manual de utilizare weldcontrol ef 315...2 instructiuni ssm acest manual de utilizare contine...
TRANSCRIPT
WeldControl EF 315Manual de utilizare
Versiune Iulie 2014
Nieder-Ohmener Str. 2635325 Mücke (Atzenhain)
+49 (0)6401 91 27 0 +49 (0)6401 91 27 39 [email protected] http://www.huerner.de
HÜRNER SCHWEISSTECHNIK GmbH

Versiune Iulie 2014 3Manual de utilizare HÜRNER WeldControl EF 315
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 2635325 Mücke, Germany
ContentsQ iョエイッ、オ」・イ・@N � ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ UR iョウエイオ」エゥオョゥ@ssm@N N � ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ URNQ cッョウオャエ。イ・。@ュ。ョオ。ャオャオゥ@、・@オエゥャゥコ。イ・@N✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ URNR eクーャゥ」。イ・。@ウゥュ「ッャオイゥャッイ@N � ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ URNS uエゥャゥコ。イ・。@ゥョ@」ッョ、ゥエゥゥ@、・@ウゥァオイ。ョエ。@。@。ー。イ。エオャオゥN ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ VRNT o「ャゥァ。エゥゥャ・@ーイッーイゥ・エ。イオャオゥ@ウゥ@。ャ・@ッー・イ。エッイオャオゥ@N N✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ WRNU s」ッーオャ@ー・ョエイオ@」。イ・@。@ヲッウエ@ヲ。「イゥ」。エ@。ー。イ。エオャ@N N✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ WRNV g。イ。ョエゥ。@N � ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ XRNW tイ。ョウーッイエ@ウゥ@、・ーッコゥエ。イ・@N � ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ XRNX i、・ョエゥヲゥ」。イ・。@。ー。イ。エオャオゥ@N N N � ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ XS iョエ・ャ・ァ・イ・。@。ー。イ。エオャオゥ@N N � ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ XSNQ r・ー・イ・@ゥョ」ャオウ・@N N N � ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ XSNR p。ョッオ@、・@」ッュ。ョ、。N N N � ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ YSNS cッョ・」エッイゥN N � ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ YSNT sー・」ゥヲゥ」。エゥゥ@エ・ィョゥ」・@N N N � ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ QPSNU pイ・コ・ョエ。イ・@ー・@ウ」オイエ@。@ーイッ」・ウオャオゥ@、・@ウオ、オイ。@N N N✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ QQT uエゥャゥコ。イ・。@。ー。イ。エオャオゥ@N N N � ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ QRTNQ cッョヲゥァオイ。イ・。@。ー。イ。エオャオゥL@ゥョエイッ、オ」・イ・@ー。イ。ュ・エイゥゥ@、・@ウオ、オイ。@N N✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ QRTNQNQ s・エ。イ・。@」ッョヲゥァオイ。エゥ・ゥ@ゥューャゥ」ゥエ・@。@。ー。イ。エオャオゥ@N N N✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ QTTNQNR iョエ・ャ・ァ・イ・。@ウオ「ュ・ョゥオャオゥ@s・エエゥョァウN N N✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ QTTNQNS aャ・ァ・イ・@ャゥュ「。@N N N � ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ QUTNQNT s・エ。イ・@」・。ウ@N N N � ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ QUTNQNU s・エ。イ・@カッャオュ@ウ・ュョ。ャ@ウッョッイ@H。ャ。イュ。IN N✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ QUTNQNV iョエ・ャ・ァ・イ・。@ウオ「ュ・ョゥオャオゥ@✂✄☎✆✝✞✟✠✡☛☞@N N ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ QUTNR iョエイッ、オ」・イ・。@、。エ・ャッイ@、・@エイ。ウ。「ゥャゥエ。エ・@ーイ・ヲッイュ。エ。エ・@ウゥ@、・ヲゥョゥエ・、・@オエゥャゥコ。エッイ@N N � ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ QVTNRNQ iョエイッ、オ」・イ・@」ッ、@、・@ゥ、・ョエゥヲゥ」。イ・@ウオ、ッイ@N N✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ QVTNRNR iョエイッ、オ」・イ・。@ウ。オ@ュッ、ゥヲゥ」。イ・。@ョオュ。イオャオゥ@、・@ャオ」イ。イ・N N N✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ QVTNRNS iョエイッ、オ」・イ・。@ウ。オ@ュッ、ゥヲゥ」。イ・。@ョオュ。イオャオゥ@ウオ、オイゥゥN N✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ QWTNRNT iョエイッ、オ」・イ・。@。ャエッイ@、。エ・@ュッ、ゥヲゥ」。エ・@」オ@ーイゥカゥイ・@ャ。@エイ。ウ。「ゥャゥエ。エ・。@イ・ー・イ・ャッイ@N N N �✁✁✁✁✁✁✁ QWTNS sオ、オイ。@」。ーM」。ー@ゥョ@ュッ、オャ@w・ャ、cッョエイッャ@N N N✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ QWTNSNQ fイ・コ。イ・@」。ー・エ・@、・@エ・。カ。N N � ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ QXTNSNR v・イゥヲゥ」。イ・@。ャゥョゥ・イ・@ウゥ@ウエ。「ゥャゥイ・@ーイ・ウゥオョ・@✌✍ ✎✏✍✑✒✎✍@N N N �✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ QYTNSNS pッウゥ「ゥャゥエ。エ・。@、・@。@ウ」ィゥュ「。@ー。イ。ュ・エイゥゥ@、・@ウオ、オイ。@N N✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ QYTNSNT s・エ。イ・。@ーイ・ウゥオョゥゥ@、・@ウオ、。イ・@ウゥ@ゥョゥエゥ・イ・。@・エ。ー・ゥ@、・@ヲッイュ。イ・@。@ァオャ・イオャオゥ@、・@ウオ、オイ。@N N N � ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ QYTNSNU eエ。ー。@、・@ゥョ」。ャコゥイ・N N N � ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ RPTNSNV eエ。ー。@、・@ウ」ィゥュ「。イ・N � ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ RQTNSNW eエ。ー。@、・@ウオ、オイ。@ーイッーイゥオMコゥウ。@ウゥ@、・@イ。」ゥイ・@N N ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ RQTNSNX fゥョ。ャゥコ。イ・@ーイッ」・ウ@、・@ウオ、オイ。@N N �✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ RQTNT pイッ」・ウ@ュ。ョオ。ャ@、・@ウオ、オイ。@」。ーM」。ー@N N✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ RQTNTNQ eエ。ー。@、・@イ・。ャゥコ。イ・@。@ァオャ・イオャオゥ@、・@ウオ、オイ。@N N ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ RSTNTNR eエ。ー。@、・@ゥョ」。ャコゥイ・N N N � ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ RSTNTNS eエ。ー。@、・@ウ」ィゥュ「。イ・N N � ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ RSTNTNT eエ。ー。@、・@ウオ、オイ。@ーイッーイゥオMコゥウ。@ウゥ@、・@イ。」ゥイ・N N✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ RSTNTNU fゥョ。ャゥコ。イ・@ウオ、オイ。N N N � ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ RTTNU r・。ャゥコ。イ・。@オョ・ゥ@ウオ、オイゥ@ーイゥョ@・ャ・」エイッヲオコゥオョ・@N N ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ RTTNUNQ cッョ・」エ。イ・。@ヲゥエゥョァオャオゥN N � ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ RTTNUNR cゥエゥイ・。@」ッ、オャオゥ@、・@「。イ・@、・@ー・@ヲゥエゥョァ@」オ@。ェオエッイオャ@ウ」。ョョ・イオャオゥN N ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ RTTNUNS iョエイッ、オ」・イ・。@ュ。ョオ。ャ。@。@ー。イ。ュ・エイゥャッイ@、・@ウオ、オイ。N N N✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ RTTNUNT iョゥエゥ・イ・。@ーイッ」・ウオャオゥ@、・@ウオ、オイ。@N N✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ RUTNUNU pイッ」・ウオャ@、・@ウオ、オイ。@N N � ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ RUTNUNV fゥョ。ャゥコ。イ・@ウオ、オイ。@@N ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ RUTNUNW tゥュー@、・@イ。」ゥイ・@N N N � ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ RUTNV pイッ」・ウ@、・@ウオ、オイ。@。「。ョ、ッョ。エ@N N✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ RUTNW uエゥャゥコ。イ・。@vゥ・キw・ャ、L@vゥ・キ@w・ャ、ゥョァ@r・ーッイエウ@ウゥ@pイゥョエ@t。ァウ@N N ✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁✁ RW
4
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 26
35325 Mücke, Germany
Atentie
Succesul operatiunii de sudura cap-cap depinde
de folosirea unor nivele corespunzatoare de
presiune, a timpilor de sudura necesari,
precum si de temperaturile corecte pentru
respectiva sudura, conform tabelelor cu valori
aferente sudurilor prezentate in anexa.
Valorile corecte pentru presiune depind de
sectiunea cilindrului aparatului. Inainte de a
utiliza tabelele din anexa, verificati cu atentie
sectiunea mentionata in specificatiile tehnice
din acest manual pentru a vedea daca este
aceeasi cu sectiunea mentionata pe placa
montata pe aparatul dumneavoastra.
U@ d・ウ」。イ」。イ・@イ。ーッ。イエ・@N ✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓ RXUNQ@ s・ャ・」エ。イ・。@ヲッイュ。エオャオゥ@ヲゥウゥ・イオャオゥ@ウゥ@。@ーイッ」・ウオャオゥ@、・@ウオ、オイ。@N N✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓ RXUNR@ d・ウ」。イ」。イ・。@エオエオイッイ@イ。ーッ。イエ・ャッイ@N✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓ RYUNS@ d・ウ」。イ」。イ・。@ゥョ@ヲオョ」エゥ・@、・@ョオュ。イ@ャオ」イ。イ・L@、。エ。@ウ。オゥョエ・イカ。ャ@イ。ーッイエ@N ✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓ RYUNT@ iョエ・ャ・ァ・イ・。@ーイッ」・ウオャオゥ@、・@、・ウ」。イ」。イ・@。@イ。ーッイエオャオゥ@N ✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓ RYUNU@ sエ・イァ・イ・。@、。エ・ャッイ@、ゥョ@ュ・ュッイゥ。@。ー。イ。エオャオゥ@N N ✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓ RYUNV@ p。ウエイ。イ・。@、。エ・ャッイ@ゥョ@ュ・ュッイゥ。@。ー。イ。エオャオゥ@N✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓ RYV@ s・イカゥ」・@ウゥ@イ・ー。イ。エゥゥN N✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓ RYW@ d。エ・@、・@」ッョエ。」エ@ー・ョエイオ@ウ・イカゥ」・@ウゥ@イ・ー。イ。エゥゥN N ✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓ SPX@ a」」・ウッイゥゥOpゥ・ウ・@、・@ウ」ィゥュ「@ー・ョエイオ@。ー。イ。エ@N N N✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓ SPaョ・ク。@N ✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓ SQ
Versiune Iulie 2014Manual de utilizare HÜRNER WeldControl EF 315
5
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 2635325 Mücke, Germany
1 Introducere
Stimate client:
Va multumim foarte mult pentru ca ati achizitionat produsul nostru. Suntem increzatori ca va v-a intruni toate asteptarile pe care le aveti de la un asemenea produs. Dezvoltarea, fabricarea si verificarea aparatului de sudura integratHÜRNER WeldControl EF 315 s-a realizat prin luarea in considerare a utilizarii aparatului in conditii de siguranta si intr-un mod facil pentru utilizatorul acestui aparat. Aparatul a fost fabricat si verificat prin intermediul unor tehnologii moderne si a unor reglementari de siguranta si securitate in munca unanim recunoscute.Pentru a se asigura o siguranta maxima in utilizarea aparatului, va rugam sa va conformati tuturor informatiilor din acest manual si a reglementarilor aferente prevenirii aparitiei accidentelor.
Va multumim.
2 Instructiuni SSM
Acest manual de utilizare contine instructiuni importante cu privire la utilizarea dorita a aparatului in conditii de siguranta. Fiecare persoana care utilizeaza produsul trebuie sa se conformeze instructiunilor curpinse in acest manual.
2.1 Consultarea manualului de utilizare
Manualul de utilizare este prezentat pe capitole care explica diferite functii pe care le are aparatul. Paragrafele si capitolele nemarcate sunt valabile pentru ambele moduri de efectuare a sudurilor prin intermediul acestui aparat (vezi subcap. 2.5 si 3.5).
Paragrafele sau sectiunile marcate cu simbolul din dreapta sunt specifice modului de sudura prin metoda electrofuziunii.
Paragrafele sau sectiunile marcate cu simbolul din dreapta sunt specifice modului de sudura prin metoda cap-cap cu ajutorul unui element de incalzire.
Toate drepturile aferente prezentului manual, in special dreptul de a-l copia sau de a-l reproduce (imprimat sau in format electronic) si de a-l distribui, precum si dreptul de a-l traduce sunt drepturi rezervate si fac obiectul acceptului prealabil in scris al producatorului.
2.2 Explicarea simbolurilor
Urmatoarele expresii si simboluri sunt utilizate in acest manual cu privirela problemele de protectia muncii:
Atentie
Acest simbol indica faptul ca neconformarea la indicatia respectiva poate avea ca rezultat aparitia unei situatii periculoase, urmare a careia se pot produce accidente cu vatamari corporale sau cu pagube materiale.
Important
Acest simbol indica faptul ca informatia este foarte importanta cu privire la utilizarea aparatului. Neconformarea poate avea ca rezultat aparitia unor probleme legate de utilizarea aparatului sau chiar defectarea acestuia
Info
Acest simbol indica faptul ca informatiile respective sunt informatiiutile in privinta utilizarii eficiente si economice a aparatului.
Versiune Iulie 2014 Manual de utilizare HÜRNER WeldControl EF 315
6
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 26
35325 Mücke, Germany
2.3 Utilizarea in conditii de siguranta a aparatului
pentru propria dvs sigurantaL va rugam sa va conformati urmatoarelor instructiuniZ チ protejati ca「lul de alimentare si conductele hidraulice sau ca「lul de sudura
de actiunea muchiilor taietoare. Ca「lurile si conductele deteriorate tre「uie imediat
inlocuite de un service autorizat.
チ utilizarea si inspectiile de service vor fi efectuate numai de personal autorizat care
cunoaste foarte 「ine aparatul.
チ Aparatul se va utiliza numai daca utilizatorul este vazut si de alte persoane atunci
cand lucreaza cu aparatul.
チ Inainte de a utiliza aparatulL verificati daca are piese deteriorateL iar daca este
cazulL inlocuiti-le sau reparati-le la un service autorizat.
チ Capacele conductelor hidraulice si porturile tre「uie sa fie inchise pe parcursul
transportului pentru a preveni accesul corpurilor straine si a umiditatii in unitatea
hidraulica si de control a aparatului.
チ se vor respecta reglementarile Evu cu privire la ca「lajeL prevederile vdEL regulile
dIN / CE si legislatia nationala aplica「ila.
チ fara autorizatia preala「ila a producatoruluiL nu este p・イュゥウ sa se aduca modificari
aparatului.
Atentie
Repere sub tensiuneDupa deschiderea aparatului sau dupa indepartarea carcasei, anumite reprere sub tensiune devin accesibile. Aparatul va fi deschis numai in cadrul unui service autorizat.
Atentie
Freza bilateralaPorniti freza bilaterala numai dupa ce este introdusa in aparat si transportati-o numai de maner, niciodata de carcasa discului.Nu este permisa indepartarea aschiilor din aparat in timp ce se foloseste freza. Asigurati-va ca nu este nimeni prezent in zona de pericol a aparatului.
Atentie
Elementul de incalzireAtunci cand se lucreaza cu aparatul, aveti foarte mare grija cand utilizati elementul de incalzire. Avand in vedere faptul ca elementul de incalzire atinge temperaturi mai mari de 200°C pe parcursul procesului de sudura, este obligatoriu ca operatorii aparatului sa poarte manusi de protectie corespunzatoare. Tineti cont de faptul ca elementul de incalzire ramane fierbinte o perioada de timp dupa ce este oprit.
Atentie
Fitinguri de electrofuziuneUn proces de sudura nu trebuie repetat niciodataprin folosirea aceluiasi fiting, deoarece daca seintampla acest lucru, piesele aflate sub tensiune potdeveni accesibile si pot fi atinse de operator.
Atentie
Pericolul aparitiei vanatailor si vatamarilorNu stati in zona de pericol atata timp cat bacurileaparatului se deplaseaza si asigurati-va ca nu v-ati pozitionat mainile sau picioarele intre reprerele mobile sau imobile ale aparatului.
Atentie
Conditii de lucru acceptateZona de lucru trebuie sa fie curata si iluminata in mod corespunzator.Este periculos sa lucrati cand ploua, in medii umede sau aproape de lichide inflamabile. In acest sens, conditiile acceptabile de lucru vor trebui sa fie asigurate (cort, incalzire, etc.)
Versiune Iulie 2014Manual de utilizare HÜRNER WeldControl EF 315
7
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 2635325 Mücke, Germany
Inainte de utilizarea aparatului, verificati toate dispozitivele de siguranta si piesele care pot sa prezinte anumite deteriorari minore, pentru a fi siguri ca acestea functioneaza in mod corespunzator.Atunci cand se lucreaza in modul EF, asigurati-va ca terminalele de conectare functioneaza in mod corespunzator, ca acel contact intre terminale si mufele fitingului este ferm realizat, iar suprafetele de contact sunt curate. Toate piesele trebuie sa fie instalate corect si in conformitate cu toate conditiile pentru ca produsul sa functioneze in modul dorit. Dispozitivele de siguranta sau piesele deteriorate trebuie reparate sau inlocuite de un service autorizat.
Info
Manual de utilizareManualul de utilizare trebuie sa fie disponibil intotdeauna in locatia in care se utilizeaza aparatul. Daca in timp manualul se descompleteaza sau devine ilizibil, el va fi inlocuit imediat. Va rugam sa nu ezitati sa ne contactati pentru a va asista in acest sens.
2.4 Obligatiile proprietarului si ale operatorului
• Aparatul va fi exclusiv utilizat de persoane care sunt familiarizate cu reglementarile legale aplicabile, cu liniile directoare pentru prevenirea accidentelor, precum si cu prezentul manual de utilizare. Proprietarul/ administratorul aparatului va furniza operatorului manualul de utilizare al aparatului si se va asigura ca operatorul il citeste si si-l insuseste.
• Aparatul trebuie utilizat numai sub observatie. Sudorul trebuie sa cunoasca modul in care se va utiliza aparatul sau va trebui sa participe la instruiri specifice. Societatea care detine sau utilizeaza aparatul se angajeaza sa verifice la intervale de timp rezonabile daca aparatul este utilizat de sudori conform scopului pe care il are aparatul si in conformitate cu liniile directoare referitoare la securitatea si sanatatea muncii.
• Aparatul va fi utilizat numai daca este in stare buna de functionare si numai in scopul pentru care a fost construit. Inainte de a efectua sudura, sudorul va trebui sa se asigure ca aparatul este in stare buna de functionare.
Important
Pe parcursul transportului, freza bilaterala si elementul de incalzire trebuie amplasate in suportul special pentru transportul lor.
Important
Capacul porturilor de transfer a datelor trebuie sa fie inchis pe parcursul utilizarii aparatului pentru a proteja respectivele porturi de accesul corpurilor straine si al umiditatii.
2.5 Scopul pentru care a fost fabricat aparatul
Aparatul de sudura a fost fabricat pentru a fi utilizat in exclusivitate pentru a suda tevi si fitinguri din material termoplastic prin intermediul unui proces de sudura cap-cap cu ajutorul unui element de incalzire sau prin intermediul unui proces de sudura prin electrofuziune a fitingurilor prevazute cu o rezistenta care trebuie incalzita. Vezi capitolul 3 pentru o prezentare succinta a proceselor de sudura folosite de acest aparat.
Notiunea de scop al utilizarii produsului include:• Conformarea la instructiunile cuprinse in acest manual• Respectarea tuturor perioadelor de service si intretinere
Important
Orice alta utilizare nu este permisa si va anula orice si toate raspunderile sau garantiile acordate de producator. Utilizarea in alte scopuri decat cele dorite poate conduce la aparitia unor riscuri considerabile si la pagube de ordin material.
Versiune Iulie 2014 Manual de utilizare HÜRNER WeldControl EF 315
Kombi-Schweißsystem
Typ WeldControl EF 315Maschinennr. 14552001
Hürner SchweisstechnikNieder-Ohmener Str. 26D - 35325 Mücke
CE Tel. +49 6401 9127 0
8
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 26
35325 Mücke, Germany
2.6 Garantia
Garantia se poate acorda numai cu conditia respectarii tuturor conditiilor pentru acordarea garantiei prezentate in Termenii si conditiile generale de vanzare si livrare.
2.7 Transport si depozitare
2.8 Identificarea aparatului
Fiecare aparat este identificat prin intermediul unei placute. Placuta este imprimata cu modelul (Typ), seria (Maschinennr.) si cu numele producatorului. Primele doua numere ale seriei reprezinta anul fabricatiei respectivului aparat.
3 Intelegerea aparatului
Acest aparat de sudura pentru repere realizate din material termoplastic poate fi utilizat atat in cadrul amplasamentului, cat si in atelier. Unitatea sa hidraulica si de control permite conectarea atat a cablului necesar efectuarii sudurii prin electrofuziune, cat si a conductelor si cablurilor necesare pentru conectarea elementului de incalzire, a frezei bilaterale, precum si a cilindrilor hidraulici aferenti sasiului aparatului de sudura cap-cap.
Pe cale de consecinta, se pot suda prin ambele metode teava cu teava, precum si teuri si coturi. (Pentru sudura cap-cap, alta decat cea prin care se sudeaza teava cu teava, este nevoie de modificarea sasiului aparatului conform celor prezentate in primele paragrafe ale subcapitolelor 4.3 si 4.4.) Pentru procesul de sudura cap-cap, aparatul permite ca sudura sa fie efectuata in doua moduri, in modul Manual, sau in modul cu inregistrare a datelor/generare de rapoarte sau pe scurt, modul WeldControl (vezi subcap. 3.5).
Modul in care se executa sudura de catre aparat, fie prin metoda cap-cap, fie prin electrofuziune, reprezinta de fapt o problema legata de cablul care este conectat la unitatea hidraulica si de control: cablu de sudura prin electrofuziune sau cablul pentru controlul elementului de incalzire pentru sudura cap-cap.
3.1 Repere incluse
Produsul este livrat in cutia sa de transport si are urmatoarele repere:• Cablu pentru sudura pentru conectarea la fitingul de electrofuziune • Adaptorii pentru terminalele cablului de sudura 4.7 x 4,0 mm, pentru
fitinguri fabricate de Friatec, GF, agru, Wavin, Euro-Standard• Card RFID cu un cod de acces pentru meniul Configuration • Scule• Sasiu aparat (“aparatul propriu-zis”) pe care se sudeaza
reperele care urmeaza a fi sudate prin metoda cap-cap
• Element de incalzire electric cu un strat de protectie neaderent
• Freza bilaterala electrica
• Suport transport pentru freza si elementul de incalzire
• Unitate hidraulica si de control prevazuta cu un panouri de co-
manda pentru ambele procese de sudura
• Seturi reductii pentru bacurile de prindere de pe sasiul aparatului
pentru urmatoarele diametre nominale: O.D. 90, 110, 125, 140, 160, 180, 200, 225, 250, 280 mm
Cutia in care se livreaza aparatul trebuie de asemenea folosita pentru adepozita aparatul, pentru a-l proteja impotriva umiditatii. Pe parcursultransportului sau a depozitarii in cutia respectiva, conductele hidraulicenu vor fi detasate de pe aparat sau comprimate. Freza si elementulde incalzire trebuie transportate in suportul specific pentru transport.
Versiune Iulie 2014Manual de utilizare HÜRNER WeldControl EF 315
9
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 2635325 Mücke, Germany
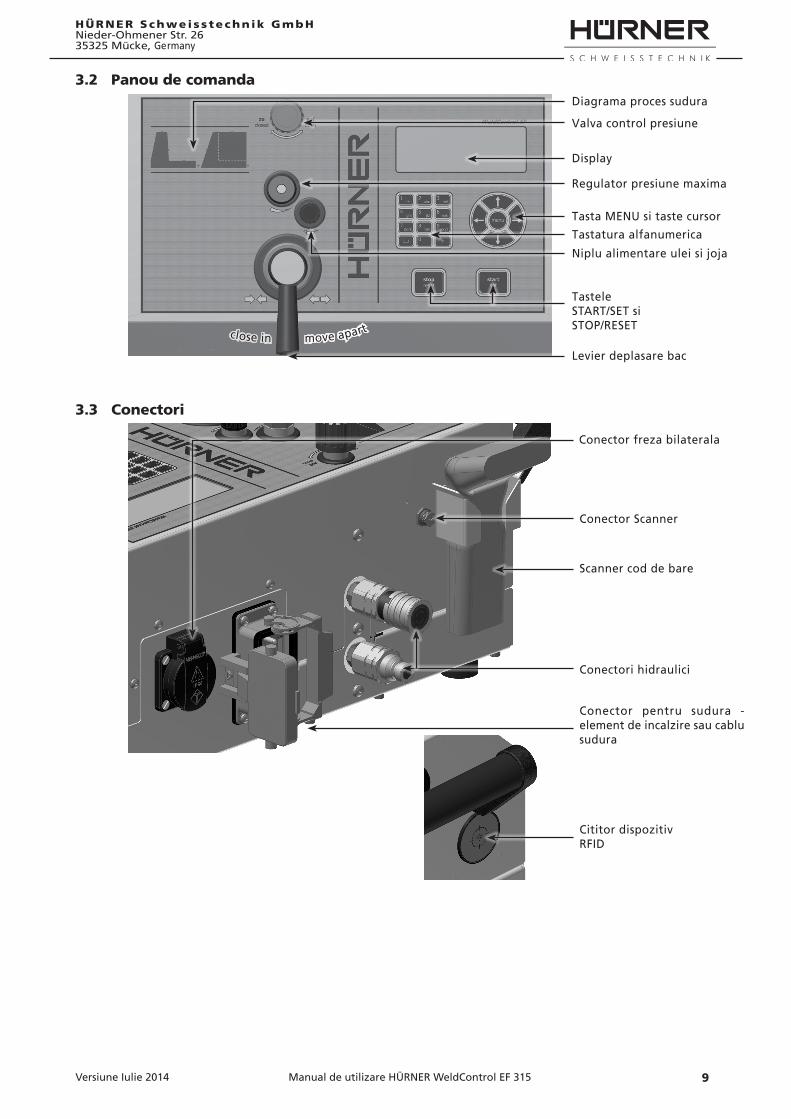
3.2 Panou de comanda
3.3 Conectori
Diagrama proces sudura
Valva control presiune
Regulator presiune maxima
Tasta MENU si taste cursor
Niplu alimentare ulei si joja
Levier deplasare bac
Tastele START/SET siSTOP/RESET
Display
close in move apart
Conector freza bilaterala
Conectori hidraulici
Scanner cod de bare
Conector pentru sudura - element de incalzire sau cablu sudura
Tastatura alfanumerica
Cititor dispozitiv RFID
Conector Scanner
Versiune Iulie 2014 Manual de utilizare HÜRNER WeldControl EF 315
10
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 26
35325 Mücke, Germany
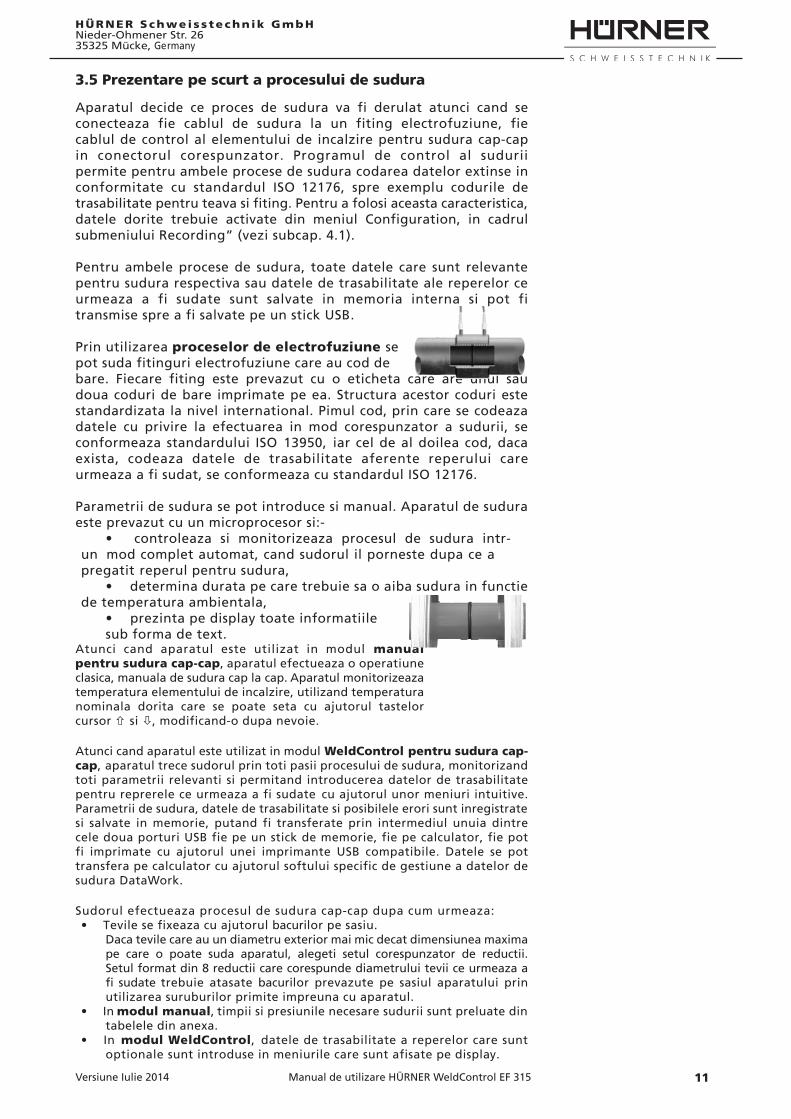
3.4 Specificatii tehnice
HÜRNER WeldControl EF 315
Specificatii energie electrica
TensiuneFrecventaPutere totata electrofuziune Putere totala in sudura cu ajutorul el-ementului de incalzire Freza bilateralaUnitate hidraulica si de controlIntensitate principala electrofuziuneIntensitate secundara electrofuziune Tensiune iesire electrofuziune
230 V50 / 60 Hz2800 VA, 80 % ciclu de lucru
0.60 kW16 Amax. 110 A8 V - 48 V
Specificatii hidraulice
Presiune maximaCilindruUlei hidraulic
160 bar
HF-E 15
Gama tevi sudateInterval temperatura ambientalaProtectieMemorie date raport suduraInterfata transfer date
0°C la + 60°C ( 32°F la + 140°F)IP 5410,000 rapoarteUSB v 2.0 (480 mbit/s) (vezi de asemenea datele de la inceputul cap. 5)
Dimensiuni
Sasiu aparatFreza bilateralaElement de incalzireUnitate hidraulica si de control Suport transport si depozitare
480 x 310 x 300 mm
Greutati
Sasiu aparatFreza bilateralaElement de incalzireUnitate hidraulica si de control Suport transport si depozitareCutie de transportToate seturile de reductie
28 kg
Buton On/Offpentru pornirea/oprirea aparatului
Port USB
Cablu alimentare
4.65 kW3.00 kW1.05 kW
5.89 cm²
90 pana la 315 mm
1090 x 620 x 590 mm600 x 470 x 390 mm600 x 470 x 50 mm
470 x 330 x 440 mm
100 kg 21 kg 13 kg
11 kg 37 kg132 kg
Versiune Iulie 2014Manual de utilizare HÜRNER WeldControl EF 315
11
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 2635325 Mücke, Germany
3.5 Prezentare pe scurt a procesului de sudura
Aparatul decide ce proces de sudura va fi derulat atunci cand se conecteaza fie cablul de sudura la un fiting electrofuziune, fie cablul de control al elementului de incalzire pentru sudura cap-cap in conectorul corespunzator. Programul de control al sudurii permite pentru ambele procese de sudura codarea datelor extinse in conformitate cu standardul ISO 12176, spre exemplu codurile de trasabilitate pentru teava si fiting. Pentru a folosi aceasta caracteristica, datele dorite trebuie activate din meniul Configuration, in cadrul submeniului Recording” (vezi subcap. 4.1).
Pentru ambele procese de sudura, toate datele care sunt relevante pentru sudura respectiva sau datele de trasabilitate ale reperelor ce urmeaza a fi sudate sunt salvate in memoria interna si pot fi transmise spre a fi salvate pe un stick USB.
Prin utilizarea proceselor de electrofuziune se pot suda fitinguri electrofuziune care au cod de bare. Fiecare fiting este prevazut cu o eticheta care are unul sau doua coduri de bare imprimate pe ea. Structura acestor coduri este standardizata la nivel international. Pimul cod, prin care se codeaza datele cu privire la efectuarea in mod corespunzator a sudurii, se conformeaza standardului ISO 13950, iar cel de al doilea cod, daca exista, codeaza datele de trasabilitate aferente reperului care urmeaza a fi sudat, se conformeaza cu standardul ISO 12176.
Parametrii de sudura se pot introduce si manual. Aparatul de sudura este prevazut cu un microprocesor si:-
• controleaza si monitorizeaza procesul de sudura intr-un mod complet automat, cand sudorul il porneste dupa ce a pregatit reperul pentru sudura,
• determina durata pe care trebuie sa o aiba sudura in functie de temperatura ambientala,
• prezinta pe display toate informatiile sub forma de text.
Atunci cand aparatul este utilizat in modul manual pentru sudura cap-cap, aparatul efectueaza o operatiune clasica, manuala de sudura cap la cap. Aparatul monitorizeaza temperatura elementului de incalzire, utilizand temperatura nominala dorita care se poate seta cu ajutorul tastelor cursor ñ si ò, modificand-o dupa nevoie.
Atunci cand aparatul este utilizat in modul WeldControl pentru sudura cap-cap, aparatul trece sudorul prin toti pasii procesului de sudura, monitorizand toti parametrii relevanti si permitand introducerea datelor de trasabilitate pentru reprerele ce urmeaza a fi sudate cu ajutorul unor meniuri intuitive. Parametrii de sudura, datele de trasabilitate si posibilele erori sunt inregistrate si salvate in memorie, putand fi transferate prin intermediul unuia dintre cele doua porturi USB fie pe un stick de memorie, fie pe calculator, fie pot fi imprimate cu ajutorul unei imprimante USB compatibile. Datele se pot transfera pe calculator cu ajutorul softului specific de gestiune a datelor de sudura DataWork.
Sudorul efectueaza procesul de sudura cap-cap dupa cum urmeaza:• Tevile se fixeaza cu ajutorul bacurilor pe sasiu.
Daca tevile care au un diametru exterior mai mic decat dimensiunea maxima pe care o poate suda aparatul, alegeti setul corespunzator de reductii.Setul format din 8 reductii care corespunde diametrului tevii ce urmeaza a fi sudate trebuie atasate bacurilor prevazute pe sasiul aparatului prin utilizarea suruburilor primite impreuna cu aparatul.
• In modul manual, timpii si presiunile necesare sudurii sunt preluate din tabelele din anexa.
• In modul WeldControl, datele de trasabilitate a reperelor care sunt optionale sunt introduse in meniurile care sunt afisate pe display.
Versiune Iulie 2014 Manual de utilizare HÜRNER WeldControl EF 315
12
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 26
35325 Mücke, Germany
********************* HUERNER **WeldControl EF 2.0*********************
Display 1
• Capetele tevilor se frezeaza cu ajutorul frezei bilaterale.• Se verifica alinierea tevilor.• Presiunea de inertie, adica presiunea minima la care se deplaseaza bacul
mobil al aparatului de-a lungul sasiului, este inregistrata la aparat.• Se seteaza presiunile specifice operatiunii de sudura.• Elementul de incalzire este introdus intre capetele de teava dupa ce
este curatat si dupa ce se verifica temperatura pe care o are.• Se efectueaza procesul de sudura propriu zis (vezi cap. 4), iar operatorul
asteapta racirea sudurii.• Dupa ce s-a racit sudura, presiunea se poate opri (in modul manual de
catre sudor, in modul WeldControl acest lucru se face automat de catre aparat) iar piesa astfel sudata se poate indeparta de pe sasiu.
4 Utilizarea aparatului
Important
Pentru a utiliza aparatul, asigurati-va ca acesta este amplasat pe o suprafata dreapta, fara denivelari si ca siguranta fuzibila a alimentarii cu energie electrica este 16 A (siguranta fuzibila lenta).
Important
Inainte de a porni aparatul, verificati nivelul uleiului hidraulic din unitatea hidraulica si de control si daca este cazul completati cu ulei hidraulic HF-E 15 .
Important
Suprafata elementului de incalzire trebuie sa fie fara grasimi si curata sau trebuie curatata.
Important
Asigurati-va ca toti conectorii sunt bine conectati la mufele lor si retineti faptul ca, daca se lucreaza intr-un ampalsament de constructii, aparatul nu trebuie folosit daca alimentarea sa cu energie nu este prevazuta cu impamantare.
Dupa ce cablul de alimentare a fost conectat la retea sau la generator, aparatul poate fi pornit de la butonul ON/OF.
Atentie
Trebuie sa va asigurati ca tensiunea sursei de energie electrica la care este conectat aparatul corespunde tensiunii nominale prevazute pentru aparat. De asemenea, urmatoarele dimensiuni ale prelungitoarelor trebuie respectate:
4.1 Configurarea aparatului, introducere parametrii de sudura
Dupa pornirea aparatului, se afiseaza imaginea din Display 1.
Aparatul initiaza autotestul pentru a verifica daca senzorii si ceasul sunt in stare buna de functionare si pentru a stabili numarul de rapoarte de sudura care se pot inregistra. Acest test se poate opri prin mentinerea apasata a tastei STOP/RESET, atunci cand Display 1 este afisat.
Atentie
Daca pe parcursul autotestarii se detecteaza o eroare, mesajul System Error este afisat pe display. Atunci cand acest lucru se intampla, aparatul trebuie imediat deconectat de la sursade energie, impreuna cu fitingul sau elementul de incalzire/freza bilaterala, urmand ca aparatul sa fie trimis in servicepentru reparatii.
Dupa ce autotestarea trece cu succes, aparatul prezinta intai niste imagini cu informatii pe scurt cu privire la tipul de aparat si standardul de sudura si apoi Display-ul 2.
Please connect welding cable/heating element
Display 2
Pentru tensiunea de 230 V:diametru cablu 1.5 mm² = max. 20 m in lungimediametru cablu 2.5 mm² = max. 75 m in lungimediametru cablu 4.0 mm² = max. 100 m in lungime
Versiune Iulie 2014Manual de utilizare HÜRNER WeldControl EF 315
13
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 2635325 Mücke, Germany
Dupa ce unul dintre cabluri a fost conectat la mufa sa corespunzatoare de pe unitatea hidraulica si de control, Display-ul 3 prezinta datele cu privire la urmatoarea sudura, inclusiv ora, data, numar raport si numar sudura, iar in penultima linie, se afiseaza tensiunea reala de intrare si daca este conectat si cablul elementului de incalzire folosit in sudura cap-cap se afiseaza si temperatura nominala si reala pentru acest element inainte si dupa taietura. Ultima linie prezinta numarul raportului, insa fara nr contact daca cablul de sudura pentru sudura unui fiting de electrofuziune este conectat la unitatea hidraulica si de control, insa nu la fitingul care urmeaza a fi sudat.
Din Display-ul 2 si Display-ul 3, este posibil sa se acceseze meniul Configuration in care se poate configura comportamentul implicit al aparatului de sudura. Pentru a-l accesa, actionati tasta MENU si apoi introduceti codul de acces in meniul pentru introducerea codului, cu ajutorul tastaturii alfanumerice sau pozitionati cardul dispozitivului RFID in fata cititorului dispozitivului RFID. Cand meniul este accesat din Display-ul 2, se pot configura toti parametrii de setare; atunci cand meniul este accesat din Display-ul 3, sunt disponibile setarile parametrilor relevanti pentru procesul de sudura in lucru.
Info
Tastatura alfanumerica este proiectata si functioneaza in acelasi mod in care functioneaza tastatura unui telefon mobil obisnuit. Daca introducerea datelor este numerica, actionarea tastelor genereaza numarul gasit pe respectiva tasta. Pentru introducerea de date alfanumerice, toate caracterele unei taste se pot genera prin actionarea repetata a tastei respective. Imediat ce caracterul dorit apare pe ecran, asteptati cateva momente pana sa actionati alta tasta pentru un alt caracter.
Prin actionarea tastelor cursor ñ si ò din meniul care apare (Display 4), se poate selecta optiunea dorita din meniu si ulterior accesa submeniul dorit prin actionarea din nou a tastei MENU.
In cadrul submeniului Machine Data, trebuie sa sedefineasca tipul de aparat (nume si sectiune cilindru) la care se conecteaza unitatea hidraulica side control, de inregistrare a datelor/generare derapoarte (vezi simbolul sageata din Display 5). Aceasta definire este presetata din fabrica si trebuie sa fie modificata numai daca, in mod exceptional, unitatea de control este conectata la un aparat diferit. Pentru a modifica acest parametru, se selecteaza tipul corespunzatorde aparat prin actionarea tastelor cursor ñ sau ò si se confirma alegerea prin actionarea tastei START/SET.
Important
Daca nu se alege modelul de aparat corect in cadrul acestui meniu, toate calculele pe care le va efectua aparatul pentru stabilirea presiunilor de lucru atunci cand lucreaza in modul WeldControl vor fi gresite! Daca se doreste trecerea la un alt aparat, atunci trebuie consultat producatorul sau unitatea service autorizata pentru ca se recomanda de asemenea si o calibrare a senzorului aparatului.Aceasta etapa necesita primirea autorizatiei corespunzatoare.
O caracteristica suplimentara a aparatelor preinstalate este faptul ca se pot seta si alte tipuri de aparate definite de utilizatori in cadrul intrarilor din meniu care sunt nefolosite (numele aparatului si sectiunea cilindrului sau trebuie introduse).
Submeniul Sensor Parameters care este utilizat pentru a calibra senzorii de presiune si temperatura trebuie accesat numai de personal autorizat, fiind, pe cale de consecinta, protejat de un cod de acces cunoscut numai de catre acest personal care are dreptul de a gestiona aceste setari.
Next welding15:44:52 29.05.12235V 135C/220CRep. No. 00072/00002
Display 3
Settings -M->Reporting -M- Sensor Parameter-M- Machine Data -M-
Display 4
COD: 415311
Display 5
HST 200 3.16 HST 250 5.10>HST 315 5.89 HST 355 6.60
Versiune Iulie 2014 Manual de utilizare HÜRNER WeldControl EF 315

14
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 26
35325 Mücke, Germany
4.1.1 Setarea configuratiei implicite a aparatului In cadrul submeniurilor meniului Configuration, in cadrul submeniului Settings, se pot seta parametrii aferenti aparatului de sudura si utilizarii acestuia. In cadrul submeniului “Recording”,”datele de trasabilitate care trebuie sau nu sa fie inregistrate sau trecute in rapoarte pot fi activate sau dezactivate. Submeniul dorit este ales prin utilizarea tastelor cursor ñ si ò . Ulterior pentru a-l accesa se actioneaza tasta MENU.
In ambele submeniuri se vor utiliza tastele cursor ñ si ò pentru a alege optiunea dorita de setare. Se va utiliza tasta cursor ð pentru a selecta activarea sau dezactivarea optiunii respective (on/off). Daca literaM”este afisata langa optiunea de setare, acest lucru indica faptul ca acest submeniu se poate accesa prin actionarea tastei MENU.
Important
In ambele situatii (meniul Configuration si submeniurile sale) actionarea tastei START/SET salveaza setarile in memoria aparatului, iar actionarea tastei STOP/RESET determina revenirea la nivelul anterior al meniului fara a salva modificarile.
4.1.2 Intelegerea submeniului Settings
“Verificati daca Code Expiry (expirarea codului) este on (activ), deoarece codul de identificare al sudorului trebuie sa fie la zi si neexpirat (perioada implicita de valabilitate este de 2 ani de la data emiterii), iar procesul de sudura nu poate fi initializat daca codul este expirat; daca Cod Expiry este off (inactiv) atunci valabilitatea codului nu este verificata.
“Daca Memory Control este pe pozitia on (activ), acest lucru semnifica faptul ca atunci cand memoria aparatului este ocupata cu rapoarte, aparatul se va bloca pana cand rapoartele sunt imprimate sau descarcate;“daca este in pozitia off (inactiv),”acest lucru semnifica faptul ca aparatulfunctioneaza, insa raportul cel mai vechi va fi suprascris/inlocuit cu cel mai nou.
“Daca Automode este pe pozitia on (activ), acest lucru semnifica faptul ca in cadrul sudurilor cap-cap se poate utiliza modul automat pentru o gestiune facila a procesului de sudura (vezi subcap. 4.3.4), daca este in pozitia off (inactiv),”aceasta caracteristica nu va fi disponibila.
“Daca Manual Input este pozitia on (activ), acest lucru semnifica faptul ca datele parametrilor de sudura sau a parametrilor calculati se pot introduce manual; daca este in pozitia“off (inactiv), acest lucru semnifica faptul ca introducerea manuala a datelor nu este permisa.
“Daca Check Ambient Temperature este pe pozitia on (activ), acest lucru semnifica faptul ca se masoara”temperatura exterioara inainte de efectuarea sudurii; daca este pe pozitia off (inactiv), acest lucru semnifica faptul ca temperatura nu va fi masurata; daca temperatura este sub 0°C (32°F), sudura trebuie efectuata numai dupa ce se iau masuri de precautie corespunzatoare (incalzire, cort).
“Welder Code Options – M, semnifica faptul ca prin actionarea tastei MENU, utilizatorul poate accesa un submeniu care permite stabilirea momentului in care codul sudorului, daca s-a activat acest lucru in submeniul Recording, trebuie introdus: intotdeauna, adica inainte de fiecare sudura, numai inainte de prima sudura efectuata dupa pornirea aparatului sau numai dupa prima sudura a unei doi zile/date.
“Language – M, semnifica faptul ca prin actionarea tastei MENU utilizatorul poate accesa submeniul prin care se poate selecta limba afisata si limba raportului (vezi subcap. 4.1.3).
“Date/Time – M, semnifica faptul ca prin actionarea tastei MENU, utilizatorul poate accesa un submeniu pentru setarea ceasului (vezi subcap. 4.1.4).
“Buzzer Volume – M, semnifica faptul ca prin actionarea tastei MENU, utilizatorul poate accesa un submeniu pentru setarea volumului semnalului sonor (alarmei) (vezi subcap. 4.1.5).
“Temperature Unit – M, semnifica faptul ca prin actionarea tastei MENU, utilizatorul poate accesa un submeniu pentru selectarea unitatii de masura a temperaturii: centigrade sau Fahrenheit.
“Pressure Unit – M, semnifica faptul ca prin actionarea tastei MENU, utilizatorul poate accesa un submeniu pentru selectarea unitatii de masura a presiunii: bari sau livre per inci la patrat (psi).
“Length Unit – M, semnifica faptul ca prin actionarea tastei MENU, utilizatorul poate accesa un submeniu pentru selectarea unitatii de masura
*** SETTINGS *** Check Code Exp. Off Memory Control On>Automode On
Display 6
Versiune Iulie 2014Manual de utilizare HÜRNER WeldControl EF 315
15
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 2635325 Mücke, Germany
a lungimii: milimetri sau inci.“Inventory Number – M, semnifica faptul ca prin actionarea tastei MENU,
utilizatorul poate accesa un submeniu pentru introducerea numarului sub care unitatea este inventariata in cadrul societatii care il detine in proprietate.
“Number of Tags – M, semnifica faptul ca prin actionarea tastei MENU, utilizatorul poate accesa un submeniu pentru introducerea numarului etichetelor care se imprima automat dupa fiecare sudura cu ajutorul imprimantei de etichete, daca o asemenea imprimanta este conectata la aparat.
“Standard – M, semnifica faptul ca prin actionarea tastei MENU, utilizatorul poate accesa un submeniu pentru a alege standardul (linia directoare, norma) aferent sudurii.
4.1.3 Alegere limbaAtunci cand se selecteaza submeniul Select Language, ecranul se schimba si apara imaginea reprodusa in Display 7.
Utilizati tastele cursor ñ si ò pentru a selecta una dintre optiunile disponibile Deutsch (Germana),” “English (Engleza) si Français”(Franceza), confirmand selectia prin actionarea tastei START/SET.
4.1.4 Setare ceasAtunci cand se acceseaza submeniul Set Clock, ecranul se modifica si se afiseaza imaginea reprodusa in Display 8.
Ora si data se pot seta cu ajutorul tastaturii. Sectiunile“Hour (Ora), Minute(Minut), Day (Zi), Month (Luna) si Year (An) se seteaza separat. Pentru confirmarea setarii se actioneaza tasta START/SET.
4.1.5 Setare volum semnal sonor (alarma)Atunci cand se selecteaza submeniul Set Volume, ecranul se modifica si apare imaginea reprodusa in Display-ul 9. De asemenea, se aude si semnalul sonor. Modificati volumul semnalului sonor prin actionarea tastelor cursor ï, ð (de la valoarea 0 la valoarea 100) si confirmati setarea dorita prin actionarea tastei START/SET.
4.1.6 Intelegerea submeniului“Recording
“Welder Code on (activ), semnifica faptul ca trebuie introdus codul de identificare al sudorului conform setarii din submeniul Welder Code Options; daca setarea este off (inactiv), acest lucru este imposibil.
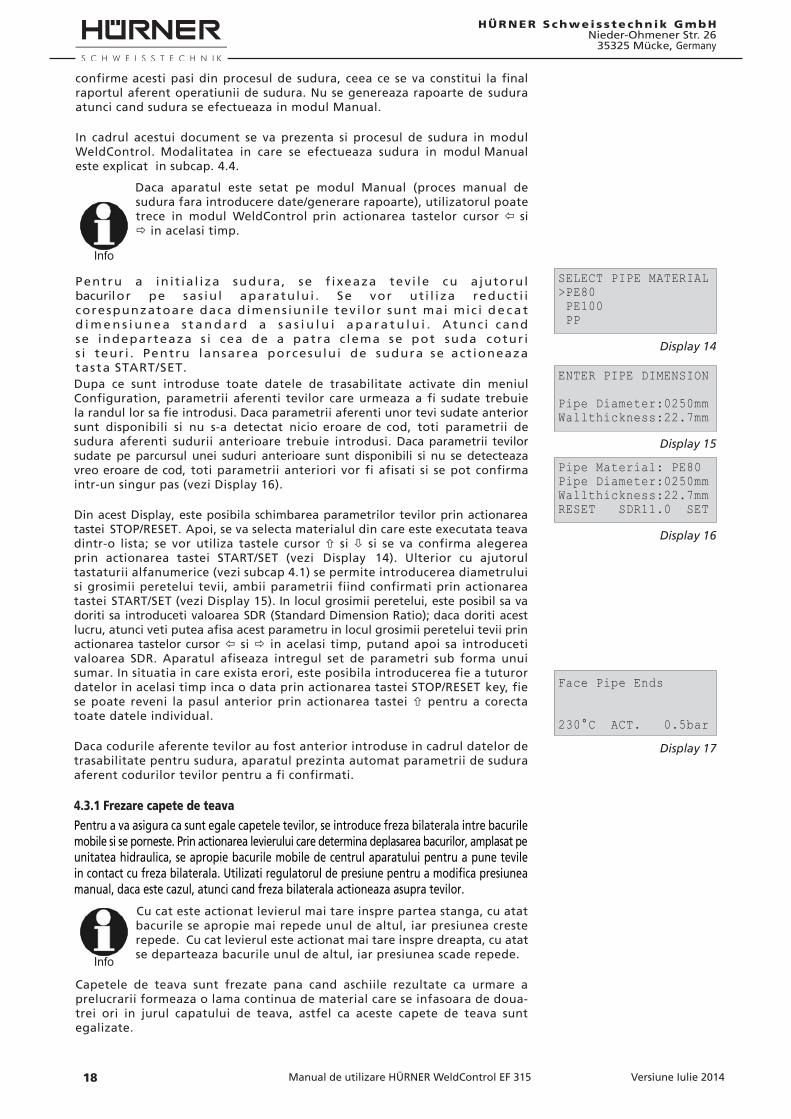
“Commission Number on (activ), semnifica faptul ca numarul lucrarii trebuie introdus sau confirmat inainte de fiecare noua sudura, daca setarea este“off (inactiv), acest lucru semnifica faptul ca utilizatorului nu i se va solicita introducerea numarului de lucrare.
“Joint Number on (activ), semnifica faptul ca unitatea acorda automat un numar incrementat sudurii pentru fiecare operatiune de sudura care apartine unei lucrari deja cunoscute, afisandu-se acest numar pe ecran langa numarul raportului; daca setarea este off (inactiv), atunci nu se vor acorda niciun fel de numere de sudura.
“Additional Data on (activ), semnifica faptul ca trebuie sa se introduca date suplimentare sau trebuie confirmate inaintea fiecarei noi suduri; daca setarea este“off (inactiv), acest lucru semnifica faptul ca utilizatorului nu i se va solicita utilizatorului sa introduca datele suplimentare.
“Fitting Code on (activ), semnifica faptul ca cel de al doilea cod de bare, asa-numitul cod date de trasabilitate ale fitingului electrofuziune, trebuie introdus inainte de fiecare sudura; daca setarea este off (inactiv), atunci acest lucru este imposibil de realizat.
“Pipe Codes on (activ), semnifica faptul ca ambele coduri pentru tevi/repere (codurile de sudura conforme cu standardul ISO si codurile de trasabilitate) trebuie sa fie introduse inainte de fiecare sudura; daca setarea este off (inactiv), acest lucru este imposibil de realizat.
“Pipe Length on (activ), semnifica faptul ca atat lungimea tevii, cat si lungimea reperelor trebuie sa fie introduse inainte de fiecare sudura; daca setarea este off (inactiv), acest lucru este imposibil de realizat.
Display 7
Display 9
***** LANGUAGE *****>Deutsch English Francais
Buzzer Volume< ------20-------- >
Display 8
Date/Time
21.06.13 14:28
** CONFIGURATION **>Welder Code On Commission No. On Joint No. Off
Display 10
Versiune Iulie 2014 Manual de utilizare HÜRNER WeldControl EF 315
16
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 26
35325 Mücke, Germany
Enter Welder Code++++++++++++++++++++++++++++++
Enter Commission No.
++++++++++++++++++++++++++++++++
“Weather Conditions on, semnifica faptul ca trebuie selectata situatia meteo inainte de fiecare sudura, daca setarea este off, acest lucru este imposibil de realizat.
“Installing Company on, semnifica faptul ca societatea care efectueaza lucrarea trebuie introdusa inainte de efectuarea fiecarei suduri; daca setarea este“off, acest lucru este imposibil de realizat.
“Print Tags – M , semnifica faptul ca prin actionarea tastei MENU, utilizatorul–poate accesa un submeniu pentru a imprima (a) pe o imprimanta optionala de etichete date referitoare la o anume sudura.
“Angle – M, semnifica faptul ca prin actionarea tastei MENU, uti-lizatorul poate accesa un submeniu pentru a introduce unghiul (in grade) format de doua repere care urmeaza a fi sudate.
Info
Toate datele sunt disponibile in microcipul cardului dispozitivului RFID si se pot introduce prin amplasarea cardului in fata cititorului de carduri. Daca datele sunt codate sub forma unui cod de bare, ele pot fi citite cu ajutorul scannerului mobil.
4.2 Introducerea datelor de trasabilitate preformatate si definite de utilizator
Atunci cand aparatul este utilizat pentru a efectua o sudura prin electrofuziune sau prin procedeul cap-cap in modul WeldControl, toate datele de trasabilitate activate in meniul de configurare in cadrul submeniului Recording”(vezi subcap. 4.1.6) trebuie introduse inainte de efectuarea sudurii. Aparatul solicita utilizatorului sa le introduca inainte de initializarea procesului de sudura. In functie de datele care sunt introduse, fie este obligatorie reintroducerea lor (exp. cod identificare sudor, vezi subcap. 4.1.2) sau datele anterior introduse se pot modifica sau confirma fara schimbari (exp. nr lucrare, vezi subcap. 4.2.2).
4.2.1 Introducere cod de identificare sudorAtunci cand se initializeaza sudura prin actionarea tastei START/SET, in timp ce este afisat Display 3, se solicita in primul rand codul de identificare al sudorului, cu conditia ca acest cod sa fi fost activat in meniul Configuration (vezi Display 11). Codul trebuie sa fie un cod conform cu standardul ISO. Poate fi introdus prin utilizarea tastaturii alfanumerice (vezi primele informatii prezentate in cadrul subcap. 4.1), confirmandu-se introducerea lui prin actionarea tastei START/SET sau prin citirea cardului dispozitivului RFID sau prin scanarea unui cod de bare cu ajutorul scannerului manual.
Atunci cand acest cod s-a scanat in mod corespunzator sau a fost introdus in mod corect, acest lucru este confirmat printr-un semnal sonor.
4.2.2 Introducerea sau modificarea numarului de lucrare Din Display 3 sau dupa ce codul de identificare al sudorului a fost introdus, aparatul solicita introducerea numarului de lucrare care trebuie sa aiba maximum 32 de caractere daca aceasta setare a fost activata in cadrul meniului Configuration. Daca un numar de lucrare este deja salvat in memorie, se afiseaza acest numar. Aveti posibilitatea fie de a confirma acest numar prin actionarea tastei START/SET sau de a-l modifica prin utilizarea tastaturii alfanumerice (vezi primele informatii din cadrul subcap. 4.1) sau se poate citi cu ajutorul unui scanner optional sau de pe un card RFID, fiind confirmat ulterior acest nou numar prin actionarea tastei START/SET.
De asemenea aveti posibilitatea de a selecta un numar anterior salvat de lucrare in locul numarului de lucrare afisat pe ecran prin actionarea tastelor cursor ï si ð in mod simultan. Acest lucru are ca rezultat afisarea unui ecran care va permite sa treceti de la un numar de lucrare la altul prin utilizarea tastelor ï si ð, pentru a selecta unul dintre numere si ulterior pentru a-l putea confirma cu ajutorul tastei START/SET. Acest numar va fi utilizat pentru urmatoarea sudura. Pentru a renunta la cautare fara a selecta un numar de lucrare, actionati tasta STOP/RESET.
Display 11
Display 12
Versiune Iulie 2014Manual de utilizare HÜRNER WeldControl EF 315
17
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 2635325 Mücke, Germany
4.2.3 Introducerea sau modificarea numarului sudurii
Aparatul solicita introducere numarului sudurii din Displayul 3 sau dupa introducerea numarului de lucrare, cu conditia ca aceasta setare sa fi fost activata in cadrul meniului Configuration.
Numarul sudurii se coreleaza cu numarul de lucrare. Acest lucru semnifica faptul ca va primi un numar incremental la fiecare sudura efectuata in cadrul acestei lucrari (lucrare identificata prin introducerea numarului corect de lucrare). In exemplul prezentat in Displayul 3, urmatoarea sudura va fi salvata in raportul de sudura 72 in timp ce sudura in sine are numarul 2 aferent lucrarii curente.
Info
Prima sudura a unei lucrari pentru care nu s-a salvat nicio sudura pana la acest moment, va primi intotdeauna nr. 1. Daca memoria are deja mai multe suduri pentru o lucrare, aparatul va folosi respectivul numar si va adauga 1. Utilizatorului i se prezinta numarul astfel stabilit pe ecran si utilizatorul va putea fie sa-l foloseasca, fie sa-l modifice. Daca utilizatorul modifice numarul sudurii, el are respons-abilitatea de a se asigura de faptul ca nu se acorda acelasi numar de doua ori in cadrul unei lucrari. Daca un numar de sudura apare de doua ori in cadrul unei lucrari, acest lucru nu va afecta sub nicio forma procesul de sudura si nici in-troducerea datelor. Cu toate acestea, in cadrul lucrarii respective, doua suduri nu vor fi deosebite una de alta printr-un numar unic de sudura. Daca utilizatorul lasa unele nu-mere de sudura nefolosite (spre exemplu pentru un anume numar de lucrare exista nr. 1, 2, 3, 5, 6, 9). Locurile goale nu sunt completate, iar numarul automat descoperit pen-tru sudura urmatoare va fi alcatuit din cel mai mare numar descoperit plus 1 (adica, in acest caz, 10).
Numarul sudurii poate fi introdus si dupa ce se actioneaza simultan tastele cursor ï si ð atunci cand Display 3 este afisat pe ecran.
4.2.4 Introducerea altor date modificate cu privire la trasabilitatea reperelor
In acelasi mod in care se introduce codul de identificare al sudorului, numarul de lucrare si cel al sudurii, precum si alte date aferente reperelor care urmeaza a fi sudate pot fi introduse daca sunt activate in meniul Configuration. Datele suplimentare se vor solicita in ordinea urmatoare (nu se pot folosi toate in ambele proceduri de sudura): lungimea primei tevi, lungimea celei de a doua tevi, codul celei de a doua tevi, cod fiting, conditii meteo, alte date (definite de utilizator).
Info
Daca codurile tevilor pentru cele doua tevi sunt introduse si da-ca respectivele coduri indica dimensiuni sau SDR-uri (Standard Dimension Ratios) diferite, atunci se activeaza un cod de eroare deoarece parametrii de sudura trebuie sa fie identici pentru am-bele tevi.
Toate datele se pot introduce prin prin utilizarea tastelor alfanumerice si confirmate prin actionarea tastei START/SET sau se pot scana codurile de bare sau cardul RFID, daca sunt disponibile, cu ajutorul unui scanner manual sau cu un citior de carduri RFID. O exceptie este reprezentata de conditiile meteo (vezi Display 13). Aceasta optiune este prezentata sub forma unei liste din care conditiile care corespund situatiei se pot selecta prin actionarea tastelor cursor ñ sau ò si confirmate prin actionarea tastei START/SET.
4.3 Sudura cap-cap in modul WeldControl
Procesul de sudura se poate efectua fie numai manual (Modul manual), fie cu ajutorul unitatii hidraulice, de control si de inregistrare a datelor/generare a rapoartelor (Modul WeldControl), mod care ghideaza utilizatorul de-a lungul intregului proces de sudura sau i se solicita sudorului sa
Weather>sunny clear rain
Display 13
Versiune Iulie 2014 Manual de utilizare HÜRNER WeldControl EF 315
18
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 26
35325 Mücke, Germany
confirme acesti pasi din procesul de sudura, ceea ce se va constitui la final raportul aferent operatiunii de sudura. Nu se genereaza rapoarte de sudura atunci cand sudura se efectueaza in modul Manual.
In cadrul acestui document se va prezenta si procesul de sudura in modul WeldControl. Modalitatea in care se efectueaza sudura in modul Manual este explicat in subcap. 4.4.
Info
Daca aparatul este setat pe modul Manual (proces manual de sudura fara introducere date/generare rapoarte), utilizatorul poate trece in modul WeldControl prin actionarea tastelor cursor ï si ð in acelasi timp.
Dupa ce sunt introduse toate datele de trasabilitate activate din meniul Configuration, parametrii aferenti tevilor care urmeaza a fi sudate trebuie la randul lor sa fie introdusi. Daca parametrii aferenti unor tevi sudate anterior sunt disponibili si nu s-a detectat nicio eroare de cod, toti parametrii de sudura aferenti sudurii anterioare trebuie introdusi. Daca parametrii tevilor sudate pe parcursul unei suduri anterioare sunt disponibili si nu se detecteaza vreo eroare de cod, toti parametrii anteriori vor fi afisati si se pot confirma intr-un singur pas (vezi Display 16).
Din acest Display, este posibila schimbarea parametrilor tevilor prin actionarea tastei STOP/RESET. Apoi, se va selecta materialul din care este executata teava dintr-o lista; se vor utiliza tastele cursor ñ si ò si se va confirma alegerea prin actionarea tastei START/SET (vezi Display 14). Ulterior cu ajutorul tastaturii alfanumerice (vezi subcap 4.1) se permite introducerea diametrului si grosimii peretelui tevii, ambii parametrii fiind confirmati prin actionareatastei START/SET (vezi Display 15). In locul grosimii peretelui, este posibil sa va doriti sa introduceti valoarea SDR (Standard Dimension Ratio); daca doriti acestlucru, atunci veti putea afisa acest parametru in locul grosimii peretelui tevii prin actionarea tastelor cursor ï si ð in acelasi timp, putand apoi sa introduceti valoarea SDR. Aparatul afiseaza intregul set de parametri sub forma unui sumar. In situatia in care exista erori, este posibila introducerea fie a tuturor datelor in acelasi timp inca o data prin actionarea tastei STOP/RESET key, fie se poate reveni la pasul anterior prin actionarea tastei ñ pentru a corecta toate datele individual.
Daca codurile aferente tevilor au fost anterior introduse in cadrul datelor de trasabilitate pentru sudura, aparatul prezinta automat parametrii de sudura aferent codurilor tevilor pentru a fi confirmati.
4.3.1 Frezare capete de teava
Pentru a va asigura ca sunt egale capetele tevilor, se introduce freza bilaterala intre bacurile mobile si se porneste. Prin actionarea levierului care determina deplasarea bacurilor, amplasat pe unitatea hidraulica, se apropie bacurile mobile de centrul aparatului pentru a pune tevile in contact cu freza bilaterala. Utilizati regulatorul de presiune pentru a modifica presiunea manual, daca este cazul, atunci cand freza bilaterala actioneaza asupra tevilor.
Info
Cu cat este actionat levierul mai tare inspre partea stanga, cu atat bacurile se apropie mai repede unul de altul, iar presiunea creste repede. Cu cat levierul este actionat mai tare inspre dreapta, cu atat se departeaza bacurile unul de altul, iar presiunea scade repede.
Capetele de teava sunt frezate pana cand aschiile rezultate ca urmare a prelucrarii formeaza o lama continua de material care se infasoara de doua-trei ori in jurul capatului de teava, astfel ca aceste capete de teava suntegalizate.
SELECT PIPE MATERIAL>PE80 PE100 PP
ENTER PIPE DIMENSION
Pipe Diameter:0250mmWallthickness:22.7mm
Pipe Material: PE80Pipe Diameter:0250mmWallthickness:22.7mmRESET SDR11.0 SET
Display 14
Display 15
Display 16
Face Pipe Ends
230°C ACT. 0.5bar
Display 17
Pentru a in i t ia l iza sudura, se f ixeaza tev i le cu a jutorul bacurilor pe sas iu l aparatului . Se vor ut i l iza reduct i i corespunzatoare daca dimensiuni le tev i lor sunt mai mic i d e c a t d i m e n s i u n e a s t a n d a r d a s a s i u l u i a p a r a t u l u i . Atunci cand se indeparteaza s i cea de a patra c lema se pot suda cotur i s i teur i . Pentru lansarea porcesului de sudura se act ioneaza tasta START/SET.
Versiune Iulie 2014Manual de utilizare HÜRNER WeldControl EF 315
19
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 2635325 Mücke, Germany
Set Drag Pressure
230°C ACT. 3.5bar
Display 19
Check Pipe AlignmentMax. Gap :2.5mm
Display 18
Prelucrarea capetelor de teava este oprita prin departareabacurilor prin actionarea levierului.
Daca, ulterior prelucrarii capetelor tevilor, constatati ca acestea inca nu sunt egalizate, reluati procedura prin introducerea frezei bilaterale intre tevi. Atunci cand egalizarea capetelor de teava a fost executata in mod corect, mai trebuie verificata alinierea tevilor.
Procedura de frezare apare pe ecran (vezi Display 17). Tasta START/SET trebuie actionata de sudor pentru a confirma faptul ca frezarea s-a facut in mod corect.
4.3.2 Verificare aliniere si stabilire presiune de inertie Atunci cand tevile sunt egalizate in mod corect, se inchid complet bacurile pentru a verifica daca aceste tevi sunt aliniate in mod corespunzator atat in plan vertical cat si in plan orizontal, nivelul de aliniere trebuind sa fie in intervalul de toleranta acceptat. Distantele maxim acceptat intre tevi sunt afisate pe ecran (vezi Display 18). Daca alinierea este in regula, se poate incepe sudura. Daca alinierea este in afara limitelor de toleranta, tevile trebuie reprinse in bacurisi, daca este cazul, trebuie repetata procedura de frezare.
Atunci cand tevile sunt aliniate in mod corespunzator, departati bacurile mobile prin actionarea levierului; asigurati-va ca bacurile sunt cat mai departate inainte de a continua. Intoarceti in sens invers acelor de ceasornicregulatorul de presiune pana cand presiunea in circuitul hidraulic este egala cu zero. Apoi pozitionati levierul in pozitia inchis si in acelasi timp incepeti sa intoarceti treptat regulatorul de presiune in sensul acelor de ceasornic. Observati cu atenti ecranul pentru a observa la care nivel al presiunii incepe sa se deplaseze bacul mobil.
Tasta START/SET trebuie actionata in momentul in care incepe sa se deplaseze bacul mobil pentru a se salva presiunea de inertie aplicabila respectivei suduri salvate in memoria aparatului.
Important
Nivelul exact al presiunii de initiare depinde de mai multe conditii (dimensiune si material teava, pozitia aparatului,etc.) si trebuie sa fie stabilit pentru fiecare sudura in parte.
4.3.3 Posibilitatea de a schimba parametrii de sudura
Dupa setarea presiunii de inertie, apare pe ecran imaginea din Display 20, cu conditia ca in submeniul Reporting din cadrul meniului Configuration s-a activat introducerea manuala a datelor.
In ambele imagini, prin care se permite introducerea manuala a parametrilor de sudura (Display-urile 20 si 21), tastele cursor ï si ðpermit deplasare de la o cifra la alta si de la o valoare la alta. Cifrele alese pentru valoarea parametrului se modifica prin utilizarea tastelor cursor ñ si ò si a tastaturii alfanumerice. Tasta START/SET confirma introducerea datelor. Actionarea tastei START/SET determina de asemenea trecere la urmatorul ecran.
Info
Parametrii setati manual sunt pastrati in memorie si cand aparatul este oprit. Numai valorile presiunii sunt calculate individual pentru fiecare proces de sudura. Daca se modifica parametrii tevii, toti parametrii trebuie setati inca o data. Aparatul recunoaste modificare parametrilor tevii si duce operatorul direct in meniul care permite modificare lor.
4.3.4 Setarea presiunii de sudare si initierea etapei de formare a gulerului de sudura
Dupa frezarea capetelor de teava si dupa verificarea alinierii acestor tevi, se initiaza procesul de sudura prin setarea presiunii de sudare (adica, acea presiune maxima care va fi atinsa pe parcursul sudurii
Buildup pr.:030.5barHeatsoakpr.:010.5barHeatsoaking:0120 sChange-over:0005 s
Display 20
Cool. time :900 sPress. ramp:010 sPlate temp.:223 °C
Display 21
Versiune Iulie 2014 Manual de utilizare HÜRNER WeldControl EF 315
20
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 26
35325 Mücke, Germany
pe parcursul etapei de formare a gulerului de sudura, precum si la finalul etapei de lipire propriu-zisa a sudurii). Acest lucru se realizeaza prin pozitionarea levierului in pozitia inchis si setarea regulatorului de presiune la nivelul necesar a fi mentinut pe parcursul formarii gulerului de sudura si pe perioada de lipire propriu-zisa a sudurii/racire. Presiunea reala (vezi Display 22) si softul de control trece la urmatoarea etapa, imediat ce nivelul de presiune este intre limitele de toleranta. Display-ul prezinta de asemenea presiunea nominala de sudura aplicabila acestei suduri. Dupa setarea presiunii, se despart bacurile aparatului.
Info
Asa-numitul automod este un instrument folosit pentru monitorizarea duratei etapei de formare a gulerului de sudura si trecerea automata de la formarea gulerului la etapa de incalzire prin scaderea presiunii aplicate. Cu toate acestea, acest lucru implica activarea automodului din meniul Configuration.Ulterior, se afiseaza Display-ul 23 cu automodul activat. Pentru a utiliza timpul de formare a gulerului de sudura salvat pentru utlima sudura efectuata, se actioneaza tasta START/SET. Actionarea tastei STOP/RESET va anula automodul pentru etapa de formare a gulerului de sudura. Daca timpul de formare al gulerului este gestionat prin intermediul automodului, timpul de formare al gulerului este afisat sub forma unei numaratori inverse, iar cu 10 secunde inainte de scadea presiunea, se va auzi un semnal sonor.
La inceputul etapei de formare a gulerului, amplasati elementul de incalzire intre capetele de teava. Asa va afiseaza si display-ul. Daca elementul de incalzire nu este suficient de fierbinte in acest moment, se afiseaza un mesaj de informare prin care vi se cere sa mai asteptati.
Ulterior se inchid bacurile mobile prin actionarea levierului de pe unitatea hidraulica si se asteapta formarea gulerului la inaltimea si grosimea dorita, in functie de standardul de sudura dorit. Observarea formarii gulerului este recomandata si pe parcursul automodului, chiar daca inaltimea gulerului nu este indicata pe ecran pe parcursul acestei etape derulate in automod.
4.3.5 Etapa de incalzireDupa formarea gulerului (primul led din diagrama de sudura de pe unitatea de control), presiunea trebuie scazuta (al doilea led de pe diagrama). Presiunea scazuta va fi ulterior aplicata pe intreaga durata a perioadei de incalzire (al treilea led al diagramei), perioada in care capetele de teava continua sa absoarba caldura de la plita elementului de incalzire.
Atunci cand etapa de formare a gulerului nu este gestionata prin modul automat, presiunea este scazuta fie manual cu ajutorul valvei de presiune, fie prin actionarea tastei START/SET, iar scaderea de presiune trebuie sa fie observata pe ecran. Atunci cand se actioneaza tasta START/SET, unitatea hidraulica si de control mentine presiunea de incalzire sub nivelul maxim necesar prin redeschiderea valvei de presiune, dupa caz, daca presiunea creste. Daca sudorul utilizeaza valve de eliberare a presiunii, controlul automat nu este disponibil. In aceasta situatie, sudorul este cel care are raspunderea compensarii fluctuatiilor posibile de presiune.
Aparatul trece de asemenea la etapa de incalzire daca sudorul scade presiunea la un nivel sub maximul aferent etapei de incalzire inainte de finalizarea numaratoarei inverse din etapa de formare a gulerului si care s-ar putea intampla daca gulerul este ok mai devereme decat se astepta. Cu toate acestea, o asemeena scadere de presiune trebuie sa fie rapida. In aceste cazuri, timpul de formare a gulerului scurtat de scaderea timpurie a presiunii este salvat in memorie ca timp de formare a gulerului pentru aceasta sudura si va fi utilizat ca timp de referinta pentru etapele ulterioare potential gestionate in automod.
Put in heat. plate
222°C NOM. 16.5bar221°C ACT. 0.5bar
Bead Height :2.0mmBead Build Time:68 s230°C NOM. 16.5bar229°C ACT. 12.5bar
HEAT SOAK PHASE Heat Soak Time :148s230°C MAX 5.0bar229°C ACT. 3.5bar
Display 24
Display 25
Display 26
**** AUTOMODE ****Use last beadbuild-up time?RESET SET
Display 23
Set Joining Pressure
230°C NOM. 16.5bar229°C ACT. 3.5bar
Display 22
Versiune Iulie 2014Manual de utilizare HÜRNER WeldControl EF 315
21
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 2635325 Mücke, Germany
Important
Intre plita si guler trebuie sa existe contact permanent, chiar si la presiuni scazute. Pe parcursul acestei etape, daca se pierde contactul undeva de-a lungul circumferintei sudurii, procesul de sudura trebuie oprit si repetat. Daca unitatea de control detecteaza o eroare (cum ar fi spre exemplu presiune insu-ficienta care nu a fost modificata corespunzator de sudor sau timp excesiv de incalzire), ea va abandona sudura si va afisa un mesaj de eroare.
4.3.6 Etapa de schimbare
Info
Un semnal sonor indica faptul ca trebuie scos imediat elementul de incalzire in ultimele 10 secunde ale etapei de incalzire.
La finalul etapei de incalzire, se pozitioneaza levierul in pozitia deschis pentru a desparti bacurile aparatului. Acum se poate scoate elementul de incalzire dintre capetele de teava. In aceasta etapa de schimbare, toti parametrii relevanti sunt prezentati pe ecran.
Schimbarea trebuie imediat urmata de etapa de sudura propriu-zisa. Timpul de schimbare trebuie afisat si nu trebuie depasit. Daca se depaseste acest timp, sudura se abandoneaza in mod automat, afisandu-se un mesaj de eroare.
4.3.7 Etapa de sudura propriu-zisa si de racireSe pozitioneaza levierul din nou in pozitia inchis pentru a deplasa capetele de teava una catre cealalta si se modifica presiunea la valoarea presiunii de sudura. Se urmareste valoarea ei pe ecran. Cresterea presiunii trebuie sa corespunda unei cresteri liniare de presiune, conform valorilor nominale de pe ecran. Cel de al cincilea led de pe diagrama unitatii hidraulice va lumina intermitent.
Atunci cand se atinge si se stabilizeaza presiunea necesara sudurii propriu-zise, aceasta presiune va fi mentinuta la acest nivel pana la finalizarea acestei etape (ledul nr 6 din diagrama). In aceasta etapa, noua sudura incepe sa se raceasca.
Important
Imediat dupa finalizarea cresterii liniare a presiunii, chiar la inceputul racirii sudurii, presiunea poate sa scada din motive tehnice. Sudorul va trebui sa compenseze aceasta cadere de tensiune imediat prin actionarea levierului. In acest caz, se afiseaza imaginea din Display 28 , mentineti presiunea.”
In functie de standardul de sudura utilizat sau de informatiile oferite de fabricantul tevii sau al fitingului, s-ar putea sa fie nevoie de un timp de racire pe parcursul caruia, noua sudura nu trebuie expusa fortelor mecanice externe. Cu toate acestea, acest lucru nu este monitorizat de unitatea hidraulica, de control si de introducere a datelor, pentru ca aceasta unitate considera finalizata sudura atunci cand cel de al saptelea led este aprins.
4.3.8 Finalizare proces de sudura
Sudura este finalizata la finalul etapei de sudura propriu-zisa si de racire. Aparatul elibereaza presiunea exercitata asupra tevilor in mod automat.
4.4 Proces manual de sudura cap-cap
Info
Atunci cand doriti sa sudati in modul Manual, aparatul trebuie sa fie trecut in modul Manual. Pentru a face acest lucru, actionati tastele cursor ï si ð in acelasi timp in timp ce se afiseaza pe ecran mesajul: Next Welding. In modul manual, ceea ce se afiseaza pe ecran arata precum imaginea prezentata in Display 31.
COOLING PHASE Cooling time :1234s230°C NOM. 16.5bar229°C ACT. 16.5bar
Display 29
COOLING PHASE Cooling time over
229°C ACT. 0.0bar
Display 30
Build Joining Press.
230°C NOM. 16.5bar229°C ACT. 14.5bar
Display 28
Remove plateChange-over : 8 s230°C MAX 5.0bar229°C ACT. 3.5bar
Display 27
Versiune Iulie 2014 Manual de utilizare HÜRNER WeldControl EF 315
P
tt1 t4t3 t5 t6t2
P1 + P
tP
5 + P
t
P2 + P
t
22
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 26
35325 Mücke, Germany
In cadrul unui proces manual de sudura, frezarea,verificarea alinierii tevilor, stabilirea presiunii deinitiere care permite deplasarea bacurilor, precumsi a presiunii de sudura (adica, presiunea maxima asudurii atinsa pe parcursul etapei de formare a gulerului de sudura precum si pe parcursul etapei de sudura propriu-zisa) trebuie sa fie toate executate exact in acelasi mod in care se executa sudura in modul WeldContol (vezi subcapitolele relevante din cadrul capitolului 4.3). Singura diferente este aceea ca ecranul nu mai ofera informatii cu privire la ceea ce trebuie facut. El are rolul unui manometru digital care indica presiunea reala aplicata tevilor (vezi Display 31). De asemenea prezinta temperatura nominala pe care trebuie sa o seteze sudorul, precum si temperatura reala pe care o are elementul de incalzire, monitorizand si controland temperatura de-a lungul intregului proces de sudura. Parametrii aferenti unei suduri corecte trebuie sa fie cautati in tabelele cu valorile aferente sudurii si care sunt prezentate in anexa.
Info
Cu cat este actionat levierul mai tare inspre partea stanga, cu atat bacurile se apropie mai repede unul de altul, iar presiunea creste repede. Cu cat levierul este actionat mai tare inspre dreapta, cu atat se departeaza bacurile unul de altul, iar presiunea scade repede.
Temperatura nominala la care unitatea hidraulica si de control ar trebui sa mentina elementul de incalzire poate fi schimbata prin utilizarea tastelor cursor ñ si ò. Dupa efectuarea unei asemenea modificari, display-ul afiseaza temperatura reala care se modifica incet catre noua valoare nominala.
Important Sudorul trebuie sa astepte ca display-ul sa prezinte noua temperatura nominala inainte de a utiliza aparatul!
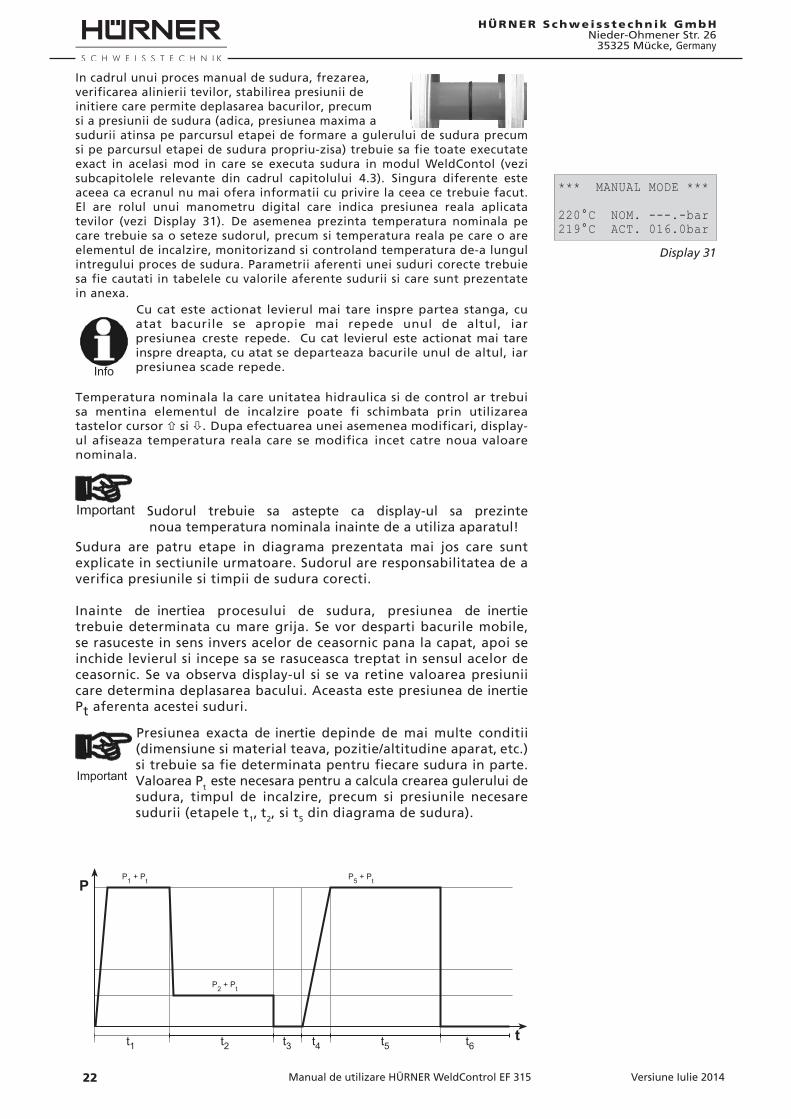
Sudura are patru etape in diagrama prezentata mai jos care sunt explicate in sectiunile urmatoare. Sudorul are responsabilitatea de a verifica presiunile si timpii de sudura corecti.
Inainte de inertiea procesului de sudura, presiunea de inertie trebuie determinata cu mare grija. Se vor desparti bacurile mobile, se rasuceste in sens invers acelor de ceasornic pana la capat, apoi se inchide levierul si incepe sa se rasuceasca treptat in sensul acelor de ceasornic. Se va observa display-ul si se va retine valoarea presiunii care determina deplasarea bacului. Aceasta este presiunea de inertie Pt aferenta acestei suduri.
Important
Presiunea exacta de inertie depinde de mai multe conditii (dimensiune si material teava, pozitie/altitudine aparat, etc.) si trebuie sa fie determinata pentru fiecare sudura in parte.Valoarea P
t este necesara pentru a calcula crearea gulerului de
sudura, timpul de incalzire, precum si presiunile necesare sudurii (etapele t
1, t
2, si t
5 din diagrama de sudura).
*** MANUAL MODE ***
220°C NOM. ---.-bar219°C ACT. 016.0bar
Display 31
Versiune Iulie 2014Manual de utilizare HÜRNER WeldControl EF 315
23
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 2635325 Mücke, Germany
4.4.1 Etapa de realizare a gulerului de suduraSe vor utiliza tabelele cu valorile de sudura din Anexa pentru a sestabili presiunile de sudura (presiuni maxime care trebuie sa se aplice pe parcursul formarii gulerului si executarii sudurii propriu zise) care sa corespunda situatiei specifice de sudura. Ulterior se va seta regulatorul de presiune la presiunea corespunzatoare in timp ce se observa presiunea reala afisata si despartind bacurile mobile ale aparatului. Se va introduce elementul de incalzire (plita), se vor deplasa bacurile catre plita si se va aplica o presiune asupra capetelor tevii care va avea valoare de P1 + Pt pe tot parcursul formarii gulerului, conform valorii din tabelele prezentate in Anexa (t1 din diagrama).
4.4.2 Etapa de incalzireDupa etapa de formare a gulerului (t
1 din diagrama), presiunea va fi
scazuta la o valoare egala sau mai mica decat valoarea P2 + P
t.
Presiunea scazuta va fi ulterior aplicata pe parcursul etapei de incalzire (t
2 din diagrama), etapa in care capetele de teava vor continua sa
absoarba caldura de la plita. Se vor folosi tabelele din anexa pentru a determina timpii necesari acestei etape (t
2) precum si presiunile (P
2
+ Pt) aplicabile in aceasta etapa sudurii dvs.
Info
In modul Manual si in modul WeldControl Modes, sunt disponibile doua modalitati de reducere a presiunii aplicate. Fie se deschide valva de eliberare a presiunii, fie se actioneaza tasta START/SET. Prin actionarea tastei START/SET key se reduce presiunea atat timp cat mentineti apasata aceasta tasta.
Important
Intre plita si guler trebuie sa existe un contact permanent, chiar si la presiuni scazute. In timp ce se incalzesc capetele, daca se pierde contactul de-a lungul circumferintei, sudura se va abandona si se va repeta.
4.4.3 Etapa de schimbareLa finalul etapei de incalzire, se pozitioneaza levierul in pozitia deschis pentru a desparti bacurile aparatului. Acum se poate scoate elementul de incalzire dintre capetele de teava.
Schimbarea trebuie imediat urmata de etapa de sudura propriu-zisa. Timpul de schimbare trebuie aferent sudurii dvs este prezentat in anexa (t
3) si nu trebuie depasit. Daca se depaseste acest timp,
sudura se abandoneaza si se repeta.
4.4.4 Etapa de sudura propriu-zisa si de racireSe pozitioneaza levierul din nou in pozitia inchis pentru a deplasa capetele de teava una catre cealalta si se creste presiunea la valoarea presiunii de sudura (P5 + Pt), printr-o crestere constanta a presiunii. Se urmareste valoarea ei pe ecran. Cresterea presiunii trebuie sa corespunda unei cresteri liniare de presiune, iar ea nu trebuie sa fie nici mai lunga, dar nici mai scurta decat valoarea prezentata in tabelele din anexa pentru situatia dvs specifica la t4.
Atunci cand se atinge si se stabilizeaza presiunea necesara sudurii propriu-zise la valoarea P5 + Pt, aceasta presiune va fi mentinuta la acest nivel pana la finalizarea acestei etape (t5 din diagrama). In aceasta etapa, noua sudura incepe sa se raceasca.
Producatorul tevii sau al fitingului includ in informatiile oferite si date cu privire la timpul de racire pe parcursul caruia noua sudura nu trebuie expusa fortelor mecanice externe. De asemenea, standardul aplicabil sudurii s-ar putea sa necesite un timp minim de racire (t6 dindiagrama). In majoritatea cazurilor insa, t6 nu este un timp relevant pentru sudor not relevant to the welder.
Versiune Iulie 2014 Manual de utilizare HÜRNER WeldControl EF 315
24
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 26
35325 Mücke, Germany
4.4.5 Finalizare sudura
Sudura este finalizata dupa ce se incheie cu succes etapa de sudura si racire. Sudorul trebuie sa opreasca presiunea exercitata asupra tevilor fie prin intermediul valvei de eliberare a presiunii, fie prin actionarea tastei START/SET.
4.5 Realizarea unei suduri prin electrofuziune
4.5.1 Conectarea fitingului Aparatul trece in modul se sudura prin electrofuziuneatunci cand cablul de sudura este conectat la conectorul sudurii prin electrofuziunecare sustine cablul elementului de incalzire pe parcursul sudurii cap-cap. Apoi se conecteaza terminalele cablului la fiting si se verifica daca exista un contact corespunzator. Se vor folosi adaptori daca este cazul. Suprafetele de contact a terminalelor sau adaptorilor fitingului trebuie sa fie curate. Daca terminalele sunt murdare, acest lucru poate conduce la o sudura necorespunzatoare si la o supra incalzire si o ardere a terminalelor de conectare la fiting. Protejati in permanenta conectorii astfel incat sa nu se murdareasca. Terminalele si adaptorii de tip push-on trebuie considerati drept consumabile si, prin urmare, trebuie verificati inaintea fiecarei suduri si inlocuiti daca sunt deteriorati sau murdari.Atunci cand fitingul este conectat, mesajul No Contact, daca este cazul, dispare, iar numarul urmatorului raport de sudura este afisat (vezi Display 3).
4.5.2 Citirea codului de bare de pe fiting cu ajutorul scannerului
Se poate utiliza codul de bare de pe eticheta fitingului care urmeaza a fi sudat. Nu se accepta citirea etichetei unui alt fiting de un alt tip daca eticheta fitingului care urmeaza a fi sudat este deteriorata sau nu se poate citi.
Se citeste codul fitingului cu ajutorul scannerului mobil pozitionat in fata etichetei la o distanta de 5-10 cm (2-4 inci), acolo unde liniarosie indica zona de citire. Se actioneaza butonul de citire. Daca secitesc corect datele, aparatul confirma acest lucru printr-un semna sonor si se afiseaza datele decodate pe ecran (vezi Display 32).
Info
Valorile afisate sunt parametrii nominal de sudura inclusi in codul de bare de pe fiting sau calculati pe baza acestor date. Parametrii se afiseaza inainte de a masura rezistenta reala a fitingului de electrofuziune. Acest lucru semnifica faptul ca atunci cand se afiseaza valoarea ohm ca fiind valoarea corespunzatoare, inca se poate detecta o eroare a rezistentei (vezi subcap. 4.6). Numai atunci cand incepe procesul de sudura, display-ul afiseaza parametrii de sudura reali, masurati.
Atunci cand se afiseaza mesajul: Start ?, acest lucru semnifica faptul ca aparatul este pregatit sa initieze procesul de sudura. Verificati datele citite si daca observati vreo eroare, stergeti-le prin actionarea tastei STOP/RESET. Datele citite sunt de asemenea sterse daca aparatul este deconectat de la fiting.
4.5.3 Introducerea manuala a parametrilor de sudura
Pentru a putea introduce parametrii de sudura manual, trebuie initial sa conectati fitingul la aparatul de sudura prin intermediul cablului de sudura. Introducerea manuala a parametrilor trebuie ulterior accesata prin actionarea tastei cursor ò. Ecranul va prezenta un meniu conform imaginii din Display 33, cu conditia ca introducerea manuala sa fi fost activata din meniul Configuration (vezi subcap. 4.1.2). Cu alte cuvinte, introducerea manuala a parametrilor inlocuieste citirea codului debare de pe fiting cu ajutorul scannerului.
Display 32
Start ?Temp.: 20°CHST 315mm 58sSAT 40.00V 0.80Ω
Versiune Iulie 2014Manual de utilizare HÜRNER WeldControl EF 315
25
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 2635325 Mücke, Germany
Prin utilizarea tastelor cursor ñ si ò aveti posibilitatea de a selecta Enter Voltage/Time” (introducere tensiune/timp) sau Enter Fitting Code”(introducere cod fiting) (adica, vor fi utilizate numerele care reprezinta codul fitingului). Se va confirma selectia facuta prin actionarea tastei START/ SET.
Daca aceasta optiune a fost selectata din meniu, se va afisa un display precum cel din partea dreapta. Se va utiliza tastatura alfanumerica (vezi prim Info din subcap. 4.1) pentru setarea tensiunii si timpului de sudura, in conformitate cu instructiunile primite de la producatorul fitingului, iar pentru confirmarea datelor se va actiona tasta START/SET. Mesajul: Start ?afisat dupa ce ati facut confirmarea prin intermediul tastei START/SET (vezi Display 32) indica faptul ca aparatul de sudura este pregatit sa efectueze sudura.
Daca aceasta optiune a fost selectata din meniu, se va afisa mesajul: Enter Fitting Code. Cele 24 de caractere aferente codului fitingului sunt afisate sub forma de asteriscuri ( * ). Pentru introducerea codului se va utiliza tastatura alfanumerica (vezi Info din subcap. 4.1) si ulterior se actioneaza tasta START/SET pentru a confirma introducerea datelor si pentru a inregistra aceste date. Daca codul introdus este gresit, se va afisa mesajul de eroare Code Error; se reverifica numerele si se corecteaza acolo unde este gresit. Daca codul introdus este corect, datele decodate vor fi afisate, iar mesajul Start ? va fi afisat (vezi Display 32), mesaj care indica faptul ca aparatul este pregatit pentru a incepe sudura.
4.5.4 Initierea procesului de sudura
Info
Dupa ce codul de bare de pe fiting a fost citit, aparatul solicita introducerea datelor de trasabilitate care au fost activate in cadrul meniului Configuration (vezi subcap. 4.1.6, 4.2).
Dupa citirea sau introducerea codului aferent fitingului, se poate initia procesul de sudura prin actionarea tastei START/SET atunci cand se afiseaza mesajul Start ? si daca nu este indicata prezenta unei probleme.
Actionarea tastei START/SET va declansa afisarea unui mesaj care trebuie confirmat: “Pipe treated? tot prin actionarea tastei START/SET, declansandu-se astfel procedura de sudura.
4.5.5 Procesul de suduraProcesul de sudura este monitorizat pe parcursul intregii sale durate prin aplicarea parametrilor de sudura inclusi in codul fitingului. Tensiunea, rezistenta si intensitatea sudurii sunt afisate in linia de jos a ecranului.
4.5.6 Finalizare suduraProcesul de sudura se finalizeaza cu succes faca timpul de sudura real corespunde timpului de sudura nominal, iar alarma se aude de doua ori.
4.5.7 Timp de racire
Timpul de racire, conform instructiunilor producatorului, trebuie respectat cu strictete. Daca acel cod de bare furnizat de producator contine si date referitoare la timpul de racire, acest timp se va afisa la finalul procesului de sudura si va fi afisat printr-o numaratoare inversa. Aceasta numaratoare inversa se poate confirma si anula in orice moment prin actionarea tastei STOP/RESET. Cu toate acestea, observati faptul ca pe perioada respectiva de timp sudura efectuata care este inca calda nu trebuie supusa fortelor mecanice exterioare. Nu se va afisa timpul de racire daca codul fitingului nu contine asemenea informatii.
4.6 Proces de sudura abandonat
Daca se detecteaza vreo eroare, aparatul abandoneaza sudura si
Display 34
Voltage/Time
U= 40 V t= 1000 s
Display 33
** MANUAL INPUT **
>Enter Voltage/Time Enter Fitting Code
Versiune Iulie 2014 Manual de utilizare HÜRNER WeldControl EF 315
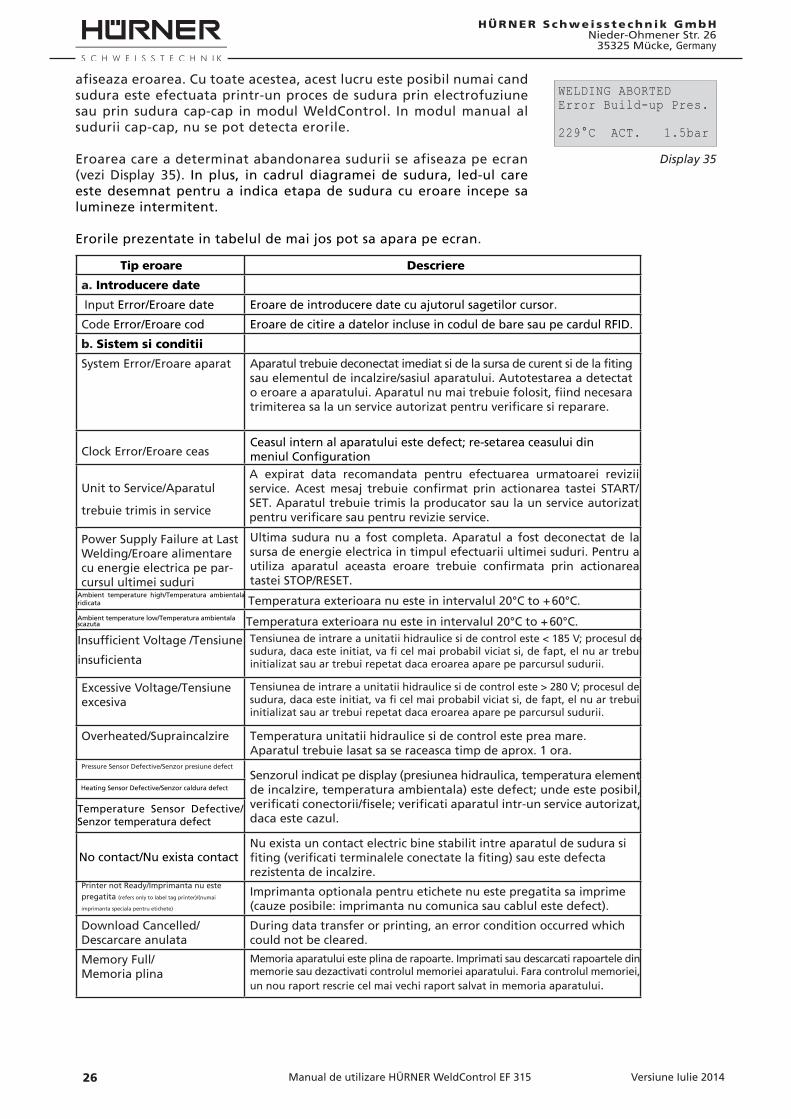
26
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 26
35325 Mücke, Germany
afiseaza eroarea. Cu toate acestea, acest lucru este posibil numai cand sudura este efectuata printr-un proces de sudura prin electrofuziune sau prin sudura cap-cap in modul WeldControl. In modul manual al sudurii cap-cap, nu se pot detecta erorile.
Eroarea care a determinat abandonarea sudurii se afiseaza pe ecran (vezi Display 35). In plus, in cadrul diagramei de sudura, led-ul care este desemnat pentru a indica etapa de sudura cu eroare incepe sa lumineze intermitent.
Erorile prezentate in tabelul de mai jos pot sa apara pe ecran.
Tip eroare Descriere
a. Introducere date
Input Error/Eroare date Eroare de introducere date cu ajutorul sagetilor cursor.
Code Error/Eroare cod Eroare de citire a datelor incluse in codul de bare sau pe cardul RFID.
b. Sistem si conditii
System Error/Eroare aparat Aparatul trebuie deconectat imediat si de la sursa de curent si de la fiting sau elementul de incalzire/sasiul aparatului. Autotestarea a detectat o eroare a aparatului. Aparatul nu mai trebuie folosit, fiind necesara trimiterea sa la un service autorizat pentru verificare si reparare.
Clock Error/Eroare ceas
Unit to Service/Aparatul
trebuie trimis in service
Power Supply Failure at Last Welding/Eroare alimentare cu energie electrica pe par-cursul ultimei suduri
Ultima sudura nu a fost completa. Aparatul a fost deconectat de la sursa de energie electrica in timpul efectuarii ultimei suduri. Pentru a utiliza aparatul aceasta eroare trebuie confirmata prin actionarea tastei STOP/RESET.
Insufficient Voltage /Tensiune
insuficienta
Tensiunea de intrare a unitatii hidraulice si de control este < 185 V; procesul de sudura, daca este initiat, va fi cel mai probabil viciat si, de fapt, el nu ar trebui initializat sau ar trebui repetat daca eroarea apare pe parcursul sudurii.
Excessive Voltage/Tensiune excesiva
Tensiunea de intrare a unitatii hidraulice si de control este > 280 V; procesul de sudura, daca este initiat, va fi cel mai probabil viciat si, de fapt, el nu ar trebui initializat sau ar trebui repetat daca eroarea apare pe parcursul sudurii.
Overheated/Supraincalzire Temperatura unitatii hidraulice si de control este prea mare.Aparatul trebuie lasat sa se raceasca timp de aprox. 1 ora.
Pressure Sensor Defective/Senzor presiune defect
Senzorul indicat pe display (presiunea hidraulica, temperatura element de incalzire, temperatura ambientala) este defect; unde este posibil, verificati conectorii/fisele; verificati aparatul intr-un service autorizat, daca este cazul.
Nu exista un contact electric bine stabilit intre aparatul de sudura si fiting (verificati terminalele conectate la fiting) sau este defecta rezistenta de incalzire.
Printer not Ready/Imprimanta nu este
pregatita (refers only to label tag printer)/(numai
imprimanta speciala pentru etichete)
Imprimanta optionala pentru etichete nu este pregatita sa imprime (cauze posibile: imprimanta nu comunica sau cablul este defect).
Download Cancelled/Descarcare anulata
During data transfer or printing, an error condition occurred which could not be cleared.
Memory Full/Memoria plina
Memoria aparatului este plina de rapoarte. Imprimati sau descarcati rapoartele din memorie sau dezactivati controlul memoriei aparatului. Fara controlul memoriei,
un nou raport rescrie cel mai vechi raport salvat in memoria aparatului.
WELDING ABORTEDError Build-up Pres.
229°C ACT. 1.5bar
Display 35
Versiune Iulie 2014Manual de utilizare HÜRNER WeldControl EF 315
Ceasul intern al aparatului este defect; re-setarea ceasului dinmeniul Configuration
A expirat data recomandata pentru efectuarea urmatoarei revizii service. Acest mesaj trebuie confirmat prin actionarea tastei START/SET. Aparatul trebuie trimis la producator sau la un service autorizat pentru verificare sau pentru revizie service.
Ambient temperature high/Temperatura ambientala ridicata
Ambient temperature low/Temperatura ambientala scazuta
Temperatura exterioara nu este in intervalul 20°C to + 60°C.
Temperatura exterioara nu este in intervalul 20°C to + 60°C.
Heating Sensor Defective/Senzor caldura defect
Temperature Sensor Defective/Senzor temperatura defect
No contact/Nu exista contact
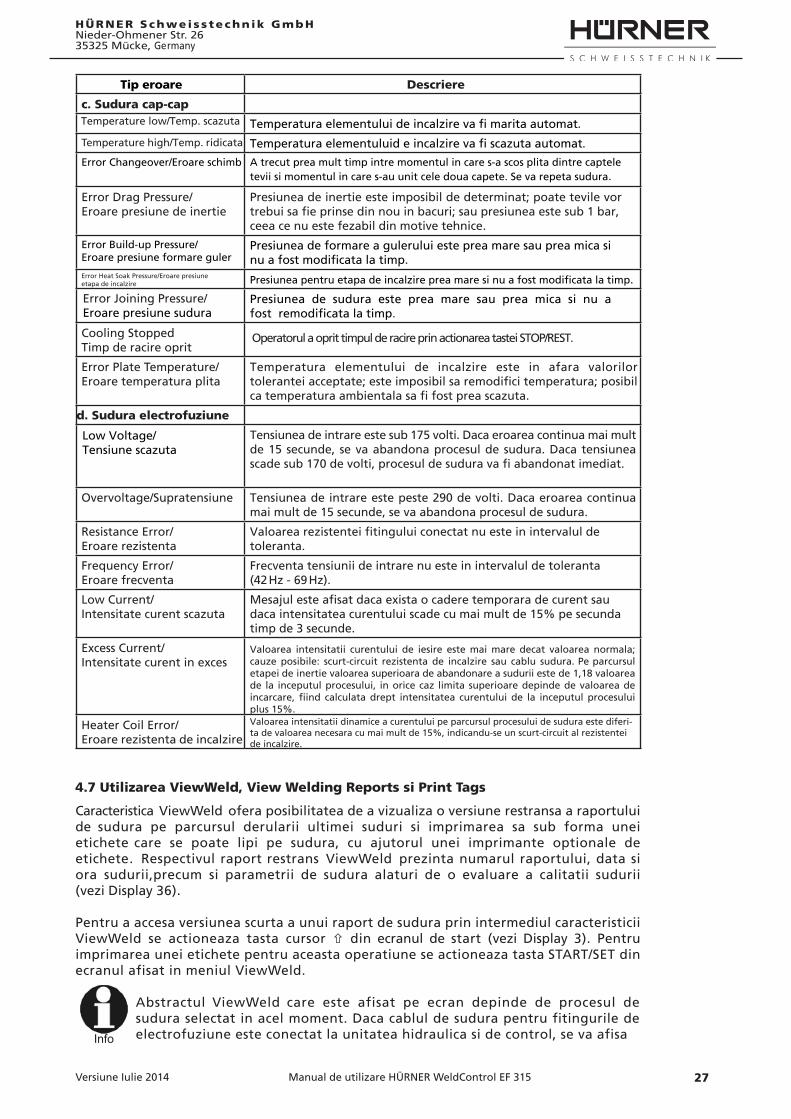
27
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 2635325 Mücke, Germany
Tip eroare Descriere
c. Sudura cap-cap
Temperatura elementului de incalzire va fi marita automat.
Temperature high/Temp. ridicata Temperatura elementuluid e incalzire va fi scazuta automat.
Error Changeover/Eroare schimb A trecut prea mult timp intre momentul in care s-a scos plita dintre captele
tevii si momentul in care s-au unit cele doua capete. Se va repeta sudura.
Error Drag Pressure/Eroare presiune de inertie
Presiunea de inertie este imposibil de determinat; poate tevile vor trebui sa fie prinse din nou in bacuri; sau presiunea este sub 1 bar, ceea ce nu este fezabil din motive tehnice.
Error Build-up Pressure/Eroare presiune formare guler
Presiunea de formare a gulerului este prea mare sau prea mica sinu a fost modificata la timp.
Error Heat Soak Pressure/Eroare presiune etapa de incalzire Presiunea pentru etapa de incalzire prea mare si nu a fost modificata la timp.
Presiunea de sudura este prea mare sau prea mica si nu a fost remodificata la timp.
Cooling StoppedTimp de racire oprit
Operatorul a oprit timpul de racire prin actionarea tastei STOP/REST.
Error Plate Temperature/Eroare temperatura plita
Temperatura elementului de incalzire este in afara valorilor tolerantei acceptate; este imposibil sa remodifici temperatura; posibil ca temperatura ambientala sa fi fost prea scazuta.
d. Sudura electrofuziune
Tensiunea de intrare este sub 175 volti. Daca eroarea continua mai mult de 15 secunde, se va abandona procesul de sudura. Daca tensiunea scade sub 170 de volti, procesul de sudura va fi abandonat imediat.
Overvoltage/Supratensiune Tensiunea de intrare este peste 290 de volti. Daca eroarea continua mai mult de 15 secunde, se va abandona procesul de sudura.
Resistance Error/Eroare rezistenta
Valoarea rezistentei fitingului conectat nu este in intervalul de toleranta.
Frequency Error/Eroare frecventa
Frecventa tensiunii de intrare nu este in intervalul de toleranta (42 Hz - 69 Hz).
Low Current/Intensitate curent scazuta
Mesajul este afisat daca exista o cadere temporara de curent sau daca intensitatea curentului scade cu mai mult de 15% pe secunda timp de 3 secunde.
Excess Current/Intensitate curent in exces
Valoarea intensitatii curentului de iesire este mai mare decat valoarea normala; cauze posibile: scurt-circuit rezistenta de incalzire sau cablu sudura. Pe parcursul etapei de inertie valoarea superioara de abandonare a sudurii este de 1,18 valoarea de la inceputul procesului, in orice caz limita superioare depinde de valoarea de incarcare, fiind calculata drept intensitatea curentului de la inceputul procesuluiplus 15%.
Heater Coil Error/Eroare rezistenta de incalzire
Valoarea intensitatii dinamice a curentului pe parcursul procesului de sudura este diferi-ta de valoarea necesara cu mai mult de 15%, indicandu-se un scurt-circuit al rezistentei de incalzire.
4.7 Utilizarea ViewWeld, View Welding Reports si Print Tags
Caracteristica ViewWeld ofera posibilitatea de a vizualiza o versiune restransa a raportului de sudura pe parcursul derularii ultimei suduri si imprimarea sa sub forma unei etichete care se poate lipi pe sudura, cu ajutorul unei imprimante optionale de etichete. Respectivul raport restrans ViewWeld prezinta numarul raportului, data si ora sudurii,precum si parametrii de sudura alaturi de o evaluare a calitatii sudurii (vezi Display 36).
Pentru a accesa versiunea scurta a unui raport de sudura prin intermediul caracteristicii ViewWeld se actioneaza tasta cursor ñ din ecranul de start (vezi Display 3). Pentru imprimarea unei etichete pentru aceasta operatiune se actioneaza tasta START/SET din ecranul afisat in meniul ViewWeld.
Info
Abstractul ViewWeld care este afisat pe ecran depinde de procesul de sudura selectat in acel moment. Daca cablul de sudura pentru fitingurile de electrofuziune este conectat la unitatea hidraulica si de control, se va afisa
Versiune Iulie 2014 Manual de utilizare HÜRNER WeldControl EF 315
Temperature low/Temp. scazuta
Error Joining Pressure/Eroare presiune sudura
Low Voltage/Tensiune scazuta
28
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 26
35325 Mücke, Germany
raportul aferent ultimei suduri prin electrofuziune. Daca elementul de incalzire este conectat la unitate, raportul ultimei suduri cap-cap se va afisa pe ecran. Daca nu este conectat niciun cablu, atunci ultimul raport dintre toate rapoartele din memorie va fi afisat, indiferent daca este vorba de un raport de sudura cap-cap sau prin electrofuziune.
Dupa ce se acceseaza acest raport restrans din meniul ViewWeld, se poate trece prin toate rapoartele prezentate pe scurt din memoria aparatului, prin actionarea tastelor cursor ï si ð.
5 Descarcare rapoarteInterfataPort USB
pentru conectarea unui mediu de stocare a datelor care se conecteaza cu ajutorul unui port USB (de tipul unui stick de memorie)
Portul se conformeaza versiunii 2.0 a conectarii prin intermediul unui port USB (adica, rata maxima de transfer este de 480 megabiti pe secunda).
Important
Inainte de a transfera datele, se recomanda oprirea si repornirea aparatului. Daca acest lucru nu se intampla, exista riscul unei erori de transfer a datelor sau rapoartele din memoria aparatului pot sa fie compromise.
Important
Atunci cand se transfera rapoartele de sudura pe un stick de memorie USB, intotdeauna trebuie sa asteptati pana cand display-ul afiseaza mesajul“Download finished inainte de a deconecta stick-ul USB de la aparat. Daca veti deconecta stick-ul prea devreme, aparatul s-ar putea sa va solicite o stergere a rapoartelor din memorie, desi ele nu au fost transferate in mod corect. In aceasta situatie, daca stergeti continutul memoriei aparatului, rapoartele de sudura vor fi pierdute complet si nici nu se mai regasesc in alta parte.
5.1 Selectarea formatului fisierului si a procesului de sudura
Atunci cand se conecteaza mediul de stocare, ecranul va aparea in formatul fisierului care urmeaza a fi produs, alaturi de rapoartele de sudura care urmeaza a fi selectate: un fisier PDF cu o versiune restransa sau extinsa a raportului sau in formatul specific DataWork. Prin utilizarea tastelor cursor ñ si ò, selectati tipul de fisier pe care il doriti si confirmati selectia facuta prin actionarea tastei START/SET.
Optiunea Service Report nu este importanta pentru functionarea normala. Pentru efectuarea service-ului asistat de calculator, acest raport prezinta operatiunile legate de intretinerea aparatului de sudura.
Dupa selectarea formatului fisierului, un ecran similar permite selectia rapoartelor de sudura a unuia sau a ambelor proceduri de efectuare a sudurii. Este posibil sa selectam descarcarea numai a rapoartelor de sudura cap-cap sau numai a rapoartelor de sudura cap-cap sau a tuturor rapoartelor indiferent de procesul de sudura folosit. Rapoartele de sudura selectate in acest ecran vor fi ulterior trimise catre mediul de stocare prin intermediul portului USB, in formatul selectat la pasul anterior.
Butt Welding>Electrofusion Both
Display 38
* Select File Type * DataWork File>PDF Abstract PDF Ext'd Report
Display 37
Display 360015 24.02.13 09:33M/B MON HST 3150058s 025.0V 1.57ΩNo Error
Versiune Iulie 2014Manual de utilizare HÜRNER WeldControl EF 315
29
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 2635325 Mücke, Germany
5.2 Descarcarea tuturor rapoartelor
Dupa selectarea tipului de fisier si a tipului de sudura, in cadrul pasului urmator se ofera optiunea Print All Reports. Daca se selecteaza aceasta optiune se vor descarca toate rapoartele de sudura sau toate procesele de sudura anterior selectate, aflate la momentul respectiv in memoria aparatului in formatul de fisier anterior selectat.
5.3 Descarcarea in functie de numar lucrare, data sau interval raport
Dupa ce s-au selectat tipul de fisier si de proces de sudura, urmatorul ecran ofera mai multe optiuni de descarcare a rapoartelor: By Commission Number (nr lucrare),”By Date Range (data) si“By Report Range (interval raport). In functie de selectia facuta, tastele cursor ñ si ò se pot folosi pentru a selecta din lucrarile salvate in memoria aparatului lucrarea dorita, a carei raport se doreste a se descarca sau se poate utiliza tastatura alfanumerica (vezi primul Info din subcap. 4.1) pentru a introduce data de inceput si data de final sau data primului sau a ultimului raport prin care se defineste in interval de date a caror rapoarte sau un interval de rapoarte care urmeaza a fi descarcate. Atunci cand actionezi tasta START/SET, rapoartele selectate se vor transfera pe mediul de stocare.5.4 Intelegerea procesului de descarcare a raportului
Procesul de descarcare a rapoartelor incepe in mod automat dupa ce s-a facut selectia optiunilor dorite. Se asteapta ca toate rapoartele sa se transfere si sa se afiseze pe ecran mesajul: Download completed.
Daca apare o problema in timpul descarcarii rapoartelor, se va afisa mesajul: Not ready. Dupa ce se rezolva problema, descarcarea reincepe in mod automat.
Info
Daca aparatul constata ca problema nu se poate rezolva in timp ce se descarca datele, atunci nu va mai relua procesul de descarcare si va afisa mesajul de eroare: Downloadcancelled. Pentru a confirma aceasta eroare se actioneaza tasta START/ SET.
5.5 Stergerea datelor din memoria aparatului
Datele rapoartelor stocate in memoria aparatului se pot sterge numai dupa ce se transfera toate rapoartele de sudura, fapt indicat de mesajul:“Download completed. Atunci cand mediul de stocare este scos din portul USB, se afiseaza un mesajul: Delete Memory. Daca se actioneaza tasta START/SET in acest moment, se afiseaza un mesaj de confirmare a actiunii de stergere a memoriei aparatului: Delete Memory, sure? si care trebuie confirmat prin actionarea din nou a tastei START/SET. Dupa actionarea tastei respective se vor sterge toate datele din memoria aparatului.
5.6 Pastrarea datelor in memoria aparatului
Atunci cand se scoate cablul de date sau mediul de stocare din portul USB, se afiseaza mesajul pentru stergerea datelor in memoria aparatului: DeleteMemory. Se actioneaza tasta STOP/RESET pentru a pastra in continuare datele in memoria aparatului. Astfel ca rapoartele se pot reprinta.
Important
Faceti-va un obicei din a gestiona datele din memoria interna conform descrierii facute la inceputul capitolului 5 pentru a mentine integritatea datelor si pentru a evita orice stergere nedorita a vreunui raport din memorie.
6 Service si reparatii
Deoarece aparatul este utilizat in domenii sensibile la aspectele de securitate si sanatate ocupationala, aparatul va fi reparat si verificat numai la sediul nostru sau la sediul partenerilor nostri care au fost
Versiune Iulie 2014 Manual de utilizare HÜRNER WeldControl EF 315
30
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 26
35325 Mücke, Germany
instruiti si autorizati de catre noi. Astfel ca, intotdeauna se vor mentine standarde ridicate de calitate si siguranta in exploatarea aparatului.
Important
Neconformarea la prezenta prevedere va conduce la pierdereagarantiei acordate de producator si producatorul va fi scutitde acordarea acestei garantii si nici nu va putea fi tras la raspundere pentru aparat si pentru pagubele ulterioareaparute.
7 Date de contact pentru service si reparatii
HÜRNER SchweisstechnikNieder-Ohmener Str. 2635325 Mücke, GermanyTel.: +49 (0)6401 9127 0Fax: +49 (0)6401 9127 39Web: www.huerner.deE-mail: [email protected]
Info
Ne rezervam dreptul de a modifica specificatiile tehnice ale produsului fara o notificare prealabila.
8 Accesorii/Piese de schimb pentru aparat
Freza pentru aparatulHÜRNER WeldControl EF 315
Terminal conector 4.7 filetat (conector fiting al cablului de sudura), compatibil cu Uponor,DURA-Pipe, Simona, Strengweld, Plasson 216 - 023 - 430
Adaptor FF platcompatibil cu Friatec
216 - 010 - 070
Adaptor FF rotund 4.0 compatibil cu Friatec, GF, agru, Wavin, Euro Standard
216 - 010 - 080Adaptor push-on FF pin
compatibil cu Friatec Friait (waste water)
216 - 010 - 400Adaptor push-on GF
compatibil cu GF, agru, Wavin, with free wires 216 - 010 - 090Adaptor push-on cot 4.7 - 4.7 90° 216 - 010 - 580
Sac adaptor 216 - 030 - 310Card sudor/operator 216 - 080 - 031Soft specific DataWork pentru sistemul de operare Windows
216 - 080 - 505
USB Stick 300 - 010 - 154
Info
Se vor accepta numai piese originale. Utilizarea pieselor care nu sunt de origine va conduce la pierderea garantiei si de la anularea oricaror si a tuturor raspunderilor si garantiilor asumate si acordate de catre producator.
Pentru a consulta si comanda piese de schimb, va rugam sa contactativanzatorul sau producatorul aparatului.
Versiune Iulie 2014Manual de utilizare HÜRNER WeldControl EF 315
baia mareL strNmarァeanuluiL nrN S2aL ェudN maraュure LtelZ 0262M220S29L faクZ 0262M220S19L EュailZ contact`bsrNro
Presiune formare guler Bead Build-up Pressure = P1 + P t (Presiune initiere Drag Pressure)Presiune etapa incalzire Heat Soaking Pressure = P2 + P t (Presiune initiere Drag Pressure)Presiune lipire sudura Joining Pressure = P5 + P t ( Presiune initiere Drag Pressure)
31
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 2635325 Mücke, Germany
Anhang
In den im Folgenden aufgeführten Schweißtabellen beziehen sich die Druck- und Zeitbezeichnungen (P1, P
2
usw. bzw. t1, t
2 usw.) auf die Phasen des Schweißvorgangs gemäß dem Schweißdiagramm auf Seite 19.
Wichtig
Es ist daran zu denken, dass der Druck, der in Angleichphase (t1), Anwärmphase (t
2) und Fü-
gephase (t5) anstehen muss, als die Summe von P
1, P
2 bzw. P
5 entsprechend den Tabellen plus
Bewegungsdruck Pt zu errechnen ist (vgl. Anschn. 4.3.2).
Appendix
The designations given in the following tables to pressure and time values (P1, P
2, etc. and t
1, t
2,
etc.) refer to the phases of the welding process diagram reproduced on page 19.
Important
Remeber that the pressure value required in the bead build-up stage (t1), heat-soaking
stage (t2), and joining phases (t
5) has to be calculated as the sum of P
1, P
2, or P
5 as given
in the tables, plus pipe drag pressure Pt (see section 4.3.2).
Anexa
Valorile prezentate in tabelele de mai jos pentru presiuni si timpi de sudura (P1, P
2, etc. si t
1, t
2,
etc.) se refera la etapele din diagrama procesului de sudura reprodusa la pagina 22.
Important
Nu uitati ca presiunile necesare etapei de formare a gulerului de sudura (t1), etapei de incalzire
(t2) si etapei de fuziune (t
5) se calculeaza ca suma a P
1, P
2 sau P
5 prezentate in tabele, la care
se adauga presiunea de inertie a tevii Pt (vezi subcap. 4.3.2).
Versiune Iulie 2014 Manual de utilizare HÜRNER WeldControl EF 315
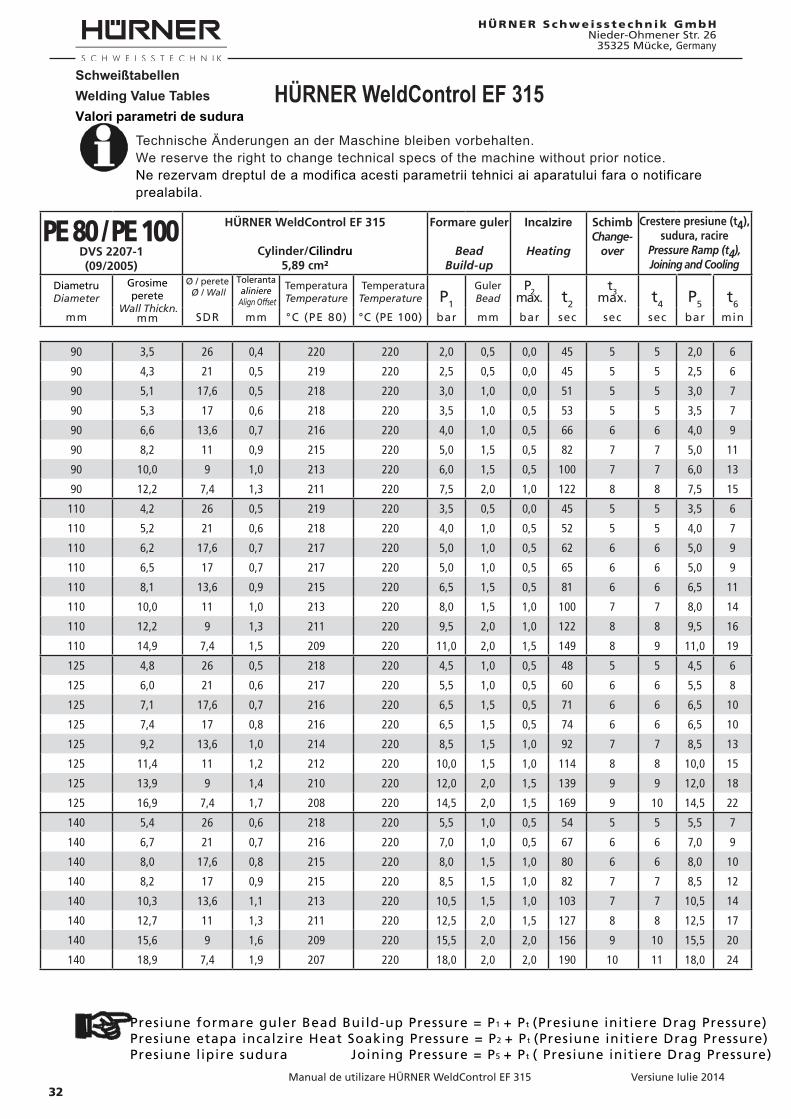
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 26
35325 Mücke, Germany
Schweißtabellen
Welding Value Tables
Valori parametri de sudura
Technische Änderungen an der Maschine bleiben vorbehalten.We reserve the right to change technical specs of the machine without prior notice.Ne rezervam dreptul de a modifica acesti parametrii tehnici ai aparatului fara o notificareprealabila.
90 3,5 26 0,4 220 220 2,0 0,5 0,0 45 5 5 2,0 6
90 4,3 21 0,5 219 220 2,5 0,5 0,0 45 5 5 2,5 6
90 5,1 17,6 0,5 218 220 3,0 1,0 0,0 51 5 5 3,0 7
90 5,3 17 0,6 218 220 3,5 1,0 0,5 53 5 5 3,5 7
90 6,6 13,6 0,7 216 220 4,0 1,0 0,5 66 6 6 4,0 9
90 8,2 11 0,9 215 220 5,0 1,5 0,5 82 7 7 5,0 11
90 10,0 9 1,0 213 220 6,0 1,5 0,5 100 7 7 6,0 13
90 12,2 7,4 1,3 211 220 7,5 2,0 1,0 122 8 8 7,5 15
110 4,2 26 0,5 219 220 3,5 0,5 0,0 45 5 5 3,5 6
110 5,2 21 0,6 218 220 4,0 1,0 0,5 52 5 5 4,0 7
110 6,2 17,6 0,7 217 220 5,0 1,0 0,5 62 6 6 5,0 9
110 6,5 17 0,7 217 220 5,0 1,0 0,5 65 6 6 5,0 9
110 8,1 13,6 0,9 215 220 6,5 1,5 0,5 81 6 6 6,5 11
110 10,0 11 1,0 213 220 8,0 1,5 1,0 100 7 7 8,0 14
110 12,2 9 1,3 211 220 9,5 2,0 1,0 122 8 8 9,5 16
110 14,9 7,4 1,5 209 220 11,0 2,0 1,5 149 8 9 11,0 19
125 4,8 26 0,5 218 220 4,5 1,0 0,5 48 5 5 4,5 6
125 6,0 21 0,6 217 220 5,5 1,0 0,5 60 6 6 5,5 8
125 7,1 17,6 0,7 216 220 6,5 1,5 0,5 71 6 6 6,5 10
125 7,4 17 0,8 216 220 6,5 1,5 0,5 74 6 6 6,5 10
125 9,2 13,6 1,0 214 220 8,5 1,5 1,0 92 7 7 8,5 13
125 11,4 11 1,2 212 220 10,0 1,5 1,0 114 8 8 10,0 15
125 13,9 9 1,4 210 220 12,0 2,0 1,5 139 9 9 12,0 18
125 16,9 7,4 1,7 208 220 14,5 2,0 1,5 169 9 10 14,5 22
140 5,4 26 0,6 218 220 5,5 1,0 0,5 54 5 5 5,5 7
140 6,7 21 0,7 216 220 7,0 1,0 0,5 67 6 6 7,0 9
140 8,0 17,6 0,8 215 220 8,0 1,5 1,0 80 6 6 8,0 10
140 8,2 17 0,9 215 220 8,5 1,5 1,0 82 7 7 8,5 12
140 10,3 13,6 1,1 213 220 10,5 1,5 1,0 103 7 7 10,5 14
140 12,7 11 1,3 211 220 12,5 2,0 1,5 127 8 8 12,5 17
140 15,6 9 1,6 209 220 15,5 2,0 2,0 156 9 10 15,5 20
140 18,9 7,4 1,9 207 220 18,0 2,0 2,0 190 10 11 18,0 24
PE 80 / PE 100 DVS 2207-1(09/2005)
HÜRNER WeldControl EF 315
Cylinder/Cilindru5,89 cm²
Formare guler
Bead Build-up
Incalzire
Heating
SchimbChange-
over
Crestere presiune (t4), sudura, racire
Pressure Ramp (t4),Joining and Cooling
DiametruDiameter
Grosimeperete
Wall Thickn.
Ø / pereteØ / Wall
Tolerantaaliniere
Align Offset
TemperaturaTemperature
TemperaturaTemperature P
1
Guler Bead
P2
max. t2
t3max. t
4P
5t6
mm mm SDR mm °C (PE 80) °C (PE 100) bar mm bar sec sec sec bar min
Versiune Iulie 2014Manual de utilizare HÜRNER WeldControl EF 315
32
Presiune formare guler Bead Build-up Pressure = P1 + P t (Presiune initiere Drag Pressure)Presiune etapa incalzire Heat Soaking Pressure = P2 + P t (Presiune initiere Drag Pressure)Presiune lipire sudura Joining Pressure = P5 + P t ( Presiune initiere Drag Pressure)
HÜRNER WeldControl EF 315
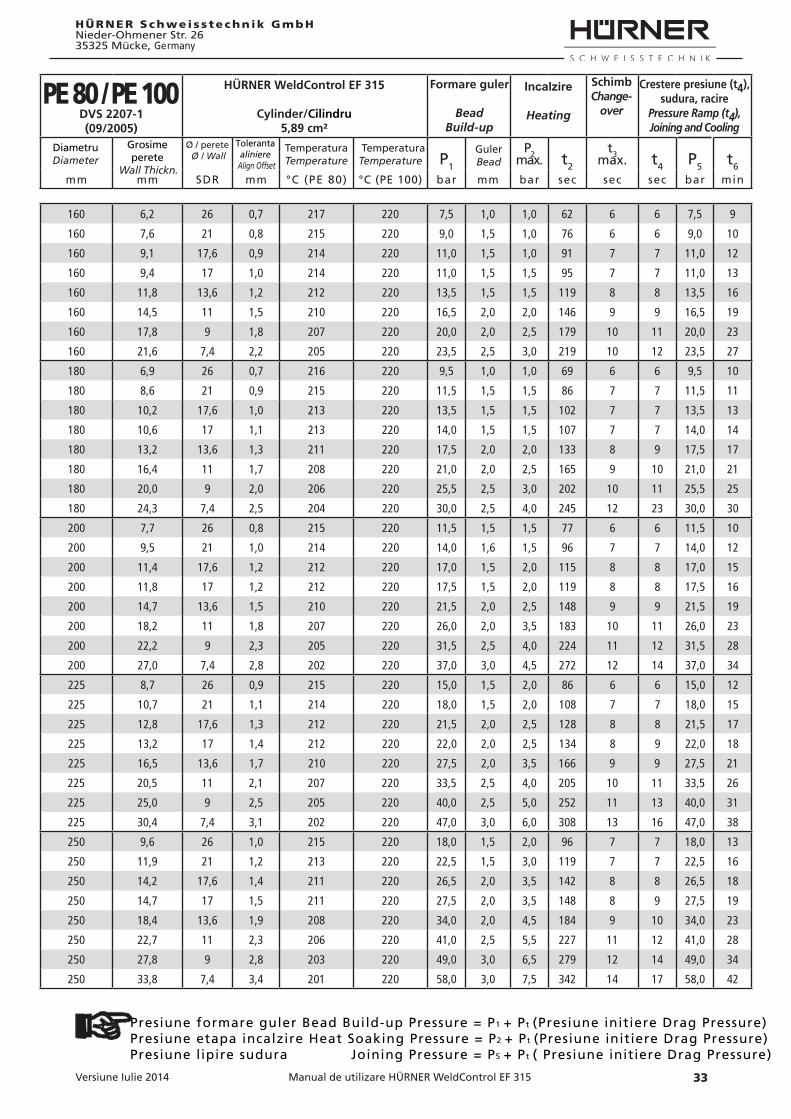
33
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 2635325 Mücke, Germany
160 6,2 26 0,7 217 220 7,5 1,0 1,0 62 6 6 7,5 9
160 7,6 21 0,8 215 220 9,0 1,5 1,0 76 6 6 9,0 10
160 9,1 17,6 0,9 214 220 11,0 1,5 1,0 91 7 7 11,0 12
160 9,4 17 1,0 214 220 11,0 1,5 1,5 95 7 7 11,0 13
160 11,8 13,6 1,2 212 220 13,5 1,5 1,5 119 8 8 13,5 16
160 14,5 11 1,5 210 220 16,5 2,0 2,0 146 9 9 16,5 19
160 17,8 9 1,8 207 220 20,0 2,0 2,5 179 10 11 20,0 23
160 21,6 7,4 2,2 205 220 23,5 2,5 3,0 219 10 12 23,5 27
180 6,9 26 0,7 216 220 9,5 1,0 1,0 69 6 6 9,5 10
180 8,6 21 0,9 215 220 11,5 1,5 1,5 86 7 7 11,5 11
180 10,2 17,6 1,0 213 220 13,5 1,5 1,5 102 7 7 13,5 13
180 10,6 17 1,1 213 220 14,0 1,5 1,5 107 7 7 14,0 14
180 13,2 13,6 1,3 211 220 17,5 2,0 2,0 133 8 9 17,5 17
180 16,4 11 1,7 208 220 21,0 2,0 2,5 165 9 10 21,0 21
180 20,0 9 2,0 206 220 25,5 2,5 3,0 202 10 11 25,5 25
180 24,3 7,4 2,5 204 220 30,0 2,5 4,0 245 12 23 30,0 30
200 7,7 26 0,8 215 220 11,5 1,5 1,5 77 6 6 11,5 10
200 9,5 21 1,0 214 220 14,0 1,6 1,5 96 7 7 14,0 12
200 11,4 17,6 1,2 212 220 17,0 1,5 2,0 115 8 8 17,0 15
200 11,8 17 1,2 212 220 17,5 1,5 2,0 119 8 8 17,5 16
200 14,7 13,6 1,5 210 220 21,5 2,0 2,5 148 9 9 21,5 19
200 18,2 11 1,8 207 220 26,0 2,0 3,5 183 10 11 26,0 23
200 22,2 9 2,3 205 220 31,5 2,5 4,0 224 11 12 31,5 28
200 27,0 7,4 2,8 202 220 37,0 3,0 4,5 272 12 14 37,0 34
225 8,7 26 0,9 215 220 15,0 1,5 2,0 86 6 6 15,0 12
225 10,7 21 1,1 214 220 18,0 1,5 2,0 108 7 7 18,0 15
225 12,8 17,6 1,3 212 220 21,5 2,0 2,5 128 8 8 21,5 17
225 13,2 17 1,4 212 220 22,0 2,0 2,5 134 8 9 22,0 18
225 16,5 13,6 1,7 210 220 27,5 2,0 3,5 166 9 9 27,5 21
225 20,5 11 2,1 207 220 33,5 2,5 4,0 205 10 11 33,5 26
225 25,0 9 2,5 205 220 40,0 2,5 5,0 252 11 13 40,0 31
225 30,4 7,4 3,1 202 220 47,0 3,0 6,0 308 13 16 47,0 38
250 9,6 26 1,0 215 220 18,0 1,5 2,0 96 7 7 18,0 13
250 11,9 21 1,2 213 220 22,5 1,5 3,0 119 7 7 22,5 16
250 14,2 17,6 1,4 211 220 26,5 2,0 3,5 142 8 8 26,5 18
250 14,7 17 1,5 211 220 27,5 2,0 3,5 148 8 9 27,5 19
250 18,4 13,6 1,9 208 220 34,0 2,0 4,5 184 9 10 34,0 23
250 22,7 11 2,3 206 220 41,0 2,5 5,5 227 11 12 41,0 28
250 27,8 9 2,8 203 220 49,0 3,0 6,5 279 12 14 49,0 34
250 33,8 7,4 3,4 201 220 58,0 3,0 7,5 342 14 17 58,0 42
PE 80 / PE 100 DVS 2207-1(09/2005)
TemperaturaTemperature
TemperaturaTemperature P
1
P2max. t
2
t3max. t
4P
5t6
mm mm SDR mm °C (PE 80) °C (PE 100) bar mm bar sec sec sec bar min
Versiune Iulie 2014 Manual de utilizare HÜRNER WeldControl EF 315
Presiune formare guler Bead Build-up Pressure = P1 + P t (Presiune initiere Drag Pressure)Presiune etapa incalzire Heat Soaking Pressure = P2 + P t (Presiune initiere Drag Pressure)Presiune lipire sudura Joining Pressure = P5 + P t ( Presiune initiere Drag Pressure)
Crestere presiune (t4), sudura, racire
Pressure Ramp (t4),Joining and Cooling
SchimbChange-
over
Incalzire
Heating
Formare guler
Bead Build-up
HÜRNER WeldControl EF 315
Cylinder/Cilindru5,89 cm²
DiametruDiameter
Grosimeperete
Wall Thickn.
Ø / pereteØ / Wall
Tolerantaaliniere
Align Offset
GulerBead
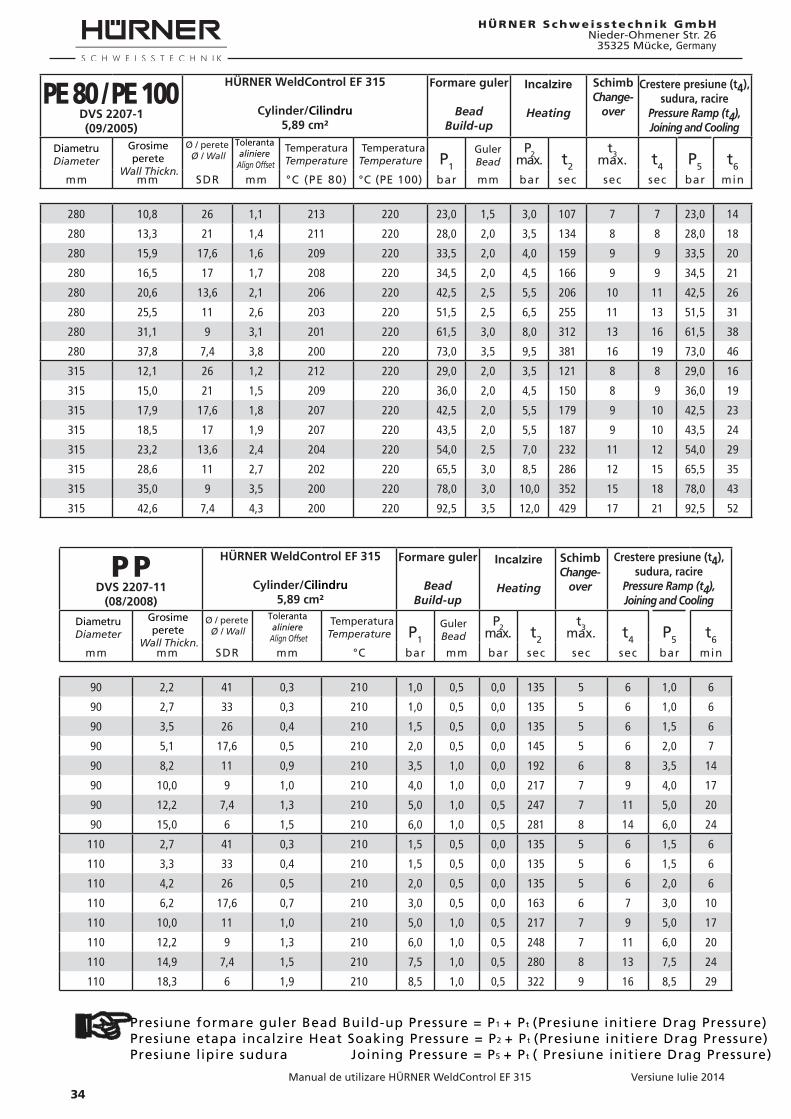
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 26
35325 Mücke, Germany
90 2,2 41 0,3 210 1,0 0,5 0,0 135 5 6 1,0 6
90 2,7 33 0,3 210 1,0 0,5 0,0 135 5 6 1,0 6
90 3,5 26 0,4 210 1,5 0,5 0,0 135 5 6 1,5 6
90 5,1 17,6 0,5 210 2,0 0,5 0,0 145 5 6 2,0 7
90 8,2 11 0,9 210 3,5 1,0 0,0 192 6 8 3,5 14
90 10,0 9 1,0 210 4,0 1,0 0,0 217 7 9 4,0 17
90 12,2 7,4 1,3 210 5,0 1,0 0,5 247 7 11 5,0 20
90 15,0 6 1,5 210 6,0 1,0 0,5 281 8 14 6,0 24
110 2,7 41 0,3 210 1,5 0,5 0,0 135 5 6 1,5 6
110 3,3 33 0,4 210 1,5 0,5 0,0 135 5 6 1,5 6
110 4,2 26 0,5 210 2,0 0,5 0,0 135 5 6 2,0 6
110 6,2 17,6 0,7 210 3,0 0,5 0,0 163 6 7 3,0 10
110 10,0 11 1,0 210 5,0 1,0 0,5 217 7 9 5,0 17
110 12,2 9 1,3 210 6,0 1,0 0,5 248 7 11 6,0 20
110 14,9 7,4 1,5 210 7,5 1,0 0,5 280 8 13 7,5 24
110 18,3 6 1,9 210 8,5 1,0 0,5 322 9 16 8,5 29
PP DVS 2207-11
(08/2008)
TemperaturaTemperature P
1
P2
max. t2
t3max. t
4P
5t6
mm mm SDR mm °C bar mm bar sec sec sec bar min
280 10,8 26 1,1 213 220 23,0 1,5 3,0 107 7 7 23,0 14
280 13,3 21 1,4 211 220 28,0 2,0 3,5 134 8 8 28,0 18
280 15,9 17,6 1,6 209 220 33,5 2,0 4,0 159 9 9 33,5 20
280 16,5 17 1,7 208 220 34,5 2,0 4,5 166 9 9 34,5 21
280 20,6 13,6 2,1 206 220 42,5 2,5 5,5 206 10 11 42,5 26
280 25,5 11 2,6 203 220 51,5 2,5 6,5 255 11 13 51,5 31
280 31,1 9 3,1 201 220 61,5 3,0 8,0 312 13 16 61,5 38
280 37,8 7,4 3,8 200 220 73,0 3,5 9,5 381 16 19 73,0 46
315 12,1 26 1,2 212 220 29,0 2,0 3,5 121 8 8 29,0 16
315 15,0 21 1,5 209 220 36,0 2,0 4,5 150 8 9 36,0 19
315 17,9 17,6 1,8 207 220 42,5 2,0 5,5 179 9 10 42,5 23
315 18,5 17 1,9 207 220 43,5 2,0 5,5 187 9 10 43,5 24
315 23,2 13,6 2,4 204 220 54,0 2,5 7,0 232 11 12 54,0 29
315 28,6 11 2,7 202 220 65,5 3,0 8,5 286 12 15 65,5 35
315 35,0 9 3,5 200 220 78,0 3,0 10,0 352 15 18 78,0 43
315 42,6 7,4 4,3 200 220 92,5 3,5 12,0 429 17 21 92,5 52
PE 80 / PE 100 DVS 2207-1(09/2005)
TemperaturaTemperature
TemperaturaTemperature P
1
P2
max. t2
t3max. t
4P
5t6
mm mm SDR mm °C (PE 80) °C (PE 100) bar mm bar sec sec sec bar min
Versiune Iulie 2014Manual de utilizare HÜRNER WeldControl EF 315
34
Presiune formare guler Bead Build-up Pressure = P1 + P t (Presiune initiere Drag Pressure)Presiune etapa incalzire Heat Soaking Pressure = P2 + P t (Presiune initiere Drag Pressure)Presiune lipire sudura Joining Pressure = P5 + P t ( Presiune initiere Drag Pressure)
Crestere presiune (t4), sudura, racire
Pressure Ramp (t4),Joining and Cooling
Crestere presiune (t4), sudura, racire
Pressure Ramp (t4),Joining and Cooling
SchimbChange-
over
SchimbChange-
over
Incalzire
Heating
Incalzire
Heating
Formare guler
Bead Build-up
Formare guler
Bead Build-up
HÜRNER WeldControl EF 315
Cylinder/Cilindru5,89 cm²
HÜRNER WeldControl EF 315
Cylinder/Cilindru5,89 cm²
DiametruDiameter
Grosimeperete
Wall Thickn.
Ø / pereteØ / Wall
Tolerantaaliniere
Align Offset
Tolerantaaliniere
Align Offset
DiametruDiameter
Grosimeperete
Wall Thickn.
Ø / pereteØ / Wall
GulerBead
GulerBead
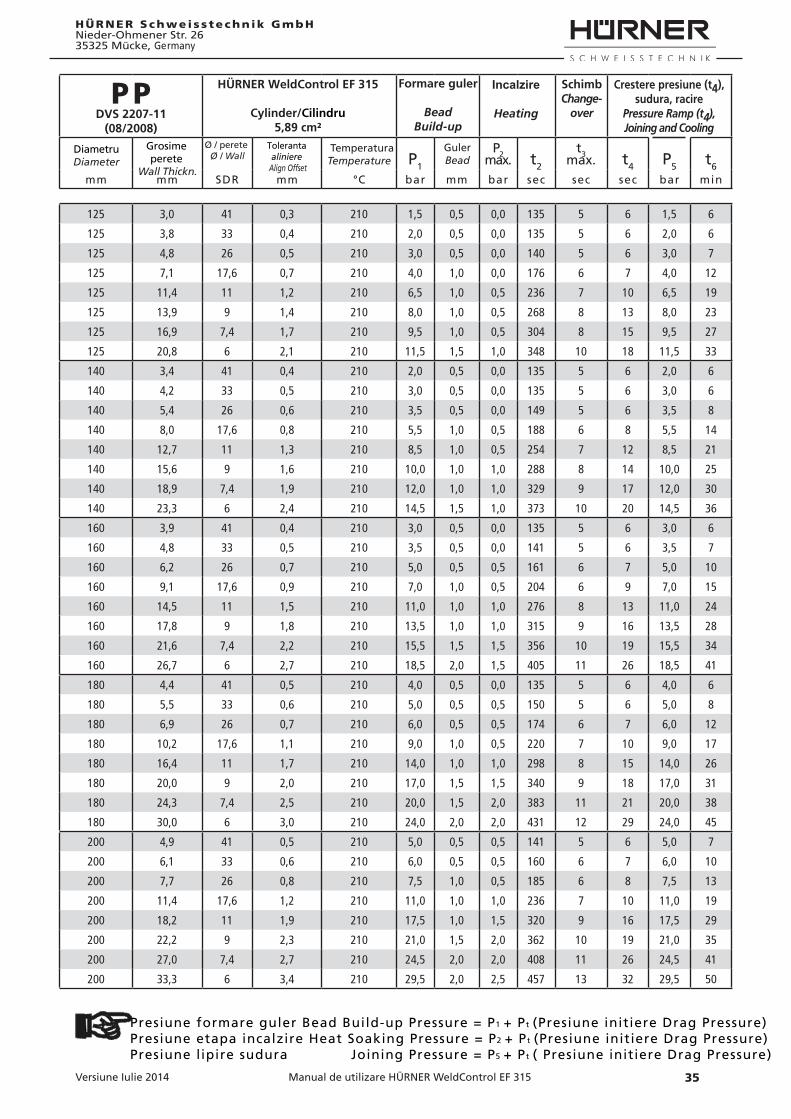
35
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 2635325 Mücke, Germany
125 3,0 41 0,3 210 1,5 0,5 0,0 135 5 6 1,5 6
125 3,8 33 0,4 210 2,0 0,5 0,0 135 5 6 2,0 6
125 4,8 26 0,5 210 3,0 0,5 0,0 140 5 6 3,0 7
125 7,1 17,6 0,7 210 4,0 1,0 0,0 176 6 7 4,0 12
125 11,4 11 1,2 210 6,5 1,0 0,5 236 7 10 6,5 19
125 13,9 9 1,4 210 8,0 1,0 0,5 268 8 13 8,0 23
125 16,9 7,4 1,7 210 9,5 1,0 0,5 304 8 15 9,5 27
125 20,8 6 2,1 210 11,5 1,5 1,0 348 10 18 11,5 33
140 3,4 41 0,4 210 2,0 0,5 0,0 135 5 6 2,0 6
140 4,2 33 0,5 210 3,0 0,5 0,0 135 5 6 3,0 6
140 5,4 26 0,6 210 3,5 0,5 0,0 149 5 6 3,5 8
140 8,0 17,6 0,8 210 5,5 1,0 0,5 188 6 8 5,5 14
140 12,7 11 1,3 210 8,5 1,0 0,5 254 7 12 8,5 21
140 15,6 9 1,6 210 10,0 1,0 1,0 288 8 14 10,0 25
140 18,9 7,4 1,9 210 12,0 1,0 1,0 329 9 17 12,0 30
140 23,3 6 2,4 210 14,5 1,5 1,0 373 10 20 14,5 36
160 3,9 41 0,4 210 3,0 0,5 0,0 135 5 6 3,0 6
160 4,8 33 0,5 210 3,5 0,5 0,0 141 5 6 3,5 7
160 6,2 26 0,7 210 5,0 0,5 0,5 161 6 7 5,0 10
160 9,1 17,6 0,9 210 7,0 1,0 0,5 204 6 9 7,0 15
160 14,5 11 1,5 210 11,0 1,0 1,0 276 8 13 11,0 24
160 17,8 9 1,8 210 13,5 1,0 1,0 315 9 16 13,5 28
160 21,6 7,4 2,2 210 15,5 1,5 1,5 356 10 19 15,5 34
160 26,7 6 2,7 210 18,5 2,0 1,5 405 11 26 18,5 41
180 4,4 41 0,5 210 4,0 0,5 0,0 135 5 6 4,0 6
180 5,5 33 0,6 210 5,0 0,5 0,5 150 5 6 5,0 8
180 6,9 26 0,7 210 6,0 0,5 0,5 174 6 7 6,0 12
180 10,2 17,6 1,1 210 9,0 1,0 0,5 220 7 10 9,0 17
180 16,4 11 1,7 210 14,0 1,0 1,0 298 8 15 14,0 26
180 20,0 9 2,0 210 17,0 1,5 1,5 340 9 18 17,0 31
180 24,3 7,4 2,5 210 20,0 1,5 2,0 383 11 21 20,0 38
180 30,0 6 3,0 210 24,0 2,0 2,0 431 12 29 24,0 45
200 4,9 41 0,5 210 5,0 0,5 0,5 141 5 6 5,0 7
200 6,1 33 0,6 210 6,0 0,5 0,5 160 6 7 6,0 10
200 7,7 26 0,8 210 7,5 1,0 0,5 185 6 8 7,5 13
200 11,4 17,6 1,2 210 11,0 1,0 1,0 236 7 10 11,0 19
200 18,2 11 1,9 210 17,5 1,0 1,5 320 9 16 17,5 29
200 22,2 9 2,3 210 21,0 1,5 2,0 362 10 19 21,0 35
200 27,0 7,4 2,7 210 24,5 2,0 2,0 408 11 26 24,5 41
200 33,3 6 3,4 210 29,5 2,0 2,5 457 13 32 29,5 50
PP DVS 2207-11
(08/2008)
TemperaturaTemperature P
1
P2max. t
2
t3max. t
4P
5t6
mm mm SDR mm °C bar mm bar sec sec sec bar min
Versiune Iulie 2014 Manual de utilizare HÜRNER WeldControl EF 315
Presiune formare guler Bead Build-up Pressure = P1 + P t (Presiune initiere Drag Pressure)Presiune etapa incalzire Heat Soaking Pressure = P2 + P t (Presiune initiere Drag Pressure)Presiune lipire sudura Joining Pressure = P5 + P t ( Presiune initiere Drag Pressure)
Crestere presiune (t4), sudura, racire
Pressure Ramp (t4),Joining and Cooling
SchimbChange-
over
Incalzire
Heating
Formare guler
Bead Build-up
HÜRNER WeldControl EF 315
Cylinder/Cilindru5,89 cm²
DiametruDiameter
Grosimeperete
Wall Thickn.
Ø / pereteØ / Wall
Tolerantaaliniere
Align Offset
GulerBead
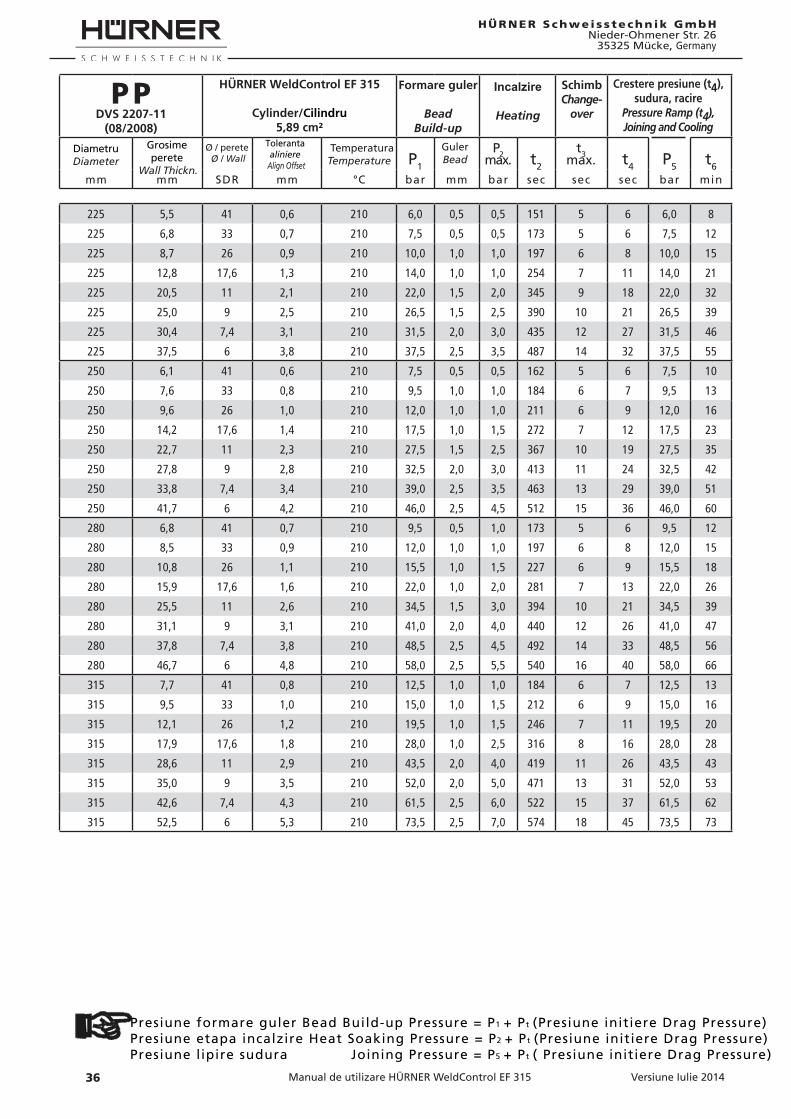
Versiune Iulie 201436
HÜRNER Schweiss techn ik GmbHNieder-Ohmener Str. 26
35325 Mücke, Germany
225 5,5 41 0,6 210 6,0 0,5 0,5 151 5 6 6,0 8
225 6,8 33 0,7 210 7,5 0,5 0,5 173 5 6 7,5 12
225 8,7 26 0,9 210 10,0 1,0 1,0 197 6 8 10,0 15
225 12,8 17,6 1,3 210 14,0 1,0 1,0 254 7 11 14,0 21
225 20,5 11 2,1 210 22,0 1,5 2,0 345 9 18 22,0 32
225 25,0 9 2,5 210 26,5 1,5 2,5 390 10 21 26,5 39
225 30,4 7,4 3,1 210 31,5 2,0 3,0 435 12 27 31,5 46
225 37,5 6 3,8 210 37,5 2,5 3,5 487 14 32 37,5 55
250 6,1 41 0,6 210 7,5 0,5 0,5 162 5 6 7,5 10
250 7,6 33 0,8 210 9,5 1,0 1,0 184 6 7 9,5 13
250 9,6 26 1,0 210 12,0 1,0 1,0 211 6 9 12,0 16
250 14,2 17,6 1,4 210 17,5 1,0 1,5 272 7 12 17,5 23
250 22,7 11 2,3 210 27,5 1,5 2,5 367 10 19 27,5 35
250 27,8 9 2,8 210 32,5 2,0 3,0 413 11 24 32,5 42
250 33,8 7,4 3,4 210 39,0 2,5 3,5 463 13 29 39,0 51
250 41,7 6 4,2 210 46,0 2,5 4,5 512 15 36 46,0 60
280 6,8 41 0,7 210 9,5 0,5 1,0 173 5 6 9,5 12
280 8,5 33 0,9 210 12,0 1,0 1,0 197 6 8 12,0 15
280 10,8 26 1,1 210 15,5 1,0 1,5 227 6 9 15,5 18
280 15,9 17,6 1,6 210 22,0 1,0 2,0 281 7 13 22,0 26
280 25,5 11 2,6 210 34,5 1,5 3,0 394 10 21 34,5 39
280 31,1 9 3,1 210 41,0 2,0 4,0 440 12 26 41,0 47
280 37,8 7,4 3,8 210 48,5 2,5 4,5 492 14 33 48,5 56
280 46,7 6 4,8 210 58,0 2,5 5,5 540 16 40 58,0 66
315 7,7 41 0,8 210 12,5 1,0 1,0 184 6 7 12,5 13
315 9,5 33 1,0 210 15,0 1,0 1,5 212 6 9 15,0 16
315 12,1 26 1,2 210 19,5 1,0 1,5 246 7 11 19,5 20
315 17,9 17,6 1,8 210 28,0 1,0 2,5 316 8 16 28,0 28
315 28,6 11 2,9 210 43,5 2,0 4,0 419 11 26 43,5 43
315 35,0 9 3,5 210 52,0 2,0 5,0 471 13 31 52,0 53
315 42,6 7,4 4,3 210 61,5 2,5 6,0 522 15 37 61,5 62
315 52,5 6 5,3 210 73,5 2,5 7,0 574 18 45 73,5 73
PP DVS 2207-11
(08/2008)
TemperaturaTemperature P
1
P2max. t
2
t3max. t
4P
5t6
mm mm SDR mm °C bar mm bar sec sec sec bar min
Manual de utilizare HÜRNER WeldControl EF 315
Presiune formare guler Bead Build-up Pressure = P1 + P t (Presiune initiere Drag Pressure)Presiune etapa incalzire Heat Soaking Pressure = P2 + P t (Presiune initiere Drag Pressure)Presiune lipire sudura Joining Pressure = P5 + P t ( Presiune initiere Drag Pressure)
Crestere presiune (t4), sudura, racire
Pressure Ramp (t4),Joining and Cooling
SchimbChange-
over
Incalzire
Heating
Formare guler
Bead Build-up
HÜRNER WeldControl EF 315
Cylinder/Cilindru5,89 cm²
DiametruDiameter
Grosimeperete
Wall Thickn.
Ø / pereteØ / Wall
Tolerantaaliniere
Align Offset
GulerBead
KONFORMITÄTSERKLÄRUNGDeclaration of ConformityDéclaration de conformité
Wir / We / Nous HÜRNER SchweißtechnikNieder-Ohmener Str. 26D-35325 Mücke-Atzenhain
erklären in alleiniger Verantwortung, dass das Produktdeclare under our sole responsibility that the productdéclarons sous notre seule responsabilité que le produit
HÜRNER WeldControl EF 315
Kombi-System für Stumpf- und Heizwendelschweißung von Kunststoffrohren und -formteilenCombo System for Butt Welding and Electrofusion of Plastic Pipes and FittingsSystème combiné de soudage bout-à-bout et électrofusion pour les tubes et raccords en plastique,
auf die sich diese Erklärung bezieht, mit den folgenden Normen oder normativen Dokumenten übereinstimmento which this declaration relates, are in conformity with the following standards or standardizing documentsauxquels se réfère cette déclaration, sont conformes aux normes et documents de normalisation suivants
CE-Konformität / CE Conformity / Conformité CERichtlinie 2002/96/EGRichtlinie 2004/108/EGRichtlinie 2006/95/EGRichtlinie 2006/42/EG (soweit anwendbar / insofar as applicable / pour autant que pertinente)Richtlinie 2011/65/EU
Andere Normen / Other Standards / Autres normesDIN EN 61000-6-2 DIN EN 60529DIN EN 61000-6-3 ISO 12176-2DIN EN IEC 60335-1
Bei einer nicht mit uns abgestimmten Änderung der Maschine oder einer Reparatur von Personen, die nicht von uns im Hause geschult und autorisiert wurden, verliert diese Erklärung ihre Gültigkeit.Any and all modiications of the device without our prior approval, and any repairs by persons who were not trained and authorized by us, shall cause this declaration to become void.En cas de modiication apportée à l’appareil sans notre accord préable ainsi que de réparation effectuée par des personnes non formées et agréées par non soins, cette déclaration deviendra caduque.
Mücke-Atzenhain .✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔✔den 10.07.2014 Dipl.-Ing. Michael Lenz
GeschäftsführerGeneral ManagerDirecteur général
Declaration of conformity/Declarație de co for itate
We/Noi, Hürner Schweißtechnik
Nieder-Ohmener Str. 26
D-35325 Mücke-Atzenhain
Declare under our sole responsibility that the product/de lară pe propria răspu dere ă produsul
Combo System for Butt Welding and Electrofusion of Plastic Pipes and Fittings /。ー。イ。エ@、・@ウオ、オイ @」。ー@ャa cap si electrofuziune integrat pentru sudura tevilor si fitingurilor din material termoplastic
to which this declaration relates, are in conformity with the following standards or standardizing
documents/și pe tru are se e ite preze ta de larație de o for itate, este î o for itate u ur ătoarele sta darde sau or e de sta dardizare:
CE Conformity/Conformitate CE
Richtlinie 2002/96/EG
Richtlinie 2004/108/EG
Richtlinie 2006/95/EG
Richtlinie 2006/42/EG (insofar as applicable / daca este aplicabil)
Richtlinie 2011/65/EU
oエィ・イ@ウエ。ョ、。イ、ウOaャエ・@ウエ。ョ、。イ、・@
din@en@VQPPPMVMR@ din@en@VPURYdin@en@VQPPPMVMS@ iso@QRQWVMRdin@en@iec@VPSSUMQ
Any and all modifications of the device without our prior approval, and any repairs by persons who
were not trained and authorized by us, shall cause this de laratio to e o e void./Preze ta de larație își pierde vala ilitatea î azul î are se efe tuează ori e fel de odifi ări asupra aparatului fără apro area oastră preala ilă, pre u și da ă se efe tuează ori e fel de reparații asupra aparatului de ătre persoa e are u au fost i struite și autorizate de ătre oi. Mucke-Atzenhain la QPNPWNRPQT@
Pentru conformitate/traducere/service:
SC BAENNINGER SYSTEME ROMANIA SRL
baia mareL strNmarァeanuluiL nrN S2aL ェudN maraュure LtelZ 0262M220S29L faクZ 0262M220S19L EュailZ contact`bsrNrッ
HÜRNER WeldControl EF 315
dゥーャNMiョァN@mゥ」ィ。・ャ@l・ョコdゥイ・」エッイ@ァ・ョ・イ。ャウNウN@ゥョ、・ウ」ゥヲイ。「ゥャ・