etapa 2/2017 (01.01.2017 31.12.2017) (l4-l15)old.unitbv.ro/portals/26/cercetare/proiecte... ·...
TRANSCRIPT
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
1
Programului 2 - Creşterea competitivităţii economiei româneşti prin cercetare, dezvoltare şi inovare, Subprogramul 2.1. Competitivitate prin
cercetare, dezvoltare şi inovare – competiția ”Transfer de cunoaștere la agentul economic – Bridge Grant” 2016 Domeniu 4 ECO-NANO-TEHNOLOGII SI MATERIALE AVANSATE
PN-III-P2-2.1-BG-2016-0017 nr. 85/26.10.2016 ”Soluții integrative de creștere a performanței economice prin optimizarea proprietăților rigido-
elastice și stabilității structurale a chitarelor de fabricație românească, SINOPTIC”.
COMISIA DE AVIZARE S.C. HORA S.A. REGHIN
ÎNTOCMIT:
director de proiect
sef lucrari dr. ing. Mariana Domnica STANCIU
VERIFICAT:
prof. univ. dr. ing. mat. Sorin VLASE, cercetător senior
DIRECTOR GENERAL
ing. BÂZGAN NICOLAE
DIRECTOR TEHNIC/RESPONSABIL PROIECT
ing. MAN DORIN
ing. BUȚIU ALINA
ETAPA 2/2017 (01.01.2017 – 31.12.2017) (L4-L15)
Analiza structurală și funcțională a chitarelor pentru captarea influenței diferiților
parametri asupra integrității structurale a chitarelor
Activitatea 1.3. Identificarea cauzei rădăcină pe baza analizei din diagrama
Ishikawa – parte a II a (durata L2-L8)
Pentru analiza distribuției statistice a cauzelor de apariție a deformațiilor, s-a apelat la metodologia 8D, pe
baza aplicării unor proceduri sistematice în etape succesive de identificare a cauzelor directe ce afectează
stabilitatea ansamblului gât-corp de chitară. Acestea se referă la următoarele aspecte denumite în literatura de
specialitate cei 6M: material, mașini, mediu de lucru, metoda, mâna de lucru, măsurătorile (control calitativ)
Analiza parametrilor mediului de lucru (umiditatea relativă a aerului și temperatura)
Știind că lemnul este un material higroscopic, condițiile climatice (temperatură și umiditatea relativă
a aerului) în sectoarele de producție constituie un factor deosebit de important în asigurarea stabilității
dimensionale a semifabricatelor-subansamblelor și ansamblelor (chitarelor ca produse finite) ce se produc pe
fluxul tehnologic. În fabrică există aparate ce monitorizează continuu acești parametri, fiind amplasați în
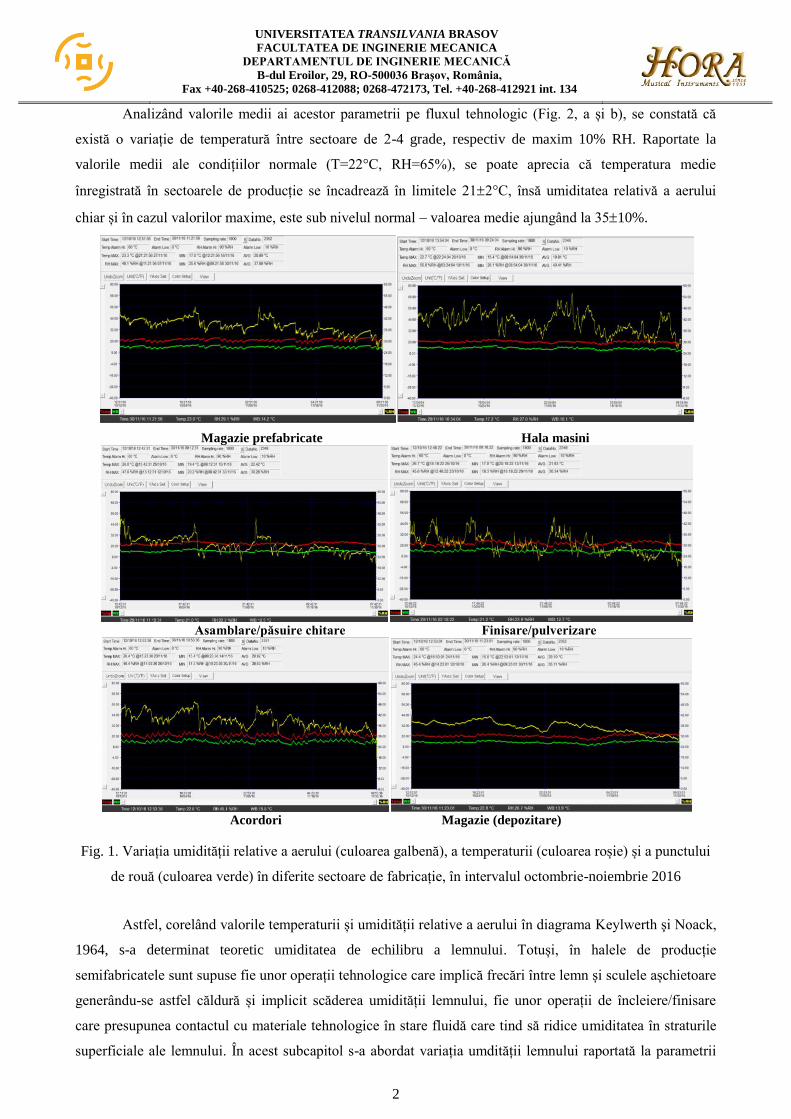
punctele de control în sectoarele fabricii. În Fig. 1 sunt prezentate variațiile temperaturii și umidității. Se
poate observa că în magazie (depozitare) există cele mai bune condiții climatice (atât temperatura cât mai
ales umiditatea relativă a aerului nu înregistrează variații mari de la o zi la alta), comparativ cu hala de
mașini și sectorul finisare unde umiditatea relativă a aerului înregistrează numeroase fluctuații acestea dată
datorându-se cu precădere sistemului de exhaustare din sectorul mașini, respectiv sistemului de abosrbție a
vaporilor de lac din sectorul de pulverizare/finisare.
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
2
Analizând valorile medii ai acestor parametrii pe fluxul tehnologic (Fig. 2, a și b), se constată că
există o variație de temperatură între sectoare de 2-4 grade, respectiv de maxim 10% RH. Raportate la
valorile medii ale condițiilor normale (T=22°C, RH=65%), se poate aprecia că temperatura medie
înregistrată în sectoarele de producție se încadrează în limitele 212°C, însă umiditatea relativă a aerului
chiar și în cazul valorilor maxime, este sub nivelul normal – valoarea medie ajungând la 3510%.
Magazie prefabricate Hala masini
Asamblare/păsuire chitare Finisare/pulverizare
Acordori Magazie (depozitare)
Fig. 1. Variația umidității relative a aerului (culoarea galbenă), a temperaturii (culoarea roșie) și a punctului
de rouă (culoarea verde) în diferite sectoare de fabricație, în intervalul octombrie-noiembrie 2016
Astfel, corelând valorile temperaturii și umidității relative a aerului în diagrama Keylwerth şi Noack,
1964, s-a determinat teoretic umiditatea de echilibru a lemnului. Totuși, în halele de producție
semifabricatele sunt supuse fie unor operații tehnologice care implică frecări între lemn și sculele așchietoare
generându-se astfel căldură și implicit scăderea umidității lemnului, fie unor operații de încleiere/finisare
care presupunea contactul cu materiale tehnologice în stare fluidă care tind să ridice umiditatea în straturile
superficiale ale lemnului. În acest subcapitol s-a abordat variația umdității lemnului raportată la parametrii
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
3
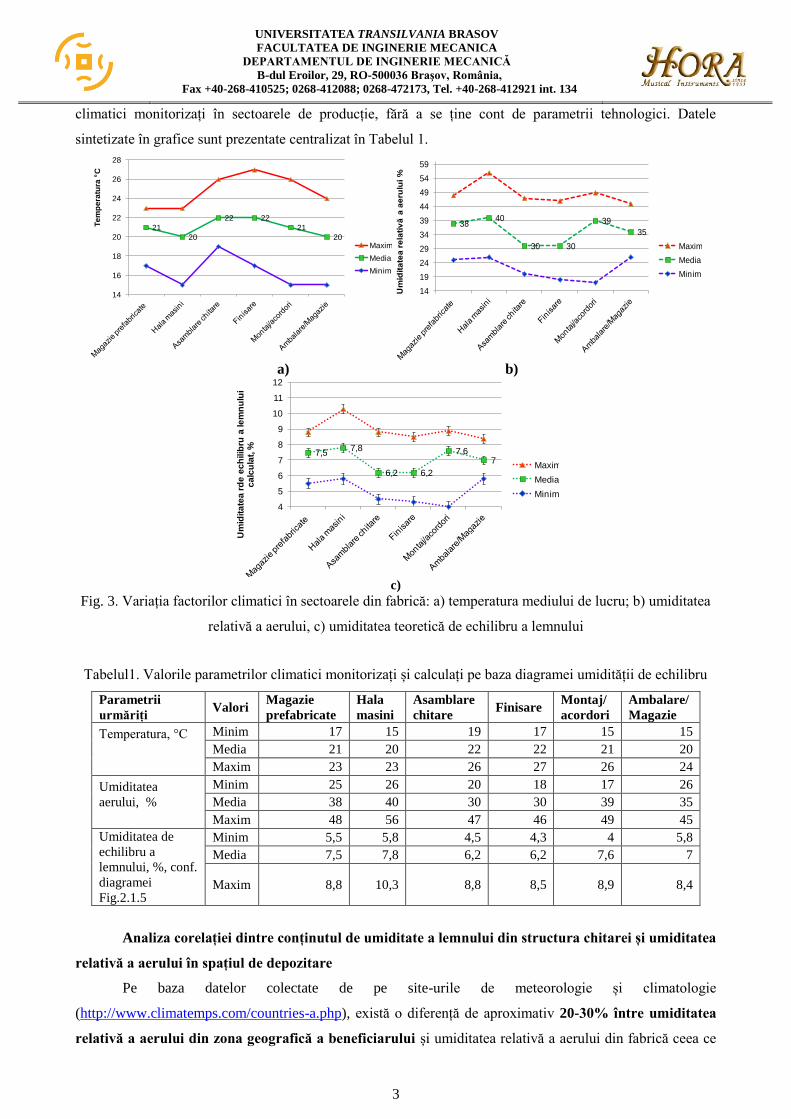
climatici monitorizați în sectoarele de producție, fără a se ține cont de parametrii tehnologici. Datele
sintetizate în grafice sunt prezentate centralizat în Tabelul 1.
a) b)
c)
Fig. 3. Variația factorilor climatici în sectoarele din fabrică: a) temperatura mediului de lucru; b) umiditatea
relativă a aerului, c) umiditatea teoretică de echilibru a lemnului
Tabelul1. Valorile parametrilor climatici monitorizați și calculați pe baza diagramei umidității de echilibru
Parametrii
urmăriți Valori
Magazie
prefabricate
Hala
masini
Asamblare
chitare Finisare
Montaj/
acordori
Ambalare/
Magazie
Temperatura, °C
Minim 17 15 19 17 15 15
Media 21 20 22 22 21 20
Maxim 23 23 26 27 26 24
Umiditatea
aerului, %
Minim 25 26 20 18 17 26
Media 38 40 30 30 39 35
Maxim 48 56 47 46 49 45
Umiditatea de
echilibru a
lemnului, %, conf.
diagramei
Fig.2.1.5
Minim 5,5 5,8 4,5 4,3 4 5,8
Media 7,5 7,8 6,2 6,2 7,6 7
Maxim 8,8 10,3 8,8 8,5 8,9 8,4
Analiza corelației dintre conținutul de umiditate a lemnului din structura chitarei și umiditatea
relativă a aerului în spațiul de depozitare
Pe baza datelor colectate de pe site-urile de meteorologie și climatologie
(http://www.climatemps.com/countries-a.php), există o diferență de aproximativ 20-30% între umiditatea
relativă a aerului din zona geografică a beneficiarului și umiditatea relativă a aerului din fabrică ceea ce
21
20
22 22
21
20
14
16
18
20
22
24
26
28
Te
mp
era
tura
C
Maxim
Media
Minim
3840
30 30
39
35
14
19
24
29
34
39
44
49
54
59
Um
iditate
a rela
tivă a
aeru
lui%
Maxim
Media
Minim
7,57,8
6,2 6,2
7,67
4
5
6
7
8
9
10
11
12
Um
idit
ate
a r
de
ec
hilib
ru a
le
mn
ulu
i c
alc
ula
t, %
Maxim
Media
Minim
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
4
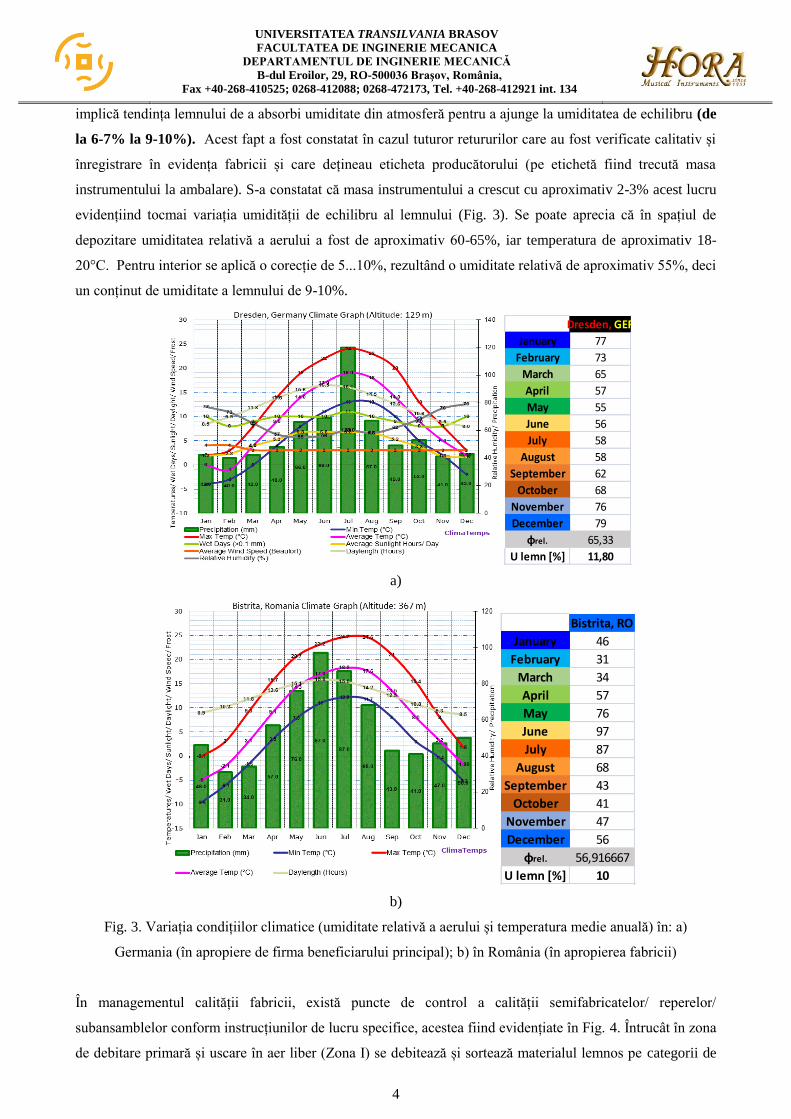
implică tendința lemnului de a absorbi umiditate din atmosferă pentru a ajunge la umiditatea de echilibru (de
la 6-7% la 9-10%). Acest fapt a fost constatat în cazul tuturor retururilor care au fost verificate calitativ și
înregistrare în evidența fabricii și care dețineau eticheta producătorului (pe etichetă fiind trecută masa
instrumentului la ambalare). S-a constatat că masa instrumentului a crescut cu aproximativ 2-3% acest lucru
evidențiind tocmai variația umidității de echilibru al lemnului (Fig. 3). Se poate aprecia că în spațiul de
depozitare umiditatea relativă a aerului a fost de aproximativ 60-65%, iar temperatura de aproximativ 18-
20°C. Pentru interior se aplică o corecție de 5...10%, rezultând o umiditate relativă de aproximativ 55%, deci
un conținut de umiditate a lemnului de 9-10%.
a)
b)
Fig. 3. Variația condițiilor climatice (umiditate relativă a aerului și temperatura medie anuală) în: a)
Germania (în apropiere de firma beneficiarului principal); b) în România (în apropierea fabricii)
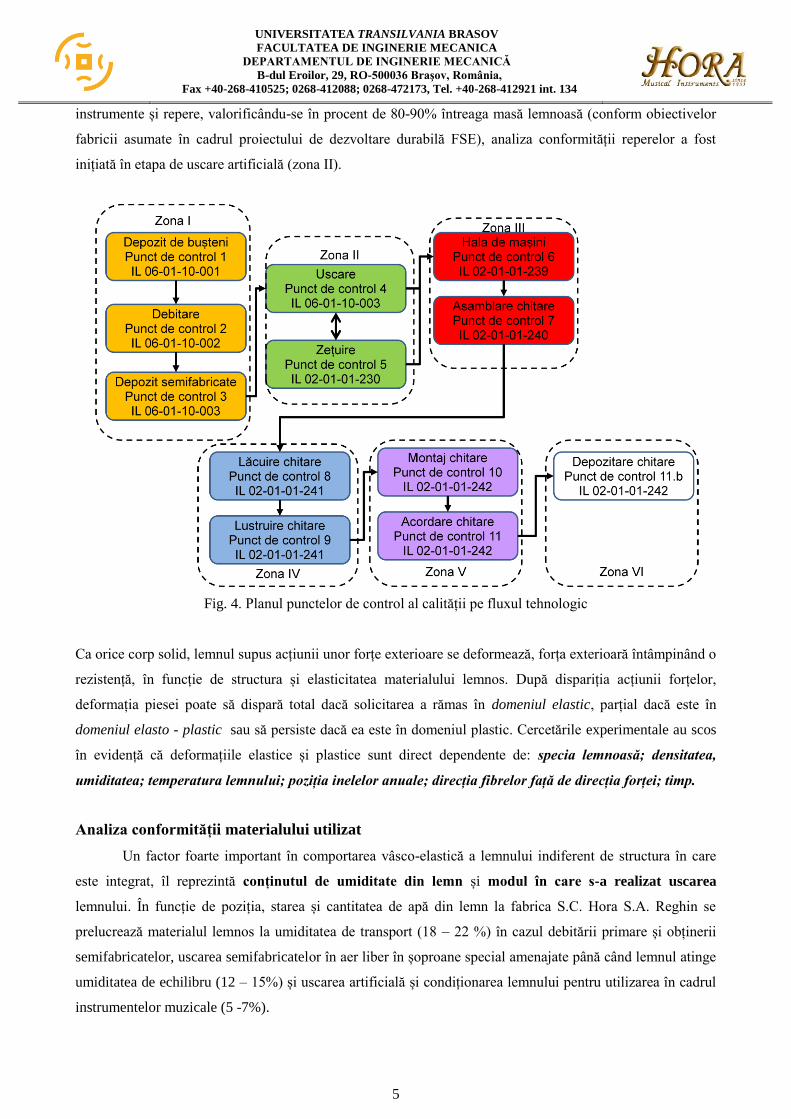
În managementul calității fabricii, există puncte de control a calității semifabricatelor/ reperelor/
subansamblelor conform instrucțiunilor de lucru specifice, acestea fiind evidențiate în Fig. 4. Întrucât în zona
de debitare primară și uscare în aer liber (Zona I) se debitează și sortează materialul lemnos pe categorii de
Dresden, GER
January 77
February 73
March 65
April 57
May 55
June 56
July 58
August 58
September 62
October 68
November 76
December 79
φrel. 65,33
U lemn [%] 11,80
Bistrita, RO
January 46
February 31
March 34
April 57
May 76
June 97
July 87
August 68
September 43
October 41
November 47
December 56
φrel. 56,916667
U lemn [%] 10
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
5
instrumente și repere, valorificându-se în procent de 80-90% întreaga masă lemnoasă (conform obiectivelor
fabricii asumate în cadrul proiectului de dezvoltare durabilă FSE), analiza conformității reperelor a fost
inițiată în etapa de uscare artificială (zona II).
Fig. 4. Planul punctelor de control al calității pe fluxul tehnologic
Ca orice corp solid, lemnul supus acțiunii unor forțe exterioare se deformează, forța exterioară întâmpinând o
rezistență, în funcție de structura și elasticitatea materialului lemnos. După dispariția acțiunii forțelor,
deformația piesei poate să dispară total dacă solicitarea a rămas în domeniul elastic, parțial dacă este în
domeniul elasto - plastic sau să persiste dacă ea este în domeniul plastic. Cercetările experimentale au scos
în evidență că deformațiile elastice și plastice sunt direct dependente de: specia lemnoasă; densitatea,
umiditatea; temperatura lemnului; poziția inelelor anuale; direcția fibrelor față de direcția forței; timp.
Analiza conformității materialului utilizat
Un factor foarte important în comportarea vâsco-elastică a lemnului indiferent de structura în care
este integrat, îl reprezintă conținutul de umiditate din lemn și modul în care s-a realizat uscarea
lemnului. În funcție de poziția, starea și cantitatea de apă din lemn la fabrica S.C. Hora S.A. Reghin se
prelucrează materialul lemnos la umiditatea de transport (18 – 22 %) în cazul debitării primare și obținerii
semifabricatelor, uscarea semifabricatelor în aer liber în șoproane special amenajate până când lemnul atinge
umiditatea de echilibru (12 – 15%) și uscarea artificială și condiționarea lemnului pentru utilizarea în cadrul
instrumentelor muzicale (5 -7%).
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
6
Uscarea lemnului este legată de deplasarea căldurii şi a umidităţii în material şi în mediul său
înconjurător, gazos sau lichid, fenomenele de transfer de căldură și masă fiind însoțite de apariția tensiunilor
interne pe măsura uscării lemnului sub punctul de saturație a fibrei. Astfel, uscarea lemnului la umiditatea
dorită implică cinci etape:
etapa 1 - când piesa are o umiditate iniţială medie pe grosimea piesei de cca. 80%. Se
observă că umiditatea la suprafaţa piesei este cu cca. 10% mai redusă decât în centrul
acesteia;
etapa 2 – când se constată o scădere bruscă a umidității straturilor exterioare datorită
creșterii rapide a temperaturii exterioare ceea ce produce o evaporare superficială a apei din
lemn (umiditatea în straturile superficiale ajunge la umiditatea de saturație a fibrei, în timp
ce în interior umiditatea râmâne ridicată); perioada dintre etapa 2 și etapa 3 constituie ”piatra
de încercare” a uscării lemnului deoarece există pericolul cementării suprafețelor ducând la
apariția crăpăturilor interioare, colapsului și a altor fenomene nedorite ce scad calitatea
lemnului. În această etapă intermediară, între straturile exterioare și cele interioare ale
lemnului apare o diferenţă de presiune capilară, care asigură deplasarea spre suprafaţă a apei
libere din interiorul piesei pe măsura evaporării acesteia. În cazul uscării cu un regim dur
(temperatură ridicată, umiditate relativă a aerului scăzută), straturile superficiale uscate prea
rapid se constituie într-o zonă barieră în calea deplasării vaporilor de apă dinspre centrul
piesei către suprafaţă, fenomen denumit de specialiști ”cementare”.
etapa 3 – în care viteza de deplasare a apei în lemn este mai mică decât viteza de evaporare:
apa liberă este atrasă spre suprafaţa de contact a celor două zone (cea exterioară uscată sub
punctul de saturație al fibrei și cea interioară unde acționează încă o presiune capilară), unde
ea se transformă parţial în vapori, iar parţial, continuă să se deplaseze ca lichid prin sistemul
de microcapilare. Zona exterioară, caracterizată acum de absenţa totală a apei libere, poate fi
denumită zona de conductivitate a umidităţii, deplasarea apei legate în această zonă
realizându-se numai sub acţiunea gradientului de umiditate. Această perioadă de existenţă a
ambelor zone în lemn reprezintă o perioadă critică în procesul de uscare, ea fiind însoţită
de apariţia tensiunilor interne în lemn.
etapa 4 întreaga cantitate de apă liberă va fi eliminată din lemn, transferul de umiditate
realizându-se în exclusivitate prin difuziune (sub formă de vapori şi lichid). Diferenţa de
umiditate pe secţiunea materialului devine din ce în ce mai mică şi tinde asimptotic către
valoarea umidităţii de echilibru a mediului de uscare spre sfârşitul procesului, valoare
impusă de regulă cu 3-5% mai mică decât umiditatea finală dorită pentru a stimula procesul.
În final (etapa 5) se ajunge la conținutul de umiditate dorit aproximativ constat pe grosimea
materialului.
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
7
Tensiuni și deformații la uscarea lemnului
O consecință a eliminării apei din lemn o constituie contragerea lemnului, cu următoarele efecte:
• în timpul uscării, piesele tind să se deformeze (prin bombare, arcuire, curbare, răsucire) din cauza
anizotropiei lemnului, respectiv a contragerilor inegale după cele trei direcţii de orientare structurală; o
stivuire corespunzătoare şi aplicarea unor sisteme de presare pe parcursul uscării sunt soluţii de
minimizare a acestei tendinţe;
• eforturile de contragere generează tensiuni în lemn la uscare, care atunci când depăşesc limita admisibilă a
rezistenţei la tracţiune perpendiculară pe fibre, conduc la apariţia crăpăturilor;
• după uscare, dimensiunile pieselor de lemn, în special grosimea şi lăţimea, se reduc; este necesar ca la
debitare să se prevadă supradimensiuni de contragere, pentru ca dimensiunile nete după uscare să
corespundă; supradimensiunea de contragere se calculează în funcţie de orientarea structurală a dimensiunii
respective (radial sau tangenţial), intervalul de scădere a umidităţii (sub 30%) şi specia lemnoasă.
Măsurarea umidității semifabricatelor după procesul de uscare artificială din uscătoarele
fabricii
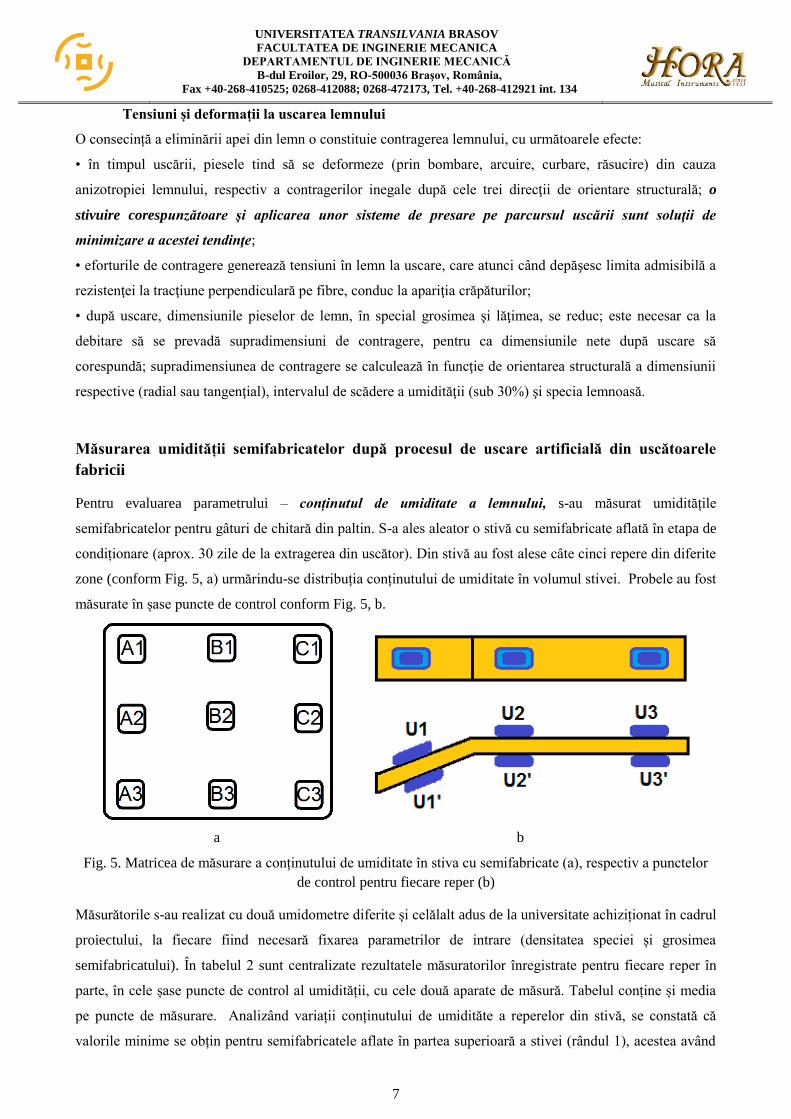
Pentru evaluarea parametrului – conținutul de umiditate a lemnului, s-au măsurat umiditățile
semifabricatelor pentru gâturi de chitară din paltin. S-a ales aleator o stivă cu semifabricate aflată în etapa de
condiționare (aprox. 30 zile de la extragerea din uscător). Din stivă au fost alese câte cinci repere din diferite
zone (conform Fig. 5, a) urmărindu-se distribuția conținutului de umiditate în volumul stivei. Probele au fost
măsurate în șase puncte de control conform Fig. 5, b.
a b
Fig. 5. Matricea de măsurare a conținutului de umiditate în stiva cu semifabricate (a), respectiv a punctelor
de control pentru fiecare reper (b)
Măsurătorile s-au realizat cu două umidometre diferite și celălalt adus de la universitate achiziționat în cadrul
proiectului, la fiecare fiind necesară fixarea parametrilor de intrare (densitatea speciei și grosimea
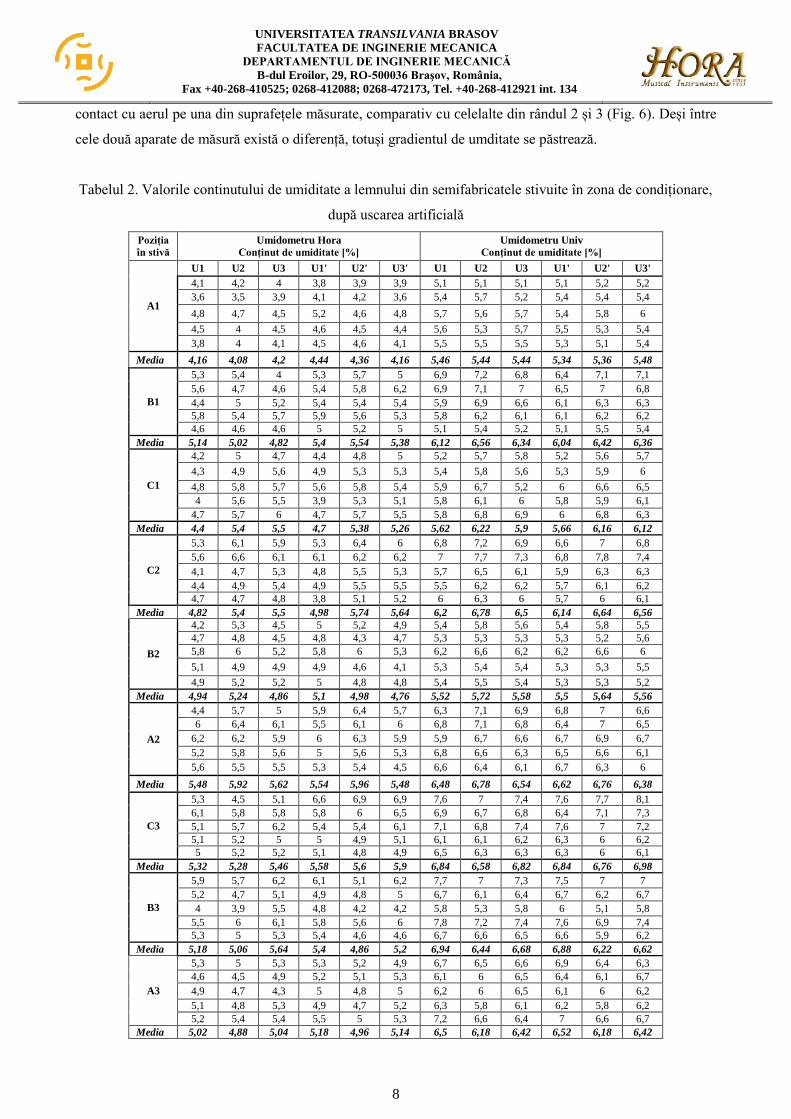
semifabricatului). În tabelul 2 sunt centralizate rezultatele măsuratorilor înregistrate pentru fiecare reper în
parte, în cele șase puncte de control al umidității, cu cele două aparate de măsură. Tabelul conține și media
pe puncte de măsurare. Analizând variații conținutului de umidităte a reperelor din stivă, se constată că
valorile minime se obțin pentru semifabricatele aflate în partea superioară a stivei (rândul 1), acestea având
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
8
contact cu aerul pe una din suprafețele măsurate, comparativ cu celelalte din rândul 2 și 3 (Fig. 6). Deși între
cele două aparate de măsură există o diferență, totuși gradientul de umditate se păstrează.
Tabelul 2. Valorile continutului de umiditate a lemnului din semifabricatele stivuite în zona de condiționare,
după uscarea artificială
Poziția
în stivă
Umidometru Hora
Conținut de umiditate [%]
Umidometru Univ
Conținut de umiditate [%]
A1
U1 U2 U3 U1' U2' U3' U1 U2 U3 U1' U2' U3'
4,1 4,2 4 3,8 3,9 3,9 5,1 5,1 5,1 5,1 5,2 5,2
3,6 3,5 3,9 4,1 4,2 3,6 5,4 5,7 5,2 5,4 5,4 5,4
4,8 4,7 4,5 5,2 4,6 4,8 5,7 5,6 5,7 5,4 5,8 6
4,5 4 4,5 4,6 4,5 4,4 5,6 5,3 5,7 5,5 5,3 5,4
3,8 4 4,1 4,5 4,6 4,1 5,5 5,5 5,5 5,3 5,1 5,4
Media 4,16 4,08 4,2 4,44 4,36 4,16 5,46 5,44 5,44 5,34 5,36 5,48
B1
5,3 5,4 4 5,3 5,7 5 6,9 7,2 6,8 6,4 7,1 7,1
5,6 4,7 4,6 5,4 5,8 6,2 6,9 7,1 7 6,5 7 6,8
4,4 5 5,2 5,4 5,4 5,4 5,9 6,9 6,6 6,1 6,3 6,3
5,8 5,4 5,7 5,9 5,6 5,3 5,8 6,2 6,1 6,1 6,2 6,2
4,6 4,6 4,6 5 5,2 5 5,1 5,4 5,2 5,1 5,5 5,4
Media 5,14 5,02 4,82 5,4 5,54 5,38 6,12 6,56 6,34 6,04 6,42 6,36
C1
4,2 5 4,7 4,4 4,8 5 5,2 5,7 5,8 5,2 5,6 5,7
4,3 4,9 5,6 4,9 5,3 5,3 5,4 5,8 5,6 5,3 5,9 6
4,8 5,8 5,7 5,6 5,8 5,4 5,9 6,7 5,2 6 6,6 6,5
4 5,6 5,5 3,9 5,3 5,1 5,8 6,1 6 5,8 5,9 6,1
4,7 5,7 6 4,7 5,7 5,5 5,8 6,8 6,9 6 6,8 6,3
Media 4,4 5,4 5,5 4,7 5,38 5,26 5,62 6,22 5,9 5,66 6,16 6,12
C2
5,3 6,1 5,9 5,3 6,4 6 6,8 7,2 6,9 6,6 7 6,8
5,6 6,6 6,1 6,1 6,2 6,2 7 7,7 7,3 6,8 7,8 7,4
4,1 4,7 5,3 4,8 5,5 5,3 5,7 6,5 6,1 5,9 6,3 6,3
4,4 4,9 5,4 4,9 5,5 5,5 5,5 6,2 6,2 5,7 6,1 6,2
4,7 4,7 4,8 3,8 5,1 5,2 6 6,3 6 5,7 6 6,1
Media 4,82 5,4 5,5 4,98 5,74 5,64 6,2 6,78 6,5 6,14 6,64 6,56
B2
4,2 5,3 4,5 5 5,2 4,9 5,4 5,8 5,6 5,4 5,8 5,5
4,7 4,8 4,5 4,8 4,3 4,7 5,3 5,3 5,3 5,3 5,2 5,6
5,8 6 5,2 5,8 6 5,3 6,2 6,6 6,2 6,2 6,6 6
5,1 4,9 4,9 4,9 4,6 4,1 5,3 5,4 5,4 5,3 5,3 5,5
4,9 5,2 5,2 5 4,8 4,8 5,4 5,5 5,4 5,3 5,3 5,2
Media 4,94 5,24 4,86 5,1 4,98 4,76 5,52 5,72 5,58 5,5 5,64 5,56
A2
4,4 5,7 5 5,9 6,4 5,7 6,3 7,1 6,9 6,8 7 6,6
6 6,4 6,1 5,5 6,1 6 6,8 7,1 6,8 6,4 7 6,5
6,2 6,2 5,9 6 6,3 5,9 5,9 6,7 6,6 6,7 6,9 6,7
5,2 5,8 5,6 5 5,6 5,3 6,8 6,6 6,3 6,5 6,6 6,1
5,6 5,5 5,5 5,3 5,4 4,5 6,6 6,4 6,1 6,7 6,3 6
Media 5,48 5,92 5,62 5,54 5,96 5,48 6,48 6,78 6,54 6,62 6,76 6,38
C3
5,3 4,5 5,1 6,6 6,9 6,9 7,6 7 7,4 7,6 7,7 8,1
6,1 5,8 5,8 5,8 6 6,5 6,9 6,7 6,8 6,4 7,1 7,3
5,1 5,7 6,2 5,4 5,4 6,1 7,1 6,8 7,4 7,6 7 7,2
5,1 5,2 5 5 4,9 5,1 6,1 6,1 6,2 6,3 6 6,2
5 5,2 5,2 5,1 4,8 4,9 6,5 6,3 6,3 6,3 6 6,1
Media 5,32 5,28 5,46 5,58 5,6 5,9 6,84 6,58 6,82 6,84 6,76 6,98
B3
5,9 5,7 6,2 6,1 5,1 6,2 7,7 7 7,3 7,5 7 7
5,2 4,7 5,1 4,9 4,8 5 6,7 6,1 6,4 6,7 6,2 6,7
4 3,9 5,5 4,8 4,2 4,2 5,8 5,3 5,8 6 5,1 5,8
5,5 6 6,1 5,8 5,6 6 7,8 7,2 7,4 7,6 6,9 7,4
5,3 5 5,3 5,4 4,6 4,6 6,7 6,6 6,5 6,6 5,9 6,2
Media 5,18 5,06 5,64 5,4 4,86 5,2 6,94 6,44 6,68 6,88 6,22 6,62
A3
5,3 5 5,3 5,3 5,2 4,9 6,7 6,5 6,6 6,9 6,4 6,3
4,6 4,5 4,9 5,2 5,1 5,3 6,1 6 6,5 6,4 6,1 6,7
4,9 4,7 4,3 5 4,8 5 6,2 6 6,5 6,1 6 6,2
5,1 4,8 5,3 4,9 4,7 5,2 6,3 5,8 6,1 6,2 5,8 6,2
5,2 5,4 5,4 5,5 5 5,3 7,2 6,6 6,4 7 6,6 6,7
Media 5,02 4,88 5,04 5,18 4,96 5,14 6,5 6,18 6,42 6,52 6,18 6,42
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
9
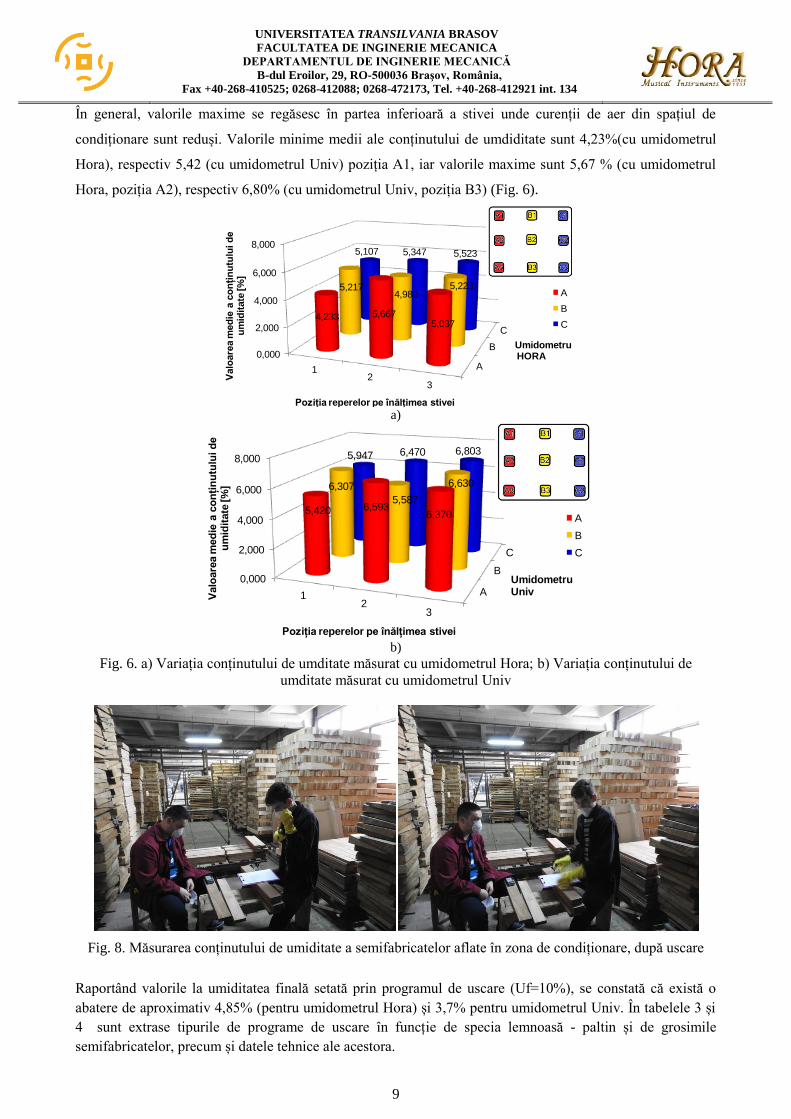
În general, valorile maxime se regăsesc în partea inferioară a stivei unde curenții de aer din spațiul de
condiționare sunt reduși. Valorile minime medii ale conținutului de umdiditate sunt 4,23%(cu umidometrul
Hora), respectiv 5,42 (cu umidometrul Univ) poziția A1, iar valorile maxime sunt 5,67 % (cu umidometrul
Hora, poziția A2), respectiv 6,80% (cu umidometrul Univ, poziția B3) (Fig. 6).
a)
b)
Fig. 6. a) Variația conținutului de umditate măsurat cu umidometrul Hora; b) Variația conținutului de
umditate măsurat cu umidometrul Univ
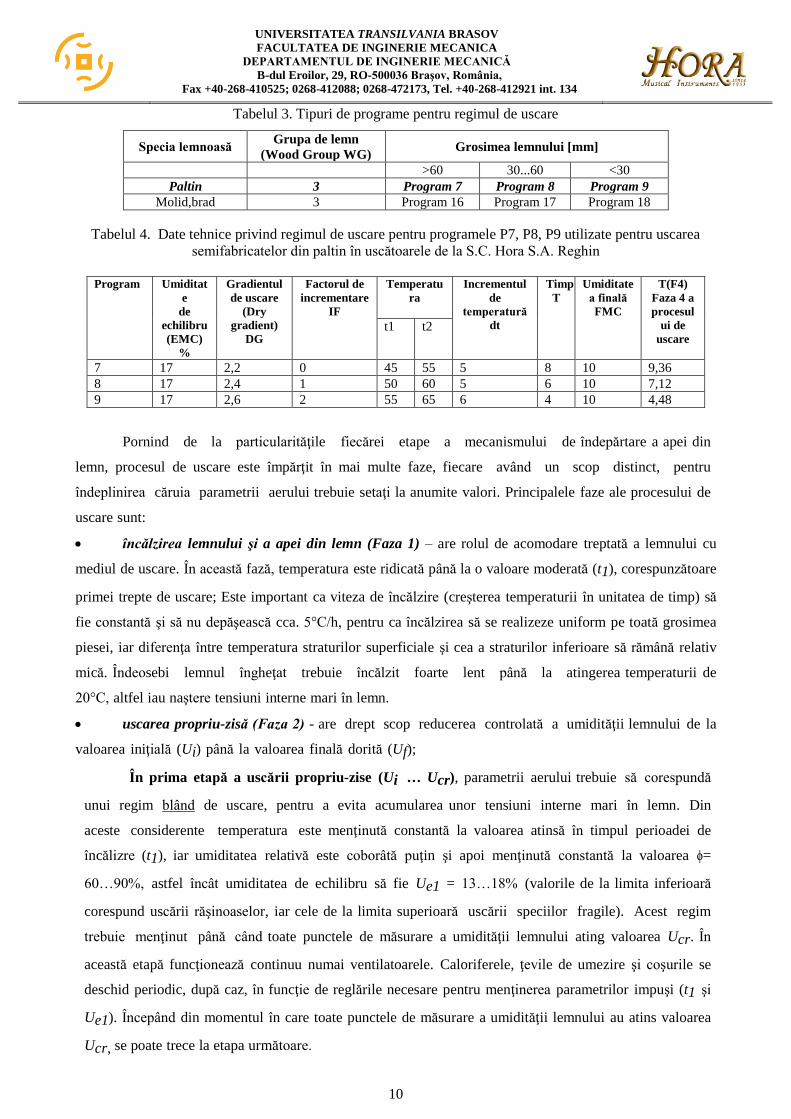
Fig. 8. Măsurarea conținutului de umiditate a semifabricatelor aflate în zona de condiționare, după uscare
Raportând valorile la umiditatea finală setată prin programul de uscare (Uf=10%), se constată că există o
abatere de aproximativ 4,85% (pentru umidometrul Hora) și 3,7% pentru umidometrul Univ. În tabelele 3 și
4 sunt extrase tipurile de programe de uscare în funcție de specia lemnoasă - paltin și de grosimile
semifabricatelor, precum și datele tehnice ale acestora.
A
B
C
0,000
2,000
4,000
6,000
8,000
12
3
4,233 5,6675,037
5,2174,980
5,223
5,107 5,347 5,523
Valo
are
a m
edie
a c
onținutu
lui de
um
idit
ate
[%
]
Poziția reperelor pe înălțimea stivei
A
B
C
UmidometruHORA
A
B
C
0,000
2,000
4,000
6,000
8,000
12
3
5,420 6,5936,370
6,307
5,587
6,630
5,947 6,470 6,803
Valo
are
a m
edie
a c
onținutu
lui de
um
idit
ate
[%
]
Poziția reperelor pe înălțimea stivei
A
B
C
Umidometru Univ
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
10
Tabelul 3. Tipuri de programe pentru regimul de uscare
Specia lemnoasă Grupa de lemn
(Wood Group WG) Grosimea lemnului [mm]
>60 30...60 <30
Paltin 3 Program 7 Program 8 Program 9
Molid,brad 3 Program 16 Program 17 Program 18
Tabelul 4. Date tehnice privind regimul de uscare pentru programele P7, P8, P9 utilizate pentru uscarea
semifabricatelor din paltin în uscătoarele de la S.C. Hora S.A. Reghin
Program Umiditat
e
de
echilibru
(EMC)
%
Gradientul
de uscare
(Dry
gradient)
DG
Factorul de
incrementare
IF
Temperatu
ra
Incrementul
de
temperatură
dt
Timp
T
Umiditate
a finală
FMC
T(F4)
Faza 4 a
procesul
ui de
uscare t1 t2
7 17 2,2 0 45 55 5 8 10 9,36
8 17 2,4 1 50 60 5 6 10 7,12
9 17 2,6 2 55 65 6 4 10 4,48
Pornind de la particularităţile fiecărei etape a mecanismului de îndepărtare a apei din
lemn, procesul de uscare este împărţit în mai multe faze, fiecare având un scop distinct, pentru
îndeplinirea căruia parametrii aerului trebuie setaţi la anumite valori. Principalele faze ale procesului de
uscare sunt:
încălzirea lemnului şi a apei din lemn (Faza 1) – are rolul de acomodare treptată a lemnului cu
mediul de uscare. În această fază, temperatura este ridicată până la o valoare moderată (t1), corespunzătoare
primei trepte de uscare; Este important ca viteza de încălzire (creşterea temperaturii în unitatea de timp) să
fie constantă şi să nu depăşească cca. 5°C/h, pentru ca încălzirea să se realizeze uniform pe toată grosimea
piesei, iar diferenţa între temperatura straturilor superficiale şi cea a straturilor inferioare să rămână relativ
mică. Îndeosebi lemnul îngheţat trebuie încălzit foarte lent până la atingerea temperaturii de
20°C, altfel iau naştere tensiuni interne mari în lemn.
uscarea propriu-zisă (Faza 2) - are drept scop reducerea controlată a umidităţii lemnului de la
valoarea iniţială (Ui) până la valoarea finală dorită (Uf);
În prima etapă a uscării propriu-zise (Ui … Ucr), parametrii aerului trebuie să corespundă
unui regim blând de uscare, pentru a evita acumularea unor tensiuni interne mari în lemn. Din
aceste considerente temperatura este menţinută constantă la valoarea atinsă în timpul perioadei de
încălizre (t1), iar umiditatea relativă este coborâtă puţin şi apoi menţinută constantă la valoarea ϕ=
60…90%, astfel încât umiditatea de echilibru să fie Ue1 = 13…18% (valorile de la limita inferioară
corespund uscării răşinoaselor, iar cele de la limita superioară uscării speciilor fragile). Acest regim
trebuie menţinut până când toate punctele de măsurare a umidităţii lemnului ating valoarea Ucr. În
această etapă funcţionează continuu numai ventilatoarele. Caloriferele, ţevile de umezire şi coşurile se
deschid periodic, după caz, în funcţie de reglările necesare pentru menţinerea parametrilor impuşi (t1 şi
Ue1). Începând din momentul în care toate punctele de măsurare a umidităţii lemnului au atins valoarea
Ucr, se poate trece la etapa următoare.
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
11
Astfel, în a doua etapă a uscării propriu-zise (Ucr … Uf), temperatura aerului este ridicată
treptat la valoarea maxim admisă pentru specia respectivă (t2). Concomitent, umiditatea aerului este
scăzută continuu pe măsură ce scade umiditatea lemnului, astfel încât gradientul de uscare să rămână
constant. Gradientul de uscare (GU) este raportul între umiditatea lemnului la un moment dat şi
umiditatea de echilibru în acel moment. Astfel, gradientul de uscare este un indicator al gradului de
duritate a regimului de uscarea: cu cât valoarea GU este mai mare cu atât regimul este mai dur, astfel că
valoarea sa depinde în mare măsură de specia lemnoasă. Faza de uscare propriu-zisă se consideră
încheiată în momentul atingerii umidităţii finale dorite Uf.
condiţionarea (Faza 3) are ca scop uniformizarea umidităţii pe secţiunea pieselor şi în cuprinsul
şarjei. Aceasta se realizează prin ridicarea umidităţii straturilor superficiale, în timp ce straturile interioare
continuă să se usuce datorită căldurii acumulate. Astfel, se reduce semnificativ diferenţa de umiditate
pe grosimea pieselor. Temperatura se coboară în timpul acestei faze treptat cu 10 - 15°C faţă de t2,
concomitent cu ridicarea umidităţii de echilibru la o valoare egală cu umiditatea finală ţintită.
Încheierea acestei faze se poate stabili fie în funcţie de căderea de umiditate pe secţiune (se
impune ca aceasta să ajungă la o anumită valoare, de exemplu max. 5%), fie în funcţie de timp.
răcirea (Faza 4) - are drept scop răcirea treptată a materialului în instalaţie, înainte de evacuarea
în mediul exterior cu temperatura mai scăzută (te). În această perioadă, încălzirea şi umezirea sunt
oprite complet. Se deschid la maxim clapetele din coşurile de aerisire şi cu ajutorul
ventilatoarelor stiva este “spălată” cu aer proaspăt (rece şi uscat), în vederea reducerii
temperaturii lemnului până la cel puţin 20°C peste temperatura mediului exterior. Pe baza celor
prezentate mai sus, a datelor măsurate și a analizei registrelor de uscare în care se păstrează
evidența parametrilor uscării fiecărei șarje, se propune ca măsură de îmbunătățire modificarea
unor parametrii ai regimului de uscare, conform principiilor din literatura de specialitate. Astfel, în
tabelul 5 este propus un nou regim de uscare pentru semifabricatele din paltin cu grosimea mai
mică de 30 mm, iar în tabelul 6 sunt prezentate datele tehnice specifice programului aferent
uscătoarelor.
Tabelul 5. Regim de uscare pentru semifabricate din paltin, grosime 30 mm
Faza Umiditatea
lemnului U [%]
Temperatura
t, °C
Umiditatea de
echilibru Ue, %
Gradientul de
uscare GU (DG)
Încălzire iniţială Ui=20 % 45°C 13 -
Uscare propriu-
zisă
Ui … Ucr 45°C 13 -
Ucr … 25% 60°C 11.4 2.5
25 … 20% 60°C 9 2.5
20 … 15% 60°C 7 2.5
15% … Uf 60°C 4.8 2.5
Condiţionare Uf=8% 45°C 9 -
Răcire Uf=8% 35°C - -
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
12
Tabelul 6. Date tehnice privind regimul de uscare propus
PRG EMC DG IF t1 t2 dt T FMC T(F4)
9 18 2.5 2 45 60 4 5 8 6.5
Măsurarea conformității dimensionale a semifabricatelor/subansamblelor pe fluxul
tehonologic
S-a urmărit conformitatea structurilor de chitară din etapa de păsuire și până în etapa de montaj/ambalare.
Astfel, s-au luat în studiu 22 chitare (4/4, cu gât de paltin și tastiera din sonokeling (19 chitare), cu tastieră
fag termotratat (2 chitare) si cu tastiera din salcam (1 chitara) ce au fost urmarite pe fluxul tehnologic din
punct de vedere al conformității și trasabilității proprietăților rigido-elastice.
Punct de control 7 – Asamblare/păsuire chitare
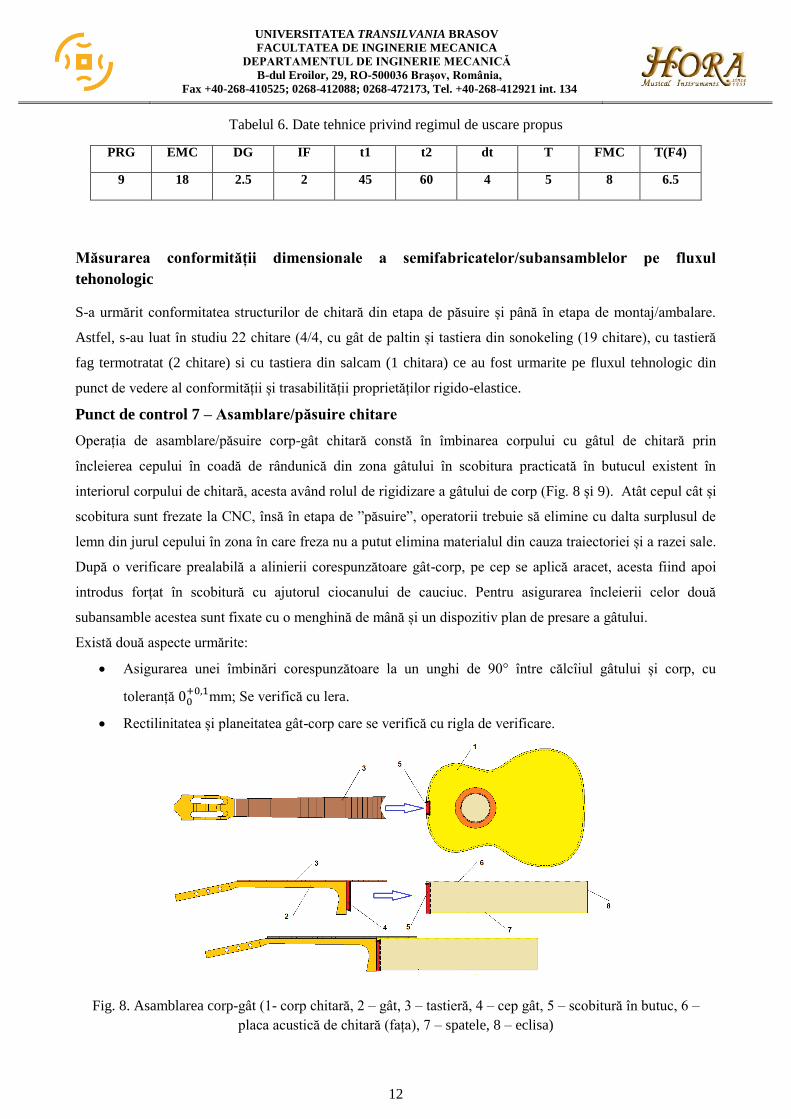
Operația de asamblare/păsuire corp-gât chitară constă în îmbinarea corpului cu gâtul de chitară prin
încleierea cepului în coadă de rândunică din zona gâtului în scobitura practicată în butucul existent în
interiorul corpului de chitară, acesta având rolul de rigidizare a gâtului de corp (Fig. 8 și 9). Atât cepul cât și
scobitura sunt frezate la CNC, însă în etapa de ”păsuire”, operatorii trebuie să elimine cu dalta surplusul de
lemn din jurul cepului în zona în care freza nu a putut elimina materialul din cauza traiectoriei și a razei sale.
După o verificare prealabilă a alinierii corespunzătoare gât-corp, pe cep se aplică aracet, acesta fiind apoi
introdus forțat în scobitură cu ajutorul ciocanului de cauciuc. Pentru asigurarea încleierii celor două
subansamble acestea sunt fixate cu o menghină de mână și un dispozitiv plan de presare a gâtului.
Există două aspecte urmărite:
Asigurarea unei îmbinări corespunzătoare la un unghi de 90° între călcîiul gâtului și corp, cu
toleranță
mm; Se verifică cu lera.
Rectilinitatea și planeitatea gât-corp care se verifică cu rigla de verificare.
Fig. 8. Asamblarea corp-gât (1- corp chitară, 2 – gât, 3 – tastieră, 4 – cep gât, 5 – scobitură în butuc, 6 –
placa acustică de chitară (fața), 7 – spatele, 8 – eclisa)
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
13
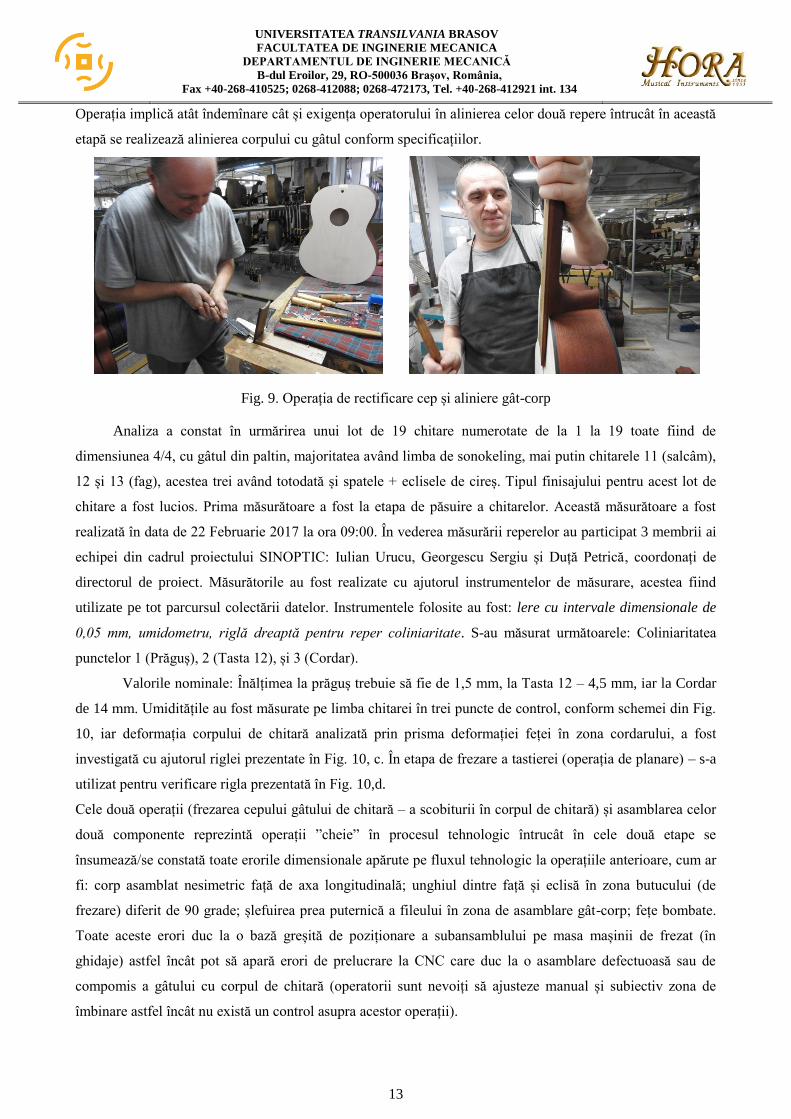
Operația implică atât îndemînare cât și exigența operatorului în alinierea celor două repere întrucât în această
etapă se realizează alinierea corpului cu gâtul conform specificațiilor.
Fig. 9. Operația de rectificare cep și aliniere gât-corp
Analiza a constat în urmărirea unui lot de 19 chitare numerotate de la 1 la 19 toate fiind de
dimensiunea 4/4, cu gâtul din paltin, majoritatea având limba de sonokeling, mai putin chitarele 11 (salcâm),
12 și 13 (fag), acestea trei având totodată și spatele + eclisele de cireș. Tipul finisajului pentru acest lot de
chitare a fost lucios. Prima măsurătoare a fost la etapa de păsuire a chitarelor. Această măsurătoare a fost
realizată în data de 22 Februarie 2017 la ora 09:00. În vederea măsurării reperelor au participat 3 membrii ai
echipei din cadrul proiectului SINOPTIC: Iulian Urucu, Georgescu Sergiu și Duță Petrică, coordonați de
directorul de proiect. Măsurătorile au fost realizate cu ajutorul instrumentelor de măsurare, acestea fiind
utilizate pe tot parcursul colectării datelor. Instrumentele folosite au fost: lere cu intervale dimensionale de
0,05 mm, umidometru, riglă dreaptă pentru reper coliniaritate. S-au măsurat următoarele: Coliniaritatea
punctelor 1 (Prăguș), 2 (Tasta 12), și 3 (Cordar).
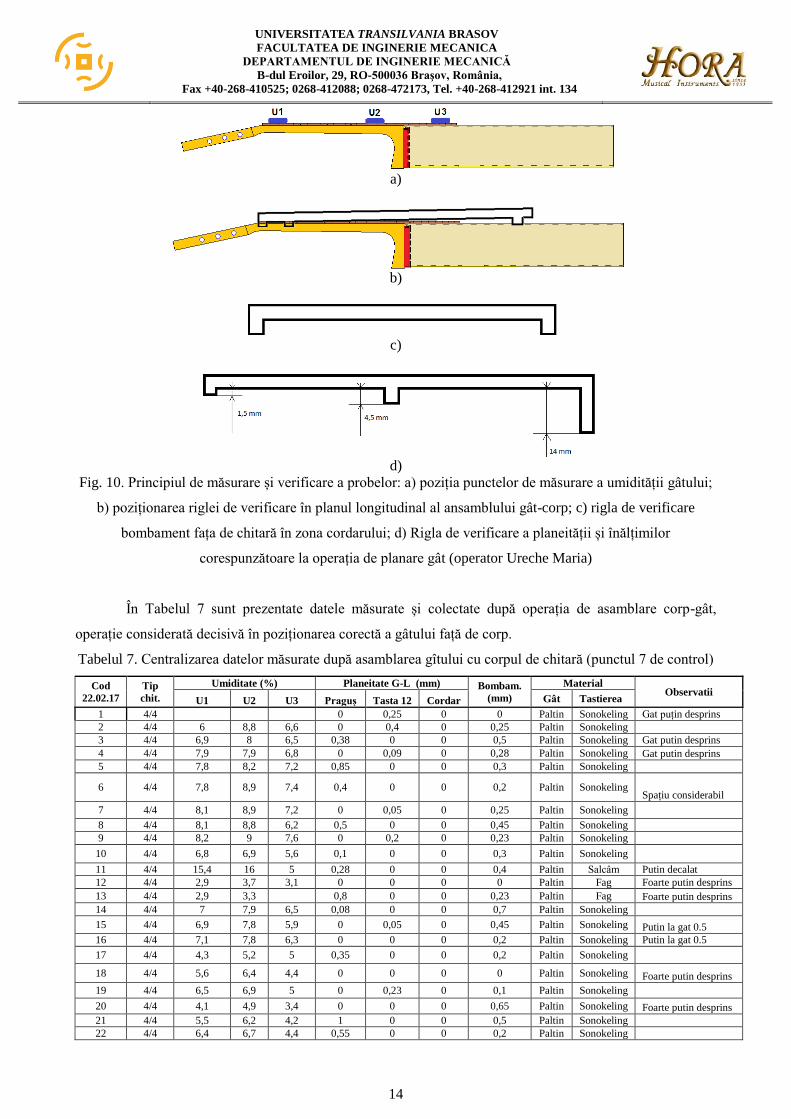
Valorile nominale: Înălțimea la prăguș trebuie să fie de 1,5 mm, la Tasta 12 – 4,5 mm, iar la Cordar
de 14 mm. Umiditățile au fost măsurate pe limba chitarei în trei puncte de control, conform schemei din Fig.
10, iar deformația corpului de chitară analizată prin prisma deformației feței în zona cordarului, a fost
investigată cu ajutorul riglei prezentate în Fig. 10, c. În etapa de frezare a tastierei (operația de planare) – s-a
utilizat pentru verificare rigla prezentată în Fig. 10,d.
Cele două operații (frezarea cepului gâtului de chitară – a scobiturii în corpul de chitară) și asamblarea celor
două componente reprezintă operații ”cheie” în procesul tehnologic întrucât în cele două etape se
însumează/se constată toate erorile dimensionale apărute pe fluxul tehnologic la operațiile anterioare, cum ar
fi: corp asamblat nesimetric față de axa longitudinală; unghiul dintre față și eclisă în zona butucului (de
frezare) diferit de 90 grade; șlefuirea prea puternică a fileului în zona de asamblare gât-corp; fețe bombate.
Toate aceste erori duc la o bază greșită de poziționare a subansamblului pe masa mașinii de frezat (în
ghidaje) astfel încât pot să apară erori de prelucrare la CNC care duc la o asamblare defectuoasă sau de
compomis a gâtului cu corpul de chitară (operatorii sunt nevoiți să ajusteze manual și subiectiv zona de
îmbinare astfel încât nu există un control asupra acestor operații).
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
14
a)
b)
c)
d)
Fig. 10. Principiul de măsurare și verificare a probelor: a) poziția punctelor de măsurare a umidității gâtului;
b) poziționarea riglei de verificare în planul longitudinal al ansamblului gât-corp; c) rigla de verificare
bombament fața de chitară în zona cordarului; d) Rigla de verificare a planeității și înălțimilor
corespunzătoare la operația de planare gât (operator Ureche Maria)
În Tabelul 7 sunt prezentate datele măsurate și colectate după operația de asamblare corp-gât,
operație considerată decisivă în poziționarea corectă a gâtului față de corp.
Tabelul 7. Centralizarea datelor măsurate după asamblarea gîtului cu corpul de chitară (punctul 7 de control)
Cod
22.02.17
Tip
chit.
Umiditate (%) Planeitate G-L (mm) Bombam.
(mm)
Material Observatii
U1 U2 U3 Praguș Tasta 12 Cordar Gât Tastierea
1 4/4 0 0,25 0 0 Paltin Sonokeling Gat puțin desprins
2 4/4 6 8,8 6,6 0 0,4 0 0,25 Paltin Sonokeling
3 4/4 6,9 8 6,5 0,38 0 0 0,5 Paltin Sonokeling Gat putin desprins
4 4/4 7,9 7,9 6,8 0 0,09 0 0,28 Paltin Sonokeling Gat putin desprins
5 4/4 7,8 8,2 7,2 0,85 0 0 0,3 Paltin Sonokeling
6 4/4 7,8 8,9 7,4 0,4 0 0 0,2 Paltin Sonokeling Spațiu considerabil
7 4/4 8,1 8,9 7,2 0 0,05 0 0,25 Paltin Sonokeling
8 4/4 8,1 8,8 6,2 0,5 0 0 0,45 Paltin Sonokeling
9 4/4 8,2 9 7,6 0 0,2 0 0,23 Paltin Sonokeling
10 4/4 6,8 6,9 5,6 0,1 0 0 0,3 Paltin Sonokeling
11 4/4 15,4 16 5 0,28 0 0 0,4 Paltin Salcâm Putin decalat
12 4/4 2,9 3,7 3,1 0 0 0 0 Paltin Fag Foarte putin desprins
13 4/4 2,9 3,3 0,8 0 0 0,23 Paltin Fag Foarte putin desprins
14 4/4 7 7,9 6,5 0,08 0 0 0,7 Paltin Sonokeling
15 4/4 6,9 7,8 5,9 0 0,05 0 0,45 Paltin Sonokeling Putin la gat 0.5
16 4/4 7,1 7,8 6,3 0 0 0 0,2 Paltin Sonokeling Putin la gat 0.5
17 4/4 4,3 5,2 5 0,35 0 0 0,2 Paltin Sonokeling
18 4/4 5,6 6,4 4,4 0 0 0 0 Paltin Sonokeling Foarte putin desprins
19 4/4 6,5 6,9 5 0 0,23 0 0,1 Paltin Sonokeling
20 4/4 4,1 4,9 3,4 0 0 0 0,65 Paltin Sonokeling Foarte putin desprins
21 4/4 5,5 6,2 4,2 1 0 0 0,5 Paltin Sonokeling
22 4/4 6,4 6,7 4,4 0,55 0 0 0,2 Paltin Sonokeling
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
15
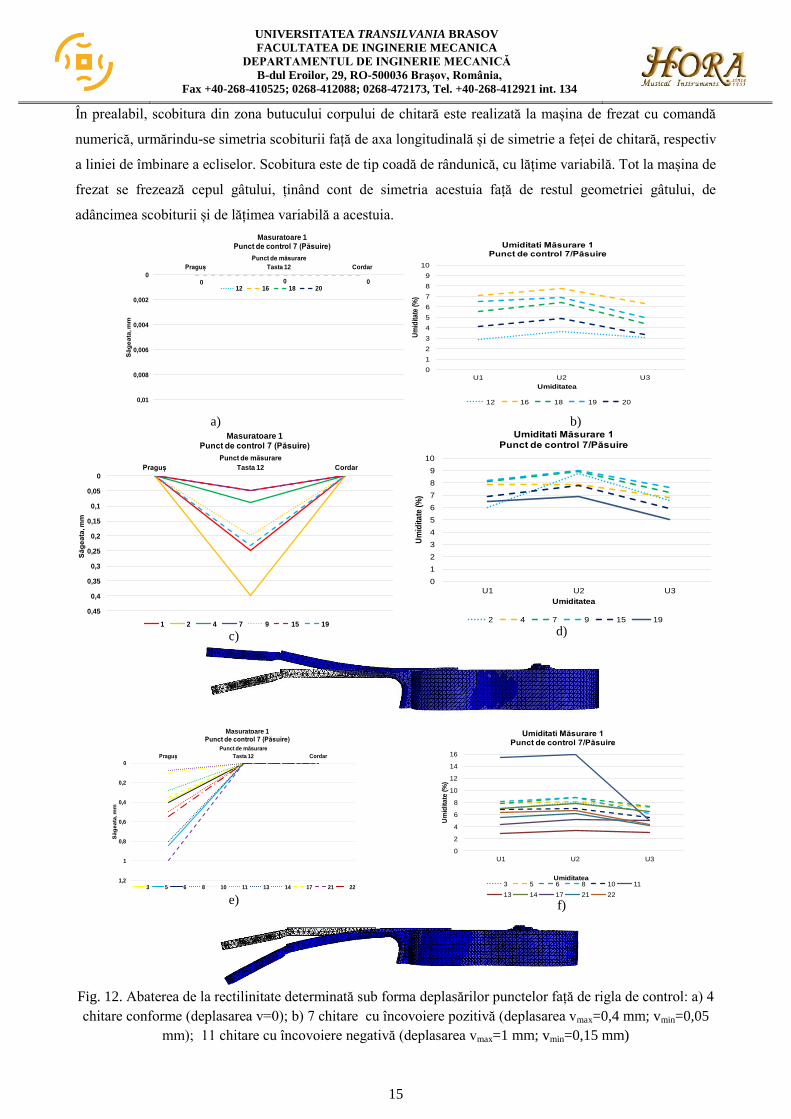
În prealabil, scobitura din zona butucului corpului de chitară este realizată la mașina de frezat cu comandă
numerică, urmărindu-se simetria scobiturii față de axa longitudinală și de simetrie a feței de chitară, respectiv
a liniei de îmbinare a ecliselor. Scobitura este de tip coadă de rândunică, cu lățime variabilă. Tot la mașina de
frezat se frezează cepul gâtului, ținând cont de simetria acestuia față de restul geometriei gâtului, de
adâncimea scobiturii și de lățimea variabilă a acestuia.
a) b)
c)
d)
e)
f)
Fig. 12. Abaterea de la rectilinitate determinată sub forma deplasărilor punctelor față de rigla de control: a) 4
chitare conforme (deplasarea v=0); b) 7 chitare cu încovoiere pozitivă (deplasarea vmax=0,4 mm; vmin=0,05
mm); 11 chitare cu încovoiere negativă (deplasarea vmax=1 mm; vmin=0,15 mm)
0 0 00
0,002
0,004
0,006
0,008
0,01
Praguș Tasta 12 Cordar
Săgeata
, m
m
Punct de măsurare
Masuratoare 1Punct de control 7 (Păsuire)
12 16 18 20
0
1
2
3
4
5
6
7
8
9
10
U1 U2 U3
Um
idita
te (%
)
Umiditatea
Umiditati Măsurare 1Punct de control 7/Păsuire
12 16 18 19 20
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0,4
0,45
Praguș Tasta 12 Cordar
Săgeata
, mm
Punct de măsurare
Masuratoare 1Punct de control 7 (Păsuire)
1 2 4 7 9 15 19
0
1
2
3
4
5
6
7
8
9
10
U1 U2 U3
Um
idit
ate
(%
)
Umiditatea
Umiditati Măsurare 1Punct de control 7/Păsuire
2 4 7 9 15 19
0
0,2
0,4
0,6
0,8
1
1,2
Praguș Tasta 12 Cordar
Săgeata
, m
m
Punct de măsurare
Masuratoare 1Punct de control 7 (Păsuire)
3 5 6 8 10 11 13 14 17 21 22
0
2
4
6
8
10
12
14
16
U1 U2 U3
Um
idit
ate
(%
)
Umiditatea
Umiditati Măsurare 1Punct de control 7/Păsuire
3 5 6 8 10 11
13 14 17 21 22
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
16
Din punct de vedere al deformațiilor înregistrate în punctul de control 7 (după asamblare), acestea au fost
grupate în următoarele categorii: subansambluri fără deformații (18%) Fig. 11, a; sabansambluri cu
deformații în zona tastei 12 (gât cu încovoiere pozitivă) (32%) Fig. 11, c; subansambluri cu deformații în
zona prăgușului (încovoiere negativă) (50%) Fig. 11, e. În Fig. 11, b, d, f sunt prezentate valorile
conținutului de umiditate pentru probele măsurate. Din punct de vedere al bombamentului în zona
cordarului, se constată că toate probele au fețele deformate în zona cordarului (Fig. 13), deformații care se
datorează fie dispozitivelor uzate/decalibrate folosite în etapa de alcătuire a corpului de chitară, fie forței de
strângere a menghinei utilizată pentru asigurarea încleierii corespunzătoare a gâtului cu corpul în etapa de
asamblare/păsuire.
Fig. 12. Variația deformației fețelor de chitară în zona cordarului
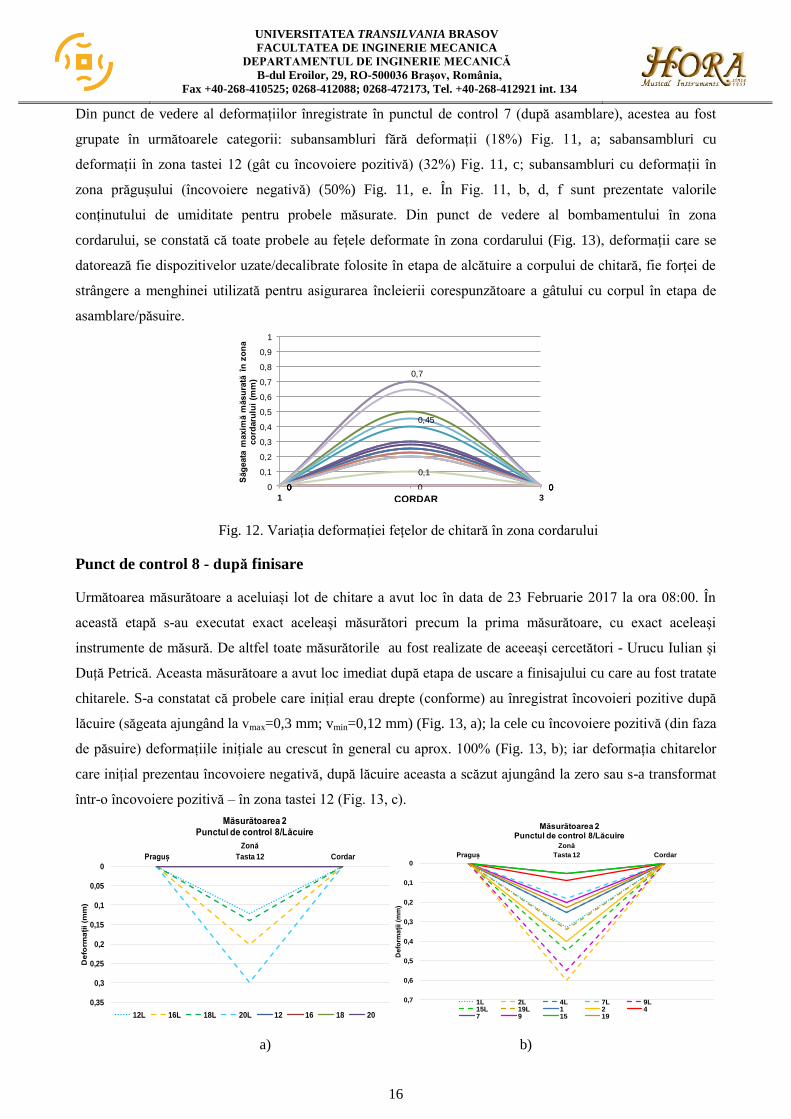
Punct de control 8 - după finisare
Următoarea măsurătoare a aceluiași lot de chitare a avut loc în data de 23 Februarie 2017 la ora 08:00. În
această etapă s-au executat exact aceleași măsurători precum la prima măsurătoare, cu exact aceleași
instrumente de măsură. De altfel toate măsurătorile au fost realizate de aceeași cercetători - Urucu Iulian și
Duță Petrică. Aceasta măsurătoare a avut loc imediat după etapa de uscare a finisajului cu care au fost tratate
chitarele. S-a constatat că probele care inițial erau drepte (conforme) au înregistrat încovoieri pozitive după
lăcuire (săgeata ajungând la vmax=0,3 mm; vmin=0,12 mm) (Fig. 13, a); la cele cu încovoiere pozitivă (din faza
de păsuire) deformațiile inițiale au crescut în general cu aprox. 100% (Fig. 13, b); iar deformația chitarelor
care inițial prezentau încovoiere negativă, după lăcuire aceasta a scăzut ajungând la zero sau s-a transformat
într-o încovoiere pozitivă – în zona tastei 12 (Fig. 13, c).
a) b)
0
0,7
00
0,45
00 0 00
0,1
00
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
1 2 3
Săgeata
maxim
ă m
ăsura
tă în z
ona
co
rdaru
lui
(mm
)
CORDAR
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
Praguș Tasta 12 Cordar
Defo
rmații (m
m)
Zonă
Măsurătoarea 2Punctul de control 8/Lăcuire
12L 16L 18L 20L 12 16 18 20
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
Praguș Tasta 12 Cordar
Defo
rmații (m
m)
Zonă
Măsurătoarea 2Punctul de control 8/Lăcuire
1L 2L 4L 7L 9L15L 19L 1 2 47 9 15 19
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
17
c)
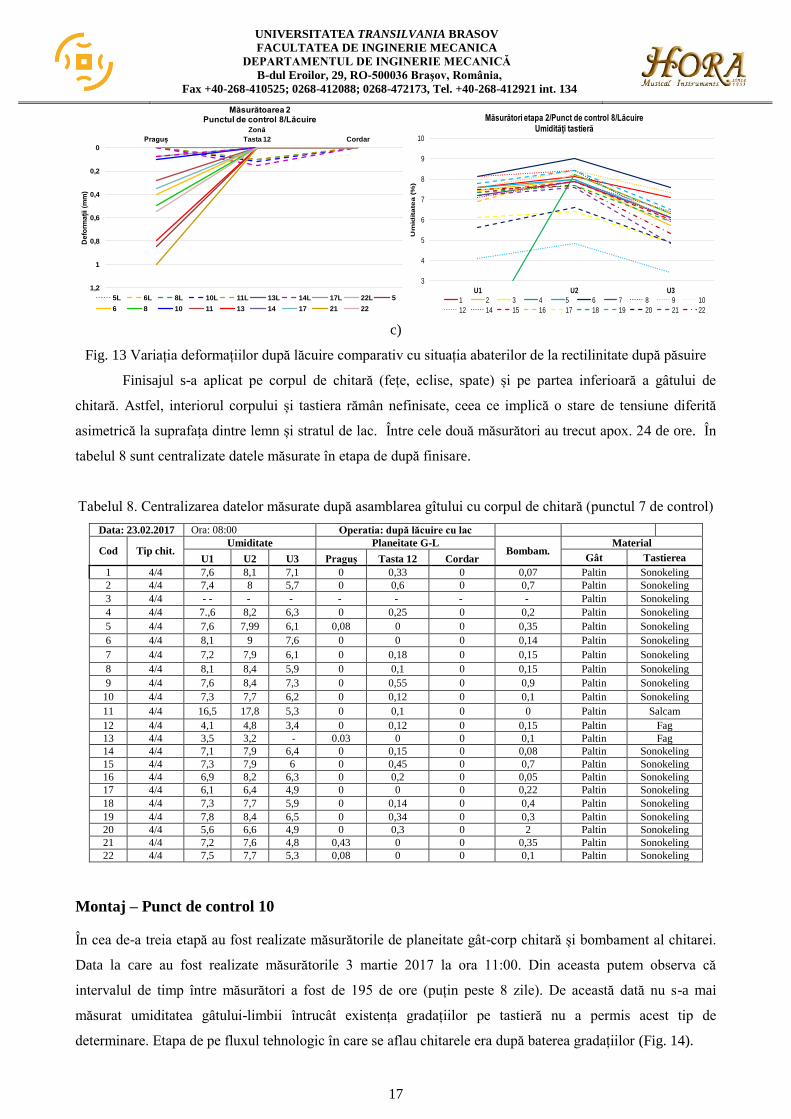
Fig. 13 Variația deformațiilor după lăcuire comparativ cu situația abaterilor de la rectilinitate după păsuire
Finisajul s-a aplicat pe corpul de chitară (fețe, eclise, spate) și pe partea inferioară a gâtului de
chitară. Astfel, interiorul corpului și tastiera rămân nefinisate, ceea ce implică o stare de tensiune diferită
asimetrică la suprafața dintre lemn și stratul de lac. Între cele două măsurători au trecut apox. 24 de ore. În
tabelul 8 sunt centralizate datele măsurate în etapa de după finisare.
Tabelul 8. Centralizarea datelor măsurate după asamblarea gîtului cu corpul de chitară (punctul 7 de control)
Data: 23.02.2017 Ora: 08:00 Operatia: după lăcuire cu lac
Cod Tip chit. Umiditate Planeitate G-L
Bombam. Material
U1 U2 U3 Praguș Tasta 12 Cordar Gât Tastierea
1 4/4 7,6 8,1 7,1 0 0,33 0 0,07 Paltin Sonokeling
2 4/4 7,4 8 5,7 0 0,6 0 0,7 Paltin Sonokeling
3 4/4 - - - - - - - - Paltin Sonokeling
4 4/4 7.,6 8,2 6,3 0 0,25 0 0,2 Paltin Sonokeling
5 4/4 7,6 7,99 6,1 0,08 0 0 0,35 Paltin Sonokeling
6 4/4 8,1 9 7,6 0 0 0 0,14 Paltin Sonokeling
7 4/4 7,2 7,9 6,1 0 0,18 0 0,15 Paltin Sonokeling
8 4/4 8,1 8,4 5,9 0 0,1 0 0,15 Paltin Sonokeling
9 4/4 7,6 8,4 7,3 0 0,55 0 0,9 Paltin Sonokeling
10 4/4 7,3 7,7 6,2 0 0,12 0 0,1 Paltin Sonokeling
11 4/4 16,5 17,8 5,3 0 0,1 0 0 Paltin Salcam
12 4/4 4,1 4,8 3,4 0 0,12 0 0,15 Paltin Fag
13 4/4 3,5 3,2 - 0.03 0 0 0,1 Paltin Fag
14 4/4 7,1 7,9 6,4 0 0,15 0 0,08 Paltin Sonokeling
15 4/4 7,3 7,9 6 0 0,45 0 0,7 Paltin Sonokeling
16 4/4 6,9 8,2 6,3 0 0,2 0 0,05 Paltin Sonokeling
17 4/4 6,1 6,4 4,9 0 0 0 0,22 Paltin Sonokeling
18 4/4 7,3 7,7 5,9 0 0,14 0 0,4 Paltin Sonokeling
19 4/4 7,8 8,4 6,5 0 0,34 0 0,3 Paltin Sonokeling
20 4/4 5,6 6,6 4,9 0 0,3 0 2 Paltin Sonokeling
21 4/4 7,2 7,6 4,8 0,43 0 0 0,35 Paltin Sonokeling
22 4/4 7,5 7,7 5,3 0,08 0 0 0,1 Paltin Sonokeling
Montaj – Punct de control 10
În cea de-a treia etapă au fost realizate măsurătorile de planeitate gât-corp chitară și bombament al chitarei.
Data la care au fost realizate măsurătorile 3 martie 2017 la ora 11:00. Din aceasta putem observa că
intervalul de timp între măsurători a fost de 195 de ore (puțin peste 8 zile). De această dată nu s-a mai
măsurat umiditatea gâtului-limbii întrucât existența gradațiilor pe tastieră nu a permis acest tip de
determinare. Etapa de pe fluxul tehnologic în care se aflau chitarele era după baterea gradațiilor (Fig. 14).
0
0,2
0,4
0,6
0,8
1
1,2
Praguș Tasta 12 Cordar
Defo
rmații (m
m)
Zonă
Măsurătoarea 2Punctul de control 8/Lăcuire
5L 6L 8L 10L 11L 13L 14L 17L 22L 5
6 8 10 11 13 14 17 21 22
3
4
5
6
7
8
9
10
U1 U2 U3
Um
idit
ate
a (
%)
Măsurători etapa 2/Punct de control 8/LăcuireUmidități tastieră
1 2 3 4 5 6 7 8 9 10
12 14 15 16 17 18 19 20 21 22
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
18
a)
b)
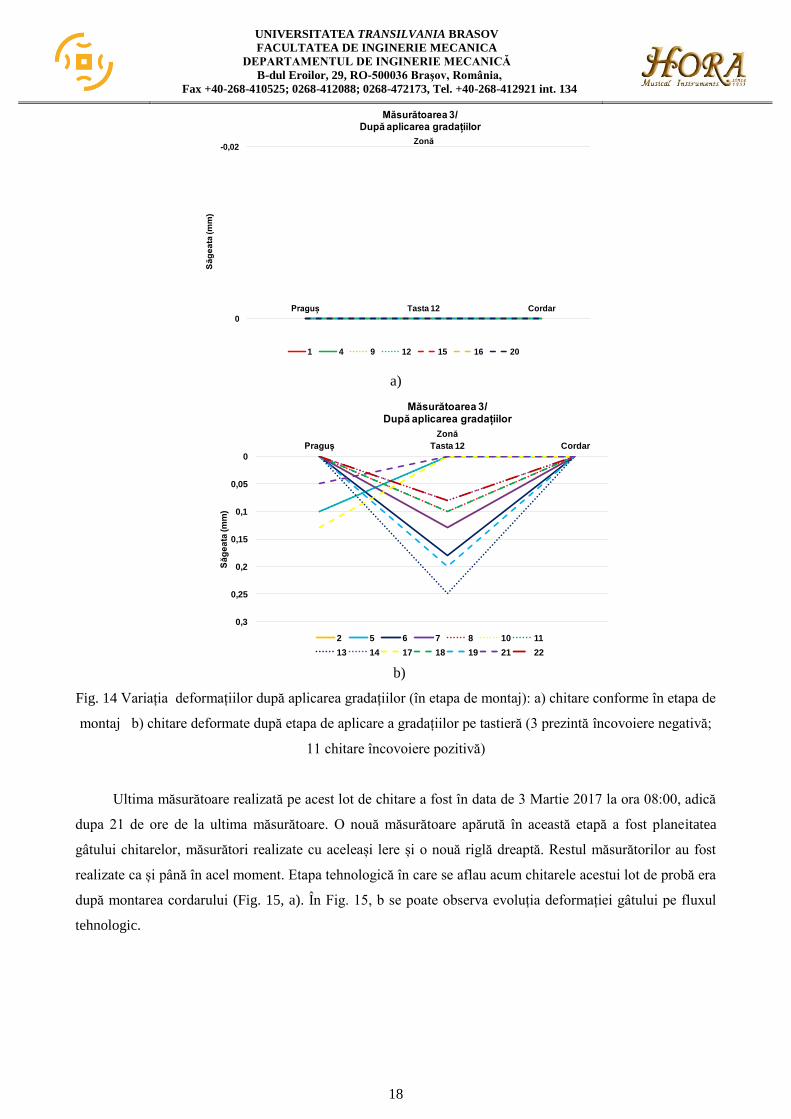
Fig. 14 Variația deformațiilor după aplicarea gradațiilor (în etapa de montaj): a) chitare conforme în etapa de
montaj b) chitare deformate după etapa de aplicare a gradațiilor pe tastieră (3 prezintă încovoiere negativă;
11 chitare încovoiere pozitivă)
Ultima măsurătoare realizată pe acest lot de chitare a fost în data de 3 Martie 2017 la ora 08:00, adică
dupa 21 de ore de la ultima măsurătoare. O nouă măsurătoare apărută în această etapă a fost planeitatea
gâtului chitarelor, măsurători realizate cu aceleași lere și o nouă riglă dreaptă. Restul măsurătorilor au fost
realizate ca și până în acel moment. Etapa tehnologică în care se aflau acum chitarele acestui lot de probă era
după montarea cordarului (Fig. 15, a). În Fig. 15, b se poate observa evoluția deformației gâtului pe fluxul
tehnologic.
-0,02
0
Praguș Tasta 12 Cordar
Săgeata
(m
m)
Zonă
Măsurătoarea 3/După aplicarea gradațiilor
1 4 9 12 15 16 20
0
0,05
0,1
0,15
0,2
0,25
0,3
Praguș Tasta 12 Cordar
Săgeata
(mm
)
Zonă
Măsurătoarea 3/După aplicarea gradațiilor
2 5 6 7 8 10 11
13 14 17 18 19 21 22
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
19
a)
b)
c)
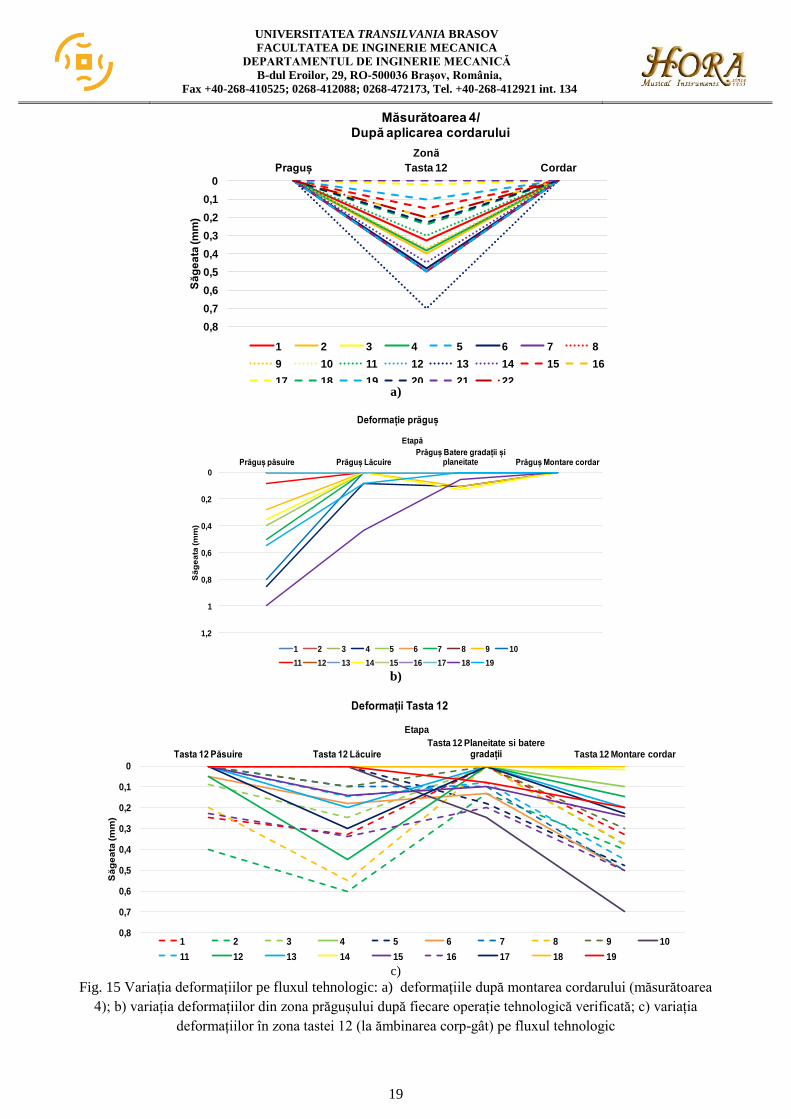
Fig. 15 Variația deformațiilor pe fluxul tehnologic: a) deformațiile după montarea cordarului (măsurătoarea
4); b) variația deformațiilor din zona prăgușului după fiecare operație tehnologică verificată; c) variația
deformațiilor în zona tastei 12 (la ămbinarea corp-gât) pe fluxul tehnologic
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
Praguș Tasta 12 Cordar
Săgeata
(mm
)
Zonă
Măsurătoarea 4/După aplicarea cordarului
1 2 3 4 5 6 7 8
9 10 11 12 13 14 15 16
17 18 19 20 21 22
0
0,2
0,4
0,6
0,8
1
1,2
Prăguș păsuire Prăguș LăcuirePrăguș Batere gradații și
planeitate Prăguș Montare cordar
Săgeata
(mm
)
Etapă
Deformație prăguș
1 2 3 4 5 6 7 8 9 10
11 12 13 14 15 16 17 18 19
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
Tasta 12 Păsuire Tasta 12 LăcuireTasta 12 Planeitate si batere
gradații Tasta 12 Montare cordar
Săgeata
(m
m)
Etapa
Deformații Tasta 12
1 2 3 4 5 6 7 8 9 10
11 12 13 14 15 16 17 18 19
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
20
Verificarea echipamentelor/mașinilor
O altă activitate desfășurată pentru identificarea cauzei principale a apariției deformației a fost analiza
mașinilor unelte, a echipamentelor de prelucrare și dispozitivelor de fixare a pieselor pentru prelucrare.
Corelând măsurătorile prezentate anterior cu operația tehnologică de la care apar modificări în
stabilitatea/rectilinitatea și planeitatea gâtului de chitară, se poate aprecia că un factor decisiv îl au
următoarele operații:
Asamblarea corp-gât, operație preponderent manuală realizată de operatorii umani ceea ce constituie
subiectul analizei mâinii de lucru;
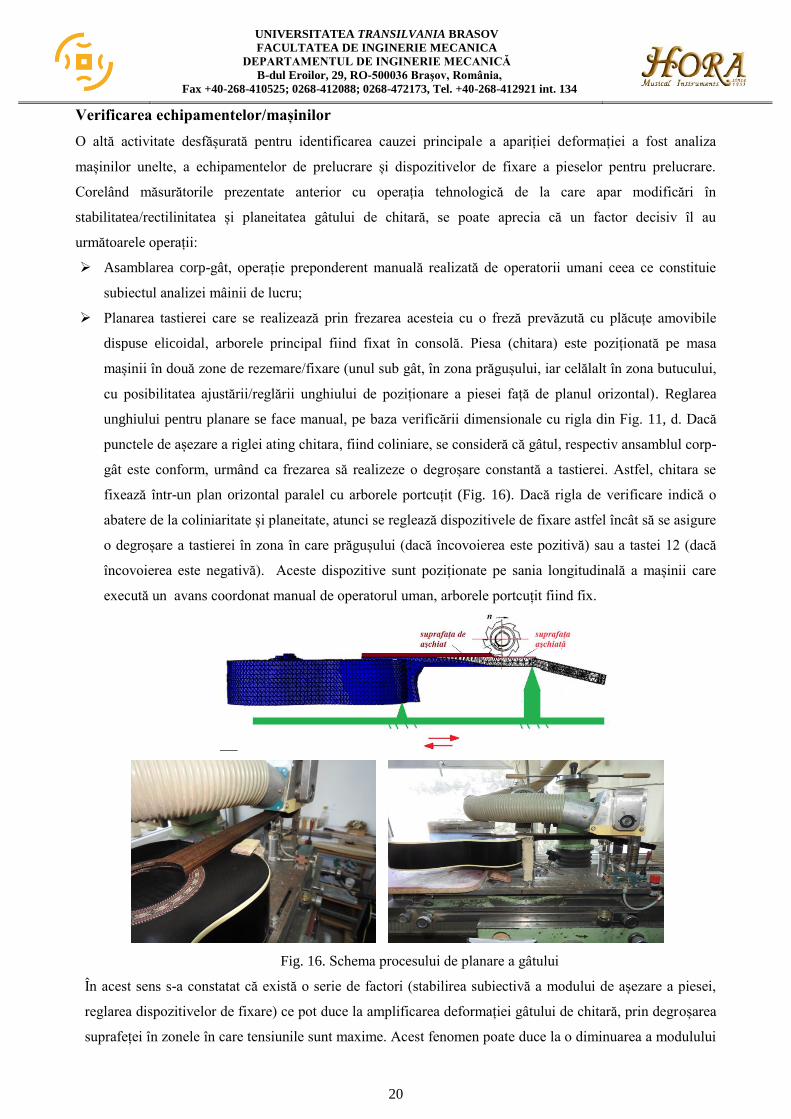
Planarea tastierei care se realizează prin frezarea acesteia cu o freză prevăzută cu plăcuțe amovibile
dispuse elicoidal, arborele principal fiind fixat în consolă. Piesa (chitara) este poziționată pe masa
mașinii în două zone de rezemare/fixare (unul sub gât, în zona prăgușului, iar celălalt în zona butucului,
cu posibilitatea ajustării/reglării unghiului de poziționare a piesei față de planul orizontal). Reglarea
unghiului pentru planare se face manual, pe baza verificării dimensionale cu rigla din Fig. 11, d. Dacă
punctele de așezare a riglei ating chitara, fiind coliniare, se consideră că gâtul, respectiv ansamblul corp-
gât este conform, urmând ca frezarea să realizeze o degroșare constantă a tastierei. Astfel, chitara se
fixează într-un plan orizontal paralel cu arborele portcuțit (Fig. 16). Dacă rigla de verificare indică o
abatere de la coliniaritate și planeitate, atunci se reglează dispozitivele de fixare astfel încât să se asigure
o degroșare a tastierei în zona în care prăgușului (dacă încovoierea este pozitivă) sau a tastei 12 (dacă
încovoierea este negativă). Aceste dispozitive sunt poziționate pe sania longitudinală a mașinii care
execută un avans coordonat manual de operatorul uman, arborele portcuțit fiind fix.
Fig. 16. Schema procesului de planare a gâtului
În acest sens s-a constatat că există o serie de factori (stabilirea subiectivă a modului de așezare a piesei,
reglarea dispozitivelor de fixare) ce pot duce la amplificarea deformației gâtului de chitară, prin degroșarea
suprafeței în zonele în care tensiunile sunt maxime. Acest fenomen poate duce la o diminuarea a modulului

UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
21
de rezistență în secțiunea cea mai solicitată (zona tastelor 7 - 9), amplificând ulterior, în timp, valoarea
tensiunilor maxime, respectiv creșterea săgeții.
În acest sens, se recomandă găsirea unor soluții tehnice de fixare a pieselor astfel încît să se elimine
cât mai mult posibil intervenția subiectivă a operatorului uman și chiar realizarea planării cu un element de
reazem poziționat pe toată lungimea gâtului care să preia forța de așchiere și vibrațiile mașinii.
Un alt punct critic din punct de vedere al accentuării/apariției deformației gâtului de chitară îl
reprezintă operația de batere a gradațiilor pe tastieră. Înainte de fixarea sârmei pentru gradații, pe tastieră
sunt practicate tăieri perpendiculare pe axa longitudinală a gâtului la distanțele specifice obținerii sunetelor
muzicale, operație care este urmată de aplicarea manuală a sârmei pentru gradații în locașurile tăiate.
Operatorii fixează sârma forțat prin aplicarea unr bătăi cu ciocanul, taie sârma la lungimea corespunzătoare
lățimii gâtului din dreptul gradației, după care poziționează chitara pe masa mașinii de bătut gradații. Piesa
este fixată pe două reazeme (la butuc și la prăguș), iar pe lungimea gâtului se poziționează un reazem
semirigid. Inainte de sesizarea fenomenului care apărea în timpul aplicării forței dinamice de fixare a
gradațiilor, gâtul era susținut doar pe jumătate din lungimea lui, fapt care conducea la apariția unor
deformații instantanee și remanente ale gâtului în zona gradațiilor 6-10 (Fig. 17, a). După studierea,
înregistrarea cu camera rapidă a fenomenului și anunțarea la nivelul conducerii, s-a a remediat situația, fiind
înlocuite reazemele respective cu unele care să corespundă întregii lungimi a gâtului de chitară (Fig. 17, b).
a) b)
Fig. 17 Modalitatea de fixare a chitarei la mașina de batere a gradațiilor: a) cu vechiul reazem care nu
asigura rezemarea pe toată lungimea gâtului; b) cu noul reazem care asigură o rezemare semirigidă pe toată
lungimea gâtului
Mâna de lucru (opratorii umani)
Un factor important în calitatea produselor finite îl joacă operatorii umani care în prelucarea
instrumentelor muzicale își aduc un important aport la calitatea execuției produselor atât direct (multe din
operații fiind manuale), cât și indirect (prin manipularea mașinilor unelte și echipamentelor de
prelucrare/fixare/manipulare a produselor în diferite faze tehnologice).
Întrucât s-a considerat ca punct de pornire în apariția deformațiilor operația de păsuire (asamblare a corpului
cu gâtul), s-a făcut o analiză a calității produselor realizate de operatorii de la păsuire, codificați cu numlele
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
22
lor. Pentru asigurarea calității și trasabilității produselor pe fluxul tehnologic, fiecare operator își marchează
pe produsul realizat un semn după care să poată fi identificată persoana care a realizat asamblarea corpului
cu gâtul de chitară. Astfel, s-au colectat datele pentru un lot de 44 chitare pentru care s-au măsurat o serie de
parametri dimensionali, după operația de lăcuire cu lac poliesteric. Aceste date sunt prezentate în Tabelul 9.
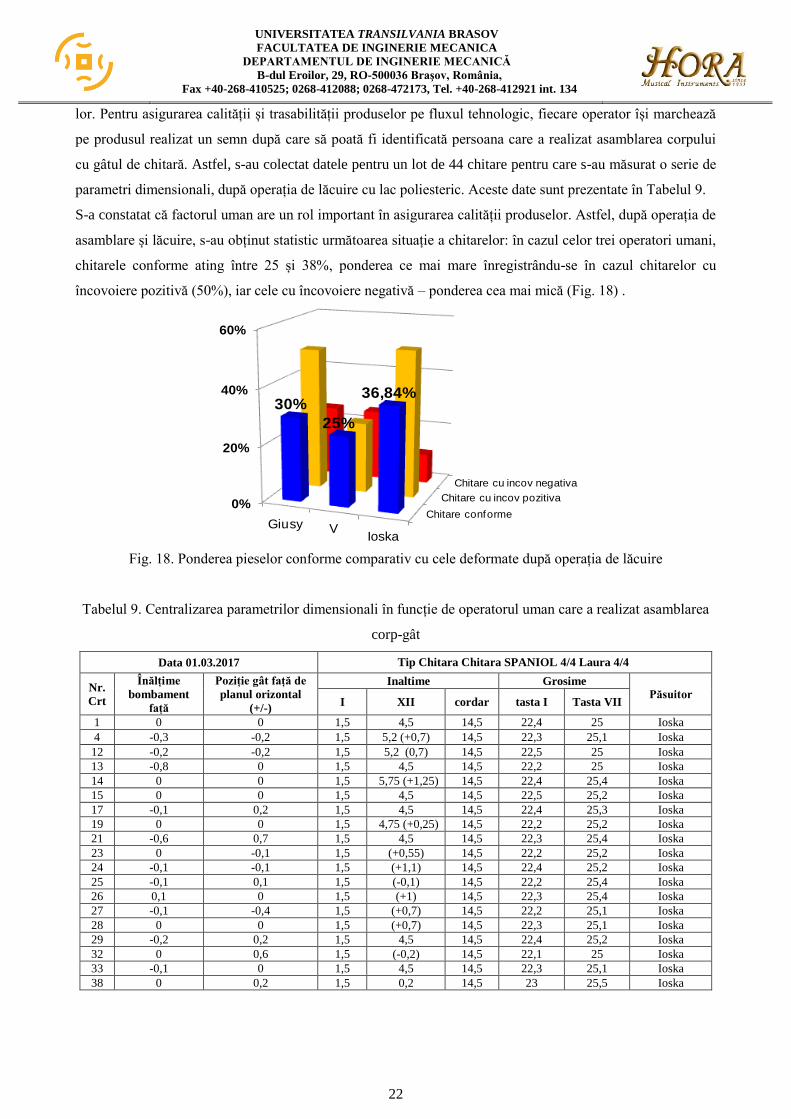
S-a constatat că factorul uman are un rol important în asigurarea calității produselor. Astfel, după operația de
asamblare și lăcuire, s-au obținut statistic următoarea situație a chitarelor: în cazul celor trei operatori umani,
chitarele conforme ating între 25 și 38%, ponderea ce mai mare înregistrându-se în cazul chitarelor cu
încovoiere pozitivă (50%), iar cele cu încovoiere negativă – ponderea cea mai mică (Fig. 18) .
Fig. 18. Ponderea pieselor conforme comparativ cu cele deformate după operația de lăcuire
Tabelul 9. Centralizarea parametrilor dimensionali în funcție de operatorul uman care a realizat asamblarea
corp-gât
Data 01.03.2017 Tip Chitara Chitara SPANIOL 4/4 Laura 4/4
Nr.
Crt
Înălțime
bombament
față
Poziție gât față de
planul orizontal
(+/-)
Inaltime Grosime Păsuitor
I XII cordar tasta I Tasta VII
1 0 0 1,5 4,5 14,5 22,4 25 Ioska
4 -0,3 -0,2 1,5 5,2 (+0,7) 14,5 22,3 25,1 Ioska
12 -0,2 -0,2 1,5 5,2 (0,7) 14,5 22,5 25 Ioska
13 -0,8 0 1,5 4,5 14,5 22,2 25 Ioska
14 0 0 1,5 5,75 (+1,25) 14,5 22,4 25,4 Ioska
15 0 0 1,5 4,5 14,5 22,5 25,2 Ioska
17 -0,1 0,2 1,5 4,5 14,5 22,4 25,3 Ioska
19 0 0 1,5 4,75 (+0,25) 14,5 22,2 25,2 Ioska
21 -0,6 0,7 1,5 4,5 14,5 22,3 25,4 Ioska
23 0 -0,1 1,5 (+0,55) 14,5 22,2 25,2 Ioska
24 -0,1 -0,1 1,5 (+1,1) 14,5 22,4 25,2 Ioska
25 -0,1 0,1 1,5 (-0,1) 14,5 22,2 25,4 Ioska
26 0,1 0 1,5 (+1) 14,5 22,3 25,4 Ioska
27 -0,1 -0,4 1,5 (+0,7) 14,5 22,2 25,1 Ioska
28 0 0 1,5 (+0,7) 14,5 22,3 25,1 Ioska
29 -0,2 0,2 1,5 4,5 14,5 22,4 25,2 Ioska
32 0 0,6 1,5 (-0,2) 14,5 22,1 25 Ioska
33 -0,1 0 1,5 4,5 14,5 22,3 25,1 Ioska
38 0 0,2 1,5 0,2 14,5 23 25,5 Ioska
Chitare conforme
Chitare cu incov pozitiva
Chitare cu incov negativa
0%
20%
40%
60%
Giusy VIoska
30%
25%
36,84%
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
23
Tabelul 9. Centralizarea parametrilor dimensionali în funcție de operatorul uman care a realizat asamblarea
corp-gât (continuare)
Data01.03.2017 Tip Chitara Chitara SPANIOL 4/4 Laura 4/4
Nr.
Crt
Înălțime
bombament
față
Poziție gât față
de planul
orizontal (+/-)
Inaltime
Grosime
Păsuitor
I XII cordar tasta I Tasta VII
5 -1 0 1,5 5,1 (+0,6) 14,5 22,3 25 V
30 0 0,1 1,5 4,5 14,5 22,2 25 V.
31 -0,3 0 1,5 (-0,1) 14,5 22,4 25,2 V.
36 0 0,2 1,5 0,5 14,5 22,5 25,5 V.
2 0 1 1,5 4,5 14,5 22,6 25,2 Giusy
3 0,3 0 1,5 4,7 (+0,2) 14,5 21,8 24,8 Giusy
6 -0,6 0 1,5 4,9 (+0,4) 14,5 22,1 25,1 Giusy
7 0 0,4 1,5 4,5 14,5 21,5 24,7 Giusy
8 -0,2 0,4 1,6 (+0,1) 4,5 14,5 22,1 25 Giusy
9 -0,7 0,3 1,5 4,1 (-0,4) 14,5 22 25 Giusy
10 -0,4 0,1 1,5 4,5 14,5 22,2 25,4 Giusy
11 0 0,4 1,5 4,2 (-0,3) 14,5 22,5 25 Giusy
16 -0,1 0 1,5 4,6 (+0,1) 14,5 22 25,1 Giusy
18 -0,2 -0,1 1,5 5,1 (+0,6) 14,5 22,5 25,5 Giusy
20 -0,4 0 1,5 4,3 (-0,2) 14,5 22 24,8 Giusy
22 0 0,1 1,5 4,5 14,5 22,4 25 Giusy
34 0 1,2 1,5 4,5 14,5 22,9 26,9 Giusy
35 0 0,3 1,5 4,5 14,5 23 25,8 Giusy
37 0 1,2 1,5 -0,35 14,5 22,8 25,7 Giusy
39 0 2 1,5 -0,6 14,5 23,1 25,8 Giusy
40 0 2 1,5 -0,5 14,5 22,8 25,7 Giusy
41 0 1,7 1,5 -0,3 14,5 22,8 25,5 Giusy
42 -0,1 1,6 1,5 -0,5 14,5 23 25,5 Giusy
43 0 0,6 1,5 -0,3 14,5 23 25,5 Giusy
44 0 1,5 1,5 -0,3 14,5 23 25,5 Giusy
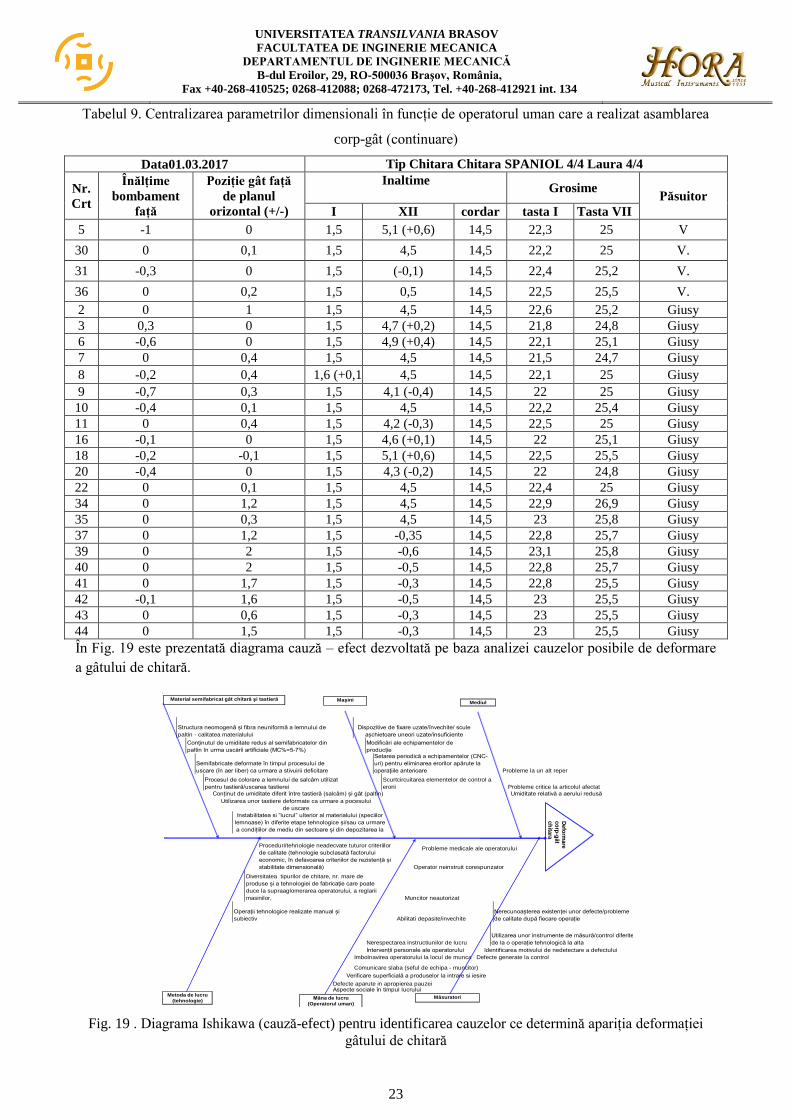
În Fig. 19 este prezentată diagrama cauză – efect dezvoltată pe baza analizei cauzelor posibile de deformare
a gâtului de chitară.
Fig. 19 . Diagrama Ishikawa (cauză-efect) pentru identificarea cauzelor ce determină apariția deformației
gâtului de chitară
Probleme la un alt reper
Probleme critice la articolul afectat
Conținut de umiditate diferit între tastieră (salcâm) și gât (paltin) Umiditate relativă a aerului redusă
Probleme medicale ale operatorului
Operator neinstruit corespunzator
Muncitor neautorizat
Abilitati depasite/invechite
Nerespectarea instructiunilor de lucru
Intervenții personale ale operatorului Identificarea motivului de nedetectare a defectului
Imbolnavirea operatorului la locul de munca Defecte generate la control
Comunicare slaba (seful de echipa - muncitor)
Verificare superficială a produselor la intrare si iesire
Defecte aparute in apropierea pauzeiAspecte sociale în timpul lucrului
Utilizarea unor instrumente de măsură/control diferite
de la o operație tehnologică la alta
Nerecunoașterea existenței unor defecte/probleme
de calitate după fiecare operație
Setarea periodică a echipamentelor (CNC-
uri) pentru eliminarea erorilor apărute la
operațiile anterioare
Scurtcircuitarea elementelor de control a
erorii
Instabilitatea si ”lucrul” ulterior al materialului (speciilor
lemnoase) în diferite etape tehnologice și/sau ca urmare
a condițiilor de mediu din sectoare și din depozitarea la
Utilizarea unor tastiere deformate ca urmare a pocesului
de uscare
Proceduri/tehnologie neadecvate tuturor criteriilor
de calitate (tehnologie subclasată factorului
economic, în defavoarea criteriilor de rezistență și
stabilitate dimensională)
Diversitatea tipurilor de chitare, nr. mare de
produse și a tehnologiei de fabricație care poate
duce la supraaglomerarea operatorului, a reglarii
masinilor,
Conținutul de umiditate redus al semifabricatelor din
paltin în urma uscării artificiale (MC%=5-7%)
Semifabricate deformate în timpul procesului de
uscare (în aer liber) ca urmare a stivuirii deficitare
Structura neomogenă și fibra neuniformă a lemnului de
paltin - calitatea materialului
Procesul de colorare a lemnului de salcâm utilizat
pentru tastieră/uscarea tastierei
Operații tehnologice realizate manual și
subiectiv
Modificări ale echipamentelor de
producție
Dispozitive de fixare uzate/învechite/ scule
așchietoare uneori uzate/insuficiente
Material semifabricat gât chitară și tastieră Mașini
Metoda de lucru
(tehnologie)Mâna de lucru
(Operatorul uman)
Măsuratori
Mediul
Defo
rmare
co
rp-g
ât
ch
itara
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
24
Concluzii
După analiza cauzelor care determină deformațiile gâtului de chitară prezentate în raport, s-a elaborat un plan
de soluții propuse pentru eliminarea sau diminuarea acestora care sunt prezentate în Tabelul 10.
Nr.
crt.
Cauza Soluție
1. Conținutul de umiditate a lemnului din structura
chitarei
analiza corelației dintre umiditatea relativă a
aerului din fabrică și umiditatea de echilibru a
lemnului
s-a constatat că în fabrică valoarea medie a
umidității relative a aerului este de aproximativ
40%, iar conținutul de umiditate a lemnului de
aproximativ 5-7%. Din punct de vedere al corelației
umiditate relativă a aerului și umiditatea de
echilibru al lemnului, acest aspect este
corepsunzător;
analiza corelației dintre conținutul de umiditate
a lemnului din structura chitarei și umiditatea
relativă a aerului în spațiul de depozitare
există o diferență de aproximativ 20-30% între
umiditatea relativă a aerului din zona geografică a
beneficiarului și umiditatea relativă a aerului din fabrică
ceea ce implică tendința lemnului de a absorbi umiditate
din atmosferă pentru a ajunge la umiditatea de echilibru
(de la 6-7% la 9-10%). Acest fapt a fost constatat în
cazul tuturor retururilor care au fost verificate calitativ și
înregistrare în evidența fabricii și care dețineau eticheta
producătorului (pe etichetă fiind trecută masa
instrumentului la ambalare). S-a constatat că masa
instrumentului a crescut cu aproximativ 2-3% acest
lucru evidențiind tocmai variația umidității de echilibru
al lemnului. Se poate aprecia că în spațiul de depozitare
umiditatea relativă a aerului a fost de aproximativ 60-
65%, iar temperatura de aproximativ 18-20°C.
Pentru interior se aplică o corecție de 5...10%, rezultând
o umiditate relativă de aproximativ 55%, deci un
conținut de umiditate a lemnului de 9-10%.
Modificarea programului de uscare
a semifabricatelor gât și plăci
pentru obținerea umidității finale
de 8-10%.
Achiziționarea și introducerea unui
sistem integrat de umidificare a
aerului pentru menținerea unui
conținut de umiditate constant al
lemnului pe flux (respectiv cel de 8-
10%);
Verificarea la beneficiar a
condițiilor de păstrare și a
chitarelor
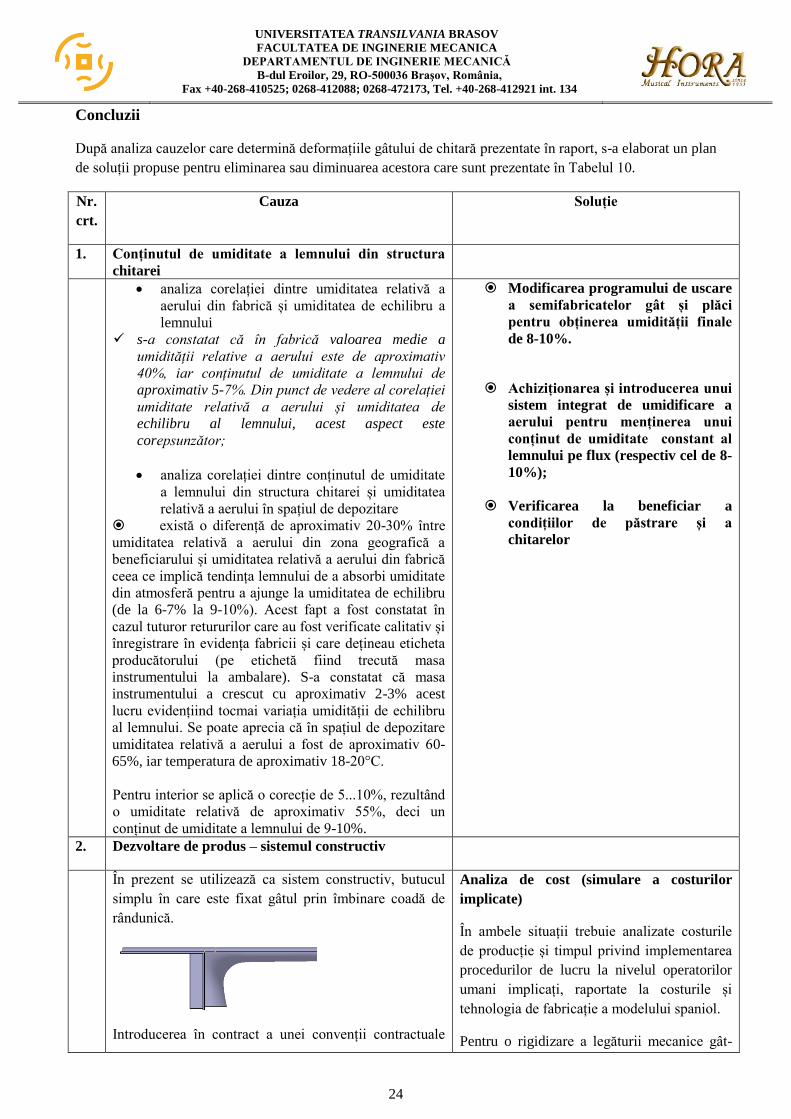
2. Dezvoltare de produs – sistemul constructiv
În prezent se utilizează ca sistem constructiv, butucul
simplu în care este fixat gâtul prin îmbinare coadă de
rândunică.
Introducerea în contract a unei convenții contractuale
Analiza de cost (simulare a costurilor
implicate)
În ambele situații trebuie analizate costurile
de producție și timpul privind implementarea
procedurilor de lucru la nivelul operatorilor
umani implicați, raportate la costurile și
tehnologia de fabricație a modelului spaniol.
Pentru o rigidizare a legăturii mecanice gât-
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
25
adiționale (de ex. ”convenție pentru asigurarea
calității” sau ”contract de dezvoltare a furnizorului”
care să prevadă un program de prototip și un plan de
control.
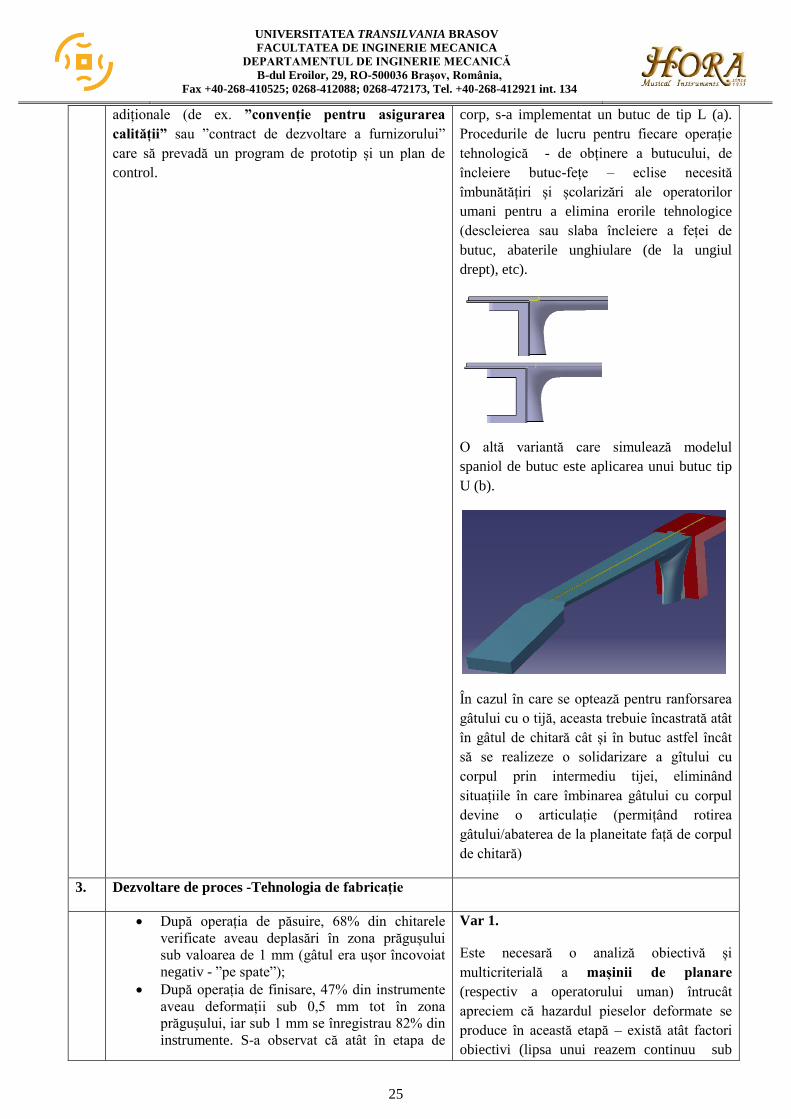
corp, s-a implementat un butuc de tip L (a).
Procedurile de lucru pentru fiecare operație
tehnologică - de obținere a butucului, de
încleiere butuc-fețe – eclise necesită
îmbunătățiri și școlarizări ale operatorilor
umani pentru a elimina erorile tehnologice
(descleierea sau slaba încleiere a feței de
butuc, abaterile unghiulare (de la ungiul
drept), etc).
O altă variantă care simulează modelul
spaniol de butuc este aplicarea unui butuc tip
U (b).
În cazul în care se optează pentru ranforsarea
gâtului cu o tijă, aceasta trebuie încastrată atât
în gâtul de chitară cât și în butuc astfel încât
să se realizeze o solidarizare a gîtului cu
corpul prin intermediu tijei, eliminând
situațiile în care îmbinarea gâtului cu corpul
devine o articulație (permițând rotirea
gâtului/abaterea de la planeitate față de corpul
de chitară)
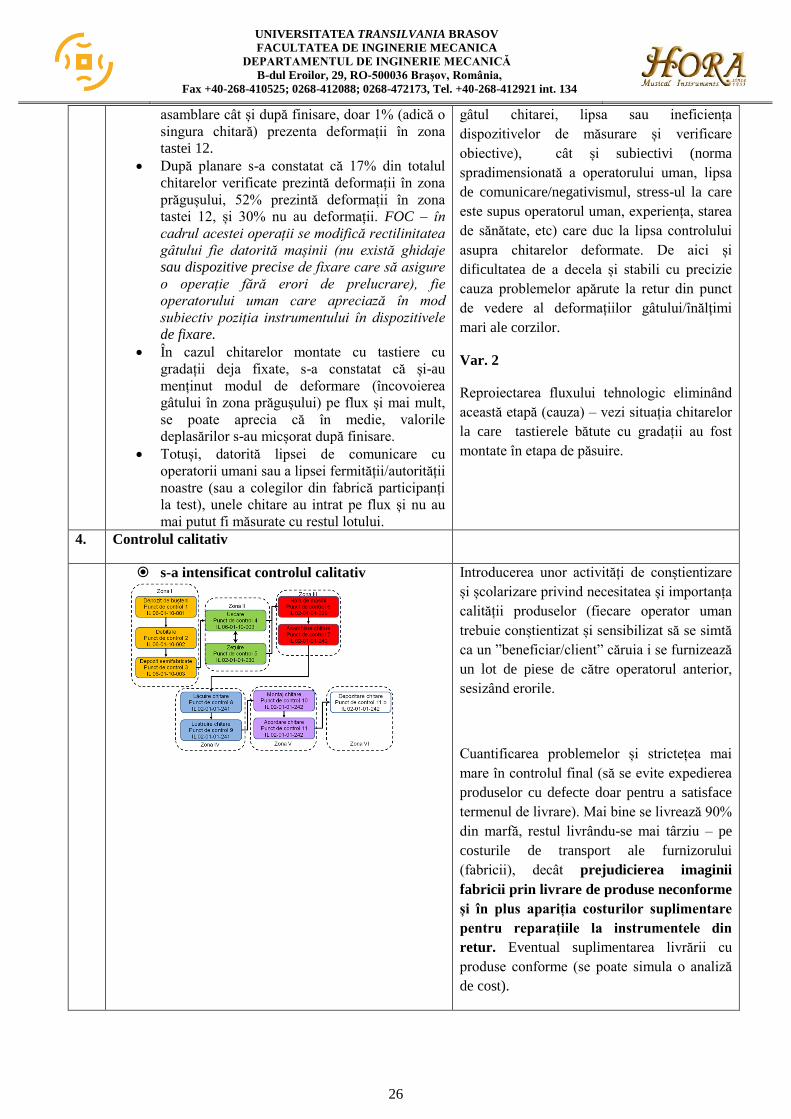
3. Dezvoltare de proces -Tehnologia de fabricație
După operația de păsuire, 68% din chitarele
verificate aveau deplasări în zona prăgușului
sub valoarea de 1 mm (gâtul era ușor încovoiat
negativ - ”pe spate”);
După operația de finisare, 47% din instrumente
aveau deformații sub 0,5 mm tot în zona
prăgușului, iar sub 1 mm se înregistrau 82% din
instrumente. S-a observat că atât în etapa de
Var 1.
Este necesară o analiză obiectivă și
multicriterială a mașinii de planare
(respectiv a operatorului uman) întrucât
apreciem că hazardul pieselor deformate se
produce în această etapă – există atât factori
obiectivi (lipsa unui reazem continuu sub
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
26
asamblare cât și după finisare, doar 1% (adică o
singura chitară) prezenta deformații în zona
tastei 12.
După planare s-a constatat că 17% din totalul
chitarelor verificate prezintă deformații în zona
prăgușului, 52% prezintă deformații în zona
tastei 12, și 30% nu au deformații. FOC – în
cadrul acestei operații se modifică rectilinitatea
gâtului fie datorită mașinii (nu există ghidaje
sau dispozitive precise de fixare care să asigure
o operație fără erori de prelucrare), fie
operatorului uman care apreciază în mod
subiectiv poziția instrumentului în dispozitivele
de fixare.
În cazul chitarelor montate cu tastiere cu
gradații deja fixate, s-a constatat că și-au
menținut modul de deformare (încovoierea
gâtului în zona prăgușului) pe flux și mai mult,
se poate aprecia că în medie, valorile
deplasărilor s-au micșorat după finisare.
Totuși, datorită lipsei de comunicare cu
operatorii umani sau a lipsei fermității/autorității
noastre (sau a colegilor din fabrică participanți
la test), unele chitare au intrat pe flux și nu au
mai putut fi măsurate cu restul lotului.
gâtul chitarei, lipsa sau ineficiența
dispozitivelor de măsurare și verificare
obiective), cât și subiectivi (norma
spradimensionată a operatorului uman, lipsa
de comunicare/negativismul, stress-ul la care
este supus operatorul uman, experiența, starea
de sănătate, etc) care duc la lipsa controlului
asupra chitarelor deformate. De aici și
dificultatea de a decela și stabili cu precizie
cauza problemelor apărute la retur din punct
de vedere al deformațiilor gâtului/înălțimi
mari ale corzilor.
Var. 2
Reproiectarea fluxului tehnologic eliminând
această etapă (cauza) – vezi situația chitarelor
la care tastierele bătute cu gradații au fost
montate în etapa de păsuire.
4. Controlul calitativ
s-a intensificat controlul calitativ
Introducerea unor activități de conștientizare
și școlarizare privind necesitatea și importanța
calității produselor (fiecare operator uman
trebuie conștientizat și sensibilizat să se simtă
ca un ”beneficiar/client” căruia i se furnizează
un lot de piese de către operatorul anterior,
sesizând erorile.
Cuantificarea problemelor și strictețea mai
mare în controlul final (să se evite expedierea
produselor cu defecte doar pentru a satisface
termenul de livrare). Mai bine se livrează 90%
din marfă, restul livrându-se mai târziu – pe
costurile de transport ale furnizorului
(fabricii), decât prejudicierea imaginii
fabricii prin livrare de produse neconforme
și în plus apariția costurilor suplimentare
pentru reparațiile la instrumentele din
retur. Eventual suplimentarea livrării cu
produse conforme (se poate simula o analiză
de cost).
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
27
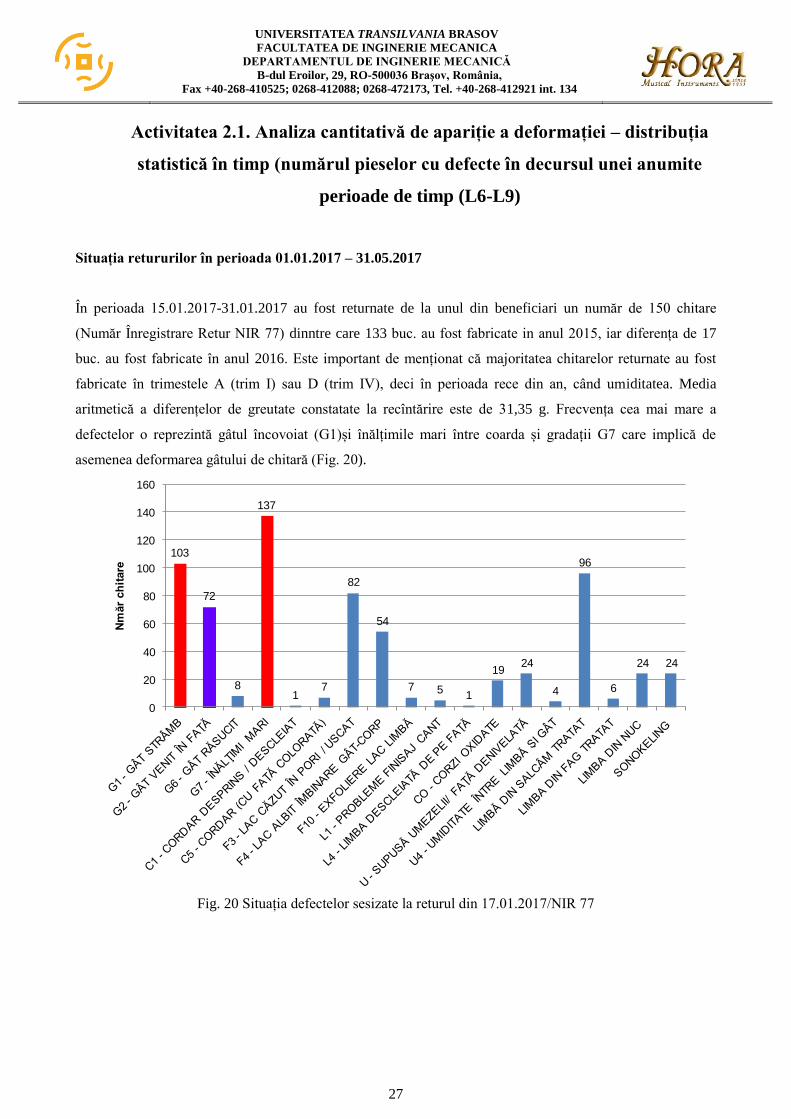
Activitatea 2.1. Analiza cantitativă de apariție a deformației – distribuția
statistică în timp (numărul pieselor cu defecte în decursul unei anumite
perioade de timp (L6-L9)
Situația retururilor în perioada 01.01.2017 – 31.05.2017
În perioada 15.01.2017-31.01.2017 au fost returnate de la unul din beneficiari un număr de 150 chitare
(Număr Înregistrare Retur NIR 77) dinntre care 133 buc. au fost fabricate in anul 2015, iar diferența de 17
buc. au fost fabricate în anul 2016. Este important de menționat că majoritatea chitarelor returnate au fost
fabricate în trimestele A (trim I) sau D (trim IV), deci în perioada rece din an, când umiditatea. Media
aritmetică a diferențelor de greutate constatate la recîntărire este de 31,35 g. Frecvența cea mai mare a
defectelor o reprezintă gâtul încovoiat (G1)și înălțimile mari între coarda și gradații G7 care implică de
asemenea deformarea gâtului de chitară (Fig. 20).
Fig. 20 Situația defectelor sesizate la returul din 17.01.2017/NIR 77
103
72
8
137
17
82
54
7 51
1924
4
96
6
24 24
0
20
40
60
80
100
120
140
160
Nm
ăr chitare
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
28
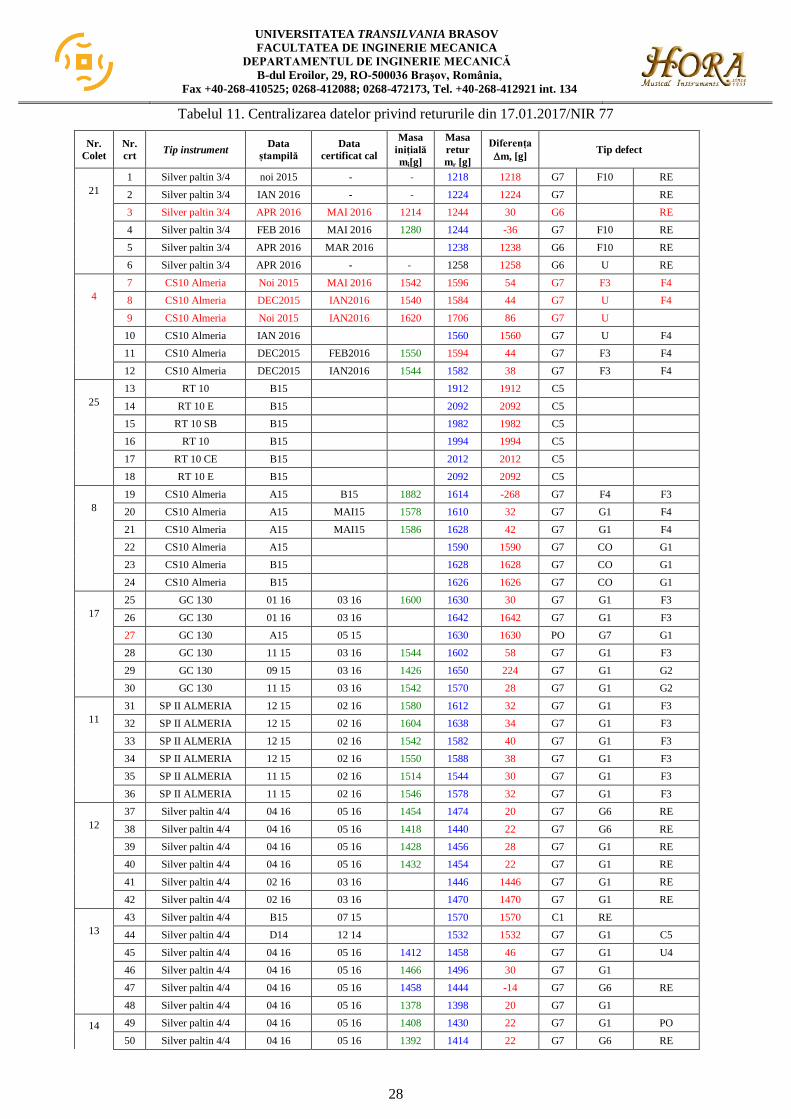
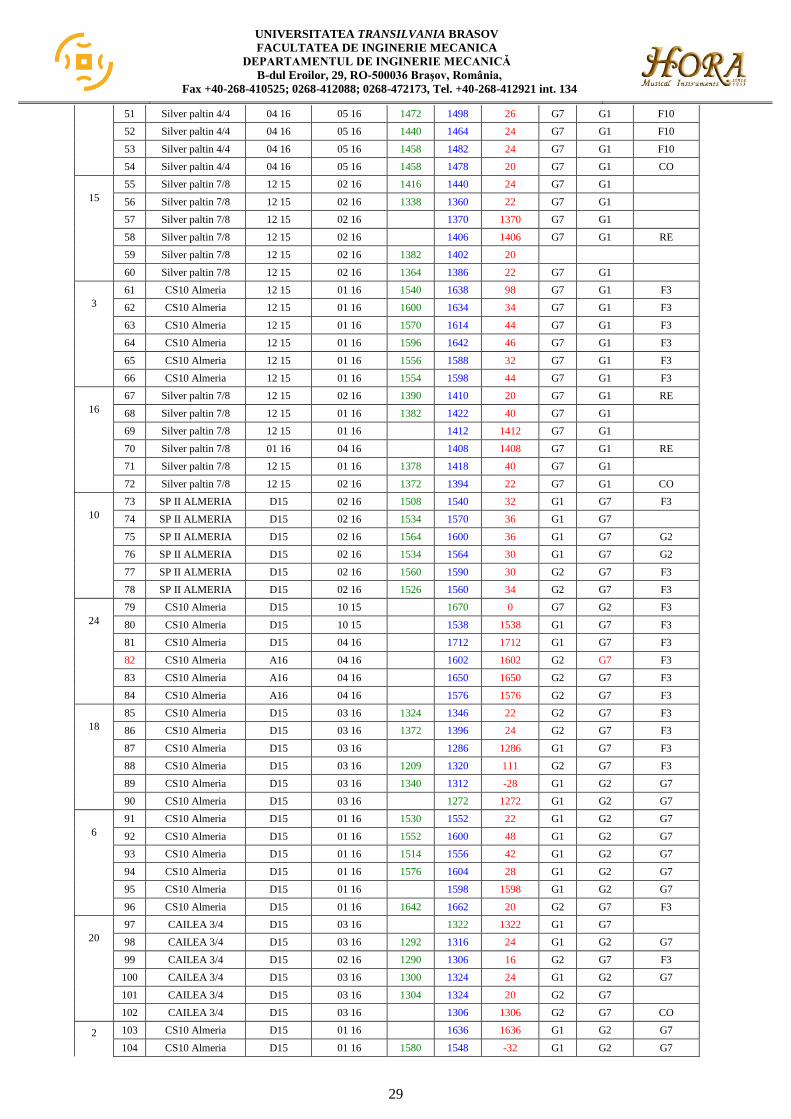
Tabelul 11. Centralizarea datelor privind retururile din 17.01.2017/NIR 77
Nr.
Colet
Nr.
crt Tip instrument
Data
ștampilă
Data
certificat cal
Masa
inițială
mi[g]
Masa
retur
mr [g]
Diferența
m, [g] Tip defect
21
1 Silver paltin 3/4 noi 2015 - - 1218 1218 G7 F10 RE
2 Silver paltin 3/4 IAN 2016 - - 1224 1224 G7 RE
3 Silver paltin 3/4 APR 2016 MAI 2016 1214 1244 30 G6 RE
4 Silver paltin 3/4 FEB 2016 MAI 2016 1280 1244 -36 G7 F10 RE
5 Silver paltin 3/4 APR 2016 MAR 2016 1238 1238 G6 F10 RE
6 Silver paltin 3/4 APR 2016 - - 1258 1258 G6 U RE
4
7 CS10 Almeria Noi 2015 MAI 2016 1542 1596 54 G7 F3 F4
8 CS10 Almeria DEC2015 IAN2016 1540 1584 44 G7 U F4
9 CS10 Almeria Noi 2015 IAN2016 1620 1706 86 G7 U
10 CS10 Almeria IAN 2016 1560 1560 G7 U F4
11 CS10 Almeria DEC2015 FEB2016 1550 1594 44 G7 F3 F4
12 CS10 Almeria DEC2015 IAN2016 1544 1582 38 G7 F3 F4
25
13 RT 10 B15 1912 1912 C5
14 RT 10 E B15 2092 2092 C5
15 RT 10 SB B15 1982 1982 C5
16 RT 10 B15 1994 1994 C5
17 RT 10 CE B15 2012 2012 C5
18 RT 10 E B15 2092 2092 C5
8
19 CS10 Almeria A15 B15 1882 1614 -268 G7 F4 F3
20 CS10 Almeria A15 MAI15 1578 1610 32 G7 G1 F4
21 CS10 Almeria A15 MAI15 1586 1628 42 G7 G1 F4
22 CS10 Almeria A15 1590 1590 G7 CO G1
23 CS10 Almeria B15 1628 1628 G7 CO G1
24 CS10 Almeria B15 1626 1626 G7 CO G1
17
25 GC 130 01 16 03 16 1600 1630 30 G7 G1 F3
26 GC 130 01 16 03 16 1642 1642 G7 G1 F3
27 GC 130 A15 05 15 1630 1630 PO G7 G1
28 GC 130 11 15 03 16 1544 1602 58 G7 G1 F3
29 GC 130 09 15 03 16 1426 1650 224 G7 G1 G2
30 GC 130 11 15 03 16 1542 1570 28 G7 G1 G2
11
31 SP II ALMERIA 12 15 02 16 1580 1612 32 G7 G1 F3
32 SP II ALMERIA 12 15 02 16 1604 1638 34 G7 G1 F3
33 SP II ALMERIA 12 15 02 16 1542 1582 40 G7 G1 F3
34 SP II ALMERIA 12 15 02 16 1550 1588 38 G7 G1 F3
35 SP II ALMERIA 11 15 02 16 1514 1544 30 G7 G1 F3
36 SP II ALMERIA 11 15 02 16 1546 1578 32 G7 G1 F3
12
37 Silver paltin 4/4 04 16 05 16 1454 1474 20 G7 G6 RE
38 Silver paltin 4/4 04 16 05 16 1418 1440 22 G7 G6 RE
39 Silver paltin 4/4 04 16 05 16 1428 1456 28 G7 G1 RE
40 Silver paltin 4/4 04 16 05 16 1432 1454 22 G7 G1 RE
41 Silver paltin 4/4 02 16 03 16 1446 1446 G7 G1 RE
42 Silver paltin 4/4 02 16 03 16 1470 1470 G7 G1 RE
13
43 Silver paltin 4/4 B15 07 15 1570 1570 C1 RE
44 Silver paltin 4/4 D14 12 14 1532 1532 G7 G1 C5
45 Silver paltin 4/4 04 16 05 16 1412 1458 46 G7 G1 U4
46 Silver paltin 4/4 04 16 05 16 1466 1496 30 G7 G1
47 Silver paltin 4/4 04 16 05 16 1458 1444 -14 G7 G6 RE
48 Silver paltin 4/4 04 16 05 16 1378 1398 20 G7 G1
14
49 Silver paltin 4/4 04 16 05 16 1408 1430 22 G7 G1 PO
50 Silver paltin 4/4 04 16 05 16 1392 1414 22 G7 G6 RE
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
29
51 Silver paltin 4/4 04 16 05 16 1472 1498 26 G7 G1 F10
52 Silver paltin 4/4 04 16 05 16 1440 1464 24 G7 G1 F10
53 Silver paltin 4/4 04 16 05 16 1458 1482 24 G7 G1 F10
54 Silver paltin 4/4 04 16 05 16 1458 1478 20 G7 G1 CO
15
55 Silver paltin 7/8 12 15 02 16 1416 1440 24 G7 G1
56 Silver paltin 7/8 12 15 02 16 1338 1360 22 G7 G1
57 Silver paltin 7/8 12 15 02 16 1370 1370 G7 G1
58 Silver paltin 7/8 12 15 02 16 1406 1406 G7 G1 RE
59 Silver paltin 7/8 12 15 02 16 1382 1402 20
60 Silver paltin 7/8 12 15 02 16 1364 1386 22 G7 G1
3
61 CS10 Almeria 12 15 01 16 1540 1638 98 G7 G1 F3
62 CS10 Almeria 12 15 01 16 1600 1634 34 G7 G1 F3
63 CS10 Almeria 12 15 01 16 1570 1614 44 G7 G1 F3
64 CS10 Almeria 12 15 01 16 1596 1642 46 G7 G1 F3
65 CS10 Almeria 12 15 01 16 1556 1588 32 G7 G1 F3
66 CS10 Almeria 12 15 01 16 1554 1598 44 G7 G1 F3
16
67 Silver paltin 7/8 12 15 02 16 1390 1410 20 G7 G1 RE
68 Silver paltin 7/8 12 15 01 16 1382 1422 40 G7 G1
69 Silver paltin 7/8 12 15 01 16 1412 1412 G7 G1
70 Silver paltin 7/8 01 16 04 16 1408 1408 G7 G1 RE
71 Silver paltin 7/8 12 15 01 16 1378 1418 40 G7 G1
72 Silver paltin 7/8 12 15 02 16 1372 1394 22 G7 G1 CO
10
73 SP II ALMERIA D15 02 16 1508 1540 32 G1 G7 F3
74 SP II ALMERIA D15 02 16 1534 1570 36 G1 G7
75 SP II ALMERIA D15 02 16 1564 1600 36 G1 G7 G2
76 SP II ALMERIA D15 02 16 1534 1564 30 G1 G7 G2
77 SP II ALMERIA D15 02 16 1560 1590 30 G2 G7 F3
78 SP II ALMERIA D15 02 16 1526 1560 34 G2 G7 F3
24
79 CS10 Almeria D15 10 15 1670 0 G7 G2 F3
80 CS10 Almeria D15 10 15 1538 1538 G1 G7 F3
81 CS10 Almeria D15 04 16 1712 1712 G1 G7 F3
82 CS10 Almeria A16 04 16 1602 1602 G2 G7 F3
83 CS10 Almeria A16 04 16 1650 1650 G2 G7 F3
84 CS10 Almeria A16 04 16 1576 1576 G2 G7 F3
18
85 CS10 Almeria D15 03 16 1324 1346 22 G2 G7 F3
86 CS10 Almeria D15 03 16 1372 1396 24 G2 G7 F3
87 CS10 Almeria D15 03 16 1286 1286 G1 G7 F3
88 CS10 Almeria D15 03 16 1209 1320 111 G2 G7 F3
89 CS10 Almeria D15 03 16 1340 1312 -28 G1 G2 G7
90 CS10 Almeria D15 03 16 1272 1272 G1 G2 G7
6
91 CS10 Almeria D15 01 16 1530 1552 22 G1 G2 G7
92 CS10 Almeria D15 01 16 1552 1600 48 G1 G2 G7
93 CS10 Almeria D15 01 16 1514 1556 42 G1 G2 G7
94 CS10 Almeria D15 01 16 1576 1604 28 G1 G2 G7
95 CS10 Almeria D15 01 16 1598 1598 G1 G2 G7
96 CS10 Almeria D15 01 16 1642 1662 20 G2 G7 F3
20
97 CAILEA 3/4 D15 03 16 1322 1322 G1 G7
98 CAILEA 3/4 D15 03 16 1292 1316 24 G1 G2 G7
99 CAILEA 3/4 D15 02 16 1290 1306 16 G2 G7 F3
100 CAILEA 3/4 D15 03 16 1300 1324 24 G1 G2 G7
101 CAILEA 3/4 D15 03 16 1304 1324 20 G2 G7
102 CAILEA 3/4 D15 03 16 1306 1306 G2 G7 CO
2
103 CS10 Almeria D15 01 16 1636 1636 G1 G2 G7
104 CS10 Almeria D15 01 16 1580 1548 -32 G1 G2 G7
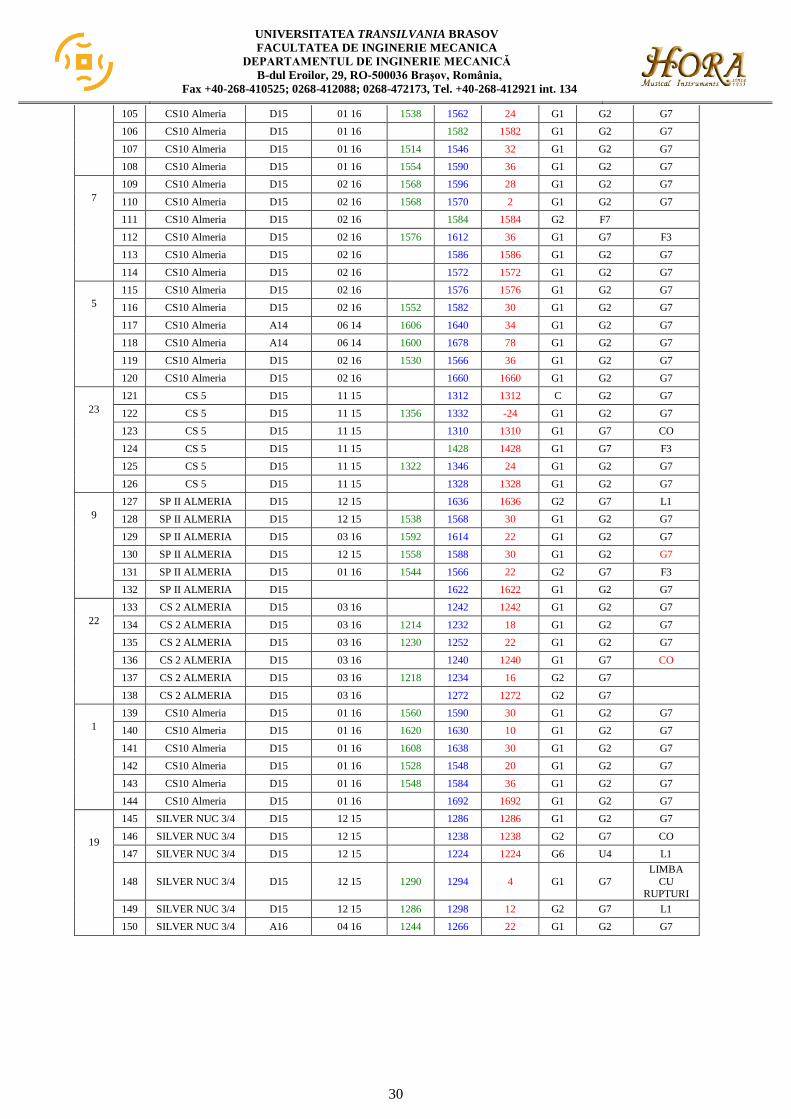
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
30
105 CS10 Almeria D15 01 16 1538 1562 24 G1 G2 G7
106 CS10 Almeria D15 01 16 1582 1582 G1 G2 G7
107 CS10 Almeria D15 01 16 1514 1546 32 G1 G2 G7
108 CS10 Almeria D15 01 16 1554 1590 36 G1 G2 G7
7
109 CS10 Almeria D15 02 16 1568 1596 28 G1 G2 G7
110 CS10 Almeria D15 02 16 1568 1570 2 G1 G2 G7
111 CS10 Almeria D15 02 16 1584 1584 G2 F7
112 CS10 Almeria D15 02 16 1576 1612 36 G1 G7 F3
113 CS10 Almeria D15 02 16 1586 1586 G1 G2 G7
114 CS10 Almeria D15 02 16 1572 1572 G1 G2 G7
5
115 CS10 Almeria D15 02 16 1576 1576 G1 G2 G7
116 CS10 Almeria D15 02 16 1552 1582 30 G1 G2 G7
117 CS10 Almeria A14 06 14 1606 1640 34 G1 G2 G7
118 CS10 Almeria A14 06 14 1600 1678 78 G1 G2 G7
119 CS10 Almeria D15 02 16 1530 1566 36 G1 G2 G7
120 CS10 Almeria D15 02 16 1660 1660 G1 G2 G7
23
121 CS 5 D15 11 15 1312 1312 C G2 G7
122 CS 5 D15 11 15 1356 1332 -24 G1 G2 G7
123 CS 5 D15 11 15 1310 1310 G1 G7 CO
124 CS 5 D15 11 15 1428 1428 G1 G7 F3
125 CS 5 D15 11 15 1322 1346 24 G1 G2 G7
126 CS 5 D15 11 15 1328 1328 G1 G2 G7
9
127 SP II ALMERIA D15 12 15 1636 1636 G2 G7 L1
128 SP II ALMERIA D15 12 15 1538 1568 30 G1 G2 G7
129 SP II ALMERIA D15 03 16 1592 1614 22 G1 G2 G7
130 SP II ALMERIA D15 12 15 1558 1588 30 G1 G2 G7
131 SP II ALMERIA D15 01 16 1544 1566 22 G2 G7 F3
132 SP II ALMERIA D15 1622 1622 G1 G2 G7
22
133 CS 2 ALMERIA D15 03 16 1242 1242 G1 G2 G7
134 CS 2 ALMERIA D15 03 16 1214 1232 18 G1 G2 G7
135 CS 2 ALMERIA D15 03 16 1230 1252 22 G1 G2 G7
136 CS 2 ALMERIA D15 03 16 1240 1240 G1 G7 CO
137 CS 2 ALMERIA D15 03 16 1218 1234 16 G2 G7
138 CS 2 ALMERIA D15 03 16 1272 1272 G2 G7
1
139 CS10 Almeria D15 01 16 1560 1590 30 G1 G2 G7
140 CS10 Almeria D15 01 16 1620 1630 10 G1 G2 G7
141 CS10 Almeria D15 01 16 1608 1638 30 G1 G2 G7
142 CS10 Almeria D15 01 16 1528 1548 20 G1 G2 G7
143 CS10 Almeria D15 01 16 1548 1584 36 G1 G2 G7
144 CS10 Almeria D15 01 16 1692 1692 G1 G2 G7
19
145 SILVER NUC 3/4 D15 12 15 1286 1286 G1 G2 G7
146 SILVER NUC 3/4 D15 12 15 1238 1238 G2 G7 CO
147 SILVER NUC 3/4 D15 12 15 1224 1224 G6 U4 L1
148 SILVER NUC 3/4 D15 12 15 1290 1294 4 G1 G7
LIMBA
CU RUPTURI
149 SILVER NUC 3/4 D15 12 15 1286 1298 12 G2 G7 L1
150 SILVER NUC 3/4 A16 04 16 1244 1266 22 G1 G2 G7
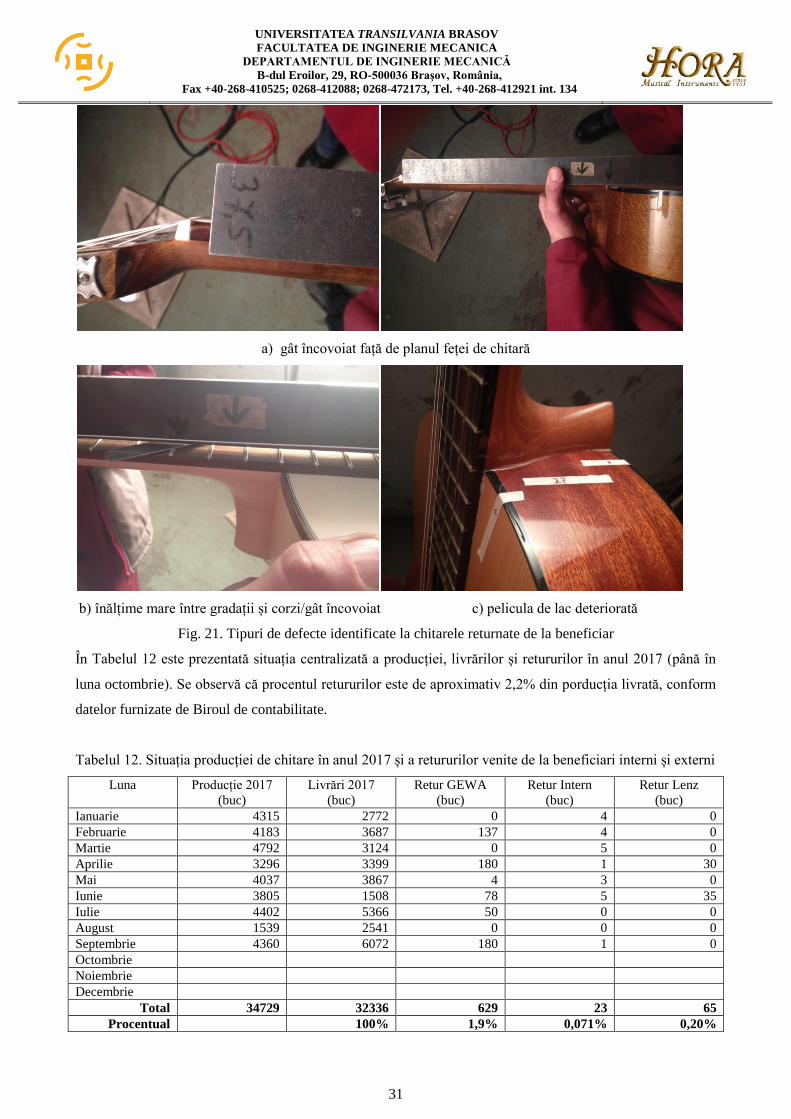
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
31
a) gât încovoiat față de planul feței de chitară
b) înălțime mare între gradații și corzi/gât încovoiat c) pelicula de lac deteriorată
Fig. 21. Tipuri de defecte identificate la chitarele returnate de la beneficiar
În Tabelul 12 este prezentată situația centralizată a producției, livrărilor și retururilor în anul 2017 (până în
luna octombrie). Se observă că procentul retururilor este de aproximativ 2,2% din porducția livrată, conform
datelor furnizate de Biroul de contabilitate.
Tabelul 12. Situația producției de chitare în anul 2017 și a retururilor venite de la beneficiari interni și externi
Luna Producție 2017
(buc)
Livrări 2017
(buc)
Retur GEWA
(buc)
Retur Intern
(buc)
Retur Lenz
(buc)
Ianuarie 4315 2772 0 4 0
Februarie 4183 3687 137 4 0
Martie 4792 3124 0 5 0
Aprilie 3296 3399 180 1 30
Mai 4037 3867 4 3 0
Iunie 3805 1508 78 5 35
Iulie 4402 5366 50 0 0
August 1539 2541 0 0 0
Septembrie 4360 6072 180 1 0
Octombrie
Noiembrie
Decembrie
Total 34729 32336 629 23 65
Procentual 100% 1,9% 0,071% 0,20%
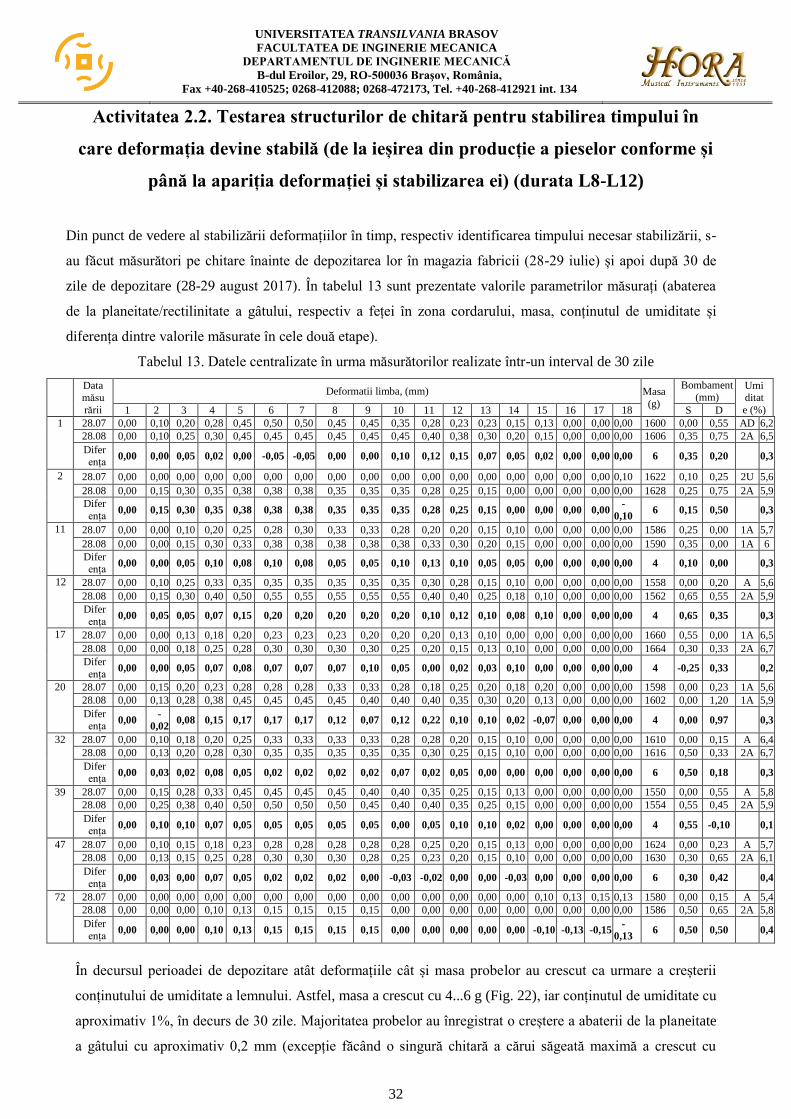
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
32
Activitatea 2.2. Testarea structurilor de chitară pentru stabilirea timpului în
care deformația devine stabilă (de la ieșirea din producție a pieselor conforme și
până la apariția deformației și stabilizarea ei) (durata L8-L12)
Din punct de vedere al stabilizării deformațiilor în timp, respectiv identificarea timpului necesar stabilizării, s-
au făcut măsurători pe chitare înainte de depozitarea lor în magazia fabricii (28-29 iulie) și apoi după 30 de
zile de depozitare (28-29 august 2017). În tabelul 13 sunt prezentate valorile parametrilor măsurați (abaterea
de la planeitate/rectilinitate a gâtului, respectiv a feței în zona cordarului, masa, conținutul de umiditate și
diferența dintre valorile măsurate în cele două etape).
Tabelul 13. Datele centralizate în urma măsurătorilor realizate într-un interval de 30 zile
Data măsu
rării
Deformatii limba, (mm) Masa
(g)
Bombament (mm)
Umiditat
e (%) 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 S D
1
28.07 0,00 0,10 0,20 0,28 0,45 0,50 0,50 0,45 0,45 0,35 0,28 0,23 0,23 0,15 0,13 0,00 0,00 0,00 1600 0,00 0,55 AD 6,2
28.08 0,00 0,10 0,25 0,30 0,45 0,45 0,45 0,45 0,45 0,45 0,40 0,38 0,30 0,20 0,15 0,00 0,00 0,00 1606 0,35 0,75 2A 6,5
Diferența
0,00 0,00 0,05 0,02 0,00 -0,05 -0,05 0,00 0,00 0,10 0,12 0,15 0,07 0,05 0,02 0,00 0,00 0,00 6 0,35 0,20 0,3
2
28.07 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,10 1622 0,10 0,25 2U 5,6
28.08 0,00 0,15 0,30 0,35 0,38 0,38 0,38 0,35 0,35 0,35 0,28 0,25 0,15 0,00 0,00 0,00 0,00 0,00 1628 0,25 0,75 2A 5,9
Difer
ența 0,00 0,15 0,30 0,35 0,38 0,38 0,38 0,35 0,35 0,35 0,28 0,25 0,15 0,00 0,00 0,00 0,00
-
0,10 6 0,15 0,50 0,3
11
28.07 0,00 0,00 0,10 0,20 0,25 0,28 0,30 0,33 0,33 0,28 0,20 0,20 0,15 0,10 0,00 0,00 0,00 0,00 1586 0,25 0,00 1A 5,7
28.08 0,00 0,00 0,15 0,30 0,33 0,38 0,38 0,38 0,38 0,38 0,33 0,30 0,20 0,15 0,00 0,00 0,00 0,00 1590 0,35 0,00 1A 6
Diferența
0,00 0,00 0,05 0,10 0,08 0,10 0,08 0,05 0,05 0,10 0,13 0,10 0,05 0,05 0,00 0,00 0,00 0,00 4 0,10 0,00 0,3
12
28.07 0,00 0,10 0,25 0,33 0,35 0,35 0,35 0,35 0,35 0,35 0,30 0,28 0,15 0,10 0,00 0,00 0,00 0,00 1558 0,00 0,20 A 5,6
28.08 0,00 0,15 0,30 0,40 0,50 0,55 0,55 0,55 0,55 0,55 0,40 0,40 0,25 0,18 0,10 0,00 0,00 0,00 1562 0,65 0,55 2A 5,9
Difer
ența 0,00 0,05 0,05 0,07 0,15 0,20 0,20 0,20 0,20 0,20 0,10 0,12 0,10 0,08 0,10 0,00 0,00 0,00 4 0,65 0,35 0,3
17
28.07 0,00 0,00 0,13 0,18 0,20 0,23 0,23 0,23 0,20 0,20 0,20 0,13 0,10 0,00 0,00 0,00 0,00 0,00 1660 0,55 0,00 1A 6,5
28.08 0,00 0,00 0,18 0,25 0,28 0,30 0,30 0,30 0,30 0,25 0,20 0,15 0,13 0,10 0,00 0,00 0,00 0,00 1664 0,30 0,33 2A 6,7
Difer
ența 0,00 0,00 0,05 0,07 0,08 0,07 0,07 0,07 0,10 0,05 0,00 0,02 0,03 0,10 0,00 0,00 0,00 0,00 4 -0,25 0,33 0,2
20
28.07 0,00 0,15 0,20 0,23 0,28 0,28 0,28 0,33 0,33 0,28 0,18 0,25 0,20 0,18 0,20 0,00 0,00 0,00 1598 0,00 0,23 1A 5,6
28.08 0,00 0,13 0,28 0,38 0,45 0,45 0,45 0,45 0,40 0,40 0,40 0,35 0,30 0,20 0,13 0,00 0,00 0,00 1602 0,00 1,20 1A 5,9
Diferența
0,00 -
0,02 0,08 0,15 0,17 0,17 0,17 0,12 0,07 0,12 0,22 0,10 0,10 0,02 -0,07 0,00 0,00 0,00 4 0,00 0,97 0,3
32
28.07 0,00 0,10 0,18 0,20 0,25 0,33 0,33 0,33 0,33 0,28 0,28 0,20 0,15 0,10 0,00 0,00 0,00 0,00 1610 0,00 0,15 A 6,4
28.08 0,00 0,13 0,20 0,28 0,30 0,35 0,35 0,35 0,35 0,35 0,30 0,25 0,15 0,10 0,00 0,00 0,00 0,00 1616 0,50 0,33 2A 6,7
Diferența
0,00 0,03 0,02 0,08 0,05 0,02 0,02 0,02 0,02 0,07 0,02 0,05 0,00 0,00 0,00 0,00 0,00 0,00 6 0,50 0,18 0,3
39
28.07 0,00 0,15 0,28 0,33 0,45 0,45 0,45 0,45 0,40 0,40 0,35 0,25 0,15 0,13 0,00 0,00 0,00 0,00 1550 0,00 0,55 A 5,8
28.08 0,00 0,25 0,38 0,40 0,50 0,50 0,50 0,50 0,45 0,40 0,40 0,35 0,25 0,15 0,00 0,00 0,00 0,00 1554 0,55 0,45 2A 5,9
Diferența
0,00 0,10 0,10 0,07 0,05 0,05 0,05 0,05 0,05 0,00 0,05 0,10 0,10 0,02 0,00 0,00 0,00 0,00 4 0,55 -0,10 0,1
47
28.07 0,00 0,10 0,15 0,18 0,23 0,28 0,28 0,28 0,28 0,28 0,25 0,20 0,15 0,13 0,00 0,00 0,00 0,00 1624 0,00 0,23 A 5,7
28.08 0,00 0,13 0,15 0,25 0,28 0,30 0,30 0,30 0,28 0,25 0,23 0,20 0,15 0,10 0,00 0,00 0,00 0,00 1630 0,30 0,65 2A 6,1
Difer
ența 0,00 0,03 0,00 0,07 0,05 0,02 0,02 0,02 0,00 -0,03 -0,02 0,00 0,00 -0,03 0,00 0,00 0,00 0,00 6 0,30 0,42 0,4
72
28.07 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,10 0,13 0,15 0,13 1580 0,00 0,15 A 5,4
28.08 0,00 0,00 0,00 0,10 0,13 0,15 0,15 0,15 0,15 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 1586 0,50 0,65 2A 5,8
Diferența
0,00 0,00 0,00 0,10 0,13 0,15 0,15 0,15 0,15 0,00 0,00 0,00 0,00 0,00 -0,10 -0,13 -0,15 -
0,13 6 0,50 0,50 0,4
În decursul perioadei de depozitare atât deformațiile cât și masa probelor au crescut ca urmare a creșterii
conținutului de umiditate a lemnului. Astfel, masa a crescut cu 4...6 g (Fig. 22), iar conținutul de umiditate cu
aproximativ 1%, în decurs de 30 zile. Majoritatea probelor au înregistrat o creștere a abaterii de la planeitate
a gâtului cu aproximativ 0,2 mm (excepție făcând o singură chitară a cărui săgeată maximă a crescut cu
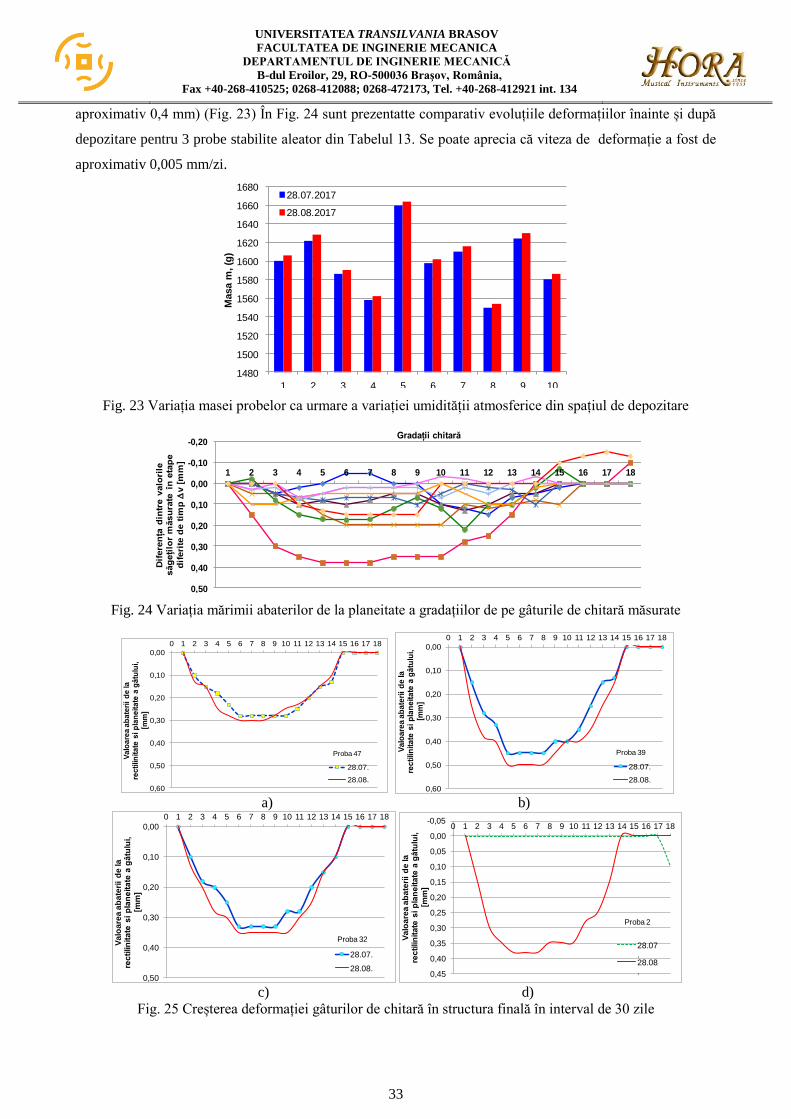
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
33
aproximativ 0,4 mm) (Fig. 23) În Fig. 24 sunt prezentatte comparativ evoluțiile deformațiilor înainte și după
depozitare pentru 3 probe stabilite aleator din Tabelul 13. Se poate aprecia că viteza de deformație a fost de
aproximativ 0,005 mm/zi.
Fig. 23 Variația masei probelor ca urmare a variației umidității atmosferice din spațiul de depozitare
Fig. 24 Variația mărimii abaterilor de la planeitate a gradațiilor de pe gâturile de chitară măsurate
a) b)
c) d)
Fig. 25 Creșterea deformației gâturilor de chitară în structura finală în interval de 30 zile
1480
1500
1520
1540
1560
1580
1600
1620
1640
1660
1680
1 2 3 4 5 6 7 8 9 10
Masa m
, (g
)
28.07.2017
28.08.2017
-0,20
-0,10
0,00
0,10
0,20
0,30
0,40
0,50
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Dif
ere
nța
din
tre v
alo
rile
săgețilo
r m
ăsura
te în
eta
pe
dif
eri
te d
e t
imp
v [
mm
]
Gradații chitară
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Va
loa
rea
ab
ate
rii
de
la
re
ctilinitate
si pla
neitate
a g
âtu
lui,
[mm
]
28.07.
28.08.
Proba 47
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Va
loa
rea
ab
ate
rii
de
la
re
ctilinitate
si pla
neitate
a g
âtu
lui,
[mm
]
28.07.
28.08.
Proba 39
0,00
0,10
0,20
0,30
0,40
0,50
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Va
loa
rea
ab
ate
rii
de
la
re
ctilinitate
si pla
neitate
a g
âtu
lui,
[mm
]
28.07.
28.08.
Proba 32
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
0,30
0,35
0,40
0,45
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Va
loa
rea
ab
ate
rii
de
la
re
ctilinitate
si pla
neitate
a g
âtu
lui,
[mm
]
28.07.28.08.
Proba 2
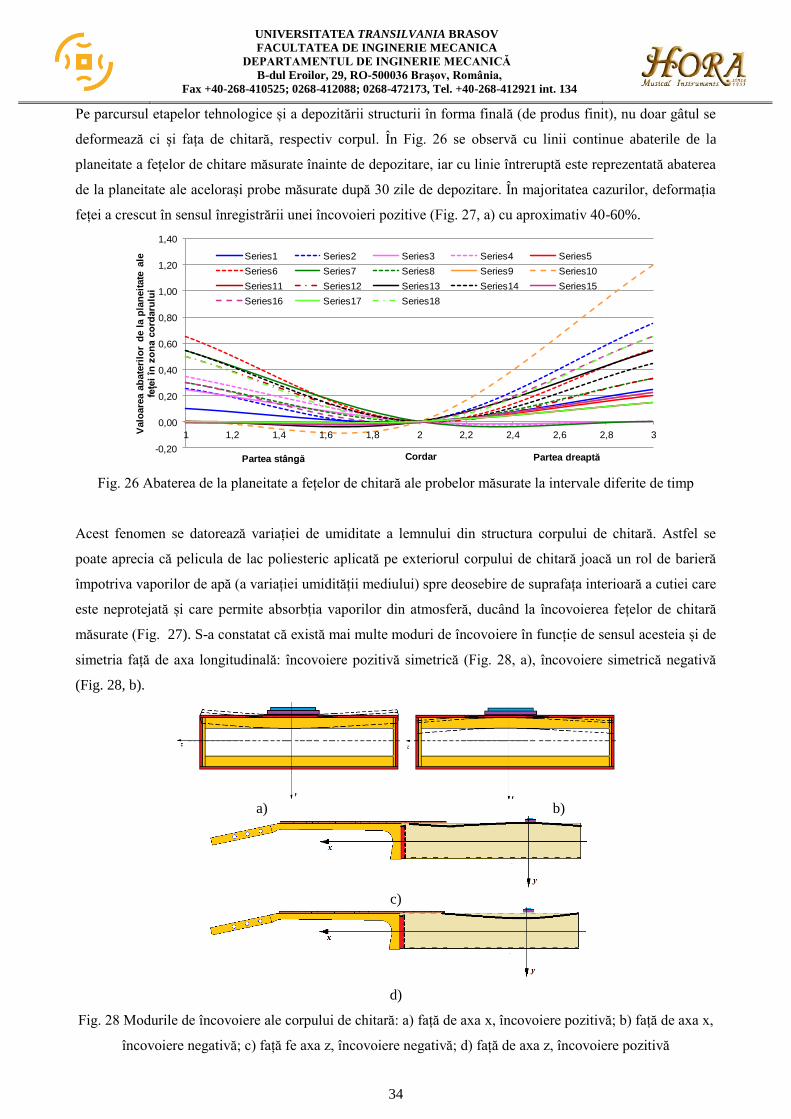
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
34
Pe parcursul etapelor tehnologice și a depozitării structurii în forma finală (de produs finit), nu doar gâtul se
deformează ci și fața de chitară, respectiv corpul. În Fig. 26 se observă cu linii continue abaterile de la
planeitate a fețelor de chitare măsurate înainte de depozitare, iar cu linie întreruptă este reprezentată abaterea
de la planeitate ale acelorași probe măsurate după 30 zile de depozitare. În majoritatea cazurilor, deformația
feței a crescut în sensul înregistrării unei încovoieri pozitive (Fig. 27, a) cu aproximativ 40-60%.
Fig. 26 Abaterea de la planeitate a fețelor de chitară ale probelor măsurate la intervale diferite de timp
Acest fenomen se datorează variației de umiditate a lemnului din structura corpului de chitară. Astfel se
poate aprecia că pelicula de lac poliesteric aplicată pe exteriorul corpului de chitară joacă un rol de barieră
împotriva vaporilor de apă (a variației umidității mediului) spre deosebire de suprafața interioară a cutiei care
este neprotejată și care permite absorbția vaporilor din atmosferă, ducând la încovoierea fețelor de chitară
măsurate (Fig. 27). S-a constatat că există mai multe moduri de încovoiere în funcție de sensul acesteia și de
simetria față de axa longitudinală: încovoiere pozitivă simetrică (Fig. 28, a), încovoiere simetrică negativă
(Fig. 28, b).
a) b)
c)
d)
Fig. 28 Modurile de încovoiere ale corpului de chitară: a) față de axa x, încovoiere pozitivă; b) față de axa x,
încovoiere negativă; c) față fe axa z, încovoiere negativă; d) față de axa z, încovoiere pozitivă
-0,20
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
1 1,2 1,4 1,6 1,8 2 2,2 2,4 2,6 2,8 3Valo
are
a a
bate
rilo
r d
e l
a p
lan
eit
ate
ale
fe
ței în
zona c
ord
aru
lui
Series1 Series2 Series3 Series4 Series5
Series6 Series7 Series8 Series9 Series10
Series11 Series12 Series13 Series14 Series15
Series16 Series17 Series18
CordarPartea stângă Partea dreaptă

UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
35
Act. 2.3. Analiza conformității reperelor din structura chitarei pe fluxul
tehnologic (verificarea calității dimensionale, planeității și conținutului de
umiditate al lemnului pentru un lot reprezentativ de repere ca structuri
individuale) (durata L9-L13)
În cadrul acestei activități au fost colectate date privind conformitatea unui lot de 85 chitare tip MT
4/4, aflate în diferite etape tehnologice de realizare a produsului finit și apoi depozitate în magazia
fabricii. Măsurătorile s-au realizat pe perioada mai-septembrie (L9-L13). Principiul de măsurare a
constat în cântărirea probelor și măsurarea rectilinității gâtului de chitară raportată la un plan
longitudinal tangent la gradații așa cum se obsrrvă în Fig. 29.
a) b) c)
d) e) f)
g)
Fig. 29 Etapele procesului de măsurare a parametrilor fizici: a) o parte din lotul de chitare investigate; b) cântărirea
probei; c) determinarea conținutului de umiditate a lemnului din structura gâtului; d) măsurarea rectilinității corp-gât; e)
măsurarea planeității feței (încovoierea în zona cordarului); f) verificarea înălțimii corespunzătoare a corzilor în zona
prăgușului, gradația a 12 a și cordar; g) verificarea dimensiunilor în depozit

UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
36
După operația de asamblare gât-corp, distribuția abaterilor de la planeitate arată că 61% din
chitare au abatere de până la 1 mm, valoare admisă conform criteriilor de calitate, deci probe
conforme. După operația de finisare, 97% din probe au înregistrat abateri sub 1 mm în zona
prăgușului. S-a constatat că s-a păstrat același tip de deformație (abatere) în zona prăgușului ca în
etapa anterioară. În Fig. 30 este prezentată distribuția statistică a valorilor abaterilor de la
rectilinitate a gâtului în dreptul prăgușului, gradației 12 și cordar. S-au constatat două tipuri de
încovoieri ale gâtului în funcție de valorile înregistrate (încovoiere pozitivă – cea cu deformație la
tasat 12, respectiv încovoiere negativă – cea cu deformație la prăguș).
a) b)
c) d)
e)
Fig. 30 Distribuția statistică a deformațiilor: a) după asamblare; b) după finisare; c) după planare (frezare tastieră); d)
dup montare cordar (fără corzi); e) după depozitare produse finite
10 10 10
7
3
6
2
4
6
9
2
54
32 2
1
0
2
4
6
8
10
12
14
16
Nr.
ch
itare
Intervale deplasari [mm]
Chitare cu deformații in zona prăgușului
Chitare cu deformatii la tasta 12
Etapa 1dupa asamblare
(păsuire)14 iunie 2017
1415
7
4
7 7
10
4
2 2
01
0 0 00
2
4
6
8
10
12
14
16
Nr.
ch
itare
Intervale deplasari [mm]
Chitare cu deformatii in zona pragusului
Chitare cu deformatii la tasta 12
Etapa 2dupa finisare I20 iunie 2017
1
7
3
0 1 1 2 2 1 0
7
25
9
42
0 1 0 0 1
0
5
10
15
20
25
30
Nr. ch
itare
Intervale deplasari [mm]
Chitare cu deformatii in zona pragusului
Chitare cu deformatii la tasta 12Etapa 3
dupa planare10 iulie 2017
16 16
5 5
0
2
4
6
8
10
12
14
16
18
0…0,15 0,16-0,25 0,25…0,35 peste 0,36
Nr.
ch
itare
defo
rmati
i g
at
Intervale deplasări [mm]
După montare cordare, fără corzi27-28 iulie 2017
1
5
4
0
1
2
3
4
5
6
[0…0,1] [0,11…0,3] [0,31…0,4]
Nr.
ch
itare
Intervale deplasări [mm]
Tasta 12
Prăguș
După depozitare timp de 1 lună28.08.2017
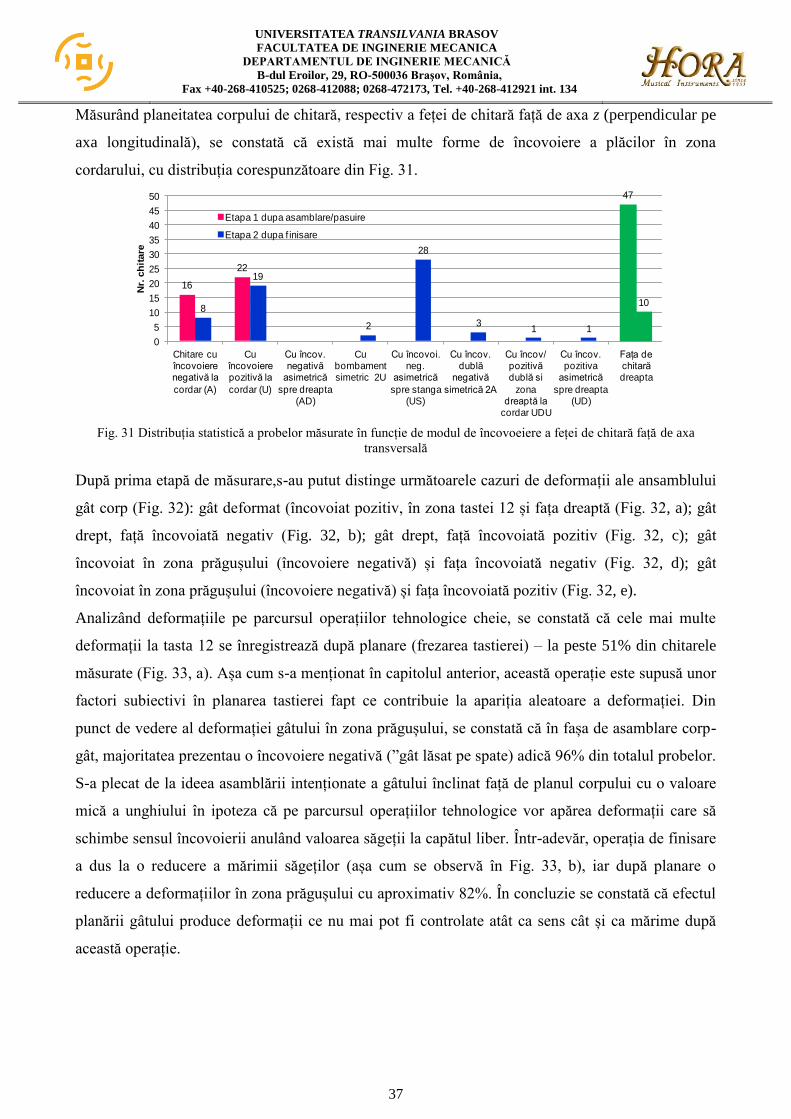
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
37
Măsurând planeitatea corpului de chitară, respectiv a feței de chitară față de axa z (perpendicular pe
axa longitudinală), se constată că există mai multe forme de încovoiere a plăcilor în zona
cordarului, cu distribuția corespunzătoare din Fig. 31.
Fig. 31 Distribuția statistică a probelor măsurate în funcție de modul de încovoeiere a feței de chitară față de axa
transversală
După prima etapă de măsurare,s-au putut distinge următoarele cazuri de deformații ale ansamblului
gât corp (Fig. 32): gât deformat (încovoiat pozitiv, în zona tastei 12 și fața dreaptă (Fig. 32, a); gât
drept, față încovoiată negativ (Fig. 32, b); gât drept, față încovoiată pozitiv (Fig. 32, c); gât
încovoiat în zona prăgușului (încovoiere negativă) și fața încovoiată negativ (Fig. 32, d); gât
încovoiat în zona prăgușului (încovoiere negativă) și fața încovoiată pozitiv (Fig. 32, e).
Analizând deformațiile pe parcursul operațiilor tehnologice cheie, se constată că cele mai multe
deformații la tasta 12 se înregistrează după planare (frezarea tastierei) – la peste 51% din chitarele
măsurate (Fig. 33, a). Așa cum s-a menționat în capitolul anterior, această operație este supusă unor
factori subiectivi în planarea tastierei fapt ce contribuie la apariția aleatoare a deformației. Din
punct de vedere al deformației gâtului în zona prăgușului, se constată că în fașa de asamblare corp-
gât, majoritatea prezentau o încovoiere negativă (”gât lăsat pe spate) adică 96% din totalul probelor.
S-a plecat de la ideea asamblării intenționate a gâtului înclinat față de planul corpului cu o valoare
mică a unghiului în ipoteza că pe parcursul operațiilor tehnologice vor apărea deformații care să
schimbe sensul încovoierii anulând valoarea săgeții la capătul liber. Într-adevăr, operația de finisare
a dus la o reducere a mărimii săgeților (așa cum se observă în Fig. 33, b), iar după planare o
reducere a deformațiilor în zona prăgușului cu aproximativ 82%. În concluzie se constată că efectul
planării gâtului produce deformații ce nu mai pot fi controlate atât ca sens cât și ca mărime după
această operație.
16
22
47
8
19
2
28
31 1
10
0
5
10
15
20
25
30
35
40
45
50
Chitare cu încovoiere negativă la
cordar (A)
Cu încovoiere pozitivă la
cordar (U)
Cu încov. negativă
asimetrică
spre dreapta (AD)
Cu bombament simetric 2U
Cu încovoi. neg.
asimetrică
spre stanga (US)
Cu încov. dublă
negativă
simetrică 2A
Cu încov/ pozitivă dublă si
zona dreaptă la
cordar UDU
Cu încov. pozitiva
asimetrică
spre dreapta (UD)
Fața de chitară dreapta
Nr.
ch
itare
Etapa 1 dupa asamblare/pasuire
Etapa 2 dupa f inisare
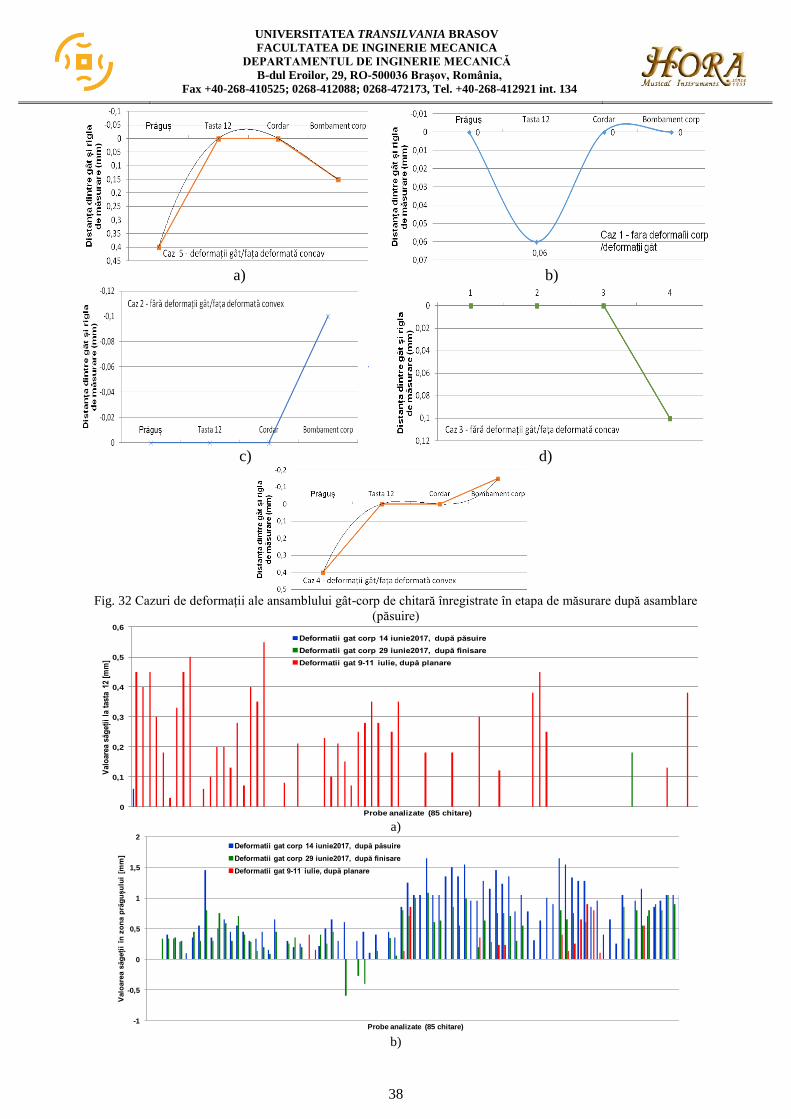
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
38
a) b)
c) d)
Fig. 32 Cazuri de deformații ale ansamblului gât-corp de chitară înregistrate în etapa de măsurare după asamblare
(păsuire)
a)
b)
0
0,1
0,2
0,3
0,4
0,5
0,6
Valo
are
a s
ăgeții la
tasta
12 [m
m]
Probe analizate (85 chitare)
Deformatii gat corp 14 iunie2017, după păsuire
Deformatii gat corp 29 iunie2017, după finisare
Deformatii gat 9-11 iulie, după planare
-1
-0,5
0
0,5
1
1,5
2
Valo
are
a s
ăgeții în
zona p
răgușulu
i[m
m]
Probe analizate (85 chitare)
Deformatii gat corp 14 iunie2017, după păsuire
Deformatii gat corp 29 iunie2017, după finisare
Deformatii gat 9-11 iulie, după planare
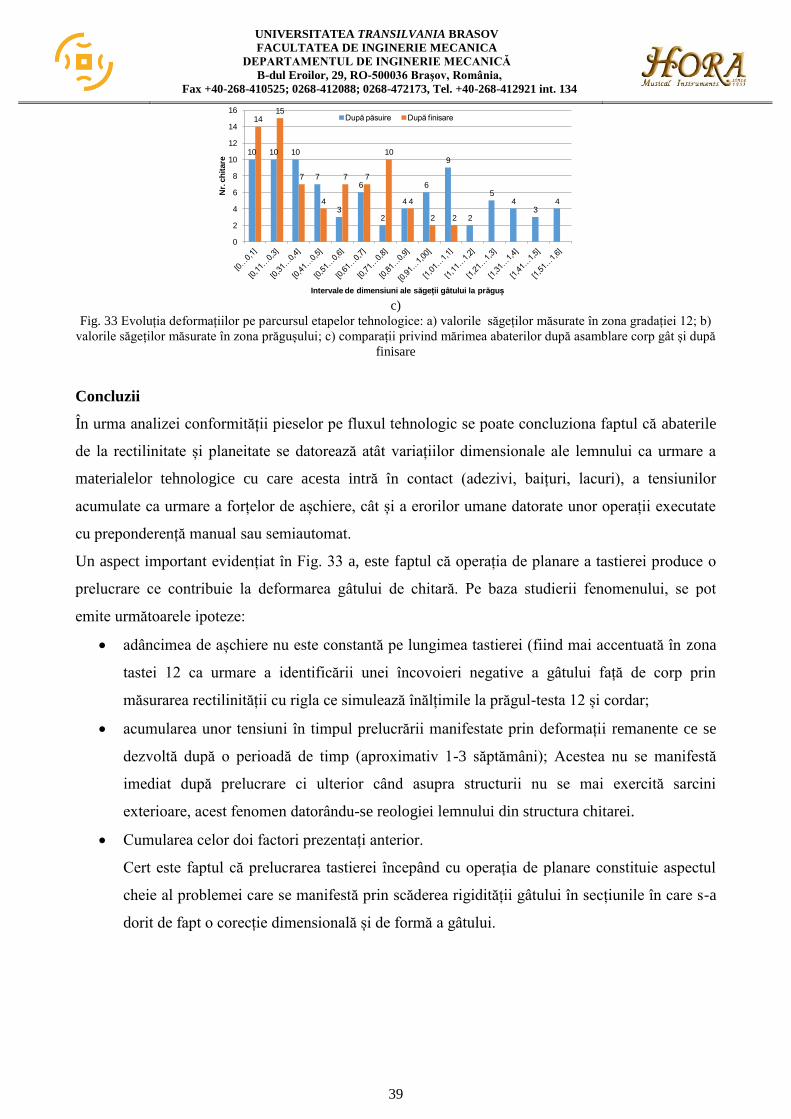
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
39
c)
Fig. 33 Evoluția deformațiilor pe parcursul etapelor tehnologice: a) valorile săgeților măsurate în zona gradației 12; b)
valorile săgeților măsurate în zona prăgușului; c) comparații privind mărimea abaterilor după asamblare corp gât și după
finisare
Concluzii
În urma analizei conformității pieselor pe fluxul tehnologic se poate concluziona faptul că abaterile
de la rectilinitate și planeitate se datorează atât variațiilor dimensionale ale lemnului ca urmare a
materialelor tehnologice cu care acesta intră în contact (adezivi, baițuri, lacuri), a tensiunilor
acumulate ca urmare a forțelor de așchiere, cât și a erorilor umane datorate unor operații executate
cu preponderență manual sau semiautomat.
Un aspect important evidențiat în Fig. 33 a, este faptul că operația de planare a tastierei produce o
prelucrare ce contribuie la deformarea gâtului de chitară. Pe baza studierii fenomenului, se pot
emite următoarele ipoteze:
adâncimea de așchiere nu este constantă pe lungimea tastierei (fiind mai accentuată în zona
tastei 12 ca urmare a identificării unei încovoieri negative a gâtului față de corp prin
măsurarea rectilinității cu rigla ce simulează înălțimile la prăgul-testa 12 și cordar;
acumularea unor tensiuni în timpul prelucrării manifestate prin deformații remanente ce se
dezvoltă după o perioadă de timp (aproximativ 1-3 săptămâni); Acestea nu se manifestă
imediat după prelucrare ci ulterior când asupra structurii nu se mai exercită sarcini
exterioare, acest fenomen datorându-se reologiei lemnului din structura chitarei.
Cumularea celor doi factori prezentați anterior.
Cert este faptul că prelucrarea tastierei începând cu operația de planare constituie aspectul
cheie al problemei care se manifestă prin scăderea rigidității gâtului în secțiunile în care s-a
dorit de fapt o corecție dimensională și de formă a gâtului.
10 10 10
7
3
6
2
4
6
9
2
54
34
1415
7
4
7 7
10
4
2 2
0
2
4
6
8
10
12
14
16
Nr.
ch
itare
Intervale de dimensiuni ale săgeții gâtului la prăguș
După păsuire După finisare
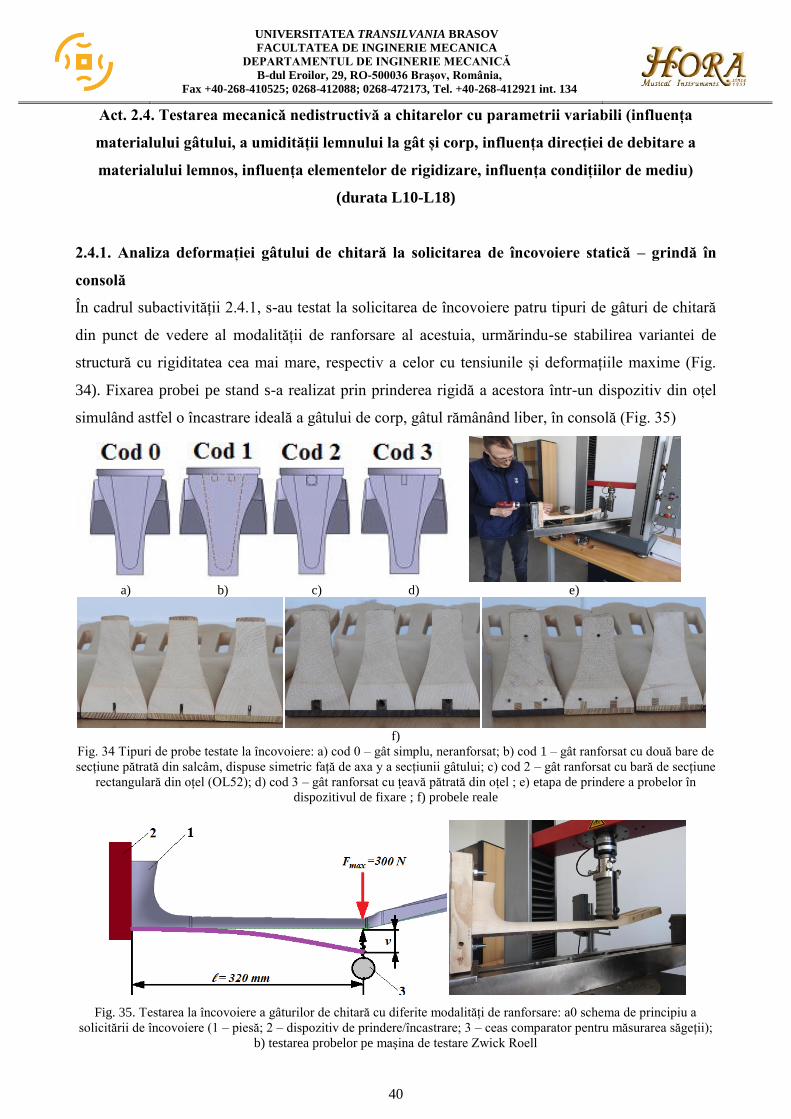
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
40
Act. 2.4. Testarea mecanică nedistructivă a chitarelor cu parametrii variabili (influența
materialului gâtului, a umidității lemnului la gât și corp, influența direcției de debitare a
materialului lemnos, influența elementelor de rigidizare, influența condițiilor de mediu)
(durata L10-L18)
2.4.1. Analiza deformației gâtului de chitară la solicitarea de încovoiere statică – grindă în
consolă
În cadrul subactivității 2.4.1, s-au testat la solicitarea de încovoiere patru tipuri de gâturi de chitară
din punct de vedere al modalității de ranforsare al acestuia, urmărindu-se stabilirea variantei de
structură cu rigiditatea cea mai mare, respectiv a celor cu tensiunile și deformațiile maxime (Fig.
34). Fixarea probei pe stand s-a realizat prin prinderea rigidă a acestora într-un dispozitiv din oțel
simulând astfel o încastrare ideală a gâtului de corp, gâtul rămânând liber, în consolă (Fig. 35)
a) b) c) d) e)
f)
Fig. 34 Tipuri de probe testate la încovoiere: a) cod 0 – gât simplu, neranforsat; b) cod 1 – gât ranforsat cu două bare de
secțiune pătrată din salcâm, dispuse simetric față de axa y a secțiunii gâtului; c) cod 2 – gât ranforsat cu bară de secțiune
rectangulară din oțel (OL52); d) cod 3 – gât ranforsat cu țeavă pătrată din oțel ; e) etapa de prindere a probelor în
dispozitivul de fixare ; f) probele reale
Fig. 35. Testarea la încovoiere a gâturilor de chitară cu diferite modalități de ranforsare: a0 schema de principiu a
solicitării de încovoiere (1 – piesă; 2 – dispozitiv de prindere/încastrare; 3 – ceas comparator pentru măsurarea săgeții);
b) testarea probelor pe mașina de testare Zwick Roell
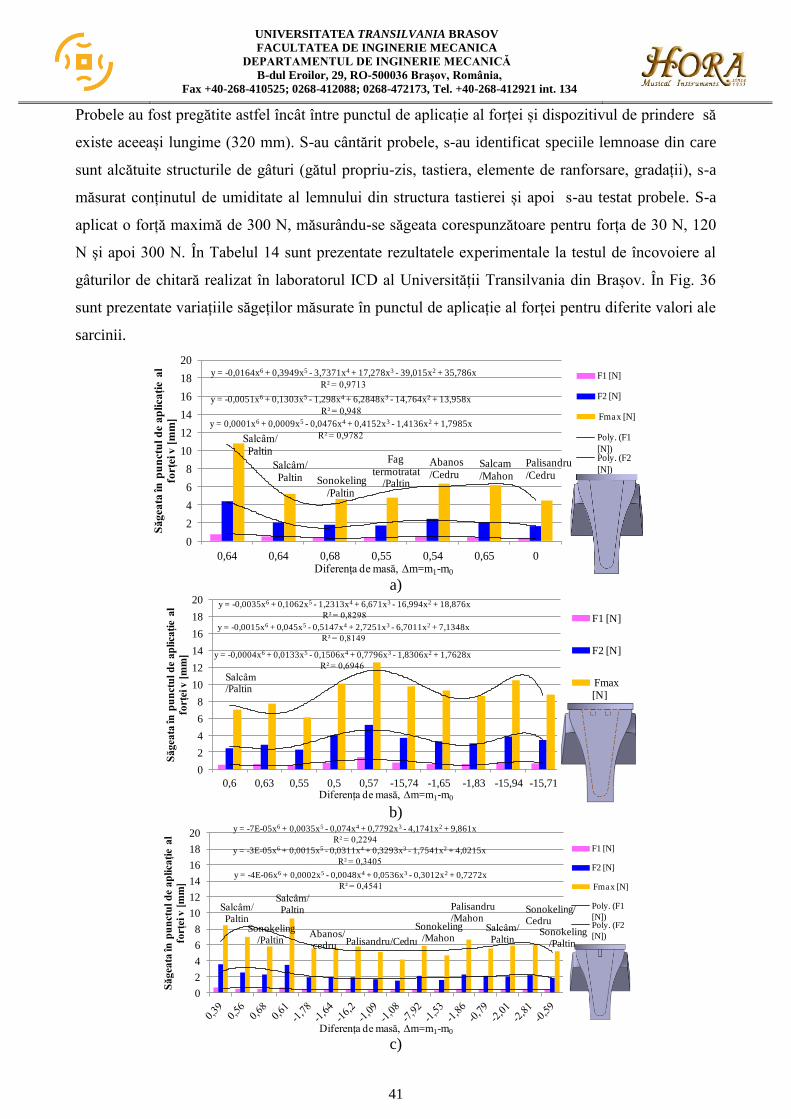
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
41
Probele au fost pregătite astfel încât între punctul de aplicație al forței și dispozitivul de prindere să
existe aceeași lungime (320 mm). S-au cântărit probele, s-au identificat speciile lemnoase din care
sunt alcătuite structurile de gâturi (gătul propriu-zis, tastiera, elemente de ranforsare, gradații), s-a
măsurat conținutul de umiditate al lemnului din structura tastierei și apoi s-au testat probele. S-a
aplicat o forță maximă de 300 N, măsurându-se săgeata corespunzătoare pentru forța de 30 N, 120
N și apoi 300 N. În Tabelul 14 sunt prezentate rezultatele experimentale la testul de încovoiere al
gâturilor de chitară realizat în laboratorul ICD al Universității Transilvania din Brașov. În Fig. 36
sunt prezentate variațiile săgeților măsurate în punctul de aplicație al forței pentru diferite valori ale
sarcinii.
a)
b)
c)
y = 0,0001x6 + 0,0009x5 - 0,0476x4 + 0,4152x3 - 1,4136x2 + 1,7985x
R² = 0,9782
y = -0,0051x6 + 0,1303x5 - 1,298x4 + 6,2848x3 - 14,764x2 + 13,958x
R² = 0,948
y = -0,0164x6 + 0,3949x5 - 3,7371x4 + 17,278x3 - 39,015x2 + 35,786x
R² = 0,9713
0
2
4
6
8
10
12
14
16
18
20
0,64 0,64 0,68 0,55 0,54 0,65 0
Să
gea
ta în
pu
nctu
l d
e a
pli
ca
ție a
l
forțe
i v [
mm
]
Diferența de masă, m=m1-m0
F1 [N]
F2 [N]
Fmax [N]
Poly. (F1
[N])Poly. (F2
[N])
Salcâm/Paltin
Sonokeling/Paltin
Fag termotratat
/Paltin
Abanos/Cedru
Salcam/Mahon
Palisandru/Cedru
Salcâm/Paltin
y = -0,0004x6 + 0,0133x5 - 0,1506x4 + 0,7796x3 - 1,8306x2 + 1,7628x
R² = 0,6946
y = -0,0015x6 + 0,045x5 - 0,5147x4 + 2,7251x3 - 6,7011x2 + 7,1348x
R² = 0,8149
y = -0,0035x6 + 0,1062x5 - 1,2313x4 + 6,671x3 - 16,994x2 + 18,876x
R² = 0,8298
0
2
4
6
8
10
12
14
16
18
20
0,6 0,63 0,55 0,5 0,57 -15,74 -1,65 -1,83 -15,94 -15,71
Să
gea
ta în
pu
nct
ul
de
ap
lica
ție
al
forț
ei v
[m
m]
Diferența de masă, m=m1-m0
F1 [N]
F2 [N]
Fmax [N]
Salcâm/Paltin
y = -4E-06x6 + 0,0002x5 - 0,0048x4 + 0,0536x3 - 0,3012x2 + 0,7272x
R² = 0,4541
y = -3E-05x6 + 0,0015x5 - 0,0311x4 + 0,3293x3 - 1,7541x2 + 4,0215x
R² = 0,3405
y = -7E-05x6 + 0,0035x5 - 0,074x4 + 0,7792x3 - 4,1741x2 + 9,861x
R² = 0,2294
0
2
4
6
8
10
12
14
16
18
20
Să
gea
ta în
pu
nct
ul
de
ap
lica
ție
al
forț
ei v
[m
m]
Diferența de masă, m=m1-m0
F1 [N]
F2 [N]
Fmax [N]
Poly. (F1
[N])Poly. (F2
[N])
Salcâm/Paltin
Abanos/cedru
Salcâm/Paltin
Sonokeling/Paltin
Salcâm/Paltin
Palisandru/Mahon
Sonokeling/Cedru
Palisandru/Cedru
Sonokeling/Mahon
Sonokeling/Paltin
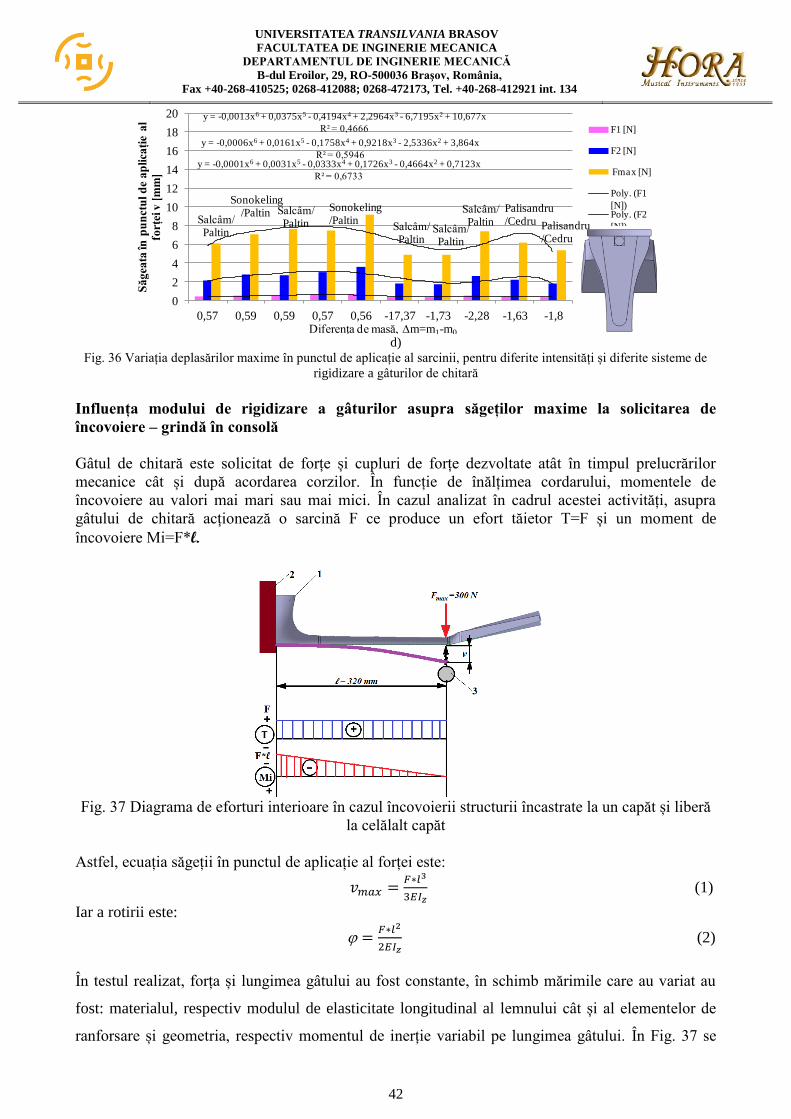
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
42
d)
Fig. 36 Variația deplasărilor maxime în punctul de aplicație al sarcinii, pentru diferite intensități și diferite sisteme de
rigidizare a gâturilor de chitară
Influența modului de rigidizare a gâturilor asupra săgeților maxime la solicitarea de
încovoiere – grindă în consolă
Gâtul de chitară este solicitat de forțe și cupluri de forțe dezvoltate atât în timpul prelucrărilor
mecanice cât și după acordarea corzilor. În funcție de înălțimea cordarului, momentele de
încovoiere au valori mai mari sau mai mici. În cazul analizat în cadrul acestei activități, asupra
gâtului de chitară acționează o sarcină F ce produce un efort tăietor T=F și un moment de
încovoiere Mi=F*l.
Fig. 37 Diagrama de eforturi interioare în cazul încovoierii structurii încastrate la un capăt și liberă
la celălalt capăt
Astfel, ecuația săgeții în punctul de aplicație al forței este:
(1)
Iar a rotirii este:
(2)
În testul realizat, forța și lungimea gâtului au fost constante, în schimb mărimile care au variat au
fost: materialul, respectiv modulul de elasticitate longitudinal al lemnului cât și al elementelor de
ranforsare și geometria, respectiv momentul de inerție variabil pe lungimea gâtului. În Fig. 37 se
y = -0,0001x6 + 0,0031x5 - 0,0333x4 + 0,1726x3 - 0,4664x2 + 0,7123x
R² = 0,6733
y = -0,0006x6 + 0,0161x5 - 0,1758x4 + 0,9218x3 - 2,5336x2 + 3,864x
R² = 0,5946
y = -0,0013x6 + 0,0375x5 - 0,4194x4 + 2,2964x3 - 6,7195x2 + 10,677x
R² = 0,4666
0
2
4
6
8
10
12
14
16
18
20
0,57 0,59 0,59 0,57 0,56 -17,37 -1,73 -2,28 -1,63 -1,8
Să
gea
ta în
pu
nct
ul
de
ap
lica
ție
al
forț
ei v
[m
m]
Diferența de masă, m=m1-m0
F1 [N]
F2 [N]
Fmax [N]
Poly. (F1
[N])Poly. (F2
[N])Salcâm/Paltin
Sonokeling/Paltin
Salcâm/Paltin
Sonokeling/Paltin
Salcâm/Paltin
Salcâm/Paltin
Salcâm/Paltin
Palisandru/Cedru Palisandru
/Cedru
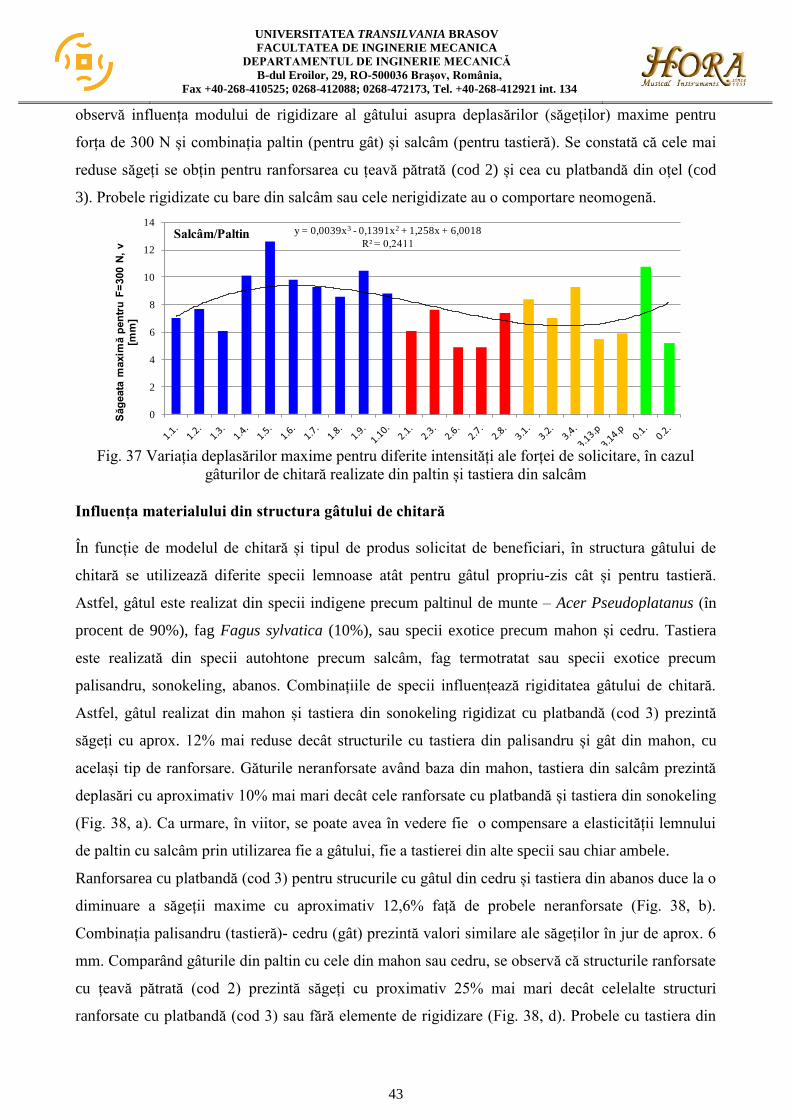
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
43
observă influența modului de rigidizare al gâtului asupra deplasărilor (săgeților) maxime pentru
forța de 300 N și combinația paltin (pentru gât) și salcâm (pentru tastieră). Se constată că cele mai
reduse săgeți se obțin pentru ranforsarea cu țeavă pătrată (cod 2) și cea cu platbandă din oțel (cod
3). Probele rigidizate cu bare din salcâm sau cele nerigidizate au o comportare neomogenă.
Fig. 37 Variația deplasărilor maxime pentru diferite intensități ale forței de solicitare, în cazul
gâturilor de chitară realizate din paltin și tastiera din salcâm
Influența materialului din structura gâtului de chitară
În funcție de modelul de chitară și tipul de produs solicitat de beneficiari, în structura gâtului de
chitară se utilizează diferite specii lemnoase atât pentru gâtul propriu-zis cât și pentru tastieră.
Astfel, gâtul este realizat din specii indigene precum paltinul de munte – Acer Pseudoplatanus (în
procent de 90%), fag Fagus sylvatica (10%), sau specii exotice precum mahon și cedru. Tastiera
este realizată din specii autohtone precum salcâm, fag termotratat sau specii exotice precum
palisandru, sonokeling, abanos. Combinațiile de specii influențează rigiditatea gâtului de chitară.
Astfel, gâtul realizat din mahon și tastiera din sonokeling rigidizat cu platbandă (cod 3) prezintă
săgeți cu aprox. 12% mai reduse decât structurile cu tastiera din palisandru și gât din mahon, cu
același tip de ranforsare. Găturile neranforsate având baza din mahon, tastiera din salcâm prezintă
deplasări cu aproximativ 10% mai mari decât cele ranforsate cu platbandă și tastiera din sonokeling
(Fig. 38, a). Ca urmare, în viitor, se poate avea în vedere fie o compensare a elasticității lemnului
de paltin cu salcâm prin utilizarea fie a gâtului, fie a tastierei din alte specii sau chiar ambele.
Ranforsarea cu platbandă (cod 3) pentru strucurile cu gâtul din cedru și tastiera din abanos duce la o
diminuare a săgeții maxime cu aproximativ 12,6% față de probele neranforsate (Fig. 38, b).
Combinația palisandru (tastieră)- cedru (gât) prezintă valori similare ale săgeților în jur de aprox. 6
mm. Comparând gâturile din paltin cu cele din mahon sau cedru, se observă că structurile ranforsate
cu țeavă pătrată (cod 2) prezintă săgeți cu proximativ 25% mai mari decât celelalte structuri
ranforsate cu platbandă (cod 3) sau fără elemente de rigidizare (Fig. 38, d). Probele cu tastiera din
y = 0,0039x3 - 0,1391x2 + 1,258x + 6,0018
R² = 0,2411
0
2
4
6
8
10
12
14
Săgeata
maxim
ă p
entru F
=300 N
, v
[mm
]
Salcâm/Paltin
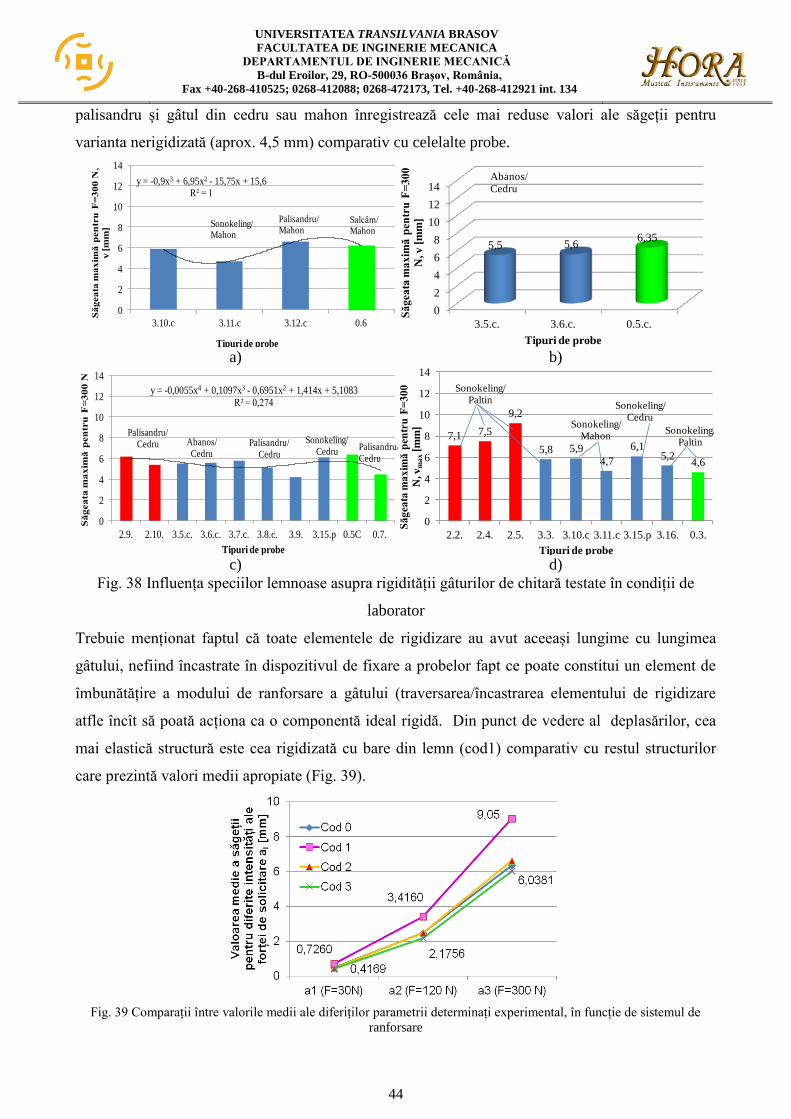
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
44
palisandru și gâtul din cedru sau mahon înregistrează cele mai reduse valori ale săgeții pentru
varianta nerigidizată (aprox. 4,5 mm) comparativ cu celelalte probe.
a) b)
c) d)
Fig. 38 Influența speciilor lemnoase asupra rigidității gâturilor de chitară testate în condiții de
laborator
Trebuie menționat faptul că toate elementele de rigidizare au avut aceeași lungime cu lungimea
gâtului, nefiind încastrate în dispozitivul de fixare a probelor fapt ce poate constitui un element de
îmbunătățire a modului de ranforsare a gâtului (traversarea/încastrarea elementului de rigidizare
atfle încît să poată acționa ca o componentă ideal rigidă. Din punct de vedere al deplasărilor, cea
mai elastică structură este cea rigidizată cu bare din lemn (cod1) comparativ cu restul structurilor
care prezintă valori medii apropiate (Fig. 39).
Fig. 39 Comparații între valorile medii ale diferiților parametrii determinați experimental, în funcție de sistemul de
ranforsare
y = -0,9x3 + 6,95x2 - 15,75x + 15,6R² = 1
0
2
4
6
8
10
12
14
3.10.c 3.11.c 3.12.c 0.6
Săgeata
maxim
ă p
en
tru
F=
300
N,
v [
mm
]
Tipuri de probe
Sonokeling/Mahon
Palisandru/Mahon
Salcâm/Mahon
0
2
4
6
8
10
12
14
3.5.c. 3.6.c. 0.5.c.
5,5 5,66,35
Săgea
ta m
axim
ă p
entr
u F
=300
N, v
[m
m]
Tipuri de probe
Abanos/Cedru
y = -0,0055x4 + 0,1097x3 - 0,6951x2 + 1,414x + 5,1083R² = 0,274
0
2
4
6
8
10
12
14
2.9. 2.10. 3.5.c. 3.6.c. 3.7.c. 3.8.c. 3.9. 3.15.p 0.5C 0.7.
Săgeata
maxim
ă p
en
tru
F=
300
N
Tipuri de probe
Palisandru/Cedru Abanos/
CedruPalisandru/
Cedru
Sonokeling/Cedru
Palisandru/Cedru
7,1 7,5
9,2
5,8 5,9
4,7
6,15,2
4,6
0
2
4
6
8
10
12
14
2.2. 2.4. 2.5. 3.3. 3.10.c 3.11.c 3.15.p 3.16. 0.3.
Să
gea
ta m
ax
imă
pen
tru
F=
30
0
N, v
ma
x[m
m]
Tipuri de probe
Sonokeling/Paltin
Sonokeling/Mahon
Sonokeling/Cedru
Sonokeling/Paltin
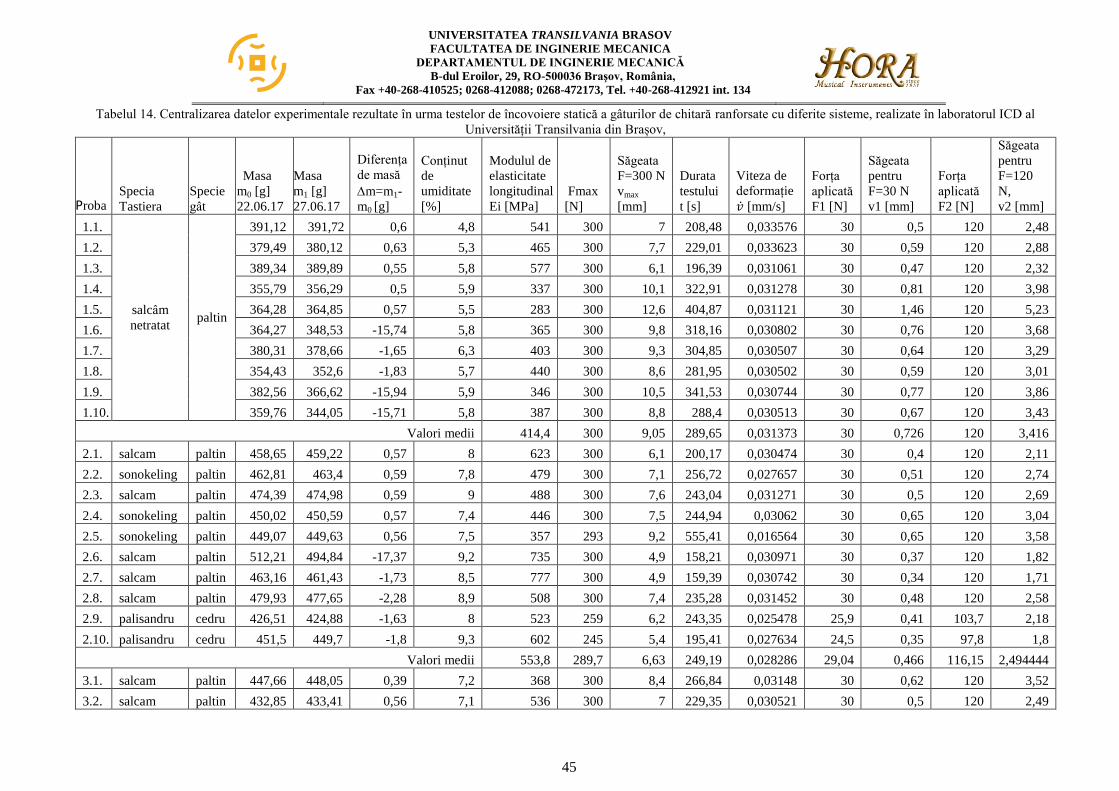
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
45
Tabelul 14. Centralizarea datelor experimentale rezultate în urma testelor de încovoiere statică a gâturilor de chitară ranforsate cu diferite sisteme, realizate în laboratorul ICD al
Universității Transilvania din Brașov,
Proba
Specia
Tastiera
Specie
gât
Masa
m0 [g]
22.06.17
Masa
m1 [g]
27.06.17
Diferența
de masă
m=m1-
m0 [g]
Conținut
de
umiditate
[%]
Modulul de
elasticitate
longitudinal
Ei [MPa]
Fmax
[N]
Săgeata
F=300 N
vmax
[mm]
Durata
testului
t [s]
Viteza de
deformație
[mm/s]
Forța
aplicată
F1 [N]
Săgeata
pentru
F=30 N
v1 [mm]
Forța
aplicată
F2 [N]
Săgeata
pentru
F=120
N,
v2 [mm]
1.1.
salcâm
netratat paltin
391,12 391,72 0,6 4,8 541 300 7 208,48 0,033576 30 0,5 120 2,48
1.2. 379,49 380,12 0,63 5,3 465 300 7,7 229,01 0,033623 30 0,59 120 2,88
1.3. 389,34 389,89 0,55 5,8 577 300 6,1 196,39 0,031061 30 0,47 120 2,32
1.4. 355,79 356,29 0,5 5,9 337 300 10,1 322,91 0,031278 30 0,81 120 3,98
1.5. 364,28 364,85 0,57 5,5 283 300 12,6 404,87 0,031121 30 1,46 120 5,23
1.6. 364,27 348,53 -15,74 5,8 365 300 9,8 318,16 0,030802 30 0,76 120 3,68
1.7. 380,31 378,66 -1,65 6,3 403 300 9,3 304,85 0,030507 30 0,64 120 3,29
1.8. 354,43 352,6 -1,83 5,7 440 300 8,6 281,95 0,030502 30 0,59 120 3,01
1.9. 382,56 366,62 -15,94 5,9 346 300 10,5 341,53 0,030744 30 0,77 120 3,86
1.10. 359,76 344,05 -15,71 5,8 387 300 8,8 288,4 0,030513 30 0,67 120 3,43
Valori medii 414,4 300 9,05 289,65 0,031373 30 0,726 120 3,416
2.1. salcam paltin 458,65 459,22 0,57 8 623 300 6,1 200,17 0,030474 30 0,4 120 2,11
2.2. sonokeling paltin 462,81 463,4 0,59 7,8 479 300 7,1 256,72 0,027657 30 0,51 120 2,74
2.3. salcam paltin 474,39 474,98 0,59 9 488 300 7,6 243,04 0,031271 30 0,5 120 2,69
2.4. sonokeling paltin 450,02 450,59 0,57 7,4 446 300 7,5 244,94 0,03062 30 0,65 120 3,04
2.5. sonokeling paltin 449,07 449,63 0,56 7,5 357 293 9,2 555,41 0,016564 30 0,65 120 3,58
2.6. salcam paltin 512,21 494,84 -17,37 9,2 735 300 4,9 158,21 0,030971 30 0,37 120 1,82
2.7. salcam paltin 463,16 461,43 -1,73 8,5 777 300 4,9 159,39 0,030742 30 0,34 120 1,71
2.8. salcam paltin 479,93 477,65 -2,28 8,9 508 300 7,4 235,28 0,031452 30 0,48 120 2,58
2.9. palisandru cedru 426,51 424,88 -1,63 8 523 259 6,2 243,35 0,025478 25,9 0,41 103,7 2,18
2.10. palisandru cedru 451,5 449,7 -1,8 9,3 602 245 5,4 195,41 0,027634 24,5 0,35 97,8 1,8
Valori medii 553,8 289,7 6,63 249,19 0,028286 29,04 0,466 116,15 2,494444
3.1. salcam paltin 447,66 448,05 0,39 7,2 368 300 8,4 266,84 0,03148 30 0,62 120 3,52
3.2. salcam paltin 432,85 433,41 0,56 7,1 536 300 7 229,35 0,030521 30 0,5 120 2,49
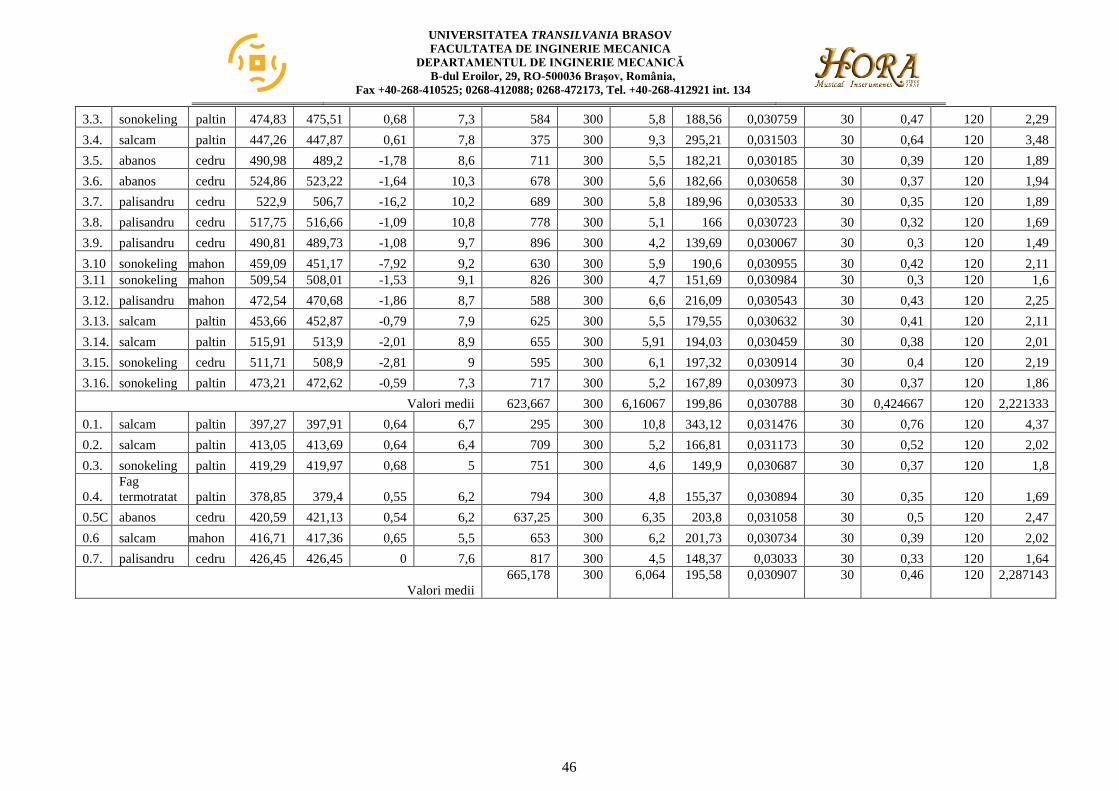
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
46
3.3. sonokeling paltin 474,83 475,51 0,68 7,3 584 300 5,8 188,56 0,030759 30 0,47 120 2,29
3.4. salcam paltin 447,26 447,87 0,61 7,8 375 300 9,3 295,21 0,031503 30 0,64 120 3,48
3.5. abanos cedru 490,98 489,2 -1,78 8,6 711 300 5,5 182,21 0,030185 30 0,39 120 1,89
3.6. abanos cedru 524,86 523,22 -1,64 10,3 678 300 5,6 182,66 0,030658 30 0,37 120 1,94
3.7. palisandru cedru 522,9 506,7 -16,2 10,2 689 300 5,8 189,96 0,030533 30 0,35 120 1,89
3.8. palisandru cedru 517,75 516,66 -1,09 10,8 778 300 5,1 166 0,030723 30 0,32 120 1,69
3.9. palisandru cedru 490,81 489,73 -1,08 9,7 896 300 4,2 139,69 0,030067 30 0,3 120 1,49
3.10 sonokeling mahon 459,09 451,17 -7,92 9,2 630 300 5,9 190,6 0,030955 30 0,42 120 2,11
3.11 sonokeling mahon 509,54 508,01 -1,53 9,1 826 300 4,7 151,69 0,030984 30 0,3 120 1,6
3.12. palisandru mahon 472,54 470,68 -1,86 8,7 588 300 6,6 216,09 0,030543 30 0,43 120 2,25
3.13. salcam paltin 453,66 452,87 -0,79 7,9 625 300 5,5 179,55 0,030632 30 0,41 120 2,11
3.14. salcam paltin 515,91 513,9 -2,01 8,9 655 300 5,91 194,03 0,030459 30 0,38 120 2,01
3.15. sonokeling cedru 511,71 508,9 -2,81 9 595 300 6,1 197,32 0,030914 30 0,4 120 2,19
3.16. sonokeling paltin 473,21 472,62 -0,59 7,3 717 300 5,2 167,89 0,030973 30 0,37 120 1,86
Valori medii 623,667 300 6,16067 199,86 0,030788 30 0,424667 120 2,221333
0.1. salcam paltin 397,27 397,91 0,64 6,7 295 300 10,8 343,12 0,031476 30 0,76 120 4,37
0.2. salcam paltin 413,05 413,69 0,64 6,4 709 300 5,2 166,81 0,031173 30 0,52 120 2,02
0.3. sonokeling paltin 419,29 419,97 0,68 5 751 300 4,6 149,9 0,030687 30 0,37 120 1,8
0.4.
Fag
termotratat paltin 378,85 379,4 0,55 6,2 794 300 4,8 155,37 0,030894 30 0,35 120 1,69
0.5C abanos cedru 420,59 421,13 0,54 6,2 637,25 300 6,35 203,8 0,031058 30 0,5 120 2,47
0.6 salcam mahon 416,71 417,36 0,65 5,5 653 300 6,2 201,73 0,030734 30 0,39 120 2,02
0.7. palisandru cedru 426,45 426,45 0 7,6 817 300 4,5 148,37 0,03033 30 0,33 120 1,64
Valori medii
665,178 300 6,064 195,58 0,030907 30 0,46 120 2,287143
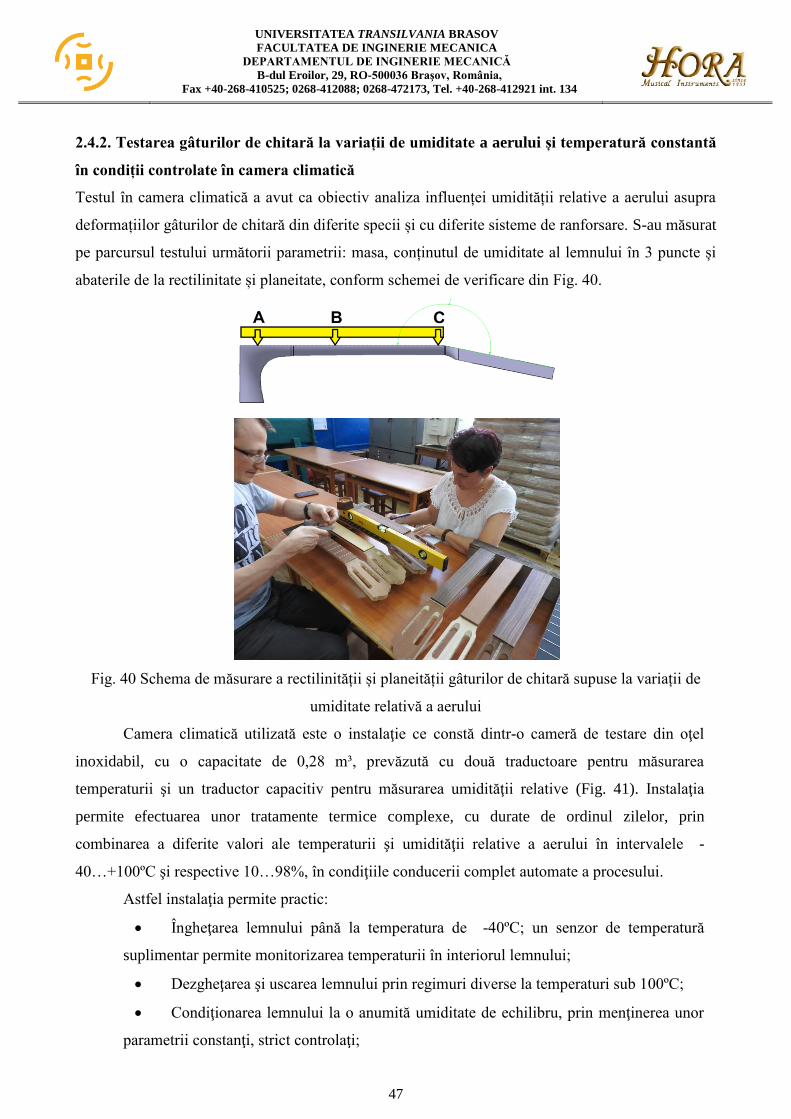
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
47
2.4.2. Testarea gâturilor de chitară la variații de umiditate a aerului și temperatură constantă
în condiții controlate în camera climatică
Testul în camera climatică a avut ca obiectiv analiza influenței umidității relative a aerului asupra
deformațiilor gâturilor de chitară din diferite specii și cu diferite sisteme de ranforsare. S-au măsurat
pe parcursul testului următorii parametrii: masa, conținutul de umiditate al lemnului în 3 puncte și
abaterile de la rectilinitate și planeitate, conform schemei de verificare din Fig. 40.
Fig. 40 Schema de măsurare a rectilinității și planeității gâturilor de chitară supuse la variații de
umiditate relativă a aerului
Camera climatică utilizată este o instalaţie ce constă dintr-o cameră de testare din oţel
inoxidabil, cu o capacitate de 0,28 m³, prevăzută cu două traductoare pentru măsurarea
temperaturii şi un traductor capacitiv pentru măsurarea umidităţii relative (Fig. 41). Instalaţia
permite efectuarea unor tratamente termice complexe, cu durate de ordinul zilelor, prin
combinarea a diferite valori ale temperaturii şi umidităţii relative a aerului în intervalele -
40…+100ºC şi respective 10…98%, în condiţiile conducerii complet automate a procesului.
Astfel instalaţia permite practic:
Îngheţarea lemnului până la temperatura de -40ºC; un senzor de temperatură
suplimentar permite monitorizarea temperaturii în interiorul lemnului;
Dezgheţarea şi uscarea lemnului prin regimuri diverse la temperaturi sub 100ºC;
Condiţionarea lemnului la o anumită umiditate de echilibru, prin menţinerea unor
parametrii constanţi, strict controlaţi;
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
48
Soft-ul opţional FKS WinControl permite preluarea automată a datelor şi transpunerea
lor în forma grafică (diagramă) sau tabelară, precum şi prelucrarea statistică a datelor.
Pentru facilităţile instalaţiei se mai numără:
Utilizarea unui agent de răcire ecologic (R507);
Existenţa unui sistem de iluminare a camerei de testare;
Posibilitatea de reglare a vitezei de modificare a parametrilor aerului;
Existenţa unui sistem de avertizare a întreruperii alimentării cu energie;
Existenţa unui sistem de protecţie împotriva intervenţiei persoanelor neautorizate
în funcţionarea camerei;
Fig. 41 Instalația de testare – camera climatică în timpul introducerii probelor
Pentru a analiza influența variațiilor de umiditate asupra stabilității structurale ale gâturilor de
chitară cu diferite sisteme de rigidizare și specii diferite, s-au grupat probele în două categorii:
a) probe libere, individuale introduse în camera climatică;
b) probe fixate într-un dispozitiv foarte rigid din oțel (un stand multiplu) simulând astfel asamblarea
ideală dintre corp și gâtul de chitară.
Test 1 – Structuri libere supuse variațiilor de umiditate
În etapa inițială s-au măsurat (în data de 27.06.2017) următorii parametrii: masa, conținutul
de umiditate al lemnului în 3 puncte (A pragus, B zona intermediară, C - tasta 12) și
planeitatea. Apoi probele au fost introduse în camera climatică pentru 72 ore, cu următorii
parametrii climatici: temperatura T=22°C și umiditatea relativă a aerului din incintă =40%.
S-a ales umiditatea relativă a aerului în etapa inițială (40%) din camera climatică plecând de
la valorile medii ale umidității relative a aerului măsurate în fabrică.
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
49
După 72 ore, în data de 30.06.2017 au fost verificate probele, măsurându-se aceeași
parametrii. Ulterior, probele au fost introduse iarăși în camera cliamtică unde au fost
condiționate timp de încă 72 ore la temperatura T=22°C și umiditatea relativă a aerului din
incintă =40%.
În data de 03.07.2017, adică după 72 ore de la măsurătorile anterioare, s-au verificat
dimensional și fizic probele, în laborator înregistrându-se temperatura mediului ambiant de
T= 25,6 °C (la sfarsitul masuratorii U = 53%, t= 26,2 C). Condiționarea probelor a
continuat cu creșterea umidității relative a aerului din incintă la =65% și temperatura
T=22°C și , timp de 48 ore.
În data de 05.07.2017, adică după 48 ore de la măsurătorile anterioare, s-au verificat
dimensional și fizic probele, în laborator înregistrându-se temperatura mediului ambiant de
T= 24,4 °C și ext = 48%), după menținerea probelor în camera climatică la =65%.
Condiționarea probelor a continuat la aceeași parametrii: temperatura T=22°C și umiditatea
relativă a aerului din incintă =65% , timp de 24 ore.
În data de 06.07.2017, adică după 24 ore de la măsurătorile anterioare, s-au verificat
dimensional și fizic probele, în laborator înregistrându-se temperatura mediului ambiant de
T= 25,2 °C și ext = 51%), după menținerea probelor în camera climatică la =65%.
Condiționarea probelor a continuat la aceeași parametrii: temperatura T=22°C și umiditatea
relativă a aerului din incintă =65% , timp de 24 ore.
În data de 07.07.2017, adică după 24 ore de la măsurătorile anterioare, s-au verificat
dimensional și fizic probele, în laborator înregistrându-se temperatura mediului ambiant de
T= 24,9 °C și ext = 49%), după menținerea probelor în camera climatică la j=65%.
Condiționarea probelor a continuat la aceeași parametrii: temperatura T=22°C și umiditatea
relativă a aerului din incintă =65% , timp de 72 ore.
În data de 10.07.2017, adică după 72 ore de la măsurătorile anterioare, s-au verificat
dimensional și fizic probele, în laborator înregistrându-se temperatura mediului ambiant de
T= 26,6 °C și ext = 50%), după menținerea probelor în camera climatică la j=65%.
Condiționarea probelor a continuat la aceeași parametrii: temperatura T=22°C și umiditatea
relativă a aerului din incintă =65% , timp de 24 ore.
În data de 11.07.2017, adică după 24 ore de la măsurătorile anterioare, s-au verificat
dimensional și fizic probele, în laborator înregistrându-se temperatura mediului ambiant de
T= 27,5 °C și ext = 52%), după menținerea probelor în camera climatică la j=65%.
Condiționarea probelor a continuat la temperatura T=22°C, iar umiditatea relativă a aerului
din incintă a fost crescută la valoarea de =80% , timp de 24 ore.
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
50
În data de 12.07.2017, adică după 24 ore de la măsurătorile anterioare, s-au verificat
dimensional și fizic probele, în laborator înregistrându-se temperatura mediului ambiant de
T= 27,2 °C și ext = 55%), după menținerea probelor în camera climatică la =80%.
Condiționarea probelor a continuat la temperatura T=22°C, iar umiditatea relativă a aerului
din incintă a fost crescută la valoarea de =80% , timp de 24 ore.
În data de 13.07.2017, adică după 24 ore de la măsurătorile anterioare, s-au verificat
dimensional și fizic probele, în laborator înregistrându-se temperatura mediului ambiant de
T= 26,7 °C și ext = 55%), după menținerea probelor în camera climatică la =80%.
Condiționarea probelor a continuat la temperatura T=22°C, iar umiditatea relativă a aerului
din incintă a fost crescută la valoarea de =80% , timp de 24 ore.
În data de 14.07.2017, adică după 24 ore de la măsurătorile anterioare, s-au verificat
dimensional și fizic probele, în laborator înregistrându-se temperatura mediului ambiant de
T= 26,2 °C și ext = 48%), după menținerea probelor în camera climatică la =80%.
Condiționarea probelor a continuat la temperatura T=22°C, iar umiditatea relativă a aerului
din incintă a fost crescută la valoarea de =80% , timp de 72 ore.
În data de 17.07.2017, adică după 72 ore de la măsurătorile anterioare, s-au verificat
dimensional și fizic probele, în laborator înregistrându-se temperatura mediului ambiant de
T= 24 °C și ext = 49%), după menținerea probelor în camera climatică la =80%.
Condiționarea probelor a continuat la temperatura T=22°C, iar umiditatea relativă a aerului
din incintă a fost crescută la valoarea de =80% , timp de 24 ore.
În data de 18.07.2017, adică după 24 ore de la măsurătorile anterioare, s-au verificat
dimensional și fizic probele, în laborator înregistrându-se temperatura mediului ambiant de
T= 24,4 °C și ext = 50 %), după menținerea probelor în camera climatică la =80%.
Condiționarea probelor a continuat la temperatura T=22°C, iar umiditatea relativă a aerului
din incintă a fost crescută la valoarea de =80% , timp de 24 ore.
În data de 19.07.2017, adică după 24 ore de la măsurătorile anterioare, s-au verificat
dimensional și fizic probele, în laborator înregistrându-se temperatura mediului ambiant de
T= 25,6 °C și ext = 50 %), după menținerea probelor în camera climatică la =80%.
Condiționarea probelor a continuat la temperatura T=22°C, iar umiditatea relativă a aerului
din incintă a fost diminuată la valoarea de =40% , timp de 24 ore.
În data de 20.07.2017, adică după 24 ore de la măsurătorile anterioare, s-au verificat
dimensional și fizic probele, în laborator înregistrându-se temperatura mediului ambiant de
T= 26,4 °C și ext = 49 %), după menținerea probelor în camera climatică la =40%.
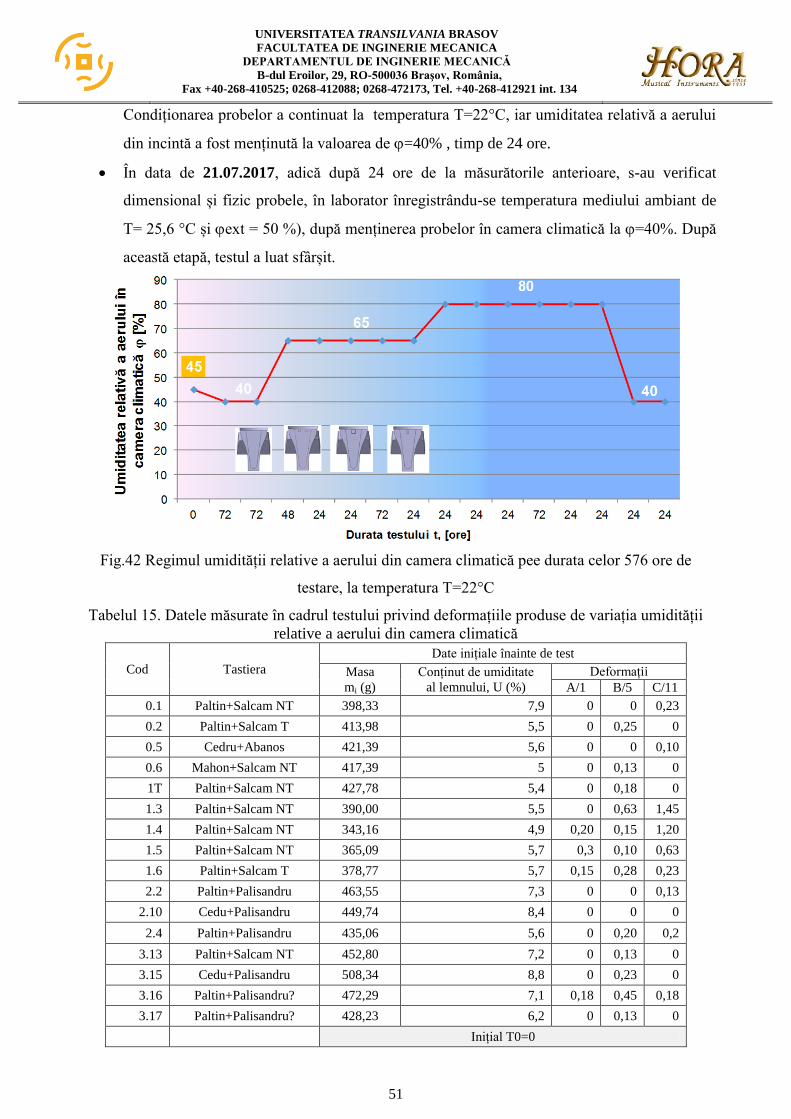
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
51
Condiționarea probelor a continuat la temperatura T=22°C, iar umiditatea relativă a aerului
din incintă a fost menținută la valoarea de =40% , timp de 24 ore.
În data de 21.07.2017, adică după 24 ore de la măsurătorile anterioare, s-au verificat
dimensional și fizic probele, în laborator înregistrându-se temperatura mediului ambiant de
T= 25,6 °C și ext = 50 %), după menținerea probelor în camera climatică la =40%. După
această etapă, testul a luat sfârșit.
Fig.42 Regimul umidității relative a aerului din camera climatică pee durata celor 576 ore de
testare, la temperatura T=22°C
Tabelul 15. Datele măsurate în cadrul testului privind deformațiile produse de variația umidității
relative a aerului din camera climatică
Cod Tastiera
Date inițiale înainte de test
Masa
mi (g)
Conținut de umiditate
al lemnului, U (%)
Deformații
A/1 B/5 C/11
0.1 Paltin+Salcam NT 398,33 7,9 0 0 0,23
0.2 Paltin+Salcam T 413,98 5,5 0 0,25 0
0.5 Cedru+Abanos 421,39 5,6 0 0 0,10
0.6 Mahon+Salcam NT 417,39 5 0 0,13 0
1T Paltin+Salcam NT 427,78 5,4 0 0,18 0
1.3 Paltin+Salcam NT 390,00 5,5 0 0,63 1,45
1.4 Paltin+Salcam NT 343,16 4,9 0,20 0,15 1,20
1.5 Paltin+Salcam NT 365,09 5,7 0,3 0,10 0,63
1.6 Paltin+Salcam T 378,77 5,7 0,15 0,28 0,23
2.2 Paltin+Palisandru 463,55 7,3 0 0 0,13
2.10 Cedu+Palisandru 449,74 8,4 0 0 0
2.4 Paltin+Palisandru 435,06 5,6 0 0,20 0,2
3.13 Paltin+Salcam NT 452,80 7,2 0 0,13 0
3.15 Cedu+Palisandru 508,34 8,8 0 0,23 0
3.16 Paltin+Palisandru? 472,29 7,1 0,18 0,45 0,18
3.17 Paltin+Palisandru? 428,23 6,2 0 0,13 0
Inițial T0=0
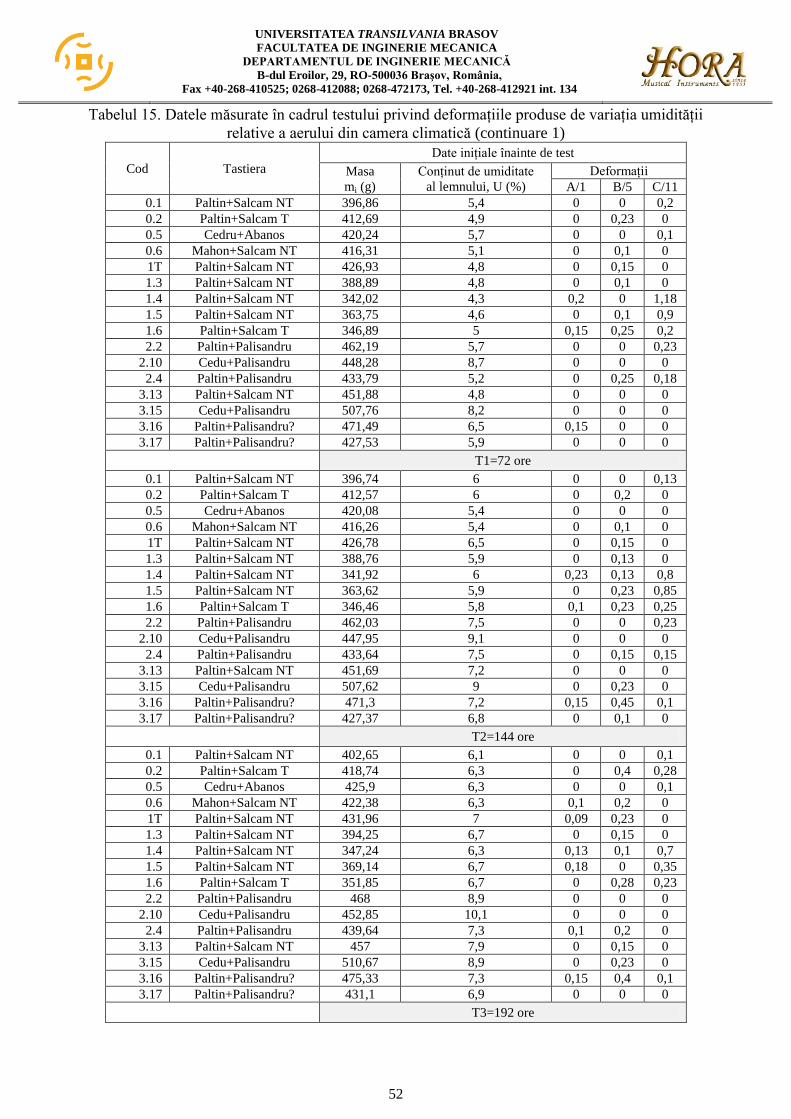
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
52
Tabelul 15. Datele măsurate în cadrul testului privind deformațiile produse de variația umidității
relative a aerului din camera climatică (continuare 1)
Cod Tastiera
Date inițiale înainte de test
Masa
mi (g)
Conținut de umiditate
al lemnului, U (%)
Deformații
A/1 B/5 C/11
0.1 Paltin+Salcam NT 396,86 5,4 0 0 0,2
0.2 Paltin+Salcam T 412,69 4,9 0 0,23 0
0.5 Cedru+Abanos 420,24 5,7 0 0 0,1
0.6 Mahon+Salcam NT 416,31 5,1 0 0,1 0
1T Paltin+Salcam NT 426,93 4,8 0 0,15 0
1.3 Paltin+Salcam NT 388,89 4,8 0 0,1 0
1.4 Paltin+Salcam NT 342,02 4,3 0,2 0 1,18
1.5 Paltin+Salcam NT 363,75 4,6 0 0,1 0,9
1.6 Paltin+Salcam T 346,89 5 0,15 0,25 0,2
2.2 Paltin+Palisandru 462,19 5,7 0 0 0,23
2.10 Cedu+Palisandru 448,28 8,7 0 0 0
2.4 Paltin+Palisandru 433,79 5,2 0 0,25 0,18
3.13 Paltin+Salcam NT 451,88 4,8 0 0 0
3.15 Cedu+Palisandru 507,76 8,2 0 0 0
3.16 Paltin+Palisandru? 471,49 6,5 0,15 0 0
3.17 Paltin+Palisandru? 427,53 5,9 0 0 0
T1=72 ore
0.1 Paltin+Salcam NT 396,74 6 0 0 0,13
0.2 Paltin+Salcam T 412,57 6 0 0,2 0
0.5 Cedru+Abanos 420,08 5,4 0 0 0
0.6 Mahon+Salcam NT 416,26 5,4 0 0,1 0
1T Paltin+Salcam NT 426,78 6,5 0 0,15 0
1.3 Paltin+Salcam NT 388,76 5,9 0 0,13 0
1.4 Paltin+Salcam NT 341,92 6 0,23 0,13 0,8
1.5 Paltin+Salcam NT 363,62 5,9 0 0,23 0,85
1.6 Paltin+Salcam T 346,46 5,8 0,1 0,23 0,25
2.2 Paltin+Palisandru 462,03 7,5 0 0 0,23
2.10 Cedu+Palisandru 447,95 9,1 0 0 0
2.4 Paltin+Palisandru 433,64 7,5 0 0,15 0,15
3.13 Paltin+Salcam NT 451,69 7,2 0 0 0
3.15 Cedu+Palisandru 507,62 9 0 0,23 0
3.16 Paltin+Palisandru? 471,3 7,2 0,15 0,45 0,1
3.17 Paltin+Palisandru? 427,37 6,8 0 0,1 0
T2=144 ore
0.1 Paltin+Salcam NT 402,65 6,1 0 0 0,1
0.2 Paltin+Salcam T 418,74 6,3 0 0,4 0,28
0.5 Cedru+Abanos 425,9 6,3 0 0 0,1
0.6 Mahon+Salcam NT 422,38 6,3 0,1 0,2 0
1T Paltin+Salcam NT 431,96 7 0,09 0,23 0
1.3 Paltin+Salcam NT 394,25 6,7 0 0,15 0
1.4 Paltin+Salcam NT 347,24 6,3 0,13 0,1 0,7
1.5 Paltin+Salcam NT 369,14 6,7 0,18 0 0,35
1.6 Paltin+Salcam T 351,85 6,7 0 0,28 0,23
2.2 Paltin+Palisandru 468 8,9 0 0 0
2.10 Cedu+Palisandru 452,85 10,1 0 0 0
2.4 Paltin+Palisandru 439,64 7,3 0,1 0,2 0
3.13 Paltin+Salcam NT 457 7,9 0 0,15 0
3.15 Cedu+Palisandru 510,67 8,9 0 0,23 0
3.16 Paltin+Palisandru? 475,33 7,3 0,15 0,4 0,1
3.17 Paltin+Palisandru? 431,1 6,9 0 0 0
T3=192 ore
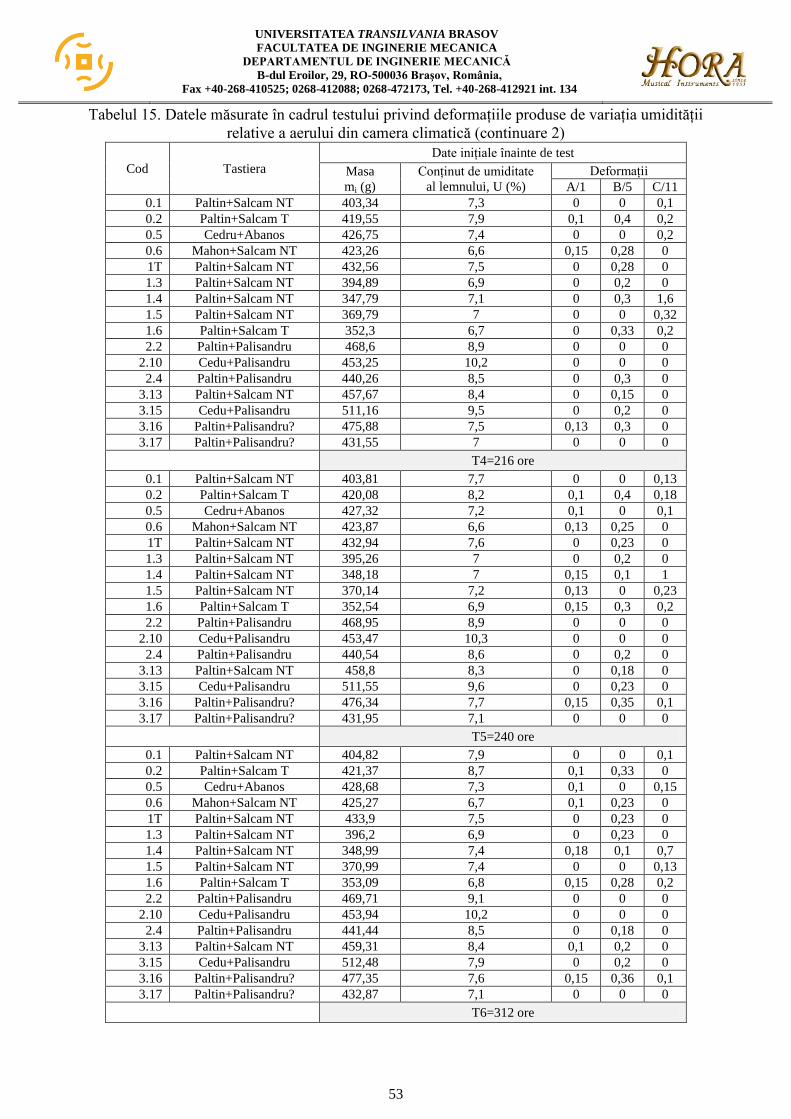
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
53
Tabelul 15. Datele măsurate în cadrul testului privind deformațiile produse de variația umidității
relative a aerului din camera climatică (continuare 2)
Cod Tastiera
Date inițiale înainte de test
Masa
mi (g)
Conținut de umiditate
al lemnului, U (%)
Deformații
A/1 B/5 C/11
0.1 Paltin+Salcam NT 403,34 7,3 0 0 0,1
0.2 Paltin+Salcam T 419,55 7,9 0,1 0,4 0,2
0.5 Cedru+Abanos 426,75 7,4 0 0 0,2
0.6 Mahon+Salcam NT 423,26 6,6 0,15 0,28 0
1T Paltin+Salcam NT 432,56 7,5 0 0,28 0
1.3 Paltin+Salcam NT 394,89 6,9 0 0,2 0
1.4 Paltin+Salcam NT 347,79 7,1 0 0,3 1,6
1.5 Paltin+Salcam NT 369,79 7 0 0 0,32
1.6 Paltin+Salcam T 352,3 6,7 0 0,33 0,2
2.2 Paltin+Palisandru 468,6 8,9 0 0 0
2.10 Cedu+Palisandru 453,25 10,2 0 0 0
2.4 Paltin+Palisandru 440,26 8,5 0 0,3 0
3.13 Paltin+Salcam NT 457,67 8,4 0 0,15 0
3.15 Cedu+Palisandru 511,16 9,5 0 0,2 0
3.16 Paltin+Palisandru? 475,88 7,5 0,13 0,3 0
3.17 Paltin+Palisandru? 431,55 7 0 0 0
T4=216 ore
0.1 Paltin+Salcam NT 403,81 7,7 0 0 0,13
0.2 Paltin+Salcam T 420,08 8,2 0,1 0,4 0,18
0.5 Cedru+Abanos 427,32 7,2 0,1 0 0,1
0.6 Mahon+Salcam NT 423,87 6,6 0,13 0,25 0
1T Paltin+Salcam NT 432,94 7,6 0 0,23 0
1.3 Paltin+Salcam NT 395,26 7 0 0,2 0
1.4 Paltin+Salcam NT 348,18 7 0,15 0,1 1
1.5 Paltin+Salcam NT 370,14 7,2 0,13 0 0,23
1.6 Paltin+Salcam T 352,54 6,9 0,15 0,3 0,2
2.2 Paltin+Palisandru 468,95 8,9 0 0 0
2.10 Cedu+Palisandru 453,47 10,3 0 0 0
2.4 Paltin+Palisandru 440,54 8,6 0 0,2 0
3.13 Paltin+Salcam NT 458,8 8,3 0 0,18 0
3.15 Cedu+Palisandru 511,55 9,6 0 0,23 0
3.16 Paltin+Palisandru? 476,34 7,7 0,15 0,35 0,1
3.17 Paltin+Palisandru? 431,95 7,1 0 0 0
T5=240 ore
0.1 Paltin+Salcam NT 404,82 7,9 0 0 0,1
0.2 Paltin+Salcam T 421,37 8,7 0,1 0,33 0
0.5 Cedru+Abanos 428,68 7,3 0,1 0 0,15
0.6 Mahon+Salcam NT 425,27 6,7 0,1 0,23 0
1T Paltin+Salcam NT 433,9 7,5 0 0,23 0
1.3 Paltin+Salcam NT 396,2 6,9 0 0,23 0
1.4 Paltin+Salcam NT 348,99 7,4 0,18 0,1 0,7
1.5 Paltin+Salcam NT 370,99 7,4 0 0 0,13
1.6 Paltin+Salcam T 353,09 6,8 0,15 0,28 0,2
2.2 Paltin+Palisandru 469,71 9,1 0 0 0
2.10 Cedu+Palisandru 453,94 10,2 0 0 0
2.4 Paltin+Palisandru 441,44 8,5 0 0,18 0
3.13 Paltin+Salcam NT 459,31 8,4 0,1 0,2 0
3.15 Cedu+Palisandru 512,48 7,9 0 0,2 0
3.16 Paltin+Palisandru? 477,35 7,6 0,15 0,36 0,1
3.17 Paltin+Palisandru? 432,87 7,1 0 0 0
T6=312 ore
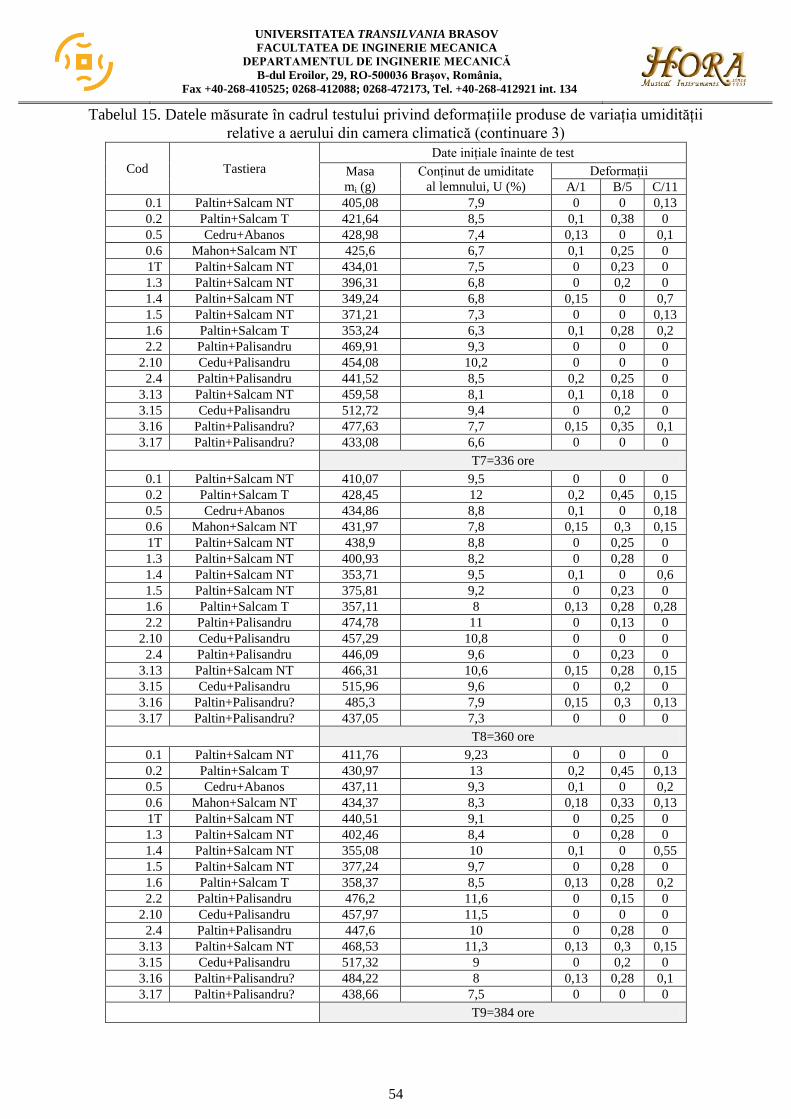
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
54
Tabelul 15. Datele măsurate în cadrul testului privind deformațiile produse de variația umidității
relative a aerului din camera climatică (continuare 3)
Cod Tastiera
Date inițiale înainte de test
Masa
mi (g)
Conținut de umiditate
al lemnului, U (%)
Deformații
A/1 B/5 C/11
0.1 Paltin+Salcam NT 405,08 7,9 0 0 0,13
0.2 Paltin+Salcam T 421,64 8,5 0,1 0,38 0
0.5 Cedru+Abanos 428,98 7,4 0,13 0 0,1
0.6 Mahon+Salcam NT 425,6 6,7 0,1 0,25 0
1T Paltin+Salcam NT 434,01 7,5 0 0,23 0
1.3 Paltin+Salcam NT 396,31 6,8 0 0,2 0
1.4 Paltin+Salcam NT 349,24 6,8 0,15 0 0,7
1.5 Paltin+Salcam NT 371,21 7,3 0 0 0,13
1.6 Paltin+Salcam T 353,24 6,3 0,1 0,28 0,2
2.2 Paltin+Palisandru 469,91 9,3 0 0 0
2.10 Cedu+Palisandru 454,08 10,2 0 0 0
2.4 Paltin+Palisandru 441,52 8,5 0,2 0,25 0
3.13 Paltin+Salcam NT 459,58 8,1 0,1 0,18 0
3.15 Cedu+Palisandru 512,72 9,4 0 0,2 0
3.16 Paltin+Palisandru? 477,63 7,7 0,15 0,35 0,1
3.17 Paltin+Palisandru? 433,08 6,6 0 0 0
T7=336 ore
0.1 Paltin+Salcam NT 410,07 9,5 0 0 0
0.2 Paltin+Salcam T 428,45 12 0,2 0,45 0,15
0.5 Cedru+Abanos 434,86 8,8 0,1 0 0,18
0.6 Mahon+Salcam NT 431,97 7,8 0,15 0,3 0,15
1T Paltin+Salcam NT 438,9 8,8 0 0,25 0
1.3 Paltin+Salcam NT 400,93 8,2 0 0,28 0
1.4 Paltin+Salcam NT 353,71 9,5 0,1 0 0,6
1.5 Paltin+Salcam NT 375,81 9,2 0 0,23 0
1.6 Paltin+Salcam T 357,11 8 0,13 0,28 0,28
2.2 Paltin+Palisandru 474,78 11 0 0,13 0
2.10 Cedu+Palisandru 457,29 10,8 0 0 0
2.4 Paltin+Palisandru 446,09 9,6 0 0,23 0
3.13 Paltin+Salcam NT 466,31 10,6 0,15 0,28 0,15
3.15 Cedu+Palisandru 515,96 9,6 0 0,2 0
3.16 Paltin+Palisandru? 485,3 7,9 0,15 0,3 0,13
3.17 Paltin+Palisandru? 437,05 7,3 0 0 0
T8=360 ore
0.1 Paltin+Salcam NT 411,76 9,23 0 0 0
0.2 Paltin+Salcam T 430,97 13 0,2 0,45 0,13
0.5 Cedru+Abanos 437,11 9,3 0,1 0 0,2
0.6 Mahon+Salcam NT 434,37 8,3 0,18 0,33 0,13
1T Paltin+Salcam NT 440,51 9,1 0 0,25 0
1.3 Paltin+Salcam NT 402,46 8,4 0 0,28 0
1.4 Paltin+Salcam NT 355,08 10 0,1 0 0,55
1.5 Paltin+Salcam NT 377,24 9,7 0 0,28 0
1.6 Paltin+Salcam T 358,37 8,5 0,13 0,28 0,2
2.2 Paltin+Palisandru 476,2 11,6 0 0,15 0
2.10 Cedu+Palisandru 457,97 11,5 0 0 0
2.4 Paltin+Palisandru 447,6 10 0 0,28 0
3.13 Paltin+Salcam NT 468,53 11,3 0,13 0,3 0,15
3.15 Cedu+Palisandru 517,32 9 0 0,2 0
3.16 Paltin+Palisandru? 484,22 8 0,13 0,28 0,1
3.17 Paltin+Palisandru? 438,66 7,5 0 0 0
T9=384 ore
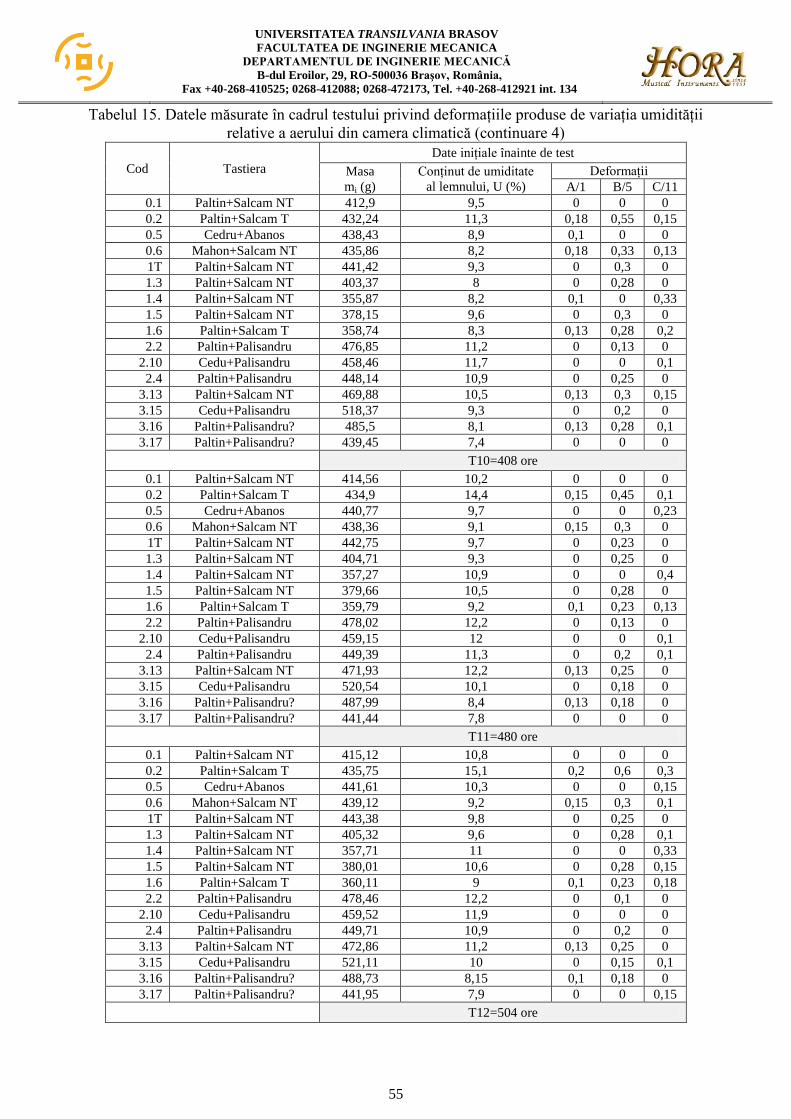
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
55
Tabelul 15. Datele măsurate în cadrul testului privind deformațiile produse de variația umidității
relative a aerului din camera climatică (continuare 4)
Cod Tastiera
Date inițiale înainte de test
Masa
mi (g)
Conținut de umiditate
al lemnului, U (%)
Deformații
A/1 B/5 C/11
0.1 Paltin+Salcam NT 412,9 9,5 0 0 0
0.2 Paltin+Salcam T 432,24 11,3 0,18 0,55 0,15
0.5 Cedru+Abanos 438,43 8,9 0,1 0 0
0.6 Mahon+Salcam NT 435,86 8,2 0,18 0,33 0,13
1T Paltin+Salcam NT 441,42 9,3 0 0,3 0
1.3 Paltin+Salcam NT 403,37 8 0 0,28 0
1.4 Paltin+Salcam NT 355,87 8,2 0,1 0 0,33
1.5 Paltin+Salcam NT 378,15 9,6 0 0,3 0
1.6 Paltin+Salcam T 358,74 8,3 0,13 0,28 0,2
2.2 Paltin+Palisandru 476,85 11,2 0 0,13 0
2.10 Cedu+Palisandru 458,46 11,7 0 0 0,1
2.4 Paltin+Palisandru 448,14 10,9 0 0,25 0
3.13 Paltin+Salcam NT 469,88 10,5 0,13 0,3 0,15
3.15 Cedu+Palisandru 518,37 9,3 0 0,2 0
3.16 Paltin+Palisandru? 485,5 8,1 0,13 0,28 0,1
3.17 Paltin+Palisandru? 439,45 7,4 0 0 0
T10=408 ore
0.1 Paltin+Salcam NT 414,56 10,2 0 0 0
0.2 Paltin+Salcam T 434,9 14,4 0,15 0,45 0,1
0.5 Cedru+Abanos 440,77 9,7 0 0 0,23
0.6 Mahon+Salcam NT 438,36 9,1 0,15 0,3 0
1T Paltin+Salcam NT 442,75 9,7 0 0,23 0
1.3 Paltin+Salcam NT 404,71 9,3 0 0,25 0
1.4 Paltin+Salcam NT 357,27 10,9 0 0 0,4
1.5 Paltin+Salcam NT 379,66 10,5 0 0,28 0
1.6 Paltin+Salcam T 359,79 9,2 0,1 0,23 0,13
2.2 Paltin+Palisandru 478,02 12,2 0 0,13 0
2.10 Cedu+Palisandru 459,15 12 0 0 0,1
2.4 Paltin+Palisandru 449,39 11,3 0 0,2 0,1
3.13 Paltin+Salcam NT 471,93 12,2 0,13 0,25 0
3.15 Cedu+Palisandru 520,54 10,1 0 0,18 0
3.16 Paltin+Palisandru? 487,99 8,4 0,13 0,18 0
3.17 Paltin+Palisandru? 441,44 7,8 0 0 0
T11=480 ore
0.1 Paltin+Salcam NT 415,12 10,8 0 0 0
0.2 Paltin+Salcam T 435,75 15,1 0,2 0,6 0,3
0.5 Cedru+Abanos 441,61 10,3 0 0 0,15
0.6 Mahon+Salcam NT 439,12 9,2 0,15 0,3 0,1
1T Paltin+Salcam NT 443,38 9,8 0 0,25 0
1.3 Paltin+Salcam NT 405,32 9,6 0 0,28 0,1
1.4 Paltin+Salcam NT 357,71 11 0 0 0,33
1.5 Paltin+Salcam NT 380,01 10,6 0 0,28 0,15
1.6 Paltin+Salcam T 360,11 9 0,1 0,23 0,18
2.2 Paltin+Palisandru 478,46 12,2 0 0,1 0
2.10 Cedu+Palisandru 459,52 11,9 0 0 0
2.4 Paltin+Palisandru 449,71 10,9 0 0,2 0
3.13 Paltin+Salcam NT 472,86 11,2 0,13 0,25 0
3.15 Cedu+Palisandru 521,11 10 0 0,15 0,1
3.16 Paltin+Palisandru? 488,73 8,15 0,1 0,18 0
3.17 Paltin+Palisandru? 441,95 7,9 0 0 0,15
T12=504 ore
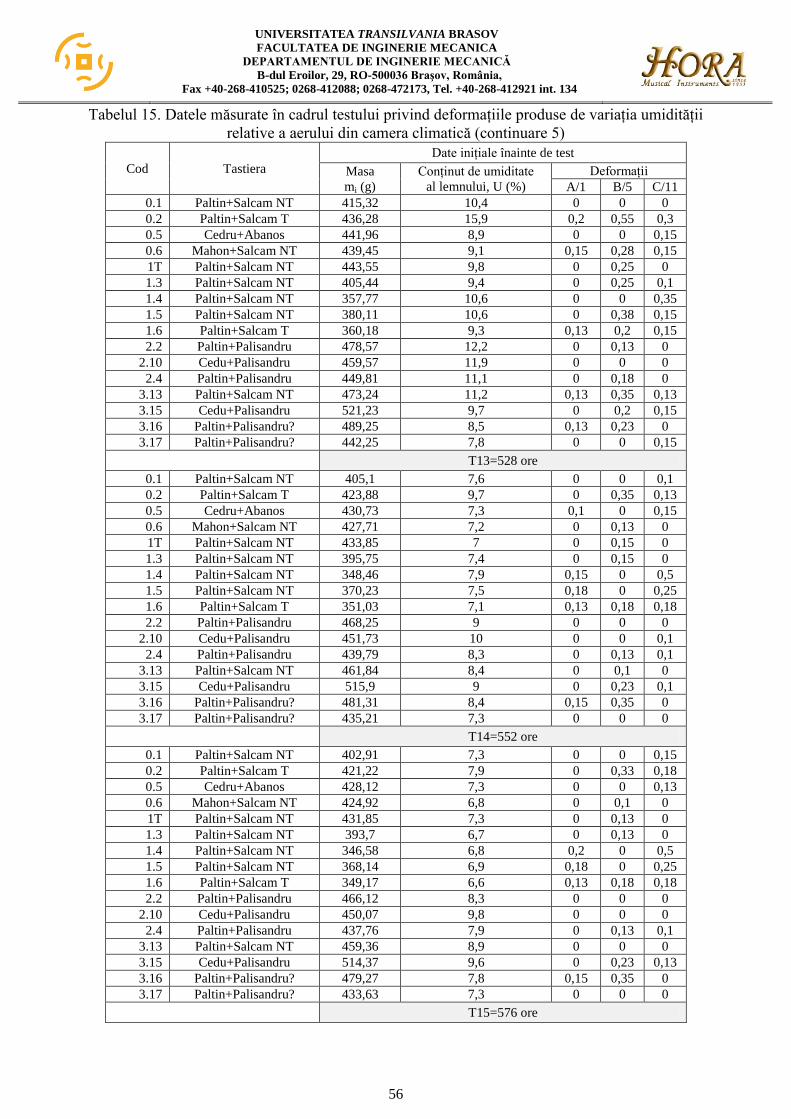
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
56
Tabelul 15. Datele măsurate în cadrul testului privind deformațiile produse de variația umidității
relative a aerului din camera climatică (continuare 5)
Cod Tastiera
Date inițiale înainte de test
Masa
mi (g)
Conținut de umiditate
al lemnului, U (%)
Deformații
A/1 B/5 C/11
0.1 Paltin+Salcam NT 415,32 10,4 0 0 0
0.2 Paltin+Salcam T 436,28 15,9 0,2 0,55 0,3
0.5 Cedru+Abanos 441,96 8,9 0 0 0,15
0.6 Mahon+Salcam NT 439,45 9,1 0,15 0,28 0,15
1T Paltin+Salcam NT 443,55 9,8 0 0,25 0
1.3 Paltin+Salcam NT 405,44 9,4 0 0,25 0,1
1.4 Paltin+Salcam NT 357,77 10,6 0 0 0,35
1.5 Paltin+Salcam NT 380,11 10,6 0 0,38 0,15
1.6 Paltin+Salcam T 360,18 9,3 0,13 0,2 0,15
2.2 Paltin+Palisandru 478,57 12,2 0 0,13 0
2.10 Cedu+Palisandru 459,57 11,9 0 0 0
2.4 Paltin+Palisandru 449,81 11,1 0 0,18 0
3.13 Paltin+Salcam NT 473,24 11,2 0,13 0,35 0,13
3.15 Cedu+Palisandru 521,23 9,7 0 0,2 0,15
3.16 Paltin+Palisandru? 489,25 8,5 0,13 0,23 0
3.17 Paltin+Palisandru? 442,25 7,8 0 0 0,15
T13=528 ore
0.1 Paltin+Salcam NT 405,1 7,6 0 0 0,1
0.2 Paltin+Salcam T 423,88 9,7 0 0,35 0,13
0.5 Cedru+Abanos 430,73 7,3 0,1 0 0,15
0.6 Mahon+Salcam NT 427,71 7,2 0 0,13 0
1T Paltin+Salcam NT 433,85 7 0 0,15 0
1.3 Paltin+Salcam NT 395,75 7,4 0 0,15 0
1.4 Paltin+Salcam NT 348,46 7,9 0,15 0 0,5
1.5 Paltin+Salcam NT 370,23 7,5 0,18 0 0,25
1.6 Paltin+Salcam T 351,03 7,1 0,13 0,18 0,18
2.2 Paltin+Palisandru 468,25 9 0 0 0
2.10 Cedu+Palisandru 451,73 10 0 0 0,1
2.4 Paltin+Palisandru 439,79 8,3 0 0,13 0,1
3.13 Paltin+Salcam NT 461,84 8,4 0 0,1 0
3.15 Cedu+Palisandru 515,9 9 0 0,23 0,1
3.16 Paltin+Palisandru? 481,31 8,4 0,15 0,35 0
3.17 Paltin+Palisandru? 435,21 7,3 0 0 0
T14=552 ore
0.1 Paltin+Salcam NT 402,91 7,3 0 0 0,15
0.2 Paltin+Salcam T 421,22 7,9 0 0,33 0,18
0.5 Cedru+Abanos 428,12 7,3 0 0 0,13
0.6 Mahon+Salcam NT 424,92 6,8 0 0,1 0
1T Paltin+Salcam NT 431,85 7,3 0 0,13 0
1.3 Paltin+Salcam NT 393,7 6,7 0 0,13 0
1.4 Paltin+Salcam NT 346,58 6,8 0,2 0 0,5
1.5 Paltin+Salcam NT 368,14 6,9 0,18 0 0,25
1.6 Paltin+Salcam T 349,17 6,6 0,13 0,18 0,18
2.2 Paltin+Palisandru 466,12 8,3 0 0 0
2.10 Cedu+Palisandru 450,07 9,8 0 0 0
2.4 Paltin+Palisandru 437,76 7,9 0 0,13 0,1
3.13 Paltin+Salcam NT 459,36 8,9 0 0 0
3.15 Cedu+Palisandru 514,37 9,6 0 0,23 0,13
3.16 Paltin+Palisandru? 479,27 7,8 0,15 0,35 0
3.17 Paltin+Palisandru? 433,63 7,3 0 0 0
T15=576 ore
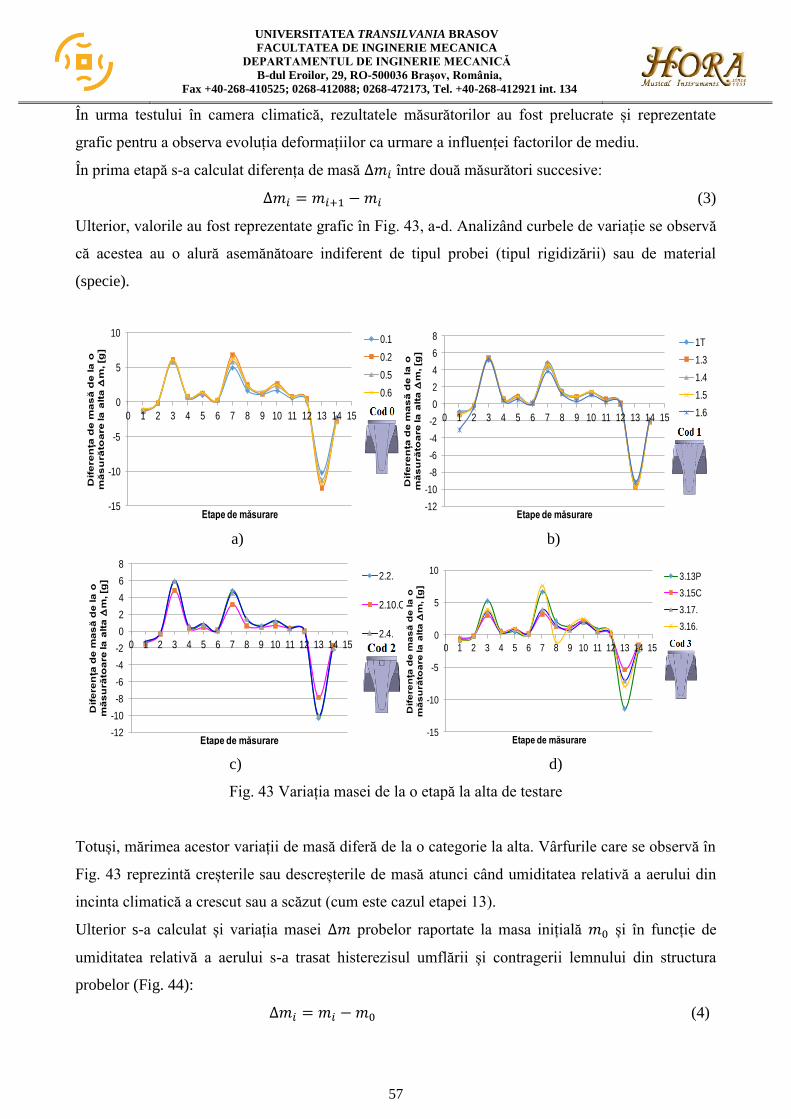
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
57
În urma testului în camera climatică, rezultatele măsurătorilor au fost prelucrate și reprezentate
grafic pentru a observa evoluția deformațiilor ca urmare a influenței factorilor de mediu.
În prima etapă s-a calculat diferența de masă între două măsurători succesive:
(3)
Ulterior, valorile au fost reprezentate grafic în Fig. 43, a-d. Analizând curbele de variație se observă
că acestea au o alură asemănătoare indiferent de tipul probei (tipul rigidizării) sau de material
(specie).
a) b)
c) d)
Fig. 43 Variația masei de la o etapă la alta de testare
Totuși, mărimea acestor variații de masă diferă de la o categorie la alta. Vârfurile care se observă în
Fig. 43 reprezintă creșterile sau descreșterile de masă atunci când umiditatea relativă a aerului din
incinta climatică a crescut sau a scăzut (cum este cazul etapei 13).
Ulterior s-a calculat și variația masei probelor raportate la masa inițială și în funcție de
umiditatea relativă a aerului s-a trasat histerezisul umflării și contragerii lemnului din structura
probelor (Fig. 44):
(4)
-15
-10
-5
0
5
10
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Dif
erența
de m
asă d
e la o
măsurăto
are la a
lta
m, [g
]
Etape de măsurare
0.1
0.2
0.5
0.6
-12
-10
-8
-6
-4
-2
0
2
4
6
8
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15D
ife
rența
de m
asă d
e la o
măsurăto
are la a
lta
m, [g
]
Etape de măsurare
1T
1.3.
1.4.
1.5.
1.6.
-12
-10
-8
-6
-4
-2
0
2
4
6
8
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Dif
ere
nța
de m
asă d
e la o
măsură
toare
la a
lta
m, [g
]
Etape de măsurare
2.2.
2.10.C
2.4.
-15
-10
-5
0
5
10
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Dif
ere
nța
de m
asă d
e la o
măsură
toare
la a
lta
m, [g
]
Etape de măsurare
3.13P
3.15C
3.17.
3.16.
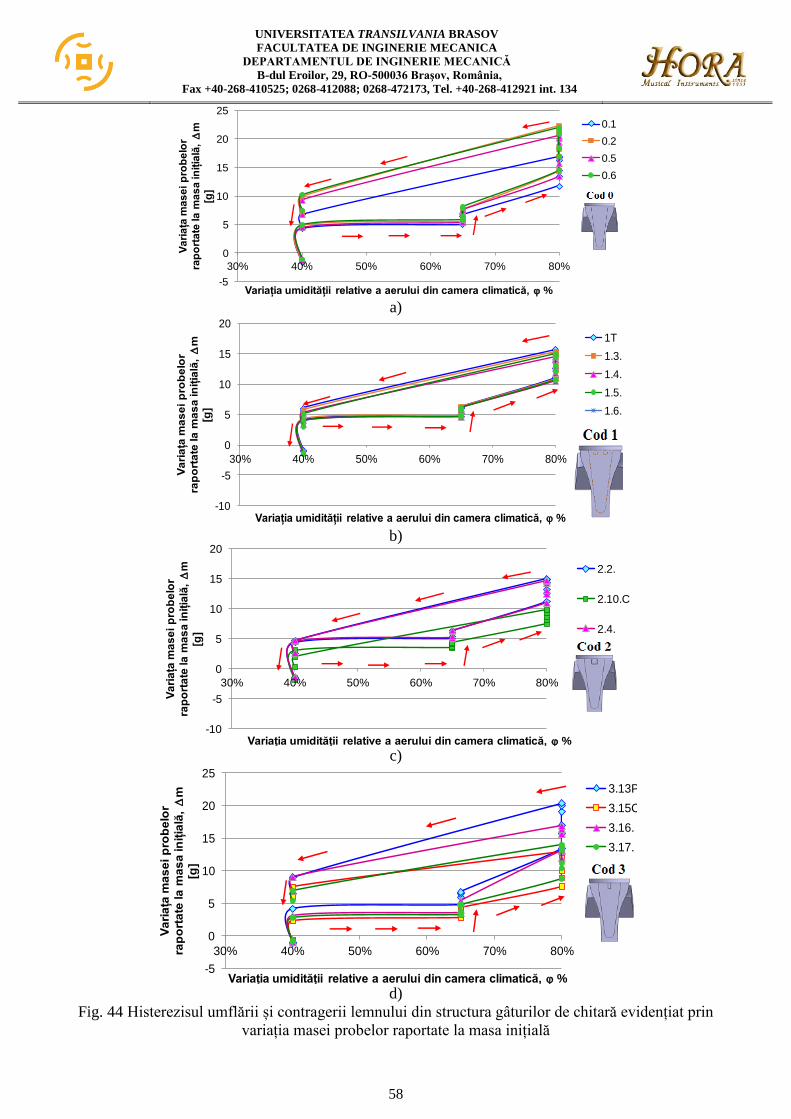
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
58
a)
b)
c)
d)
Fig. 44 Histerezisul umflării și contragerii lemnului din structura gâturilor de chitară evidențiat prin
variația masei probelor raportate la masa inițială
-5
0
5
10
15
20
25
30% 40% 50% 60% 70% 80%
Variața
masei pro
belo
r
raportate
la m
asa iniția
lă,
m
[g]
Variația umidității relative a aerului din camera climatică, %
0.1
0.2
0.5
0.6
-10
-5
0
5
10
15
20
30% 40% 50% 60% 70% 80%
Variața
masei pro
belo
r
raportate
la m
asa iniția
lă,
m
[g]
Variația umidității relative a aerului din camera climatică, %
1T
1.3.
1.4.
1.5.
1.6.
-10
-5
0
5
10
15
20
30% 40% 50% 60% 70% 80%
Variața
masei pro
belo
r
raportate
la m
asa iniția
lă,
m
[g]
Variația umidității relative a aerului din camera climatică, %
2.2.
2.10.C
2.4.
-5
0
5
10
15
20
25
30% 40% 50% 60% 70% 80%
Variața
masei pro
belo
r
raportate
la m
asa iniția
lă,
m
[g]
Variația umidității relative a aerului din camera climatică, %
3.13P
3.15C
3.16.
3.17.
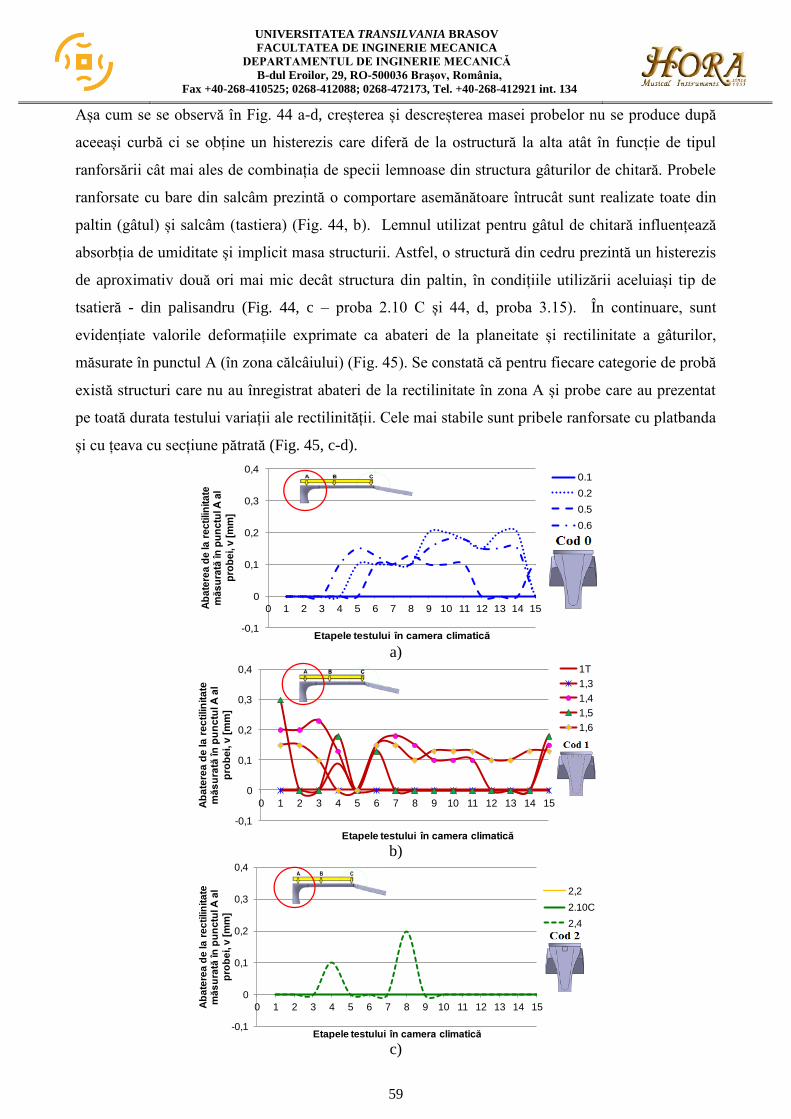
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
59
Așa cum se se observă în Fig. 44 a-d, creșterea și descreșterea masei probelor nu se produce după
aceeași curbă ci se obține un histerezis care diferă de la ostructură la alta atât în funcție de tipul
ranforsării cât mai ales de combinația de specii lemnoase din structura gâturilor de chitară. Probele
ranforsate cu bare din salcâm prezintă o comportare asemănătoare întrucât sunt realizate toate din
paltin (gâtul) și salcâm (tastiera) (Fig. 44, b). Lemnul utilizat pentru gâtul de chitară influențează
absorbția de umiditate și implicit masa structurii. Astfel, o structură din cedru prezintă un histerezis
de aproximativ două ori mai mic decât structura din paltin, în condițiile utilizării aceluiași tip de
tsatieră - din palisandru (Fig. 44, c – proba 2.10 C și 44, d, proba 3.15). În continuare, sunt
evidențiate valorile deformațiile exprimate ca abateri de la planeitate și rectilinitate a gâturilor,
măsurate în punctul A (în zona călcâiului) (Fig. 45). Se constată că pentru fiecare categorie de probă
există structuri care nu au înregistrat abateri de la rectilinitate în zona A și probe care au prezentat
pe toată durata testului variații ale rectilinității. Cele mai stabile sunt pribele ranforsate cu platbanda
și cu țeava cu secțiune pătrată (Fig. 45, c-d).
a)
b)
c)
-0,1
0
0,1
0,2
0,3
0,4
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Ab
ate
rea
de
la
re
cti
lin
ita
te
măsura
tă în p
unctu
l A a
l
pro
be
i, v
[m
m]
Etapele testului în camera climatică
0.1
0.2
0.5
0.6
-0,1
0
0,1
0,2
0,3
0,4
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Ab
ate
rea
de
la
re
cti
lin
ita
te
măsura
tă în p
unctu
l A a
l
pro
be
i, v
[m
m]
Etapele testului în camera climatică
1T
1,3
1,4
1,5
1,6
-0,1
0
0,1
0,2
0,3
0,4
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Ab
ate
rea
de
la
re
cti
lin
ita
te
măsura
tă în p
unctu
l A a
l
pro
be
i, v
[m
m]
Etapele testului în camera climatică
2,2
2.10C
2,4
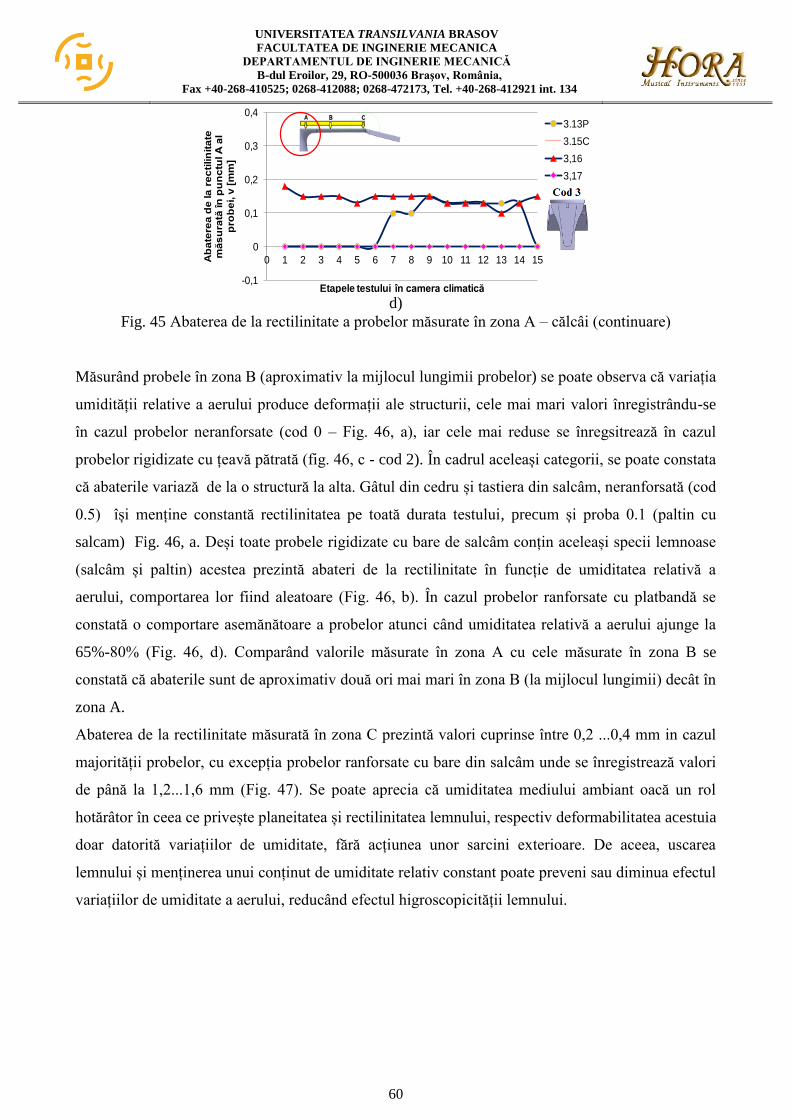
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
60
d)
Fig. 45 Abaterea de la rectilinitate a probelor măsurate în zona A – călcâi (continuare)
Măsurând probele în zona B (aproximativ la mijlocul lungimii probelor) se poate observa că variația
umidității relative a aerului produce deformații ale structurii, cele mai mari valori înregistrându-se
în cazul probelor neranforsate (cod 0 – Fig. 46, a), iar cele mai reduse se înregsitrează în cazul
probelor rigidizate cu țeavă pătrată (fig. 46, c - cod 2). În cadrul aceleași categorii, se poate constata
că abaterile variază de la o structură la alta. Gâtul din cedru și tastiera din salcâm, neranforsată (cod
0.5) își menține constantă rectilinitatea pe toată durata testului, precum și proba 0.1 (paltin cu
salcam) Fig. 46, a. Deși toate probele rigidizate cu bare de salcâm conțin aceleași specii lemnoase
(salcâm și paltin) acestea prezintă abateri de la rectilinitate în funcție de umiditatea relativă a
aerului, comportarea lor fiind aleatoare (Fig. 46, b). În cazul probelor ranforsate cu platbandă se
constată o comportare asemănătoare a probelor atunci când umiditatea relativă a aerului ajunge la
65%-80% (Fig. 46, d). Comparând valorile măsurate în zona A cu cele măsurate în zona B se
constată că abaterile sunt de aproximativ două ori mai mari în zona B (la mijlocul lungimii) decât în
zona A.
Abaterea de la rectilinitate măsurată în zona C prezintă valori cuprinse între 0,2 ...0,4 mm in cazul
majorității probelor, cu excepția probelor ranforsate cu bare din salcâm unde se înregistrează valori
de până la 1,2...1,6 mm (Fig. 47). Se poate aprecia că umiditatea mediului ambiant oacă un rol
hotărâtor în ceea ce privește planeitatea și rectilinitatea lemnului, respectiv deformabilitatea acestuia
doar datorită variațiilor de umiditate, fără acțiunea unor sarcini exterioare. De aceea, uscarea
lemnului și menținerea unui conținut de umiditate relativ constant poate preveni sau diminua efectul
variațiilor de umiditate a aerului, reducând efectul higroscopicității lemnului.
-0,1
0
0,1
0,2
0,3
0,4
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Ab
ate
rea
de
la
re
cti
lin
ita
te
măsura
tă în p
unctu
l A a
l
pro
be
i, v
[m
m]
Etapele testului în camera climatică
3.13P
3.15C
3,16
3,17
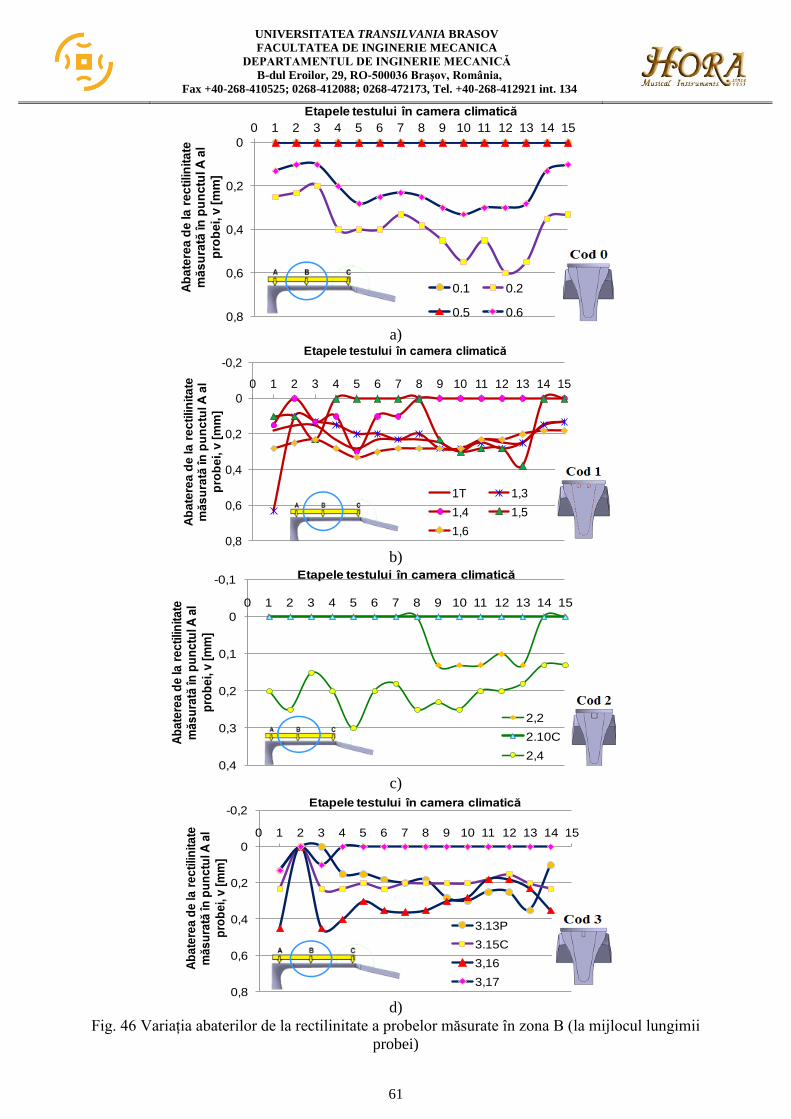
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
61
a)
b)
c)
d)
Fig. 46 Variația abaterilor de la rectilinitate a probelor măsurate în zona B (la mijlocul lungimii
probei)
0
0,2
0,4
0,6
0,8
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Ab
ate
rea
de
la
re
cti
lin
ita
te
măsura
tă în p
unctu
l A a
l
pro
be
i, v
[m
m]
Etapele testului în camera climatică
0.1 0.2
0.5 0.6
-0,2
0
0,2
0,4
0,6
0,8
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Ab
ate
rea
de
la
re
cti
lin
ita
te
măsura
tă în p
unctu
l A a
l
pro
be
i, v
[m
m]
Etapele testului în camera climatică
1T 1,3
1,4 1,5
1,6
-0,1
0
0,1
0,2
0,3
0,4
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Ab
ate
rea
de
la r
ec
tilin
ita
te
măsura
tă în
punctu
l A a
l
pro
be
i, v
[m
m]
Etapele testului în camera climatică
2,2
2.10C
2,4
-0,2
0
0,2
0,4
0,6
0,8
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Ab
ate
rea
de
la r
ec
tilin
ita
te
măsura
tă în
punctu
l A a
l
pro
be
i, v
[m
m]
Etapele testului în camera climatică
3.13P
3.15C
3,16
3,17
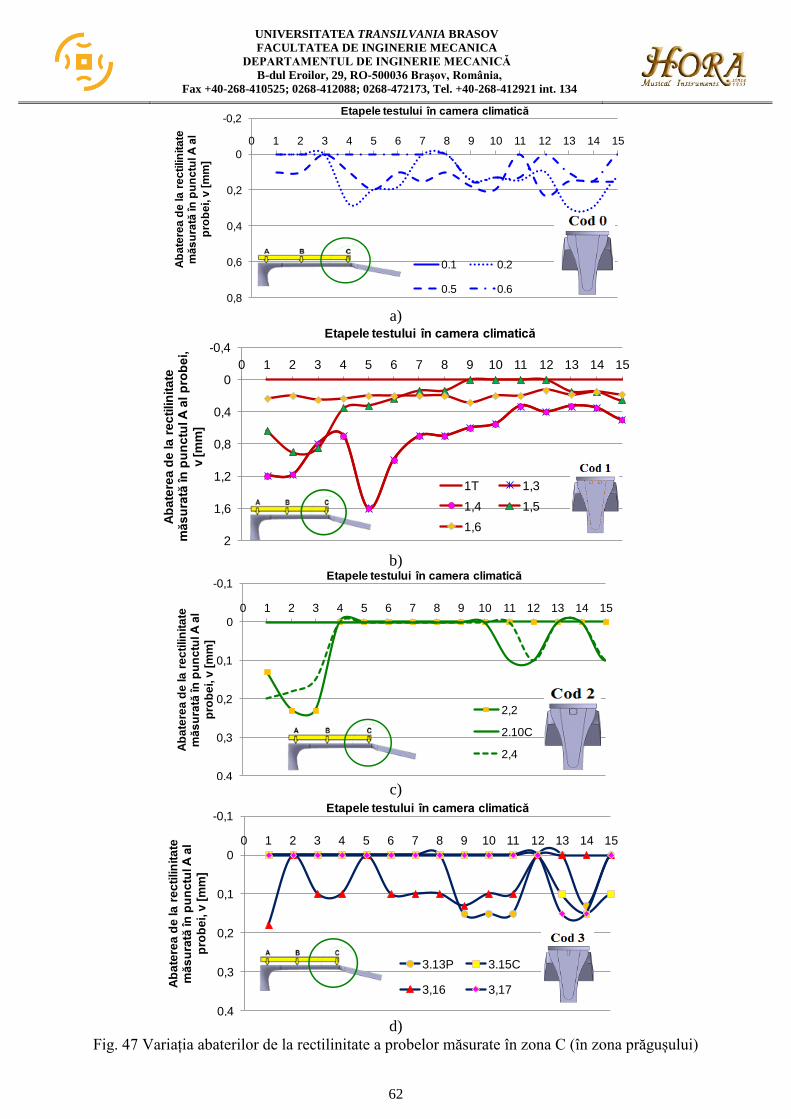
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
62
a)
b)
c)
d)
Fig. 47 Variația abaterilor de la rectilinitate a probelor măsurate în zona C (în zona prăgușului)
-0,2
0
0,2
0,4
0,6
0,8
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Ab
ate
rea
de
la
re
cti
lin
ita
te
măsura
tă în p
unctu
l A a
l
pro
be
i, v
[m
m]
Etapele testului în camera climatică
0.1 0.2
0.5 0.6
-0,4
0
0,4
0,8
1,2
1,6
2
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Ab
ate
rea
de
la
re
cti
lin
ita
te
măsura
tă în p
unctu
l A a
l pro
bei,
v [m
m]
Etapele testului în camera climatică
1T 1,3
1,4 1,5
1,6
-0,1
0
0,1
0,2
0,3
0,4
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Ab
ate
rea
de
la
re
cti
lin
ita
te
măsura
tă în p
unctu
l A a
l
pro
be
i, v
[m
m]
Etapele testului în camera climatică
2,2
2.10C
2,4
-0,1
0
0,1
0,2
0,3
0,4
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Ab
ate
rea
de
la
re
cti
lin
ita
te
măsura
tă în p
unctu
l A a
l
pro
be
i, v
[m
m]
Etapele testului în camera climatică
3.13P 3.15C
3,16 3,17
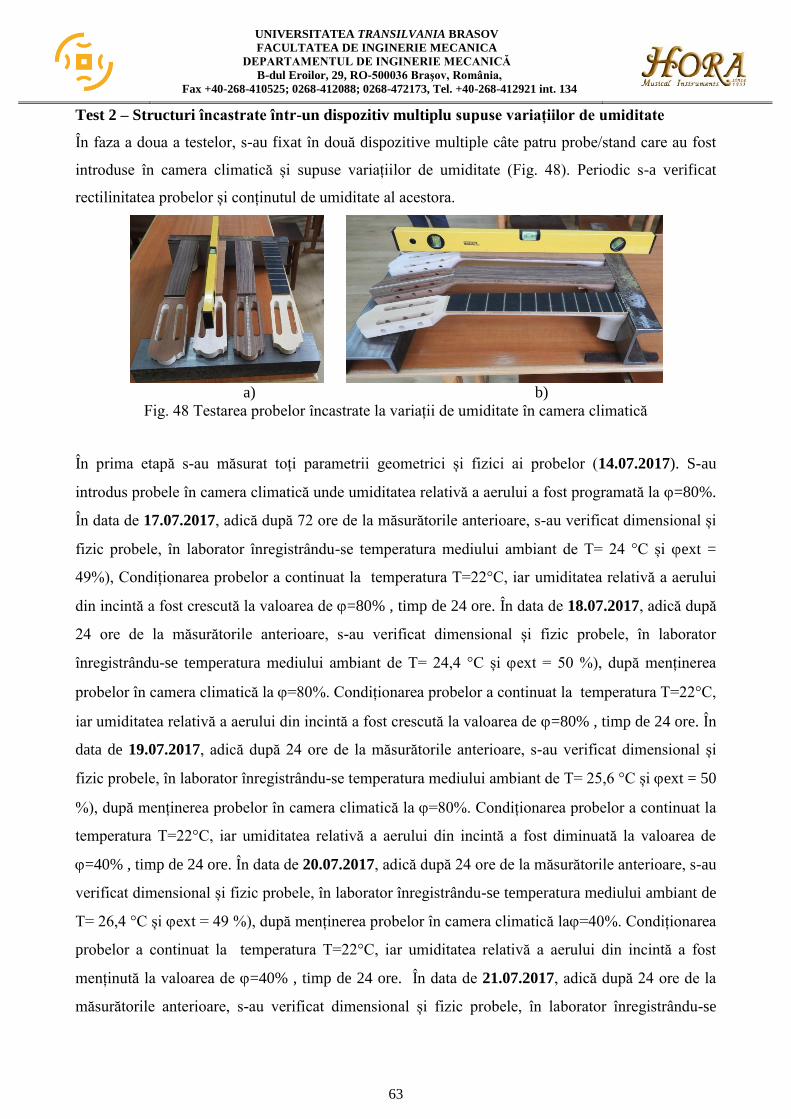
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
63
Test 2 – Structuri încastrate într-un dispozitiv multiplu supuse variațiilor de umiditate
În faza a doua a testelor, s-au fixat în două dispozitive multiple câte patru probe/stand care au fost
introduse în camera climatică și supuse variațiilor de umiditate (Fig. 48). Periodic s-a verificat
rectilinitatea probelor și conținutul de umiditate al acestora.
a) b)
Fig. 48 Testarea probelor încastrate la variații de umiditate în camera climatică
În prima etapă s-au măsurat toți parametrii geometrici și fizici ai probelor (14.07.2017). S-au
introdus probele în camera climatică unde umiditatea relativă a aerului a fost programată la =80%.
În data de 17.07.2017, adică după 72 ore de la măsurătorile anterioare, s-au verificat dimensional și
fizic probele, în laborator înregistrându-se temperatura mediului ambiant de T= 24 °C și ext =
49%), Condiționarea probelor a continuat la temperatura T=22°C, iar umiditatea relativă a aerului
din incintă a fost crescută la valoarea de =80% , timp de 24 ore. În data de 18.07.2017, adică după
24 ore de la măsurătorile anterioare, s-au verificat dimensional și fizic probele, în laborator
înregistrându-se temperatura mediului ambiant de T= 24,4 °C și ext = 50 %), după menținerea
probelor în camera climatică la =80%. Condiționarea probelor a continuat la temperatura T=22°C,
iar umiditatea relativă a aerului din incintă a fost crescută la valoarea de =80% , timp de 24 ore. În
data de 19.07.2017, adică după 24 ore de la măsurătorile anterioare, s-au verificat dimensional și
fizic probele, în laborator înregistrându-se temperatura mediului ambiant de T= 25,6 °C și ext = 50
%), după menținerea probelor în camera climatică la =80%. Condiționarea probelor a continuat la
temperatura T=22°C, iar umiditatea relativă a aerului din incintă a fost diminuată la valoarea de
=40% , timp de 24 ore. În data de 20.07.2017, adică după 24 ore de la măsurătorile anterioare, s-au
verificat dimensional și fizic probele, în laborator înregistrându-se temperatura mediului ambiant de
T= 26,4 °C și ext = 49 %), după menținerea probelor în camera climatică la =40%. Condiționarea
probelor a continuat la temperatura T=22°C, iar umiditatea relativă a aerului din incintă a fost
menținută la valoarea de =40% , timp de 24 ore. În data de 21.07.2017, adică după 24 ore de la
măsurătorile anterioare, s-au verificat dimensional și fizic probele, în laborator înregistrându-se
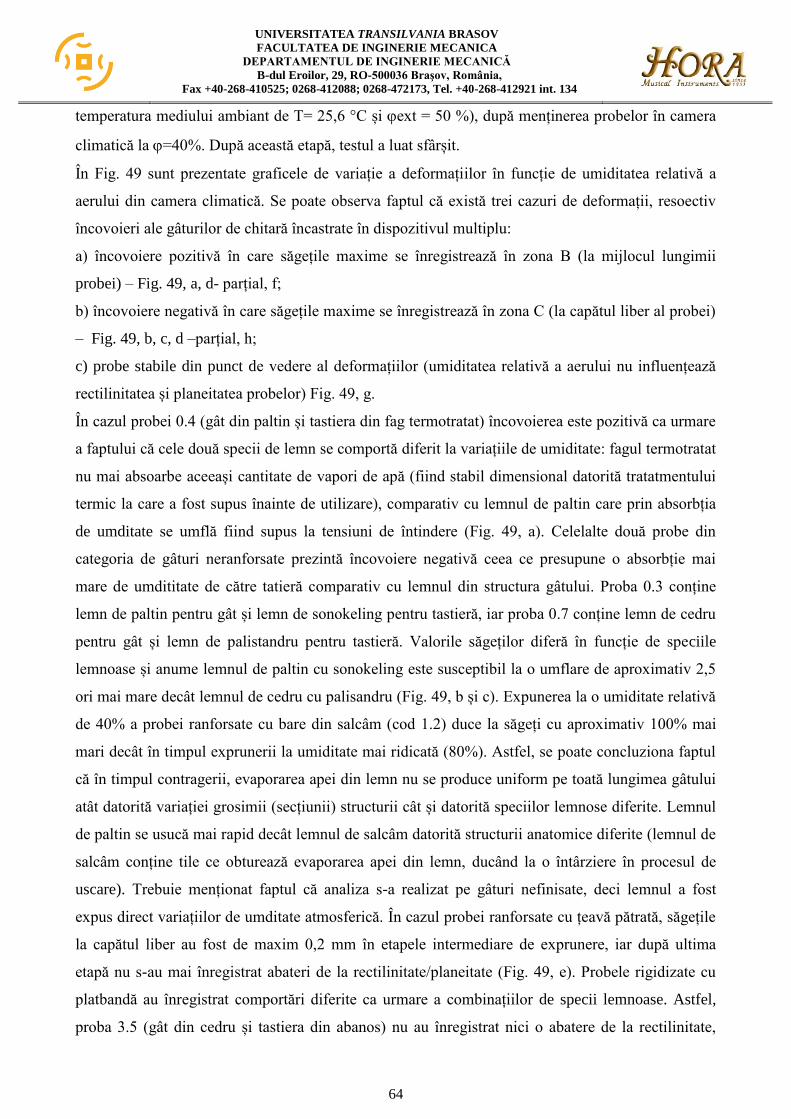
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
64
temperatura mediului ambiant de T= 25,6 °C și ext = 50 %), după menținerea probelor în camera
climatică la =40%. După această etapă, testul a luat sfârșit.
În Fig. 49 sunt prezentate graficele de variație a deformațiilor în funcție de umiditatea relativă a
aerului din camera climatică. Se poate observa faptul că există trei cazuri de deformații, resoectiv
încovoieri ale gâturilor de chitară încastrate în dispozitivul multiplu:
a) încovoiere pozitivă în care săgețile maxime se înregistrează în zona B (la mijlocul lungimii
probei) – Fig. 49, a, d- parțial, f;
b) încovoiere negativă în care săgețile maxime se înregistrează în zona C (la capătul liber al probei)
– Fig. 49, b, c, d –parțial, h;
c) probe stabile din punct de vedere al deformațiilor (umiditatea relativă a aerului nu influențează
rectilinitatea și planeitatea probelor) Fig. 49, g.
În cazul probei 0.4 (gât din paltin și tastiera din fag termotratat) încovoierea este pozitivă ca urmare
a faptului că cele două specii de lemn se comportă diferit la variațiile de umiditate: fagul termotratat
nu mai absoarbe aceeași cantitate de vapori de apă (fiind stabil dimensional datorită tratatmentului
termic la care a fost supus înainte de utilizare), comparativ cu lemnul de paltin care prin absorbția
de umditate se umflă fiind supus la tensiuni de întindere (Fig. 49, a). Celelalte două probe din
categoria de gâturi neranforsate prezintă încovoiere negativă ceea ce presupune o absorbție mai
mare de umdititate de către tatieră comparativ cu lemnul din structura gâtului. Proba 0.3 conține
lemn de paltin pentru gât și lemn de sonokeling pentru tastieră, iar proba 0.7 conține lemn de cedru
pentru gât și lemn de palistandru pentru tastieră. Valorile săgeților diferă în funcție de speciile
lemnoase și anume lemnul de paltin cu sonokeling este susceptibil la o umflare de aproximativ 2,5
ori mai mare decât lemnul de cedru cu palisandru (Fig. 49, b și c). Expunerea la o umiditate relativă
de 40% a probei ranforsate cu bare din salcâm (cod 1.2) duce la săgeți cu aproximativ 100% mai
mari decât în timpul exprunerii la umiditate mai ridicată (80%). Astfel, se poate concluziona faptul
că în timpul contragerii, evaporarea apei din lemn nu se produce uniform pe toată lungimea gâtului
atât datorită variației grosimii (secțiunii) structurii cât și datorită speciilor lemnose diferite. Lemnul
de paltin se usucă mai rapid decât lemnul de salcâm datorită structurii anatomice diferite (lemnul de
salcâm conține tile ce obturează evaporarea apei din lemn, ducând la o întârziere în procesul de
uscare). Trebuie menționat faptul că analiza s-a realizat pe gâturi nefinisate, deci lemnul a fost
expus direct variațiilor de umditate atmosferică. În cazul probei ranforsate cu țeavă pătrată, săgețile
la capătul liber au fost de maxim 0,2 mm în etapele intermediare de exprunere, iar după ultima
etapă nu s-au mai înregistrat abateri de la rectilinitate/planeitate (Fig. 49, e). Probele rigidizate cu
platbandă au înregistrat comportări diferite ca urmare a combinațiilor de specii lemnoase. Astfel,
proba 3.5 (gât din cedru și tastiera din abanos) nu au înregistrat nici o abatere de la rectilinitate,
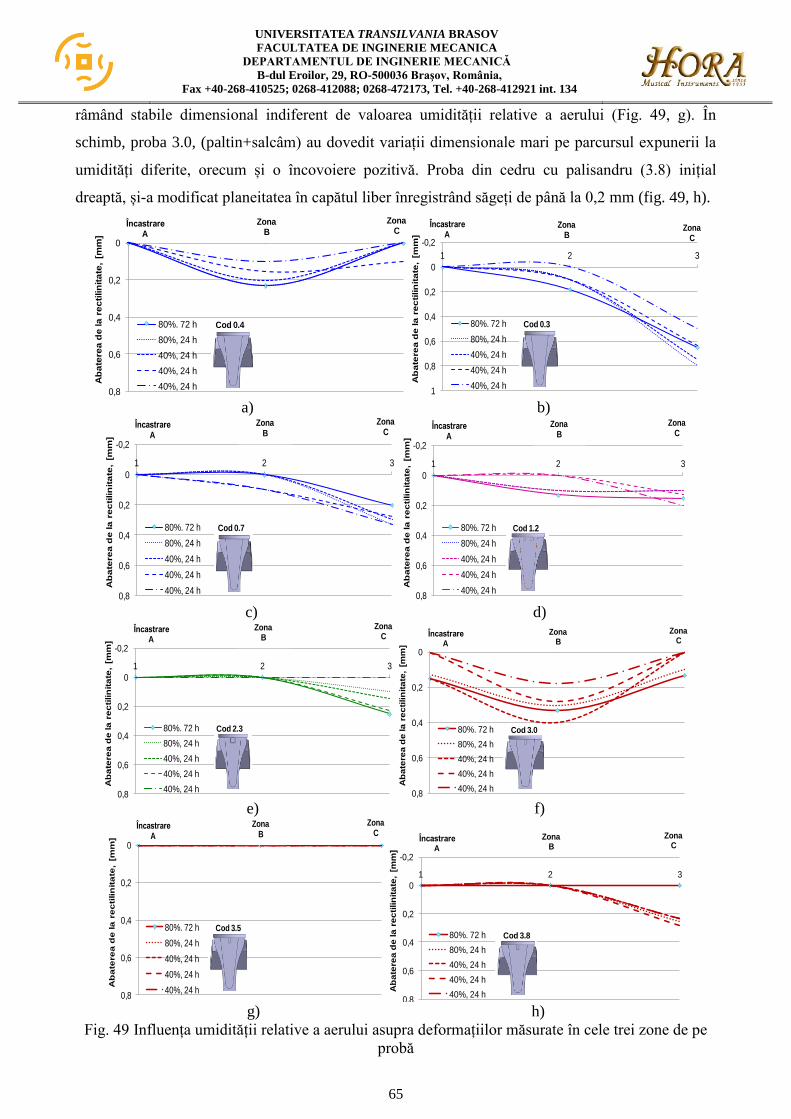
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
65
râmând stabile dimensional indiferent de valoarea umidității relative a aerului (Fig. 49, g). În
schimb, proba 3.0, (paltin+salcâm) au dovedit variații dimensionale mari pe parcursul expunerii la
umidități diferite, orecum și o încovoiere pozitivă. Proba din cedru cu palisandru (3.8) inițial
dreaptă, și-a modificat planeitatea în capătul liber înregistrând săgeți de până la 0,2 mm (fig. 49, h).
a) b)
c) d)
e) f)
g) h)
Fig. 49 Influența umidității relative a aerului asupra deformațiilor măsurate în cele trei zone de pe
probă
0
0,2
0,4
0,6
0,8
1 2 3
Ab
ate
rea
de
la
re
cti
lin
ita
te,
[mm
]
80%. 72 h
80%, 24 h
40%, 24 h
40%, 24 h
40%, 24 h
ÎncastrareA
Zona B
Zona C
Cod 0.4
-0,2
0
0,2
0,4
0,6
0,8
1
1 2 3
Ab
ate
rea
de
la
re
cti
lin
ita
te,
[mm
]
80%. 72 h
80%, 24 h
40%, 24 h
40%, 24 h
40%, 24 h
ÎncastrareA
Zona B
Zona C
Cod 0.3
-0,2
0
0,2
0,4
0,6
0,8
1 2 3
Ab
ate
rea
de
la
re
cti
lin
ita
te,
[mm
]
80%. 72 h
80%, 24 h
40%, 24 h
40%, 24 h
40%, 24 h
ÎncastrareA
Zona B
Zona C
Cod 0.7
-0,2
0
0,2
0,4
0,6
0,8
1 2 3
Ab
ate
rea
de
la
re
cti
lin
ita
te,
[mm
]
80%. 72 h
80%, 24 h
40%, 24 h
40%, 24 h
40%, 24 h
ÎncastrareA
Zona B
Zona C
Cod 1.2
-0,2
0
0,2
0,4
0,6
0,8
1 2 3
Ab
ate
rea
de
la
re
cti
lin
ita
te,
[mm
]
80%. 72 h
80%, 24 h
40%, 24 h
40%, 24 h
40%, 24 h
ÎncastrareA
Zona B
Zona C
Cod 2.3
0
0,2
0,4
0,6
0,8
1 2 3
Ab
ate
rea
de
la
re
cti
lin
ita
te,
[mm
]
80%. 72 h
80%, 24 h
40%, 24 h
40%, 24 h
40%, 24 h
ÎncastrareA
Zona B
Zona C
Cod 3.0
0
0,2
0,4
0,6
0,8
1 2 3
Ab
ate
re
a d
e la
re
cti
lin
ita
te,
[mm
]
80%. 72 h
80%, 24 h
40%, 24 h
40%, 24 h
40%, 24 h
ÎncastrareA
Zona B
Zona C
Cod 3.5
-0,2
0
0,2
0,4
0,6
0,8
1 2 3
Ab
ate
rea
de
la
re
cti
lin
ita
te,
[mm
]
80%. 72 h
80%, 24 h
40%, 24 h
40%, 24 h
40%, 24 h
ÎncastrareA
Zona B
Zona C
Cod 3.8
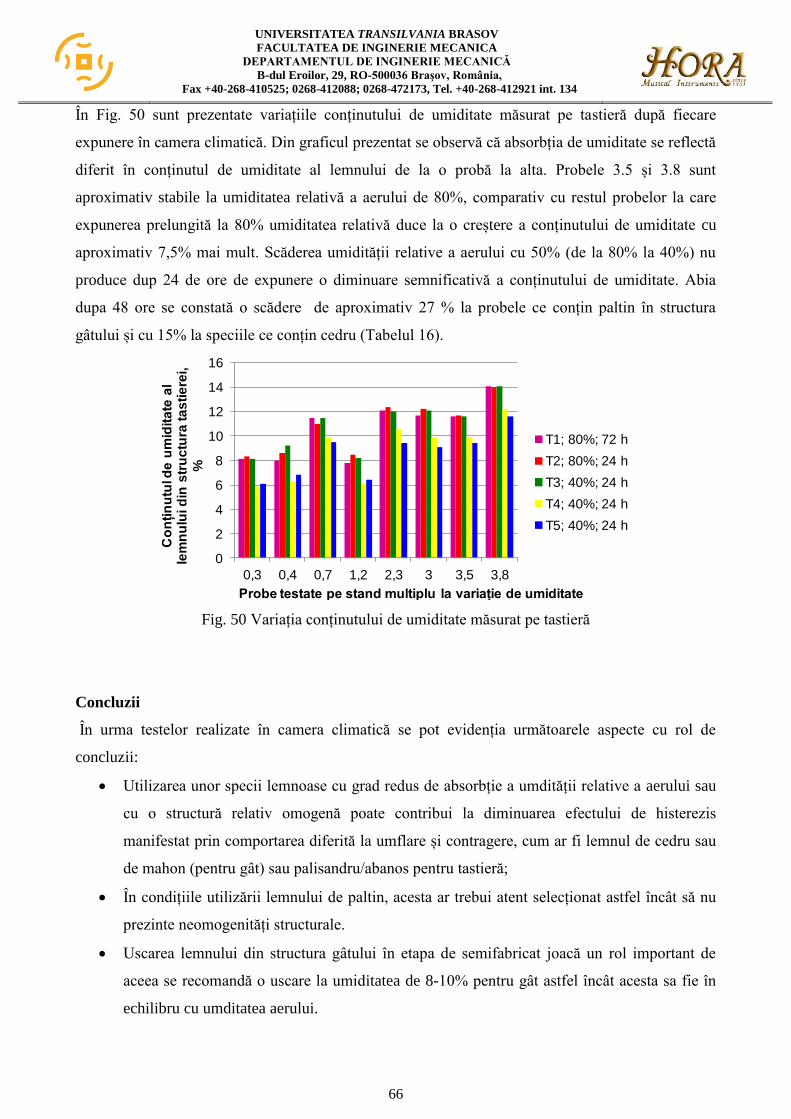
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
66
În Fig. 50 sunt prezentate variațiile conținutului de umiditate măsurat pe tastieră după fiecare
expunere în camera climatică. Din graficul prezentat se observă că absorbția de umiditate se reflectă
diferit în conținutul de umiditate al lemnului de la o probă la alta. Probele 3.5 și 3.8 sunt
aproximativ stabile la umiditatea relativă a aerului de 80%, comparativ cu restul probelor la care
expunerea prelungită la 80% umiditatea relativă duce la o creștere a conținutului de umiditate cu
aproximativ 7,5% mai mult. Scăderea umidității relative a aerului cu 50% (de la 80% la 40%) nu
produce dup 24 de ore de expunere o diminuare semnificativă a conținutului de umiditate. Abia
dupa 48 ore se constată o scădere de aproximativ 27 % la probele ce conțin paltin în structura
gâtului și cu 15% la speciile ce conțin cedru (Tabelul 16).
Fig. 50 Variația conținutului de umiditate măsurat pe tastieră
Concluzii
În urma testelor realizate în camera climatică se pot evidenția următoarele aspecte cu rol de
concluzii:
Utilizarea unor specii lemnoase cu grad redus de absorbție a umdității relative a aerului sau
cu o structură relativ omogenă poate contribui la diminuarea efectului de histerezis
manifestat prin comportarea diferită la umflare și contragere, cum ar fi lemnul de cedru sau
de mahon (pentru gât) sau palisandru/abanos pentru tastieră;
În condițiile utilizării lemnului de paltin, acesta ar trebui atent selecționat astfel încât să nu
prezinte neomogenități structurale.
Uscarea lemnului din structura gâtului în etapa de semifabricat joacă un rol important de
aceea se recomandă o uscare la umiditatea de 8-10% pentru gât astfel încât acesta sa fie în
echilibru cu umditatea aerului.
0
2
4
6
8
10
12
14
16
0,3 0,4 0,7 1,2 2,3 3 3,5 3,8
Conținutu
l de u
mid
itate
al
lem
nu
lui d
in s
tru
ctu
ra t
as
tie
rei,
%
Probe testate pe stand multiplu la variație de umiditate
T1; 80%; 72 h
T2; 80%; 24 h
T3; 40%; 24 h
T4; 40%; 24 h
T5; 40%; 24 h
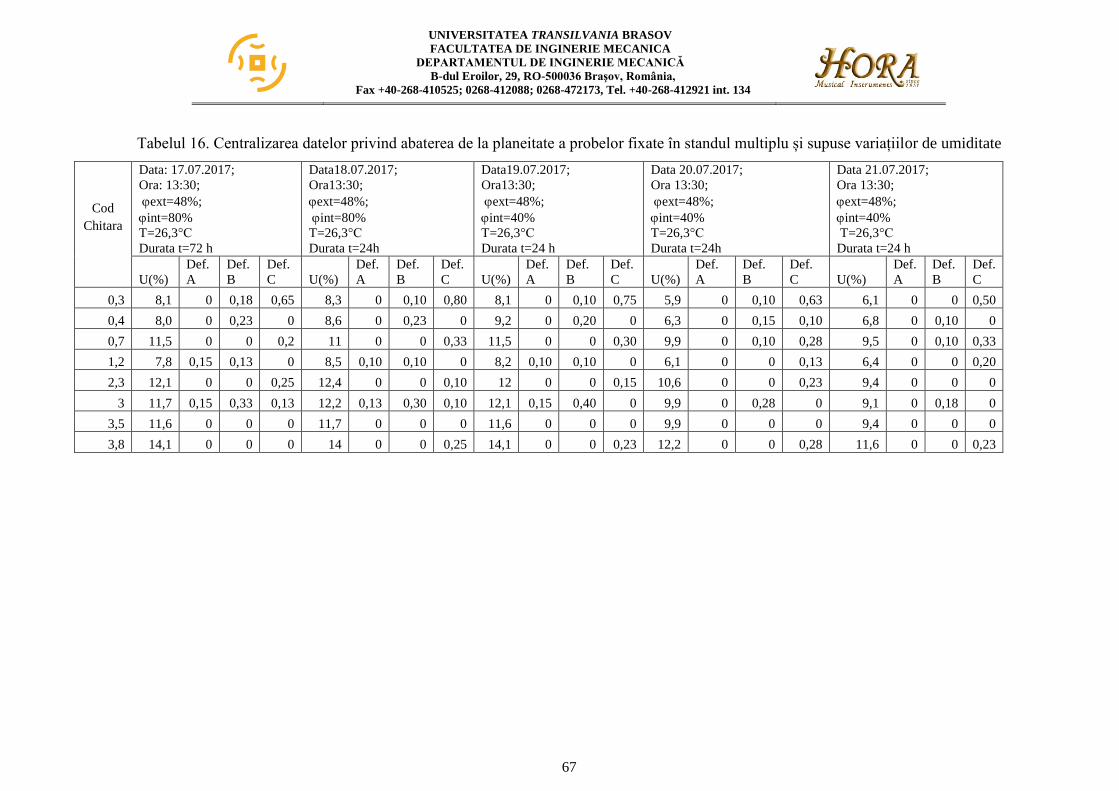
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
67
Tabelul 16. Centralizarea datelor privind abaterea de la planeitate a probelor fixate în standul multiplu și supuse variațiilor de umiditate
Cod
Chitara
Data: 17.07.2017;
Ora: 13:30;
ext=48%;
int=80%
T=26,3°C
Durata t=72 h
Data18.07.2017;
Ora13:30;
ext=48%;
int=80%
T=26,3°C
Durata t=24h
Data19.07.2017;
Ora13:30;
ext=48%;
int=40%
T=26,3°C
Durata t=24 h
Data 20.07.2017;
Ora 13:30;
ext=48%;
int=40%
T=26,3°C
Durata t=24h
Data 21.07.2017;
Ora 13:30;
ext=48%;
int=40%
T=26,3°C
Durata t=24 h
U(%)
Def.
A
Def.
B
Def.
C U(%)
Def.
A
Def.
B
Def.
C U(%)
Def.
A
Def.
B
Def.
C U(%)
Def.
A
Def.
B
Def.
C U(%)
Def.
A
Def.
B
Def.
C
0,3 8,1 0 0,18 0,65 8,3 0 0,10 0,80 8,1 0 0,10 0,75 5,9 0 0,10 0,63 6,1 0 0 0,50
0,4 8,0 0 0,23 0 8,6 0 0,23 0 9,2 0 0,20 0 6,3 0 0,15 0,10 6,8 0 0,10 0
0,7 11,5 0 0 0,2 11 0 0 0,33 11,5 0 0 0,30 9,9 0 0,10 0,28 9,5 0 0,10 0,33
1,2 7,8 0,15 0,13 0 8,5 0,10 0,10 0 8,2 0,10 0,10 0 6,1 0 0 0,13 6,4 0 0 0,20
2,3 12,1 0 0 0,25 12,4 0 0 0,10 12 0 0 0,15 10,6 0 0 0,23 9,4 0 0 0
3 11,7 0,15 0,33 0,13 12,2 0,13 0,30 0,10 12,1 0,15 0,40 0 9,9 0 0,28 0 9,1 0 0,18 0
3,5 11,6 0 0 0 11,7 0 0 0 11,6 0 0 0 9,9 0 0 0 9,4 0 0 0
3,8 14,1 0 0 0 14 0 0 0,25 14,1 0 0 0,23 12,2 0 0 0,28 11,6 0 0 0,23
UNIVERSITATEA TRANSILVANIA BRASOV
FACULTATEA DE INGINERIE MECANICA
DEPARTAMENTUL DE INGINERIE MECANICĂ
B-dul Eroilor, 29, RO-500036 Braşov, România,
Fax +40-268-410525; 0268-412088; 0268-472173, Tel. +40-268-412921 int. 134
68
O.4. Vizibilitatea şi diseminarea rezultatelor cercetării în medii ştiinţifice, tehnologice şi socio-
culturale, transferul de cunoaștere în piață
În cadrul acestui obiectiv, echipa proiectului s-a implicat în diferite activități de diseminare a
rezultatelor cercetării în acord cu clauzele de confidențialitate stipulate de agentul economic.
Astfel, ca rezultate ale acestor actibități pot fi menționate:
Participarea la evenimente științifice și socio-culturale precum
”Absolvenți în Fața Companiilor 2017 (AFCO)” – eveniment organizat de
Universitatea Transilvania din Brașov în perioada 9-10 mai 2017, cu poster-ul:
Îmbunătăţirea stabilităţii dimensionale a chitarelor clasice prin metoda 8D, autori Duță
P.G, Urucu I. Șt.
Noaptea Cercetătorilor Europeni 2017 organizat în 29 septembrie 2017 la Brașov,
cu tema: Instrumentele muzicale cu corzi – între artă, mecanică și acustică.
Participarea la conferințe internaționale cu lucrările și publicarea lor:
Stanciu M.D., Rozina Steigmann, Valcea C, The evaluation of the surface energy of
the lignocelluloses composite exposed to UV radiation, in Proceeding of The 14th
International Conference of Slovenian Society for Non –Destructive Testing: ”Application
of Contemporary non-destructive testing in Engineering”, 4-6.09.2017, Portoroz, Slovenia,
pp. 117 - 125 http://lab.fs.uni-lj.si/latem/ndt/index.php?Naslov_linka=index, ISBN 978-961-
93537-3-8 (BG85/2016)
Stanciu M.D., Teodorescu Draghicescu H., Ursarescu A., Labont P.C., Bit C.,
Numerical And Experimental Approach Of Behaviour Of The Wood Based Composite
Subjected To Cyclic Bending, in Proceeding of International Conference “Wood Science
and Engineering in the Third Millennium” - ICWSE 201, ISSN 1843-2689, p.253-260
Stanciu M. D., Lăbonț P.C., Târnoveanu C., Bege H, Munteanu M.V.: Comparison
Between Numerical and Physical Model of Lignocellules Materials Subjected to Cyclic
Bending, in Proceeding of The 7th
International Conference on Computational Mechanics
and Virtual Engineering COMEC 2017, p. 15-18, ISSN 2457-8541
Stanciu M.D., Munteanu M.V, Georgescu S.V., Urucu I.Șt., Duță P.G. Analysis of
Lignocellulose Structures Deformations by Quantitative and Qualitative Methods in
Proceeding of The 7th
International Conference on Computational Mechanics and Virtual
Engineering COMEC 2017, p. 87-92, ISSN 2457-8541.
Acceptarea publicării articolului în revista Wood Science and Technology (2017) (FI=1,509,
SRI=2,694)
Stanciu M.D, Bucur V., Valcea C. S., Savin A., Sturm R., Oak particles size effects
on viscous-elastic properties of wood polyester resin composite submitted to ultraviolet
radiation, Wood Sci Technol (2017) (FI=1,509, SRI=2,694)
https://link.springer.com/article/10.1007/s00226-017-0971-0/fulltext.html