lucrare de diploma (2)
DESCRIPTION
lucrareTRANSCRIPT
Mod.
Coala № Document Semnat Data
Coala
Tehnologia prepararii napolitanelor
Îndeplinit
Verificat
N Control.
Lucrare de curs la TPCPF Litera Coli
Mod. Coala.
№ Document. Semnat Data
Coala.6
Cuprins
1.Istoria dezvoltării produsului;
2.Asortimentul producției;
3.Organizarea procesului tehnologic;
3.1.Caracteristica materiei prime de bază și auxiliare;
3.2Caracteristica produsului finit;
3.3Schema tehnologică a tipului de producție;
3.4Descrierea procesului tehnologic;
3.5Utilajele procesului tehnologic;
4.Calcule tehnologice,rețete de fabricație;
5.Controlul tehno-chimic;
5.1Controlul indicilor de calitate a materiei prime;
5.2Controlul tehno-chimic pe fazele de producție;
5.3Controlul tehno-chimic a indicilor de calitate a produsului finit;
6.Indicii de calitate, defecte, cauze, remedieri;
7.Securitatea și sănătatea muncii la realizarea procesului tehnologic;
8.Protecția mediului ambiant;
9.Anexe;
10.Bibliografie;
Mod. Coala.
№ Document. Semnat Data
Coala.6
1. Istoria dezvoltarii produsului
Cum a aparut napolitana?
Napolitana este o prajitura dulce, crocanta, foarte subtire, uscata si
umpluta cu crema aromata - sub forma de sandwich. Deseori, suprafata
napolitanei are un model gen fagure.
Pe vremea cand nu aveau cuptoare, egiptenii coceau un fel de paine
foarte subtire, ca o napolitana, in nisipul fierbinte. In perioada
medievala, napolitanele erau foarte importante in ceremoniile de la
curte, la sfarsitul meselor.
Napolitanele, fructele zaharisite si vinul aromatizat erau folosite si in
ritualurile religioase. In 1766, in Franta era la moda un desert facut
dintr-o napolitana rulata si umpluta cu ciocolata si fructe, numite
"cannelons".
Primele napolitane erau coapte intre placi de metal care aveau
imprimate figura unui barbat care a devenit sfantul patron al Boemiei.
Cele mai multe prese erau dreptunghiulare, dar existau si unele
rotunde, pentru a coace napolitane de aceasta forma. Placile erau unse
cu grasime si incalzite, dupa care compozitia era turnata. Placile erau
inchise si in cateva minute napolitana era gata.
De-a lungul secolelor, brutarii locali au incercat sa creeze arome si
design-uri cat mai variate, aceste napolitane devenind cele mai
populare daruri intre cei bogati si faimosi. Chopin, Wagner, Goethe,
Edward VII of England, regalitatea vieneza si kaiserul Wilhelm au
mancat napolitane.
In biserica anglicana, in cadrul impartasaniei sunt folosite mici
napolitane de forma rotunda, cu imaginea lui Iisus crucificat.
Mod. Coala.
№ Document. Semnat Data
Coala.6
2.Sortimentul producției
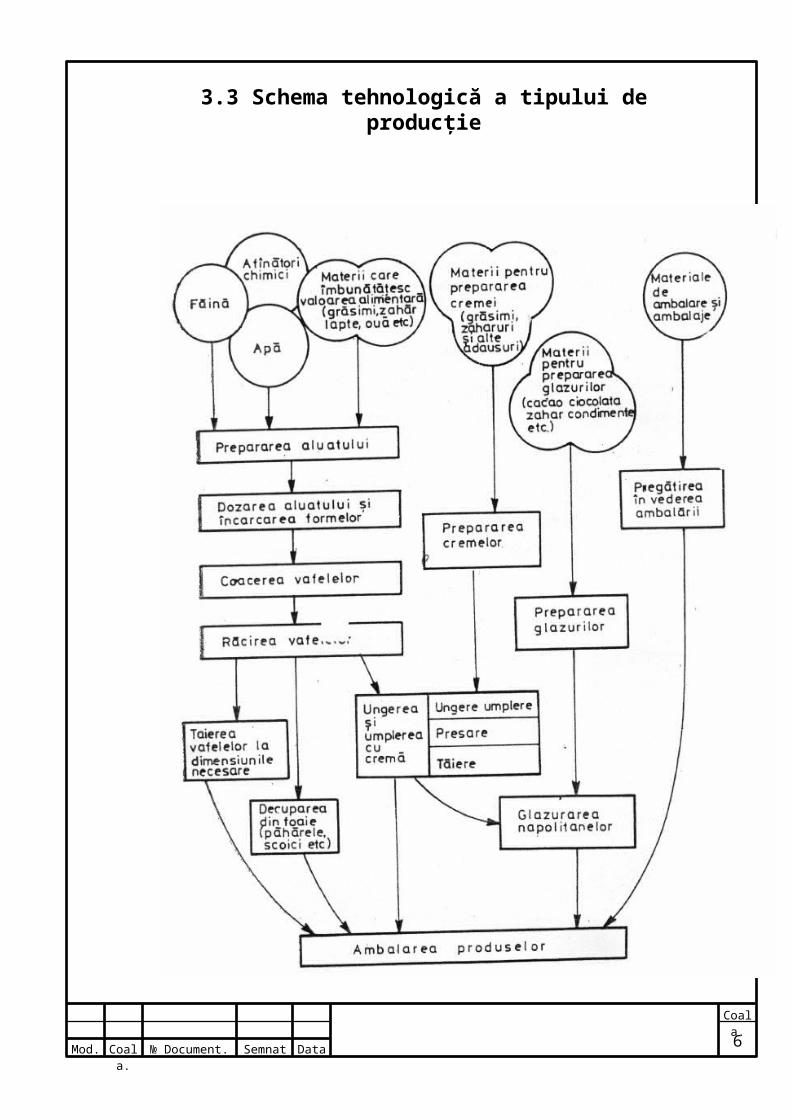
Vafele sunt produse făinoase, preparate din aluat fluid, obţinut din
faină, grăsimi, zahăr, lapte ouă, şi afânători chimici.
Ele sunt caracterizate printr-o porozitate foarte dezvoltată, o
structură rigidă şi se prezintă sub formă de foi sau diferite formate de
alveole, care se decupează din foaie.
Având ca bază foile de vafe, prin prelucrări diferite, rezultă o
gamă largă de produse făinoase din care cele mai importante sunt:
-foile de vafe drepte, având desene exterioare corespunzătoare
sortimentului şi scopului urmărit. Adâncimea spaţiilor libere pe care le
crează desenul depinde de grosimea stratului de cremă ce se doreşte a
fi realizat; sortimentele de vafe din această grupare se decupează la
dimensiunile necesare, se ambalează şi se folosesc în casă ca
semipreparate pentru fabricarea de torturi şi alte produse;
-foile de vafe sărate, care se taie la dimensiuni mai mici şi se
ambalează; ele sunt apreciate de consumatori pentru gustul lor puternic
condimentat, care stimulează apetitul şi pentru caracteristica lor de a fi
crocante;
-vafele pentru îngheţate şi creme se obţin din foi realizate prin
matriţe speciale; după decuparea din foaie rezultă mici alveole
(păhărele, scoici, etc.) care reprezintă ambalajele comestibile şi pot fi
încărcate cu îngheţată, creme şi alte sortimente;
-napolitanele reprezintă gama sortimentală cu cea mai mare
pondere în producţia de vafe; ele se fabrică din foi de vafe care se ung
cu cremă şi se suprapun în mai multe straturi;
-vafele umplute cu cremă se obţin din foi de vafe care se încarcă
cu cremă şi se decupează; spre deosebire de alte sortimente de
napolitane acestea se compun din două alveole sau capace, care prin
suprapunere formează un recipient;
-napolitanele glazurate se fabrică din cele două grupe de
sortimente de napolitane menţionate mai sus care sunt finisate prin
Mod. Coala.
№ Document. Semnat Data
Coala.6
acoperire cu ciocolată;.
In cadrul grupelor de sortimente de vafe şi napolitane menţionate
mai sus se realizează o mare diversitate şi prin alte elemente
caracteristice cum ar fi:
-compoziţia aluatului din care se fabrică vafele, care poate fi
simplă, cu un adaos redus de materii sau bogată în astfel de materii;
-sortimente diferite de cremă ce se folosesc pentru ungerea şi
umplerea vafelor; pentru un produs se poate utiliza simultan unul sau
mai multe sortimente de cremă;
-modelajul şi mărimea bucăţilor de vafe;
-tehnica de ambalare;
-mărimea porţiei;
-tratarea estetică a ambalajului;
-denumirea produsului.
-sortimente diferite de cremă ce se folosesc pentru ungerea şi
umplerea vafelor; pentru un produs se poate utiliza simultan unul sau
mai multe sortimente de cremă;
-modelajul şi mărimea bucăţilor de vafe;
-tehnica de ambalare;
-mărimea porţiei;
-tratarea estetică a ambalajului;
-denumirea produsului.
Mod. Coala.
№ Document. Semnat Data
Coala.6
3.Organizarea procesului tehnologic
3.1Caracteristica materiei prime de bază și auxiliară
Făina
Făina este materia primă folosită la obţinerea vafelor şi se obţine
prin măcinarea boabelor de grâu şi secară.
Tipul fainii reprezintă conţinutul maxim în cenuşă al fainii
multiplicat cu 1000.
După prevederea standard, faina albă este de tip 480, faina
semialbă este de tip 880 iar cea neagră de tip 1300. La fabricarea
produselor făinoase se pot folosi următoarele tipuri de faină albă: tip
500, tip 550, tip 600 şi tip 650.
Principalele caracteristici fizice şi senzoriale ale fainii care ne
interesează în procesul tehnologic sunt
- mirosul, care trebuie să fie specific de faină, fără miros stătut
sau de mucegai;
-gustul, care trebuie să fie plăcut, dulceag, caracteristic fainii, nu
se admite gustul acru sau amar;
-fineţea, care depinde de mărimea particolelor care alcătuiesc
faina şi trebuie să fie a faină fină, adică să aibă majoritatea particolelor
mici;
-starea sanitară, făina nu trebuie să fie infestată.
Apa
Apa în afară de faptul că contribuie la formarea aluatului şi că
datorită ei are loc procesul de fabricare a vafelor, mai joacă şi un rol
calitativ.
Apa trebuie să îndeplinească toate calităţile unei ape potabile: să
fie fără culoare, fără gust străin, fără miros, să nu conţină particule de
provenienţă animală sau vegetală, alte particule dăunătoare sănătăţii
Mod. Coala.
№ Document. Semnat Data
Coala.6
sau organisme biologice din mediul înconjurător.
Apa folosită trebuie să fie proaspătă, apa stătută nu se foloseşte
deoarece prin staţionare aceasta îşi pierde oxigenul şi anumite săruri.
Verificarea calităţii apei se face prin examen senzorial.
Zahărul
Poate fi sub formă de pulbere (zahăr farin), în cristale mici (zahăr
tos),turnat sau în bucăţi. Zahărul de calitate bună are culoarea albă,
este lipsit de miros şi de gust străin, este solubil în apă, cu care
formează soluţii incolore, limpezi, fără sedimente.
Pentru păstrare zahărul trebuie să fie uscat, nelipicios şi fără
impurităţi.
Laptele
Se foloseşte laptele de vacă în stare proaspătă, pasteurizat sau
praf.
Laptele se utilizează în anumite produse pentru îmbunătăţirea
valorii alimentare, precum şi la aspectul, gustul şi menţinerea
prospeţimii.
Calitatea laptelui se verifică după însuşirile organoleptice:
aspect, consistenţă, culoare, gust şi miros.
Ouăle
Se utilizează ouă de găină proaspete. In cazuri mai rare se
folosesc ouă conservate sau ouă praf.
Afânători chimici
Pentru afânarea produselor se folosesc bicarbonatul de amoniu
şi bicarbonatul de sodiu, care introduse în apă produc reacţii de
descompunere cu degajare de CO2 şi NIL care afânează aluatul.
Cacao
Pudra de cacao pentru industrie se livrează în saci caseraţi care
să asigure o bună protecţie contra umezelii şi care să menţină calitatea
şi integritatea produsului.
Depozitarea se face în încăperi uscate, bine aerisite, la o
temperatură de maxim 18°C şi umiditate relativă de 65%.
Mod. Coala.
№ Document. Semnat Data
Coala.6
Ciocolata
Ciocolata utilizată face parte din grupa ciocolatei masive (bloc,
menaj, cuvertulă şi fondant) şi serveşte ca adaos pentru îmbunătăţirea
culorii, gustului şi a valorii
Se prepară prin baterea smântânii pateurizate, având un aspect
omogen de culoare alb-gălbuie, cu miros şi gust plăcut, aromat de unt
proaspăt.
Se foloseşte mai ales la prepararea cremelor.
Mod. Coala.
№ Document. Semnat Data
Coala.6
3.2Caracteristica produsului finit
Mod. Coala.
№ Document. Semnat Data
Coala.6
3.3 Schema tehnologică a tipului de producție
Mod. Coala.
№ Document. Semnat Data
Coala.6
3.4 Descrierea procesului tehnologic
3.4.1Pregătirea materiilor prime şi auxiliare
Pregătirea făinii
Înainte de a fi folosită în procesul de prelucrare a produselor,
faina se cerne şi dacă este cazul se încălzeşte.
Cernerea fainii se face cu un dublu scop:
- prin cernere se elimină eventualele corpuri străine din
faină;
- se urmăreşte o uniformizare a întregii cantităţi de faină şi
o aerisire, încălzirea fainii se face în perioadele reci, când depozitele nu
sunt încălzite, faina
se încălzeşte înainte de cernere sau după cernere. Incălzirea se
poate face prin instalaţii speciale sau prin aducerea sacilor cu faină în
încăperi de lucru încălzite.
Inainte de folosire, făina trebuie să aibă o temperatură de 25-
28°C. Dacă este folosită o faină cu temperatură mai mică de 25°C
produsele obţinute sunt de o calitate necorespunzătoare. Pentru
produsele de patiserie se foloseşte faină albă, rareori făină semialbă
sau integrală.
Pregătirea apei
La produsele la care se foloseşte apă, se cere ca aceasta să
aibă o temperatură care să nu depăşească 30-40°C, în funcţie de
compoziţia produsului. în vederea obţinerii unor produse afânate şi cu
volum mare, apa se încălzeşte numai cu 15-20 minute înainte de
folosire.
Pregătirea zahărului
Zahărul tos se dizolvă în apă sau lapte şi se încălzeşte la
temperatura de 30-34°C.
Atunci când este cazul, zahărul tos se macină şi se cerne.
Pregătirea laptelui
Mod. Coala.
№ Document. Semnat Data
Coala.6
Laptele proaspăt se strecoară şi se încălzeşte la temperatura de
30-34°C sau la o temperatură mai joasă, în funcţie de temperatura
cerută de procesul de preparare a produsului respectiv.
Pregătirea ouălor
Se sparg mai întâi într-un vas mic, se bat şi apoi se trec intr-un
vas mai mare, strecurânduse printr-o sită de metal inoxidabil.
Melanjul de ouă congelat se aduce mai întâi la temperatura
camerei, după care se omogenizează la un bătător.
Pregătirea untului
Untul se aduce la punctul de alunecare sau se încălzeşte la o
temperatură mai ridicată, în funcţie de produsul care se prepară.
Pregătirea pulberii de cacao
Pulberea de cacao se uniformizează iar apoi se cerne.
Pregătirea ciocolatei
Ciocolata se topeşte iar apoi se adaugă în aluat sau cremă.
Prepararea aluatului
Prepararea aluatului se realizează în condiţii diferite în funcţie de
grupa de alimente făinoase ce se vor produce.
3.4.2Dozarea materiilor prime şi auxiliare
Materiile prime şi auxiliare care se folosesc la prepararea
aluatului se cântăresc sau se măsoară.
Dozarea materiilor prime şi auxiliare se face cu scopul:
- de a se respecta reţeta de fabricaţie specifică produsului.
Dozarea se face în funcţie de volumul cuvei malaxorului, gradul
de încărcare a acesteia fiind astfel calculat încât să se evite revărsarea
aluatului din cuvă în timpul operaţiei de fermentare a aluatului.
3.4.3
Frământarea aluatului
Aluatul pentru vafe se obţine prin amestecarea principalelor
materii prime: faina, apa şi afânători chimici cu materiile ce se introduc
pentru a îmbunătăţi produsele în ceea ce priveşte valoarea alimentară,
aspectul şi gustul. Pentru a se obţine o bună amestecare a materiilor
prime şi auxiliare şi răspândirea uniformă în toată masa de aluat,
acestea se introduc la frământat într-o anumită ordine.
Printre particularităţile preparării acestui tip de aluat se pot
enumera: lipsa de importanţă a temperaturii apei şi respectiv a aluatului
pentru calitatea produselor, motiv pentru care se utilizează apă la
temperatura obişnuită. Proporţia de apă este mare comparativ cu
cantitatea de faină folosită. In mod obişnuit, la o parte faină se introduc
1,3-1,5 părţi de apă. Folosirea unei mai mari cantităţi de apă la
fabricarea aluatului pentru vafe este impusă de faptul că în faza de
încărcare a formelor pentru coacerea aluatului i se cere să posede o
mare fluiditate, care să-i permită să se deplaseze cu uşurinţă în
interiorul spaţiului liber al formei iar în momentul în care se presează
asupra lui prin închiderea capacului formei să îl umple complet.
Prelucrarea aluatului
Valorificarea potenţialului de îmbunătăţire a calităţilor nutritive şi
informatiţionale ale alimentelor făinoase fabricate din aluat se
realizează într-o mare măsură prin prelucrarea aluatului înainte de a i
se fixa structura şi forma prin coacere şi uscare.
Dozarea aluatului şi încărcarea în forme
Această operaţie se poate desfăşura în două moduri:
-prin utilizarea unor tăvi;
-prin utilizarea unor forme închise.
Prelucrarea aluatului cu ajutorul tăvilor, aceasta uşurează
execuţia operaţiei de dozare, modelare, coacere şi răcire, se realizează
prin folosirea unor tăvi pe care se aşează semifabricatele.
Înainte de a se turna semifabricatele, formele bine curăţate se
ung cu ulei sau alte grăsimi alimentare, apoi tăvile se pudrează cu un
strat subţire de faină.
Modelarea semifabricatelor denumită şi turnare, constă în
curgerea forţată a aluatului printr-o duză cu dimensiunile şi modelul
bine determinat. Trecerea este datorată presiunii ce se aplică asupra
unui cornet în cazul modelării manuale sau prin doi tăvălugi de presare
în cazul modelării mecanice.
Prelucrarea aluatului cu ajutorul matriţelor închise,
particularitatea acestei metode de prelucrare a aluatului constă în
utilizarea unei matriţe care prin închidere crează un spaţiu liber ce
reprezintă negativul formării produsului ce se urmăreşte a se obţine.
Matriţele sunt compuse din două părţi: forma de bază şi capacul,
prinsă între ele printr-o balama puternică. Cele două părţi ale matriţei se
blochează în poziţia închis cu ajutorul unui clichet.
Prelucrarea aluatului cu ajutorul tăvilor, aceasta uşurează
execuţia operaţiei de dozare, modelare, coacere şi răcire, se realizează
prin folosirea unor tăvi pe care se aşează semifabricatele.
Înainte de a se turna semifabricatele, formele bine curăţate se
ung cu ulei sau alte grăsimi alimentare, apoi tăvile se pudrează cu un
strat subţire de faină.
Modelarea semifabricatelor denumită şi turnare, constă în
curgerea forţată a aluatului printr-o duză cu dimensiunile şi modelul
bine determinat. Trecerea este datorată presiunii ce se aplică asupra
unui cornet în cazul modelării manuale sau prin doi tăvălugi de presare
în cazul modelării mecanice.
Prelucrarea aluatului cu ajutorul matriţelor închise,
particularitatea acestei metode de prelucrare a aluatului constă în
utilizarea unei matriţe care prin închidere crează un spaţiu liber ce
reprezintă negativul formării produsului ce se urmăreşte a se obţine.
Matriţele sunt compuse din două părţi: forma de bază şi capacul,
prinsă între ele printr-o balama puternică. Cele două părţi ale matriţei se
blochează în poziţia închis cu ajutorul unui clichet.
3.4.4Coacerea vafelor
Coacerea vafelor diferă, în ceea ce priveşte procesele ce au loc
în timpul coacerii, de coacerea altor produse făinoase. La vafe, datorită
umidităţii ridicate a aluatului şi întinderii lui într-un strat subţire.
încălzirea este foarte puternică, se realizează într-un
interval scurt de timp, iar datorită încălzirii eliminarea apei se
face mai repede.
In cuptoarele pentru vafe temperatura se reglează între 300-350
C, fiind mai scăzute la produsele ce conţin zahăr, iar timpul de coacere
este de 3-6 minute corespunzător grosimii vafelor.
După coacere vafele trebuie să prezinte cu suprafaţa întreagă,
fără a fi rupte sau ştirbite. Culoarea şi modelul se cer să fie uniforme pe
întreaga suprafaţă a foii. Calitatea vafelor este influenţată de condiţiile
în care s-a făcut dozarea aluatului şi coacerea.
3.4.5Răcirea
Foile de vafe se aşează suprapuse pe talere din lemn şi se
păstrează presate între acestea până se răcesc şi prin aceasta îşi
fixează forma.
Păstrarea foilor de vafe se face în camere uscate având
umiditatea relativă a acrului scăzută şi anume 50-60%.
Prepararea cremelor
La prepararea cremelor pentru napolitane trebuie să se ţină
seama de o serie de particularităţi ale acestora, şi anume:
- se cere ca aceste creme să fie mai fluide pentru a se putea
întinde pe suprafaţa vafelor şi a umple cât mai bine spaţiile libere ce
rezultă prin modelaj;
-în compoziţia cremelor se folosesc materii prime puternic
colorate, aromante şi acidulante, care le imprimă caracteristici cât mai
pregnante;
-consistenţa cremelor se îmbunătăţeşte prin adăugarea
deşeurilor bine mărunţite, ce rezultă din procesul de preparare a
napolitanelor;
prepararea cremelor trebuie să conducă la realizarea unui
amestec uniform, care datorită baterii să se prezinte sub forma unui amestec
spumos;
- pentru a realiza o cât mai bună fineţe a structurii, după amestec
cremele se refinează prin trecerea printre mai multe perechi de tamburi
de granit, care zdrobesc granulele de zahăr şi alte materii iar apoi se
spumează.
3.4.6Ungerea şi umplerea cu cremă a vafelor
Această operaţie necesită dozarea cantităţii de cremă ce
urmează să se adauge şi întinderea ei pe suprafaţa vafei.
Grosimea straţului de cremă dintre două vafe este de
aproximativ:
-2-4 mm pentru napolitane din vafe plane;
-10-30 mm pentru napolitane din vafe cu alveole ce se umplu cu
cremă.
-Presarea hiaturilor de napolitane
Această operaţie reprezintă o fază tehnologică care are două
scopuri:
-serveşte la uniformizarea stratului de cremă pe toată suprafaţa
vafelor şi la îmbunătăţirea aderentei dintre cele două semifabricate;
-în urma răcirii blatului crema se întăreşte şi ansamblul formează
un corp omogen.
Pentru ca presarea să fie egală pe toată suprafaţa, hiaturile se
aşează între două planşete de lemn şi se presează prin aplicarea de
greutăţi sau prin prinderea într-o menghină. După aşezarea hiaturilor
între cele două planşete de lemn, suprapunerea lor şi supunerea la o
presiune uniformă, acestea sunt lăsate cel puţin 24 ore într-o sală în
care temperatura nu trebuie să fie mai mare de 20°C
3.4.7Tăierea hiaturilor de napolitane
Are rolul de a decupa bucăţile de napolitane la dimensiuni diferite
pe care urmează să le aibă sortimentul respectiv.
3.4.8Prepararea glazurilor
Aplicarea glazurii la napolitane îndeplineşte următoarele funcţii:
- glazurarea asigură o protecţie a produsului menţinându-i
calitatea.
Pentru glazurarea produselor se folosesc mai multe categorii de
semifabricate:
- glazuri pe bază de ciocolată;
- glazuri pe bază de fondant;
- glazuri pe bază de zahăr ars.
- Glazurarea napolitanelor
Glazurarea se face manual, în care caz se practică atât
acoperirea completă cât şi cea parţială, precum şi glazurarea mecanică,
situaţie în care se face acoperirea completă a napolitanelor.
3.4.9Finisarea
Finisarea napolitanelor se face prin glazurare şi este din ce în ce
mai răspândită datorită importantelor îmbunătăţiri şi pe planul
aspectului şi a însuşirilor gustative pe care le realizează. Acoperirea
suprafeţei se face cel mai frecvent cu ciocolata.
La produsele afanate mecanic glazurarea se face frecvent pentru
finisarea sortimentelor superioare din această grupă. Atât produsele
simple dar mai ales cele umplute cu cremă, constituie o importantă
bază pentru finisarea prin glazurare.
Sortimentele de vafe care se consumă ca atare, cum ar fi foi de
tort sau păhărele de îngheţată, se finisează prin tăierea la dimensiunile
stabilite iar apoi se ambalează.
3.4.10Pregătirea în vederea ambalării
Pregătirea vafelor şi a napolitanelor în vederea ambalării constă
în - cântărirea şi tăierea - care constă în tăierea bucăţilor de napolitane
şi vafe la dimensiuni conform standardului şi la greutatea stabilită;
-sortarea -constă în îndepărtarea produselor care nu corespund;
-asortarea - constă în separarea bucăţilor de vafe şi napolitane
după formă sau culoare;
-cernerea - constă în eliminarea sfarmiturilor;
-inşiruirea - constă în aranjarea în şiruri a bucăţilor de produse.
-ambalarea produselor
Procesele de ambalare a vafelor şi a napolitanelor urmăresc
protecţia produsului, asigurarea igienei lor şi o cât mai bună prezentare.
Ambalarea vafelor intervine pentru sortimentele care se livrează
ca atare pentru consumul populaţiei, în care caz se folosesc ambalaje
simple, iar pentru alte unităţi de producţie ambalarea se face în lăzi şi
cutii în care se introduc cantităţi mai mari.
Ambalarea napolitanelor se face individual sau cel mai adesea în
grupuri mici.
Ambalarea napolitanelor se face, îndeosebi, prin învelire în unul
sau două straturi de material. Aceste produse se pretează pentru
ambalare mecanică, deoarece au în general forme regulate
(paralelipipedice) şi se realizează în serii mari.
3.5Utilajele procesului tehnologic
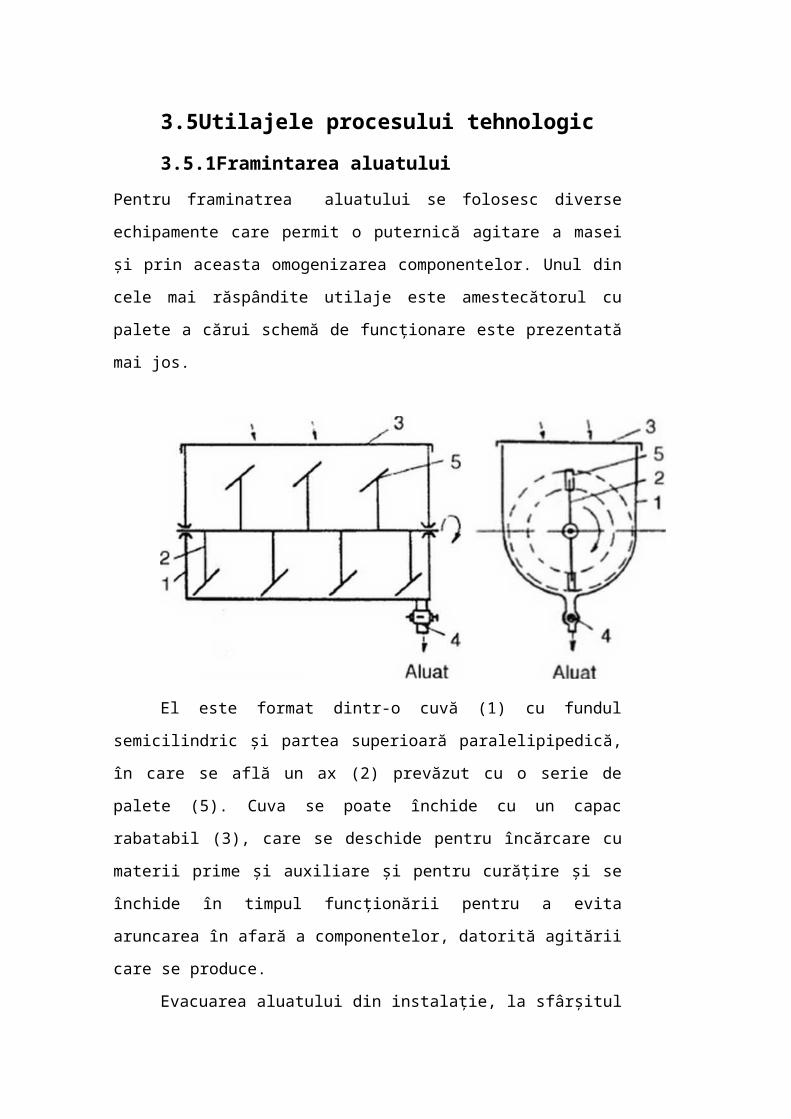
3.5.1Framintarea aluatului
Pentru framinatrea aluatului se folosesc diverse echipamente care
permit o puternică agitare a masei şi prin aceasta omogenizarea
componentelor. Unul din cele mai răspândite utilaje este amestecătorul
cu palete a cărui schemă de funcţionare este prezentată mai jos.
El este format dintr-o cuvă (1) cu fundul semicilindric şi partea
superioară paralelipipedică, în care se află un ax (2) prevăzut cu o serie
de palete (5). Cuva se poate închide cu un capac rabatabil (3), care se
deschide pentru încărcare cu materii prime şi auxiliare şi pentru curăţire
şi se închide în timpul funcţionării pentru a evita aruncarea în afară a
componentelor, datorită agitării care se produce.
Evacuarea aluatului din instalaţie, la sfârşitul amestecării se face
printr-un orificiu practicat în cuvă, care este prevăzută cu un robinet (4),
care se ţine închis în timpul pregătirii şarjei şi se deschide când se
descarcă şarja de aluat.
Efectul de amestecare se obţine datorită acţiunii energice pe
care o provoacă forma înclinată a paletelor, frecvenţa lor pe ax şi viteza
cu care se rotesc. In afară de amestecare, instalaţia realizează şi o
uşoară aerare (înglobare de aer în masa aluatului) ceea ce îi
îmbunătăţeşte fluiditatea şi contribuie la obţinerea unei mai bune
porozităţi. Pentru amestecarea componentelor aluatului şi pentru
înglobarea de aer în masa lui se mai pot utiliza şi bătătoare de cremă.
Pentru a spori precizia şi randamentul instalaţiilor se pot folosi
amestecătoare automate, la care dozarea materiilor prime şi auxiliare,
încărcarea şi descărcarea cuvei şi conducerea amestecării se execută
pe baza unui program. Ele dispun de amestecătoare ultrarapide (circa
3000 rot/min), ceea ce determină scurtarea timpului de amestecare la
circa 1 m inut.
Aluatul pentru vafe se recomandă să aibă la sfârşitul amestecării
temperaturi scăzute, sub 22 C, să fie bine saturat cu aer, iar umiditatea
lui să lle cuprinsă între 63 şi 66%. In cazul aluaturilor sărace, scăzând
până la 45 - 50%. In cazul aluaturilor care conţin o cantitatea mare de
zahăr, gălbenuş de ou, grăsimi etc încărcarea matriţelor cu aluat
reprezintă faza tehnologică în care se face dozarea şi modelarea
aluatului, care în urma coacerii determină forma şi greutatea foilor de
vafe.
Matriţele sunt compuse din două părţi: forma de bază şi capacul,
prinse între ele cu o balama. Cele două părţi ale matriţei se blochează
pe poziţia închis cu ajutorul unui clichet.
Pentru confecţionarea matriţelor se foloseşte fonta. Ele se
construiesc cu pereţi groşi care constituie un acumulator de căldură, pe
care o eliberează în timpul încălzirii şi coacerii aluatului şi reprezintă în
acelaşi timp o garanţie că matriţele nu se vor deforma prin încălzire sau
sub presiunea degajărilor puternice de abur şi gaze de afanare ce au
loc.
Feţele interioare ale matriţei au o prelucrare finală, care
reprezintă negativul formei pe care urmează să o aibă vafele. Pentru
aceasta, cele două feţe poartă desenul specific al viitoarelor vafe.
Pentru aceasta, cele două feţe poartă desenul specific al
viitoarelor vafe şi sunt montate în aşa fel încât între ele să rămână un
spaţiu liber corespunzător dimensiunilor (lungimea, lăţimea şi grosimea
pereţilor) prescrise pentru sortimentul respectiv.
In funcţie de forma foilor de vafe ce se fabrică, matriţele pot fi
clasificate în:
•matriţe pentru foi plane de vafe - ce servesc pentru uns cu
cremă în cazul preparării napolitanelor sau se livrează sub formă de
hiaturi pentru preparate culinare sau în vederea consumării ca atare;
aceste matriţe au particularitatea că au pereţii mai subţiri;
•matriţe pentru foi de vafe cu alveole - destinate umplerii cu
cremă sau pentru preambalarea unor produse alimentare. Aceste
matriţe, datorită înălţimiii mult mai mari a foilor de vafe au si ele o
grosime mai mare si sunt mai grele.
Încărcarea matriţelor cu aluat cuprinde mai multe operaţii
tehnologice şi anume:
•matriţa aflată în poziţie deschisă, ca urmare a evacuării vafei
coapte, este curăţată de eventualele resturi de produs şi după caz se
unge cu ulei, fiind în acest fel gata pregătită pentru un nou ciclu de
coacere; în momentul încărcării, matriţele trebuie să fie calde, motiv
pentru care la începutul producţiei şi după întreruperi, chiar de scurtă
durată, matriţele sunt în prealabil încălzite;
•din aluatul preparat se dozează cantitatea necesară pentru o
foaie; dozarea se face volumetric şi se cere să fie executată cât mai
corect, deoarece surplusul de semifabricat duce la pierderi sub formă
de deşeuri ce se ivesc pe marginea matriţei, iar dozele insuficiente
determină producerea unor foi incomplete, care vor fi rebutate;
•după dozare porţia de aluat se toarnă pe matriţă prin
împrăştierea pe o suprafaţă cât mai mare şi pe cât posibil situată în
poziţie centrală; apoi se lasă capacul şi se blochează clichetul în poziţia
închis.
3.5.2Coacerea vafelor
Diferă în ceea ce priveşte procesele care au loc, de coacerea
altor produse făinoase. La vafe, datorită umidităţii ridicate a aluatului şi
întinderii lui intr-un strat subţire, încălzirea este foarte puternică, se
realizează într-un interval de timp scurt, iar datorită încălzirii, eliminarea
apei se face foarte repede.Incălzirea masei de aluat provoacă
gelatinizarea în întregime a amidonului provenit din faină, iar datorită
dextrinizării produsul capătă coloraţia specifică de galben-pai. Pentru
produsele la care aluatul conţine zahăr, prin caramelizarea lui parţială
se obţine o închidere a culorii foilor de vafe. Gălbenuşurile de ou
sporesc elasticitatea şi rezistenţa vafelor, uşurând scoaterea foilor
coapte din matriţe.
Pentru coacerea vafelor se folosesc cuptoare continue. Acestea
pot fi mecanice sau manuale. Cuptoarele mecanice au început să le
înlocuiască pe cele manuale deoarece au productivitate scăzută şi
consum mare de forţă de muncă.
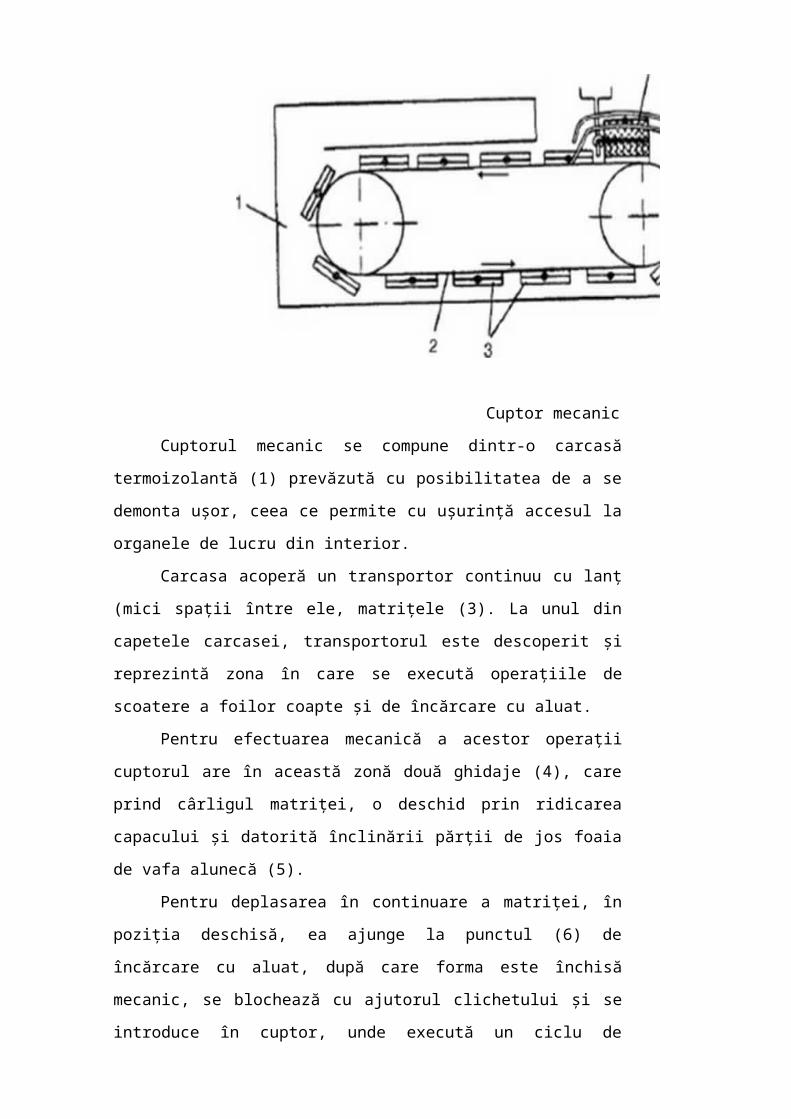
Cuptor mecanic
Cuptorul mecanic se compune dintr-o carcasă termoizolantă (1)
prevăzută cu posibilitatea de a se demonta uşor, ceea ce permite cu
uşurinţă accesul la organele de lucru din interior.
Carcasa acoperă un transportor continuu cu lanţ (mici spaţii între
ele, matriţele (3). La unul din capetele carcasei, transportorul este
descoperit şi reprezintă zona în care se execută operaţiile de scoatere
a foilor coapte şi de încărcare cu aluat.
Pentru efectuarea mecanică a acestor operaţii cuptorul are în
această zonă două ghidaje (4), care prind cârligul matriţei, o deschid
prin ridicarea capacului şi datorită înclinării părţii de jos foaia de vafa
alunecă (5).
Pentru deplasarea în continuare a matriţei, în poziţia deschisă,
ea ajunge la punctul (6) de încărcare cu aluat, după care forma este
închisă mecanic, se blochează cu ajutorul clichetului şi se introduce în
cuptor, unde execută un ciclu de operaţii complet, revenind în poziţia în
care se deschide matriţa. In acelaşi fel operaţiile se reiau pentru fiecare
matriţă în parte. Instalaţia de coacere este dotată cu dispozitive de
dozare automată a porţiei de aluat, a cărei mărime se poate regla între
anumite limite şi cu un variator de viteză a transportorului, prin care se
reglează timpul de coacere. Capacitatea acestui cuptor depinde de
numărul de matriţe, care variază între 24 si 36 si de greutatea unei foi.
In cuptoarele pentru vafe temperatura se reglează între 300 şi
350 C, fiind mai scăzută la produsele ce conţin zahăr, iar timpul de
coacere este de 3-6 min, corespunzător grosimii vafei.
După coacere, vafele trebuie să se prezinte cu suprafaţa
întreagă, iară a fi rupte sau ştirbite. Culoarea şi modelul trebuie să fie
uniforme pe întrega suprafaţă a foii. Calitatea vafelor este influenţată de
condiţiile în care s-a făcut dozarea aluatului şi coacerea.
3.5.3Răcirea vafelor
După coacere, foile de vafe sunt complet uscate. Deoarece ele
au caracteristica de a fi higroscopice, au tendinţa de a absorbi
umiditatea din spaţiile de depozitare.
caracteristica de a 11 higroscopice, au tendinţa de a absorbi
umiditatea din spaţiile de depozitar^. Intr-un interval de câteva ore în
funcţie de umiditatea din atmosferă, vafele îşi sporesc simţitor
umiditatea, ca urmare cresc în greutate, iar prin mărirea neuniformă a
volumului se deformează. Deci răcirea şi creşterea umidităţii vafelor
poate determina înrăutăţirea calităţii lor.
Pentru a preveni acest efect, la scoaterea din forme, foile de vafe
se aşează suprapuse pe talere de lemn şi se păstrează presate între
acestea până se răcesc şi prin aceasta îşi fixează forma.
Păstrarea foilor de vafe se face în camere uscate, cu umiditate
relativă a aerului scăzută, de circa 50 - 60%. Fiind foarte casante, atât
depozitarea cât şi manipularea vafelor până se ung sau se ambalează,
se face între două talere.
3.5.4Ungerea şi umplerea cu cremă a vafelor
Această operaţie necesită dozarea cantităţii de cremă ce
urmează a se adăuga şi întinderea ei pe suprafaţa vafelor.
Cantitatea de cremă ce se dozează pentru a se introduce între
două foi de vafe depinde de profilul lor, respectiv de spaţiile libere pe
care desenul le creează şi de înălţimea stratului de cremă dintre foi.
De obicei se urmăreşte ca cele două foi succesive de vafe să fie
cât mai apropiate, grosimea stratului de cremă şi respectiv raportul
vafe/cremă să se regleze prin adânciturile hiatului, care influenţează
astfel cantitatea de cremă pe care o va prelua.
Grosimea stratului de cremă dintre două vafe este de
aproximativ:
•2-4 mm pentru napolitanele din vafe plane;
• 10 - 30 mm pentru napolitanele din vafe cu alveolă ce se umplu
cu cremă.
Pentru fabricarea napolitanelor se folosesc foi de vafe de bună
calitate, întregi, cu o culoare uniformă care bucată cu bucată se supun
procesului de fabricare a napolitanelor:
• la început se ia prima foaie care trebuie să aibă un aspect
corespunzător pentru a fi aşezată în exterior; cele cu alveolă se aşează
cu partea liberă în sus;
•se dozează cantitatea de cremă cu care se va face umplerea
sau ungerea; pentru situaţia în care operaţiile se execută manual,
dozarea se face volumetric. Dozarea mecanică se realizează prin
încărcarea spaţiilor libere create de modelajul vafei şi reglarea înălţimii
stratului de cremă dintre cele două foi;
•crema dozată pentru ungerea şi umplerea interspaţiilor dintre
două foi de vafe se întinde cât mai uniform pentru a nu rămâne goluri
de aer care dau aspect necorespunzător produselor;
•peste stratul de cremă se adaugă o altă foaie, se apasă uşor şi
apoi se reia operaţ ia de dozare şi de ungere cu un nou strat de cremă;
ciclul de operaţii se repetă de atâtea ori câte foi de vafe se suprapun
într-un produs;
• în final, peste ultimul strat de cremă se aşează o vafă care va
reprezenta faţa exterioară a hiatului de napolitane.
Pentru ungerea cu cremă a napolitanelor din foi plate se
utilizează mai multe tipuri de maşini şi dispozitive de uns.
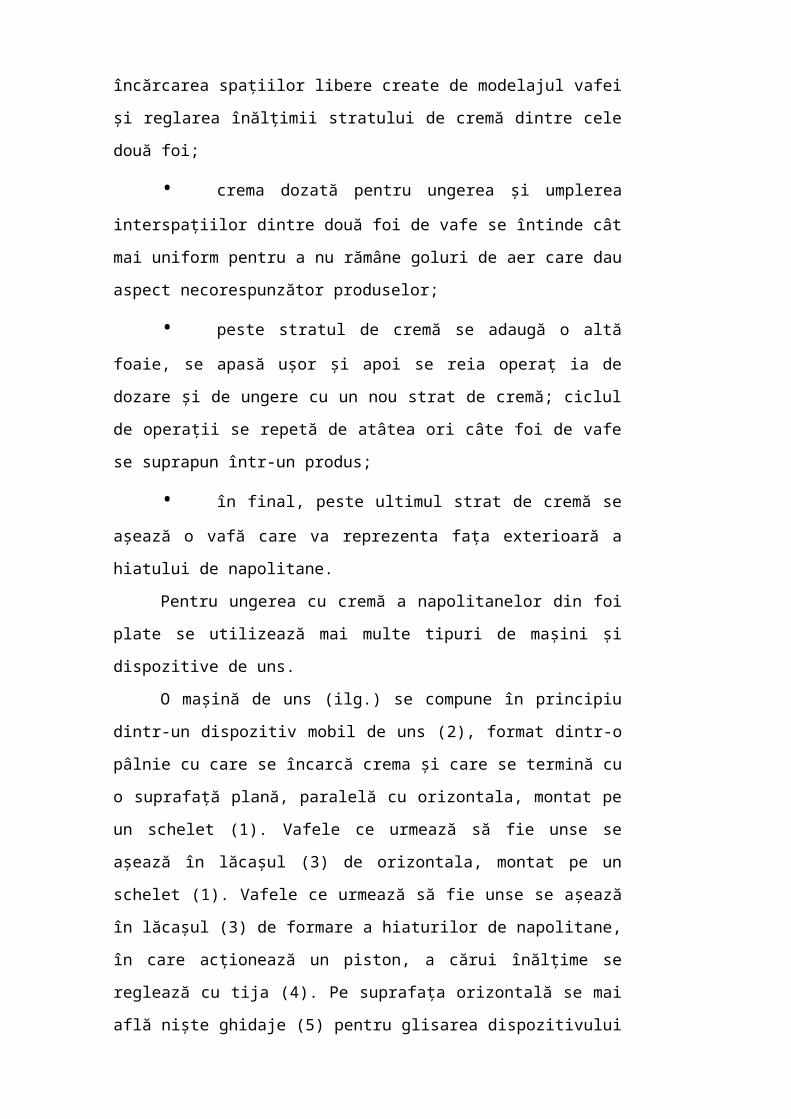
O maşină de uns (ilg.) se compune în principiu dintr-un dispozitiv
mobil de uns (2), format dintr-o pâlnie cu care se încarcă crema şi care
se termină cu o suprafaţă plană, paralelă cu orizontala, montat pe un
schelet (1). Vafele ce urmează să fie unse se aşează în lăcaşul (3) de
orizontala, montat pe un schelet (1). Vafele ce urmează să fie unse se
aşează în lăcaşul (3) de formare a hiaturilor de napolitane, în care
acţionează un piston, a cărui înălţime se reglează cu tija (4). Pe
suprafaţa orizontală se mai află nişte ghidaje (5) pentru glisarea
dispozitivului mobil de ungere.
Masa de ungere funcţionează astfel: foaia de vafa se aşează în
lăcaşul de formare a hiatului după care cu ajutorul tijei (4) se reglează
poziţia pistonului, în aşa fel încât spaţiul liber dintre vafa şi muchia
lăcaşului să corespundă înălţimii dorite a stratului de cremă.
După ce s-a făcut acest reglaj dispozitivul mobil de ungere (2)
este trecut dintr-o parte în alta ceea ce face ca în momentul în care se
află în dreptul vafei să lase o cantitate suficientă de cremă pentru a o
unge şi a crea stratul de cremă de grosimea dorită. Uniformitatea
grosimii cremei se realizează prin funcţia de raclet de egalizare pe care
o are muchia inferioară a dispozitivului mobil de ungere.
Maşină de uns
Peste foaia astfel unsă se adaugă o nouă vata, se coboară
pistonul şi se reglează pentru un nou strat de cremă. De această dată
dispozitivul de ungere se deplasează în sens invers şi realizează
aceleaşi operaţii. Pentru ca fluiditatea cremei să se mărească şi astfel
ungerea să decurgă mai bine se recomandă o uşoară încălzire a
cremelor înainte de încărcarea în pâlnia dispozitivului de uns.
Operaţiile se repetă până ce s-au uns toate vafele ce formează
blatul, după care prin apăsare pe tija (4), pistonul mobil (3) scoate blatul
gata format. Înainte de a se trece la prelucrarea următoare, blatul se
curăţă pe margine de surplusul de cremă prin răzuire cu un cuţit.
Funcţionând după acelaşi principiu ca şi mesele de uns, maşinile
de uns se compun dintr-o bandă transportoare şi din două sau trei
dispozitive de uns.
3.5.5Presarea şi tăierea hiaturilor de napolitane
Presarea hiaturilor de napolitane este o fază tehnologică care
are două scopuri:
•serveşte la uniformizarea stratului de cremă pe toată suprafaţa
vafelor şi la îmbunătăţirea aderenţei dintre cele două semifabricate;
• în urma răcirii hiatului crema se întăreşte şi ansamblul formează
un corp omogen.
Pentru ca presarea să fie egală pe toată suprafaţa, hiaturile se
aşează între două planşete de lemn şi se presează prin aplicare de
greutăţi sau prin prinderea într-o menghină.
După aşezarea hiaturilor între cele două planşete de lemn,
supuse la o presiune uniformă, sunt lăsate timp de cel puţin 24 ore, într-
o sală în care temperatura nu trebuie să fie mai mare de 20°C.
Tăierea hiaturilor are rolul de a decupa bucăţi de napolitane la
dimensiunile specifice sortimentului respectiv. Tăierea se efectuează pe
două direcţii perpendiculare, cu ajutorul unor cuţite circulare care au
avantajul că supun hiatul unor eforturi reduse, menajându-i structura.
Se poate realiza:
•manual cu ajutorul unor stanţe tăietoare de format
corespunzător, ca în cazul napolitanelor cu forme neregulate;
•mecanizat cu ajutorul maşinilor de tăiat napolitane, ca în cazul
produselor cu forme regulate.
4.Calcule tehnologice, rețete de fabricație
Un aspect important al retetelor de fabricatie il reprezinta materiile prime folosite la fabricareasemifabricatelor de baza - aluaturi, creme si glazuri - din care se produc vafele si napolitanele. Pentrufiecare dintre semifabricatele ce intervin se folosesc procedee tehnologice si materii diferite, astfel/L pentru prepararea aluatului din care se produc foile de vafe se utilizeaza faina alba, sare, apa siafanatori chimici Bbicarbonat de sodiu iar pentru imbunatatirea gustului, aromei si valorii alimentare seadauga/ grasimi alimentare Bmargarina, ulei comestibil, zahar, lapte praf si branza uscata, galbenusuride ou, arome, coloranti, iar in ultima vreme si sucuri de fructeEL pentru prepararea cremei, gama de materii utilizate este foarte mare si cuprinde ca materii primezaharul si margarina, sarea si uneori faina alba, in care se adauga diversi coloranti cum sunt/ cacao,vanilina, esenta de rom, acidul citric, arahidele prajite si maruntite etc.L pentru prepararea glazurilor, principala materie prima este cuvertura de ciocolata, care se imbunatateste prin adaugarea de lapte, zahar, diversi aromatizanti si altele.
Waffels traditionale: - 125g unt- 250ml lapte- 150g zahar tos- 1/2 lingurita suc de lamiie- un virf de cutit de sare- 3 oua- 250g faina alba- 1lingurita praf de copt
Waffels de mere: - 150g unt- 200g zahar tos- 4 oua- 1/2 lingurita suc de lamiie- 1 lingurita praf de copt- 250g faina alba- 1 lingurita de scortisoara- 2 mere curatate si date prin razatoarea mica
Waffels crocante: - 250g unt- 150g zahar tos- 4 oua- 350g faina alba- 1 lingurita esenta de rom- citeva picaturi esenta de vanilie- 150-200 ml apa calduta
Waffels de cascaval: - 200g unt- 4 oua- 1/2 lingurita de sare- 200g faina alba- 1/2 lingurita praf de copt- 150ml apa calduta- 2 linguri de cascaval ras
NAPOLITANE
Ingrediente:2 cesti faina, 2 lingurite praf de copt, 1/2 lingurita bicarbonat, 1/2 lingurita sare, ¼ ceasca margarina, 2 linguri miere, 3 oua, 1 1/2 ceasca smintina
Dificultate:redusa
Mod de preparare:Se cern toate ingredientele uscate impreuna. Se amesteca margarina, mierea sigalbenusurile, smintina, ingredientele uscate, omogenizind perfect. Totul seincorporeaza apoi in albusurile batute spuma, se toarna intr-o tava intinsa si secoace pina se rumeneste Se taie in romburi
Napolitane
IngredienteFa ina 100 g b ica rbona t 1 /2 l i ngur i ta m ie re 2 l i ngur i margar ina 50 g oua 3 bucsmantana 100 g praf de copt 2 lingurite
Mod de preparareSe cern p r in s i ta fa ina , p ra fu l de cop t s i b i ca rbona tu l . Se amesteca margar ina , m i e r e a , s m a n t a n a s i g a l b e n u s u r i l e , a p o i i n g r e d i e n t e l e c e r n u t e , p a n a s e omogenizeaza bine. Se incorporeaza treptat in albusurile batute spuma. Se toarnain tava unsa si tapetata. Se coace la foc potrivit pana se rumeneste
5.Controlul tehno-chimic
Organizarea controlului tehno-chimic urmăreşte cîteva scopuri:
-Controlul asupra calităţii materiei prime a semifabricatelor şi naterialelor auxiliare, produsului brut şi asupra corespunderii lor în conformitatecu standardul.
-Controlul asupra utilizării efective a materiei prime, pierderi, deşurile.
-Controlul asupra proceselor tehnologic, respectarea schemelor tehnologice aregimurilor.
-Controlul la oformarea producţiei finite.-Controlul sanitaro-igienic asupra întregii întreprinderi şi la fiecare oparaţie in parte
-O formarea corectă a documentelor ce identifică veridicitatea produsului şi amaterialelor primite cu
standardele, instrucţiunile tehnologice stabilite pentru un anumit obiect de control.
Controlul tehno-chimic consta in:
Determinarea
Masa nominalaVolumPorozitateElasticitateAciditateUmiditateExamen organoleptic
6.Indici de calitate defecte, cauze, remedieri
7.Securitatea si sănătatea muncii la
realizarea procesului tehnologic
NORME DE PROTECŢIA MUNCII
Pentru ca muncitorii să-şi desfăşoare din plin activitatea şi să-şi
pună în scopul producţiei întrega lor capacitate de muncă, trebuie să
aibă condiţii corespunzătoare. In ţara noastră se acordă o mare
importanţă vieţii şi sănătăţii celor ce muncesc iar măsurile de protecţia
muncii reprezintă o obligaţie de prim ordin pentru toate conducerile de
întreprinderi.
Problema principală care trebuie rezolvată în vederea asigurării
necesare pentru protecţia muncii lucrătorilor o reprezintă analiza
condiţiilor de muncă la fiecare operaţie ce se execută în unitatea de
producţie şi stabilirea măsurilor ce trebuie luate pentru asigurarea
sănătăţii si igienei industriale.
Dintre măsurile principale se menţionează:
-amplasarea fiecărui utilaj în fluxul tehnologic în aşa mod încât
să permită deservirea lui în condiţii de strictă securitate a muncii; în
acest scop se iau în vedere unele distanţe minime atât între utilaje cât
şi între utilaje şi perete;
-mecanizarea muncilor grele, căratul sacilor de faină, deplasarea
cuvelor de aluat, încărcarea şi desfacerea cuptoarelor la deplasarea
transportorului intern al sacilor cu faină şi ambalajelor de vafe cu
ajutorul paletelor se va ţine seama de încărcarea maximă în cazul în
care se va folosi cărucioare ridicătoare;
-depozitarea în ordine a materialelor şi a produselor finite şi
descongestionarea căilor de acces din ateliere şi din preajma
atelierelor;
-confecţionarea de apărători şi îngrădirea pentru a împiedica
accesul muncitorilor la organele maşinilor care prezintă pericol de
accidentări;
- izolarea cablurilor electrice şi punerea motoarelor electrice la
pământ, dotarea maşinilor cu dispozitive de pornire şi oprire cu
comandă manuală;
-supravegherea întreţinerii corespunzătoare a maşinilor,
uneltelor şi a utilajelor pentru a asigura o funcţionare normală a lor şi
pentru evitarea accidentelor;
-asigurarea la toate locurile de muncă a iluminatului natural, în
cazul iluminatului local cu lămpi rotative folosite la cuptoare se va utiliza
mai mult curent dc 24 V.
NORME DE IGIENĂ
-Vafele ocupă un loc important în complexul de factori de care
depind starea de
-sănătate a populaţiei. îmbolnăvirea poate avea loc şi datorită
calităţii igienico-sanitare necorespunzătoare a produselor.
-Calitatea igienico-sanitară a produselor depinde în mare
măsură de condiţiile de lucru din unităţile de fabricaţie.
-Prezentarea pe sau în produs a agenţilor patogeni sau a
toxinelor generate de acestea, a paraziţiilor animali sau vegetali, a
toxinelor naturale sau adăugate şi a altor impurităţi, modifică valorile de
întrebuinţare ale vafelor şi le scade calitatea.
-Igiena vafelor este condiţionată de igiena încăperilor de
producţie, a locului de muncă, a utilajului şi a aparaturii, a muncitorilor
care vin în contact cu produsul sau cu semifabricatul, de eficienţa
prelucrării tehnice, etc. De asemenea depinde de igiena teritoriului
unităţii de producţie, care este condiţionată de prezenţa prafului, a
insectelor şi a rozătoarelor în încăperile de lucru. De aici rezultă faptul
că obţinerea unor produse corespunzătoare din punct de vedere
igienico-sanitar depinde de igiena materiilor prime, igiena utilajelor,
igiena sălilor de lucru şi igiena personală.
-In procesul de fabricaţie a vafelor trebuie respectate cu stricteţe
condiţiile de igienă în fiecare fază a procesului tehnologic, începând cu
recepţia materiilor prime şi a materialelor până la livrarea produselor
finite.
CONDIŢII DE CALITATE
Vafele trebuie să aibă un miros specific acestora.
Culoarea acestora trebuie să fie uniformă pe toată foaia de vafa.
Gustul trebuie să fie plăcut, specific sortimentului de vafa.
DEFECTE DE FABRICAŢIE
Defecte de culoare
Vafele trebuie să aibă o culoare uniformă, să nu aibă pete mai
închise sau mai deschise.
Nu trebuie să prezinte pete de mucegai sau alte pete .
Defecte de gust
Trebuie să aibe un gust specific de vafă.
Nu trebuie să fie prea dulce sau să fie mai puţin dulce.
Să nu prezinte gust de bicarbonat de sodiu, în cazul în care se
foloseşte mai mult.
Defecte de miros
Nu trebuie să aibă un miros de mucegai.
Să nu aibe miros de bicarbonat de sodiu, dacă acesta este folosit
în exces.
Defecte de aspect
Trebuie să fie uniforme, fără adâncituri în foaia de vafa şi fără
umflături.
Să nu prezinte semne de infestare cu paraziţi, precum şi resturi
sau semne de activităţi ale acestora.
Să nu prezinte urme de contact cu rozătoarele.
Să nu conţină corpuri străine.
8.Protectia mediului ambiant
Una din principlele actiuni negative a omului asupra mediului inconjurator sunt
substantele poluante asa ca: apele reziduale din diferite domenii de activitate,poluanti
bacteriali sau biologici,substante minerale,metalele grele,acizii si saruri neorganice,acumulari
de roci grele si namoluri,substante radioactive,zgomotul,poluarea electromagnetica.
Pentru a reduce la minimum influenta industriei usoare in general si a celor de
confectii in particular proiectul prevede urmatoarele masuri:
-emisiile in atmosfera din sistemele de ventilatie vor fi supuse curatirii intr-un sistem
modern de filtrare din tip maneca.
-apele utiilizate in porcesul tehnologic si pentru necesitatile igienico-sanitare se vor
diversa in sistemul central de canalizare a localitatii.
-pentru a cunoaste consumul de apa si a reduce la minimum calitatea acesteia sunt
instalate contoare, iar personalul este instruit privind utilizarea cit mai rationala a apei;
-toate teoriile libere neasfaltate din imediata aproriere a intreprinderii vor fi inverzite
cunoscindu-se cert rolul plantelor in asanarea mediului ambiant;
-deseurile de productie se vor acumula in containere speciala cu utilizare
ulterioara,mai cu seama a deseurilor textile;
-teritoriile oferente intreprinderii(atelierului),vor fi mentinute intr-o curatenie exemplara;
9.Anexe
10.Bibliografie