ramele serigrafice sisteme de întindere a siteisubstrat ceramic, imprimãri cu cerneluri...
TRANSCRIPT
2
AAFFAACCEERRII PPOOLLIIGGRRAAFFIICCEE ddee 1122 aannii lliiddeerr
industria ceramicii, în electronicã, înindustria automobilelor dar æi înindustria graficã.
Imprimarea serigraficã se poaterealiza la orice scarã dimensionalã,de la formate mici, de 3x5 cm,caracteristice impimãrii pe cardurisau CD-uri, pânã la dimensiuni foartemari, de 3,5x12 m, corespunzãtoareposterelor.
Astfel, se poate spune cãserigrafia este o metodã universalã deimprimare æi versatilitatea sa nupoate fi întâlnitã la nicio altã metodãde imprimare cunoscutã pânã înprezent.
Orice imprimare serigraficãînseamnã: ecran serigrafic, cernealã,racletã æi maæinã de serigrafiat.
Fabricarea ecranului serigrafic Câteva sute de ani despart
primele ecrane serigrafice confec-åionate cu site åesute din fire de pãrde actualele ecrane realizate cu sitedin fibre sintetice, tratate, pentru oprecizie cât mai mare la imprimare.
1. Întinderea sitei serigraficeSitele serigrafice din poliester
sau poliamidã sunt materialele idealepentru fabricarea ecranuluiserigrafic.
- Sitele din poliester secaracterizeazã prin tensiune mãritã æielongaåie redusã, ceea ce oferãreproductibilitate æi duratã de
SerigrafiaFabricarea ecranului serigrafic - pag. 2
1. Întinderea sitei serigrafice - pag. 22. Pretratarea sitei serigrafice - pag. 43. Emulsionarea ecranului serigrafic - pag. 54. Expunerea ecranelor serigrafice - pag. 75. Developarea ecranelor serigrafice - pag. 8
Serigrafia
Serigrafia, ca metodã deimprimare, a fost recunoscutã înChina, în timpul dinastiei Song, întreanii 960 æi 1279, în Japonia æi în alteåãri asiatice. În Europa, serigrafia afost introdusã de meæterii asiaticispre sfâræitul anilor 1700, dar nu afost acceptatã decât într-o foarte micãmãsurã. Dar, în 1907, în Anglia,serigrafia a fost patentatã de Samuel Simon, ca metodã deimprimare a tapetului, pe suport delânã, mãtase æi alte åesãturi fine. Înanii 1930, artiætii vremii au începutsã foloseascã serigrafia pentruimprimarea pe obiecte de ceramicã,sticlã æi textile.
În prezent, prin serigrafie se potimprima toate felurile de materiale:hârtie, sticlã, textil, plastic, metaletc., folosind toate tipurile decerneluri æi paste: transparente sauopace, conductive sau neconductive,organice sau anorganice.
Prin serigrafie se poate imprimaorice tip de suprafaåã: finã saurugoasã, absorbantã sau neabsor-bantã, matã sau lucioasã, planã sauneregulatã.
Aplicaåiile serigrafiei sunt înindustria textilã, industria sticlei,
BULETIN INFORMATIV NNrr.. 6611 / 28.01.2011
3wwwwww..aaffaacceerrii--ppoolliiggrraaffiiccee..rroo
utilizare extinsã, în condiåii destabilitate dimensionalã.
- Sitele din poliamidã au oexcelentã rezistenåã mecanicã æi deaceea sunt recomandate pentru mediide imprimare abrazive (imprimãri pesubstrat ceramic, imprimãri cucerneluri reflectorizante). Elastici-tatea ridicatã a acestei site faceposibilã imprimarea æi pe suprafeåeuæor neregulate.
Ramele serigrafice suntconstruite din profile cu diferitesecåiuni æi calculate sã suporte o sitãbine întinsã. Ramele trebuie sã fie pecât posibil rezistente la deformareamecanicã, atât în timpul fabricãriiecranului cât æi în timpul procesuluide imprimare. Profilele de ramãtrebuie sudate pentru a forma osuprafaåã perfect planã æi dreaptã.Aluminiul æi oåelul sunt cele maiutilizate materiale pentru fabricarearamelor serigrafice dar, pentru uneleaplicaåii, se pot folosi æi rame delemn.
Ramele confecåionate dinaluminiu sunt uæoare, prezintã ogamã largã de profile, rezistenåãbunã la coroziune æi se curãåã uæor.Dar, sunt mai scumpe æi nu sunt atâtde stabile precum cele din oåel.
Ramele serigrafice din oåel suntgrele æi ruginesc uæor æi de aceeatrebuie vopsite înainte de a fifolosite. Sunt mai robuste decât celedin aluminiu æi, datoritã rigiditãåii, se
pot folosi profile mai mici pentrudimensiuni mari.
Ramele serigrafice din lemnsunt practice æi uæor de utilizat.Deoarece se distorsioneazã în scurttimp, datoritã fluctuaåiilor detemperaturã æi umiditate, nu serecomandã la imprimarea detaliilorfine.
Alegerea greæitã a profiluluiramei sau utilizarea incorectã aacestora conduce la deformarearamelor æi, implicit, la imprimãri decalitate slabã.
Sisteme de întindere a siteiExistã trei modalitãåi de
întindere a sitei pe ramã: întinderemanualã, întindere mecanicã,întindere pneumaticã.
- Întinderea manualã a sitei perama de lemn. Åesãtura este fixatãcu capse pe una din laturile ramei.Apoi, se întinde sita cu ajutorul unorcleæti æi se fixeazã capsele pe laturaopusã. Se repetã operaåia æi pecelelalte douã laturi.
Tensionarea manualã a sitei peramele de lemn este foarte uæor derealizat æi economicã dar nu esteposibil controlul tensiunii. Deasemenea, este foarte dificil ca dupãîntindere sã se pãstreze paralelismulfirelor. De aceea nu se recomandã ase utiliza pentru realizarea ecranelorla imprimarea detaliilor. Rezistenåaecranului este foarte micã, deoarece
BULETIN INFORMATIV
4
AAFFAACCEERRII PPOOLLIIGGRRAAFFIICCEE ddee 1122 aannii lliiddeerr
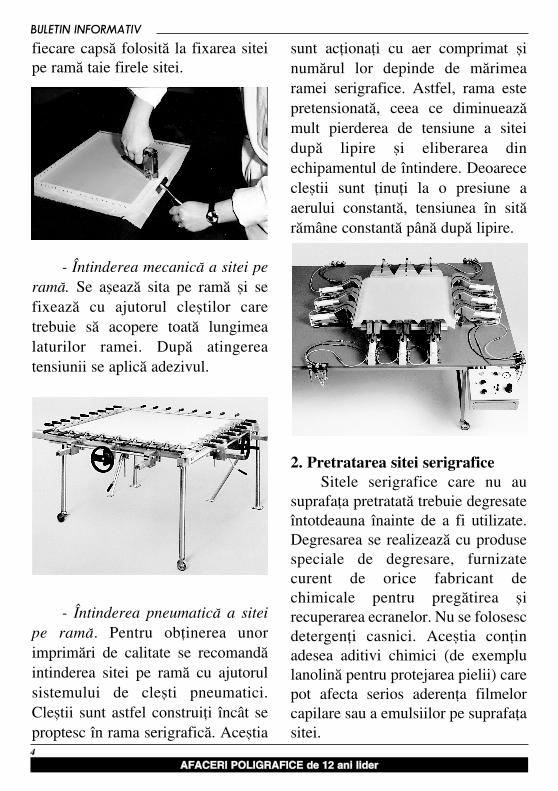
fiecare capsã folositã la fixarea siteipe ramã taie firele sitei.
- Întinderea mecanicã a sitei peramã. Se aæeazã sita pe ramã æi sefixeazã cu ajutorul cleætilor caretrebuie sã acopere toatã lungimealaturilor ramei. Dupã atingereatensiunii se aplicã adezivul.
- Întinderea pneumaticã a siteipe ramã. Pentru obåinerea unorimprimãri de calitate se recomandãintinderea sitei pe ramã cu ajutorulsistemului de cleæti pneumatici.Cleætii sunt astfel construiåi încât seproptesc în rama serigraficã. Aceætia
sunt acåionaåi cu aer comprimat æinumãrul lor depinde de mãrimearamei serigrafice. Astfel, rama estepretensionatã, ceea ce diminueazãmult pierderea de tensiune a siteidupã lipire æi eliberarea dinechipamentul de întindere. Deoarececleætii sunt åinuåi la o presiune aaerului constantã, tensiunea în sitãrãmâne constantã pânã dupã lipire.
2. Pretratarea sitei serigraficeSitele serigrafice care nu au
suprafaåa pretratatã trebuie degresateîntotdeauna înainte de a fi utilizate.Degresarea se realizeazã cu produsespeciale de degresare, furnizatecurent de orice fabricant dechimicale pentru pregãtirea æirecuperarea ecranelor. Nu se folosescdetergenåi casnici. Aceætia conåinadesea aditivi chimici (de exemplulanolinã pentru protejarea pielii) carepot afecta serios aderenåa filmelorcapilare sau a emulsiilor pe suprafaåasitei.
Dupã operaåia de degresare, sitanu mai trebuie atinsã. Agentul dedegresare se aplicã pe sita udã, încantitãåi mici, folosind o perie moale.Se lasã câteva minute pe sitã apoi seclãteæte sub jet de apã cu presiunemare æi apoi se îndepãrteazã apa prinabsorbåie æi se usucã la temperaturacamerei.
3. Emulsionarea ecranului serigraficEmulsia (sau filmul capilar)
trebuie aplicatã imediat, deoareceorice întârziere mãreæte riscul decontaminare a sitei cu praf saugrãsimi.
Pregãtirea emulsiei fotosen-sibile. Emulsiile fotosensibile suntcomercializate în douã variante æianume presensibilizate sau cusensibilizator separat. Sensibili-zatorul poate fi pudrã diazo æi/saufotopolimeri. Din motive ecologicenu se mai foloseæte bicromat.
În cazul în care emulsia estepresensibilizatã, aceasta nu mainecesitã operaåii preliminare înaintede a fi aplicatã pe ecran.
În cazul în care sensibilizatoruleste separat, sensibilizarea emulsieise poate face astfel: fie se dizolvãsensibilizatorul într-o cantitate micãde apã cãlduåã æi apoi se adaugã înemulsie, fie sensibilizatorul seadaugã direct în emulsie. În ambelecazuri, dupã amestecare, emulsia
trebuie lãsatã sã se degajeze complet(sã elimine bulele de aer incorporateîn timpul procesului de amestecare).De aceea, se recomandã preparareaemulsiei în seara anterioarã zilei delucru pentru a avea suficient timp sãse elimine bulele de aer.
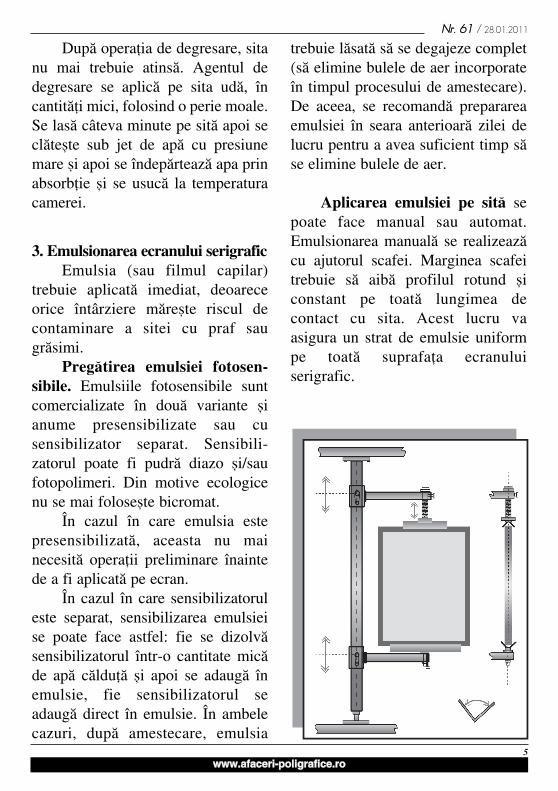
Aplicarea emulsiei pe sitã sepoate face manual sau automat.Emulsionarea manualã se realizeazãcu ajutorul scafei. Marginea scafeitrebuie sã aibã profilul rotund æiconstant pe toatã lungimea decontact cu sita. Acest lucru vaasigura un strat de emulsie uniformpe toatã suprafaåa ecranuluiserigrafic.
NNrr.. 6611 / 28.01.2011
5wwwwww..aaffaacceerrii--ppoolliiggrraaffiiccee..rroo
BULETIN INFORMATIV
AAFFAACCEERRII PPOOLLIIGGRRAAFFIICCEE ddee 1122 aannii lliiddeerr
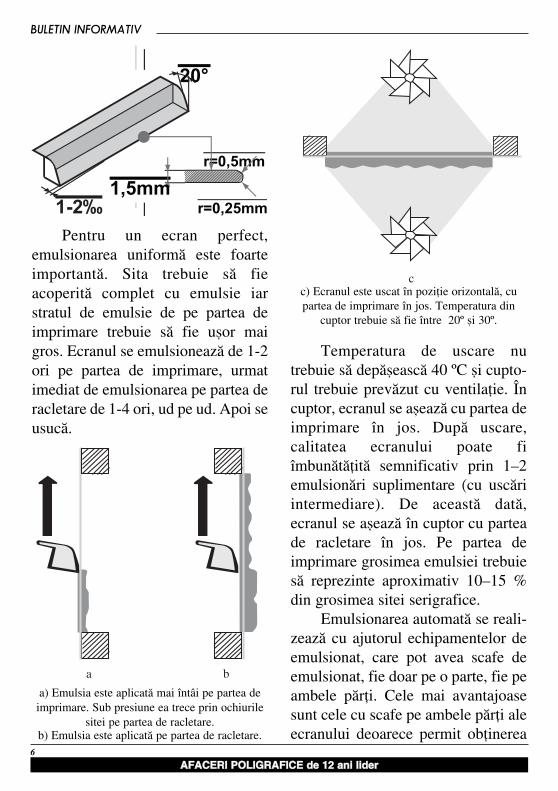
Pentru un ecran perfect,emulsionarea uniformã este foarteimportantã. Sita trebuie sã fieacoperitã complet cu emulsie iarstratul de emulsie de pe partea deimprimare trebuie sã fie uæor maigros. Ecranul se emulsioneazã de 1-2ori pe partea de imprimare, urmatimediat de emulsionarea pe partea deracletare de 1-4 ori, ud pe ud. Apoi seusucã.
a) Emulsia este aplicatã mai întâi pe partea deimprimare. Sub presiune ea trece prin ochiurile
sitei pe partea de racletare.b) Emulsia este aplicatã pe partea de racletare.
c) Ecranul este uscat în poziåie orizontalã, cupartea de imprimare în jos. Temperatura din
cuptor trebuie sã fie între 20º æi 30º.
Temperatura de uscare nutrebuie sã depãæeascã 40 ºC æi cupto-rul trebuie prevãzut cu ventilaåie. Încuptor, ecranul se aæeazã cu partea deimprimare în jos. Dupã uscare,calitatea ecranului poate fiîmbunãtãåitã semnificativ prin 1–2emulsionãri suplimentare (cu uscãriintermediare). De aceastã datã,ecranul se aæeazã în cuptor cu parteade racletare în jos. Pe partea deimprimare grosimea emulsiei trebuiesã reprezinte aproximativ 10–15 %din grosimea sitei serigrafice.
Emulsionarea automatã se reali-zeazã cu ajutorul echipamentelor deemulsionat, care pot avea scafe deemulsionat, fie doar pe o parte, fie peambele pãråi. Cele mai avantajoasesunt cele cu scafe pe ambele pãråi aleecranului deoarece permit obåinerea
6
a b
c
NNrr.. 6611 / 28.01.2011
7wwwwww..aaffaacceerrii--ppoolliiggrraaffiiccee..rroo
unui ecran uniform economisindtimp æi materiale, scafele aplicândemulsie în acelaæi timp atât pe parteade imprimare cât æi pe partea deracletare.
Emulsionarea automatã oferãavantaje cum ar fi reproductibilitateaæi posibilitatea de ajustare aparametrilor de lucru.
4. Expunerea ecranelor serigraficeExpunerea stratului fotosensibil
uscat la radiaåia UV conduce lapolimerizarea (întãrirea) zonelorexpuse care astfel devin insolubile înapã. Suprafeåele neexpuse rãmânsolubile în apã æi vor fi spãlatefolosind apã rece sau cãlduåã.
Pentru expunerea ecraneloremulsionate se pot utiliza mai multetipuri de surse UV. Spectrul deemisie trebuie sã se situeze îndomeniul lungimilor de undã 350-420 nm, pentru a coincide cusensibilitatea maximã a filmului æi aemulsiei.
Cele mai indicate surse deradiaåii UV sunt:
- lãmpi cu halogenurã metalicã,putere 2000 - 6000 W;
- lãmpi cu vapori de mercur;- lãmpi cu vapori de mercur la
presiune ridicatã;- lãmpi cu halogenurã de mercur;- lãmpi fluorescente super-
actinice.
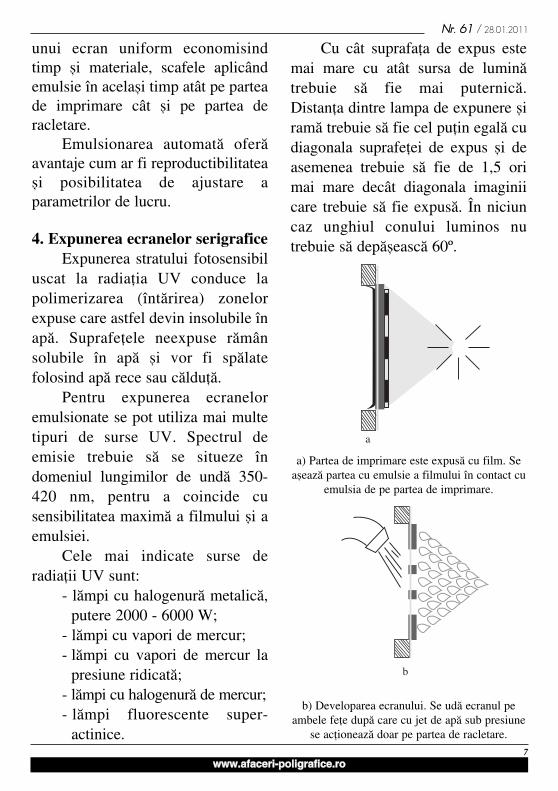
Cu cât suprafaåa de expus estemai mare cu atât sursa de luminãtrebuie sã fie mai puternicã. Distanåa dintre lampa de expunere æiramã trebuie sã fie cel puåin egalã cudiagonala suprafeåei de expus æi deasemenea trebuie sã fie de 1,5 orimai mare decât diagonala imaginiicare trebuie sã fie expusã. În niciuncaz unghiul conului luminos nutrebuie sã depãæeascã 60º.
a) Partea de imprimare este expusã cu film. Seaæeazã partea cu emulsie a filmului în contact cu
emulsia de pe partea de imprimare.
b) Developarea ecranului. Se udã ecranul peambele feåe dupã care cu jet de apã sub presiune
se acåioneazã doar pe partea de racletare.
a
b
Publica\ie lunar[ editat[ de S.C. Afaceri Poligrafice S.R.L., Bd. Energeticienilor nr. 8, 032092 Bucureßti 3T 0722 242 746, 0723 311 001 ï T/F 021 346 0190 ï F 021 347 2971 ï www.afaceri-poligrafice.ro
®
COPYRIGHT 2002
Preluarea conåinutului publicaåieiRevista Afaceri Poligrafice, respectiv aBuletinului Informativ cu acelaæi nume -integralã sau paråialã, prelucratã sau nu - înorice mijloace de informare, este permisã æigratuitã, cu condiåia obligatorie sã semenåioneze ca sursã a acesteia:
“www.afaceri-poligrafice.ro”
c) Ecranul se usucã la temperaturi de 20º - 30º C.
Expunerea în trepte estenecesarã pentru a determina timpulcorect de expunere. Timpul deexpunere depinde de caracteristicileemulsiei foto, de film, de sursa deluminã æi de distanåa dintre lampã æiecranul de expus.
Ecranele subexpuse nu seîntãresc deloc æi emulsia de pe faåade racletare este spãlatã la deve-lopare. Un strat fotosensibil cuaspect mâzgãlit reprezintã un semnsigur de subexpunere. Dacã clãtireanu este suficientã, o parte dinemulsia foto dizolvatã se fixeazã pepãråile libere ale sitei. Dupã uscarerãmâne o peliculã abia vizibilã careîmpiedicã pãtrunderea cernelii prinochiurile sitei în timpul imprimãrii.
Ecranele subexpuse prezintã orezistenåã slabã la solvenåi, lacerneluri æi la uzura mecanicã æi suntgreu de recuperat.
Ecranele supraexpuse vor aveao rezoluåie scãzutã æi acest fenomenapare mai ales în cazul sitelor albe.Fibrele necolorate reflectã lumina în
timpul expunerii, ceea ce conduce laprobleme de rezoluåie. Nu serecomandã folosirea sitelor albe laimprimarea detaliilor fine. Timpulde expunere în cazul sitelor colorateeste mai mare decât în cazul celoralbe æi de aceea sunt recomandatepentru imprimãrile policrome æidetalii fine.
5. Developarea ecranelor serigraficePentru developarea unui ecran
expus se recomandã utilizarea uneiduze la care presiunea apei se poateajusta (20-25 bari) sau a unui utilajautomat de developare.
Cu ajutorul unui aspirator sepoate îndepãrta apa rãmasã pe ecrandupã developare. Astfel, se previnefixarea emulsiei dizolvate înochiurile sitei æi se scurteazãconsiderabil timpul de uscare.
Prezentare realizatã de Cristina CALAFETEANUEDCG Bucureæti, pe baza
documentaåiei furnizate deSEFAR AG æi FOTEC AG Elveåia
c