localizare - profittool.ro · toleranţele dimensionale ale pieselor obţinute prin diferite...
TRANSCRIPT
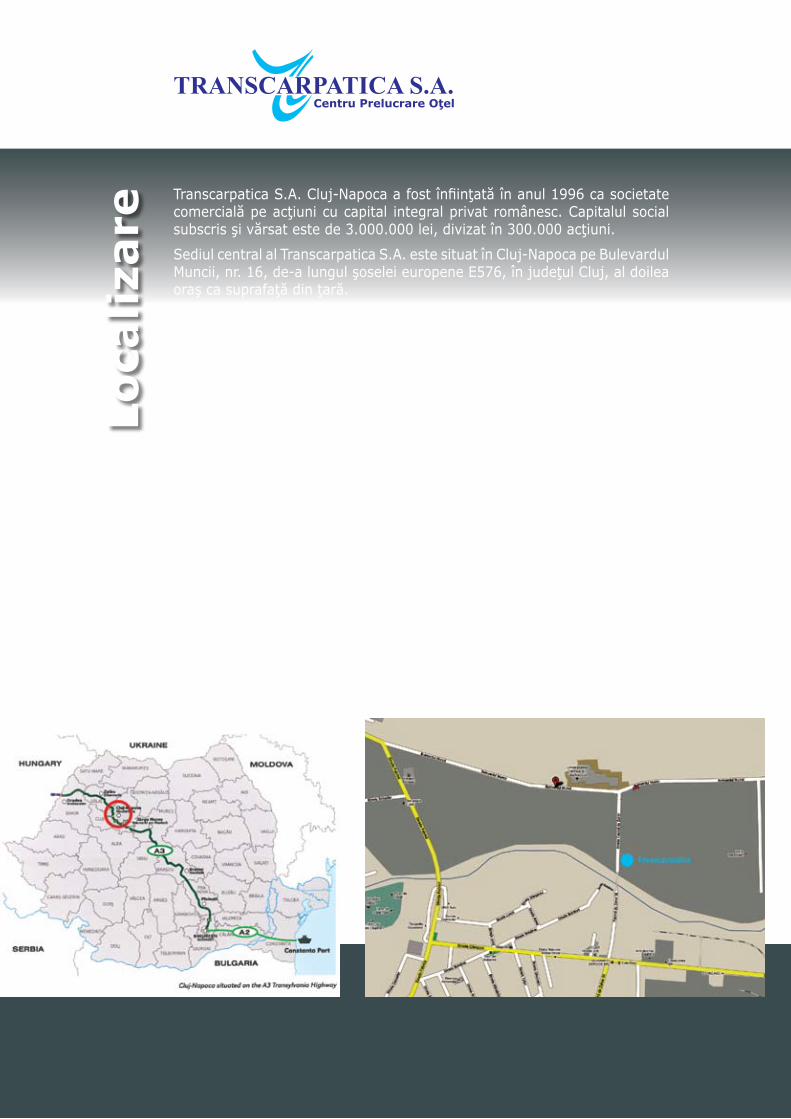
Transcarpatica S.A. Cluj-Napoca a fost înfiinţată în anul 1996 ca societate comercială pe acţiuni cu capital integral privat românesc. Capitalul social subscris şi vărsat este de 3.000.000 lei, divizat în 300.000 acţiuni.
Sediul central al Transcarpatica S.A. este situat în Cluj-Napoca pe Bulevardul Muncii, nr. 16, de-a lungul şoselei europene E576, în judeţul Cluj, al doilea oraş ca suprafaţă din ţară.
Municipiul Cluj-Napoca se numeşte astfel din 16 octombrie 1974, când s-au aniversat 1850 de ani de atestare documentară ca municipiu. Numele este rezultatul alaturării cuvântului latin Cluj (clusa – loc închis) şi Napuca, numele dac al oraşului. Prima atestare documentara datează din 1275, cu denumirea villa Kluswar.
Populaţia judeţului este de circa 697.136 (conform datelor obţinute în ianuarie 2011) din care 44% trăiesc în Cluj-Napoca. Oraşul este un important centru cultural şi oraş universitar cu peste 50.000 de studenţi activi în universităţile de stat.
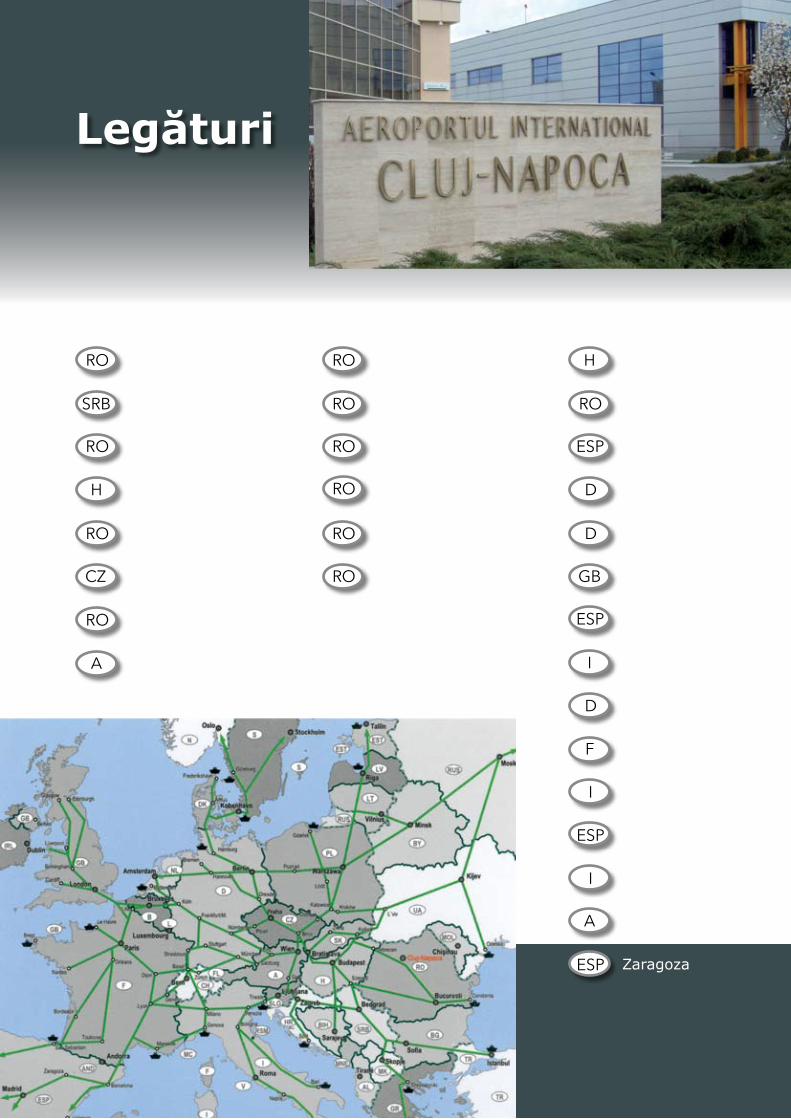
Aeroportul internaţional Cluj-Napoca se află la doar 15 km de proprietatea noastră, pe drumul European E576.
Oraşul Cluj-Napoca beneficiază de traficul generat de E60, cel mai important drum din România, ce leagă Sud-Estul şi Nord-Vestul ţării. Oraşul se află la aproximativ 430 km N-V de Bucureşti şi 160 km de graniţa cu Ungaria şi are o importanţă strategică fiind un punct de convergenţă pentru trei drumuri europene de importanţă majoră: E60 (din Ungaria, leagă Oradea, Cluj-Napoca şi Braşov cu capitala ţării), E81 (Satu Mare–Zalău–Cluj-Napoca–Braşov–Bucureşti) respectiv E58 (Cluj Napoca–Dej–Bistriţa–Baia Mare–Vatra Dornei).
Loca
lizar
e
Rutiere (km)
Bucureşti
Belgrad
Braşov
Budapesta
Port Constanţa
Praga
Timişoara
Viena
435
450
260
445
630
855
305
630
Feroviare
Bucureşti
Braşov
Mediaş
Sighişoara
Oradea
Timişoara
Aeriene
Budapesta
Bucureşti
Barcelona
Dortmund
Frankfurt
Londra
Madrid
Milan
Munich
Paris
Roma
Valencia
Veneţia
Viena
Zaragoza
Legături

Dupa primele transformări în cadrul lanţului valoric controlat Transcarpatica S.A. Cluj-Napoca dezvoltă o gamă extinsă de produse finite create pentru fiecare partener în parte.Proiectăm, dezvoltăm şi oferim servicii în domeniul confecţiilor metalice. Şi o facem la cel mai înalt nivel.Veniţi la noi cu o idee, un desen, iar noi transpunem ideea, desenul, într-un produs finit creat în deplină conformitate cu acestea. Avem toate resursele necesare, adunate într-un stoc imens. Avem linii tehnologice de ultimă generaţie care scutesc timp, bani şi produc maximum de calitate cu minimum de efort. • Linia de debitat şi planat table din rulou; • Maşină de debitat laser de 4 KW; • Maşină de debitat repere după desen cu plasmă şi oxi-gaz; • Linia de ştanţare; • Linia de producţie panouri plase sudate; • Linia de zincare; • Construcţii sudate; • Parc auto propriu; • Proiectare profesionistă.Avem oamenii potriviţi, în care investim permanent.Toate acestea fac din Transcarpatica S.A. mai mult decât o companie – un partener de încredere şi de success, un partener pe măsura dumneavoastră.
Centru Prelucrare Oţel

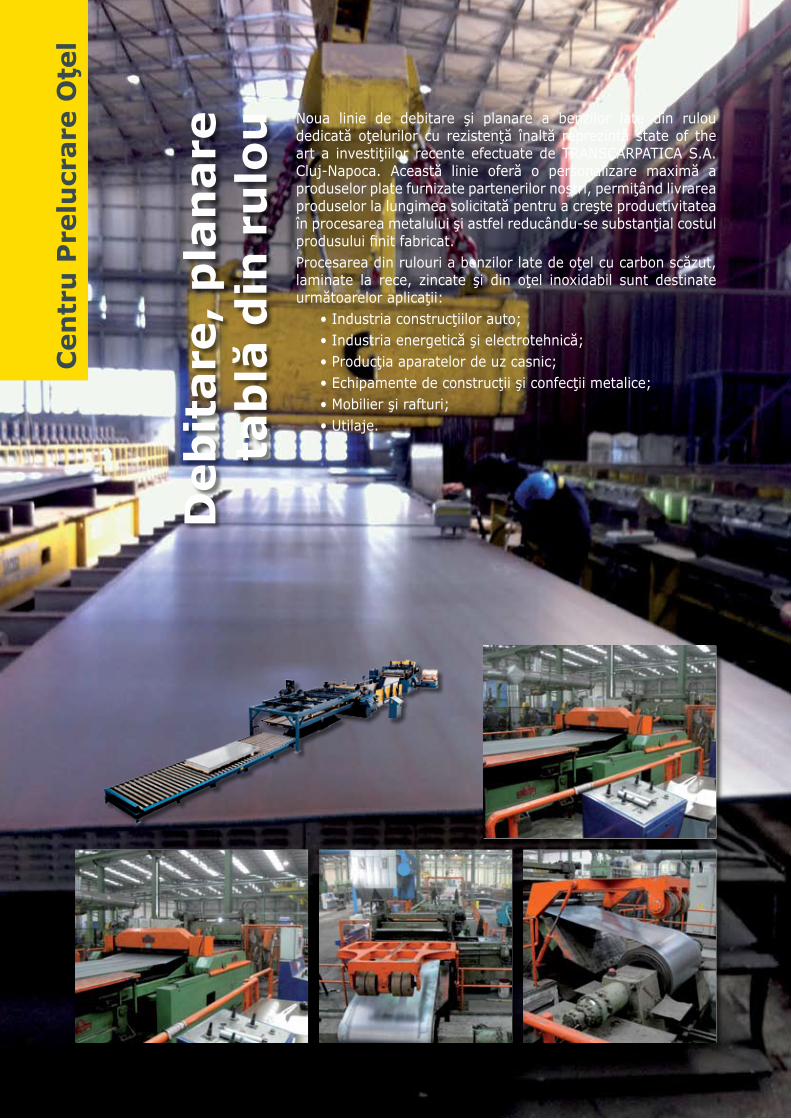
Noua linie de debitare şi planare a benzilor late din rulou dedicată oţelurilor cu rezistenţă înaltă reprezintă state of the art a investiţiilor recente efectuate de TRANSCARPATICA S.A. Cluj-Napoca. Această linie oferă o personalizare maximă a produselor plate furnizate partenerilor noştri, permiţând livrarea produselor la lungimea solicitată pentru a creşte productivitatea în procesarea metalului şi astfel reducându-se substanţial costul produsului finit fabricat.Procesarea din rulouri a benzilor late de oţel cu carbon scăzut, laminate la rece, zincate şi din oţel inoxidabil sunt destinate următoarelor aplicaţii: • Industria construcţiilor auto; • Industria energetică şi electrotehnică; • Producţia aparatelor de uz casnic; • Echipamente de construcţii şi confecţii metalice; • Mobilier şi rafturi; • Utilaje.
Deb
itar
e, p
lan
are
tab
lă d
in r
ulo
u
Bandă neagră laminată la cald Standard fabricaţie EN 10025 -2 Toleranţe dimensionale EN 10051Documente calitate 2.2, 3.1 EN 10204S235JR până la J2*S275JR până la J2*S355JR până la J2*Gama de produse
Grosime mm
Lăţimemm
1000 1250 15001.5 * * *2 * * *
2.5 * * *3 * * *4 * * *
Lungime coală debitată 400÷12000 mm
Bandă din oţel inoxidabilStandard fabricaţie EN 10088/2Documente calitate 3.1 EN 10204Gama de produse
Grosime mm
Lăţimemm
1000 1250 15000.4 * * *0.5 * * *0.6 * * *0.7 * * *0.8 * * *1.0 * * *1.5 * * *2 * * *
2.5 * *3 * * *
Lungime coală debitată 400÷12000 mm
Bandă decapatăStandard fabricaţie EN 10130Toleranţe dimensionale EN 10131Documente calitate 2.2, 3.1 EN 10204DC01, DC03, DC04, DC05Gama de produse
Grosime mm
Lăţimemm
1000 1250 15000.4 * * *0.5 * * *0.6 * * *0.7 * * *0.8 * * *1.0 * * *1.2 * * *1.5 * * *2 * * *
2.5 * *3 * * *
Lungime coală debitată 400÷12000 mm
Bandă zincatăStandard fabricaţie EN 10346Toleranţe dimensionale EN 10143Documente calitate 2.2, 3.1 EN 10204DX51, DX52, DX53,DX54Gama de produse
Grosime mm
Lăţimemm
1000 1250 15000.4 * * *0.5 * * *0.6 * * *0.7 * * *0.8 * * *1.0 * * *1.2 * * *1.5 * * *2 * * *
2.5 * *3 * * *
Lungime coală debitată 400÷12000 mm
Deb
itar
e la
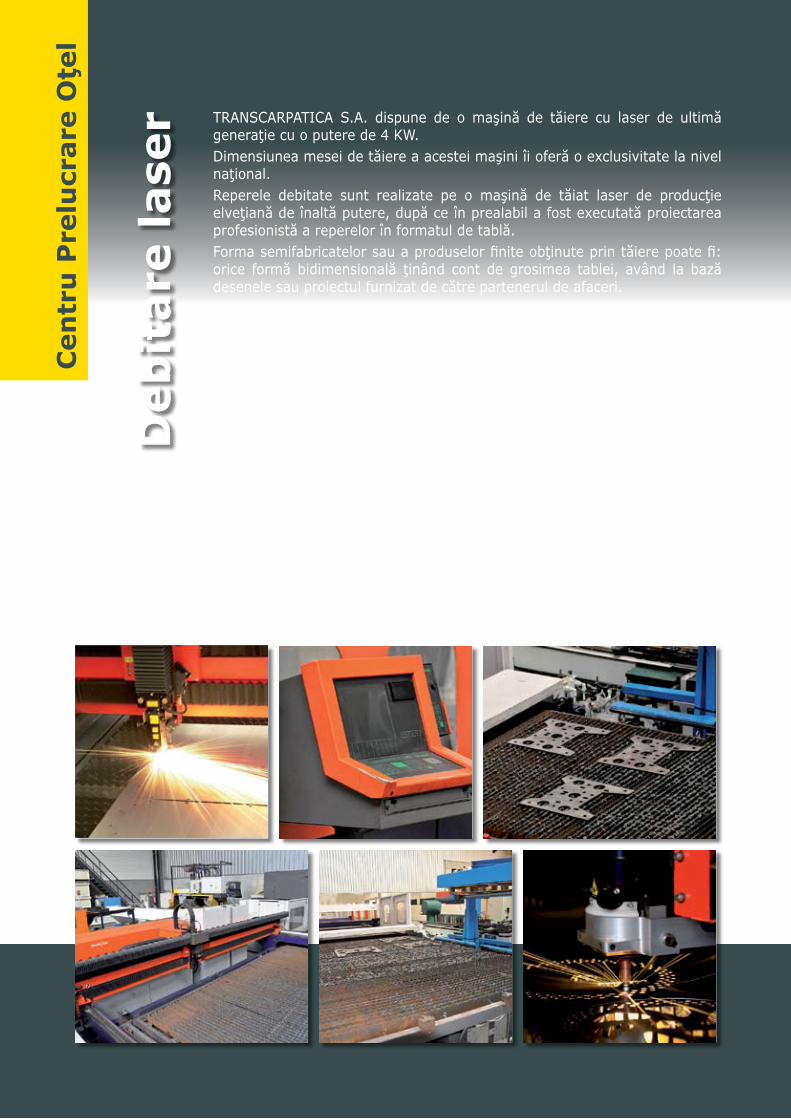
ser TRANSCARPATICA S.A. dispune de o maşină de tăiere cu laser de ultimă
generaţie cu o putere de 4 KW.Dimensiunea mesei de tăiere a acestei maşini îi oferă o exclusivitate la nivel naţional.Reperele debitate sunt realizate pe o maşină de tăiat laser de producţie elveţiană de înaltă putere, după ce în prealabil a fost executată proiectarea profesionistă a reperelor în formatul de tablă. Forma semifabricatelor sau a produselor finite obţinute prin tăiere poate fi: orice formă bidimensională ţinând cont de grosimea tablei, având la bază desenele sau proiectul furnizat de către partenerul de afaceri.
Dimensiunile tablelor utilizate ca materie primă pentru tăiere cu laser:Grosimea: • Oţel carbon: max 25 mm; • Oţel inox: max 20 mm; • Aluminiu: max 12 mm.Lăţimea maximă: 2500 mm.Lungime maximă: 8000 mm.
Toleranţele dimensionale ale pieselor obţinute prin diferite procedee de debitare termică: • Debitare oxi-gaz conform DIN EN ISO 9013 clasa de toleranţă 2; • Debitare cu plasmă conform DIN 2310-4; • Debitare laser conform DIN 2310-5.

Deb
itar
e p
lasm
ăşi
oxi
-gaz
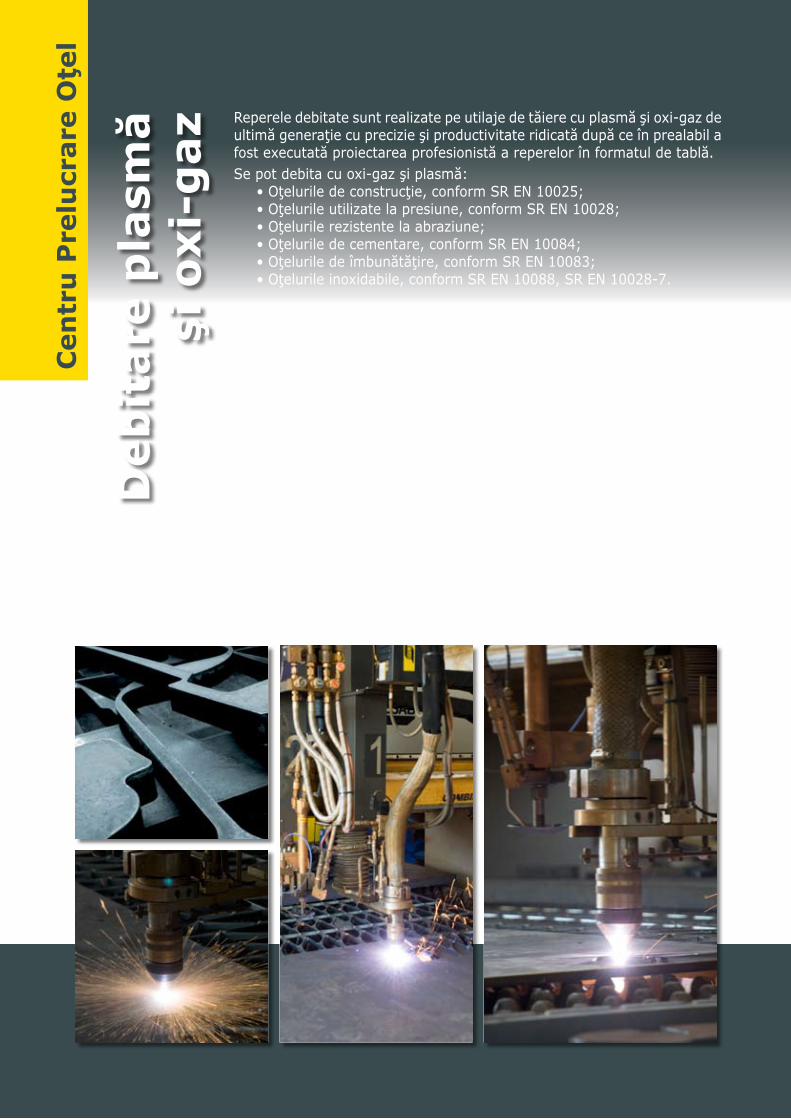
Reperele debitate sunt realizate pe utilaje de tăiere cu plasmă şi oxi-gaz de ultimă generaţie cu precizie şi productivitate ridicată după ce în prealabil a fost executată proiectarea profesionistă a reperelor în formatul de tablă.Se pot debita cu oxi-gaz şi plasmă: • Oţelurile de construcţie, conform SR EN 10025; • Oţelurile utilizate la presiune, conform SR EN 10028; • Oţelurile rezistente la abraziune; • Oţelurile de cementare, conform SR EN 10084; • Oţelurile de îmbunătăţire, conform SR EN 10083; • Oţelurile inoxidabile, conform SR EN 10088, SR EN 10028-7.
Dimensiunile tablelor utilizate ca materie primă pentru tăiere cu oxi-gaz: • Grosime: 30–200 mm; • Lăţime: maxim 2500 mm; • Lungime: maxim 12000 mm. Dimensiunile tablelor utilizate ca materie primă pentru tăiere cu plasmă: • Grosime: 2–30 mm; • Lăţime: maxim 2500 mm; • Lungime: maxim 12000 mm.
Toleranţe la dimensiuni: • Debitare oxi-gaz conform DIN EN ISO 9013 clasa de toleranţă 2; • Debitare cu plasmă conform DIN 2310-4; • Debitare laser conform DIN 2310-5.
Pro
iect
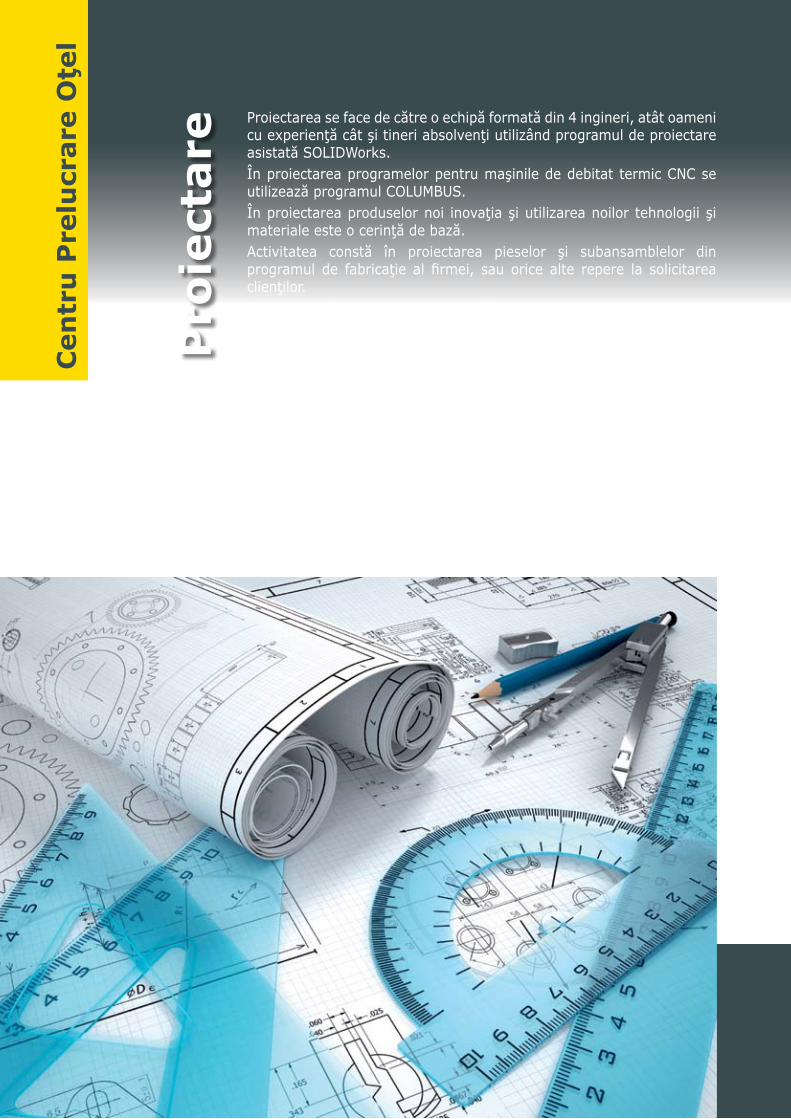
are Proiectarea se face de către o echipă formată din 4 ingineri, atât oameni
cu experienţă cât şi tineri absolvenţi utilizând programul de proiectare asistată SOLIDWorks. În proiectarea programelor pentru maşinile de debitat termic CNC se utilizează programul COLUMBUS.În proiectarea produselor noi inovaţia şi utilizarea noilor tehnologii şi materiale este o cerinţă de bază.Activitatea constă în proiectarea pieselor şi subansamblelor din programul de fabricaţie al firmei, sau orice alte repere la solicitarea clienţilor.Se elaborează documentaţie detaliată la nivel de desen de reper, precum şi necesarul de materiale.Tot procesul este menţinut sub control prin fişele tehnologice de realizarea produsului.Se pot proiecta piese din tablă cu configuraţie de mare complexitate, organe de maşini ca roţi, axe, came, angrenaje.De asemenea, subansamble sudate şi prelucrate precum ar fi: • Containere cu presă pentru deşeuri; • Carcase; • Construcţii sudate complexe din table şi profile; • Se proiectează şi SDV-urile necesare execuţiei acestor produse.

Tablă groasă laminată la cald LTG
6–200 1500–4000 6000–12000 EN 10025/2-2004
,2J532S ,OJ532S ,N+RJ532S ,RJ532S :itilaC ,N+RJ572S ,RJ572S ,OJ572S ,N+2J532S ,N+RJ553S ,RJ553S ,2J572S ,N+2J572S
2J553S ,N+2J553S ,OJ553S
Certificat de calitate: Tip 3.1 conform EN 10204/2004 etait elinigraM
N asalc ,19/92001 NE mrofnoc :etatienalP
Control cu ultrasunete, la cerere: în conformitate cu EN 10160:2000
Tablă mijlocie laminată la cald LBC
1–12 1000–1500 3000–6000 EN 10025/2-2004
,2J532S ,OJ532S ,N+RJ532S ,RJ532S :itilaC ,N+RJ572S ,RJ572S ,OJ572S ,N+2J532S ,N+RJ553S ,RJ553S ,2J572S ,N+2J572S
2J553S ,N+2J553S ,OJ553S
7991:15001 NE mrofnoc :etatienalP Certificat de calitate: Tip 3.1 conform EN 10204/2004
Tablă subţire laminată la rece LBR
0.5–4 1000–1500 1000–6000 EN 10130:2006
40CD ,30CD ,10CD :itilaC
)citsalp lairetam/eitrâh uc eratehcapmî( taieluen
Certificat de calitate: Tip 3.1 conform EN 10204/2004
Tablă zincată prin imersie LBZ
0.2–4 1000–1500 1000–3000 EN 10346:2009
D15xD :itilaC
,9002:64301 NE mrofnoc ,eef elebma ep irirepoca :erirepocA m/g001 ed cniz ed iulutarts a lamron emisorg uc 2
Certificat de calitate: Tip 3.1 conform EN 10204/2004
ProduseLa ora actuală, TRANSCARPATICA S.A. vă oferă produse şi servicii la standarde de calitate în conformitate cu: SR EN ISO 9001:2008SR EN ISO 14001:2005
Comerţ cu produse metalurgice plate:• Tablă groasă laminată la cald LTG;• Tablă mijlocie laminată la cald LBC;• Tablă subţire laminată la rece LBR;• Tablă zincată prin imersie – LBZ;• Tablă striată.
Şta
nţa
re

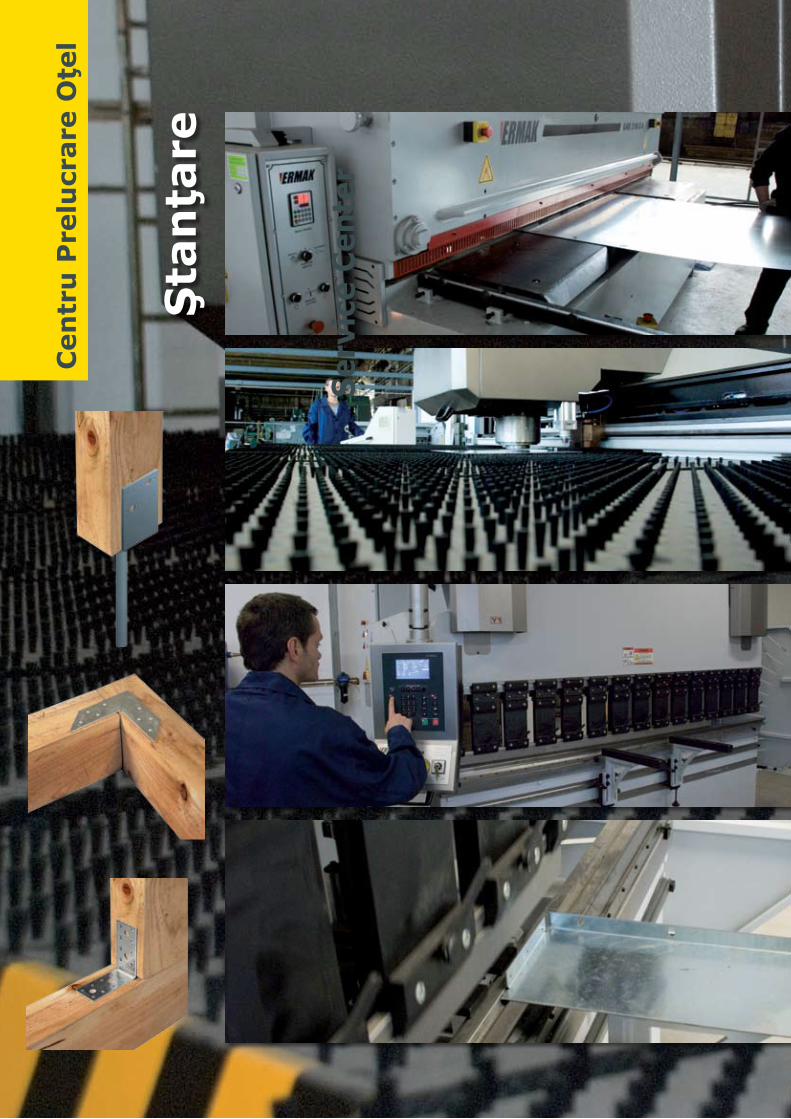
Linia de ştanţare se compune din 3 maşini performante cu CNC:
1. Ştanţa-CNC cu cap rotativUtilizată pentru prelucrarea pieselor din tablă, prin ştanţare cu precizie de 0,1 mm.Se pot realiza decupări şi contururi cu forme complexe.Exemple de piese: Carcase de aparate şi cutii pentru industria electrotehnică, conectori metalici pentru constructii din lemn etc.Dimensiuni maxime ale piesei: Grosime 4×1270×2000 mm. 2. Presă de îndoit-CNC (tip Abkant)Se foloseşte pentru îndoirea pieselor de forme complexe şi la unghi controlat.Lungimea maximă de indoire 3100 mm.Forţa presei: 120Tf. 3. Foarfecă ghilotina-CNCPentru debitare de precizie a tablelor:Lăţimea maximă de debitare: 4100 mm;Grosimea maximă a tablei: 4 mm (pentru oţel).
Zin
care
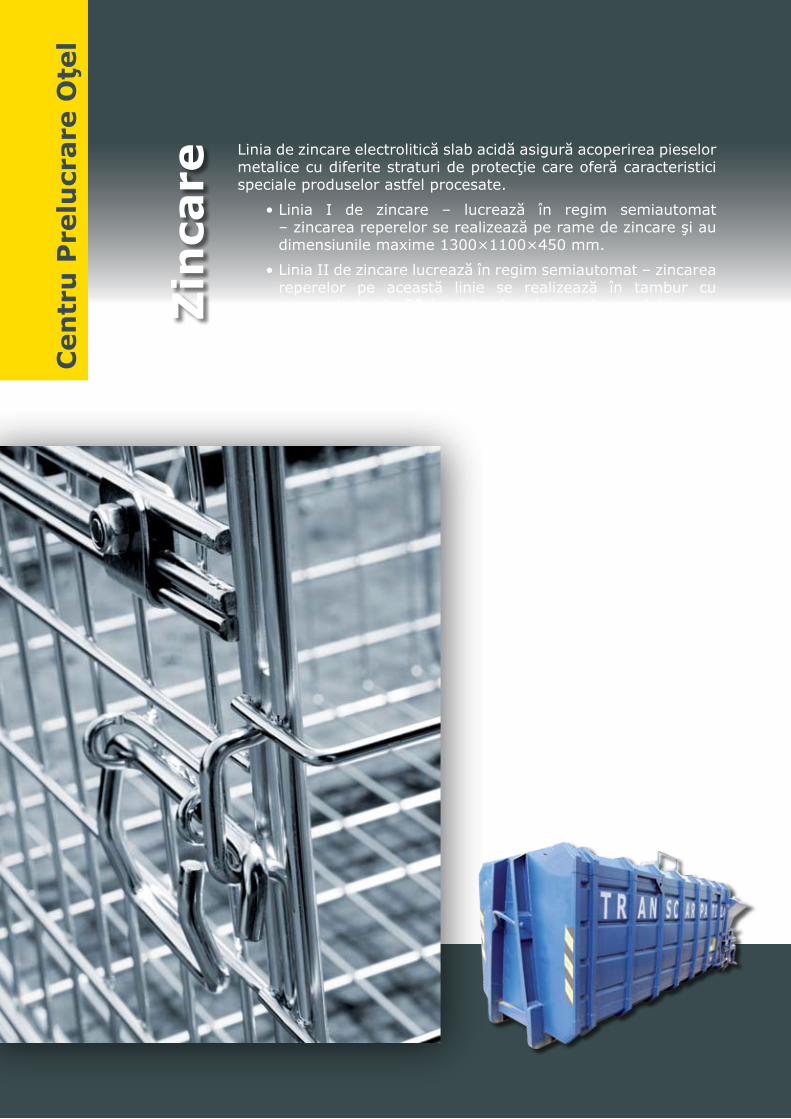
Linia de zincare electrolitică slab acidă asigură acoperirea pieselor metalice cu diferite straturi de protecţie care oferă caracteristici speciale produselor astfel procesate.
• Linia I de zincare – lucrează în regim semiautomat – zincarea reperelor se realizează pe rame de zincare şi au dimensiunile maxime 1300×1100×450 mm.
• Linia II de zincare lucrează în regim semiautomat – zincarea reperelor pe această linie se realizează în tambur cu o capacitate de 20 kg / tambur (piese de revoluţie max greutate max 1,5 kg/buc).
Controlul operaţiei de zincare se efectuează vizual şi cu DMM: Aparat (PHYNIX) pentru măsurarea grosimii stratului de zinc (între 10 şi 25 microni).
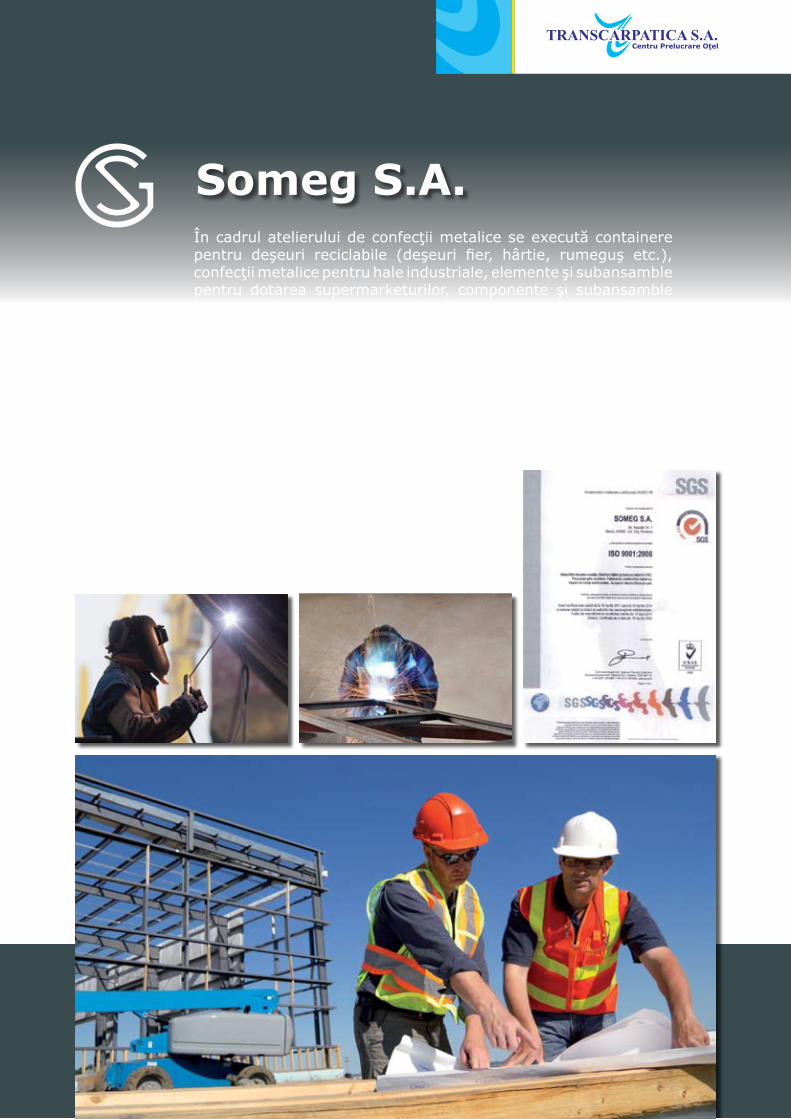
Someg S.A.În cadrul atelierului de confecţii metalice se execută containere pentru deşeuri reciclabile (deşeuri fier, hârtie, rumeguş etc.), confecţii metalice pentru hale industriale, elemente şi subansamble pentru dotarea supermarketurilor, componente şi subansamble pentru utilaje terasiere, prelucrări mecanice pentru diferite componente ale subansamblelor mecano-sudate.
Firma este flexibilă şi răspunde cerinţelor clientului în funcţie de proiectele pe care le are de executat. Piesele executate în cadrul atelierului de confecţii metalice se pot vopsi în câmp electrostatic, dimensiunea maximă a piesei care intră în cuptor fiind de 1200×1200×2000 mm.
Stil de viaţăCluj-Napoca oferă locuitorilor săi un excelent raport carieră/stil de viaţă.
Oraşul oferă un spectru larg de restaurante cu specific divers - tradiţional românesc, unguresc, italian, libanez, chinez, mexican, japonez.
Clujul gãzduieşte 4 teatre şi opere şi 14 muzee. Cel mai mare stadion este Cluj Arena, inaugurat recent, cu 30.000 de locuri, săli de conferinţă, spaţii dedicate cluburilor de atletism, facilităţi pentru antrenamente şi un muzeu al sporturilor.

RO-400641 Cluj-Napoca, România, Bd. Muncii Nr. 16Tel: +40 264 418.167; +40 264 443.588; +40 264 443.589Fax: +40 264 418.180E-mail: [email protected], [email protected]
www.tcarpatica.ro
www.am
mdesign.ro