managementul productiei a5
TRANSCRIPT

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 1/238
Managementul produc Ń iei
1
Universitatea „George Bacovia” Bacău
Prof.univ.dr. Tatiana Puiu
MANAGEMENTULPRODUCłIEI
Pentru uzul studenŃilorBacău - 2009
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 2/238
Tatiana Puiu
2
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 3/238
Managementul produc Ń iei
3
CUPRINS
Cuvânt înainte ...................................................................
Introducere. EVOLUłIA ISTORICĂ A MANAGE-MENTULUI PRODUCłIEI INDUSTRIALE ................ Capitolul 1. ÎNTREPRINDEREA INDUSTRIALĂ -OBIECT AL MANAGEMENTULUI PRODUCłIEIINDUSTRIALE .................................................................1. Conceptul de întreprindere şi funcŃiile sale .....................2. Clasificarea întreprinderilor ............................................3. Întreprinderea industrială ................................................3.1. Conceptul de întreprindere de producŃie industrială şitrăsăturile ei .........................................................................3.2. Tipologia întreprinderilor industriale ...........................
Capitolul 2. ÎNTREPRINDEREA INDUSTRIALĂ ŞI
MEDIUL SĂU AMBIANT ...............................................1. ConsideraŃii referitoare la relaŃia întreprindereindustrială - mediu ambiant .................................................2. Componentele mediului ambiant al întreprinderii ..........3. Mediul ambiant - mediu al relaŃiilor de piaŃă ..................4. Sfidările mediului ambiant actual ...................................5. ÎnfiinŃarea şi amplasarea întreprinderii industriale ..........6. Teste de verificare ...........................................................
Capitolul 3. PROCESUL DE PRODUCłIE ...................1. Definirea noŃiunii de proces de producŃie .......................2. Clasificarea proceselor de producŃie ...............................3. Factorii care influenŃează desf ăşurarea procesului deproducŃie ..............................................................................4. Metode de analiză a procesului de producŃie ..................
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 4/238
Tatiana Puiu
4
Capitolul 4. STRUCTURA ORGANIZATORICĂ DEPRODUCłIE ŞI CONCEPłIE A UNEI
ÎNTREPRINDERI INDUSTRIALE ................................1. NoŃiuni generale privind structura organizatorică a unei întreprinderi industriale .......................................................2. Prezentarea structurii organizatorice a întreprinderii ......3. Structura de producŃie şi concepŃie a întreprinderiiindustriale ............................................................................4. Tipuri de structuri de producŃie şi concepŃie ...................5. Factorii care influenŃează structura operaŃională a unei întreprinderi industriale .......................................................
Capitolul 5. MANAGEMENTUL PRODUCłIEI DEBAZĂ ..................................................................................1. Tipuri sau sisteme de producŃie .......................................1.1. NoŃiune şi clasificare ....................................................1.2. Caracteristicile principalelor tipuri de producŃie ..........
1.3. Etape în evoluŃia sistemelor de producŃie ....................1.4. Teste de verificare ........................................................2. Principiile organizării producŃiei de bază ........................2.1. ConsideraŃii teoretice ....................................................2.2. Teste de verificare ........................................................3. Metode de organizare a producŃiei de bază .....................3.1. Organizarea producŃiei în flux ......................................3.1.1. Conceptul de producŃie în flux şi trăsăturile sale de
bază ......................................................................................3.1.2. Clasificarea liniilor de producŃie în flux ...................3.1.3. Parametrii de funcŃionare ai liniilor de producŃie înflux ......................................................................................3.1.4. EficienŃa economică a managementului producŃiei în flux ..................................................................................3.2. Organizarea producŃiei individuale şi de serie mică ....
3.2.1. Metoda verigilor ........................................................
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 5/238
Managementul produc Ń iei
5
3.2.2. Sistemul flexibil de fabricaŃie ...................................3.2.3. RoboŃii industriali ......................................................3.2.4. Metoda tehnologiei de grup .......................................
3.2.5. Organizarea producŃiei prin proiecte .........................3.3. Metode moderne de organizare a producŃiei ................3.3.1. Organizarea producŃiei după metoda Just in Time ....3.3.2. Sistemul de producŃie integrat prin calculator ...........3.4. Teste de verificare ........................................................4. Capacitatea de producŃie a întreprinderii industriale .......4.1. NoŃiunea de capacitate de producŃie şi modalităŃi deexprimare .............................................................................4.2. Factorii care determină mărimea capacităŃii deproducŃie ..............................................................................4.3. Clasificarea capacităŃilor de producŃie .........................4.4. Determinarea capacităŃii de producŃie ..........................4.5. BalanŃa capacităŃilor de producŃie ................................4.6. Determinarea gradului de utilizare a capacităŃilor deproducŃie ..............................................................................
4.7. Căi de îmbunătăŃire a folosirii capacităŃilor deproducŃie ..............................................................................5. Planificarea activităŃii de producŃie .................................5.1. Definirea noŃiunii de producŃie industrială şielementele sale componente ................................................5.2. Metode de măsurare a producŃiei industriale ...............5.3. Indicatorii fizici şi valorici ai producŃiei industriale ....5.4. Procesul de planificare a activităŃii de producŃie .........
5.5. Teste de verificare ........................................................6. Programarea şi urmărirea producŃiei industriale .............6.1. Programarea producŃiei industriale ..............................6.2. Lansarea în fabricaŃie a producŃiei industriale .............6.3. Urmărirea şi controlul realizării programelor deproducŃie industrială ............................................................7. Ciclul de producŃie ..........................................................
7.1. ConsideraŃii teoretice ....................................................
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 6/238
Tatiana Puiu
6
Capitolul 6. MANAGEMENTUL PRODUCłIEIAUXILIARE ......................................................................1. Activitatea de producŃie auxiliară ...................................
2. Organizarea activităŃii de întreŃinere, reparare şimodernizare a mijloacelor fixe ............................................2.1. Necesitatea şi obiectivele activităŃii de întreŃinere şireparare a utilajelor ..............................................................2.2. Sisteme de întreŃinere şi reparare a utilajelor ...............2.3. Planificarea activităŃii de întreŃinere şi reparare autilajelor ..............................................................................2.4. Organizarea activităŃii de întreŃinere şi reparare autilajelor ..............................................................................2.5. Modernizarea utilajelor ................................................2.6. Înlocuirea utilajelor ......................................................3. Organizarea activităŃii de asigurare cu energie a întreprinderii industriale ......................................................3.1. ConŃinutul, necesitatea şi obiectivele activităŃii deasigurare cu energie .............................................................
3.2. Determinarea necesarului de energie şi combustibil ....3.3. RaŃionalizarea consumurilor de energie şi combustibil4. Organizarea activităŃii de asigurare cu scule, dispozitiveşi verificatoare (SVD-uri) a întreprinderii industriale .........4.1. ConŃinutul, necesitatea şi obiectivele activităŃii deasigurare cu SDV-uri ...........................................................4.2. Determinarea necesarului de SDV-uri .........................4.3. Determinarea stocurilor de SDV-uri ............................
4.4. RaŃionalizarea consumului de SDV-uri ........................
Capitolul 7. MANAGEMENTUL PRODUCłIEI DESERVIRE ...........................................................................1. Organizarea activităŃii de depozitare a factorilormateriali de producŃie ..........................................................1.1. ConsideraŃii teoretice ....................................................
2. Organizarea activităŃii de transport intern şi manipulare
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 7/238
Managementul produc Ń iei
7
2.1. ConŃinutul, necesitatea şi sarcinile activităŃii detransport intern şi manipulare ..............................................2.2. Clasificarea transporturilor şi a mijloacelor de
transport ...............................................................................2.3. Sisteme de organizare a transportului intern ................2.4. EficienŃa economică a organizării transportului intern
Bibliografie selectivă .........................................................
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 8/238
Tatiana Puiu
8
Cuvânt înainte
„Orice cuno ştin Ńă pe care o dobândim despreCunoa ştere devine un mijloc de cunoa ştere careclarifică cuno ştin Ń ele ce ne-au permis să odobândim.”
Edgar Morin
Lucrarea de fa Ńă se adresează îndeosebi studen Ń ilor din
învăŃă mântul economic şi tehnic care parcurg disciplina Managementul produc Ń iei industriale, fiind un instrument de pregă tire profesională , dar înacela şi timp reprezint ă o ofert ă că tre to Ń i cei interesa Ń i de management şi demodul de organizare şi func Ń ionare a întreprinderilor.
Lucrarea îmbină cerin Ń ele cursului universitar cu cele aledemersului ştiin Ń ific. Elaborarea sa are la bază consultarea unei bogatebibliografii de specialitate (autori recunoscu Ń i, profesori universitari şispeciali şti în domeniul managementului, că rora le mul Ń umesc în mod deosebit pentru ajutorul acordat), consultarea programelor analitice aledisciplinei din planurile de învăŃă mânt folosite în facult ăŃ ile economice şitehnice din Ń ar ă şi nu în ultimul rând o semnificativă experien Ńă într-o mareîntreprindere industrială .
Bibliografia recomandat ă ofer ă celor interesa Ń i posibilitatea dea- şi îmbogăŃ i cuno ştin Ń ele în domeniu, într-un binevenit şi continuu procesde perfec Ń ionare.
Mul Ń umesc tuturor celor care prin sugestiile şi recomand ă rileoferite m-au condus spre realizarea edi Ń iei a doua a prezentei lucr ă ri şi îiasigur pe cei ce se vor apleca asupra sa că voi manifesta în continuareinteres şi receptivitate la acele observa Ń ii critice şi propuneri care pot contribui la o reeditare îmbună t ăŃ it ă .
Prof. univ. dr. Tatiana Puiu
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 9/238
Managementul produc Ń iei
9
Introducere
EVOLUłIA ISTORICĂ A MANAGEMENTULUIPRODUCłIEI INDUSTRIALE
Managementul producŃiei industriale există de pestedouă secole şi este recunoscut ca un factor important pentru
dezvoltarea şi prosperitatea economică a oricărei Ńări.De-a lungul timpului a purtat denumiri diferite(managementul fabricaŃiei, managementul producŃiei, mana-gementul operaŃiunilor), evoluând de la începuturile salesimple până la dobândirea statutului de element principal alstrategiei competitive în întreprinderile actuale.
ConcepŃia tradiŃională de management al fabrica Ń iei î şiare originea în sec. XVIII, când Adam Smith, în lucrarea sa
„AvuŃia naŃiunilor” (1776) a recunoscut beneficiile economiceale specializării muncii. El a recomandat defalcarea posturilorpe sarcini şi realocarea muncitorilor pe sarcini specializate, încare ar putea deveni foarte calificaŃi şi eficienŃi.
De fapt, diviziunea muncii, care începând cu primeledecenii ale secolului XVIII a antrenat o puternică creştere aabundenŃei sociale este considerată ca cea mai spectaculoasă
dintre invenŃiile care au revoluŃionat nivelul productivităŃiimuncii. Progresele obŃinute prin diviziunea muncii carac-terizează prima revoluŃie industrială.
Urmare a simplificării operaŃiilor prin diviziuneasocială a muncii s-a putut trece la mecanizarea (dotarea cumecanisme), motorizarea (acŃionarea mecanismelor cu altă energie decât cu cea umană) şi automatizarea (dotareamaşinilor cu inteligenŃă) muncii.
Progresele realizate de mecanizarea şi automatizarea
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 10/238
Tatiana Puiu
10
producŃiei au determinat o creştere deosebită a productivităŃii,numită de unii specialişti a doua revoluŃie industrială (sfârşitulsec. XVIII şi începutul sec. XIX).
ApariŃia şi dezvoltarea ştiinŃei despre organizareamuncii omeneşti (la sfârşitul sec. XIX şi începutul sec. XX)este considerată a fi a treia revoluŃie industrială.
Fondatorul organizării ştiinŃifice a muncii esteFrederick W. Taylor, care în lucrările „Conducerea atelierelor”(1903) şi „Principiile conducerii ştiinŃifice” (1911) a expusprincipii, criterii şi metode ce au constituit punctul de plecareal ştiinŃei organizării şi al ştiinŃei managementului.
O contribuŃie esenŃială în domeniul organizării raŃionaleşi a studiului muncii executanŃilor (studiul mişcărilor) auadus-o în aceeaşi perioadă soŃii Frank şi Lilian Gilberth.
Se poate afirma că F. W. Taylor şi soŃii Gilberth suntcei care au creat, la graniŃa dintre sec. XIX şi XX, ştiinŃamuncii şi au dus o campanie pentru managementul ştiinŃific,prin vastul complex al fabricaŃiei din epoca lor.
In continuare, până în anii 1930 a prevalat concepŃiatradiŃională şi au fost elaborate multe dintre metodele şitehnicile pe care încă le folosim.
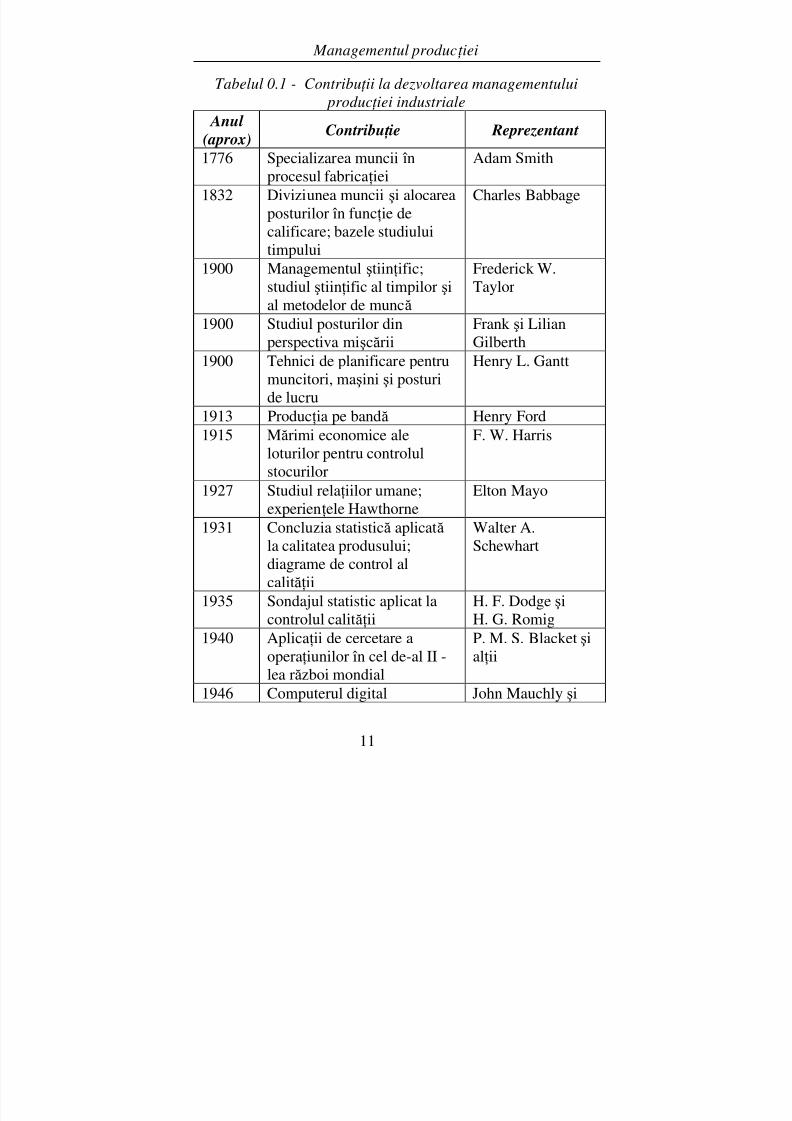
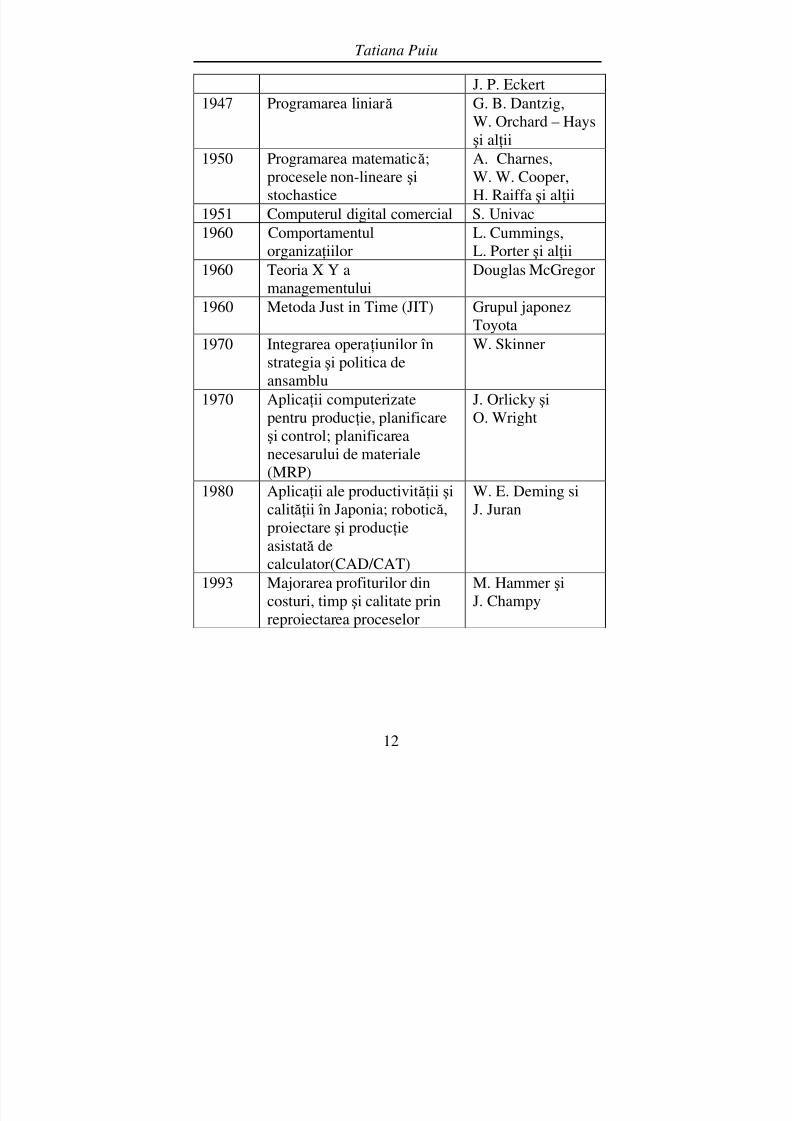
Enumerarea sumară a acestora şi a altor contribuŃii ladezvoltarea managementului producŃiei este prezentată întabelul 0.1.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 11/238
Managementul produc Ń iei
11
Tabelul 0.1 - Contribu Ń ii la dezvoltarea managementului produc Ń iei industriale
Anul
(aprox) Contribu Ń ie Reprezentant1776 Specializarea muncii în
procesul fabricaŃieiAdam Smith
1832 Diviziunea muncii şi alocareaposturilor în funcŃie decalificare; bazele studiuluitimpului
Charles Babbage
1900 Managementul ştiinŃific;studiul ştiinŃific al timpilor şial metodelor de muncă
Frederick W.Taylor
1900 Studiul posturilor dinperspectiva mişcării
Frank şi LilianGilberth
1900 Tehnici de planificare pentrumuncitori, maşini şi posturide lucru
Henry L. Gantt
1913 ProducŃia pe bandă Henry Ford1915 Mărimi economice ale
loturilor pentru controlulstocurilor
F. W. Harris
1927 Studiul relaŃiilor umane;experienŃele Hawthorne
Elton Mayo
1931 Concluzia statistică aplicată
la calitatea produsului;diagrame de control alcalităŃii
Walter A.
Schewhart
1935 Sondajul statistic aplicat lacontrolul calităŃii
H. F. Dodge şiH. G. Romig
1940 AplicaŃii de cercetare aoperaŃiunilor în cel de-al II -lea război mondial
P. M. S. Blacket şialŃii
1946 Computerul digital John Mauchly şi
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 12/238
Tatiana Puiu
12
J. P. Eckert1947 Programarea liniară G. B. Dantzig,
W. Orchard – Hays
şi alŃii1950 Programarea matematică;
procesele non-lineare şistochastice
A. Charnes,W. W. Cooper,H. Raiffa şi alŃii
1951 Computerul digital comercial S. Univac1960 Comportamentul
organizaŃiilorL. Cummings,L. Porter şi alŃii
1960 Teoria X Y amanagementului Douglas McGregor1960 Metoda Just in Time (JIT) Grupul japonez
Toyota1970 Integrarea operaŃiunilor în
strategia şi politica deansamblu
W. Skinner
1970 AplicaŃii computerizate
pentru producŃie, planificareşi control; planificareanecesarului de materiale(MRP)
J. Orlicky şi
O. Wright
1980 AplicaŃii ale productivităŃii şicalităŃii în Japonia; robotică,proiectare şi producŃie
asistată decalculator(CAD/CAT)
W. E. Deming siJ. Juran
1993 Majorarea profiturilor dincosturi, timp şi calitate prinreproiectarea proceselor
M. Hammer şiJ. Champy
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 13/238
Managementul produc Ń iei
13
După anul 1930 şi până spre 1970 a fost acceptat demajoritatea specialiştilor şi folosit pe scară largă termenul de
management al produc Ń iei. În această perioadă au fostelaborate tehnici care s-au concentrat pe creşterea eficienŃeieconomice în procesul de conversie a intrărilor (factori deproducŃie) în ieşiri (bunuri economice). Este perioada în caremanagementul a început să descopere că muncitorii au nevoimultiple, nu doar economice, şi asistăm la a patra revoluŃieindustrială – satisfacerea nevoilor umane.
Psihologii, sociologii şi alŃi cercetători din domeniulştiinŃelor sociale au început să studieze oamenii şicomportamentul uman în mediul de lucru. În acest fel a fostcorijată atitudinea lui Taylor care considera că muncitorii suntca nişte maşini şi relaŃiile umane au căpătat un rol deosebit deimportant.
La nivelul anilor 1950 – 1970 asistăm la cea de-a cinciarevoluŃie industrială, constând în realizarea sistemului de
producŃie f ără stoc şi reprezentând o filosofie a producŃiei cuadevărat inovatoare care marchează începutul unei noi ere.Filosofia producŃiei f ără stoc a fost pusă la punct în Japonia(sistemul Toyota) şi este studiată în prezent în toată lumea.
Odată cu anii 1970 au avut loc două modificări distincteale concepŃiilor noastre [2, p.17]. Cea mai evidentă dintreacestea, reflectată în noua denumire – managementulopera Ń iunilor - a fost schimbarea poziŃiei sectoarelor de
servicii şi producŃie din economie. Pe măsură ce sectorulserviciilor s-a dezvoltat, tranziŃia de la „producŃie” la„operaŃiuni” a subliniat lărgirea domeniului la organizaŃiile deservicii. Cea de-a doua schimbare, mai subtilă, a fost începutulunui accent pus pe sinteză şi nu doar pe analiză în practicile demanagement. În primul rând datorită lui Wickham Skinner,industria americană a fost trezită din ignorarea funcŃiei
operaŃiunilor ca armă vitală în strategia competitivă de
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 14/238
Tatiana Puiu
14
ansamblu a organizaŃiei. PreocupaŃi până acum de o orientareanalitică intensă şi de accentul pus pe marketing şi finanŃe,managerii nu au reuşit să integreze coerent activităŃile legate de
operaŃiuni în cele mai înalte nivele de strategie şi politică.Astăzi, funcŃia de operaŃiuni are un rol nou ca element strategicvital. Prin urmare, scopurile organizaŃiei sunt concentrate maibine, pentru a satisface nevoile consumatorilor.
Am prezentat succint evoluŃia managementuluiproducŃiei industriale, a managementului procesului deconversie care transformă mijloacele de producŃie (teren, forŃă de muncă, capital şi management) în bunuri economice(produse, lucrări şi servicii) cu caracter industrial.
În acest proces sarcina managerului este administrareaprocesului de transformare a intrărilor în ieşiri. Pentru a-şi îndeplini sarcina el foloseşte diferite metode ale concepŃiilorclasică , comportamentală şi bazat ă pe modelare demanagement.
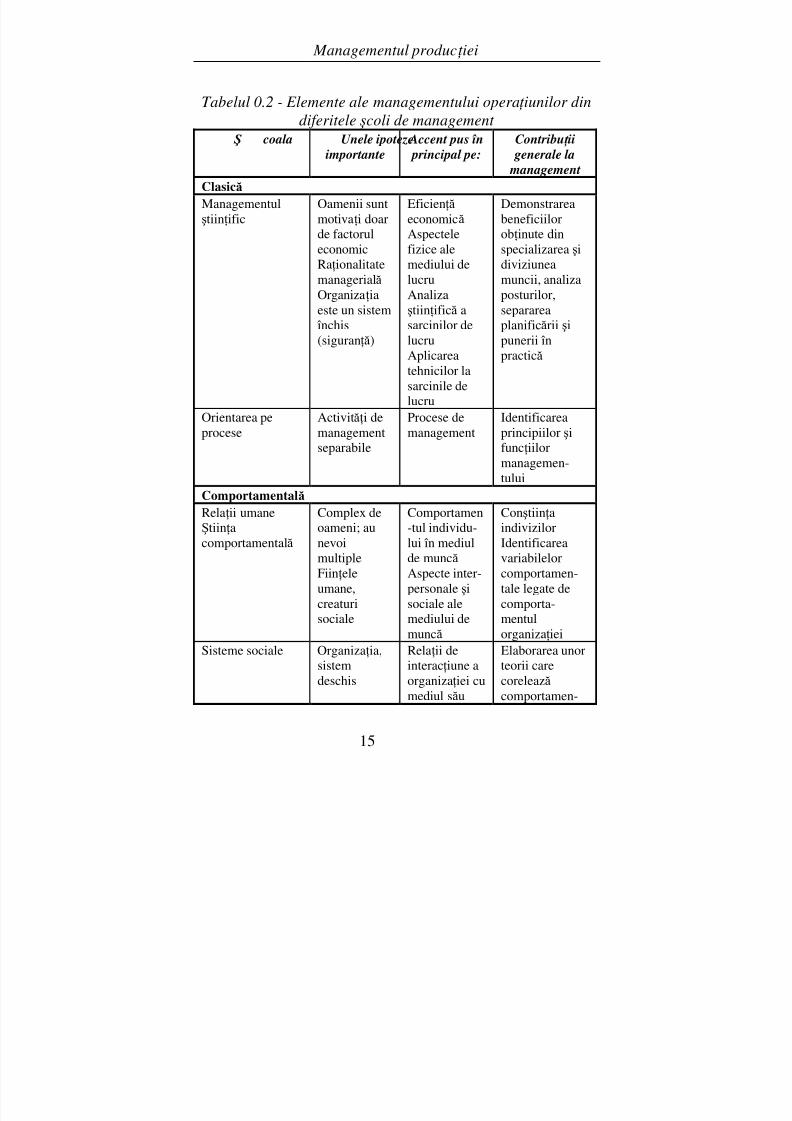
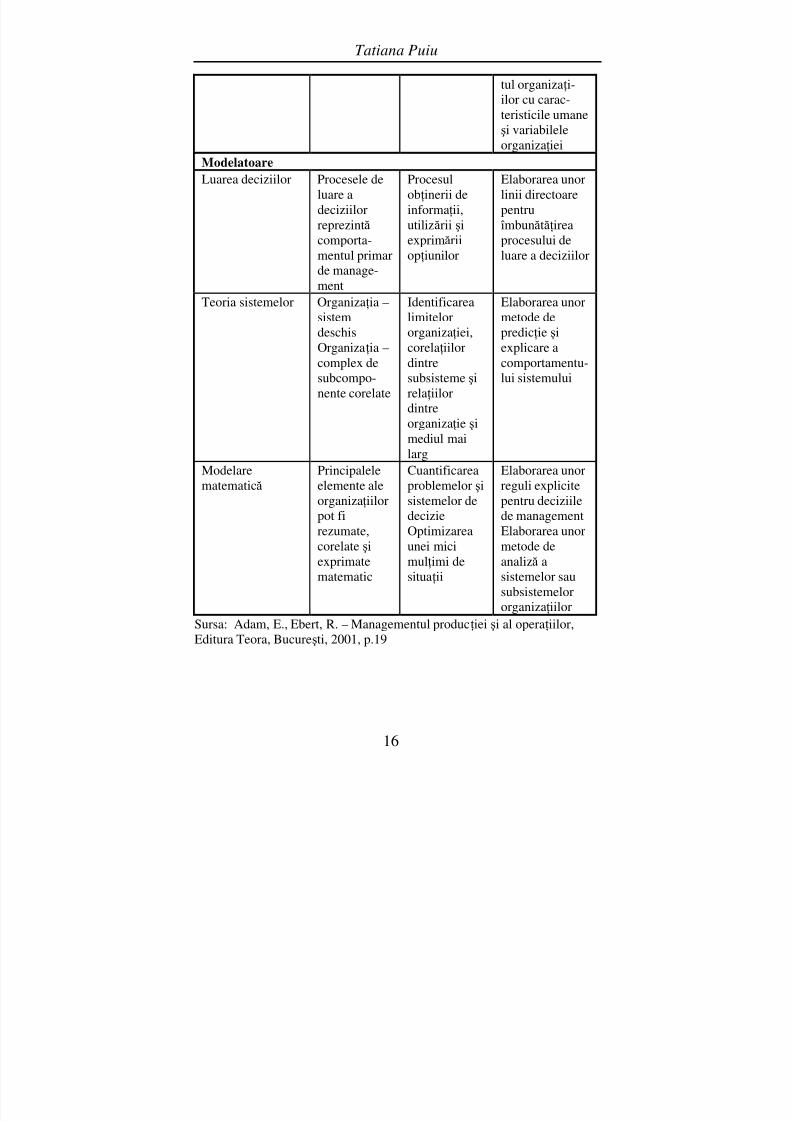
Am prezentat în tabelul 0.2 elemente ale mana-
gementului producŃiei în diferite şcoli de management,rezultând că percepŃiile asupra responsabilităŃilor şi conceptelorde management au evoluat de-a lungul anilor şi că manageriiau învăŃat în permanenŃă din surse de orientări diferite.
În zilele noastre, când producŃia tinde să-şi reocupelocul central ce-l are în sistemul complex care este întreprinderea, atenŃia care se acordă acestui subiect în şcolilede management este în continuă creştere.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 15/238
Managementul produc Ń iei
15
Tabelul 0.2 - Elemente ale managementului opera Ń iunilor dindiferitele şcoli de management
Ş coala Unele ipotezeimportante
Accent pus în principal pe:
Contribu Ń ii generale la
managementClasică ManagementulştiinŃific
Oamenii suntmotivaŃi doarde factoruleconomicRaŃionalitate
managerială OrganizaŃiaeste un sistem
închis(siguranŃă)
EficienŃă economică Aspectelefizice alemediului de
lucruAnalizaştiinŃifică asarcinilor delucruAplicareatehnicilor lasarcinile delucru
DemonstrareabeneficiilorobŃinute dinspecializarea şidiviziunea
muncii, analizaposturilor,separareaplanificării şipunerii înpractică
Orientarea peprocese
ActivităŃi demanagementseparabile
Procese demanagement
Identificareaprincipiilor şifuncŃiilormanagemen-tului
Comportamentală RelaŃii umaneŞtiinŃacomportamentală
Complex deoameni; aunevoimultipleFiinŃeleumane,creaturisociale
Comportamen-tul individu-lui în mediulde muncă Aspecte inter-personale şisociale alemediului demuncă
ConştiinŃaindivizilorIdentificareavariabilelorcomportamen-tale legate decomporta-mentulorganizaŃiei
Sisteme sociale OrganizaŃia,sistemdeschis
RelaŃii deinteracŃiune aorganizaŃiei cu
mediul său
Elaborarea unorteorii carecorelează
comportamen-
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 16/238
Tatiana Puiu
16
tul organizaŃi-ilor cu carac-teristicile umaneşi variabileleorganizaŃiei
Modelatoare Luarea deciziilor Procesele de
luare adeciziilorreprezintă comporta-mentul primar
de manage-ment
ProcesulobŃinerii deinformaŃii,utilizării şiexprimăriiopŃiunilor
Elaborarea unorlinii directoarepentru
îmbunătăŃireaprocesului deluare a deciziilor
Teoria sistemelor OrganizaŃia –sistemdeschisOrganizaŃia –complex desubcompo-nente corelate
IdentificarealimitelororganizaŃiei,corelaŃiilordintresubsisteme şirelaŃiilor
dintreorganizaŃie şimediul mailarg
Elaborarea unormetode depredicŃie şiexplicare acomportamentu-lui sistemului
Modelarematematică
Principaleleelemente aleorganizaŃiilorpot firezumate,corelate şiexprimatematematic
Cuantificareaproblemelor şisistemelor dedecizieOptimizareaunei micimulŃimi desituaŃii
Elaborarea unorreguli explicitepentru deciziilede managementElaborarea unormetode deanaliză asistemelor sausubsistemelororganizaŃiilor
Sursa: Adam, E., Ebert, R. – Managementul producŃiei şi al operaŃiilor,Editura Teora, Bucureşti, 2001, p.19
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 17/238
Managementul produc Ń iei
17
Capitolul 1
ÎNTREPRINDEREA INDUSTRIALĂ - OBIECT ALMANAGEMENTULUI PRODUCłIEI INDUSTRIALE
1. Conceptul de întreprindere şi funcŃiile sale2. Clasificarea întreprinderilor3. Întreprinderea industrială
3.1. Conceptul de întreprindere de producŃieindustrială şi trăsăturile ei3.2. Tipologia întreprinderilor industriale
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 18/238
Tatiana Puiu
18
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 19/238
Managementul produc Ń iei
19
ÎNTREPRINDEREA INDUSTRIALĂ - OBIECTAL MANAGEMENTULUI PRODUCłIEI
INDUSTRIALE
1. CONCEPTUL DE ÎNTREPRINDERE ŞIFUNCłIILE SALE
În literatura şi practica economică noŃiunea de întreprindere este sinonimă cu cea de firmă, agent economicsau unitate economică.
Întreprinderea reprezintă principala componentă asistemului economic; ea a apărut şi a evoluat continuu,concomitent cu dezvoltarea producŃiei de mărfuri.
În ceea ce priveşte definirea noŃiunii de întreprindere sepot distinge diverse formulări, în funcŃie de punctul de vedereabordat. Astfel:
- din punct de vedere economic , întreprinderea este oformă de organizare umană autonomă, în care are loc
combinarea şi utilizarea factorilor de producŃie (resurse umaneşi material-energetice) în vederea realizării de bunurieconomice (produse, servicii, lucrări, informaŃii) destinate a fivândute pe piaŃă pentru satisfacerea nevoilor consumatorilor şiobŃinerea unui profit;
- din punct de vedere sociologic, întreprinderea este oformă de organizare care reuneşte acŃionari, salariaŃi,conducători, persoane a căror obiective pot fi convergente,
divergente sau chiar conflictuale;
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 20/238
Tatiana Puiu
20
- din punct de vedere juridic, întreprinderea este oformă de organizare analizată prin prisma patrimoniului.
Cadrele de conducere percep întreprinderea în funcŃiede sarcinile şi obiectivele domeniilor lor de activitate, situaŃieilustrată în tabelul 1.1.
Tabelul 1.1 - Viziunea unor manageriasupra întreprinderii [30, p.30]
Cadrul de conducere Viziunea asupra întreprinderiiDirectorul financiar Întreprinderea este în primul
rând un ansamblu de resurse(capital propriu, datorii etc.) şiun portofoliu de active(imobilizări necesareexploatării, stocuri, creanŃeasupra clienŃilor etc.)
Directorul de producŃie Responsabilii producŃieiconsideră pe bună dreptate că
f ără fabricaŃie nu există întreprindere. Ei văd întreprinderea ca un ansamblude programe şi planuri deproducŃie, tablouri deordonanŃare a cheltuielilor demuncă pentru lunile careurmează şi de prototipuri de
produse în curs de încercare.Directorul de personal Întreprinderea reprezintă pentruel oamenii (bărbaŃi şi femei) pecare trebuie să-i recruteze,formeze şi să-i ocupe la locurilede muncă. Apoi el trebuie să leasigure salariile şi platacheltuielilor sociale, precum şialte înlesniri sociale.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 21/238
Managementul produc Ń iei
21
O definiŃie în sens larg a noŃiunii de întreprindere o întâlnim în cursul de economie politică a economistului român
Virgil Madgearu. Conform acestuia “Întreprinderea sedefineşte, în general, ca o unitate economică, care produce saucumpără, pentru ca, prin vânzarea a ceea ce a produs saucumpărat, să obŃină un câştig. Ea este deci, o organizaŃie f ăcută în vederea unui câştig”. Privită astfel, întreprinderea poate luaatât forma unei societăŃi multinaŃionale care fabrică cele maicomplexe produse, a unei mari exploataŃii agricole, cât şi aunui cabinet medical sau a unui mic comerciant.
FuncŃionarea întreprinderii în cadrul sistemuluieconomic complex se bazează pe realizarea funcŃiilor sale.
Prin func Ń ie a întreprinderii se înŃelege ansamblulactivităŃilor desf ăşurate de o persoană sau un grup de persoanede o anumită specialitate, folosind metode şi tehnici specifice, în vederea realizării unor obiective derivate, rezultate dinobiectivele generale ale întreprinderii.
Pentru prima dată funcŃiile întreprinderii au fost puse înevidenŃă de inginerul francez Henry Fayol, în 1916. El adelimitat 6 funcŃii: tehnică, comercială, financiară, contabilă,de securitate şi administrativă.
În timp, gruparea realizată de Fayol a suferit modificăriimportante.
În viziunea actuală gruparea activităŃilor pe funcŃii seface potrivit următoarelor criterii:
- de identitate: se grupează activităŃi identice ca factură (deexemplu, proiectare produse, proiectare scule - dispozitive– verificatoare (S.D.V.) în cadrul funcŃiunii de cercetare –dezvoltare sau vânzări pe piaŃa internă şi vânzări pe piaŃaexternă în cadrul funcŃiunii comerciale);
- de complementaritate: se grupează activităŃile care secompletează reciproc sau în care una este auxiliară
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 22/238
Tatiana Puiu
22
celeilalte (de exemplu, programarea, lansarea şi urmărireaproducŃiei şi fabricaŃia în cadrul funcŃiunii de producŃie);
- de convergenŃă: se grupează activităŃi de factură
neomogenă, care necesită metode şi tehnici specializatefoarte diferite, dar care converg spre realizarea aceloraşiobiective derivate (de exemplu, activităŃile de informare -documentare, cercetare, proiectare, invenŃii şi inovaŃii).
Deşi nu există un singur punct de vedere cu privire lafuncŃiile întreprinderii, totuşi, majoritatea opiniilor consideră cafuncŃii ale întreprinderii următoarele cinci activităŃi:
- cercetare-dezvoltare;- producŃie;- comercială;- financiar-contabilă;- personal.Func Ń ia de cercetare-dezvoltare reprezintă ansamblul
activităŃilor care vizează domeniul producerii de idei noi şi altransformării acestora în noutăŃi necesare dezvoltării viitoare a
întreprinderii.Ele se pot grupa astfel:- activitatea de cercetare ştiinŃifică, inginerie
tehnologică şi introducerea progresului tehnic; constă îndescoperirea de idei noi şi/sau transpunerea în practică acunoştinŃelor noi;
- activitatea de investiŃii şi construcŃii, concretizată întransformarea resurselor materiale, umane şi financiare de care
dispune întreprinderea în noi capacităŃi de producŃie sau înmodernizarea, retehnologizarea celor existente;
- activitatea de organizare a producŃiei şi a muncii, careconstă în atribuŃiile cu caracter creativ-inovativ vizândintroducerea unor noi metode, tehnici şi instrumente deorganizare, gestiune şi conducere;
- identificarea unor noi strategii de dezvoltare.
Func Ń ia de produc Ń ie constă în ansamblul activităŃilor
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 23/238
Managementul produc Ń iei
23
care au drept scop realizarea obiectivelor din domeniulfabricării produselor, executării lucrărilor şi prestării de servicii în cadrul întreprinderii. Se au în vedere activităŃile de bază,
auxiliare şi de servire. Ele cuprind:- fabricaŃia sau exploatarea, care reprezintă activitatea
de bază a întreprinderii, constând în obŃinerea de produse,lucrări sau servicii prin transformarea factorilor materiali deproducŃie de care dispune întreprinderea;
- producŃia auxiliară, constând în activităŃi ce au dreptscop asigurarea unor condiŃii adecvate pentru desf ăşurarea înbune condiŃii a producŃiei de bază în întreprindere;
- întreŃinerea şi repararea utilajelor, echipamentelor şiinstalaŃiilor, care reprezintă activitatea prin care se urmăreştemenŃinerea acestora în stare de funcŃionare, preîntâmpinarea şievitarea avariilor, dereglărilor şi întreruperilor, evidenŃierea şievitarea efectelor uzurii fizice şi morale;
- controlul tehnic de calitate, vizând întreaga activitate a întreprinderii, pornind de la materii prime şi materiale,
semifabricate şi până la produse finite, urmărind calitatea înconformitate cu normele cuprinse în documentaŃia tehnică;- gestiunea producŃiei, cuprinzând toate activităŃile care
vizează previziunea, planificarea, programarea, lansarea şiurmărirea realizării produselor, lucrărilor şi serviciilor.
Func Ń ia comercială constă în totalitatea activităŃilorcare au drept obiectiv realizarea legăturilor întreprinderii cumediul exterior, atât din punctul de vedere al pieŃei din amonte,
cât şi din aval de aceasta. Ea cuprinde:- aprovizionarea tehnico-materială completă, complexă
şi la timp cu resurse de natură materială;- desfacerea, vânzarea produselor, serviciilor şi
lucrărilor, în paralel cu încasarea contravalorii lor, deci trecerealor din sfera producŃiei în sfera circulaŃiei;
- activitatea de marketing, deci studiul pieŃei şi
elaborarea politicilor de distribuŃie şi de preŃ, activitate ce are
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 24/238
Tatiana Puiu
24
drept obiectiv descoperirea şi crearea necesităŃilorconsumatorilor în vederea orientării producŃiei întreprinderiispre satisfacerea cerinŃelor lor reale şi potenŃiale;
- gestiunea stocurilor de materii prime, materiale şiproduse finite.
Func Ń ia financiar-contabilă (economică) cuprindetotalitatea activităŃilor referitoare la evaluarea şi înregistrareaeforturilor necesare desf ăşurării activităŃii în întreprindere, ca şia efectelor obŃinute, precum şi obŃinerea şi folosireamijloacelor necesare acestei activităŃi. Prin urmare, eacuprinde:
- activităŃi de natură contabilă, concretizate în înregistrarea şi evidenŃa în expresie valorică a mişcărilor dininteriorul întreprinderii;
- activităŃi de natură financiară, ce se referă laasigurarea şi folosirea raŃională a resurselor financiare necesarefuncŃionării întreprinderii. Aceste activităŃi au drept scoprealizarea în timp a echilibrului dintre resursele disponibile şi
nevoile financiare ale întreprinderii.Func Ń ia de personal cuprinde ansamblul activităŃilordesf ăşurate în cadrul întreprinderii în scopul asigurării, formăriişi integrării potenŃialului uman necesar acesteia. Ele se referă la:
- analiza necesităŃii de forŃă de muncă;- planificarea forŃei de muncă;- recrutarea, selectarea şi încadrarea personalului;
- evaluarea, motivarea, promovarea şi salarizarea forŃeide muncă;
- formarea, perfecŃionarea şi recalificarea;- activităŃile cu caracter social, vizând protecŃia
personalului angajat.Se remarcă faptul că în evoluŃia acestei funcŃii drumul
parcurs a trecut de la aspecte cantitative la aspecte calitative, în
care elementele ce Ńin de motivaŃie deŃin un rol preponderent.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 25/238
Managementul produc Ń iei
25
Alături de aceste cinci funcŃii recunoscute demajoritatea economiştilor, în literatura de specialitate întâlnimşi o a şasea, func Ń ia de logistică [25, p.19] cuprinde ansamblul
de activităŃi ce au drept scop punerea la dispoziŃie cu cel maiscăzut cost a unei cantităŃi dintr-un produs, la locul şimomentul unde există o cerere pentru respectivul produs.Consider mai corectă opinia conform căreia logistica reprezintă un subsistem ce ocupă un loc foarte important în cadrulsistemului managerial.
De remarcat faptul că, deşi funcŃiile întrepriderii seconcretizează în activităŃi specifice, acestea se află într-ostrânsă interdependenŃă, manifestându-se ca un sistemcomplex, dinamic, care asigură realizarea obiectivelor întreprinderii.
2. CLASIFICAREA ÎNTREPRINDERILOR
Întreprinderile nu sunt categorii omogene; extremadiversitate în care ele există şi se manifestă obligă la clasificărişi grupări operate în funcŃie de criterii foarte numeroase.
Gruparea întreprinderilor după anumite criteriiomogene este necesară deoarece oferă suportul statistic aldeterminării structurii economiei pe tipuri de întreprinderi,oferă posibilitatea identificării caracteristicilor şi modalităŃilorde exercitare a conducerii în unităŃi de diferite tipuri şi a
stabilirii trăsăturilor generale şi a celor specifice în practicareamanagementului.
Există posibilităŃi multiple de grupare a întreprinderilor,cele mai utilizate criterii de clasificare fiind:
a) Statutul juridic al întreprinderii este criteriul carevizează aspecte legate de proprietate, împărŃirea profitului,responsabilitate şi gestiune a întreprinderii. Conform acestui
criteriu întreprinderile sunt:
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 26/238
Tatiana Puiu
26
- publice;- private.b) Forma de proprietate, conduce la clasificarea în:
- întreprinderi proprietate publică (regii autonome,societăŃi comerciale cu capital integral de stat, unităŃieconomice de stat netransformate în societăŃi comerciale sauregii autonome, societăŃi sau companii naŃionale);
- întreprinderi proprietate individuală privată (cu capitalprivat autohton, privat autohton şi străin, privat străin, societăŃiagricole);
- întreprinderi proprietate mixtă (societăŃi comerciale cucapital de stat şi privat, autohton şi străin);
- întreprinderi proprietate cooperatistă;- întreprinderi proprietate obştească (societăŃi comer-
ciale aparŃinând organizaŃiilor şi instituŃiilor politice şiobşteşti).
c) Criteriul sectorului de activitate clasifică întreprinderile în trei mari grupe:
- sectorul primar grupează întreprinderile care î şidesf ăşoară activitatea în legătură directă cu natura (agricultura,silvicultura, piscicultura, industriile extractive etc);
- sectorul secundar, care cuprinde întreprinderile dinramurile de prelucrare industrială şi din construcŃii;
- sectorul terŃiar, care cuprinde toate întreprinderileprestatoare de servicii, indiferent de ramura de activitate.
d) Criteriul domeniului de activitate clasifică
întreprinderile în următoarele grupe:- întreprinderi agricole: acele întreprinderi în care
intervenŃia factorilor naturali în realizarea proceselor de muncă este obligatorie. În decursul dezvoltării economice, întreprinderea agricolă a căpătat valenŃe noi, deosebindu-se deexploatarea agricolă, care a constituit o treaptă în evoluŃia întreprinderii. Astfel, în întreprinderea agricolă predomină
capitalul tehnic, faŃă de cel funciar, în exploatarea agricolă,
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 27/238
Managementul produc Ń iei
27
predomină monocultura sau un număr limitat de culturi şimarile suprafeŃe faŃă de policultură şi mici suprafeŃe,autoconsumul este redus şi piaŃa este luată în considerare în
mod deosebit atunci când are loc orientarea producŃiei,numărul de personal este redus şi de asemenea se reduce risculşi, nu în ultimul rând, întreprinderea agricolă foloseşte metodede producŃie moderne, evolutive;
- întreprinderi industriale: întreprinderile în care serealizează procesele de transformare a materiilor prime şimaterialelor;
- întreprinderi comerciale: întreprinderile în care serealizează procesele de distribuŃie cu ridicata sau cu amănuntula bunurilor;
- întreprinderi prestatoare de servicii: întreprinderilecare furnizează servicii de producŃie sau servicii de consumpentru populaŃie;
- întreprinderi financiare: au ca obiect de activitatecrearea, colectarea, transformarea şi distribuirea resurselor
monetare şi a economiilor. Se individualizează în principal subformă de bănci şi case de economii şi consemnaŃiuni;- întreprinderi de asigurare: întreprinderile care au ca
obiect de activitate realizarea unor operaŃii financiare (exclusivcele bancare), operaŃii prestatoare de servicii şi operaŃii deredistribuire a veniturilor.
e) Criteriul ramurii de activitate din cadrul economieina Ń ionale utilizat în Ńara noastră grupează întreprinderile pe 34
de ramuri de activitate, după cum urmează [42, p.38]:1. agricultura2. silvicultura, exploatarea forestieră şi economia
vânatului3. piscicultura şi pescuitul4. industria extractivă de produse energetice5. industria extractivă de produse neenergetice
6. industria alimentară, a băuturilor şi tutunului
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 28/238
Tatiana Puiu
28
7. industria textilă şi a produselor textile8. industria pielăriei şi a încălŃămintei9. industria de prelucrare a lemnului (exclusiv producŃia
de mobilă)10. industria celulozei, hârtiei, cartonului şi a articolelor
din hârtie şi carton11. industria de prelucrare a ŃiŃeiului, cocsificarea
cărbunelui şi tratarea combustibililor nucleari12. industria chimică şi a fibrelor sintetice şi artificiale13. industria de prelucrare a cauciucului şi a maselor
plastice14. industria altor produse din minerale nemetalice15. industria metalurgică 16. industria construcŃiilor metalice şi a produselor din
metal exclusiv maşini, utilaje şi instalaŃii)17. industria de maşini şi echipamente18. industria de echipamente electrice şi optice19. industria mijloacelor de transport
20. alte activităŃi industriale21. energia electrică şi termică, gaze şi apă 22. construcŃii23. comerŃ cu ridicata şi cu amănuntul, repararea şi
întreŃinerea autovehiculelor24. hoteluri şi restaurante25. transport şi depozitare26. poştă şi telecomunicaŃii
27. activităŃi financiare, bancare şi de asigurări28. tranzacŃii imobiliare, închirieri şi activităŃi de
servicii prestate în principal întreprinderilor29. administraŃie publică şi apărare; asistenŃă socială
obligatorie30. învăŃământ31. sănătate şi asistenŃă socială
32. alte activităŃi de servicii colective, sociale şi
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 29/238
Managementul produc Ń iei
29
personale33. activităŃi ale personalului în gospodării personale34. activităŃi ale organizaŃiilor şi organismelor
extrateritorialef) Apartenen Ń a întreprinderii la un teritoriu: - întreprinderi naŃionale, a căror patrimoniu se află
integral în proprietatea statului respectiv;- întreprinderi multinaŃionale, a căror unităŃi
componente î şi desf ăşoară activitatea în două sau mai multeŃări, fiind proprietatea unui grup economic privat internaŃional;
- întreprinderi joint-venture sau mixte, înfiinŃate prinparticiparea cu capital în proporŃii diferite a unor întreprinderisau persoane fizice din două sau mai multe Ńări.
g) Gradul de subordonare administrativă : - întreprinderi de subordonare republicană;- întreprinderi de subordonare locală.h) Criteriul dimensiunii, care se apreciază în funcŃie de
număr de angajaŃi, cifră de afaceri şi capital, conduce la
clasificarea în:- microîntreprinderi;- întreprinderi mici;- întreprinderi mijlocii;- întreprinderi mari.
3. ÎNTREPRINDEREA INDUSTRIALĂ
3.1. Conceptul de întreprindere de producŃie industrială şitrăsăturile ei
Întreprinderea de producŃie industrială este o formă de organizare umană autonomă în care are loc fuziunearesurselor materiale, umane şi financiare în scopul producerii şi
desfacerii de bunuri şi servicii cu caracter industrial, în
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 30/238
Tatiana Puiu
30
structura, cantitatea şi calitatea cerute de piaŃă şi în scopulobŃinerii de profit.
Prezentăm în continuare trăsăturile de bază ale
întreprinderii industriale:- unitatea tehnico-productivă;- unitatea organizatorico-administrativă;- unitatea economico-socială.a) Întreprinderea industrială este o unitate tehnico-
productivă (de produc Ń ie), determinată de omogenitateaprocesului tehnologic sau de unitatea producŃiei fabricate cuajutorul unor procese tehnologice neomogene.
b) Întreprinderea industrială este o unitate organi- zatorico-administrativă deoarece:
- are o denumire, un sediu şi un teritoriu propriu;- are un colectiv unitar de oameni şi un colectiv unitar
de management;- are la bază un regulament de organizare şi funcŃionare
şi un regulament de ordine interioară;
- intră în relaŃii reciproce cu furnizorii şi beneficiarii, cudiverse instituŃii şi organisme.c) Întreprinderea industrială este o unitate economico-
socială concretizată în organizarea şi funcŃionarea pe bazaprincipilor de rentabilitate şi eficienŃă economică. Eapresupune:
- existenŃa mijloacelor de producŃie proprii şi folosirealor pentru obŃinerea celor mai bune rezultate;
- existenŃa unei strategii şi a unui program binedeterminate, care să ducă la realizarea obiectivelor propuse;
- desf ăşurarea activităŃii pe bază de autofinanŃare;- cunoaşterea cererii de pe piaŃă, pentru a produce
conform necesi-tăŃilor şi pentru realizarea întregii producŃiifabricate;
- organizarea şi întreŃinerea relaŃiilor cu alte
întreprinderi, cu statul, cu organizaŃii financiar-bancare;
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 31/238
Managementul produc Ń iei
31
- existenŃa unui sistem unitar de stimulare a salariaŃilor,care să asigure motivaŃia lor în muncă şi creştereaproductivităŃii;
- organele care au constituit întreprinderea industrială îipot modifica statutul, pot hotărî reorganizarea sau desfiinŃareaei.
Trăsăturile de bază ale întreprinderii industriale potprezenta particularităŃi distincte în funcŃie de specificulactivităŃii desf ăşurate.
Alături de trăsăturile de bază, întreprinderea deproducŃie industrială prezintă şi o serie de trăsături comuneoricărei întreprinderi, cum ar fi:
- întreprinderea este un sistem deschis, complex şidinamic;
- întreprinderea este un sistem autoreglabil;- întreprinderea este un centru de decizie.
3.2. Tipologia întreprinderilor industriale
Clasificarea întreprinderilor prezentată anterior are uncaracter general. Întreprinderile industriale pot fi grupate şidupă criterii specifice doar acestui tip de întreprinderi, astfel:
a) după caracterul obiectului muncii supus prelucr ă rii:- întreprinderi ale industriei extractive, care au ca obiect
de activitate extracŃia obiectelor muncii din natură (cărbune,
petrol, gaz metan etc);- întreprinderi ale industriei prelucrătoare, care au ca
obiect de activitate transformarea materiilor prime în produsefinite (industria metalurgică, industria de prelucrare a ŃiŃeiului,industria de prelucrare a lemnului, industria textilă etc).
b) după destina Ń ia economică şi caracterul produc Ń iei fabricate:
- întreprinderi producătoare de mijloace de producŃie
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 32/238
Tatiana Puiu
32
(întreprinderi producătoare de maşini şi instalaŃii, deechipamente, de resurse materiale etc.);
- întreprinderi producătoare de bunuri de consum
(alimente, îmbrăcăminte, încălŃăminte etc).c) după tipul de produc Ń ie: - întreprinderi industriale cu producŃie individuală (de
unicate);- întreprinderi industriale cu producŃie de serie (mică,
mijlocie, mare);- întreprinderi industriale cu producŃie de masă.d) după metoda de organizare a produc Ń iei: - întreprinderi industriale cu producŃia de unicate sau pe
comenzi;- întreprinderi industriale cu producŃia în loturi;- întreprinderi industriale cu producŃia în flux.e) după gradul de specializare a produc Ń iei: - întreprinderi industriale specializate, în care se obŃin
produse finite într-un nomenclator restrâns, în cantităŃi mari,
urmare unor procese tehnologice omogene. Utilajele suntspecializate, la fel şi personalul;- întreprinderi industriale universale, în care se obŃin
produse finite într-un nomenclator larg, în cantităŃi mici sauchiar unicate. Utilajele sunt universale, cu posibilitatea de a fifolosite pentru executarea unei game cât mai largi de operaŃiitehnologice, iar personalul este policalificat;
- întreprinderi industriale mixte, care îmbină
caracteristici specifice atât întreprinderilor specializate cât şicelor universale.
f) după nomenclatorul de fabrica Ń ie: - întreprinderi industriale monoprodus, cuprinzând în
general întreprinderi din industria extractivă;- întreprinderi industriale multiprodus, circumscrise
industriilor prelucrătoare.
g) după dimensiune, determinată în principal de
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 33/238
Managementul produc Ń iei
33
volumul valoric al producŃiei, valoarea fondurilor şi numărulpersonalului:
- întreprinderi industriale mici;
- întreprinderi industriale mijlocii;- întreprinderi industriale mari;- grupuri şi conglomerate de întreprinderi (cartel, con-
cern, trust, grup industrial, grup de interese economice, grup înparticipaŃie, holding).
h) după numă rul de stadii din procesul de fabrica Ń ie: - întreprinderi industriale cu un singur stadiu de
fabricaŃie (ex.: întreprinderile industriale extractive, filaturile,Ńesătoriile);
- întreprinderi industriale complexe, care cuprind maimulte sau toate stadiile de fabricaŃie (ex: întreprinderile dinindustria constructoare de maşini, în care se desf ăşoară turnare,forjare, prelucrări mecanice, chimice, montaj, vopsitorie).
i) după gradul de continuitate a procesului de produc Ń ieîn cadrul unui an calendaristic:
- întreprinderi industriale cu funcŃionare continuă, pe totparcursul anului;- întreprinderi industriale cu funcŃionare sezonieră, care
datorită specificului materiei prime pe care o prelucrează nupot lucra întregul an.
j) după continuitatea procesului tehnologic:- întreprinderi industriale cu procese tehnologice
continue (ex: combinatele siderurgice);
- întreprinderi industriale cu procese tehnologicediscontinue.
k) după regimul de lucru:- întreprinderi industriale cu regim normal de lucru;- întreprinderi industriale cu regim special de lucru.l) după gradul de mecanizare şi automatizare a
produc Ń iei:
- întreprinderi industriale parŃial mecanizate;
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 34/238
Tatiana Puiu
34
- întreprinderi industriale parŃial automatizate;- întreprinderi industriale complet mecanizate;- întreprinderi industriale complet automatizate.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 35/238
Managementul produc Ń iei
35
Capitolul 2
ÎNTREPRINDEREA INDUSTRIALĂ ŞI MEDIUL SĂUAMBIANT
1. ConsideraŃii referitoare la relaŃia întreprindereindustrială – mediu ambiant2. Componentele mediului ambiant al întreprinderii3. Mediul ambiant – mediu al relaŃiilor de piaŃă 4. Sfidările mediului ambiant actual5. ÎnfiinŃarea şi amplasarea întreprinderilor industriale
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 36/238
Tatiana Puiu
36
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 37/238
Managementul produc Ń iei
37
ÎNTREPRINDEREA INDUSTRIALĂ ŞI MEDIUL SĂU AMBIANT
1. CONSIDERAłII REFERITOARE LA RELAłIAÎNTREPRINDERE INDUSTRIALĂ – MEDIU AMBIANT
Întreprinderea industrială este un sistem economicdeschis, care î şi desf ăşoară activitatea în cadrul
macrosistemului economic (zonal, naŃional, internaŃional,mondial). InfluenŃa acestuia asupra întreprinderii industriale semanifestă prin intermediul factorilor de influenŃă ai mediuluiambiant în care ea se naşte, acŃionează şi se dezvoltă.
Prin mediu ambiant al unei întreprinderi se înŃelege, îngeneral, ansamblul organizaŃiilor, întreprinzătorilor şi factorilora căror existenŃă influenŃează sau poate influenŃacomportamentul şi performanŃele întreprinderii [16, p.27]. O
altă definiŃie consideră că mediul ambiant include toateelementele exogene firmei de natură economică, tehnică,politică, demografică, culturală, ştiinŃifică, organizatorică, juridică, psihosociologică, educaŃională şi ecologică cemarchează stabilirea obiectivelor acesteia, obŃinerea resurselornecesare, adoptarea şi aplicarea deciziilor de realizare a lor [31,p.80].
Cunoaşterea mediului ambiant în care întreprindereaindustrială î şi desf ăşoară activitatea este deosebit deimportantă deoarece acesta îi furnizează informaŃiile cele maidiverse necesare unei raŃionale şi eficiente administrări. Astfel,o corectă analiză a mediului va aduce întreprinderii informaŃiicu privire la cererea şi oferta de produse pe piaŃă, stareaconcurenŃilor din acelaşi sector de activitate, puterea decumpărare a clienŃilor şi stilul de viaŃă a acestora, informaŃii cu
privire la politica economică a statului, fiscalitate etc, cu alte
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 38/238
Tatiana Puiu
38
cuvinte informaŃii a căror utilizare conduce la posibilitatea unuimanagement industrial performant.
Întreprinderea industrială î şi desf ăşoară activitatea într-
un mediu ambiant ce poate fi de trei tipuri [9, p.45]:- stabil – unde schimbările sunt rare, de mică amploare
şi uşor previzibile;- schimbător – unde schimbările sunt frecvente, de o
amploare variată şi, în general, previzibile;- turbulent – unde schimbările sunt foarte frecvente, de
amploare variată, cu incidenŃe profunde asupra activităŃii întreprinderii şi greu de anticipat.
Mediul ambiant actual este într-o continuă schimbare,se caracterizează printr-un accentuat dinamism.
Înainte de examinarea principalelor componente, seimpun trei remarci prealabile [17, p.26 ]:
- RelaŃiile întreprinderii cu „mediile” sale nu trebuieanalizate doar în termeni de restricŃii; tot în exterior se situează şi oportunităŃile, a căror importanŃă se măsoară o dată cu
conduita diagnosticului strategic.- Aceste relaŃii sunt complexe şi reciproce: putemconsidera, la un moment dat, în cadrul analizei mediul ca fiindun ansamblu de variabile exogene, adică neinfluenŃate carăspuns la acŃiunea întreprinderii. Dar aceasta este o comoditatede prezentare: întreprinderea este, în acelaşi timp, într-o situaŃiede dependenŃă (mediul i se impune) şi de autonomie (ea posedă spaŃiu de manevră); întreprinderea poate contribui, prin
activitatea sa, la modificarea coordonatelor mediului.- DiversităŃii componentelor i se adaugă caracterul lor
evolutiv. TurbulenŃa mediului, incertitudinea pe termen mediu,instabilitatea constituie condiŃii comune ale întreprinderilor. Separe că perioada de creştere regulată şi stabilă care a urmatcelui de-al doilea război mondial („Les trente glorieuses” – J.Fourastie) trebuie înscrisă în rândul curiozităŃilor istorice.
Într-un context dinamic şi imprevizibil, capacitatea de inovare
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 39/238
Managementul produc Ń iei
39
şi adaptare rapidă vor constitui principalele virtuŃi aleorganizaŃiilor. Ceea ce scria J. Ullmo în urmă cu 20 de anirămâne de actualitate: „Astăzi, funcŃia întreprinderii constă în
gestionarea schimbărilor”.
2. COMPONENTELE MEDIULUI AMBIANT ALÎNTREPRINDERII
Întreprinderea industrială î şi desf ăşoară activitatea înmediul ambiant care acŃionează asupra sa prin influenŃafactorilor ce pot fi grupaŃi după diverse criterii. Nu există oconcepŃie unică, universal valabilă asupra grupăriicomponentelor mediului ambiant. Managementul propunegruparea în mediul direct, apropiat sau micromediul întreprinderii şi mediul general sau macromediul întreprinderii.
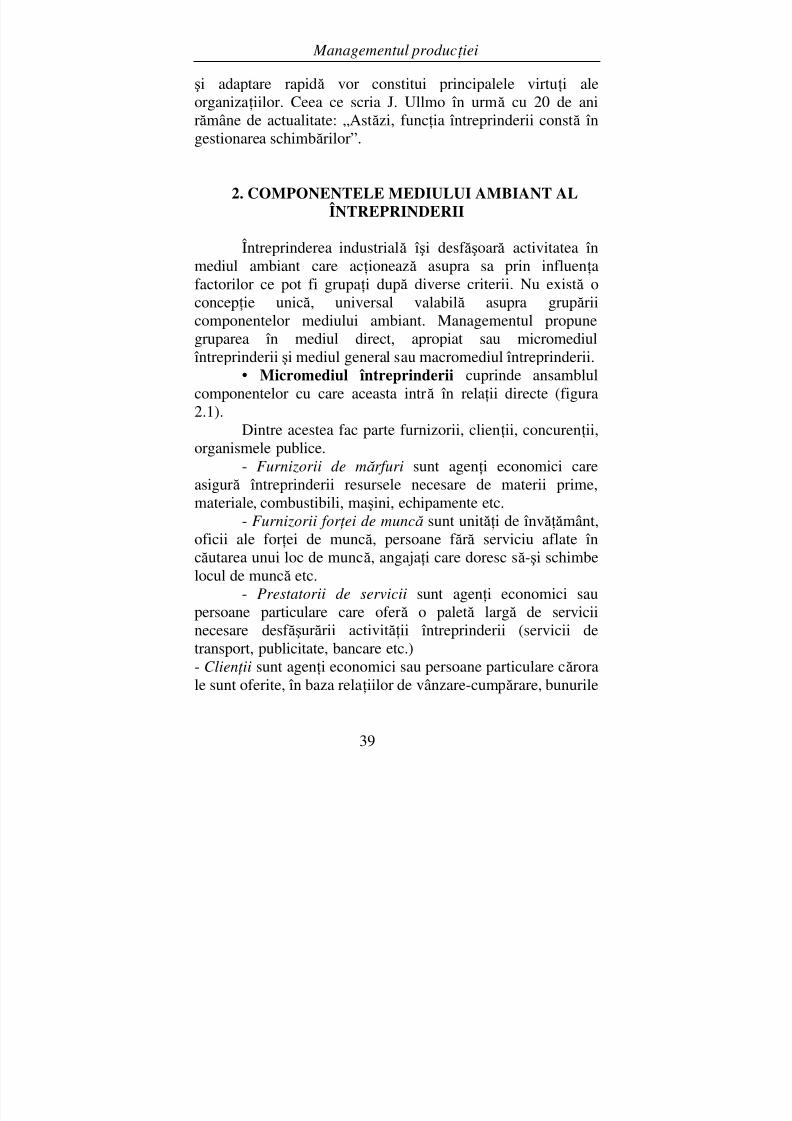
• Micromediul întreprinderii cuprinde ansamblulcomponentelor cu care aceasta intră în relaŃii directe (figura
2.1). Dintre acestea fac parte furnizorii, clienŃii, concurenŃii,organismele publice.
- Furnizorii de mă rfuri sunt agenŃi economici careasigură întreprinderii resursele necesare de materii prime,materiale, combustibili, maşini, echipamente etc.
- Furnizorii for Ń ei de muncă sunt unităŃi de învăŃământ,oficii ale forŃei de muncă, persoane f ără serviciu aflate în
căutarea unui loc de muncă, angajaŃi care doresc să-şi schimbelocul de muncă etc.
- Prestatorii de servicii sunt agenŃi economici saupersoane particulare care oferă o paletă largă de serviciinecesare desf ăşurării activităŃii întreprinderii (servicii detransport, publicitate, bancare etc.)- Clien Ń ii sunt agenŃi economici sau persoane particulare cărora
le sunt oferite, în baza relaŃiilor de vânzare-cumpărare, bunurile
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 40/238
Tatiana Puiu
40
fabricate în întreprindere.
Fig. 2.1 - Micromediul întreprinderii
Referitor la relaŃia întreprinderii cu cele două componente (furnizori şi clienŃi) ale mediului ambiant seconstată în prezent o serie de trăsături asemănătoare, cum ar fi[16, p.29]:
a) tendinŃa de creştere a puterii de negociere;b) dezvoltarea unor strategii complexe de marketing,
atât pe piaŃa din aval, dar şi din amonte;
c) luarea unor măsuri de reducere a incertitudinii prindezvoltarea unor noi relaŃii, cum ar fi parteneriatul;
d) crearea unor filiere de producŃie şi distribuŃieintegrate, etc.
În ceea ce priveşte relaŃiile cu băncile se constată ofolosire tot mai frecventă a creditului drept sursă de finanŃare aactivităŃii întreprinderii.
- Concuren Ń ii sunt agenŃi economici sau persoane
ÎNTREPRINDEREA
Furnizoride mărfuri
Furnizoride forŃă de
muncă
Prestatoride servicii
ClienŃi
ConcurenŃi
Organismepublice
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 41/238
Managementul produc Ń iei
41
particulare care î şi dispută aceleaşi categorii de clienŃi sau defurnizori.
- Organismele publice cuprind organe de stat
(financiare, de justiŃie etc.), asociaŃii profesionale, masmedia,asociaŃiile consumatorilor etc.
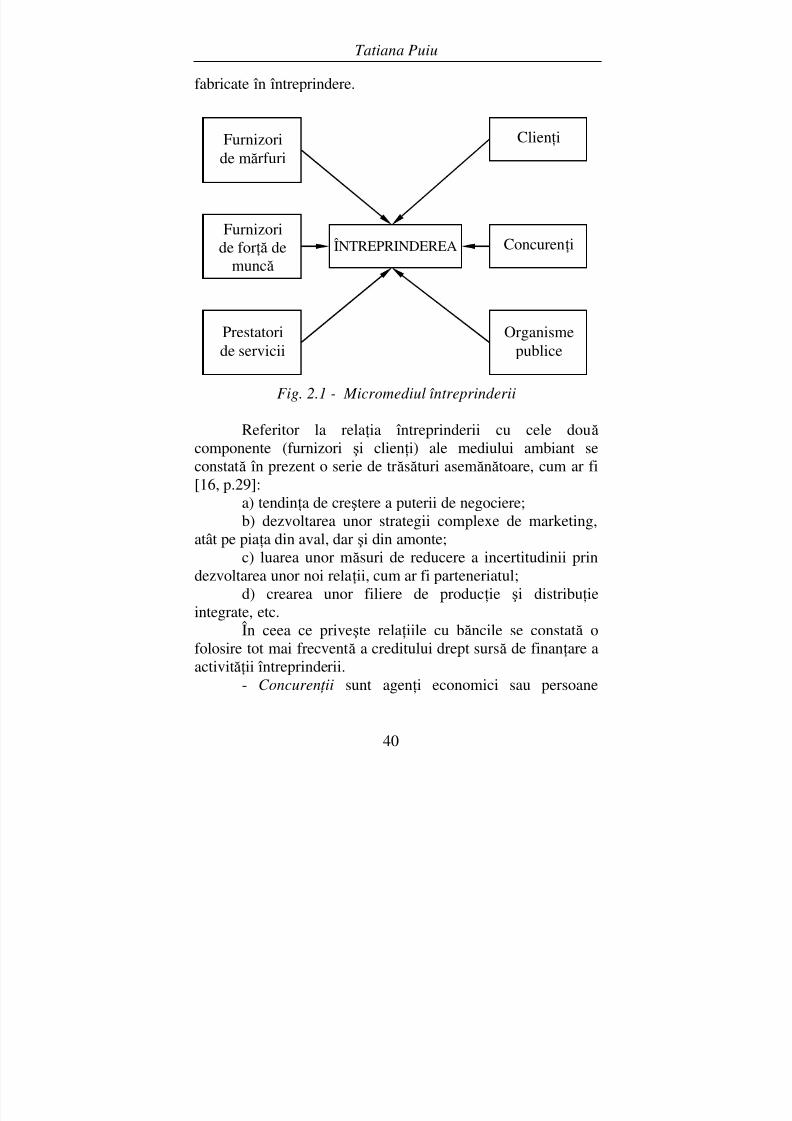
• Macromediul întreprinderii cuprinde ansamblulcomponentelor de ordin general, cu acŃiune indirectă şi petermen lung, componente de multe ori restrictive şi cu interesedivergente asupra activităŃii întreprinderii. Principalelecomponente ale macromediului întreprinderii (figura 2.2) sunturmătoarele:
Fig. 2.2 - Macromediul întreprinderii
- Mediul economic este cel mai important pentrudesf ăşurarea activităŃii întreprinderii. El cuprinde toateelementele spaŃiului economic care acŃionează asupra activităŃii întreprinderii, cum ar fi: structura pe ramuri a economiei,nivelul de dezvoltare pe ansamblu şi pe fiecare ramură, pieŃelede aprovizionare şi de desfacere, piaŃa muncii, piaŃa valutar-financiară etc;
- Mediul tehnologic se concretizează atât în elemente
Mediuleconomic
Mediultehnologic
Mediuldemografic
Mediulpolitic
Mediul juridic
Mediulsocio-cultural
ÎNTREPRINDERE
Mediul natural
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 42/238
Tatiana Puiu
42
materiale (maşini, utilaje, instalaŃii, piese de schimb, scule,dispozitive etc), cât şi în elemente de cercetare-dezvoltare, decunoştinŃe noi. Componentele avansate ale mediului tehnologic
sunt o oportunitate pentru întreprinderile cu o situaŃiefinanciară bună şi foarte bună, dar, la polul opus, reprezintă oameninŃare pentru întreprinderile care nu au acces la acestea;
- Mediul politic este specific fiecărei economiinaŃionale şi poate influenŃa stimulativ sau restrictiv realizareaobiectivelor şi finalităŃilor întreprinderii. Printre componentelemediului politic amintim structura societăŃii, ideologiapartidelor aflate la putere, gradul de implicare a statului îneconomie, climatul politic intern, zonal şi internaŃional etc;
- Mediul juridic se concretizează în ansamblulreglementărilor juridice care influenŃează direct sau indirectactivitatea întreprinderii;
- Mediul demografic se defineşte prin indicatori precumnumărul populaŃiei, structura pe vârste şi sexe, durata medie avieŃii, vârsta de pensionare, ponderea populaŃiei active,
structura socio-profesională, repartizarea teritorială şi pe medii(urban/rural) etc. Necesitatea evaluării factorilor mediuluidemografic este foarte importantă deoarece ei pot influenŃaactivitatea întreprinderii atât pozitiv, cât şi negativ;
- Mediul socio-cultural se referă la sistemul de valorietice, tradiŃii, obiceiuri, norme de convieŃuire, mentalităŃi.Componentele sale sunt legate de nivelul de instruire generală a populaŃiei şi pot influenŃa, uneori, hotărâtor asupra relaŃiei
întreprinderii cu piaŃa, asupra cantităŃii şi calităŃii produselorcerute pe piaŃă, asupra comportamentului consumatorilor;
- Mediul natural (relief, climă, resurse ale solului şisubsolului, floră şi faună etc.) influenŃează întreprinderea întoate etapele existenŃei sale.
Prezentarea principalilor factori prin care mediulambiant acŃionează asupra activităŃii întreprinderii industriale
conduce la concluzia necesităŃii analizei lor complexe,
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 43/238
Managementul produc Ń iei
43
complete şi permanente. Aceasta deoarece în activitatea demanagement al producŃiei industriale trebuie să se Ńină seamaatât de restricŃiile, cât şi de oportunităŃile oferite de mediul
ambiant. Cantitatea şi calitatea informaŃiilor provenind dinmediul ambiant capătă în prezent o importanŃă din ce în ce maimare.
3. MEDIUL AMBIANT – MEDIU AL RELAłIILORDE PIAłĂ
Întreprinderea reprezintă forma de organizare umană autonomă a cărei finalitate este ca, prin combinarea factorilorde producŃie, să producă bunuri şi servicii destinate vânzării pepiaŃă, în vederea satisfacerii nevoilor consumatorilor şi aobŃinerii unui profit.
Pentru realizarea acestui obiectiv întreprinderea intră înrelaŃii cu alte întreprinderi din mediul ambiant, relaŃii care se
stabilesc pe piaŃă. PiaŃa este locul de confruntare a cererii şiofertei, mijlocind legăturile multiple ale întreprinderii cumediul său. Din punct de vedere al relaŃiilor întreprinderii cumediul ambiant, piaŃa cuprinde două mari segmente:
a) piaŃa în amonte, pe care întreprinderea intră în relaŃiicu alŃi agenŃi economici în vederea procurării de resursemateriale, umane şi financiare. În general, ea cuprinde:
- piaŃa aprovizionării cu resurse materiale (materii
prime, materiale, combustibil, energie, maşini, instalaŃii,echipamente etc);
- piaŃa forŃei de muncă (lucrători, sindicate);- piaŃa financiară (asociaŃi, bancheri, furnizori).b) piaŃa în aval, pe care întreprinderea î şi vinde
bunurile, lucrările şi serviciile (clienŃi, intermediari, concu-renŃi).
Figura 2.3 prezintă poziŃia întreprinderii în cadrul
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 44/238
Tatiana Puiu
44
mediului relaŃiilor pe piaŃă.
ÎNTREPRINDEREA
PiaŃa aprovizionăriicu resurse materiale
PiaŃa financiară
PiaŃa forŃeide muncă
PiaŃa de desfacere
Fig. 2.3 - Mediul rela Ń iilor de pia Ńă al întreprinderii
În fundamentarea activităŃii unei întreprinderi studiulmediului ambiant, al relaŃiilor de piaŃă este deosebit deimportant. El trebuie început cu piaŃa de desfacere, urmărindu-se identificarea cererilor nesatisf ăcute ale pieŃei (produse,lucrări, servicii cu cerere certă şi desfacere asigurată).
Succesiunea logică a fundamentării activităŃii unei întreprinderitrebuie să fie: desfacere – aprovizionare – producŃie –desfacere.
4. SFIDĂRILE MEDIULUI AMBIANT ACTUAL
Sfidările începutului de mileniu trei impun o nouă
abordare a dezvoltării firmei, dacă avem în vedere cel puŃincâteva modifică ri semnificative ale mediului ambiant [32,p.103]: - deplasarea raportului de putere de la producător către
consumator;- existenŃa aproape în toate cazurile a unei oferte mai mari
decât cererea;
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 45/238
Managementul produc Ń iei
45
- existenŃa unui mediu ambiant caracterizat prin risc şiincertitudine şi foarte puŃin prin certitudine;
- modificarea rapidă a caracteristicilor mediului;
- creşterea concurenŃei între producători, concomitent cuapariŃia unor relaŃii de alianŃă concurenŃială întreparticipanŃii la filierele de producŃie ce satisfac anumitesegmente de piaŃă etc.
Prevenirea şi diminuarea impactului negativ al acestormodificări, precum şi valorificarea eventualelor oportunităŃicare pot să apară, presupune ca în activitatea de management alproducŃiei industriale aspectele vizând anticiparea şi evaluareaevoluŃiei mediului ambiant să fie esenŃiale.
Sfidările mediului ambiant actual decurg din principalatrăsătură care-l caracterizează – intensificarea concurenŃei – şise manifestă îndeosebi în domeniul costurilor, al flexibilităŃii şicalităŃii.
In ce priveşte costurile, s-a constatat că principalelemutaŃii sunt [32, p.104]:
- creşterea costurilor pentru cercetarea şi dezvoltarea de noiproduse;- creşterea costurilor fixe;- reducerea rentabilităŃii investiŃiilor;- presiunea costurilor asupra preŃurilor.
Cre şterea costurilor pentru cercetarea şi dezvoltareade noi produse este impusă de faptul că avansul tehnologicconstituie un avantaj concurenŃial decisiv în competiŃia pe
piaŃă. Durata de viaŃă a produselor este din ce în ce mai mică impunând identificarea unor noi produse, respectiv a unor noifuncŃii ale acestora, precum şi necesitatea găsirii unor soluŃii dedezvoltare care să asigure o valorificare raŃională şi eficientă aatuurilor întreprinderii. De asemenea, există anumite sectoareşi domenii de activitate în care evoluŃiile tehnice au loc laintervale scurte de timp, impunând întreprinderilor să
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 46/238
Tatiana Puiu
46
urmărească îndeaproape progresul tehnic şi să investească încercetarea ştiinŃifică.
Ritmul de dezvoltare a activităŃii de cercetare şi
dezvoltare depinde, în afară de strategia adoptată, de o serie defactori interni şi externi [8, p.74]:- factori legaŃi de piaŃă: nivelul cererii de produse noi şi
reproiectate, existenŃa unor produse concurente sau a unornoi solicitări ale pieŃei;
- legislaŃia existentă referitoare la: protecŃia mediului înconjurător; siguranŃa în exploatare a echipamentelor;termenele de garanŃie; protecŃia consumatorului etc.;
- factori economici şi financiari: necesitatea economisiriienergiei şi a altor resurse materiale; existenŃa fondurilorbăneşti necesare etc.;
- climatul existent în întreprindere legat de activitatea decercetare: sprijinul acordat de conducere; existenŃa încadrul firmei a unei strategii bine conturate şi a unuicompartiment de cercetare bine organizat în care să-şi
desf ăşoare activitatea un personal de înaltă calificare;considerarea activităŃii de cercetare ca o investiŃie ş.a.În asemenea condiŃii bugetele de cercetare sunt tot mai
importante, iar structurile de cercetare şi dezvoltare sunt foartecostisitoare. Doar marile întreprinderi pot să dispună de unasemenea atu. În prezent asistăm la tendinŃa de reunire a maimultor întreprinderi, pentru a acoperi costul unei cercetări, deunire între întreprinderi care posedă rezultatele unei cercetări şi
cele care contribuie la implementarea acestora.Cre şterea costurilor fixe este impusă de necesitatea
folosirii unor maşini, utilaje şi echipamente, precum şi a unortehnologii din ce în ce mai performante, dar în acelaşi timpfoarte scumpe. De asemenea, este şi rezultatul apariŃiei şisporirii unor cheltuieli care pe anumite intervale de timp capătă trăsăturile costurilor fixe (este vorba despre cheltuielile de
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 47/238
Managementul produc Ń iei
47
publicitate şi promovare, f ără de care nu se pot obŃine rezultatebune).
Reducerea rentabilit ăŃ ii investi Ń iilor se datorează atât
creşterii valorii lor, cât şi dobânzilor care se plătesc pentruresursele împrumutate pentru asigurarea surselor de finanŃare.De asemenea, o altă cauză o constituie reducerea duratei deviaŃă a produselor şi a seriilor de fabricaŃie.
Presiunea costurilor asupra pre Ń urilor provine dinfaptul că în majoritatea cazurilor piaŃa este cea care impunepreŃul. Sunt foarte rare cazurile când producătorul mai este înpoziŃia de „căutător de preŃ”.
Flexibilitatea, constând în capacitatea întreprinderii dea produce în serii mici, păstrând avantajele producŃiei de seriemare şi de masă reprezintă singura posibilitate de a rezista încondiŃii de eficienŃa şi eficacitate pe piaŃa actuală.
Principalele caracteristici ale unui sistem flexibil defabricaŃie sunt rezumate astfel [35, p.46]:- integrabilitatea, adică capacitatea de integrare într-un
sistem de producŃie sub aspectul posibilităŃilor de cuplarefuncŃională cu alte sisteme;- adaptabilitatea, presupunând o viteză mare de adaptare la
schimbarea sarcinilor de producŃie şi reechipare uşoară cuS.D.V. – uri;
- adecvarea, adică potrivirea maximă la operaŃiile concrete,timp de parcurgere minim, cheltuieli minime de exploatare;
- dinamismul structural, ce constă în posibilitatea de a fi
modificată structura sistemului flexibil în funcŃie de cerinŃe.Sistemele flexibile de fabricaŃie reprezintă modalităŃi de
organizare a producŃiei care asigură flexibilitatea ofertei în celmai mare grad.
Calitatea reprezintă gradul de utilitate socială aprodusului, măsura în care satisface nevoia pentru care a fostcreat şi respectă restricŃiile impuse de interesele societăŃii
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 48/238
Tatiana Puiu
48
privind eficienŃa economico-socială şi protecŃia mediului [11,p.290].
Calitatea totală, ca o caracteristică a modului de
producŃie, pleacă de la premisa că produsele sunt create pentrua satisface nevoi. Respectarea acestei premise presupune pe deo parte o diversificare a ofertei, iar pe de altă parte, o îmbogăŃire şi o diversificare a funcŃiilor produsului prin care să se reuşească o satisfacere cât mai bună a aşteptărilor clienŃilor[32, p.106].
5. ÎNFIINłAREA ŞI AMPLASAREAÎNTREPRINDERII INDUSTRIALE
Economia de piaŃă se caracterizează printr-un procesdinamic de creare a noi întreprinderi şi printr-o activitatesusŃinută de management menită să conducă la menŃinereaacestora pe piaŃă şi obŃinerea de performanŃe, în condiŃiile
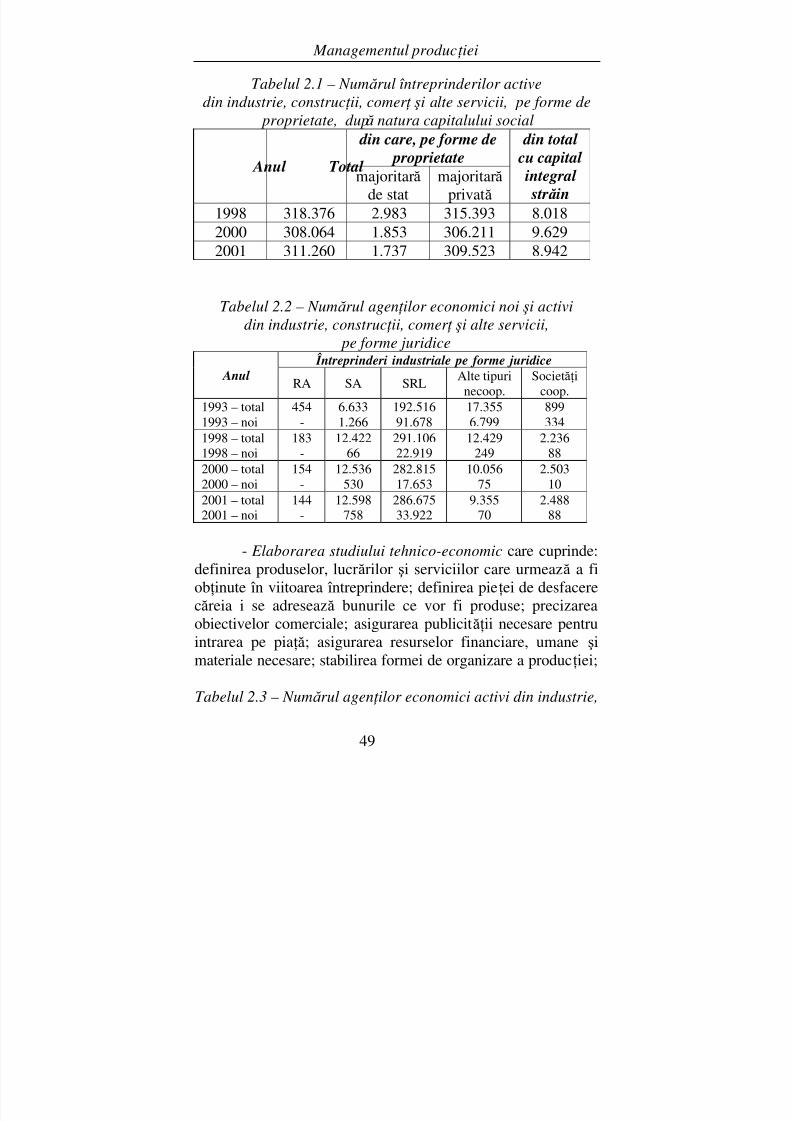
existenŃei unei puternice concurenŃe.Trecerea României la economia de piaŃă a declanşatprocesul de restructurare a economiei, caracterizat princreşterea sectorului privat şi a numărului de întreprinderi micişi mijlocii nou înfiinŃate, precum şi restructurarea activităŃii întreprinderilor existente. Fenomenul este reliefat în tabelele2.1, 2.2 şi 2.3 (după Anuarul Statistic al României, INSSE,1999 şi 2002).
ÎnfiinŃarea unei noi întreprinderi presupuneparcurgerea unor etape, pe care doar le vom enumera:
- Stabilirea obiectului activit ăŃ ii noii întreprinderi, pebaza analizei directe a pieŃei sau folosind rezultatele unor studiiefectuate de instituŃii specializate;
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 49/238
Managementul produc Ń iei
49
Tabelul 2.1 – Numă rul întreprinderilor activedin industrie, construc Ń ii, comer Ń şi alte servicii, pe forme de
proprietate, după natura capitalului social
din care, pe forme de proprietate
Anul Total majoritară
de statmajoritară
privată
din total cu capital
integral străin
1998 318.376 2.983 315.393 8.0182000 308.064 1.853 306.211 9.6292001 311.260 1.737 309.523 8.942
Tabelul 2.2 – Numă rul agen Ń ilor economici noi şi actividin industrie, construc Ń ii, comer Ń şi alte servicii,
pe forme juridice Întreprinderi industriale pe forme juridice
Anul RA SA SRL
Alte tipurinecoop.
SocietăŃicoop.
1993 – total1993 – noi
454-
6.6331.266
192.51691.678
17.3556.799
899334
1998 – total1998 – noi
183-
12.42266
291.10622.919
12.429249
2.23688
2000 – total2000 – noi
154-
12.536530
282.81517.653
10.05675
2.50310
2001 – total2001 – noi
144-
12.598758
286.67533.922
9.35570
2.48888
- Elaborarea studiului tehnico-economic care cuprinde:definirea produselor, lucrărilor şi serviciilor care urmează a fiobŃinute în viitoarea întreprindere; definirea pieŃei de desfacerecăreia i se adresează bunurile ce vor fi produse; precizareaobiectivelor comerciale; asigurarea publicităŃii necesare pentruintrarea pe piaŃă; asigurarea resurselor financiare, umane şimateriale necesare; stabilirea formei de organizare a producŃiei;
Tabelul 2.3 – Numă rul agen Ń ilor economici activi din industrie,

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 50/238
Tatiana Puiu
50
construc Ń ii, comer Ń şi alte servicii din România, pe clase de mă rime
Clasa de mă rime
Anul Total 0-9 10-49 50-249 ≥2501998 318.376 286.265 23.565 6.140 2.4062000 308.064 270.843 28.085 7.145 1.9912001 311.260 271.713 29.888 7.702 1.957
- Evaluarea viabilit ăŃ ii şi a profitabilit ăŃ ii noiiîntreprinderi pe baza unei analize financiare serioase. O
întreprindere este viabilă atunci când activitatea desf ăşurată înea duce la obŃinerea unui profit, când veniturile depăşesccheltuielile. Determinarea gradului de rentabilitate (R),previzionat, conform relaŃiei:
R(%)=(Rezultatul afacerii / Capitalurile investite) × 100
permite aprecierea oportunităŃii înfiinŃării noii întreprinderi.
Astfel, dacă gradul de rentabilitate va avea un nivel mai maredecât cel al ratei dobânzii practicate pe piaŃa financiară, întreprinzătorul va putea demara afacerea. În caz contrar, înfiinŃarea noii întreprinderi nu este oportună, capitalul putândfi valorificat f ără efort, prin depunerea într-o bancă;
- Alegerea formei juridice, conform legislaŃiei învigoare. În Ńara noastră poate fi adoptată una dintre următoareleforme juridice pentru o nouă întreprindere: asociaŃie familială,societate în nume colectiv, societate în comandită simplă,societate în comandită pe acŃiuni, societate pe acŃiuni, societatecu răspundere limitată;
- Elaborarea lucr ă rilor necesare pentru constituireaefectivă a noii întreprinderi. În această etapă se încheie uncontract de societate, se elaborează statutul, se alege numele şiemblema întreprinderii, se face înmatricularea în Registrul
ComerŃului şi publicarea în Monitorul Oficial, se deschide
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 51/238
Managementul produc Ń iei
51
contul bancar;- Punerea în func Ń iune a întreprinderii presupune
asigurarea şi folosirea în scopul obiectivului propus a
mijloacelor tehnice, umane şi financiare.După ce întreprinderea a fost pusă în funcŃiune,
managerul trebuie să elaboreze o strategie economică adecvată, să întocmească planul de afaceri al întreprinderii şifolosind metode riguroase de gestiune să asigure dezvoltareaafacerii sale.
O problemă de o deosebită importanŃă legată de înfiinŃarea unei întreprinderi o constituie amplasarea acesteia.Rezolvarea problemei impune studiul influenŃei cumulate adiverşilor factori care pot acŃiona asupra înfiinŃării şidezvoltării întreprinderii. Ei au un caracter general sau oinfluenŃă specifică unor activităŃi şi folosiŃi raŃional pot acŃionafavorizant pentru întreprinzător.
Prezentăm în continuare cei mai importanŃi factori decare trebuie să se Ńină seama în amplasarea unei noi
întreprinderi:- Politica economică a statului, care, în unele perioadefavorizează dezvoltarea unor zone. Întreprinzătorii careinvestesc în astfel de zone beneficiază de unele facilităŃi(impozite reduse, subvenŃii etc);
- Factorii ecologici reprezintă un element nou înanaliza posibilităŃilor de amplasare a întreprinderilor, ei putândacŃiona atât restrictiv, cât şi pozitiv, favorizant;
- Apropierea de sursele de aprovizionare cu materii prime, materiale, semifabricate, care influenŃează îndeosebiprin costul transportului. Acest factor este deosebit deimportant pentru întreprinderile din industria de prelucrare aminereurilor, industria alimentară, industria de prelucrare alemnului;
- Apropierea de sursele de combustibil şi energie este
esenŃială pentru întreprinderi din siderurgie, metalurgie,
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 52/238
Tatiana Puiu
52
chimie. ImportanŃa acestui factor a scăzut în Ńările dezvoltate, în care, costul energiei are un nivel accesibil tuturorconsumatorilor;
- Apropierea de centrele de consum influenŃează atâtprin costul transportului pentru distribuire, cât şi prin volumulcererii. Acest factor se impune în mod deosebit la produsele cugrad mare de perisabilitate, cum sunt cele din industriaalimentară, dar şi pentru cele care necesită condiŃii speciale deambalare şi manipulare, care duc la suplimentarea cheltuielilorde transport;
- Apropierea de localit ăŃ ile cu resurse umane calificate şi cu tradi Ń ie în diferite activit ăŃ i productive. Se cunoaşte faimaunor zone din Ńara noastră în ceea ce priveşte realizarea decovoare, prelucrarea lemnului, fabricarea de produsealimentare. Prin amplasarea întreprinderilor în aceste zone secaută omul şi calificarea lui, cu efecte directe asupra calităŃiiproduselor;
- Amplasarea pe platforme industriale este oportună
deoarece asigură: reducerea costurilor pentru realizarea întreprinderilor prin scăderea necesarului de capital fix (clădiri,reŃele de drumuri, căi ferate, energetice etc); cooperare şicolaborare tehnico-ştiinŃifică mai bună cu alte întreprinderi;posibilităŃi de integrare tehnico-economică; lărgirea sferei dedesfacere pe plan local etc;
- Factorul de natur ă imobiliar ă are a acŃiune relativnouă şi se referă atât la posibilităŃile de găsire a suprafeŃelor de
producŃie necesare, cât şi la preŃul sau chiria solicitate. Seurmăreşte reducerea suprafeŃelor alocate amplasării viitoarelorobiective prin extinderea, acolo unde este posibil, aconstrucŃiilor pe verticală şi restrângerea desf ăşurării lor peplan orizontal. Un alt aspect referitor la amplasarea întreprinderilor îl reprezintă folosirea construcŃiilor vechi, careasigură reducerea efortului investiŃional comparativ cu
executarea de noi construcŃii.
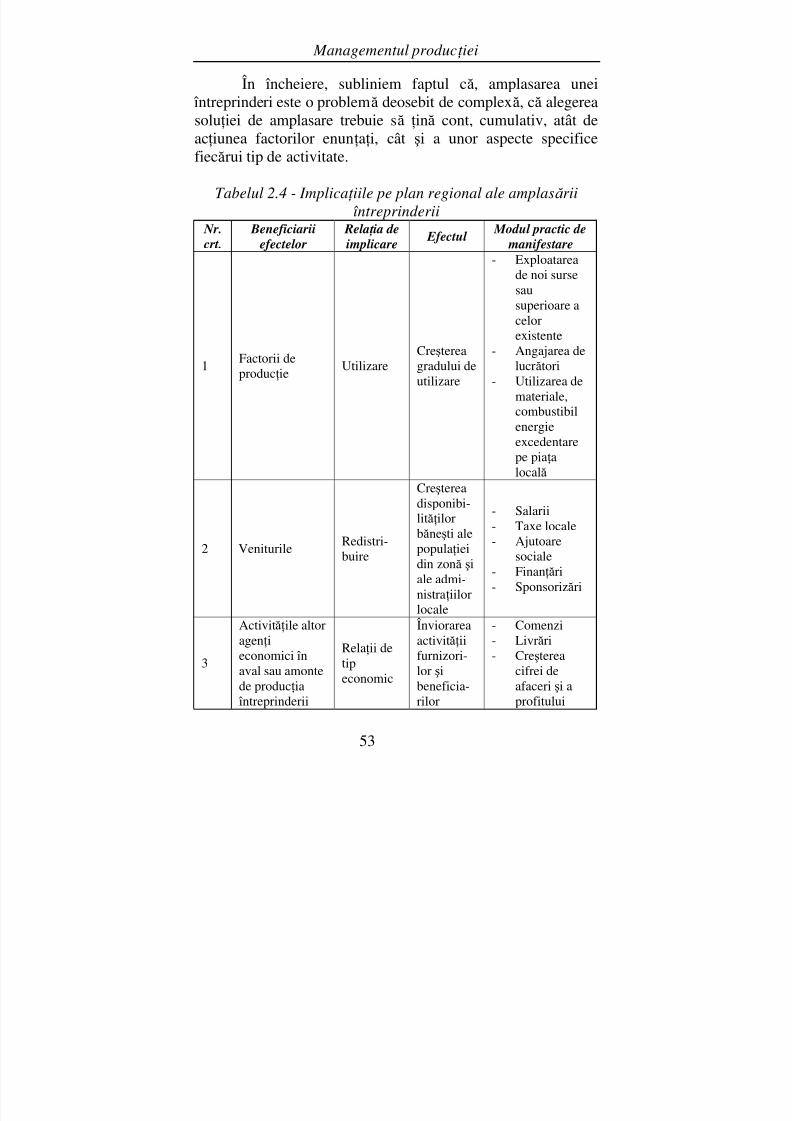
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 53/238
Managementul produc Ń iei
53
În încheiere, subliniem faptul că, amplasarea unei întreprinderi este o problemă deosebit de complexă, că alegereasoluŃiei de amplasare trebuie să Ńină cont, cumulativ, atât de
acŃiunea factorilor enunŃaŃi, cât şi a unor aspecte specificefiecărui tip de activitate.
Tabelul 2.4 - Implica Ń iile pe plan regional ale amplasă riiîntreprinderii
Nr. crt.
Beneficiariiefectelor
Rela Ń ia deimplicare
Efectul Modul practic de
manifestare
1Factorii deproducŃie
UtilizareCreştereagradului deutilizare
- Exploatarea
de noi sursesausuperioare acelorexistente
- Angajarea delucrători
- Utilizarea demateriale,
combustibilenergieexcedentarepe piaŃalocală
2 Veniturile
Redistri-
buire
Creştereadisponibi-lităŃilorbăneşti ale
populaŃieidin zonă şiale admi-nistraŃiilorlocale
- Salarii- Taxe locale- Ajutoare
sociale- FinanŃări- Sponsorizări
3
ActivităŃile altoragenŃieconomici înaval sau amonte
de producŃia întreprinderii
RelaŃii detipeconomic
ÎnviorareaactivităŃiifurnizori-lor şi
beneficia-rilor
- Comenzi- Livrări- Creşterea
cifrei de
afaceri şi aprofitului
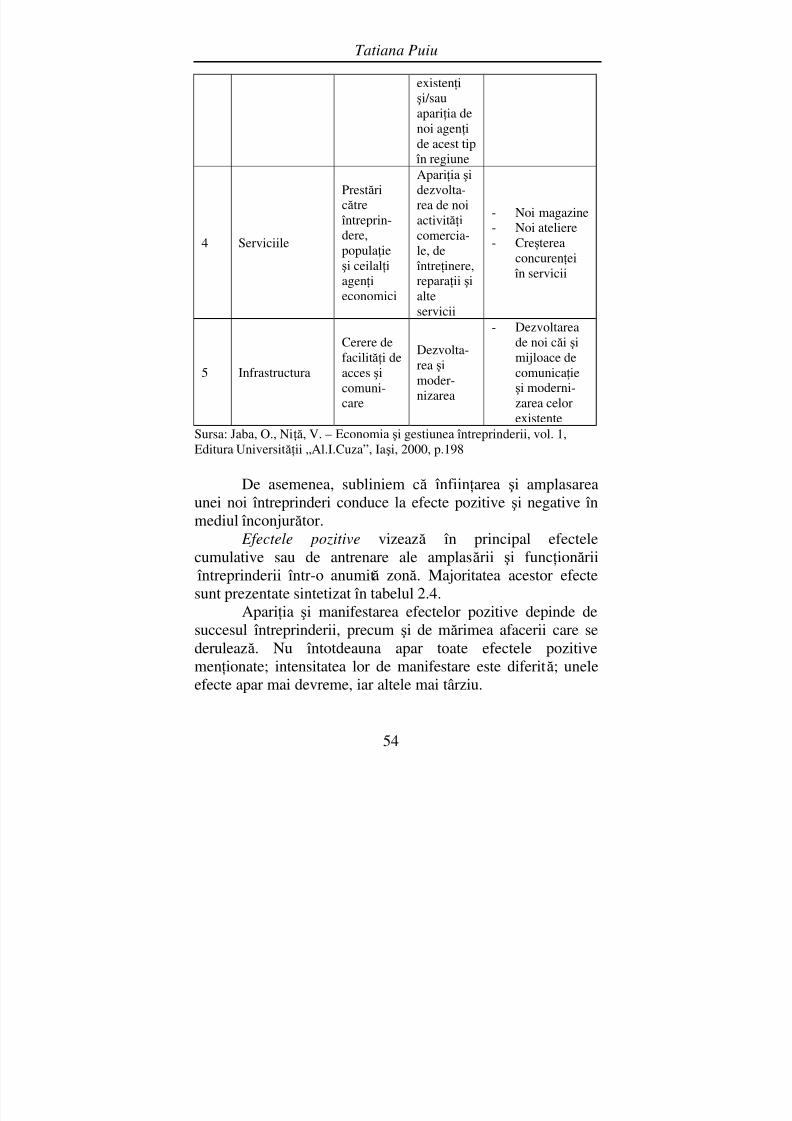
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 54/238
Tatiana Puiu
54
existenŃişi/sauapariŃia denoi agenŃide acest tip
în regiune
4 Serviciile
Prestăricătre
întreprin-dere,populaŃieşi ceilalŃi
agenŃieconomici
ApariŃia şidezvolta-rea de noiactivităŃicomercia-le, de
întreŃinere,
reparaŃii şialteservicii
- Noi magazine- Noi ateliere- Creşterea
concurenŃei
în servicii
5 Infrastructura
Cerere defacilităŃi deacces şicomuni-care
Dezvolta-rea şimoder-nizarea
- Dezvoltareade noi căi şimijloace decomunicaŃieşi moderni-zarea celor
existenteSursa: Jaba, O., NiŃă, V. – Economia şi gestiunea întreprinderii, vol. 1,Editura UniversităŃii „Al.I.Cuza”, Iaşi, 2000, p.198
De asemenea, subliniem că înfiinŃarea şi amplasareaunei noi întreprinderi conduce la efecte pozitive şi negative înmediul înconjurător.
Efectele pozitive vizează în principal efectele
cumulative sau de antrenare ale amplasării şi funcŃionării întreprinderii într-o anumită zonă. Majoritatea acestor efectesunt prezentate sintetizat în tabelul 2.4.
ApariŃia şi manifestarea efectelor pozitive depinde desuccesul întreprinderii, precum şi de mărimea afacerii care sederulează. Nu întotdeauna apar toate efectele pozitivemenŃionate; intensitatea lor de manifestare este diferită; unele
efecte apar mai devreme, iar altele mai târziu.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 55/238
Managementul produc Ń iei
55
Efectele negative constau în apariŃia unor dezechilibre în dezvoltarea regională (unele zone devin puternicindustrializate, iar altele rămân subdezvoltate), precum şi în
interiorul unor regiuni.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 56/238
Tatiana Puiu
56
Capitolul 3
PROCESUL DE PRODUCłIE
1. Definirea noŃiunii de proces de producŃie2. Clasificarea proceselor de producŃie3. Factorii care influenŃează desf ăşurarea procesului deproducŃie
4. Metode de analiză a procesului de producŃie
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 57/238
Managementul produc Ń iei
57
PROCESUL DE PRODUCłIE
1. DEFINIREA NOłIUNII DE PROCES DEPRODUCłIE
Obiectivul principal al întreprinderii industriale îlconstituie obŃinerea de bunuri materiale, prestarea de servicii şiexecutarea de lucrări prin desf ăşurarea proceselor de producŃie.
Din punct de vedere tehnico-material conceptul deproces de producŃie poate fi definit prin totalitatea acŃiunilorconştiente ale angajaŃilor unei întreprinderi, îndreptate, cuajutorul diferitelor maşini, utilaje sau instalaŃii, asupramateriilor prime, materialelor sau a altor componente în scopultransformării lor în produse, lucrări sau servicii cu o anumită valoare pe piaŃă [9, p.146].
Procesul de producŃie este deci compus din totalitatea
proceselor tehnologice, de muncă şi naturale care contribuie laobŃinerea produselor, lucrărilor sau serviciilor cu caracterindustrial ce constituie obiectul de activitate al întreprinderii.
Procesul tehnologic este alcătuit dintr-o serie deoperaŃii (faze, etape) cu ajutorul cărora, prin modificareaformei, structurii, compoziŃiei chimice a materiilor prime,materialelor se obŃine produsul dorit. Atunci când produsulfinit se obŃine printr-o singură operaŃie procesul tehnologic esteelementar, iar când pentru realizarea produsului finit suntnecesare mai multe operaŃii tehnologice, procesul tehnologiceste complex. După rolul pe care îl deŃin în desf ăşurareaprocesului de producŃie operaŃiile pot fi pregătitoare, principaleşi auxiliare. De asemenea, în procesul tehnologic se cuprind şipauze pentru eliminarea oboselii, pentru nevoi fiziologice şitimpi de aşteptare pentru aprovizionarea cu materii prime,
S.D.V.-uri etc.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 58/238
Tatiana Puiu
58
Procesul de muncă poate fi definit drept acŃiunea forŃeide muncă, desf ăşurată cu ajutorul mijloacelor de muncă, asupraobiectelor muncii în vederea transformării lor în bunuri
economice (produse, lucrări, servicii cu caracter industrial).Procesele naturale pot fi o componentă a proceselor de
producŃie în unele ramuri industriale. În cadrul acestor proceseobiectele muncii suferă transformări fizice sau chimice subacŃiunea factorilor naturali (ex: procesul de uscare în industriade prelucrare a lemnului; procesul de fermentare în industriaalimentară şi a băuturilor etc).
Procesul de producŃie constituie componenta de bază asistemului de producŃie.
Sistemul de producŃie poate fi definit ca totalitateaelementelor fizice, naturale şi artificiale, a conceptelor,teoriilor, metodelor şi regulilor, informaŃiilor, experienŃei şi îndemânării, prin a căror organizare şi coordonare se obŃinecapacitatea de îndeplinire a unor scopuri dinainte stabilite,derivate din strategia fixată. [30, p.57]
Dacă procesul de producŃie este abordat sub aspectcibernetic, sistemul de producŃie se compune din 3 elemente, şianume: intrări, proces de producŃie, ieşiri. (figura 3.1)
Fig. 3.1 - Sistemul de produc Ń ieÎn acest sistem, procesul de producŃie transformă, sub
supravegherea omului, factorii de producŃie, intrările, înproduse, lucrări sau servicii, care constituie ieşirile din sistem.
Procesulde producŃie
Intrări
factori de
producŃie
Ieşiri
bunuri
economice
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 59/238
Managementul produc Ń iei
59
2. CLASIFICAREA PROCESELOR DE PRODUCłIE
Procesele de producŃie care se desf ăşoară în
întreprinderile industriale cunosc o largă diversificare. Caurmare, se impune clasificarea acestora în grupe cucaracteristici comune. Principalele criterii folosite înclasificarea proceselor de producŃie sunt:
a) modul de participare la realizarea unor produse,lucrări sau servicii
b) modul în care se execută c) natura activităŃii desf ăşurated) natura tehnologică a operaŃiilor componentee) gradul de continuitate al desf ăşurării lorf) modul de obŃinere a produsului finit din materia
primă Prezentăm în continuare tipologia proceselor de
producŃie în funcŃie de criteriile enunŃate.a) În func Ń ie de modul de participare la realizarea unor
produse, lucr ă ri sau servicii procesele de producŃie se clasifică în:- procese de bază;- procese auxiliare;- procese de servire;- procese anexă.Procesele de produc Ń ie de bază sunt acele procese de
producŃie în care materiile prime, materialele sunt transformate
în produse, lucrări sau servicii care reprezintă obiectulactivităŃii de bază a întreprinderii, bunuri care imprimă profilul întreprinderii. Astfel de procese sunt: prelucrările mecanice şide montaj în industria de maşini şi echipamente; extracŃiapietrei pentru construcŃii în industria extractivă de produseneenergetice; Ńesutul, croitul şi cusutul în industria textilă şi aproduselor textile etc.
Procesele de producŃie de bază pot fi grupate, la rândul
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 60/238
Tatiana Puiu
60
lor, în procese pregătitoare, de prelucrare şi de montaj-finisare.Astfel, într-o întreprindere de construcŃii de maşini proceselede turnare şi forjare a pieselor sunt procese de bază
pregătitoare, procesele de prelucrări mecanice (strunjire,alezare, frezare, găurire etc) sunt procese de bază prelucrătoare,iar procesele de asamblare, vopsire sunt procese de bază demontaj-finisaj.
Procesele de produc Ń ie auxiliare sunt cele în care seobŃin produse (ex: scule, dispozitive, verificatoare, matriŃe) saulucrări, servicii (ex: reparaŃiile utilajelor şi echipamentelor)destinate creării condiŃiilor necesare desf ăşurării normale aproceselor de producŃie de bază.
Procesele de produc Ń ie de servire sunt cele care au cascop obŃinerea unor servicii productive, altele decât cele careconstituie obiectul proceselor de bază şi auxiliare, dar carecondiŃionează buna desf ăşurare a acestora (ex.: transportulintern; gospodărirea depozitelor; distribuirea diferitelor formede energie prin cabluri sau conducte către agenŃii de consum
etc). Procesele de produc Ń ie anexă sunt procese a căror scopeste, în principal, de a valorifica deşeurile, reziduurile rezultatedin celelalte tipuri de producŃie (ex.: procesele de prelucrareindustrială a grăsimilor tehnice, confiscatelor grase, copitelor,unghiilor, coarnelor, oaselor şi intestinelor, deci asubproduselor necomestibile ce rezultă în urma procesului detăiere a animalelor în industria cărnii şi a produselor din carne).
b) În func Ń ie de modul în care se execut ă se disting:procese manuale, procese manual-mecanice, procese mecanice,procese automate, cibernetizate şi de aparatură.
Procesele manuale sunt cele în care acŃiunea manuală aomului este preponderentă (ex: încărcarea - descărcareamanuală a materiilor prime, semifabricatelor, produselor finiteetc).
Procesele manual-mecanice sunt cele în care se
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 61/238
Managementul produc Ń iei
61
împletesc operaŃii manuale cu operaŃii realizate de către maşini(ex: debitarea mecanică a Ńevilor în industria constructoare demaşini).
Procesele mecanice sunt cele în care transformareamateriilor prime şi a materialelor se face de către maşini şiutilaje, muncitorul trebuind doar să observe funcŃionarea şi să conducă respectivele maşini.
Procesele automate, cibernetizate şi de aparatur ă suntacele procese de producŃie în care executantul are sarcina de aurmări şi regla maşini, aparate, utilaje şi instalaŃii careprelucrează materiile prime şi materialele în vederea obŃineriiprodusului finit. În ceea ce priveşte procesele de aparatură,acestea sunt, în general, de natură fizică şi fizico-chimică, fiindspecifice îndeosebi industriei chimice (ex.: neutralizarea,oxidarea, evaporarea, uscarea etc).
c) În func Ń ie de natura activit ăŃ ii desf ăşurate proceselede producŃie sunt:
- procese de produc Ń ie propriu-zise, în care are lor
transformarea efectivă a materiilor prime şi materialelor înbunuri economice;- procese de depozitare;- procese de transport etc.d) În func Ń ie de natura tehnologică a opera Ń iilor
componente, procesele de producŃie sunt:- procese chimice, care se efectuează în instalaŃii
închise ermetic şi în care are loc transformarea materiilor prime
în produse finite în urma unor reacŃii chimice, fizice,termochimice sau electrochimice (ex: procese din industriachimică, a aluminiului, a maselor plastice, a oŃelului şi fonteietc);
- procese de prelucrare mecanică sau de schimbare aformei sau configuraŃiei prin operaŃii de prelucrare mecanică amateriilor prime cu ajutorul unor maşini (ex.: strunjire, alezare,
frezare etc);
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 62/238
Tatiana Puiu
62
- procese de montaj sau asamblare (ex: lipirea, sudura, îmbinarea unor subansamble în produsul finit).
- procese de transport ;
- procese de control tehnic de calitate;- procese de a şteptare etc.e) În func Ń ie de gradul de continuitate al desf ăşur ă rii
lor procesele de producŃie sunt:- procese continue;- procese discontinue sau discrete;- procese periodice sau ciclice;- procese sezoniere.Procesele de produc Ń ie continue se caracterizează prin
aceea că prelucrarea materiilor prime şi a materialelor înproduse finite se desf ăşoară f ără întrerupere, pe liniitehnologice de fabricaŃie.
Procesele de produc Ń ie discontinue sau discrete suntcele care se desf ăşoară la locuri de muncă diferite (ateliere,secŃii de producŃie), în acelaşi schimb sau schimburi diferite,
existând întreruperi în evoluŃia operaŃiilor şi cu posibilităŃi dedelimitare a rezultatelor după fiecare operaŃie sau schimb.Procesele de produc Ń ie periodice sau ciclice se
caracterizează prin faptul că se reiau la intervale de timp binedeterminate şi că produsele finite se obŃin pe loturi de fabricaŃiesau şarje. Sunt specifice producŃiei de serie mare sau de masă.
Procesele de produc Ń ie sezoniere sunt cele care sedesf ăşoară doar în anumite perioade ale anului, fiind specifice
îndeosebi industriilor care prelucrează materii prime deprovenienŃă agrară.
f) În func Ń ie de modul de ob Ń inere a produsului finit dinmateria primă există:
- procese de producŃie directe;- procese de producŃie sintetice;- procese de producŃie analitice.
Procesele de produc Ń ie directe sunt acelea în care
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 63/238
Managementul produc Ń iei
63
produsul finit se obŃine urmare executării unor operaŃiisuccesive asupra unui singur fel sau a unui sortiment redus dematerii prime (ex: procesele de obŃinere a firelor textile din
bumbac, de fabricare a cărămizilor, a produselor lactate, azahărului etc).
Procesele de produc Ń ie sintetice se caracterizează prinaceea că produsul finit se obŃine prin prelucrarea succesivă amai multor feluri de materii prime (ex.: procesele de producŃiedin industria construcŃiilor de maşini, a încălŃămintei, aproduselor textile, din industria mijloacelor de transport etc).
Procesele de produc Ń ie analitice au specific faptul că prin prelucrări succesive ale unei singure materii prime se obŃinmai multe feluri de produse finite (ex.: procesele de producŃiedin industria chimică, petrochimică).
3. FACTORII CARE INFLUENłEAZĂ DESFĂŞURAREA PROCESULUI DE PRODUCłIE
Procesele de producŃie care se desf ăşoară în cadrul întreprinderilor industriale sunt influenŃate de o serie de factori,dintre care cei mai importanŃi sunt: natura materiilor primefolosite, natura produsului finit realizat şi natura tehnologieiutilizate.
Natura materiilor prime folosite determină organizareaproceselor de producŃie în procese de producŃie extractive şi
procese de producŃie de prelucrare. Procesele de producŃieextractive se caracterizează prin aceea că omul, cu ajutorulmijloacelor de muncă, acŃionează pentru extracŃia din natură aobiectelor muncii (minereuri, petrol, cărbune, lemn etc).Procesele de producŃie de prelucrare se caracterizează prinfaptul că transformă materiile prime provenite din industriaextractivă şi din agricultură în produse finite. Natura materiilor
prime folosite conduce la mari diferenŃieri din punct de vedere
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 64/238
Tatiana Puiu
64
al desf ăşurării proceselor de producŃie. Natura produsului finit realizat determină de asemenea
diferenŃieri în desf ăşurarea proceselor de producŃie, deoarece
produsele finite pot fi omogene sau eterogene şi impun dinacest punct de vedere adoptarea unor anumite tipuri deproducŃie, unor precizii distincte în tehnologia de fabricaŃie,unor anumite dimensiuni ale fabricaŃiei.
Natura şi con Ń inutul tehnologiei utilizate determină unanumit fel şi număr de operaŃii tehnologice, o anumită succesiune a acestora, utilaje şi forŃă de muncă specifice.Deoarece produsele finite se pot obŃine utilizând tehnologiidiferite, o problemă de importanŃă majoră pentru rentabilitateaunei întreprinderi industriale o constituie alegerea variantei deproces tehnologic, care să conducă la obŃinerea unor produseperformante, cu cheltuieli cât mai mici.
4. METODE DE ANALIZĂ
A PROCESULUI DE PRODUCłIE
Analiza procesului de producŃie presupune urmărireatransformărilor realizate asupra materialelor intrate în proces,precum şi a modului în care personalul şi utilajele participă laprocesele de transformare.
Conform “Standardului pentru schemele de operaŃii şide procese în flux”, adoptat în anul 1947 de Societatea
Americană a Inginerilor Mecanici, schema unui proces deproducŃie poate cuprinde următoarele categorii de activităŃi,simbolizate astfel:
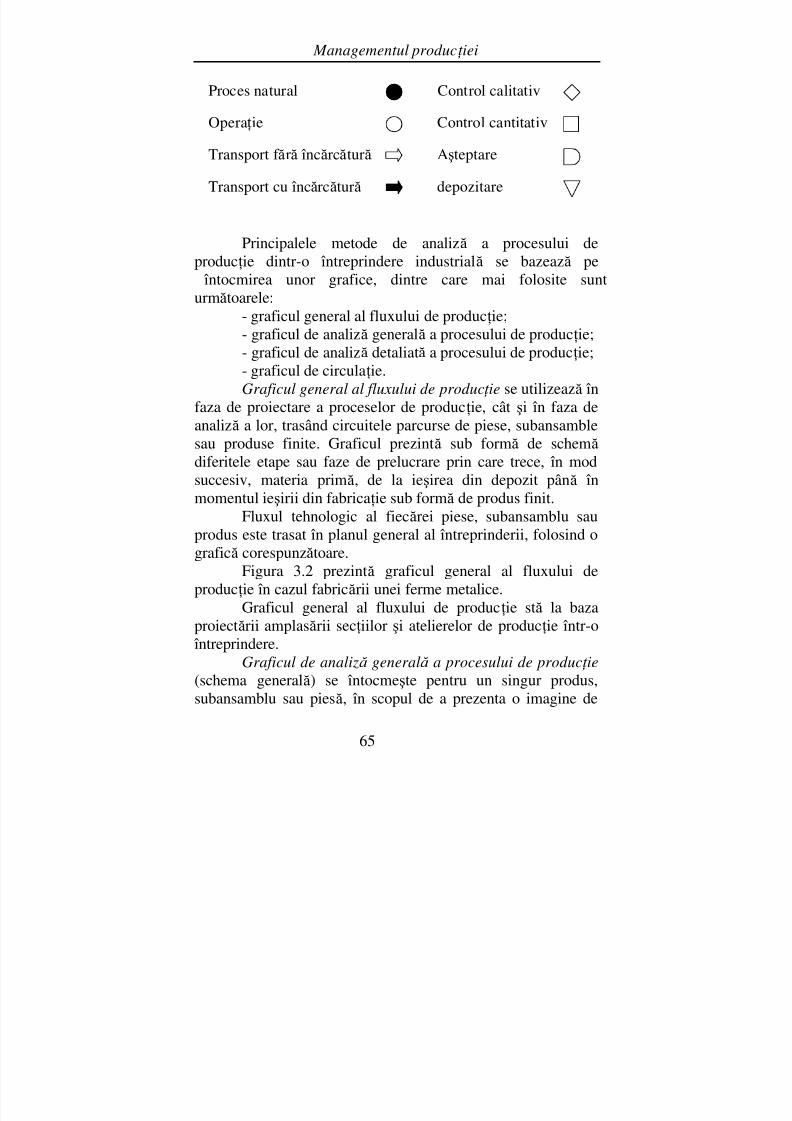
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 65/238
Managementul produc Ń iei
65
Proces natural Control calitativ
OperaŃie Control cantitativ
Transport f ără încărcătură Aşteptare
Transport cu încărcătură depozitare
Principalele metode de analiză a procesului deproducŃie dintr-o întreprindere industrială se bazează pe
întocmirea unor grafice, dintre care mai folosite sunturmătoarele:
- graficul general al fluxului de producŃie;- graficul de analiză generală a procesului de producŃie;- graficul de analiză detaliată a procesului de producŃie;- graficul de circulaŃie.Graficul general al fluxului de produc Ń ie se utilizează în
faza de proiectare a proceselor de producŃie, cât şi în faza deanaliză a lor, trasând circuitele parcurse de piese, subansamblesau produse finite. Graficul prezintă sub formă de schemă diferitele etape sau faze de prelucrare prin care trece, în modsuccesiv, materia primă, de la ieşirea din depozit până înmomentul ieşirii din fabricaŃie sub formă de produs finit.
Fluxul tehnologic al fiecărei piese, subansamblu sauprodus este trasat în planul general al întreprinderii, folosind o
grafică corespunzătoare.Figura 3.2 prezintă graficul general al fluxului deproducŃie în cazul fabricării unei ferme metalice.
Graficul general al fluxului de producŃie stă la bazaproiectării amplasării secŃiilor şi atelierelor de producŃie într-o întreprindere.
Graficul de analiză generală a procesului de produc Ń ie(schema generală) se întocmeşte pentru un singur produs,subansamblu sau piesă, în scopul de a prezenta o imagine de
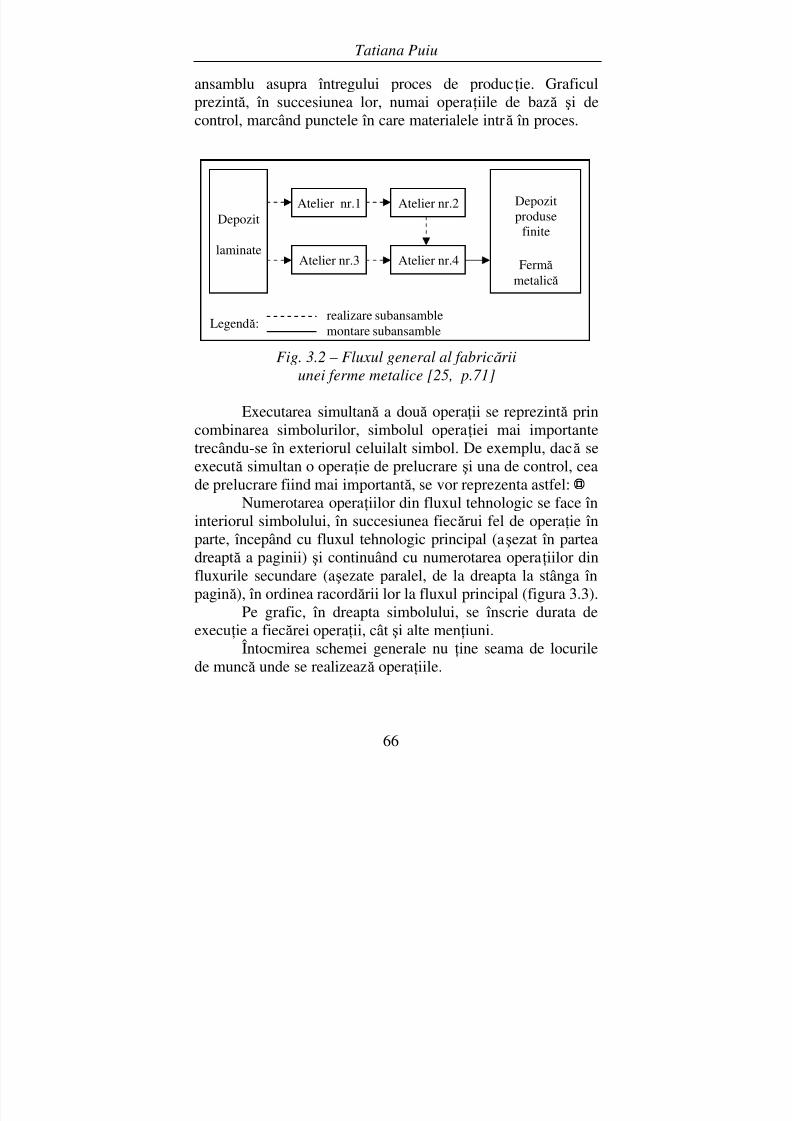
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 66/238
Tatiana Puiu
66
ansamblu asupra întregului proces de producŃie. Graficulprezintă, în succesiunea lor, numai operaŃiile de bază şi decontrol, marcând punctele în care materialele intră în proces.
Fig. 3.2 – Fluxul general al fabrică riiunei ferme metalice [25, p.71]
Executarea simultană a două operaŃii se reprezintă princombinarea simbolurilor, simbolul operaŃiei mai importantetrecându-se în exteriorul celuilalt simbol. De exemplu, dacă seexecută simultan o operaŃie de prelucrare şi una de control, ceade prelucrare fiind mai importantă, se vor reprezenta astfel:
Numerotarea operaŃiilor din fluxul tehnologic se face îninteriorul simbolului, în succesiunea fiecărui fel de operaŃie înparte, începând cu fluxul tehnologic principal (aşezat în partea
dreaptă a paginii) şi continuând cu numerotarea operaŃiilor dinfluxurile secundare (aşezate paralel, de la dreapta la stânga înpagină), în ordinea racordării lor la fluxul principal (figura 3.3).
Pe grafic, în dreapta simbolului, se înscrie durata deexecuŃie a fiecărei operaŃii, cât şi alte menŃiuni.
Întocmirea schemei generale nu Ńine seama de locurilede muncă unde se realizează operaŃiile.
Depozit
laminate
Atelier nr.1
Atelier nr.3
Atelier nr.2
Atelier nr.4
Depozitproduse
finite
Fermă
metalică
Legendă:realizare subansamblemontare subansamble
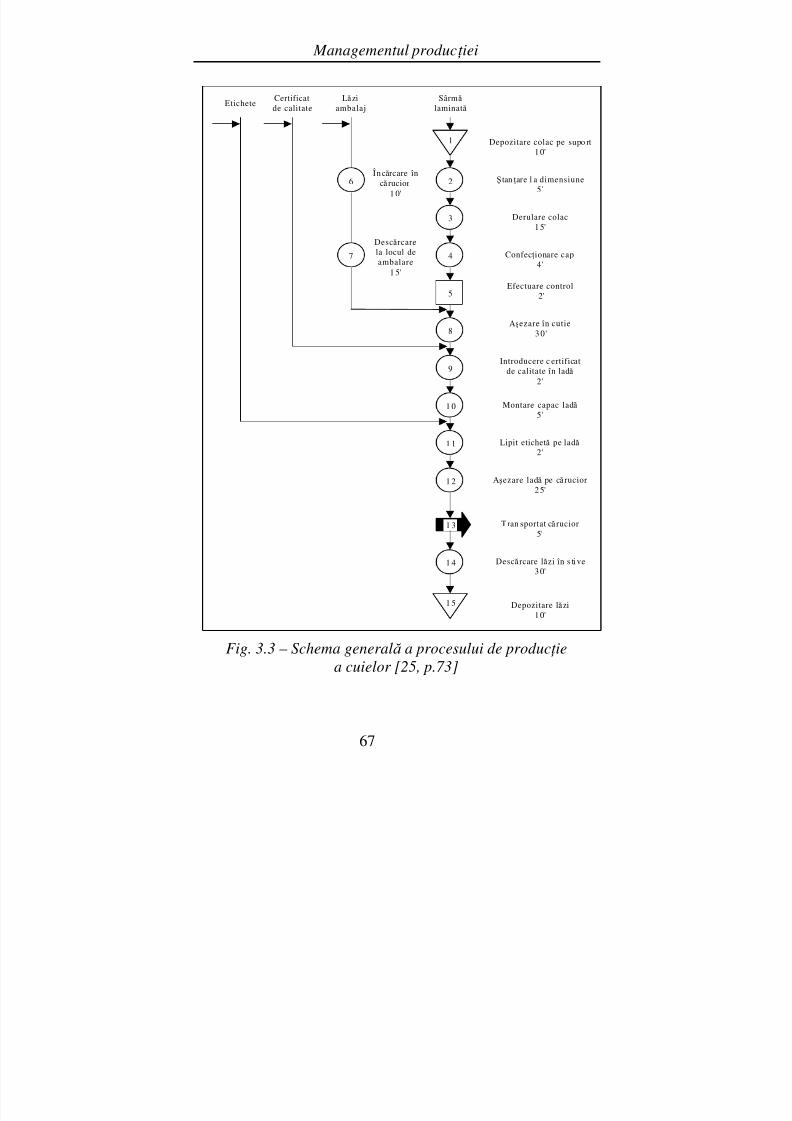
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 67/238
Managementul produc Ń iei
67
Fig. 3.3 – Schema generală a procesului de produc Ń iea cuielor [25, p.73]
Sârmă
laminată
1
2
3
4
5
8
9
1 0
1 1
1 2
1 3
1 4
1 5
Lăziambalaj
Certificatde calitate
Etichete
6
7
Depozitare colac pe supo rt1 0'
Derulare colac1 5'
ConfecŃionare cap4'
Efectuare control2'
Ş tan Ńare l a dimensiune5'
Aşezare în cutie3 0'
Introducere c ertificatde calitate în ladă
2'
Montare capac ladă
5'
Lipit etichetă pe ladă2'
Aşezare ladă pe că rucior2 5'
T ran sportat că rucior5'
Descă rcare lăzi în s ti ve3 0'
Depozitare lăzi1 0'
În cărcare încă rucior
1 0'
Descărcarela locul deambalare
1 5'
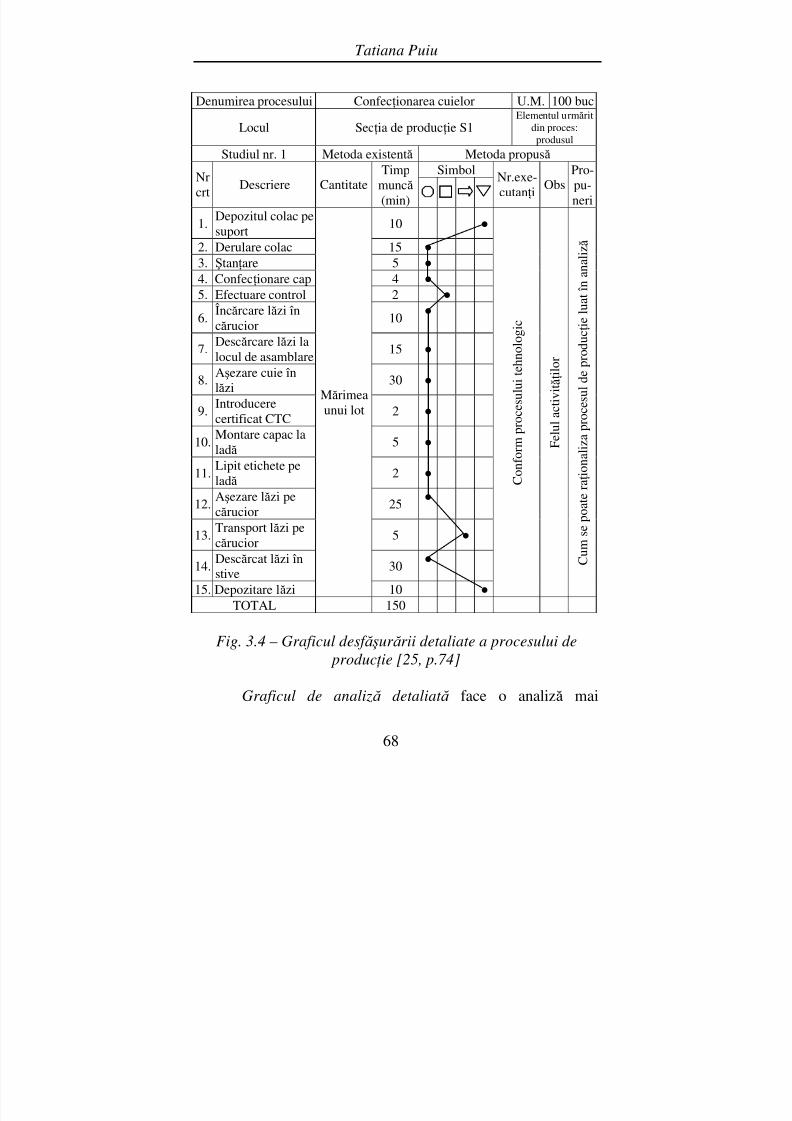
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 68/238
Tatiana Puiu
68
Denumirea procesului ConfecŃionarea cuielor U.M. 100 buc
Locul SecŃia de producŃie S1Elementul urmărit
din proces:
produsulStudiul nr. 1 Metoda existentă Metoda propusă
SimbolNrcrt
Descriere CantitateTimp
muncă (min)
Nr.exe-cutanŃi
ObsPro-pu-neri
1.Depozitul colac pesuport
10 ●
2. Derulare colac 15 ● 3. ŞtanŃare 5 ●
4. ConfecŃionare cap 4 ● 5. Efectuare control 2 ●
6.Încărcare lăzi încărucior
10●
7.Descărcare lăzi lalocul de asamblare
15 ●
8.Aşezare cuie înlăzi
30 ●
9.
Introducere
certificat CTC 2 ●
10.Montare capac laladă
5 ●
11.Lipit etichete peladă
2 ●
12.Aşezare lăzi pecărucior
25●
13.Transport lăzi pecărucior
5 ●
14. Descărcat lăzi înstive
30 ●
15. Depozitare lăzi
Mărimea
unui lot
10 ●
C o n f o r m p r o c
e s u l u i t e h n o l o g i c
F e l u l a c t i v i t ă Ń i l o r
C u
m s e p o a t e r a Ń i o n a l i z a p r o c e s u l d e p r o d u c Ń i e l u a t î n a
n a l i z ă
TOTAL 150
Fig. 3.4 – Graficul desf ăşur ă rii detaliate a procesului de produc Ń ie [25, p.74]
Graficul de analiză detaliat ă face o analiză mai
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 69/238
Managementul produc Ń iei
69
amănunŃită a procesului de producŃie, evidenŃiind pe lângă operaŃiile din schema generală şi operaŃiile de transport,aşteptare şi depozitare.
Graficul de analiză detaliată prezintă simbolurileoperaŃiilor, timpul de execuŃie, distanŃele de transport (pentruoperaŃiile de transport) şi numărul de muncitori care execută fiecare operaŃie în parte (figura 3.4).
Graficele de analiză detaliată se întocmesc de regulă peformulare tipizate care cuprind un antet în care se înscriu oserie de informaŃii privind procesul de producŃie pentru care seface analiza.
Graficul cuprinde şi propuneri de îmbunătăŃire aprocesului de producŃie analizat.
În cazul folosirii graficului detaliat pentru analizaprocesului de producŃie trebuie întocmită în prealabil o fişă deobservaŃie în care se vor trece informaŃiile exacte, reale,necesare realizării lui.
Graficul de circula Ń ie reprezintă transpunerea graficului
de analiză detaliată a procesului de producŃie pe planul desituaŃie al întreprinderii sau secŃiei.Graficul redă la scară convenabilă amplasarea
diferitelor locuri de muncă pe suprafaŃa de producŃie, fluxurilede materii prime şi materiale dintre locurile de muncă şidistanŃele dintre acestea, folosindu-se aceleaşi simboluri ca şila graficul de analiză detaliată. Circuitul fiecărui produs saumaterial se stabileşte prin linii orientate (cu o săgeată care
indică direcŃia), traseul fiecărui produs având o culoare sau olinie specifică (întreruptă, punctată, continuă, îngroşată).
Graficele prezentate stau la baza studiului de îmbunătăŃire a variantelor de proiectare a proceselor deproducŃie sau a celor existente, realizat conform metodeiinterogative, care urmăreşte ca, pe baza răspunsurilor la o seriede întrebări, să se obŃină soluŃii mai raŃionale, ce se vor
concretiza în noi variante de procese de producŃie.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 70/238
Tatiana Puiu
70
Capitolul 4
STRUCTURA ORGANIZATORICĂ DEPRODUCłIE ŞI CONCEPłIE A UNEI ÎNTREPRINDERIINDUSTRIALE
1. NoŃiuni generale privind structura organizatorică a unei întreprinderi industriale2. Prezentarea structurii organizatorice a întreprinderii3. Structura de producŃie şi concepŃie a întreprinderiiindustriale
4. Tipuri de structuri de producŃie şi concepŃie5. Factorii care influenŃează structura operaŃională a unei întreprinderi industriale
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 71/238
Managementul produc Ń iei
71
STRUCTURA ORGANIZATORICĂ DE PRODUCłIE ŞI CONCEPłIE A UNEI
ÎNTREPRINDERI INDUSTRIALE
1. NOłIUNI GENERALE PRIVIND STRUCTURAORGANIZATORICĂ A UNEI ÎNTREPRINDERI
INDUSTRIALE
FuncŃia de organizare este una dintre cele maiimportante funcŃii ale managementului unei întreprinderiindustriale (previziune, organizare, antrenare, coordonare,control-reglare). Ea se caracterizează printr-un ansamblu deacŃiuni prin care se stabilesc şi se delimitează procesele demuncă fizică şi intelectuală, elementele componente aleacestora şi de asemenea se grupează aceste elemente pe posturi,formaŃii de muncă, compartimente etc. în scopul realizării încondiŃii din cele mai bune a obiectivelor prestabilite la nivelul întreprinderii.
Rezultă că funcŃia managerială de organizare are două componente de bază, procesele de muncă şi structurile deorganizare. Corespunzător cu acestea organizarea îmbracă două
forme principale: organizarea procesuală şi organizareastructurală.Organizarea procesuală se referă la stabilirea
principalelor categorii de muncă, a proceselor necesarefuncŃionării oricărei întreprinderi. Rezultatul organizăriiprocesuale îl reprezintă în principal funcŃiunile, activităŃile,atribuŃiile şi sarcinile.
Organizarea structurală se referă la gruparea
funcŃiunilor, activităŃilor, atribuŃiilor şi sarcinilor după anumite
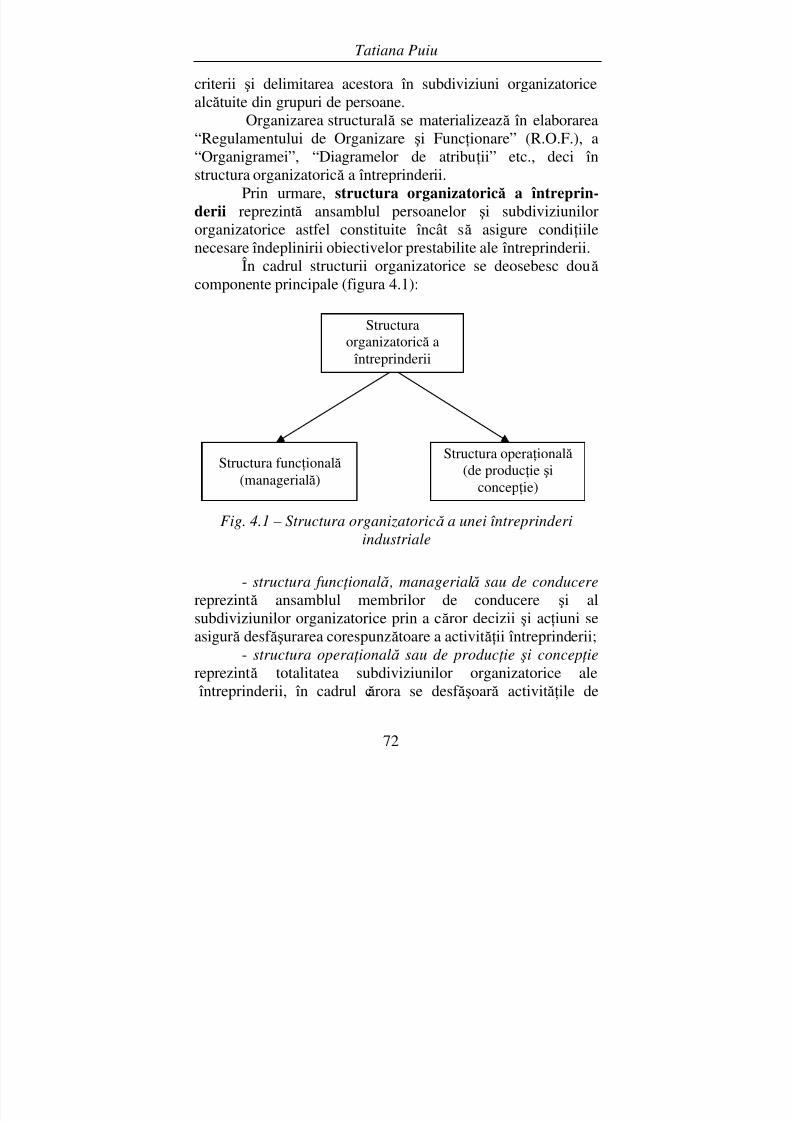
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 72/238
Tatiana Puiu
72
criterii şi delimitarea acestora în subdiviziuni organizatoricealcătuite din grupuri de persoane.
Organizarea structurală se materializează în elaborarea
“Regulamentului de Organizare şi FuncŃionare” (R.O.F.), a“Organigramei”, “Diagramelor de atribuŃii” etc., deci înstructura organizatorică a întreprinderii.
Prin urmare, structura organizatorică a întreprin-derii reprezintă ansamblul persoanelor şi subdiviziunilororganizatorice astfel constituite încât să asigure condiŃiilenecesare îndeplinirii obiectivelor prestabilite ale întreprinderii.
În cadrul structurii organizatorice se deosebesc două componente principale (figura 4.1):
Fig. 4.1 – Structura organizatorică a unei întreprinderiindustriale
- structura func Ń ională , managerială sau de conducerereprezintă ansamblul membrilor de conducere şi alsubdiviziunilor organizatorice prin a căror decizii şi acŃiuni seasigură desf ăşurarea corespunzătoare a activităŃii întreprinderii;
- structura opera Ń ională sau de produc Ń ie şi concep Ń iereprezintă totalitatea subdiviziunilor organizatorice ale
întreprinderii, în cadrul cărora se desf ăşoară activităŃile de
Structuraorganizatorică a întreprinderii
Structura funcŃională (managerială)
Structura operaŃională (de producŃie şi
concepŃie)
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 73/238
Managementul produc Ń iei
73
producŃie, control tehnic de calitate şi cercetare.
2. PREZENTAREA STRUCTURII ORGANIZATORICEA ÎNTREPRINDERII
Structura organizatorică a unei întreprinderi se prezintă cel mai ades cu ajutorul organigramei şi a regulamentului deorganizare şi funcŃionare.
Organigrama poate fi definită ca reprezentarea grafică a structurii organizatorice cu ajutorul unor simboluri şi pe bazaunor reguli specifice [31, p.307].
O organigramă corect întocmită permite vizualizareaatât a structurii, cât şi a modului de funcŃionare a întreprinderii.
Ea trebuie să evidenŃieze cu claritate următoareleelemente:
- funcŃiunile existente în cadrul întreprinderii;- raporturile dintre diferitele funcŃiuni;
- diferitele nivele de responsabilitate.Organigrama întocmită la nivelul întregii întreprinderipoartă denumirea de organigramă generală sau de ansamblu,iar cea care redă componenŃa organizatorică a unor secŃii,compartimente ş.a. se numeşte organigramă par Ń ială .
Deoarece reprezentările grafice se pot construi în maimulte feluri, există diferite tipuri de organigrame, după cumurmează:
- organigramă clasică sau ierarhică;- organigramă circulară;- organigramă planetară sau cu sateliŃi;- organigramă în „frunză de trifoi” sau în treflă etc.Cea mai utilizată este organigrama clasică sau
ierarhică (fig. 4.2), ordonată de sus în jos. În partea superioară sunt prezentate organismele şi posturile manageriale de nivel
superior, iar pe măsură ce se coboară sunt prezentate
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 74/238
Tatiana Puiu
74
subdiviziuni organizatorice cu responsabilităŃi din ce în cediminuate. Graficul îmbracă forma unui triunghi a cărui înălŃime depinde de numărul de nivele ierarhice, iar lăŃimea
bazei depinde de numărul compartimentelor subordonate.Deşi prezintă sugestiv, sintetic şi sistematizat structura
organizatorică a întreprinderii, organigrama are şi undezavantaj major – acela că redă doar componentele principaleale organizării structurale.
Dezavantajul este înlăturat prin elaborarea şi utilizarearegulamentului de organizare şi funcŃionare care, ca regulă generală cuprinde:
- date privind baza legală a constituirii şi funcŃionării întreprinderii;
- prezentarea obiectului de activitate;- organigrama generală şi, eventual, organigrame
parŃiale;- prezentarea detaliată a principalelor caracteristici
organizaŃionale ale managementului de nivel superior
(obiective specifice, sarcini, competenŃe şi responsabilităŃi);- prezentarea organismelor de management participativ;- prezentarea în detaliu a compartimentelor unităŃii, a
funcŃiilor şi posturilor încorporate de fiecare dintre ele.Organigrama şi regulamentul de organizare şi
funcŃionare se întocmesc de către compartimentul demanagement sau de organizare cu participarea managementuluisuperior al întreprinderii.
În încheiere aş dori să subliniez că structuraorganizatorică a întreprinderilor se transformă continuu subinfluenŃa mediului economic.
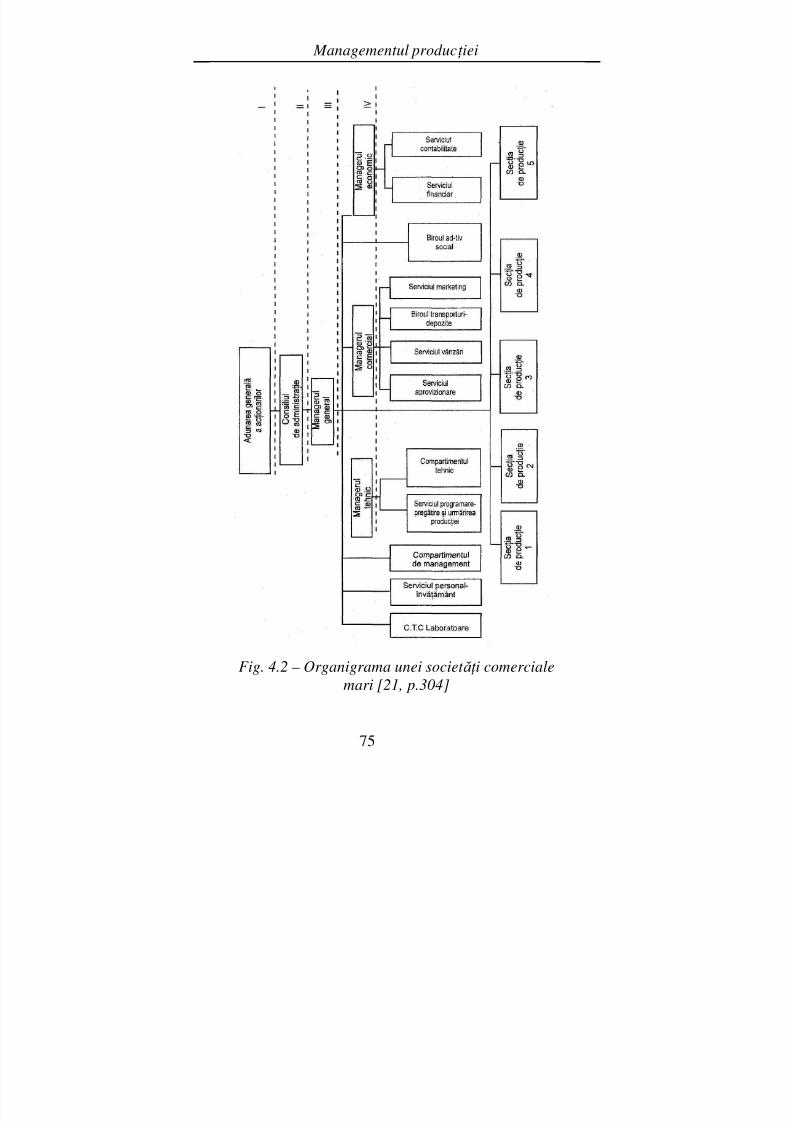
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 75/238
Managementul produc Ń iei
75
Fig. 4.2 – Organigrama unei societ ăŃ i comerciale
mari [21, p.304]
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 76/238
Tatiana Puiu
76
Aşa cum arăta Jean – François Daigne (un teoretician alproblematicilor manageriale), într-o afirmaŃie care are meritulde a insista exact asupra caracterului organic al dezvoltării
structurii interne a întreprinderii, „structurile nu vor fi niciodată fixe, căci întreprinderile sunt fiinŃe vii şi în mişcare continuă”[28, p.33].
3. STRUCTURA DE PRODUCłIE ŞI CONCEPłIE AÎNTREPRINDERII INDUSTRIALE
Structura operaŃională reflectă, în plan organizatoric,locul de desf ăşurare a activităŃii de producŃie, de control tehnicde calitate şi de cercetare în cadrul unor verigi structurale binedelimitate.
Se defineşte structura operaŃională ca reprezentândnumărul şi componenŃa unităŃilor de producŃie, de control şi decercetare, mărimea şi amplasarea lor pe teritoriul întreprinderii,
modul de organizare internă a acestora pe subunităŃi şi locuride muncă, inclusiv legăturile funcŃionale care se stabilesc întreele pe linia realizării procesului de producŃie şi cercetare. [25,p.75], [16, p.31]
Structura operaŃională aprobată prin regulamentul deorganizare şi funcŃionare a unei întreprinderi industrialecuprinde următoarele componente organizatorice:
a) secŃii de producŃie;
b) ateliere de producŃie;c) sectoare de producŃie;d) locuri de muncă;e) laboratoare de control, analize şi cercetare.a) SecŃiile de producŃie reprezintă structuri de
producŃie, distincte din punct de vedere administrativ, în cadrulcărora se execută un produs, sau o parte a acestuia, o gamă
restrânsă de produse omogene din punct de vedere tehnologic

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 77/238
Managementul produc Ń iei
77
sau se desf ăşoară un anumit stadiu (fază) al procesului deproducŃie. Ele se constituie pentru activităŃi de producŃie,montaj, service şi au în componenŃă un anumit număr de
ateliere, sectoare de producŃie sau formaŃii de muncă.Activitatea secŃiilor de producŃie se desf ăşoară pe schimburi(trei, două sau unul).
La clasificarea proceselor de producŃie am arătat că înfuncŃie de modul de participare la realizarea unor produse,lucrări sau servicii, acestea pot fi procese de producŃie de bază,auxiliare, de servire şi anexă. Conform cu aceste tipuri deprocese tehnologice care se pot desf ăşura în secŃiile deproducŃie, distingem:
- secŃii de bază;- secŃii auxiliare;- secŃii de servire;- secŃii anexă.Sec Ń iile de bază sunt acele verigi de producŃie în cadrul
cărora se execută procese de producŃie de bază, prin care
factorii materiali de producŃie sunt transformaŃi în produsefinite care reprezintă obiectul activităŃii de bază a întreprinderii.Organizarea secŃiilor de producŃie de bază se poate face
după unul din următoarele principii:- tehnologic;- pe obiect;- mixt.SecŃiile de bază organizate după principiul tehnologic
au în vedere amplasarea maşinilor, utilajelor şi a locurilor demuncă în aşa fel încât să asigure executarea unui stadiu sau aunei faze a procesului tehnologic. În funcŃie de naturaoperaŃiilor care se desf ăşoară în secŃiile organizate după acestprincipiu există secŃii de bază pregătitoare, prelucrătoare şi demontaj-finisaj.
SecŃiile de bază organizate după principiul pe obiect
asigură executarea completă a unui produs sau a unor
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 78/238
Tatiana Puiu
78
componente ale acestuia, drept pentru care ele reunesc toateoperaŃiile tehnologice necesare.
SecŃiile de bază organizate după principiul mixt
presupun o structură operaŃională la nivelul întreprinderiiindustriale în care anumite secŃii sunt organizate după principiul tehnologic (de obicei secŃiile de producŃiepregătitoare), iar altele după principiul obiectului de fabricaŃie(secŃiile de prelucrări şi montaj).
Sec Ń iile auxiliare sunt acele verigi de producŃie în carese execută produse, lucrări sau servicii care, deşi nu constituieobiectul activităŃii de bază al întreprinderii, sunt absolutnecesare pentru asigurarea condiŃiilor de desf ăşurare normală aproceselor de producŃie de bază. Cele mai răspândite secŃiiauxiliare într-o întreprindere industrială sunt secŃia mecano-energetic (în care se produc diferite forme de energie şi seexecută lucrări de reparaŃii curente, capitale la maşini, utilaje şiechipamente) şi secŃia de S.D.V.-uri.
Sec Ń iile de servire sunt cele în care se obŃin servicii
productive care condiŃionează buna desf ăşurare a activităŃii dinsecŃiile de bază şi auxiliare. Astfel de secŃii sunt cele careasigură transportul intern, distribuirea diferitelor tipuri deenergie prin cabluri sau conducte către consumatori, depozitele.
Sec Ń iile anexă sunt verigile structurale în care seprelucrează şi se valorifică deşeurile şi reziduurile rezultate dela celelalte secŃii de producŃie.
b) Atelierele de producŃie sunt verigi organizatorice
care î şi pot desf ăşura activitatea fie ca elemente componente(subunităŃi) ale unei secŃii de producŃie, fie ca subunităŃi desine stătătoare în structura organizatorică a întreprinderii, caz încare se deosebesc de secŃiile de producŃie doar prin volumul deactivitate. Se pot contitui, asemeni secŃiilor, ateliere deproducŃie de bază, auxiliare, de servire şi anexă. Pot exista şiateliere de proiectare, ca verigi structurale ale întreprinderii, în
care se execută lucrări de proiectare de dimensiuni mai reduse
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 79/238
Managementul produc Ń iei
79
şi care nu fac obiectul de activitate a unor institute despecialitate. De asemenea, în aceste ateliere se rezolvă problemele de modificări tehnice, tehnologice cerute de
consumatori sau de folosirea altor factori de producŃie decât ceispecificaŃi în documentaŃiile iniŃiale.
c) Sectoarele de producŃie sunt subunităŃi ale secŃiilorsau atelierelor, delimitate şi separate din punct de vedereteritorial, în care se execută anumite faze de proces tehnologicsau anumite componente ale unui produs (ex: sectorul destrungărie dintr-un atelier de prelucrări mecanice; sectorul deconfecŃionat gulere într-un atelier de confecŃii sacouri pentrubărbaŃi etc).
d) Locurile de muncă sunt verigile organizatorice debază ale structurii de producŃie a unei întreprinderi industriale.Ele reprezintă partea suprafeŃei de producŃie a unei secŃii,atelier sau sector de producŃie dotate cu utilaje şi echipamentecorespunzătoare, destinată executării unor operaŃii tehnologice în scopul obŃinerii producŃiei previzionate sau servirii
procesului de producŃie. Locurile de muncă pot fi specializate în realizarea unei singure operaŃii, pentru acelaşi fel de produssau universale, când în cadrul lor se execută un tip de operaŃiela o varietate de produse sau o varietate de operaŃii la acelaşiprodus sau produse diferite.
La un loc de muncă poate lucra un executant sau maimulŃi; de asemenea, un muncitor poate lucra la una, două saumai multe maşini, în funcŃie de gradul lor de automatizare.
e) Laboratoarele de control, analize şi cercetare suntverigi organizatorice în cadrul cărora se execută analize şimăsurători pentru determinarea calităŃii materiilor prime,materialelor, subansamblelor, precum şi a produselor finiterezultate din activitatea întreprinderii.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 80/238
Tatiana Puiu
80
4. TIPURI DE STRUCTURI DE PRODUCłIE ŞICONCEPłIE
În activitatea de organizare a întreprinderilor industrialese deosebesc trei tipuri de structuri de producŃie şi concepŃie:
a) structura de producŃie şi concepŃie de tip tehnologic;b) structura de producŃie şi concepŃie de tip pe obiect;c) structura de producŃie şi concepŃie de tip mixt.a) Structura de producŃie şi concepŃie de tip
tehnologic presupune organizarea secŃiilor de bază după principiul tehnologic şi este caracteristică întreprinderilor cuproducŃie de serie mică sau individuală. În secŃiile de producŃielocurile de muncă sunt universale, deservite de forŃă de muncă cu o înaltă calificare şi amplasate după principiul grupeloromogene de maşini. Ca orice alt tip de structură operaŃională,tipul tehnologic are o serie de avantaje, precum şi o serie dedezavantaje.
Printre avantajele structurii de tip tehnologic se numără faptul că permite realizarea unei nomenclaturi variate deproduse, asigură utilizarea raŃională a locurilor de muncă prin încărcarea completă a maşinilor şi utilajelor şi folosirea forŃeide muncă existente. Dintre dezavantaje trebuiesc enumerate:volumul sporit al transporturilor interne; întreruperi mari înfuncŃionarea utilajelor determinate de timpii de reglare aacestora cu ocazia trecerii la fabricarea altor produse; reducerea
răspunderii pentru calitatea reperelor executate; influenŃă negativă în costul produselor datorită necesităŃii unor stocurimari de producŃie neterminată.
În figura 4.3 este prezentată structura de producŃie şiconcepŃie de tip tehnologic a unei întreprinderi industriale, iar în figura 4.4 este prezentat un exemplu de astfel de structură într-o întreprindere textilă.
b) Structura de producŃie şi concepŃie de tip pe
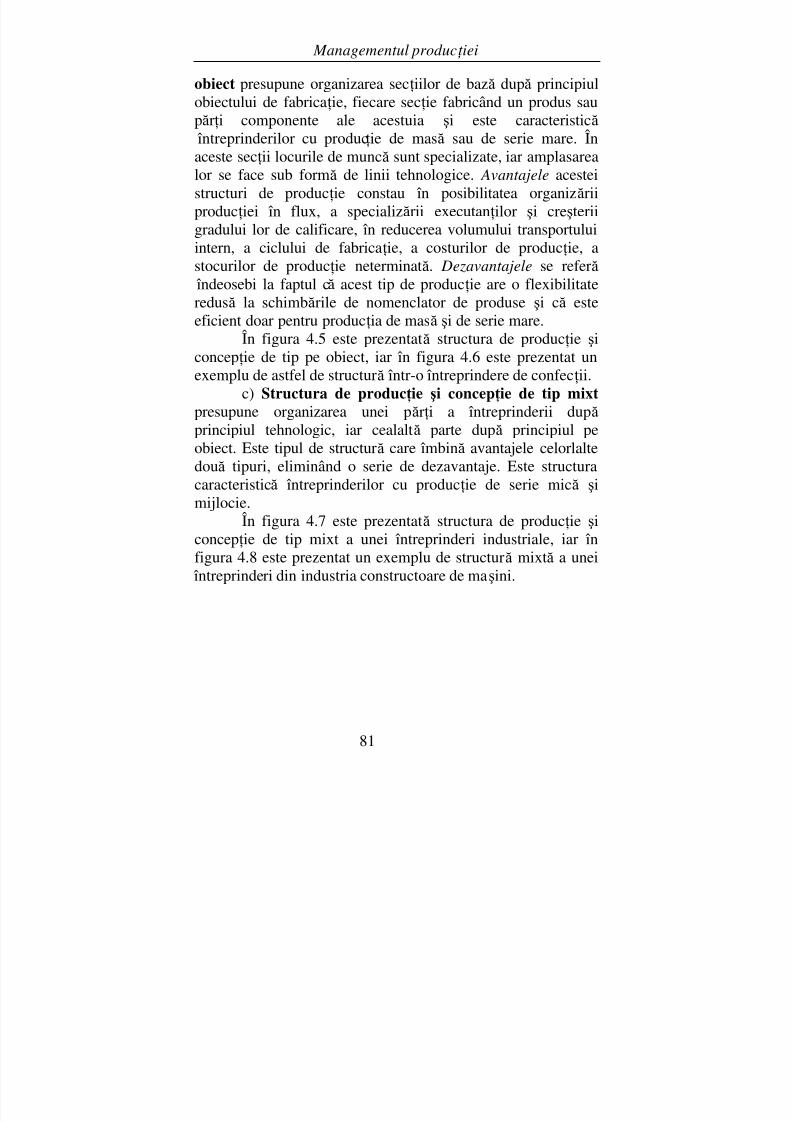
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 81/238
Managementul produc Ń iei
81
obiect presupune organizarea secŃiilor de bază după principiulobiectului de fabricaŃie, fiecare secŃie fabricând un produs saupărŃi componente ale acestuia şi este caracteristică
întreprinderilor cu producŃie de masă sau de serie mare. Înaceste secŃii locurile de muncă sunt specializate, iar amplasarealor se face sub formă de linii tehnologice. Avantajele acesteistructuri de producŃie constau în posibilitatea organizăriiproducŃiei în flux, a specializării executanŃilor şi creşteriigradului lor de calificare, în reducerea volumului transportuluiintern, a ciclului de fabricaŃie, a costurilor de producŃie, astocurilor de producŃie neterminată. Dezavantajele se referă îndeosebi la faptul că acest tip de producŃie are o flexibilitateredusă la schimbările de nomenclator de produse şi că esteeficient doar pentru producŃia de masă şi de serie mare.
În figura 4.5 este prezentată structura de producŃie şiconcepŃie de tip pe obiect, iar în figura 4.6 este prezentat unexemplu de astfel de structură într-o întreprindere de confecŃii.
c) Structura de producŃie şi concepŃie de tip mixt
presupune organizarea unei părŃi a întreprinderii după principiul tehnologic, iar cealaltă parte după principiul peobiect. Este tipul de structură care îmbină avantajele celorlaltedouă tipuri, eliminând o serie de dezavantaje. Este structuracaracteristică întreprinderilor cu producŃie de serie mică şimijlocie.
În figura 4.7 este prezentată structura de producŃie şiconcepŃie de tip mixt a unei întreprinderi industriale, iar în
figura 4.8 este prezentat un exemplu de structură mixtă a unei întreprinderi din industria constructoare de maşini.
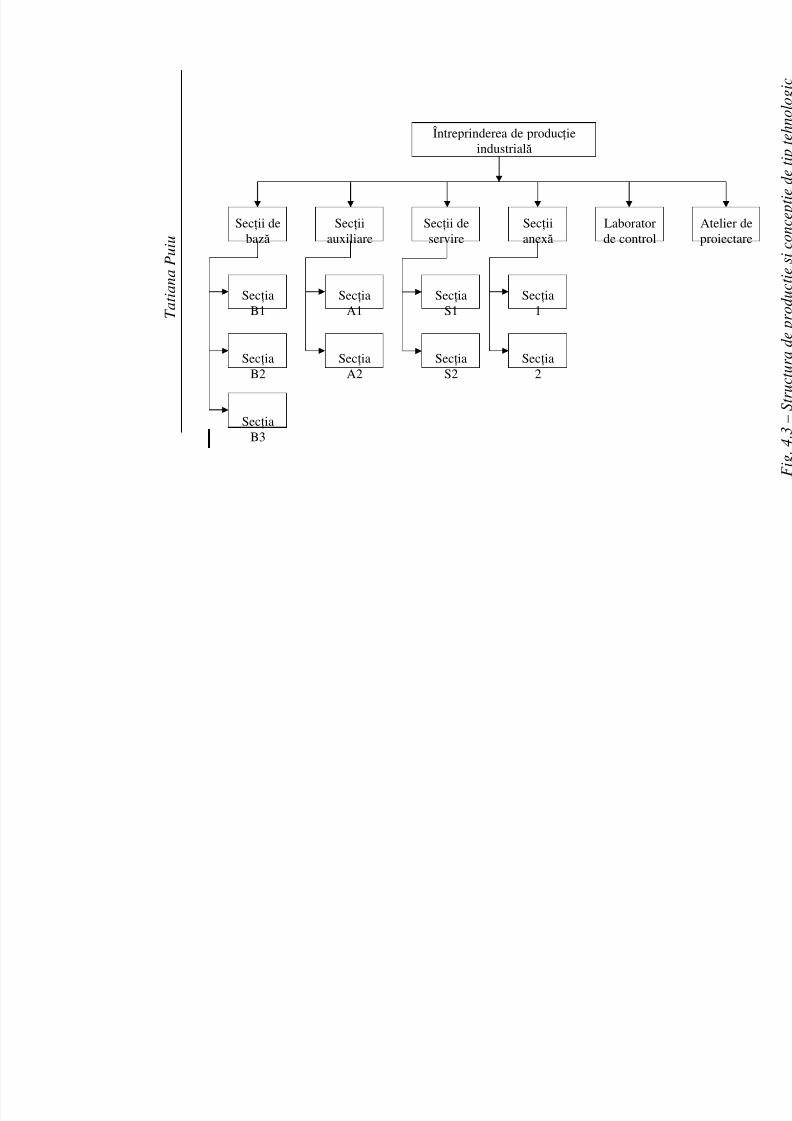
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 82/238
T a t i a n a
P u i u
SecŃii debază
SecŃiiauxiliare
SecŃii deservire
SecŃiianexă
Laboratorde control
Întreprinderea de producŃieindustrială
SecŃiaB1
SecŃiaB2
SecŃiaB3
SecŃiaA1
SecŃiaA2
SecŃiaS1
SecŃiaS2
SecŃia1
SecŃia2
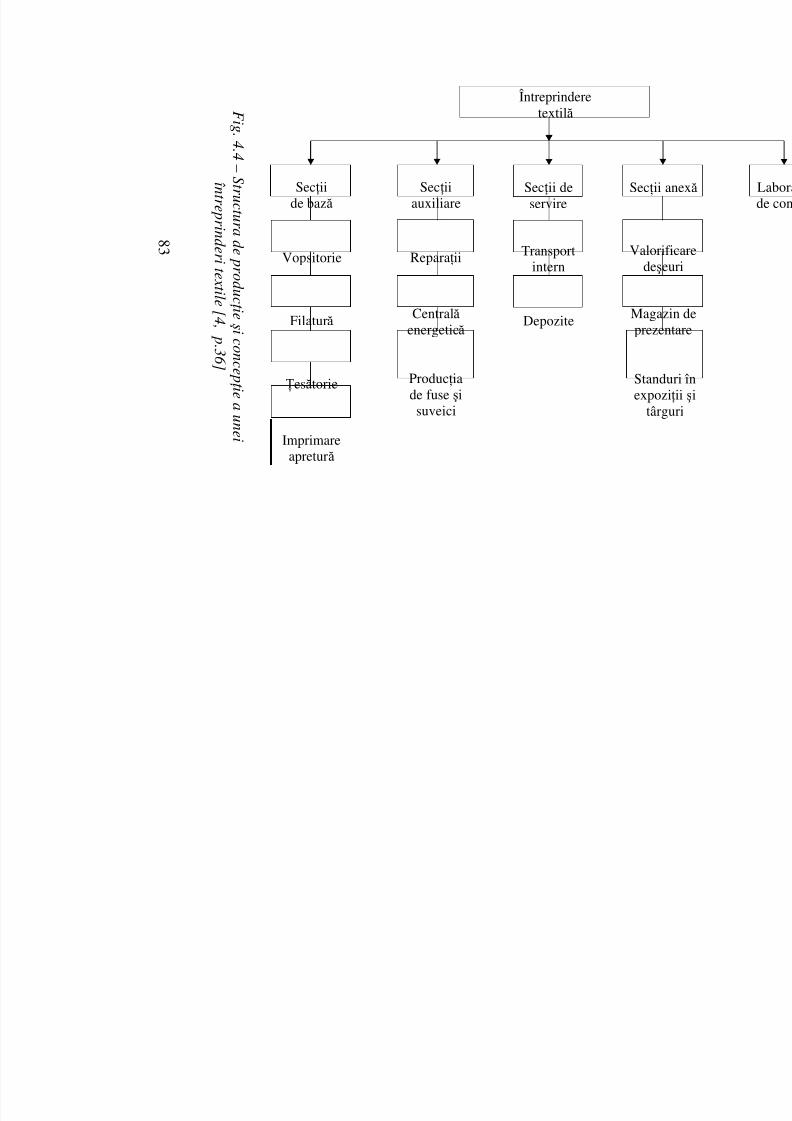
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 83/238
8 3
F i
g .4 .4 – S t r u c t ur a d e pr o d u c Ń i e ş i c o n c e p Ń i e
a u n e i
î n t r e pr i n d er i t e x t i l e [ 4 , p . 3 6 ]
Întreprinderetextilă
SecŃiide bază
Vopsitorie
Filatură
łesătorie
Imprimareapretură
SecŃiiauxiliare
ReparaŃii
Centrală energetică
ProducŃiade fuse şi
suveici
SecŃii deservire
Transportintern
Depozite
SecŃii an
Valorificdeşeu
Magazinprezent
StandurexpoziŃ
târgu
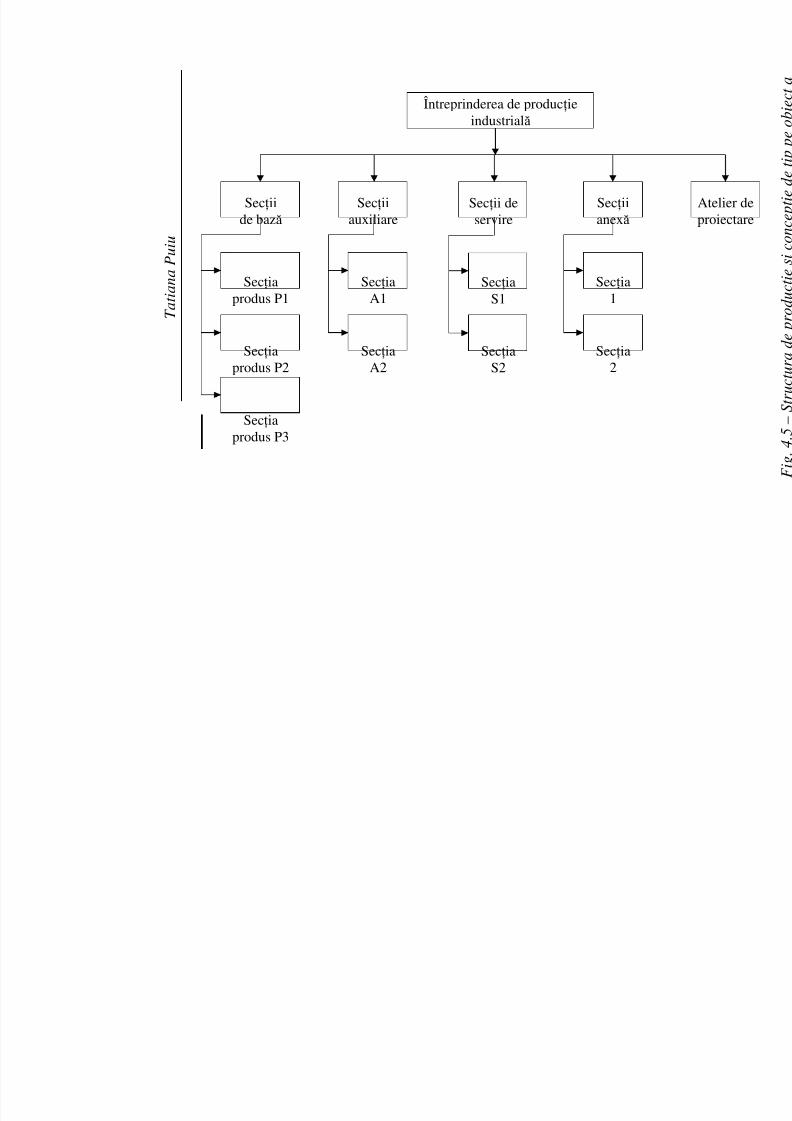
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 84/238
T a t i a n a
P u i u
SecŃiide bază
Întreprinderea de producŃieindustrială
SecŃiaprodus P1
SecŃiaprodus P2
SecŃiaprodus P3
SecŃiiauxiliare
SecŃiaA1
SecŃiaA2
SecŃii deservire
SecŃiaS1
SecŃiaS2
SecŃiianexă
SecŃia1
SecŃia2

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 85/238
8 5
F i g .4 . 6
– S t r u c t ur a d e pr o d u c Ń
i e ş i c o n c e p Ń i e d e t i p
p e o b i e c t a
u n e i î n t r e pr i n d er i
d e c o n f e c Ń i i [ 4 , p . 3 7 ]
Întreprinderede confecŃii
SecŃiide bază
ConfecŃiifemei
ConfecŃiibărbaŃi
ConfecŃiicopii
Lenjerie
SecŃii deservire
Transportintern
Depozite
SecŃiianexă
Magazin dprezentar
ExpoziŃiitârguri
SecŃiiauxiliare
ReparaŃii
Sculărie
Ambalaje
Centralade abur
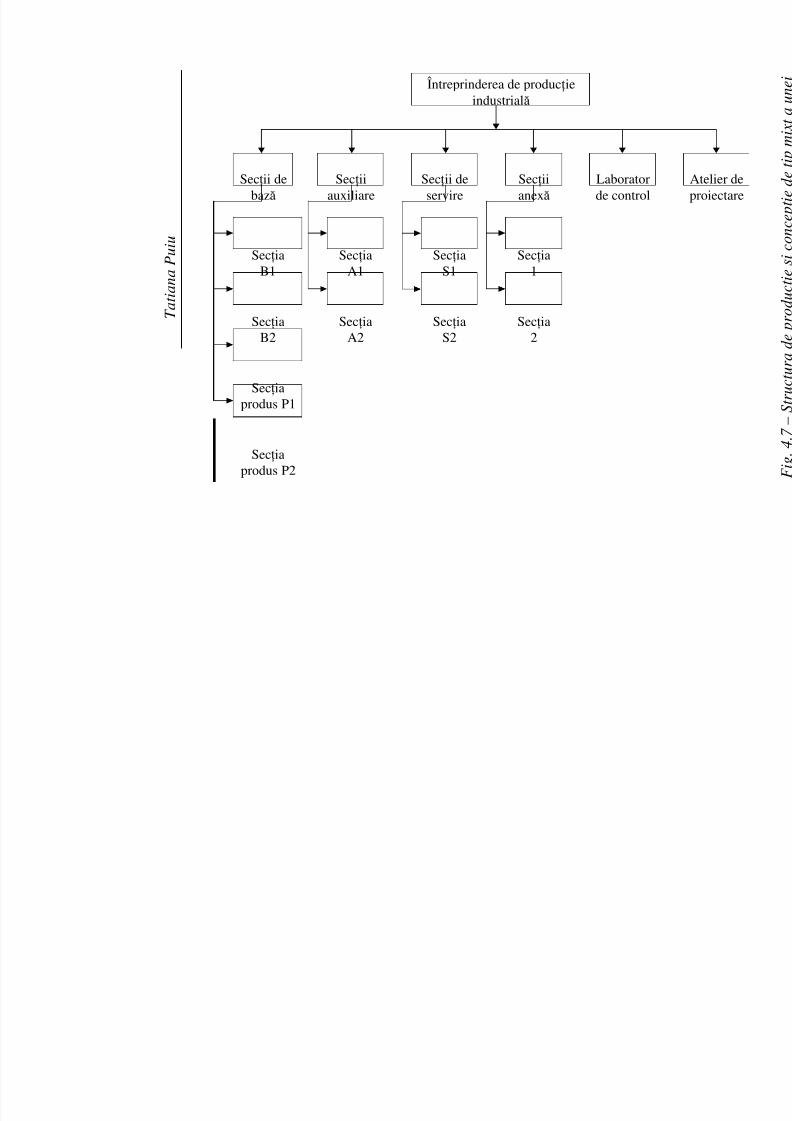
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 86/238
T a t i a n a
P u i u
SecŃii debază
SecŃiiauxiliare
SecŃii deservire
SecŃiianexă
Laboratorde control
Întreprinderea de producŃieindustrială
SecŃia
B1
SecŃiaB2
SecŃiaprodus P1
SecŃia
A1
SecŃiaA2
SecŃia
S1
SecŃiaS2
SecŃia
1
SecŃia2
SecŃiaprodus P2
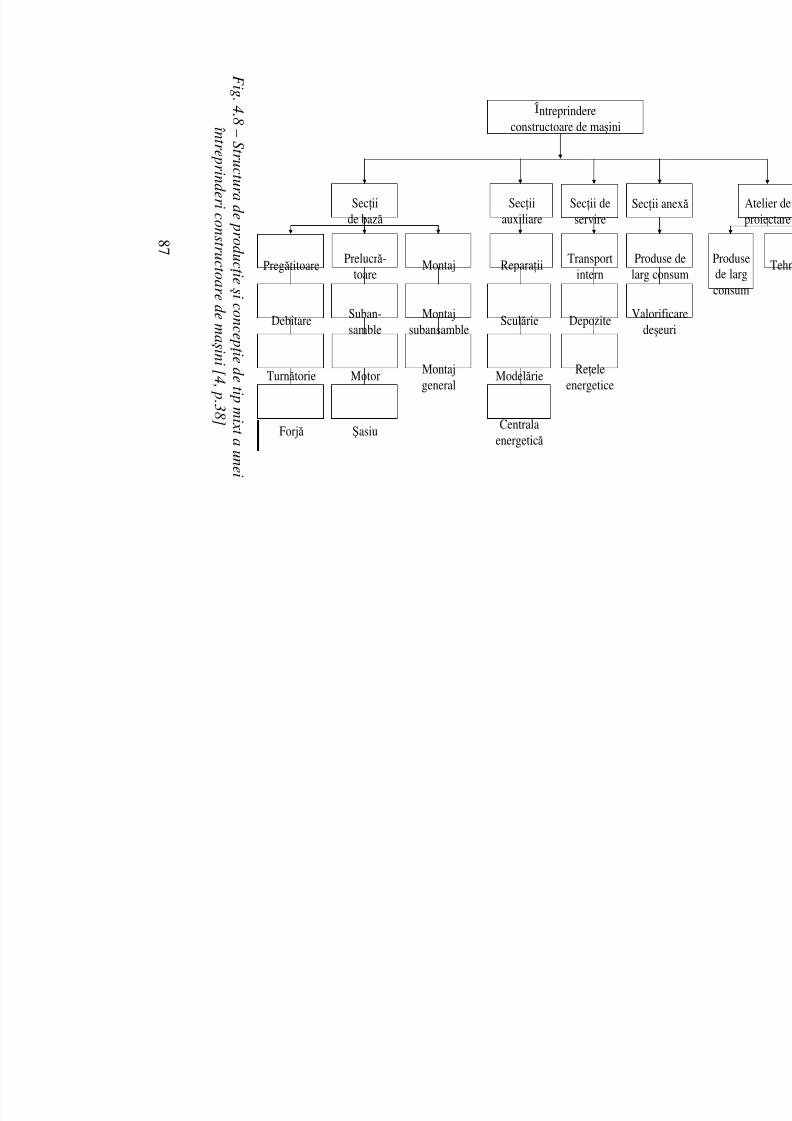
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 87/238
8 7
F i g .4 . 8
– S t r u c t ur a d e pr o d u c Ń
i e ş i c o n c e p Ń i e d e t i p
m i x t a u n e i
î n t r e pr i n d er i c o n s t r u c t o ar e d e m a ş i n i [ 4 , p . 3 8 ]
ntreprindereconstructoare de maşini
SecŃii ane
Produse
larg consu
Valorificadeşeuri
SecŃiiauxiliare
ReparaŃii
Sculărie
Modelărie
Centralaenergetică
SecŃii deservire
Transport
intern
Depozite
ReŃeleenergetice
SecŃiide bază
Pregătitoare Prelucră-
toare
Montaj
Motor
Debitare
Turnătorie
Forjă
Suban-samble
Şasiu
Montajsubansamble
Montajgeneral
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 88/238
Tatiana Puiu
88
5. FACTORII CARE INFLUENłEAZĂ STRUCTURA DEPRODUCłIE ŞI CONCEPłIE A UNEI
ÎNTREPRINDERI INDUSTRIALE
În decizia asupra organizării structurii operaŃionale aunei întreprinderi industriale trebuie să se Ńină cont că aceastaeste influenŃată de o multitudine de factori, dintre care maiimportanŃi sunt următorii:
- natura produselor, lucrărilor şi serviciilor executate;- natura şi conŃinutul tehnologiei folosite;- natura materiilor prime folosite;- volumul producŃiei fabricate;- gradul de integrare şi nivelul de specializare şi de
cooperare a întreprinderii industriale;- amplasarea în teritoriu a întreprinderii industriale.Luarea în considerare a influenŃei unor astfel de factori
este necesară atât în etapa de proiectare a întreprinderii, cât şi în timpul funcŃionării ei, în raport cu modificările ce intervin în
structura producŃiei ce se realizează, în tehnologiile defabricaŃie şi în organizarea producŃiei şi a muncii.Decizia asupra adoptării structurii de producŃie şi
concepŃie sau asupra perfecŃionării sale trebuie să conŃină soluŃii pentru:
- stabilirea gradului de mărime a întreprinderiiindustriale şi a numărului de subunităŃi ale acesteia;
- stabilirea gradului de integrare a întreprinderii
industriale;- asigurarea proporŃionalităŃii dintre capacităŃile de
producŃie ale subunităŃilor întreprinderii industriale;- creşterea ponderii subunităŃilor de producŃie
organizate după principiul pe obiect în totalul subunităŃilor deproducŃie ale întreprinderii industriale;
- adâncirea specializării subunităŃilor de producŃie şi
accentuarea relaŃiilor de cooperare dintre acestea.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 89/238
Managementul produc Ń iei
89
Asigurarea unei structuri de producŃie şi concepŃieraŃionale se realizează atât în proiectarea întreprinderiiindustriale, cât şi în decursul funcŃionării ei, prin luarea de
măsuri de perfecŃionare în raport cu modificările care intervin.Realizarea oricărui proiect de perfecŃionare a structurii
de producŃie şi concepŃie se face parcurgând mai multe faze şianume: conceperea temei proiectului; elaborarea propriu-zisă aproiectului; verificarea fezabilităŃii proiectului; lansareaoperaŃiilor impuse de respectivul proiect; implementareaproiectului; aprecierea eficienŃei respectivului proiect [25,p.82].
Aprecierea eficienŃei măsurilor de perfecŃionare astructurii de producŃie şi concepŃie se realizează printr-o seriede indicatori ai întreprinderii, dintre care amintim: volumul,conŃinutul, direcŃia şi costurilor activităŃilor de transport intern;numărul, felul, mărimea, locul de amplasare şi costurileaferente depozitelor; numărul de personal de administraŃie şifondul de salarii aferent acestuia; durata medie a ciclului de
fabricaŃie a produselor întreprinderii, mărimea stocurilor deproducŃie neterminată şi viteza de rotaŃie a mijloacelorcirculante; gradul de continuitate a fluxului tehnologic demateriale şi de angajaŃi etc.
Orice perfecŃionare a structurii de producŃie şiconcepŃie a unei întreprinderi industriale trebuie să reflecte îmbunătăŃirea permanentă a acestor indicatori de eficienŃă.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 90/238
Tatiana Puiu
90
Capitolul 5
MANAGEMENTUL PRODUCłIEI DE BAZĂ
1. Tipuri sau sisteme de producŃie1.1. NoŃiune şi clasificare1.2. Caracteristicile principalelor tipuri de producŃie1.3. Etape în evoluŃia sistemelor de producŃie1.4. Teste de verificare
2. Principiile organizării producŃiei de bază 2.1. ConsideraŃii teoretice2.2. Teste de verificare
3. Metode de organizare a producŃiei de bază
3.1. Organizarea producŃiei în flux3.1.1. Conceptul de producŃie în flux şitrăsăturile sale de bază 3.1.2. Clasificarea liniilor de producŃie în flux3.1.3. Parametrii de funcŃionare ai liniilor deproducŃie în flux3.1.4. EficienŃa economică a managemen-tului producŃiei în flux
3.2. Organizarea producŃiei individuale şi de seriemică
3.2.1. Metoda verigilor3.2.2. Sistemul flexibil de fabricaŃie3.2.3. RoboŃii industriali3.2.4. Metoda tehnologiei de grup3.2.5. Organizarea producŃiei prin proiecte
3.3. Metode moderne de organizare a producŃiei
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 91/238
Managementul produc Ń iei
91
3.3.1. Organizarea producŃiei după metodaJust in Time3.3.2. Sistemul de producŃie integrat prin
calculator3.4. Teste de verificare
4. Capacitatea de producŃie a întreprinderii industriale4.1. NoŃiunea de capacitate de producŃie şimodalităŃi de exprimare4.2. Factorii care determină mărimea capacităŃii deproducŃie4.3. Clasificarea capacităŃilor de producŃie4.4. Determinarea capacităŃii de producŃie4.5. BalanŃa capacităŃilor de producŃie4.6. Determinarea gradului de utilizare acapacităŃilor de producŃie4.7. Căi de îmbunătăŃire a folosirii capacităŃilor deproducŃie4.8. Teste de verificare
5. Planificarea activităŃii de producŃie5.1. Definirea noŃiunii de producŃie industrială şielementele sale componente5.2. Metode de măsurare a producŃiei industriale5.3. Indicatorii fizici şi valorici ai producŃieiindustriale5.4. Procesul de planificare a activităŃii de producŃie5.5. Teste de verificare
6. Programarea şi urmărirea producŃiei industriale6.1. Porgramarea producŃiei industriale6.2. Lansarea în fabricaŃie a producŃiei industriale6.3. Urmărirea şi controlul realizării programelor deproducŃie industrială 6.4. Teste de verificare
7. Ciclul de producŃie
7.1. ConsideraŃii teoretice

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 92/238
Tatiana Puiu
92
MANAGEMENTUL PRODUCłIEI DE BAZĂ
1. TIPURI SAU SISTEME DE PRODUCłIE
1.1. NoŃiune şi clasificare
Managementul producŃiei dintr-o întreprindere indus-
trială este influenŃat direct de tipul sau sistemul de producŃieexistent în cadrul acesteia.Tipul sau sistemul de producŃie reprezintă o stare
organizatorică şi funcŃională a întreprinderii determinată denomenclatura produselor fabricate şi stabilitatea acesteia într-oanumită perioadă de timp, de volumul producŃiei, gradul despecializare a întreprinderii, secŃiilor, atelierelor şi locurilor demuncă şi modul de mişcare a diferitelor materii prime,
materiale, semifabricate de la un loc de muncă la altul.Tipul de producŃie existent în întreprindere este cel care
determină metodele de management, de pregătire tehnică afabricaŃiei noilor produse, de evidenŃă şi control etc.
Clasificarea tipurilor de producŃie poate fi f ăcută folosind diverse criterii, dintre care, cu o influenŃă deosebită asupra managementului producŃiei industriale, enumerăm [16,p.87]:
- volumul producŃiei fabricate şi repetitivitatea;- relaŃiile cu piaŃa (clienŃii);- organizarea producŃiei;- tipologia structurii produselor;- autonomia de concepŃie şi decizie.Dintre aceste criterii cel mai des utilizat este primul,
celelalte folosindu-se doar atunci când se urmăreşte influenŃa
diferiŃilor factori de mediu asupra gestiunii producŃiei.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 93/238
Managementul produc Ń iei
93
În func Ń ie de volumul produc Ń iei fabricate şirepetitivitate se disting trei tipuri de producŃie şi anume:
- tipul de producŃie de masă;
- tipul de producŃie de serie, care poate fi:- de serie mare;- de serie mijlocie;- de serie mică;
- tipul de producŃie individuală. În func Ń ie de raportul cu pia Ń a (clien Ń ii) tipurile de
producŃie pot fi clasificate în două categorii:- tipul de producŃie pe stoc, caracteristic întreprinderilor
în care producŃia este declanşată de o cerere potenŃială solvabilă faŃă de un produs cunoscut. Este cazul produselor demare consum, de îmbrăcăminte şi încălŃăminte, producŃiaarticolelor de menaj etc.
În general, acest tip de producŃie corespunde unei ofertedupă catalog şi cere o gestiune echilibrată a stocurilor învederea reducerii imobilizării mijloacelor circulante.
- tipul de producŃie la cerere, în care producŃia estedeclanşată de o cerere fermă pentru un anumit produs, venită din partea unui client. În cazul acestui tip de producŃie clientuleste cel care impune caracteristicile produselor de fabricat(automobile, locomotive, vagoane, turbine electrice etc.), iarproducătorul este obligat să aştepte comanda pentru a putealansa în fabricaŃie.
In general, acest tip de producŃie necesită o negociere
atentă pentru obŃinerea unui preŃ bun şi a unor termenerezonabile, precum şi o supraveghere atentă în vederea încadrării în duratele de fabricaŃie negociate.
Alături de aceste două tipuri de producŃie, unii autorivin şi cu un al treilea tip: producŃia mixtă sau flexibilă. Această formă de organizare apare în cazul în care clientul doreşte să fie servit destul de rapid, dar durata reală de fabricaŃie nu
permite acest lucru. Acest tip de producŃie are următoarele
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 94/238
Tatiana Puiu
94
caracteristici: se lucrează pe stoc până la un anumit stadiu alproducŃiei; se lucrează, apoi, pe comandă pentru operaŃiile definisare.
În func Ń ie de modul de organizare a produc Ń iei se întâlnesc :
- tipul de producŃie organizată continuu (în flux);- tipul de producŃie organizată discontinuu;- tipul de producŃie cu organizare individuală (proiect). În func Ń ie de structura produselor există:- tipul de producŃie convergent, caracterizat printr-un
nomenclator de producŃie foarte restrâns, fiecare produsnecesitând foarte multe subansamble (ex: în industriaconstrucŃiilor de maşini, industria electrotehnică etc);
- tipul de producŃie divergent, caracterizat printr-unnomenclator larg de produse ce se obŃin dintr-un număr foarteredus de materii prime (ex.: în industria alimentară –industrializarea laptelui, industrializarea cărnii etc).
În func Ń ie de autonomia de concep Ń ie şi decizie se
deosebesc:- tipul de producŃie autonom;- tipul de producŃie în subcontractare;- tipul de producŃie f ără autonomie.Deşi, în general, sunt recunoscute grupările tipurilor de
producŃie după criteriile prezentate, în literatura de specialitatecontinuă căutările cu scop taxonomic, unele rezultate fiindinteresante.
Astfel, Roger Schmenner încearcă să analizezeproducŃia, f ăcând o clasificare a ei în [32, p.252]:• producŃie continuă – de exemplu, fabricarea hârtiei;• producŃie pe comenzi – de exemplu, producŃia artizanală înateliere mici;• producŃie pe loturi – de exemplu, producŃia de îmbrăcăminte;• producŃie de montaj – de exemplu, realizarea automobilelor;
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 95/238
Managementul produc Ń iei
95
• producŃie în linie – de exemplu, prepararea mâncărurilorpentru un restaurant;• producŃie hibridă – de exemplu, producŃia de bere.
După cum se observă, această clasificare nu modifică cunoştinŃele deja existente, însă trebuie să se facă uneledistincŃii ce apar ca absolut necesare pentru analiză, producŃiaclasificându-se astfel:• după domeniul economic: producŃie manufacturieră şiproducŃie de servicii;• după gradul de specializare: producŃie artizanală şi producŃieindustrială;• după caracterul producŃiei: producŃie continuă şi producŃiediscretă;• după strategia utilizată: producŃie pe comenzi şi producŃie pestocuri;• după stadiile necesare: fabricaŃie şi montaj.
Utilizând această clasificare iniŃială se înŃelege mai bineopŃiunea lui R. Schmenner care este interesantă mai ales prin
sinteza pe care o realizează.
1.2. Caracteristicile principalelor tipuri de producŃie
Tipul de producŃie de masă se caracterizează prinurmătoarele elemente:
- volumul producŃiei este mare sau foarte mare (de
masă);- nomenclatura producŃiei este foarte redusă;- mărimea întreprinderii este foarte mare;- gradul de specializare înaltă a întreprinderii în
ansamblu, cât şi pe secŃii, ateliere, până la nivelul locurilor demuncă;
- utilajele şi forŃa de muncă sunt specializate;
- stocurile sunt foarte mari;
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 96/238
Tatiana Puiu
96
- controlul stocurilor este foarte detaliat;- controlul calităŃii produselor finite se face pe bază de
eşantion, deci are un cost redus;
- deplasarea produselor de la un loc de muncă la altul seface în mod continuu, de obicei bucată cu bucată sau în loturi,folosindu-se mijloace de transport specifice, în cea mai mareparte mecanizate şi automatizate;
- amplasarea utilajelor şi a locurilor de muncă este înconcordanŃă cu fluxul tehnologic;
- durata ciclului de producŃie este foarte mică;- ritmicitatea producŃiei este foarte mare.Prin caracteristicile sale, tipul de producŃie de masă
creează cele mai bune condiŃii pentru automatizarea producŃieişi organizarea ei sub forma liniilor tehnologice în flux, cuefecte pozitive în sporirea eficienŃei economice a întreprinderii.
Acest tip de producŃie este întâlnit în industriaalimentară, industria încălŃămintei, industria textilă, industriacimentului etc.
Tipul de producŃie individuală (unicate) are specificeurmătoarele trăsături de bază:- volumul redus de producŃie, uneori doar o singură
bucată;- nomenclatura producŃiei este foarte largă;- întreprinderea este de regulă de mărime mică;- fabricarea produselor nu se repetă cu regularitate;- utilajele din dotare sunt universale, pentru a putea fi
adaptate rapid la execuŃia unei varietăŃi de produse în condiŃiide eficienŃă economică;
- forŃa de muncă este de înaltă calificare;- stocurile sunt mici, iar controlul lor detaliat;- controlul calităŃii se face pe produs şi detaliat;- deplasarea produselor de la un loc de muncă la altul se
face bucată cu bucată sau în loturi mici, folosindu-se mijloace
de transport cu deplasare discontinuă;
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 97/238
Managementul produc Ń iei
97
- amplasarea utilajelor se face conform principiuluigrupelor omogene;
- durata ciclului de producŃie este mare;
- ritmicitatea producŃiei este nedeterminată.Acest tip de producŃie capătă o amploare din ce în ce
mai mare, datorită diversificării tot mai mari a cererii pe piaŃă.Tipul de producŃie de unicate este întâlnit în
construcŃiile navale, instalaŃii energetice etc.Tipul de producŃie de serie are caracteristici comune
atât tipului de producŃie de masă, cât şi tipului de producŃieindividuală. Astfel:
- volumul producŃiei este mare;- nomenclatura producŃiei este restrânsă;- fabricarea produselor se repetă regulat pentru cea mai
mare parte a producŃiei;- gradul de specializare a întreprinderii, a secŃiilor sau
locurilor de muncă este mai redus decât la tipul de masă;- utilajele din dotare sunt unele specializate, iar altele
universale;- forŃa de muncă are o calificare ridicată;- stocurile sunt mari;- controlul stocurilor este detaliat;- controlul calităŃii produselor finite se face pe bază de
eşantion;- deplasarea produselor între locurile de muncă se face
pe loturi, folosindu-se mijloace de transport cu deplasare
continuă (pentru seriile mari de fabricaŃie) sau mijloace detransport cu deplasare discontinuă (pentru seriile de fabricaŃiemici);
- amplasarea utilajelor este mixtă, în funcŃie demărimea secŃiilor de producŃie;
- durata ciclului de producŃie este mică;- ritmicitatea producŃiei este ridicată la produsele cu un
grad mare de repetabilitate.
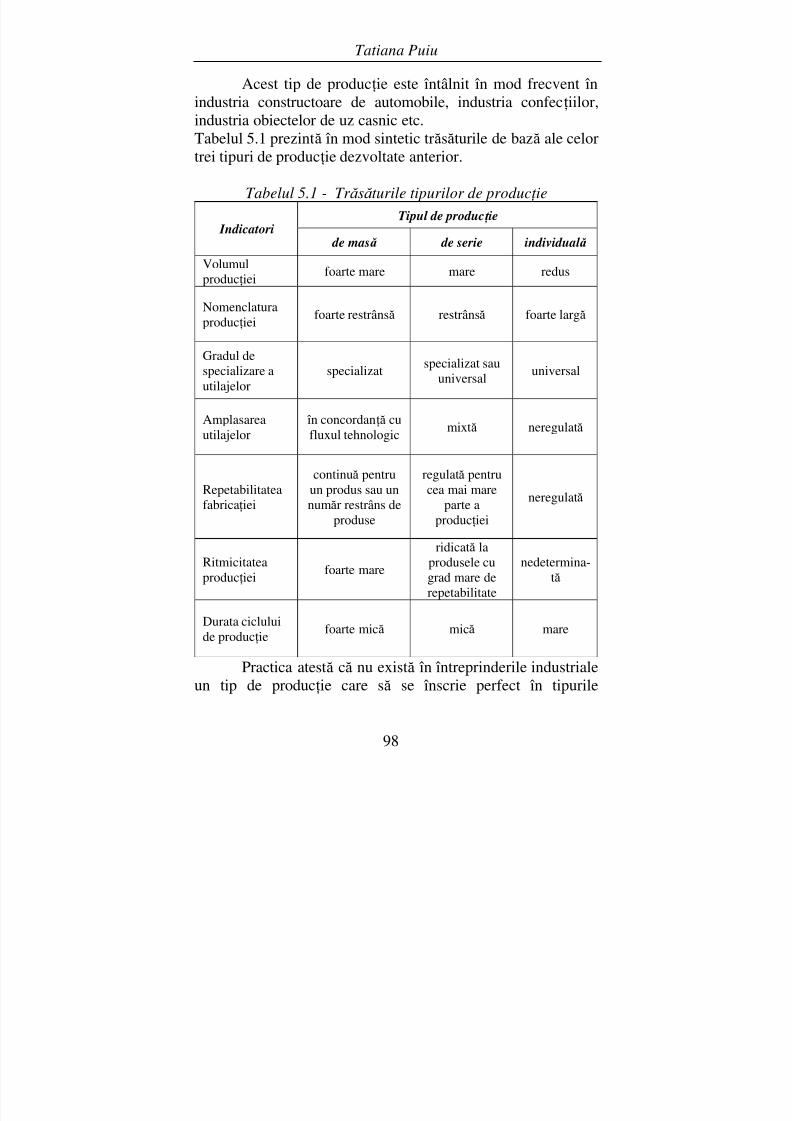
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 98/238
Tatiana Puiu
98
Acest tip de producŃie este întâlnit în mod frecvent înindustria constructoare de automobile, industria confecŃiilor,industria obiectelor de uz casnic etc.
Tabelul 5.1 prezintă în mod sintetic trăsăturile de bază ale celortrei tipuri de producŃie dezvoltate anterior.
Tabelul 5.1 - Tr ă să turile tipurilor de produc Ń ie
Tipul de produc Ń ie Indicatori
de masă de serie individual ă
Volumul
producŃiei foarte mare mare redus
NomenclaturaproducŃiei
foarte restrânsă restrânsă foarte largă
Gradul despecializare autilajelor
specializatspecializat sau
universaluniversal
Amplasareautilajelor
în concordanŃă cufluxul tehnologic
mixtă neregulată
RepetabilitateafabricaŃiei
continuă pentruun produs sau unnumăr restrâns de
produse
regulată pentrucea mai mare
parte aproducŃiei
neregulată
RitmicitateaproducŃiei
foarte mareridicată laprodusele cu
grad mare derepetabilitate
nedetermina-tă
Durata cicluluide producŃie
foarte mică mică mare
Practica atestă că nu există în întreprinderile industriale
un tip de producŃie care să se înscrie perfect în tipurile

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 99/238
Managementul produc Ń iei
99
prezentate, ci că în cele mai frecvente situaŃii coexistă elementecomune celor trei sisteme de producŃie. În astfel de cazurimanagementul producŃiei va fi adecvat condiŃiilor concrete din
întreprindere, astfel încât să permită creşterea eficienŃeiactivităŃii desf ăşurate.
1.3. Etape în evoluŃia sistemelor de producŃie
EvoluŃia în timp a sistemelor de producŃie a f ăcutobiectul de studiu al multor specialişti, care au etapizat-oŃinând seama de diverse criterii.
Astfel, japonezul Shingeo Shingo a împărŃit evoluŃia întimp a sistemelor de producŃie în două perioade [37, p.483]:- perioada producŃiei cu stoc autorizat;- perioada producŃiei f ără stoc.
Perioada produc Ń iei cu stoc autorizat s-a justificat prinsintagma „stocul este un rău necesar” deoarece:
- există posibilitatea onorării rapide a comenzilor;- produsele la care se descoperă defecte pot fi imediat înlocuite;
- programul de producŃie poate fi respectat chiar în condiŃiileunor disfuncŃionalităŃi datorate defectării maşinilor,absenŃei muncitorilor, întârzierilor în aprovizionareatehnico-materială;
- producŃia obŃinută pe baza unor loturi mari este generatoare
de stocuri, însă permite a se absorbi cheltuielile determinatede duratele mari de rulaj ce intervin în cazul loturilor mici.
Argumentele prezentate susŃin ideea că stoculreprezintă un factor de eliminare eficientă a deficienŃelor şipierderilor ce apar în desf ăşurarea procesului de producŃie.
Perioada producŃiei cu stoc autorizat este proprieindustriilor din Ńările cu economie dezvoltată până spre anii
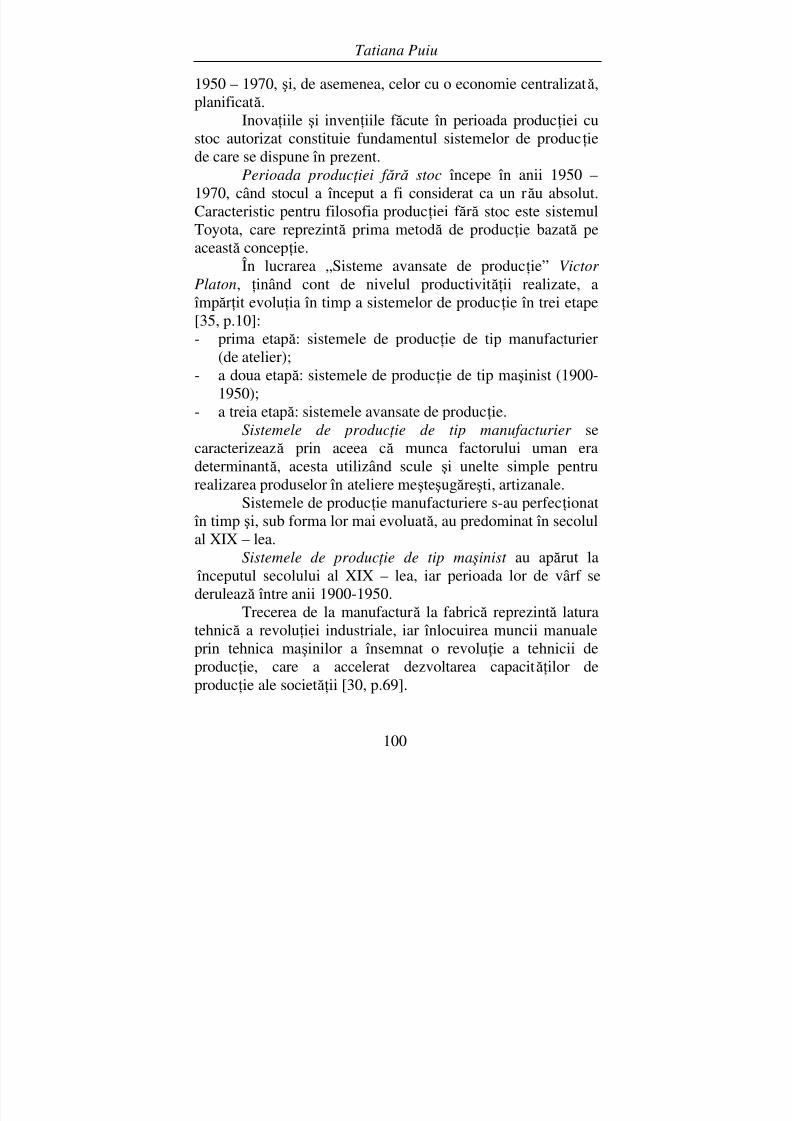
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 100/238
Tatiana Puiu
100
1950 – 1970, şi, de asemenea, celor cu o economie centralizată,planificată.
InovaŃiile şi invenŃiile f ăcute în perioada producŃiei cu
stoc autorizat constituie fundamentul sistemelor de producŃiede care se dispune în prezent.
Perioada produc Ń iei f ă r ă stoc începe în anii 1950 –1970, când stocul a început a fi considerat ca un rău absolut.Caracteristic pentru filosofia producŃiei f ără stoc este sistemulToyota, care reprezintă prima metodă de producŃie bazată peaceastă concepŃie.
În lucrarea „Sisteme avansate de producŃie” Victor Platon, Ńinând cont de nivelul productivităŃii realizate, a împărŃit evoluŃia în timp a sistemelor de producŃie în trei etape[35, p.10]:- prima etapă: sistemele de producŃie de tip manufacturier
(de atelier);- a doua etapă: sistemele de producŃie de tip maşinist (1900-
1950);
- a treia etapă: sistemele avansate de producŃie.Sistemele de produc Ń ie de tip manufacturier secaracterizează prin aceea că munca factorului uman eradeterminantă, acesta utilizând scule şi unelte simple pentrurealizarea produselor în ateliere meşteşugăreşti, artizanale.
Sistemele de producŃie manufacturiere s-au perfecŃionat în timp şi, sub forma lor mai evoluată, au predominat în secolulal XIX – lea.
Sistemele de produc Ń ie de tip ma şinist au apărut la începutul secolului al XIX – lea, iar perioada lor de vârf sederulează între anii 1900-1950.
Trecerea de la manufactură la fabrică reprezintă laturatehnică a revoluŃiei industriale, iar înlocuirea muncii manualeprin tehnica maşinilor a însemnat o revoluŃie a tehnicii deproducŃie, care a accelerat dezvoltarea capacităŃilor de
producŃie ale societăŃii [30, p.69].
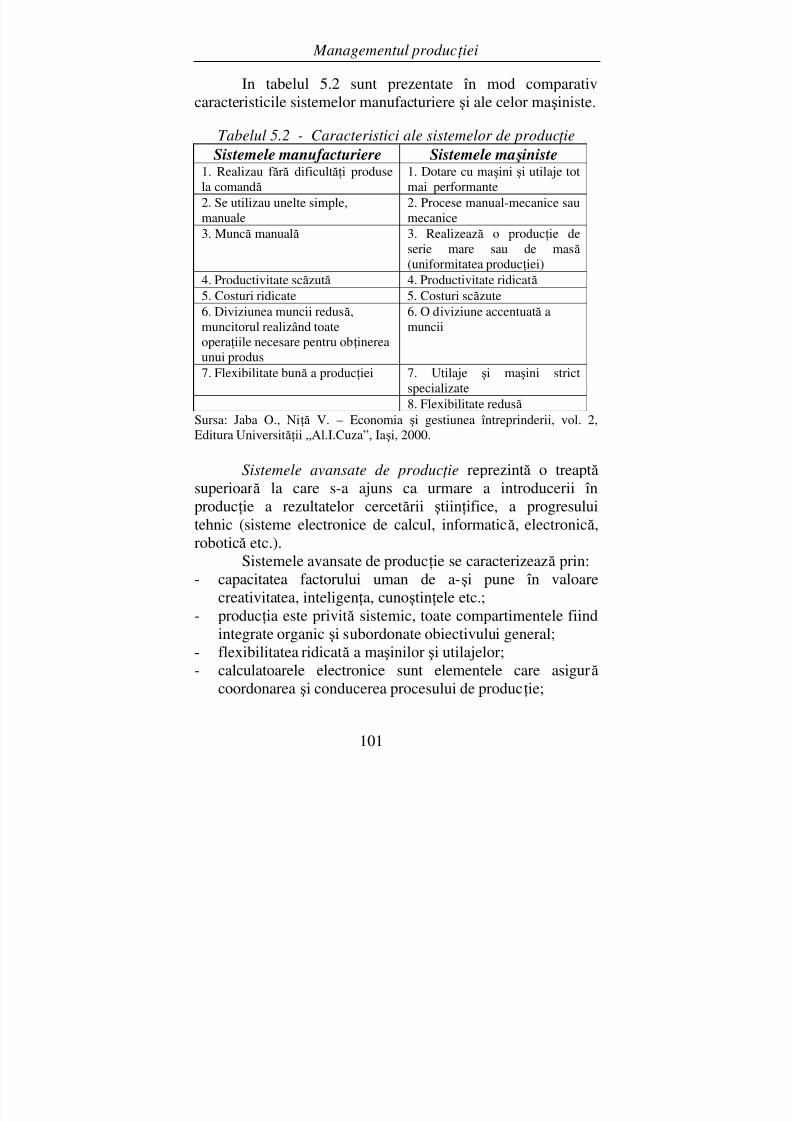
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 101/238
Managementul produc Ń iei
101
In tabelul 5.2 sunt prezentate în mod comparativcaracteristicile sistemelor manufacturiere şi ale celor maşiniste.
Tabelul 5.2 - Caracteristici ale sistemelor de produc Ń ieSistemele manufacturiere Sistemele ma şiniste1. Realizau f ără dificultăŃi produsela comandă
1. Dotare cu maşini şi utilaje totmai performante
2. Se utilizau unelte simple,manuale
2. Procese manual-mecanice saumecanice
3. Muncă manuală 3. Realizează o producŃie deserie mare sau de masă (uniformitatea producŃiei)
4. Productivitate scăzută 4. Productivitate ridicată 5. Costuri ridicate 5. Costuri scăzute6. Diviziunea muncii redusă,muncitorul realizând toateoperaŃiile necesare pentru obŃinereaunui produs
6. O diviziune accentuată amuncii
7. Flexibilitate bună a producŃiei 7. Utilaje şi maşini strictspecializate8. Flexibilitate redusă
Sursa: Jaba O., NiŃă V. – Economia şi gestiunea întreprinderii, vol. 2,Editura UniversităŃii „Al.I.Cuza”, Iaşi, 2000.
Sistemele avansate de produc Ń ie reprezintă o treaptă superioară la care s-a ajuns ca urmare a introducerii înproducŃie a rezultatelor cercetării ştiinŃifice, a progresuluitehnic (sisteme electronice de calcul, informatică, electronică,robotică etc.).
Sistemele avansate de producŃie se caracterizează prin:- capacitatea factorului uman de a-şi pune în valoare
creativitatea, inteligenŃa, cunoştinŃele etc.;- producŃia este privită sistemic, toate compartimentele fiind
integrate organic şi subordonate obiectivului general;- flexibilitatea ridicată a maşinilor şi utilajelor;- calculatoarele electronice sunt elementele care asigură
coordonarea şi conducerea procesului de producŃie;
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 102/238
Tatiana Puiu
102
- adaptabilitatea aproape perfectă la modificările de mediu;- productivitatea ridicată şi costuri de producŃie reduse,
comparabile cu cele realizate în producŃia de serie mare şi
de masă.În această categorie a sistemelor avansate de producŃie
un loc central îl ocupă sistemul de producŃie integrat prinintermediul calculatorului (C.I.M. – Computer IntegratedManufacturing). El funcŃionează f ără intervenŃia omului,calculatorul electronic având rolul de a coordona şi conduce întregul proces productiv, ale cărui intrări sunt comenzile(cererile) de produse, iar ieşirile sunt produsele finite completasamblate şi verificate.
2. PRINCIPIILE ORGANIZĂRII PRODUCłIEI DEBAZĂ
2.1. ConsideraŃii teoretice*
Organizarea producŃiei - respectiv a proceselor deproducŃie - trebuie să se concretizeze în creşterea eficienŃeiproceselor de producŃie, adică:
- a produce repede;- a produce ieftin;- a fi foarte flexibil.Principiile organizării producŃiei trebuie identificate
atât la nivelul fiecărui subsistem în parte, dar mai ales lanivelul sistemului de producŃie privit ca sistem de fabricaŃie.
A) Astfel, apreciem că principalele principii caretrebuie avute în vedere din punct de vedere al procesului de produc Ń ie în ansamblu sunt:
1) principiul propor Ń ionalit ăŃ ii - care constă în
*
după Gh. Cârstea, F. Pârvu – Economia şi gestiunea întreprinderii, EdituraEconomică, Bucureşti, 1999
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 103/238
Managementul produc Ń iei
103
necesitatea existenŃei anumitor raporturi între diferitelesubsisteme de producŃie (locuri de muncă, ateliere, secŃii etc);
2) principiul paralelismului - care constă în executarea
simultană a diferitelor părŃi ale unui produs, deci îndesf ăşurarea concomitentă a tuturor stadiilor unui proces deproducŃie;
3) principiul liniei drepte - care constă în asigurareacelor mai reduse trasee de deplasare a produselor;
4) principiul continuit ăŃ ii - care constă în reducereatimpilor de întreruperi între diferitele faze sau stadii aleprocesului de producŃie.
B) Din punct de vedere al opera Ń iilor , trebuie respectatecel puŃin următoarele principii:
1) minimizarea numă rului de opera Ń ii printr-o regrupareşi analiză a necesităŃii tuturor stadiilor: fabricaŃie, control,stocare, transport;
2) dezvoltarea policalifică rii for Ń ei de muncă ; 3) eliminarea sau reducerea timpilor de pregă tire-
încheiere, care să se realizeze cât mai mult f ără întrerupereaprocesului de producŃie.C) din punct de vedere al cerin Ń elor mediului ambiant ,
putem enumera:1) alegerea nivelului de capacitate (în sensul de
subcapacitate) folosită a mijloacelor de producŃie, în raport cuobiectivele de servire a clienŃilor şi de creare de atuuristrategice;
2) reducerea timpilor de satisfacere a cererii pieŃei însensul de a nu produce decât ce se cere şi a urma îndeaproapecererea.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 104/238
Tatiana Puiu
104
3. METODE DE ORGANIZAREA PRODUCłIEI DE BAZĂ
În rezolvarea funcŃiei de organizare managementulproducŃiei industriale trebuie să Ńină cont de influenŃarealităŃilor concrete din întreprindere asupra metodelor şitehnicilor de organizare a activităŃii unităŃii.
O influenŃă hotărâtoare asupra managementului pro-ducŃiei o are tipul sau sistemul de producŃie existent în întreprindere. Din acest punct de vedere, metodele deorganizare a procesului de producŃie pot fi [4, p.60]:
- metode de organizare a producŃiei în flux, pentru tipulde producŃie de masă şi de serie mare;
- metode de organizare a producŃiei pe comenzi, pentrutipul de producŃie de serie mică şi individuală.
În realitate, nu există o demarcaŃie foarte clară întreaceste metode.
3.1. Organizarea producŃiei în flux
3.1.1. Conceptul de producŃie în flux şi trăsăturilesale de bază
ProducŃia în flux reprezintă forma superioară a
managementului producŃiei de masă sau de serie mare.Ea este acea formă de organizare a producŃiei în care
operaŃiile tehnologice de prelucrare a materiilor prime,materialelor şi semifabricatelor se execută pe anumite maşinisau locuri de muncă, ce sunt amplasate în conformitate cufluxul tehnologic, iar transferul obiectelor de prelucrat de la ooperaŃie la alta se realizează cu mijloace speciale de transport,
imediat ce s-a terminat prelucrarea lor la operaŃia anterioară,
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 105/238
Managementul produc Ń iei
105
f ără timpi de aşteptare [30, p.73].Trăsăturile de bază care caracterizează metoda de
organizare a producŃiei în flux sunt:
- divizarea procesului de producŃie în operaŃiielementare, relativ egale sau multiple sub raportul timpuluinecesar efectuării lor şi stabilirea celei mai eficiente succesiunia acestora;
- repartizarea operaŃiilor elementare sau a unor gruperestrânse de operaŃii pe anumite locuri de muncă specializate;
- amplasarea locurilor de muncă şi a maşinilor înconcordanŃă cu fluxul tehnologic, utilizându-se pentrudesf ăşurarea procesului de fabricaŃie liniile de producŃie înflux;
- realizarea sincronizării în executarea operaŃiilor latoate locurile de muncă din cadrul liniei de producŃie în flux;
- efectuarea operaŃiilor, de regulă, f ără întrerupere, pebaza unei cadenŃe, a unui ritm unic pentru întregul flux deproducŃie;
- deplasarea obiectelor de prelucrat de la un loc demuncă la altul se face bucată cu bucată sau în loturi mici,riguros determinate, folosindu-se mijloace de transportspeciale, încorporate, de regulă, în construcŃia liniei; unelemijloace de transport îndeplinesc şi funcŃia de regulator aldesf ăşurării fabricaŃiei de linie; deplasarea produselor în cadrulliniei se face în mod continuu sau discontinuu, având la bază un ritm de lucru reglementat sau liber;
- numărul locurilor de muncă existente la fiecareoperaŃie trebuie să asigure menŃinerea ritmului, a cadenŃeistabilite pentru linia respectivă de producŃie în flux;
- fabricarea unor cantităŃi mari din unul sau câtevafeluri de produse puŃin diferenŃiate, asemănătoare din punct devedere constructiv, tehnologic, al materiilor prime folosite;
- folosirea unui personal nespecializat, puŃin numeros şi
care are drept sarcină pornirea, supravegherea şi oprirea unor
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 106/238
Tatiana Puiu
106
maşini şi utilaje aproape complet automatizate.
3.1.2. Clasificarea liniilor de producŃie în flux
Realitatea întreprinderilor industriale ne prezintă ovarietate de forme de organizare a producŃiei în flux, variantecunoscute sub denumirea generică de linii de producŃie în flux.Având în vedere caracteristicile calitative ale fiecărei varianteorganizatorice, liniile de producŃie în flux pot fi clasificate pebaza unor criterii riguros alese, astfel:
a) După nomenclatura producŃiei fabricate pe liniilede producŃie se disting:
- linii de producŃie în flux cu nomenclatura constantă (linii monoobiect);
- linii de producŃie în flux cu nomenclatura variabilă (linii multiobiect).
Liniile de produc Ń ie în flux cu nomenclatura constant ă
sunt specializate în fabricaŃia unui singur tip de produs operioadă îndelungată de timp. Ele sunt caracteristice producŃieide masă şi de serie mare.
Liniile de produc Ń ie în flux cu nomenclatura variabilă se caracterizează prin fabricarea mai multor tipuri de produse,dar care au un proces tehnologic asemănător. Ele sunt întâlnite în producŃia de serie mare şi mijlocie.
b) După gradul de continuitate a desf ăşurării
procesului de producŃie se cunosc:- linii de producŃie în flux continuu;- linii de producŃie în flux discontinuu (interminent). Liniile de produc Ń ie în flux continuu reprezintă forma
superioară de organizare a producŃiei în flux, caracterizată prinfaptul că în funcŃionarea maşinilor şi în timpul de lucru almuncitorilor nu există întreruperi (aşteptări) sau acestea sunt
relativ scurte. În cadrul acestor linii produsele trec de la un loc
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 107/238
Managementul produc Ń iei
107
de muncă la altul în mod continuu, pe baza unui tact deproducŃie (timpul consumat între obŃinerea a două produsesuccesive la capătul liniei de producŃie în flux) bine determinat.
Această continuitate este posibilă datorită faptului că durateleoperaŃiilor sunt egale sau multiple cu mărimea tactului deproducŃie şi se poate realiza sincronizarea executăriioperaŃiilor.
Liniile de produc Ń ie în flux discontinuu (intermitent) secaracterizează prin lipsa sincronizării executării operaŃiilor pemaşini, funcŃionarea liniei neavând la bază un tact determinat.Ca atare, apar întreruperi (aşteptări) în funcŃionarea maşinilor şi în timpul de lucru al muncitorilor. ConsecinŃa o reprezintă numeroasele neajunsuri ce se pot manifesta pe două direcŃii:
- la locurile de muncă cu operaŃii ce au durate mai micidecât restul locurilor de muncă apar timpi de nefuncŃionare amaşinilor de pe linie. Măsura care se poate lua pentru îndepărtarea acestui neajuns constă în încărcarea maşinii lacapacitate prin repartizarea unor lucrări de la alte sectoare.
Dacă nu există această posibilitate se poate organiza lucrulmuncitorilor neîncărcaŃi la două sau mai multe maşini;- la locurile de muncă cu operaŃii ce au durate mai mari
decât restul locurilor de muncă apar locuri înguste şi decistocuri de producŃie neterminată. În astfel de situaŃii se caută posibilitatea folosirii unor alte utilaje care să preia o parte dinstocuri sau a organizării unor schimburi suplimentare.
Liniile de producŃie în flux continuu funcŃionează cu
preponderenŃă în întreprinderile cu producŃie de masă, iar cele în flux discontinuu în întreprinderile cu producŃie de serie.
c) În funcŃie de ritmul desf ăşurării procesului deproducŃie se deosebesc:
- linii de producŃie în flux cu ritm liber;- linii de producŃie în flux cu ritm reglementat.Ritmul unei linii de producŃie în flux reprezintă
cantitatea de produse ce se execută pe linie, într-o unitate de
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 108/238
Tatiana Puiu
108
timp. Liniile de produc Ń ie în flux cu ritm liber se
caracterizează prin faptul că nu este obligatoriu ca durata
fiecărei operaŃii să fie egală sau multiplă tactului liniei. Pentruasigurarea continuităŃii producŃiei la anumite locuri de muncă se creează stocuri de producŃie neterminată. Transportulproduselor între locurile de muncă se face cu mijloace a cărorviteză nu este strict corelată cu duratele operaŃiilor, deci nu îndeplinesc şi rolul de regulator al fabricaŃiei. Astfel de linii se întâlnesc frecvent în secŃiile de prelucrări mecanice, montaj, laprelucrarea şi asamblarea produselor de dimensiuni reduse.Sunt deci specifice întreprinderilor cu producŃie de serie.
Liniile de produc Ń ie în flux cu ritm reglementat,obligatoriu pentru fiecare loc de muncă se caracterizează prinaceea că livrează cantităŃi de produse egale în fiecare unitate detimp. În acest tip de organizare mijloacele de transport asigură deplasarea obiectelor de prelucrat de la o operaŃie la alta şi înacelaşi timp îndeplinesc rolul de regulator al producŃiei în
concordanŃă cu tactul liniei. Sunt specifice tipului de producŃiede serie mare sau de masă.Principalele forme de organizare a producŃiei în flux pe
linii tehnologice, în funcŃie de criteriile de mai sus esteprezentată în figura 5.1.
Criteriile enunŃate sunt cele mai importante înclasificarea liniilor de producŃie în flux. Pe lângă acestea,literatura de specialitate [30, p.87] mai evidenŃiază:
d) După procedeul principal de transformare sedeosebesc: linii de prelucrare şi linii de asamblare.
Liniile de prelucrare sunt acelea ce se organizează învederea executării unor operaŃii tehnologice urmărindtransformarea materiilor prime, a materialelor şi asemifabricatelor în componente structurale pentru realizareaproduselor finite. Se întâlnesc în diverse ramuri de activitate:
industria chimică, industria confecŃiilor textile, industria
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 109/238
Managementul produc Ń iei
109
alimentară etc. Uneori produsul finit se realizează direct pelinia de prelucrare (industria alimentară, spre exemplu).
Liniile de asamblare sau de montaj sunt caracteristice
firmelor care fabrică produse complexe, alcătuite din mai multecomponente. În această situaŃie se organizează linii pentruefectuarea operaŃiilor de montaj, cu tact liber sau cu tact impus,putând exista: linii pentru montaj subansamble, ansamble şi demontaj general care realizează produsul finit.
e) După reglaj se deosebesc: linii cu schimbareareglajului şi linii f ără schimbare sau cu schimbare parŃială areglajului.
Liniile în flux cu schimbarea reglajului au specificfaptul că produsele ce sunt proiectate să se fabrice se aseamănă între ele numai în ceea ce priveşte componenŃa operaŃiilor,astfel încât la trecerea de la prelucrarea unui tip de produs laaltul este necesară în mod obligatoriu o nouă reglare a utilajuluişi înlocuirea echipamentului tehnologic cu un altul.
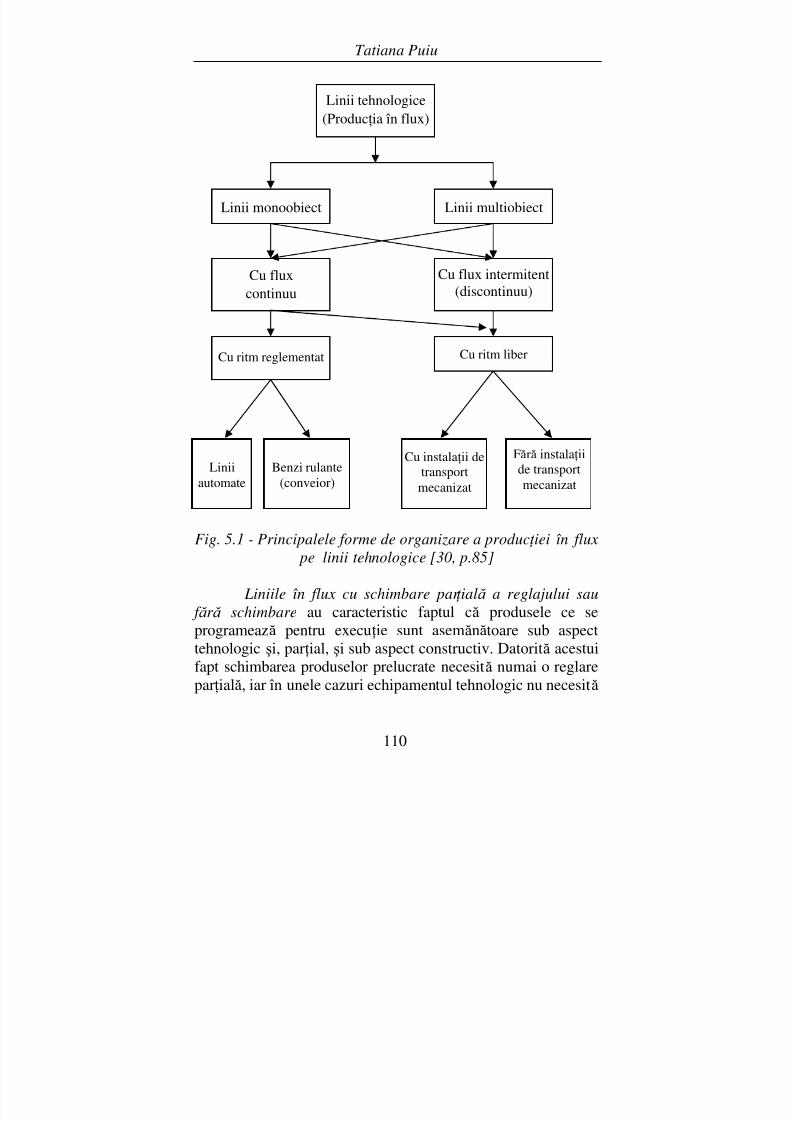
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 110/238
Tatiana Puiu
110
Fig. 5.1 - Principalele forme de organizare a produc Ń iei în flux
pe linii tehnologice [30, p.85]
Liniile în flux cu schimbare par Ń ială a reglajului sau f ă r ă schimbare au caracteristic faptul că produsele ce seprogramează pentru execuŃie sunt asemănătoare sub aspecttehnologic şi, parŃial, şi sub aspect constructiv. Datorită acestuifapt schimbarea produselor prelucrate necesită numai o reglare
parŃială, iar în unele cazuri echipamentul tehnologic nu necesită
Linii tehnologice(ProducŃia în flux)
Linii monoobiect Linii multiobiect
Cu fluxcontinuu
Cu flux intermitent(discontinuu)
Cu ritm reglementat Cu ritm liber
Liniiautomate
Benzi rulante(conveior)
Cu instalaŃii detransportmecanizat
Fără instalaŃiide transportmecanizat
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 111/238
Managementul produc Ń iei
111
nici un fel de reglare.f) După existenŃa producŃiei neterminate există: linii
în flux cu stocuri între operaŃii şi linii f ără stocuri de producŃie
neterminată între operaŃii.SituaŃia existentă pe teren în întreprinderile de
producŃie industrială evidenŃiază influenŃa unei multitudini defactori specifici asupra tipului de organizare a producŃiei pelinii în flux.
3.1.3. Parametrii de funcŃionare ai liniilorde producŃie în flux
Cu ocazia proiectării liniilor de producŃie în flux estenecesară determinarea unor parametri tehnico-economici careau implicaŃii în organizarea şi funcŃionarea acestora.
Principalii indicatori de funcŃionare ai liniilor deproducŃie în flux, stabiliŃi pe bază de calcul, sunt:
- tactul sau cadenŃa de producŃie;- ritmul de lucru al liniei;- numărul de locuri de muncă necesar pentru executarea
fiecărei operaŃii şi a întregului proces tehnologic;- numărul de muncitori care lucrează pe linie;- lungimea liniei;- viteza de deplasare a mijloacelor de transport care
deservesc linia.
Tactul sau caden Ń a de produc Ń ie (T) reprezintă intervalul de timp dintre obŃinerea a două produse consecutivela capătul liniei de producŃie în flux.
RelaŃia generală de calcul este:
Q
t T d 60×=

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 112/238
Tatiana Puiu
112
în care:- T este tactul de producŃie exprimat în minute/produs;- td este fondul de timp disponibil al liniei cores-
punzător perioadei pentru care s-a stabilit programul deproducŃie, exprimat în ore;
- 60 este durata unei ore exprimată în minute;- Q este producŃia programată a se executa în perioada
de timp considerată.
t d = (t c - t i) · ns · d s
în care:- tc = timpul calendaristic al perioadei considerate, înzile;
- ti = timpul întreruperilor reglementate (timp aferentduminicilor, sărbătorilor legale şi reducerii săptămânii de lucru,reparaŃiilor planificate şi întreruperilor tehnologice şiorganizatorice), exprimat în zile;
- ns = numărul de schimburi;
- ds = durata în ore a unui schimb.Tactul este un indicator care variază cu modificarea
programului de producŃie, a regimului de schimburi şi cu uneleparticularităŃi ale executării operaŃiilor tehnologice şi aleformelor liniilor în flux. Odată cu stabilirea tactului deproducŃie se asigură descoperirea şi mobilizarea rezervelorinterne ale întreprinderii.
Ritmul de lucru al liniei de produc Ń ie în flux (R)reprezintă cantitatea de produse care se obŃine pe linie înunitatea de timp. El caracterizează randamentul liniei în flux,este o mărime inversă tactului de producŃie şi se determină folosind una din următoarele relaŃii:
T R
1= sau
60×=
d t
Q R

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 113/238
Managementul produc Ń iei
113
Numă rul de locuri de muncă (Nlm) din cadrul unei linii
de producŃie în flux se determină atât pentru fiecare operaŃie înparte, cât şi pe total linie, pentru întregul proces tehnologic.
• Determinarea numărului de locuri de muncă pentrufiecare operaŃie în parte (Nlmi) se face conform relaŃiei:
T
t N i
lmi =
unde ti = durata operaŃiei iRezultatul obŃinut prin calcul se rotunjeşte în plus la număr întreg.
• Determinarea numărului de locuri de muncă pe totallinie (Nlml) se face conform relaŃiei:
∑==
n
i lmilml N N
1
Numă rul de muncitori (Nm) care lucrează pe linia deproducŃie în flux se stabileşte pe baza numărului de locuri demuncă şi al maşinilor, precum şi a normei de servire,urmărindu-se realizarea unei încărcări maxime a muncitorilor,prin folosirea lucrului la mai multe maşini.
Norma de servire reprezintă numărul de maşini pe careun muncitor le poate servi în acelaşi timp, în cadrul schimbului.Ea este egală sau mai mare decât 1 şi anume:
- norma de servire este egală cu 1 când maşinile de pelinie nu au timpi de funcŃionare automată; în acest caz numărulde muncitori este egal cu numărul de locuri de muncă;
- norma de servire este mai mare decât 1 când maşinilede pe linie au timpi de funcŃionare automată; în acest caz ea se
determină conform relaŃiei:

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 114/238
Tatiana Puiu
114
oi
oiai
si t
t t N
+= ,
în care:- Nsi = norma de servire pentru o operaŃie;- tai = timpul automat al maşinii la operaŃia i;- toi = timpul de lucru (de ocupare) al muncitorului laoperaŃia i.
Cunoscând mărimea normei de servire se determină numărul de muncitori necesar la fiecare operaŃie conformrelaŃiei:
si
imi N
t N = ,
şi apoi numărul de muncitori pe linia în flux, conform relaŃiei:
∑=
=n
imiml N N
1
Lungimea liniei în flux (L) este un indicator care sedetermină în mod diferenŃiat, funcŃie de modul de aşezare alocurilor de muncă, astfel:
• dacă locurile de muncă sunt aşezate de aceeaşi parte abenzii transportoare:
d N L lml ×=
în care d = distanŃa medie dintre două locuri de muncă succesive.
• dacă locurile de muncă sunt aşezate de o parte şi dealta a benzii transportoare:
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 115/238
Managementul produc Ń iei
115
2
d N L lml ×=
Viteza de deplasare (V) a mijloacelor de transport caredeservesc linia de producŃie în flux se calculează folosindrelaŃia:
T
d V =
3.1.4. EficienŃa economică a managementuluiproducŃiei în flux
Managementul eficient al producŃiei în flux influ-enŃează activitatea întreprinderii industriale şi conduce la
obŃinerea unor rezultate deosebite în procesul de producŃie.Folosirea metodei de organizare a producŃiei după principiulliniilor în flux s-a dovedit a fi cea mai eficientă în condiŃiilefabricării unei producŃii în masă sau de serie mare.
Dintre avantajele economice ale folosirii liniilor deproducŃie în flux cele mai importante sunt:
- asigură o productivitate a muncii superioară, datorită atât a specializării locurilor de muncă în efectuarea unei
operaŃii sau a unui număr redus de operaŃii tehnologice înrudite, cât şi datorită faptului că operaŃiile procesului deproducŃie pot fi mecanizate şi automatizate;
- asigură îmbunătăŃirea folosirii mijloacelor fixe;- oferă condiŃii pentru introducerea progresului tehnic;- permite reducerea ciclului de fabricaŃie a produsului,
scăderea stocurilor de producŃie neterminată şi accelerarea
vitezei de rotaŃie a mijloacelor circulante;
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 116/238
Tatiana Puiu
116
- conduce la mărirea volumului producŃiei în condiŃiilecreşterii gradului de utilizare a capacităŃilor de producŃie şi la îmbunătăŃirea calităŃii acesteia;
- asigură reducerea cheltuielilor cu transportul intern, cusalariile şi prin urmare reducerea costurilor de producŃie, etc.
Toate avantajele economice menŃionate reprezintă defapt factori de creştere ai eficienŃei economice a activităŃii întreprinderii industriale.
3.2. Organizarea producŃiei individuale şi de serie mică
Diversificarea tot mai accentuată a cererii consu-matorilor pentru produse industriale impune ca un număr marede întreprinderi industriale să execute o varietate sporită deproduse în cantităŃi mici, foarte mici sau chiar unicate, carediferă semnificativ între ele din punct de vedere al formei,structurii, materiilor prime sau proceselor necesare fabricării
lor. Această situaŃie impune adoptarea unor metode deorganizare a producŃiei de bază specifice realizării de produseunicat sau în serii mici.
Principalele caracteristici ale acestei metode deorganizare a producŃiei de bază sunt următoarele:
a) Organizarea unităŃilor de producŃie se face după principiul tehnologic, ceea ce presupune că secŃiile de bază seconstituie pentru efectuarea anumitor faze sau stadii ale
procesului tehnologic, iar amplasarea utilajelor se face pe grupeomogene de maşini. În acest caz, dotarea locurilor de muncă seface cu maşini şi utilaje universale (cu specializare foarteredusă) capabile să se adapteze uşor la schimbareanomenclatorului de fabricaŃie, permiŃând astfel efectuareatuturor operaŃiilor tehnologice la o mare varietate de produse.
ForŃa de muncă este calificată, executând aceeaşi
operaŃie la diferite produse.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 117/238
Managementul produc Ń iei
117
b) În cazul fabricării unor produse de complexitate şigabarit mare, unicate, organizarea procesului de producŃie seface după principiul denumit al poziŃiei fixe, conform căruia
amplasarea produsului care se fabrică este fixă, iar prelucrareaşi asamblarea lui se face prin deplasarea muncitorilor de la unloc de muncă la altul, în ordinea executării operaŃiilor impusă de fluxul tehnologic.
c) Această metodă de organizare a producŃiei necesită trecerea produselor de la un loc de muncă la altul, de la ooperaŃie la alta, în mod individual sau în loturi mici, cu ajutorulunor mijloace de transport cu deplasare discontinuă (cărucioaremanuale, electrocare, motostivuitoare). Au loc astfel întreruperirelativ mari în procesul de producŃie, ceea ce determină prelungirea duratei ciclului de producŃie şi mărirea stocurilorde producŃie neterminată.
d) Fabricarea produselor folosind această metodă presupune elaborarea unei tehnologii sumare în care seprecizează fazele de execuŃie, felul şi succesiunea operaŃiilor,
grupele de utilaje necesare. Tehnologia generală urmează a sedefinitiva şi detalia pentru fiecare produs, la fiecare loc demuncă de către tehnologi, maiştri sau muncitori. Se evită deci, în faza de proiectare, elaborarea unor tehnologii detaliate carear necesita un timp îndelungat şi costuri ridicate.
În mod cert, managementul producŃiei individuale şi deserie mică este dificil de realizat, deoarece fiecare proces deproducŃie trebuie tratat diferit.
Organizarea ştiinŃifică a procesului de producŃieindividuală şi de serie mică are o serie de avantaje şidezavantaje.
Cele mai importante avantaje ale organizării producŃieide bază după metoda producŃiei individuale şi de serie mică sunt:
- procesul de producŃie are o flexibilitate mare, putând
să se adapteze rapid la schimbarea nomenclatorului de
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 118/238
Tatiana Puiu
118
fabricaŃie;- utilajele, personalul şi resursele materiale se pot
substitui f ără a genera pierderi sau a perturba desf ăşurarea
procesului de producŃie;- abilitatea de a produce o gamă largă de produse la un
preŃ acceptabil.Cele mai importante dezavantaje ale organizării
producŃiei de bază după metoda producŃiei individuale şi deserie mică sunt:
- necesită forŃă de muncă cu un grad înalt de calificare;- costuri ridicate cu manipularea şi transportul intern al
produse-lor;- ciclul de producŃie al produselor este mare;- controlul procesului de producŃie şi al calităŃii
produselor este mult mai complex şi dificil, datorită caracteristicilor şi performanŃelor diferite ale produselor finite,precum şi a faptului că planificarea şi programarea producŃieidiferă de la un ciclu de producŃie la altul.
Managementul producŃiei individuale şi de serie mică foloseşte mai multe metode de organizare, cele mai importantefiind prezentate în continuare.
3.2.1. Metoda verigilor
Metoda porneşte de la definiŃia noŃiunii de verigă de
producŃie; aceasta desemnează relaŃia care se stabileşte întredouă locuri de muncă succesive din cadrul unui fluxtehnologic. Într-o secŃie de producŃie în care se prelucrează maimulte tipuri de produse vor exista maşini care vor avea unnumăr diferit de legături cu toate celelalte locuri de muncă dinsecŃie.
Metoda verigilor este folosită pentru amplasarea
locurilor de muncă după principiul grupelor omogene de
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 119/238
Managementul produc Ń iei
119
maşini. Ea constă în aceea că în centrul suprafeŃei de producŃiese amplasează acele utilaje care au un număr mare de verigi deproducŃie. Spre marginile suprafeŃei de producŃie se
amplasează acele utilaje care au un număr descrescător delegături cu celelalte locuri de muncă.
Deci, în centrul suprafeŃei de producŃie va avea loc untrafic intens, pe distanŃe scurte, iar spre marginile acesteia vaavea loc un trafic redus, pe distanŃe mai mari.
3.2.2. Sistemul flexibil de fabricaŃie
Sistemul flexibil de fabricaŃie reprezintă o modalitatespecifică de organizare a producŃiei de serie mică şi unicate.
ApariŃia sistemelor flexibile a fost determinată denecesitatea sporirii performanŃelor producŃiei individuale şi deserie mică, a creşterii eficienŃei economice a acesteia.
Principalele caracteristici ale unui sistem flexibil de
fabricaŃie sunt rezumate astfel [35, p.46]:- integrabilitatea, adică capacitatea de integrare într-unsistem de producŃie sub aspectul posibilităŃilor de cuplarefuncŃională cu alte sisteme;
- adaptabilitatea, presupunând o viteză mare de adaptarela schimbarea sarcinilor de producŃie şi reechipare uşoară cuSDV-uri;
- adecvarea, adică potrivirea maximă la operaŃiile
concrete, timp de parcurgere minim, cheltuieli minime deexploatare;
- dinamismul structural, ce constă în posibilitatea de a fimodificată structura sistemului flexibil în funcŃie de cerinŃe.
Studiile efectuate de ONU identifică trei stadii sauforme de organizare ale sistemelor flexibile de fabricaŃie,diferite datorită complexităŃii şi ariei de cuprindere, şi anume:
a) Unitatea flexibilă de prelucrare care reprezintă de

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 120/238
Tatiana Puiu
120
regulă o maşină complexă (centru de prelucrare), echipată cu omagazie de SDV-uri şi un manipulator sau robot care potfuncŃiona în regim automat;
b) Celula flexibilă de fabrica Ń ie alcătuită din două saumai multe unităŃi flexibile de prelucrare, cu maşini controlateprin intermediul calculatorului;
c) Sistemul flexibil de fabrica Ń ie care cuprinde maimulte celule de fabricaŃie conectate prin sisteme automate detransport, având rolul de a deplasa paletele, piesele şi sculele între maşini. Întreg sistemul este controlat direct de uncalculator central sau local care dirijează şi sistemele dedepozitare, echipamentele de măsură şi control, maşinile uneltecu comandă numerică etc.
Sistemul flexibil de fabricaŃie î şi îndeplineşte integralrolul pentru care a fost creat doar dacă cuprinde toatecomponentele unui sistem de fabricaŃie (de prelucrare, logistic,control şi comandă) şi nu se rezumă doar la subsistemul deprelucrare, aşa cum este prezentat în anumite lucrări de
specialitate. Acest punct de vedere presupune o integrare totală a celor patru subsisteme componente, ceea ce impune folosireade maşini cu comandă numerică, de transportoare automate,roboŃi industriali şi o reŃea de comunicaŃii care să concentrezetoate fluxurile informaŃionale care străbat sistemul flexibil defabricaŃie. [6, p.83]
O altă clasificare a formelor de organizare a fabricaŃieiflexibile identifică patru forme [6, p.73]:
a) celule flexibile de fabrica Ń ie, formate din una, două sau mai multe maşini cu funcŃionare coordonată;
b) linii flexibile de fabrica Ń ie, alcătuite din mai multemaşini dispuse în linie, utilizând un acelaşi mijloc de transportal pieselor;
c) grup flexibil de fabrica Ń ie, care cuprinde un numărnedefinit de maşini, legate printr-un mijloc de transport adecvat
(cărucior teleghidat), fiind de fapt o altă dispunere a liniei
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 121/238
Managementul produc Ń iei
121
flexibile;d) atelier flexibil de fabrica Ń ie, care înglobează un
ansamblu de celule, linii şi grupe flexibile de fabricaŃie.
În prezent există numeroase aplicaŃii ale sistemelorflexibile, fiind dificilă o individualizare perfectă a lor. În cadrulsistemelor de fabricaŃie se identifică o categorie distinctă, şianume sistemele flexibile de prelucrare.
Un sistem flexibil de prelucrare reprezintă un ansambluintegrat de maşini-unelte deservite prin intermediul unui sistemautomat de transport, manipulare şi depozitare a semifa-bricatelor, produselor finite, sculelor şi instrumentelor, înzestrat cu echipamente automatizate de măsurare şi testare,realizând, sub comanda calculatorului electronic, prelucrareasimultană sau succesivă a unor piese diferite, cu timpi dereglare mici şi cu o intervenŃie minimă a operatorului uman[34, p.21].
Principalele criterii de flexibilitate ce se utilizează laevaluarea sistemelor flexibile de prelucrare sunt următoarele
[34, p.21]:- flexibilitatea maşinilor, adică adaptarea lor cu uşurinŃă pentru prelucrarea unor piese cu configuraŃie geometrică diversă;
- flexibilitatea tehnologică, constând în aptitudinea deprelucrare a unui ansamblu dat de piese din materiale diferite şiprin metode diferite;
- flexibilitatea sarcinii de fabricaŃie, concretizată prin
capacitatea prelucrării în mod rentabil a unor cantităŃi diferitede producŃie;
- flexibilitatea fabricaŃiei, adică capacitatea de aprelucra piese universale;
- flexibilitatea producŃiei, adică capacitatea de trecererapidă şi în condiŃii de eficienŃă economică la prelucrarea unuinou produs;
- flexibilitatea operaŃională, definită prin capacitatea
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 122/238
Tatiana Puiu
122
sistemului de schimbare a succesiunii diferitelor operaŃiiaferente tuturor tipurilor de piese prelucrate;
- flexibilitatea itinerariului sau posibilitatea efectuării
cu uşurinŃă a unor modificări în dirijarea pieselor, atunci cândapar avarii accidentale ale unor componente ale sistemului;
- flexibilitatea extinderii în conformitate cu cerinŃeleconsumatorilor prin modularizare şi integrare etapizată.
Dintre avantajele pe care la prezintă sistemele flexibilede fabricaŃie amintim:
- capacitate mare de adaptare, cu eforturi reduse, laschimbarea sortimentului de fabricaŃie; se realizează prinmodificarea programului la calculator, f ără a se acŃiona asuprautilajelor sau echipamentelor din dotarea acestora;
- autonomie de funcŃionare pentru toate cele treischimburi de lucru, f ără intervenŃia muncitorului;
- utilizarea intensivă a maşinilor cu comandă numerică,a roboŃilor, a sistemelor automate de transport şi control, acalculatorului electronic;
- posibilităŃi de evoluŃie şi creştere continuă a niveluluide tehnicitate, în funcŃie de necesităŃile producŃiei.
3.2.3. RoboŃii industriali
Robotizarea reprezintă o cale importantă de perfec-Ńionare a sistemelor flexibile de fabricaŃie.
RoboŃii industriali sunt instalaŃii care permit auto-matizarea operaŃiilor umane, având rolul de a contribui laautomatizarea părŃii discontinue a proceselor tehnologice. Estevorba despre operaŃii care necesită intervenŃia braŃului şi mâiniioperatorului uman, sub supravegherea ochiului, coordonate decreier.
Robotul industrial mai poate fi definit ca un sistem
electro-pneumo-mecanic dotat cu mai multe grade de libertate,
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 123/238
Managementul produc Ń iei
123
capabil să execute autonom şi automat operaŃii de manipularesub controlul unui sistem de comandă echipat cu o memorieprogramabilă. [9, p.163]
În raport cu diversificarea de ordin constructiv şi cucomplexitatea funcŃiilor pe care le pot realiza, instalaŃiilepentru automatizarea operaŃiilor umane se pot clasifica în maimulte categorii: manipulatoare, instalaŃii de teleoperare şiroboŃi industriali.
Manipulatorul este o instalaŃie cu secvenŃe de lucrulimitate, cu 2-3 grade de libertate şi cu un sistem rigid deprogramare sau comandat nemijlocit de un operator uman.
Instala Ń ia de teleoperare este o instalaŃie pentruautomatizarea operaŃiilor umane a cărei sistem de comandă,sistem de acŃionare şi mecanic se află la o distanŃă mare faŃă deinstalaŃia propriu-zisă.
Robotul industrial este, de asemenea, o instalaŃie pentruautomatizarea operaŃiilor umane, a cărei performanŃe înfolosirea în procesul de producŃie s-au îmbunătăŃit permanent
în ultimii ani. Astfel, o primă categorie de roboŃi industriali oreprezintă instalaŃiile cu 5-6 grade de libertate ce pot memoraprograme prestabilite şi pot executa operaŃii memorate şi însuşite după efectuarea lor prima dată de un muncitor.Următoarea categorie o reprezintă instalaŃiile calificate dreptinteligente; sunt programabile, sunt dotate cu dispozitivesenzoriale, tactile, vizuale şi dau dispoziŃii organelor efectorii;pot executa o multitudine de operaŃii diferite. Cei mai evoluaŃi,
denumiŃi şi “perceptomotorii”, pot înŃelege comenzile umaneexprimate prin limbaj natural, putând găsi soluŃii într-un mediuincomplet cunoscut, în raport cu diferitele situaŃii imprevizibiledin mediul extern.
RoboŃii au următoarele caracteristici [4, p.87]:- sunt realizaŃi pentru a executa, în principal, operaŃii de
manipulare, deplasare şi transport care necesită în special
viteză, promptitudine şi mai puŃin forŃă sau capacitate
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 124/238
Tatiana Puiu
124
tehnologică;- sunt dotaŃi cu mai multe grade de libertate (3-7) astfel
încât să poată executa operaŃii relativ complexe, fiecare
mişcare individuală fiind deci mecanizată şi controlată deunitatea de conducere;
- sunt autonomi, cu o memorie programabilă capabilă să conducă o aparatură sau să execute operaŃii specifice, prinschimbarea programului memorat;
- sunt dotaŃi cu o unitate logică, pentru a realiza încercări şi a alege între două alternative.
Ca urmare a progreselor obŃinute în domeniulproiectării şi executării roboŃilor, asistăm la o lărgire a ariei deutilizare a acestora. Principalele activităŃi în care sunt folosiŃisunt cele de turnare, presare, sudură, vopsire, prelucrare,asamblare, servirea maşinilor şi utilajelor din industriaconstrucŃiilor din maşini. De asemenea utilizarea lor s-a extinsşi în industria materialelor de construcŃie, industria de fabricarea unor produse din sticlă, industria chimică, industria maselor
plastice.Utilizarea pe scară largă a roboŃilor industriali comportă două aspecte [4, p.90]:
a) Aspectul tehnic al problemei; acesta este determinatatât de lărgirea gamei produselor fabricate şi micşorareaseriilor de fabricaŃie, cât şi de nivelul ridicat al automatizăriiproceselor de fabricaŃie. Universalitatea roboŃilor, autonomia şiflexibilitatea comenzilor lor permit o realizare eficientă a
proceselor de producŃie automatizate, soluŃionând problemaautomatizării complexe a secŃiilor şi atelierelor de producŃie.
b) Aspectul economic al dezvoltării tehnologiilorrobotizate; acesta este determinat de tendinŃa foarte puternică de creştere continuă a costului forŃei de muncă, concomitent cuieftinirea relativă a sistemelor automatizate.

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 125/238
Managementul produc Ń iei
125
3.2.4. Metoda tehnologiei de grup
Organizarea producŃiei după metoda tehnologiei de
grup este o formă relativ nouă de organizare a producŃiei, pecare au adoptat-o multe întreprinderi industriale. Această metodă este determinată de necesitatea trecerii de la fabricareaunor loturi mici de produse la loturi mari. Ea urmăreştefolosirea unor elemente şi avantaje ale organizării producŃiei înflux, caracteristică producŃiei de masă, dar pentru producŃia deunicate şi de serie mică.
Introducerea producŃiei pe grupe presupune o serie delucrări specifice şi anume:
- încadrarea diferitelor produse care se fabrică în loturimici în anumite grupe de fabricaŃie, pe baza unor caracteristicicomune din punct de vedere constructiv (formă, gabarit etc)sau tehnologic (felul operaŃiilor, al utilajelor etc);
- elaborarea tehnologiei pe grupe de piese, care serealizează pe baza caracteristicilor piesei reprezentative (cea
care grupează cele mai multe din caracteristicile produselor saupieselor din grupa de care aparŃine). Dacă în grupă nu există unasemenea produs, se proiectează un produs fictiv care să cumuleze toate caracteristicile constructive şi tehnologice aleproduselor din grupă. În funcŃie de produsul reprezentativ seproiectează tehnologia şi apoi se alege utilajul şi echipamentultehnologic necesar.
Folosirea metodei tehnologiei de grup oferă urmă-
toarele avantaje [4, p.92]:- permite folosirea unor maşini şi utilaje specializate, de
mare randament şi trecerea la fabricaŃia produselor pe bazametodelor de organizare a producŃiei în flux cu toate avantajelece decurg din aceasta;
- permite folosirea unor echipamente tehnologicespecifice unei clase de produse sau piese, în locul unor
echipamente specifice fiecărui produs în parte, ceea ce
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 126/238
Tatiana Puiu
126
micşorează considerabil volumul de muncă necesar proiectăriişi producerii acestora;
- influenŃează în mod pozitiv mărimea ciclului de
fabricaŃie, folosirea capacităŃii de producŃie, nivelul produc-tivităŃii muncii şi al costurilor de producŃie.
Folosirea metodei de organizare a producŃiei pe bazatehnologiei de grup prezintă o importanŃă deosebită îndeosebi în industria construcŃiilor de maşini, în care mai mult de jumătate din volumul producŃiei este producŃie de unicate şi deserie mică.
3.2.5. Organizarea producŃiei prin proiecte
Procesul de producŃie care are la bază această metodă de organizare reprezintă un caz foarte rar întâlnit, caracteristicrealizării anumitor proiecte pe o perioadă limitată şi lungă şicare presupun o mobilizare totală a resurselor (echipamente de
producŃie, personal, materii prime). Astfel de procese deproducŃie sunt cele în care se realizează navele maritimespeciale, hidro şi termocentralele, lucrările de artă etc.
În realizarea unor asemenea proiecte resursele suntmobilizate într-un mod specific: unele sunt integral consumate,altele, cum ar fi forŃa de muncă sunt puse la dispoziŃia altor întreprinzători după terminarea proiectului sau sunt folositepentru realizarea altor proiecte.
În ceea ce priveşte caracteristicile resurselor mobilizatepentru realizarea unor producŃii de tip individual-proiect,subliniem:
- utilajele sunt, de regulă, polivalente;- forŃa de muncă are o calificare superioară;- materiile prime, materialele sunt alese în funcŃie de
natura produselor ce urmează a fi fabricate.
O problemă foarte importantă care trebuie rezolvată în
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 127/238
Managementul produc Ń iei
127
utilizarea acestui tip de organizare a producŃiei se referă larealizare arbitrajului între reducerea costurilor şi desf ăşurareaactivităŃii în timpul prevăzut. Reducerea costurilor depinde de
modul de folosire a resurselor, în timp ce respectareatermenelor de livrare depinde de modul de mobilizare acestora.
Posibilitatea de a realiza o activitate productivă pe operioadă scurtă de timp cu costuri reduse reprezintă principalulavantaj al metodei de organizare tip proiect.
În acelaşi timp trebuie evidenŃiat că, în cazulindustriilor puternic tehnologizate, organizarea producŃiei prinproiecte poate fi mai puŃin eficientă decât producŃia organizată pe arii de specialitate.
3.3. Metode moderne de organizare a producŃiei
În condiŃiile creşterii concurenŃei pe piaŃă a apărutnecesitatea dezvoltării unor sisteme de producŃie care să
producă pe principiile producŃiei în flux, dar în condiŃiileproducŃiei de serie, deci a unor sisteme integrate de organizarea producŃiei. Ele se întâlnesc sub diverse denumiri, precum:sistemul J.I.T. (Just in Time), sistemul O.P.T. (OptimizedProduction Technology), sistemul “Stoc zero”, sistemul “Fără stoc” etc.
3.3.1. Organizarea producŃiei după metodaJust in Time (J.I.T.)
Metoda J.I.T. este considerată de specialişti deosebit deimportantă pentru obŃinerea unei organizări superioare aproducŃiei. Ea a apărut ca o replică la metodele clasice deorganizare, care au la bază existenŃa stocurilor tampon,
constituite în vederea contracarării diferitelor evenimente cu
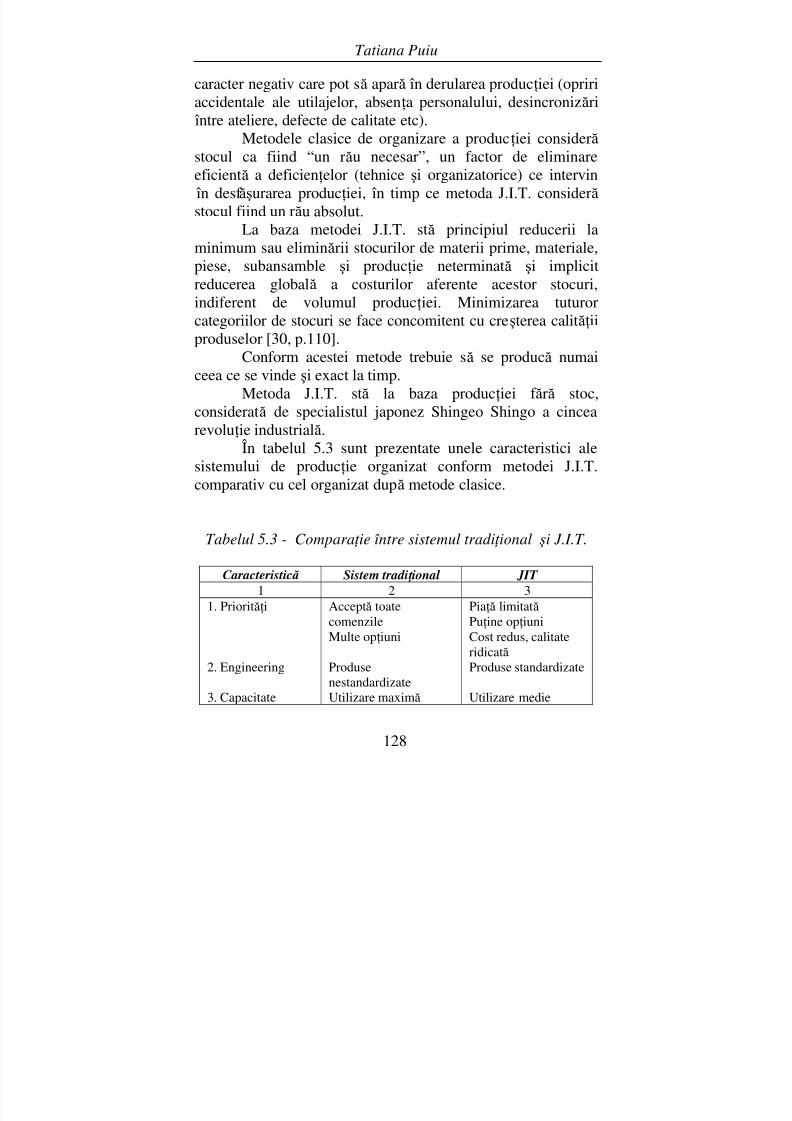
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 128/238
Tatiana Puiu
128
caracter negativ care pot să apară în derularea producŃiei (opririaccidentale ale utilajelor, absenŃa personalului, desincronizări între ateliere, defecte de calitate etc).
Metodele clasice de organizare a producŃiei consideră stocul ca fiind “un rău necesar”, un factor de eliminareeficientă a deficienŃelor (tehnice şi organizatorice) ce intervin în desf ăşurarea producŃiei, în timp ce metoda J.I.T. consideră stocul fiind un rău absolut.
La baza metodei J.I.T. stă principiul reducerii laminimum sau eliminării stocurilor de materii prime, materiale,piese, subansamble şi producŃie neterminată şi implicitreducerea globală a costurilor aferente acestor stocuri,indiferent de volumul producŃiei. Minimizarea tuturorcategoriilor de stocuri se face concomitent cu creşterea calităŃiiproduselor [30, p.110].
Conform acestei metode trebuie să se producă numaiceea ce se vinde şi exact la timp.
Metoda J.I.T. stă la baza producŃiei f ără stoc,
considerată de specialistul japonez Shingeo Shingo a cincearevoluŃie industrială.În tabelul 5.3 sunt prezentate unele caracteristici ale
sistemului de producŃie organizat conform metodei J.I.T.comparativ cu cel organizat după metode clasice.
Tabelul 5.3 - Compara Ń ie între sistemul tradi Ń ional şi J.I.T.
Caracteristică Sistem tradi Ń ional JIT 1 2 3
1. PriorităŃi
2. Engineering
3. Capacitate
Acceptă toatecomenzileMulte opŃiuni
ProdusenestandardizateUtilizare maximă
PiaŃă limitată PuŃine opŃiuniCost redus, calitateridicată Produse standardizate
Utilizare medie
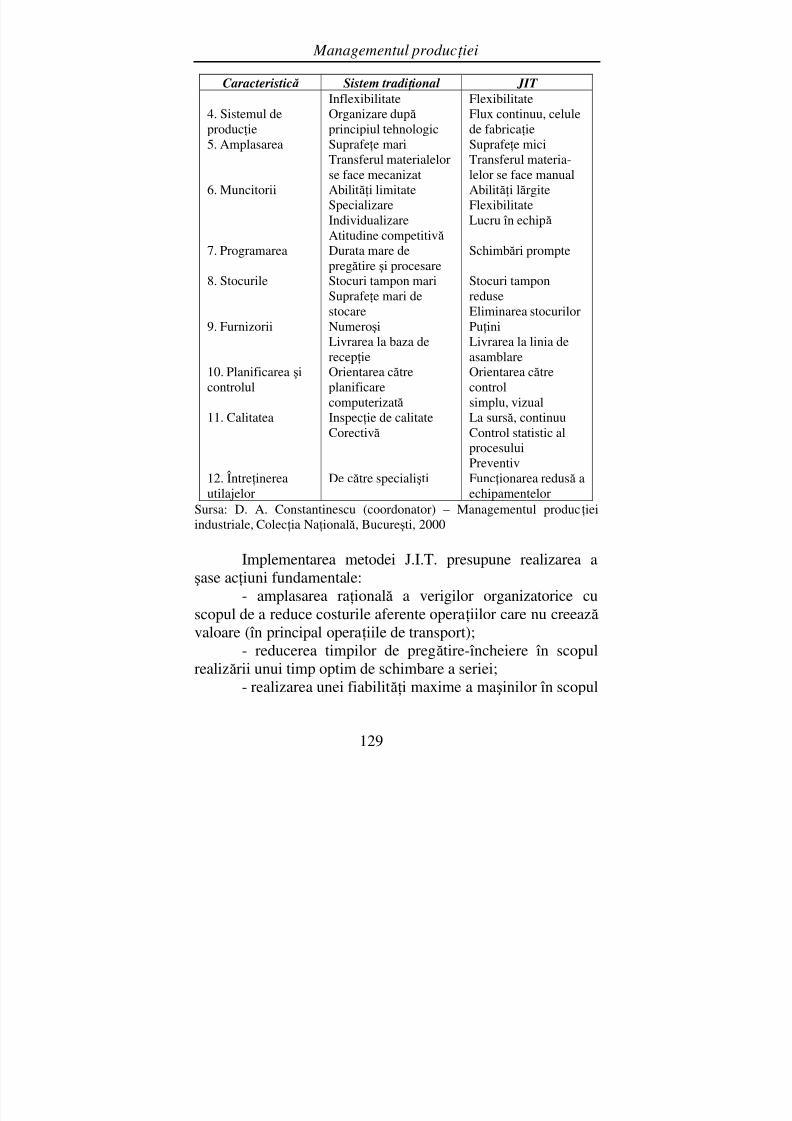
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 129/238
Managementul produc Ń iei
129
Caracteristică Sistem tradi Ń ional JIT
4. Sistemul deproducŃie5. Amplasarea
6. Muncitorii
7. Programarea
8. Stocurile
9. Furnizorii
10. Planificarea şicontrolul
11. Calitatea
12. ÎntreŃinereautilajelor
InflexibilitateOrganizare după principiul tehnologicSuprafeŃe mariTransferul materialelorse face mecanizatAbilităŃi limitateSpecializareIndividualizareAtitudine competitivă Durata mare depregătire şi procesare
Stocuri tampon mariSuprafeŃe mari destocareNumeroşiLivrarea la baza derecepŃieOrientarea cătreplanificarecomputerizată
InspecŃie de calitateCorectivă
De către specialişti
FlexibilitateFlux continuu, celulede fabricaŃieSuprafeŃe miciTransferul materia-lelor se face manualAbilităŃi lărgiteFlexibilitateLucru în echipă
Schimbări prompte
Stocuri tamponreduseEliminarea stocurilorPuŃiniLivrarea la linia deasamblareOrientarea cătrecontrolsimplu, vizual
La sursă, continuuControl statistic alprocesuluiPreventivFuncŃionarea redusă aechipamentelor
Sursa: D. A. Constantinescu (coordonator) – Managementul producŃieiindustriale, ColecŃia NaŃională, Bucureşti, 2000
Implementarea metodei J.I.T. presupune realizarea aşase acŃiuni fundamentale:
- amplasarea raŃională a verigilor organizatorice cuscopul de a reduce costurile aferente operaŃiilor care nu creează valoare (în principal operaŃiile de transport);
- reducerea timpilor de pregătire-încheiere în scopulrealizării unui timp optim de schimbare a seriei;
- realizarea unei fiabilităŃi maxime a maşinilor în scopul
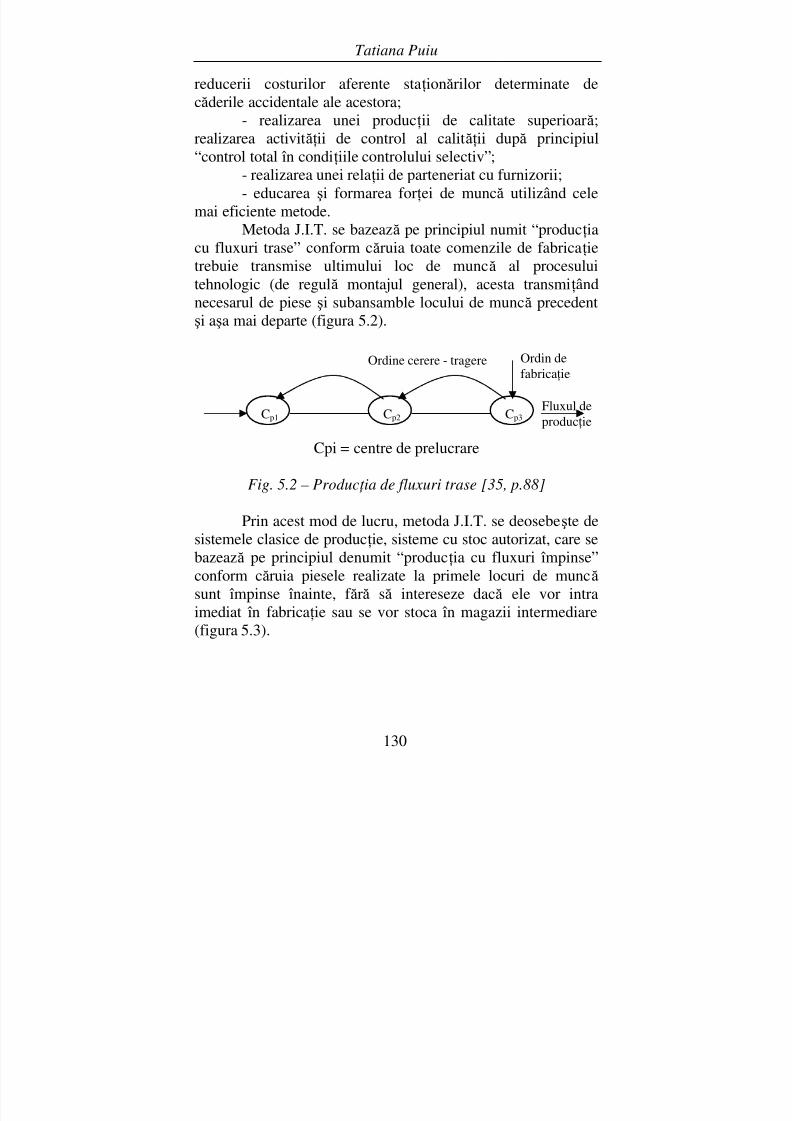
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 130/238
Tatiana Puiu
130
reducerii costurilor aferente staŃionărilor determinate decăderile accidentale ale acestora;
- realizarea unei producŃii de calitate superioară;
realizarea activităŃii de control al calităŃii după principiul“control total în condiŃiile controlului selectiv”;
- realizarea unei relaŃii de parteneriat cu furnizorii;- educarea şi formarea forŃei de muncă utilizând cele
mai eficiente metode.Metoda J.I.T. se bazează pe principiul numit “producŃia
cu fluxuri trase” conform căruia toate comenzile de fabricaŃietrebuie transmise ultimului loc de muncă al procesuluitehnologic (de regulă montajul general), acesta transmiŃândnecesarul de piese şi subansamble locului de muncă precedentşi aşa mai departe (figura 5.2).
Cpi = centre de prelucrare
Fig. 5.2 – Produc Ń ia de fluxuri trase [35, p.88]
Prin acest mod de lucru, metoda J.I.T. se deosebeşte desistemele clasice de producŃie, sisteme cu stoc autorizat, care se
bazează pe principiul denumit “producŃia cu fluxuri împinse”conform căruia piesele realizate la primele locuri de muncă sunt împinse înainte, f ără să intereseze dacă ele vor intraimediat în fabricaŃie sau se vor stoca în magazii intermediare(figura 5.3).
Cp1 Cp2 Cp3 Fluxul deproducŃie
Ordine cerere - tragere Ordin defabricaŃie
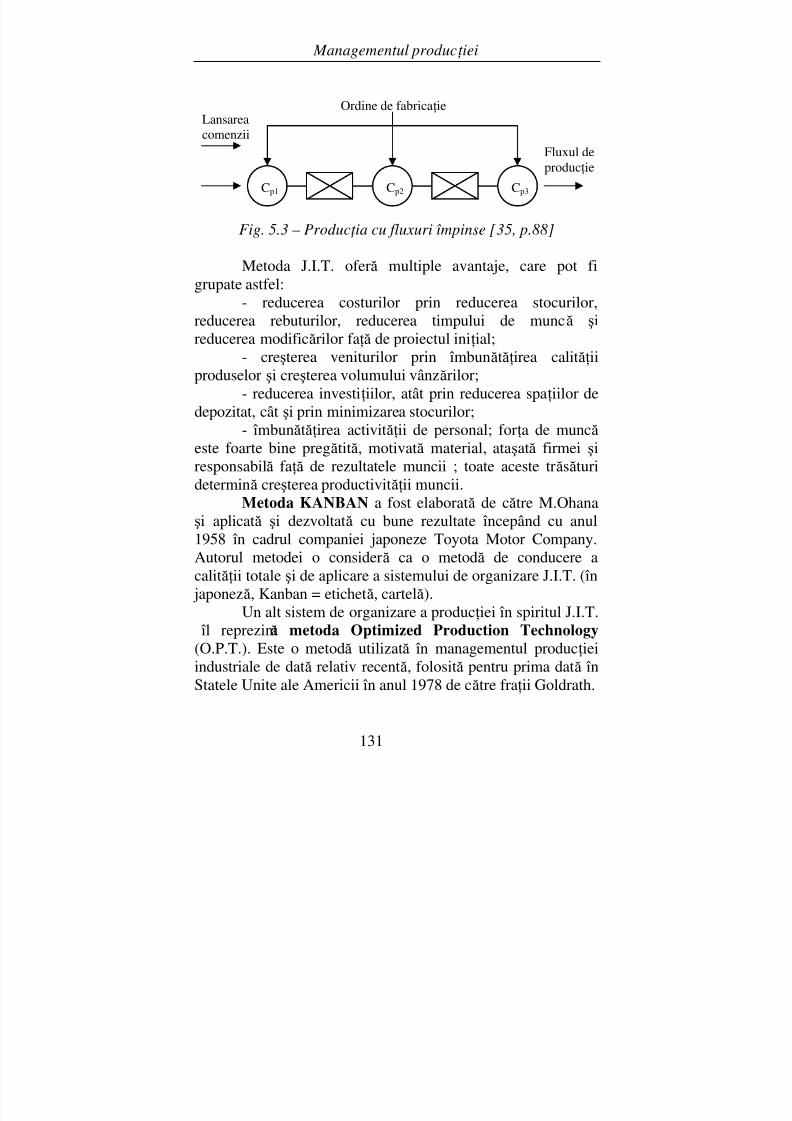
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 131/238
Managementul produc Ń iei
131
Fig. 5.3 – Produc Ń ia cu fluxuri împinse [35, p.88]
Metoda J.I.T. oferă multiple avantaje, care pot figrupate astfel:
- reducerea costurilor prin reducerea stocurilor,reducerea rebuturilor, reducerea timpului de muncă şireducerea modificărilor faŃă de proiectul iniŃial;
- creşterea veniturilor prin îmbunătăŃirea calităŃiiproduselor şi creşterea volumului vânzărilor;
- reducerea investiŃiilor, atât prin reducerea spaŃiilor de
depozitat, cât şi prin minimizarea stocurilor;- îmbunătăŃirea activităŃii de personal; forŃa de muncă este foarte bine pregătită, motivată material, ataşată firmei şiresponsabilă faŃă de rezultatele muncii ; toate aceste trăsăturidetermină creşterea productivităŃii muncii.
Metoda KANBAN a fost elaborată de către M.Ohanaşi aplicată şi dezvoltată cu bune rezultate începând cu anul1958 în cadrul companiei japoneze Toyota Motor Company.
Autorul metodei o consideră ca o metodă de conducere acalităŃii totale şi de aplicare a sistemului de organizare J.I.T. (în japoneză, Kanban = etichetă, cartelă).
Un alt sistem de organizare a producŃiei în spiritul J.I.T. îl reprezintă metoda Optimized Production Technology(O.P.T.). Este o metodă utilizată în managementul producŃieiindustriale de dată relativ recentă, folosită pentru prima dată în
Statele Unite ale Americii în anul 1978 de către fraŃii Goldrath.
Cp1 Cp2 Cp3
Lansarea
comenzii Fluxul deproducŃie
Ordine de fabricaŃie
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 132/238
Tatiana Puiu
132
Spre deosebire de metoda KANBAN, bazată penecesitatea minimizării stocurilor, metoda O.P.T. pleacă înoptimizarea proceselor de producŃie de la locurile înguste care
pot ştrangula fluxul de producŃie.
3.3.2. Sistemul de producŃie integrat prin calculator
Sistemul de producŃie integrat prin intermediulcalculatorului (C.I.M. = Computer Integrated Manufacturing)reprezintă o metodă de organizare a producŃiei prin care seasigură integrarea tuturor elementelor legate de producŃie, atâtprin mijloace cu caracter tehnic, cât şi prin cele cu caractereconomic, social şi uman.
Metoda se defineşte prin următoarele elemente [35,p.24]:
- reprezintă un sistem global care integrează toatesubsistemele angrenate în realizarea sarcinilor de producŃie
(subsistemele de proiectare, fabricaŃie, conducere, logistic etc);- integrarea subsistemelor se înf ăptuieşte prinintermediul calculatorului electronic utilizând o bază de datereactualizată continuu;
- calculatorul electronic realizează în mod directconducerea şi controlul fiecărui subsistem, folosind programeleimplementate.
Aplicarea metodei cuprinde ansamblul activităŃilor
întreprinderii, şi anume:a) proiectarea asistată de calculator, care presupune:- proiectarea propriu-zisă (Computer Aided Desing);- testarea şi verificarea asistată de calculator (Computer
Aided Testing).b) planificarea, pregătirea şi controlul fabricaŃiei, cu
componentele:
- aprovizionarea şi desfacerea asistată de calculator
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 133/238
Managementul produc Ń iei
133
(Computer Aided Logistics);- pregătirea şi programarea fabricaŃiei asistată de
calculator (Computer Aided Planning);
- activitatea financiar-contabilă asistată de calculator(Computer Financial Planning).
c) fabricaŃia asistată de calculator (Computer AidedManufacturing), parte esenŃială a C.I.M. şi care integrează maimulte activităŃi, şi anume: stocarea şi urmărirea materialelor pefluxul de fabricaŃie; deplasarea materialelor de-a lungulitinerariului tehnologic; conducerea directă a maşinilor şiutilajelor, în special a celor cu comandă numerică şi aroboŃilor; controlul calităŃii după fiecare fază de fabricaŃie[30, p.104].
Aplicarea acestei metode urmăreşte creştereaproductivităŃii muncii, reducerea costurilor, respectareatermenelor de livrare, asigurarea unui grad înalt de flexibilitateatât pentru fiecare componentă, cât şi pentru întreg sistemul.
**
În ultimii douăzeci de ani în special în Japonia s-austructurat noi metode pentru conducerea produc Ń iei. LiteraturainternaŃională (P. Drucker) utilizează pentru a le individualizatermenul „noi sisteme productive” (New Performing SystemsNPS). Acestea reprezintă metode manageriale complexe ceconferă o nouă perspectivă conducerii producŃiei şi includ:
• managementul total al fabricaŃiei (Total ManufacturingManagement TMM);
• conducerea totală a calităŃii (Total Quality Control TQC);• mentenanŃa totală a sistemelor productive (Total
Productive Maintenance TPM);
* după Nicolescu, O., Plumb, I., Pricop, M., Vasilescu, I., Verboncu, I.(coordonatori lucrare) – Abordări moderne în managementul şi economiaorganizaŃiei, vol. 2, Management pe domenii de activitate, Editura
Economică, Bucureşti, 2003
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 134/238
Tatiana Puiu
134
• implicarea totală a angajaŃilor (Total EmployeeInvolvement TEI);
• inginerie industrială totală (Total Industrial Engineering
TIE).Aceste metode împreună cu Kanban au constituit prima
generaŃie N.P.S.A doua generaŃie este reprezentată de metode specifice
precum:• dezvoltarea funcŃiilor calităŃii (Quality Function
Development QFD);• sistemul de îmbunătăŃire continuă (Continuous
Improvement Systems CIS);• noile instrumente manageriale (New Management
Tools NMT) etc.Aşa cum modelul taylorist a devenit după câteva
decenii structura logică, invizibilă, dar atotprezentă înmanagementul clasic, este de prevăzut că noile sistemeoperative vor urma aceeaşi cale, devenind baza producŃiei
următoare.Obiectivele ce trebuie atinse cu aceste metode suntpuŃin diferite de ceea ce se propunea până acum (G. Merli).Prioritatea nu este exprimată explicit ca fiind eficienŃa întermeni de resurse direct consumate, ci un set de obiectiveoperaŃionale orientate spre productivitate: zero defecte, zerostocuri, zero întreruperi, zero defecŃiuni, zero documente.
Cele mai multe schimbări semnificative în sistemele
avansate de producŃie au avut loc în Japonia. Şi tot în Japonia,Universitatea Waseda din Tokio a lansat proiectul de cercetare„Manufacturing 21” al cărui scop este să dezvolte noi sistemede producŃie pentru industrie. În cadrul proiectului, pornind dela un scenariu economic al sfârşitului de secol XX (tabelul 5.4),s-au identificat următoarele posibilităŃi strategice:
- dezvoltarea şi fabricaŃia produselor pentru care există
deja o competenŃă, mai mult decât orientarea după preŃ;
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 135/238
Managementul produc Ń iei
135
- câştigarea de poziŃii prin utilizarea de preŃuri mici laprodusele de clasă mondială;
- câştigarea avantajului competitiv prin flexibilitatea în
fabricaŃie;- dezvoltarea unui sistem productiv multinaŃional.
Din cele prezentate rezultă şi un alt obiectiv ce trebuieatins cu noile sisteme de producŃie, şi anume fabrica Ń ie de nivelmondial (World-Class Manufacturing).
R. J. Schonberg identifică următoarele caracteristici aleacesteia:
• utilizarea unor tehnici manageriale identice cu ale întreprinderilor competitive;
• utilizarea metodei Kanban pentru coordonareaactivităŃilor;
• efectuarea unor îmbunătăŃiri permanente asupraproceselor şi produselor;
• acŃionarea pentru schimbarea culturii întreprinderiiprin utilizarea unor tehnici noi;
• simplificarea activităŃilor;• crearea flexibilităŃii în fabricaŃie;• mărirea numărului de transporturi şi micşorarea
cantităŃilor.Tabelul 5.4 - Scenariul economic
Prezent Viitor- creştere economică înaltă - creştere economică joasă - dezvoltare continuă atehnologiei
- realizări tehnologicediscrete
- pieŃe în creştere - pieŃe mature- obiective clare - obiective largi- orientare spre afacerinaŃionale
- activitate economică globală
- cultură omogenă - cultură eterogenă
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 136/238
Tatiana Puiu
136
Scopul fabricaŃiei de nivel mondial este realizarea uneicalităŃi de clasă mondială pentru produse.
4. CAPACITATEA DE PRODUCłIE AÎNTREPRINDERII INDUSTRIALE
4.1. NoŃiunea de capacitate de producŃie şimodalităŃi de exprimare
Capacitatea de produc Ń ie (Cp) a unei întreprinderiindustriale reprezintă producŃia maximă ce poate fi obŃinută într-o perioadă de timp, pentru o structură şi o calitate aproducŃiei determinate de cererea de pe piaŃă, în condiŃiilefolosirii depline, intensive şi extensive, a capitalului fix,corespunzător celui mai eficient regim de lucru şi de organizareraŃională a producŃiei şi a muncii. În calculul capacităŃii deproducŃie nu sunt luaŃi în considerare o serie de factori
nefavorabili, cum ar fi: existenŃa locurilor înguste, lipsa forŃeide muncă, a materiilor prime şi materialelor, disfuncŃionalităŃi în procesul de desfacere a produselor, întreruperi neprogramateale procesului de producŃie etc.
Capacitatea de producŃie nu trebuie confundată cuproducŃia posibilă sau cu producŃia planificată sau efectivrealizată.
Produc Ń ia posibilă (Qp) reprezintă volumul maxim de
producŃie ce poate fi obŃinut Ńinând seama de locurile îngustecare limitează producŃia sub nivelul capacităŃii de producŃie.
Produc Ń ia planificat ă sau cea efectiv realizat ă (Q) are labază condiŃiile concrete existente în perioada considerată, carepot să reflecte aspecte mai puŃin favorabile în ceea ce priveştefolosirea deplină a capitalului fix; reflectă deci gradul defolosire a capacităŃii de producŃie (previzionat sau efectiv).
Între cei trei indicatori există următoarea relaŃie:
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 137/238
Managementul produc Ń iei
137
QQC p p ≥≥
DiferenŃa dintre capacitatea de producŃie şi producŃiaplanificată sau efectiv realizată constituie rezerva potenŃială deproducŃie (Rp) a întreprinderii, conform relaŃiei:
R p = C p - Q
Capacitatea de producŃie are un caracter dinamic; ea se
modifică în permanenŃă, urmare modificărilor condiŃiilor luate în calcul la determinarea ei. Cunoaşterea sa reală este absolutnecesară deoarece permite:
- identificarea rezervelor de creştere a producŃiei;- fundamentarea planului de producŃie;- dimensionarea necesarului de factori de producŃie;- alegerea soluŃiei optime de organizare a producŃiei;- stabilirea relaŃiilor de colaborare cu alte întreprinderi
industriale;- stabilirea cantităŃii ce poate fi produsă şi vândută şi
prin urmare a relaŃiilor cu furnizorii şi clienŃii.Pentru exprimarea mărimii capacităŃii de producŃie se
utilizează de obicei unităŃile de măsură ale volumuluiproducŃiei fabricate (tone, metri cubi, metri pătraŃi, bucăŃi,KWh etc), pentru a se asigura comparabilitatea între aceşti
indicatori.Există şi excepŃii:- dacă din aceeaşi factori de producŃie prelucraŃi la o
instalaŃie sau linie tehnologică se obŃine un număr mare desortimente de produse finite, cu o structură variabilă, sau atuncicând se modifică compoziŃia materiei prime (exemplu:prelucrarea ŃiŃeiului, a minereurilor etc), capacitatea deproducŃie se exprimă în cantitatea de materie primă supusă
prelucrării;
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 138/238
Tatiana Puiu
138
- când la unele utilaje se prelucrează materie primă cucalităŃi diferite se recomandă determinarea capacităŃii deproducŃie în funcŃie o anumită calitate etalon a materiei prime,
luată în considerare în faza de proiectare. Pot să apară două situaŃii: când materia primă prelucrată este superioară celeietalon capacitatea de producŃie se determină conform calităŃiifolosite, iar când materia primă folosită este inferioară celeietalon nu se diminuează mărimea capacităŃii determinate;
- când producŃia se realizează într-o gamă variată desortimente, dar se poate exprima într-un produs echivalent,capacitatea de producŃie se calculează prin echivalare, folosindanumiŃi coeficienŃi de echivalare, a căror mod de calcul este înmajoritatea cazurilor indicat de Institutul NaŃional de Statistcă şi Studii Economice. Ca produs reprezentativ sau echivalent seindică a fi ales produsul cu cea mai mare pondere în producŃiafizică sau, dacă există mai multe produse cu ponderi mari şiapropiate, se alege ca produs reprezentativ acel produs careasigură cea mai eficientă utilizare a maşinilor;
- în cazul întreprinderilor industriale care fabrică oproducŃie compusă dintr-un mare număr de sortimente şitipodimensiuni, a căror structură prezintă modificări însemnate în timp, capacitatea de producŃie se exprimă valoric;
- întreprinderile cu producŃie sezonieră determină mărimea capacităŃii de producŃie anuale în funcŃie de duratacampaniei de lucru realizată sau planificată.
Capacitatea de producŃie se determină la nivel de utilaj,
instalaŃie, loc de muncă, atelier, secŃie, întreprindere,subramură şi chiar la nivel de ramură.
4.2. Factorii care determină mărimea capacităŃii deproducŃie
Mărimea capacităŃii de producŃie este influenŃată de o
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 139/238
Managementul produc Ń iei
139
serie de factori care se pot grupa în două categorii, astfel:- factori direcŃi, care, de obicei, se regăsesc în formula
de calcul a capacităŃii de producŃie, cum ar fi caracteristicile
dimensionale ale verigilor de fabricaŃie, normele de utilizareintensivă şi extensivă, sortimentul producŃiei;
- factori indirecŃi, care, de regulă, nu se pot cuantifica,drept pentru care nu se pot lua în calculul capacităŃii deproducŃie în mod direct; ei însă influenŃează asupra factorilordirecŃi şi în acest fel asupra mărimii capacităŃii de producŃie.
În figura 5.4 sunt prezentaŃi factorii care determină mărimea capacităŃii de producŃie.
a) Caracteristica dimensională a verigii de fabrica Ń ie sereferă la acele elemente care determină posibilităŃile deproducŃie ale verigii respective. Ele se pot prezenta sub maimulte forme concrete, în funcŃie de natura verigii de fabricaŃieşi de particularităŃile tehnologice ale proceselor ce sedesf ăşoară în cadrul său. Astfel de elemente sunt:
• numărul, componenŃa, starea de uzură şi
caracteristicile tehnice ale utilajelor, care se află în relaŃie dedirectă proporŃionalitate cu mărimea capacităŃii de producŃie aunei verigi de producŃie. În calcul se iau acele maşini şi utilajedestinate exclusiv scopurilor industrial-productive, cu condiŃiasă fie în funcŃiune, indiferent dacă funcŃionează sau nu, dacă sunt în reparaŃie sau modernizare, inclusiv cele care vor fi puse în funcŃiune pe parcursul perioadei considerate. Nu sunt luate în considerare utilajele care nu participă direct la procesul
productiv (cele din secŃiile de reparaŃii şi SDV-uri), utilajeleaflate în conservare sau rezervă;
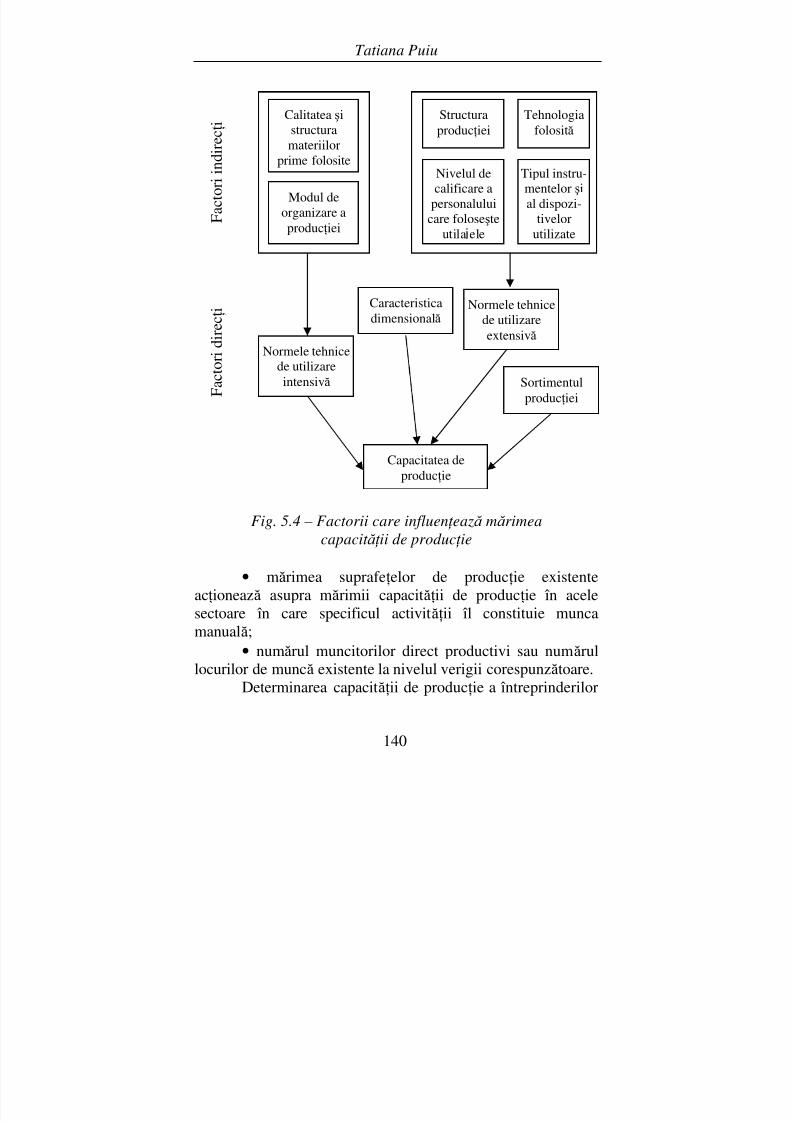
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 140/238
Tatiana Puiu
140
Fig. 5.4 – Factorii care influen Ń ează mă rimeacapacit ăŃ ii de produc Ń ie
• mărimea suprafeŃelor de producŃie existenteacŃionează asupra mărimii capacităŃii de producŃie în acelesectoare în care specificul activităŃii îl constituie muncamanuală;
• numărul muncitorilor direct productivi sau numărullocurilor de muncă existente la nivelul verigii corespunzătoare.
Determinarea capacităŃii de producŃie a întreprinderilor
StructuraproducŃiei
Nivelul decalificare a
personaluluicare foloseşte
utila ele
Tehnologiafolosită
Tipul instru-mentelor şial dispozi-
tivelorutilizate
Calitatea şistructuramateriilor
prime folosite
Modul deorganizare aproducŃiei
Normele tehnicede utilizareintensivă
Caracteristicadimensională
Normele tehnicede utilizareextensivă
SortimentulproducŃiei
Capacitatea deproducŃie
F a c t o r i i n d i r e c Ń i
F a c t o r i d i r e c Ń i
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 141/238
Managementul produc Ń iei
141
industriale se face în funcŃie de caracteristicile dimensionale(de lucru) ale verigii conducătoare (acea verigă de producŃiecare are cea mai mare importanŃă în desf ăşurarea activităŃii, are
o complexitate tehnică deosebită sau o valoare de inventar maimare comparativ cu celelalte verigi şi care determină nivelulproducŃiei).
b) Norma de utilizare intensivă (indicatorul de utilizareintensivă) reprezintă producŃia maximă care poate fi obŃinută înunitatea de timp de o unitate caracteristică dimensională (exemplu: tone piese turnate/m.p. suprafaŃă pe lună în secŃiilede turnătorie din întreprinderile constructoare de maşini; tonefontă /mc de volum al furnalului în 24 de ore etc).
Indicatorul de utilizare intensivă a maşinilor şiinstalaŃiilor reperzintă un factor complex, cu influenŃă directă asupra mărimii capacităŃii de producŃie, fiind influenŃat larândul său de o multitudine de factori: calitatea şi structuramateriilor prime folosite, nivelul tehnic al utilajelor, viteza deprelucrare, modul de organizare a producŃiei etc.
Pentru maşinile, utilajele şi instalaŃiile noi, normele deutilizare intensivă care se iau în calculul capacităŃilor deproducŃie se determină pe baza caracteristicilor tehnico-productive de funcŃionare menŃionate în documentaŃiiletehnice. Pentru cele deja existente în funcŃiune, normele deutilizare intensivă se determină pe baza realizărilor din luna devârf înscrise în evidenŃele proprii ale întreprinderii. Deasemenea se mai pot stabili nivele pentru aceste norme prin
compararea cu realizările de vârf obŃinute la mijloace fixe deacelaşi fel (din Ńară sau străinătate), care lucrează în condiŃiisimilare.
Nivelul realizat al indicatorului de utilizare intensivă secalculează conform relaŃiei:
K T
Q I
ef ui
⋅=

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 142/238
Tatiana Puiu
142
în care:Iui = indicatorul de utilizare intensivă (buc., tone, m,
etc.);
Q = volumul producŃiei realizate;Tef = timp efectiv de funcŃionare în perioada
considerată (ore);K = mărimea caracteristicii dimensionale a unităŃii de
producŃie considerată (număr de maşini, mărimea fizică specifică, suprafaŃa de producŃie).
Date fiind progresele rapide din ştiinŃă şi tehnică,normele de utilizare intensivă trebuie revizuite şi comparatecontinuu cu cele obŃinute în Ńară şi străinătate, pentru a puteaaprecia în ce măsură acestea mai exprimă corect producŃiamaximă posibilă de realizat.
c) Norma de utilizare extensivă (indicatorul de utilizareextensivă) reprezintă timpul maxim disponibil de funcŃionare amaşinilor, utilajelor, instalaŃiilor sau de folosire a suprafeŃei deproducŃie într-o perioadă considerată.
Acest indicator este influenŃat, la rândul său, denumeroşi factori, care influenŃează în mod indirect mărimeacapacităŃii de producŃie (figura 5.4).
Timpul maxim disponibil se determină cu ajutorulurmătoarelor relaŃii:
( )
( ) ssscn
ot r nd
d nT T T
T T T T
××−=
+−=
în care:Td = fond de timp maxim disponibil, exprimat în ore;Tn = fond de timp nominal, exprimat în ore;Tc = fond de timp calendaristic, exprimat în zile;Ts = fond de timp aferent duminicilor, săptămânii
reduse de lucru şi sărbătorilor legale, exprimat în zile;
ns = numărul de schimburi în care se lucrează;

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 143/238
Managementul produc Ń iei
143
ds = durata unui schimb în ore;Tr = fondul de timp aferent reparaŃiilor şi reviziilor
planificate, exprimat în ore;
Tot = fondul de timp aferent opririlor conformtehnologiei (reglarea şi pregătirea utilajelor la trecerea de lafabricarea unui produs la altul), exprimat în ore.
În calculul capacităŃilor de producŃie apar trei situaŃiilegate de fondul de timp disponibil, astfel:
- pentru procesele de producŃie cu caracter continuu:
T d = T c
- pentru procesele de producŃie cu caracter discontinuu:
T d = T n - (T r +T ot )
- pentru procesele de producŃie cu caracter sezonier:
T d = T camp
în care Tcamp = timpul aferent campaniei de lucru
Un alt indicator utilizat în analiza capacităŃilor deproducŃie îl reprezintă fondul de timp efectiv, indicator care ia în consideraŃie condiŃiile concrete, organizatorice aledesf ăşurării activităŃii de producŃie. El reprezintă fondul de
timp disponibil diminuat cu timpul aferent tuturor întreruperilor efective neplanificate care au existat în perioadaconsiderată şi se calculează conform relaŃiei:
T ef = T d - T în în care:Tef = fond de timp efectiv;
T în = fond de timp aferent întreruperilor neplanificate.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 144/238
Tatiana Puiu
144
RelaŃia dintre cei doi indicatori este:
T d ≥ T ef
O bună organizare a producŃiei şi a muncii conduce ladiminuarea timpului de întreruperi neplanificate, deci adiferenŃei dintre timpul disponibil şi cel efectiv.
d) Sortimentul produc Ń iei care se fabrică este un factorcare influenŃează capacitatea de producŃie, prin aceea că,diferitele produse, necesitând consumuri de muncă diferite,determină mărimi diferite ale capacităŃilor de producŃie,precum şi un grad diferit de încărcare a utilajului sau asuprafeŃei de producŃie. Sortimentul optim este cel care asigură folosirea cea mai bună a capacităŃii de producŃie. Nu întotdeauna sortimentul planificat este cel optim, el aflându-sesub influenŃa cererii de pe piaŃă.
4.3. Clasificarea capacităŃilor de producŃie
CapacităŃile de producŃie se pot clasifica folosinddiverse criterii.
După perioada luată în considerare se distingurmătoarele categorii: capacitatea aferentă anului de bază,capacitatea pusă în funcŃiune pe parcursul anului, capacitateascoasă din funcŃiune în timpul anului şi capacitatea pentru anul
curent, previzionat.Capacitatea de produc Ń ie aferent ă anului de bază
reprezintă capacitatea existentă la sfârşitul anului considerat cabază.
Capacitatea de produc Ń ie pentru anul previzionat reprezintă o capacitate medie a anului curent. Ea se determină conform relaŃiei:
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 145/238
Managementul produc Ń iei
145
d
fii
d
fssem T
T C
T
T C C C +−=
în care:Cm = capacitatea medie anuală totală;Ce = capacităŃi existente în funcŃiune la începutul
anului;Cs = capacităŃi scoase din funcŃiune în cursul anului;Ci = capacităŃi intrate în funcŃiune în cursul anului;Tfs = timpul de nefuncŃionare a capacităŃii scoase din
funcŃiune;Tfi = timpul de funcŃionare a capacităŃii puse înfuncŃiune;
Td = timpul anual maxim disponibil.
În literatura de specialitate sunt individualizaŃi şi alŃidoi indicatori ai capacităŃii de producŃie, şi anume: capacitateatehnică şi capacitatea de regim. [27, p.29]
Capacitatea tehnică este definită ca limita maximă apotenŃialului productiv al unei firme pentru fiecare interval detimp luat în considerare, stabilită pe baza adoptării unei viziuniprogresive asupra tuturor parametrilor care influenŃează mărimea acesteia. [30, p.21]
Capacitatea tehnică (teoretică) reflectă folosireamijloacelor tehnice în condiŃii ideale, când nu există nici un
factor cu acŃiune perturbatoare asupra utilizării la maximum autilajelor şi suprafeŃelor de producŃie. Acest inidicator esteechivalent cu noŃiunea de capacitate de producŃie, considerată în general. El exprimă, deci, producŃia maximă posibilă corespunzătoare unor condiŃii ideale (perfecte) de natură tehnică, organizatorică şi umană, adică starea de excelenŃă saude maximă competitivitate a unei firme.
Capacitatea de regim este acel indicator care exprimă
posibilităŃile maxime de producŃie pentru o perioadă dată,
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 146/238
Tatiana Puiu
146
Ńinând seama de factorii concreŃi ce vor acŃiona în perioadaprevizionată de gestiune [30, p.21]. Acest indicator reflectă posibilităŃile concrete de folosire a mijloacelor fixe în perioada
luată în considerare. Deci, capacitatea de regim esteechivalentă cu noŃiunea de producŃie posibilă.
AfirmaŃiile cu privire la aceşti doi indicatori evidenŃiază că mărimea capacităŃii de regim este întotdeauna mai mică decât capacitatea tehnică, diferenŃa dintre ele constituindrezerva potenŃială de producŃie a întreprinderii.
4.4. Determinarea capacităŃii de producŃie
ModalităŃile de determinare a capacităŃii de producŃiesunt influenŃate de particularităŃile proceselor tehnologice aleramurii de activitate în care se situează întreprinderea, precumşi de condiŃiile concrete de producŃie ale acesteia.
Există o serie de principii de bază pentru
determinarea mărimii capacităŃii de producŃie, principiicare trebuiesc respectate în calculele de capacitate, indiferentde particularităŃile întreprinderii industriale. Aceste principiiprevăd:
• mărimea capacităŃii de producŃie a întreprinderiiindustriale se determină numai în funcŃie de secŃiile de bază;secŃiile auxiliare, de servire şi anexe pot influenŃa doar gradulde utilizare a capacităŃii de producŃie;
• mărimea capacităŃii de producŃie la nivelul întreprinderii industriale se determină gradual, începând cuverigile inferioare şi continuând succesiv spre verigile de nivelsuperior. Verigile de producŃie sunt constituite din utilaje,maşini, locuri de muncă, ateliere, secŃii, suprafeŃe de producŃiecu ajutorul cărora se realizează producŃia întreprinderilor.Capacitatea unei verigi de producŃie se determină în funcŃie de
caracteristicile tehnico-productive menŃionate în documentaŃia
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 147/238
Managementul produc Ń iei
147
tehnică a proiectelor de investiŃii sau în fişele tehnice aleutilajelor, de realizările optime efective sau prin compararea cuverigi similare din Ńară şi străinătate;
• determinarea capacităŃii de producŃie a fiecărei unităŃide producŃie de nivel superior se face în funcŃie de capacitateade producŃie a verigii conducătoare (acea verigă de producŃiecare are cea mai mare importanŃă în desf ăşurarea activităŃii, areo complexitate tehnică deosebită sau are o valoare de inventarmai mare comparativ cu celelalte verigi şi care determină nivelul producŃiei). Capacitatea de producŃie a întreprinderiiindustriale este dată de mărimea capacităŃii de producŃie averigii conducătoare;
• la determinarea capacităŃii de producŃie nu se iau înconsiderare eventualele situaŃii nefavorabile care pot să apară în întreprindere: lipsă de materii prime, materiale, energie,combustibil, piese de schimb, forŃă de muncă, existenŃalocurilor înguste sau alte deficienŃe în managementulproducŃiei şi muncii. Se ia în considerare un grad de asigurare
normală, conform documentaŃiilor, a activităŃii de producŃie curesurse materiale, umane şi financiare;• datorită caracterului dinamic al capacităŃii de
producŃie se impune recalcularea periodică (anual) a acestuiindicator.
Metodologia de determinare a capacităŃii deproducŃie presupune parcurgerea a trei etape principale[30, p.26]:
- culegerea, sistematizarea şi prelucrarea informaŃiilorprimare necesare calculului;
- determinarea capacităŃilor de producŃie la nivelulverigilor principale din secŃia conducătoare, elaborarea balanŃeicapacităŃilor de producŃie la nivelul întreprinderii şi stabilirealocurilor înguste şi a excedentelor de capacitate;
- elaborarea programului de orientări strategice şi
acŃiuni tactice pentru încărcarea completă a capacităŃii de

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 148/238
Tatiana Puiu
148
producŃie, precum şi pentru eliminarea locurilor înguste şifolosirea excedentelor de capacităŃi.
În funcŃie de specificul producŃiei se folosesc diverse
relaŃii de calcul a mărimii capacităŃii de producŃie.RelaŃia generală de calcul a capacităŃii de producŃie, în
cazul în care se poate determina o normă tehnică de utilizareintensivă este următoarea:
C p = K · I ui · T d în care:Cp = mărimea capacităŃii de producŃie;K = mărimea caracteristicii dimensionale a unităŃii de
producŃie pentru care se determină capacitatea de producŃie;Iui = indicatorul (norma tehnică) de utilizare intensivă,
exprimat în unităŃi de producŃie pe unitatea caracteristiciidimensionale;
Td = timpul maxim disponibil de funcŃionare autilajului.
Calculul mă rimii capacit ăŃ ii de produc Ń ie când verigade produc Ń ie este format ă din mai multe tipuri de utilaje care fabrică acela şi produs se face utilizând relaŃia:
∑=
⋅⋅=n
idiui p T I K C
i1
în care i = 1,2,…,n = numărul de utilaje de acelaşi tip,dar care funcŃionează cu parametri tehnologici diferiŃi.
În astfel de situaŃii indicatorul de utilizare intensivă sedetermină pentru fiecare tip de utilaj care fabrică acelaşiprodus.
Calculul mă rimii capacit ăŃ ii de produc Ń ie în cazul
proceselor de fabrica Ń ie ciclice (pe şarje) se face conform

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 149/238
Managementul produc Ń iei
149
relaŃiei:
C
d C p t
T I K C ⋅⋅=
în care:IC = indicatorul de utilizare intensivă pe durata unui
ciclu (şarje);tC = durata de timp a unui ciclu de fabricaŃie (şarje).
sau
C
d
C p t
T QC ⋅=
în care:QC = cantitatea de producŃie obŃinută într-un ciclu de
fabricaŃie, pe întreaga instalaŃie, maşină, utilaj etc.
Calculul mă rimii capacit ăŃ ii de produc Ń ie în cazul proceselor de produc Ń ie în flux continuu pentru care veriga de
produc Ń ie este un utilaj, agregat sau o linie tehnologică care produce un singur produs se face conform relaŃiei:
C p = q · T d
în care q = producŃia orară a utilajului (agregatului,liniei) în perioada de vârf.
Dacă veriga de producŃie este formată din mai multe
utilaje identice, care produc acelaşi produs, relaŃia de calcul acapacităŃii este:
∑=
⋅=n
id iP i
T qC 1
în care i = 1,…,n = numărul de utilaje, instalaŃii
asemănătoare.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 150/238
Tatiana Puiu
150
Calculul mă rimii capacit ăŃ ii de produc Ń ie în cazul proceselor de produc Ń ie realizate pe linii tehnologice
monovalente în flux continuu se determină conform formulei:
T
T T C id
P
−=
în care:Td = timpul disponibil al liniei în flux;Ti = timpul întreruperilor reglementate;
T = tactul sau cadenŃa linei în flux.
Calculul mă rimii capacit ăŃ ii de produc Ń ie în cazul produc Ń iei realizate pe linii tehnologice polivalente sedetermină folosind relaŃia:
regln
i j j
id P K
qT
T T C
∑=
−=
1
în care:T j = tactul sau cadenŃa de fabricaŃie a linei pentru
diferitele produse j programate;g j = ponderea diferitelor produse programate în volumul
total al producŃiei;Kregl = coeficient care reflectă întreruperile datorate
reglării utilajelor liniei la trecerea de la fabricarea unui produsla altul.
Calculul mă rimii capacit ăŃ ii de produc Ń ie în sectoarelede produc Ń ie formate din linii automate se face potrivit relaŃiei:
C pli = (T di - T îi)W i
în care:
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 151/238
Managementul produc Ń iei
151
Cpli = capacitatea de producŃie a linei automate i;Tdi = timpul disponibil al linei automate i;T îi = timpul de întreruperi pentru înlocuirea sculelor
uzate şi reglarea liniei automate i;Wi = productivitatea linei automate i (unităŃi produs
fizic / unitate de timp; Wi = 60/Ti).
Calculul mă rimii capacit ăŃ ii de produc Ń ie în cazul produc Ń iei ce se realizează pe ma şini-unelte cu mai multe posturi de lucru se realizează utilizând formula:
60max
⋅=i
diPi T
T T
în care:Cpi = capacitatea de producŃie a maşinii i;Tdi = timpul disponibil al maşinii i cu mai multe posturi
de lucru;Tmaxi = timpul de prelucrare pe bucată la postul de lucru
unde se execută operaŃia cu durata cea mai mare.
Dacă în secŃia de producŃie sunt organizate mai multelinii în flux sau există mai multe maşini-agregat pentruprelucrarea aceloraşi produse, capacitatea de producŃie sedetermină prin însumarea capacităŃilor parŃiale calculateconform relaŃiilor prezentate anterior.
Calculul mă rimii capacit ăŃ ii de produc Ń ie în func Ń ie demă rimea suprafe Ń elor de produc Ń ie se face conformurmătoarelor relaŃii:
C p = S · I ui · T d în care:S = suprafaŃa totală a unităŃii de producŃie;
Iui = indicatorul de utilizare intensivă, stabilit pe baza
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 152/238
Tatiana Puiu
152
realizărilor de vârf;Td = timpul disponibil de folosire a suprafeŃei de
producŃie.
Indicatorul de utilizare intensivă se determină după relaŃia:
S H C
Q I
S
vui
⋅⋅=
în care:Qv = producŃia realizată în perioada de vârf;
CS = coeficientul numărului de schimburi (numărultotal de muncitori din schimburi / numărul de muncitori dinschimbul cel mai mare);
H = numărul de ore lucrătoare într-un schimb dinperioada de vârf;
S = suprafaŃa totală a unităŃii de producŃie.
În întreprinderile industriale în care predomină muncamanuală, iar suprafeŃele de producŃie au un rol deosebit deimportant în determinarea mărimii capacităŃii de producŃie, sepoate folosi următoarea relaŃie de calcul:
+⋅⋅
⋅=
1001
8 0
1
00
10
β
S
S
Z C
T QC
S
d P
unde:Q0 = volumul producŃiei realizate în perioada de bază;Td1 = timpul disponibil de lucru în perioada de plan
(ore/an);CS0 = coeficientul mediu anual de schimburi în perioada
de bază;Z0 = numărul zilelor lucrătoare în perioada de bază;S0, S1 = suprafaŃa de producŃie în perioada de bază,
respectiv de plan (mp);
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 153/238
Managementul produc Ń iei
153
β = procentul de îmbunătăŃire a normelor de timp înperioada de plan faŃă de cea de bază, care determină o anumită creştere a productivităŃii muncii.
Metodele de calcul prezentate pentru determinareacapacităŃilor de producŃie a secŃiilor de bază pot fi folosite şi lasecŃiile auxiliare, de servire şi anexe. Corelarea capacităŃiiacestora cu cea a secŃiilor de bază este o condiŃie esenŃială pentru asigurarea unui grad de utilizare cât mai ridicată acapacităŃii de producŃie a întreprinderii industriale.
4.5. BalanŃa capacităŃilor de producŃie
Întocmirea balanŃei capacităŃilor de producŃie are un roldeosebit de important în activitatea de gestiune a folosiriicapacităŃilor întreprinderii industriale.
BalanŃa capacităŃilor de producŃie permite compararea
capacităŃii fiecărei verigi de producŃie cu capacitatea verigiiconducătoare, rezultând excedentele sau deficitele (locurile înguste) în raport cu capacitatea verigii principale.
De regulă, pe baza datelor din balanŃa capacităŃilor deproducŃie se întocmeşte un grafic. Graficul din figura 5.5prezintă balanŃa de corelare a capacităŃilor de producŃie faŃă deveriga conducătoare într-o întreprindere industrială cu 3 verigide producŃie.
ÎnălŃimea coloanelor reprezintă mărimea capacităŃilorde producŃie. Veriga conducătoare este V1, care determină mărimea capacităŃii de producŃie a întreprinderii. În funcŃie demărimea capacităŃii de producŃie a celorlalte verigi deproducŃie se determină producŃia posibilă, excedentul saudeficitul de capacitate. Astfel, diferenŃa dintre mărimeacapacităŃii V1 şi V3 reprezintă deficitul de capacitate, iar
diferenŃa dintre V2 şi V1 reprezintă excedentul de capacitate
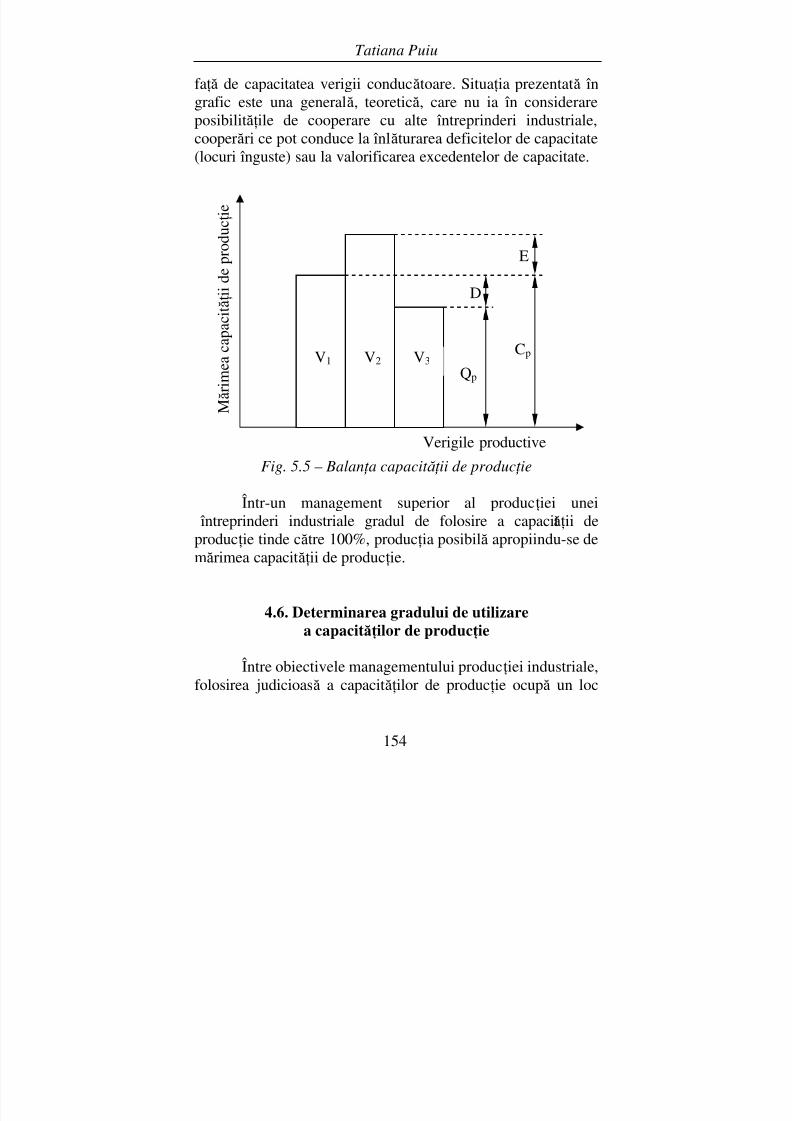
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 154/238
Tatiana Puiu
154
faŃă de capacitatea verigii conducătoare. SituaŃia prezentată îngrafic este una generală, teoretică, care nu ia în considerareposibilităŃile de cooperare cu alte întreprinderi industriale,
cooperări ce pot conduce la înlăturarea deficitelor de capacitate(locuri înguste) sau la valorificarea excedentelor de capacitate.
Fig. 5.5 – Balan Ń a capacit ăŃ ii de produc Ń ie
Într-un management superior al producŃiei unei întreprinderi industriale gradul de folosire a capacităŃii deproducŃie tinde către 100%, producŃia posibilă apropiindu-se de
mărimea capacităŃii de producŃie.
4.6. Determinarea gradului de utilizarea capacităŃilor de producŃie
Între obiectivele managementului producŃiei industriale,
folosirea judicioasă a capacităŃilor de producŃie ocupă un loc
V1 V2 V3 Qp
D
Cp
E
Verigile productive
M ă r i m e a c a p a c i t ă Ń i i d e p r o d u c Ń i e
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 155/238
Managementul produc Ń iei
155
foarte important. Utilizarea capacităŃilor de producŃie trebuieanalizată atât din punct de vedere cantitativ, cât şi din punct devedere calitativ. Sub aspect cantitativ o folosire raŃională a
capacităŃii de producŃie presupune fabricarea unui volum deproducŃie cât mai mare, în timp ce, sub aspect calitativ,presupune o structură cât mai avantajoasă a producŃiei, care să conducă la obŃinerea unei eficienŃe economice ridicate.
Determinarea gradului de utilizare a capacităŃii deproducŃie este necesar atât pentru fundamentarea tehnico-economică a volumului de producŃie ce va fi executat, cât şipentru aprecierea modului în care capacităŃile au fost folosite.
Pentru aprecierea gradului de utilizare a capacităŃilor deproducŃie se determină o serie de indicatori, dintre care îi vomprezenta pe cei mai semnificativi.
În determinarea acestor indicatori se pleacă de larelaŃiile generale de calcul ale capacităŃii de producŃie şiproducŃiei prevăzute a se fabrica:
Puip
d uiP
T I K Q
T I K C
⋅⋅=
⋅⋅=
în care:Cp = mărimea capacităŃii de producŃie;K = mărimea caracteristicii dimensionale a unităŃii de
producŃie;Iui = indicele (norma tehnică) de utilizare intensivă;Td = timpul maxim disponibil de funcŃionare;Q = producŃia prevăzută a se executa în perioada
planificată;
uip I = indicele mediu de utilizare intensivă prevăzut a se
obŃine în perioada planificată;Tp = timpul de funcŃionare prevăzut în perioada
planificată.

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 156/238
Tatiana Puiu
156
Pe baza acestor relaŃii se calculează următoriiindicatori:
• Gradul de folosire a capacit ăŃ ii de produc Ń ie (Gu):
pu C
QG =
• Rezerva poten Ń ială totală de produc Ń ie (Rp), în
mărime absolută: R p = C p - Q
• Rezerva poten Ń ială totală de produc Ń ie (Rp%), înprocente:
100100% ⋅=⋅= D
P
P
PP T
T
C
R R
•• Gradul de folosire extensivă a capacit ăŃ ii de produc Ń ie (Gue):
100100 ⋅=⋅⋅
⋅=
d
P
d
Pue T
T
T K
T K G
•• Rezerva poten Ń ială de utilizare extensivă acapacit ăŃ ii de produc Ń ie (Rue), în mărime absolută, cauzată deexistenŃa unor schimburi neprogramate:
pd pd ue T T K T K T K R −=⋅−⋅=
•• Rezerva poten Ń ială de utilizare extensivă acapacit ăŃ ii de produc Ń ie (Rue%), exprimată procentual:
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 157/238
Managementul produc Ń iei
157
( )ue
d
Pd
d
ueue G
T K
T T K
T K
R R −=⋅
⋅
−=⋅
⋅= 100100100%
••• Gradul de utilizare intensivă a capacit ăŃ ii de produc Ń ie (Gui)
ui
uipui I
I G =
••• Rezerva poten Ń ială de utilizare intensivă acapacit ăŃ ii de produc Ń ie (Rui), în mărime absolută:
uipuiui I I R −=
••• Rezerva poten Ń ială de utilizare intensivă acapacit ăŃ ii de produc Ń ie (Rui%), exprimată în procente:
uiui
uipui
ui
uiui G
I
I I
I
R R −=⋅
−=⋅= 100100100%
Calculul gradului de utilizare a capacităŃii de producŃie şi alrezervelor de capacitate se efectuează atât pentru veriga
conducătoare, cât şi pentru celelalte verigi de producŃie.
4.7. Căi de îmbunătăŃire a folosirii capacităŃilor deproducŃie
ÎmbunătăŃirea gradului de folosire a capacităŃii deproducŃie influenŃează în mod direct asupra creşterii eficienŃeieconomice a activităŃii întreprinderii industriale, prin creşterea
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 158/238
Tatiana Puiu
158
volumului producŃiei, creşterea productivităŃii muncii,reducerea costurilor, creşterea profitului, eliberarea de investiŃiişi reducerea pierderilor din imobilizări.
Iată de ce, fiecare întreprindere industrială esteinteresată în depistarea şi aplicarea în producŃie a tuturormăsurilor tehnice şi organizatorice care conduc la folosirea câtmai bună, atât sub raport extensiv cât şi intensiv , a capacităŃilorde producŃie.
ÎmbunătăŃirea gradului de folosire a capacităŃii deproducŃie se poate asigura prin mai multe căi, grupate înintensive şi extensive.
a) Îmbună t ăŃ irea gradului de folosire intensivă asigură creşterea volumului producŃiei pe unitatea de timp şi peunitatea dimensională caracteristică a utilajelor şi instalaŃiilor.Ea se realizează prin:
- organizarea ştiinŃifică a producŃiei şi a muncii;- folosirea unor tehnologii noi şi perfecŃionarea celor
existente;
- organizarea mai bună a locurilor de muncă;- creşterea vitezelor de prelucrare până la limiteleadmise şi sta-bilirea unor regimuri optime de lucru;
- modernizarea şi perfecŃionarea utilajelor existente;- ridicarea nivelului de calificare a muncitorilor,
maiştrilor, tehnicienilor şi inginerilor;- eliminarea abaterilor de la tehnologiile de fabricaŃie şi
reducerea sau eliminarea pe această cale a rebuturilor;
- alimentarea mai bună a locurilor de muncă cu materiiprime şi SDV-uri corespunzătoare;
- reducerea timpilor pentru opriri mici (de natură intensivă) şi a timpului de mers în gol (inutil);
- realizarea unei structuri optime a producŃiei pentru încărcarea judicioasă a utilajelor etc.
b) Îmbună t ăŃ irea gradului de folosire extensivă a
capacităŃilor de producŃie asigură creşterea volumului de
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 159/238
Managementul produc Ń iei
159
producŃie prin mărirea timpului de funcŃionare a utilajelor sau agradului de ocupare a suprafeŃelor de producŃie. Dintremăsurile care asigură îmbunătăŃirea folosirii extensive a
capacităŃilor de producŃie amintim:- reducerea timpului necesar pentru efectuarea
reparaŃiilor planificate, concomitent cu asigurarea unei calităŃisuperioare a lucrărilor efectuate;
- perfecŃionarea programării reparaŃiilor în vederea înlocuirii elementelor uzate înainte de a se produce defecŃiuni;
- extinderea regimului de lucru şi îmbunătăŃirea, peaceastă bază, a coeficientului de schimburi (trecerea de la lucru într-un schimb la lucru în două sau trei schimburi);
- asigurarea forŃei de muncă la volumul şi structuracerute de buna desf ăşurare a activităŃii de producŃie în toateschimburile;
- reducerea opririlor tehnologice prin organizareaştiinŃifică a producŃiei şi a muncii şi, îndeosebi, printr-oprogramare ştiinŃifică a producŃiei;
- reducerea la minimum sau eliminarea întreruperilordin diferite cauze (lipsă materii prime, materiale, semifabricate,energie, forŃă de muncă, comenzi, întreruperi accidentale);
- eliberarea suprafeŃelor ocupate de birouri, depozite şimontarea pe acestea a unor utilaje productive;
- mai buna organizare şi raŃionalizare a fluxurilortehnologice, a transporturilor (folosirea celor suspendate),urmând ca pe suprafeŃele eliberate să se monteze noi maşini,
utilaje, instalaŃii.Căile de îmbunătăŃire a utilizării capacităŃilor de
producŃie trebuie abordate în strânsă legătură cu volumulactivităŃii şi cu cerinŃele pieŃei pentru nomenclatorul de produseal întreprinderii industriale.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 160/238
Tatiana Puiu
160
5. PLANIFICAREA ACTIVITĂłII DE PRODUCłIE
5.1. Definirea noŃiunii de producŃie industrială şielementele sale componente
ProducŃia industrială este constituită din totalitatearezultatelor directe şi utile obŃinute în urma activităŃilor deproducŃie desf ăşurate în întreprinderile industriale.
Din definiŃie se pot desprinde următoarele caracteristiciale producŃiei industriale [39, p.250]:
- constituie rezultatul activităŃii directe, întrucât nu suntluate în considerare rezultatele indirecte (materiale refolosibile,resturi de materii prime etc);
- reprezintă rezultatul activităŃii utile, neluându-se înconsiderare rebuturile;
- constituie rezultatul activităŃii industriale proprii a
agenŃilor economici, adică nu cuprinde bunurile achiziŃionatede la alŃi agenŃi economici şi livrate ca atare, f ără a suferi vreoprelucrare;
- este rezultatul activităŃii industriale, adică nu cuprinderezultatele din alte activităŃi ( de comerŃ, agricole, transporturi,construcŃii etc.).
ProducŃia industrială este destinată consumuluiproductiv (prodfactorii) sau celui neproductiv (satisfactorii).
Elementele care compun producŃia industrială pot îmbrăca formă materială (bunuri materiale) sau formă nematerială (lucrări sau servicii cu caracter industrial).
Bunurile materiale se clasifică, la rândul lor, după gradul de finisare tehnică sau destinaŃiile ulterioare, rezultândurmătoarele categorii:
a) Produsele finite, care reprezintă acele produse a căror
prelucrare a fost terminată în cadrul întreprinderii respective şi

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 161/238
Managementul produc Ń iei
161
care corespund din punct de vedere tehnic prescripŃiilor decalitate. Ele sunt destinate fie livrării către terŃi, fie consumului în sectorul de investiŃii sau în sectoarele neindustriale ale
întreprinderii. Pentru a fi considerat produs finit, bunulrespectiv este necesar să fie predat la magazia de produse finitecu forme legale (bon de predare/primire, proces verbal derecepŃie etc) sau clientului (însoŃit de certificatul de calitate)
b) Semifabricatele sunt acele produse care au parcursintegral unul sau mai multe stadii ale fluxului tehnologic şicorespund normelor de calitate pentru stadiul tehnologicrespectiv. Această categorie este întâlnită la întreprinderileindustriale care au cel puŃin două secŃii de producŃie.Semifabricatele pot fi prelucrate în continuare în cadrulaceleiaşi întreprinderi, până la terminarea fabricaŃiei în vedereaobŃinerii produselor finite sau pot fi livrate ca atare către terŃi.
DistincŃia între produs finit şi semifabricat nu are uncaracter strict obiectiv, aceste două categorii reflectând, maiales, un aspect organizatoric; acelaşi produs poate fi, în acelaşi
timp, produs finit sau semifabricat. De exemplu, cutiile deviteză pentru autoturisme reprezintă produs finit pentru o întreprindere de piese de schimb, care le livrează ca atare cătreproducătorii de autoturisme sau către staŃiile service. Aceleaşicutii de viteze sunt semifabricat într-o întreprindere deautoturisme de tip integrat.
c) Produc Ń ia neterminat ă reprezintă producŃia a căreiproces de fabricaŃie nu a fost terminat, el fiind în curs de
desf ăşurare. Specificul acestei componente este acela că elementele sunt considerate astfel într-un anumit moment datşi anume momentul determinării indicatorilor de volum aiproducŃiei industriale. DestinaŃia acestor elemente este aceea dea asigura, ulterior evaluării lor, continuarea proceselor deproducŃie.
Un caz aparte îl constituie “rebuturile remaniabile”
(recuperabile). Acestea reprezintă produse de bază sau
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 162/238
Tatiana Puiu
162
semifabricate care nu corespund parŃial cerinŃelor (normelor)de calitate în momentul evaluării lor şi care, prin prelucrăriulterioare, vor îndeplini cerinŃele de calitate impuse. Rebuturile
remaniabile sunt incluse în producŃia neterminată.d) Piesele de schimb sunt produse care se realizează în
secŃiile auxiliare ale întreprinderii şi sunt destinate asigurăriinecesarului pentru reparaŃiile la mijloacele de producŃie proprii.Ele pot fi realizate şi în secŃiile de bază, fiind asimilate, în acestcaz, semifabricatelor.
e) Sculele, dispozitivele, matri Ń ele şi aparatele deverificat reprezintă produse realizate în secŃiile auxiliare (prinexcepŃie şi în secŃiile de producŃie) şi destinate asigurăriicondiŃiilor normale necesare desf ăşurării activităŃilor de bază.
f) Obiectele de progres tehnic sunt produse care rezultă din activitatea de cercetare ştiinŃifică proprie şi destinatemodernizării, retehnologizării, perfecŃionării proceselor deproducŃie de bază sau auxiliare.
Componentele bunurilor materiale prezentate în
clasificarea de mai sus reprezintă produse industriale de bază .Alături de acestea, tot în cadrul bunurilor materiale obŃinute încadrul întreprinderilor industriale, se includ şi produselederivate, care rezultă din valorificarea deşeurilor şi areziduurilor. (Exemplu: în industria băuturilor, la fabricareaberii, rezultă melasa - este un produs derivat care se valorifică prin vânzarea către întreprinderi de creştere şi îngrăşare aanimalelor, unde este folosit în furajare).
Bunurile nemateriale (servicii sau lucrări cu caracterindustrial) se clasifică în:
a) Lucr ă ri destinate refacerii utilit ăŃ ii capitalului fix, care includ [40, p.23]:
- reparaŃiile capitale, curente (periodice) şi intervenŃiileexecutate asupra mijloacelor fixe proprii sau închiriate pentruactivitatea proprie;
- activităŃile de service;
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 163/238
Managementul produc Ń iei
163
- activităŃile de management - marketing pentru nevoileproprii;
- lucrările şi serviciile executate pentru activităŃile
auxiliare (gospodăria de locuinŃe, creşe proprii, grădiniŃeproprii) sau pentru terŃi.
b) Lucr ă ri prin care se urmă re şte sporirea utilit ăŃ iiunor produse sau îmbună t ăŃ irea anumitor caracteristicitehnice ale produselor , cum ar fi: nichelare, cromare, zincare,vopsire sau alte operaŃiuni cu acest specific.
Cunoaşterea elementelor componente ale producŃieiindustriale î şi găseşte utilitatea în procesul comensurăriiindicatorilor de volum (nivel) ai acesteia, precum şi în analizeleeconomice care se efectuează la nivelul întreprinderiiindustriale.
5.2. Metode de măsurare a producŃiei industriale
Determinarea volumului de rezultate obŃinute într-oanumită perioadă în întreprinderea industrială se face utilizândurmătoarele metode:
- metoda exprimării în unităŃi fizice (naturale);- metoda exprimării în unităŃi natural - convenŃionale;- metoda exprimării în unităŃi de timp de muncă (om-ore standard);- metoda exprimării în unităŃi valorice.
a) Exprimarea (mă surarea) produc Ń iei industriale înunit ăŃ i fizice (naturale) se utilizează în întreprinderileindustriale cu producŃie omogenă, atât din punct de vedere alutilităŃii, cât şi al caracteristicilor tehnico-economice, astfel încât cantităŃile aferente diferitelor produse să poată fi însumate(exemplu: tone de oŃel, metri liniari sau metri pătraŃi de
Ńesătură, bucăŃi autoturisme etc). Utilizarea metodei are un
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 164/238
Tatiana Puiu
164
caracter limitat, mai ales în condiŃiile complexităŃii rezultateloractivităŃii dintr-o întreprindere. Totuşi, are o importanŃă deosibită deoarece:
- măsoară rezultatele producŃiei f ără a fi afectate deinfluenŃa diferiŃilor factori;
- stă la baza exprimării producŃiei prin celelalte metode;- se foloseşte în calculul unor indicatori ce permit
comparaŃii internaŃionale (exemplu: cantitatea dintr-un anumitprodus ce revine pe cap de locuitor).
b) Exprimarea (mă surarea) produc Ń iei industriale înunit ăŃ i natural-conven Ń ionale se utilizează în cazul producŃieicvasi-omogene, adică a produselor omogene din punct devedere al utilizării lor, dar eterogene din punct de vedere alcaracteristicilor tehnico-economice. Exprimarea producŃiei înunităŃi natural-convenŃionale mai este întâlnită şi subdenumirea de exprimare în unităŃi echivalente. Metodapresupune omogenizarea producŃiei prin intermediul unuiprodus etalon sau reprezentativ.
Drept produs reprezentativ se poate alege:- produsul cu ponderea cea mai mare în structuraproducŃiei;
- produsul considerat reprezentativ pentru întreprinderedin punct de vedere al caracteristicilor principale;
- produsul cel mai rentabil pentru întreprindere.Pentru produsul etalon se stabileşte, în mod arbitrar,
coeficientul “1”, iar pentru celelalte tipuri de produse, omogene
din punct de vedere al utilităŃii, se determină coeficienŃi deechivalare, ca raport între caracteristica specifică fiecărui altprodus şi caracteristica produsului etalon, conform relaŃiei:
etalon produsuluiticacaracteris
produsdeitipuluiticacaracterisK i =
Drept caracteristici în calculul coeficienŃilor de

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 165/238
Managementul produc Ń iei
165
echivalare pot servi anumiŃi indicatori sau parametri legaŃi deprodusul reprezentativ (exemplu: puterea de tracŃiune, putereacalorică, timpul de fabricaŃie pe bucată, valoarea nutritivă
pentru produsele alimentare etc).Cu coeficienŃii de echivalare calculaŃi se ponderează volumulfizic al producŃiei realizate din fiecare tip de produs obŃinându-se astfel exprimarea volumului fizic al produsului respectiv (qi) în cantitate de producŃie etalon:
iiue k qQ ⋅=
în care: Que - producŃia în unităŃi echivalenteMetoda de exprimare a producŃiei industriale în unităŃi
natural-convenŃionale are avantajul unei sfere de utilizare mailargi în raport cu metoda exprimării în unităŃi fizice.
Limitele aplicării sale se datorează introducerii unuifactor arbitrar (alegerea produsului etalon), care are totuşi uncaracter subiectiv, precum şi sferei de aplicare (este vorba de
un singur tip de produs, omogen din punct de vedere alutilizării, dar eterogen din punct de vedere al caracteristicilortehnico-economice).
c) Exprimarea (mă surarea) produc Ń iei industriale înunit ăŃ i de timp de muncă este o metodă aplicabilă şi în cazulproduselor eterogene, deci cu o sferă de cuprindere mai maredecât a metodelor prezentate anterior. Omogenizarea producŃieise realizează cu ajutorul normelor de timp (t
i), exprimate în om
- ore, aferente realizării fiecărui tip “i” de produs, conformrelaŃiei:
∑=
⋅=n
iii t qQ
1
Unii specialişti consideră că această metodă ar fi ceamai precisă pentru măsurarea producŃiei industriale. Totuşi,normele de timp pentru diferite produse, deşi sunt exprimate în

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 166/238
Tatiana Puiu
166
aceleaşi unităŃi de măsură, au conŃinuturi reale diferite, fiindstabilite pentru anumite nivele de calificare a forŃei de muncă.
d) Exprimarea (mă surarea) produc Ń iei industriale în
unit ăŃ i valorice reprezintă metoda aplicabilă atât producŃieiomogene, cât şi celei eterogene şi este obligatorie pentruexprimarea volumului producŃiei industriale în toate întreprinderile industriale. Elementul omogenizator este preŃul,pentru bunurile materiale, respectiv tariful, pentru lucrările şiserviciile cu caracter industrial.
Metoda pare ideală, dar şi ea prezintă unele deficienŃedeoarece preŃurile nu se formează doar ca urmare a acŃiunilorproprii întreprinderilor, ci şi sub influenŃa puternică a pieŃei.
Exprimarea producŃiei în unităŃi valorice se face cuajutorul preŃurilor curente sau a preŃurilor comparabile, atuncicând se urmăreşte dinamica volumului producŃiei industriale.
5.3. Indicatorii fizici şi valorici ai producŃiei industriale
Rezultatele obŃinute în urma activităŃilor de producŃiedesf ăşurate în întreprinderile industriale pot fi caracterizate prinintermediul unui sistem de indicatori fizici şi valorici.
Indicatorii fizici ai producŃiei industriale cuprind:producŃia fizică industrială la nivelul întreprinderii şi producŃiafizică pe sortimente, feluri de produse, respectiv grupeomogene de produse.
Produc Ń ia fizică industrială la nivelul întreprinderii măsoară volumul de produse, în expresie fizică, naturală,realizat de o întreprindere industrială într-o anumită perioadă de timp (an, lună, zi). Ea se determină pentru întreprinderi cuproducŃie omogenă şi se exprimă în unităŃi de măsură specificeproduselor respective (tone, m, m2, m3, buc, Kwh etc).
Produc Ń ia fizică pe sortimente, feluri de produse,
respectiv grupe omogene de produse reprezintă cantităŃile din
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 167/238
Managementul produc Ń iei
167
diferitele produse ce alcătuiesc nomenclatura producŃieiindustriale, exprimate în unităŃile fizice corespunzătoarecaracteristicilor tehnice ale produselor respective. Acest
indicator se poate aplica atât în întreprinderile industriale cuproducŃie omogenă, cât şi în întreprinderile industriale cuproducŃie eterogenă.
ProducŃia fizică industrială are avantaje, cât şi unelelimite.
Dintre principalele avantaje şi funcŃii ale indicatorilorfizici, în managementul producŃiei, pot fi menŃionate:
- producŃia fizică industrială exprimă contribuŃia reală aunei firme la producŃia naŃională, la crearea de bogăŃie încadrul unei naŃiuni;
- datorită formei simple de exprimare, acest indicatorpermite realizarea gestiunii producŃiei prin identificarea,lansarea, urmărirea şi controlul comenzilor şi contractelor;
- stă la baza efectuării unor corelaŃii cu alŃi indicatori aiactivităŃii economice, cum sunt, spre exemplu, necesarul de
materii prime, materiale şi energie, utilaje (capacităŃi deproducŃie), personal, fond de salarii;- permite calculul randamentelor folosirii factorilor de
producŃie (productivitatea muncii în expresie naturală,consumul de capital fix şi circulant etc);
- dă posibilitatea corelării activităŃii de producŃie cuindicatorii financiari ai activităŃi economice, cum sunt:costurile, profitul, pragul de rentabilitate etc;
- oferă posibilitatea calculării indicilor volumului fizical producŃiei pe grupe de produse;
- permite construirea unor indicatori utili în comparaŃiiinternaŃionale, referitori la nivelul dezvoltării economice (deexemplu, producŃia sau consumul de energie electrică /locuitor,oŃel/locuitor, ciment/locuitor etc).
Ca limite ale producŃiei fizice industriale se pot
menŃiona:

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 168/238
Tatiana Puiu
168
- nu reflectă volumul total al activităŃii prestate de unagent economic într-o perioadă de timp deoarece, spreexemplu, nu include soldul producŃiei neterminate, care la
unităŃile cu ciclu lung de fabricaŃie poate atinge o valoareimportantă;
- nu reflectă nivelul tehnic al producŃiei;- nu face o diferenŃiere a rezultatelor activităŃii de pro-
ducŃie în raport cu performanŃele calitative ale produselor;- nu poate să ne dea o caracterizare sintetică a rezulta-
telor la nivelul agenŃilor economici şi nici la nivele superioarede agregare (sector, ramură, filieră).
Indicatorii valorici caracterizează volumul producŃieiindustriale privit din diferite puncte de vedere, relevând fiecare în parte anumite aspecte şi corelaŃii ce pot sta la baza îmbunătăŃirii activităŃii de management.
Întreprinderile industriale au obligativitatea determi-nării următorilor indicatori valorici: cifra de afaceri şi producŃiaglobală.
Cifra de afaceri (CA) este unul din indicatoriiimportanŃi care măsoară volumul activităŃii unei întreprinderiindustriale, care definită conform metodologiei InstitutuluiNaŃional de Statistică şi Studii Economice, reprezintă sumaveniturilor realizate din vânzări de bunuri, vânzări de mărfuri,executarea de lucrări şi prestări de servicii, mai puŃin rabaturile,remizele şi alte reduceri acordate clienŃilor.
Conceptual, cifra de afaceri poate fi abordată ca: cifră
de afaceri totală, cifră de afaceri medie, cifră de afacerimarginală, cifră de afaceri critică [33, p.229].
Cifra de afaceri totală reprezintă volumul total alafacerilor unei firme, evaluate la preŃurile pieŃei (respectiv încasările totale).
Cifra de afaceri medie reflectă încasarea realizată peunitatea de produs sau serviciu.
Cifra de afaceri marginală exprimă variaŃia încasărilor
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 169/238
Managementul produc Ń iei
169
unei firme generată de creşterea sau scăderea cu o unitate acantităŃii vândute.
Cifra de afaceri critică reprezintă acel nivel al
încasărilor la care se asigură acoperirea cheltuielilor, pragul dela care firma începe să producă beneficii.
Indicatorul cifra de afaceri se exprimă în preŃuricurente, ceea ce implică corectarea cu indicele preŃurilor, înscopul exprimării în preŃurile perioadei de bază (de comparaŃie)atunci când se urmăreşte evoluŃia sa în dinamică.
Produc Ń ia globală (Pgl) este indicatorul valoric caremăsoară volumul rezultatelor din activitatea industrială desf ăşurată de o întreprindere într-o perioadă de timp, f ără a lua în considerare bunurile şi serviciile utilizate/prestate pentrunevoi proprii de producŃie.
Acest indicator include în componenŃa sa următoareleelemente:
- produsele finite (Pf ), care, pentru perioada de analiză se pot găsi în stare de produse finite livrate (PfL) sau se pot
regăsi în variaŃia de stoc: existent la sfârşitul perioadei (Pf2)faŃă de începutul perioadei (Pf1). Deci:
P f = P fL + (P f2 – P f1)
- semifabricatele (S) produse în perioada de analiză sepot regăsi în consumul intern productiv (s), în livrări către terŃi(SL) sau în variaŃia de stoc de la sfârşitul perioadei (S2) faŃă de
începutul perioadei (S1). Deci:
S = s + S L + (S2 - S1)
În calculul producŃiei globale nu se includ semi-fabricatele consumate pentru nevoi proprii de producŃie:
S – s = S L + (S2 - S1)

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 170/238
Tatiana Puiu
170
- producŃia neterminată (N) se ia în calcululindicatorului producŃie globală ca diferenŃă de stocuri:
N = N 2 – N 1
- diferenŃa de stocuri “matriŃe, scule, dispozitive,verificatoare” realizate prin mijloace proprii:
M = M 2 – M 1
- lucrările cu caracter industrial executate pentru terŃi(Lt), care sunt lucrările executate în cursul perioadei (L), maipuŃin cele executate pentru nevoi proprii (l). Deci în calcululproducŃiei globale se include:
Lt = L – l
- lucrările de cercetare ştiinŃifică (Lcs) terminate şirecepŃionate în cursul perioadei analizate pentru nevoile propriiale întreprinderii;
- reparaŃiile capitale şi curente (R), în măsura în careconstituie obiect de activitate pentru întreprindere;
- ambalajele (a), care sunt evidenŃiate distinct în preŃulde livrare a produselor finite sau semifabricatelor livrate;
- contravaloarea prelucrării materiilor prime, materia-
lelor aduse de clienŃi (Vpmc), precum şi valoarea acestor materiiprime sau materiale (Vmc).
Acestea fiind elementele componente ale indicatorului,producŃia globală a unei întreprinderi industriale se calculează după următoarea relaŃie:
Pgl = P f + (S-s) + (N 2-N 1) + (M 2-M 1) + Lt + Lcs + R + a+
+V pmc + V mc
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 171/238
Managementul produc Ń iei
171
sau
Pgl = P fL + (P f2-P f1) + S L + (S2-S1) + (N 2-N 1) + (M 2--M 1) + (L-l) + Lcs + R + a + V pmc + V mc
În afara acestor indicatori, în raport cu diferite aspectece interesează în analiza economico-financiară a rezultatelor întreprinderii şi cu necesităŃile unui management al producŃieiindustriale performant, în practica întreprinderilor industrialese mai pot calcula şi alŃi indicatori valorici ai producŃieiindustriale: producŃia marf ă, producŃia marf ă livrată şidecontată, circulaŃia globală, circulaŃia internă, valoareaadăugată netă şi valoarea adăugată brută.
Produc Ń ia marf ă (Pmf ) este indicatorul valoric carecaracterizează volumul producŃiei industriale realizate înperioada de analiză şi destinate livrării, ea îndeplinind cerinŃelepieŃei.
Pe baza aceluiaşi criteriu folosit la identificareaelementelor producŃiei globale, indicatorul producŃia marf ă include următoarele componente:
- produsele finite (Pf ), deoarece corespund cerinŃelorpieŃei indiferent dacă au fost livrate sau se află în stocuri laproducător;
- semifabricatele livrate (SL), deoarece prin livrare aucăpătat caracterul de marf ă;
- lucrările industriale executate pentru terŃi (Lt);- lucrările de cercetare ştiinŃifică terminate şi recepŃio-
nate (Lcs);- ambalajele (a) care se evidenŃiază distinct în preŃul de
livrare al produsului finit sau semifabricatului livrat;- contravaloarea prelucrării materiilor prime şi mate-
rialelor aduse de clienŃi (Vpmc).
łinând seama de aceste elemente, indicatorul producŃia
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 172/238
Tatiana Puiu
172
marf ă se determină după relaŃia:
Pmf = P f + S L + Lt + Lcs + a + V pmc
sauPmf = P fL + (P f2-P f1) + S L + Lt + Lcs + a + V pmc
Corelând cu indicatorul producŃiei globale, relaŃiadevine:
Pmf = Pgl - (S2-S1) - (N 2-N 1) - (M 2-M 1) - R - V mc
ComparaŃia între nivelele celor doi indicatori, calculaŃipentru aceeaşi perioadă, relevă în ce măsură rezultatele incluse în producŃia globală au îndeplinit şi cerinŃa de marf ă, precum şimăsura în care stocurile s-au diminuat sau au crescut.
Produc Ń ia marf ă livrat ă şi decontat ă (Pmld) reflectă finalitatea activităŃii de producŃie şi comercializare. Acestindicator include elementele producŃiei marf ă care au fost
livrate către beneficiari şi care au fost decontate de către aceştia în cursul perioadei de analiză, indiferent când a avut loclivrarea produselor.
RelaŃia de calcul a indicatorului producŃie marf ă livrată şi decontată pleacă de la indicatorul producŃie marf ă, din carese scad:
- diferenŃele de stocuri de produse finite (Pf2 – Pf1), carenefiind livrate nu pot fi decontate;
- diferenŃele de stocuri de facturi neîncasate de lasfârşitul şi respectiv începutul perioadei de analiză (FN2–FN1).
Deci, relaŃia de calcul a indicatorului este:
Pmld = Pmf - (P f2-P f1) - (FN 2-FN 1)
Pentru întreprinderile producătoare acesta pare a fi cel
mai important indicator, date fiind implicaŃiile practice ale

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 173/238
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 174/238
Tatiana Puiu
174
exprimând creşterea de bogăŃie obŃinută prin valorificarearesurselor tehnice, umane şi financiare ale întreprinderii, altfelspus, surplusul de încasări peste valoarea consumurilor
intermediare (consumurile intermediare sunt consumurileprovenind de la terŃi şi cuprind: materii prime, materiale,energie, combustibil, apă, servicii externe).
Valoarea adăugată netă reflectă veniturile cuveniteparticipanŃilor la activitatea de producŃie:
- salariaŃi, prin salarii şi alte venituri cuvenite;- întreprinzător, prin profit;- stat, prin impozite şi taxe percepute pe formele de
venit.Valoarea ad ă ugat ă brut ă (VAB) este indicatorul care
include alături de valoarea adăugată netă şi consumulcapitalului fix (prin amortizare).
Referitor la elementele ce sunt luate în calcul pentrudeterminarea indicatorilor valorici, se impune precizarea că elementele ce se regăsesc în calculul indicatorului produc Ń ie
marf ă , dar şi în calculul celorlalŃi indicatori sunt evaluate cuajutorul preŃurilor factorilor (preŃuri de livrare), excepŃieconstituind-o lucrările de cercetare ştiinŃifică exprimate valoricprin costuri. Celelalte elemente neconŃinute în producŃia marf ă,dar care se regăsesc în producŃia globală, sunt evaluate încosturi de producŃie, iar exprimarea lor în preŃuri se realizează cu ajutorul unui coeficient determinat ca raport între valoareaproduselor finite exprimate în preŃuri şi costul de producŃie al
acestora. [40, p.36-37]
5.4. Procesul de planificare a activităŃii de producŃie
NoŃiunile de plan şi planificare a activităŃii unei întreprinderi au fost mult timp considerate ca fiind specifice
unei economii centralizate. În realitate, orice întreprindere,
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 175/238
Managementul produc Ń iei
175
mare sau mică, nu î şi poate desf ăşura activitatea f ără a lua înconsiderare cererea manifestată pe piaŃă pentru produsele saleşi în funcŃie de aceasta să-şi planifice acŃiunile menite să-i
permită realizarea unei oferte în concordanŃă cu cererea.Procesul de planificare vizează fie activitatea pe termen
lung (planificarea de perspectivă, strategică), fie activitateacurentă (planificare curentă, planuri anuale).
La baza procesului de planificare stă studiul pieŃei, previzionarea cererii cu care întreprinderea se va confrunta înperioadele următoare.
Pe baza cererii previzionate se întocmeşte planulagregat , care reprezintă un tablou preliminar şi aproximativ altuturor operaŃiunilor care se vor desf ăşura în întreprindere petermen lung, tablou care va urmări satisfacerea cererii cucosturi minime. Având o viziune pe termen lung asuprautilizării resurselor materiale, umane şi financiare, schimbărilepetrecute pe termen scurt nu conduc la modificări negativesemnificative ale costurilor.
Rezultatul intervenŃiilor şi schimbărilor f ăcute demanageri în planul agregat îl constituie planul de producŃieformal al întreprinderii realizat pentru o anumită perioadă detimp [18, p.274].
Prin planul de producŃie se stabilesc dimensiunileindicatorilor activităŃii de producŃie, nomenclatorul producŃieişi resurselor necesare realizării lui, exprimate în capacitate,materii prime şi personal.
6. PROGRAMAREA ŞI URMĂRIREAPRODUCłIEI INDUSTRIALE
Un element de primă importanŃă în managementulproducŃiei industriale îl reprezintă programarea producŃiei. În
majoritatea întreprinderilor industriale există un compartiment
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 176/238
Tatiana Puiu
176
care are ca principală atribuŃie programarea producŃiei,compartiment întâlnit cel mai ades sub denumireaProgramarea, pregă tirea şi urmă rirea produc Ń iei (P.P.U.P.).
Activitatea de programare este concentrată într-un astfel decompartiment pentru a degreva managerii direcŃi ai verigilor deproducŃie de atribuŃii operative.
Programarea operativă a producŃiei industriale constă înorganizarea desf ăşurării ritmice a procesului de producŃie învederea fabricării şi livrării produselor în cantităŃile şi latermenele stabilite de comun acord cu furnizorii, Ńinând cont deresursele materiale, financiare şi umane ale firmei [25, p.395].
Prin programarea producŃiei se urmăresc următoareleobiective:
- îndeplinirea indicatorilor cuprinşi în planul deproducŃie;
- realizarea ritmicităŃii producŃiei;- utilizarea raŃională a factorilor de producŃie;- reducerea costurilor şi asigurarea calităŃii.
Programarea producŃiei presupune următoareleactivităŃi:a) programarea propriu-zisă, care cuprinde:- elaborarea programelor de producŃie în timp şi spaŃiu;- elaborarea programelor detaliate de producŃie.b) lansarea în fabricaŃie, care cuprinde:- elaborarea documentaŃiei de lansare;- repartizarea documentaŃiei pe verigi.
c) urmărirea şi controlul realizării programelor, carecuprinde:
- urmărirea realizării programelor;- actualizarea programelor.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 177/238
Managementul produc Ń iei
177
6.1. Programarea producŃiei industriale
Detalierea planului de producŃie al întreprinderii însarcini finale individuale pe luni calendaristice şi secŃiiconduce la obŃinerea programelor de producŃie.
Deci activitatea de programare a producŃiei industrialefoloseşte informaŃii cuprinse în planul de producŃie (produse,cantităŃi, date de livrare etc), precum şi informaŃii referitoare lacapacităŃile de producŃie.Programarea producŃiei industriale se realizează în următoareleetape:
- defalcarea planului anual pe trimestre şi luni şielaborarea programului de producŃie lunar, corelat cucapacităŃile de producŃie existente;
- defalcarea sarcinilor de producŃie din programul lunarpe secŃii; activitatea î şi propune stabilirea lunară a corelaŃiilorcantitative şi în timp între executanŃi şi se concretizează în
elaborarea programului de producŃie pe fiecare secŃie a întreprinderii, cu precizarea termenelor de livrare atât spreexterior, pentru produse finite, cât şi spre alte secŃii, pentrusemifabricate;
- programarea activităŃii în cadrul secŃiilor pe verigilestructurale inferioare (ateliere, formaŃii, locuri de muncă),concretizată în elaborarea programelor detaliate de producŃiesau a graficelor de lucru pentru fiecare verigă de producŃie.
Programarea producŃiei industriale nu este un processtatic; din contră, este un proces dinamic care suferă modificăricontinue şi trebuie revizuit periodic.
Programarea producŃiei industriale este o activitateaaflată sub influenŃa directă a formelor concrete de organizare a întreprinderii [9, p.180].
La întreprinderile industriale cu producŃie de masă,
producŃia fiind organizată pe linii de fabricaŃie în flux,
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 178/238
Tatiana Puiu
178
problema principală a programării operative o constituiecorelarea cantitativă şi în timp a liniilor tehnologice.
În cadrul întreprinderilor industriale cu producŃie de
serie, forma caracteristică de lansare în fabricaŃie fiind cea peloturi de fabricaŃie, corelarea cantitativă şi în timp aprogramelor de producŃie ale secŃiilor se va face în funcŃie demărimea acestora. Astfel, se determină în prealabil normativelede programare a obiectelor de fabricat, pe operaŃii şi stadii aleprocesului tehnologic (durata ciclului de fabricaŃie, mărimealotului de fabricaŃie, periodicitatea lansării loturilor ş.a.).
În condiŃiile producŃiei individuale, unitatea deplanificare şi de evidenŃă o constituie comanda internă şi setulde piese necesare pentru montajul produselor. În aceste condiŃiicorelarea cantitativă şi în timp trebuie să asigure o eşalonarecorespunzătoare a comenzilor pe baza unor calcule riguroaseprivind posibilităŃile de realizare a lor.
6.2. Lansarea în fabricaŃie a producŃiei industriale
Lansarea în fabricaŃie este activitatea în care seelaborează şi difuzează către subunităŃile de producŃiedocumentele necesare pentru realizarea programului operativ.
Prima fază a acestei activităŃi, elaborarea documentaŃieide lansare, presupune:
- lansarea programului operativ, prin care la nivelul
subunităŃilor de producŃie se primesc, pe formulare tipizate,informaŃii referitoare la cantităŃile şi termenele de execuŃie. Pebaza lor conducătorii respectivelor sectoare î şi întocmesc încărcarea maşinilor unelte, necesarul de executanŃi pe total şipe structură, fondul de salarii etc;
- lansarea programului de aprovizionare, prin care sestabileşte necesarul de aprovizionat cu semifabricate, materii
prime şi materiale, în funcŃie de furnizorii interni sau externi,
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 179/238
Managementul produc Ń iei
179
astfel încât să se poată respecta termenele de livrare aproduselor fabricate în fiecare secŃie de producŃie;
- lansarea documentelor privind consumul de materii
prime, materiale şi semifabricate, consum calculat pe bazadocumentaŃiei tehnice a produselor din program.
În faza a doua a activităŃii de lansare în fabricaŃie areloc repartizarea pe subunităŃi a documentaŃiei purtătoare deinformaŃii necesare transpunerii în practică a programului deproducŃie.
Deci, lansarea în fabricaŃie reprezintă activitatea careasigură executanŃilor documentaŃia necesară pentru realizareaproducŃiei.
6.3. Urmărirea şi controlul realizării programelor deproducŃie industrială
Activitatea de urmărire a programului de producŃie
industrială are o importanŃă deosebită deoarece asigură informaŃiile necesare asupra modului de desf ăşurare a fabricăriiproduselor şi permite luarea unor măsuri de corectare aabaterilor sau de actualizare a programului.
Între sarcinile avute în vedere de această activitate se înscriu: urmărirea funcŃionării maşinilor, utilajelor şiinstalaŃiilor; urmărirea pregătirii execuŃiei; urmărireadesf ăşurării procesului de producŃie.
Urmărirea şi controlul eficient al realizării programelorde producŃie industrială trebuie să se facă pe trei niveleierarhice şi anume: la nivelul sectorului de către maistru sau deşeful de sector, la nivelul compartimentului P.P.U.P. şi lanivelul conducerii întreprinderii.
Pentru urmărirea indicatorilor de apreciere ai realizăriiproducŃiei sunt folosiŃi, de regulă, dispeceri specializaŃi.
Activitatea de urmărire a producŃiei se încheie prin
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 180/238
Tatiana Puiu
180
predarea acesteia la depozitul de produse finite.Cele trei activităŃi componente ale programării
(programarea propriu-zisă, lansarea în fabricaŃie şi urmărirea şi
controlul realizării programelor) formează un tot unitar al căruiobiectiv îl constituie realizarea producŃiei industriale.
7. CICLUL DE PRODUCłIE
7.1. ConsideraŃii teoretice
Ciclul de producŃie reprezintă o succesiune deactivităŃi prin care obiectele muncii trec în mod organizat pefluxul tehnologic, pentru a fi prelucrate şi transformate însemifabricate sau produse finite.
Durata ciclului de produc Ń ie reprezintă intervalul detimp dintre momentul lansării în fabricaŃie a materiilor prime şia materialelor şi momentul obŃinerii produselor finite. Ea poate
fi exprimată în unităŃi de timp: minute, zile lucrătoare şicalendaristice, luni.Ciclul de producŃie reprezintă un parametru important
folosit în programarea producŃiei, în scopul stabilirii termenelorde lansare în fabricaŃie, în elaborarea programelor operative deproducŃie, în fundamentarea stocurilor de producŃieneterminată, a necesarului de mijloace circulante şi calcululvitezei de rotaŃie a acestora.
În structura ciclului de producŃie se disting două componente, respectiv:
- perioada de lucru;- perioada de întreruperi.
• Perioada de lucru cuprinde:- durata ciclului operativ;- durata proceselor naturale;
- durata activităŃilor de servire.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 181/238
Managementul produc Ń iei
181
Durata ciclului operativ are ponderea cea mai mare înstructura ciclului de producŃie, fiind alcătuită din durataoperaŃilor tehnologice (în care obiectele muncii sunt supuse
direct prelucrării) şi durata operaŃiilor de pregătire-încheiere(aprovizionarea locurilor de muncă, reglarea utilajelor,instruirea muncitorilor etc).
Durata proceselor naturale reprezintă timpul în careprocesul de muncă încetează, dar procesul de producŃiecontinuă datorită unor procese naturale (fermentare, uscare,răcire etc).
Durata activit ăŃ ilor de servire cuprinde timpul aferentactivităŃilor care asigură condiŃii normale desf ăşurăriiprocesului de producŃie, cum ar fi timpul necesar transportuluiobiectelor muncii de la un post de lucru la altul şi controlultehnic de calitate.
• Perioada de întreruperi cuprinde întreruperileconsiderate normale în desf ăşurarea procesului de producŃie,putând fi grupate în:
- întreruperi în cadrul schimbului sau interoperaŃii;- întreruperi în afara schimbului (interschimburi) sau deregim.
Întreruperile în cadrul schimbului pot fi:- întreruperi datorate lotului de fabricaŃie;- întreruperi de aşteptare pentru eliberarea locului de muncă;- întreruperi de completare a grupelor de fabricaŃie.
Întreruperile între schimburi sunt determinate de
regimul de lucru al întreprinderii şi cuprind:- întreruperi datorate zilelor nelucrătoare şi sărbătorilor
legale, în cazul în care întreprinderea lucrează cu săptămâna întreruptă;
- întreruperi datorate schimburilor nelucrătoare, în cazul încare numărul de schimburi nu acoperă 24 de ore;
- alte întreruperi.
În funcŃie de elementele componente, relaŃia generală
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 182/238
Tatiana Puiu
182
de calcul a duratei ciclului de producŃie este următoarea:
Dcp = Σ t ot + Σ t pî + Σ t pn + Σ t t + Σ t c + Σ t io + Σ t is
în care:Dcp – durata ciclului de producŃie;ΣΣΣΣtot – suma timpilor operaŃiilor tehnologice;ΣΣΣΣtpî – suma timpilor de pregătire-încheiere;ΣΣΣΣtpn – suma timpilor proceselor naturale;ΣΣΣΣtt – suma timpilor de transport;
ΣΣΣΣtc – suma timpilor de control;ΣΣΣΣtio – suma timpilor de întreruperi interoperaŃionale (încadrul schimbului);ΣΣΣΣtis – suma timpilor de întreruperi interschimburi (înafara schimbului).
Cunoaşterea duratei ciclului de producŃie şi a structuriisale este necesară pentru identificarea măsurilor tehnice şiorganizatorice care pot fi luate în scopul reducerii acesteia şideci a creşterii eficienŃei economice a activităŃii din întreprindere.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 183/238
Managementul produc Ń iei
183
Capitolul 6MANAGEMENTUL PRODUCłIEI AUXILIARE
1. Activitatea de producŃie auxiliară 2. Organizarea activităŃii de întreŃinere, reparare şi
modernizare a mijloacelor fixe2.1. Necesitatea şi obiectivele activităŃii de întreŃinere şi reparare a utilajelor2.2. Sisteme de întreŃinere şi reparare a utilajelor2.3. Planificarea activităŃii de întreŃinere şi repararea utilajelor2.4. Organizarea activităŃii de întreŃinere şi repararea utilajelor2.5. Modernizarea utilajelor2.6. Înlocuirea utilajelor2.7. Teste de verificare
3. Organizarea activităŃii de asigurare cu energie a întreprinderii industriale3.1. ConŃinutul, necesitatea şi obiectivele activităŃiide asigurare cu energie3.2. Determinarea necesarului de energie şicombustibil3.3. RaŃionalizarea consumurilor de energie şicombustibil
3.4. Teste de verificare4. Organizarea activităŃii de asigurare cu scule, dispozitiveşi verificatoare (SVD-uri) a întreprinderii industriale
4.1. ConŃinutul, necesitatea şi obiectivele activităŃiide asigurare cu SDV-uri4.2. Determinarea necesarului de SDV-uri4.3. Determinarea stocurilor de SDV-uri
4.4. RaŃionalizarea consumului de SDV-uri
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 184/238
Tatiana Puiu
184
MANAGEMENTUL PRODUCłIEI AUXILIARE
1. ACTIVITATEA DE PRODUCłIE AUXILIARĂ
Creşterea şi diversificarea activităŃii de producŃieindustrială, necesitatea realizării acesteia cu o eficienŃă economică sporită impun existenŃa, alături de unităŃile deproducŃie de bază, a unor compartimente care să asigurecondiŃiile normale pentru buna desf ăşurare a procesului
productiv.ProducŃia de bază se poate realiza ritmic şi eficient doardacă se asigură, în condiŃii de calitate sporită, întreŃinerea şirepararea utilajelor, echiparea locurilor de muncă cu scule,dispozitive şi verificatoare, producerea diferitelor forme deenergie. Acestea reprezintă activităŃi auxiliare în cadrul întreprinderii. Pe măsura dezvoltării producŃiei industriale acrescut rolul şi importanŃa lor în realizarea activităŃii de bază a
întreprinderii.În general, activităŃii de producŃie auxiliară îi revin
următoarele sarcini: asigurarea de condiŃii optime pentrudesf ăşurarea proceselor de fabricaŃie; perfecŃionarea şi îmbunătăŃirea propriilor activităŃi; creşterea productivităŃiimuncii atât în cadrul propriilor compartimente, cât şi peansamblul întreprinderii; reducerea costurilor de fabricaŃie aproducŃiei de bază, cât şi a propriilor activităŃi; evitarea uzuriiexcesive şi creşterea timpului de funcŃionare a utilajelor etc.
În ultima perioadă s-a conturat tendinŃa de reducere aactivităŃii auxiliare în cadrul întreprinderilor industriale, caurmare a apariŃiei şi dezvoltării unor întreprinderi specializate în astfel de activităŃi.
Eficientă este combinarea celor două forme de prestarea producŃiei auxiliare, funcŃie de necesităŃile producŃiei de
bază.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 185/238
Managementul produc Ń iei
185
2. ORGANIZAREA ACTIVITĂłII DE ÎNTREłINERE,REPARARE ŞI MODERNIZARE
A MIJLOACELOR FIXE
2.1. Necesitatea şi obiectivele activităŃii de întreŃinere şireparare a utilajelor
În procesul de producŃie, pe parcursul folosirii lor,utilajele sunt supuse uzurii fizice şi morale, pierzându-şi treptatvaloarea de întrebuinŃare şi în final capacitatea de satisfacere anevoii sociale pentru care au fost create.
Pentru înlăturarea consecinŃelor uzurii, pentrumenŃinerea cât mai îndelungată a caracteristicilor funcŃionaleale utilajelor, în cadrul întreprinderilor se organizează unsistem de activităŃi de revizie, control, întreŃinere şi reparare autilajelor, activităŃi întâlnite în literatura de specialitate subdenumirea de mentenanŃă sau sistem de întreŃinere şi reparare a
utilajelor.MentenanŃa poate fi definită ca ansamblul de activităŃiavând ca obiectiv conservarea unui echipament, sau orice altă proprietate (caracteristică), astfel încât să permită realizarea încondiŃiile cele mai bune a obiectivelor întreprinderii [30,p.184].
Activitatea de întreŃinere şi reparare a utilajelor are înprincipal următoarele obiective [4, p.110,111]:
a) asigurarea menŃinerii utilajului în stare defuncŃionare o perioadă cât mai mare de timp;
b) evitarea uzurii excesive şi a ieşirii utilajului în modaccidental din funcŃiune;
c) creşterea timpului de funcŃionare a utilajului, fie prinmărirea duratei dintre două intervenŃii tehnice, fie prinmicşorarea perioadei de timp de menŃinere a acestuia în
reparaŃii;
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 186/238
Tatiana Puiu
186
d) efectuarea activităŃilor de întreŃinere şi reparare cucheltuieli cât mai reduse şi de o calitate cât mai bună, princreşterea productivităŃii muncitorilor care execută aceste
activităŃi;e) modernizarea maşinilor şi utilajelor învechite.Realizarea acestor obiective conduce la creşterea
eficienŃei economice a activităŃii productive desf ăşurate încadrul întreprinderii.
2.2. Sisteme de întreŃinere şi reparare a utilajelor
ReparaŃia reprezintă lucrarea realizată în scopulmenŃinerii în stare de funcŃionare a utilajelor, prin care se înlătură defecŃiunile constatate în funcŃionare şi se realizează înlocuirea totală sau parŃială a acelor componente care au odurată mai mică de funcŃionare în comparaŃie cu altele.
Conform normativelor există trei categorii de reparaŃii,
şi anume:- revizia tehnică (Rt);- reparaŃia curentă (Rc1 şi Rc2);- reparaŃia capitală (Rk). Revizia tehnică cuprinde totalitatea operaŃiilor cu
caracter constatator care se efectuează înaintea unei reparaŃiiplanificate (curentă sau capitală) în scopul determinării stăriitehnice a maşinilor, instalaŃiilor şi utilajelor şi a stabilirii
conŃinutului lucrărilor de reparaŃii ce vor fi executate. Reviziatehnică este o lucrare care se execută preventiv, la termeneprestabilite, de obicei în perioadele de nefuncŃionare a utilajelor(sărbători, zile sau schimburi neprogramate) pentru a nu împiedica desf ăşurarea normală a procesului de producŃie.
În cadrul reviziei tehnice se pot executa unele reglări şiconsolidări de piese şi subansamble, se pot elimina defecŃiunile
minore, se identifică defecŃiunile de proporŃii mai mari şi se
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 187/238
Managementul produc Ń iei
187
stabileşte data la care utilajul trebuie să intre în reparaŃii(înainte sau după realizarea numărului de ore de funcŃionareprevăzut în normative).
Repara Ń ia curent ă reprezintă lucrarea care se execută periodic, în mod planificat, în scopul înlăturării uzurii fizicesau a unor defecŃiuni locale, prin repararea, recondiŃionarea sau înlocuirea unor piese componente sau subansamble uzate.
În cadrul acestor reparaŃii se execută: demontareaparŃială a pieselor şi subansamblelor supuse uzurii şi repararealor; curăŃirea şi ungerea maşinilor şi utilajelor; înlăturarea jocurilor care depăşesc toleranŃele admise; verificareafuncŃionării corecte a lanŃului cinematic al maşinii, instalaŃieisau utilajului; refacerea protecŃiei utilajelor prin vopsireasuprafeŃelor expuse mediului atmosferic sau diferiŃilor agenŃichimici; repararea SDV-urilor de producŃie etc.
În funcŃie de mărimea intervalului de timp dintre două reparaŃii, de importanŃa şi conŃinutul lucrărilor care se execută în cadrul acestora şi de valoarea pieselor şi subansamblelor
înlocuite, se disting: reparaŃii curente de gradul I (Rc1) şireparaŃii curente de gradul II (Rc2).ReparaŃiile curente se efectuează atâta timp cât
principalele componente ale mijloacelor fixe nu depăşesclimita de uzură admisibilă din punct de vedere tehnic, situaŃiecare ar impune executarea unei reparaŃii capitale.
Repara Ń ia capitală este lucrarea care se efectuează înmod planificat după expirarea ciclului de funcŃionare prevăzut
în normative, având drept scop restabilirea parametrilortehnico-economici de exploatare ai utilajelor la nivelul iniŃial şimenŃinerea în funcŃiune a acestora până la expirarea durateinormate de viaŃă. ReparaŃia capitală este cea mai complexă intervenŃie tehnică, în cadrul ei f ăcându-se mai multe categoriide lucrări, şi anume: demontarea parŃială sau totală a utilajului;recondiŃionarea şi înlocuirea parŃială sau totală a unor piese de
schimb sau subansamble uzate; remontarea, reglarea şi
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 188/238
Tatiana Puiu
188
efectuarea de teste şi rodaje tehnice etc.Alături de categoriile menŃionate anterior, care sunt
reparaŃii planificate, în cadrul întreprinderii se mai efectuează
şi alte tipuri de reparaŃii, precum:- reparaŃii accidentale;- reparaŃii de renovare;- reparaŃii de avarii. Repara Ń iile accidentale se efectuează la intervale de
timp nedeterminate, fiind necesare datorită unor ieşiri dinfuncŃiune neprevăzute a utilajelor.
Repara Ń iile de renovare se efectuează asupra utilajelorcu un înalt grad de uzură, care au trecut prin mai multe reparaŃiicapitale şi vizează o modernizare a acestora.
Repara Ń iile de avarii se execută atunci când utilajele sedefectează ca urmare a unei utilizări sau întreŃinerinecorespunzătoare sau ca urmare a unor dezastre: incendii,inundaŃii, cutremure, războaie etc.
În afara reparaŃiilor, a căror tipologie a fost menŃionată,
asupra utilajelor se execută o activitate de întreŃinere şisupraveghere curentă, zilnică, efectuată fie de către muncitoridin secŃiile de producŃie care lucrează pe aceste utilaje, fie decătre muncitori specializaŃi din secŃiile auxiliare. Prinactivitatea de întreŃinere şi supraveghere curentă se realizează curăŃirea şi ungerea utilajelor, urmărirea zilnică a comportăriilor în funcŃionare şi înlăturarea micilor defecŃiuni, f ără a se face înlocuiri de piese.
În literatura de specialitate din Ńara noastră există diferite opinii referitoare la sistemele componente ale activităŃiide întreŃinere şi reparaŃii.
Astfel, în lucrarea “Managementul întreŃinerii şireparării utilajelor”, Anca Bogza consideră că activitatea de întreŃinere şi reparaŃii se compune din următoarele sisteme [14,p.31]:
- sistemul de întreŃinere corectivă;
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 189/238
Managementul produc Ń iei
189
- sistemul de întreŃinere funcŃională curentă;- sistemul de întreŃinere funcŃională periodică de tip
preventiv-planificat;
- sistemul de revizii tehnice şi reparaŃii preventiv-planificate;
- sistemul de întreŃinere şi reparaŃii de tip paleativ.Sistemul de între Ń inere corectivă cuprinde următoarele
tipuri de activităŃi: îmbunătăŃirea constructivă a utilajelor prinreproiectarea unor componente, îmbunătăŃirea funcŃională prinproiectarea unor accesorii auxiliare cu funcŃii multiple şi înlăturarea unor deficienŃe referitoare la fiabilitatea şimentenabilitatea utilajelor.
Sistemul de între Ń inere func Ń ională curent ă se referă lacurăŃirea şi ungerea utilajelor, precum şi la urmărirea zilnică acomportării în funcŃionare a acestora.
Sistemul de între Ń inere func Ń ională periodică de tip preventiv-planificat are ca obiectiv central prevenirea apariŃieidefecŃiunilor, nefiind axat pe înlăturarea acestora. Se urmăreşte
realizarea următoarelor deziderate: prevenirea uzurii utilajelorşi creşterea duratei lor de viaŃă; menŃinerea randamentelorutilajelor; mărirea siguranŃei în exploatarea maşinilor;eliminarea opririlor accidentale datorită avariilor sau altorcauze; creşterea calităŃii produselor fabricate; micşorareaconsumurilor de energie, combustibil şi lubrifianŃi; reducereacosturilor de întreŃinere şi reparaŃii.
Principalele lucrări şi operaŃii care fac obiectul acestui
sistem sunt următoarele:- verificarea periodică a maşinilor în scopul evaluării
tehnice a utilajelor;- revizia parŃială a utilajelor prin intermediul căreia se
constată starea tehnică şi tehnologică a unor mecanisme debază, se evaluează gradul de uzură al pieselor, precum şifrecvenŃa şi cauzele apariŃiei unor defecŃiuni;
- revizia generală a utilajelor prin care se evaluează
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 190/238
Tatiana Puiu
190
starea tehnică şi de uzură a subansamblelor şi mecanismelor,precizia în execuŃia operaŃiilor şi consumurile de lubrifianŃi şicarburanŃi;
- controlul tehnic de calitate al intervenŃiilor efectuate.Sistemul de revizii tehnice şi repara Ń ii preventiv-
planificate constă în efectuarea următoarelor categorii dereparaŃii:
- reparaŃii după necesitate, care se efectuează asupraunor utilaje scose din funcŃiune datorită uzurii lor înaintate,deteriorării complete a unor piese sau mecanisme, precum şi caurmare a avariilor. Caracteristice pentru acest sistem suntreparaŃiile accidentale;
- reparaŃii pe bază de constatări, caracterizate prinexecutarea de revizii periodice pentru aprecierea stării tehnice autilajelor şi verificarea faptului dacă acestea pot funcŃionanormal în continuare până la revizia următoare sau trebuiereparate imediat, înainte de data respectivă, pentru a se evitaopririle accidentale. Aceste reparaŃii se fac atunci când utilajele
nu mai corespund sub aspect funcŃional, tehnic sau tehnologic,fiind necesar să se intervină imediat spre a se evita opririleaccidentale;
- reparaŃii cu planificare rigidă, în cadrul căroramaşinile intră în reparaŃie la data şi în volumul stabilit de cătrefabrica ce le-a produs, chiar dacă starea tehnică a utilajelor este încă corespunzătoare;
- revizii tehnice;
- reparaŃii curente;- reparaŃii capitale.Sistemul de între Ń inere şi repara Ń ii de tip paleativ se
foloseşte pentru menŃinerea în stare normală de funcŃionare autilajelor amortizate integral, care mai sunt folosite în procesulde producŃie din diferite motive (lipsa fondurilor de investiŃiipentru achiziŃionarea unor utilaje noi, starea tehnică de uzură
nu justifică scoaterea lor din funcŃiune etc).
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 191/238
Managementul produc Ń iei
191
În lucrarea “Organizarea şi planificarea unităŃilorindustriale”, Roman Crişan şi Paraschiv Vagu (coordonatori)consideră că întreŃinerea şi repararea utilajelor în România se
face după trei sisteme şi anume [19, p.183]:- sistemul reparaŃiilor post-revizie sau sistemul de
reparaŃii pe bază de constatări;- sistemul reparaŃiilor cu planificare rigidă sau
reparaŃiile standard;- sistemul reparaŃiilor periodice cu planificare
controlată.Într-o altă concepŃie - Florica Badea - [4, p.111] se
consideră că ansamblul lucrărilor de întreŃinere şi reparaŃiipoate fi încadrat în două sisteme:
- sistemul de reparaŃii pe baza constatărilor;- sistemul de întreŃinere şi reparare preventiv-planificat,
care se poate aplica cu ajutorul a două metode: standard şi după revizie.
În alte lucrări [25, p.307], [18, p.386] se consideră că în
practică se întâlnesc următoarele sisteme de reparaŃii:- reparaŃii după necesitate;- reparaŃii cu planificare fermă;- reparaŃii după controlul stării utilajelor;- reparaŃii preventiv-planificate.Toate concepŃiile acordă rolul cel mai important şi sfera
cea mai largă de utilizare reparaŃiilor preventiv-planificate.
2.3. Planificarea activităŃii de întreŃinere şireparare a utilajelor
Activitatea de întreŃinere şi reparare a utilajelor serealizează pe baza unui plan anual, cu defalcare pe trimestre şiluni. Elaborarea planului de reparaŃii presupune folosirea unor
indicatori precum:
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 192/238
Tatiana Puiu
192
- durata ciclului de reparaŃii;- structura ciclului de reparaŃii;- durata de funcŃionare a utilajului între două reparaŃii;
- durata necesară efectuării reparaŃiei;- gradul de complexitate al utilajului;- volumul de muncă necesar pentru fiecare categorie de
reparaŃie;- costul reparaŃiilor, ca procent în valoarea de înlocuire
a utilajului. Durata ciclului de repara Ń ii reprezintă intervalul de
timp dintre două reparaŃii capitale, inclusiv durata de executarea uneia dintre ele (de obicei ultima), pentru utilajul aflat înexploatare sau intervalul de timp dintre momentul începeriiexploatării şi cel al primei reparaŃii capitale, inclusiv durataacesteia, pentru utilajul nou.
Durata ciclului de reparaŃii a unui utilaj, în zilecalendaristice, se determină folosind relaŃia:
( ) tzc R
iisi
ss
f cr K nT
N D D D
k
⋅
⋅+
⋅= ∑
=1 în care:Dcr = durata ciclului de reparaŃii, în zile calendaristice;Df = durata de funcŃionare efectivă a utilajului întredouă reparaŃii capitale;Ds = durata unui schimb de lucru, în ore;
Ns = numărul de schimburi de lucru pe zi;Tsi = timp de staŃionare maxim admis în fiecareintervenŃie tehnică, în zile lucrătoare;ni = numărul de intervenŃii de acelaşi fel “i” în cadrulunui ciclu de reparaŃii;Ktzc = coeficient de transformare a duratei ciclului dereparaŃii din zile lucrătoare (efective) în zilecalendaristice.Durata ciclului de reparaŃii se găseşte specificată în
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 193/238
Managementul produc Ń iei
193
normativele de reparaŃii elaborate de către firmeleconstructoare de maşini pentru fiecare categorie şi grupă demaşini în parte. Ea se determină în urma studierii modului de
comportare în exploatare a utilajului, pe baza datelorexperimentale şi statistice.
Structura ciclului de reparti Ń ii reprezintă numărul, felulşi succesiunea diferitelor categorii de intervenŃii tehnice încadrul unui ciclu de reparaŃii. Ea depinde de caracteristicileutilajului, destinaŃia lui, regimul de funcŃionare şi condiŃiile deexploatare.
Întocmirea structurii unui ciclu de reparaŃii presupunedeterminarea mai întâi a numărului de intervenŃii de acelaşi feldin cadrul ciclului. Ştiind că orice intervenŃie de grad superiorle conŃine pe toate celelalte inferioare ei, relaŃia de calcul anumărului de intervenŃii de acelaşi fel este următoarea:
supit it
cr it N
d
D N −=
în care:Nit = număr de intervenŃii de acelaşi fel;Dcr = durata ciclului de reparaŃii;dit = durata între două reparaŃii de acelaşi fel;Nitsup = numărul de intervenŃii de grad superior.
Concretizând, calculul numărului de revizii şi reparaŃii
de acelaşi fel se determină folosind formulele:
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 194/238
Tatiana Puiu
194
sup
sup1
sup2
it Rt
cr
it Rc
cr
it Rc
cr
N d
D p
N d Dn
N d
Dm
−=
−=
−=
în care:m = numărul de reparaŃii curente de gradul II care se
efectuează într-un ciclu de reparaŃii;n = numărul de reparaŃii curente de gradul I care seefectuează într-un ciclu de reparaŃii;p = numărul de revizii tehnice care se efectuează într-unciclu de reparaŃii;dRc2 = intervalul dintre două operaŃii curente de gradulII;dRc1 = intervalul dintre două operaŃii curente de gradulI;dRt = intervalul dintre două revizii tehnice.
Durata medie de func Ń ionare a utilajului între două repara Ń ii succesive, indiferent de natura lor, reprezintă timpul în care utilajul este exploatat f ără nici o intervenŃie şi sedetermină conform relaŃiei:
∑=
i
f
n
Dd
în care:
d = durata medie de funcŃionare a utilajului între două reparaŃii succesive;Df = durata totală de funcŃionare a utilajului în cadrul
unui ciclu de reparaŃii;
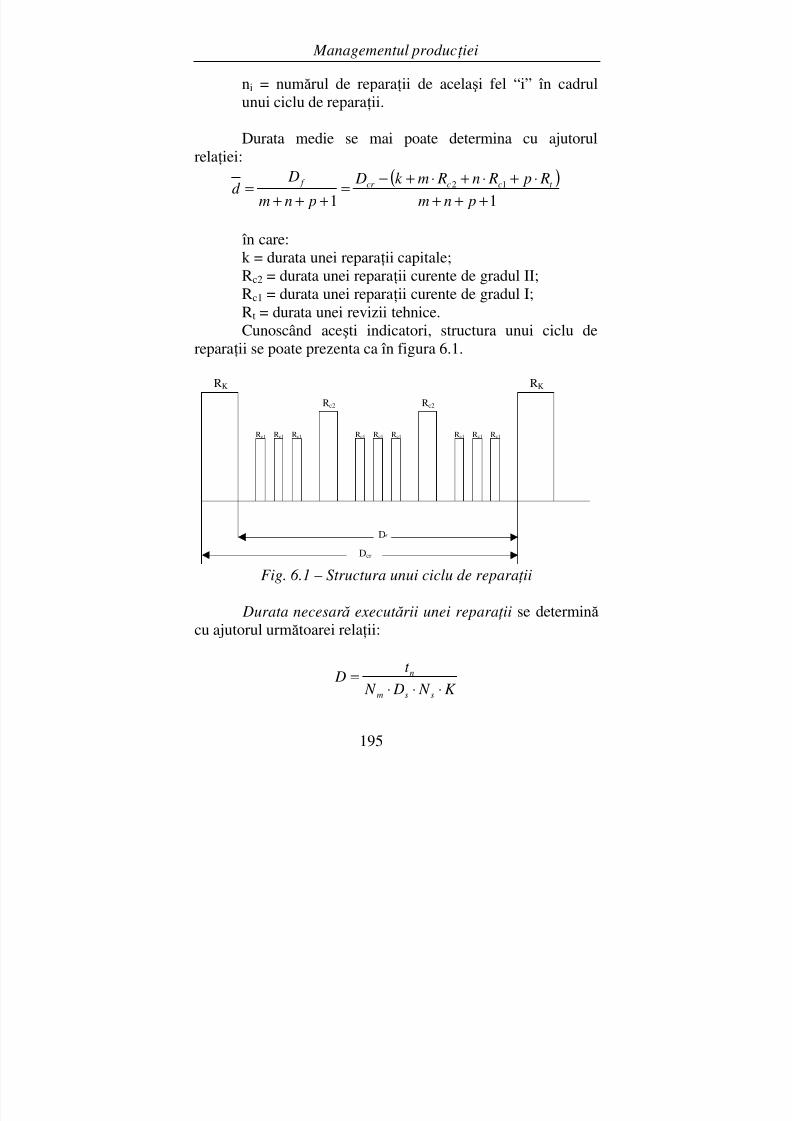
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 195/238
Managementul produc Ń iei
195
ni = numărul de reparaŃii de acelaşi fel “i” în cadrulunui ciclu de reparaŃii.
Durata medie se mai poate determina cu ajutorulrelaŃiei:
( )
1112
+++
⋅+⋅+⋅+−=
+++=
pnm
R p Rn Rmk D
pnm
Dd t cccr f
în care:k = durata unei reparaŃii capitale;
Rc2 = durata unei reparaŃii curente de gradul II;Rc1 = durata unei reparaŃii curente de gradul I;Rt = durata unei revizii tehnice.Cunoscând aceşti indicatori, structura unui ciclu de
reparaŃii se poate prezenta ca în figura 6.1.
RK RK
Rc2 Rc2
Rc1 Rc1 Rc1 Rc1 Rc1 Rc1 Rc1 Rc1 Rc1
D
Dcr Fig. 6.1 – Structura unui ciclu de repara Ń ii
Durata necesar ă execut ă rii unei repara Ń ii se determină cu ajutorul următoarei relaŃii:
K N D N
t D
ssm
n
⋅⋅⋅
=
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 196/238
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 197/238
Managementul produc Ń iei
197
limite maxime admise prevăzută în normativul tehnic dereparaŃii, în cazul în care se foloseşte sistemul de întreŃinere şireparaŃii preventive sub forma reviziilor tehnice şi a reparaŃiilor
planificate, fie Ńinând seama de bugetul alocat în perioada degestiune pentru activitatea de întreŃinere şi reparaŃii;
- elaborarea formei finale a planului de întreŃinere şireparaŃii, eliminându-se din proiectul de plan elaborat acelelucrări de întreŃinere şi reparaŃii care nu sunt eficiente;
- corelarea volumului lucrărilor necesare pentru întreŃi-nere şi reparaŃii de executat în perioada de plan cu defalcare peluni, potrivit planului adoptat, cu capacitatea de producŃie asubunităŃii de întreŃinere şi reparaŃii. Această corelare trebuie să se facă pentru toate elementele tehnice de capacitate din cadrulsubunităŃii de întreŃinere şi reparaŃii, adică pentru mâna delucru necesară, utilaje şi suprafeŃe de producŃie;
- planificarea resurselor materiale necesare pentruexecutarea lucrărilor cuprinse în planul anual de întreŃinere şireparaŃii (piese de schimb, SDV-uri, energie, alte materiale
auxiliare). Asemenea resurse se planifică pe baza consumurilorspecifice normate sau în funcŃie de consumul efectiv realizat înperioada anterioară, precum şi în raport de felul lucrărilorplanificate.
Pornind de la sarcinile cuprinse în planul anual,compartimentul mecano-energetic al întreprinderii are obligaŃia întocmirii programă rii operative a activit ăŃ ii de între Ń inere şirepara Ń ii. Această programare vizează defalcarea sarcinilor din
planul anual pe perioade de timp mai scurte şi pe executanŃi.În scopul îndeplinirii obiectivului urmărit prin
programarea operativă a lucrărilor de întreŃinere şi reparaŃiieste necesar să se parcurgă mai multe etape, şi anume [14,p.69]:
- defalcarea din planul anual de reparaŃii a prevederilorreferitoare la luna de plan, actualizarea lor şi întocmirea
proiectului de program de producŃie centralizator al

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 198/238
Tatiana Puiu
198
compartimentului mecano-energetic aferent lunii deprogramare;
- repartizarea lucrărilor de întreŃinere şi reparaŃii din
luna de plan pe decade şi elaborarea proiectelor de programeoperative ale decadelor, sub aspectul stabilirii succesiunii deefectuare a lucrărilor de întreŃinere şi reparaŃii;
- verificarea la nivelul decadelor a asigurării cu resursea lucrărilor cuprinse în proiectele programelor operative aledecadelor şi finalizarea acestor programe. Se are în vedereconcordanŃa dintre necesarul şi disponibilul de resurse alfiecărei decade pentru a asigura realizarea efectivă aprogramului de reparaŃii;
- următoarea etapă o constituie programarea lucrărilordin cadrul unei decade în timp (pe zile şi schimburi) şi în spaŃiu(pe formaŃii de lucru). Pentru lucrările de complexitate maimare cuprinse în programul operativ al decadei este posibil să se ataşeze un grafic reŃea, astfel încât prin metoda drumuluicritic să se poată stabili termenele minime şi maxime de
începere a efectuării activităŃilor componente, rezervele detimp, durata optimă de execuŃie a întregii lucrări, precum şiposibilităŃile de execuŃie în paralel a diferitelor activităŃi.
2.4. Organizarea activităŃii de întreŃinere şireparare a utilajelor
În cadrul întreprinderii industriale sarcina de întreŃinereşi reparare a utilajelor revine compartimentului mecano-energetic. Activitatea acestui compartiment este îndreptată înscopul atingerii următoarelor obiective [4, p.122]:
- planificarea activităŃii de întreŃinere şi reparare pentrutoate mijloacele fixe ale întreprinderii;
- organizarea şi executarea planurilor de reparaŃii ale
fiecărui mijloc fix din cadrul întreprinderii;
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 199/238
Managementul produc Ń iei
199
- adoptarea tuturor măsurilor legate de securitateamuncii şi de protecŃia utilajelor.
O bună organizare a activităŃii de reparare a
utilajelor necesită o serie de activităŃi pregătitoare,dintre care menŃionăm:
- inventarierea utilajelor în scopul cunoaşterii exacte anumărului, tipului şi stării funcŃionale a acestora;
- gruparea utilajelor care urmează să fie reparate peacelaşi fel de maşini-unelte;
- întocmirea documentaŃiei tehnice pentru executareapieselor de schimb, dacă acestea se realizează în cadrul întreprinderii sau lansarea comenzilor către furnizorii de piesede schimb, dacă acestea nu se execută în cadrul întreprinderii;
- elaborarea tehnologiei lucrărilor de reparaŃii.Pentru executarea lucrărilor de reparare a utilajelor se
folosesc trei sisteme de organizare a activităŃii:- sistemul centralizat;- sistemul descentralizat;
- sistemul mixt.Sistemul centralizat este caracteristic întreprinderilormici şi mijlocii. În cadrul acestui sistem lucrările de întreŃinereşi de reparaŃii sunt efectuate de către sectorul central dereparaŃii, prin echipele sale de muncitori specializaŃi.Dezavantajul acestui sistem de organizare a activităŃii constă înfaptul că mijlocul fix trebuie transportat la sectorul central dereparaŃii, deci este dificil de aplicat în întreprinderile mari, cu
grad mare de dispersie teritorială.Sistemul descentralizat presupune existenŃa unor
ateliere de întreŃinere şi reparaŃii pentru fiecare secŃieproductivă în parte, amplasate în incinta acestora şi dotatecorespunzător. Sarcina compartimentului mecano-energeticeste doar de a coordona şi controla activitatea sectoarelorspecializate. Principalul avantaj al acestui sistem constă în
asigurarea unei activităŃi prompte şi operative, iar principalul
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 200/238
Tatiana Puiu
200
dezavantaj este faptul că necesită personal de întreŃinere multmai numeros.
Sistemul mixt îmbină avantajele sistemelor prezentate,
eliminând pe cât posibil dezavantajele lor. Unele lucrări suntexecutate de echipe de muncitori din întreŃinere şi reparaŃii alecompartimentului mecano-energetic, iar altele de către echipede muncitori specializaŃi în această activitate, subordonaŃidirect secŃiilor productive.
Organizarea în bune condiŃii a executării reparaŃiilorpresupune şi folosirea unor metode manageriale adecvatepentru activitatea de întreŃinere şi reparaŃii.
Se întâlnesc, în practică, următoarele metode [25,p.309]:
- metoda în flux, metodă modernă de executare alucrărilor de întreŃinere şi reparaŃii cu eficienŃă economică sporită şi aplicabilitate îndeosebi la acele active folosite înnumăr mare în cadrul firmei;
- metoda individuală , adică întreŃinerea şi repararea
fiecărui activ după ce a fost scos din funcŃiune şi apoirepunerea lui în funcŃiune; nu are eficienŃă economică preamare şi se recomandă pentru întreŃinerea şi repararea utilajelorde diferite tipuri existente într-un număr redus;
- metoda pe subansamble se bazează pe pregătirea dinvreme a subansamblelor de rezervă, care în momentul scoateriidin funcŃiune a activului fix înlocuiesc subansamblele uzate; eapermite reducerea considerabilă a timpului de imobilizare a
activului fix în lucrări de reparaŃii şi implicit are costuri reduse.Alegerea metodei manageriale adecvate conduce la
creşterea calităŃii lucrărilor de reparare a utilajelor şi reducereaduratei de execuŃie a acestora.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 201/238
Managementul produc Ń iei
201
2.5. Modernizarea utilajelor
Pe parcursul utilizării lor, utilajele sunt supuse
proceselor de uzură fizică şi morală. Efectele negative aleuzurii fizice pot fi îndepărtate prin activitatea de întreŃinere şireparare a utilajelor, iar cele ale uzurii morale prinmodernizarea utilajelor.
Modernizarea utilajelor reprezintă activitatea princare se realizează adaptarea sistemelor tehnice de producŃieaflate în funcŃiune la noile condiŃii create de progresul tehnico-ştiinŃific, asigurându-se funcŃionarea acestora la parametritehnico-economici cât mai apropiaŃi de cei ai utilajelor noi.
Modernizarea creează condiŃii ca prin efectuarea unorcheltuieli mai mici comparativ cu cele ocazionate deachiziŃionarea de noi utilaje, să se obŃină randamente sporite lacele aflate în funcŃiune, randamente comparabile cu cele aleutilajelor nou fabricate.
Modernizare utilajelor se poate efectua în acelaşi timp
cu o reparaŃie capitală sau, în mod independent, ca acŃiune desine stătătoare.Modernizarea utilajelor este o activitate orientată spre
realizarea următoarelor obiective:- creşterea randamentului utilajelor în funcŃiune prin
sporirea vitezei de lucru, a puterii electromotoarelor, înzestrarea cu SDV-uri eficiente şi perfecŃionarea diferitelorelemente constructive;
- creşterea preciziei în prelucrare;- automatizarea comenzilor şi introducerea unor
dispozitive cu acŃiune rapidă;- creşterea siguranŃei în exploatare;- transformarea unor utilaje universale în utilaje
specializate.Activitatea de modernizare a utilajelor se desf ăşoară în
mai multe etape şi anume:
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 202/238
Tatiana Puiu
202
- analiza parcului aflat în funcŃiune; pe baza datelorstatistice se evidenŃiază starea parcului, inclusiv cheltuielile cu întreŃinerea şi repararea pe care parcul le necesită;
- elaborarea temei de proiectare pentru modernizare şiexecutarea studiilor de fezabilitate necesare; urmăreştestabilirea coordonatelor principale ale modernizării, bazate pe oserie de indicatori tehnico-economici şi date cum ar fidenumirea, tipul, marca şi anul fabricaŃiei utilajului, uzuramorală a utilajului etc;
- elaborarea documentaŃiei de proiectare pentrumodernizare; în aceasta se descrie modernizarea, se precizează schema cinematică, principiile de proiectare şi tehnologiaconstructivă utilizată, gradul de mecanizare şi automatizaredorit etc;
- organizarea activităŃii de execuŃie a lucrărilor demodernizare; din motive financiare, se face, de regulă,concomitent cu reparaŃia capitală; nu este exclusă niciorganizarea centralizată (ea presupune organizarea unor secŃii
speciale de modernizare, organizarea producerii centralizate şispecializate a pieselor, folosirea pe scară largă a elementelortipizate, folosirea metodelor moderne de management operativetc).
EficienŃa economică a modernizării utilajelor se poateaprecia folosind diverse metode, printre care:
- compararea indicatorilor specifici ai utilajului înainteşi după modernizare;
- compararea indicatorilor specifici ai utilajuluimodernizat cu cei ai unui nou tip de utilaj;
- compararea costurilor de modernizare cu cele necesarepentru achiziŃionarea de noi utilaje.
ObŃinerea unei eficienŃe economice ridicate a activităŃiide modernizare este o condiŃie de bază a organizării acesteia.

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 203/238
Managementul produc Ń iei
203
2.6. Înlocuirea utilajelor
Managementul activităŃii de întreŃinere, reparare şi
modernizare a utilajelor trebuie să rezolve şi două problemelegate de înlocuirea utilajelor, şi anume:
- alegerea momentului oportun de înlocuire a utilajelor;- alegerea tipului optim de utilaj care trebuie
achiziŃionat.Determinarea momentului optim de înlocuire a
utilajului are la bază raŃionamentul potrivit căruia, în condiŃiile în care cheltuielile de întreŃinere şi reparaŃii cresc în decursulanilor datorită gradului de uzură fizică a utilajului, scoatereadin funcŃiune a acestuia şi înlocuirea sa trebuie să se facă înanul anterior celui pentru care cheltuielile de întreŃinere şireparare depăşesc suma cheltuielilor actualizate de achiziŃie, întreŃinere şi reparare.
Momentul optim de înlocuire se determină cu ajutorulrelaŃiei:
∑
∑
=
−
=
−
+
⋅+
>n
j
j
n
j
j j
n
y
yC A
C
1
1
1
1
1
în care:Cn+1 = cheltuielile de întreŃinere şi reparare a utilajului în anul n+1 de funcŃionare;A = cheltuielile de achiziŃie a utilajului;C j = cheltuielile de întreŃinere şi reparare în anul j defuncŃionare;
,1
1
d y
+=
în care d = procentul de taxe şi dobânzi cumulate,folosit în scopul actualizării cheltuielilor.
Utilajul scos din funcŃiune trebuie înlocuit cu altul nou.

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 204/238
Tatiana Puiu
204
Managerul trebuie să selecteze tipul de utilaj care va fiachiziŃionat dintr-o multitudine de variante cu caracteristicitehnico-economice asemănătoare, dar care diferă între ele prin
costurile de întreŃinere şi reparare şi prin duratele lor medii deviaŃă. Tipul optim de utilaj care va fi achiziŃionat se determină,de obicei, pe baza criteriului costului mediu minim de achiziŃie, întreŃinere şi reparare pe o anumită perioadă de timp, costdeterminat conform relaŃiei:
∑ ∑= =
+⋅
⋅
=m
i
n
j
iji C A
nm
K 1 1
1
în care:K = costul mediu de achiziŃie, întreŃinere şi reparare;m = numărul de achiziŃionări ale utilajului pe perioadade timp considerată;n = numărul de ani de folosire a utilajului între două achiziŃionări;
i = o anumită înlocuire a utilajului; j = un anumit an concret;Ai = cheltuielile de achiziŃionare a utilajului la achiziŃiai;Cij = cheltuielile de întreŃinere şi reparare la achiziŃia i autilajului şi în anul j de întreŃinere şi reparare.După stabilirea costului mediu pentru fiecare utilaj care
ar putea fi achiziŃionat, se alege utilajul cu costul mediu minim
de achiziŃie, întreŃinere şi reparare.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 205/238
Managementul produc Ń iei
205
3. ORGANIZAREA ACTIVITĂłII DE ASIGURARE CUENERGIE A ÎNTREPRINDERII INDUSTRIALE
3.1. ConŃinutul, necesitatea şi obiectivele activităŃii deasigurare cu energie
Întreprinderile de producŃie industrială sunt, înmajoritatea lor, mari consumatoare de energie. Ele consumă circa 2/3 din totalul energiei produse în sistemul energeticnaŃional şi 1/2 din cantitatea totală de combustibil folosită îneconomie.
Energia consumată în întreprinderile industriale poate fimecanică (motrică), tehnologică, de încălzit, de iluminat,pentru condiŃionarea atmosferei din spaŃiile interioare etc.Energia mecanică şi cea tehnologică deŃin ponderea cea maimare în totalul consumului, ele fiind forme transformate aleenergiei electrice.
Întreprinderile industriale î şi pot asigura energianecesară atât în sistem centralizat, cât şi în sistemdescentralizat, prin forŃe proprii. TendinŃa este de folosire asistemului centralizat, care presupune ca diferitele forme deenergie să fie produse în întreprinderi specializate, la nivelul întreprinderilor industriale funcŃionând subunităŃi de producerea energiei doar pentru situaŃii de avarii în sistemul energeticnaŃional. În cazul în care întreprinderile industriale î şi asigură
singure necesarul de energie ele trebuie să dispună de unansamblu de unităŃi producătoare de energie.
Sectorul energetic al întreprinderii industriale cuprinde:- instalaŃii producătoare de energie (electrică, termică,
aer comprimat etc);- instalaŃii de acumulare şi de transformare a energiei;- instalaŃii consumatoare de energie.
Alături de acestea, întreprinderea industrială deŃine şi
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 206/238
Tatiana Puiu
206
reŃele de transport şi distribuŃie a diferitelor tipuri de energie laconsumatori; ele aparŃin secŃiilor de servire.
Din punct de vedere organizatoric activitatea energetică
aparŃine secŃiei mecanico-energetice, iar din punct de vederefuncŃional (planificare, programare, urmărire etc) atribuŃiilerevin compartimentului (serviciului, biroului) mecano-energetic.
Organizarea activităŃii energetice diferă de la o întreprindere la alta în funcŃie de o serie de factori, precumvolumul şi complexitatea activităŃii energetice, mărimea întreprinderii, tipul de producŃie şi natura proceselortehnologice etc. Alături de astfel de factori, cu influenŃă diferenŃiatoare, organizarea activităŃii energetice esteinfluenŃată de particularităŃile acesteia şi anume:
- simultaneitatea între momentul producerii şi cel alconsumului energetic; în general, nefiind posibilă stocarea, seimpune corelarea judicioasă din punct de vedere cantitativ şi întimp a producŃiei cu consumul;
- consumul neuniform pe durata unei zile de muncă, înspecial în scopuri tehnologice şi motrice, determinat îndeosebide încărcarea diferită a schimburilor de muncă şi desuprapunerea în timp a unor procese tehnologice cu consumenergetic ridicat.
Având în vedere necesităŃile energetice ale întreprin-derii industriale, precum şi particularităŃile procesului deconsum al energiei, sectorului energetic al întreprinderii îi
revine sarcina ca prin activitatea întreprinsă să realizezeurmătoarele obiective:
- asigurarea alimentării întreprinderii la timp şi încantităŃile necesare cu toate felurile de energie;
- asigurarea cu energie la calitatea impusă deconsumatori şi la costuri cât mai reduse;
- limitarea consumurilor energetice şi eliminarea sau
limitarea pierderilor de energie în procesul de producere,
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 207/238
Managementul produc Ń iei
207
transport şi consum al acesteia;- asigurarea exploatării raŃionale a utilajelor energetice.
3.2. Determinarea necesarului de energie şi combustibil
Asigurarea funcŃionării eficiente a întreprinderiiindustriale impune stabilirea necesarului de energie, pe total şipe fiecare subunitate, precum şi pe tipuri de energie. Pentruaceasta se întocmesc balan Ń ele energetice, care reprezintă instrumente de măsurare a necesarului energetic alconsumatorilor pe destinaŃii de folosire a energiei, cât şi pediferitele surse energetice de acoperire a acestui necesar.DestinaŃiile de utilizare a energiei pot fi tehnologice, motrice,iluminat, încălzit ş.a. Sursele de acoperire sunt centraleleproprii sau sistemul energetic naŃional.
O balanŃă energetică este echilibrată atunci cândnecesarul total de energie este egal cu totalul surselor de
acoperire.Necesarul de energie se determină pe bazaconsumurilor normate, a sarcinilor de producŃie ale întreprinderii şi a nevoilor de consum gospodăresc, în moddiferenŃiat, după destinaŃia energiei.
Determinarea necesarului de energie electrică pentruscopuri tehnologice se face pe baza normelor de consum deenergie electrică pe unitatea de produs, conform relaŃiei:
∑=
⋅=n
iiiet ncQ N
1 în care :Net= necesarul de energie electrică pentru scopuritehnologice;
Qi = cantitatea din produsul i (i = n,1 );nci = norma de consum de energie electrică pe unitatea
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 208/238
Tatiana Puiu
208
de produs i.
Determinarea necesarului de energie electrică utilizat ă
ca for Ńă motrice pentru diferitele maşini şi instalaŃii se poaterealiza folosind una din următoarele relaŃii de calcul:
RK
K ncT N N
p
s f uefm
⋅
⋅⋅⋅=
în care:Nefm =necesarul de energie electrică pentru forŃa
motrice;Nu = numărul de utilaje acŃionate electric;Tf = timpul de funcŃionare al unui utilaj pe perioadaluată în calcul;nc = norma de consum pe ora de funcŃionare autilajului;Ks = coeficientul de simultaneitate al funcŃionăriiutilajelor;Kp= coeficientul pierderilor de energie în reŃea;R = randamentul motoarelor cu care sunt echipateutilajele.
sau:
RK
K K T P N
p
si f iefm
⋅
⋅⋅⋅=
în care:Pi = puterea instalată a motoarelor de pe utilaje;Ki = coeficientul de încărcare a utilajului.
Determinarea necesarului de energie electrică pentruiluminat se face potrivit relaŃiei:
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 209/238
Managementul produc Ń iei
209
+⋅⋅⋅=
1001
PK T P N siiei
în care :Nei = necesarul de energie electrică pentru iluminat;Pi = puterea instalată a corpurilor de iluminat;Ti = timpul de iluminat pentru perioada luată în calcul;Ks = coeficientul de simultaneitate al funcŃionăriicorpurilor de iluminat;P/100 = procentul de pierderi de energie electrică înreŃea.
Determinarea necesarului de combustibil se face, deasemenea, pe destinaŃiile acestuia (tehnologică sau motrice), pebaza volumului producŃiei şi a normelor de consum pe produs.
Determinarea necesarului de combustibil pentruîncă lzit foloseşte următoarea relaŃie de calcul:
1000
k ncngnzV N cî
⋅⋅⋅⋅
= în care:Ncî = necesar de combustibil pentru încălzit;V = volumul încăperilor care trebuie încălzite;nz = numărul zilelor de încălzit;ng = numărul de grade cu care trebuie ridicată temperatura faŃă de temperatura medie exterioară;
nc = norma de consum de combustibil convenŃionalnecesar ridicării temperaturii cu un grad Celsius, într-ozi, la 1000mc volum al încăperilor;k = coeficientul de transformare din combustibil real încombustibil convenŃional, [k = Pcc / Pcr, în care: Pcc =puterea calorică a combustibilului convenŃional(7000kcal/kg), Pcr = puterea calorică a combustibilului
real].
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 210/238
Tatiana Puiu
210
După determinarea necesarului de energie şicombustibil, sectorul energetic al întreprinderii trebuie să ia
cele mai bune măsuri în vederea asigurării continuităŃiiaprovizionării consumatorilor conform necesităŃilor.
3.3. RaŃionalizarea consumurilor de energie şi combustibil
În întreprinderile industriale ponderea cheltuielilor cuenergia şi combustibilul în costurile de producŃie ale produseloreste relativ mare, fapt ce impune luarea unor măsuri care să conducă la raŃionalizarea acestor consumuri.
Măsurile de raŃionalizare a consumurilor energetice potfi grupate astfel [4, p.129]:
- măsuri de normare ştiinŃifică a consumurilorenergetice şi pe baza rezultatelor obŃinute de întreprinderisimilare;
- măsuri de reducere a consumului energetic pa bazaperfecŃionării tehnologiilor de fabricaŃie, modernizarea sau înlocuirea instalaŃiilor energetice cu randamente scăzute;
- măsuri de reducere a pierderilor în reŃeaua detransport, distribuŃie şi consum, pe baza folosirii celor mai bunipurtători de energie şi o bună întreŃinere şi reparare a acestora;
- pentru energia folosită în scopuri motrice se impunefolosirea limitatoarelor de mers în gol, precum şi echiparea
utilajelor cu motoare cu o putere instalată corespunzătoare;- măsuri de ameliorare a factorului de putere şi
aplatizarea curbei de sarcină;- măsuri de perfecŃionare a tehnologiei de fabricaŃie şi a
organizării producŃiei şi a muncii.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 211/238
Managementul produc Ń iei
211
4. ORGANIZAREA ACTIVITĂłII DE ASIGURARE CUSCULE, DISPOZITIVE ŞI VERIFICATOARE (SDV-URI)
A ÎNTREPRINDERII INDUSTRIALE
4.1. ConŃinutul, necesitatea şi obiectivele activităŃii deasigurare cu SDV-uri
Desf ăşurarea eficientă a procesului de producŃie într-o întreprindere presupune asigurarea locurilor de muncă cu scule,dispozitive şi verificatoare, activitate rezolvată de către secŃiade SDV-uri sau sculărie. Cu cât organizarea acestei activităŃieste mai judicioasă, cu atât este mai benefică influenŃa eiasupra îmbunătăŃirii înzestrării tehnice a produselor, operaŃiilorşi locurilor de muncă, a creşterii calităŃii produselor, aproductivităŃii muncii, a gradului de utilizare a capacităŃii deproducŃie, a economisirii de materii prime şi materiale.
ImportanŃa activităŃii de asigurare cu SDV-urile
necesare rezultă, în primul rând, din faptul că volumulcheltuielilor ocazionate de fabricarea şi utilizarea lor are opondere însemnată în costul producŃiei industriale; astfel,aceste cheltuieli sunt de 8-15% pentru producŃia de masă, 6-8%pentru producŃia de serie mare, între 4-6% pentru producŃia deserie mică şi 3-4% la producŃia individuală [4, p.130].
Nomenclatorul de SDV-uri folosite în întreprinderileindustriale este extrem de divers, putând ajunge până la câteva
zeci de mii de tipuri, astfel încât, o cerinŃă de bază a organizăriiactivităŃii de producere şi gestionare a lor o constituieclasificarea. În Ńara noastră aceasta este reglementată prinStandardul nr.3501-8, potrivit căruia, SDV-urile se clasifică şise codifică după sistemul zecimal. Astfel, de exemplu, SDV-urile din industria construcŃiilor de maşini se împart în zecegrupe, numerotate de la 0 la 9, în raport cu destinaŃia lor
(exemplu: grupa a doua cuprinde scule pentru prelucrarea prin
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 212/238
Tatiana Puiu
212
aşchiere a metalelor, grupa a opta cuprinde dispozitivele demăsurare şi control a dimensiunilor, formei, poziŃiei, rugozităŃiietc). În continuare fiecare grupă se împarte în 10 subgrupe,
fiecare subgrupă în 10 feluri şi fiecare fel în 10 variante.SDV-urile se mai pot clasifica folosind drept criteriu gradul lorde specializare. Conform acestuia există trei categorii:
- normale (standardizate), care sunt folosite în toate întreprinderile, pentru executarea unei categorii de lucrări laorice produs;
- nominalizate, care sunt utilizate la operaŃiiasemănătoare ale procesului de fabricaŃie pentru mai multeproduse şi care se execută după norme interne de tipizare;
- speciale, care sunt folosite pentru executarea unuianumit produs sau realizarea anumitor operaŃii şi care serealizează după desene speciale de execuŃie.
Asigurarea necesarului de SDV-uri a întreprinderiiindustriale se poate face:
- prin aprovizionare de la întreprinderi specializate în
execuŃia acestora;- prin fabricarea lor în compartimentul de sculărie al întreprinderii.
Volumul sporit de SDV-uri necesare întreprinderilorindustriale a condus la execuŃia centralizată a acestora în întreprinderi specializate.
Există două forme principale de organizare centralizată a fabricării de SDV-uri şi anume, producerea unor grupe de
SDV-uri având construcŃia şi tehnologia de fabricaŃie apropiateşi realizarea unor SDV-uri specifice unei ramuri industriale sauunor întreprinderi din ramura respectivă.
Pentru creşterea eficienŃei activităŃii de producŃie serecomandă achiziŃionarea SDV-urilor standardizate şinominalizate de la întreprinderile specializate şi producerea încadrul secŃiilor proprii de sculărie a SDV-urilor speciale,
specifice procesului de producŃie din întreprindere.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 213/238
Managementul produc Ń iei
213
Obiectivele secŃiei de SDV-uri constau în:- asigurarea cantitativă, calitativă şi în timp a procesului
de producŃie cu SDV-urile necesare, prin fabricarea acestora în
secŃia proprie sau prin aprovizionare de la întreprinderilespecializate;
- organizarea depozitării, păstrării şi distribuirii SDV-urilor cu menŃinerea stocurilor optime;
- organizarea reparării, recondiŃionării şi ascuŃirii SDV-urilor;
- asigurarea omologării SDV-urilor speciale;- asigurarea utilizării raŃionale a SDV-urilor şi
reducerea cheltuielilor aferente folosirii lor.
4.2. Determinarea necesarului de SDV-uri
Necesarul de SDV-uri a unei întreprinderi industrialepentru o perioadă de gestiune se determină pornind de la
următoarele elemente:- nomenclatorul de SDV-uri care urmează a fi utilizat în întreprindere;
- operaŃiile şi produsele care necesită utilizarea deSDV-uri;
- consumurile normate de SDV-uri pe fiecare tip deoperaŃie sau produs.
Pentru determinarea necesarului de SDV-uri se
folosesc, în general, metodele următoare:- metoda pe baza normelor de consum;- metoda statistică;- metoda pe baza normelor de echipare tehnologică. Metoda pe baza normelor de consum se foloseşte
pentru determinarea necesarului pe fiecare tip de SDV-uri înparte. RelaŃia de calcul este următoarea:
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 214/238
Tatiana Puiu
214
∑=
⋅=n
iiis ncQ N
1 în care:Ns = necesarul de SDV-uri de un anumit fel;Qi = cantitatea de prelucrat din produsul i (i=1..n);nci = norma de consum de SDV-uri pe unitatea deprodus i.
MenŃionăm că norma de consum se determină în moddiferit în funcŃie de tipul sculelor sau dispozitivelor folosite în
procesul de producŃie şi că relaŃia generală de calcul seadaptează corespunzător. Metoda statistică este folosită pentru determinarea
necesarului de SDV-uri la 1.000.000 lei producŃie sau la 1.000ore de funcŃionare a utilajului. Metoda se bazează pe datelestatistice din perioada de bază pentru a determina necesarul deSDV-uri pentru perioada considerată. Necesarul se stabileşteprin înmulŃirea valorii producŃiei (exprimată în milioane lei)din
perioada considerată cu consumul de scule la 1 milion leiproducŃie în perioada de bază sau prin înmulŃirea numărului deore de funcŃionare a utilajului în perioada considerată cuconsumul de scule la 1000 ore de funcŃionare în perioada debază.
Metoda statistică poate fi folosită cu bune rezultate doaratunci când structura producŃiei din perioada pentru se
determină necesarul de SDV-uri este comparabilă cu structuradin perioada de bază. Metoda pe baza normelor de echipare tehnologică
presupune luarea în considerare a locurilor de muncă consumatoare de SDV-uri şi a felurilor de SDV-uri cu caretrebuiesc echipate acestea.
RelaŃia de calcul pentru determinarea necesarului deSDV-uri este următoarea:
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 215/238
Managementul produc Ń iei
215
muz
n
iii
s T
tsnl N
∑=
⋅
= 1
în care:Ns = necesarul de SDV-uri;nli = numărul locurilor de muncă de tipul i la care sefoloseşte SDV-ul considerat:tsi = timpul de folosire a SDV-ului la locul de muncă i în perioada considerată;Tmuz = timpul mecanic până la uzura completă a SDV-
ului.
4.3. Determinarea stocurilor de SDV-uri
Asigurarea cantitativă şi la timp a procesului deproducŃie cu SDV-urile necesare impune dimensionareacorectă a stocurilor acestora. Determinarea mărimii stocurilorse face pentru fiecare tip de SDV în parte, la nivelul întreprinderii, conform relaŃiei:
∑=
+=n
iupdct SSS
1 în care:St = stocul total de SDV-uri la nivelul întreprinderii;Sdc
= stocul de SDV-uri din depozitul central;
Sup = stocul de SDV-uri aflat în unităŃile de producŃie;n = numărul de unităŃi de producŃie.
Stocul din depozitul central este format din stoculcurent , care trebuie să asigure necesarul de SDV-uri înperioada dintre două aprovizionări sau pe perioada fabricăriilor în întreprindere şi stocul de siguran Ńă , care trebuie să
asigure continuitatea procesului de producŃie în cazul apariŃiei

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 216/238
Tatiana Puiu
216
unor disfuncŃionalităŃi în aprovizionarea sau fabricarea SDV-urilor.
RelaŃia de calcul este următoarea:
Sdc=Sc+Ssig unde:Sc = stoc curent;Ssig = stoc de siguranŃă.
Stocul aflat în cadrul unei unit ăŃ i de produc Ń ie sedetermină conform relaŃiei:
Sup=Scms+Slm+Sar în care:Scms = stocul curent aflat în magazia de SDV-uri asecŃiei de producŃie;Slm = stocul aflat la diferitele locuri de muncă;Sar = stocul format din scule aflate la locurile deascuŃire şi reparare.
Stocul curent din magazia de SDV-uri a unei sec Ń ii de produc Ń ie (Scms) se calculează după forma:
360
Z C S a
cms
⋅=
în care:
Ca = consumul anual de SDV-uri;Z = numărul de zile după care se reînnoieşte stocul deSDV-uri din cadrul secŃiei de producŃie.
Stocul de SDV-uri aflat la diferite locuri de muncă (Slm) se determină cu ajutorul formulei:
sslm n N mS ⋅⋅=
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 217/238
Managementul produc Ń iei
217
unde:m = numărul locurilor de muncă din cadrul secŃiei deproducŃie;
s N = numărul mediu de SDV-uri aflat pe un loc demuncă în cadrul unui schimb de lucru;ns = numărul de schimburi de lucru din cadrul unei zile.
Stocul de SDV-uri aflat la locurile de ascu Ń ire şireparare (Sar) se determină în mod similar, cu adaptărilecorespunzătoare ale formulei.
Managementul activităŃii de asigurare cu SDV-uritrebuie să aibă în vedere menŃinerea stocului la un nivel cuprins între o limită maximă admisibilă, determinată de mărimeastocului curent şi a celui de siguranŃă şi o limită minimă admisibilă, determinată de mărimea stocului de siguranŃă.
Necesarul de aprovizionat pentru un anumit tip deSDV-uri se determină conform relaŃiei:
N a = C s + Ssig - Si în care: Na = necesarul de SDV-uri de aprovizionat pentru oanumită perioadă;Cs = consumului de SDV-uri necesar în aceeaşiperioadă;Ssig = stocul de siguranŃă;
Si = stocul iniŃial al perioadei considerate.
4.4. RaŃionalizarea consumului de SDV-uri
RaŃionalizarea consumului de SDV-uri presupunemăsuri în domeniul proiectării, al fabricării, cât şi în domeniulconsumării lor. Acestea se referă în principal la:
- proiectarea unor SDV-uri tipizate, care să conducă la
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 218/238
Tatiana Puiu
218
limitarea constructivă a formelor şi a tipodimensiunilor la unminim raŃional la nivel de întreprindere sau de ramură;
- proiectarea SDV-urilor pe baza tendinŃelor actuale
constructive în vederea creşterii randamentului acestora;- proiectarea unor SDV-uri cu o durabilitate mare,
indicându-se folosirea de materiale rezistente, tratatecorespunzător;
- folosirea unor tehnologii moderne de execuŃie asculelor (turnări de precizie, deformări plastice la cald şi larece, prelucrare cu ultrasunete etc);
- organizarea eficientă a depozitării, păstrării şidistribuirii SDV-urilor;
- organizarea eficientă a activităŃii de ascuŃire şireparare a SDV-urilor;
- studierea cauzelor care conduc la uzura rapidă a unorSDV-uri şi luarea de măsuri pentru îndepărtarea lor.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 219/238
Managementul produc Ń iei
219
Capitolul 7MANAGEMENTUL PRODUCłIEI DE SERVIRE
1. Organizarea activităŃii de depozitare a factorilormateriali de producŃie
1.1. ConsideraŃii teoretice1.2. Teste de verificare
2. Organizarea activităŃii de transport intern şi manipulare2.1. ConŃinutul, necesitatea şi sarcinile activităŃii detransport intern şi manipulare2.2. Clasificarea transporturilor şi a mijloacelor detransport
2.3. Sisteme de organizare a transportului intern2.4. EficienŃa economică a organizării transportuluiintern
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 220/238
Tatiana Puiu
220
MANAGEMENTUL PRODUCłIEI DE SERVIRE
Activitatea unei întreprinderi industriale se desf ăşoară ritmic şi eficient dacă alături de secŃiile de producŃie de bază sunt organizate unităŃi de producŃie auxiliare şi de servire.
SecŃiile de servire asigură, în principal, depozitarea şitransportul factorilor materiali de producŃie în cadrul întreprinderii. În decursul timpului pentru aceste activităŃi deservire s-au creat şi s-au dezvoltat sisteme managerialesubordonate necesităŃii asigurării cadrului normal dedesf ăşurare a producŃiei de bază.
Există în rândul specialiştilor din domeniulmanagementului (D. Bontaş) opinia că noŃiunea de producŃiede servire ar trebui înlocuită cu cea de producŃie de prestări,formulare cu un sens semantic mult mai exact.
1. ORGANIZAREA ACTIVITĂłII DE DEPOZITARE AFACTORILOR MATERIALI DE PRODUCłIE
1.1. ConsideraŃii teoretice
Activitatea de depozitare reprezintă acel stadiu alprocesului de producŃie în care, în spaŃii special amenajate, sepăstrează materii prime, materiale, semifabricate, SDV-uri ce
vor fi introduse în circuitul de producŃie, circulaŃie sau consumşi produse finite ce vor fi livrate către beneficiari.
Această activitate este complexă, ea cumulând operaŃiiprecum: primirea şi eliberarea din depozit a factorilor materialide producŃie şi a produselor finite; verificarea documentelor însoŃitoare; recepŃia; depozitarea; pregătirea în vedereadistribuirii în secŃii sau a livrării spre beneficiari; Ńinerea
evidenŃei gestiunii. EvidenŃa gestiunii se Ńine pe fişe de
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 221/238
Managementul produc Ń iei
221
magazie, cu exprimare în unităŃi fizice şi valorice.Principalele sarcini ale activit ăŃ ii de depozitare sunt:- păstrarea materiilor prime, materialelor, semifa-
bricatelor, SDV-urilor înainte de a fi introduse în procesul deproducŃie;
- aprovizionarea secŃiilor şi atelierelor de producŃie;- păstrarea temporară a produselor în curs de execuŃie;- păstrarea şi expedierea produselor finite către
beneficiari.Activitatea de depozitare presupune existenŃa unui
complex de depozite care pot fi clasificate după diversecriterii, astfel:
a) după destina Ń ie:- depozite directe, care servesc producŃia;- depozite de produse finite, care servesc atât producŃia,
cât şi circulaŃia.b) după gradul de specializare:- depozite universale;
- depozite specializate, în care se depozitează un singurtip sau grup de materiale.c) după natura produselor depozitate:- depozite de materii prime, materiale, semifabricate;- depozite pentru SDV-uri;- depozite pentru piese de schimb;- depozite pentru combustibil;- depozite pentru ambalaje;
- depozite de produse finite;- depozite de deşeuri.d) după volumul şi obiectivul activit ăŃ ii care se
desf ăşoar ă în cadrul lor :- depozite centrale;- depozite de secŃie;- depozite de atelier.
e) după sistemul constructiv:
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 222/238
Tatiana Puiu
222
- depozite deschise, în aer liber, folosite pentrudepozitarea bunurilor care nu se deteriorează sub influenŃafactorilor atmosferici;
- depozite deschise tip copertină;- depozite închise, construite din diverse materiale, în
care se depozitează bunuri ce trebuie protejate de influenŃaagenŃilor atmosferici.
f) după gradul de mecanizare al manipulă rii bunurilor :- depozite manuale;- depozite mecanizate parŃial sau complet;- depozite automatizate parŃial sau complet.Criteriile enumerate nu epuizează modalităŃile de
clasificare a depozitelor.În ceea ce priveşte modul de depozitare în depozite,
acesta este influenŃat de caracteristicile bunurilor materiale carese depozitează (natură, stare, dimensiuni, greutate, densitate,fragilitate, ambalare, cantitate, frecvenŃa intrărilor şi ieşirilor,tipul manipulării).
În funcŃie de aceste caracteristici distingem:- depozitare în vrac, pentru materialele caracterizateprin volum mic şi cantităŃi mari, existente sub formă depulbere, granule şi lichide;
- depozitare în unit ăŃ i de încă rcă tur ă , pentru produseleambalate sau preambalate;
- depozitare în loturi diverse, pentru producŃie,distribuire şi livrări, fiind cerută de modalitatea de organizare a
transportului.Organizarea ştiin Ń ifică a activit ăŃ ii de depozitare în
cadrul întreprinderii industriale presupune rezolvareaurmătoarelor probleme:
- stabilirea gradului de centralizare a activit ăŃ ii, care serealizează prin compararea depozitării centralizate cu ceadescentralizată. Ambele posibilităŃi de organizare a depozitării
prezintă avantaje şi dezavantaje. Astfel, în timp ce depozitarea
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 223/238
Managementul produc Ń iei
223
centralizată permite folosirea unui spaŃiu mai redus,supravegherea eficientă, folosirea unui personal mai puŃinnumeros şi deci costuri mai reduse, depozitarea descentralizată
vine cu alte avantaje, precum: satisfacerea rapidă a solicitărilorsecŃiilor, reducerea timpilor de aşteptare, reducerea duratelor şidistanŃelor de transport. Ca atare, gradul de centralizare adepozitării se stabileşte prin compararea avantajelor cudezavantajele, în funcŃie de condiŃiile concrete din fiecare întreprindere;
- aranjarea ra Ń ională a materialelor în depozit pentru ase utiliza eficient spaŃiul disponibil. Aceasta presupune ca înprealabil să se elaboreze planul general al depozitului cucompartimentarea interioară, iar apoi să se stabilească amplasarea spaŃiilor de primire, ambalare, depozitare,expediere etc;
- stabilirea modului de depozitare în funcŃie demărimea, forma, greutatea, valoarea şi perisabilitatea bunurilordepozitate. Dintre modalităŃile de depozitare enumerăm:
depozitarea pe sol; depozitarea în palete; depozitarea în stativecu alimentare prin cădere liberă sau dotate cu glisiere sau role;depozitarea pe rafturi deschise sau parŃial închise; depozitarea în dulapuri;
- alegerea echipamentului de manipulare în cadruldepozitului, cât şi la intrarea şi ieşirea din el. Se pot folosistivuitoare, electrocare, conveiere cu lanŃ de tracŃiune,macarale, utilaje de tip monoşină etc.
De asemenea, la bază organizării activităŃii dedepozitare trebuie să stea calculul şi analiza indicatorilor deapreciere a eficien Ń ei folosirii depozitelor . Dintre aceştiaenumerăm: [25, p.325-326]
- coeficientul de utilizare a suprafe Ń ei depozitului (Kusd):
cd
d usd
SS
SK
+
=
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 224/238
Tatiana Puiu
224
în care: Sd, Sc reprezintă suprafaŃa de depozitarepropriu-zisă, respectiv de circulaŃie;
- coeficientul de utilizare pe înă l Ń ime a depozitului (Kuid) :
util
med uid I
I K =
în care: Imed, Iutil reprezintă înălŃimea medie de stivuire,
respectiv înălŃimea utilă a depozitului;
- coeficientul de utilizare a volumului depozitului(Kuvd):
K uvd = K usd · K uid
- suprafa Ń a specifică de depozitare (Ssd):
d
cd sd V
SSS+
=
în care: Vd reprezintă volumul ocupat în spaŃiu debunurile depozitate, de toate mijloacele de depozitare şi despaŃiile intermediare;
- coeficientul de utilizare în timp a capacit ăŃ iidepozitului (Kutcd):
360⋅
⋅=
cp
zef cd utcd T
N T K
în care:Tcd, Tcp reprezintă tone capacitate materiale depozitate,
respectiv posibil de depozitat;
Nzef reprezintă numărul de zile efective de depozitare;
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 225/238
Managementul produc Ń iei
225
360 reprezintă durata medie a unui an în zile.
- coeficientul costurilor cu construc Ń ia şi exploatarea
depozitului (Kcced):
ta
ed acced R
C C I K
+⋅=
în care :I - reprezintă valoarea investiŃiilor pentru construcŃia şidotarea depozitului;
Ca - cota anuală de amortizare;Ced - costurile totale anuale cu exploatarea depozitului;Rta - rulajul total anual al depozitului, exprimat înunităŃi de măsură ale materialului depozitat.
Calculul şi analiza indicatorilor de apreciere a eficienŃeifolosirii depozitelor furnizează managerilor informaŃiilenecesare pentru luarea unor decizii eficiente în activitatea de
organizare şi de raŃionalizare a activităŃii în acest domeniu .
2. ORGANIZAREA ACTIVITĂłII DE TRANSPORTINTERN ŞI MANIPULARE
2.1. ConŃinutul, necesitatea şi sarcinile activităŃii de
transport intern şi manipulare Activitatea desf ăşurată în cadrul unei întreprinderi
presupune şi deplasarea şi manipularea unor mari cantităŃi dematerii prime, materiale, semifabricate, combustibil şi produsefinite, deci transport intern şi manipulare.
Transportul intern este definit ca fiind activitatea princare factorii materiali de producŃie parcurg distanŃa dintre două
locuri de muncă succesive în gama de operaŃii tehnologice şi de
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 226/238
Tatiana Puiu
226
control [25, p.326].Din cadrul activităŃii de transport intern fac parte:- transportul materiilor prime şi a materialelor de la
furnizor şi descărcarea acestora în depozitele centrale, atuncicând transportul se realizează cu mijloacele de transport ale întreprinderii beneficiare;
- transportul materialelor de la depozitele centrale însecŃiile de producŃie şi locurile de muncă;
- transportul produselor finite din secŃiile de producŃiecătre depozite şi/sau clienŃi;
- evacuarea materialelor refolosibile şi a deşeurilorrezultate din procesul de producŃie.
Manipularea reprezintă activitatea de deplasare amaterialelor, pieselor sau produselor în scopul alimentării sauevacuării locurilor de muncă, în raza de acŃiune a acestora sau în imediata lor apropiere.
Transportul intern şi manipularea contribuie în moddirect la desf ăşurarea procesului de producŃie, iar în unele
ramuri deŃin o pondere însemnată în totalul activităŃii întreprinderilor industriale. Astfel, în industria extractivă, aexploatării şi prelucrării lemnului şi a materialelor deconstrucŃii volumul transporturilor şi al manipulărilorreprezintă peste 50% din totalul activităŃilor desf ăşurate.
Pentru a influenŃa în mod pozitiv activitatea de bază a întreprinderii, activitatea de transport intern şi manipularetrebuie să asigure realizarea următoarelor sarcini:
- deplasarea în timp util a factorilor materiali deproducŃie în interiorul întreprinderii în scopul asigurăriiritmicităŃii procesului de producŃie în secŃiile de bază şiauxiliare;
- alegerea unor mijloace de transport de marerandament şi îmbunătăŃirea utilizării capacităŃii acestora;
- reducerea costurilor activităŃii prin stabilirea celor mai
adecvate trasee de transport, mecanizarea şi automatizarea
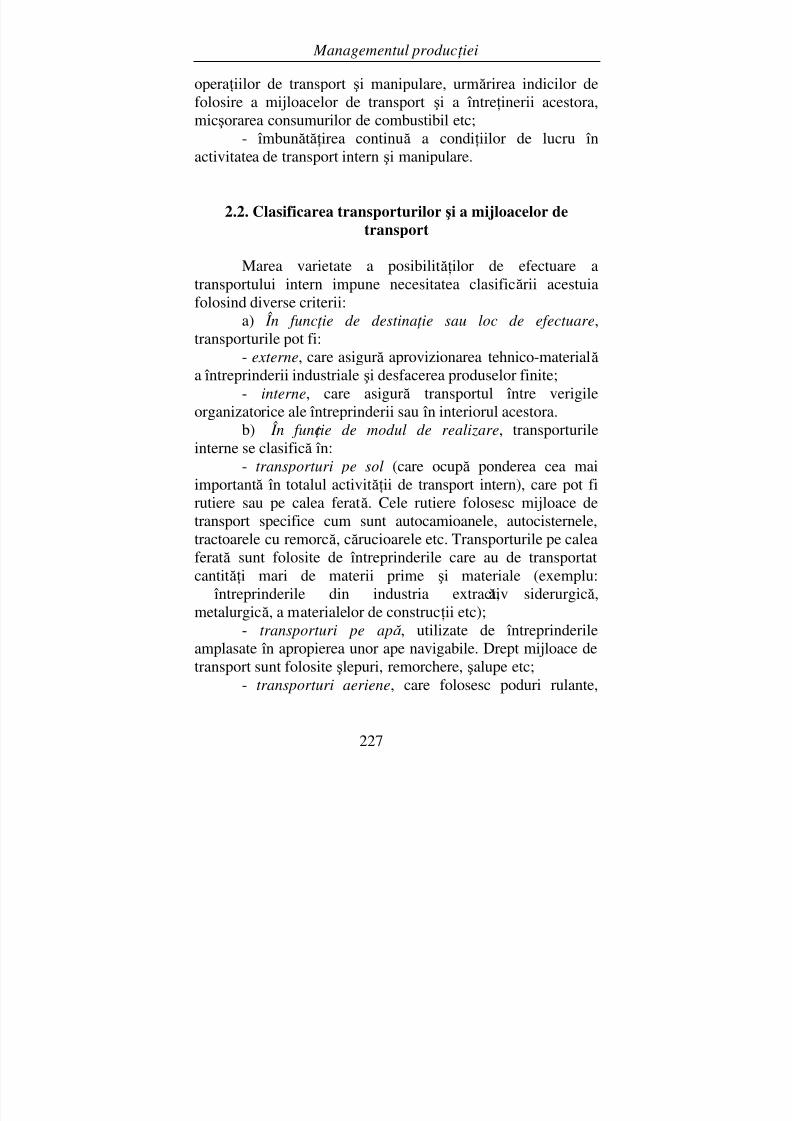
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 227/238
Managementul produc Ń iei
227
operaŃiilor de transport şi manipulare, urmărirea indicilor defolosire a mijloacelor de transport şi a întreŃinerii acestora,micşorarea consumurilor de combustibil etc;
- îmbunătăŃirea continuă a condiŃiilor de lucru înactivitatea de transport intern şi manipulare.
2.2. Clasificarea transporturilor şi a mijloacelor detransport
Marea varietate a posibilităŃilor de efectuare atransportului intern impune necesitatea clasificării acestuiafolosind diverse criterii:
a) În func Ń ie de destina Ń ie sau loc de efectuare,transporturile pot fi:
- externe, care asigură aprovizionarea tehnico-materială a întreprinderii industriale şi desfacerea produselor finite;
- interne, care asigură transportul între verigile
organizatorice ale întreprinderii sau în interiorul acestora.b) În func Ń ie de modul de realizare, transporturileinterne se clasifică în:
- transporturi pe sol (care ocupă ponderea cea maiimportantă în totalul activităŃii de transport intern), care pot firutiere sau pe calea ferată. Cele rutiere folosesc mijloace detransport specifice cum sunt autocamioanele, autocisternele,tractoarele cu remorcă, cărucioarele etc. Transporturile pe calea
ferată sunt folosite de întreprinderile care au de transportatcantităŃi mari de materii prime şi materiale (exemplu: întreprinderile din industria extractivă, siderurgică,metalurgică, a materialelor de construcŃii etc);
- transporturi pe apă , utilizate de întreprinderileamplasate în apropierea unor ape navigabile. Drept mijloace detransport sunt folosite şlepuri, remorchere, şalupe etc;
- transporturi aeriene, care folosesc poduri rulante,

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 228/238
Tatiana Puiu
228
conveiere etc.- transporturi subterane.c) În func Ń ie de natura încă rcă turii se disting:
- transporturi de încă rcă turi în vrac (în grămezi sau încărcături lichide);
- transporturi de încă rcă turi în loturi unitare (încărcături care se manevrează cu bucata: colete, recipienŃi,cherestea, laminate, mobilă etc).
d) În func Ń ie de gradul de continuitate, transporturileinterne pot fi:
- cu deplasare continuă , efectuate cu ajutorul benzilorrulante şi conveierelor;
- cu deplasare discontinuă , efectuate cu ajutorulautocamioanelor, tractoarelor cu remorci, trenuri, podurirulante etc.
e) În func Ń ie de direc Ń ia de deplasare transporturileinterne se clasifică în:
- transporturi orizontale;
- transporturi verticale, efectuate cu ajutorul lifturilor,macaralelor etc;- transporturi orizontal-verticale, efectuate cu
macarale, poduri rulante;- transporturi pe planuri înclinate, efectuate cu benzi
transportoare, conveiere etc.f) În func Ń ie de for Ń a de ac Ń ionare folosit ă pentru
deplasare se disting:
- transporturi ac Ń ionate de for Ń a gravita Ń ională (îndeosebi planuri înclinate);
- transporturi ac Ń ionate de diferite forme de energie (animală, electrică, hidraulică, pneumatică etc).
Tipurile de transport enumerate nu epuizează criteriiledupă care pot fi clasificate activităŃile de transport intern.
În ceea ce priveşte mijloacele de transport, acestea pot
fi clasificate în două categorii: mijloace de transport intermitent
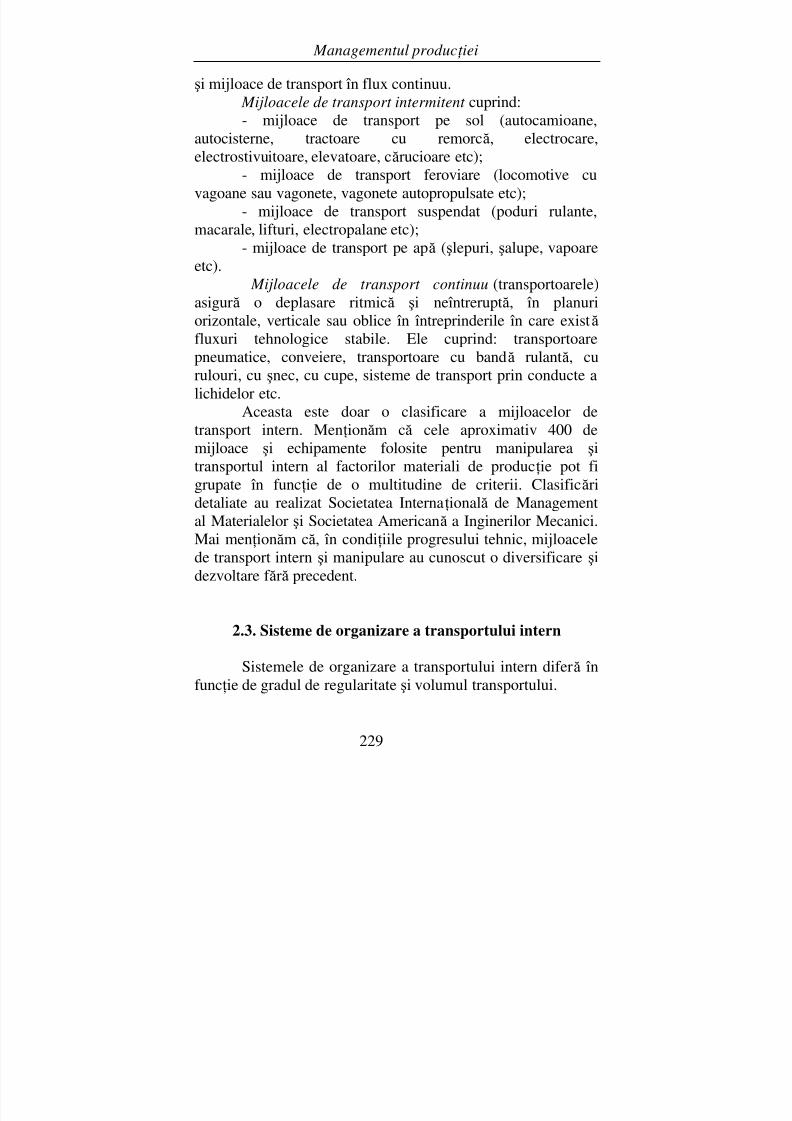
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 229/238
Managementul produc Ń iei
229
şi mijloace de transport în flux continuu. Mijloacele de transport intermitent cuprind:- mijloace de transport pe sol (autocamioane,
autocisterne, tractoare cu remorcă, electrocare,electrostivuitoare, elevatoare, cărucioare etc);
- mijloace de transport feroviare (locomotive cuvagoane sau vagonete, vagonete autopropulsate etc);
- mijloace de transport suspendat (poduri rulante,macarale, lifturi, electropalane etc);
- mijloace de transport pe apă (şlepuri, şalupe, vapoareetc).
Mijloacele de transport continuu (transportoarele)asigură o deplasare ritmică şi neîntreruptă, în planuriorizontale, verticale sau oblice în întreprinderile în care există fluxuri tehnologice stabile. Ele cuprind: transportoarepneumatice, conveiere, transportoare cu bandă rulantă, curulouri, cu şnec, cu cupe, sisteme de transport prin conducte alichidelor etc.
Aceasta este doar o clasificare a mijloacelor detransport intern. MenŃionăm că cele aproximativ 400 demijloace şi echipamente folosite pentru manipularea şitransportul intern al factorilor materiali de producŃie pot figrupate în funcŃie de o multitudine de criterii. Clasificăridetaliate au realizat Societatea InternaŃională de Managemental Materialelor şi Societatea Americană a Inginerilor Mecanici.Mai menŃionăm că, în condiŃiile progresului tehnic, mijloacele
de transport intern şi manipulare au cunoscut o diversificare şidezvoltare f ără precedent.
2.3. Sisteme de organizare a transportului intern
Sistemele de organizare a transportului intern diferă în
funcŃie de gradul de regularitate şi volumul transportului.

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 230/238
Tatiana Puiu
230
Astfel, în întreprinderile industriale cu producŃieindividuală şi de serie mică fluxurile de transport suntvariabile, iar realizarea lor se desf ăşoară la cerere sau pe bază
de planuri zilnice.În întreprinderile industriale cu producŃie de serie mare
sau de masă fluxurile de transport sunt regulate, permanente,iar realizarea lor se desf ăşoară pe bază de planuri sau grafice detransport întocmite pe perioade mari de timp. În funcŃie detraseele pe care se desf ăşoară transporturile interne regulate potfi:
a) pendulare;b) inelare.a) Sistemul de transport pendular presupune
deplasarea dus-întors a mijloacelor de transport între două verigi organizatorice. El poate fi organizat în trei variante:
- transport pendular unilateral;- transport pendular bilateral;- transport pendular în evantai.
• Transportul pendular unilateral sau într-o singură direcŃie presupune deplasarea mijloacelor de transport de la unpunct la altul cu încărcătură şi întoarcerea lor la punctul iniŃialde plecare f ără încărcătură (figura 7.1).
A Bmijloc de transport cu încărcăturămijloc de transport f ără încărcătură
Fig. 7.1 – Schema sistemului de transport pendular unilateral
• Transportul pendular bilateral sau în dublă direcŃiepresupune deplasarea încărcată a mijloacelor de transport întredouă puncte, în ambele sensuri (figura 7.2).
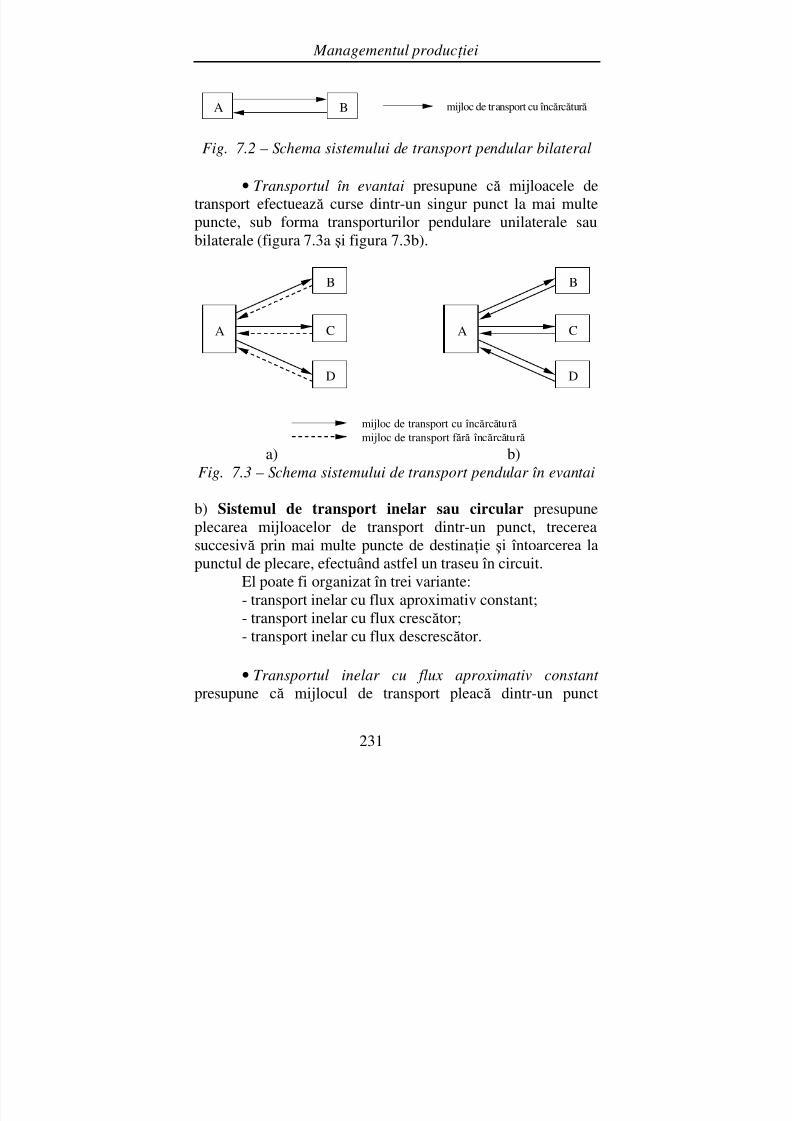
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 231/238
Managementul produc Ń iei
231
A B mijloc de transport cu încărcătură
Fig. 7.2 – Schema sistemului de transport pendular bilateral
• Transportul în evantai presupune că mijloacele detransport efectuează curse dintr-un singur punct la mai multepuncte, sub forma transporturilor pendulare unilaterale saubilaterale (figura 7.3a şi figura 7.3b).
A
B
mijloc de transport cu încărcăturămijloc de transport f ără încărcătură
C
D
A
B
C
D
a) b)
Fig. 7.3 – Schema sistemului de transport pendular în evantai
b) Sistemul de transport inelar sau circular presupuneplecarea mijloacelor de transport dintr-un punct, trecerea
succesivă prin mai multe puncte de destinaŃie şi întoarcerea lapunctul de plecare, efectuând astfel un traseu în circuit.El poate fi organizat în trei variante:- transport inelar cu flux aproximativ constant;- transport inelar cu flux crescător;- transport inelar cu flux descrescător.
• Transportul inelar cu flux aproximativ constant
presupune că mijlocul de transport pleacă dintr-un punct
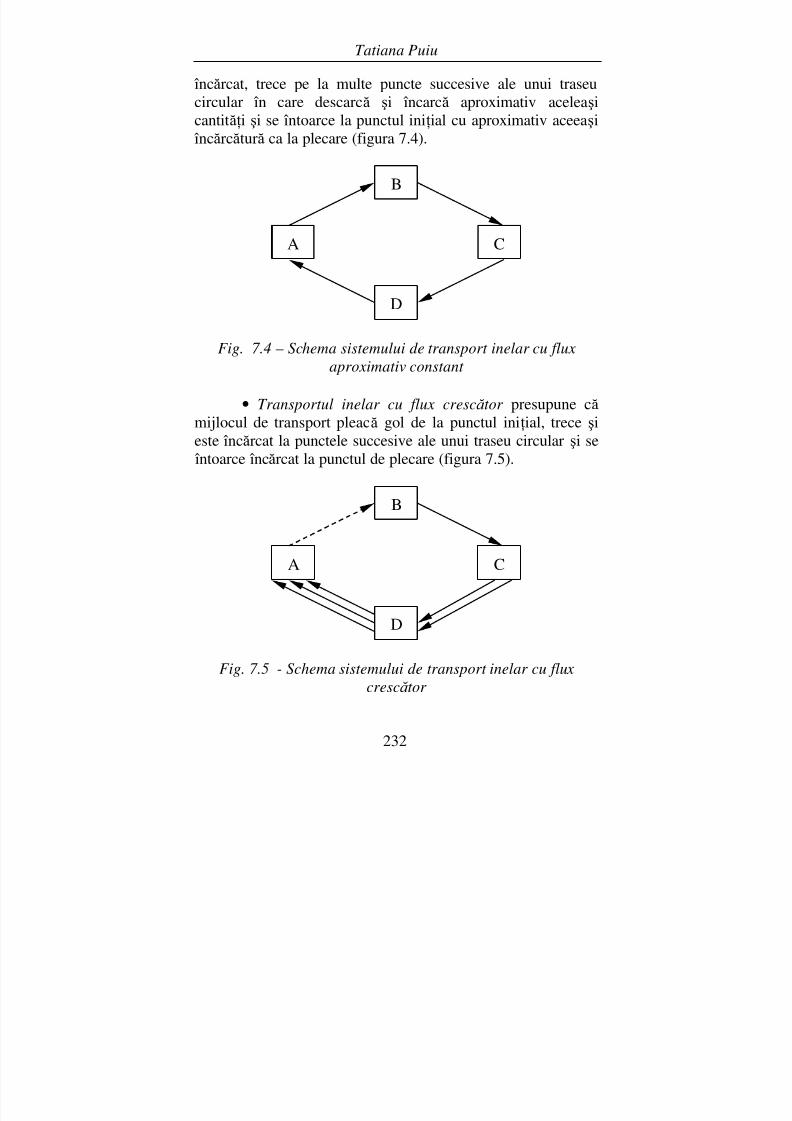
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 232/238
Tatiana Puiu
232
încărcat, trece pe la multe puncte succesive ale unui traseucircular în care descarcă şi încarcă aproximativ aceleaşicantităŃi şi se întoarce la punctul iniŃial cu aproximativ aceeaşi
încărcătură ca la plecare (figura 7.4).
A
B
C
D
Fig. 7.4 – Schema sistemului de transport inelar cu fluxaproximativ constant
• Transportul inelar cu flux crescă tor presupune că mijlocul de transport pleacă gol de la punctul iniŃial, trece şieste încărcat la punctele succesive ale unui traseu circular şi se întoarce încărcat la punctul de plecare (figura 7.5).
A
B
C
D
Fig. 7.5 - Schema sistemului de transport inelar cu flux
crescă tor
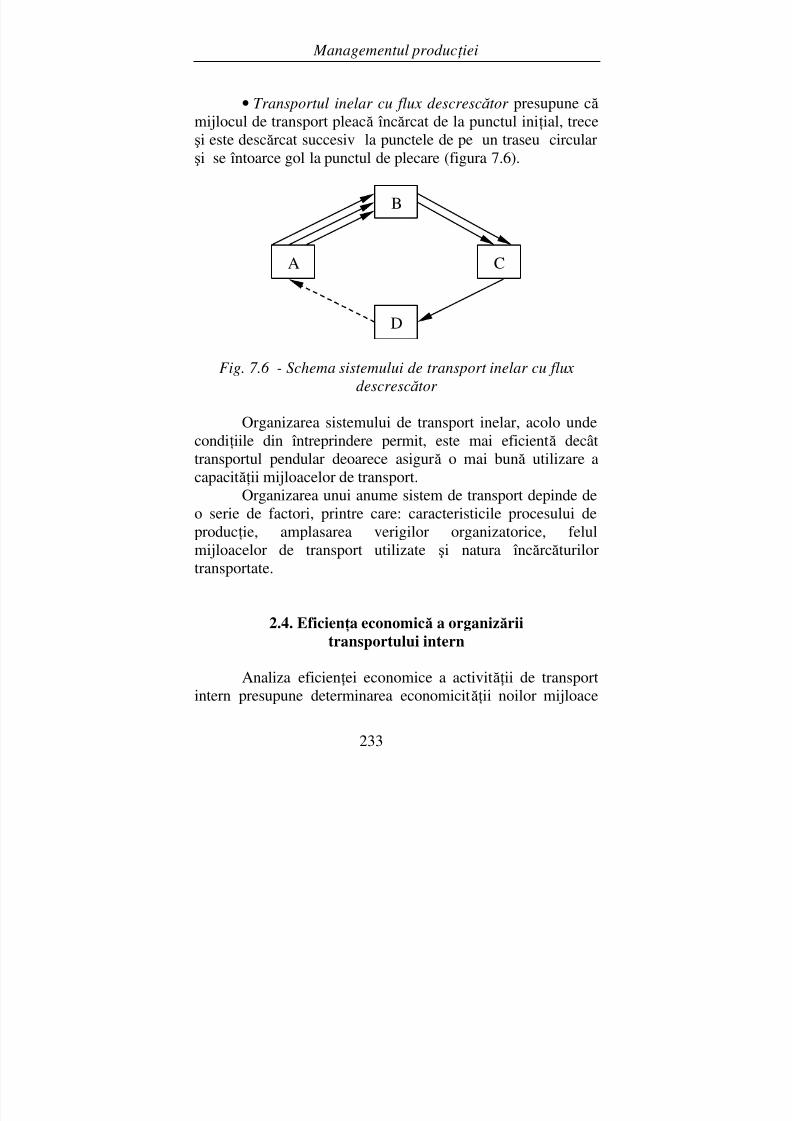
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 233/238
Managementul produc Ń iei
233
• Transportul inelar cu flux descrescă tor presupune că mijlocul de transport pleacă încărcat de la punctul iniŃial, trece
şi este descărcat succesiv la punctele de pe un traseu circularşi se întoarce gol la punctul de plecare (figura 7.6).
A
B
C
D
Fig. 7.6 - Schema sistemului de transport inelar cu fluxdescrescă tor
Organizarea sistemului de transport inelar, acolo undecondiŃiile din întreprindere permit, este mai eficientă decâttransportul pendular deoarece asigură o mai bună utilizare acapacităŃii mijloacelor de transport.
Organizarea unui anume sistem de transport depinde deo serie de factori, printre care: caracteristicile procesului deproducŃie, amplasarea verigilor organizatorice, felul
mijloacelor de transport utilizate şi natura încărcăturilortransportate.
2.4. EficienŃa economică a organizăriitransportului intern
Analiza eficienŃei economice a activităŃii de transport
intern presupune determinarea economicităŃii noilor mijloace
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 234/238
Tatiana Puiu
234
de transport şi a formelor de organizare adoptate de întreprindere, calculul indicatorilor de eficienŃă a transportuluiintern şi elaborarea măsurilor de optimizare a acestuia.
În vederea analiză rii economicit ăŃ ii noilor mijloace detransport şi a formelor de organizare propuse se calculează următorii indicatori:
• Valoarea investi Ń iilor pentru mijloacele de transport intern (Vimti) care se determină conform relaŃiei :
V imti = I d +I id
în care :Id - reprezintă investiŃiile directe, adică costulmijloacelor de transport şi al montajului acestora;
Iid - reprezintă investiŃiile indirecte, adică cheltuielilepentru folosirea unui mijloc de transport de un anume fel. Elese calculează diferit, în funcŃie de modul de realizare atransportului intern (aerian, la sol etc).
• Costul orar de exploatare a mijlocului de transport
(Chmt)• Costul unei tone - kilometru (Ctk).
Calculul indicatorilor de eficien Ńă a transportuluiintern presupune determinarea unor elemente precum:ponderea personalului ocupat în activitatea de transport intern;ponderea cheltuielilor de exploatare şi menŃinere în activitatea
de transport intern; gradul de utilizare a fluxului de materiale, amijloacelor de transport la sol, a mijloacelor de transportcontinuu; ponderea timpului de oprire a producŃiei datorită transportului intern.
Optimizarea transportului intern presupune măsuri caresă conducă la reducerea distanŃelor de transport, deci avolumului transporturilor, precum şi alegerea acelor mijloacede transport care să corespundă cel mai bine necesităŃilor
întreprinderii.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 235/238
Managementul produc Ń iei
235
Optimizarea activităŃii de transport intern se face încorelaŃie cu optimizarea proceselor de producŃie. Organizareatransportului intern se realizează o dată cu proiectarea
întreprinderii. Ea nu este însă definitivă, rigidă, ci se modifică în funcŃie de schimbările care apar în structura de producŃie a întreprinderii, pe măsura dezvoltării acesteia, a ridicăriinivelului de înzestrare tehnică, a perfecŃionării mijloacelor detransport.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 236/238
Tatiana Puiu
236
Bibliografie selectivă
1. Abrudan, I. - Sisteme flexibile de fabrica Ń ie - concepte de proiectare şi management , Editura Dacia, Cluj-Napoca, 19962. Adam, E., Ebert, R. – Managementul produc Ń iei şi alopera Ń iilor , Editura Teora, Bucureşti, 20013. Anghelache, C. – România 2003. Starea economică .Perspective, Editura Economică, Bucureşti, 20034. Badea, F. - Managementul produc Ń iei industriale 1, EdituraAll, Bucureşti, 19985. Badea, F., Bâgu, C., Deac, V. - Managementul produc Ń ieiindustriale, Editura All Beck, Bucureşti, 19996. Badea, N., Comănescu, N., ş.a. - Sisteme de produc Ń ieasistate de ordinator, în Ingineria industrială , EdituraAcademiei Române, Bucureşti, 19907. Bari, I. – Globalizare şi probleme globale, EdituraEconomică, Bucureşti, 2001
8. Băloiu, L.M. – Managementul inova Ń iei – Întreprindereaviitorului – Viitorul întreprinderii, Editura Eficient, Bucureşti,19959. Bărbulescu, C. (coordonator) - Economia şi gestiuneaîntreprinderii, Editura Economică, Bucureşti, 199510. Bărbulescu, C. - Managementul produc Ń iei industriale,vol. 1, 2, 3, Editura Sylvi, Bucureşti, 199711. Bărbulescu, C., Gavrilă, T. (coordonatori) – Economia şi
gestiunea întreprinderii, ediŃia a doua, îmbunătăŃită şi adăugită,Editura Economică, Bucureşti, 199912. Bontaş, D. - Bazele managementului firmelor , EdituraMoldavia, Bacău, 200013. Bontaş, D. – Managementul general al firmei, EdituraMoldavia, Bacău, 200314. Borza, A. - Managementul între Ń inerii şi repar ă rii
utilajelor , Editura Economică, Bucureşti, 1995

8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 237/238
Managementul produc Ń iei
237
15. Cârstea, Gh. - Managementul produc Ń iei, EdituraInterprint, Bucureşti, 199416. Cârstea, Gh., Pârvu, F. - Economia şi gestiuna
întreprinderii, Editura Economică, Bucureşti, 199917. Charpentier, P., Deroy, X., Uzan, O., Marciniak, R.,Luong, S., Sablon, G.B. – Organizarea şi gestiuneaîntreprinderii, Editura Economică, Bucureşti, 200218. Constantinescu, D.A. (coordonator) - Managementul produc Ń iei industriale, ColecŃia NaŃională, Bucureşti, 200019. Crişan, R., Vagu, P. (coordonatori) - Organizarea şi planificarea activit ăŃ ilor industriale, Editura Didactică şiPedagogică, Bucureşti, 198320. Croitoru, L., Russu, C., Tarhoaca, C., Zon, H. –Politica industrială a României din perspectiva ader ă riila Uniunea Europeană , Institutul European din România,Bucureşti, 2003 21. Dan, V (coordonator) - Management industrial, EdituraEconomică, Bucureşti, 1994
22. Dăianu, D., Vrânceanu, R. – România şi UniuneaEuropeană : infla Ń ie, balan Ńă de plăŃ i, cre ştere economică ,Editura Polirom, Bucureşti, 200223. Dima, I.C. - Economia şi gestiunea firmei, EdituraEconomică, Bucureşti, 199924. Dima, I.C. - Managementul activit ăŃ ii industriale, EdituraAcademiei Române, Bucureşti, 1999
25. Dima, I.C., Nedelcu, M.V. - Managementul produc Ń ieiindustriale, Editura Didactică şi Pedagogică, Bucureşti, 199926. Gherasim, T. - Microeconomie, vol. I, II, EdituraEconomică, Bucureşti, 199427. Homoş, T. - Capacitatea de produc Ń ie în construc Ń ia dema şini - Metode de calcul, Editura Tehnică, Bucureşti, 197228. Hoza, M.-G. – Întreprinderea secolului XXI: întreprindereainteligentă, Editura Economică, Bucureşti, 2001
29. Jaba, O. - Gestiunea produc Ń iei, Editura UniversităŃii.
8/7/2019 managementul productiei A5
http://slidepdf.com/reader/full/managementul-productiei-a5 238/238
Tatiana Puiu
“Al.I.Cuza”, Iaşi, 199430. Jaba, O., NiŃă, V. - Economia şi gestiunea întreprinderii,vol. I, II, Editura UniversităŃii. “Al.I.Cuza”, Iaşi, 2000
31. Nicolescu, O., Verboncu, I. - Management , EdituraEconomică, Bucureşti, 199732. Nicolescu, O., Plumb, I., Pricop, M., Vasilescu, I.,Verboncu, I. (coordonatori lucrare) – Abord ă ri moderne în