pn 09-160102 –microimbinarea materialelor neferoase prin...
TRANSCRIPT

PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
1
Rezumatul fazei 10:
Lucrarea „„Microîmbinare termosonică a materialelor disimilare neferoase a conductorilor multifilari” este in faza X-a a Proiectului Nucleu PN 09 – 160 102, si se constituie ca faza suplimentara pentru anul 2014, cu denumirea „Microîmbinarea termosonică a materialelor disimilare neferoase a conductorilor multifilari, din cupru si aluminiu pentru aplicatii in industria auto”, Capitolul 1
Stadiul actual al microimbinarilor materialelor noi, din categoria conectorilor multifilari pentru industria auto, electronica si electrotehnica, utilizind energie ultrasonica, asociata cu energie electrica prin presiune. Se prezinta stadiul microimbinarilor si avanatajele sudarii ultrasonice pentru conductori multifilari , precum si stadiul national al cercetarii in domeniu. Vibratiile mecanice produse de ultrasunete pot fi folosite cu succes pentru generarea de energie in scopul microsudarii materialelor noi, fiind reduse ca amplitudine mecanica (<100 µm) si de frecventa ridicata (20 - 70 kHz). Sunt cunoscute si utilizate doua tehnici curente de microimbinare: Activarea ultrasonica in procesele de sudare este considerata o solutie tehnologica avansata ce consta in aplicarea in procesul de sudare a unor vibratii de inalta frecventa ( peste 20-49 khz), cu amplitudine mica (5-50 μm). Folosirea acestei tehnici permite imbinarea unor materiale dificil de procesat prin metode conventionale: aliaje metalice cu stuctura multifilara pe suport . Stadiul actual in domeniul proceselor de sudare asistate ultrasonic evidentiaza procedee clasice cunoscute, dar mai putin procedee hibride. In privinta mecanismelor si tehnologiilor de sudare asistate ultrasonic, si a analizarii fenomeneor ce insotesc sau determina chiar prelucrarea cu ultrasunete exista in prezent un numar mare de cercetari si realizari tehnologice , fiind formulate ipoteze bazate fie pe observatia procesului tehnologic al fenomenului prelucrarii cu mijloace perfectionate de investigatie si pe baza unor experimente laborioase , rezultind modele functionale de masini specializate de imbinare cu asistare ultrasonica precum si masini unelte specializate furnizate de producatori consacrati. In cele ce urmeaza se prezinta succint citeva modele de echipamente si imbinari reprezentative cu asistare ultrasonica fabricate de producatori consacrati. Echipament conventional Branson Ultrasplice – 40, cu modulul de comanda si programate este prezentat in imaginea din figura 1.1
Figura 1.1 Echipament de microimbinare conductori multifilari Branson Ultrasplice - 40 Echipament conventional Branson Ultrasplice – 40, realizeaza conexiuni electrice superioare tehnologiilor de sertizare , lipire , sau sudare rezistenta , ofera de asemenea economii în consumul de energie, eliminarea de consumabile. USOR DE FOLOSIT de design convenabilUltrasplice 40 a permite operatorului pentru a alimenta fire cu ușurință în cuib despicare . De obicei , o sudură este finalizată în mai puțin de o jumătate de secundă .

PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
2
Deoarece ultrasunete nu genereaza caldura apreciabil , reperele pot fi manipulate imediat după imbinare. Echipament conventional Branson Ultrasplice – 40, poate fi utilizat cu ușurință pentru cpmpactarea ultrasonica a terminalelor de conductori multifilari, care urmeaza a fi imbinata pe un suport din folie de tabla, sau un conector electric. In imaginea din figura 1.2 sunt prezentate imbinari reprezentative realizate cu echipamentul conventional Branson Ultrasplice – 40
Figura 1.2 Imbinari reprezentative cu echipamentul Branson Ultrasplice – 40 A - Imbinare ultrasonica conductori multifilari cupru; B – Compactare ultrasonica terminal multifilar cupru; C- Imbinare ultrasonica conductori monofilari cu terminale multifilare compactate ultrasonic; D – Imbinare ultrasonica termibnale conexii electrice perii micromotoare Echipamentul de sudare Splice Rite TM de la SONOBOND Ultrasonic, figura 1.3,.este un sistem computerizat care realizeaza imbinarea de materiale multifilare similare si disimilare cu ultrasunete de inalta conductivitate cu acoperiri de protectie sau suprafete oxidate.
Figura 1.3 Echipamentul de sudare Splice Rite TM de la SONOBOND Ultrasonic In imaginea din figura 1.4 sunt prezentate imbinari reprezentative realizate cu echipamentul conventional Branson Ultrasplice – 40
A
B
C D

PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
3
Figura 1.4 Imbinari reprezentative cu echipamentul Splice Rite TM de la SONOBOND Ultrasonic
A - Imbinare ultrasonica conductori multifilari cupru pe conector cupru; B – Imbinare ultrasonica terminal multifilar cupru, 8 terminale; C- Imbinare ultrasonica conductori multifilari In imaginea din figura 1.5 se prezinta echipamentul MINIC II de sudare cu ultrasunete de la firma SCHUNK Sistemul este o producție economică pentru imbinarea conductorilor multifilari. Secțiuni transversale de sârmă de până la 30 mm2 pot fi sudate, în funcție de ieșirea de putere a generatorului. Designul compact oferă abundente posibilități de aplicare. De exemplu, sistemul poate, printre altele, să fie dotat ca o unitate pentru debitare
Figura 1.5 Echipamentul de sudare MINIC II, SCHUNK Ultrasonic A – Echipament de sudare; B- Generator de ultrasunete; C – Sistem de monitorizare proces de
sudare ultrasonica In imaginea din figura 1.6 sunt prezentate imbinari reprezentative realizate cu echipamentul MINIC II, SCHUNK Ultrasonic
Figura 1.6 Imbinari reprezentative cu echipamentul de sudare MINIC II, SCHUNK Ultrasonic A - Imbinare ultrasonica conductori multifilari cupru, 2terminale; B – Imbinare ultrasonica terminal multifilar cupru, conector ; C- Imbinare ultrasonica conductori multifilari, 3 terminale
A B C
A
B
C
A B C

PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
4
Echipamentul de sudare conductori multifilari US-3020 Ultrasunete Wire Splice Systems, este soluția Tech - Sonic industrial , figura 1.7. Se sudează , conductori multifilari împletiti din materiale neferoase sau materiale magnetice sârmă sertizata sau un racord de cablu conector . Conexiunile pe care le produce sunt folosite în automobile , avioane , de calculatoare și electronice de consum industriale , precum și alte aplicații de control al procesului și instrumente industriale . Cel mai frecvent se utilizează în producția de conductori multifilari din materiale neferoase .Sistemul de programare Grafic Splice Editor Tech - Sonic a permite utilizatorului să proiecteze racorduri rapid și ușor . Imagini realiste ale firelor pentru a fi racordate arăta culoarea materialului de izolare , dimensiunea cablurilor , blocați / unstranded și aspectul de îmbinare terminat , oferind operatorilor un ghid precis pentru procesul de o gamă Splice : 4AWG de sârmă 28AWG ( 0,5 mm2 până la 32 mm2 secțiune transversală )
Figura 1.7 Echipamentul de sudare US-320 Tech -Sonic Ultrasonic A – Echipament de sudare; B – Sistem de programare si monitorizare proces de sudare
ultrasonica; C- Generator de ultrasunete; In imaginea din figura 1.8 sunt prezentate imbinari reprezentative realizate cu echipamentul US-320 Tech -Sonic Ultrasonic, si captura ecran sistem de programare parametrii tehnologici de sudare conductori multifilari Figura 1.8 Imbinari reprezentative cu echipamentul de sudare US-320 Tech -Sonic Ultrasonic A - Imbinare ultrasonica conductori multifilari cupru ; B – Captura ecran sistem de programare
parametrii tehnologici de sudare conductori multifilar Echipamentul de sudare conductori multifilari Wire Splicing SystemTelso Splice TS3, este soluția Tech - Sonic industrial , figura 1.9. Se sudează , conductori multifilari împletiti din materiale neferoase sau materiale magnetice sârmă sertizata sau un racord de cablu conector .. Cel mai frecvent se utilizează în producția de conductori multifilari din materiale neferoase .
AB
C
A
B

PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
5
Sistemul de programare Grafic Telsonic a permite utilizatorului să proiecteze racorduri rapid și ușor . Imagini realiste ale firelor pentru a fi racordate arăta culoarea materialului de izolare , dimensiunea cablurilor și aspectul de îmbinare terminat , oferind operatorilor un ghid precis pentru procesul de compactare , 0,5 mm2 până la 52 mm2 secțiune transversală.
Figura 1.9 Echipamentul de sudare SystemTelso Splice TS3 A – Echipament de sudare; B – Sistem de programare si monitorizare proces de sudare
ultrasonica; C- Generator de ultrasunete;
In imaginea din figura 1.10 sunt prezentate imbinari reprezentative realizate cu echipamentul SystemTelso Splice TS3 Ultrasonic, si captura ecran sistem de programare parametrii tehnologici de sudare conductori multifilari
Figura 1.10 Imbinari reprezentative cu echipamentul de sudare SystemTelso Splice TS3 Ultrasonic,
A - Imbinare ultrasonica conductori multifilari cupru, 2 si 3terminale; B – Imbinare ultrasonica terminal multifilar aluminiu, conector ; C- Imbinare ultrasonica conductori multifilari, aluminiu pe
conector alama CuZn37
Sudarea cu ultrasunete a conductorilor multifilari utilizind tehnologii hibride electric prin presiune si cu ultrasunete, sau multifilari pe placi din materiale conductoare incluzand materiale avansate este un procedeu fezabil si care confera avantaje legate de calitatea imbinarilor sudate, lipsa materialelor de adaos, eliminarea automata a oxizilor prin contactul mecanic la frecvente de vibratie ridicate, dar si unele dezavantaje survenite din nevoia unui contact mecanic pe ambele parti ale sudurii, implicit o forta aplicata pieselor ce urmeaza a fi sudate.
A
B
C
C
A
B
C

PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
6
Astfel geometria suduri este limitata la sudarea prin suprapunere, iar procedeul nu este la fel de rapid ca altele cum ar fi sudarea laser.
In fazele precedente ale proiectului s-a prezentat configuraţia constructiva a echipamentului de îmbinare termosonica la frecventa de 40-70 kHz, pregătit in vederea evaluării sistemului de deplasare in coordonate. Echipamentul de îmbinare termosonica fiind un echipament multifuncţional, destinat in principal microimbinarii termosonice a conductorilor monofilari si multifilari din materiale neferoase Cu, AI dar si asimilării tehnologiilor de sudare performante de îmbinări pentru materiale inginereşti, materiale biocompatibile, compozite, cu memorie formei, cu aplicaţii in industria electrotehnica, a aparatelor de măsura si control, electronica si microelectronica, automobile, aparatura medicala si se compune in principal din: generatorul de ultrasunete, partea de sudare cu sistemul transductor ultrasonic, platou micrometric x-y cu programare digitala, sistem optic de vizualizare si control al zonei de îmbinare. S-au realizat experimentari tehnologice de sudare ale conductorilor multifilari din cupru, pe table de Cu si Al, ca un experiment aleator, având ca scop identificarea zonelor de îmbinare.
O alta activitate realizata in faza precedenta o reprezintă evaluarea performanţelor tehnice şi tehnologice, ale echipamentelor prin elaborarea de tehnologii optimizate de microîmbinare a materialelor si utilizarea metodei experimentelor factoriale, in vederea cuantificării rezultatelor programelor experimentale are drept scop o mai buna legătura cauza efect sau legătura dintre factorii de influenta si funcţia obiectiv.
Prin experimentele sistematice de sudare s-au demonstrat performanţele tehnice şi tehnologice, ale echipamentelor realizate, iar pentru aceata etapa s-au realizat tehnologii explopratorii de imbinera hibrida, electric prin presiune si cu ultrasunete pentru conductori multifilari din cupru si sirme de aluminu.
S-a realizat procesul de simulare si calibrare cu programe specializate a sonotrodelor si transformatoarelor de amplitudine pentru îmbinarea termosonica 40-70 kHz, necesara in realizare programului experimental. S-a realizat simularea constructiva si dimensionala a unei sonotrode la frecventa de 40 kHz care a fost realizata si testata in vederea interfaţării acestei in construcţia uneia din cele doua modele funcţionale care au fost construite si testate in cadrul programului nucleu, ULTRASONICA 01 Capitolul 2.
Echipamentul de sudare hibrida conductori multifilari electric prin presiune si cu
ultrasunete si materiale utilizate in programul experimental S-au utilizat echipametele de sudare realizate in cadrul proiectului. Echipamentul de
sudare hibrida, electric prin presiune si cu ultrasunete, TERMOSONICA 01,este prezentat in figura 2.1 si are urmatoarele caracteristici:
Tensiunea de alimentare: 240 V / 50 Hz Frecventa de lucru: 40 kHz Generator de ultrasunete: in tehnica PWM Puterea maxima: 500 W Transductor cu generator piezoceramic

PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
7
Figura 2.1 Echipament de microimbinare hibrid, electric prin presiune si cu ultrasunete: 1. Platforma programabila cu motoare pas cu pas x,y; 2. Platforma programabila cu motor pas
cu pas z; 3. Sistem de programare CNC, EMC; 4. Modul de comanda si programare CS 02 ISP; 5 Ansamblul rezonator ultrasonic 40kHz; 6. Generator ultrasonic 40 kHz:7. Camera temografica
8. Analizor de curent TECNA.
Reglaj parametri tehnologici in tehnica digitala Monitorizare automata a procesului tehnologic Actionare echipament electromecanic Transformator de sudare 220V/50 Hz, 3 kVA Modul de comanda si programare in tehnica digirtala, CSP 05 ISP Contactor static cu tiristoare IXSYS MCC 200
S-au realizat dispozitive de fixare la sudare nicovala de sudare si sonotroda specializata, prezentate in figura 2.2, adaptate la reperele sudate (benzi, sarme, table) in aceasta faza a proiectului.
Figura 2.2 Dispozitivare la sudare nicovala de sudare si sonotroda specializata 40 kHz.
1. Sonotroda specializate cu doi lobi 2. Nicovala de sudare ; 3. Suport folie cupru ; 4. Conductor multifilar cupru;
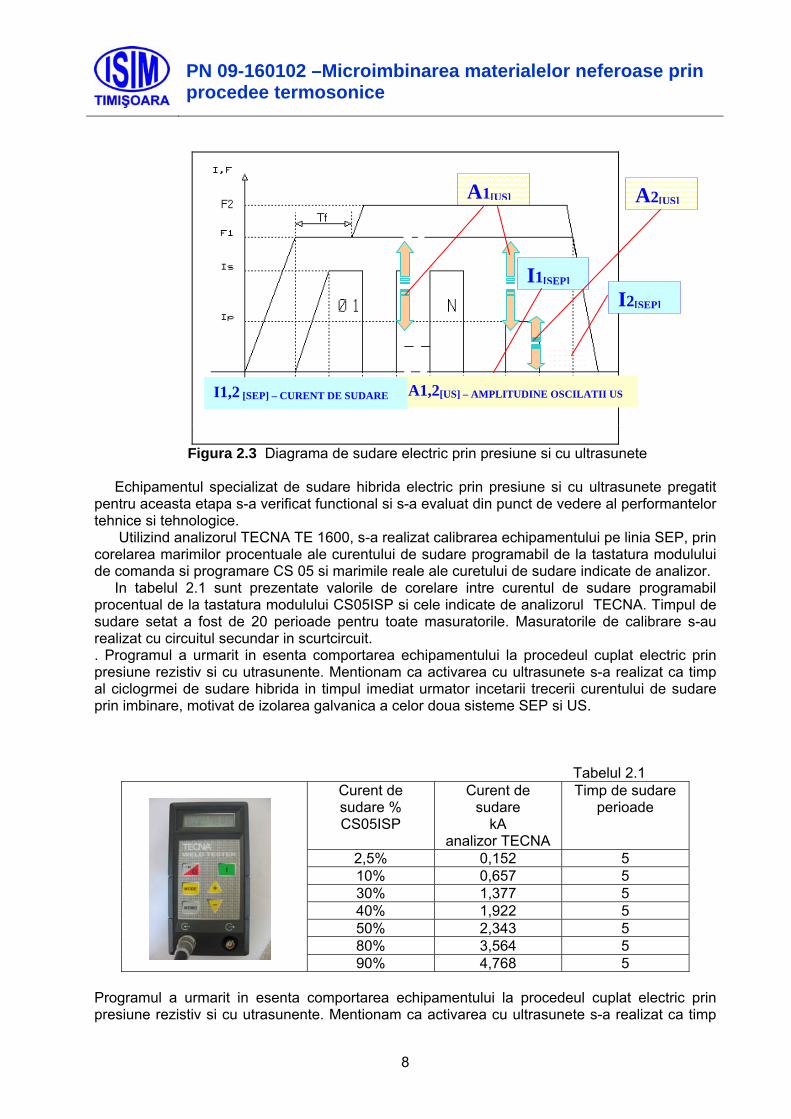
In figura 2.3 se prezinta ciclograma de sudare prin procedeul hibrid electric prin presiune si cu ultrasunete. Se remarca procedeul de sudare in impulsuri, electric prin presiune alternant cu trenurile de unde ultrasonore.
1
3
2
4 6
7
8
12 3
4
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
8
Figura 2.3 Diagrama de sudare electric prin presiune si cu ultrasunete Echipamentul specializat de sudare hibrida electric prin presiune si cu ultrasunete pregatit pentru aceasta etapa s-a verificat functional si s-a evaluat din punct de vedere al performantelor tehnice si tehnologice. Utilizind analizorul TECNA TE 1600, s-a realizat calibrarea echipamentului pe linia SEP, prin corelarea marimilor procentuale ale curentului de sudare programabil de la tastatura modulului de comanda si programare CS 05 si marimile reale ale curetului de sudare indicate de analizor. In tabelul 2.1 sunt prezentate valorile de corelare intre curentul de sudare programabil procentual de la tastatura modulului CS05ISP si cele indicate de analizorul TECNA. Timpul de sudare setat a fost de 20 perioade pentru toate masuratorile. Masuratorile de calibrare s-au realizat cu circuitul secundar in scurtcircuit. . Programul a urmarit in esenta comportarea echipamentului la procedeul cuplat electric prin presiune rezistiv si cu utrasunente. Mentionam ca activarea cu ultrasunete s-a realizat ca timp al ciclogrmei de sudare hibrida in timpul imediat urmator incetarii trecerii curentului de sudare prin imbinare, motivat de izolarea galvanica a celor doua sisteme SEP si US.
Tabelul 2.1
Curent de sudare % CS05ISP
Curent de sudare
kA analizor TECNA
Timp de sudare perioade
2,5% 0,152 5 10% 0,657 5 30% 1,377 5 40% 1,922 5 50% 2,343 5 80% 3,564 5 90% 4,768 5
Programul a urmarit in esenta comportarea echipamentului la procedeul cuplat electric prin presiune rezistiv si cu utrasunente. Mentionam ca activarea cu ultrasunete s-a realizat ca timp
I1[SEP]
I2[SEP]
A1[US] A2[US]
A1,2[US] – AMPLITUDINE OSCILATII US I1,2 [SEP] – CURENT DE SUDARE

PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
9
al ciclogrmei de sudare hibrida in timpul imediat urmator incetarii trecerii curentului de sudare prin imbinare, motivat de izolarea galvanica a celor doua sisteme SEP si US. Experimentarile au avut in vedere microimbinarea hibrida electric prin presiune si cu ultrasunete, de materiale de tip conductori multifilari prin tehnologii ultrasonice si tehnologii hibride, sudare rezistiva si cu ultrasunete.
Pentru experimentari s-au folosit materiale dupa cum urmeaza :
• Materiale suport: a) FolieCu 99,5 cu grosimea de 0,25 mm;
b) Table subtiri CuZnAl grosime de 0,27mm; c) Table subtiri din Al 99,95 cu grosimea de 0,3 mm si latime de 4,0mm;
• Materiale de microimbinare: a) Conductori multifilari Cu 99.95 diametrul de 0,17 mm; b) Conductori multifilari Cu 99.95 diametrul de 0,25 mm; c) Conductori multifilari Cu 99.95 diametrul de 0,35 mm; d) Conductori Al 99m95, cu grosmea de 0,8 mm; Echipamentul dispune de un sistem centralizat de achizitie si urmarire a datelor de
proces, care include, posibilitatea urmaririi si controlului temperaturii procesului cu camera termografica, urmarirea parametrilor de proces timp de sudare, amplitudine, forta de apasare si timp de mentinere, iar ca mod de lucru se poate opta pentru secventiere la sudare in timp sau energie.
Capitolul 3 Elaborararea de tehnologii exploratorii de microimbinare termosonica conductori multifilari, in vederea optimizarii tehnologiilor de microimbinare. Microscopie digitala si monitorizare proces tehnologic cu camera termografica. Experimentul 1. Sudare conductor multifilar cupru pe suport alama (CuZn37, grosime 0,8mm)
Parametrii tehnologici de sudare, sunt prezentati in tabelul 3.1. Forma si configuaratia zonei imbinate, precum si rezultatele corespunzatoare ale probei imbinate prin analiza termografica si microscopie digitala cu aparatul HIROX 1300 sunt prezentate in figura 3.1
Tabelul 3.1
PARAMETRII TEHNOLOGICI DE SUDARE
Is %
Ts
Tu
Ti
F daN
N Is kA
25 8 3 - 50 1 1,034
30 8 3 - 50 1 1,279
T [perioade] Timp de activare ultrasonica 3 s Amplitudinea 100%

PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
10
Figura 3.1 Analiza termografica si microscopie digitala cu aparatul HIROX 1300 A- analiza termografica; B – Imagne macro; C- Imbinare sudata ultrasonic
Temperatura maxima, in zona de colimare a analizorului FLIR SYSTEMS THERMOVISION A40, figura 3.1a, indica o temperatura de 255 C, dezvoltata de echipament in intervalul a 3 secunde de la startul ciclului de sudare hibrida, preincalzire rezistiva continuata cu activare ultrasonica. Microscopia digitala asupra reperului imbinat, figura 3.1b, evidentiaza in figura 3.1c zone distincte de suprafete imbinate Experimentul 2. Sudare conductor multifilar cupru 4 toroane pe suport (Cu99,95, grosime 0,4mm)
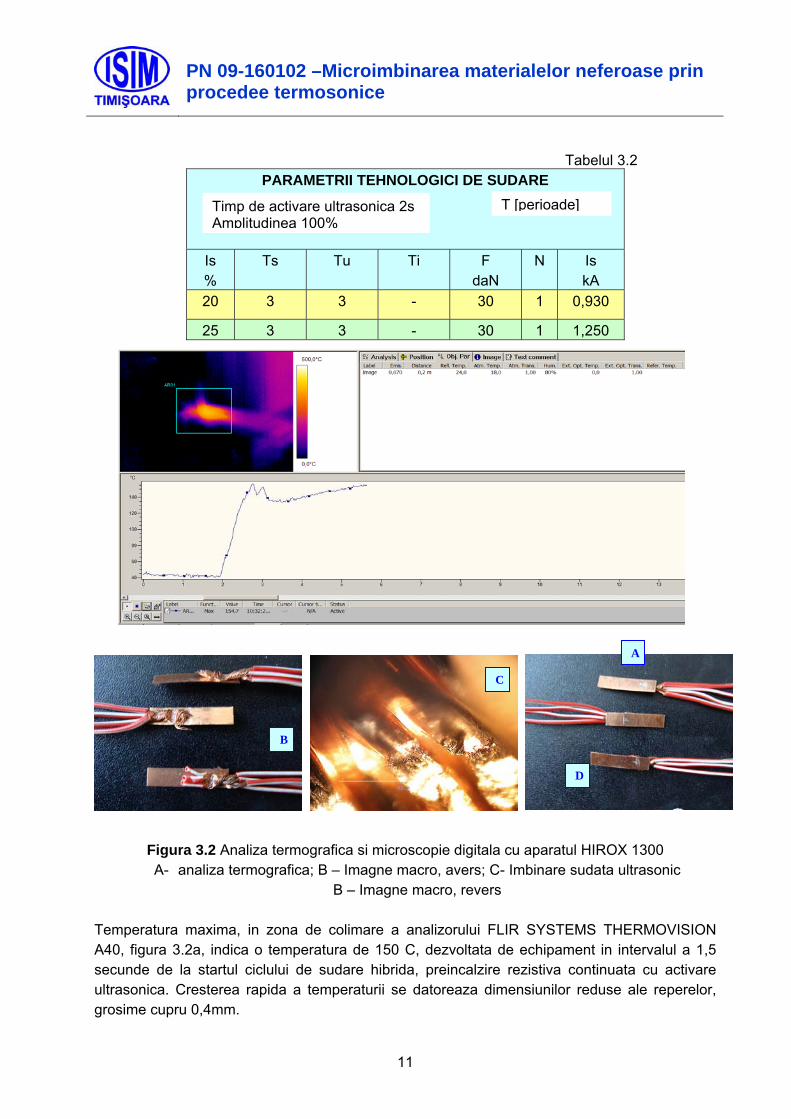
Parametrii tehnologici de sudare, sunt prezentati in tabelul 3.2. Forma si configuaratia zonei imbinate, precum si rezultatele corespunzatoare ale probei imbinate prin analiza termografica si microscopie digitala cu aparatul HIROX 1300 sunt prezentate in figura 3.2
B
CBC
A
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
11
Tabelul 3.2
Figura 3.2 Analiza termografica si microscopie digitala cu aparatul HIROX 1300 A- analiza termografica; B – Imagne macro, avers; C- Imbinare sudata ultrasonic
B – Imagne macro, revers
Temperatura maxima, in zona de colimare a analizorului FLIR SYSTEMS THERMOVISION A40, figura 3.2a, indica o temperatura de 150 C, dezvoltata de echipament in intervalul a 1,5 secunde de la startul ciclului de sudare hibrida, preincalzire rezistiva continuata cu activare ultrasonica. Cresterea rapida a temperaturii se datoreaza dimensiunilor reduse ale reperelor, grosime cupru 0,4mm.
PARAMETRII TEHNOLOGICI DE SUDARE
Is %
Ts
Tu
Ti
F daN
N Is kA
20 3 3 - 30 1 0,930
25 3 3 - 30 1 1,250
T [perioade] Timp de activare ultrasonica 2s Amplitudinea 100%
B
D
C
A

PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
12
Microscopia digitala asupra reperului imbinat, figura 3.2b, evidentiaza in figura 3.2c zone distincte de suprafete imbinate ultrasonic Experimentul 3. Sudare conductor multifilar cupru pe suport conector Cu99,95, grosime 0,4mm argintat
Parametrii tehnologici de sudare, sunt prezentati in tabelul 3.3. Forma si configuaratia zonei imbinate, precum si rezultatele corespunzatoare ale probei imbinate prin analiza termografica si microscopie digitala cu aparatul HIROX 1300 sunt prezentate in figura 3.3
Tabelul 3.3
Figura 3.3 Analiza termografica si microscopie digitala cu aparatul HIROX 1300 A – Imagne macro, avers; B- Imbinare sudata ultrasonic; C – Imagne macro, revers D-
analiza termografica; Temperatura maxima, in zona de colimare a analizorului FLIR SYSTEMS THERMOVISION A40, figura 3.4a, indica o temperatura de 350 C, dezvoltata de echipament in intervalul a 1,5 secunde de la startul ciclului de sudare hibrida, preincalzire rezistiva continuata cu activare
PARAMETRII TEHNOLOGICI DE SUDARE
Is %
Ts
Tu
Ti
F daN
N Is kA
30 3 2 - 30 1 1,330
35 3 2 - 30 1 1,450
T [perioade] Timp de activare ultrasonica 3s Amplitudinea 100%
C
D
B
A

PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
13
ultrasonica. Cresterea rapida a temperaturii se datoreaza dimensiunilor reduse ale reperelor, grosime cupru 0,4mm. Microscopia digitala asupra reperului imbinat, figura 3.2b, evidentiaza in figura 3.2c zone distincte de suprafete imbinate ultrasonic Experimentul 4. Sudare conductor monofilar aluminium Al99,95 D=0,8mm pe suport conector Cu99,95, grosime 0,4mm
Parametrii tehnologici de sudare, sunt prezentati in tabelul 3.4. Forma si configuaratia zonei imbinate, precum si rezultatele corespunzatoare ale probei imbinate prin analiza termografica si microscopie digitala cu aparatul HIROX 1300 sunt prezentate in figura 3.4
Tabelul 3.4
Figura 3.4 Analiza termografica si microscopie digitala cu aparatul HIROX 1300 A – Imagne macro, avers; B- Imbinare sudata ultrasonic; C – Imagne macro, revers
D- analiza termografica; Temperatura maxima, in zona de colimare a analizorului FLIR SYSTEMS THERMOVISION A40, figura 3.4a, indica o temperatura de 280 C, dezvoltata de echipament in intervalul a 2,5 secunde de la startul ciclului de sudare hibrida, preincalzire rezistiva continuata cu activare ultrasonica. Cresterea relative lenta a temperaturii se datoreaza dimensiunilor reduse ale reperelor, grosime cupru 0,4mm dar si timpului de preincalzire reziativa Tu=4 perioade.
PARAMETRII TEHNOLOGICI DE SUDARE
Is %
Ts
Tu
Ti
F daN
N Is kA
25 3 4 - 25 1 1,250
30 3 4 - 25 1 1,350
T [perioade] Timp de activare ultrasonica 3s Amplitudinea 100%
AA CB
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
14
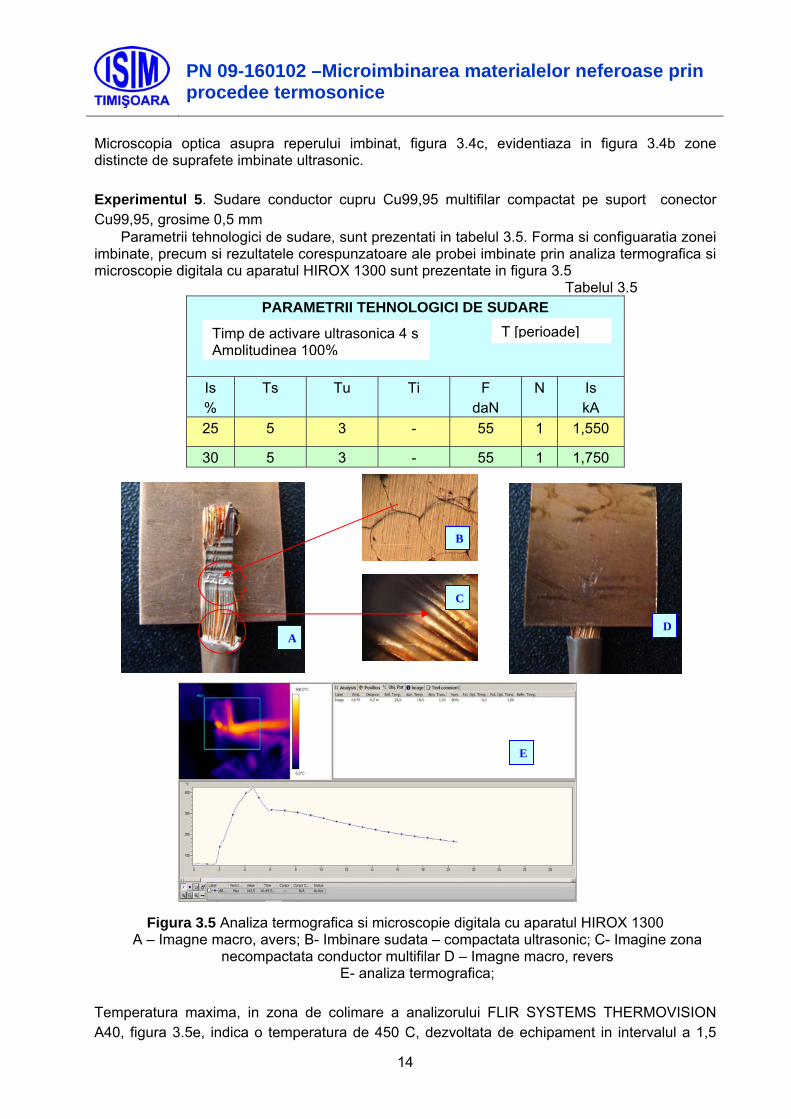
Microscopia optica asupra reperului imbinat, figura 3.4c, evidentiaza in figura 3.4b zone distincte de suprafete imbinate ultrasonic. Experimentul 5. Sudare conductor cupru Cu99,95 multifilar compactat pe suport conector Cu99,95, grosime 0,5 mm
Parametrii tehnologici de sudare, sunt prezentati in tabelul 3.5. Forma si configuaratia zonei imbinate, precum si rezultatele corespunzatoare ale probei imbinate prin analiza termografica si microscopie digitala cu aparatul HIROX 1300 sunt prezentate in figura 3.5
Tabelul 3.5
Figura 3.5 Analiza termografica si microscopie digitala cu aparatul HIROX 1300 A – Imagne macro, avers; B- Imbinare sudata – compactata ultrasonic; C- Imagine zona
necompactata conductor multifilar D – Imagne macro, revers E- analiza termografica;
Temperatura maxima, in zona de colimare a analizorului FLIR SYSTEMS THERMOVISION A40, figura 3.5e, indica o temperatura de 450 C, dezvoltata de echipament in intervalul a 1,5
PARAMETRII TEHNOLOGICI DE SUDARE
Is %
Ts
Tu
Ti
F daN
N Is kA
25 5 3 - 55 1 1,550
30 5 3 - 55 1 1,750
T [perioade] Timp de activare ultrasonica 4 s Amplitudinea 100%
AD
B
C
E

PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
15
secunde de la startul ciclului de sudare hibrida, preincalzire rezistiva continuata cu activare ultrasonica. Cresterea rapida a temperaturii se datoreaza regimului de incazire dur, preincalzire Ts=4 si timpului de activare ultrasonic de 4 secunde. Microscopia digitala asupra reperului imbinat, figura 3.5c evidentiaza zone distincte de suprafete imbinate- compactate ultrasonic. Capitolul 5 - Concluzii
In cadrul lucrarii s-au efectuat experimentari tehnologice de microimbinare in cadrul unui program sistematic pentru conductori multifilari din cupru Cu 99,95 si sirme de aluminiu Al99,95 pe suport din cu99,95, alama CuZn 37, si cupru argintat.
5.1 Materialele supuse experimentarilor au fost :
Experimentarile au avut in vedere microimbinarea hibrida electric prin presiune si cu ultrasunete, de materiale de tip conductori multifilari prin tehnologii ultrasonice si tehnologii hibride, sudare rezistiva si cu ultrasunete.
Pentru experimentari s-au folosit materiale dupa cum urmeaza :
• Materiale suport: a) FolieCu 99,5 cu grosimea de 0,25 mm;
b) Table subtiri CuZnAl grosime de 0,27mm; c) Table subtiri din Al 99,95 cu grosimea de 0,3 mm si latime de 4,0mm;
• Materiale de microimbinare: e) Conductori multifilari Cu 99.95 diametrul de 0,17 mm; f) Conductori multifilari Cu 99.95 diametrul de 0,25 mm; g) Conductori multifilari Cu 99.95 diametrul de 0,35 mm; h) Conductori Al 99m95, cu grosmea de 0,8 mm; Echipamentul utilizat dispune de un sistem centralizat de achizitie si urmarire a datelor
de proces, care include, posibilitatea urmaririi si controlului temperaturii procesului cu camera termografica, urmarirea parametrilor de proces timp de sudare, amplitudine, forta de apasare si timp de mentinere, iar ca mod de lucru se poate opta pentru secventiere la sudare in timp sau energie.
5.2 Programul experimental exploratoriu a fost realizat pe baza unor tehnologii de microimbinare in care parametrii utilizati, respectiv timp de sudare, forta de apasare la sudare si amplitudinea de vibrare ultrasonica, au fost alesi dupa un model experimental programat, si care sa satisfaca cerintele rezultate din documentele normative, cerintele privind aceste categorii de materiale si aplicatii.
1.3 S-au obtinut imbinari ale unor perechi de materiale similare si disimilare si care au fost caracterizate de probele efectuate, prin analiza termografica si microscopie digitala cu aparatul HIROX 1300.
La stabilirea programului experimental s-a proiectat si utilizat un experiment factorial complet, realizat la fazele anterioare din analiza statistica a caruia au rezultat urmatoarele: Se evidentiaza factorul principal de influenta (timp de sudare, forta de apasare la sudare
si amplitudinea) S-au create premisele consolidarii unei banci de date pentru microimbinarea
termosonica pentru materiale similare si disimilare din conductori multifilari.
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
16
In cazul unor aplicatii industriale din industria conectorilor se coreleaza banca de date astfel obtinuta, functie de cerintele produsului, urmarindu-se maximizarea functiilor obiectiv dorite. In activitatea industriala, se pot, astfel realiza tehnologii de imbinare pentru diferite tipodimensiuni de materiale din clasa conectorilor din aliaje neferoase, precum si din materiale avanstae biocompatibile si cu memoria formei.
5.5 Pentru aceasta etapa s-au realizat tehnologii preliminare de microimbinare termosonica pentru materiale similare si disimilmilare, conductor multifilar cupru pe suport alama (CuZn37, grosime 0,8mm), conductor multifilar cupru 4 toroane pe suport (Cu99,95, grosime 0,4mm), conductor multifilar cupru pe suport conector Cu99,95, grosime 0,4mm argintat; conductor monofilar aluminium Al99,95 D=0,8mm pe suport conector Cu99,95, grosime 0,4mm, conductor cupru Cu99,95 multifilar compactat pe suport conector Cu99,95, grosime 0,5 mm
5.6 Lucrarile realizate corespund in totalitate cu activitatile planificate in cadrul proiectului pentru aceasta etapa.
Responsabil proiect, Ing.Octavian OANCA