Download - C11 2002.pdf
C. 11 (12pg.) 11.12.2003 3. Sudarea electrica� prin presiune prin rezistent�a� a materialelor metalice
Utilizând un regim de sudare s�i o tehnologie de sudare potrivita� se pot obt�ine
îmbina�ri sudate de calitatea dorita� în cazul marii majorita�t�i a metalelor s�i aliajelor. Dificulta�t�ile legate de obt�inerea unei anumite calita�t�i a îmbina�rii sudate variaza� mult de la un material la altul.
Comportarea la sudarea electrica� prin presiune prin rezistent�a� a diferitelor materiale este determinata� de: Ø condit�iile de înca�lzire s�i de ra�cire a componentelor, influent�ate de:
• conductibilitatea termica� s�i electrica� a materialului componentelor; • distribut�ia s�i numa�rul surselor termice; • rezistent�a de contact dintre componente; • condit�iile particulare de propagare a ca�ldurii;
Ø deformat�iile plastice, dilata�rile s�i contract�iile ce intervin, influent�ate de: • ma�rimea intervalului de temperatura� în care materialul componentelor este
plastic; • rezistent�a la deforma�ri plastice la cald a materialului componentelor; • coeficientul de dilatare a materialului componentelor;
Ø modifica�rile structurale s�i de compozit�ie chimica� ce au loc, influent�ate de: • ciclul termic la care sunt supuse materialele în timpul suda�rii; • existent�a sau inexistent�a fazei lichide; • modul în care se produce topirea; • deformarea plastica� ce intervine; • interact�iunea cu mediul înconjura�tor. Un anumit material este cu atât mai us�or de sudat electric prin presiune cu cât
domeniul admisibil de variat�ie a parametrilor procesului de sudare pentru obt�inerea unei îmbina�ri sudate de o calitate dorita� este mai larg respectiv ma�surile ce trebuie luate pentru obt�inerea calita�t�ii dorite sunt mai reduse s�i mai simple.
3.1. Sudarea ot�elurilor
3.1.1. Comportarea la sudare 3.1.1.1. Ot�elurile nealiate cu put�in carbon (ot�eluri obis�nuite). Au o comportare buna� la sudarea prin presiune prin rezistent�a� pentru ca�:
- se comporta� plastic într-un interval larg de temperatura�; - sunt put�in sensibile la ca�lire; - produc oxizi us�or fuzibili, us�or de eliminat din îmbinare; - au rezistent�a� electrica� relativ mare ceea ce asigura� o înca�lzire corespunza�toare
prin efect Joule-Lenz; Sudarea SSS s�i STI a acestor ot�eluri se face fa�ra� probleme. La fel sudarea SPP,
SPR s�i SPL cu urma�toarele preciza�ri:
- daca� sunt laminate la rece suprafet�ele lor sunt fa�ra� oxizi, deci nu trebuie cura�t�ate;
- daca� sunt laminate la cald suprafet�ele sunt acoperite cu oxizi s�i trebuie fa�cuta� o decapare înainte de sudare (pe cale chimica� sau mecanica�).
Ot�elurile obis�nuite sunt put�in sensibile la ciclurile termice de sudare, motiv pentru care ele se sudeaza� bine atât în regim dur cât s�i în regim moale. Se prefera� regimul dur pentru componente cu grosimea sub 6 mm datorita� avantajelor pe care le confera�.
Componentele din ot�el obis�nuit acoperite cu diferite straturi metalice protectoare (zinc, plumb, staniu, nichel, crom etc.) se sudeaza� SPP în regim dur. De exemplu pentru grosimi de 0,8…1 mm se foloses�te un timp de curent tc=0,1s (5 per), iar curentul de sudare s�i fort�a de apa�sare se aleg cu 20…50% mai mari decât în cazul componentelor neacoperite.
Daca� acoperirea este realizata� cu materiale us�or fuzibile (plumb, zinc) se ma�res�te durata de ment�inere a componentelor între electrozii mas�inii dupa� deconectarea curentului pentru a permite solidificarea metalului us�or fuzibil topit în procesul de sudare. 3.1.1.2. Ot�elurile cu mult carbon s�i alte elemente de aliere. Comparativ cu ot�elurile obis�nuite comportarea lor la sudare se modifica� deoarece:
- cres�te rezistent�a la deformare plastica� la cald ceea ce presupune ma�rirea presiunii necesare realiza�rii unei anumite deforma�ri plastice;
- cres�te rezistent�a electrica� s�i scade conductibilitatea termica� ceea ce favorizeaza� procesul de înca�lzire;
- este necesara� reducerea vitezei de ra�cire pentru a evita aparit�ia structurilor de ca�lire; pentru aceasta, pe ma�sura� ce cres�te cont�inutul în carbon s�i elemente de aliere, regimurile de sudare vor fi mai put�in dure s�i va fi necesara� utilizarea unor tehnologii de sudare cu preînca�lzire sau tratament termic postsudare.
Pentru a suda STI aceste ot�eluri cu un curent egal cu cel de la ot�elurile obis�nuite cu aceeas�i mas�ina� s�i cu aceleas�i dimensiuni ale componentelor, trebuie ma�rita� tensiunea secundara� a tranformatorului de curent (ma�rita� treapta de reglare pentru ca� a crescut impedant�a circuitului de sudare).
Pelicula de metal topit pe suprafet�ele frontale ale componentelor se obt�ine mai us�or pentru ca� aceste ot�eluri au temperaturile de topire mai mici, deci calitatea îmbina�rii sudate este influent�ata� favorabil.
Pentru a suda SPP aceste ot�eluri: - curentul de sudare se ia egal cu 90% din curentul de sudare de la ot�elurile
obis�nuite; - fort�a de apa�sare se ma�res�te cu 15…30% fat�a� de cea de la ot�elurile obis�nuite.
3.1.1.3. Ot�elurile înalt aliate austenitice Cr-Ni. Se sudeaza� bine STI daca� se t�ine seama de urma�toarele:
ü sunt necesare fort�e de apa�sare mai mari decât la ot�elurile obis�nuite datorita� rezistent�ei mari la deformare plastica�;
ü se prefera� regimul dur pentru: • a reduce supraînca�lzirea s�i pericolul coroziunii intercristaline; • a asigura o eliminare cât mai completa� a oxizilor din îmbinarea sudata�;
ü nu se pot suda în regim dur ot�eluri cu cont�inut ridicat de crom s�i nichel, datorita� sensibilita�t�ii lor mari la fisurarea la cald;
ü topirea sa� fie cât mai stabila�, cu viteza� de topire mare, pentru a reduce cât mai mult condit�iile care favorizeaza� aparit�ia oxizilor greu fuzibili;
ü refularea sa� se execute cu o viteza� mare, pentru a asigura o cât mai rapida� închidere a spat�iului dintre componente. Sudarea SPP a ot�elurilor cu cont�inut mare de crom s�i nichel se face în regimuri
relativ moi (tc=0,8…1,5s), dar cu presiuni relativ mari (180…220MPa), datorita� sensibilita�t�ii lor ridicate fat�a� de fisurarea la cald.
Ot�elurile inoxidabile austenitice Cr-Ni se sudeaza� bine SPP. Ot�elurile cu 18% Cr s�i 9% Ni se sudeaza� cel mai bine în regim dur, folosind un timp de curent egal cu aproximativ juma�tate din timpul de curent de la ot�elurile obis�nuite. Datorita� rezistent�ei electrice mari a ot�elurilor inoxidabile folosind un curent de sudare mai mic cu 30…40% decât cel de la ot�elurile obis�nuite se poate obt�ine un efect termic similar ot�elurilor obis�nuite.
3.1.1.4. Ot�eluri aliate cu niobiu, wolfram sau bor (ot�eluri de scule). La sudarea STI trebuie sa� se t�ina� seama ca� ment�inerea lor un timp mai mare de 3…10 s la o temperatura� ce depa�s�es�te 900ºC determina� formarea compus�ilor intermetalici care pot provoca fragilizarea ZIT-ului în zubzona de supraînca�lzire.
Deoarece asemenea situat�ii pot avea loc mai ales la preînca�lzire, se recomanda� sudarea acestor ot�eluri cu topire directa�. 3.1.1.5. Ot�eluri cu nichel. Se sudeaza� us�or prin presiune la cald. La sudarea STI este necesara� aplicarea unei presiuni mai mari ca la ot�elurile obis�nuite. Durata refula�rii sub curent tref.c comporta� discut�ii:
- daca� este prea mare apare posibilitatea supraînca�lzirii; - daca� este prea mica� nu se poate îndepa�rta materialul topit dintre capetele
componentelor. La sudarea SPP curentul este ceva mai redus decât la ot�elurile obis�nuite. Timpul
de curent se alege cât mai scurt posibil. Cura�t�irea suprafet�elor înainte de sudare este mai pretent�ioasa�.
La toate ot�elurile amintite particularita�t�ile suda�rii SPP sunt valabile s�i la sudarea SPR s�i SPL, cu ment�iunea ca� la SPL înca�lzirea locala� este mai puternica� fapt ce spores�te pericolul de:
- aparit�ie a unor structuri de supraînca�lzire; - cres�tere a deformat�iilor.
3.1.2. Tehnologia suda�rii diferitelor componente 3.1.2.1. Sudarea barelor s�i a sârmelor
Sudarea cap la cap a acestor componente este cazul cel mai simplu de aplicare a procedeelor de sudare prin presiune. Procedeul cel mai folosit este sudarea STI.
Barele cu sect�iune pa�trata� sau dreptunghiulara� prezinta� unele dificulta�t�i la eliminarea metalului lichid din regiunea colt�urilor, ceea ce reclama� o zona� înca�lzita� mai larga�, adica� sudarea cu preînca�zire.
Pentru bare cu diametrul pâna� la circa 60 mm se foloses�te mai mult STI cu preînca�lzire. Sudarea cu preînca�lzire se foloses�te s�i la diametre mai mici, în cazul mas�inilor neautomate sau în cazul suda�rii ot�elurilor aliate.
Sudarea cap la cap a sârmelor cu diametrul sub 10 mm se executa� de obicei prin procedeul SSS.
Sudarea SPP s�i SPR se foloses�te la sudarea barelor suprapuse când se executa� plase sau carcase pentru armarea betonului. 3.1.2.2. Sudarea tablelor
Tablele se pot suda prin presiune atât cap la cap cât mai ales prin suprapunere în puncte, relief s�i linie.
Pentru sudarea cap la cap se foloses�te procedeul STI. La sudare trebuie sa� se t�ina� seama de grosimea componentelor care cu cât este mai mica� cu atât este mai mare pericolul unei deplasa�ri a capetelor componentelor unul fat�a� de altul sau pericolul flamba�rii. Din aceasta� cauza� la tablele subt�iri, odata� cu cres�terea la�t�imii tablelor ce trebuie sudate, cres�te s�i grosimea minima� la care sudarea se poate executa în condit�ii bune s�i cres�te important�a stabilirii corecte a lungimii libere.
Pentru calitatea îmbina�rii sudate sunt foarte importante: - alinierea corecta� a tablelor în bacurile mas�inii de sudare; - prega�tirea exacta� a capetelor ce se sudeaza�. Tablele cu grosimea d� =� 3...5 mm din ot�eluri obis�nuite se sudeaza� de obicei STI
cu topire directa�. Datorita� lungimii libere mici, bacurile de strângere sunt la distant�a� mica� fat�a� de
planul de contact, fapt ce face dificila� obt�inerea unei zone înca�lzite suficient de extinse datorita� efectului puternic de ra�cire al bacurilor. Din acest motiv este necesara� o presiune de refulare ridicata�:
- pentru ot�eluri obis�nuite: 80...120 MPa; - pentru ot�eluri aliate: peste 250 MPa. La sudarea SPP, SPL s�i SPR obt�inerea unor puncte sudate bune este condit�ionata�,
în afara� de alegerea corecta� a parametrilor regimului de sudare, de prega�tirea corespunza�toare a suprafet�elor componentelor atât din punct de vedere al cura�t�eniei lor cât s�i al configurat�iei geometrice.
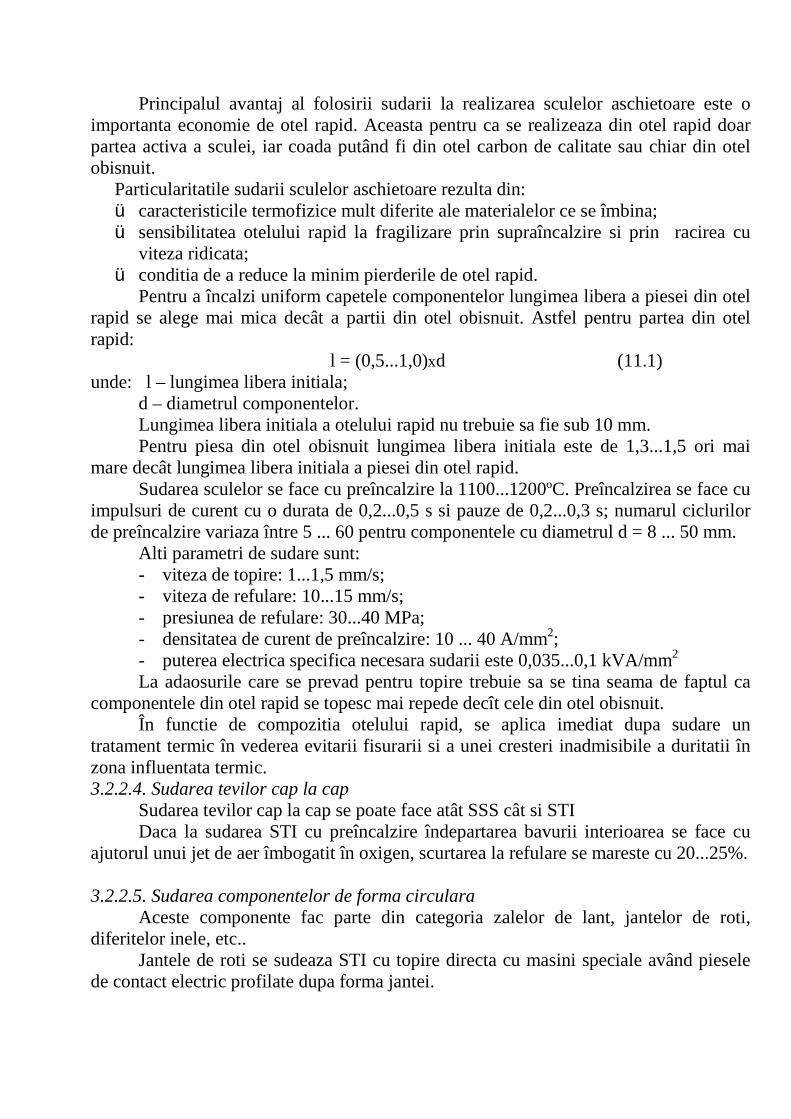
Din punct de vedere geometric componentele se prega�tesc astfel încât între ele sa� se poata� stabili un contact electric în dreptul electrozilor. Prega�tirea componentelor trebuie sa� fie cu atât mai precisa� cu cât acestea sunt mai rigide. De exemplu la componente mai put�in rigide se admite un întrefier de maxim o,5 … 0,8 m, iar la componente rigide acesta se limiteaza� la maxim 0,1...0,2 mm. În figura 11.1 sunt prezentate exemple de prega�tire necorespunza�toare a componentelor din punct de vedere geometric.
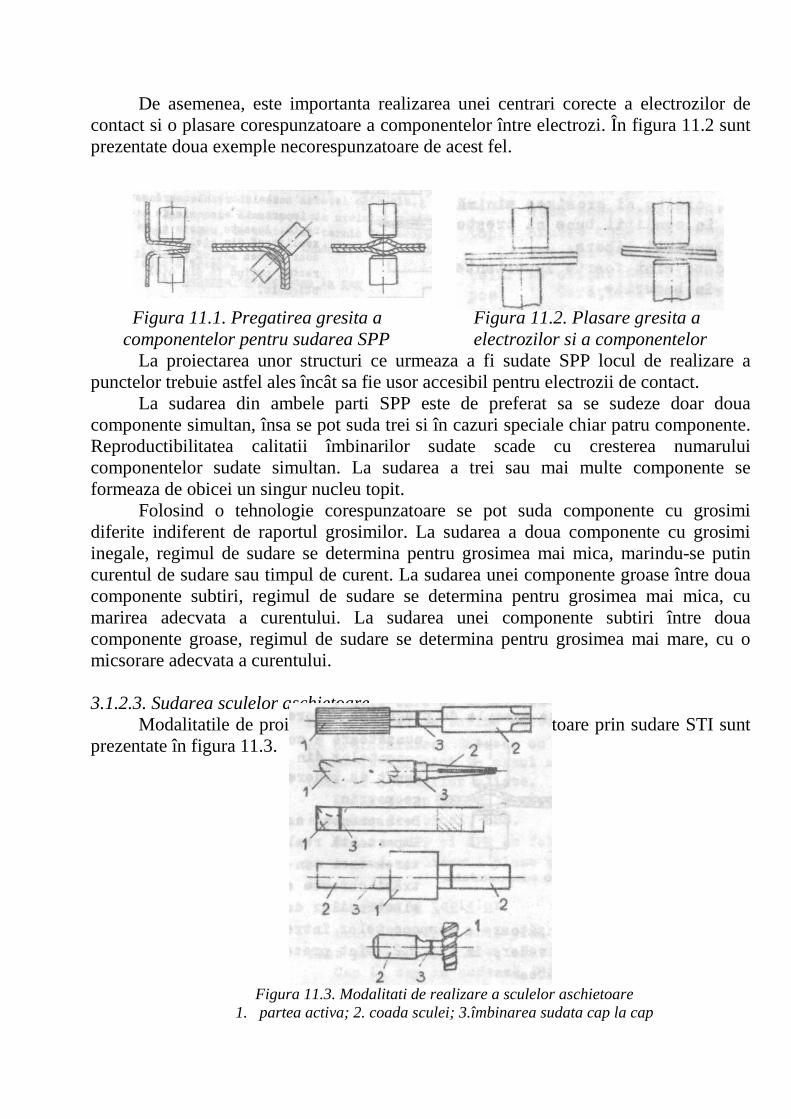
De asemenea, este importanta� realizarea unei centra�ri corecte a electrozilor de contact s�i o plasare corespunza�toare a componentelor între electrozi. În figura 11.2 sunt prezentate doua� exemple necorespunza�toare de acest fel.
Figura 11.1. Prega�tirea gres�ita� a Figura 11.2. Plasare gres�ita� a componentelor pentru sudarea SPP electrozilor s�i a componentelor
La proiectarea unor structuri ce urmeaza� a fi sudate SPP locul de realizare a punctelor trebuie astfel ales încât sa� fie us�or accesibil pentru electrozii de contact.
La sudarea din ambele pa�rt�i SPP este de preferat sa� se sudeze doar doua� componente simultan, însa� se pot suda trei s�i în cazuri speciale chiar patru componente. Reproductibilitatea calita�t�ii îmbina�rilor sudate scade cu cres�terea numa�rului componentelor sudate simultan. La sudarea a trei sau mai multe componente se formeaza� de obicei un singur nucleu topit.
Folosind o tehnologie corespunza�toare se pot suda componente cu grosimi diferite indiferent de raportul grosimilor. La sudarea a doua� componente cu grosimi inegale, regimul de sudare se determina� pentru grosimea mai mica�, ma�rindu-se put�in curentul de sudare sau timpul de curent. La sudarea unei componente groase între doua� componente subt�iri, regimul de sudare se determina� pentru grosimea mai mica�, cu ma�rirea adecvata� a curentului. La sudarea unei componente subt�iri între doua� componente groase, regimul de sudare se determina� pentru grosimea mai mare, cu o mics�orare adecvata� a curentului.
3.1.2.3. Sudarea sculelor as�chietoare
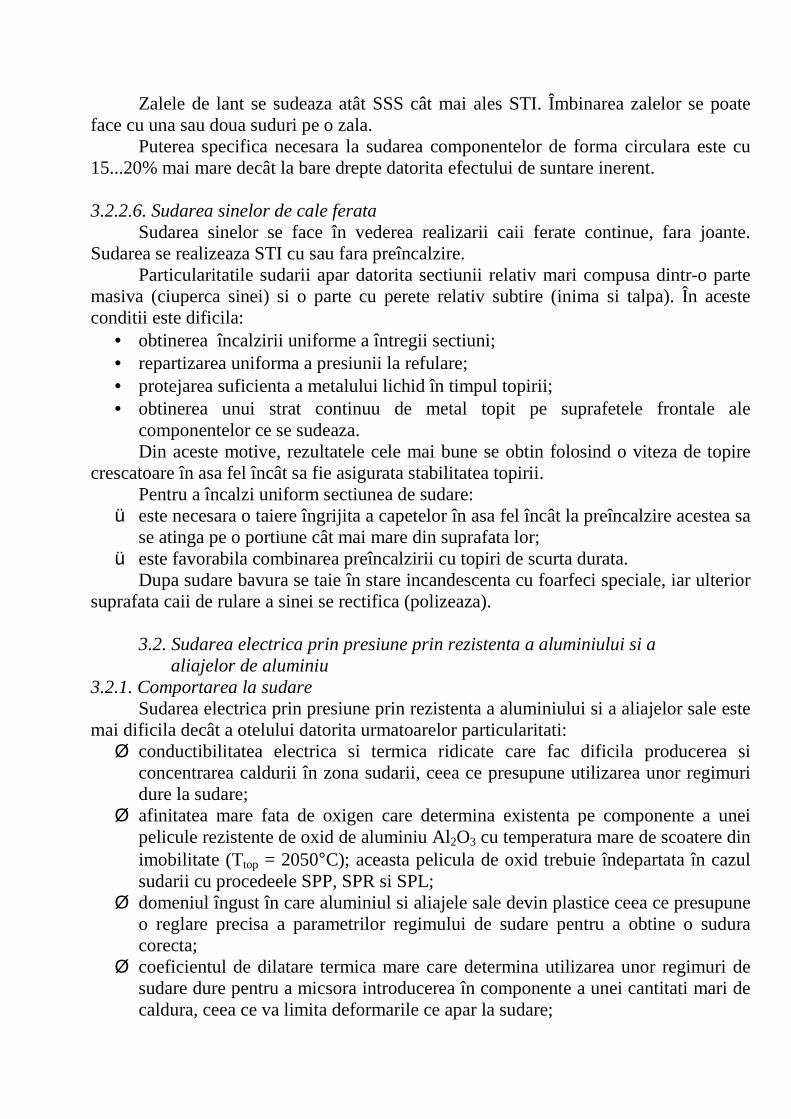
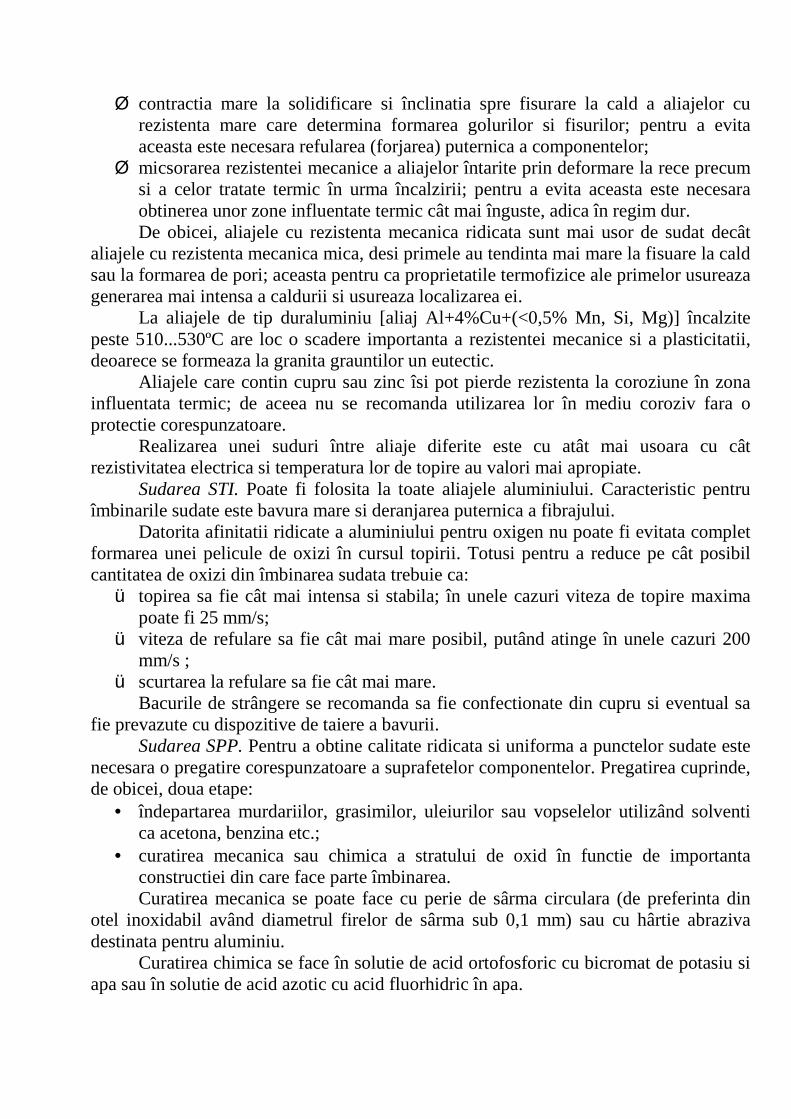
Modalita�t�ile de proiectare s�i execut�ie a sculelor as�chietoare prin sudare STI sunt prezentate în figura 11.3.
Figura 11.3. Modalita�t�i de realizare a sculelor as�chietoare 1. partea activa�; 2. coada sculei; 3.îmbinarea sudata� cap la cap
Principalul avantaj al folosirii suda�rii la realizarea sculelor as�chietoare este o importanta� economie de ot�el rapid. Aceasta pentru ca� se realizeaza� din ot�el rapid doar partea activa� a sculei, iar coada putând fi din ot�el carbon de calitate sau chiar din ot�el obis�nuit.
Particularita�t�ile suda�rii sculelor as�chietoare rezulta� din: ü caracteristicile termofizice mult diferite ale materialelor ce se îmbina�; ü sensibilitatea ot�elului rapid la fragilizare prin supraînca�lzire s�i prin ra�cirea cu
viteza� ridicata�; ü condit�ia de a reduce la minim pierderile de ot�el rapid.
Pentru a înca�lzi uniform capetele componentelor lungimea libera� a piesei din ot�el rapid se alege mai mica� decât a pa�rt�ii din ot�el obis�nuit. Astfel pentru partea din ot�el rapid:
l = (0,5...1,0)xd (11.1) unde: l – lungimea libera� init�iala�;
d – diametrul componentelor. Lungimea libera� init�iala� a ot�elului rapid nu trebuie sa� fie sub 10 mm. Pentru piesa din ot�el obis�nuit lungimea libera� init�iala� este de 1,3...1,5 ori mai mare decât lungimea libera� init�iala� a piesei din ot�el rapid. Sudarea sculelor se face cu preînca�lzire la 1100...1200ºC. Preînca�lzirea se face cu impulsuri de curent cu o durata� de 0,2...0,5 s s�i pauze de 0,2...0,3 s; numa�rul ciclurilor de preînca�lzire variaza� între 5 ... 60 pentru componentele cu diametrul d = 8 ... 50 mm. Alt�i parametri de sudare sunt:
- viteza de topire: 1...1,5 mm/s; - viteza de refulare: 10...15 mm/s; - presiunea de refulare: 30...40 MPa; - densitatea de curent de preînca�lzire: 10 ... 40 A/mm2; - puterea electrica� specifica� necesara� suda�rii este 0,035...0,1 kVA/mm2 La adaosurile care se preva�d pentru topire trebuie sa� se t�ina� seama de faptul ca�
componentele din ot�el rapid se topesc mai repede decît cele din ot�el obis�nuit. În funct�ie de compozit�ia ot�elului rapid, se aplica� imediat dupa� sudare un
tratament termic în vederea evita�rii fisura�rii s�i a unei cres�teri inadmisibile a durita�t�ii în zona influent�ata� termic. 3.2.2.4. Sudarea t�evilor cap la cap
Sudarea t�evilor cap la cap se poate face atât SSS cât s�i STI Daca� la sudarea STI cu preînca�lzire îndepa�rtarea bavurii interioarea se face cu
ajutorul unui jet de aer îmboga�t�it în oxigen, scurtarea la refulare se ma�res�te cu 20...25%.
3.2.2.5. Sudarea componentelor de forma� circulara� Aceste componente fac parte din categoria zalelor de lant�, jantelor de rot�i,
diferitelor inele, etc.. Jantele de rot�i se sudeaza� STI cu topire directa� cu mas�ini speciale având piesele
de contact electric profilate dupa� forma jantei.
Zalele de lant� se sudeaza� atât SSS cât mai ales STI. Îmbinarea zalelor se poate face cu una sau doua� suduri pe o zala�.
Puterea specifica� necesara� la sudarea componentelor de forma� circulara� este cu 15...20% mai mare decât la bare drepte datorita� efectului de s�untare inerent. 3.2.2.6. Sudarea s�inelor de cale ferata�
Sudarea s�inelor se face în vederea realiza�rii ca�ii ferate continue, fa�ra� joante. Sudarea se realizeaza� STI cu sau fa�ra� preînca�lzire.
Particularita�t�ile suda�rii apar datorita� sect�iunii relativ mari compusa� dintr-o parte masiva� (ciuperca s�inei) s�i o parte cu perete relativ subt�ire (inima s�i talpa). În aceste condit�ii este dificila�:
• obt�inerea înca�lzirii uniforme a întregii sect�iuni; • repartizarea uniforma� a presiunii la refulare; • protejarea suficienta� a metalului lichid în timpul topirii; • obt�inerea unui strat continuu de metal topit pe suprafet�ele frontale ale
componentelor ce se sudeaza�. Din aceste motive, rezultatele cele mai bune se obt�in folosind o viteza� de topire
cresca�toare în as�a fel încât sa� fie asigurata� stabilitatea topirii. Pentru a înca�lzi uniform sect�iunea de sudare:
ü este necesara� o ta�iere îngrijita� a capetelor în as�a fel încât la preînca�lzire acestea sa� se atinga� pe o port�iune cât mai mare din suprafat�a lor;
ü este favorabila� combinarea preînca�lzirii cu topiri de scurta� durata�. Dupa� sudare bavura se taie în stare incandescenta� cu foarfeci speciale, iar ulterior
suprafat�a ca�ii de rulare a s�inei se rectifica� (polizeaza�). 3.2. Sudarea electrica� prin presiune prin rezistent�a� a aluminiului s�i a aliajelor de aluminiu
3.2.1. Comportarea la sudare Sudarea electrica� prin presiune prin rezistent�a� a aluminiului s�i a aliajelor sale este
mai dificila� decât a ot�elului datorita� urma�toarelor particularita�t�i: Ø conductibilitatea electrica� s�i termica� ridicate care fac dificila� producerea s�i
concentrarea ca�ldurii în zona suda�rii, ceea ce presupune utilizarea unor regimuri dure la sudare;
Ø afinitatea mare fat�a� de oxigen care determina� existent�a pe componente a unei pelicule rezistente de oxid de aluminiu Al2O3 cu temperatura� mare de scoatere din imobilitate (Ttop = 2050°C); aceasta� pelicula� de oxid trebuie îndepa�rtata� în cazul suda�rii cu procedeele SPP, SPR s�i SPL;
Ø domeniul îngust în care aluminiul s�i aliajele sale devin plastice ceea ce presupune o reglare precisa� a parametrilor regimului de sudare pentru a obt�ine o sudura� corecta�;
Ø coeficientul de dilatare termica� mare care determina� utilizarea unor regimuri de sudare dure pentru a mics�ora introducerea în componente a unei cantita�t�i mari de ca�ldura�, ceea ce va limita deforma�rile ce apar la sudare;
Ø contract�ia mare la solidificare s�i înclinat�ia spre fisurare la cald a aliajelor cu rezistent�a� mare care determina� formarea golurilor s�i fisurilor; pentru a evita aceasta este necesara� refularea (forjarea) puternica� a componentelor;
Ø mics�orarea rezistent�ei mecanice a aliajelor înta�rite prin deformare la rece precum s�i a celor tratate termic în urma înca�lzirii; pentru a evita aceasta este necesara� obt�inerea unor zone influent�ate termic cât mai înguste, adica� în regim dur. De obicei, aliajele cu rezistent�a� mecanica� ridicata� sunt mai us�or de sudat decât
aliajele cu rezistent�a� mecanica� mica�, des�i primele au tendint�a� mai mare la fisuare la cald sau la formarea de pori; aceasta pentru ca� proprieta�t�ile termofizice ale primelor us�ureaza� generarea mai intensa� a ca�ldurii s�i us�ureaza� localizarea ei.
La aliajele de tip duraluminiu [aliaj Al+4%Cu+(<0,5% Mn, Si, Mg)] înca�lzite peste 510...530ºC are loc o sca�dere importanta� a rezistent�ei mecanice s�i a plasticita�t�ii, deoarece se formeaza� la granit�a gra�unt�ilor un eutectic.
Aliajele care cont�in cupru sau zinc îs�i pot pierde rezistent�a la coroziune în zona influent�ata� termic; de aceea nu se recomanda� utilizarea lor în mediu coroziv fa�ra� o protect�ie corespunza�toare.
Realizarea unei suduri între aliaje diferite este cu atât mai us�oara� cu cât rezistivitatea electrica� s�i temperatura lor de topire au valori mai apropiate.
Sudarea STI. Poate fi folosita� la toate aliajele aluminiului. Caracteristic pentru îmbina�rile sudate este bavura mare s�i deranjarea puternica� a fibrajului.
Datorita� afinita�t�ii ridicate a aluminiului pentru oxigen nu poate fi evitata� complet formarea unei pelicule de oxizi în cursul topirii. Totus�i pentru a reduce pe cât posibil cantitatea de oxizi din îmbinarea sudata� trebuie ca:
ü topirea sa� fie cât mai intensa� s�i stabila�; în unele cazuri viteza de topire maxima� poate fi 25 mm/s;
ü viteza de refulare sa� fie cât mai mare posibil, putând atinge în unele cazuri 200 mm/s ;
ü scurtarea la refulare sa� fie cât mai mare. Bacurile de strângere se recomanda� sa� fie confect�ionate din cupru s�i eventual sa�
fie preva�zute cu dispozitive de ta�iere a bavurii. Sudarea SPP. Pentru a obt�ine calitate ridicata� s�i uniforma� a punctelor sudate este
necesara� o prega�tire corespunza�toare a suprafet�elor componentelor. Prega�tirea cuprinde, de obicei, doua� etape:
• îndepa�rtarea murda�riilor, gra�similor, uleiurilor sau vopselelor utilizând solvent�i ca acetona�, benzina� etc.;
• cura�t�irea mecanica� sau chimica� a stratului de oxid în funct�ie de important�a construct�iei din care face parte îmbinarea. Cura�t�irea mecanica� se poate face cu perie de sârma� circulara� (de preferint�a� din
ot�el inoxidabil având diametrul firelor de sârma� sub 0,1 mm) sau cu hârtie abraziva� destinata� pentru aluminiu.
Cura�t�irea chimica� se face în solut�ie de acid ortofosforic cu bicromat de potasiu s�i apa� sau în solut�ie de acid azotic cu acid fluorhidric în apa�.
O îmbuna�ta�t�ire a condit�iilor de sudare se obt�ine printr-o cres�tere s�i descres�tere controlata� (lenta�) a curentului. Prin cres�terea lenta� se favorizeaza� stabilirea unui contact bun între electrozii de contact s�i componente înainte de a se atinge valoarea maxima� a curentului, mics�orându-se astfel rezistent�a de contact dintre electrozi s�i componente Rc
’’. Rezistent�a Rc
’’ fiind mica�, ca�ldura degajata� la contactul electrozi-componente este nesemnificativa� s�i se evita� astfel lipirea electrozilor de componente ma�rindu-se durata lor de utilizare.
Mics�orarea rezistent�ei Rc’’ posibila� ca urmare a cres�terii lente a curentului permite
mics�orarea fort�ei de apa�sare fapt ce conduce la reducerea adâncimii amprentei. Descres�terea lenta� a curentului împiedica� solidificarea rapida� a nucleului topit,
permit�ând astfel o forjare mai buna� a punctului s�i ca urmare evitarea forma�rii fisurilor sau golurilor în punctul sudat.
La sudarea componentelor cu grosimea pâna� la 1,5 mm se obt�in rezultate bune s�i daca� fort�a de apa�sare este constanta�. În acest caz presiunea necesara� este 160...220 MPa, valorile mari corespunzând aliajelor cu rezistent�a� mecanica� ridicata�. La sudarea componentelor cu grosimea mai mare de 1,5 mm se utilizeaza� o forjare ulterioara� suda�rii (dupa� întreruperea curentului) cu o fort�a� de (2...4) ori mai mare ca fort�a din timpul suda�rii.
În unele cazuri, când nu se aplica� cres�terea controlata� a curentului, înainte de conectarea acestuia se ma�res�te fort�a mai mult decât valoarea necesara� suda�rii propriu-zise în vederea realiza�rii unui contact electric bun între electrozi s�i componente.
Daca� se sudeaza� doua� componente de grosime inegala�, parametrii regimului de sudare se aleg corespunza�tori componentei mai subt�iri.
O us�urare a condit�iilor de sudare se obt�ine prin plasarea între electrozi s�i componente a unor pla�cut�e din ot�el inoxidabil cu grosimea de 0,1...0,2 mm. Dezavantajul metodei consta� în deteriorarea suprafet�elor componentelor.
Sudarea SPL. Presupune condit�ii similare SPP, cu prega�tire mai pretent�ioasa� a suprafet�elor componentelor. Curentul de sudare s�i fort�a de apa�sare sunt mai mari decât în cazul SPP a componentelor de aceeas�i grosime. Cele mai bune rezultate se obt�in daca� mis�carea rolelor este intermitenta�, iar curentul se conecteaza� în momentele în care rolele sunt oprite (sudarea în ”pas�i”).
Se recomanda� urma�toarele dimensiuni pentru role: - la�t�imea rolelor LR = 10...25 mm; - diametrul rolelor D = 150...250 mm. Pentru a realiza o concentrare a curentului suprafat�a de contact a rolelor se
rotunjes�te. Raza de rotunjire depinde de grosimea componentelor, fiind cuprinsa� între 25...250 mm.
Rolele necesita� o ra�cire intensa�. Rezultate bune se obt�in prin stropirea lor directa� cu un jet de apa�.
Când sudarea se face continuu, fa�ra� întreruperea curentului, este necesara� o cura�t�ire a rolelor dupa� circa 3...5 rotat�ii. Când curentul se aplica� intermitent cura�t�irea este necesara� dupa� circa 10...20 rotat�ii.
Viteza de sudare recomandata� este mai mica� decât cea de la ot�eluri obis�nuite. Raportul între durata impulsului de curent s�i durata pauzei se alege între 1/3...1/5.
3.3. Sudarea electrica� prin presiune prin rezistent�a� a cuprului s�i a aliajelor sale Cuprul s�i aliajele sale sunt greu sudabile electric prin presiune prin rezistent�a�
datorita� conductibilita�t�ii lor termice s�i electrice mari (de 10 …12 ori mai mare ca a ot�elului).
Sudarea SSS se poate face doar în cazurile sect�iunilor masive (bare) s�i a t�evilor. Table nu se pot suda pentru ca� apare lipsa� de sudura� la colt�urile extreme ale sect�iunii fapt ce constituie principalul dezavantaj.
Sudarea STI se poate folosi cu rezultate bune atât pentru cupru cât s�i pentru aliajele sale.
Datorita� conductibilita�t�ii termice ridicate este dificila� obt�inerea stratului de metal topit pe suprafet�ele transversale ale capetelor componentelor motiv pentru care:
• consumul de energie este mai mare decât la ot�elurile obis�nuite; • este necesara� o densitate de curent mare; • este necesara� o viteza� de topire mare. Act�iunea va�ta�ma�toare a aerului, care determina� producerea masiva� de oxizi cu
temperatura de topire ridicata�, impune: • o topire cât mai stabila� s�i mai intensa�; • o topire efectuata� cu viteza� de topire cresca�toare; • o refulare cu viteza� init�iala� mult mai mare decât la ot�elurile obis�nuite. Cu toate ca� cuprul s�i aliajele sale sunt mai us�or de deformat la temperatura�
ridicata�, presiunea la refulare trebuie sa� fie mai mare la cupru din urma�toarele motive: • nu întotdeauna pe întreaga suprafat�a� apare un strat de metal lichid; • oxizii, care au temperatura de topire ridicata�, trebuie îndepa�rtat�i din îmbinare; • intervalul de temperatura� în care cuprul s�i aliajele sale sunt plastice este mult
mai restrâns decât la ot�eluri. Topirea de scurta� durata� s�i refularea pronunt�ata�, cu viteze de refulare mari, sunt
favorabile s�i pentru ca� se reduc pierderile de elemente de aliere us�or fuzibile (zinc, plumb). Pierderea acestora provoaca� o mics�orare a proprieta�t�ilor plastice a îmbina�rii datorita� discontinuita�t�ii structurale în zona sudurii.
În cazul bronzurilor, pentru redobândirea proprieta�t�ilor plastice se recomanda� aplicarea unui tratament termic de recoacere dupa� sudare la 500...550ºC.
În cazul alamelor, pentru mics�orarea durita�t�ii crescute la sudare se recomanda� o recoacere la 600...650ºC.
Sudarea STI a cuprului s�i aliajelor sale devine mai us�or de executat daca� între capetele componentelor se plaseaza� pla�ci metalice subt�iri având o rezistent�a� electrica� ridicata�. Sursa termica� suplimentara� astfel introdusa� creeaza� o concentrare favorabila� a ca�ldurii în perioada de preînca�lzire.
Cuprul s�i alamele se sudeaza� bine STI cu aluminiul. La stabilirea lungimii libere init�iale trebuie sa� se t�ina� seama de faptul ca� aluminiul se topes�te de 4...5 ori mai repede decât cuprul, datorita� diferent�ei dintre proprieta�t�ile termofizice ale acestor metale.
Sudarea SPP s�i sudarea SPL a cuprului este dificila�. Ea este posibila� în condit�ii industriale, cu obt�inerea unor suduri de calitate superioara�, doar pentru aliaje de cupru care au conductibilite electrica� mai mica� cu circa 30% (pentru SPP) s�i cu circa 20% (pentru SPL) decât conductibilitatea cuprului pur.
Curentul de sudare recomandat trebuie sa� fie mai mare ca la ot�elurile obis�nuite. Timpul de curent trebuie sa� fie scurt pentru a utiliza efectul favorabil al
rezistent�ei de contact dintre componente Rc’, ceea ce în cazul aliajelor cu
conductibilitate ridicata� are mare important�a�. Pentru a asigura o uniformitate a calita�t�ii punctelor sudate respectiv a îmbina�rii
sudate se recomanda� cura�t�irea suprafet�elor ce vin în contact. Fort�a de apa�sare se ia mai mica� ca la ot�elurile obis�nuite, însa� nu prea mica� pentru
ca�: - cres�te rezistent�a de contact electrozi-componente Rc
’’ s�i se deterioreaza� electrozii s�i componentele;
- pot sa� apara� evacua�ri de metal lichid din nucleul topit. Electrozii de sudare recomandat�i la sudarea SPP s�i sudarea SPL sa� fie executat�i
din molibden sau wolfram. Introducând între electrozi s�i componente benzi din ot�el se pot obt�ine surse de
ca�ldura� suplimentare s�i într-o ma�sura� oarecare se izoleaza� termic electrozii, deci condit�iile de sudare se îmbuna�ta�t�esc. 3.4. Sudarea electrica� prin presiune prin rezistant�a� a titanului
Titanul este un metal greu fuzibil, având temperatura de topire 1825ºC. La temperatura� ridicata� react�ioneaza� foarte intens cu diferite gaze, mai ales cu oxigenul, azotul s�i hidrogenul. Absorbt�ia puternica� de hidrogen începe de la 250ºC, cea de oxigen la 400ºC s�i cea de azot la 600ºC. Rezultatul absorbt�iei de gaze este reducerea considerabila� a plasticita�t�ii titanului. Pentru a evita aceasta� absorbt�ie titanul se sudeaza� fie cu protect�ie de gaze inerte fie prin evitarea contactului cu aceste gaze (mai ales cu oxigenul).
Sudarea STI se face cu o tehnologie apropiata� de cea de la sudarea STI a aluminiului deoarece este necesara�:
• o densitate de curent mare; • o viteza� de topire mare, adica� o durata� a topirii mica�; • o viteza� de refulare mare. Daca� sudarea se face STI cu preînca�lzire, temperatura de preînca�lzire este de
1100...1200ºC. O îmbinare sudata� realizata� corespunza�tor are rezistent�a la tract�iune mai mare de
90% din cea a titanului nesudat s�i rezilient�a mai mare de 60% din cea a titanului nesudat.
Sudarea STI a titanului se foloses�te în industria de avioane, la sudarea unor piese în forma� de inel.
Titanul se sudeaza� bine s�i SPP s�i SPL.
2.5. Sudarea electrica� prin presiune prin rezistent�a� a molibdenului Molibdenul este un metal greu fuzibil, având temperatura de topire 2620ºC. La
temperatura� ridicata� devine foarte avid de oxigen, azot s�i hidrogen. La peste 400ºC se oxideaza� us�or în aer s�i peste temperatura de recristalizare (circa 1000ºC) devine fragil.
Sudarea STI se face dupa� ce capetele componentelor se cura�t�a� de oxizi prin decaparea cu un amestec de acid sulfuric, acid azotic, acid cromic s�i acid fluorhidric.
Topirea trebuie sa� fie continua� cu o viteza� de topire cresca�toare. Viteza de refulare trebuie sa� fie cât mai mare pentru a evita oxidarea metalului în timpul refula�rii. Fort�a de refulare trebuie sa� fie cât mai mare pentru a elimina din îmbinare metalul lichid, oxizii s�i impurita�t�ile.







