4.2 controlul calitatii in timpul fabricatiei p.tenchea.pdf
TRANSCRIPT
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 1/ 31
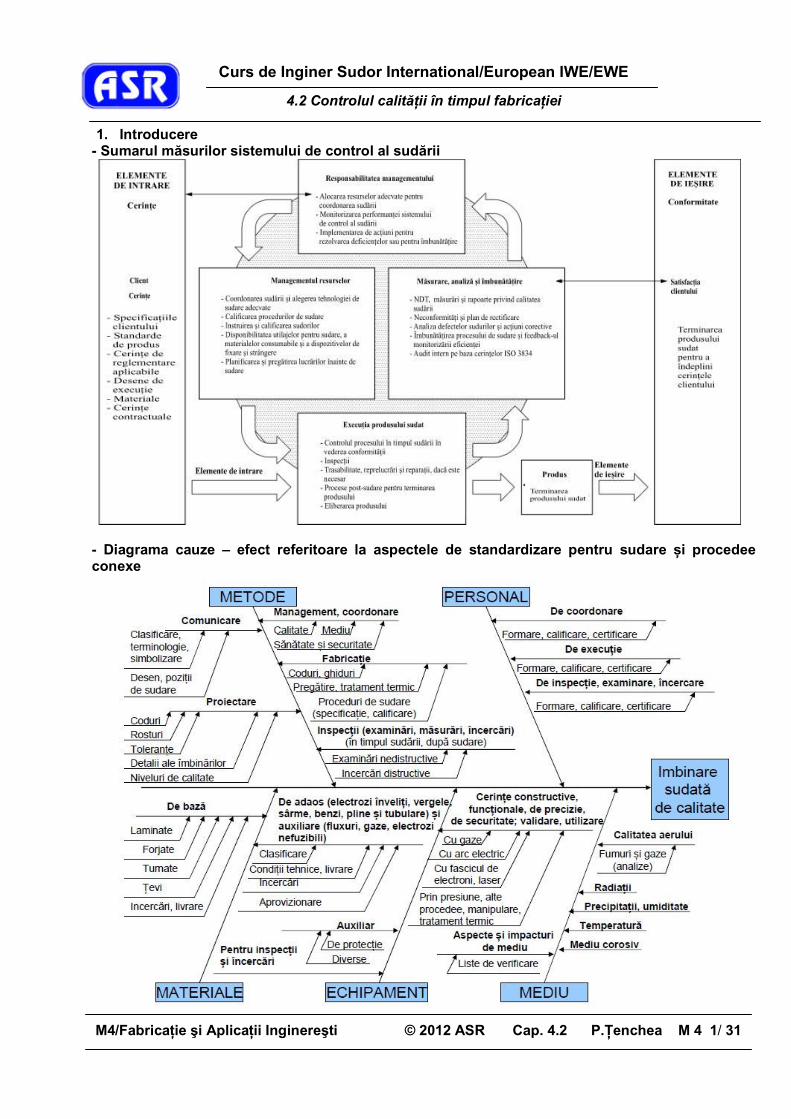
1. Introducere - Sumarul măsurilor sistemului de control al sudării
- Diagrama cauze – efect referitoare la aspectele de standardizare pentru sudare și procedee conexe

Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 2/ 31
- Exemple de diferite tipuri de documente referitoare la sudare
Controlul producŃiei şi al furnizării serviciului – ISO 9001:2008 7.5.1 Controlul producŃiei şi al furnizării serviciului OrganizaŃia trebuie să planifice şi să realizeze producŃia şi furnizarea de servicii în condiŃii controlate. CondiŃiile controlate trebuie să includă, după caz
� disponibilitatea informaŃiilor care descriu caracteristicile produsului, � disponibilitatea instrucŃiunilor de lucru, dacă sunt necesare, � utilizarea echipamentului adecvat, � disponibilitatea şi utilizarea echipamentelor de măsurare şi monitorizare, � implementarea monitorizării şi măsurării şi � implementarea activităŃilor de eliberare a produsului, livrare şi post-livrare.
7.5.2 Validarea proceselor de producŃie şi de furnizare de servicii OrganizaŃia trebuie să valideze orice procese de producŃie şi furnizare de servicii, atunci când elementele de ieşire rezultate nu pot fi verificate prin măsurare sau monitorizare ulterioare şi, în consecinŃă, deficienŃele devin evidente numai după ce produsul se află în utilizare sau după ce serviciul a fost furnizat. Validarea trebuie să demonstreze capabilitatea acestor procese de a obŃine rezultatele planificate. OrganizaŃia trebuie să stabilească măsuri preliminare pentru aceste procese inclusiv, după caz
� criterii definite pentru analiza şi aprobarea proceselor, � aprobarea echipamentului şi calificarea personalului, � utilizarea de metode şi proceduri specifice, � cerinŃe referitoare la înregistrări (a se vedea 4.2.4) şi � revalidarea.
Identificare şi trasabilitate - ISO 9001:2008 7.5.3 Identificare şi trasabilitate
� Atunci când este cazul, organizaŃia trebuie să identifice produsul folosind mijloace adecvate pe durata realizării produsului.
� OrganizaŃia trebuie să identifice stadiul produsului în raport cu cerinŃele de măsurare şi monitorizare pe durata realizării produsului.
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 3/ 31
� Atunci când trasabilitatea este o cerinŃă, organizaŃia trebuie să Ńină sub control identificarea unică a produsului şi să menŃină înregistrări (a se vedea 4.2.4).
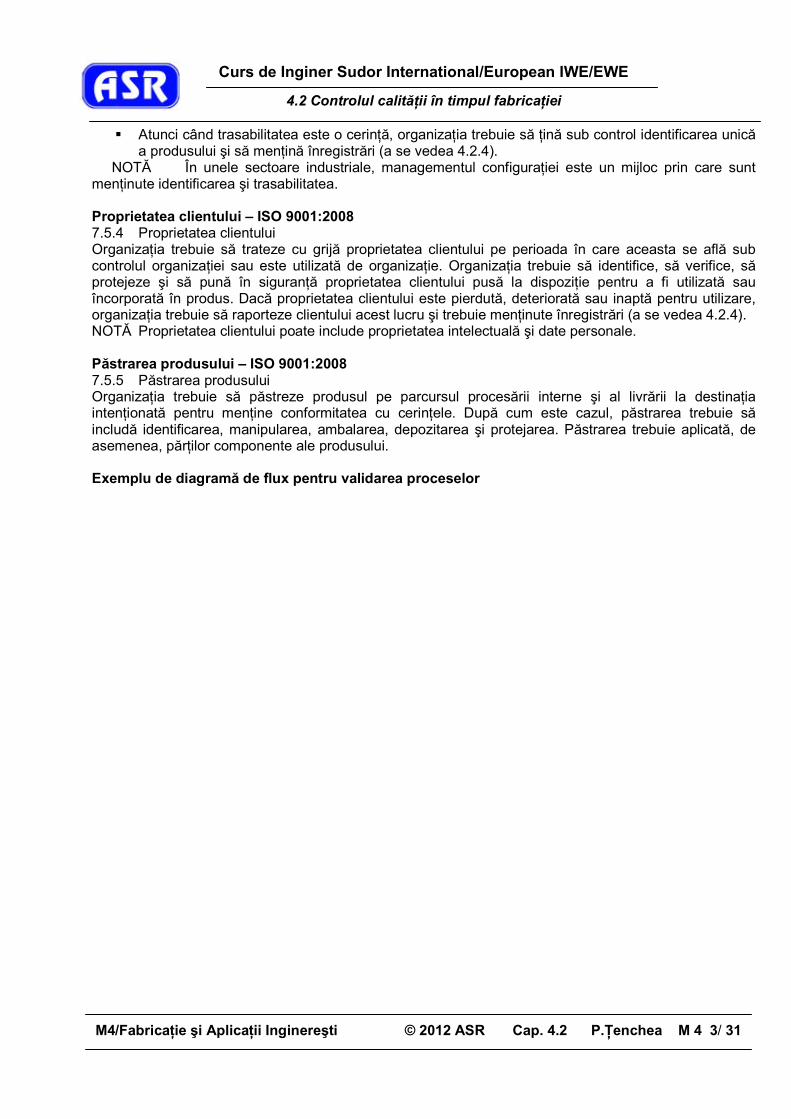
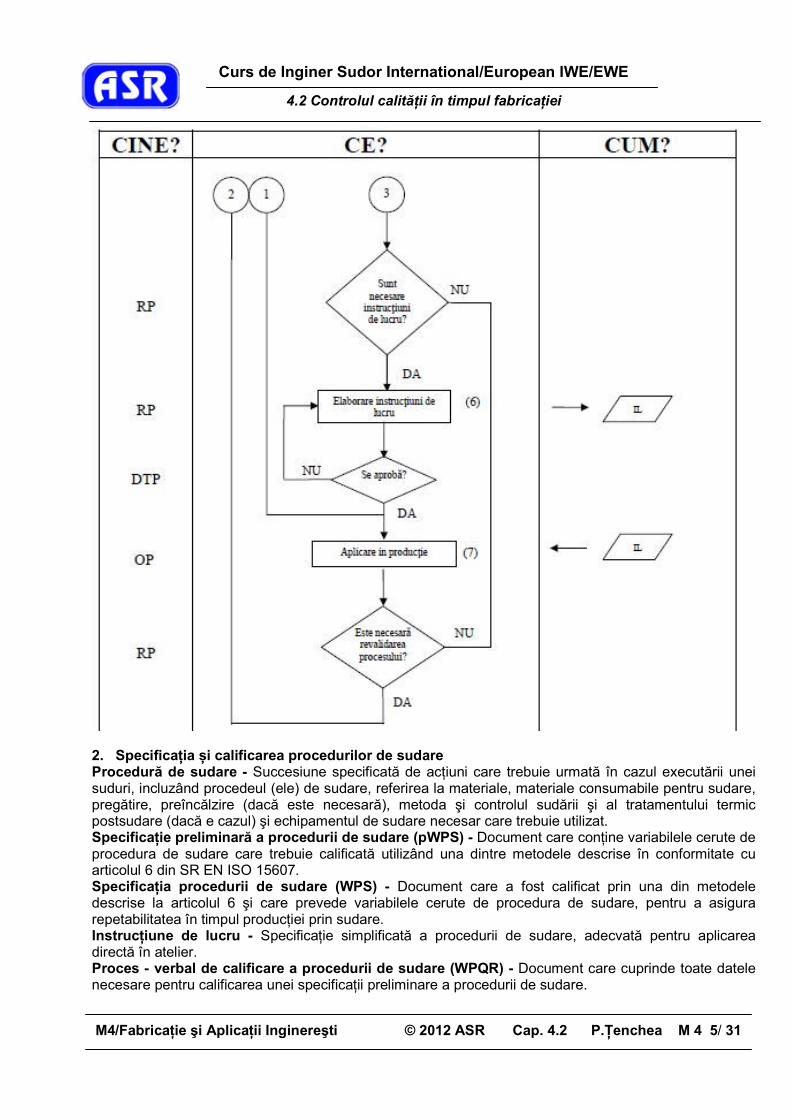
NOTĂ În unele sectoare industriale, managementul configuraŃiei este un mijloc prin care sunt menŃinute identificarea şi trasabilitatea. Proprietatea clientului – ISO 9001:2008 7.5.4 Proprietatea clientului OrganizaŃia trebuie să trateze cu grijă proprietatea clientului pe perioada în care aceasta se află sub controlul organizaŃiei sau este utilizată de organizaŃie. OrganizaŃia trebuie să identifice, să verifice, să protejeze şi să pună în siguranŃă proprietatea clientului pusă la dispoziŃie pentru a fi utilizată sau încorporată în produs. Dacă proprietatea clientului este pierdută, deteriorată sau inaptă pentru utilizare, organizaŃia trebuie să raporteze clientului acest lucru şi trebuie menŃinute înregistrări (a se vedea 4.2.4). NOTĂ Proprietatea clientului poate include proprietatea intelectuală şi date personale. Păstrarea produsului – ISO 9001:2008 7.5.5 Păstrarea produsului OrganizaŃia trebuie să păstreze produsul pe parcursul procesării interne şi al livrării la destinaŃia intenŃionată pentru menŃine conformitatea cu cerinŃele. După cum este cazul, păstrarea trebuie să includă identificarea, manipularea, ambalarea, depozitarea şi protejarea. Păstrarea trebuie aplicată, de asemenea, părŃilor componente ale produsului. Exemplu de diagramă de flux pentru validarea proceselor

Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 4/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 5/ 31
2. Specificația și calificarea procedurilor de sudare Procedură de sudare - Succesiune specificată de acŃiuni care trebuie urmată în cazul executării unei suduri, incluzând procedeul (ele) de sudare, referirea la materiale, materiale consumabile pentru sudare, pregătire, preîncălzire (dacă este necesară), metoda şi controlul sudării şi al tratamentului termic postsudare (dacă e cazul) şi echipamentul de sudare necesar care trebuie utilizat. SpecificaŃie preliminară a procedurii de sudare (pWPS) - Document care conŃine variabilele cerute de procedura de sudare care trebuie calificată utilizând una dintre metodele descrise în conformitate cu articolul 6 din SR EN ISO 15607. SpecificaŃia procedurii de sudare (WPS) - Document care a fost calificat prin una din metodele descrise la articolul 6 şi care prevede variabilele cerute de procedura de sudare, pentru a asigura repetabilitatea în timpul producŃiei prin sudare. InstrucŃiune de lucru - SpecificaŃie simplificată a procedurii de sudare, adecvată pentru aplicarea directă în atelier. Proces - verbal de calificare a procedurii de sudare (WPQR) - Document care cuprinde toate datele necesare pentru calificarea unei specificaŃii preliminare a procedurii de sudare.

Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 6/ 31
Verificarea procedurii de sudare - Executarea şi încercarea unei probe de calificare standardizate, conform indicaŃiilor din pWPS, pentru a califica o procedură de sudare. Încercare de sudare înainte de începerea fabricaŃiei - Verificarea sudării cu aceeaşi funcŃie ca şi o verificare pentru calificarea procedurii de sudare, dar bazată pe o probă nestandardizată reprezentativă pentru condiŃiile din producŃie. SpecificaŃie a unei proceduri de sudare standard - SpecificaŃie a unei proceduri de sudare care a fost calificată printr-o verificare a unei proceduri de sudare nespecifice unui anumit producător de către un examinator sau un organism de examinare. NOTĂ – O procedură de sudare standard poate fi pusă la dispoziŃia oricărui producător. ExperienŃă anterioară în sudare - SituaŃie în care se poate demonstra prin rezultate autentificate ale verificărilor, că procedurile de sudare ale producătorului, au fost capabile să producă în mod constant suduri de calitate acceptabilă în decursul unei perioade de timp. Material consumabil pentru sudare încercat - Material consumabil pentru sudare sau combinaŃie de materiale consumabile pentru sudare, încercate conform standardelor corespunzătoare pentru încercarea materialelor consumabile pentru sudare. Variabilă esenŃială - CondiŃie de sudare care cere o calificare. Variabilă neesenŃială - CondiŃie de sudare prevăzută în WPS dar care nu cere o calificare. Domeniu de calificare - Extinderea calificării pentru o variabilă de sudare esenŃială. Îmbinare omogenă - Îmbinare sudată în care sudura şi materialul de bază nu prezintă diferenŃe semnificative ale caracteristicilor mecanice şi/sau ale compoziŃiei chimice. NOTĂ - O îmbinare sudată executată din materiale de bază similare fără metal de adaos este considerată omogenă. Îmbinare eterogenă - Îmbinare sudată în care sudura şi materialul de bază prezintă diferenŃe semnificative ale caracteristicilor mecanice şi/sau ale compoziŃiei chimice. Îmbinare din materiale diferite - Îmbinare sudată în care materialele de bază prezintă diferenŃe semnificative ale caracteristicilor mecanice şi/sau ale compoziŃiei chimice. Detalii ale standardelor privind specificația și calificarea procedurilor de sudare

Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 7/ 31
Diferitele faze la calificarea procedurilor de sudare
Metode de calificare
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 8/ 31
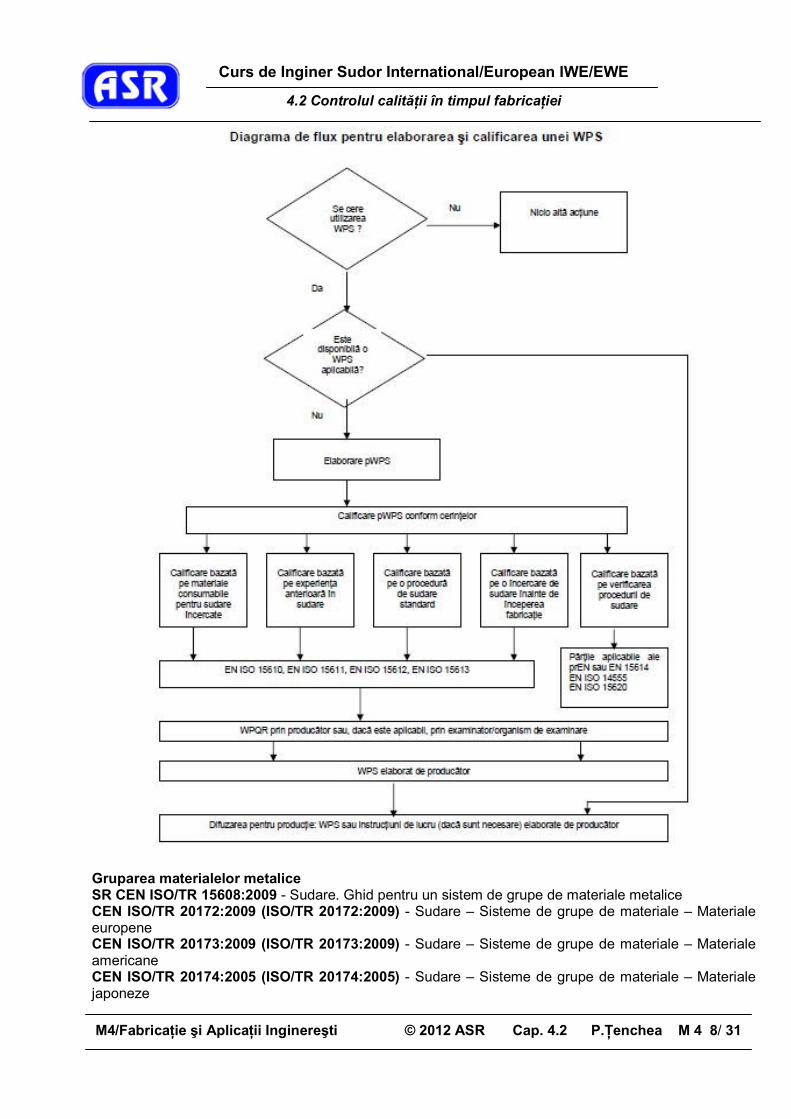
Gruparea materialelor metalice SR CEN ISO/TR 15608:2009 - Sudare. Ghid pentru un sistem de grupe de materiale metalice CEN ISO/TR 20172:2009 (ISO/TR 20172:2009) - Sudare – Sisteme de grupe de materiale – Materiale europene CEN ISO/TR 20173:2009 (ISO/TR 20173:2009) - Sudare – Sisteme de grupe de materiale – Materiale americane CEN ISO/TR 20174:2005 (ISO/TR 20174:2005) - Sudare – Sisteme de grupe de materiale – Materiale japoneze
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 9/ 31
SR EN ISO 15609-1:2005 - SpecificaŃia şi calificarea procedurilor de sudare pentru materiale metalice. SpecificaŃia procedurii de sudare. Partea 1: Sudarea cu arc electric Acest standard stabileşte cerinŃele pentru conŃinutul specificaŃiilor procedurii de sudare pentru procedeele de sudare cu arc electric. Variabilele enumerate în acest standard sunt acelea care au o influenŃă asupra calităŃii îmbinării sudate. O specificaŃie preliminară a procedurii de sudare/specificaŃie a procedurii de sudare (pWPS/WPS) trebuie să furnizeze toate informaŃiile necesare, cerute de realizarea unei suduri. Pentru anumite aplicaŃii poate fi necesară suplimentarea sau reducerea listei. SpecificaŃiile procedurii de sudare acoperă un anumit domeniu al grosimii materialului şi, de asemenea, un domeniu de material de bază şi, la fel, de materiale consumabile pentru sudare. Unii producători preferă să elaboreze suplimentar instrucŃiuni de lucru pentru fiecare lucrare specifică, ca parte a planificării detaliate a producŃiei. Acolo unde este cazul, trebuie să fie specificate domenii de valabilitate şi toleranŃe, conform standardului corespunzător al seriei (a se vedea EN ISO 15607) şi în concordanŃă cu experienŃa producătorului. Referitor la producător — identificarea producătorului; — identificarea WPS; — referirea la procesul verbal de calificare a procedurii de sudare (WPQR) sau la alte documente, după cerinŃe (a se vedea EN ISO 15607:2003, Anexa C) Referitor la materialul de bază Tipul materialului de bază — desemnarea materialului (elor) şi standardul (le) de referinŃă; — numărul (ele) grupei (lor) conform CR ISO 15608. Un WPS poate acoperi o grupă de materiale. Dimensiunile materialului — domeniile de grosimi ale îmbinării; — domeniul diametrelor exterioare pentru Ńevi. Comun tuturor procedurilor de sudare Procedee de sudare Procedeul (ele) de sudare utilizat (e) conform EN ISO 4063. Geometria îmbinării — schiŃa geometriei îmbinării/configuraŃia şi dimensiunile sau referirea la standardele care furnizează astfel de informaŃii; — succesiunea trecerilor indicată în schiŃă dacă aceasta este esenŃială pentru caracteristicile sudurii. PoziŃia de sudare PoziŃiile de sudare aplicabile conform EN ISO 6947. Pregătirea îmbinării — metode de pregătire a îmbinării, de curăŃire, degresare, inclusiv metodele utilizate; — strângere, montare şi suduri de prindere provizorie. Tehnica de sudare — cu pendulare, dacă se aplică a) pentru sudarea manuală lăŃimea maximă a unei treceri. b) pentru sudarea mecanizată şi automată deviaŃia maximă sau amplitudinea maximă, frecvenŃa şi durata oscilaŃiei.

Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 10/ 31
— unghiul capului de sudare, a electrodului şi/sau a sârmei de adaos Scobirea rădăcinii — metoda utilizată; — adâncimea şi forma. Suportul la rădăcină — metoda şi tipul suportului, materialul suportului şi dimensiuni; — pentru protecŃia cu gaz a rădăcinii, gazul în conformitate cu EN 439. Materiale consumabile pentru sudare — desemnare, marcă (producător şi denumirea comercială); — dimensiuni (mărime); — manipulare (uscare în etuvă), expunerea în atmosferă, reuscare, etc.). Parametri electrici — tipul curentului [curent alternativ (c.a) sau curent continuu (c.c)] şi polaritatea; — detalii privind sudarea cu curent pulsant (reglarea echipamentului, alegerea programului) dacă se aplică; — domeniul intensităŃii curentului. Sudarea mecanizată şi automată — domeniul vitezei de sudare; — domeniul vitezei de avans/de alimentare a sârmei; Dacă echipamentul de sudare nu permite controlul uneia din aceste variabile, trebuie, în locul acestuia, specificat domeniul de reglare al echipamentului. Domeniul de aplicare pentru WPS trebuie atunci limitat la echipamentul de acest tip. Acesta se aplică la 4.4.9 şi 4.4.10. Temperatura de preîncălzire — temperatura minimă aplicată la începerea sudării şi pe durata sudării; — dacă nu este cerută preîncălzirea, temperatura cea mai mică a piesei înainte de sudare. Temperatura între treceri Temperatura maximă şi dacă este necesar minimă între treceri. Temperatura de preîncălzire menŃinută Temperatura minimă în zona sudurii care trebuie menŃinută dacă sudarea este întreruptă. A se vedea EN ISO 13916 pentru aplicarea 4.4.11, 4.4.12 şi 4.4.13. Tratament termic postsudare pentru eliminarea hidrogenului — domeniul temperaturii; — timpul minim de menŃinere. Tratament termic postsudare Trebuie specificate durata minimă şi domeniul temperaturii pentru tratamentul termic postsudare sau tratamentul de îmbătrânire artificială sau referiri la alte standarde care specifică aceste informaŃii. Gaz de protecŃie Desemnare conform EN 439 şi dacă este necesar, compoziŃia, producătorul şi marca comercială.
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 11/ 31
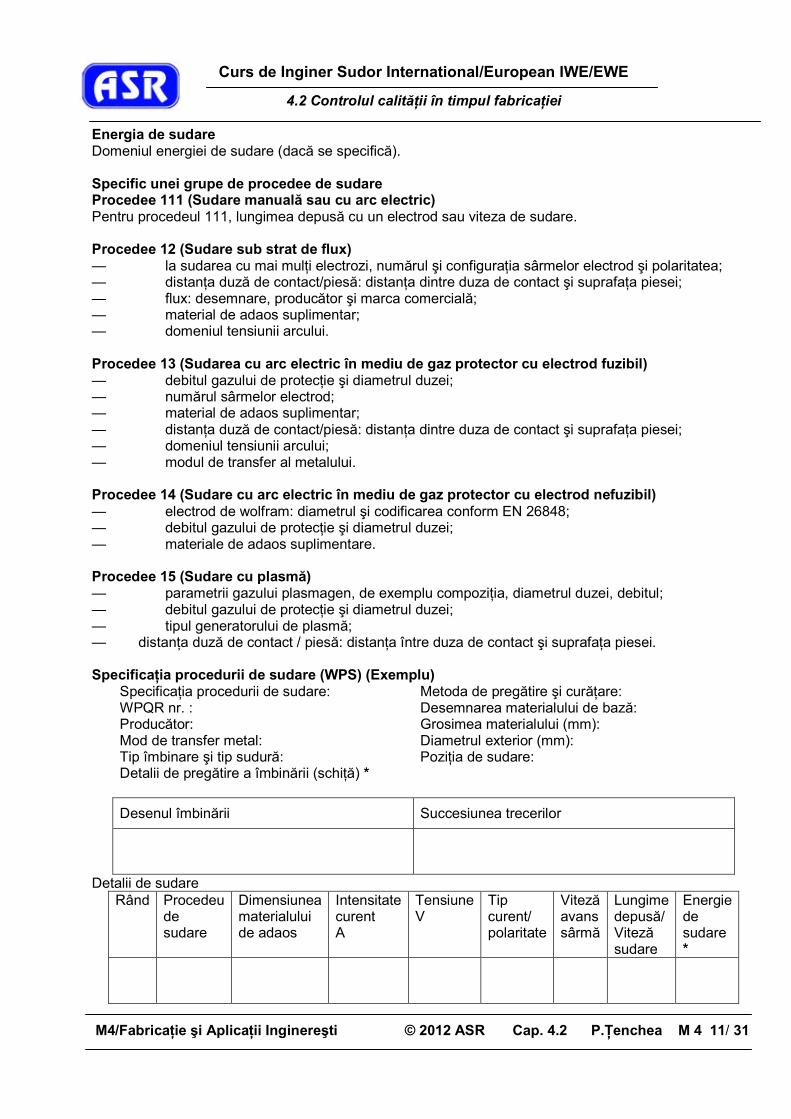
Energia de sudare Domeniul energiei de sudare (dacă se specifică). Specific unei grupe de procedee de sudare Procedee 111 (Sudare manuală sau cu arc electric) Pentru procedeul 111, lungimea depusă cu un electrod sau viteza de sudare. Procedee 12 (Sudare sub strat de flux) — la sudarea cu mai mulŃi electrozi, numărul şi configuraŃia sârmelor electrod şi polaritatea; — distanŃa duză de contact/piesă: distanŃa dintre duza de contact şi suprafaŃa piesei; — flux: desemnare, producător şi marca comercială; — material de adaos suplimentar; — domeniul tensiunii arcului. Procedee 13 (Sudarea cu arc electric în mediu de gaz protector cu electrod fuzibil) — debitul gazului de protecŃie şi diametrul duzei; — numărul sârmelor electrod; — material de adaos suplimentar; — distanŃa duză de contact/piesă: distanŃa dintre duza de contact şi suprafaŃa piesei; — domeniul tensiunii arcului; — modul de transfer al metalului. Procedee 14 (Sudare cu arc electric în mediu de gaz protector cu electrod nefuzibil) — electrod de wolfram: diametrul şi codificarea conform EN 26848; — debitul gazului de protecŃie şi diametrul duzei; — materiale de adaos suplimentare. Procedee 15 (Sudare cu plasmă) — parametrii gazului plasmagen, de exemplu compoziŃia, diametrul duzei, debitul; — debitul gazului de protecŃie şi diametrul duzei; — tipul generatorului de plasmă; — distanŃa duză de contact / piesă: distanŃa între duza de contact şi suprafaŃa piesei. SpecificaŃia procedurii de sudare (WPS) (Exemplu)
SpecificaŃia procedurii de sudare: Metoda de pregătire şi curăŃare: WPQR nr. : Desemnarea materialului de bază: Producător: Grosimea materialului (mm): Mod de transfer metal: Diametrul exterior (mm): Tip îmbinare şi tip sudură: PoziŃia de sudare: Detalii de pregătire a îmbinării (schiŃă) *
Desenul îmbinării Succesiunea trecerilor
Detalii de sudare Rând Procedeu
de sudare
Dimensiunea materialului de adaos
Intensitate curent A
Tensiune V
Tip curent/ polaritate
Viteză avans sârmă
Lungime depusă/ Viteză sudare
Energie de sudare *
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 12/ 31
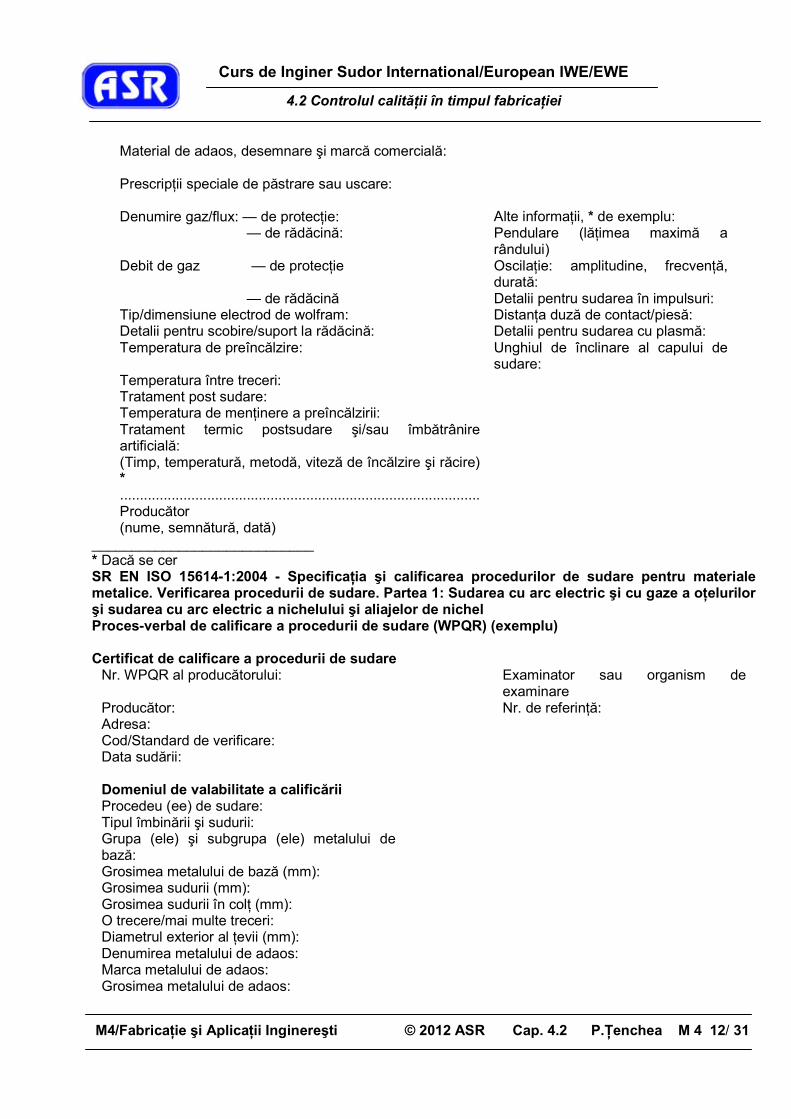
Material de adaos, desemnare şi marcă comercială: PrescripŃii speciale de păstrare sau uscare: Denumire gaz/flux: — de protecŃie: Alte informaŃii, * de exemplu: — de rădăcină: Pendulare (lăŃimea maximă a
rândului) Debit de gaz — de protecŃie OscilaŃie: amplitudine, frecvenŃă,
durată: — de rădăcină Detalii pentru sudarea în impulsuri: Tip/dimensiune electrod de wolfram: DistanŃa duză de contact/piesă: Detalii pentru scobire/suport la rădăcină: Detalii pentru sudarea cu plasmă: Temperatura de preîncălzire: Unghiul de înclinare al capului de
sudare: Temperatura între treceri: Tratament post sudare: Temperatura de menŃinere a preîncălzirii: Tratament termic postsudare şi/sau îmbătrânire artificială:
(Timp, temperatură, metodă, viteză de încălzire şi răcire) *
........................................................................................... Producător (nume, semnătură, dată)
____________________________ * Dacă se cer SR EN ISO 15614-1:2004 - SpecificaŃia şi calificarea procedurilor de sudare pentru materiale metalice. Verificarea procedurii de sudare. Partea 1: Sudarea cu arc electric şi cu gaze a oŃelurilor şi sudarea cu arc electric a nichelului şi aliajelor de nichel Proces-verbal de calificare a procedurii de sudare (WPQR) (exemplu) Certificat de calificare a procedurii de sudare
Nr. WPQR al producătorului: Examinator sau organism de examinare
Producător: Nr. de referinŃă: Adresa: Cod/Standard de verificare: Data sudării: Domeniul de valabilitate a calificării Procedeu (ee) de sudare: Tipul îmbinării şi sudurii: Grupa (ele) şi subgrupa (ele) metalului de bază:
Grosimea metalului de bază (mm): Grosimea sudurii (mm): Grosimea sudurii în colŃ (mm): O trecere/mai multe treceri: Diametrul exterior al Ńevii (mm): Denumirea metalului de adaos: Marca metalului de adaos: Grosimea metalului de adaos:

Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 13/ 31
Simbolizarea gazului de protecŃie/fluxului: Simbolizarea gazului de protecŃie la rădăcină: Tipul curentului de sudare şi polaritatea: Modul de transfer al metalului: Energia de sudare: PoziŃii de sudare: Temperatura de preîncălzire: Temperatura între treceri: Post-încălzire: Tratament termic postsudare: Alte informaŃii (a se vedea de asemenea 8.5): Se certifică faptul că probele au fost pregătite, sudate şi verificate în mod corespunzător, în conformitate cu cerinŃele codului/standardului de verificare menŃionat mai sus .......................................................... .................... .......................................................... Loc Data
emiterii Examinator sau organism de examinare Nume, dată şi semnătură
Raport de verificare a sudurii
Loc: Examinator sau organism de examinare pWPS a producătorului nr.: Metoda de pregătire şi curăŃare: WPQR al producătorului nr.: SpecificaŃia metalului de bază: Producător: Grosimile metalului: Numele sudorului: Diametrul exterior al Ńevii: Modul de transfer al metalului: PoziŃia de sudare: Tipul îmbinării şi sudurii: Detalii de pregătire a sudurii (schiŃă)*
Schema de pregătire Succesiunea trecerilor
Detalii de sudare:
Rând
Procedeu de sudare
Dimensiuni-le metalului de adaos
Intensita-tea curen-tului A
Tensiune V
Tip de curent/ polaritate
Viteză avans sârmă
Viteza de sudare
Energie de sudare
Transfer metal
Simbolul şi marca metalului de adaos: Alte informaŃii * de exemplu: PrescripŃii speciale de păstrare şi uscare: Pendulare (lăŃime maximă rând): Gaz/flux: OscilaŃie: amplitudine, frecvenŃă,
temporizare: — de protecŃie Detalii pentru sudarea în impulsuri: — la rădăcină DistanŃă contact duză / piesă: Debit gaz: Detalii pentru sudarea cu plasmă: — de protecŃie Unghiul de înclinare al capului de sudare:
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 14/ 31
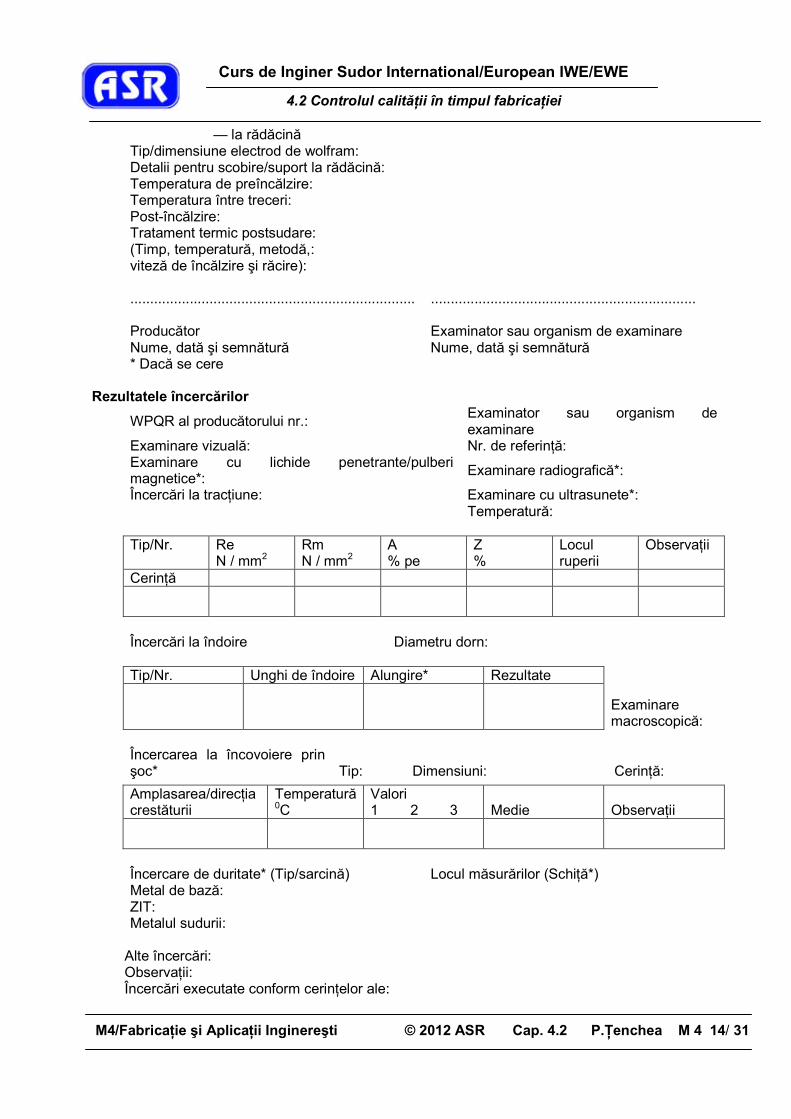
— la rădăcină Tip/dimensiune electrod de wolfram: Detalii pentru scobire/suport la rădăcină: Temperatura de preîncălzire: Temperatura între treceri: Post-încălzire: Tratament termic postsudare: (Timp, temperatură, metodă,: viteză de încălzire şi răcire): ........................................................................ ................................................................... Producător Examinator sau organism de examinare Nume, dată şi semnătură Nume, dată şi semnătură * Dacă se cere
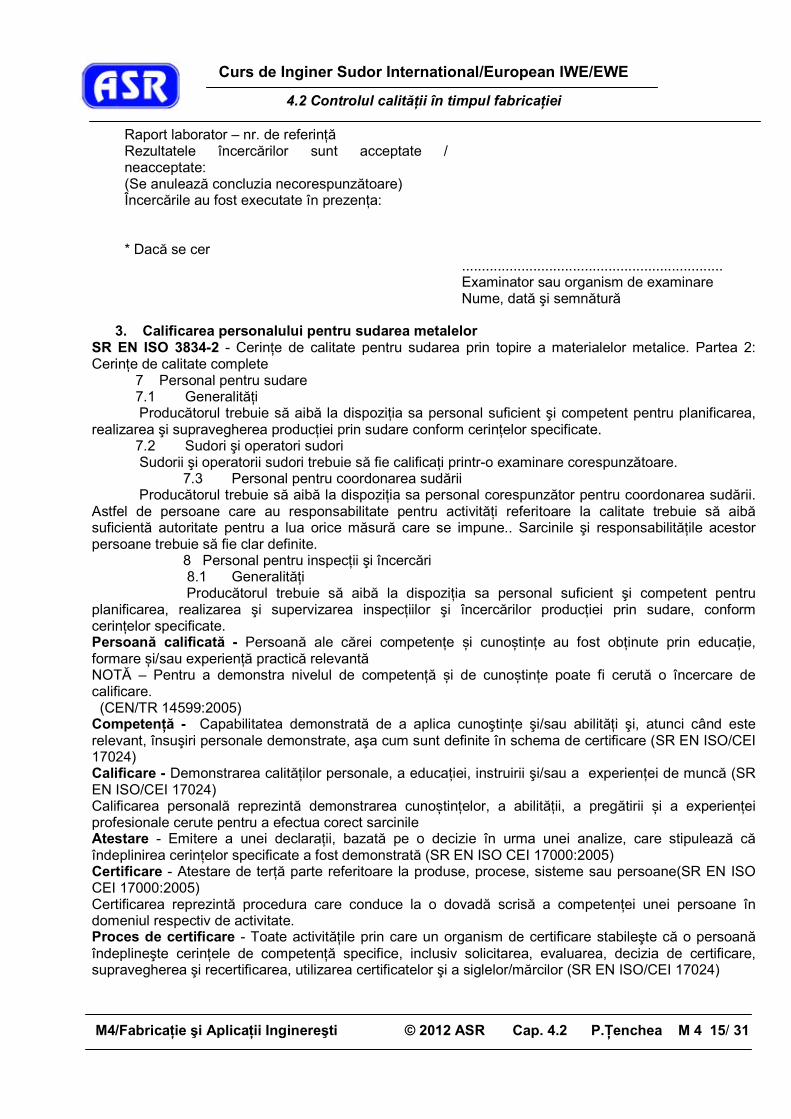
Rezultatele încercărilor
WPQR al producătorului nr.: Examinator sau organism de examinare
Examinare vizuală: Nr. de referinŃă: Examinare cu lichide penetrante/pulberi magnetice*: Examinare radiografică*:
Încercări la tracŃiune: Examinare cu ultrasunete*: Temperatură:
Tip/Nr. Re
N / mm2 Rm N / mm2
A % pe
Z %
Locul ruperii
ObservaŃii
CerinŃă
Încercări la îndoire Diametru dorn:
Tip/Nr. Unghi de îndoire Alungire* Rezultate
Examinare macroscopică:
Încercarea la încovoiere prin şoc* Tip: Dimensiuni: CerinŃă:
Încercare de duritate* (Tip/sarcină) Locul măsurărilor (SchiŃă*) Metal de bază: ZIT: Metalul sudurii:
Alte încercări: ObservaŃii: Încercări executate conform cerinŃelor ale:
Amplasarea/direcŃia crestăturii
Temperatură 0C
Valori 1 2 3 Medie ObservaŃii
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 15/ 31
Raport laborator – nr. de referinŃă Rezultatele încercărilor sunt acceptate / neacceptate:
(Se anulează concluzia necorespunzătoare) Încercările au fost executate în prezenŃa: * Dacă se cer .................................................................. Examinator sau organism de examinare Nume, dată şi semnătură
3. Calificarea personalului pentru sudarea metalelor
SR EN ISO 3834-2 - CerinŃe de calitate pentru sudarea prin topire a materialelor metalice. Partea 2: CerinŃe de calitate complete 7 Personal pentru sudare 7.1 GeneralităŃi Producătorul trebuie să aibă la dispoziŃia sa personal suficient şi competent pentru planificarea, realizarea şi supravegherea producŃiei prin sudare conform cerinŃelor specificate. 7.2 Sudori şi operatori sudori Sudorii şi operatorii sudori trebuie să fie calificaŃi printr-o examinare corespunzătoare. 7.3 Personal pentru coordonarea sudării Producătorul trebuie să aibă la dispoziŃia sa personal corespunzător pentru coordonarea sudării. Astfel de persoane care au responsabilitate pentru activităŃi referitoare la calitate trebuie să aibă suficientă autoritate pentru a lua orice măsură care se impune.. Sarcinile şi responsabilităŃile acestor persoane trebuie să fie clar definite. 8 Personal pentru inspecŃii şi încercări 8.1 GeneralităŃi Producătorul trebuie să aibă la dispoziŃia sa personal suficient şi competent pentru planificarea, realizarea şi supervizarea inspecŃiilor şi încercărilor producŃiei prin sudare, conform cerinŃelor specificate. Persoană calificată - Persoană ale cărei competențe și cunoștințe au fost obținute prin educație, formare și/sau experiență practică relevantă NOTĂ – Pentru a demonstra nivelul de competență și de cunoștințe poate fi cerută o încercare de calificare. (CEN/TR 14599:2005) CompetenŃă - Capabilitatea demonstrată de a aplica cunoştinŃe şi/sau abilităŃi şi, atunci când este relevant, însuşiri personale demonstrate, aşa cum sunt definite în schema de certificare (SR EN ISO/CEI 17024) Calificare - Demonstrarea calităŃilor personale, a educaŃiei, instruirii şi/sau a experienŃei de muncă (SR EN ISO/CEI 17024) Calificarea personală reprezintă demonstrarea cunoștințelor, a abilității, a pregătirii și a experienței profesionale cerute pentru a efectua corect sarcinile Atestare - Emitere a unei declaraŃii, bazată pe o decizie în urma unei analize, care stipulează că îndeplinirea cerinŃelor specificate a fost demonstrată (SR EN ISO CEI 17000:2005) Certificare - Atestare de terŃă parte referitoare la produse, procese, sisteme sau persoane(SR EN ISO CEI 17000:2005) Certificarea reprezintă procedura care conduce la o dovadă scrisă a competenței unei persoane în domeniul respectiv de activitate. Proces de certificare - Toate activităŃile prin care un organism de certificare stabileşte că o persoană îndeplineşte cerinŃele de competenŃă specifice, inclusiv solicitarea, evaluarea, decizia de certificare, supravegherea şi recertificarea, utilizarea certificatelor şi a siglelor/mărcilor (SR EN ISO/CEI 17024)
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 16/ 31
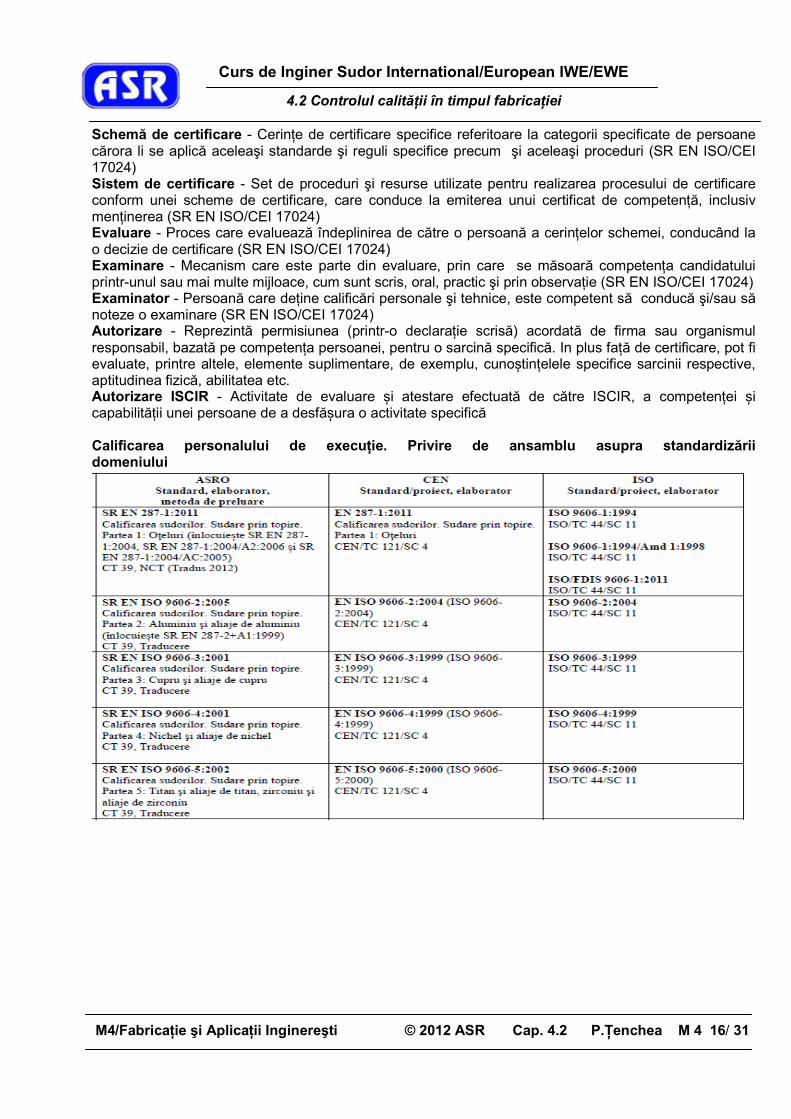
Schemă de certificare - CerinŃe de certificare specifice referitoare la categorii specificate de persoane cărora li se aplică aceleaşi standarde şi reguli specifice precum şi aceleaşi proceduri (SR EN ISO/CEI 17024) Sistem de certificare - Set de proceduri şi resurse utilizate pentru realizarea procesului de certificare conform unei scheme de certificare, care conduce la emiterea unui certificat de competenŃă, inclusiv menŃinerea (SR EN ISO/CEI 17024) Evaluare - Proces care evaluează îndeplinirea de către o persoană a cerinŃelor schemei, conducând la o decizie de certificare (SR EN ISO/CEI 17024) Examinare - Mecanism care este parte din evaluare, prin care se măsoară competenŃa candidatului printr-unul sau mai multe mijloace, cum sunt scris, oral, practic şi prin observaŃie (SR EN ISO/CEI 17024) Examinator - Persoană care deŃine calificări personale şi tehnice, este competent să conducă şi/sau să noteze o examinare (SR EN ISO/CEI 17024) Autorizare - Reprezintă permisiunea (printr-o declarație scrisă) acordată de firma sau organismul responsabil, bazată pe competența persoanei, pentru o sarcină specifică. In plus față de certificare, pot fi evaluate, printre altele, elemente suplimentare, de exemplu, cunoștințelele specifice sarcinii respective, aptitudinea fizică, abilitatea etc. Autorizare ISCIR - Activitate de evaluare și atestare efectuată de către ISCIR, a competenței și capabilității unei persoane de a desfășura o activitate specifică Calificarea personalului de execuție. Privire de ansamblu asupra standardizării domeniului

Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 17/ 31
SR EN 287-1:2011 (traducere ianuarie 2012) - Calificarea sudorilor. Sudare prin topire. Partea 1: OŃeluri (Înlocuieşte SR EN 287-1:2004, SR EN 287-1:2004/AC:2005 şi SR EN 287-1:2004/A2:2006) Aptitudinea sudorului de a respecta instrucŃiuni verbale sau scrise precum şi verificarea îndemânării unei persoane sunt factori importanŃi în asigurarea calităŃii produsului sudat. Verificarea îndemânării unui sudor conform acestui standard depinde de tehnicile de sudare şi de condiŃiile utilizate pentru care sunt respectate reguli identice şi sunt utilizate probe standardizate. Principiul acestui standard este că o încercare de calificare califică sudorul nu numai pentru condiŃiile utilizate în încercare, dar şi pentru toate îmbinările care sunt considerate ca fiind mai uşor de sudat, presupunând că sudorul a primit o instruire specifică şi/sau are o practică industrială în cadrul domeniului de calificare.
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 18/ 31
Încercarea de calificare poate fi utilizată pentru a califica o procedură de sudare şi un sudor, sub rezerva ca toate condiŃiile relevante să fie satisfăcute, de exemplu, dimensiunile probei şi cerinŃele pentru încercare (a se vedea EN ISO 15614-1). Calificările sudorilor, existente şi valabile conform cerinŃelor ediŃiei anterioare a acestui standard, pot fi prelungite la sfârşitul perioadei de valabilitate a lor în conformitate cu ediŃia anterioară. Ca alternativă, domeniul de calificare poate fi actualizat în conformitate cu această ediŃie. Toate noile calificări şi recalificări trebuie să fie în conformitate cu această ediŃie. Domeniu de aplicare Acest standard european defineşte încercările pentru calificarea sudorilor pentru sudarea prin topire a oŃelurilor. El furnizează un ansamblu de reguli tehnice pentru încercarea de calificare sistematică a sudorilor şi permite ca aceste calificări să fie acceptate uniform, independent de tipul produsului, de locaŃie şi de examinator/organismul de examinare. În cadrul calificării sudorilor, accentul este pus pe aptitudinea sudorului de a conduce manual electrodul/capul pentru sudare/arzătorul pentru a realiza o sudură de calitate acceptabilă. Procedeele de sudare la care se referă acest standard sunt acele procedee de sudare prin topire care sunt desemnate ca sudare manuală sau semimecanizată. Standardul nu tratează procedeele de sudare total mecanizate şi automatizate (a se vedea EN 1418). Sudor - persoană care Ńine şi conduce manual portelectrodul, capul pentru sudare sau arzătorul [ISO/TR 25901:2007] Producător - persoană sau organizaŃie care este responsabilă pentru producŃia prin sudare [EN ISO 15607:2003] Examinator - persoană calificată, care a fost numită pentru verificarea conformităŃii cu standardul aplicabil NOTĂ - În anumite cazuri, poate fi cerut un examinator extern, independent. [ISO/TR 25901:2007] Organism de examinare - organizaŃie numită pentru verificarea conformităŃii cu standardul aplicabil NOTĂ - În anumite cazuri, poate fi cerut un organism de examinare extern, independent. [ISO/TR 25901:2007] Suport la rădăcină - material utilizat pe partea opusă pregătirii îmbinării, pentru susŃinerea băii de metal topit Strat - strat de metal topit constituit din una sau mai multe treceri [ISO/TR 25901:2007] Trecere la rădăcină - rândul(rile) primului strat depus la rădăcină, la sudarea cu treceri multiple Trecere de umplere - rândul(rile) depus(e) după trecerea(ile) la rădăcină şi înainte de trecerea(ile) finală(e), la sudarea cu treceri multiple [ISO/TR 25901:2007 Trecere finală - rândul(rile) vizibil(e) pe suprafaŃa(ele) sudurii, după completarea sudării, la sudarea cu treceri multiple [ISO/TR 25901:2007] Adâncime de pătrundere - grosimea metalului topit, excluzând orice îngroşare [ISO/TR 25901:2007] Sudare spre stânga - tehnică de sudare cu gaze la care vergeaua de adaos este deplasată înaintea arzătorului de sudare faŃă de sensul de sudare [ISO/TR 25901:2007] Sudare spre dreapta - tehnică de sudare cu gaze la care vergeaua de adaos este deplasată în urma arzătorului de sudare faŃă de sensul de sudare [ISO/TR 25901:2007] Racord - îmbinare a uneia sau mai multor piese tubulare la un unghi mai mic de 180° Sudură în colŃ - sudură triunghiulară între două sau mai multe piese, pentru realizarea unei îmbinări în T, în colŃ sau prin suprapunere [ISO/TR 25901:2007] Verificare - confirmare, prin furnizare de dovezi obiective, că au fost îndeplinite cerinŃele specificate [ISO 9000:2005] Material de adaos - material consumabil pentru sudare adăugat în timpul sudării pentru a forma sudura [ISO/TR 25901:2007] Sudură cap la cap - sudură, alta decât o sudură în colŃ, (3.14) executată într-un rost sau într-o pregătire cu margini drepte [ISO/TR 25901:2007]
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 19/ 31
Abrevierile şi numerele de referinŃă următoare trebuie utilizate la completarea certificatului de calificare a sudorului: Acest standard acoperă următoarele procedee de sudare manuală sau semimecanizată (numerele de referinŃă ale procedeelor de sudare pentru reprezentarea simbolică sunt date în EN ISO 4063):
� 111 sudare manuală cu arc electric (sudare cu arc electric cu electrod învelit); � 114 sudare cu arc electric cu sârmă tubulară autoprotectoare; � 121 sudare cu arc electric sub strat de flux cu electrod–sârmă (semimecanizată); � 125 sudare cu arc electric sub strat de flux cu electrod–sârmă tubulară (semimecanizată); � 131 sudare cu arc electric cu electrod fuzibil în mediu de gaz inert; sudare MIG; � 135 sudare cu arc electric cu electrod fuzibil în mediu de gaz activ; sudare MAG; � 136 sudare MAG cu sârmă tubulară cu miez de flux; � 138 sudare MAG cu sârmă tubulară cu miez pulbere metalică; (fost 136 M) � 141 sudare cu arc electric în mediu de gaz inert cu electrod de wolfram; sudare WIG (TIG); � 142 sudare WIG (TIG) cu arc autogen (fără material de adaos); � 143 sudare WIG (TIG) cu sârmă/vergea tubulară; � 145 sudare WIG (TIG) cu gaz reducător şi sârmă/vergea plină; � 15 sudare cu plasmă; � 311 sudare oxiacetilenică.
NOTĂ - Principiile acestui standard pot fi aplicate şi altor procedee de sudare prin topire. Simboluri şi abrevieri Pentru probe
� BW sudură cap la cap (cu pătrundere completă) � D diametrul exterior al Ńevii � FW sudură în colŃ � l1 lungimea probei � l2 semilăŃimea probei � lf lungime de examinare � P tablă � ReH limită de curgere � s1 grosimea metalului depus pentru procedeul de sudare 1 � s2 grosimea metalului depus pentru procedeul de sudare 2 � t grosimea materialului probei (grosimea tablei sau grosimea peretelui) � T Ńeavă [1])
[1]) - Termenul "Ńeavă", singur sau în combinaŃie, este utilizat pentru "Ńeavă", "conductă" sau "secŃiune tubulară". Pentru materiale consumabile
� nm fără metal de adaos � A înveliş acid � B înveliş sau miez (de electrod tubular) bazic � C înveliş celulozic � M miez (de electrod tubular) din pulbere metalică � P miez (de electrod tubular) rutilic, zgură cu solidificare rapidă � R înveliş sau miez (de electrod tubular) rutilic, zgură cu solidificare lentă � RA înveliş rutilic – acid � RB înveliş rutilic – bazic � RC înveliş rutilic – celulozic � RR înveliş rutilic cu grosime mare � S sârmă/vergea plină � V miez (de electrod tubular) rutilic sau bazic/fluoric � W miez (de electrod tubular) bazic/fluoric, zgură cu solidificare lentă
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 20/ 31
� Y miez (de electrod tubular) bazic/fluoric, zgură cu solidificare rapidă � Z alte tipuri de miez (de electrod tubular)
Pentru alte detalii referitoare la sudare
� bs sudare din ambele părŃi � lw sudare spre stânga � mb sudare cu suport la rădăcină � ml straturi multiple � nb sudare fără suport la rădăcină � rw sudare spre dreapta � sl un singur strat � ss sudare dintr-o singură parte
Pentru încercările la îndoire
� A alungirea minimă la tracŃiune cerută de specificaŃia de material � d diametrul dornului sau al rolei interioare � ts grosimea epruvetei de îndoire
Variabile esenŃiale şi domeniu de calificare Calificarea sudorilor se bazează pe variabile esenŃiale. Pentru fiecare variabilă esenŃială este definit un domeniu de calificare. Toate probele trebuie sudate utilizând independent variabilele esenŃiale, cu excepŃia 5.7 şi 5.8. Dacă sudorul trebuie să sudeze în afara domeniului de calificare, este necesară o nouă încercare de calificare. Variabilele esenŃiale sunt:
� — procedeul(ele) de sudare; � — tipul produsului (tablă sau Ńeavă); � — tipul sudurii (cap la cap şi în colŃ); � — grupa de materiale; � — materialul de adaos; � — dimensiunile (grosimea materialului şi diametrul exterior al Ńevii); � — poziŃia de sudare; � — detaliile referitoare la sudare (suport la rădăcină, sudare dintr-o singură parte, sudare din
ambele părŃi, un singur strat, straturi multiple, sudare spre stânga, sudare spre dreapta). Procedee de sudare
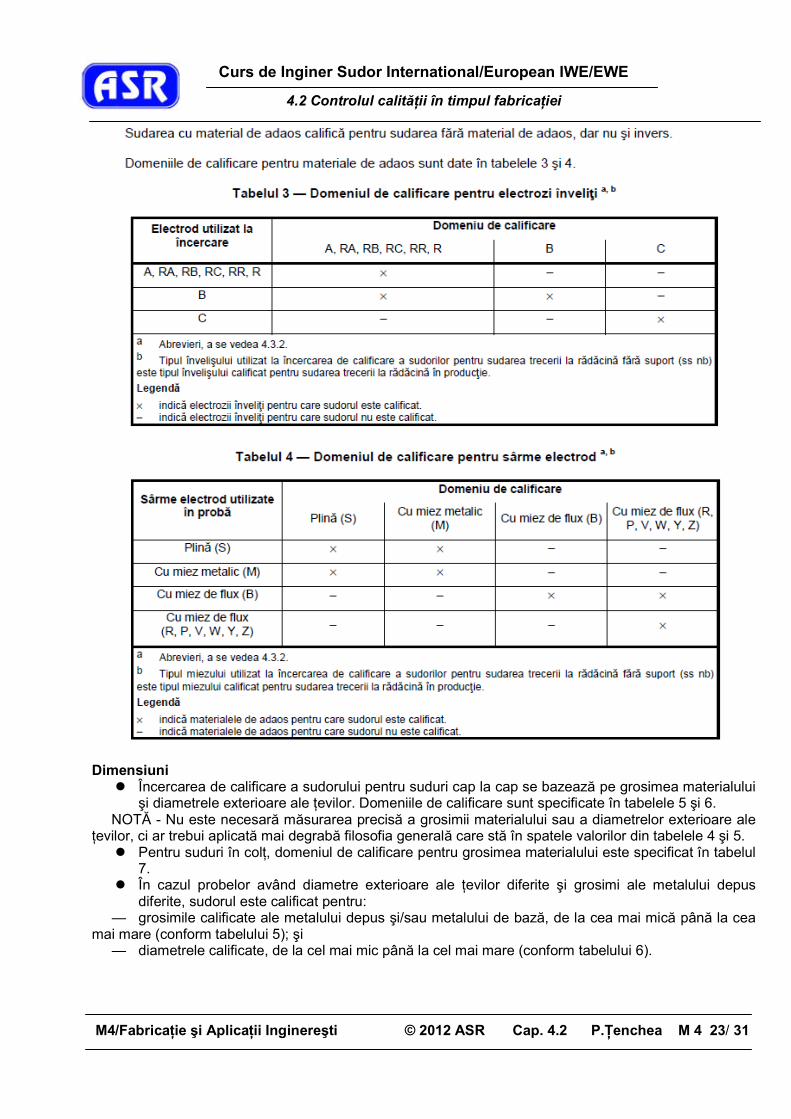
� Procedeele de sudare sunt definite în ISO 857-1 şi enumerate în 4.2. � Fiecare încercare de calificare califică în mod normal un singur procedeu de sudare. O schimbare
a procedeului de sudare necesită o nouă încercare de calificare. ExcepŃiile sunt următoarele: — o schimbare de la o sârmă electrod plină 135 la o sârmă electrod tubulară cu miez metalic 138 sau invers nu necesită o recalificare (a se vedea tabelul 4); — sudarea cu 141, 143 sau 145 califică pentru 141, 142, 143 şi 145 dar 142 califică numai pentru 142.
� Totodată se permite ca un sudor să fie calificat pentru două sau mai multe procedee de sudare, sudând o singură probă (îmbinare prin mai multe procedee) sau două sau mai multe probe separate. Domeniile de calificare referitoare la adâncimea de pătrundere pentru fiecare procedeu de sudare utilizat şi pentru îmbinări prin mai multe procedee în cazul sudurilor cap la cap (cu pătrundere completă) sunt date în tabelul 1 (a se vedea şi tabelul 4).
Tabelul 1 — Domeniul de grosimi pentru îmbinări cap la cap printr-un singur procedeu şi prin mai multe procedee

Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 21/ 31
Tipul produsului Încercarea de calificare trebuie efectuată pe tablă sau Ńeavă. Sunt aplicabile următoarele criterii:
� Sudurile pe probe cu diametrul exterior al Ńevii D > 25 mm acoperă sudurile pe table; � Sudurile pe probe din table acoperă sudurile pe Ńevi cu diametrul exterior al Ńevii D ≥ 150 mm,
pentru poziŃiile de sudare PA, PB şi PC, în conformitate cu domeniul de calificare al tabelului 8; � Sudurile pe probe din table acoperă sudurile pe Ńevi cu diametrul exterior al Ńevii D ≥ 500 mm
pentru toate poziŃiile de sudare. Tipul sudurii Încercarea de calificare trebuie efectuată pe sudură cap la cap sau pe sudură în colŃ. Sunt aplicabile următoarele criterii:
� sudurile cap la cap acoperă sudurile cap la cap din orice tip de îmbinare cu excepŃia racordurilor (a se vedea şi 5.4 d));
� sudurile cap la cap nu califică sudurile în colŃ sau invers; � atunci când un sudor este calificat prin încercare pe sudură cap la cap, poate fi sudată o
probă suplimentară cu sudură în colŃ, care trebuie să fie din tablă cu grosimea minimă de 10 mm şi realizată utilizând un singur strat în poziŃia PB. Pentru această încercare suplimentară, sudorul trebuie să devină calificat pentru toate sudurile în colŃ din domeniul de calificare pentru suduri cap la cap;
� sudurile cap la cap pe Ńevi califică racordurile la un unghi ≥ 60° şi acelaşi domeniu de calificare ca şi cel din tabelele 1 până la 8. Pentru o sudură de racord, domeniul de calificare se bazează pe diametrul exterior al Ńevii racordului;
� în cazul aplicaŃiilor unde tipul sudurii nu poate fi calificat printr-o încercare pe sudură cap la cap sau în colŃ, pentru calificarea sudorului ar trebui utilizată o probă specifică, de exemplu un racord.
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 22/ 31
Grupe de materiale Grupe de oŃeluri ale materialelor de bază
� În vederea reducerii numărului de încercări de calificare, materialele cu caracteristici de sudare similare sunt grupate conform CEN ISO/TR 15608.
NOTĂ În CEN ISO/TR 20172, CEN ISO/TR 20173 şi CEN ISO/TR 20174 sunt date exemple de materiale de bază în conformitate cu sistemul de grupare din CEN ISO/TR 15608. Domeniu de calificare
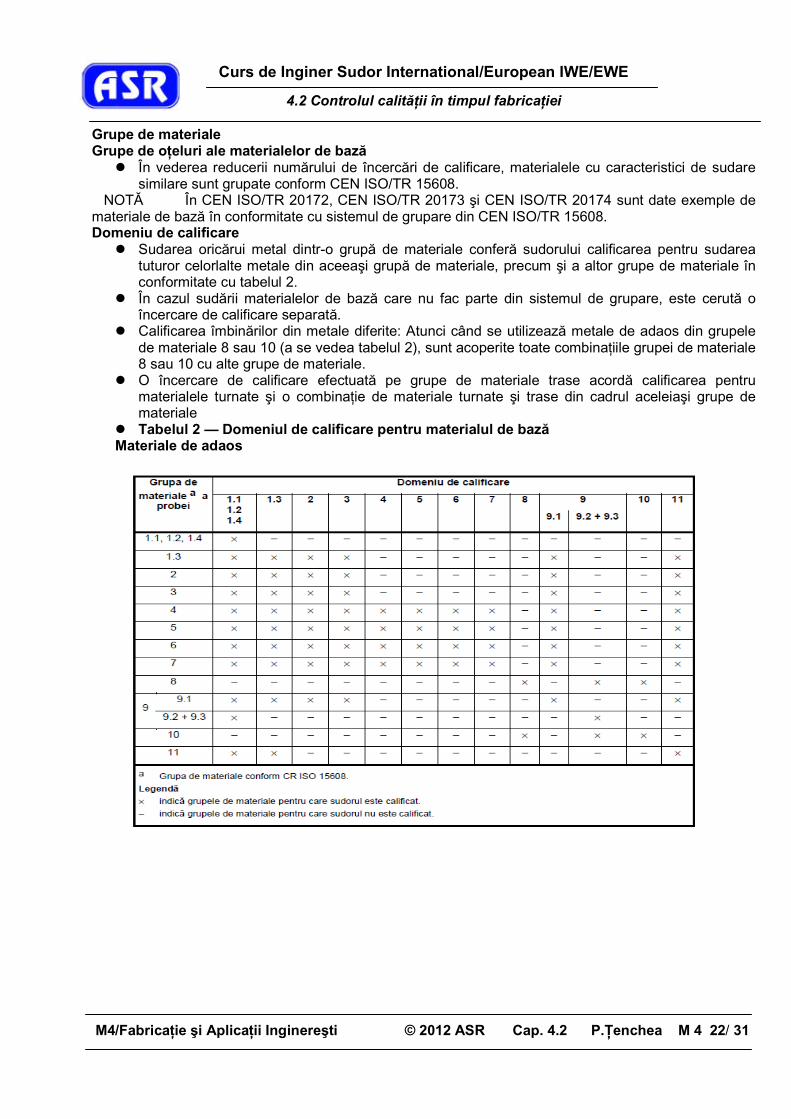
� Sudarea oricărui metal dintr-o grupă de materiale conferă sudorului calificarea pentru sudarea tuturor celorlalte metale din aceeaşi grupă de materiale, precum şi a altor grupe de materiale în conformitate cu tabelul 2.
� În cazul sudării materialelor de bază care nu fac parte din sistemul de grupare, este cerută o încercare de calificare separată.
� Calificarea îmbinărilor din metale diferite: Atunci când se utilizează metale de adaos din grupele de materiale 8 sau 10 (a se vedea tabelul 2), sunt acoperite toate combinaŃiile grupei de materiale 8 sau 10 cu alte grupe de materiale.
� O încercare de calificare efectuată pe grupe de materiale trase acordă calificarea pentru materialele turnate şi o combinaŃie de materiale turnate şi trase din cadrul aceleiaşi grupe de materiale
� Tabelul 2 — Domeniul de calificare pentru materialul de bază Materiale de adaos
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 23/ 31
Dimensiuni
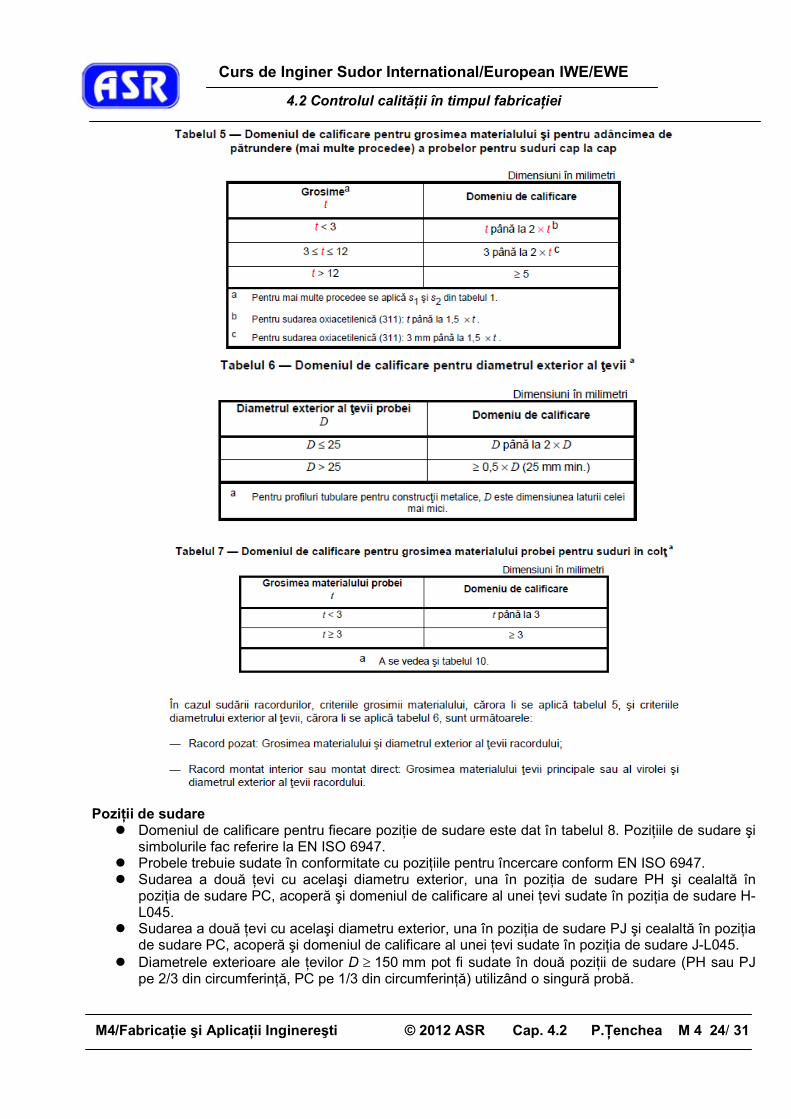
� Încercarea de calificare a sudorului pentru suduri cap la cap se bazează pe grosimea materialului şi diametrele exterioare ale Ńevilor. Domeniile de calificare sunt specificate în tabelele 5 şi 6.
NOTĂ - Nu este necesară măsurarea precisă a grosimii materialului sau a diametrelor exterioare ale Ńevilor, ci ar trebui aplicată mai degrabă filosofia generală care stă în spatele valorilor din tabelele 4 şi 5.
� Pentru suduri în colŃ, domeniul de calificare pentru grosimea materialului este specificat în tabelul 7.
� În cazul probelor având diametre exterioare ale Ńevilor diferite şi grosimi ale metalului depus diferite, sudorul este calificat pentru:
— grosimile calificate ale metalului depus şi/sau metalului de bază, de la cea mai mică până la cea mai mare (conform tabelului 5); şi — diametrele calificate, de la cel mai mic până la cel mai mare (conform tabelului 6).
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 24/ 31
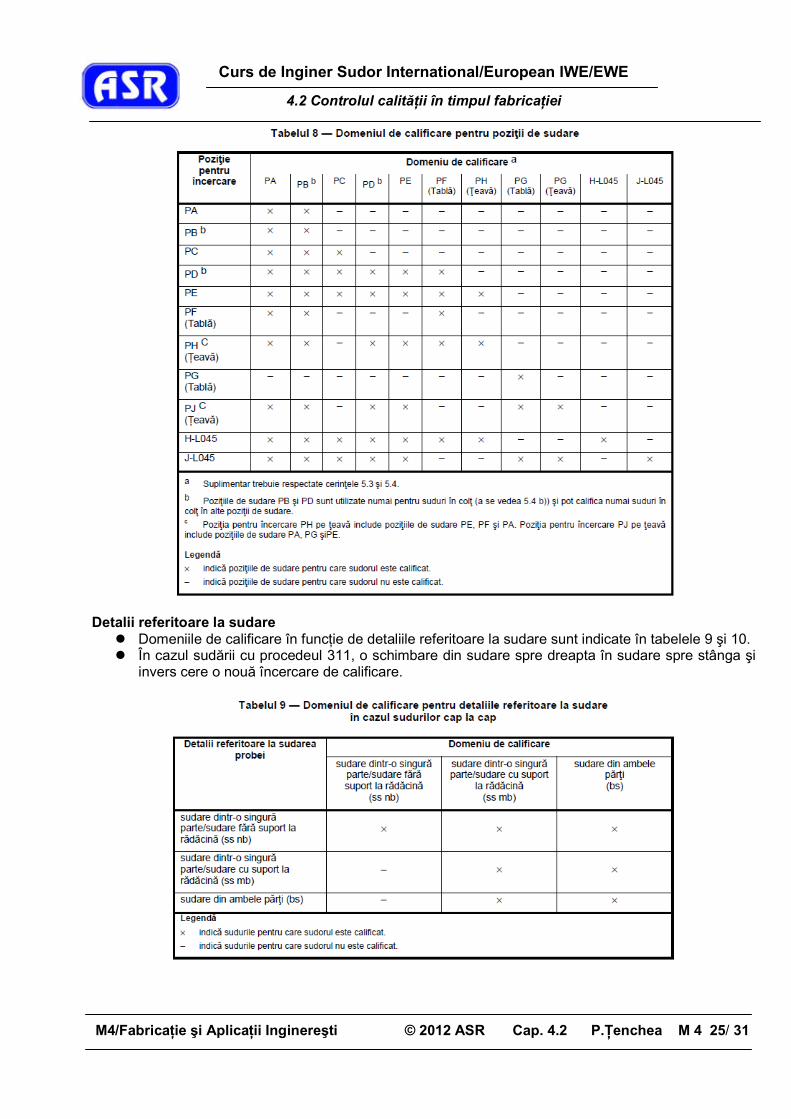
PoziŃii de sudare
� Domeniul de calificare pentru fiecare poziŃie de sudare este dat în tabelul 8. PoziŃiile de sudare şi simbolurile fac referire la EN ISO 6947.
� Probele trebuie sudate în conformitate cu poziŃiile pentru încercare conform EN ISO 6947. � Sudarea a două Ńevi cu acelaşi diametru exterior, una în poziŃia de sudare PH şi cealaltă în
poziŃia de sudare PC, acoperă şi domeniul de calificare al unei Ńevi sudate în poziŃia de sudare H-L045.
� Sudarea a două Ńevi cu acelaşi diametru exterior, una în poziŃia de sudare PJ şi cealaltă în poziŃia de sudare PC, acoperă şi domeniul de calificare al unei Ńevi sudate în poziŃia de sudare J-L045.
� Diametrele exterioare ale Ńevilor D ≥ 150 mm pot fi sudate în două poziŃii de sudare (PH sau PJ pe 2/3 din circumferinŃă, PC pe 1/3 din circumferinŃă) utilizând o singură probă.
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 25/ 31
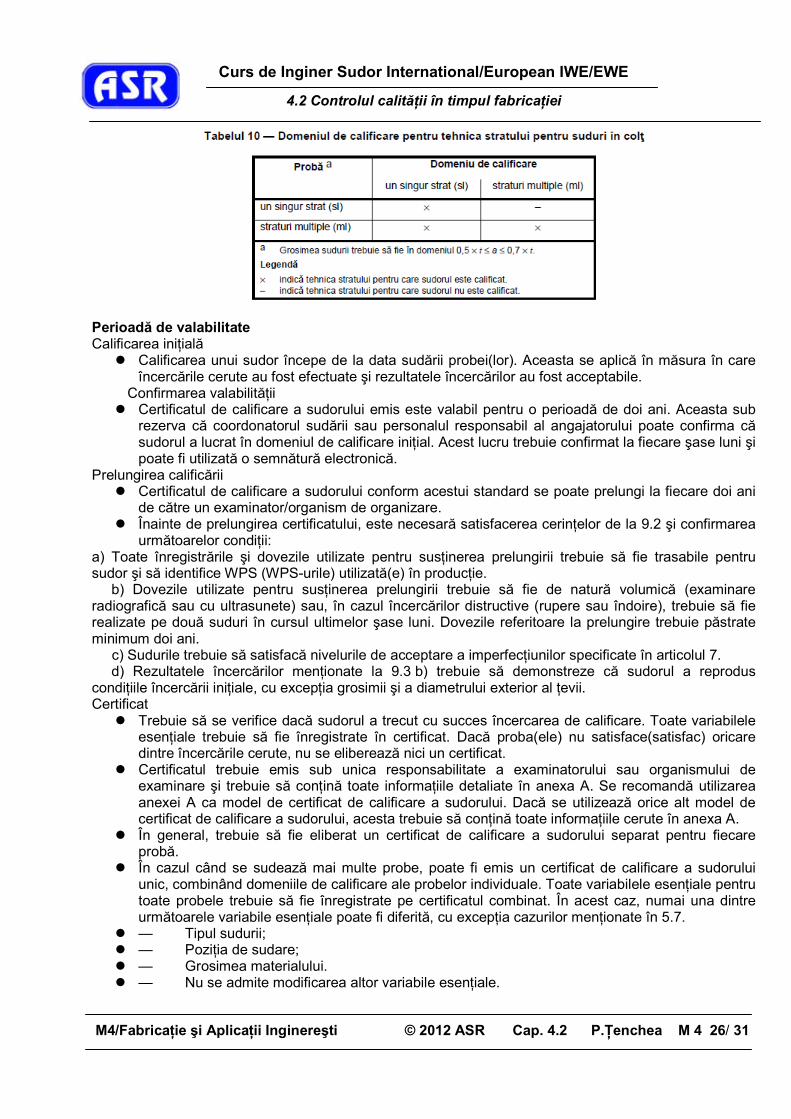
Detalii referitoare la sudare
� Domeniile de calificare în funcŃie de detaliile referitoare la sudare sunt indicate în tabelele 9 şi 10. � În cazul sudării cu procedeul 311, o schimbare din sudare spre dreapta în sudare spre stânga şi
invers cere o nouă încercare de calificare.
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 26/ 31
Perioadă de valabilitate Calificarea iniŃială
� Calificarea unui sudor începe de la data sudării probei(lor). Aceasta se aplică în măsura în care încercările cerute au fost efectuate şi rezultatele încercărilor au fost acceptabile.
Confirmarea valabilităŃii � Certificatul de calificare a sudorului emis este valabil pentru o perioadă de doi ani. Aceasta sub
rezerva că coordonatorul sudării sau personalul responsabil al angajatorului poate confirma că sudorul a lucrat în domeniul de calificare iniŃial. Acest lucru trebuie confirmat la fiecare şase luni şi poate fi utilizată o semnătură electronică.
Prelungirea calificării � Certificatul de calificare a sudorului conform acestui standard se poate prelungi la fiecare doi ani
de către un examinator/organism de organizare. � Înainte de prelungirea certificatului, este necesară satisfacerea cerinŃelor de la 9.2 şi confirmarea
următoarelor condiŃii: a) Toate înregistrările şi dovezile utilizate pentru susŃinerea prelungirii trebuie să fie trasabile pentru sudor şi să identifice WPS (WPS-urile) utilizată(e) în producŃie. b) Dovezile utilizate pentru susŃinerea prelungirii trebuie să fie de natură volumică (examinare radiografică sau cu ultrasunete) sau, în cazul încercărilor distructive (rupere sau îndoire), trebuie să fie realizate pe două suduri în cursul ultimelor şase luni. Dovezile referitoare la prelungire trebuie păstrate minimum doi ani. c) Sudurile trebuie să satisfacă nivelurile de acceptare a imperfecŃiunilor specificate în articolul 7. d) Rezultatele încercărilor menŃionate la 9.3 b) trebuie să demonstreze că sudorul a reprodus condiŃiile încercării iniŃiale, cu excepŃia grosimii şi a diametrului exterior al Ńevii. Certificat
� Trebuie să se verifice dacă sudorul a trecut cu succes încercarea de calificare. Toate variabilele esenŃiale trebuie să fie înregistrate în certificat. Dacă proba(ele) nu satisface(satisfac) oricare dintre încercările cerute, nu se eliberează nici un certificat.
� Certificatul trebuie emis sub unica responsabilitate a examinatorului sau organismului de examinare şi trebuie să conŃină toate informaŃiile detaliate în anexa A. Se recomandă utilizarea anexei A ca model de certificat de calificare a sudorului. Dacă se utilizează orice alt model de certificat de calificare a sudorului, acesta trebuie să conŃină toate informaŃiile cerute în anexa A.
� În general, trebuie să fie eliberat un certificat de calificare a sudorului separat pentru fiecare probă.
� În cazul când se sudează mai multe probe, poate fi emis un certificat de calificare a sudorului unic, combinând domeniile de calificare ale probelor individuale. Toate variabilele esenŃiale pentru toate probele trebuie să fie înregistrate pe certificatul combinat. În acest caz, numai una dintre următoarele variabile esenŃiale poate fi diferită, cu excepŃia cazurilor menŃionate în 5.7.
� — Tipul sudurii; � — PoziŃia de sudare; � — Grosimea materialului. � — Nu se admite modificarea altor variabile esenŃiale.
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 27/ 31
� Se recomandă emiterea certificatului de calificare a sudorului în cel puŃin una din limbile engleză, franceză sau germană, în combinaŃie cu orice altă limbă, dacă este necesar.
� Examinarea cunoştinŃelor profesionale (a se vedea anexa A) trebuie notată cu “Acceptat” sau “Neverificat”.
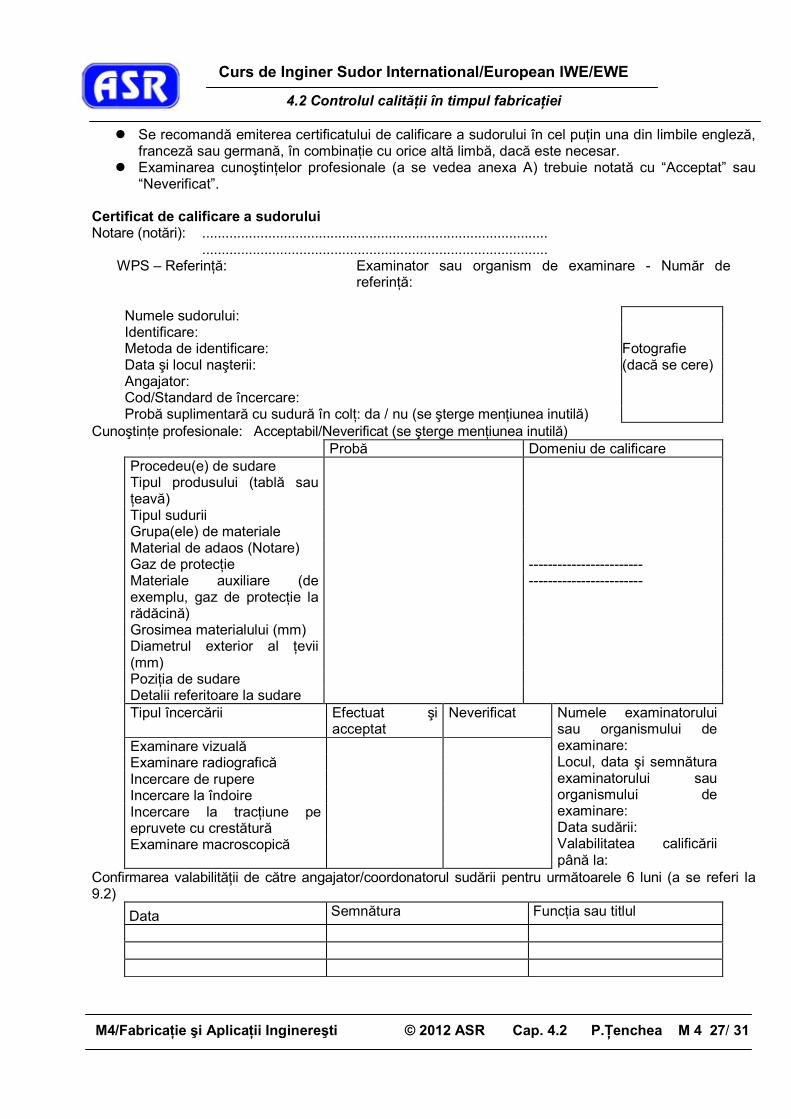
Certificat de calificare a sudorului Notare (notări): ......................................................................................... .........................................................................................
WPS – ReferinŃă: Examinator sau organism de examinare - Număr de referinŃă:
Numele sudorului: Identificare: Metoda de identificare: Fotografie Data şi locul naşterii: (dacă se cere) Angajator: Cod/Standard de încercare: Probă suplimentară cu sudură în colŃ: da / nu (se şterge menŃiunea inutilă)
CunoştinŃe profesionale: Acceptabil/Neverificat (se şterge menŃiunea inutilă) Probă Domeniu de calificare Procedeu(e) de sudare Tipul produsului (tablă sau Ńeavă)
Tipul sudurii Grupa(ele) de materiale Material de adaos (Notare) Gaz de protecŃie ------------------------ Materiale auxiliare (de exemplu, gaz de protecŃie la rădăcină)
------------------------
Grosimea materialului (mm) Diametrul exterior al Ńevii (mm)
PoziŃia de sudare Detalii referitoare la sudare Tipul încercării Efectuat şi
acceptat Neverificat Numele examinatorului
sau organismului de examinare: Locul, data şi semnătura examinatorului sau organismului de examinare: Data sudării: Valabilitatea calificării până la:
Examinare vizuală Examinare radiografică Incercare de rupere Incercare la îndoire Incercare la tracŃiune pe epruvete cu crestătură
Examinare macroscopică
Confirmarea valabilităŃii de către angajator/coordonatorul sudării pentru următoarele 6 luni (a se referi la 9.2)
Data Semnătura FuncŃia sau titlul
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 28/ 31
Prelungirea calificării de către examinator sau organismul de examinare pentru următorii 2 ani (a se referi la 9.3)
Data Semnătura FuncŃia sau titlul
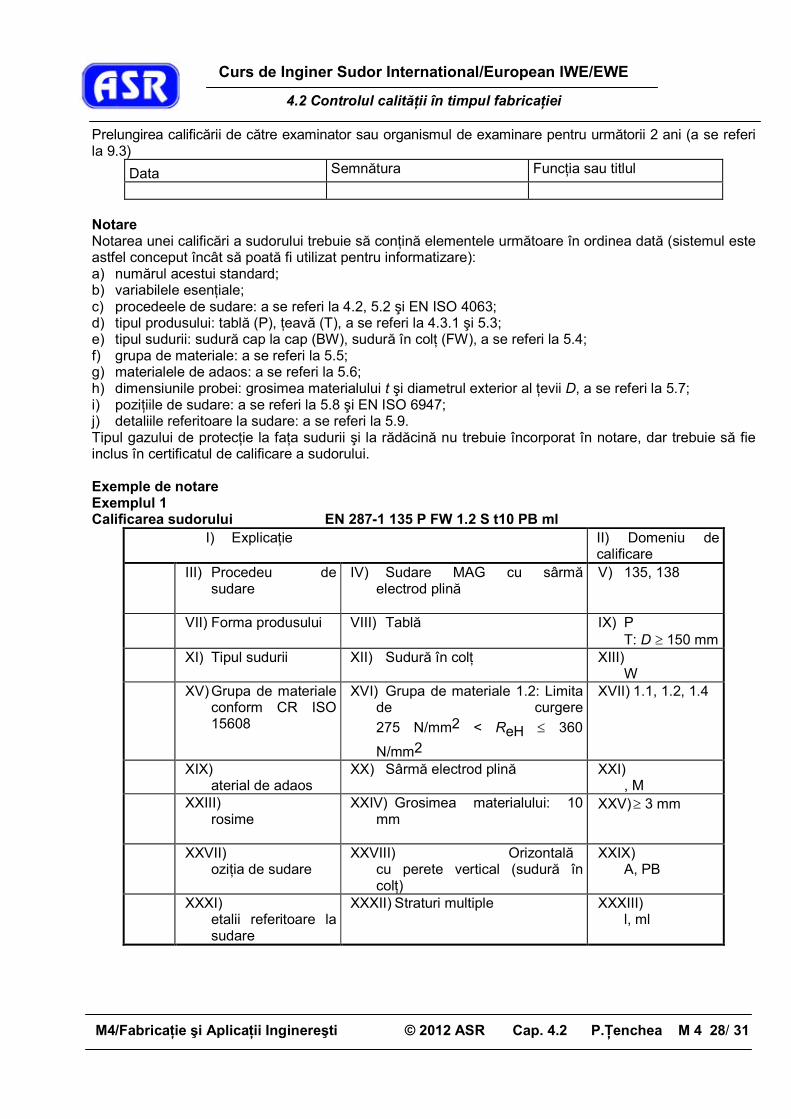
Notare Notarea unei calificări a sudorului trebuie să conŃină elementele următoare în ordinea dată (sistemul este astfel conceput încât să poată fi utilizat pentru informatizare): a) numărul acestui standard; b) variabilele esenŃiale; c) procedeele de sudare: a se referi la 4.2, 5.2 şi EN ISO 4063; d) tipul produsului: tablă (P), Ńeavă (T), a se referi la 4.3.1 şi 5.3; e) tipul sudurii: sudură cap la cap (BW), sudură în colŃ (FW), a se referi la 5.4; f) grupa de materiale: a se referi la 5.5; g) materialele de adaos: a se referi la 5.6; h) dimensiunile probei: grosimea materialului t şi diametrul exterior al Ńevii D, a se referi la 5.7; i) poziŃiile de sudare: a se referi la 5.8 şi EN ISO 6947; j) detaliile referitoare la sudare: a se referi la 5.9. Tipul gazului de protecŃie la faŃa sudurii şi la rădăcină nu trebuie încorporat în notare, dar trebuie să fie inclus în certificatul de calificare a sudorului. Exemple de notare Exemplul 1 Calificarea sudorului EN 287-1 135 P FW 1.2 S t10 PB ml
I) ExplicaŃie II) Domeniu de calificare
III) Procedeu de sudare
IV) Sudare MAG cu sârmă electrod plină
V) 135, 138
VII) Forma produsului VIII) Tablă IX) P T: D ≥ 150 mm
XI) Tipul sudurii XII) Sudură în colŃ XIII) W
XV) Grupa de materiale conform CR ISO 15608
XVI) Grupa de materiale 1.2: Limita de curgere 275 N/mm2 < ReH ≤ 360
N/mm2
XVII) 1.1, 1.2, 1.4
XIX) aterial de adaos
XX) Sârmă electrod plină XXI) , M
XXIII) rosime
XXIV) Grosimea materialului: 10 mm
XXV) ≥ 3 mm
XXVII) oziŃia de sudare
XXVIII) Orizontală cu perete vertical (sudură în colŃ)
XXIX) A, PB
XXXI) etalii referitoare la sudare
XXXII) Straturi multiple XXXIII) l, ml
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 29/ 31
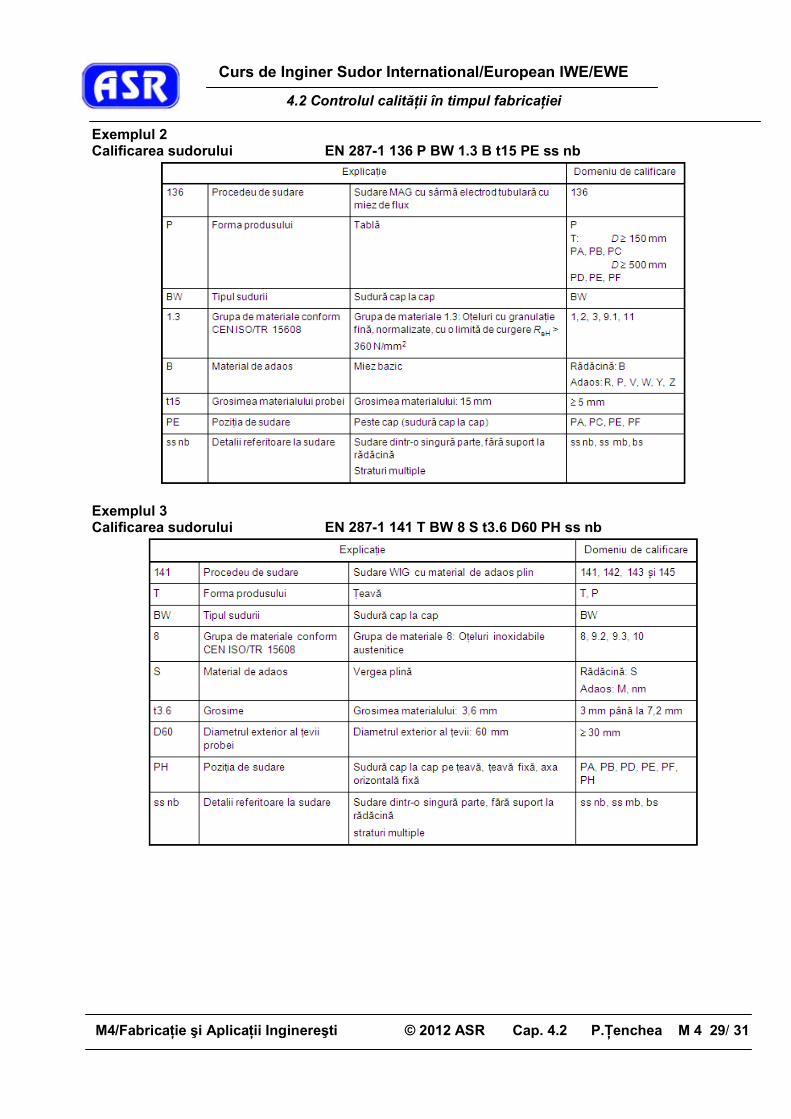
Exemplul 2 Calificarea sudorului EN 287-1 136 P BW 1.3 B t15 PE ss nb
Exemplul 3 Calificarea sudorului EN 287-1 141 T BW 8 S t3.6 D60 PH ss nb
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 30/ 31
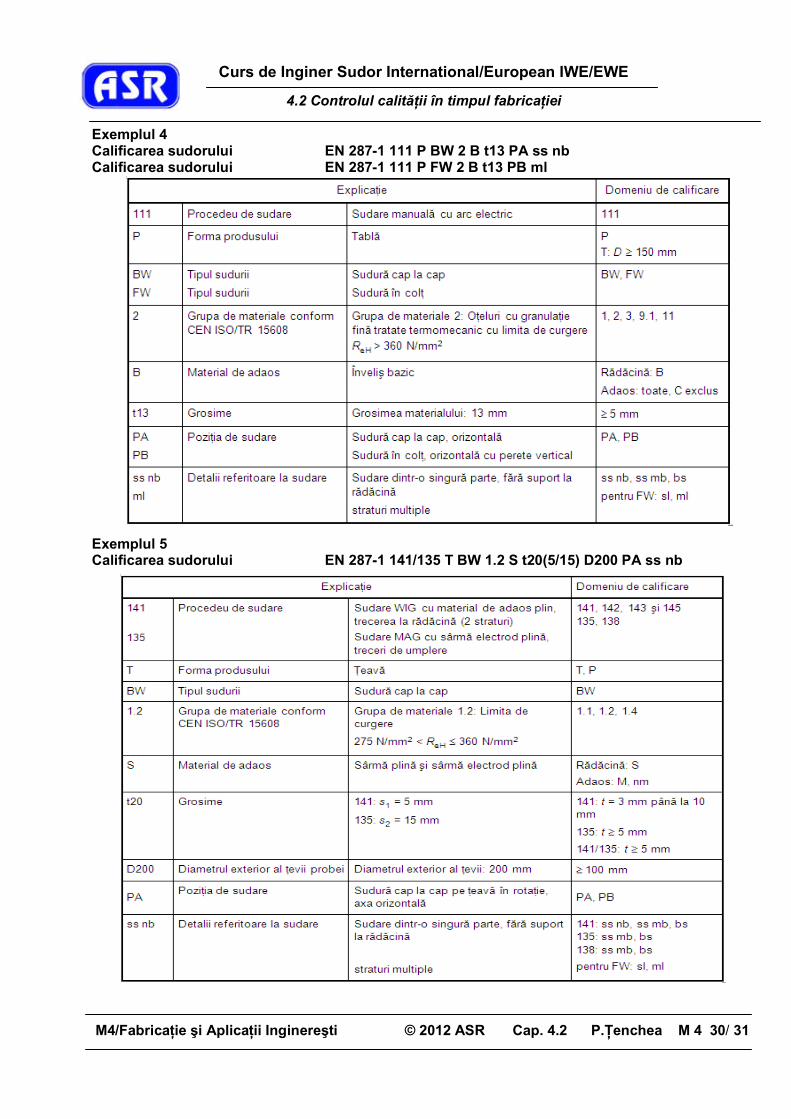
Exemplul 4 Calificarea sudorului EN 287-1 111 P BW 2 B t13 PA ss nb Calificarea sudorului EN 287-1 111 P FW 2 B t13 PB ml
Exemplul 5 Calificarea sudorului EN 287-1 141/135 T BW 1.2 S t20(5/15) D200 PA ss nb
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calităŃii în timpul fabricaŃiei
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.2 P.łenchea M 4 31/ 31
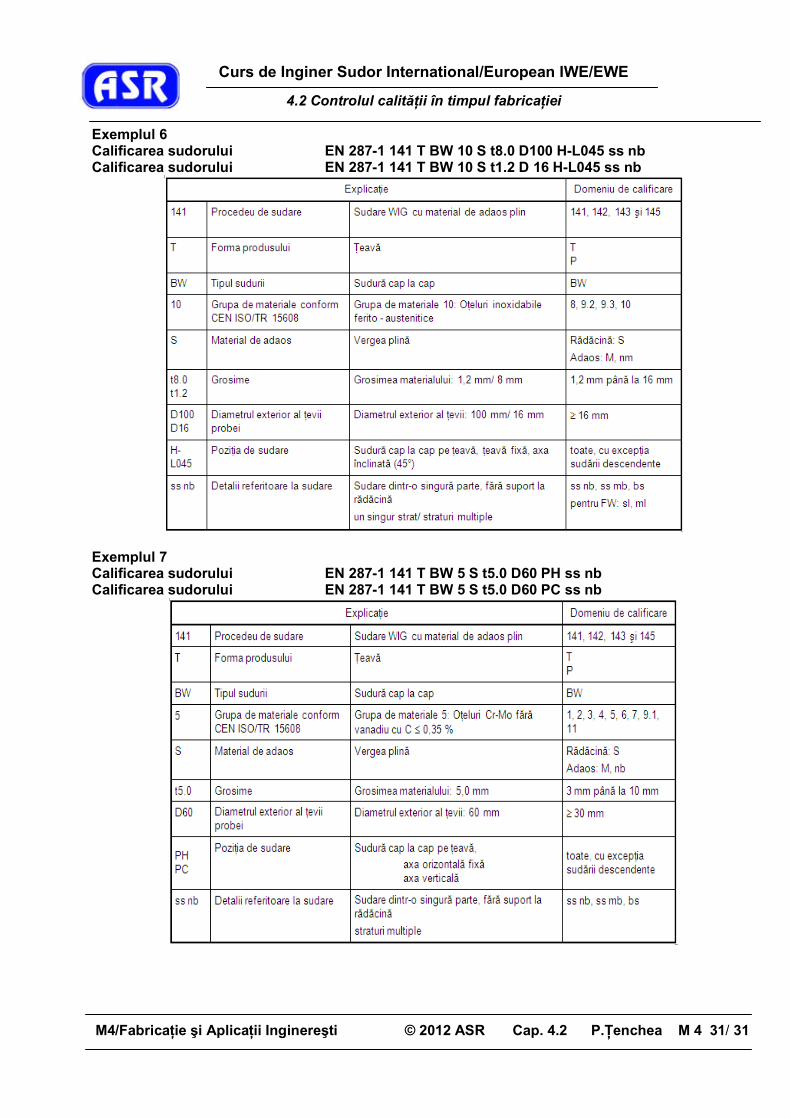
Exemplul 6 Calificarea sudorului EN 287-1 141 T BW 10 S t8.0 D100 H-L045 ss nb Calificarea sudorului EN 287-1 141 T BW 10 S t1.2 D 16 H-L045 ss nb
Exemplul 7 Calificarea sudorului EN 287-1 141 T BW 5 S t5.0 D60 PH ss nb Calificarea sudorului EN 287-1 141 T BW 5 S t5.0 D60 PC ss nb