intretinere motoare termice
DESCRIPTION
atestatTRANSCRIPT
PROIECT PENTRU SUSȚINEREA EXAMENULUI DE COMPETENȚE PROFESIONALE
Specialitatea:Tehnician mecanic pentru întreținere și reparații
Elev: NIȚESCU ȘTEFANIA ÎndrumătorClasa: a XII-a E Ing. MATEI MARILENA
2013
CUPRINS
ARGUMENT...................................................................................................................................3
1. MOTOARE TERMICE – ISTORIE-EVOLUȚIE, COMPONENTE................................4
1.1. MOTOARE TERMICE...................................................................................................................................41.1.1. ISTORIA MOTORULUI PE BENZINĂ...........................................................................................................61.1.2. ISTORIA MOTORULUI DIESEL...................................................................................................................61.2. COMPONENTE MOTOARELOR CU ARDERE INTERNĂ...................................................................................81.3. SISTEME DE PROPULSIE ALTERNATIVE ȘI COMBUSTIBILI ALTERNATIVI...................................................10
2. SISTEMUL DE ÎNTREȚINERE ȘI REPARAȚII ALE MOTOARELOR TERMICE..15
2.1. ÎNTREŢINEREA ORGANELOR FIXE.............................................................................................................152.2. ÎNTREŢINEREA ORGANELOR MOBILE........................................................................................................212.3. MONTAREA MOTORULUI..........................................................................................................................302.4. RODAJUL MOTORULUI..............................................................................................................................32
3. PRINCIPALELE NORME DE PROTECŢIE A MUNCII LA LUCRĂRILE DE ÎNTREŢINERE, REPARAŢII ŞI MONTAJ ALE MOTOARELOR CU ARDERE INTERNĂ 35
3.1. LUCRĂRI DE AJUSTAJ, LĂCĂTUŞERIE, MONTAJ........................................................................................353.2. DEMONTĂRI, MONTĂRI, REPARAŢII..........................................................................................................353.3. RODAREA ŞI ÎNCERCAREA MOTOARELOR.................................................................................................353.3. IMPACTUL EMISIILOR AUTOMOBILELOR ASUPRA SĂNĂTĂŢII...................................................................36
BIBLIOGRAFIE...........................................................................................................................40
2

ARGUMENTAutomobilele sunt parte integrantă a vieții noastre. Nevoia de mobilitate a
făcut ca, la nivel global , numărul de automobile să se îndrepte spre valoarea de 2 de miliarde. Pe lângă problemele legate de poluare automobilele au adus, mai mult ca niciodată, „lumea la picioarele nostre”. Cu foarte puține excepții cine posedă un automobil poate ajunge în locuri care acum două secole erau practic imposibil de atins.
Automobilul contemporan a devenit un produs complex ce îmbină o multitudine de tehnologii din diverse ramuri ale științei. Comparativ cu un automobil din anii 80 automobilul modern îmbină sistemele mecanice, hidraulice și electrice pentru a îndeplini cerințele cele mai severe referitoare la poluare.
De asemenea percepția clienților vis-a-vis de automobil s-a schimbat într-o mare măsură. Pe lângă faptul că îndeplinește nevoia de mobilitate automobilul a devenit și o imagine a celui care-l utilizează. Design-ul interior și exterior, calitatea materialelor, siguranța activă și pasivă sunt criterii importante în alegerea unui automobil.
Motorul cu ardere internă este cel mai des utilizat sistem de propulsie pentru automobile. În viitorul apropiat cu siguranță va domina industria automobilelor datorită progreselor continue care se fac în special în ceea ce privește emisiile poluante și performanțele de tracțiune.
Încet dar sigur, automobilele cu propulsie alternativă încep să fie o soluție viabilă a societății moderne. Primul salt tehnologic a fost reprezentat de propulsia hibridă. Deja, automobilele hibride sunt apariții normale, aproximativ toți marii constructori de automobile fiind antrenați pe acest domeniu.
Saltul tehnologic următor va fi cel al automobilelor pur electrice, dar va mai dura aproximativ 10 ani până când vor avea o cotă de piață similară cu cea a automobilelor hibride din prezent.
Combustibili alternativi (GPL, GNC, E85 și B20), sunt utilizați de asemenea pe scară largă, la nivel mondial. Cu excepția GPL-ului, restul combustibililor au succes doar pe anumite piețe și sunt strâns legați de capacitatea de producție locală.
Utilizarea hidrogenului pentru propulsie, rămâne pentru moment, doar la nivel experimental. Problemele legate de costul de producție al hidrogenului, modul de stocare al acestuia și infrastructura necesară pentru distribuție, nu vor permite, pentru o perioadă lungă de timp, utilizarea pe scară largă a hidrogenului pentru propulsia automobilelor.
3
1. Motoare termice – istorie-evolu ie, componenteț
1.1. Motoare termice
Motoarele se pot clasifica după mai multe criterii. Un prim criteriu ar fi după modul de aprindere al amestecului carburant:
• motoare cu aprindere prin scânteie (MAS sau Otto), amestecul carburant fiind compus din benzină și aer
• motoare cu aprindere prin comprimare (MAC sau Diesel), amestecul carburant fiind compus din motorină și aer
După modul de realizare al ciclului sau numărul de rotații ale arborelui cotit în care se realizează ciclul motor, deosebim:
• motoare în patru timpi• motoare în doi timpi*După numărul de combustibili utilizați:• motor monocarburant (utilizează pentru efectuarea ciclului motor un
singur carburant)• motor policarburant (poate utiliza mai multe tipuri de carburanți pentru
efectuarea ciclului motor) – aceste motoare se mai numesc și flex-fuelDupă procedeul de formare a amestecului carburant:• motor cu carburator*• motor cu injecțieDupă modul de răcire al motorului:• motor cu răcire cu aer*• motor cu răcire cu lichidDupă modul de dispunere al cilindrilor:• motor în linie• motor în V• motor în WDupă numărul de cilindrii:• motor cu 2 cilindrii• motor cu 3 cilindrii• motor cu 4 cilindrii• motor cu 5 cilindrii• motor cu 6 cilindrii• motor cu 8 cilindrii• motor cu 10 cilindrii• motor cu 12 cilindrii• motor cu 16 cilindrii*datorită avansului tehnologic și a normelor de poluare tot mai severe
motoarele cu carburator, cele răcite cu aer sau cele în doi timpi nu se mai utilizează pe automobilele moderne.
4
Cele mai utilizate motoare pentru actionarea autovehiculelor si tractoarelor sunt motoarele termice cu piston. Prin motor termic cu piston se intelege motorul cu ardere interna cu piston aflat in miscare alternativa.
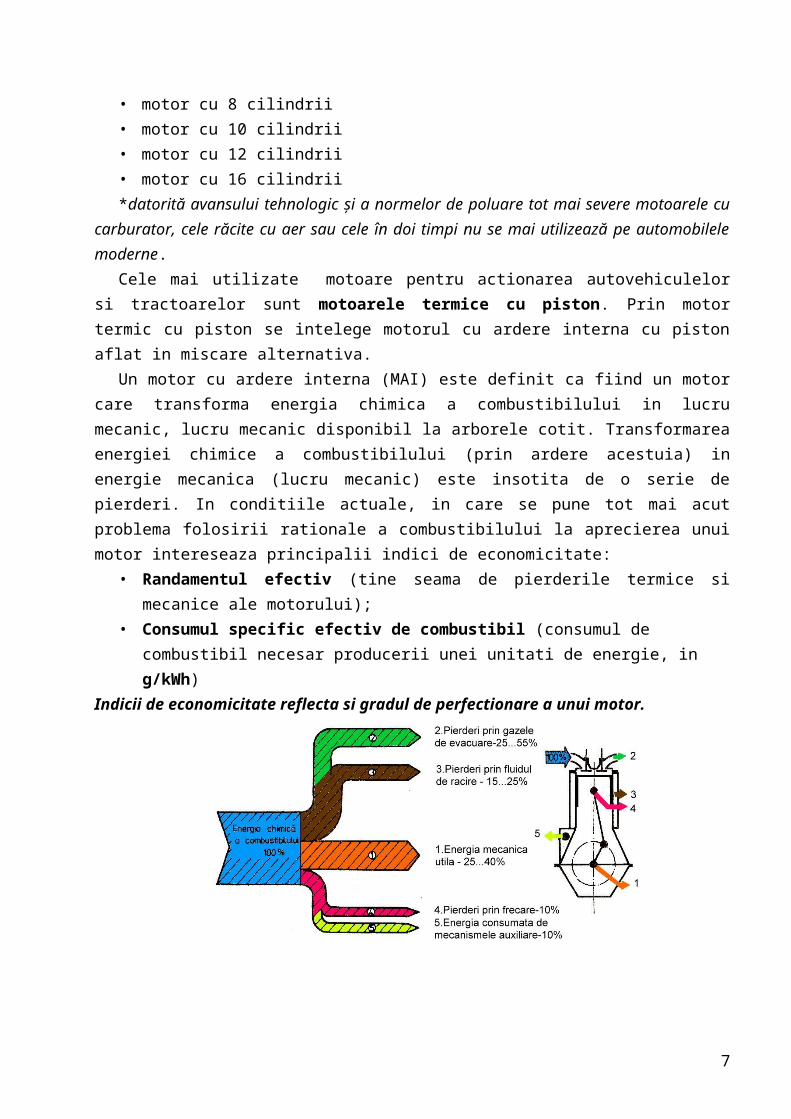
Un motor cu ardere interna (MAI) este definit ca fiind un motor care transforma energia chimica a combustibilului in lucru mecanic, lucru mecanic disponibil la arborele cotit. Transformarea energiei chimice a combustibilului (prin ardere acestuia) in energie mecanica (lucru mecanic) este insotita de o serie de pierderi. In conditiile actuale, in care se pune tot mai acut problema folosirii rationale a combustibilului la aprecierea unui motor intereseaza principalii indici de economicitate:• Randamentul efectiv (tine seama de pierderile termice si mecanice
ale motorului);• Consumul specific efectiv de combustibil (consumul de combustibil
necesar producerii unei unitati de energie, in g/kWh)Indicii de economicitate reflecta si gradul de perfectionare a unui motor.
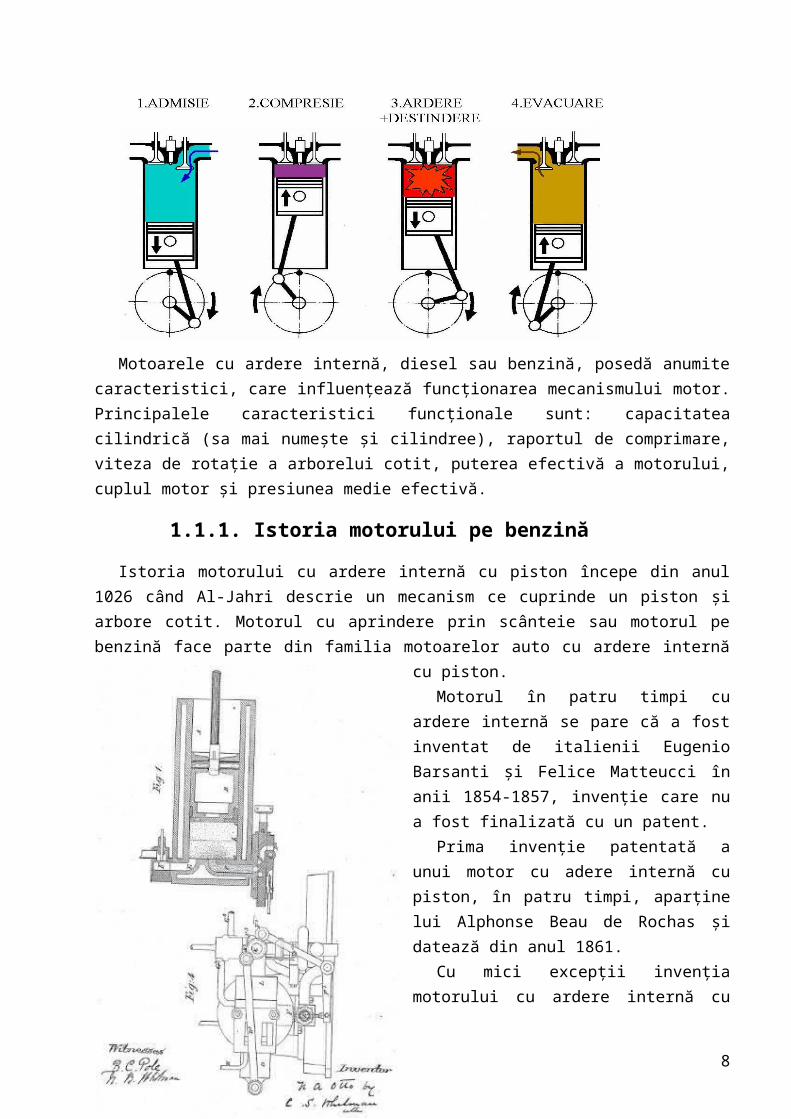
Motoarele cu ardere internă, diesel sau benzină, posedă anumite caracteristici, care influențează funcționarea mecanismului motor. Principalele caracteristici funcționale sunt: capacitatea cilindrică (sa mai numește și
5
cilindree), raportul de comprimare, viteza de rotație a arborelui cotit, puterea efectivă a motorului, cuplul motor și presiunea medie efectivă.
1.1.1. Istoria motorului pe benzină
Istoria motorului cu ardere internă cu piston începe din anul 1026 când Al-Jahri descrie un mecanism ce cuprinde un piston și arbore cotit. Motorul cu aprindere prin scânteie sau motorul pe benzină face parte din familia motoarelor auto cu ardere internă cu piston.
Motorul în patru timpi cu ardere internă se pare că a fost inventat de italienii Eugenio Barsanti și Felice Matteucci în anii 1854-1857, invenție care nu a fost finalizată cu un patent.
Prima invenție patentată a unui motor cu adere internă cu piston, în patru timpi, aparține lui Alphonse Beau de Rochas și datează din anul 1861.
Cu mici excepții invenția motorului cu ardere internă cu piston, în patru timpi, cu aprindere prin scânteie, pe scurt motorul pe benzină, este atribuita lui Nicolaus Otto. Acestă asociere este făcută datorită faptului că Nicolaus Otto a fost primul care a construit și utilizat motorul în aplicații industriale.
Tranziția către motoarele cu ardere internă a făcut-o în Koln, unde a început să cerceteze metode de îmbunătățire a motoarelor bazate pe ciclul Lenoir. Primele rezultate le-a aplicat în construcția motoarelor industriale mici ce utilizează benzina ca sursă de energie.
În 1864, împreună cu Eugen Langen, a pus bazele primei fabrici de motoare cu ardere internă N. A. Otto & Cie (astăzi Deutz AG). În 1867 cei doi au câștigat o medalie de aur la expoziția mondială de la Paris pentru motorul atmosferic în patru timpi pe benzină.
Pe 23 Octombrie 1877 un nou patent al motorului pe benzină este atribuit lui Nicolaus Otto împreuna cu Francis și William Crossley. Cariera profesională a lui Nicolaus Otto s-a încheiat după 1884 când a patentat sistemul de aprindere magnetic ce funcționează la tensiuni mici.
6
1.1.2. Istoria motorului diesel
Cum spune şi numele, motorul diesel a fost inventat de Rudolf Diesel. Inginer, antreprenor şi inventator, Rudolf Diesel s-a născut pe 18 Martie 1858 la Paris. Părinţii Theodor şi Elise Diesel au emigrat din Germania în Franţa şi ulterior în Anglia datorită războiului franco-prusac.
Absolvent cu onoruri academice al Universităţii Bavareze din München, Rudolf Diesel şi-a început cariera profesională încă din timpul studiilor la Uzina Mecanica Sulzer din Winterthur, Elveţia. După absolvire, s-a întors în Paris să lucreze împreună cu profesorul său, de la universitatea din München, Carl von Linde şi-a concentrat studiile asupra maşinilor termodinamice, nemulţumit fiind de randamentul extrem de scăzut al maşinilor cu abur (randament termodinamic maxim de 10-15 %). A început cu proiectarea şi realizare unui motor termic ce funcţiona pe baza ciclului Carnot dar pentru a obţine rezultate mai bune a început să-şi dezvolte propriul motor. Motorul său se baza pe principiul injecţiei de combustibil la sfârşitul cursei de comprimare, combustibil ce se aprindea datorită temperaturii înalte rezulate în urma comprimării aerului.
În 1893 publică o carte în limba germană ce pune bazele teoretice şi ale proiectării motoarelor termice cu randament ridicat, care vor înlocui motoarele cu abur. Teoria sa este susţinută şi de construcţia unui motor care funcţionează după principiile stipulate în carte. Astfel apare predecesorul motoarelor diesel din ziua de astăzi.
Se pare că pe 29 Septembrie 1913 Rudolf Diesel a încetat din viaţă la 55 de ani. Moarte a survenit în condiţii suspecte, trupul său fiind găsit plutind pe Canalul Mânecii într-o stare avansată de descompunere. Asocierea trupului cu Rudolf Diesel a fost făcută de către fiul acestuia Eugene Diesel pe baza lucrurilor găsite asupra lui (portofel, toc de ochelari, cutie de medicamente, etc.). Motivele morţii
nu sunt clare, s-au luat în calcul şi varianta sinuciderii sau a asasinatului de către marii oameni de afaceri, industriaşi ai vremii.
Moartea mult prea devreme a lui Rudolf Diesel a pus capăt unor eventuale serii de invenţii şi patente care ar fi contribuit la dezvoltarea ştiinţei şi a societăţii. La 55 de ani, un inginer, este în jurul apogeului profesional, deoarece datorită cunoştinţelor şi a experientelor acumulate poate sintetiza şi produce idei, teorii cu aport semnificativ asupra tehnologiei.
7
Motorul lui Rudolf Diesel s-a impus, mai bine de 100 de ani, în diverse domenii ale tehnologiei. Aplicaţiile sunt diverse, de la motoare industriale, navale, pentru locomotive şi autovehicule până la motoare pentru aviaţie.
Principul de funcţionare este acelaşi şi pentru motoarele diesel auto de generaţie nouă, îmbunătăţirile acestora constând în mare măsură în materialele utilizate, sistemele electronice de gestiune ale injecţiei de combustibil şi în post-tratarea gazelor de evacuare.
1.2. Componente motoarelor cu ardere internă
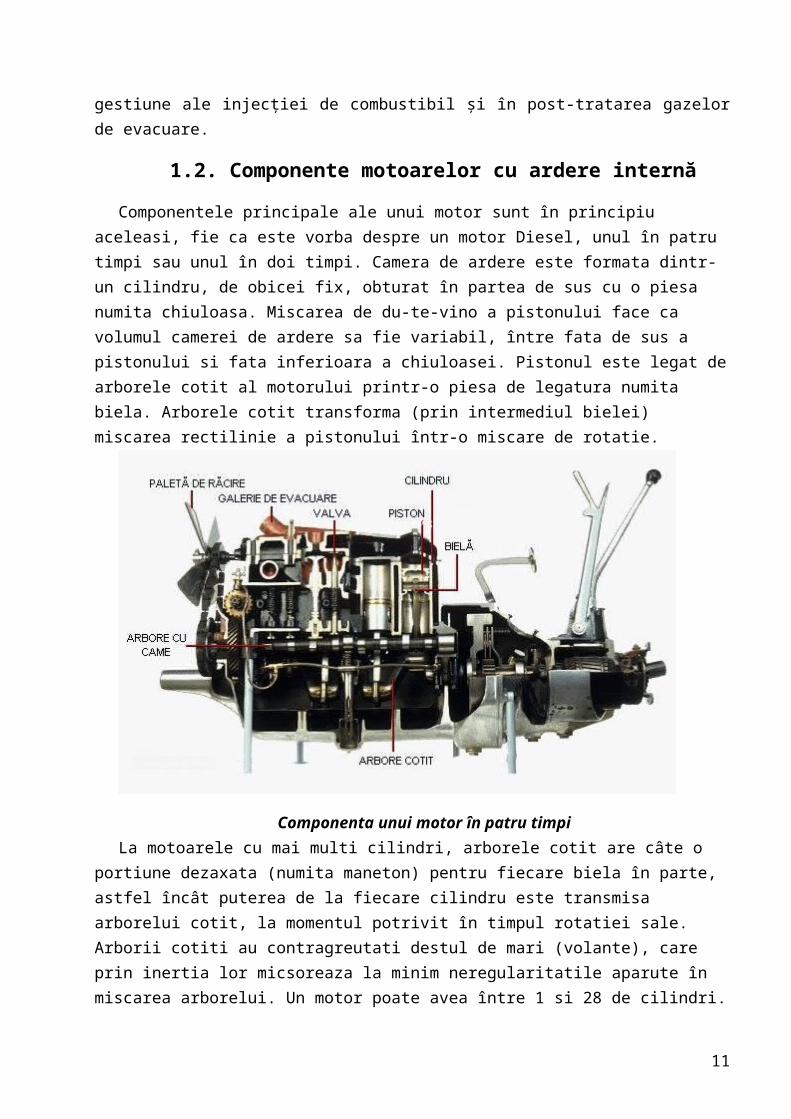
Componentele principale ale unui motor sunt în principiu aceleasi, fie ca este vorba despre un motor Diesel, unul în patru timpi sau unul în doi timpi. Camera de ardere este formata dintr-un cilindru, de obicei fix, obturat în partea de sus cu o piesa numita chiuloasa. Miscarea de du-te-vino a pistonului face ca volumul camerei de ardere sa fie variabil, între fata de sus a pistonului si fata inferioara a chiuloasei. Pistonul este legat de arborele cotit al motorului printr-o piesa de legatura numita biela. Arborele cotit transforma (prin intermediul bielei) miscarea rectilinie a pistonului într-o miscare de rotatie.
Componenta unui motor în patru timpiLa motoarele cu mai multi cilindri, arborele cotit are câte o portiune
dezaxata (numita maneton) pentru fiecare biela în parte, astfel încât puterea de la fiecare cilindru este transmisa arborelui cotit, la momentul potrivit în timpul rotatiei sale. Arborii cotiti au contragreutati destul de mari (volante), care prin inertia lor micsoreaza la minim neregularitatile aparute în miscarea arborelui. Un motor poate avea între 1 si 28 de cilindri.
Sistemul de alimentare cu combustibil al motorului este alcatuit din rezervor, pompa de combustibil si un dispozitiv care sa realizeze vaporizarea
8
combustibilului. La motoarele Otto, acest dispozitiv poate fi un carburator sau, mai nou, un sistem de injectie.
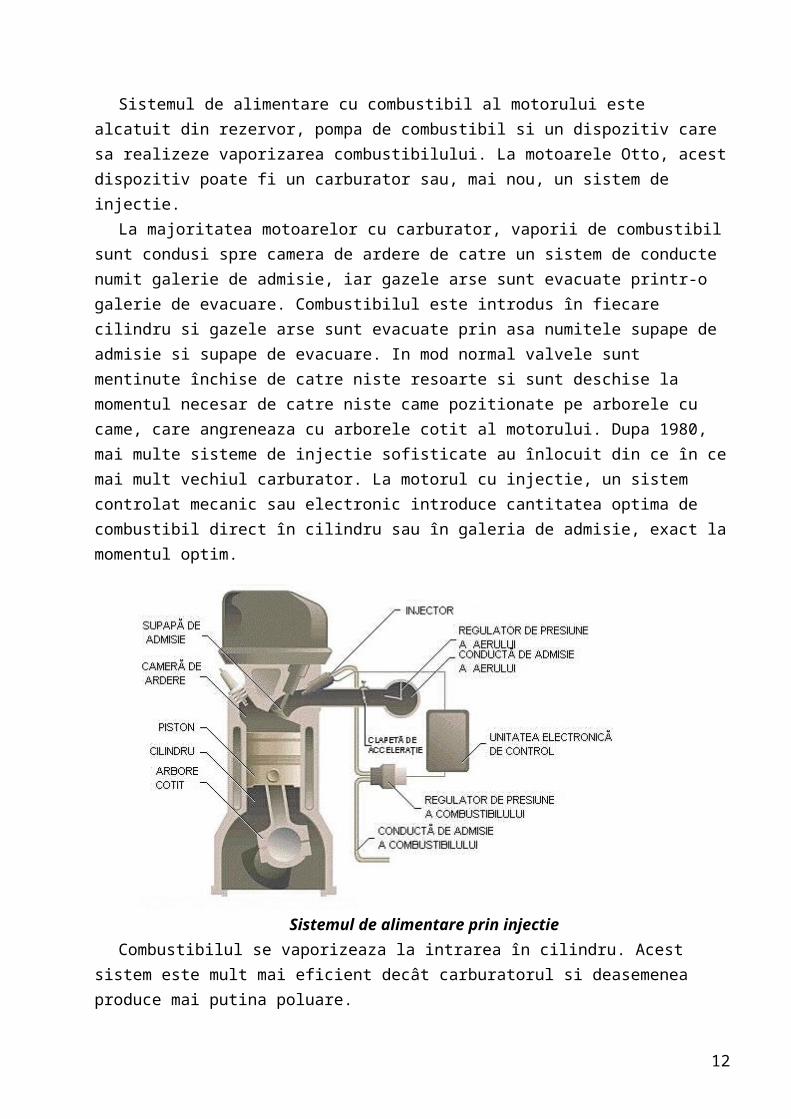
La majoritatea motoarelor cu carburator, vaporii de combustibil sunt condusi spre camera de ardere de catre un sistem de conducte numit galerie de admisie, iar gazele arse sunt evacuate printr-o galerie de evacuare. Combustibilul este introdus în fiecare cilindru si gazele arse sunt evacuate prin asa numitele supape de admisie si supape de evacuare. In mod normal valvele sunt mentinute închise de catre niste resoarte si sunt deschise la momentul necesar de catre niste came pozitionate pe arborele cu came, care angreneaza cu arborele cotit al motorului. Dupa 1980, mai multe sisteme de injectie sofisticate au înlocuit din ce în ce mai mult vechiul carburator. La motorul cu injectie, un sistem controlat mecanic sau electronic introduce cantitatea optima de combustibil direct în cilindru sau în galeria de admisie, exact la momentul optim.
Sistemul de alimentare prin injectieCombustibilul se vaporizeaza la intrarea în cilindru. Acest sistem este mult
mai eficient decât carburatorul si deasemenea produce mai putina poluare. Toate motoarele sunt prevazute cu un sistem de aprindere a amestecului
combustibil.De exemplu, la motoarele Otto sistemul de aprindere este alcatuit dintr-o
sursa de curent continuu de joasa tensiune legata la înfasurarea primara a unui transformator, numit bobina de inductie. Curentul este întrerupt de catre ruptor. Pulsatiile curentului din primarul bobinei induc un curent pulsator de înalta tensiune în secundarul bobinei de inductie. Acest curent de înalta tensiune este condus catre cilindru printr- un intreruptor rotativ numit distribuitor.
9
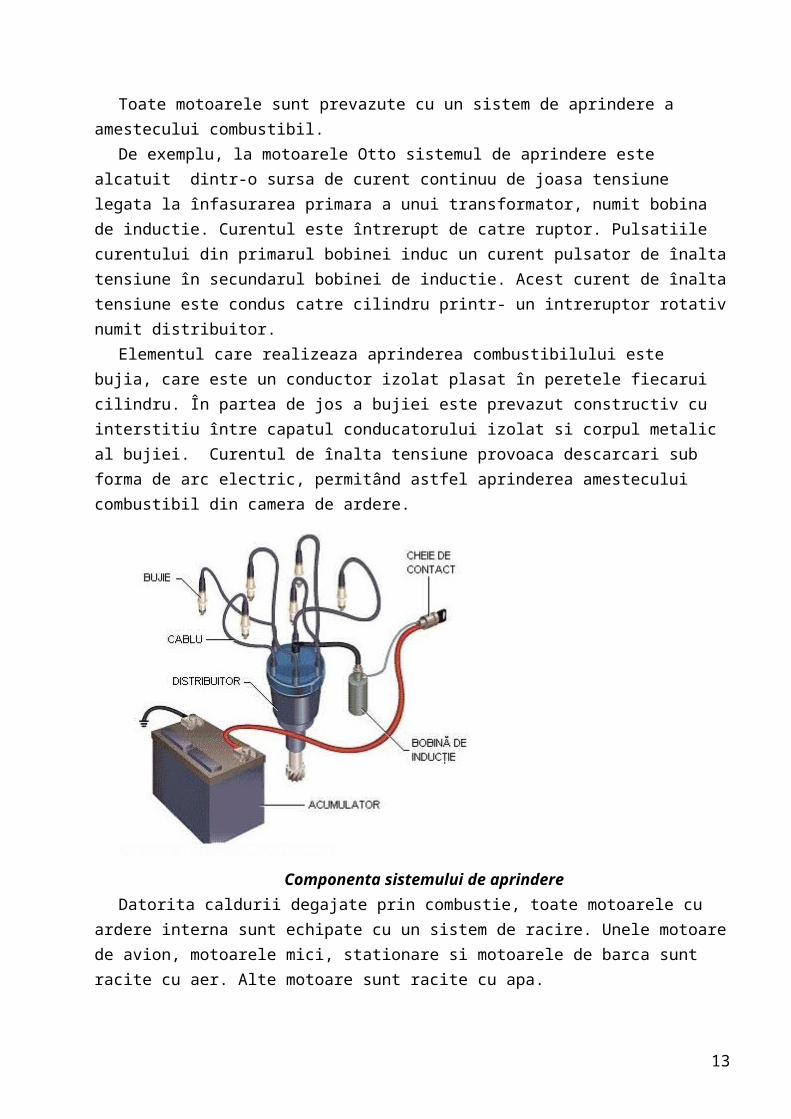
Elementul care realizeaza aprinderea combustibilului este bujia, care este un conductor izolat plasat în peretele fiecarui cilindru. În partea de jos a bujiei este prevazut constructiv cu interstitiu între capatul conducatorului izolat si corpul metalic al bujiei. Curentul de înalta tensiune provoaca descarcari sub forma de arc electric, permitând astfel aprinderea amestecului combustibil din camera de ardere.
Componenta sistemului de aprindereDatorita caldurii degajate prin combustie, toate motoarele cu ardere interna
sunt echipate cu un sistem de racire. Unele motoare de avion, motoarele mici, stationare si motoarele de barca sunt racite cu aer. Alte motoare sunt racite cu apa.
Spre deosebire de motoarele cu abur sau de turbine, motoarele cu ardere interna au nevoie de un dispozitiv de pornire. Ele sunt în mod normal pornite cu ajutorul unui motor electric sau starter care este angrenat cu arborele cotital motorului. Motoarele mici sunt pornite adeseori manual prin rotirea arborelui cotit cu ajutorul unei manivele sau cu ajutorul unei sfori înfasurate de câteva ori în jurul volantei.
1.3. Sisteme de propulsie alternative i combustibili alternativi ș
Majoritatea covârșitoare a sistemelor de propulsie pentru automobile, la nivel mondial, este reprezentată de motoarele cu ardere internă, care utilizează benzina și motorina pe post de combustibil. Un dezavantaj major al acestui tip de combustibili îl reprezintă emisiile poluante rezultate în urma arderii, emisii care au efect nociv asupra oamenilor și a mediului înconjurător.
Pe lângă aceste soluții de propulsie, în industria automobilelor, există și sisteme de propulsie alternative, unele dintre ele utilizând și combustibili
10
neconvenționali. Cercetările efectuate pentru aceste tipuri de sisteme de propulsie și combustibili, au la bază pe de-o parte, dorința și necesitatea de a reduce emisiile poluante (CO, HC, NOx, particule) și cu efect de seră (CO2) ale automobilelor, iar pe de altă parte, reducerea dependenței de combustibilii convenționali (benzină și motorină).
Sistemele de propulsie alternativă sunt reprezentate de propulsoarele hibride (termic + electric), de cele complet electrice și de sistemele cu pilă de combustie. De asemenea, combustibilii alternativi, neconvenționali sunt reprezentați de: gazul petrolier lichefiat (en: LPG), gazul natural comprimat (en: CNG), etanol (E85), biodiesel și hidrogen.
Automobilele cu propulsie hibridăPropulsoarele hibride (motor termic +
motor electric) combină avantajele ambelor motoare, termic și electric și pot fi proiectate astfel încât să atingă diferite obiective: consum redus de combustibil.Un automobil cu sistem de propulsie hibrid păstrează și chiar extinde autonomia unui automobil clasic cu propulsor termic. În cazul unui automobil hibrid, motorul termic este
proiectat să funcționeze optim, din punct de vedere al consumului. De asemenea, energia cinetică din timpul frânării automobilului (energie mecanică) este recuperată (energie electrică) și stocată în baterii (energie chimică), pentru o utilizare ulterioară.
Pentru accelerații puternice ale automobilului motorul electric poate asista motorul termic pe durate scurte de timp. De asemenea, la plecarea de pe loc a automobilului, propulsia este pur electrică, iar în timpul staționării automobilului motorul termic este oprit, pentru a evita consumul inutil de combustibil în timpul funcționării la regim de mers în gol (ralanti).
Principalul dezavantaj al automobilelor hibride este dat de prețul ridicat, mult peste nivelul unui automobil convențional cu performanțe de consum și dinamice similare.
Automobilele cu pile de combustieCu toate că sunt încă în stadiu experimental, automobilele cu pile de
combustie, pe baza de hidrogen, au potențialul de a revoluționa industria automobilelor. Utilizarea pilelor de combustie reduc emisiile poluante ale automobilelor la zero, singurele produse rezultate în urma reacțiilor chimice fiind energia electrică și apa (H2O).
11
Automobil cu pile de combustie - Honda FCXAutomobilele cu pile de combustie sunt propulsate tot de motoarele
electrice. Diferența față de automobilele electrice constă în sursa energiei electrice. În cazul pilelor de combustie cu hidrogen, energia electrică este produsă printr-un procedeu chimic de combinare a hidrogenului (H2) cu oxigenul (O2).
Hidrogenul necesar producerii energiei electrice poate fi stocat, sub presiune, pe automobil, sau poate fi produs, tot la bordul automobilului, cu ajutorul unor reformatoare utilizând metanol, gaz natural sau chiar benzină. Dezavantajul utilizării unui reformator, în locul hidrogenului pur, constă în randamentul mai scăzut, datorită introducerii unei reacții chimice în plus pentru obținerea hidrogenului.
Principalele dezavantaje ale acestor tehnologii sunt metodele de obținere ale hidrogenului pur și modul de stocare al acestuia la bordul automobilului.
Automobilele electriceAutomobilele electrice sunt propulsate de motoare electrice, alimentate
cu energie electrică stocată în baterii. O particularitate a motoarelor electrice, utilizate pentru propulsia automobilelor, este dată de faptul că acestea pot funcționa și în regim de generator. Astfel, în timpul frânării sau a coborârii unor pante lungi, automobilele electrice produc energie electrică care este înmagazinată în baterii.
Automobil electric - Tesla Model S Avantajul automobilelor electrice constă în lipsa emisiilor poluante,
funcționarea silențioasă și costul de întreținere mai redus. Toate aceste avantaje sunt umbrite de o serie de dezavantaje: prețul ridicat (în principal datorită bateriei), autonomia redusă și durata mare de încărcare a bateriilor.
Automobilele cu gaz petrolier lichefiatGazul petrolier lichefiat (GPL) este un combustibil fosil care poate fi folosit
pe motoarele termice ale automobilelor. Majoritatea automobilelor care funcționează cu GPL sunt bi-combustibil deoarece utilizează și un alt combustibil, de obicei benzina. Aceste automobile au sisteme de stocare, alimentare și injecție specifice pentru cei doi combustibili.
12
Automobil cu gaz petrolier lichefiat - Chevrolet AveoPrincipalele avantaje ale utilizării gazului petrolier lichefiat pentru
motoarele termice sunt: emisii poluante mai reduse și prețul de cost mai mic. Dezavantajele utilizării GPL-ului sunt necesitatea unor sisteme adiționale de stocare și alimentare pe automobil, precum și consumul specific mai mare al motorului.
Automobilele cu etanol (flex-fuel)Motoarele clasice pe benzină pot fi adaptate să funcționeze și cu etanol în
anumite proporții. Un automobil flex fuel poate funcționa cu benzină, etanol în proporție de 15% (E15) sau în proporție de 85% (E85). Aceste motoare folosesc același sistem de stocare, alimentare și injecție, indiferent de compoziția combustibilului.
Automobil cu etanol - Volvo C30 Green RacingPrintre avantajele unui automobil flex fuel se regăsesc: obținerea
combustibilului (etanol) din culturi agricole (porumb, trestie de zahăr), emisii poluante mai scăzute și aproximativ același cost de producție cu cel al unui automobil pe benzină. Dezavantajele sunt consumul mai mare de combustibil și dificultăți la pornirea la rece în cazul utilizării predominante a etanolului (E85).
Automobile cu gaz natural comprimatSimilar cu automobilele pe GPL, cele cu gaz natural comprimat (GNC)
funcționează pe două tipuri de combustibil. Gazul natural este o hidrocarbură incoloră, inodoră și nu are efecte corozive sau cancerigene. Gazul natural conține aproximativ 97% metan (CH4).
Automobil cu gaz natural comprimat - Opel ZafiraFiind mai ușor ca aerul, gazul natural nu curge pe sol, ci se disipă în
atmosferă. Acesta este în avantaj comparativ cu benzina deoarece se reduce foarte mult pericolul de incendiu în cazul unui accident.
13
Avantajele automobilelor cu GNC sunt emisiile poluante și cu efect de seră mai reduse, precum și prețul de cost mai redus al gazului natural.
Un dezavantaj al GNC-ului este densitatea de energie mai scăzută, comparativ cu benzina. Pentru a-i crește densitatea de energie, gazul natural se comprimă până la valori de 200 bari. Chiar și la aceste presiuni ridicate, densitatea de energie este de doar 20%, comparativ cu același volum de benzină. Din aceste motive autonomia automobilelor cu GNC este mult mai redusă comparativ cu cele pe benzină.
Automobilele cu biodieselBiodiesel-ul este o formă de motorină produsă din uleiuri vegetale, grăsimi
animale sau uleiuri menajere reciclate. Amestecurile uzuale de biodiesel sunt: B2 (2% biodiesel, 98% motorină), B5 și B20. Combustibilii biodiesel B2 și B5 pot fi utilizati fără probleme în majoritatea motoarelor diesel.
Automobil cu biodiesel - Volvo V40Comparativ cu o motorină, biodiesel-ul are următoarele avantaje: se poate
produce din surse regenerabile, se poate utiliza în orice tip de motor diesel, în urma arderii se produc mai puține emisii poluante și cu efect de seră, este biodegradabil, nu este toxic și se manipulează în condiții mai puțin periculoase.
Cu toate acestea, comparativ cu o motorină, un combustibil 100% biodiesel (B100) are următoarele limitări: consumul de combustibil este mai ridicat iar performațele dinamice mai reduse (cu aproximativ 10% la B100 și 2% la B20), prețul de producție este mai ridicat, apar probleme de ardere la temperaturi scăzute și fiabilitatea motoarelor poate fi afectată.
Automobilele cu hidrogenÎn cazul automobilelor, pentru propulsie, hidrogenul poate fi utilizat în
două moduri: la pile de combustie sau ars direct în cilindri. Potențialul utilizării hidrogenului este imens, datorită faptului că poate elimina dependența de petrol.
Automobil cu hidrogen – BMWHidrogenul (H2) este cel mai ușor și abundent element din Univers.
Problema este că, pe Terra, nu se găsește sub formă liberă, ci în combinație cu atomi de carbon (C) sau oxigen (O2). Astfel, hidrogenul se poate obține prin electroliza apei, care presupune desfacerea legăturilor dintre oxigen și
14
hidrogen cu ajutorul energiei electrice, sau prin reformarea combustibililor fosili (de obicei gazul natural).
Un motor care arde hidrogen, în loc de benzină, este mai robust, deoarece presiune rezultată în urma arderii este mai mare. Un motor cu hidrogen are puterea mai mare cu aproximativ 20% față de motor similar, cu combustibil convențional.
Odată stocat, de obicei sub formă gazoasă sau lichidă, hidrogenul poate fi utilizat ca și combustibil pentru motoarele cu ardere internă. Un dezavantaj, comparativ cu combustibili convenționali, este densitatea de energie mai scăzută. Utilizarea hidrogenului ridică probleme deosebite deoarece acesta este inflamabil și este de asemenea stocat la presiune foarte mari.
15
2. Sistemul de între inere i repara ii ale motoarelor termice ț ș ț
2.1. Întreţinerea organelor fixe
Întreţinerea organelor fixe ale motorului cuprinde operaţii de: verificări, strângeri, control şi verificarea stării tehnice a blocului motor, chiulasei, colec-toarelor de admisie şi evacuare, a etanşeităţii garniturilor de chiulasă şi colec-toarelor precum şi fixarea motorului pe cadrul automobilului.
Operaţiile de întreţinere şi periodicitatea acestora sunt:- strângerea şuruburilor sau prezoanelor de fixare a suporţilor axului, cul- butorilor la fiecare 50000 km (sau la nevoie):- strângerea chiulasei, la rece - la fiecare 50000 km (sau la nevoie):- şuruburile sau prezoanele chiulasei se strâng în ordinea indicată de fabricant, dar în general se începe cu cele de la mijloc şi apoi în cruce, până la cele de pe extreme; operaţia se face cu cheia dinamometrică, cu momentul indicat după tipul motorului - strângerea capacului culbutorilor, capacului tacheţilor la fiecare 30000 km (sau la nevoie);- strângerea colectoarelor de admisie. de evacuare şi a tubulaturii aferente, la fiecare 50000 km (sau la nevoie);- verificarea fixării motorului pe suporţii cadrului sau a caroseriei auto-mobilului;- verificarea etanşeităţii îmbinărilor chiulasei. capacului, băii de ulei etc. ;- controlul integrităţii constructive şi funcţionale ale componentelor or-ganelor fixe.
Defectele în exploatare ale organelor fixeArderea garniturii de chiulasă. datorită: prelucrării incorecte a suprafeţelor
de etanşare dintre blocul motor şi chiulasă, strângerii incorecte sau insuficiente a chiulasei (cea mai frecventă), montării necorespunzătoare a garniturii, deto- naţiilor motorului etc.
Depistarea fenomenului se constată prin:- scăderea nivelului apei din instalaţia de răcire, care va apărea în baia de ulei. al cărui nivel creşte. însă emulsionat;- prezenţa uleiului în bazinul superior al radiatorului, datorită împingerii lui de pe cilindri în cămaşa de răcire cu apă. de către gaze;- rateuri ritmice în carburator (la MAS), când arderea s-a produs la garni-tură între doi cilindri alăturaţi, datorită împrumutului de gaze de la un cilindru la celălalt;- existenţa gazelor comprimate în instalaţia de răcire (bule în bazinul superior al radiatorului sau în vasul de expansiune, la acceleraţia motorului) ;- întreruperi la aprindere, ca urmare a depunerii apei pe electrozii bujiei (la MAS).
16
Remedierea constă în demontarea chiulasei şi înlocuirea garniturii de chiu- lasă de către şofer, sau în atelier, respectând regulile de montaj şi strângere.
Fisurarea sau spargerea chiulasei sau blocului motor, fie în pereţii exteriori. fie în zona supapelor, datorită: supraîncălzirii motorului ca urmare a funcţionării îndelungate ia turaţii şi sarcini mari; reglajelor incorecte sau înfundării parţiale a canalelor apei de răcire; turnării apei reci când motorul este supraîncălzit din lipsă de apă la nivel în instalaţia de răcire sau pornirii motorului fară apă: îngheţării apei în instalaţie, când, pe timp rece. nu a fost golită.
Depistarea fenomenului se constată prin:- funcţionarea neregulată a motorului, când datorită fisurilor interioare dintre pereţii cilindrilor sau din zona supapelor, se depune apă pe electrozii bujiilor şi se produc întreruperi ia aprindere; se observă, totodată, scăderea nivelului lichidului de răcire, creşterea nivelului uleiului (emulsionat, datorită apei) şi picături de ulei în apă din instalaţia de răcire;- supraîncălzirea motorului (până la gripare), pierderi de apă în instalaţia de răcire, datorită fisurilor exterioare ale pereţilor; se pot observa prelingeri de apă şi emanare de vapori.
Remedierea constă în repararea fisurilor prin diverse metode, în ateliere specializate.
Repararea blocului motor. După demontare, blocul se curăţă şi se spală într-un solvent, canalele de ungere se desfundă (după scoaterea dopurilor) şi se suflă cu aer comprimat, apoi se supune unui control pentru depistarea defecţiunilor. Acestea pot fi:
Deformarea sau corodarea suprafeţei de asamblare a blocului cu chiulasă. Planeitatea se verifică cu o riglă de control (prin fantă de lumină) şi introducerea unei lame calibrate între riglă şi suprafaţa blocului: se admite abaterea maximă 0.1 mm pe toată lungimea. Verificarea se poate face şi cu ceasul comparator cu suport sau cu placă de control (pata de vopsea să fie de minimum 80% din suprafaţă). Totodată, se verifică suprafeţele de prelucrate dacă nu au coroziuni, zgârieturi, bavuri. fisuri. Defecţiunile mici se înlătură prin şlefuire cu o piatră abrazivă de granulaţie foarte fină. De formaţii le şi coroziunile accentuate se rectifică pe maşini de rectificat plan: se poate îndepărta un strat de maximum 0.25 mm:
Fisuri, crăpături sau spargeri de diferite forme şi mărimi pe suprafeţele laterale . Depistarea se face prin probă hidraulică pe stand special, la presiunea de 4 bari.
Repararea se poate realiza prin mai multe procedee când fisurile nu depăşesc lungimea de 15-20 cm:- sudarea oxiacetilenică cu bare de fontă FC 20 cu diametrul de 8 mm. după prcîncălzirea blocului la 600°C. apoi răcirea lentă în cuptor:
17
- sudarea electrică (la rece) discontinuă, cu curent continuu de I-120 130 A şi tensiunea U = 20-25 V. cu electrozi monel sau bimetaiici din cupru cu oţel şi înveşis de calcar:- acoperirea cu răşini epoxidice. Operaţia constă în: curăţirea locului, limi-tarea extinderii fisurii prin ştifturi filetate la capete, teşirea fisurii, degradarea cu solvent, uscarea, preîncălzirea la 70...80°C, umplerea cu un material ternar format din răşină epoxidică (dibutilfalat şi material de adaos), apoi uscarea timp de 4-6 h la 150°C şi prelucrarea de finisare:- etanşarea cu soluţii uşor fuxibile (pentru fisuri mici). Soluţia, formată din particule fine de metal şi liant, se toarnă în instalaţia de răcire, se porneşte motorul la turaţie mică, timp în care se depun particulele, se opreşte motorul după ce nu mai supurează pe la fisuri, timp de o jumătate de oră, se pune din nou motorul în funcţiune, iar după cinci minute se înlocuieşte soluţia cu apă de răcire:- etanşarea fisurilor mici de suprafaţă prelucrate, cu soluţii metalice spe-ciale sau cu apă de sticlă:- metalizarea cu zinc topit (pulverizat cu aer la 6 bari),- ţeserea cu ştifturi filetate din cupru, pe toată lungimea fisurii,- spărturile de pot suda oxiacetilenic sau electric; se pot repara şi prin peticire. Peticul, din tablă de oţel (OL 34) de grosime 2-4 mm. se aplică cu şuruburi filetate, sub el montându-se o garnitură de pânză îmbibată cu tniniu de plumb.
După reparare, se face din nou proba hidraulică, pe stand, la presiunea de 4 bari.
Uzura găurilor filetate pentru prezoane sau şuruburi se înlătură prin refile- tare la cota de reparaţie sau montarea de bucşe speciale (filetate la exterior majorat iar interiorul la cota normală).
Prezoanele rupte in bloc se extrag prin diverse metode: defiletare cu ajutorul unor dornuri conice sau zimţate, extractoare. piuliţe sudate etc.
Localurile cuzineţilor pentru lagărele paliere uzate sau deformate (conicizate şi ovalizate) se remediază prin alezare la treapta de reparaţie, pe maşina de alezat orizontală: prelucrarea se face simultan la toate locaşurile lagărelor, cu capacele montate. Baza de prelucrare se ia în raport cu suprafaţa de îmbinare cu chiulasa sau cu baia de ulei. Când uzurile sunt prea mari locaşurile lagărelor se încarcă prin sudare electrică, se montează capace noi şi se alezează ia cota nominală.
Lagărele arborelui cu came prin uzare, vor avea conicitate şi ovalitate faţă de fusurile arborelui.
Remedierea constă în demontarea şi montarea altora corespunzătoare cotei de reparaţie. începând cu cele intermediare.
Dacă vor avea joc în locaşuri, acestea se alezează simultan pe maşină specială şi se montează bucşe cu diametrul majorat, la cota de reparaţie.
18
Locaşurile tacheţilor care se uzează se alezează la cota de reparaţie sau se presează bucşe, iar alezarea se face la cota nominală.
La cele amovibile, procedeul este asemănător.Blocul motor se rebutează dacă are fisuri sau crăpături mai mari de 200-
250 mm lungime, fisuri între cămăşile de cilindru, crăpături sau spărturi la locaşurile lagărelor paliere sau ale cămăşilor de cilindru.
Repararea cilindrilor. Forma geometrică interioară a cilindrilor se modifică fie datorită cauzelor termodinamice în timpul funcţionării motorului fie unor agenţi chimici (coroziunea) sau abraziunii impurităţilor (rizuri). Uzura este accentuată în partea superioară a cilindrului, formând un prag .
Constatarea se poate face vizual şi prin măsurarea cu ceasul comparator cu cadran. Se admite. în general, o conicitate şi ovalitate maximă de 0,150 mm. Ovalitatea se determină în trei planuri perpendiculare pe axa cilindrului. în cruce, iar conicitatea în partea superioară, la mijloc şi partea inferioară. Remedierea constă în alezarea şi honuirea cilindrilor. Cămăşile de cilindru se dezîncrustează în soluţii alcaline la temperatura de 80°C. după ce, se curăţă, în prealabil, de calamină.
Blocul motor cu cilindrii nedeinontabili se fixează direct sau pe masa maşinii de alezat, iar cămăşile de cilindru cu ajutorul unor dispozitive.
Maşina de alezat este verticală şi poate lucra cu unul sau două cuţite (al doilea pentru finisare).
Se prelucrează, mai întâi, cilindrul cel mai uzat, pentru a obţine treapta de reparaţie la care vor fi alezaţi şi ceilalţi cilindri (cotă unitară).
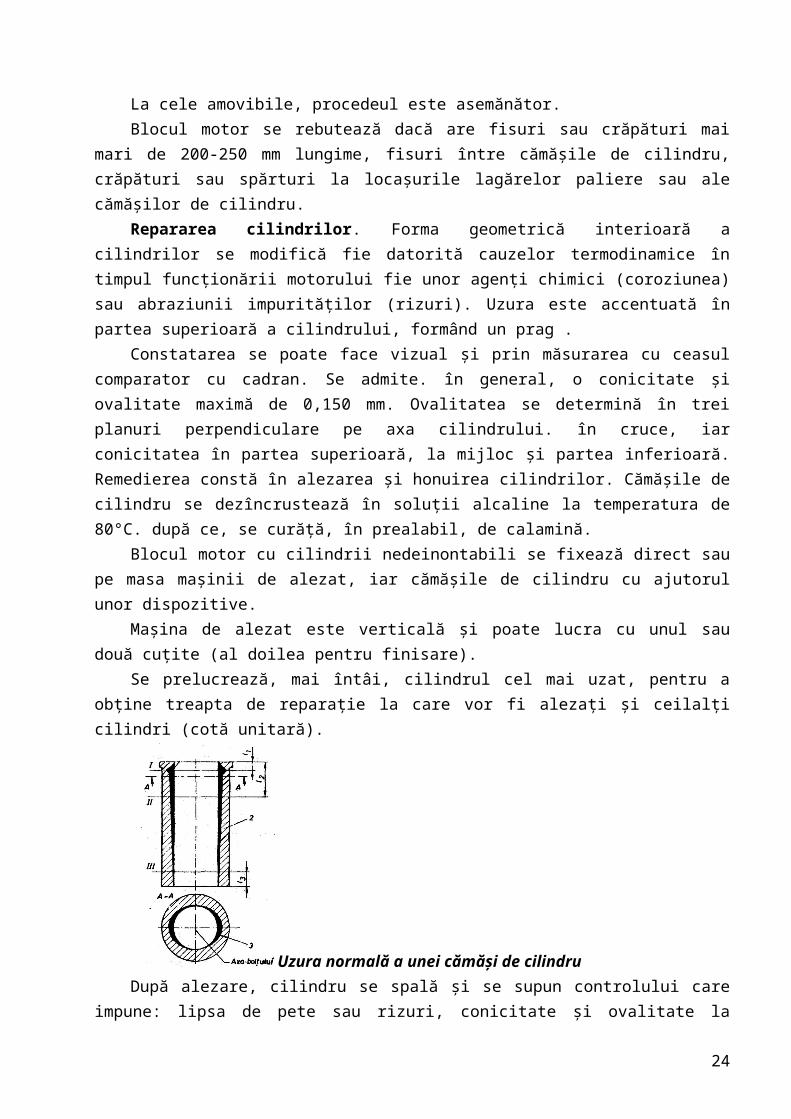
Uzura normală a unei cămăşi de cilindruDupă alezare, cilindru se spală și se supun controlului care impune: lipsa
de pete sau rizuri, conicitate şi ovalitate la limitele admise. Numărul treptelor de reparaţie diferă după tipul motorului. După alezare, se face o superfinisare (honuire) pe maşini speciale, şi, în acest scop, s-a lăsat adaos de prelucrare. După honuire, suprafaţa trebuie să fie perfect lucioasă (oglinda cilindrului), iar conicitatea şi ovalitatea să nu depăşească 0,005-0,006 mm pentru autoturisme şi 0.015-0.020 mm pentru ARO şi D 797-05: este urmată de proba hidraulică la presiunea de 4 bari.
19
Se procedează apoi, la sortarea şi marcarea cămăşilor de cilindri, pe grupe de reparaţie.
Cămăşile de cilindru se montează în blocul-motor. prin presare cu dispo-zitive speciale, după ce s-au aşezat inelele de etanşare în canalele respective (care se ung cu emulsie de săpun sau ulei) şi s-au centrat în locaşurile lor.
Se rebutează cilindrii: fisuraţi, cu încorporări de sufluri, cu spărturi, rizaţi pe adâncime în interior, loviţi, cu diametrul ghidajelor de centrare mai mic ca cel normal, cu alezajul ce depăşeşte ultima cotă de reparaţie.
Blocurile motor cu cilindrii nedemontabiii se pot cămăşui şi realeza la cota nominală. Cilindrii sunt alezaţi la 2-3 sau chiar şase cote de reparaţie.
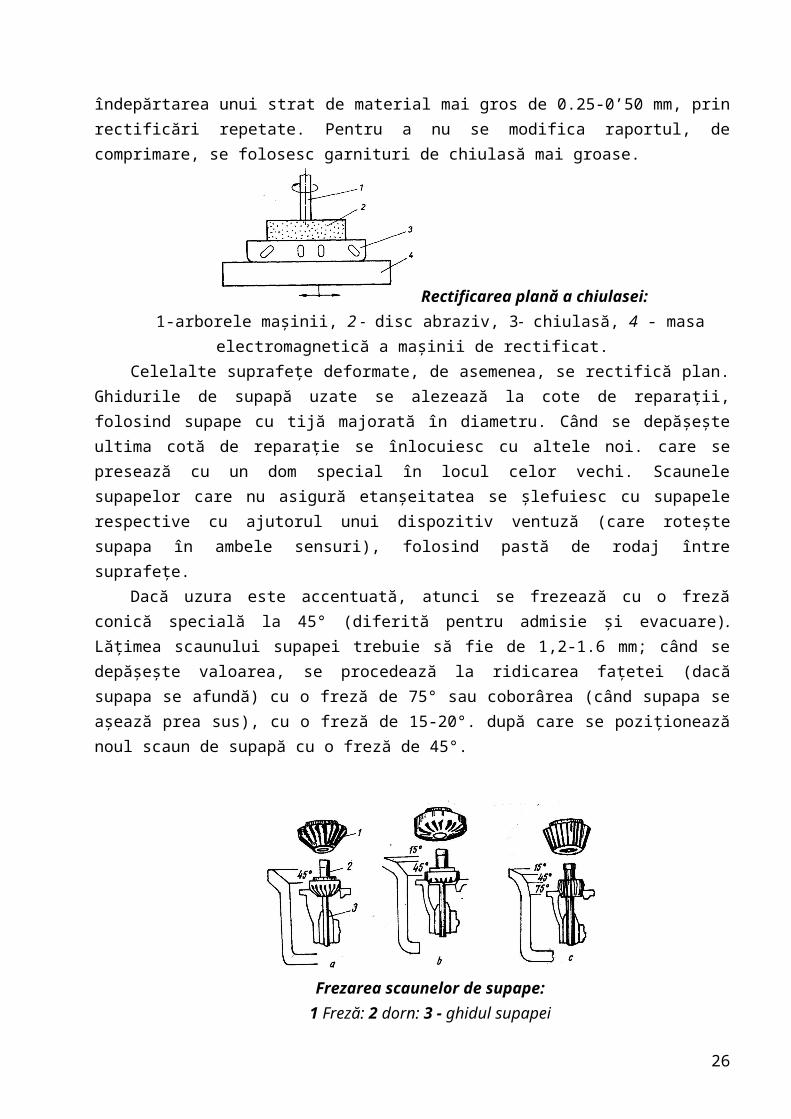
Repararea chiulasei. După demontare se face curăţirea ei în soluţii alcaline la cald sau cu produse dizolvante. Urmează controlul vizual pentru depistarea defecţiunilor care pot fi: ştirbituri, neetanşeităţi, fisuri, ciupituri sau sufluri pe suprafeţele laterale. Cu ajutorul riglei şi lamelelor calibrate se determină deformarea suprafeţei de contact cu blocul motorului (admis 0.005-0.1 mm pe toată lungimea), a suprafeţelor de montaj a colectoarelor de admisie şi evacuare şi capacului culbutorilor; de asemenea, se verifică starea şi volumul camerei de ardere prin umplere cu ulei, uzura filetelor pentru locaşurile bujiilor. starea suprafeţei de aşezare a injectorului.- Repararea fisurilor şi crăpăturilor, a ştirbiturilor se face ca şi la blocul motor: la fel şi a filetelor deteriorate.- Refacerea etanşeităţii orificiilor prezoanelor şi tijelor împingătoare se face prin bucşare.- Suprafaţa de contact (etanşare) cu blocul, când este deformată, se reface pe maşini de rectificat plan; nu se admite îndepărtarea unui strat de material mai gros de 0.25-0’50 mm, prin rectificări repetate. Pentru a nu se modifica raportul, de comprimare, se folosesc garnituri de chiulasă mai groase.
Rectificarea plană a chiulasei:1-arborele maşinii, 2 - disc abraziv, 3- chiulasă, 4 - masa electromagnetică
a maşinii de rectificat.Celelalte suprafeţe deformate, de asemenea, se rectifică plan. Ghidurile
de supapă uzate se alezează la cote de reparaţii, folosind supape cu tijă majorată în diametru. Când se depăşeşte ultima cotă de reparaţie se înlocuiesc cu altele noi. care se presează cu un dom special în locul celor vechi. Scaunele supapelor care nu asigură etanşeitatea se şlefuiesc cu supapele respective cu ajutorul unui dispozitiv ventuză (care roteşte supapa în ambele sensuri), folosind pastă de rodaj între suprafeţe.
20
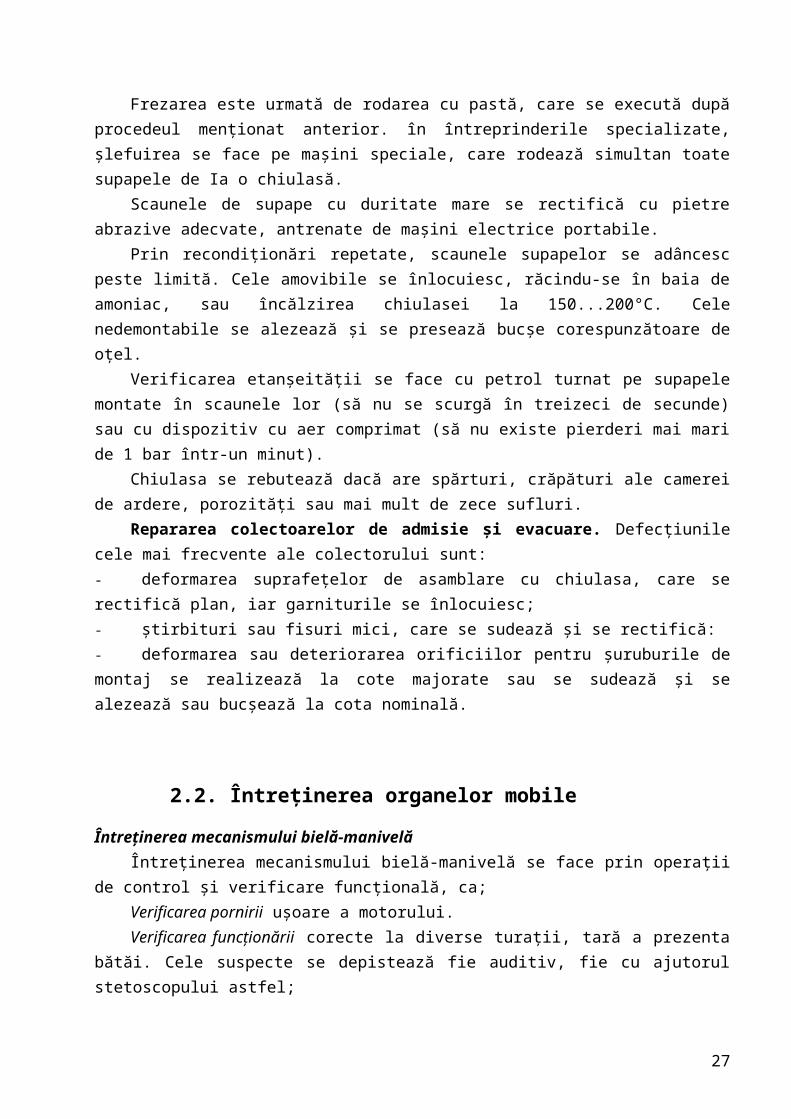
Dacă uzura este accentuată, atunci se frezează cu o freză conică specială la 45° (diferită pentru admisie şi evacuare). Lăţimea scaunului supapei trebuie să fie de 1,2-1.6 mm; când se depăşeşte valoarea, se procedează la ridicarea faţetei (dacă supapa se afundă) cu o freză de 75° sau coborârea (când supapa se aşează prea sus), cu o freză de 15-20°. după care se poziţionează noul scaun de supapă cu o freză de 45°.
Frezarea scaunelor de supape:1 Freză: 2 dorn: 3 - ghidul supapei
Frezarea este urmată de rodarea cu pastă, care se execută după procedeul menţionat anterior. în întreprinderile specializate, şlefuirea se face pe maşini speciale, care rodează simultan toate supapele de Ia o chiulasă.
Scaunele de supape cu duritate mare se rectifică cu pietre abrazive adecvate, antrenate de maşini electrice portabile.
Prin recondiţionări repetate, scaunele supapelor se adâncesc peste limită. Cele amovibile se înlocuiesc, răcindu-se în baia de amoniac, sau încălzirea chiulasei la 150...200°C. Cele nedemontabile se alezează şi se presează bucşe corespunzătoare de oţel.
Verificarea etanşeităţii se face cu petrol turnat pe supapele montate în scaunele lor (să nu se scurgă în treizeci de secunde) sau cu dispozitiv cu aer comprimat (să nu existe pierderi mai mari de 1 bar într-un minut).
Chiulasa se rebutează dacă are spărturi, crăpături ale camerei de ardere, porozităţi sau mai mult de zece sufluri.
Repararea colectoarelor de admisie şi evacuare. Defecţiunile cele mai frecvente ale colectorului sunt:- deformarea suprafeţelor de asamblare cu chiulasa, care se rectifică plan, iar garniturile se înlocuiesc;- ştirbituri sau fisuri mici, care se sudează şi se rectifică:- deformarea sau deteriorarea orificiilor pentru şuruburile de montaj se re-alizează la cote majorate sau se sudează şi se alezează sau bucşează la cota nominală.
21
2.2. Întreţinerea organelor mobile
Întreţinerea mecanismului bielă-manivelăÎntreţinerea mecanismului bielă-manivelă se face prin operaţii de control
şi verificare funcţională, ca;Verificarea pornirii uşoare a motorului.Verificarea funcţionării corecte la diverse turaţii, tară a prezenta bătăi.
Cele suspecte se depistează fie auditiv, fie cu ajutorul stetoscopului astfel;- bătăile în partea superioară a blocului motor denotă uzarea pistoanelor şi cămăşilor de cilindri, care conduc la scăderea compresiei şi la consum exagerat de ulei:- bătăi ascuţite înfundate în zona superioară a blocului motor, la pornirea motorului, care se atenuează după ce motorul se încălzeşte, indică uzarea segmenţilor; - bătăile în zona de mijloc a blocului motor indică uzarea bolţurilor de piston şi bucşelor de bielă: acestea se manifestă ca un sunet metalic ascuţit la accelerări şi decelerări bruşte sau la mersul în gol; la ralanţi dispare bătaia, dacă se întrerupe aprinderea la cilindrul în cauză, dar nu dispar bătăile de piston, dacă există:- bătăile (accentuate la rece. dar atenuate la cald) în zona inferioară a mo-torului presupun uzarea lagărelor se observă prin scăderea presiunii uleiului de ungere. Totodată, se pot depista torsionări şi încovoieri ale bielei prin zgomote în partea inferioară, dar şi în partea superioară a motorului. Consecinţele acestei uzări: ovalizarea neuniformă a cilindrilor pe lungimea lor (conicitate). uzarea segmenţilor pe muchii şi deci şi a pistoanelor. uzarea rapidă şi uniformă a fusurilor manetoane de la arborele cotit, micşorarea presiunii de ulei.
Controlul fumului de evacuare, zilnic, v izual sau cu aparataj (fumetru pen-tru motoare Diesel): fumul albastru indică consum de ulei, cel negru - consum exagerat de combustibil, iar cel albicios - avans prea mare sau prea mic la aprindere, respectiv la injecţie pentru motoarele Diesel. Verificarea cu aparatură se face la 50 000 km.
Controlul presiunii în cilindri, la 50 000 km. se face cu ajutorul compre- sometrului sau eompresografului.
Compresometrul este un manometru special, racordat la un furtun prevăzut la capăt cu un con de cauciuc şi o supapă pentru a se putea adapta în locul bujiei sau injectorului.
Compresograful este un aparat, având forma unui pistol, prevăzut cu un racord cu con de cauciuc (ce se montează la cilindrul respectiv) şi un sistem de pârghii care antrenează un ac ce înregistrează variaţia compresiei pe o diagramă specială.
Operaţia de control a compresiei constă în:- încălzirea motorului,
22
- oprirea motorului şi demontarea bujiilor (respectiv injectoarelor);- racordarea conului de cauciuc al aparatului în orificiul cilindrului numărul unu al motorului;- acţionarea motorului cu demarorul. până la deplasarea maximă a acului indicator (clapeta de acceleraţie deschisă);- descărcarea compresometrului, apăsând supapa;- racordarea la cilindrii următori, continuând operaţia asemănător (la com- preşograf se deplasează diagrama în altă poziţie pentru înregistrarea curbelor caracteristice compresiei cilindrilor respectiv j).
Determinarea stării tehnice a grupului cilindru-piston-segmenţi fără de-montarea motorului. Aceasta, prin metodele:
- măsurarea cantităţii de gaze arse scăpate în carterul inferior (baia de ulei) cu un contor de gaze special adaptat: la depăşirea unei anumite cantităţi, se indică repararea grupului:
- utilizarea indicatorului de stare tehnică, care măsoară procentual scăpările de aer comprimat introdus în cilindru la presiunea de 45-104 N/nr (4.5 bar) dând astfel indicaţii asupra gradului de uzare datorită neetanşeităţii grupului cilindru- piston-segmenţi, supapelor sau garniturilor de chiulasa.
Aprecierile sunt astfel concretizate: la pierderi de până la 15% se recomandă reparaţia curentă, cu înlocuirea seginenţilor, garniturii de chiulasă şi şlefuirea supapelor, iar la peste 15% pentru autoturisme şi peste 20% la autocamioane, se recomandă reparaţia capitală, prin alezarea cilindrilor.
De asemena, se pot face aprecieri de stare bună sau satisfăcătoare a motorului.
Urmărirea depresiunii prin colectorul de udmisie, motorul funcţionând la o turaţie ceva mai mare de ralanti, cu ajutorul unui vacuumetru, un comutator de întrerupere a aprinderii parţiale şi un turometru. Se determină astfel nee- tanşeităţile de la colectorul de admisie. supape, bujii, garnitura de ehiulasă.
Defecte în exploatare ale mecanismului bielă-manivelăÎn timpul exploatării automobilului, apar o serie de defecţiuni accidentale.Griparea pistoanelor are loe ca urmare a supraîncălzirii motorului (din
lipsă de apă pentru răcire, datorită, arderii uleiului provocat de uzarea segmenţilor, pistoanelor şi cilindrilor, amestecului carburant necorespunzător, prea bogat sau prea sărac, avansul exagerat); are loc o frecare uscată excesivă, urmată de dilatarea pistoanelor şi deci blocarea lor. Fenomenul poate fi observat de şofer pentru că este precedat de zgomote caracteristice provocate de efortul bielelor de a smulge pistoanele gripate din punctele moarte şi emanare de abur, dacă apa de răcire este sub nivel, în cazul opririi imediate a motorului se poate evita griparea; se lasă să se răcească, se toarnă în fiecare cilindru 30-40 g ulei şi se încearcă rotirea arborelui cotit. Dacă se învârte uşor, se caută şi se înlătură cauza; dacă se roteşte greu sau deloc, pistoanele s-au gripat şi automobilul va fi remorcat pentru repararea în atelier
23
prin demontarea şi înlocuirea pistonului gripat şi a segmenţilor de la cilindrul respectiv.
Griparea pistoanelor poate duce la rizuri pe oglinda cilindrilor; dacă acestea sunt uşoare, se pot şlefui cu ajutorul unui piston în abundenţă de ulei, deplasat de câteva ori de-a lungul cilindrului în mişcare combinată (de translaţie şi rotaţie). Numai după aceasta se face înlocuirea pistonului şi segmenţilor respectivi.
Dacă din gripare a rezultat şi topirea locală a aliajului pistonului şi aderarea lui pe cilindru, atunci acestea se înlătură cu un cuţit triunghiular, se şlefuite cilindrul, iar pistonul se va înlocui cu altul de aceeaşi cotă (se pot utiliza şi pistoane vechi, dar corespunzătoare) şi totodată segmenţii respectivi. Când griparea a dus la deteriorarea cilindrului, atunci acesta se înlocuieşte.
Cocsarea segmenţilor este urmarea supraîncălzirii pistonului, scăpărilor de gaze (baie de foc) datorită uzării excesive a segmenţilor şi deci arderii uleiului, care se depune sub formă de calamină în canalele respective, blocându-i. Deci segmenţii nu mai asigură etanşarea şi răcirea pistonului, şi ca urmare au loc scăpări mari de gaze arse în baia de ulei, iar fumul de eşapament este de culoare albastră. Motorul nu mai dezvoltă puterea nominală şi. deci, nu mai corespunde sarcinilor de transport. Pornirea motorului este greoaie, consumul de combustibil şi ulei creşte, iar compresia la cilindrul respectiv este scăzută.
Remedierea constă în demontarea grupurilor piston-segmenţi-bielă curăţirea lor de calamină şi înlocuirea segmenţilor, care vor fi montaţi în locaşurile din pistoane cu ajutorul cleştelui special, cu fantele decalate la un unghi de 120° sau 90° (după numărul lor) şi montarea în aceiaşi cilindri, de unde s-au demontat; se menţionează că pistoanele nu se dezasamblează de pe biele.
Ruperea segmenţilor se datoreşte materialului necorespunzător, montării incorecte, înţepenirii în canalele din piston, uzurii lor, precum şi supraîncălzirii ce duc la tensiuni interne, loviri de pragul de uzură, detonaţii.
Defecţiunea se constată prin compresie micşorată, scăpării de gaze în car-ter, ca urmare a pierderii etanşeităţii, şi scăderea puterii motorului; apare un zgomot caracteristic (zgârieri) la antrenarea arborelui cotit.
Se înlătură prin înlocuirea segmenţilor la cilindrul respectiv. Dacă s-au produs rizuri uşoare pe cilindru, se şlefuieşte, iar dacă sunt accentuate se înlocuieşte.
Ruperea bolţului, defecţiune mai rară. are drept cauze: uzura mare (joc ce depăşeşte 0.05 mm între bolţ şi umerii pistonului sau bucşa de bielă), material sau tratament necorespunzător, griparea pistonului.
Depistarea se face datorită zgomotului metalic ascuţit uniform, la accele-rarea bruscă a motorului. Deoarece ruperea bolţului poate produce avarii grave (spargerea pistonului, cilindrului, încovoierea sau chiar ruperea bielei, încovoierea sau chiar ruperea arborelui cotit), motorul este oprit imediat.
24
Remedierea constă în demontarea grupului piston-bielă respectiv, depre- sarea şi presarea unui alt bolţ corespunzător, inclusiv bucşa bielei, după care se face montarea ambielajului şi motorului.
Defiletarea parţială a şuruburilor de fixare a capacului de bielă, se determină prin bătăi în partea inferioară a blocului motor, la accelerări-decelerări repetate. Se remediază prin demontarea băii de ulei, restrângerea şuruburilor de la bielele ce au astfel de anomalii cu cheia dinamometrică la momentul prescris. Totodată se verifică fixarea la celelalte şuruburi ale bielelor pentru a preîntâmpina astfel de defecţiuni: dacă nu se înlătură la timp aceasta, există pericolul ruperii şuruburilor şi deci avarii la biele, cilindri, pistoane, bloc motor.
Ruperea bietei este cauzată de: griparea lagărului sau topirea semicuzi- neţilor. joc prea mare în lagăr, ruperea bolţului, spargerea pistonului, smulgerea sau ruperea şuruburilor de bielă.
Dacă motorul nu este oprit la timp. se produc avarii grave: spargerea blocului motor, a cilindrului şi a pistonului, deteriorarea sau chiar ruperea arborelui cotit, distrugerea băii de ulei.
Remedierea comportă operaţii dificile, mai ales în caz de avarii şi se exe-cută în atelier: în afara demontării, se face o constatare minuţioasă a organelor deteriorate, blocul motor impunând repararea sau chiar înlocuirea, iar cilindrul şi grupul piston-segmenţi-bolţ-bielă-cuzineţi se înlocuiesc obligatoriu: arborele cotit este controlat amănunţit, îndeosebi fusul maneton respectiv, care dacă are culoarea schimbată necesită înlocuirea.
Încovoierea sau torsionarea bielei, se poate constata prin bătăi anormale în porţiunea mediană a blocului motor. Dacă nu se iau măsuri imediate de reparare în atelier a motorului poate duce la: uzarea accentuată a muchiilor segmenţilor, a pistoanelor şi ovalizarea neuniformă a cilindrilor pe toată lungimea lor, uzarea rapidă a fusurilor manetoane ale arborelui cotit.
Griparea sau topirea cuzineţilor din lagăre au unele cauze comune: ungerea insuficientă, uzură mare. deci joc depăşit între fus şi cuzinet, material de antifricţiune necorespunzător, supraîncălzire. Alte cauze ca: amestec carburant necorespunzător, avans prea mare la aprindere (detonaţii), supraturarea sau suprasarcina îndelungată duc la topirea cuzineţilor.
Se poate preîntâmpina dacă sesizarea zgomotului specific (bătăi înfundate, mai ales .la rece ce se înteţesc la accelerare) sau indicaţiile manometrului de ulei (presiune scăzută) se observă la timp.
Remedierea: demontarea ambielajului, constatarea stării fusului maneton respectiv (culoarea schimbată, indică decălirea); dacă e în stare normală, se curăţă resturile de material de antifricţiune şi se înlocuieşte cuzinetul cu un altul de cotă corespunzătoare.
Ruperea arborelui cotit, un fenomen mai rar, are drept cauze: uzarea excesivă în lagăre, solicitări la încovoiere sau răsucire datorate necoaxialităţii lagărelor, detonaţii puternice, lipsă de ungere. Urmarea poate fi foarte gravă:
25
spargerea blocului motor, a unora dintre cilindri şi grupuri piston-bielă. sau chiar a tuturor grupurilor.
Remedierea se face numai în atelier (automobilul fiind remorcat) şi constă în demontarea completă a motorului, controlul minuţios al tuturor organelor componente, înlocuirea celor defecte, înlăturarea cauzelor şi asamblarea corectă.
Repararea mecanismului bielă-manivelăRepararea mecanismului bielă-manivelă se face cu ocazia reviziilor,
reparaţiei accidentale sau reparaţiilor curente ale automobilului. Sunt reparaţii de mai mare amploare şi cuprind: înlocuirea pistoanelor, repararea bolţurilor de piston, înlocuirea segmenţilor, repararea bielelor, repararea arborelui cotit. înlocuirea semicuzineţilor.
Înlocuirea pistoanelor se execută după demontarea chiulasei şi curăţirea de calamina depusă.
Fiecare piston este adus la PME. prin rotirea arborelui cotit: se desface ca-pacul bielei, se ridică ambielajul până iese prin partea superioară sau inferioară a cilindrului (după tipul construcţiei) şi se prinde capacul la loc cu şuruburile de bielă, în 2-3 spire.
Dacă este o revizie se face marcarea pistoanelor cu vopsea cu numărul corespunzător bielelor, pentru a asigura remontarea ambielajului în acelaşi cilindru.
Se demontează apoi: segmenţii. siguranţele bolţurilor (care nu vor mai ti reutilizate) şi în sfârşit bolţurilor. cu ajutorul dispozitivelor extractor sau.la o presă hidraulică, pentru evitarea distrugerii ambielajelor. Pistoanele care sunt curăţate de calamina depusă (pentru canalele segmenţilor folosindu-se un dis-pozitiv special), apoi se spală cu un solvent.
Se face constatarea uzurii prin măsurări. Cauzele uzurilor pot fi: presiunea mare a segmenţilor. datorită pătrunderii gazelor, îndeosebi la segmentul supe-rior, ceea ce duce la uzura pereţilor laterali şi canalelor de segmenţi, cocsarea segmenţilor prin arderea uleiului (la temperaturi ridicate) şi deci frecarea uscată a pistoanelor cu cilindrii, utilizarea unor carburanţi şi lubrifîanţi de calitate infe- rioară, rodaj necorespunzător al motorului.
Pistoanele uzate nu se repară ci se înlocuiesc fie cu altele noi, fie,, dacă este posibil, cu altele vechi, dar la cota de reparaţie impusă, marcată pe ele din iabricaţie.
Pistoanele sub cota de reparaţie cu: deformări sau rupturi ale pragurilor dintre segmenţi, spongiozităţi, canalele segmenţilor lărgite, uzurii excesive ale bosajelor se înlocuiesc.
Jocul se calculează prin diferenţa dintre dimensiunea alezajului, măsurată cu ceasul comparator şi cea a diametrului pistonului, determinată cu mi- crometrul în partea inferioară (mantaua sau fusta pistonului).
26
Conicitatea pistonului este realizată din construcţie la valoarea corespun-zătoare.
Repararea bolţurilor de piston se execută numai la cele cu uzuri mici pe suprafeţele de contact dintre umerii pistonului şi piciorul bielei. Acestea pot fi cauzate de: frecările normale şi anormale, micşorarea durităţii în stratul superficial, ca urmare a supraîncălzirii, materialul necorespunzător al bolţului sau bucşei de bielă, nerespectarea jocurilor de montaj.
Verificarea se execută prin măsurarea bolţurilor şi alezajelor din umerii pistoanelor şi bucşelor de bielă de la acelaşi set motor, controlând jocurile admise; de asemenea se verifică conicitatea şi rivalitatea bolţurilor de bielă. Când cotele sunt depăşite, se recondiţionează, dacă nu se schimbă, pistoanele şi bielele.
Operaţia se poate realiza prin metodele:- rectificarea la o treaptă de reparaţie, conjugându-se cu un piston nou cu alezajele corespunzătoare dimensiunilor (mai mici);- cromare dură (rectificare-cromare-rectificare) la cota nominală:- majorarea diametrului prin refulare la cald (preîncălzire-refulare dirijată în bucşe de ghidare-tratare terinică-rectificare Ia cota nominală).
Rectificarea se face pe maşini de rectificat fără vârfuri, pe o adâncime care să nu depăşească stratul superficial durificat.
Înlocuirea cu bolţuri recondiţionate se face ţinând cont de treptele de reparaţie.
Când se înlocuiesc şi pistoanele se alezează corespunzător, iar la înlocuirea bielelor se presează bucşe noi care se alezează. Se înlocuiesc bolţurile uzate excesiv, cu praguri sau imprimări, fisurate, sau cu pete şi culori de revenire. Siguranţele bolţurilor de piston se înlocuiesc, pentru că îşi pierd caracteristicile de elasticitate.
Înlocuirea segmenţilor se impune ori de câte ori se demontează ambielajul motorului, pentru că nu se mai pot remonta în poziţia iniţială, ceea ce conduce la jocuri mărite şi deci scăpări de compresie şi consum exagerat de combustibil şi ulei. De asemenea, se înlocuiesc la uzarea excesivă, ceea ce se constată prin măsurarea fantei şi jocului în canalele din piston.
Cauzele uzurii: frecarea normală cu cilindrii şi în canalele pistonului, erozi-unea anormală datorată impurităţilor din amestecul carburant sau ulei, montaj necorespunzător, cocsarea.
Remedierea constă în înlocuirea cu alt set de segmenţi la cota nominală sau de reparaţie corespunzătoare.
Repararea bielei se face după demontare, curăţire cu un solvent şi un control minuţios.
Defecţiunile posibile ce apar sunt: încovoierea şi torsionarea tijei, micşorarea distanţei L dintre axele piciorului şi capului bielei, uzarea bucşei de bielă şi a locaşurilor ei. uzarea cuzineţilor şi locaşurilor lor, uzarea laterală a capului bielei, uzarea şuruburilor de bielă.
27
Încovoierea şi torsionarea se constată prin verificare cu un dispozitiv special; axele capului şi piciorului trebuie să fie în acelaşi plan şi paralele (abaterea maximă 0.03-0,05 mm la 100 mm lungime).- Biela deformată se îndepărtează cu o presă în cazul încovoierii sau cu dispozitiv tip menghină (în cazul răsucirii). - Micşorarea distanţei dintre axele piciorului şi capuluj bielei se reface prin alezarea locaşurilor din picior şi capul bielei şi montarea bucşei de bielă şi a cuzineţilor corespunzători.
Dacă distanţa depăşeşte anumite limite se rebutează biela.Bucşa de bielă şi locaşul ei uzate se repară astfel:
- se depresează bucşa veche, se montează o alta prin presare şi se face alezarea la treapta de reparaţie cerută, cu alezor reglabil sau cu o maşină de alezat biele. Aceasta va fi conjugată cu bolţ la treapta de reparaţie respectivă. Ovalitatea şi conicitatea admise sunt de 0,005 mm:- locaşul bielei uzat se alezează şi se montează o altă bucşe cu diametrul exterior majorat.
Cuzineţii uzaţi se înlocuiesc cu alţii de treapta de reparaţie corespunzătoare.
Uzura locaşului pentru semicuzineţi necesită: alezarea locaşului şi montarea de semicuzineţi cu diametrul exterior majorat (eventual nefinisaţi la interior). care se alezează apoi la treapta de reparaţie. Când bielele au capace lipite se frezează suprafeţele de alezare pe o adâncime de 0,25 mm, după care se face alezarea.
Biela cu uzură laterală a capacului se recondiţionează prin îndreptarea su-prafeţelor şi folosirea unor cuzineţi cu lăţime mai mare, în cadrul treptei de reparaţie.
Şuruburile deteriorate se înlocuiesc cu altele noi, inclusiv sistemul de asigurare.
înlocuirea bielei se face când are: fisuri sau rupturi, distanţa mărită între axele piciorului şi capul bielei, lăţimea capului mic sau mare sub limită, alezajul bucşei de bielă depăşit, deformări ale capacului.
După reparare, bielele se sortează pe grupe de greutate şi dimensiuni.Repararea arborelui cotit. După o funcţionare îndelungată, apar
defecţiuni, ca: încovoierea şi torsionarea, uzarea fusurilor (ovalitate şi conicitate), uzarea canalului de pană, uzarea locaşului bucşei arborelui primar, uzarea filetului pentru rac, uzarea orificiilor filetate de la flanşa de fixare a volantului, modificarea lungimii fusurilor de bielă şi a fusului palier, bătaia frontală a flanşei de prindere a volantului.
După demontare, se curăţă în solvent, se desfundă canalele interioare de ungere, se suflă cu aer apoi se supune controlului.
Vizual, se observă starea suprafeţei fusurilor şi filetelor: loviturile, zgârie-turile superficiale se înlătură cu o piatră abrazivă de granulaţie foarte fină, iar cele accentuate constatate prin feroflux, numai prin rectificare.
28
Se controlează încovoierea şi torsionarea pe o placă de control, arborele aşezându-se pe două prisme (pentru a putea fi rotit), iar cu ceasul comparator plasat la fusul central se verifică încovoierea; aceeaşi verificare se execută şi la flanşa arborelui pe circumferinţă; pentru torsionare, verificarea cu comparatorul se execută în partea frontală a flanşei.
Determinarea ovalităţii şi conicităţii fusurilor se face cu micrometrul, stabilindu-se şi treapta de reparaţie (egală pentru manetoane sau paliere, ţinându-se cont de cel mai uzat fus).
Controlul arborelui cotit cu ceasul comparator: 1 - placa de control, 2 – prisme, 3 – arbore, - flanșa arborelui cotit: 5 - controlul
încovoierii (la palierul central şi pe circumferinţa flanşei), 6 - controlul torsionării (pe lata frontală a flanşei).
Încovoierea şi răsucirea se înlătură prin: îndreptarea arborelui cotit la rece. cu o presă hidraulică, arborele fiind sprijinit pe două prisme. Abaterea admisă este de 0.005 mm pentru autoturisme şi de 0.02-0.05 mm pentru autocamioane.La arborii cotiţi din fontă nodulară îndreptarea se face numai când săgeata are valoare mică.
Uzarea fusurilor (ovalitatea şi conicitatea) este cauzată de: acţiunea forţelor centrifuge, frecarea cu suprafeţele cuzineţilor, impurităţi în uleiul de ungere, linie de arbore înclinată (care provoacă îndeosebi conicitate).
Fusurile manetoane au în general, o uzură mai mare faţă de paliere; de obicei. fusul palier central este mai uzat din cauza dezechilibrului dat de volant.Remedierea constă în rectificarea fusurilor pe maşini de rectificat arbori cotiţi, la treapta de reparaţie corespunzătoare. Fusurile paliere se rectifică, respectând coaxialitatea lor.
Rectificarea arborelui cotit:a - rectificarea fusurilor paliere; b - rectificarea fusurilor manetoane; 1 -
arbore cotit; 2 - flanşă fixare arbore; 3 - vârfuri prindere arbore; 4 - discul abraziv; 5 - maşina de rectificat
29
La palierul principal (de mijloc), se va menţine în limitele toleranţelor lăţimea (pentru a respecta jocul axial indicat al arborelui cotit), cât şi raza de curbură (evitând suprasolicitări de arbori sau cuzineţi). În timpul rectificării, o instalaţie specială a maşinii stropeşte fusurile cu jet continuu de soluţie cu 5% sodă caustică.
Rectificarea finală este de finisare, iar lustruirea se face cu un disc cu pânză îmbibată cu pastă de rodat sau cu pânză abrazivă foarte fină. Orificiile de ungere se teşesc la margine, canalele se spală şi se suflă cu aer comprimat.
Se trece la verificarea rectificării: măsurarea fusurilor, neadmiţând abateri peste limitele normale la concentricitate, conicitate şi ovalitate, bătăi radiale ale fusurilor în raport cu axa fusurilor paliere, rugozitatea, duritatea.
În final, se fac echilibrarea dinamică a arborelui cotit, şi echilibrarea statică împreună cu volantul şi ambreiajul.
Când rectificarea arborilor a atins cota maximă, se recondiţionează prin majorarea diametrului fusurilor, folosind juna din metodele:- metalizarea cu aliaje dure, apoi rectificare şi lustruire:- încărcarea prin sudare în mediu gazos de protecţie (75% argon şi 25% CO:);- încărcarea prin vibrocontact cu electrozi care se pot căli, apoi rectificare şi lustruire:- cromare poroasă, rectificare, lustruire.
Canatul de pană uzat se încarcă cu sudură prin vibrocontact şi se frezează un altul decalat cu 90°.
Locaşul bucşei arborelui primar uzal se recondiţionează prin deplasarea bucşă de bronz şi montarea alteia cu diametrul exterior majorat.
Dacă este rulment, atunci acesta se extrage, se alezează locaşul, se presează o bucşe cu strângere de 0.07-0.10 mm, după care se alezează la cota nominală şi se montează rulmentul.- Se mai poate remedia şi prin utilizarea unui rulment cu diametrul exterior majorat prin cromare dură.
Filetele uzate se refac la trepte de reparaţie.Bău aia frontală a flanşei se înlătură o dată cu îndreptarea arborelui.Rebutarea arborelui are loc când: prezintă fisuri, crăpături pe fusuri care
nu dispar la rectificare, diametrul fusurilor este sub cotă minimă, lungimea fusurilor este peste limită, prezintă răsucire, crăpături, rupere.
înlocuirea semicuzineţilor arborelui cotit se face când motorul este demontat, pentru a se putea efectua măsurători ale fusurilor şi semicuzineţilor şi constata abaterile faţă de jocurile prescrise.
La paliere, măsurarea se face cu micrometrul de interior sau cu comparator, iar semicuzineţii (după scoaterea arborelui) se montează cu capacele respective, şuruburile fiind strânse cu cheia dinamometrică la momentul prescris.
30
Prin calcule, se constată jocurile şi treapta de reparaţie, ţinând cont şi de uzura şi abaterea de la forma cilindrică a fusurilor.
Semicuzineţii se înlocuiesc cu alţii noi. la treapta de reparaţie corespun-zătoare diametrului rectificat al fusurilor; aceştia se montează în locaşuri, se aşează arborele şi se strâng capacele pentru verificarea respectării jocurilor de montaj şi a suprafeţei de contact a fusurilor cu semicuzineţii, precum şi a rotirii uşoare a arborelui. Numai după această probă se finalizează montajul, şuru-burile capacelor de la lagărele paliere strângându-se la momentul indicat.
La biele, procedeul este asemănător, verificarea facându-se pentru fiecare semicuzinet în parte. Marcarea semicuzineţilor se face pe trepte de reparaţie dimensională Suprafaţa stratului de material de antifricţiune al semicuzineţilor trebuie să corespundă cerinţelor: să nu prezinte impurităţi, să nu aibă zgârieturi, urme de gripaj sau exfolieri (datorită ungerii incorecte), să nu aibe porţiuni lustruite (datorită apăsării anormale), să nu se observe material suprapus sau exfolieri datorită oboselii sau ruperii.
Înlocuirea semicuzineţilor se face când nu mai corespund treptelor de reparaţie, suprafaţa interioară este deteriorată sau proeminenţele de fixare în locaş sunt distruse, ca urmare a rotirii în lagăr.
Ca măsură de protecţie a muncii la repararea mecanismului motor, se im-pune folosirea sculelor şi dispozitivelor adecvate. în bună stare; pentru manipularea pieselor grele se vor folosi mijloace mecanizate.
Depresarea şi asamblarea agregatelor se vor face numai cu prese universale sau speciale.
Muncitorii din acest sector trebuie să fie buni cunoscători ai proceselor tehnologice, pentru a evita eventualele pericole de accidentare.
2.3. Montarea motorului
După fabricarea sau recondiţionarea pieselor, se trece la montarea subansamblurilor, după care se face asamblarea generală a motorului. Aceasta după un control minuţios al componentelor şi sortarea lor pe grupe dimensionale (respectând toleranţele admisibile) şi curăţirea lor cu ajutorul aerului comprimat. Montarea se poate realiza pe echipe specializate (la sistemul în serie), sau pe echipe generale (la sistemul de montaj individual, folosit în ateliere mici). In principiu se procedează astfel:
Grupurile piston-segmenţi-biele. pentru motorul respectiv, se realizează prin presarea bolţurilor de articulare a pistoanelor cu bielele, ţinând cont de modul de Fixare (flotant când are bucşă de bronz, sau fix în piciorul bielei), asigurându-le la capete după caz cu siguranţe seger: segmenţii se aşază în canalele lor cu ajutorul cleştelui special (orientând fantele cu decalajul unghiular impus): cuzineţii din cota respectivă, se vor asambla în capul bielelor. înainte de articularea bolţurilor. împreună cu fusurile corespunzătoare ale arborelui cotit, asigurându-le serajul la montaj, respectând ordinea lor. dacă au mai fost folosite. Toate suprafeţele se vor pelicula cu un strat de ulei.
31
în prealabil, pentru ungerea lor şi micşorarea frecărilor, dând posibilitatea unui ajustaj reciproc între piesele conjugate (prin câteva mişcări oscilatorii).
Când arborele cotit este demontabil, se realizează ambielajele. împreună cu bielele, asamblând şi rulmenţii sau cuzineţii pe fusurile manetoane. iar când este cazul şi rulmenţii fusurilor paliere: acesta se montează în secţii speciale, după care se face echilibrarea dinamică pe maşini. Urmează apoi articularea bielelor cu pistoanele, prin bolţuri şi aşezarea segmenţilor în canale.
Arborele cotit se probează în lagărele sale. prin blocul motor, asigurând serajul cuzineţilor, înainte de asamblarea generală.
Ansamblul chiulasei se realizează prin presarea ghidurilor şi montarea supapelor, ţinând cont de destinaţie (admisie sau evacuare) apoi arcurile şi se asigură cu talerele şi siguranţele respective; urmează culbutorii cu axele şi arcurile distanţiere pe suporturile lor: se completează, după caz, cu terniostat, capace cu traductoare de temperatură a apei, colectoare de admisie şi evacuare cu garniturile lor.
Celelalte subansambluri, pompa de apă. pompa de benzină şi de ulei (după montare), se probează pentru verificarea etanşării şi presiunii de lucru pe standuri speciale.
Carburatorul, sau pentru MAC pompa de injecţie şi injectoarele se asamblează şi probează pe ştanduri. în secţiile de specialitate.
Instalaţiei electrică, aferentă motorului (aprinderea, pornirea, alternatorul) se pregăteşte în atelierul specializat, inclusiv probele funcţionale de stand.
Urmează montajul general:- blocul motor, se fixează pe suportul special (ce permite rotirea axială):
când cilindrii motorului sunt amovibili, aceştia se aşează în locaşurile lor. asigurând etanşarea şi supraînălţarea prin inelele respective;
- se asamblează apoi arborele cotit cu lagărele paliere (ambielajul la arborele demontabil):
- idem arborele cu came;- urmează montarea grupurilor piston-segmenţi-biele în cilindri;
(segmenţii se strâng în colier special la introducerea pistoanelor în cilindri, evitând astfel ruperea lor): se fixează capacele bielelor cu cuzineţi, prin şuruburi, cu strângerea cu cheia dinainometrică. la momentul prescris, ca şi lagărele paliere, asigurându-le prin sistemul original (cele actuale sunt cu autostrângere. dar se folosesc şuruburi sau piuliţe noi, la fiecare reparaţie);
- se asamblează pompa şi baia de ulei. cu garniturile respective;- se roteşte blocul şi se montează pinioanele şi lanţul (curelele dinţate) de
la comanda mecanismului de distribuţie, (respectând schema de punere la punct), întinzătoarele şi capacul după care urmează tacheţii şi tijele împingătoare:
- se aşajă ansamblul chiulasei, prin intermediul garniturii, iar strângerea şuruburilor şi fixarea ei pe bloc, se va face numai cu cheia dinainometrică. începând de la mijloc spre exterior, în cruce;
32
- se montează volantul, folosind şuruburi noi cu autostrângere şi capacul respectiv, apoi fulia racul de antrenare al arborelui cotit:
- urmează asamblarea pe blocul motor, a pompelor de apă, combustibil, carburatorul (la MAC pompa de injecţie, injectoarele şi conductele de joasă şi înaltă presiune ţinând cont de ordinea de injecţie), filtrele de combustibil şi ulei, radiatorul de ulei, ventilatorul (eventual compresorul de aer):
- instalaţia de aprindere (la MAS) se montează fixând bujiile de valoarea termică corespunzătoare, în locaşurile din chilasă, delcoul în locaşul lui (respectând punerea ia punct), bobina de inducţie, conductoarele de joasă şi înaltă tensiune. La MAC se montează şi sistemul de favorizarea pornirii la rece (bujii incandescente cu conductoarele lor sau termostartere):
Se menţionează că acestea se asamblează, după rodajul la rece al motorului (ca şi injectoarele şi conductele de legătură) pentru a se evita deteriorarea lor:
- se reglează jocul culbutori-supape, apoi se montează capacul chiulasei cu garnitura lui.
În final se fac completări cu celelalte elemente complementare inclusiv a furtunurilor de cauciuc sau material plastic (strânse cu coliere) pentru circulaţia lichidelor.
Se reaminteşte că la orice asamblare ale componentelor conjugate se ung în prealabil suprafeţele lor, cu o peliculă de ulei; sau după caz, cu unsoare consistentă.
Nu se vor folosi şuruburi, piuliţe, pene, ştifturi sau alte elemente de asamblare deformate sau deteriorate.
2.4. Rodajul motorului
Motorul termic, după asamblare, necesită operaţia de rodaj, indiferent că este nou sau reparat. Necesitatea rodajului este impusă de corectarea su-prafeţelor de contact ale pieselor în mişcarea relativă, deci de ajustare reciprocă a asperităţilor rezultate din prelucrările mecanice şi corectarea formei lor geometrice, micşorând presiunile specifice de contact. Totodată, se verifică calitatea montajului sau reparaţiei (evitându-se supraîncălzirile locale şi gripările); se depistează eventualele defecţiuni care se înlătură. Se măreşte fiabilitatea motorului în urma unui rodaj corespunzător.
Durata de rodaj optimă se alege astfel încât să fie cât mai redusă, dar să se realizeze condiţiile tehnice impuse.
Rodajul se execută pe standuri speciale şi se continuă pe parcurs. în deplasarea cu autovehiculul.
Standurile pot fi cu frâne mecanice, hidraulice sau electrice. In practică, se utilizează standul (bancul) hidraulic, care se bazează pe principiul unei rezis-tenţe hidromecanice, produse prin antrenarea de către motor a unui rotor cu palete în interiorul statorului său (de asemenea, cu palete) în care s-a introdus apă; această rezistenţă încarcă progresiv motorul termic în funcţie de
33
cantitatea de apă introdusă şi centrifugată de către frâna hidraulică pe timpul rodajului.
În principiu, rodajul se execută pe banc în trei etape: la rece, la cald în gol şi la cald în sarcină progresivă, după care se fac probe şi încercări funcţionale şi de performanţă timp de 10 min, în unele cazuri, se aplică numai rodajul la cald.
Reducerea timpului de rodaj se obţine prin diverse metode, ca: acoperirea suprafeţei pistoanelor şi segmenţilor cu staniu sau plumb, utilizarea uleiurilor aditivate cu grafît coloidal. bisulfură de molibden sau cu sulf şi altele.
Standul de rodaj este format din: frâna hidraulică 2, instalaţia de determinarea forţei de frânare 11 şi a turaţiei 12, instalaţia de apă 7, instalaţia de alimentare şi măsurare a consumului de combustibil 8-10, instalaţia de evacuare a gazelor şi de ventilare, aparate de măsurat şi control.
Bancul mai este dotat cu un suport 1 pentru motorul de rodaj un motor electric 6, de antrenare a motorului termic în timpul rodajului la rece, care tre-buie să aibe o putere de 10-15% din puterea nominală a acestuia şi un reductor sau variator de turaţii 5, cu arbore de antrenare.
Standul de rodaj al motorului:1 -suport motor: 2 - frână hidraulică: 3 - suportul frânei: 4 - motor: 5 —
reductor (variator) turaţie, 6 - motor electric: 7- instalaţie de alimentare şi evacuare a apei. pentru frâna hidraulică: 8 —rezervor combustibil: 9 - robinet cu trei căi, 10- vas gradat pentru determinarea consumului de combustibil, 11 — dinamometru (pentru determinarea forţei de frânare), 12 - turometru: 13 -
fundaţie stand rodaj cu suspensie de amortizare.Rodajul la rece se execută antrenând motorul termic cu ajutorul
electromotorului cu care este dotat standul; în prealabil, va fi alimentat cu lubrifianţi corespunzători (uleiuri cu grafit coloidal) şi racordat la instalaţia de apă şi de evacuare a gazelor.
Se începe cu turaţie mică (aproximativ turaţia de ralanti), apoi va fi mărită în trepte, pe durate de timp indicate, specifice tipului de motor.
Pe tot timpul rodajului (20 min), se verifică presiunea şi temperatura apei şi uleiului (50...80°), etanşeitatea îmbinărilor, gradul de încălzire a suprafeţei organelor în mişcare (prin palpare), depistarea zgomotelor şi bătăilor anormale.
34
După rodaj, se goleşte lubrifiantul, pentru evacuarea particulelor metalice rezultate.
Rodajul la cald în gol se execută după ce s-au montat toate anexele motorului, s-au verificat reglajele subansamblurilor, s-a făcut alimentarea cu lubrifianţi şi s-au montat racordările la instalaţia de alimentare, de apă, de evacuare a gazelor arse şi aparatele de măsurat şi control.
Cu motorul în funcţiune, se face rodarea la diverse trepte de turaţie, prin acţionarea progresivă a clapetei de acceleraţie a carburatorului, respectiv prin tija de variaţie a debitului de combustibil la pompa de injecţie (MAC).
Timpii pentru treptele respective de turaţie sunt prestabiliţi, pentru fiecare tip de motor.
În timpul rodajului (30 min), se urmăresc: buna funcţionare a motorului, etanşeitatea instalaţiilor de ungere, alimentare, răcire, presiunea uleiului (peste 2,5 bar), temperatura uleiului şi apei de răcire (70...85°C).
Se depistează şi se înlătură orice eventuală anomalie funcţională (zgomote, defecţiuni, încălziri excesive ale suprafeţei pieselor în mişcare), după care se continuă rodajul.
Rodarea la cald în sarcină progresivă se execută după cuplarea cu frâna hidraulică. Motorul, în timpul funcţionării, este încărcat progresiv prin variaţia cantităţii de apă, obţinându-se rezistenţa hidraulică ce supune motorul la sarcină.
Pe timpul rodajului (30 min), se fac aceleaşi verificări ca şi la rodajul la cald în goi şi, în plus, se urmăresc: turaţia, puterea şi cuplul motor, gradul de fum, temperatura gazelor evacuate, stabilitatea funcţională a motorului prin întreruperea succesivă a bujiilor (MAS) sau alimentării injectoarelor (MAC).
Încercarea şi recepţia motorului se fac după terminarea tuturor fazelor de rodaj, cu scopul de a se verifica calitatea montajului şi a reparaţiei.
Timpul pentru aceste probe este de 10 min şi se verifică: funcţionalitatea motorului, presiunea uleiului 4-6 bar, temperatura apei şi uleiului (80...95°C), temperatura apei de ieşire din frâna hidraulică, forţa de frânare corespunzătoare puterii nominale a motorului la turaţia maximă, consumul de combustibil gravimetric (în kg/h) şi consumul specific de combustibil (în kg/kWh), pornirea uşoară.
Dacă performanţele motorului nu corespund, se înlătură defecţiunile, eventual prin înlocuirea unor piese (pistoane, segmenţi, cuzineţi etc.). după care se repetă rodarea şi încercarea.
După montarea pe automobil, rodajul motorului se finalizează pe un par-curs de 1 500-2 000 km.
Pentru prelungirea duratei de funcţionare a motorului, prin reducerea frecărilor şi protecţia antocorosivă, după rodaj, se poate aplica tratamentul cu produse speciale adăugate în uleiul de ungere, în proporţie de 20% din capaci-tatea băii de ulei. Ele conţin particule de PTFE (teflon), substanţe activante şi inhibitori, care sunt vehiculate de uleiul din circuitul de ungere şi se depun pe
35
suprafeţele metalice într-o peliculă de 0,001-0.002 mm, reducând frecările (în special între suprafeţele grupurilor piston-segmenţi-cilindri. sau arbori cotiţi şi cu came. în lagărele lor) îmbunătăţind şi proprietăţile anticorosive.
Substanţele acestea se pot adăuga şi în uleiurile din celelalte subansambluri ale automobilului (cutie de viteze, grup diferenţial, reductoare etc.). conferindu-le aceleaşi proprietăţi. Prin aceasta se prelungeşte durata de utilizare a automobilului. fără reparaţii la 120 000-150 000 km.
Tratamentul acesta se face o singură dată în această perioadă, după rodaj (după un parcurs de 5 000-6 000 km), o dată cu schimbul de ulei şi a filtrului.
Celelalte schimburi de ulei se succed în mod normal la periodicităţile prescrise.
36
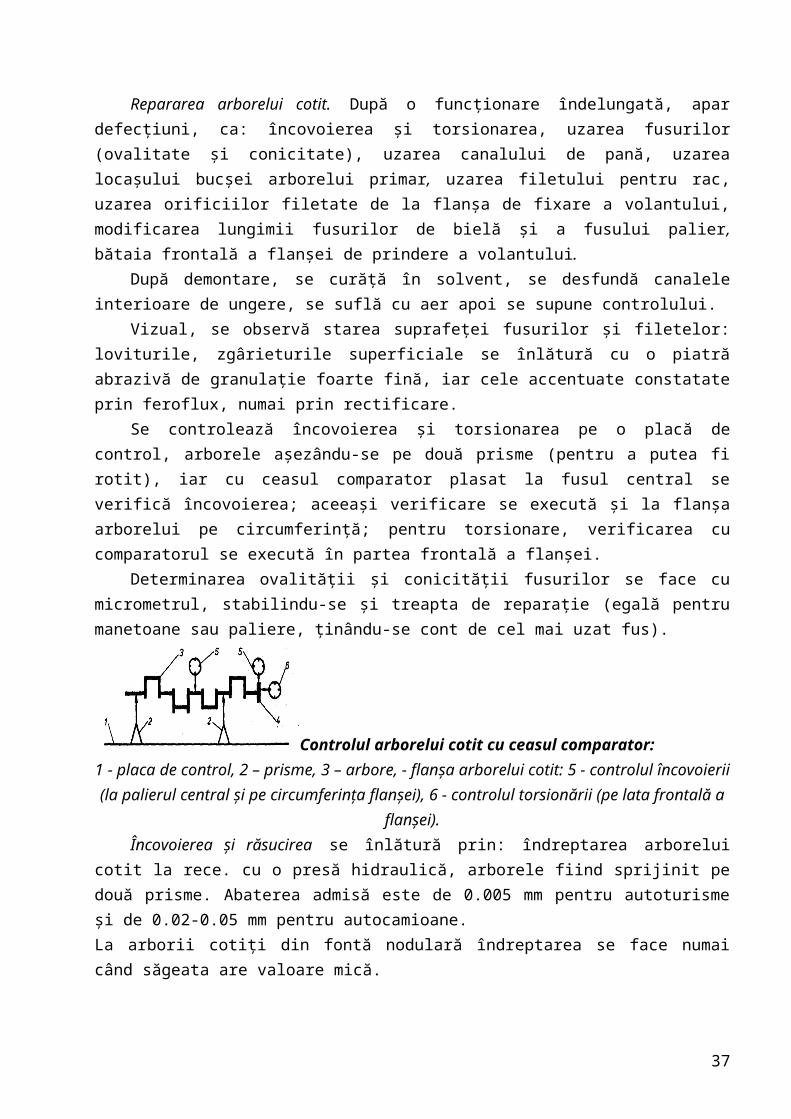
3. Principalele norme de protecţie a muncii la lucrările de întreţinere, reparaţii şi montaj ale
motoarelor cu ardere internă
3.1. Lucrări de ajustaj, lăcătuşerie, montaj
• Bancurile de lucru trebuie să fie stabile,bine fixate pe pardoseală şi să aibă dimensiunile corespunzătoare operaţiilor care se execută şi înăltimea potrivită
• Menghinele de banc vor fi bine fixate la o înălţimecare să asigure muncitorului o poziţie comodă de lucru
• Uneltele de mână trebuie să aibă mâner de lemn de esenţă tare fără noduri, să nu fie sparte etc
• Zilnic ,înainte de începerea lucrului maistrul sau şeful de echipă va controla dacă uneltele corespund condiţiilor.
• Este interzis ca în timpul lucrului să se aşeze uneltele pe treptele scărilor mobile,schele,tablouri etc.Muncitorul care execută astfel de lucrări şi este obligat a lăsa sculele din mână trebuie să aibă buzunare speciale sau trusă pentru păstrarea uneltelor.
3.2. Demontări, montări, reparaţii
• La demontarea,repararea şi montarea motoarelor cu ardere internă, echipa respectivă va lucra sub conducerea unui maistru sauşef de echipă bine instruit,asupra normelor de protecţie a muncii şi bine pregătit asupra operaţiilor ce i se încredinţează
• Uneltele utilizate de echipe de reparaţii cum şi dispozitivele de ridicat (vinciuri,macarale etc.)trebuie să fie în perfectă stare. Ele vor asigura muncitorului o poziţie comodă de lucru
• Înainte de punerea în funcţiune a unui motor montatsau reparat se va controla cu atenţie dacă toate uneltele care au servit la reparaţie au fost înlăturate
3.3. Rodarea şi încercarea motoarelor
• Pentru asigurarea condiţiilor optime de muncă la atelierul de probe şi rodări trebuie luate următoarele măsuri:
37
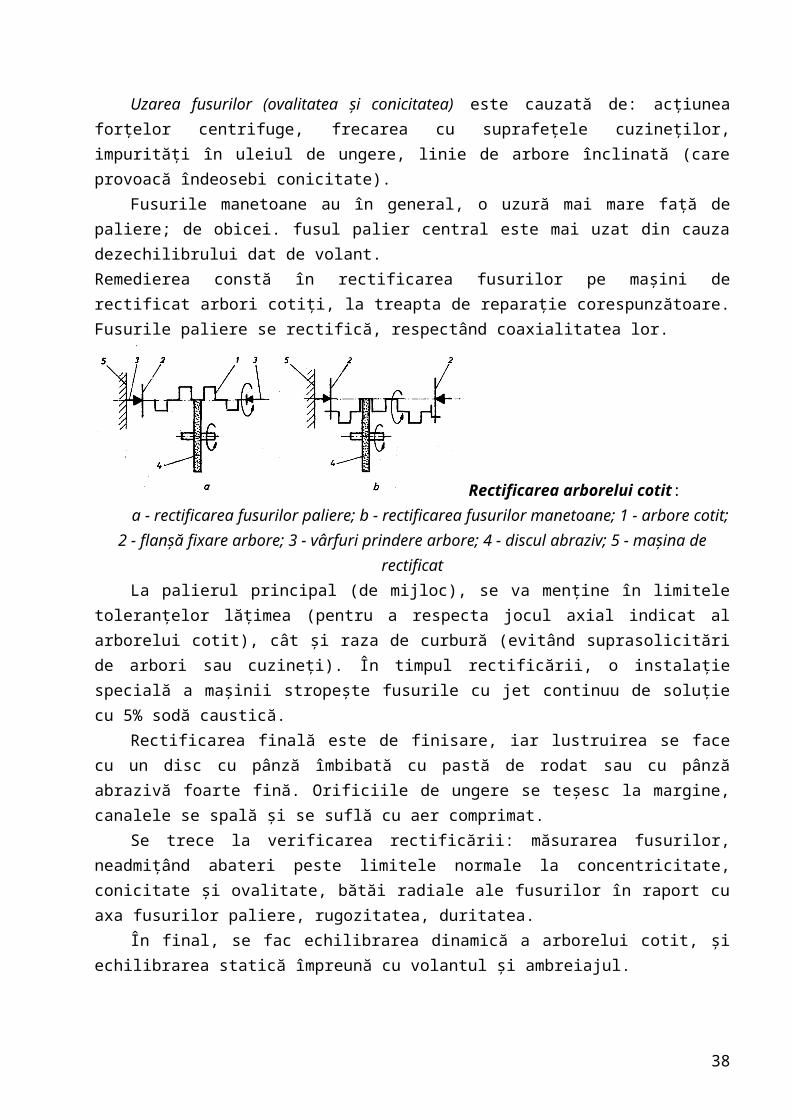
Să se asigure încăperi adecvate în care bancurile de probe vor fi astfel instalate încât să evite spaţiile înguste care ar putea împiedica circulaţia muncitorului şi transportul materialului
Să se asigure iluminarea suficientă a atelierelor şi vopsirea pereţilor în culori deschise pentru a mări luminozitatea
Ventilaţia atelierului de probe trebuie asigurată cu exhaustoare suficient de puternice pentru a asigura o curătenieperfectă a atmosferei
Aparatele de ridicat (macarale,monoraiuri)trebuie verificate periodic din punct de vedere al rezistenţei şi ţinute în condiţii tehnice perfecte
Atelierul de probe şi rodări trebuie înzestrat cu cărucioare speciale pentru transportarea motoarelor şi a părţilor componente ale acestora
Motoarele electrice ale frânelor sau ale celorlalteutilaje electrice vor fi legate în mod obligatoriu la pământ ,pentru a evita pericolul de electrocutare
În afara celor arătate, întreprinderea trebuie să verifice periodic prin control medical, sănătatea tuturor muncitorilor caredeservesc atelierul de probe şi să pună la dispoziţia acestoraechipamentul de protecţie prevăzut de regulamentul în vigoare.
3.3. Impactul emisiilor automobilelor asupra sănătăţii
Automobilele, pe lângă beneficiile de necontestat aduse societății umane, au și dezavantaje. Poluează mediul și sunt zgomotoase. În ultimul secol automobilele și utilizatorii acestora sunt răspunzătoare pentru milioane de morți premature și vătămări mai ales a celora care trăiesc în mediile urbane supraaglomerate.
Drumurile parcurse de automobile au ajuns să facă parte din peisajele naturale, suprafețe importante de grădini și spații verzi au fost transformate în parcări și garaje.
Pe lângă poluarea aerului cu substanțe chimice nocive automobilele au și un impact negativ asupra fundațiilor clădirilor. Automobilele poluează și după ce nu mai sunt utilizate, în principal datorită uleiului de motor și a acidului de baterie deversate în natură. Anvelopele uzate constituie de asemenea un element care poluează mediul.
Automobilul clasic, cu motor cu ardere internă, este şi o sursă de poluare chimică şi sonoră ce dăunează omului şi mediului înconjurător. Poluarea chimică se datorează substanţelor şi compuşilor chimici care se regăsesc în gazele de evacuare ale automobilelor.
38
Marile aglomerări urbane au dezavantajul traficului rutier intens, ce are ca efect concentraţii mari de emisii poluante. Agenţia Spaţială Europeană cu ajutorului satelitului Envisat a reuşit să cartografieze emisiile de dioxid
de azot (NO2) la nivelul Europei.
Se observă cu uşurinţă că ţările cu densitate mare de populaţie (nordul Italiei, Belgia, Olanda) precum şi marile metropole (Paris, Londra), datorită parcului auto şi a traficului intens, suferă de o concentraţie ridicată de emisii poluante.
Tipurile de emisii poluanteÎn funcţie de tipul motorului ce echipează un automobil, benzină sau diesel, gazele de
evacuare conţin substanţe chimice în proporţii diferite. Tipul substanţelor poluante din gazele de evacuare şi sursa principală în funcţie de tipul motorului sunt sintetizate în tabelul următor:
Substanţa poluantă
Tipul motorului Sursa principală / Originea
Hidrocarburile (HC) (+) Benzină(-) Diesel
Ardere incompletă (amestec bogat)Adsorbţia combustibilului pe pelicula de uleiRateuri
Monoxidul de carbon (CO)
(+) Benzină(-) Diesel
Ardere incompletă
Oxizii de azot (NOx) (+) Diesel(-) Benzină
Temperaturi înalte de ardereOxigen în exces (amestec sărac)
Particulele (PM)
(+) Diesel(-) Benzină (doar la motoarele cu injecţie directă)
Ardere incompletă (amestec bogat)
De reţinut că substanţele nocive prezente în atmosferă se încadrează în două grupe, în funcţie de natura provenienţei lor. Astfel avem substanţele primare, în stare gazoasă sau solidă, ce se regăsesc direct în gazele de evacuare ale unui automobil (HC, CO, NOx şi PM) şi substanţe secundare care sunt reprezentate de smogul fotochimic şi smogul umed. Denumirea de smog vin din limba engleză prin combinarea cuvintelor smoke (fum) + fog (ceaţă).
Efectele emisiilor poluante asupra organismului umanHidrocarburile (HC) Sunt substanţe poluante prezente în emisiile
automobilelor caracterizate de toxicitate variabilă în funcţie de compoziţia
39
chimică. Principalele hidrocarburi din gazele de evacuare ale automobilelor sunt benzenul, toluenul şi xilenii.
Benzenul (C6H6) - Este un compus organic incolor, inflamabil şi volatil. Asupra omului are efect hematoxic, afectează sistemul nervos. Inhalarea de doze mici, pe moment, cauzează ameţeli şi dureri de cap. Inhalat în doze puternice poate cauza chiar moartea. Expunerea corpului uman la acţiunea benzenului, pentru o lungă perioadă de timp, poate provoca cancer (leucemie).
Toluen (C7H8) - hidrocarbură aromatică, inflamabilă şi incoloră. Prin inhalare are efecte nocive asupra organismului uman, mai ales asupra sistemului nervos. Prin comparaţie cu benzenul are toxicitatea mai scăzută, nu este cancerigen, dar are efecte halucinogene.
Hidrocarburi Aromatice Policiclice (HAP) - Substanţe deosebit de periculoase cu efect cancerigen şi mutanogen în cazul expunerilor pe termen lung. HAP sunt un grup de peste 100 de substanţe chimice produse datorită arderii incomplete al amestecului aer-combustibil. Expunerea organismului uman la cantităţi semnificative ale acestor compuşi chimici provoacă iritarea ochilor, stări de greaţă şi ameţeală. Expunerea pe termen lung, pe lângă efectul cancerigen, poate provoca afecţiuni ale pielii, ficatului, rinichilor precum şi cataractă.
Monoxidul de carbon (CO) - Este o substanţă chimică în stare gazoasă, incolor şi inodor, care se formează datorită arderii incomplete a substanţelor bogate în carbon (combustibili). Fiind gaz asfixiant are efect toxic asupra organismului. Efectul toxic asfixiant al monoxidului de carbon este datorat combinării acestuia cu hemoglobina. Simptomele intoxicării cu monoxid de carbon sunt durerile de cap, oboseala, ameţelile, tulburările de vedere, vomă, leşinul, comă şi chiar moartea.
Oxizii de azot (NOx) - Se notează convenţional cu NOx şi se referă în principal la monoxidul de azot şi bioxidul de azot.
40
Monoxidul de azot (NO) - Este un gaz incolor, toxic, cu acţiune iritantă asupra mucoasei respiratorii. Expunerea pe termen lung are efect cancerigen asupra organismului uman. Efectul toxic se datorează formării methemoglobina (produs similar cu carbohemoglobina), prin combinaţie cu hemoglobina, ceea ce împiedică schimbul de oxigen dintre ţesuturi şi organele respiratorii.
Bioxidul de azot (NO2) - Gaz de culoare brun-roşcată, toxic, cu miros înţepător. Are efect nociv asupra căilor respiratorii, provoacă iritaţii. Prin combinaţie cu apa formează acidul azotic (ploaie acidă) care are efect devastator asupra mediului înconjurător.
Particulele (PM) - Sunt alcătuite din molecule de carbon care se combină cu alţi compuşi chimici (hidrocarburi, sulfiţi, azotaţi, metale) şi în funcţie de mărime formează fumul negru sau funinginea. Efectele particulelor asupra organismului uman sunt nocive, acestea provocând alergii, iritaţia ochilor precum şi inflamarea căilor respiratorii.
Inhalarea pe termen lung a particulelor are efect cancerigen. Normele de poluare în vigoare (Euro 5) limitează doar cantitatea totală de particule emise. Viitoarele norme de poluare (Euro 6) vizează, pe lângă cantitatea totală de particule, limitarea particulelor de dimensiuni mici (0,1 m) deoarece aceste au un efect toxic mai pronunţat.
Smogul fotochimic - Este o ceaţă cu aspect de fum caracteristică oraşelor cu trafic intens şi condiţii de formare propice. Condiţiile care stau la baza formării smogului fotochimic sunt: umiditate redusă, temperatură mai mare de 20 C şi lumină solară. Pentru formarea smogului fotochimic sunt necesare 13 reacţii chimice înlănţuite iniţiate de monoxidul şi bioxidul de azot apoi de ozon (O3) şi hidrocarburi. Efectele smogului fotochimic asupra corpului uman sunt nocive datorită faptului că provoacă iritaţia căilor respiratorii şi a ochilor.
Smogul umed - Spre deosebire de smogul fotochimic smogul umed se formează în atmosfera cu umiditate ridicată, la temperaturi relativ mici (4 C). Se formează datorită reacţiilor chimice dintre particule, oxizi de carbon şi oxizi de sulf. Are acţiune sufocantă asupra organismului uman.
Datorită efectului toxic şi iritant al emisiilor poluante nu se recomandă pornirea motoarelor termice în spaţii închise. Expunerea, chiar şi pentru o
41
scurtă perioadă de timp, la doze mari ale acestor substanţe poate avea efecte letale!
42
BIBLIOGRAFIE
1. Pavelescu Simona, Osain Angela
— Sisteme mecanice, pneumatice și hidraulice ale automobilului, AUXILIAR CURRICULAR – elaborat prin finanțare Phare în proiectul de Dezvoltare instituțională a sistemului de învățământ profesional și tehnic, noiembrie 2008
2. Gh. Frăţilă, M. Frăţilă, S. Samoilă
— Automobile, cunoaștere, întreţinere și reparare, Editura Didactică și Pedagogică, București, 2007
3. Gh. Frăţilă, M. Frăţilă, S. Samoilă
— Calculul și construcţia automobilelor, Editura Didactică și Pedagogică, București, 1977
4. Viorel Cazan, Vargyas Zsolt
— Curs de legislaţie rutieră, conducere preventivă, mecanică, prim ajutor, Editura Calipso, 2007, Suseni, Târgu Mureș
5. Ion Moţoc, Ion Popescu
— Autobuze cu motoare diesel orizontale, construcţie, întreţinere, exploatare, Editura tehnică, București, 1979
6. Tudor A., Marin I — Ambreiaje și cuplaje de siguranţă cu fricţiune. Îndrumar de proiectare. Institutul Politehnic București, 1985
7. drd.ing.N. Tănase, ing.M. Eremia
— Ghid privind autoevaluarea nivelului de securitate pentru unităţile de reparaţii auto(Elaborat în cadrul Institutului Național de Cercetare – Dezvoltare pentru ProtecțiaMuncii – INCDPM), Ediție: 2002
8. dr.ing.Ş. Pece, ec. A. Dăscălescu
— Ghid privind autoevaluarea nivelului de securitate pentru întreprinderile mici și mijlocii. (Elaborată de Institutul Național de Cercetare – Dezvoltare pentru Protecția Muncii – INCDPM), 2002
9. *** — Notiţe de curs, clasa a IX-a
43