mm.Dimensiuni primare reducatoare; B2 = 70 10,0
05,0
+
− mm si
B3 = 30
05,0
07,0
+
−
.Sa se calculeze prin aplicarea celor 3 metode, valoareanominala, tolerantele si abaterile limita ale dimensiuni deinchidere.119 Se considera lantul de dimensiuni din fig.5.10 unde secunoaste: B1 = 180 0
15,0− mm; B2 = 25 05,0
0
+ mm;B3 = B4 = B5= 40±0,05mm.
Dimensiunea primara B1 este dimensiune maritoare, iar dimensiunile B2, B3, B4 si B5 sunt dimensiuni reducatoare.
Sa cere sa se calculeze valoarea nominala, toleranta si abaterilelimita ale dimensiuni de inchidere R B. Dimensiunea R B estedimensiunea de le suprafata din dreapta a placii de baza pana la
prima gaura ( privind de la drapta spre stanga).
129

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 128/193
5.4 Rezolvarea problemei directe a lantilui de dimensiuniliniare neparalele
5.4.1 Indicatii teoretice
Rezolvarea problemei directe a lantului de dimensiuni liniareneparalele se face, prin aceleasi metode ca si in cazul lanturilor de dimensiun paralele.
Fig 5.11. Lant de dimensiuni liniare naparalele
Se considera lantul de dimensiuni din figura 5.11 in care L 1
si L2 sunt dimensiuni primare, iar distanta R L dintre centrelecelor doua gauri din placa de baza a unui dispozitiv de gauriteste dimensiunea de inchidere.
Daca se proecteaza dimensiunile primare ( L 1 si L2) pedirectia dimensiuni de inchidere (R L), problema se reduce larezolvarea unui lant de dimensiuni paralele:
R L = L1 cosα + L2 cos (90o
– α). (5.32)Aceasta relatie arata ca valorile nominale si variatiledimensiunilor primare nu se transmit integral la dimensiunea deinchidere si intr – un anumit raport, determinat, in cazul de fatade cosα si respectiv cos(90o – α). Daca aceste rapoarte detransmitere se noteaza cu ҝ1, si respectiv ҝ2, se poate scrie:
L2
L1
R L
α
130

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 129/193
R L = ҝ1L1 + ҝ2L2 = ∑= ×Κn
j
j j L1
(5.33)
Rapoartele de transmitere ҝ1, ҝ2, --- ҝn au, fiecare o anumitavaloare care depinde de expresia raportului si un anumit semncare depinde de faptul daca dimensiunea primara este maritoare(+) sau reducatoare ( - ). 5.4.2 Probleme rezolvate.*120 Se considera lantul de dimensiuni din fig.5.11, unde secunosc urmatoarele date:
L1 = L2 = 100 ± 0,10 mm si α =45o
.Sa se calculeze valoarea nominala, abaterle limita, si tolerantadimensiuni de inchidere R L.Rezolvare:
a) Rezolvare prin metoda de maxim si minim* valoarea nominala a elementului de inchidere R L este:
NRL = ҝ1 NL1 + ҝ2 NL2 = 100cos45o + 100cos45o = 2∙100∙0,707= 141,4mm* abaterile limita ale dimensiuni R L se caculeaza astfel:
AsRL = ҝ1AsL1 + ҝ2AsL2 = 0,1cos45o + 0,1cos45o =2∙ 0,1 ∙0,707= 0,141mm;
AiRL = ҝ1AiL1 + ҝ2AiL2 = - 0,1cos45o - 0,1cos45o = -2∙ 0,1∙0,707 =--0,141mm.* Toleranta dimensiuni de inchidere va fi:
TRL = AsRL – AiRL = 0,141 – ( - 0,141) = ҝ1 TL1 + ҝ2 TL2 = 2 ∙∙0,2 cos45o = 2 ∙0,2∙0,707 = 0,282mm.
Rezultatul final se poate scrie sub forma:R L = 141,4 ± 0,141mm.
b)Rezolvare prin metoda algebrica
Valoarea nominala, abaterile limita si toleranta dimensiuni deinchidere se calculeaza astfel:
R L AsRL
AiRL
+
+ = ҝ1 (NL1 1
1
AsL
AiL
++ ) + ҝ2 (NL2
2
2
AsL
AiL
+
+ )== (ҝ1 NL1 + ҝ2 NL2) (
2211
2211
AsL AsL
AiL AiL
Κ+Κ+
Κ+Κ+ )=
131

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 130/193
=(0,707∙ 100 +0,707∙ 100)707,01,02
707,01,02
⋅⋅+
⋅⋅− = 141,4 ± 0,141mm.TRL= AsRL – AiRL = 0,141 – (-0,141) = 0,282 mm.
c) Rezolvare prin metoda probabilistica
Presupunand pentru dimensiunile primare si pentrudimensiunea de inchidere o distributie normala si simetrica
ҝL1 = ҝL2 = ҝRL = 1 si αL1 = αL2 = αRL =0 se obtine:* valoarea nokinala a dimsnsiuni de inchidere:
NRL = ҝ1 NL1 + ҝ2 NL2 = 100cos45o
+ 100cos45o
== 2∙100∙0,707 = 141,4mm;*Toleranta dimensiuni de inchidere;TRL = 2
2
2
2
2
1
2
1 L L T T Κ+Κ =0,707∙ 0,2 2 = 0,2mm;Intru- cat la dimensiunile primare abaterile limita sunt egale invaloare absoluta (tolerante simetrice)dimensiunea de inchidereva avea, de asemenea, abateri limita egale in valoare absoluta:
AsRL = + 0,10mm si AiRL = --0,1 mm.In final dimensiunea de inchidere R L are valoarea:
R L = 141,4 ± 0,1 mm.*121 Se considera placa distantier (fig5.12) a unui dispozitiv de
C 1 R
C
C
2
B2
R B
B1
α
L=R RB,RC
132

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 131/193
Fig 5.12 Placa cu doua gauri si trei lanturi de dimensiuniconvenabil tehnologic
gaurit la care dimensiunile gaurilor de trecere libera pentrusuruburi obisnuite de prindere ( cu jocuri ce depasesc 1mm intrefiecare surub si gaura). Dimensiunile se pot prescrie convenabiltehnologic, iar distanta dintre centrele celor doua gauri rezulta cu
precizie scazuta. In acest caz se cunosc urmatoarele date:B1 = 70 08,0
0
+ mm; B2 = 30 ±0,02mm; C1 = 40 06,0
0
+ mm;
si C2 = 20 ± 0,02mm.La aceasta problema se deosebesc trei lanturi de dimensiuni:1 – lantul nr1 format din dimensiunile: B1, B2 si R B;2 – cel de – al doilea lant format din dimensiunile: C1,C2 si R c;3 – cel de –al treilea lant format din dimensiunile; R B, R C
si L = R RB,RC.Mai intai, trebuie rezolvate primele doua lanturi, respectiv
determinate valorile nominale, tolerantele si abaterile limita aledimensiunilor R B si R C si dupa aceea se determina valoareanominala, toleranta si abaterile limita ale dimensiuni L.Rezolvare:
1 - se rezolva primul lant de dimensiuni format dindimensiunile:
B1 = 70 08,0
0
+ mm; B2 = 30 ±0,02mm si R B. 1.a Rezolvare prin metoma de maxim si minim
R Bnom = B1nom – B2 nom = 70 – 30 = 40mm.AsRB = AsB1 – AiB2 = 0,08 – (- 0,02) = 0,10mm.AiRB = AiB1 – AsB2 = 0 – 0,02 = - 0,02 mm;TRB = AsRB – AiRB = 0,10 – (-0,02) = TB1 + TB2 =0,08 + 0,04=
0,12mm.De unde, dimensiunea de inchidere este:
R B = 40 10,0
02,0
+
− mm.1.b Rezolvare prin metoda algebrica
R B = B1 – B2 = 70 08,0
0
+ -(30 ±0,02) = (70 – 30) 02,008,002,00
++− =
= 40 10,0
02,0
+
− mm. Rezulta R B = 40 10,0
02,0
+
− mm.
133

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 132/193
1.c Rezolvare prin metoda probabilistica luindu – se inconsiderare toleranta si abaterile limita teoretice, determinate prin cele doua metode anterior:TRBpr = 2
2
2
1 B B T T + = 22 04,008,0 + =0,09mm;
AsRBpr = AsRB -2
RBpr RB T T −= 0,10 --
2
09,012,0 −=0,085mm;
AiRBpr = AiRB +2
RBpr RB T T −= - 0,02 + 0,015 = - 0,005mm;
Dimensiunea de inchidere are valoarea;R Bpr = 40 085,0
005.0
+− mm.
2o – se rezolva cel de – al doilea lant de dimensiuni format dindimensiunile:C1, C2, si R c; C1 = 40 06,0
0
+ mm; C2 = 20±0,02mm.2.a Rezolvare prin metoma de maxim si minim
R cnom = C1nom – C2nom = 40 – 20 = 20mm;AsRC = AsC1 – AiC2 = 0,06 – ( - 0,02) = 0,08mm;AiRC = AiC1 – AsC2 =0- 0,02 = - 0,02mm;TRC = AsRC – AiRC = 0,08 – (- 0,02) = TC1 +Tc2 = 0,06 + 0,04=
= 0,10mm;R c = 20 08,0
02,0
+
− mm.2.b Rezolvare prin metoda algebrica
R C = C1 – C2 = 40 06,0
0
+ - (20±0,02) = (40 – 20) 02,006,0
02,00
++− =
= 20 08,0
02,0
+
− mm; Rezulta dimensiunea R C = 20 08,0
02,0
+
− mm.2.c Prin metoda probabilistica, cunoscand abaterile limita sitoleranta determinata prin metoda de maxim si minim, si metodaalgebrica determinate anterior.TRCpr = 2
2
2
1 C C T T + = 2204,006,0 + =0,07mm;
AsRCpr = AsRC -2
RCpr RC T T − = 0,08 -- 207,010,0 − = 0,065mm;
AiRCpr = AiRC +2
Rcpr RC T T −= - 0,02 + 0,015 = - 0,005mm;
R Cpr = 20 065,0
005,0
+
− mm.3. se rezolva cel de- al treilea lant de dimensiuni.
134

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 133/193
Acest lant este format din dimensiuni liniare neparalele si,in astfel de situatii, problema se reduce la rezolvarea unui lant cudimensiuni paralele, daca dimensiunile primare se proecteaza pedirectia dimensiuni de inchidere;
L= R B cosα + R c cos(90o – α).Daca rapoartele cosα si cos(90o – α).se noteaza cu ҝ1 respectiv ҝ2
se poate scrie:L= ҝ1 R B + ҝ2 R c .
Daca unghiul α nu se cunoaste, acesta poate fi determinat cu
teorema lui Pitagora:Lnom = ;72,4420402222 mm R R Cnom Bnom =+=+
αnom = arccos ==72,44
40arccos
nom
Bnom
L
Rarccos0,8944 =26o 30’
Cunoscand R B = 40 10,0
02,0
+
− mm , R c = 20 08,0
02,0
+
− mm siunghiul α = 26o30’ se rezolva acest lant.
3.a rezolvare prin metoda de maxim si minimLnom = ҝ1 R B + ҝ2 R c =40 cos 26o30’ + 20cos(90o – 26o30’)=
=40 ∙ 0,895 +20∙ 0,446 = 44.72mm.
AsL = ҝ1AsRB + ҝ2 AsRC = 0,10cos26o
30’ + 0,08cos63o
30’== 0,10 ∙ 0,895 + 0,08 ∙ 0,446 = 0,130mmAiL = ҝ1AiRB + ҝ2 AiRC = -0,02cos26o30’ –0,02cos63o30’== -0,02 ∙ 0,895 -0,02 ∙ 0,446 =--0,027mm.TL = AsL – AiL = 0,130 – ( - 0,027)= ҝ1 TRB + ҝ2TRC =
= 0,12cos26o30’ + 0,10 cos63o30’ = 0,12 ∙0,895 + 0,10 ∙ 0,446= 0,157mm.
R L = 44,72 130,0
027,0+− mm.
3.b .Rezolvare prin metoda algebrica
L nom
AsL
AIL = ҝ1 ( R Bnom
AsRB
AiRB ) + ҝ2(R Cnom AsRc
AiRC
) == (ҝ1 R Bnom +ҝ2 R cnom)
AsRC AsRB
AiRC AiRB
21
211
Κ+Κ
Κ+Κ =
= (40cos 26o30’ + 20cos63o30’) '3063cos08,0'3026cos10,0
'3063cos08,0'3026cos02,0
oo
oo
+
+− =
=(40∙0,895 +20 ∙ 0,446) 446,008,0895,010,0
446,002,0895,002,0⋅+⋅⋅−⋅− =44.,72 130,0
027,0+− mm.
3.c Prin metoda probabilistica unde se considera pentru toatedimensiunile o distributie normala si simetrica cu
135

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 134/193
ҜRB = ҝRc =ҝL =1 si αRb = αRC =αL =0 .Lnom = ҝ1 R Bnom +ҝ2 R cnom = 40cos 26o30’ + 20cos63o30’ == 44.72mm;
TLpr = 22
2
22
1 RC RB T T Κ+Κ =;121,010,0446,012,0895,0 2222
mm=⋅+⋅
AsLpr = AsL -2
Lpr L T T −= 0,130--
2
121,0157,0 −= 0,112mm;
AiLpr = AiL +2
Lpr L T T −= - 0,027 +0,018 = - 0,009mm.
L pr = 44.72
112,0
009,0
+
+ mm.
*122 Seconsidera aceeasi placa (fig.5.13) dar care prezinta
o precizie de pozitionare mai buna, avand drept dimensiuni primare, distantele dintre axele de simetrie ale gaurilor, solutiemai putin convenabila tehnologic. In acest caz se dau;B1 = 30 ± 0,02mm, B2 = 40 ±0,03mm si C1 = C2 = 20± 0,02mm.
Se cere determinarea valorii nominale si a abaterilor limita aledimensiunii L.Rezolvare
R c C
2
C 1
B1
B2
R B
α
L
Fig.513. Placa cu doua gauri, cu trei lanturi de dimensiunineconvenabile di punct de vedere tehnologic
136

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 135/193
In acest caz se ia in considerare lantul cu dimensiuni primaremaritoare B2 si C2, L fiind dimensiunea de inchidere a acestuilant.
Rezolvarea se face ca la problema 121 cu unghiul α = 26o 30’1 Rezolvare prin metoda de maxim si minim
Lnom = ҝ1B2 + ҝ2C2 = B2nom cosα + C2nomcos(90-α) == 40 cos 26o30’ + 20cos(90o – 26o30’)==40 ∙ 0,895 +20∙ 0,446 = 44.72mm;
AsL = ҝ1AsB2 + ҝ2AsC2 =0,03cosα + 0,02cos(90 – α)=
=0,03∙ 0,895 + 0,02∙ 0,446 = 0,036mm;AiL = ҝ1AiB2 + ҝ2AiC2 = - 0,03cosα - 0,02cos(90 – α)==- 0,03∙ 0,895 - 0,02∙ 0,446 = - 0,036mm;
TL = AsL – AiL =0,036 – (- 0,036) = ҝ1TB2 + ҝ2 TC2 =0,895∙0,06 + 0,446 ∙ 0,04 = 0,072mm
L= 44.72 ± 0,036mm.2 Rezolvare prin metoda algebrica
Lnom)()(
2
222
2
21
AsC
AiC nom
AsB
AiB
ASl
AIl C Bnom Κ+Κ=
=
=(ҝ1 B2nom + ҝ2 C2nom)22
22
12
21
AsC AsB
AiC AiB
Κ+Κ
Κ+Κ=
=(0,895∙40 + 0,446∙ 20) 02,0446,003,0895,002,0446,003,0895,0
⋅+⋅+⋅−⋅− =
=(35,80 +8,95) 009,0027,0009,0027,0
++−− ;
L = 44,72 ± 0,036mm.3 Rezolvare prin metoda probabilistica
Lnom = ҝ1B2 + ҝ2C2 = 0,895 ∙40 + 0,046 ∙20 = 35,8 + 8,95 == 44,72mm.
TLpr = 2
2
2
2
2
2
2
1 C B T T Κ+Κ = ;056,004,0446,006,0895,02222
mm=⋅+⋅
AsLpr = AsL -2
Lpr L T T −= 0,036--
2
056,0072,0 −= 0,028mm;
AiLpr = AiL +2
Lpr L T T −= - 0,036 +0,008 = - 0,028mm.
L pr = 44.72 ±0,028mm.123 Se considera placa din figura 5.14 unde se dau urmatoarele
137

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 136/193
date: B2 = 40 ± 0,035mm; dimensiunea de inchidereL = R B,C = 45 ± 0,030mm;
Se cere sa se calculeze valoarea nominala, toleranta si abaterilelimita ale dimensiuni C2, ca dimensiune primara.
Rezolvare:
R B,C = L= B2 cosα +C2cos(90o
– α).Unghiul α se determina cu relatia
α = arccos45
40arccos)2 =
L
B=arccos0,888 =27o 20’
Pentru valoarea nominala se scrie:Lnom = B2nomcos α + C2nom cos(90o – α)’
de unde se scoate valoarea nominala a lui C2:
C2nom = .4,20'4062cos
'2027cos4045
)90cos(
cos2 mm B L
o
o
o
nomnom =−
=−
−α
α
1. Rezolvare prin metoda ce maxim si minim* abaterile limita ale dimensiuni L ca dimensiune de inchideresunt:
AsL = AsB2cos α + AsC2 cos(90o – α)AiL = AiB2cos α + AiC2 cos(90o – α)
de unde:
R c C
2
C 1
B1
B2
R B
α
L=R BC
Fig.514 Placa cu doua gauri, dimensionata netehnologic
138

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 137/193
AsC2 = ;018,0464,0
888,0.030,0035,0)90cos(
cos2 mm A Ao
sB sL =⋅−=−−α α
AiC2 = .018,0464,0
)888,0.030,0(035,0
)90cos(
cos2 mm A A
o
iBiL −=⋅−−−
=−
−α
α
Din relatiaTL = TB2cosα + TC2cos(90o – α)
TC2 = 22
2
464,0
888,006,007,0
)90cos(
cosiC sC o
B L A AT T
−=⋅−
=
−
−
α
α =
= 0,018 –(- 0,018) =0,036mm.Dimensiunea C2 are valoareaC2 = 20,4 ± 0,018 mm.
2. Rezolvare prin metoda algebrica
Lnom)90cos()(cos)(
2
22
2
22 α α −+=AsC
AiC nom
AsB
AiBnom
AsL
AiLC B
,de unde,
C2nom=22
AsC
AiC
=⋅±−±
=
−
−
464,0
888,0)030,040(035,045
)90cos(
cos)(2
22
α
α
o
AsB
AiBnom
AsL
AiLnomB L
= =±±−
=⋅±±⋅−
464,0
027,0035,0)52,3545(
464,0
88,0030,0035,0)888,04045(
= 20,4 ± 0,018mmRezultatul final este C2 = 20,4 ± 0,018 mm.3 .Rezolvare prin metoda probabilistica
Se considera ҝL =1 si αL= αB2 = αC2 =0 si ca urmare,Lnom = B2nomcos α + C2nom cos(90o – α),
de unde valoarea nominala a dimensiuni C2este:
C2nom = =−=−
−'4062cos
'2027cos4045)90cos(
cos2
o
o
o
nomnom B Lα
α
= .4,20464,0
888,04045mm=
⋅−
Toleranta probabila a dimensiuni de inchidere L este:TLpr = )90cos(cos
2
2
2
2 α α −+o
C B T T ,de unde toleranta lui TC2 va fi:
139

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 138/193
TC2pr = .10,0464,0046,0
464,0888,006,0070,0
)90cos(
cos 22222
2
2
mmT T o
B L ==⋅−=−
−α
α
Intru – cat tolerantele lui L si B2 sunt simetrice fata de valorilenominale ale dimensiunilor respective se poate scrie;
C2 = 20,4 ± 0,050mm.In concluzie, se observa ca toleranta dimensiuni primare C2
obtinuta prin metoda probabilistica este mai mare decat ceaobtinuta prin metoda de maxim si minim, respectiv metoda
algebrica, cea ce este convenabil din punct de vedere altehnologiei de prelucrare (cost mai mic al tehnologiei deexecutie).
140

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 139/193
5.5 Rezolvarea problemei directe a lantului de dimensiuniunghiulare
Problema directa a lantului de dimensiuni unghiulare serezolva in general prin aceleasi metode de rezolvare a lantului dedimensiuni liniare paralele si anume: metoda de maxim siminim, metoda algebrica si metoda probabilistica. 5.5.1 Probleme rezolvate124 In figura 5.15 este prezentat lantul de dimensiuni
unghiulare,
Fig 5.15 Lant de dimensiuni unghiularein care dimensiunile primare au urmatoarele valori:α1 = 120o ± 30’; α2 = 60o ± 20’ si α3 = 40o '20
0
+ . In acest cazunghiul α1 este dimensiune maritoare, iar unghiurile α2 si α3 suntdimensiuni reducatoare. Se cere sa se caculeze valoareanominala, abaterile limita si toleranta dimensiuni unghiulare deinchidere.
Rezolvare:1.Prin metoda de maxim si minim
- valoare nominala a dimensiuni de inchidere:NRα = Nα1 – Nα2 – Nα3 = 120o – 60o – 40o = 20o;
- abaterile limita ale dimensiuni unghiulare de inchidere sunt:AsRα = As α1 - Ai α2 - Ai α3 = 30’ - (- 20’)- 0 = 50’AiRα = Ai α1 – As α2 – As α3 = -30’ - 20’- 20 = -70’ = - 1o 10’.
141

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 140/193
- Toleranta dimensiuni de inchidereunghiulare R α:TRα= Tα1 + Tα2 + Tα3 = 60’ + 40’ + 20’ =120’ = 2o.In final rezultatul este:
R α = 20o '50
'70
+
−
2 Rezolvare pri metoda algebrica
Pentru valoarea nominala si abaterile limita ale dimensiuni deinchidere R α se poate scrie;
R α α
α
AsR
AiR
+
+ = Nα1 =−−+
+
+
+
+
+)()(
3
33
2
22
1
1
α
α
α
α
α
α α α
As
Ai
As
Ai
As
AiN N
=(Nα1 – Nα2 – Nα3) =−−+−−+
321321
α α α
α α α
Ai Ai As As As Ai
= (120 – 60 -40) 0'20'30
.20'20'30
+++
−−− =20o '50
'70
+
−
3.Rezoolvare prin metida probabilistica
Pentru dimensiunile unghiulare primare si pentru R α seconsidera distributia normala si asimetria zero.
- valoarea nominala a lui R α:NRα = Nα1 – Nα2 – Nα3 = 120o – 60o – 40o = 20o;
- Toleranta dimensiuni de inchidere R α :TRα = '74'5600204060 2222
3
2
2
2
1 ==++=++ α α α T T T ;- Abaterile limita ale dimensiunu de inchidere:xcRα = xcα1 - xcα2 - xcα3 =0-0- 10’ = - 10’
AsRα = xcRα + ;'2737102
7410
2+=+−=+−=α RT
AiRα = xcRα -- ;'4737102
7410
2−=−−=−−=α R
T
Rezultatul calculului prn metoda probabilistica este:R α = 20o '27
'47
+
−
125 In figura 5.16 pe placa unui dispozitiv de gaurit suntamplasate trei gauri pe un cerc de raza r, si in pozitia indicata pe
142
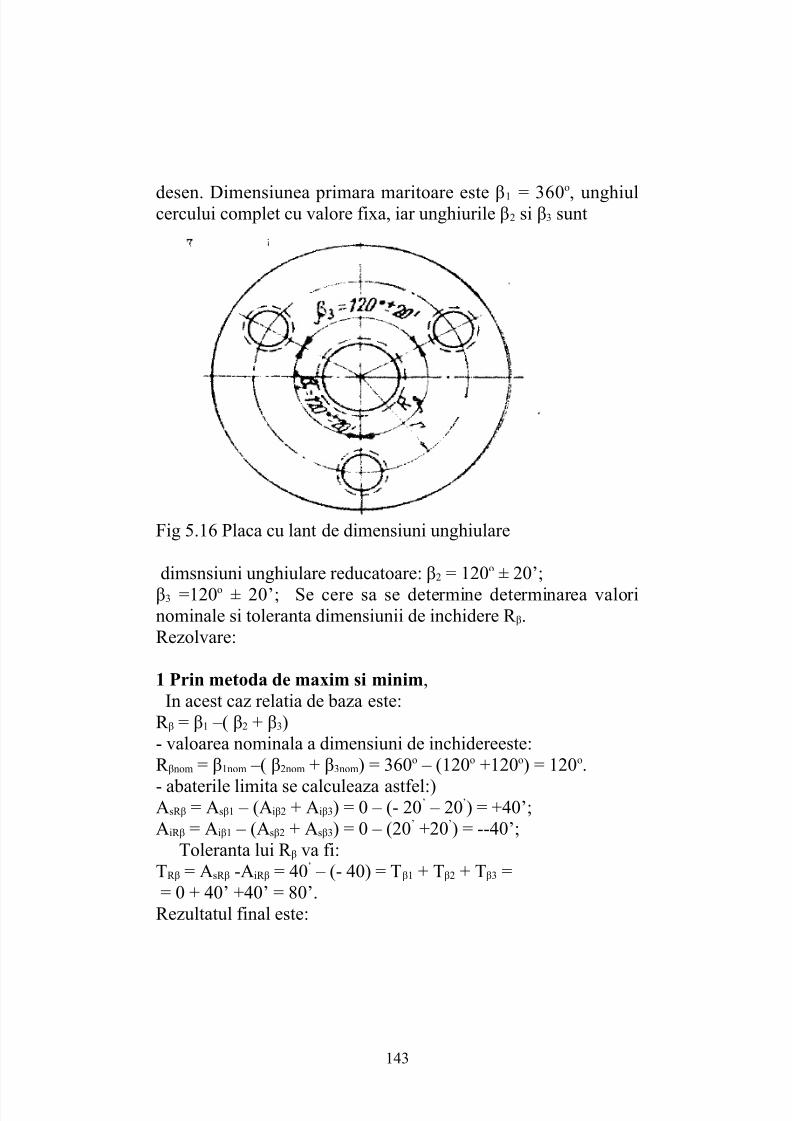
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 141/193
desen. Dimensiunea primara maritoare este β1 = 360o
, unghiulcercului complet cu valore fixa, iar unghiurile β2 si β3 sunt
Fig 5.16 Placa cu lant de dimensiuni unghiulare
dimsnsiuni unghiulare reducatoare: β2 = 120o ± 20’;
β3 =120o ± 20’; Se cere sa se determine determinarea valorinominale si toleranta dimensiunii de inchidere R β.Rezolvare:
1 Prin metoda de maxim si minim,In acest caz relatia de baza este:
R β = β1 –( β2 + β3)- valoarea nominala a dimensiuni de inchidereeste:R βnom = β1nom –( β2nom + β3nom) = 360o – (120o +120o) = 120o.
- abaterile limita se calculeaza astfel:)AsRβ = Asβ1 – (Aiβ2 + Aiβ3) = 0 – (- 20’ – 20’) = +40’;AiRβ = Aiβ1 – (Asβ2 + Asβ3) = 0 – (20’ +20’) = --40’;
Toleranta lui R β va fi:TRβ = AsRβ -AiRβ = 40’ – (- 40) = Tβ1 + Tβ2 + Tβ3 == 0 + 40’ +40’ = 80’.
Rezultatul final este:
143

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 142/193
R β = 120o
± 40’.
2 Rezolvare prin metoda algebrica. Se determina simultanabaterile limita si toleranta dimensiunii de inchidere;R β = β1 –( β2 + β3) =360o – (120o ±20’ + 1200 ±20’) =
= 360o – 120o ± 20’ – 120o ± 20’ ==( 360o – 120o -120o) '20'200
'20'200
++
−− = 120o ± 40’.Calculul de verificare al tolerantei confirma rezultatul de lametoda de maxim si minim:
TRβ = AsRβ -AiRβ = 40’
– (- 40) = Tβ1 + Tβ2 + Tβ3 == 0 + 40’ +40’ = 80’.Si deci R β = 120o ± 40’.
3. Rezolvare prin metoda probabilistica
Considerand ca dimensiunile primare β2 si β3 au o repartitienormala (β1 = 360o = constant), ҝRβ = 1 si αβj = 0; lantul are mai
putin de cinci dimensiuni(n =4<5); calculul tolerantei seefectueaza cu relatia:
TRβpr ='.56'3300'40'400 222
3
2
2
2
1 ==++=++ β β β T T T
Abaterile limita teoretice sunt cunoscute din calculele anterioare prin cele doua metode. Se detemina:
AsRβpr = AsRβ - '.282
'56'80'40
2=
−−=
− pr R R T T β β
AiRβpr = AiRβ + '.282
'56'80'40
2−=
−−−=
− pr R R T T β β
xcRβ = xcβ1 – ( xcβ2 +xcβ3) = 0 – (0+0) =0;
AsRβpr = xcRβ + '.282
'560
2=+=
pr RT β
AiRβpr = xcRβ - '.282
'560
2−=−=
pr RT β
Deci rezultatul dimensiunii de inchidere are valoarea:R β = 120o ± 28’.
126 Conform figuri 5.15. se cunosc urmatoarele valorii:Unghiul α1 = 1500 ± 40’, unghiul α2 = 70o ± 30’ si α3 = 50o ±20’.Unghiul α1 este dimensiune maritoare iar unghiurile α2 si α3
144

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 143/193
Sunt dimensiuni reducatoare. Se cere sa se determine valoareanominala, abaterile limita si toleranta dimsnsiuni unghiulare deinchidere.
145

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 144/193
5.6 Rezolvarea lantului de dimensiuni cu mai multeelemente componente
Din cele prezentate pana acum, se disting urmatoarele aspecte:s – a calculat valoarea elementului de inchidere, atunci cand secunosc toate elementele componente operatiei ce are loc atuncicand proiectantul sau tehnologul doresc sa cunoasca valoareaacestei dimensiuni. Acest caz se poate extinde si pentru lantul dedimensiuni format din mai multe elemente componente.
5.6.1 Probleme rezolvate127 Asa de exemplu, daca se verifica coaxialitatea axeiarborelui principal al unui strung revolver cu axa alezajelor dela capul revolver (fig.5.17) (considerat in planul vertical)
Fig 5.17 Lant de dimensiuni privind coincidenta axei arborelui principal al strugului revolver cu axa alezajelor capului revolver
Pentru elementul de inchidere R se gaseste expresia:R = x1 + x2 + x3 – x4
Se cunosc urmatoarele valor ale dimensiunilor:x1 = 35+0,002mm; x2 = 58+0,002mm; x3 = 120+0,004mm; six4 = 213--0,012mm.Rezolvare:Inlocuind valorile dimensiunilor in ecuatia elementului deinchidere R rezulta:
R = 35+0,002 + 58+0,002 + 120+0,004 –(213 —0,012)=(35 +58 + 120 – 213) +0,002 + 0,002+ 0,004+0,012 = 0+0,020mm.
Am folosit metoda algebrica de rezovare a lantului.
146

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 145/193
Aceasta toleranta de 0,020 mm este toleranta prevazuta innorme, unde este prevazut ca axa alezajelor capului revolver sacoincida cu axa de rotatie a strungilui sau sa fie cu cel mult0,020mm mai sus decat acesta.La aceasta problema daca se considera ca elementul x3 estenecunoscut, acesta se determina astfel:0=0,020 = 35+0,002 +58+0,002 +x3 – (213 —0,012).Valoarea nominala a elementului x3 va rezulta din relatia:35+58+x3 – 213 = 0. x3 = 120mm.
Vaoarea abaterii elementului x3 se determina astfel:Valoarea maxima a elementului x3:0+0,020 = 35+0,002 +58+0,002 + x3 – 213+0,012; x3 = 120+0,004mm.Valoarea minima a elementului x3: x3 = 120mm.Schema lantului de dimensiuni poate fi si mai complicata
128 Fie de exemplu de determinat (fig5.18) inaltimea camerei decompresie a unui motor cu ardere interna
147
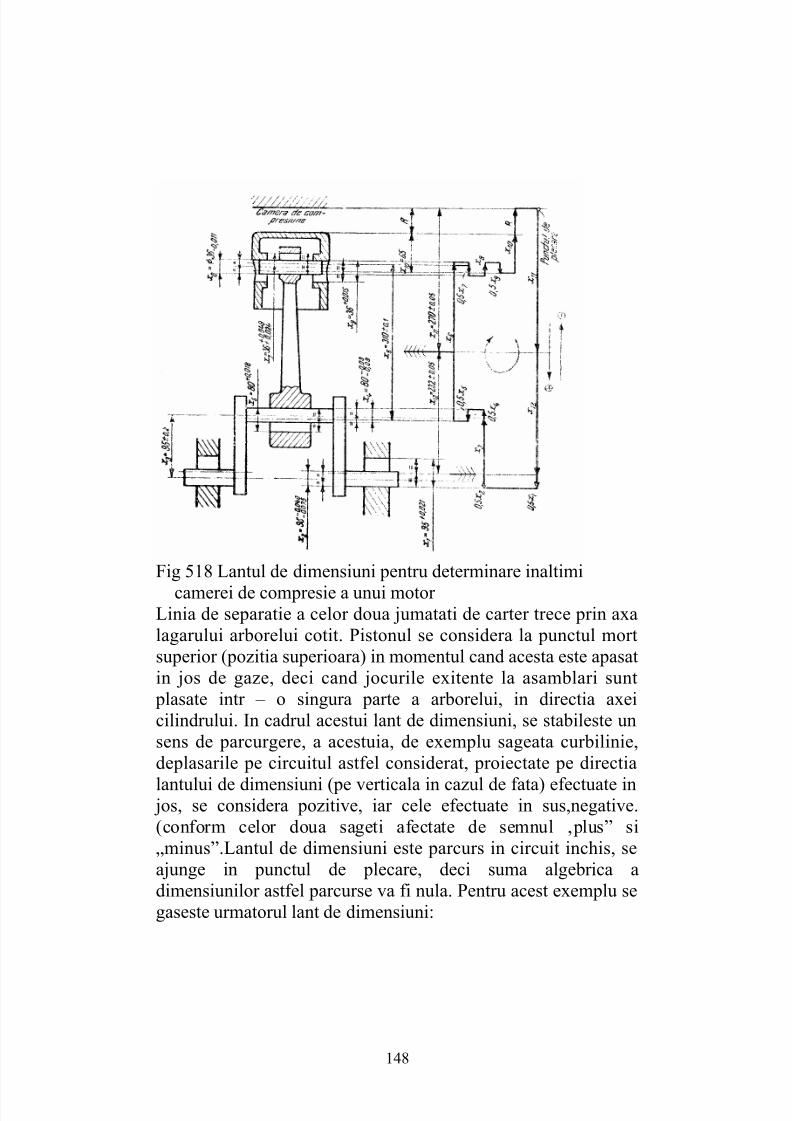
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 146/193
Fig 518 Lantul de dimensiuni pentru determinare inaltimi
camerei de compresie a unui motor Linia de separatie a celor doua jumatati de carter trece prin axalagarului arborelui cotit. Pistonul se considera la punctul mortsuperior (pozitia superioara) in momentul cand acesta este apasatin jos de gaze, deci cand jocurile exitente la asamblari sunt
plasate intr – o singura parte a arborelui, in directia axeicilindrului. In cadrul acestui lant de dimensiuni, se stabileste unsens de parcurgere, a acestuia, de exemplu sageata curbilinie,deplasarile pe circuitul astfel considerat, proiectate pe directia
lantului de dimensiuni (pe verticala in cazul de fata) efectuate in jos, se considera pozitive, iar cele efectuate in sus,negative.(conform celor doua sageti afectate de semnul ‚plus” si„minus”.Lantul de dimensiuni este parcurs in circuit inchis, seajunge in punctul de plecare, deci suma algebrica adimensiunilor astfel parcurse va fi nula. Pentru acest exemplu segaseste urmatorul lant de dimensiuni:
148

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 147/193
x11 +x12 + 0,5x1 – 0,5x2 – x3 – 0,5x4 + 0,5x5 – x6 + 0,5x7 – x8 +0,5x9 – x10 – R =0.sauR = x11 +x12 + 0,5x1 – 0,5x2 – x3 – 0,5x4 + 0,5x5 – x6 + 0,5x7 – x8
+ 0,5x9 – x10.Se cunosc dimensiunile lantului cu urmatoarele valori:X1 = 95+0,021; x2 = 95 040,0
075,0
−
− ; x3 = 95 ± 0,20; x4 = 80 030,0060,0
−− ;
X5 = 80+0,018; x6 =310 ±0,10; x7 = 36 049,0024,0
++ ; x8 = 36 —0,11;
X9 = 36+0,015; x10 = 65 ± 0,015; x11= 270 ± 0,05; x12 = 232 ± 0,05;
Aceste dimensiuni sunt in mm.Inlocuid aceste valori in ecuatia lantului rezulta;R = 270± 0,05 +232 ± 0,05 +0,5(95+0,021) – 0,5(95 040,0
075,0
−
− ) – - ( 95 ± 0,20) – 0,5(80 030,0
060,0−− ) +0,5(80+0,018) – (310 ±0,10) +
+ 0,5(36 049,0024,0
++ ) – (36 —0,11) + 0,5(36+0,015) – (65 ± 0,015).
Dimensiunea nominala a elementului de inchidere NR este: NR = 270 +232 +0,5×95 – 0,5×95 -95 – 0,5 × 80 +0,5×80 – 310+0,5×36 – 36 + 0,5×36 – 65 = 32mm.
NR =32mm.
Abaterea superioara a elementului de inchidere are valoarea:AsR = +50+50+0,5×21+ 0,5×75+200+0,5×60+0,5×18+100+0,5×49+11+0,5×15+15 =545μ =0,545mm.
Asadar AsR =0,545mm.Iar abaterea inferioara are valoarea:AiR = - 50 – 50 +0,5×40 – 200 +0,5×30 – 100+0,5×24 – 15 == - 368μ = - 0,368mm.
AiR = - 0,368mm.Astfel dimensiunea elementului de inchidere are valoarea:
R
AsR
AiR
+
+ = 32
545,0
368,0
+
−
mm.
129 Sa se stabileasca si sa se rezolve lantul de dimensiuni dinfigura 5.19
149

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 148/193
Fig 5.19 Lant de dimensiuni pentru determinare jocului intre pana si butucJocul reprezinta elemetul de inchidere al lantului.Ecuatia lantului de dimensiuni este:
30 —0, 05 – (5+0,1)+10 –0,1 +j – 35+0,1 =0.Elementul de inchidere j are expresia:J = 35+0,1 – (30 —0, 05) +5+0,1 – (10 –0,1),
J = 35+0,1
– (30+0,05
+5+0,1
– 10 +0,1
== (35 – 30 +5 – 10)+0,1+0,05+0,1+0,1 = 0+0,35 mm.Deci, elementul de inchidere care este jocul are valoarea
J =00,35mm.
150

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 149/193
130 Sa se rezolve lantul de dimensiuni al unui angrenaj melc(fig.5.20)
Fig.5.20 Lant de dimensiuni pentru determinarea elementului deinchidere al unui angrenaj melcat
Elementele lantului de dimensiuni sunt:A1 = distanta de la planul median al coroanei dintate pana la fatafrontala de asezare a rotii melcate;A2 = distanta din bucsa de la guler la pragul de alezaj;A3 = distanta dintre fetele frontale ale alezajului bucsei;A4 = latimea de montare a rulmentului cu role conice;A5 = grosimea inelului;
A6 = latimea de montare a rulmentului cu role conice;A7 = distanta de la suprafata flansei pana la fundul alezajului
pentru rulment;A8 = grosimea inelelor compensatoare;A9 = distanta de la fata frontala a carcasei reductorului pana laaxa alezajului pentru pentru lagarele axului melcului;
151

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 150/193
A10 = deplasarea axei de rotatie a melcului datorita erorilor inelelor exterioare ale rulmentilor;Ecuatia lantului de dimensiuni este:A = - A1 +A2 +A3+A4+A5 +A6 – A7 – A8 – A9 – A10.Dimensiunile cu tolerante, si valorile coeficientilor ҝ si α segasesc in tabelul 5.1
Tabelui 5.1
Elementul Dimensiunilecu tolerante Ҝ – coeficientde dispersie
α – coeficientde asimetrie
A∆
A1 A2 A3 A4 A5
A6 A7 A8 A9 A10
014± 0,14± 0,15
33±0,1516+0,5 2- -0,1
16+0,5
10±0,153 —0,1
44±0,100,01
1,01,21,21,21,01,31,01,31,31,21,73
0,0+0,30
+0,30
+0,40+0,4+0,40- 0,3.
Valoarea nominala a dimensiuni de inchidere, neglijandu – seA10 este:A∆ = - 14 + 4+33 +16+2+16 – 10 – 3 – 44 =0.Valoarea nominala a dimensiuni de inchidere este: A∆ = 0.
Abaterea elementului de inchidere ε∆ , in ipoteza ҝe =1.
ε∆ =03,13,03,11,03,125,023,02,122,02,12 222222222 =⋅+⋅⋅+⋅+⋅⋅+⋅
ε∆ = 1,03mm.Valorile centrale ale disprsiilor elementelor componente alelantului sunt;εc1 = εc2= εc3= εc7= εc9= =0; εc4= εc6= 0,25; εc5= εc8= - 0,05;εc10 se neglijeaza.
152

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 151/193
Valoarera centrala a dispersiei elementului de inchidere:
εc∆ = ∑( εci + αi 2
iε ) - α∆ 2
∆ε
,
unde εci este valoarea centrala a dispersiilor elementelor componente ale lantului;
εi – campul de imprastiere al elementelor componente alelantului de dimensiunii;
αi , α∆ - coeficienti de asimetrie ai elementelor componente sirespectiv a elementului de inchidere a lantului;
ε∆= campul de imprastiere a elementului de inchidere;εc∆ =valoarea centrala a dispersiei elementului de inchidere;
in situatia data, α∆ = 0 si expresia devine:
εc∆ = ∑( εci + αi 2
iε ); inlocuind se obtine:
εc∆ = [0+0,3∙0,1+0,25+( - 0,05+0,04∙0,05)+0,25] -- [(0,3∙0,1)+(- 0,05 +0,4∙0,05)] = 0,500mm.
Valorile limita ale elementului de inchidere sunt:
ε∆max = 0,500 +2
T = 0,500 +0,501 = 1,01
ε∆min = 0,500 -2
T = 0;
Valoarea elementului de inchidere este: A∆ = 0+1,01.
153
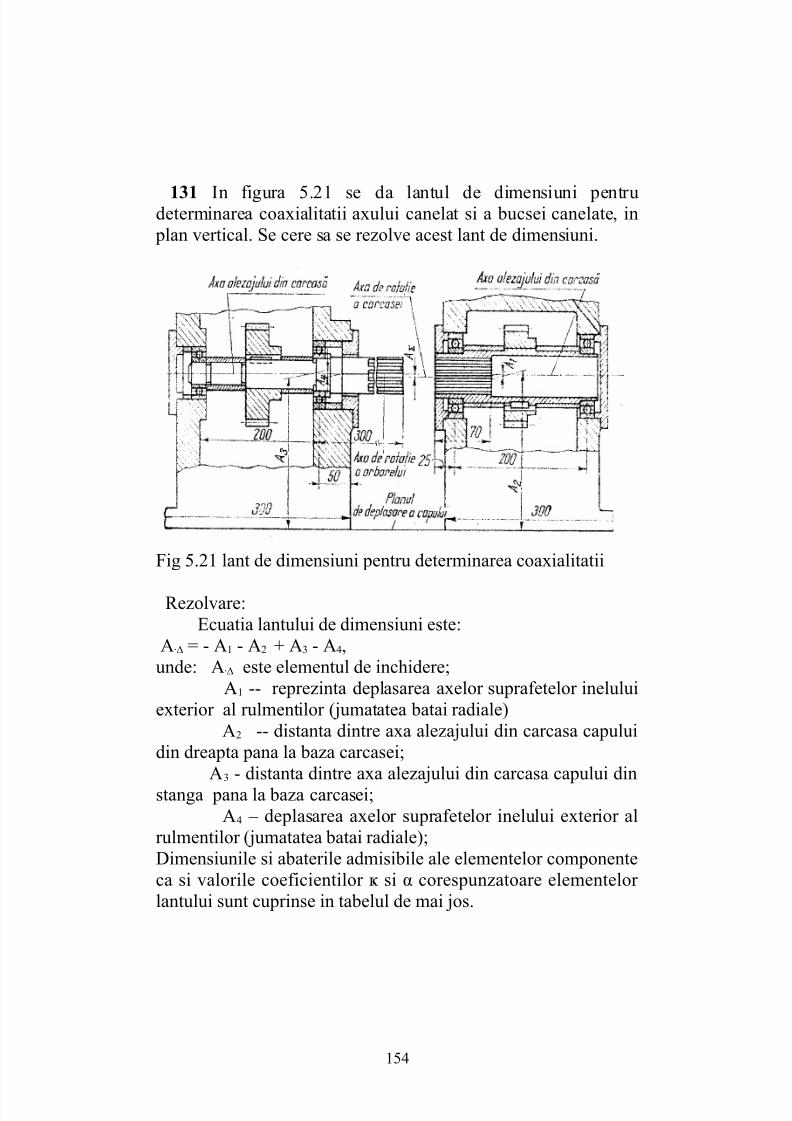
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 152/193
131 In figura 5.21 se da lantul de dimensiuni pentrudeterminarea coaxialitatii axului canelat si a bucsei canelate, in plan vertical. Se cere sa se rezolve acest lant de dimensiuni.
Fig 5.21 lant de dimensiuni pentru determinarea coaxialitatii
Rezolvare:Ecuatia lantului de dimensiuni este:
A∙∆ = - A1 - A2 + A3 - A4,unde: A∙∆ este elementul de inchidere;
A1 -- reprezinta deplasarea axelor suprafetelor ineluluiexterior al rulmentilor (jumatatea batai radiale)
A2 -- distanta dintre axa alezajului din carcasa capuluidin dreapta pana la baza carcasei;
A3 - distanta dintre axa alezajului din carcasa capului dinstanga pana la baza carcasei;
A4 – deplasarea axelor suprafetelor inelului exterior alrulmentilor (jumatatea batai radiale);Dimensiunile si abaterile admisibile ale elementelor componenteca si valorile coeficientilor ҝ si α corespunzatoare elementelor lantului sunt cuprinse in tabelul de mai jos.
154

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 153/193
Elementul Dimensiunilesi abaterileadmisibile
Coeficientulҝ
Coeficientulα
A1 A2 A3 A4
0,01247±0,03247±0,030,01
1,731,41,41,73
- 0,3+0,5+0,5
- 0,3
Valoarea nominala a elementului de inchidere A∆ este:A∆ = - 0 – 247 + 247 – 0 =0; A∆ = 0 mm.Abatera elementului de inchidere:ε∆ = 22222222
01,073,106,04,106,04,101,073,1 ⋅+⋅+⋅+⋅ == 0150,0 = 0,122mm.
Valorile centrale ale dispersiilor elementelor componente alelantului de dimensiunii sunt:εc1 = 0,005; εc2 =0; εc3 =0; εc3 = 0,005.Valoarea centrala a dispersiei elementului de inchidere εc∆ secalculeaza cu relatia:
εc∆ = ∑( εci + αi 2
iε ) - α∆ 2
∆ε
, dar α∆ = 0; relatia devine:
εc∆ = ∑( εci + αi 2
iε ); Dupa inlocuire se obtine:
εc∆ = 290,005 – 0,3∙0,005) +2(0+0,5∙0,03) == 0,01 – 0,003 + 0,006 = 0,013.
Valorile limita ale elementului de inchidere sunt:A∆max = 0,013 +ε∆/2 = 0,013 +0,061 =0,074mm.A∆min = 0,013 --ε∆/2 = 0,013 --0,061 = -- 0,048mm.
In final valoarea elementului de inhidere este: A∆ = 0074,0 048,0
+
−
155
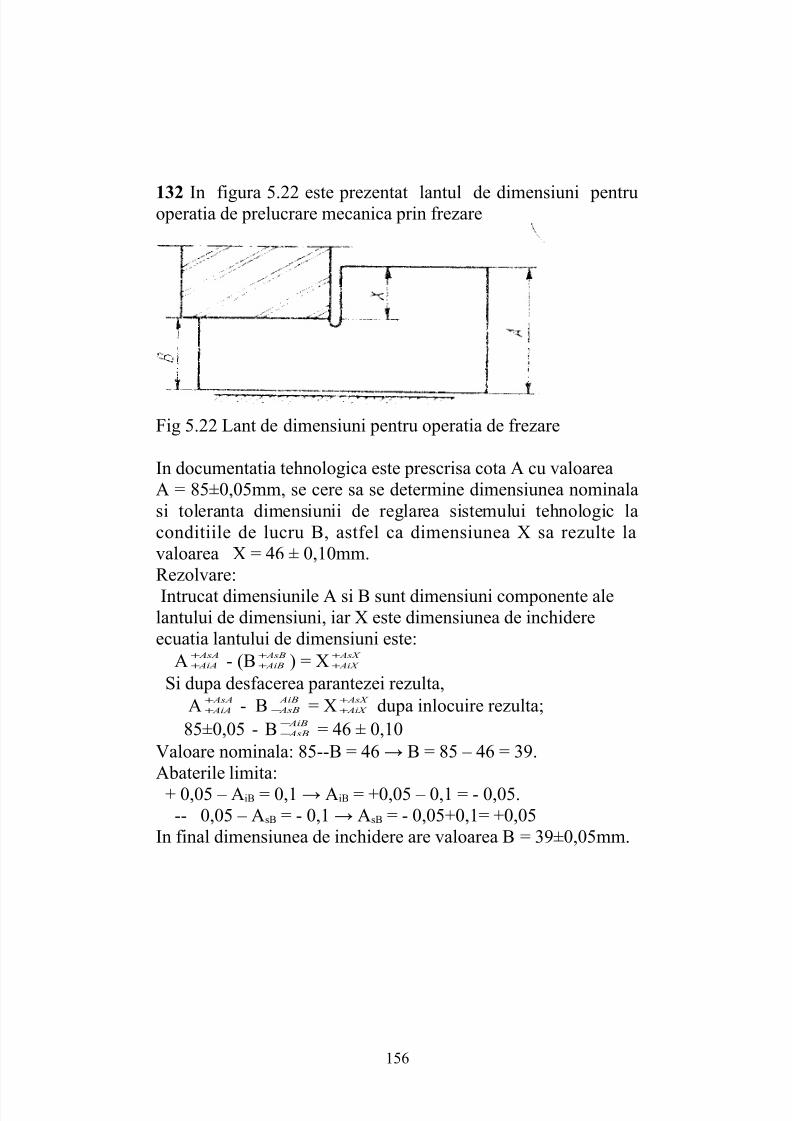
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 154/193
132 In figura 5.22 este prezentat lantul de dimensiuni pentruoperatia de prelucrare mecanica prin frezare
Fig 5.22 Lant de dimensiuni pentru operatia de frezare
In documentatia tehnologica este prescrisa cota A cu valoareaA = 85±0,05mm, se cere sa se determine dimensiunea nominalasi toleranta dimensiunii de reglarea sistemului tehnologic laconditiile de lucru B, astfel ca dimensiunea X sa rezulte lavaloarea X = 46 ± 0,10mm.Rezolvare:Intrucat dimensiunile A si B sunt dimensiuni componente ale
lantului de dimensiuni, iar X este dimensiunea de inchidereecuatia lantului de dimensiuni este:
A AsA
AiA
+
+ - (B AsB
AiB
+
+ ) = X AsX
AiX
+
+ Si dupa desfacerea parantezei rezulta,
A AsA
AiA
+
+ - B AiB
AsB
−− = X AsX
AiX
+
+ dupa inlocuire rezulta;85±0,05 - B AiB
AsB
−− = 46 ± 0,10
Valoare nominala: 85--B = 46 → B = 85 – 46 = 39.Abaterile limita:
+ 0,05 – AiB = 0,1 → AiB = +0,05 – 0,1 = - 0,05.-- 0,05 – AsB = - 0,1 → AsB = - 0,05+0,1= +0,05
In final dimensiunea de inchidere are valoarea B = 39±0,05mm.
156
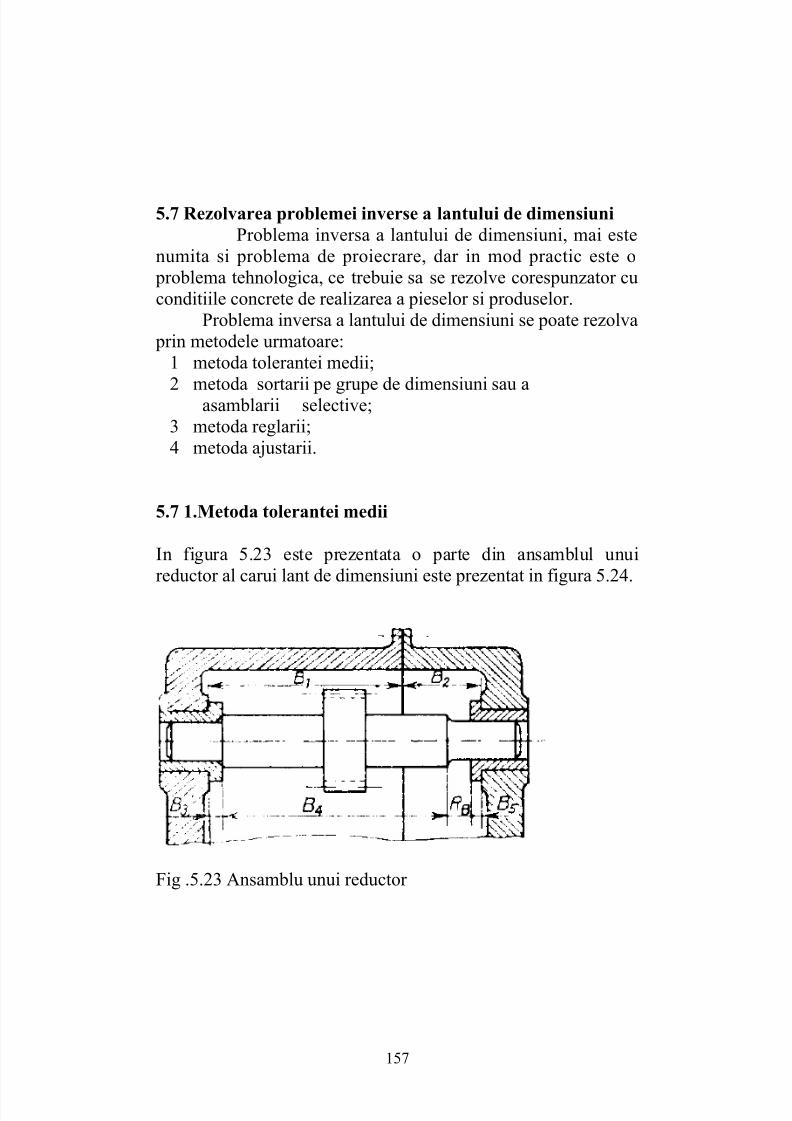
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 155/193
5.7 Rezolvarea problemei inverse a lantului de dimensiuni
Problema inversa a lantului de dimensiuni, mai estenumita si problema de proiecrare, dar in mod practic este o
problema tehnologica, ce trebuie sa se rezolve corespunzator cuconditiile concrete de realizarea a pieselor si produselor.
Problema inversa a lantului de dimensiuni se poate rezolva prin metodele urmatoare:
1 metoda tolerantei medii;
2 metoda sortarii pe grupe de dimensiuni sau aasamblarii selective;3 metoda reglarii;4 metoda ajustarii.
5.7 1.Metoda tolerantei medii
In figura 5.23 este prezentata o parte din ansamblul unuireductor al carui lant de dimensiuni este prezentat in figura 5.24.
Fig .5.23 Ansamblu unui reductor
157
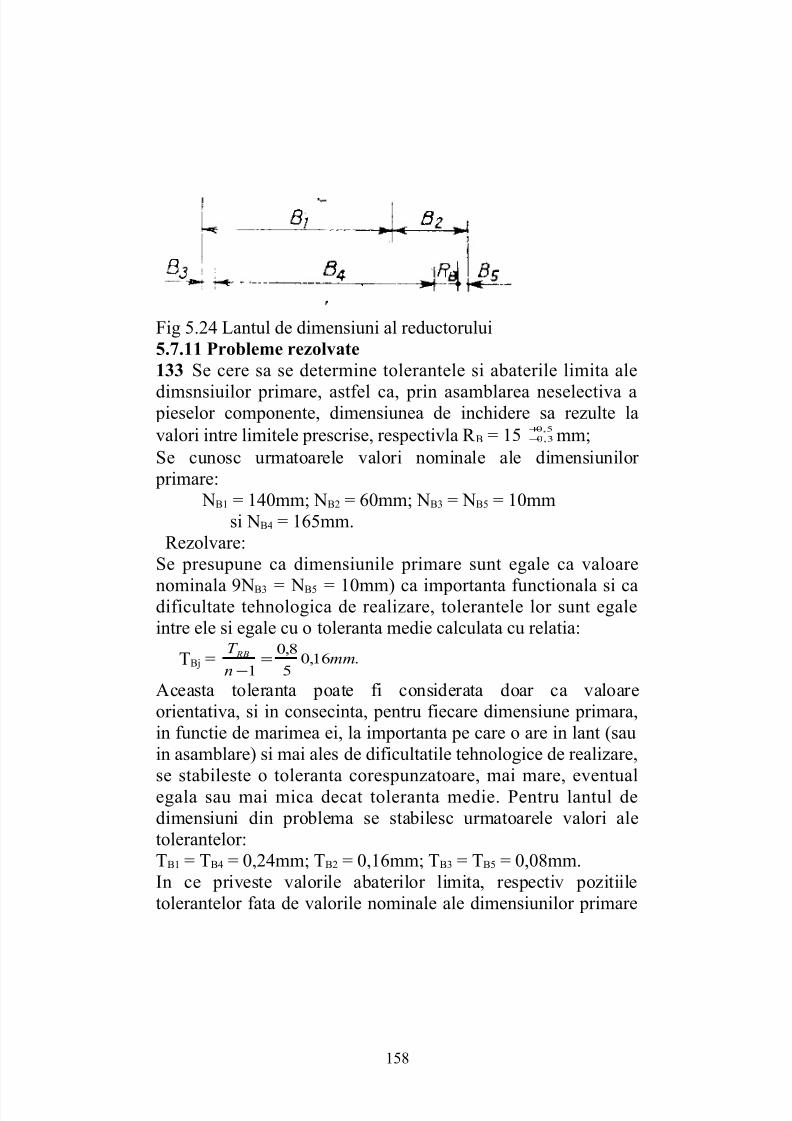
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 156/193
Fig 5.24 Lantul de dimensiuni al reductorului5.7.11 Probleme rezolvate133 Se cere sa se determine tolerantele si abaterile limita ale
dimsnsiuilor primare, astfel ca, prin asamblarea neselectiva a pieselor componente, dimensiunea de inchidere sa rezulte lavalori intre limitele prescrise, respectivla R B = 15 5,0
3,0
+
− mm;Se cunosc urmatoarele valori nominale ale dimensiunilor
primare: NB1 = 140mm; NB2 = 60mm; NB3 = NB5 = 10mm
si NB4 = 165mm.Rezolvare:
Se presupune ca dimensiunile primare sunt egale ca valoare
nominala 9NB3 = NB5 = 10mm) ca importanta functionala si cadificultate tehnologica de realizare, tolerantele lor sunt egaleintre ele si egale cu o toleranta medie calculata cu relatia:
TBj = .16,05
8,0
1mm
n
T RB =−
Aceasta toleranta poate fi considerata doar ca valoareorientativa, si in consecinta, pentru fiecare dimensiune primara,in functie de marimea ei, la importanta pe care o are in lant (sauin asamblare) si mai ales de dificultatile tehnologice de realizare,se stabileste o toleranta corespunzatoare, mai mare, eventualegala sau mai mica decat toleranta medie. Pentru lantul dedimensiuni din problema se stabilesc urmatoarele valori aletolerantelor:TB1 = TB4 = 0,24mm; TB2 = 0,16mm; TB3 = TB5 = 0,08mm.In ce priveste valorile abaterilor limita, respectiv pozitiiletolerantelor fata de valorile nominale ale dimensiunilor primare
158
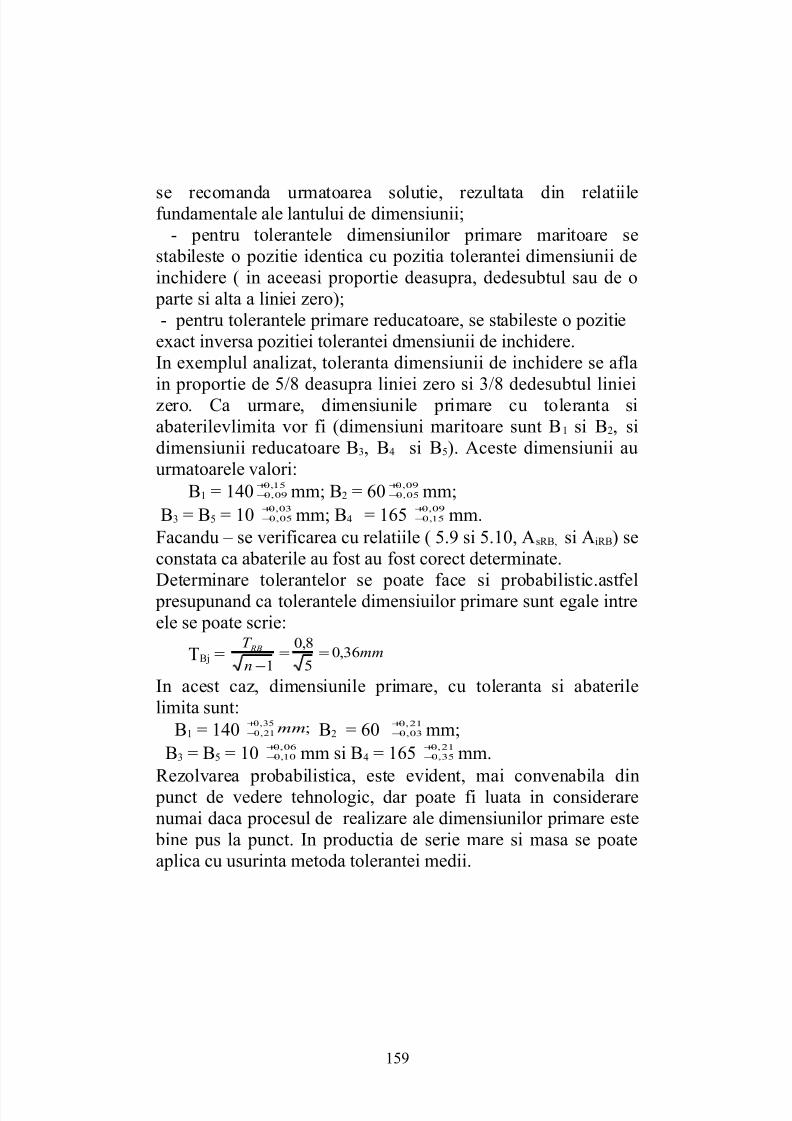
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 157/193
se recomanda urmatoarea solutie, rezultata din relatiilefundamentale ale lantului de dimensiunii;- pentru tolerantele dimensiunilor primare maritoare se
stabileste o pozitie identica cu pozitia tolerantei dimensiunii deinchidere ( in aceeasi proportie deasupra, dedesubtul sau de o
parte si alta a liniei zero);- pentru tolerantele primare reducatoare, se stabileste o pozitie
exact inversa pozitiei tolerantei dmensiunii de inchidere.In exemplul analizat, toleranta dimensiunii de inchidere se afla
in proportie de 5/8 deasupra liniei zero si 3/8 dedesubtul linieizero. Ca urmare, dimensiunile primare cu toleranta siabaterilevlimita vor fi (dimensiuni maritoare sunt B1 si B2, sidimensiunii reducatoare B3, B4 si B5). Aceste dimensiunii auurmatoarele valori:
B1 = 140 15,0
09,0
+
− mm; B2 = 60 09,0
05,0
+
− mm;B3 = B5 = 10 03,0
05,0
+
− mm; B4 = 165 09,0
15,0
+
− mm.Facandu – se verificarea cu relatiile ( 5.9 si 5.10, AsRB, si AiRB) seconstata ca abaterile au fost au fost corect determinate.
Determinare tolerantelor se poate face si probabilistic.astfel presupunand ca tolerantele dimensiuilor primare sunt egale intreele se poate scrie:
TBj = mmn
T RB 36,05
8,0
1==
−In acest caz, dimensiunile primare, cu toleranta si abaterilelimita sunt:
B1 = 140 ;35,0
21,0 mm+− B2 = 60 21,0
03,0
+
− mm;B3 = B5 = 10 06,0
10,0
+
− mm si B4 = 165 21,0
35,0
+
− mm.Rezolvarea probabilistica, este evident, mai convenabila din
punct de vedere tehnologic, dar poate fi luata in considerarenumai daca procesul de realizare ale dimensiunilor primare este
bine pus la punct. In productia de serie mare si masa se poateaplica cu usurinta metoda tolerantei medii.
159

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 158/193
5.7.2. Metoda sortarii pe grupe de dimensiuni sau aasamblarii selective (cu exemple)
Aceasta metoda este foarte eficinta din punct de vedereeconomic se aplica in cazurile cand toleranta dimensiuni deinchidere este mica sau foarte mica.
5.7.2.1 Probleme rezolvate134 Se va considera, pentru intelegerea metodei, urmatorul
exemplu: ajustajul cu strangere Ф50 024,0
017,0
007,0
04
450
50++
+
=φ
φ H
n prezentat
schematic in fig. 5.25.
Fig. 5.25 Ajustajul cu strangere Ф504
4
n
Η
Rezolvare:
Dimensiunile primare sunt: diametrul alezajului si diametrularborelui iar dimensiunea de inchidere este strangerea carerezulta.Tolerantele celor doua diametre sunt TD = Td = 0,007mm.In continuare se calculeaza srangera maxima si minima.
Smax = as – Ai = 0,024 – 0 = 0,024mmSmin = ai – As = 0,017 – 0,007 = 0,010mm,
μ
μ
+
0
--
TD
7
Td
24
17
160

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 159/193
si toleranta teoretica a strangeri este:Ts = Smax - Smin = 0,024 – 0,010 = TD + Td = 0,007+0,007 =0,014 mm.
Tolerantele celor doua diametre sunt atat de mici, incatrespectarea lor prin procedeele de prelucrare obisnuite estefoarte dificila si neeconomica. De aceea se recomanda marireatolerantelor de executie de n ori care vor fi:
TDec = n ∙TD si Tdec = n ∙ Td.Pentru n = 6 se obtin tolerantele economice Fig 5.26
Fig.5.26 Tolerantele economice si grupe de sortare cand TD = Td
TDec = Tdec = 6 ∙ 0,007 = 0,042mm.Se recomanda ca poxitia tolerantelor marite (economice) sa sestabileasca pornind de la pozitia tolerantelor initiale astfel ca, infinal, strangerile initiale sa ramana neschimbate.
Astfel, pe desenele de executie separate ale alezajului siarborelui se vor prescrie:
- pentru alezaj : Ф50 042,0
0
+ mm.
161

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 160/193
- pentru arbora: Ф50059,0
017,0
+
+ mm.Dupa prelucrarea pieselor si realizarea diametrelor conformtolerantelor economice, alezajele si arborii se masoara bucata cu
bucata si, dupa dimensiuni se impart in 6 grupe, numite grupede sortare, care se numeroteaza de la 1 la 6, in aceeasi ordine laarbori ca si la alezaje.
Prima grupa de alezaje cuprinde toate alezajele cu diametreleefective intre 50,000 si 50,007mm; a doua grupa va cuprindealezajele cu diametre efective intre 50,007 si 50,014mm s.a.m.d,
conform figurii 5.26. Prima grupa de arbori va cuprinde arboriicu diametre efective itre 50,017 si 50,024mm; a doua grupa vacuprinde arborii cu diametre efective intre 50,024 si 50,031mms.a.m.d. (vezi fig5.26)
Asamblarea se va efectua astfel: alezaje din grupa 1 cu arboridin grupa 1, alezaje din grupa 2 cu arbori din grupa 2 s.a.m.d. Sevor obtine aceleasi strangeri limita si aceasi toleranta aajustajului (strangeri) egale cu cele prescrise initial:
Smax1 = as1 – Ai1 = 0,024 – 0 = 0,024mm;Smin1 = ai1 – As1 = 0,017 – 0,007 = 0,010mm;
si toleranta teoretica a strangeri este:Ts1 = Smax1 - Smin1 = 0,024 – 0,010 = TD + Td = 0,007+0,007
= 0,014 mm;--------------------------------------------------------Smax6 = as6 – Ai6 = 0,059 – 0,035 = 0,024mm;
Smin6 = ai6 – As6 = 0,052 – 0,042 = 0,010mm;si toleranta teoretica a strangeri este:
Ts6 = Smax6 - Smin6 = 0,024 – 0,010 = TD6 + Td6 =0,007+0,007 = 0,014 mm.
135 Se considera ajustajul cu strangere Ф50 024,0
017,0
011,005
450
50++
+=φ
φ H
n fig
5.27
162
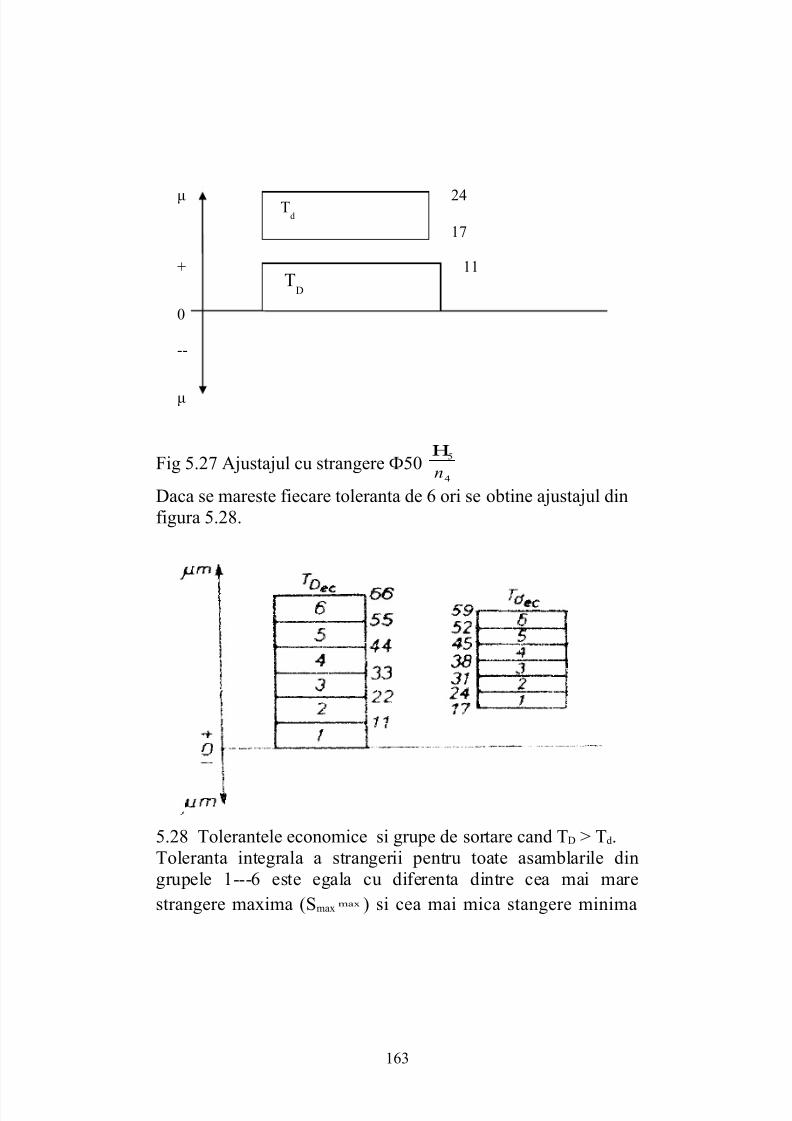
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 161/193
Fig 5.27 Ajustajul cu strangere Ф504
5
n
Η
Daca se mareste fiecare toleranta de 6 ori se obtine ajustajul dinfigura 5.28.
5.28 Tolerantele economice si grupe de sortare cand TD > Td.Toleranta integrala a strangerii pentru toate asamblarile dingrupele 1---6 este egala cu diferenta dintre cea mai marestrangere maxima (Smax max ) si cea mai mica stangere minima
μ
μ
+
0
--
TD
11
Td
24
17
163

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 162/193
(Smin min ). Tstot = Smax max
- Smin min = 0,024 – (0,014) =0,038mmsau
Tstot = Smax1 - Smin1 + 5(TD -- Td.)Tstot = Smax2 - Smin2 + 5(TD -- Td.)-----------------------------------------Tstot = Smaxi - Smini + (n-1)(TD -- Td.)
Dupa efectuarea calculelor se obtin valorile strangerilor limita lasortare ce sunt prezentate in tabelul de mai jos.
Grupele desortare Smaxi (mm) Smini (mm) Tsi ( mm)
1 0,024 0,006 0,0182 0,020 0,020 0,0183 0,016 - 0,002 0,0184 0,012 - 0,006 0,0185 0,008 - 0,010 0,0186 0,004 - 0,014 0,018
Pentru cazul general,tinand seama de faptul ca
Smaxi - Smini = TD +Td, pentru orice fel de ajustaj, se poate scrie:- cand TD >Td:Taj.tot = TD + Td + (n-1) (TD -- Td);
- cand Td >TD:Taj.tot = TD + Td + (n-1) (Td – TD);
Deci toleranta totala a ajustajului este cu atat mai mare fata decea prescrisa initial, cu cat numarul n al grupelor de sortare estemai mare.
136 Se considera lantul de dimensiuni :32±0,284 = 15±0,071 -- 18±0,071-- 5±0,071±400,071
Rezolvarea prin metoda selectiva sau a sortari prevede catolerantele elementelor componente sa fie egale, cea ce este sideci sunt indeplinite conditiile sortari.
164

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 163/193
Se adopta o majorare a tolerantelor de 3 ori si in acest cazecuatia lantului devine:32±0,852 = 15±0,213 -- 18±0,213 -- 5±0,213 + 40±0,213.Se constituie astfel urmatoarele grupe de asamblare;Grupa I: 15±0,071; 18±0,071; 5±0,071; 40±0,071.Grupa II: 15,071±0,071; 18,071±0,071; 5,071±0,071; 40,071±0,071.Grupa III: 15,142±0,071; 18,142±0,071; 5,142±0,071; 40,142±0,071.
Prn urmare se obtin ecuatiile lantului de dimensiuni pentru cele trei grupe de dimensiuni:
Grupa I32±0,284 = 15±0,071-- 18±0,071-- 5±0,071 +40±0,071;Grupa II:32±0,284 =15,071±0,071--18,071±0,071--5,071±0,071+ 40,071±0,071;Grupa III:32±0,284 = 15,142±0,071 --18,142±0,071-- 5,142±0,071+40,142±0,071.
137 Fie de rezolvat problema 130 privind lantul de dimensiunial unui angrenaj melcat prin metoda asamblari selective sau asortarii: Astfel trebuiesc rezolvate urmatoarele calcule:0+1,01 = --14±0,1 +4±0,15 +33±0,15 +16+0,5 +2-0,1 +16+0,5 -10±0,15 – (3 —0,1) --44±0,1 –0,01.
Din ecuatia lantului se observa ca nu sunt indeplinite uneleconditii de rezolvare prin metoda asamblarii selective in sensulca tolerantele elementelor nu sunt egale. De aceea se determinao toleranta medie penru toate elementele lantului de dimensiunisi se realizeaza conditia ca toleranta elementului de inchidere safie egala cu suma tolerantelor elementelor componente alelantului. Dupa efectuarea modificarulor necesare pentru
realizarea conditiei de aplicare a metodei de asamblare selectiva,se obtine:0 1,0
0
+ = --14 01,0
0
+ + 4 01,0
0
+ +33 01,0
0
+ +16 01,0
0
+ +2 01,0
0
+ +16 01,0
0
+ --1001,0
0+ --3 01,0
0+ --44 01,0
0+ --0,01 01,0
0+ .
Se majoreaza tolerantele elementelor componente de de doua orisi se obtine eciatia:
165

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 164/193
02,0
0 = --1402,0
0 + 402,0
0 +3302,0
0 +1602,0
0 +202,0
0 +1602,0
0 --1002,0
0
---3 02,0
0 --44 02,0
0 --0,01 02,0
0 .Pentru mentinera preciziei elementului de inchidere se
constituie urmatoarele grupe de dimensiuni.Grupa I: 0 1,0
0+ = --14 01,0
0
+ + 4 01,0
0
+ +33 01,0
0
+ +16 01,0
0
+ +2 01,0
0
+
+16 01,00+ --10 01,0
0+ --3 01,0
0+ --44 01,0
0+ --0,01 01,0
0+ .
Grupa II: 0 1,0
0
+ = --14,01 01,0
0
+ + 4,01 01,0
0
+ +33,01 01,0
0
+ +16,0101,0
0
+ +2,01 01,0
0
+ +16,01 01,0
0
+ --10,01 01,0
0
+ --3,01 01,0
0
+ --44,01 01,0
0
+ --0,02 01,0
0
+ .
5.7.3. Rezolvarea lantului de dimensiuni prin metoda reglarii
Rezolvarea lantului de dimensiuni prin metoda reglarii se
realizeaza prin folosirea unor compensatori fixi si compensatorimobili.
166
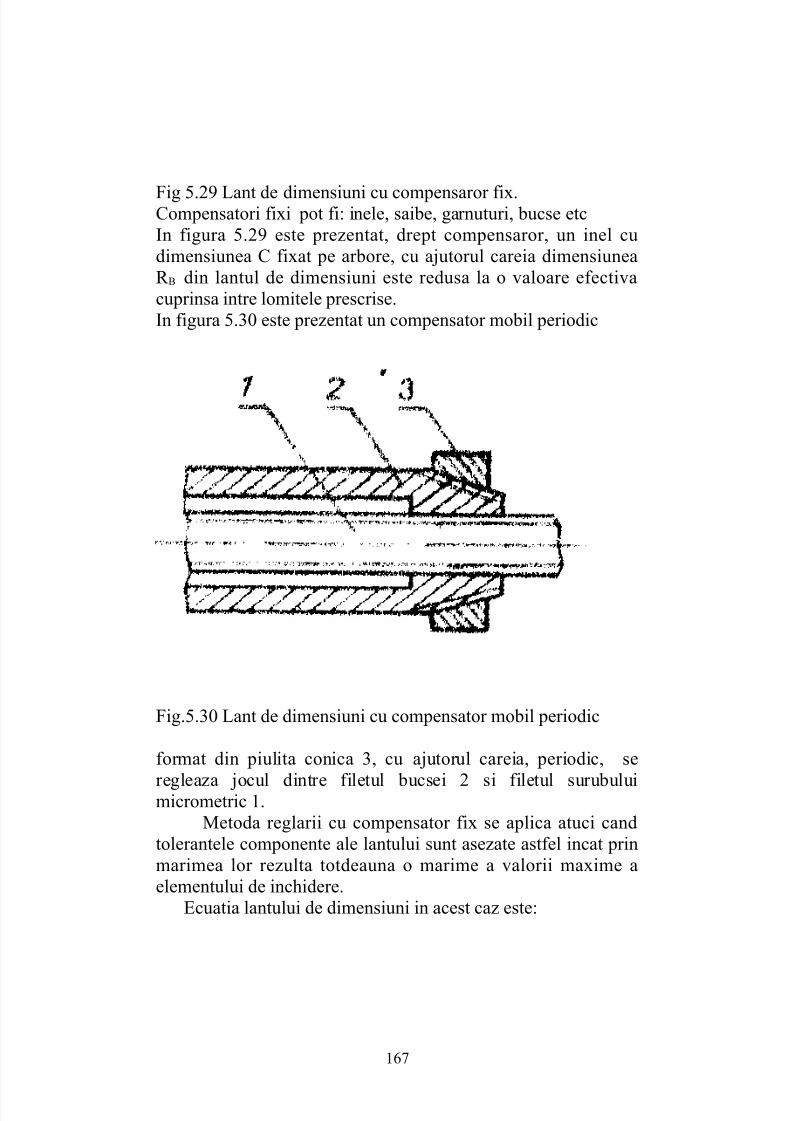
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 165/193
Fig 5.29 Lant de dimensiuni cu compensaror fix.Compensatori fixi pot fi: inele, saibe, garnuturi, bucse etcIn figura 5.29 este prezentat, drept compensaror, un inel cudimensiunea C fixat pe arbore, cu ajutorul careia dimensiuneaR B din lantul de dimensiuni este redusa la o valoare efectivacuprinsa intre lomitele prescrise.In figura 5.30 este prezentat un compensator mobil periodic
Fig.5.30 Lant de dimensiuni cu compensator mobil periodic
format din piulita conica 3, cu ajutorul careia, periodic, se
regleaza jocul dintre filetul bucsei 2 si filetul surubuluimicrometric 1.Metoda reglarii cu compensator fix se aplica atuci cand
tolerantele componente ale lantului sunt asezate astfel incat prinmarimea lor rezulta totdeauna o marime a valorii maxime aelementului de inchidere.
Ecuatia lantului de dimensiuni in acest caz este:
167

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 166/193
A∆max = [( A1 + T1)+----+(Am +Tm)] – [(Am+1 – Tm+1) +---+(An-1 – Tn-1)]A∆min = [( A1 + A2 +--+Am)] – [(Am+1 + Am+2 + -- +An-1)].In cazul majorari tolerantelor elementelor lantului, din motiveeconomice, se obtine o noua valoare maxima A’∆max aelementului de inchidere:
A’∆max = = [( A1 + T’1)+----+(Am +T’m)] – [(Am+1 – T’m+1) +---+(An-1 –T’n-1)]
unde:T’1 >T1; T’2 > T2; T’3 > T3; ......T’n-1 >Tn-1
Noua toleranta T’∆ = A’∆max - A’∆min = ∑−
=
1
1
'n
i
iT .
Excesul de toleranta T’∆ - T∆ = Tҝ se poate inlatura prin folosireaunei piese, numita compensator fix, care se intruduce in lantul dedimensiuni. In acest caz este necesara determinarea numaruluide trepte n, care este dat de relatia:
n =∆
∆Λ−
T
T T '
Treptele acestor compensatori ficsi sunt de marimi date de scaraaritmetica a valorii T∆, adica:
T∆; 2 T∆; 3 T∆; ...n T∆ .Dupa determinarea marimii tolerantei in exces Tҝ se ia
compensatorul fix al celei mai apropiate trepte de dimensiunii sise introduce in lantul de dimensiunii.
In cazul cand curba de repartitie dimensionala a elementuluide inchidere la majoritatea tolerantelor componente este denatura curbei Gauss, numarul elementelor compensatoare dinfiecare treapta trebuie sa fie proportional cu suprafatacorespunzatoare.
In tabelul de mai jos sunt calculate procentele elementelor decompensare corespunzatoare fiecarei trepte, in ipoteza unei
168
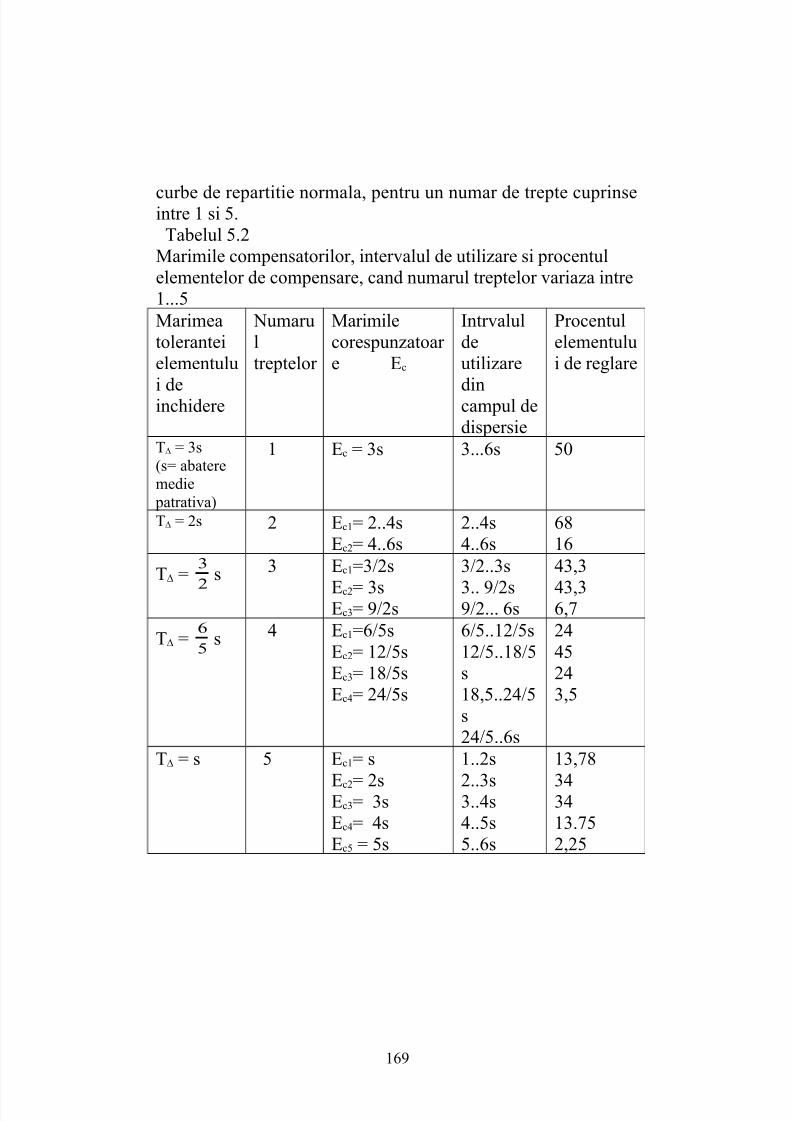
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 167/193
curbe de repartitie normala, pentru un numar de trepte cuprinseintre 1 si 5.Tabelul 5.2
Marimile compensatorilor, intervalul de utilizare si procentulelementelor de compensare, cand numarul treptelor variaza intre1...5Marimeatoleranteielementulu
i deinchidere
Numarultreptelor
Marimilecorespunzatoar e Ec
Intrvaluldeutilizare
dincampul dedispersie
Procentulelementului de reglare
T∆ = 3s(s= abateremedie
patrativa)
1 Ec = 3s 3...6s 50
T∆ = 2s 2 Ec1= 2..4sEc2= 4..6s
2..4s4..6s
6816
T∆ =2
3s 3 Ec1=3/2s
Ec2= 3sEc3= 9/2s
3/2..3s
3.. 9/2s9/2... 6s
43,3
43,36,7
T∆ =5
6s 4 Ec1=6/5s
Ec2= 12/5sEc3= 18/5sEc4= 24/5s
6/5..12/5s12/5..18/5s18,5..24/5s24/5..6s
2445243,5
T∆ = s 5 Ec1= s
Ec2= 2sEc3= 3sEc4= 4sEc5 = 5s
1..2s
2..3s3..4s4..5s5..6s
13,78
343413.752,25
169

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 168/193
5.7.3.1 Probleme rezolvate138 Se considera lantul de dimensiuni:18+0,13 =10 )15()12(2015
0
05,0
0
05,0
01,0
0
01,0
0
01,0
0 −+
+++ −−++ = (10+15+20-12-15)+0,01+0,01+0,01+0,05+0,05.T∆ = T1 +T2 +T3 +T4+ T5 adica0,13 =0,01+0,01+0,01+0,05+0,05A∆max =18,13mm; A∆min = 18,00mm
Se majoreaza tolerantele elementelor componente astfel:T1 = 0,04; T2 = 0,04; T3 = 0,04; T4 = 0,2; T5 =0,2T’ =0,52.A∆max = 18,52; A∆min = 18mm.
Valoarea tolerantei in exces: Tҝ = T’∆ - T∆ =0,52 –0,13=0,39mm.
Numarul treptelor de compensare: n =∆
∆Λ−
T
T T '
=13,0
39,0.=3.
Campul de imprastiere sau amplitudinea variatiei dimensionale atolerantei elementului de inchidere: W =4T∆.
Marimile dimensionale ale treptelor de reglare:Ec1 = T∆ = 0,13mm;Ec2 = 2T∆ = 0,26mm;Ec3 = 3T∆ = 0,39mm.Intervalul de utilizare a elementelor de compensare, candtoleranta elementului de inchidere variaza intre:T∆ .. 2T∆ (0,13 ..0,26mm) se foloseste elementul de reglare de0,13mm.2T∆ .. 3T∆ (0,26..0,39mm) se foloseste elementul de reglare de0,26mm.3T∆ .. 4T∆ (0,39..0,52mm) se intrebuinteaza elementul de reglarede 0,39mm.Valorile procentuale ale elementelor de compensare din numarultotal al lanturilor de asamblareconform tabelului anterior sunturmatoarele:
Ec1 = 0,13mm reprezinta 43,3%;
170

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 169/193
Ec2 = 0,26 mm reprezinta 43,3%;Ec3 = 0,39 mm reprezinta 6,7%.In ipoteza unui numar de 120 de lanturi de dimensiuni sunt
necesare urmatoarele elemente de compensare:pentru Ec1 = 0,13 mm sunt necesare 52 buc;pentru Ec2 = 0,26 mm sunt necesare 52 buc;pentru Ec3 = 0,39 mm sunt necesare 8 buc.
139 Se considera lantul de dimensiuni
0
1,01,0
0
05,0
0
1,0
0
35,0
0
1053035+++++ −+−=
RezolvareT∆ = 0,35mm.
Majorandu-se tolerantele elementelor componente, seobtine ecuatia:35 35,1
0
3,0
0
3,0
0
3,0
0
6,0
0 010530 +++++ =−+− . de unde T’∆ = 1,35mm.Toleranta in exces are valoarea;Tҝ = T’∆ - T∆ =1,35 -0,35 = 1mm.
Numarul treptelor elementelor de compensare se determina prin
relatia:n =
∆
∆Λ−
T
T T '
=35,0
00,1.= 3.
Valorile dimensionale ale treptelor de compensare sunt:Ec1 = T∆ = 0,35mm;Ec2 = 2T∆ = 0,70mm;Ec3 = 3T∆ = 1,05mm.
*Intervalele de utilizare a elementelor de compensare sedetermina astfel:
Cand T’∆
variaza intre 0,35... 0,70 mm, se foloseste ellementulde compensare Ec1;Cand T’∆ variaza intre 0,70... 1,05 mm, se foloseste ellementulde compensare Ec2;Cand T’∆ variaza intre 1,05... 1,35 mm, se foloseste ellementulde compensare Ec3.
*Valorile procentuale ale elementelor de compensare
171
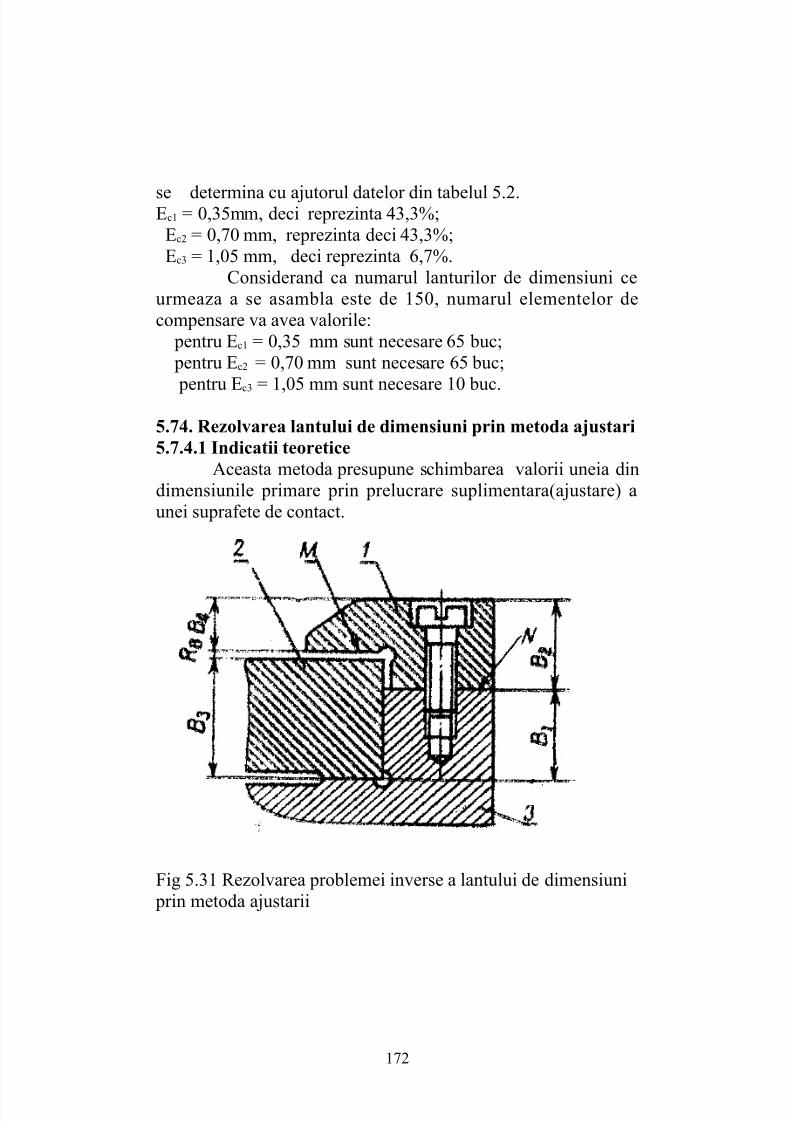
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 170/193
se determina cu ajutorul datelor din tabelul 5.2.Ec1 = 0,35mm, deci reprezinta 43,3%;Ec2 = 0,70 mm, reprezinta deci 43,3%;Ec3 = 1,05 mm, deci reprezinta 6,7%.
Considerand ca numarul lanturilor de dimensiuni ceurmeaza a se asambla este de 150, numarul elementelor decompensare va avea valorile:
pentru Ec1 = 0,35 mm sunt necesare 65 buc;pentru Ec2 = 0,70 mm sunt necesare 65 buc;
pentru Ec3 = 1,05 mm sunt necesare 10 buc.5.74. Rezolvarea lantului de dimensiuni prin metoda ajustari5.7.4.1 Indicatii teoretice
Aceasta metoda presupune schimbarea valorii uneia dindimensiunile primare prin prelucrare suplimentara(ajustare) aunei suprafete de contact.
Fig 5.31 Rezolvarea problemei inverse a lantului de dimensiuni prin metoda ajustarii
172

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 171/193
In figura 5.31 este prezentat un subansamblu, in care brida 1 arerolul de a impiedica deplasarea saniei 2 pe verticala.Dimensiunea R B are valori cuprinse intre 0,3 si 0,5 mm, conformconditiilor tehnice prescrise. Cand este necesara ajustarea se potivi urmatoarele situatii:
Jocul dintre brida 1 si sania 2 este mai mic decat 0,3mm, siatunci trebuie rectificata suplimentar suprafata M; in aceastasituatie se micsoreaza dimensiunea primara reducatoare B4;
Daca jocul dintre brida 1 si sania 2 este mai mare de 0,5mm,
trebuie prelucrata suprafata N a bridei; astfel se micsoreazadimensiunea primara maritoare B2.Avantajul acestei metode il constituie realizarea la precizia
ceruta a dimensiuni de inchidere R B; in scimb executia necesitacalificare inalta a operatorului uman, si excludeinterscimbabilitatea la montaj, cea ce prezinta un dezavantaj.
De aceea pentru executarea elementelor lantului dedimensiuni in conditii mai economice, se majoreza toleranteletolerantele elementelor componente, cea ce duce la o majorare atolerantei elementului de inchidere. Aceasta teorie se traduce in
practica astfel:T’∆ = T’1 +T’2 +.... T’n-1. in care
T’1, T’2 ,.... T’n-1 sunt tolerantele majorate ale elementelor componente;
T’∆ este toleranta majorata a elementului de inchidere.Cu ajutorul unui compensator fix se elimina toleranta in axces
Tҝ = T’∆ - T∆, in scopul aducerii tolerantei elementului deinchidere la valoarea sa admisibila T∆. Pentru eliminareatolerantei in exces i se mareste valoarea nominala a elementului
compensator cu valoarea tolerantei in exces; daca valoareanominala a elementului compensator este Ac, in vederea ajustariva avea o noua valoare nominala:A '
c = Ac + Tҝ Determinarea tolerantei in exces se obtine din relatiile
urmatoare:T '
min
'
max
'
∆∆∆ −= A A
173
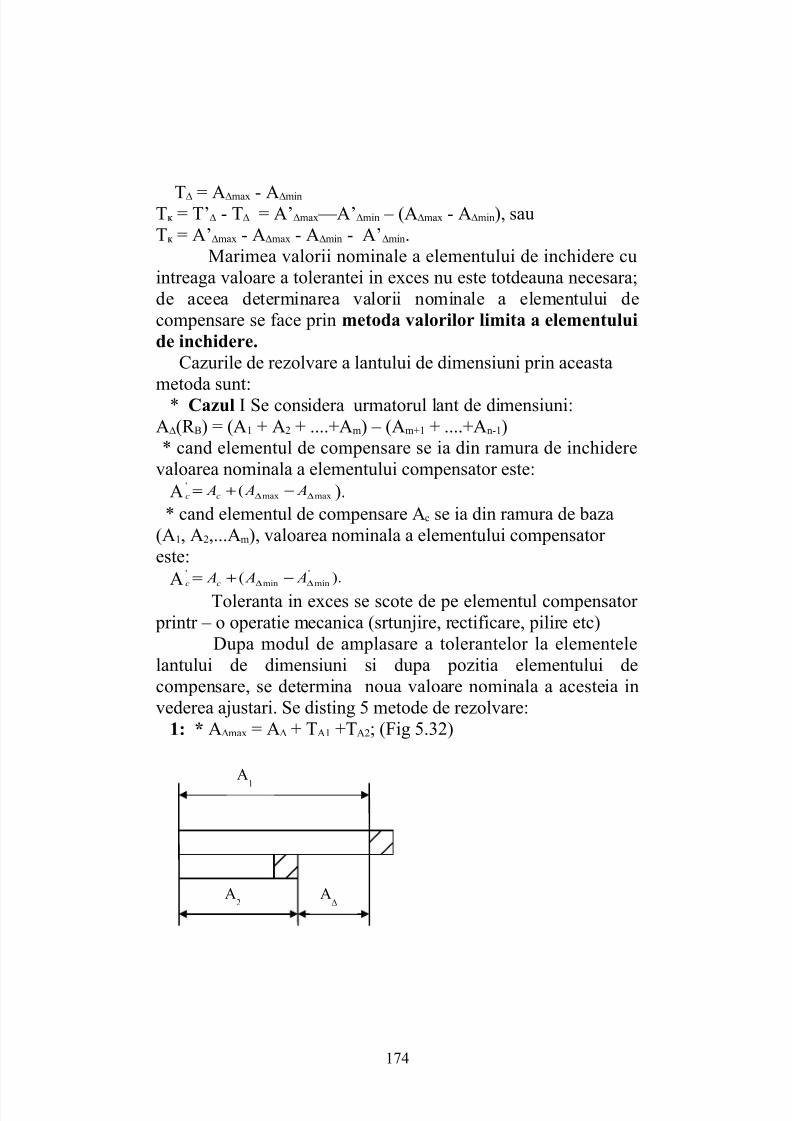
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 172/193
T∆ = A∆max - A∆min Tҝ = T’∆ - T∆ = A’∆max —A’∆min – (A∆max - A∆min), sauTҝ = A’∆max - A∆max - A∆min - A’∆min.
Marimea valorii nominale a elementului de inchidere cuintreaga valoare a tolerantei in exces nu este totdeauna necesara;de aceea determinarea valorii nominale a elementului decompensare se face prin metoda valorilor limita a elementuluide inchidere.
Cazurile de rezolvare a lantului de dimensiuni prin aceasta
metoda sunt:* Cazul I Se considera urmatorul lant de dimensiuni:A∆(R B) = (A1 + A2 + ....+Am) – (Am+1 + ....+An-1)* cand elementul de compensare se ia din ramura de inchidere
valoarea nominala a elementului compensator este:A maxmax
'( ∆∆ −+= A A Acc ).
* cand elementul de compensare Ac se ia din ramura de baza(A1, A2,...Am), valoarea nominala a elementului compensator este:
A ).( '
minmin
'
∆∆ −+= A A Acc
Toleranta in exces se scote de pe elementul compensator printr – o operatie mecanica (srtunjire, rectificare, pilire etc)
Dupa modul de amplasare a tolerantelor la elementelelantului de dimensiuni si dupa pozitia elementului decompensare, se determina noua valoare nominala a acesteia invederea ajustari. Se disting 5 metode de rezolvare:
1: * A∆max = A∆ + TA1 +TA2; (Fig 5.32)
A1
A2
A∆
174

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 173/193
Fig 5.32A 2211
'
max A A A A T T T T A ∆++∆++= ∆∆ ;A '
max∆ - A∆max = ∆TA1 +∆TA2.A∆min = A’∆min.
Astfel:Daca elementul de compensare este A1, nu este nevoie de o
majorare a valorii nominale, reducerea elementului de inchiderese efectueaza prin ajustare pentru indepartare surplusului dematerial.
Daca elementul de compensare este A2, atunci noua savaloare nominala este:A’2 = A2 +∆TA1 + ∆TA2.
2: ** A’∆max = A∆max; (Fig 5.33)
Fig.5.33A∆min = A∆ – T A1 – TA2 ;A’∆min = A∆ – T A1 – ∆TA1 – TA2 - ∆TA2 ;
A∆min – A’∆min = ∆TA1 - ∆TA2 .De unde:
Cand elementul de compensare este A2, noua valoarenominala ramane aceeasi, marimea valorii minime a elementuluide inchidere se face prin ajustarea directa a elementului decompensare.
Daca elementul de compensare este A1, pentru marimeavalorii minime a elementului de inchiderese obtine o nouavaloare a dimensiuni nominale:
A1
A2
A∆
175

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 174/193
A’1 =A1 +∆TA1 +∆TA2.
3 *** Valorile maxime ale elementului de inchidere sunt”A∆max = A1 – A2 +TA2 (fig 5.34)
Fig 5.34A’max = A1 – A2 + TA2 +∆TA2
A’∆max - A∆max = ∆TA2.Se disting doua situatii:
Daca elementul de compensare este A 1 pentru reducerea cu
TA2 a elemetului de inchidere nu este necesara majorarea valoriisale nominale’ aceasta reducere se efectueaza direct prinajustarea elementului de compensare.
Daca elementul de compensare este A2, atunci valoareanominala majorata in scopul reducerii elementului de inchidereva fi:
A’2 = A2 + ∆TA2.Valorile minime ale elementului de inchidere sunt:
Amin = A1 – TA1 – A2
A’∆min = A1 – TA1 - ∆TA1 – A2
A∆min – A’∆min = ∆TA1.Daca elementul de compensare este A2, atunci marimea
valorii elementului de inchidere se face prin ajustarea directafara majorare a valoriinominale a elementului
Daca elementul de compensare este A1, valoarea nominala seva majora cu ∆TA1, deci: A’1 = A1 + ∆TA1.
A1
A2
A∆
176

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 175/193
4 **** A∆max = A1 +TA1 – A2 (Fig 5.35)
Fig 5.35A’∆max = A1 +TA1 +∆TA1 – A2.A’∆max - A∆max = ∆TA1.
Daca elementul de compensare este A1, reducerea valoriielementului de inchidere se face prin ajustare directa, faramajorarea valorii nominale a acestui element de compensare.
In cazul cand elementul de compensare este A 2, reducereaelementului de inchidere se face prin majorarea elementului
compensator, ce are urmatoarea valoare nominala:A’2 = A2 + ∆TA1.
Valorile minime ale elementului de inchidere vor fi:A∆min = A1 – A2 – TA2
A’∆min = A’1 – A2 – TA2 - ∆TA2 de unde:A∆min – A’∆min = ∆TA2.
Cand elementul de compensare este A2, marimea valoriielementului de inchidere se face prin ajustarea directa a acestuielement.
Daca elementul de compensare este A1, posibilitatea maririivalorii elementului de inchidere se face prin majorarea valoriinominale a acestui element astfei incat
A’1 = A1 + ∆TA2.
5 ***** A∆max = A1 +
−−22
22
1 A AT
AT
(fig5.36)
A1
A2
A∆
177

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 176/193
Fig 5.36
A’∆max = A1 +
∆
−−−∆
+ 2222
222
11 A A A AT T
A
T T
de unde
A’∆max - A∆max =22
21 A A T T ∆+
∆.
Cand elementul de compensare este A1, reducereaelementului de inchidere se face prin ajustare directa, faramajorarea valorii nominale a elementului de compensare.
Daca elementil de compensare este A2 valoarea nominala aacestuia se majoreaza, obtinandu – se expresia:
A’2 = A2 + .22
21 A A T T ∆
+
∆
Valorile minime ale elementului de inchidere sunt:
A∆min =
+−−
22
2
2
1
1
A A T A
T A ;
A
∆++−
∆−−=∆
2222
222
111
'
min A A A A T T
AT T
A ; de unde
A∆min – A’∆min =22
21 A A T T ∆+
∆.
Cand elementul de compensare este A2, marirea
elementului de inchidere se face direct asupra acestui element,fara majorarea valorii lui nominale.
Daca elementul de compensare este A1, noua valoarenominala majorata este:
A’1 = A1 +22
21 A A T T ∆+
∆.
5.7.4.2.Probleme rezolvate
A1
A2
A∆
178
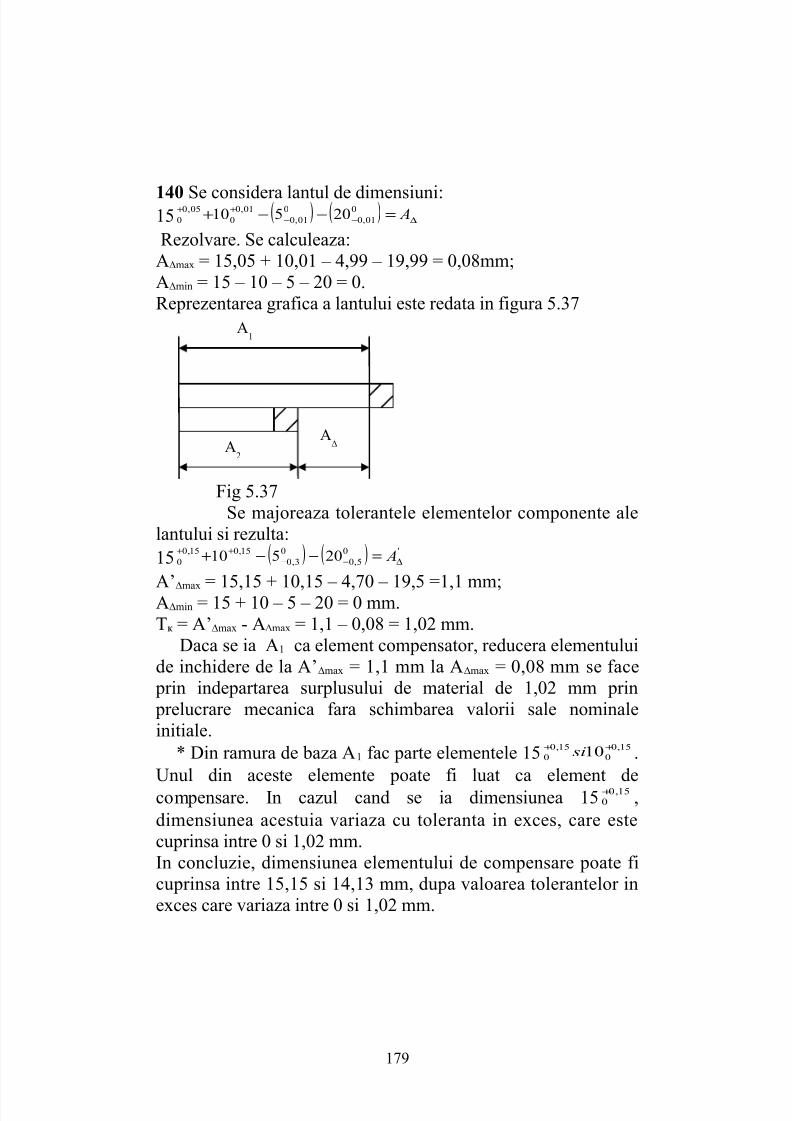
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 177/193
140 Se considera lantul de dimensiuni:15 ( ) ( ) ∆−−++ =−−+ A
0
01,0
0
01,0
01,0
0
05,0
0 20510
Rezolvare. Se calculeaza:A∆max = 15,05 + 10,01 – 4,99 – 19,99 = 0,08mm;A∆min = 15 – 10 – 5 – 20 = 0.Reprezentarea grafica a lantului este redata in figura 5.37
Fig 5.37Se majoreaza tolerantele elementelor componente ale
lantului si rezulta:15 ( ) ( ) '0
5,0
0
3,0
15,015,0
020510 ∆−−
++ =−−+ A
A’∆max = 15,15 + 10,15 – 4,70 – 19,5 =1,1 mm;A∆min = 15 + 10 – 5 – 20 = 0 mm.Tҝ = A’∆max - A∆max = 1,1 – 0,08 = 1,02 mm.
Daca se ia A1 ca element compensator, reducera elementuluide inchidere de la A’∆max = 1,1 mm la A∆max = 0,08 mm se face
prin indepartarea surplusului de material de 1,02 mm prin prelucrare mecanica fara schimbarea valorii sale nominaleinitiale.
* Din ramura de baza A1 fac parte elementele 15 15,0
0
15,0
0 10++ si .
Unul din aceste elemente poate fi luat ca element decompensare. In cazul cand se ia dimensiunea 15 15,0
0
+ ,dimensiunea acestuia variaza cu toleranta in exces, care estecuprinsa intre 0 si 1,02 mm.In concluzie, dimensiunea elementului de compensare poate ficuprinsa intre 15,15 si 14,13 mm, dupa valoarea tolerantelor inexces care variaza intre 0 si 1,02 mm.
A1
A2
A∆
179

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 178/193
* daca elementul de compensare se ia in ramura de intoarcerea lantului de dimensiuni, si anume elementul 20 mm0
01,0− , pentrureducerea elementului de inchidere, valoarea nominala a acestuielement se majoreaza cu toleranta in exces.
A’c = Ac + Tҝ = 20 + 1,02 = 21,02 mm.
141 Se considera lantul de dimensiuni18 ( ) ( ) ∆
++−− =−−+ A02,0
0
01,0
0
0
05,0
0
01,0 151615
Rezolvare . Se calculeaza:
A∆max = 18 + 15 – 16 – 15 = 2 mm.A∆min = 17,99 + 14,95 – 16,01 – 15,02 = 1,91 mm.Reprezentarea grafica este in figura 5.38
Fig. 5.38Se majoreaza tolerantele elementelor componente de 4 ori.Ecuatia lantului de dimensiuni capata forna urmatoare:18 ( ) ( ) 0
36,0
08,0
0
04,0
0
0
20,0
0
04,0 2151615 −++
−− =−−+
A’∆max = 2 mm.A’∆min = 1,64 mm.A’∆max = A∆max = 2 mmA∆min - A’∆min = 1,91 – 1,64 = 0,27 mm.
Se adopta ca element de compensare un element din ramurade intoarcere A2. Pentru marimea valorii minime a elementuluide inchidere nu este necesara majorarea valorii sale nominale,deorece prin prelucrare mecanica se efectueaza indepartareatolerantei in exces de 0,27 mm.
A1
A2
A∆
180

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 179/193
Daca se adopta ca element de compensare un element dinramura de baza, fie de exemplu 15, valoarea nominala a acestuiase majoreaza cu toleranta in exces, 0,27 mm, si se obtine:
A’c = 15 + 0,27 = 15,27 mm.
142 Lantul de dimensiuni are urmatoarea ecuatie:35 ( ) ( ) ∆−−−−−− =−=−++ A
0
012,0
0
008,0
0
012,0
0
004,0
0
002,0
0
002,021321321312058
Rezolvare;A∆max = 213 – 212,988 = 0,012 mm;
A∆min = 212,992 – 213 = - 0,008 mm.Reprezentarea grafica este in figura 5.39
Fig. 5.39Dupa efectuarea maririi tolerantelor elementelor componente detrei ori se obtine urmatoarea ecuatie a lantului de dimensiuni:35 ( ) '0
036,0
0
012,0
0
006,0
0
006,0 21312058 ∆−−−− =−++ A
A’∆max = 213 - ( )0
036,0213− = 213 – 212,964 = 0.036 mm
A’∆min = 34,994 + 57,994 + 120,988 – 213 = - 0,024 mmA’∆max - A∆max = 0,036 – 0,012 = 0,024 mm;A’∆min - A∆min = - 0,024 – ( - 0,008) = - 0,016 mm.
Daca se alege compensatorul din ramura de baza si anume : A c =120 mm, reducerea valorii maxime a elementului de inchidere cuvaloarea 0,024mm se face pe baza acestui element fara a i semajora valoarea nominala. Pentru reducerea valorii minime aelementului de inchidere de la 0,024 la 0,08 mm pe seama unuielement al ramurii de baza Ac = 120 mm, se ajusteaza elementulde compensare.
A1
A2
A∆
181

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 180/193
Daca se alege ca element de compensare A2 se intalnescurmatoarele situatii:* pentru reducerea valorii maxime a elementului de
inchidere cu marimea 0,024 mm, valoarea nominala aelementului de compensare se va majora astfel:
A’c2 = Ac + ∆TA1 = 213 + 0,024 = 213,024 mm;* pentru reducerea valorii minime a elementului de inchidere
pe seama elementului A2 se majoreaza valoarea nominala:A’c2 = 213 + 0,010 = 213,010 mm.
143. Se considera lantul de dimensiuni:12 ( ) ∆
++++ =−++ A005,0
0
001,0
0
005,0
0
005,0
0351018
Reprezentarea grafica a lantului este in figura 5.40Se calculeaza:A∆max = 12,005 + 18,005 + 10,001 – 35 = 5,011 mm;A∆min = 12 + 18 + 10 – 35,005 = 4,995 mm.
Fig 5.40.Din motive economice se majoreaza tolerantele elementelor
componente de patru ori se obtine:12 ( '020,0
0
004,0
0
020,0
0
020,0
0 351018 ∆++++ =−++ A
A’∆max = 12,020 + 18,020 + 10,004 – 35 = 5,044 mm;A’∆min = 12 + 18 +10 – 35,020 = 4,98 mm.A’∆max - A∆max = 5,044 – 5,011 = 0,033 mmA∆min - A’∆min = 4,995 – 4,980 = 0,015 mm.
Pentru reducerea valorii maxime a elementului de inchiderede la 5,044 la 5,011mm se actioneaza durect asupra elementului
A1
A2
A∆
182
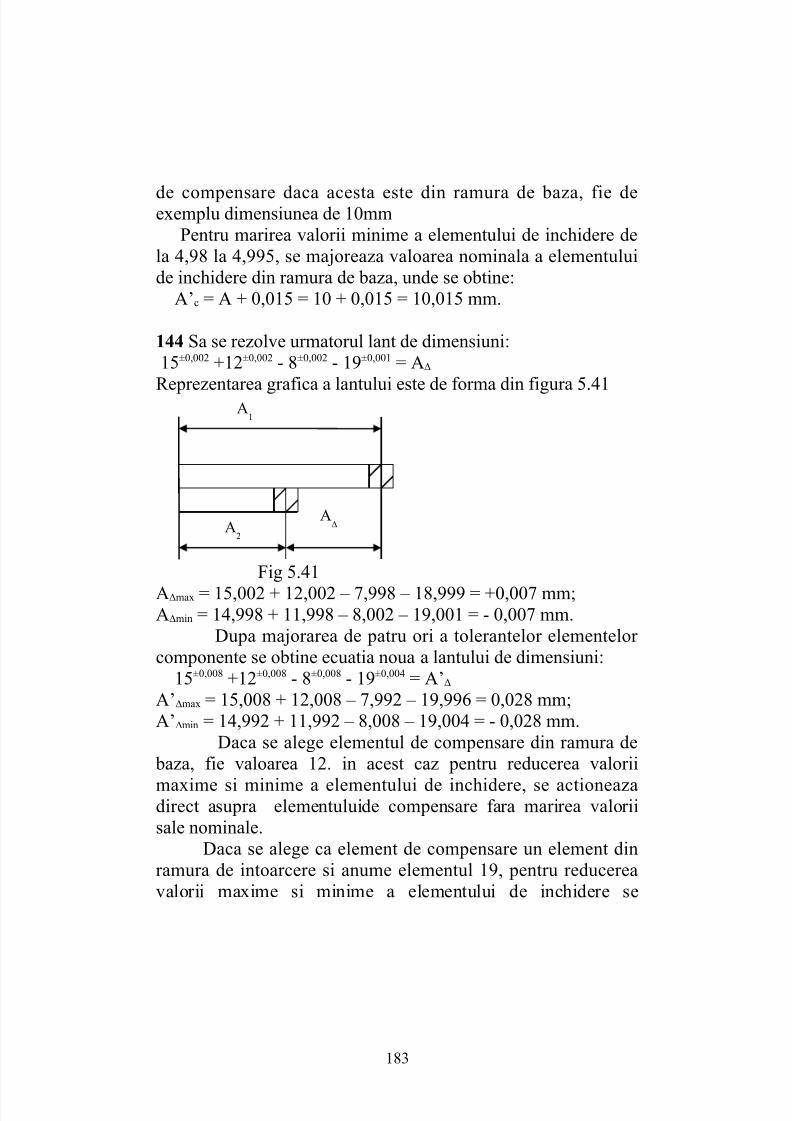
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 181/193
de compensare daca acesta este din ramura de baza, fie deexemplu dimensiunea de 10mmPentru marirea valorii minime a elementului de inchidere de
la 4,98 la 4,995, se majoreaza valoarea nominala a elementuluide inchidere din ramura de baza, unde se obtine:
A’c = A + 0,015 = 10 + 0,015 = 10,015 mm.
144 Sa se rezolve urmatorul lant de dimensiuni:15±0,002 +12±0,002 - 8±0,002 - 19±0,001 = A∆
Reprezentarea grafica a lantului este de forma din figura 5.41
Fig 5.41
A∆max = 15,002 + 12,002 – 7,998 – 18,999 = +0,007 mm;A∆min = 14,998 + 11,998 – 8,002 – 19,001 = - 0,007 mm.
Dupa majorarea de patru ori a tolerantelor elementelor componente se obtine ecuatia noua a lantului de dimensiuni:
15±0,008 +12±0,008 - 8±0,008 - 19±0,004 = A’∆
A’∆max = 15,008 + 12,008 – 7,992 – 19,996 = 0,028 mm;A’∆min = 14,992 + 11,992 – 8,008 – 19,004 = - 0,028 mm.
Daca se alege elementul de compensare din ramura de baza, fie valoarea 12. in acest caz pentru reducerea valorii
maxime si minime a elementului de inchidere, se actioneazadirect asupra elementuluide compensare fara marirea valoriisale nominale.
Daca se alege ca element de compensare un element dinramura de intoarcere si anume elementul 19, pentru reducereavalorii maxime si minime a elementului de inchidere se
A1
A2
A∆
183

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 182/193
majoreaza valoarea nominala a elementului de compensareastfel:A’c = Ac + 0,021 = 19 + 0,021 = 19,021 mm.
145 Se considera lantul de dimensiuni:25 ∆
+
−
±+
−
+
− =−++ A002,0
004,0
005,0005,0
002,0
001,0
003,045515
A∆max = 25,001 + 15,005 + 5,005 – 44,996 = 0,015 mm;A∆min = 24,997 + 14,998 + 4,995 – 45,002 = - 0,012 mm.Reprezentarea grafica a lantului de dimensiuni este de forma din
figura 5.42
Fig 5.42
Se majoreaza tolerantele elementelor componente, astfel incatecuatia lantului de dimensiuni se prezinta sub forma:25 '008,0
012,0
010,0010,0
008,0
004,0
006,0 45515 ∆
+
−
±+
−
+
− =−++ A
A’∆max = 25,004 + 15,010 + 5,010 – 44,998 = 0,036;A’∆min = 24,996 + 14,992 +4,90 – 45,008 = --0,030 mm.
Se considera ca element de compensare elementul cu valoareade 5 mm din ramura de baza a lantului de dimensiuni:
* pentru reducerea valorii maxime a elementului de inchiderecu valoarea A’∆max - A∆max = 0,036 – 0,015 = 0,021 mm nu este
necesara marirea valorii nominale a acestui compensator,indepartarea surplusului dimensional efectuandu – se direct dinacest element.
* pentru reducera valorii minime a elementului de inchidere dela A∆min = 0,030 mm la A∆min = 0,012 mm se ajusteaza directelementul de compensare.
A1
A2
184

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 183/193
Cand se alege elementul compensatordin ramura de intoarcere seobtin urmatoarele rezultate:* reducera valorii maxime a elementului de inchidere la cea
admisibila se face prin majorarea valorilor nominale alecompensatorului;A’c = Ac + (A’∆max - A∆max) = 45 + 0,021 = 45,021 mm
* reducerea valorii minime a elementului de inchidere de la0,030 mm la 0,012 mm se face prin majorarea valorii nominale acompensatorului:
45 + 0,018 = 45, 018 mm.146 Se considera lantul de dimensiuni al angrenajului melcat dela problema nr 130 si se cere sa se rezolve acest lant prin metodaajustarii .Rezolvare. Se procedeaza dupa cum urmeaza:
A∆ = A2 + A3 +A3 + A4 + A5 +A6 – A1 – A7 – A8 – A9
A∆ = 4±0,15 + 35±0,15 + 16±0,5 + 2-0,1 + 16+0,5 - 14±0,10 - 10±0,15 – - 3 – 0,10 - 44±0,10.
A∆max = 4,15 + 33,15 +16,5 +2 + 16,5 – 13,9 – 10,85 – 2,9- 43,9 = + 0,75 mm;A∆min = 3,85 + 32,85 + 16 + 1,9 + 16 – 14,1 – 10,15 – 3 – 44,01= - 0,75 mm.
Se majoreaza tolerantele elementelor componente, pentru o prelucrare mai usoara, ecuatia lantului de dimensiuni findurmatoarea:A’∆ = 4±0,3 + 35±0,3 + 16±0,75 + 2-0,5 + 16±0,6 - 14±0,3 - 10±0,3 –
- 3 – 0,40 - 44±0,3.A’∆max = 4,3 + 33,3 + 16,75 + 2 + 16,6- 13,7 – 9,7 – 2,6 – 43,7 =
+ 3,25 mm;A’∆min = 3,7 + 32,7 + 15,25 + 1,5 + 15,4 – 14,3 – 10,3 – 3 – 44,3= - 3,35 mm.A’∆max - A∆max = 3,25 – 0,75 = 2,50 mm;A’∆min - A∆min = - 3,35 – (-0, 75) = - 2,60 mm.
185
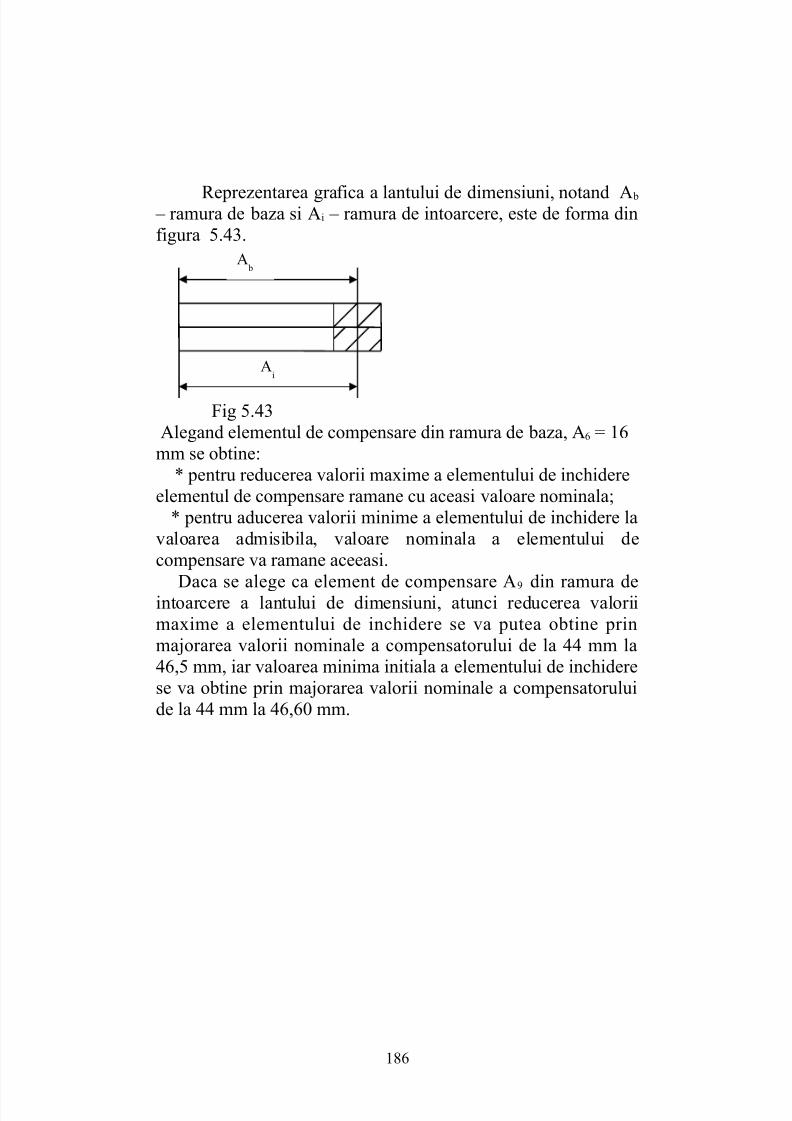
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 184/193
Reprezentarea grafica a lantului de dimensiuni, notand A b – ramura de baza si Ai – ramura de intoarcere, este de forma dinfigura 5.43.
Fig 5.43Alegand elementul de compensare din ramura de baza, A6 = 16
mm se obtine:* pentru reducerea valorii maxime a elementului de inchidere
elementul de compensare ramane cu aceasi valoare nominala;* pentru aducerea valorii minime a elementului de inchidere la
valoarea admisibila, valoare nominala a elementului decompensare va ramane aceeasi.
Daca se alege ca element de compensare A9 din ramura deintoarcere a lantului de dimensiuni, atunci reducerea valoriimaxime a elementului de inchidere se va putea obtine prinmajorarea valorii nominale a compensatorului de la 44 mm la46,5 mm, iar valoarea minima initiala a elementului de inchiderese va obtine prin majorarea valorii nominale a compensatoruluide la 44 mm la 46,60 mm.
A b
Ai
186

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 185/193
6CALCULUL CU TOLERANTE
6.1 Indicatii teoretice
La proiectarea proceselor tehnologice, se efectueaza calcule cudimensiuni tolerate; de aceea este necesar ca tehnologul, atuncicand obtine pe cale ocolita anumite dimensiuni -- baza
tehnologica nu coincide cu baza functionala, astfel incat, pana laurma, piesa sa rezulte la dimensiunile prescrise de proiectant – calcul cunoscut sub denumirea de ‚schimbarea bazei de cotare”Metode de calcul utilizate:
* Metoda de maxim si minim **Adunarea dimensiunilor tolerate
Pentru a intelege aceasta metoda vom considera exemplulurmator:
Fie de adunat dimensiunile: 10 2,0
1,0
+
− si 5 1,0
2,0
−− ;
Vom considera valorile maxime si minime ale dimensiunilor,calculul se face pentru cele 4 posibilitatii existente:
10,2 + 4,9 = 15,1; 9,9 + 4,8 = 14,7;10,2 + 4,8 = 15,0; 9,9 + 4,9 = 14,8;
Valoarea maxima a dimensiuni rezultate este X∑max = 15,1,iar valoarea minima este X∑min = 14,7.
Toleranta rezultata are valoarea:
187
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 186/193
T∑ = X∑max - X∑min = 15,1 – 14,7 = 0,4 mm.Se observa ca toleranta rezultata este tocmai suma tolerantelor celor doua dimensiuni: T10 = 0,3mm si T5 = 0,10 mm in care T10
si T5 sunt tolerantele dimensiunilor 10 si 5; Asadar se poatescrie:
T∑ = ∑Ti (6.1)In care Ti este toleranta dimensiuni de ordinul i.Se observa ca este necesar sa se efectueze decat duoa calcule sianume:
Calculul dimensiunilor maxime si apoi calculul dimensiunilor minime. Astfel rezulta formula:X∑max = X1max + X2max (6.2)X∑min = X1min + X2min (6.3)
sau cu alte cuvinte: in cazul adunarii, dimensiunea rezultatamaxima este egala cu suma tuturur dimensiunilor componentemaxime, iar dimensiunea rezultata minima este egala cu sumatuturor dimensiunilor minime.Toleranta rezultata se calculeaza cu formula:T∑ = X∑max - X∑min (6.4)
6.2 Probleme rezolvate
147 Se dau dimensiunile: 20 3,0
1,0
+
− si 15 3,04,0
−− ; sa se efectueze
adunarea acestor dimensiuni prin metoda de maxim si minim:Rezolvare;
Se aplica formula 6.2 si 6.3 si rezulta:X∑max = X1max + X2max = 20,3 + 14,7 = 35,0 mm;X∑min = X1min + X2min = 19,9 + 14,6 = 34,5 mm.Toleranta rezultata are valoarea:
T∑ = X∑max - X∑min =35 – 34,5 = 0,5 mm sau tloerantadimensiunilor: T∑ = T20 +T15 = 0,4 + 0,1 = 0,5 mm.
De fapt toleranta rezultata este egala cu suma tolerantelor celor doua dimensiuni.148 Se considera doua dimensiuni cu urmatoarele valori:40±0,1 si 30±0,2: Sa se efectueze adunarea prin metoda demaxim si minim.
188

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 187/193
RezolvareX∑max = X1max + X2max = 40,1 + 30,2 = 70,3 mm;X∑min = X1min + X2min = 39,9 + 29,8 = 69,7 mm.T∑ = X∑max - X∑min = 70,3 – 69,7 = 0,6 mm sauT∑ = T40 +T30 = 0,2 + 0,4 = 0,6 mm.
6.3 Probleme nerezolvate;149 Se dau dimensiunile: 50±0,2 si 70±0,3: Sa se efectuezeadunarea prin metoda de maxim si minim si sa se calculezetoleranta.150. Dimensiunile ce urmeaza a fi calculate au urmatoarelevalori: 80 3,0
1,0++ si 60 4,0
1,0
+
− ; Sa se calculeze adunarea si toleranta***Scaderea dimensiunilor tolerate
In acest caz, al scaderi a doua dimensiuni componente, X1 – X2,dimensiunea rezultata maxima X∑max si dimensiunea rezultataminima X∑min se va calcula astfel:
X∑max = X1max -- X2min (6.5)X∑min = X1min -- X2max (6.6)
adica, cu alte cuvinte, dimensiunea rezultata maxima se obtineconsiderand descazutul la maxim si scazatorul la minim, iar dimensiunea rezultata minima – scazand din descazutul laminim, scazatorul la maxim.Considerand exemplul de la punctul 6.1 avem:
X∑max = 10,2 – 4,8 = 5,4 mmX∑min = 9,9 – 4,9 = 5,0 mm.
Toleranta dimensiuni rezultata are valoarea:T∑ = X∑max - X∑min = 5,4 – 5,0 = 0,4 mm.6.4 Probleme rezolvate
151 Se dau dimensiunile: 40 ± 0,10; si 30± 0,2; Sa se efectuezescaderea acestor dimensiuni:Rezolvare:Se aplica relatiile 6.5 si 6.6
189
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 188/193
X∑max = X1max -- X2min = 40,1 – 29,8 = 10,3 mmX∑min = X1min -- X2max = 39,9 – 30,2 = 9,7 mm.Toleranta dimensiuni rezultata are valoarea:T∑ = X∑max - X∑min = 10,3 – 9,7 = 0,6 mm 152 se considera dimensiunile: 50 2,0
1,0++ si 30 3,0
2,0
++ se cere sa se
efectueze scaderea si sa se calculeze toleranta.Rezolvare.X∑max = X1max -- X2min = 50,2 – 30,2 = 20,0 mm;X∑min = X1min -- X2max = 50,1 – 30,3 = 19,8 mm;
T∑ = X∑max - X∑min = 20 – 19,8 = 0,2 mm.6.5 Probleme nerezolvate.153 Se considera dimensiunile: 80± 0,3; 60±0,1. Sa se calculezescaderea acestor dimensiuni si toleranta.154. Se dau dimensiunile: 90±0,4 si 70±0,20. Sa se calculezescaderea dimensiunilor si toleranta scaderii..
***Schimbarea bazei de cotare
La elaborarea proceselor tehnologice in cazul cand seschimba baza de cotare, este necesar sa se calculeze noua cota Xde asa fel incat sa rezulte dimensiunile initiale (functionale)
prescrise de proiectant.Pentru a intelege acest caz, se considera desenul produsului
finit di fig 6.1. In acest desen exista 3 baze de cotre functionale:
190

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 189/193
Fig 6.1 Desenul produsului finit
BF1, BF2, si BF3 - baze de la care pleaca cotele piesei, pe cele
trei directii perpendiculare.La executia piesei , la operatia de frezare( Fig.6.2)baza deasezareaa piesei – respectiv baza de cotare tehnologica BT2 nucorespunde cu baza de cotare functionala BF2 deoarece pemasina – unealta, se executa cota X, cuprinsa intre baza deasezare a piesei pe masina – unealta BT2 si scula – care larandulei, este fixata pe masina – unealta.
191

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 190/193
Fig.6.2 Cotarea tehnologica a operatiei de frezare
Astfel este necesar sa se calculeze dimensiunea X in asa fel ca piesa sa rezulte la dimensiunea prescrisa 10 2,0
0
+ (fig.6.2)Deci dimensiunea 10 2,0
0
+ este dimensiunea rezultat:30 2,0
0
0
1,0 10+
− =− X
Se rezolva prin metoda algebrica si rezulta:X = - 20 2,0
1,0++
De unde, schimband semnele si inversand abaterile, se obtinecota X cu valoarea: X = 20 1,0
2,0−− mm.
BIBLIOGRAFIE
1 Chirita, Gh. Tolerante si ajustaje. Editura Universitatiidin Pitesti, 2005.
192
7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 191/193
2 Dragu. D. Tolerante si masuratori tehnice. EdituraDidactica si Pedagogica Bucuresti, 19693. Dragu, D. Sturzu A. Militaru c, Tolerante si Masuratori
Tehnice. Editura Didactica si Pedagogica, Bucuresti, 1982.4. Dragu, C. si Dumitras C, Tolerante si lanturi de dimensiuni
in constructia de stante si matrite. Editura TehnicaBucuresti , 1988.
5.,Dragut C. Aplicatii si probleme de prelucrare a metalelor prinaschiere. Editura didactica si pedagogica, Bucuresti 1981
6. Lazarescu .I s a Tolerante, ajustaje, Calibre , Bucuresti,Editura tehnica 1963.7 Lazarescu, I. si Stetiu Cosmina Elena. Tolerante, Ajustaje
calculul cu tolerante, Calibre. Editura tehnica Bucuresti 1984.8 Picos C. s.a. Tehnologia constructiilor de masini Probleme.
Editura Didactica si Pedagogica Bucuresti 19769 Radulescu V s.a. Probleme de tehnologia constructiilor de
masini, Bucuresti, Editura didactica si Pedagogica , 1979.10 *Standarde de specialitate.
193

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 192/193
Tabelul 1.
Relatii de calcul pentru rugozitatea suprafetei
194

7/15/2019 Probleme de Tolerante Si Masuratori Tehnice
http://slidepdf.com/reader/full/probleme-de-tolerante-si-masuratori-tehnice 193/193