instruciuni tehnice privind îmbinarea elementelor de construcii … · 2016-03-30 · rezisten cu...
TRANSCRIPT
„Instruc�iuni tehnice privind îmbinarea elementelor de construc�ii metalice
cu �uruburi de înalt� rezisten�� pretensionate”,
Indicativ C 133-2014
3
CUPRINS CAPITOL/SUBCAPITOL/PARAGRAF
1. OBIECT. DOMENIU DE APLICARE2. TERMINOLOGIE. SIMBOLURI. DOCUMENTE DE REFERIN��
I. TERMINOLOGIEII. SIMBOLURIIII. DOCUMENTE DE REFERIN��
3. CERIN�E SPECIFICE ÎMBIN�RILOR CU �URUBURI DE ÎNALT�REZISTEN�� PRETENSIONATE4. SISTEME, MATERIALE, DISPOZITIVE
I. SISTEMEII. MATERIALE UTILIZATE PENTRU EXECU�IE
II.1 Materiale pentru elementele îmbinateII.2 Materiale pentru organele de asamblareII.3 Materiale pentru sudur�
III. DISPOZITIVE5. CALCULUL ÎMBIN�RILOR CU �URUBURI DE ÎNALT�REZISTEN�� PRETENSIONATE
I. REZISTEN�A DE CALCUL A DISPOZITIVELOR DE FIXAREINDIVIDUALE
I.1. �uruburiI.2. �uruburi injectate
II. REZISTEN�A DE CALCUL A GRUPURILOR DE ANSAMBLURIDE FIXARE
III. REZISTEN�A DE CALCUL A ÎMBIN�RILOR LUNGIIV. REZISTEN�A DE CALCUL LA LUNECARE
IV.1. Îmbinare solicitat� la trac�iune combinat� cu forfecareIV.2. Îmbin�ri hibride
V. SL�BIREA SEC�IUNII DAT� DE G�URILE PENTRU�URUBURI
V.1. Calculul ruperii în blocV.2. Corniere prinse pe o singur� arip� �i alte elemente îmbinatenesimetric, solicitate la întindereV.3. Corniere de leg�tur�
VI. PRECIZ�RI PRIVIND EFECTUL DE PÂRGHIEVII. DISTRIBU�IA FOR�ELOR ÎNTRE DISPOZITIVELE DEFIXARE, LA STAREA LIMIT� ULTIM�VIII. PROCEDURA DE CALCUL A ÎMBIN�RILOR CU �URUBURIDE ÎNALT� REZISTEN�� PRETENSIONATE
6. FABRICAREA ELEMENTELOR ÎMBIN�RIII. CONDI�II GENERALEII. DEBITARE
II.1. Forfecare �i �tan�areII.2. T�iere termic�II.3. Duritatea suprafe�ei marginilor
III. FORMARE
4
IV. G�URIREIV.1. Toleran�e pentru diametrul g�urilor pentru �uruburiIV.2. Executarea g�uririi
V. DECUP�RIVI. ASAMBLAREVII. PREASAMBLARE UZINAL�VIII. MANIPULARE �I DEPOZITARE
7. MONTAJUL �I RECEP�IA ELEMENTELOR DE CONSTRUC�IIMETALICE �I A LUCR�RILOR DE MONTAJ
I. CONDI�II DE �ANTIERII. METOD� DE MONTARE PE BAZ� DE PROIECTIII. METOD� DE MONTARE FOLOSIT� DE EXECUTANTIV. PROIECTUL TEHNOLOGIC DE MONTAJV. EXECU�IA ASAMBL�RILOR PE �ANTIERVI. MARCAREVII. RECEP�IA LUCR�RILOR DE MONTAJ
8. VERIFICAREA MEN�INERII CALIT��II ÎMBIN�RILOR ÎNEXPLOATARE9. PRODUSE PENTRU CONSTRUC�II FOLOSITE LA REALIZAREAÎMBIN�RILOR10. INSPEC�IA TEHNOLOGIC� �I A ECHIPAMENTELOR LAPUNEREA ÎN OPER�11. SIGURAN�A �I SECURITATEA ÎN MUNC�ANEXA A (informativ�)FI�� DE EVIDEN�� A ÎMBIN�RILOR PRETENSIONATEANEXA B (informativ�)PRECIZ�RI ASUPRA STUDIULUI COMPORT�RII ÎMBIN�RILOR CU�URUBURI PRETENSIONATE, FOLOSIND METODA ELEMENTULUIFINITANEXA C (informativ�)EXEMPLU DE CALCUL - ÎMBINARE CU �URUBURI DE ÎNALT�REZISTEN�� PRETENSIONATE, DE CATEGORIA CANEXA D Referin�e tehnice. Bibliografie.
5
1. OBIECT. DOMENIU DE APLICARE
1.1 Prezentele instruc�iuni tehnice se refer� la proiectarea �i executarea cu �uruburi de înalt� rezisten�� pretensionate, a îmbin�rilor cu eclise, folosite la realizarea construc�iilor metalice (de ex. hale, cl�diri de birouri, spa�ii comerciale, etc.). 1.2 Transmiterea solicit�rilor între elementele îmbin�rii (eclise �i componentele elementelor de construc�ii metalice care se îmbin�) se face prin for�ele de frecare dezvoltate sub înc�rc�ri între suprafe�ele de contact ale acestor elemente, în limitele for�elor de frecare capabile, determinate de preten sionarea �uruburilor la montare. 1.3 Pot fi folosite în calitate de �uruburi pretensionate pentru îmbin�ri structurale de înalt� rezisten�� cu strângere controlat�, numai ansamblurile de �uruburi din grupele 8.8 �i 10.9, conforme condi�iilor din prezentele instruc�iuni tehnice. ,. 1.4 Suprafe�ele de contact ale elementelor îmbin�rii se prelucreaz� pentru a se asigura coefi-cientul de frecare adoptat în calculul îmbin�rii 1.5 Îmbin�rile elementelor de construc�ii metalice, care fac obiectul prezentelor instruc�iuni tehnice, sunt utilizatela realizarea construc�iilor civile �i industriale folosite în medii atmosferice cu clasa de corozivitate C1...C3, conform prevederilor din reglement�rile tehnice privind proiectarea �i execu�ia protec�iei împotriva coroziunii a construc�iilor din o�el. 1.6 Prevederile instruc�iunilor tehnice se adreseaz� investitorilor, proiectan�ilor, executan�ilor de lucr�ri, precum �i organismelor de verificare �i control (verificarea �i/sau expertizarea proiectelor, controlul �i/sau expertizarea lucr�rilor, dup� caz). 1.7 Prevederile prezentelor instruc�iuni tehnice se pot aplica altor tipuri de construc�ii, altor tehnologii de prelucrare a suprafe�elor �i altor clase de corozivitate atmosferic�, numai pe baz� de experiment�ri efectuate în laboratoare acreditate �i/sau autorizate. NOT�. În cuprinsul prezentelor Instruc�iuni textele reproduse din standardele în vigoare, aplicabile, sunt redactate în caset�.
2. TERMINOLOGIE. SIMBOLURI. DOCUMENTE DE REFERIN��
I. TERMINOLOGIETermenii utiliza�i sunt cei din documentele de referin�� �i au urm�toarele semnifica�ii:2.1 categoria îmbin�rii – încadrare a îmbin�rii cu �uruburi în func�ie de natura solicit�rii predominante în timpul exploat�rii, tipul �uruburilor din îmbinare �i modul de dimensionare a acesteia; 2.2 construc�ie metalic� – construc�ie alc�tuit� integral sau în cea mai mare parte, din elemente de costruc�ie metalice, asamblate între ele; 2.3 îmbinare – locul/punctul de asamblare/solidarizare/prindere a dou� sau mai multe elemente de construc�ie; pentru calcul, acesta este ansamblul componentelor de baz� necesar pentru reprezentarea comport�rii în timpul transmiterii eforturilor prin îmbinare; 2.4 îmbinare ductil� – îmbinare care prezint� capacitate de deformare în domeniul plastic f�r� o reducere semnificativ� capacit��ii de rezisten��; 2.5 element îmbinat – orice element care este asamblat/solidarizat/prins de un element portant sau de alt element de construc�ie; 2.6 nod – zona în care sunt îmbinate dou� sau mai multe elemente structurale; în calcul, acesta este ansamblul tuturor componentelor de baz� necesar pentru reprezentarea comport�rii nodului în timpul transmiterii for�elor �i momentelor între elementele structurale îmbinate;
6
2.7 component� de baz� (a unui nod) – parte a unei îmbin�ri care contribuie la una sau mai multe din propriet��ile structurale ale acesteia; 2.8 organe de asamblare – elemente ale îmbin�rii care asigur� fixarea elementelor îmbinate (�uruburi, �aibe �i piuli�e); 2.9 �urub de înalt� rezisten�� – �urub realizat dintr-un material având caracteristici mecanice corespunz�toare grupei 8.8 sau 10.9, destinat folosirii în asambl�rile pretensionate; 2.10 eclis� – element de construc�ie metalic� asimilabil� unei pl�ci plane, folosit� pentru realizarea asambl�rii a dou� elemente de construc�ii metalice al�turate cu ajutorul unor �uruburi sau nituri; 2.11 plac� de compensare (furur�) – element de construc�ie metalic� asimilabil unei pl�ci plane, destinat� compens�rii abaterilor de la aliniere a dou� elemente de construc�ie, solidarizate între ele; 2.12 dispozitiv (ansamblu) de fixare – ansamblul format din �urub, piuli��, �aib� (�aibe) �i, eventual, �aib� indicatoare a pretension�rii; 2.13 pretensionare – opera�ie prin care se realizeaz� o stare ini�ial� de întindere sau compresiune în materialul unui element de costruc�ie metalic�, înainte de aplicarea înc�rc�rilor func�ionale; 2.14 moment de strângere – pentru o asamblare cu �urub �i piuli��, momentul de strângere este momentul calculat în axa �urubului, pentru care se realizeaz� o strângere prescris� în asamblare; 2.15 for�� de frecare – componenta tangen�ial� la suprafa�a de contact dintre dou� corpuri, a for�ei de sprijin pe care unul din corpuri o exercit� asupra celui de-al doilea; 2.16 coeficient de frecare – pentru dou� corpuri în contact, coeficientul de frecare este o m�rime fizic� depinzând de materialele celor dou� corpuri �i gradul de prelucrare al suprafe�elor la nivelul c�rora se realizeaz� contactul; 2.17 eveniment major – ac�iune extern� accidental� asupra structurii metalice care poate induce în îmbinarea cu �uruburi de înalt� rezisten�� pretensionate, eforturi care genereaz� diminuarea ductilitat��ii îmbin�rii; 2.18 durat� de via�� normat� (de calcul) – perioada în care un sistem poate fi utilizat conform destina�iei sale, cu mentenan�a proiectat�; 2.19 sistem – ansamblu de elemente care func�ioneaz� în comun pentru realizarea în mod independent a unei func�iuni sau a mai multor func�iuni; 2.20 documenta�ie tehnica privind sistemul (tehnologic) – documenta�ia tehnic� elaborat� de produc�torul unui sistem, care trebuie avut� în vedere la aplicarea acelui sistem, 2.21 dot�ri tehnice - scule, echipamente, ma�ini, utilaje, mijloace de tansport �.a. necesare, dup� caz, pentru executarea lucr�rilor.
II. SIMBOLURISimbolurile sunt cele din documentele de referin�� �i au urm�toarele semnifica�ii: a - coeficient adimensional care �ine seama de pozi�ia �urubului în direc�ie paralel� cu direc�ia efortului transmis de îmbinare; elementele îmbinate; d – diametru; e - distan�� sau coeficient; f - limit� de curgere sau de rupere; k - coeficient; m - diferen�� dintre diametre; n - num�r; p - distan��; s - abatere standard;
7
t - grosime sau durat�; u - toleran�� geometric�; A - arie;B - for��;C - duritate Rockwell;D - diferen�� dintre grosimi; E - modulul de elasticitate longitudinal� sau în�l�imea zonei nedecarburizate a filetului; F - duritatea (Vickers sau Brinell) sau for��; G - modulul de elasticitate transversal� sau adâncimea zonei decarburizate a filetului; HV - duritatea superficial�;
1H - în�l�imea triunghiului generator al filetului �urubului; VK - rezilien��;
L - lungime sau distan��; M - moment sau cuplu; N - for��; R - rezisten�� sau tensiune nominal�;
5Rz -în�l�ime medie a profilului rugozit��ii; S - tensiune la sarcina de prob� sau abatere standard; T - temperatur�; V - for�� sau coeficient; Z - gâtuire la încercarea de trac�iune static� pe epruvete prelucrate; � - coeficientul deforma�iei termice liniare sau unghi;� - factor sau coeficient;� - coeficient par�ial de siguran��;� - deplasare; � - deforma�ia specific�; � - coeficient de frecare; � - unghi de r�sucire; - tensiune axial�; - în�l�imea bavurilor sau diferen��;
III. DOCUMENTE DE REFERIN��Documentele de referin�� necesare pentru aplicarea prezentelor instruc�iuni, sunt cuprinse în Anexa D.
3. CERIN�E SPECIFICE ÎMBIN�RILOR CU �URUBURI DE ÎNALT� REZISTEN��,PRETENSIONATE
3.1 Principalele cerin�e de performan�� impuse îmbin�rilor cu �uruburi de înalt� rezisten��, preten-sionate sunt urm�toarele:
� rezisten�� mecanic� – se impune ca îmbinarea s� aib� o capacitate de rezisten�� suficient� la înc�rc�rile func�ionale �i excep�ionale pentru care a fost proiectat�;
� rigiditate – se impune ca îmbinarea s� permit� elementelor îmbinate de a putea avea deforma�ii elastice sub ac�iunea înc�rc�rilor func�ionale;
� ductilitate – se impune ca îmbinarea s� aib� capacitatea de a disipa energia generat� de evenimentul major pentru care a fost proiectat�
8
� fiabilitate –se impune ca îmbinarea s�-�i îndeplineasc� rolul func�ional pentru care a fost proiectat�, în condi�iile specificate prin proiect, conform reglement�rilor tehnice în vigoare �i pentru o perioad� de timp cel pu�in egal� cu durata de via�� normat� a structurii metalice din care face parte, în condi�ii normale de exploatare.
3.2 La proiectarea, execu�ia �i exploatarea îmbin�rilor cu �uruburi de înalt� rezisten�� pretensio-nate, se vor respecta prevederile documentelor de referin�� aplicabile, în vigoare, precum �i procedurile recomandate în acestea; la proiectarea îmbin�rilor cu �uruburi de înalt� rezisten�� pretensionate, se vor respecta prevederile urm�toarelor standarde: SR EN 1090-2+A1, SR EN 1993-1-1 �i SR EN 1993-1-8. 3.3 Pe plan�ele cu detalii de execu�ie, prin proiectare se vor specifica, în mod obligatoriu, o�elurile din care se realizeaz� elementele îmbinate, grupa de calitate a organelor de asamblare �ispecificatiile tehnice de produs, corespunz�toare. De asemenea, in proiect se vor specifica toatecondi�iile tehnice necesare la uzinarea elementelor îmbin�rilor, cu excep�ia dispozitivelor de fixare,precum �i la realizarea îmbin�rilor pe �antier, astfel încât s� se asigure conformitatea structurii.
4. SISTEME, MATERIALE, DISPOZITIVE
I. SISTEMEÎn cele ce urmeaz� se fac preciz�ri asupra unor sisteme conven�ionale folosite pentru realizarea asambl�rilor pretensionate ale constuc�iilor metalice, alc�tuite din �urub, piulit� �i �aib�. 4.1 Sistemul HR (sistemul franco-britanic) – Sistemul folose�te piuli�e cu în�l�ime mare �i lungime mare a por�iunii filetate a �urubului. Caracteristic acestui sistem este faptul c� dep��irea efortului nominal maxim în direc�ie axial�, cauzat� fie de realizarea unei pretension�ri mai mari decât cea reglementat�, fie de o înc�rcare accidental�, provoc� cedarea dispozitivului de fixare prin alungirea plastic� a tijei �urubului. În cazul ced�rii dispozitivului de fixare, prin pierderea ductilit��ii, acesta trebuie, în mod obligatoriu, înlocuit. NOT� – Sistemul HR este relativ insensibil la dep��irea efortului axial corespunz�tor pretension�rii din specificatia tehnic� de produs. La dep��irea sever� a efortului axial corespunz�tor pretension�rii specificate, se produce ruperea tjei �urubului. 4.2 Sistemul HV (sistemul german) – Acest sistem se utilizeaz� atât cu pretensionare, cât �i f�r� pretensionare. Sistemul folose�te piuli�e cu în�l�ime mic� �i lungime mic� a por�iunii filetate a �urubului. Caracteristic acestui sistem este faptul c� dep��irea efortului nominal maxim în direc�ie axial�, cauzat� fie de realizarea unei pretension�ri mai mari decât cea reglementat�, fie de o înc�rcare accidental�, provoc� cedarea dispozitivului de fixare prin deformarea plastic� a filetului piuli�ei. Pentru asambl�rile în care eforturile predominante din îmbinare sunt în direc�ie transversal� în rapot cu axa tijei �urubului, în cazul pierderii ductilit��ii dispozitivului de fixare, acesta lucreaz� în continuare ca un sistem nepretensionat, preluând eforturile din îmbinare prin forfecare �i pre-siune de contact. NOT� – Sistemul HV este mai sensibil la dep��irea efortului axial corespunz�tor pretension�rii reglementate, de aceea este necesar un control mai riguros în �antier a pretension�rii aplicate. Dac� se dep��e�te cu mult efortul axial corespunz�tor pretension�rii reglementate, deforma�iile din filetul piuli�ei ofer� un oarecare indiciu asupra iminen�ei ced�rii. 4.3 Sistemul HRC - Variant� a sistemului HR, în care pretensionarea este controlat� prin forfecarea unui element precis dimensionat în acest scop. În acest sistem, îmbinarea este preten-sionat� folosind o cheie specific�, electric� sau mecanic�, f�r� inducere de solicit�ri impulsive, prev�zut� cu un sistem de dou� buc�e coaxiale, care ac�ioneaz� prin r�sucire, una fa�� de cealalt�. NOT� - Descrierea detaliat� a metodei de strângere în sistem HRC este dat� în paragraful 8.5 con�inut în standardul SR EN 1090-2+A1.
9
4.4 �uruburile de înalt� rezisten�� pretensionate, precum �i piuli�ele conjugate folosite în sistemele descrise anterior sunt urm�toarele: - Sistem HR – folose�te �uruburi din grupa de caracteristici mecanice 8.8 sau 10.9, având
filetele M12, (M14), M16, (M18), M20, M22, M24, M27, M30 �i M36 cu pas normal �ipiuli�e conjugate din clasa de calitate 8, respectiv 10, dup� caz.
- Sistem HV – folose�te �uruburi din grupa de caracteristici mecanice 10.9, având filetele M12,M16, M20, M22, M24, M27, M30 �i M36 cu pas normal �i piuli�e conjugate din clasa decalitate 10.
- Sistem HRC – folose�te �uruburi din grupa 10.9, având filetele M12, M16, M20, M22, M24,M27 �i M30 cu pas normal �i piuli�e conjugate din clasa de calitate 10.
NOTA 1 – Filetele cuprinse între paranteze sunt filete nepreferen�iale. NOTA 2 – Luând ca exemplu marcarea „HR 10.9”, semnifica�ia acesteia este: - Grupul de litere din marcare semnific� sistemul de pretensionare. Se men�ioneaz� c� sistemul de pretensionare
poate fi �i HV sau HRC.- Num�rul din stânga punctului de separa�ie („10” din 10.9) reprezint� 1% din rezisten�a nominal� la trac�iune,
nommR , (vezi poz. 2 din tabelul 4.2).- Num�rul din dreapta punctului de separa�ie („9” din 10.9) reprezint� de 10 ori raportul dintre tensiunea nominal�
la alungirea nepropor�ional� de 0,2% ( nompR ,2,0 - poz. 5 din tabelul 4.2) �i rezisten�a nominal� la trac�iune,
nommR , (vezi poz. 2 din tabelul 4.2).
- Produsul numerelor din stânga �i din dreapta punctului de separa�ie ( 90910 � ) reprezint� 10/1 dintensiunea nominal� la alungirea nepropor�ional� de 0,2% - nompR ,2,0 (vezi poz. 5 din tabelul 4.2).
NOTA 3 - Luând ca exemplu marcarea „10HV”, semnifica�ia acesteia este: - Num�rul din marcare reprezint� 100/1 din rezisten�a minim� la trac�iune, în 2mmN , a unui �urub care
asamblat cu o piuli�� poate fi înc�rcat pân� la limita corespunz�toare alungirii nepropor�ionale aparent� de 0,2%- nompR ,2,0 .
- Grupul de litere din marcare semnific� sistemul de pretensionare. Se men�ioneaz� c� sistemul de pretensionarepoate fi �i HV sau HRC.
II. MATERIALE UTILIZATE PENTRU EXECU�IEÎn continuare se fac preciz�ri privind materialele folosite pentru execu�ia elementelor îmbinate (in-clusiv eclise �i pl�ci de compensare), precum �i a organelor de asamblare (�uruburi, piuli�e, �aibe).
II. 1 Materiale pentru elementele îmbinate4.5 Elementele îmbinate, inclusiv eclisele �i pl�cile de compensare vor fi executate din semifa-bricate laminate, realizate din o�eluri sudabile pentru construc�ii, acceptate pentru utilizare în costruc�ii conform legisla�iei în vigoare. 4.6 Valorile nominale ale limitei de curgere yf �i ale rezisten�ei de rupere la trac�iune uf pentru o�elurile de construc�ii pot fi ob�inute adoptând valorile ehy Rf � �i mu Rf � , în conformitate cu valorile din specifica�ia tehnic� de produs; NOT� - Pentru informa�ii complete asupra caracteristicilor fizico-mecanice ale materialelor se vor consulta specifica�iile tehnice de produs corespunz�toare.
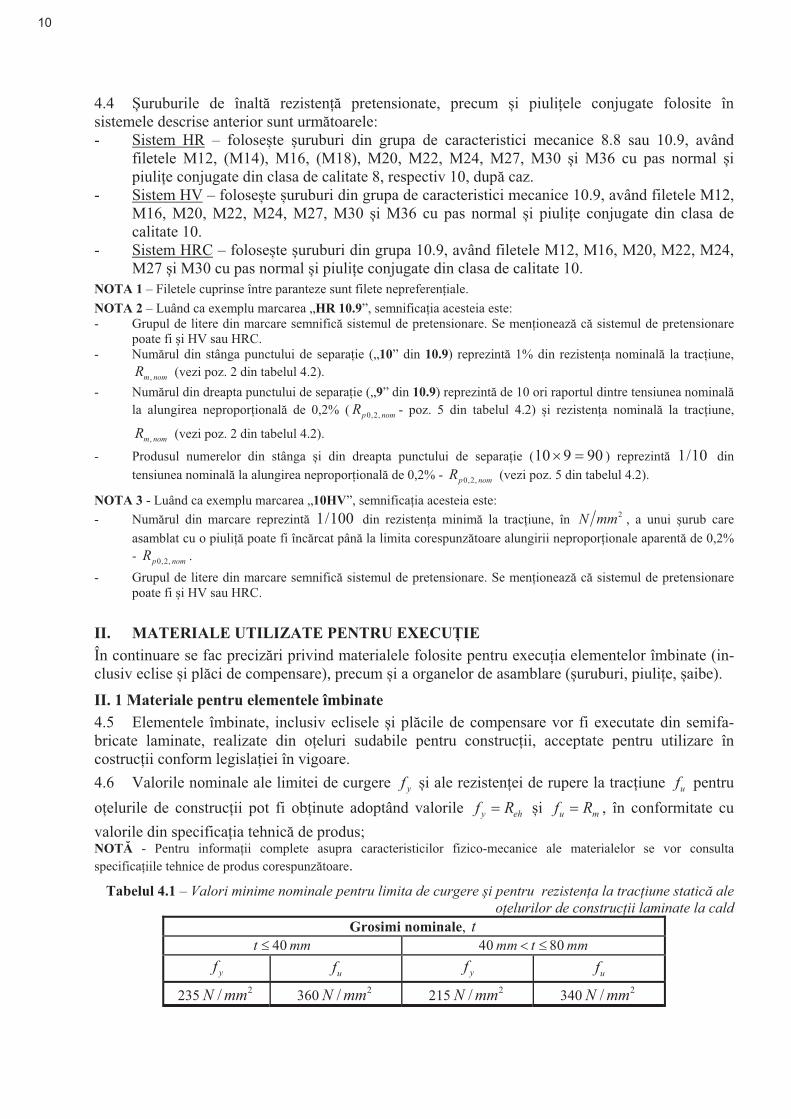
Tabelul 4.1 – Valori minime nominale pentru limita de curgere �i pentru rezisten�a la trac�iune static� ale o�elurilor de construc�ii laminate la cald
Grosimi nominale, t� mmt 40� mmtmm 80 40 ��
yf uf yf uf
235 2/ mmN 360 2/ mmN 215 2/ mmN 340 2/ mmN
10
4.7 Pentru o�eluri este necesar� o ductilitate minim�, asigurat� prin impunerea urm�toarelor limit�ri: - limitarea inferioar� a raportului dintre rezisten�a minim� la trac�iune �i limita minim� de
curgere;- limitarea alungirii specifice la rupere pe o lungime calibrat�;- limitarea deforma�iei specifice atins� în momentul ruperii la trac�iune.NOT� – Pentru valorile limit� ale raportului yu ff / , ale alungirii la rupere �i ale deforma�iei specifice u� se va consulta con�inutul capitolului 3 din standardul SR EN 1993-1-1. 4.8 Se impune ca materialul din care se realizeaz� elementele îmbin�rii s� aib� o tenacitate în conformitate cu prevederile con�inute în paragraful 3.2.3 din SR EN 1993-1-1. 4.9 Nu este necesar� nicio alt� verificare la ruperea fragil� în cazul în care condi�iile prev�zute în SR EN 1993-1-10 sunt satisf�cute pentru temperatura cea mai sc�zut�. 4.10 În cazul elementelor comprimate ale structurilor este recomandabil s� se foloseasc� materiale având o tenacitate minim� corespunz�toare. NOT� – Pentru )(25,0 tf yEd � , se va folosi tabelul 2.1 din SR EN 1993-1-10.
4.11 Pentru o�elurile de construc�ii se accept� urm�toarele valori pentru constantele elastice �i coeficientul deforma�iei termice liniare: - Modulul de elasticitate longitudinal�: 25 /101,2 mmNE �� ;- Coeficientul lui Poisson în domeniul elastic: 3,0�� ;- Modulul de elasticitate transversal� (modul de forfecare): 2/81000 mmNG � ;- Coeficientul deforma�iei termice liniare: 5102,1 ���� Co/1 .
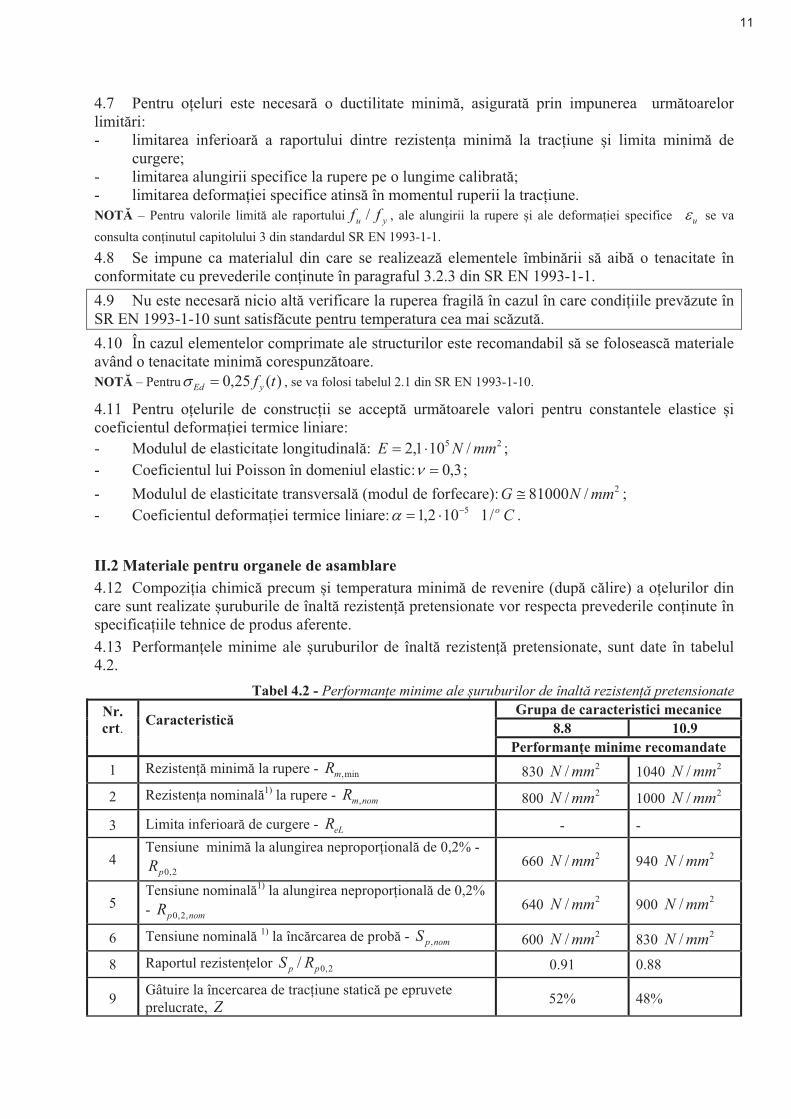
II.2 Materiale pentru organele de asamblare4.12 Compozi�ia chimic� precum �i temperatura minim� de revenire (dup� c�lire) a o�elurilor din care sunt realizate �uruburile de înalt� rezisten�� pretensionate vor respecta prevederile con�inute în specifica�iile tehnice de produs aferente. 4.13 Performan�ele minime ale �uruburilor de înalt� rezisten�� pretensionate, sunt date în tabelul 4.2.
Tabel 4.2 - Performan�e minime ale �uruburilor de înalt� rezisten�� pretensionate Nr. crt. Caracteristic�
Grupa de caracteristici mecanice 8.8 10.9
Performan�e minime recomandate 1 Rezisten�� minim� la rupere - min,mR 830 2/ mmN 1040 2/ mmN2 Rezisten�a nominal�1) la rupere - nommR , 800 2/ mmN 1000 2/ mmN
3 Limita inferioar� de curgere - eLR - -
4 Tensiune minim� la alungirea nepropor�ional� de 0,2% -
2,0pR 660 2/ mmN 940 2/ mmN
5 Tensiune nominal�1) la alungirea nepropor�ional� de 0,2% - nompR ,2,0 640 2/ mmN 900 2/ mmN
6 Tensiune nominal� 1) la înc�rcarea de prob� - nompS , 600 2/ mmN 830 2/ mmN8 Raportul rezisten�elor 2,0/ pp RS 0.91 0.88
9 Gâtuire la încercarea de trac�iune static� pe epruvete prelucrate, Z 52% 48%
11
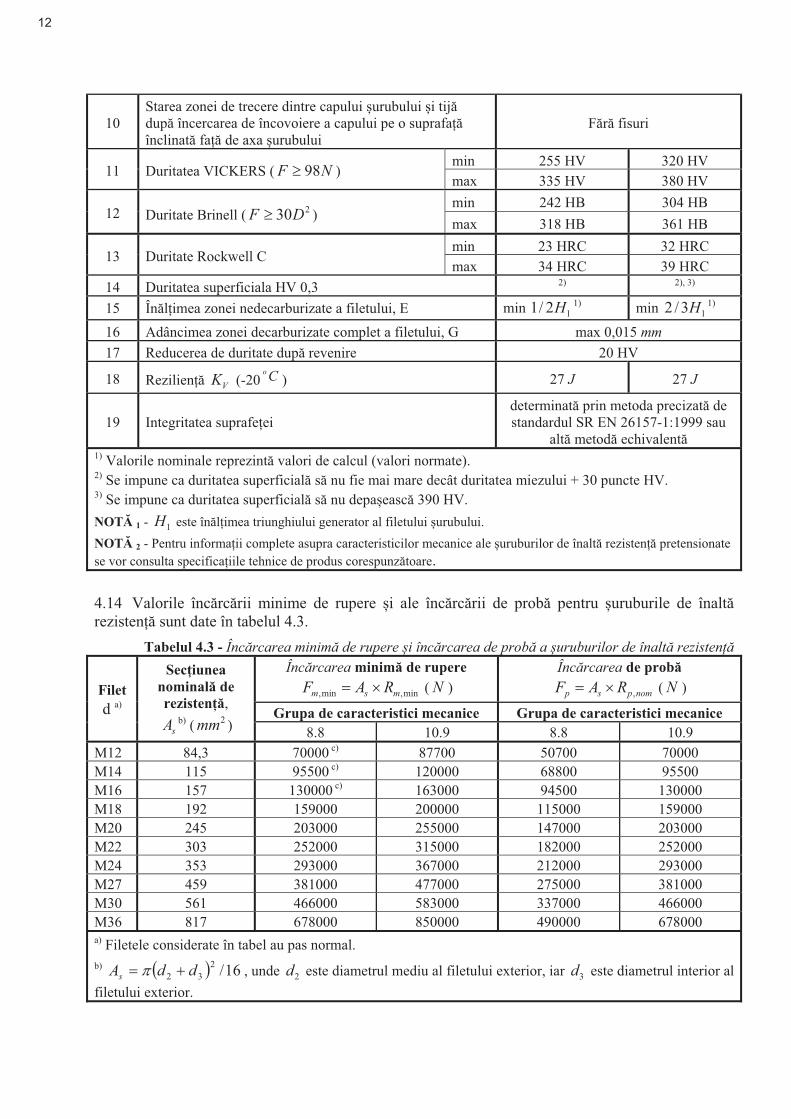
10 Starea zonei de trecere dintre capului �urubului �i tij� dup� încercarea de încovoiere a capului pe o suprafa�� înclinat� fa�� de axa �urubului
F�r� fisuri
11 Duritatea VICKERS ( NF 98� ) min 255 HV 320 HV max 335 HV 380 HV
12 Duritate Brinell ( 230DF � ) min 242 HB 304 HB max 318 HB 361 HB
13 Duritate Rockwell C min 23 HRC 32 HRC max 34 HRC 39 HRC
14 Duritatea superficiala HV 0,3 2) 2), 3)
15 În�l�imea zonei nedecarburizate a filetului, E min 12/1 H 1) min 13/2 H 1)
16 Adâncimea zonei decarburizate complet a filetului, G max 0,015 mm 17 Reducerea de duritate dup� revenire 20 HV
18 Rezilien�� VK (-20� Co) 27 J 27 J
19 Integritatea suprafe�ei determinat� prin metoda precizat� de standardul SR EN 26157-1:1999 sau
alt� metod� echivalent� 1) Valorile nominale reprezint� valori de calcul (valori normate).2) Se impune ca duritatea superficial� s� nu fie mai mare decât duritatea miezului + 30 puncte HV.3) Se impune ca duritatea superficial� s� nu depa�easc� 390 HV.NOT� 1 - 1H este în�l�imea triunghiului generator al filetului �urubului.NOT� 2 - Pentru informa�ii complete asupra caracteristicilor mecanice ale �uruburilor de înalt� rezisten�� pretensionate se vor consulta specifica�iile tehnice de produs corespunz�toare.
4.14 Valorile înc�rc�rii minime de rupere �i ale înc�rc�rii de prob� pentru �uruburile de înalt� rezisten�� sunt date în tabelul 4.3.
Tabelul 4.3 - Înc�rcarea minim� de rupere �i înc�rcarea de prob� a �uruburilor de înalt� rezisten��
Filet d a)
Sec�iunea nominal� de rezisten��,
sA b) ( 2mm )
Înc�rcarea minim� de rupere
min,min, msm RAF � ( N ) Înc�rcarea de prob�
nompsp RAF , � ( N )
Grupa de caracteristici mecanice Grupa de caracteristici mecanice 8.8 10.9 8.8 10.9
M12 84,3 70000 c) 87700 50700 70000M14 115 95500 c) 120000 68800 95500M16 157 130000 c) 163000 94500 130000M18 192 159000 200000 115000 159000M20 245 203000 255000 147000 203000M22 303 252000 315000 182000 252000M24 353 293000 367000 212000 293000M27 459 381000 477000 275000 381000M30 561 466000 583000 337000 466000M36 817 678000 850000 490000 678000a) Filetele considerate în tabel au pas normal.b) � � 16/2
32 ddAs �� � , unde 2d este diametrul mediu al filetului exterior, iar 3d este diametrul interior al filetului exterior.
12
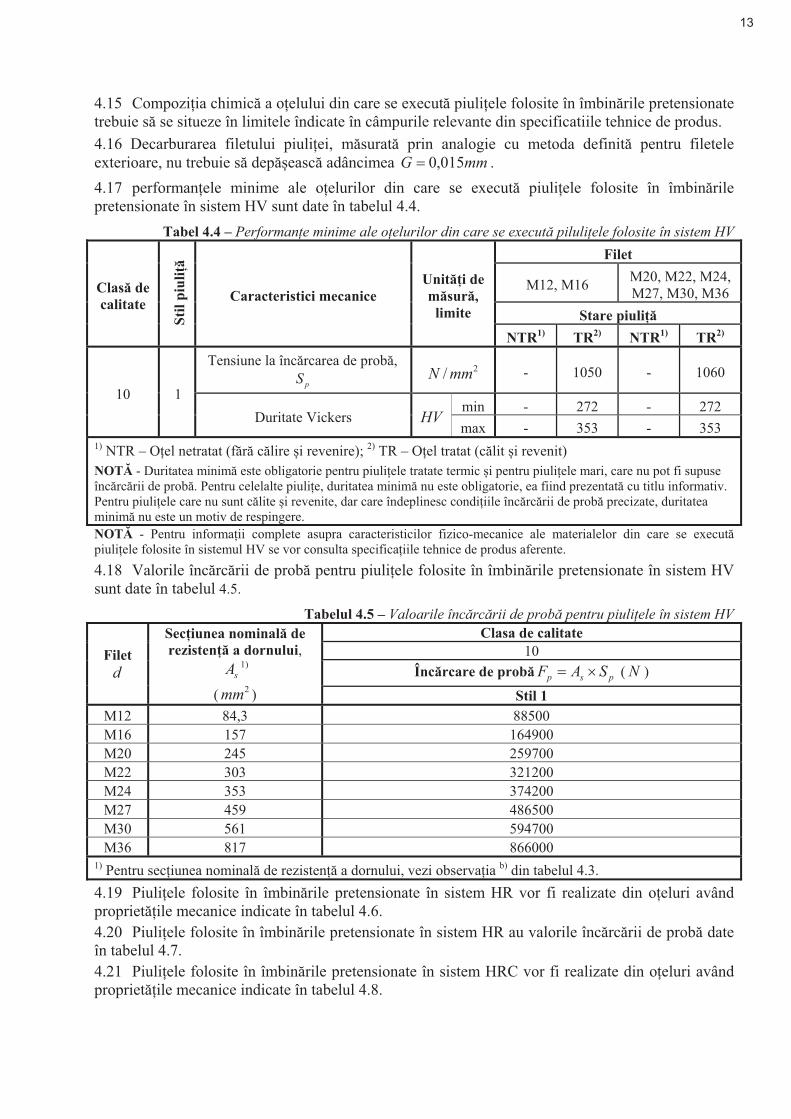
4.15 Compozi�ia chimic� a o�elului din care se execut� piuli�ele folosite în îmbin�rile pretensionate trebuie s� se situeze în limitele îndicate în câmpurile relevante din specificatiile tehnice de produs. 4.16 Decarburarea filetului piuli�ei, m�surat� prin analogie cu metoda definit� pentru filetele exterioare, nu trebuie s� dep��easc� adâncimea mmG 015,0� . 4.17 performan�ele minime ale o�elurilor din care se execut� piuli�ele folosite în îmbin�rile pretensionate în sistem HV sunt date în tabelul 4.4.
Tabel 4.4 – Performan�e minime ale o�elurilor din care se execut� piluli�ele folosite în sistem HV
Clas� de calitate
Stil
piul
i��
Caracteristici mecanice Unit��i de m�sur�,
limite
Filet
M12, M16 M20, M22, M24, M27, M30, M36
Stare piuli�� NTR1) TR2) NTR1) TR2)
10 1
Tensiune la înc�rcarea de prob�, � pS
2/ mmN - 1050 - 1060
Duritate Vickers HVmin - 272 - 272 max - 353 - 353
1) NTR – O�el netratat (f�r� c�lire �i revenire); 2) TR – O�el tratat (c�lit �i revenit)NOT� - Duritatea minim� este obligatorie pentru piuli�ele tratate termic �i pentru piuli�ele mari, care nu pot fi supuse înc�rc�rii de prob�. Pentru celelalte piuli�e, duritatea minim� nu este obligatorie, ea fiind prezentat� cu titlu informativ. Pentru piuli�ele care nu sunt c�lite �i revenite, dar care îndeplinesc condi�iile înc�rc�rii de prob� precizate, duritatea minim� nu este un motiv de respingere. NOT� - Pentru informa�ii complete asupra caracteristicilor fizico-mecanice ale materialelor din care se execut� piuli�ele folosite în sistemul HV se vor consulta specifica�iile tehnice de produs aferente. 4.18 Valorile înc�rc�rii de prob� pentru piuli�ele folosite în îmbin�rile pretensionate în sistem HV sunt date în tabelul 4.5.
Tabelul 4.5 – Valoarile înc�rc�rii de prob� pentru piuli�ele în sistem HV
Filet d
Sec�iunea nominal� de rezisten�� a dornului,
sA 1)
( 2mm )
Clasa de calitate 10
Înc�rcare de prob� psp SAF � ( N )
Stil 1 M12 84,3 88500M16 157 164900M20 245 259700M22 303 321200M24 353 374200M27 459 486500M30 561 594700M36 817 866000
1) Pentru sec�iunea nominal� de rezisten�� a dornului, vezi observa�ia b) din tabelul 4.3.4.19 Piuli�ele folosite în îmbin�rile pretensionate în sistem HR vor fi realizate din o�eluri având propriet��ile mecanice indicate în tabelul 4.6. 4.20 Piuli�ele folosite în îmbin�rile pretensionate în sistem HR au valorile înc�rc�rii de prob� date în tabelul 4.7. 4.21 Piuli�ele folosite în îmbin�rile pretensionate în sistem HRC vor fi realizate din o�eluri având propriet��ile mecanice indicate în tabelul 4.8.
13
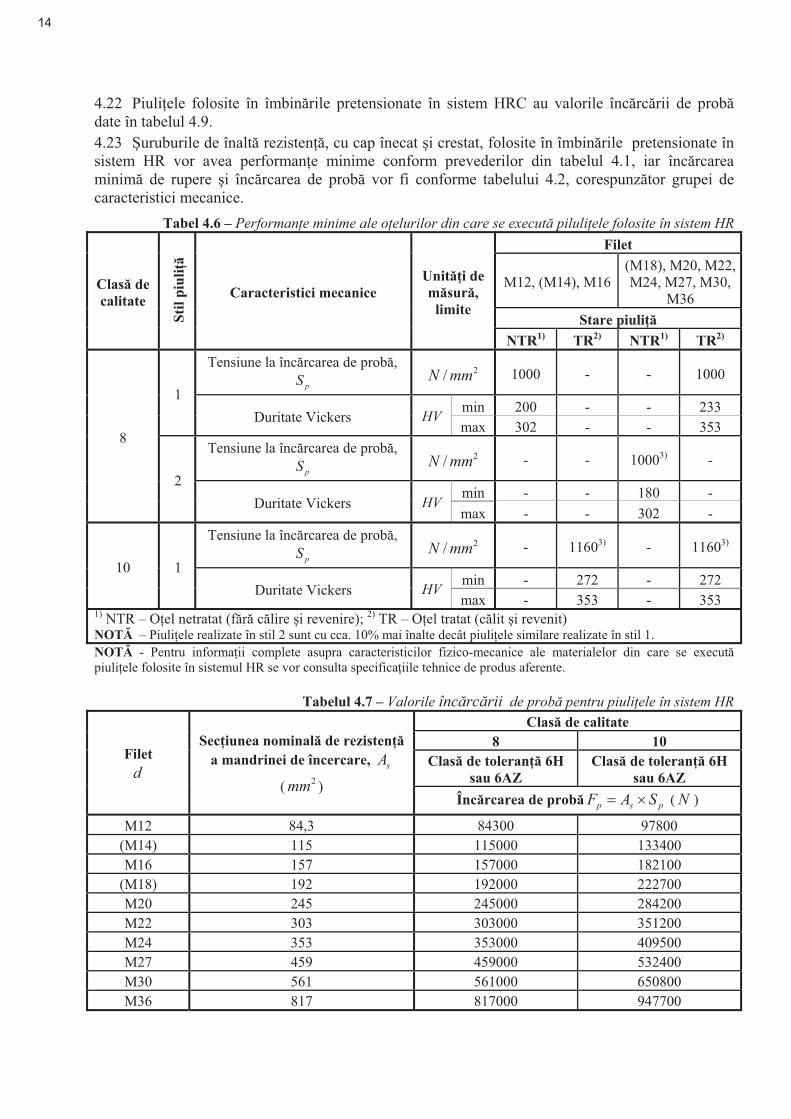
4.22 Piuli�ele folosite în îmbin�rile pretensionate în sistem HRC au valorile înc�rc�rii de prob� date în tabelul 4.9. 4.23 �uruburile de înalt� rezisten��, cu cap înecat �i crestat, folosite în îmbin�rile pretensionate în sistem HR vor avea performan�e minime conform prevederilor din tabelul 4.1, iar înc�rcarea minim� de rupere �i înc�rcarea de prob� vor fi conforme tabelului 4.2, corespunz�tor grupei de caracteristici mecanice.
Tabel 4.6 – Performan�e minime ale o�elurilor din care se execut� piluli�ele folosite în sistem HR
Clas� de calitate
Stil
piul
i��
Caracteristici mecanice Unit��i de m�sur�,
limite
Filet
M12, (M14), M16 (M18), M20, M22, M24, M27, M30,
M36 Stare piuli��
NTR1) TR2) NTR1) TR2)
8
1
Tensiune la înc�rcarea de prob�, � pS
2/ mmN 1000 - - 1000
Duritate Vickers HV min 200 - - 233 max 302 - - 353
2
Tensiune la înc�rcarea de prob�, � pS
2/ mmN - - 10003) -
Duritate Vickers HVmin - - 180 - max - - 302 -
10 1
Tensiune la înc�rcarea de prob�, � pS
2/ mmN - 11603) - 11603)
Duritate Vickers HV min - 272 - 272 max - 353 - 353
1) NTR – O�el netratat (f�r� c�lire �i revenire); 2) TR – O�el tratat (c�lit �i revenit)NOT� – Piuli�ele realizate în stil 2 sunt cu cca. 10% mai înalte decât piuli�ele similare realizate în stil 1.NOT� - Pentru informa�ii complete asupra caracteristicilor fizico-mecanice ale materialelor din care se execut� piuli�ele folosite în sistemul HR se vor consulta specifica�iile tehnice de produs aferente.
Tabelul 4.7 – Valorile înc�rc�rii de prob� pentru piuli�ele în sistem HR
Filet d
Sec�iunea nominal� de rezisten�� a mandrinei de încercare, sA
( 2mm )
Clas� de calitate 8 10
Clas� de toleran�� 6H sau 6AZ
Clas� de toleran�� 6H sau 6AZ
Înc�rcarea de prob� psp SAF � ( N )
M12 84,3 84300 97800(M14) 115 115000 133400M16 157 157000 182100
(M18) 192 192000 222700M20 245 245000 284200M22 303 303000 351200M24 353 353000 409500M27 459 459000 532400M30 561 561000 650800M36 817 817000 947700
14
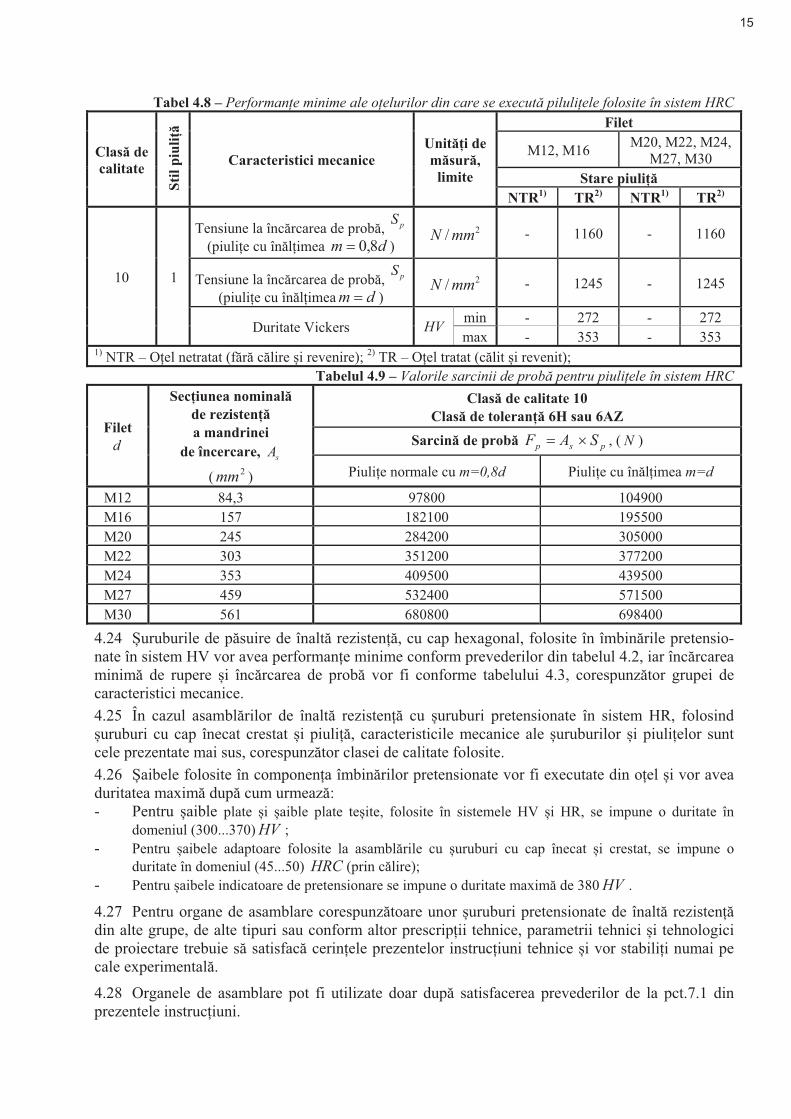
Tabel 4.8 – Performan�e minime ale o�elurilor din care se execut� piluli�ele folosite în sistem HRC
Clas� de calitate
Stil
piul
i��
Caracteristici mecanice Unit��i de m�sur�,
limite
Filet
M12, M16 M20, M22, M24, M27, M30
Stare piuli�� NTR1) TR2) NTR1) TR2)
10 1
Tensiune la înc�rcarea de prob�, pS
(piuli�e cu în�l�imea dm 8,0� ) 2/ mmN - 1160 - 1160
Tensiune la înc�rcarea de prob�, pS
(piuli�e cu în�l�imea dm � ) 2/ mmN - 1245 - 1245
Duritate Vickers HV min - 272 - 272 max - 353 - 353
1) NTR – O�el netratat (f�r� c�lire �i revenire); 2) TR – O�el tratat (c�lit �i revenit);Tabelul 4.9 – Valorile sarcinii de prob� pentru piuli�ele în sistem HRC
Filet d
Sec�iunea nominal� de rezisten�� a mandrinei
de încercare, sA
( 2mm )
Clas� de calitate 10 Clas� de toleran�� 6H sau 6AZ
Sarcin� de prob� psp SAF � , ( N )
Piuli�e normale cu m=0,8d Piuli�e cu în�l�imea m=d
M12 84,3 97800 104900M16 157 182100 195500M20 245 284200 305000M22 303 351200 377200M24 353 409500 439500M27 459 532400 571500M30 561 680800 698400
4.24 �uruburile de p�suire de înalt� rezisten��, cu cap hexagonal, folosite în îmbin�rile pretensio-nate în sistem HV vor avea performan�e minime conform prevederilor din tabelul 4.2, iar înc�rcarea minim� de rupere �i înc�rcarea de prob� vor fi conforme tabelului 4.3, corespunz�tor grupei de caracteristici mecanice. 4.25 În cazul asambl�rilor de înalt� rezisten�� cu �uruburi pretensionate în sistem HR, folosind �uruburi cu cap înecat crestat �i piuli��, caracteristicile mecanice ale �uruburilor �i piuli�elor sunt cele prezentate mai sus, corespunz�tor clasei de calitate folosite. 4.26 �aibele folosite în componen�a îmbin�rilor pretensionate vor fi executate din o�el �i vor avea duritatea maxim� dup� cum urmeaz�: - Pentru �aible plate �i �aible plate te�ite, folosite în sistemele HV �i HR, se impune o duritate în
domeniul (300...370) HV ;- Pentru �aibele adaptoare folosite la asambl�rile cu �uruburi cu cap înecat �i crestat, se impune o
duritate în domeniul (45...50) HRC (prin c�lire);- Pentru �aibele indicatoare de pretensionare se impune o duritate maxim� de 380 HV .
4.27 Pentru organe de asamblare corespunz�toare unor �uruburi pretensionate de înalt� rezisten�� din alte grupe, de alte tipuri sau conform altor prescrip�ii tehnice, parametrii tehnici �i tehnologici de proiectare trebuie s� satisfac� cerin�ele prezentelor instruc�iuni tehnice �i vor stabili�i numai pe cale experimental�.
4.28 Organele de asamblare pot fi utilizate doar dup� satisfacerea prevederilor de la pct.7.1 din prezentele instruc�iuni.
15
II.3 Materiale pentru sudur�4.29 Toate materialele pentru sudare trebuie s� corespund� cerin�elor specifica�iei tehnice de produs aplicabile (a se vedea tabelul 5 din SR EN 1090 – 2+A1). 4.30 Materialele consumabile pentru sudare trebuie s� fie corespunz�toare procedeului de sudare �i materialului care trebuie sudat.
III. DISPOZITIVE4.31 Dispozitivele de strângere controlat� utilizate pot fi:- cu strângere manual� la care indica�ia de atingere a momentului de strângere presetat este de
tip mecanic (cu prag) sau electronic cu avertizare vizual� �i/sau sonor�.- cu strângere automat�, de tip electromecanic, pneumatic sau hidraulic, la care indica�ia de
atingere a momentului de strângere presetat este de tip mecanic (cu prag) sau electronic cuavertizare vizual� �i/sau sonor�.
4.32 În cazul folosirii dispozitivelor electronice de strângere controlat�, se recomand� utilizarea acelor dispozitive care au posibilitatea de memorare a valorilor momentelor de strângere. Ulterior, valorile momentelor de strângere vor fi desc�rcate pe suportul de memorie al unui sistem de calcul în vederea prelucr�rii. 4.33 Dispozitivul de strângere controlat� folosit în vederea realiz�rii pretension�rii trebuie s� corespund� gamei de momente de strângere, gamei de �uruburi utilizate, utilit��ilor din �antier (energie electric�, aer comprimat, etc.), precum �i posibilit��ilor de utilizare la pozi�iile de montaj din �antier. 4.34 Se vor utiliza numai dispozitive de strângere controlat�, înso�ite de urm�toarele documente: - instruc�iuni de utilizare �i între�inere în limba român�;- certificat de etalonare (cu indicarea perioadei de valabilitate a acesteia);- certificat de garan�ie.4.35 Domeniul de valori pentru momentele de strângere posibil a fi realizate cu un dispozitiv de strângere controlat� trebuie s� fie mai larg decât domeniul de valori pentru momentele de strângere individuale ce trebuie realizate cu respectivul dispozitiv. În acest sens, se impune respectarea rela�iei:
Mdid niMMM ,1 ,75,025,1 maxmin ��� (4.1)unde:
mindM - momentul de strângere minim ce poate fi realizat cu dispozitivul de strângerecontrolat�;
maxdM - momentul de strângere maxim ce poate fi realizat cu dispozitivul de strângerecontrolat�;
iM - moment de strângere individual din gama de realizat; Mn - num�rul momentelor individuale de strângere din gama de realizat.
4.36 Pentru acoperirea domeniului de valori de strângere rezultat poate fi utilizat un multiplicator de moment compatibil cu dispozitivul de strângere controlat�. 4.37 Se interzice folosirea acelor dispozitive de strângere care, în procesul de strângere, produc solicit�ri cu �oc în �uruburile supuse pretension�rii. 4.38 Se interzice utilizarea de a�a natur� a dispozitivelor de strângere încât, în procesul de strângere, s� se induc� solicit�ri cu �oc în �uruburile supuse pretension�rii. 4.39 Este obligatorie între�inerea �i etalonarea dispozitivelor de strângere controlat� folosite pentru realizarea pretension�rilor �uruburilor de înalt� rezisten��, în conformitate cu instruc�iunile produc�torului �i la intervalele indicate de acesta (sau dup� un num�r maxim de folosiri), îns� cel pu�in o dat� pe an.
16
4.40 Cheile dinamometrice utilizate în toate etapele metodei cu cuplu de r�sucire trebuie s� aib� o exactitate de ± 4 %. Exactitatea fiec�rei chei trebuie verificat� cel pu�in o dat� pe s�pt�mân� �i, în cazul cheilor pneumatice, de fiecare dat� când se schimb� lungimea furtunului. Verificarea, realizat� de c�tre unitatea de construc�ii-montaj, se va face folosind un dispozitiv de verificare, electronic sau mecanic, achizi�ionat de la acela�i produc�tor de la care a fost achizi�ionat �i dispozitivul de strângere controlat� sau de la alt produc�tor de astfel de dispozitive, verificându-se la achizi�ionare compatibilitatea cu domeniul de m�surare �i compatibilitatea de conlucrare a celor dou� dispozitive. 4.41 Cheile dinamometrice utilizate în prima etap� a metodei combinate, trebuie s� aib� o exactitate de ± 10 %. Exactitatea fiec�rei chei trebuie verificat� ca la pct. 4.40. 4.42 Dac� la verific�rile efectuate se constat� o abatere de la parametrii de func�ionare normal� a dispozitivului de strângere controlat�, acesta trebuie etalonat. 4.43 Trebuie men�inute înregistr�ri privind verific�rile periodice efectuate asupra dispozitivelor de strângere controlat�, prin sistemul de calitate implementat de la unitatea de construc�ii-montaj. 4.44 Trebuie efectuat� verificarea dup� orice incident produs în timpul utiliz�rii (impact semnificativ, c�dere, suprasolicitare etc.), care afecteaz� buna func�ionare a cheii.
5. CALCULUL ÎMBIN�RILOR CU �URUBURI DE ÎNALT� REZISTEN��PRETENSIONATE
5.1 Categoriile de îmbin�ri ce pot fi realizate cu �uruburi de înalt� rezisten�� pretensionate sunt urm�toarele (conform SR EN 1993-1-8): - Categoria B: Îmbin�ri rezistente la lunecare în stare limit� de serviciu – În aceast� categorie
se folosesc �uruburi pretensionate conform pct 1.3. Lunecarea nu trebuie s� se produc� înaceast� stare limit�. For�a de forfecare de calcul la starea limit� de exploatare normal� nutrebuie s� dep��easc� rezisten�a de calcul la lunecare. For�a de forfecare ultim� de calcul nutrebuie s� dep��easc� rezisten�a de calcul la forfecare �i nici for�a capabil� la presiune pegaur�.
- Categoria C: Îmbin�ri rezistente la lunecare la starea limit� ultim� – În aceast� categorie sefolosesc �uruburi pretensionate conform pct. 1.3. Lunecarea nu trebuie s� se produc� la starealimit� ultim�. For�a de forfecare de calcul ultim� nu trebuie s� dep��easc� rezisten�a de calculla lunecare �i nici rezisten�a la presiune pe gaur�. Pentru îmbin�rile care sunt supuse laîntindere, se verific� suplimentar rezisten�a plastic� de calcul în sec�iunea net� la g�urilepentru �uruburi RdnetN , (a se vedea paragraful 6.2 din SR EN 1993-1-1).
- Categoria E: Îmbin�ri solicitate la întindere, pretensionate - În aceast� categorie se folosesc�uruburi din clasele de calitate 8.8 �i 10.9 cu strângere controlat� conform SR EN 1090-2+A1.
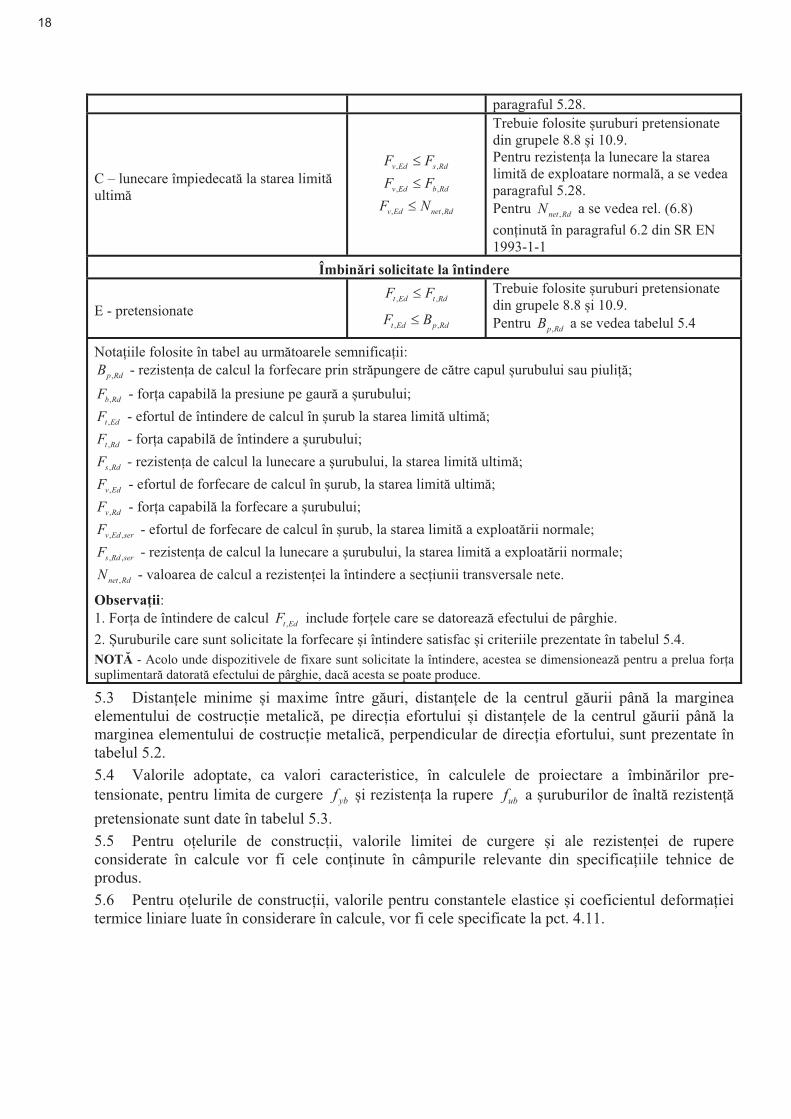
Obs. Pentru categoriile B �i C se vor folosi doar �uruburi de înalt� rezisten�� par�ial filetate, astfel în cât în sec�iunile de forfecare s� se reg�seasc� por�iunea nefiletat� a �urubului. 5.2 Verific�rile pentru îmbin�rile descrise la pct. 5.1 sunt centralizate în tabelul 5.1.
Tabelul 5.1 – Verific�ri de calcul ale îmbin�rilor cu �uruburi pretensionate
Categorie îmbinare Verific�ri Observa�ii Îmbin�ri solicitate la forfecare
B – lunecare împiedecat� la starea limit� de exploatare normal�
serRdsserEdv FF ,,,, �
RdvEdv FF ,, �
RdbEdv FF ,, �
Trebuie folosite �uruburi pretensionate din grupele 8.8 �i 10.9. Pentru rezisten�a la lunecare la starea limit� de exploatare normal�, a se vedea
17
paragraful 5.28.
C – lunecare împiedecat� la starea limit� ultim�
RdsEdv FF ,, �
RdbEdv FF ,, �
RdnetEdv NF ,, �
Trebuie folosite �uruburi pretensionate din grupele 8.8 �i 10.9. Pentru rezisten�a la lunecare la starea limit� de exploatare normal�, a se vedea paragraful 5.28. Pentru RdnetN , a se vedea rel. (6.8) con�inut� în paragraful 6.2 din SR EN 1993-1-1
Îmbin�ri solicitate la întindere
E - pretensionate RdtEdt FF ,, �
RdpEdt BF ,, �
Trebuie folosite �uruburi pretensionate din grupele 8.8 �i 10.9. Pentru RdpB , a se vedea tabelul 5.4
Nota�iile folosite în tabel au urm�toarele semnifica�ii: RdpB , - rezisten�a de calcul la forfecare prin str�pungere de c�tre capul �urubului sau piuli��;
RdbF , - for�a capabil� la presiune pe gaur� a �urubului;
EdtF , - efortul de întindere de calcul în �urub la starea limit� ultim�;
RdtF , - for�a capabil� de întindere a �urubului;
RdsF , - rezisten�a de calcul la lunecare a �urubului, la starea limit� ultim�;
EdvF , - efortul de forfecare de calcul în �urub, la starea limit� ultim�;
RdvF , - for�a capabil� la forfecare a �urubului;
serEdvF ,, - efortul de forfecare de calcul în �urub, la starea limit� a exploat�rii normale;
serRdsF ,, - rezisten�a de calcul la lunecare a �urubului, la starea limit� a exploat�rii normale;
RdnetN , - valoarea de calcul a rezisten�ei la întindere a sec�iunii transversale nete.
Observa�ii: 1. For�a de întindere de calcul EdtF , include for�ele care se datoreaz� efectului de pârghie. 2. �uruburile care sunt solicitate la forfecare �i întindere satisfac �i criteriile prezentate în tabelul 5.4.NOT� - Acolo unde dispozitivele de fixare sunt solicitate la întindere, acestea se dimensioneaz� pentru a prelua for�a suplimentar� datorat� efectului de pârghie, dac� acesta se poate produce.
5.3 Distan�ele minime �i maxime între g�uri, distan�ele de la centrul g�urii pân� la marginea elementului de costruc�ie metalic�, pe direc�ia efortului �i distan�ele de la centrul g�urii pân� la marginea elementului de costruc�ie metalic�, perpendicular de direc�ia efortului, sunt prezentate în tabelul 5.2. 5.4 Valorile adoptate, ca valori caracteristice, în calculele de proiectare a îmbin�rilor pre-tensionate, pentru limita de curgere ybf �i rezisten�a la rupere ubf a �uruburilor de înalt� rezisten�� pretensionate sunt date în tabelul 5.3. 5.5 Pentru o�elurile de construc�ii, valorile limitei de curgere �i ale rezisten�ei de rupere considerate în calcule vor fi cele con�inute în câmpurile relevante din specifica�iile tehnice de produs. 5.6 Pentru o�elurile de construc�ii, valorile pentru constantele elastice �i coeficientul deforma�iei termice liniare luate în considerare în calcule, vor fi cele specificate la pct. 4.11.
18
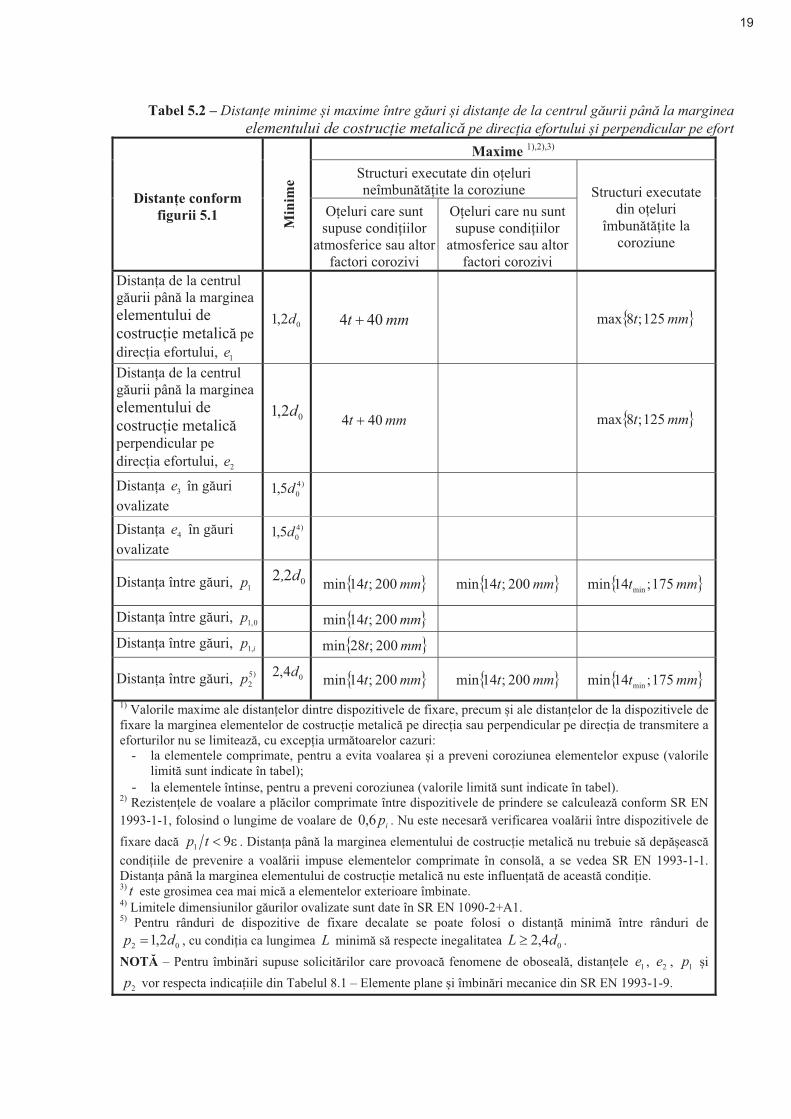
Tabel 5.2 – Distan�e minime �i maxime între g�uri �i distan�e de la centrul g�urii pân� la marginea elementului de costruc�ie metalic� pe direc�ia efortului �i perpendicular pe efort
Distan�e conform figurii 5.1 M
inim
e
Maxime 1),2),3) Structuri executate din o�eluri neîmbun�t��ite la coroziune Structuri executate
din o�eluri îmbun�t��ite la
coroziune
O�eluri care sunt supuse condi�iilor
atmosferice sau altor factori corozivi
O�eluri care nu sunt supuse condi�iilor
atmosferice sau altor factori corozivi
Distan�a de la centrul g�urii pân� la marginea elementului de costruc�ie metalic� pe direc�ia efortului, 1e
02,1 d mmt 404 � � �mmt 125 ;8max
Distan�a de la centrul g�urii pân� la marginea elementului de costruc�ie metalic� perpendicular pe direc�ia efortului, 2e
02,1 d mmt 404 � � �mmt 125 ;8max
Distan�a 3e în g�uri ovalizate
)405,1 d
Distan�a 4e în g�uri ovalizate
)405,1 d
Distan�a între g�uri, 1p 022 d, � �mmt 200 ;14min � �mmt 200 ;14min � �mmt 751 ;14min min
Distan�a între g�uri, 0,1p � �mmt 200 ;14minDistan�a între g�uri, ip ,1 � �mmt 200 ;28min
Distan�a între g�uri, )52p 04,2 d � �mmt 200 ;14min � �mmt 200 ;14min � �mmt 751 ;14min min
1) Valorile maxime ale distan�elor dintre dispozitivele de fixare, precum �i ale distan�elor de la dispozitivele defixare la marginea elementelor de costruc�ie metalic� pe direc�ia sau perpendicular pe direc�ia de transmitere aeforturilor nu se limiteaz�, cu excep�ia urm�toarelor cazuri:
- la elementele comprimate, pentru a evita voalarea �i a preveni coroziunea elementelor expuse (valorilelimit� sunt indicate în tabel);
- la elementele întinse, pentru a preveni coroziunea (valorile limit� sunt indicate în tabel).2) Rezisten�ele de voalare a pl�cilor comprimate între dispozitivele de prindere se calculeaz� conform SR EN1993-1-1, folosind o lungime de voalare de ip6,0 . Nu este necesar� verificarea voal�rii între dispozitivele de fixare dac� �� 91 tp . Distan�a pân� la marginea elementului de costruc�ie metalic� nu trebuie s� dep��easc� condi�iile de prevenire a voal�rii impuse elementelor comprimate în consol�, a se vedea SR EN 1993-1-1. Distan�a pân� la marginea elementului de costruc�ie metalic� nu este influen�at� de aceast� condi�ie. 3) t este grosimea cea mai mic� a elementelor exterioare îmbinate.4) Limitele dimensiunilor g�urilor ovalizate sunt date în SR EN 1090-2+A1.5) Pentru rânduri de dispozitive de fixare decalate se poate folosi o distan�� minim� între rânduri de
02 2,1 dp � , cu condi�ia ca lungimea L minim� s� respecte inegalitatea 04,2 dL � . NOT� – Pentru îmbin�ri supuse solicit�rilor care provoac� fenomene de oboseal�, distan�ele 1e , 2e , 1p �i
2p vor respecta indica�iile din Tabelul 8.1 – Elemente plane �i îmbin�ri mecanice din SR EN 1993-1-9.
19
a
e1p1
L
b
c
p1
d
p1,0
p1,i
Rând exteriorRând interior
e4 R=0,5d0
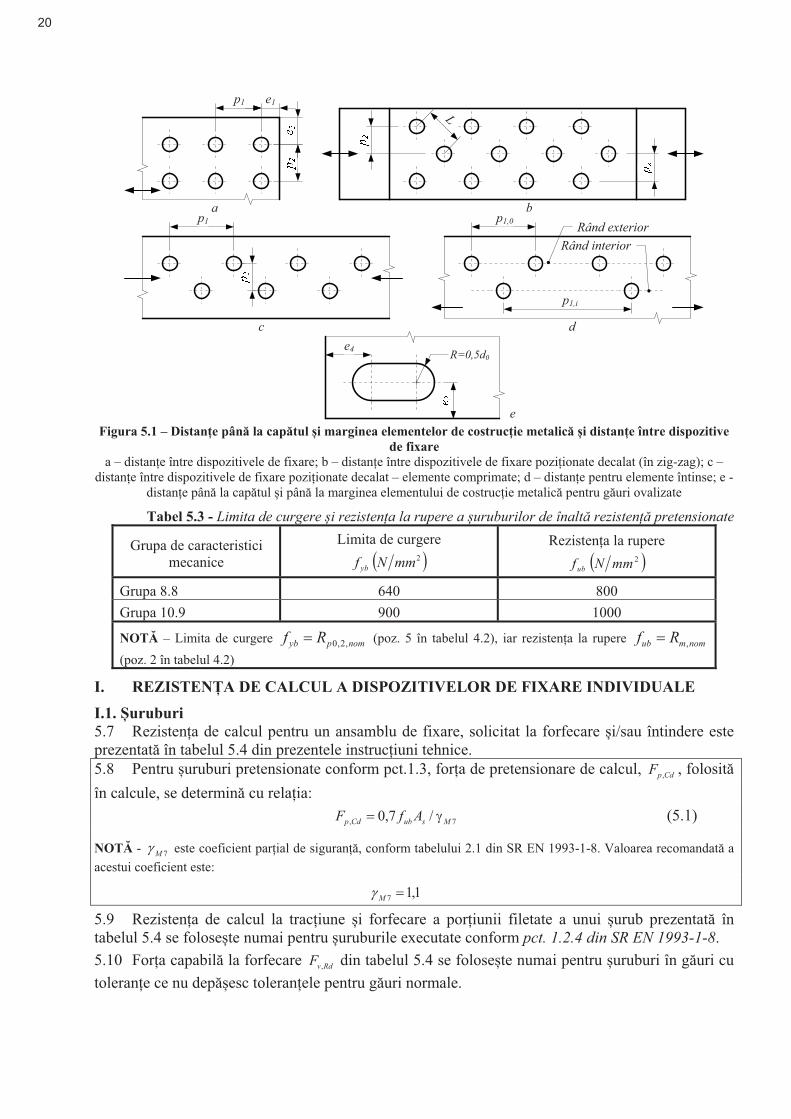
eFigura 5.1 – Distan�e pân� la cap�tul �i marginea elementelor de costruc�ie metalic� �i distan�e între dispozitive
de fixare a – distan�e între dispozitivele de fixare; b – distan�e între dispozitivele de fixare pozi�ionate decalat (în zig-zag); c –
distan�e între dispozitivele de fixare pozi�ionate decalat – elemente comprimate; d – distan�e pentru elemente întinse; e - distan�e pân� la cap�tul �i pân� la marginea elementului de costruc�ie metalic� pentru g�uri ovalizate
Tabel 5.3 - Limita de curgere �i rezisten�a la rupere a �uruburilor de înalt� rezisten�� pretensionate
Grupa de caracteristici mecanice
Limita de curgere � �2 mmNf yb
Rezisten�a la rupere � � �2 mmNfub
Grupa 8.8 640 800 Grupa 10.9 900 1000
NOT� – Limita de curgere nompyb Rf ,2,0� (poz. 5 în tabelul 4.2), iar rezisten�a la rupere nommub Rf ,�(poz. 2 în tabelul 4.2)
I. REZISTEN�A DE CALCUL A DISPOZITIVELOR DE FIXARE INDIVIDUALEI.1. �uruburi5.7 Rezisten�a de calcul pentru un ansamblu de fixare, solicitat la forfecare �i/sau întindere esteprezentat� în tabelul 5.4 din prezentele instruc�iuni tehnice.5.8 Pentru �uruburi pretensionate conform pct.1.3, for�a de pretensionare de calcul, CdpF , , folosit� în calcule, se determin� cu rela�ia:
7, /7,0 MsubCdp AfF �� (5.1)
NOT� - 7M� este coeficient par�ial de siguran��, conform tabelului 2.1 din SR EN 1993-1-8. Valoarea recomandat� aacestui coeficient este:
1,17 �M�
5.9 Rezisten�a de calcul la trac�iune �i forfecare a por�iunii filetate a unui �urub prezentat� în tabelul 5.4 se folose�te numai pentru �uruburile executate conform pct. 1.2.4 din SR EN 1993-1-8. 5.10 For�a capabil� la forfecare RdvF , din tabelul 5.4 se folose�te numai pentru �uruburi în g�uri cu toleran�e ce nu dep��esc toleran�ele pentru g�uri normale.
20
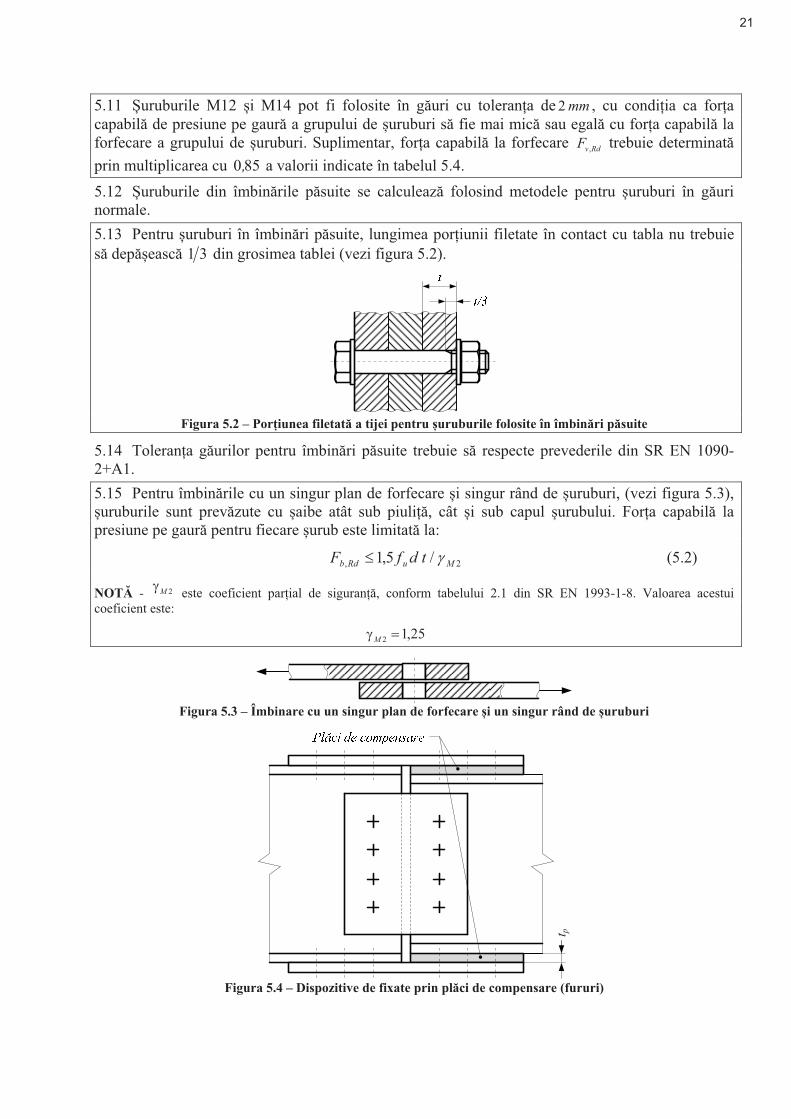
5.11 �uruburile M12 �i M14 pot fi folosite în g�uri cu toleran�a de mm 2 , cu condi�ia ca for�a capabil� de presiune pe gaur� a grupului de �uruburi s� fie mai mic� sau egal� cu for�a capabil� la forfecare a grupului de �uruburi. Suplimentar, for�a capabil� la forfecare RdvF , trebuie determinat� prin multiplicarea cu 850, a valorii indicate în tabelul 5.4. 5.12 �uruburile din îmbin�rile p�suite se calculeaz� folosind metodele pentru �uruburi în g�uri normale. 5.13 Pentru �uruburi în îmbin�ri p�suite, lungimea por�iunii filetate în contact cu tabla nu trebuie s� dep��easc� 31 din grosimea tablei (vezi figura 5.2).
Figura 5.2 – Por�iunea filetat� a tijei pentru �uruburile folosite în îmbin�ri p�suite
5.14 Toleran�a g�urilor pentru îmbin�ri p�suite trebuie s� respecte prevederile din SR EN 1090-2+A1. 5.15 Pentru îmbin�rile cu un singur plan de forfecare �i singur rând de �uruburi, (vezi figura 5.3), �uruburile sunt prev�zute cu �aibe atât sub piuli��, cât �i sub capul �urubului. For�a capabil� la presiune pe gaur� pentru fiecare �urub este limitat� la:
2, / 5,1 MuRdb tdfF �� (5.2)
NOT� - � 2M� este coeficient par�ial de siguran��, conform tabelului 2.1 din SR EN 1993-1-8. Valoarea acestuicoeficient este:
25,12 ��M
Figura 5.3 – Îmbinare cu un singur plan de forfecare �i un singur rând de �uruburi
t p
Figura 5.4 – Dispozitive de fixate prin pl�ci de compensare (fururi)
21
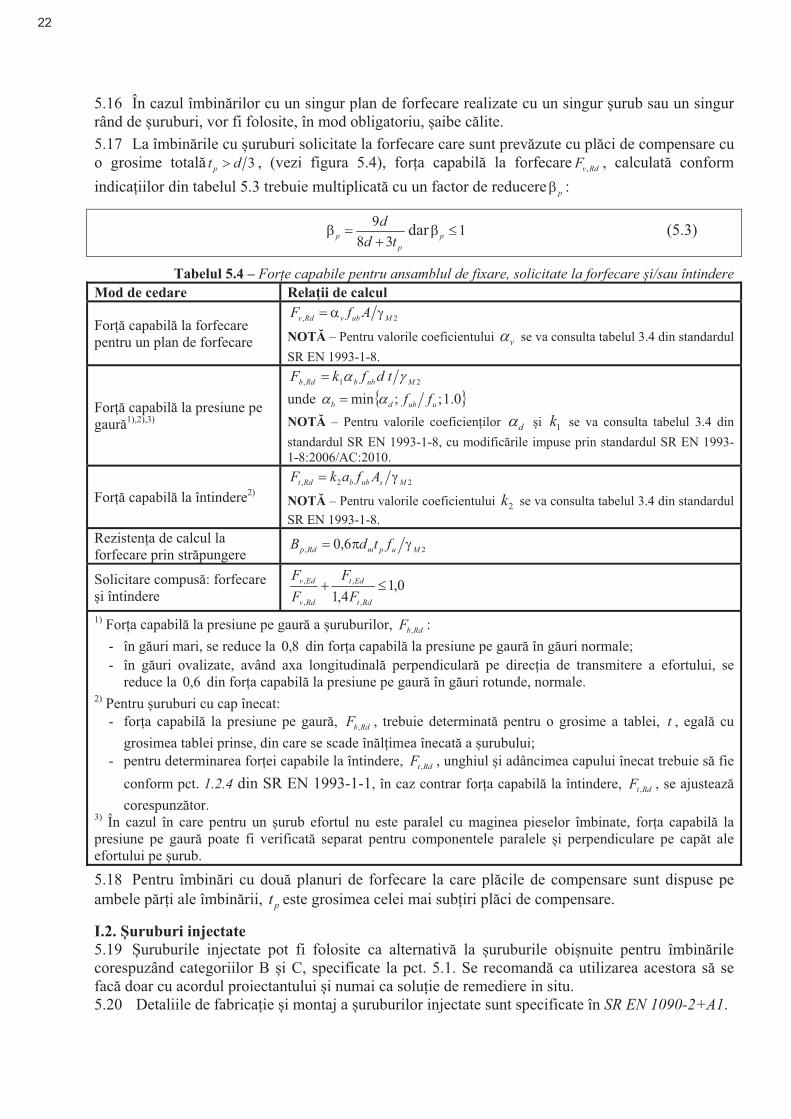
5.16 În cazul îmbin�rilor cu un singur plan de forfecare realizate cu un singur �urub sau un singur rând de �uruburi, vor fi folosite, în mod obligatoriu, �aibe c�lite. 5.17 La îmbin�rile cu �uruburi solicitate la forfecare care sunt prev�zute cu pl�ci de compensare cu o grosime total� 3dt p � , (vezi figura 5.4), for�a capabil� la forfecare RdvF , , calculat� conform indica�iilor din tabelul 5.3 trebuie multiplicat� cu un factor de reducere p� :
pp td
d38
9�
�� dar 1�� p (5.3)
Tabelul 5.4 – For�e capabile pentru ansamblul de fixare, solicitate la forfecare �i/sau întindere Mod de cedare Rela�ii de calcul
For�� capabil� la forfecare pentru un plan de forfecare
2, MubvRdv AfF ���
NOT� – Pentru valorile coeficientului v� se va consulta tabelul 3.4 din standardul SR EN 1993-1-8.
For�� capabil� la presiune pe gaur�1),2),3)
21, MubbRdb tdfkF ���
unde � �0.1 ;;min uubdb ff�� �
NOT� – Pentru valorile coeficien�ilor d� �i 1k se va consulta tabelul 3.4 dinstandardul SR EN 1993-1-8, cu modific�rile impuse prin standardul SR EN 1993-1-8:2006/AC:2010.
For�� capabil� la întindere2) 22, MsubbRdt AfakF ��
NOT� – Pentru valorile coeficientului 2k se va consulta tabelul 3.4 din standardul SR EN 1993-1-8.
Rezisten�a de calcul la forfecare prin str�pungere 2, 6,0 MupmRdp ftdB ���
Solicitare compus�: forfecare �i întindere
0,14,1 ,
,
,
, ��Rdt
Edt
Rdv
Edv
FF
FF
1) For�a capabil� la presiune pe gaur� a �uruburilor, RdbF , : - în g�uri mari, se reduce la 8,0 din for�a capabil� la presiune pe gaur� în g�uri normale;- în g�uri ovalizate, având axa longitudinal� perpendicular� pe direc�ia de transmitere a efortului, se
reduce la 6,0 din for�a capabil� la presiune pe gaur� în g�uri rotunde, normale.2) Pentru �uruburi cu cap înecat:
- for�a capabil� la presiune pe gaur�, RdbF , , trebuie determinat� pentru o grosime a tablei, t , egal� cu grosimea tablei prinse, din care se scade în�l�imea înecat� a �urubului;
- pentru determinarea for�ei capabile la întindere, RdtF , , unghiul �i adâncimea capului înecat trebuie s� fie conform pct. 1.2.4 din SR EN 1993-1-1, în caz contrar for�a capabil� la întindere, RdtF , , se ajusteaz� corespunz�tor.
3) În cazul în care pentru un �urub efortul nu este paralel cu maginea pieselor îmbinate, for�a capabil� lapresiune pe gaur� poate fi verificat� separat pentru componentele paralele �i perpendiculare pe cap�t aleefortului pe �urub.
5.18 Pentru îmbin�ri cu dou� planuri de forfecare la care pl�cile de compensare sunt dispuse pe ambele p�r�i ale îmbin�rii, pt este grosimea celei mai sub�iri pl�ci de compensare.
I.2. �uruburi injectate5.19 �uruburile injectate pot fi folosite ca alternativ� la �uruburile obi�nuite pentru îmbin�rilecorespuzând categoriilor B �i C, specificate la pct. 5.1. Se recomand� ca utilizarea acestora s� sefac� doar cu acordul proiectantului �i numai ca solu�ie de remediere in situ.5.20 Detaliile de fabrica�ie �i montaj a �uruburilor injectate sunt specificate în SR EN 1090-2+A1.
22
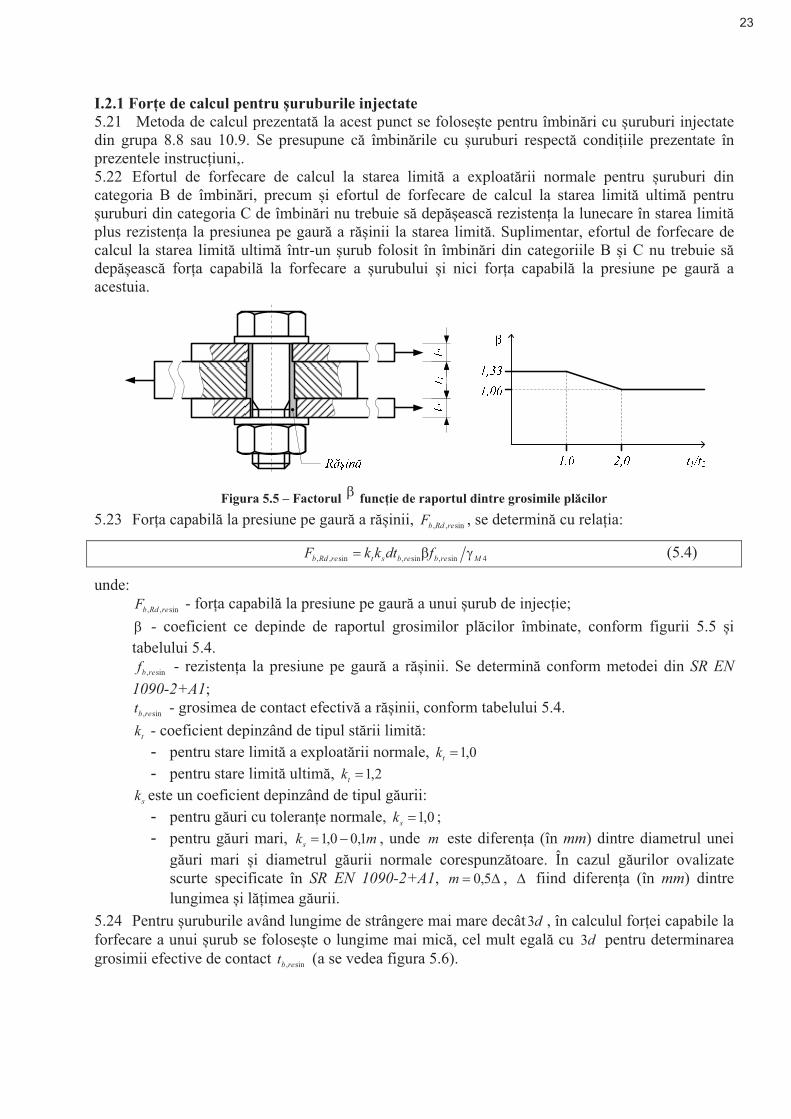
I.2.1 For�e de calcul pentru �uruburile injectate5.21 Metoda de calcul prezentat� la acest punct se folose�te pentru îmbin�ri cu �uruburi injectatedin grupa 8.8 sau 10.9. Se presupune c� îmbin�rile cu �uruburi respect� condi�iile prezentate înprezentele instruc�iuni,.5.22 Efortul de forfecare de calcul la starea limit� a exploat�rii normale pentru �uruburi dincategoria B de îmbin�ri, precum �i efortul de forfecare de calcul la starea limit� ultim� pentru�uruburi din categoria C de îmbin�ri nu trebuie s� dep��easc� rezisten�a la lunecare în starea limit�plus rezisten�a la presiunea pe gaur� a r��inii la starea limit�. Suplimentar, efortul de forfecare decalcul la starea limit� ultim� într-un �urub folosit în îmbin�ri din categoriile B �i C nu trebuie s�dep��easc� for�a capabil� la forfecare a �urubului �i nici for�a capabil� la presiune pe gaur� aacestuia.
Figura 5.5 – Factorul � func�ie de raportul dintre grosimile pl�cilor5.23 For�a capabil� la presiune pe gaur� a r��inii, sin,, reRdbF , se determin� cu rela�ia:
4sin,sin,sin,, MrebrebstreRdb fdtkkF ��� (5.4)
unde: sin,, reRdbF - for�a capabil� la presiune pe gaur� a unui �urub de injec�ie;
� - coeficient ce depinde de raportul grosimilor pl�cilor îmbinate, conform figurii 5.5 �i tabelului 5.4.
sin,rebf - rezisten�a la presiune pe gaur� a r��inii. Se determin� conform metodei din SR EN1090-2+A1;
sin,rebt - grosimea de contact efectiv� a r��inii, conform tabelului 5.4.
tk - coeficient depinzând de tipul st�rii limit�: - pentru stare limit� a exploat�rii normale, 0,1�tk- pentru stare limit� ultim�, 2,1�tk
sk este un coeficient depinzând de tipul g�urii: - pentru g�uri cu toleran�e normale, 0,1�sk ;- pentru g�uri mari, mks 1,00,1 �� , unde m este diferen�a (în mm) dintre diametrul unei
g�uri mari �i diametrul g�urii normale corespunz�toare. În cazul g�urilor ovalizatescurte specificate în SR EN 1090-2+A1, � 5,0m , fiind diferen�a (în mm) dintrelungimea �i l��imea g�urii.
5.24 Pentru �uruburile având lungime de strângere mai mare decât d3 , în calculul for�ei capabile la forfecare a unui �urub se folose�te o lungime mai mic�, cel mult egal� cu d3 pentru determinarea grosimii efective de contact sin,rebt (a se vedea figura 5.6).
23
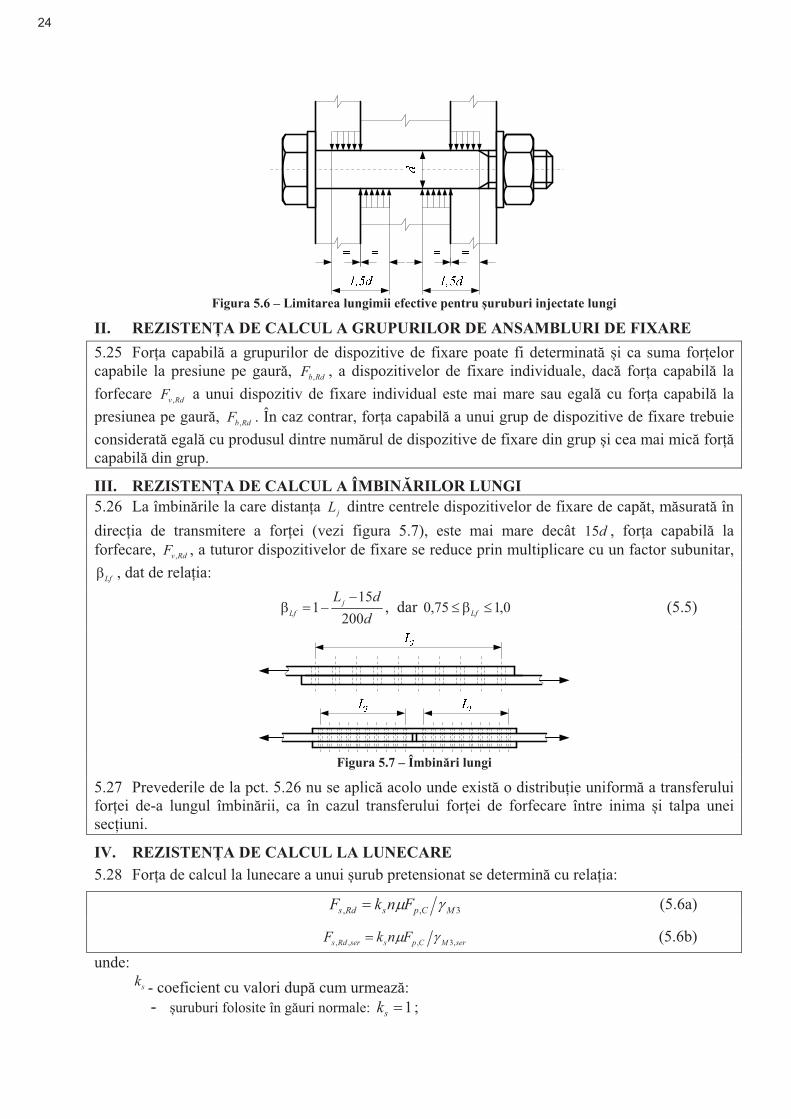
Figura 5.6 – Limitarea lungimii efective pentru �uruburi injectate lungi
II. REZISTEN�A DE CALCUL A GRUPURILOR DE ANSAMBLURI DE FIXARE5.25 For�a capabil� a grupurilor de dispozitive de fixare poate fi determinat� �i ca suma for�elor capabile la presiune pe gaur�, RdbF , , a dispozitivelor de fixare individuale, dac� for�a capabil� la forfecare RdvF , a unui dispozitiv de fixare individual este mai mare sau egal� cu for�a capabil� la presiunea pe gaur�, RdbF , . În caz contrar, for�a capabil� a unui grup de dispozitive de fixare trebuie considerat� egal� cu produsul dintre num�rul de dispozitive de fixare din grup �i cea mai mic� for�� capabil� din grup.
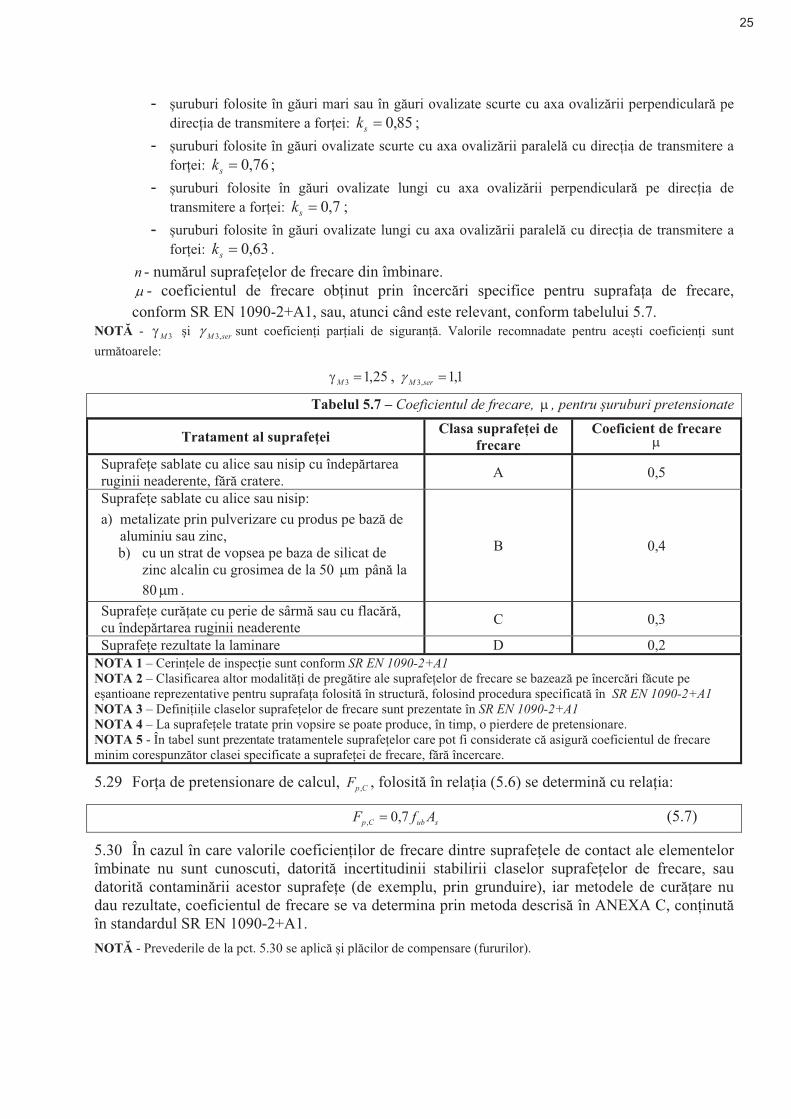
III. REZISTEN�A DE CALCUL A ÎMBIN�RILOR LUNGI5.26 La îmbin�rile la care distan�a jL dintre centrele dispozitivelor de fixare de cap�t, m�surat� în direc�ia de transmitere a for�ei (vezi figura 5.7), este mai mare decât d15 , for�a capabil� la forfecare, RdvF , , a tuturor dispozitivelor de fixare se reduce prin multiplicare cu un factor subunitar,
Lf� , dat de rela�ia:
ddLj
Lf 20015
1�
��� , dar 0,175,0 ��� Lf (5.5)
Figura 5.7 – Îmbin�ri lungi
5.27 Prevederile de la pct. 5.26 nu se aplic� acolo unde exist� o distribu�ie uniform� a transferului for�ei de-a lungul îmbin�rii, ca în cazul transferului for�ei de forfecare între inima �i talpa unei sec�iuni.
IV. REZISTEN�A DE CALCUL LA LUNECARE5.28 For�a de calcul la lunecare a unui �urub pretensionat se determin� cu rela�ia:
3,, MCpsRds FnkF ��� (5.6a)
serMCpsserRds FnkF ,3,,, ��� (5.6b)unde:
� sk - coeficient cu valori dup� cum urmeaz�:- �uruburi folosite în g�uri normale: 1�sk ;
24
- �uruburi folosite în g�uri mari sau în g�uri ovalizate scurte cu axa ovaliz�rii perpendicular� pedirec�ia de transmitere a for�ei: 85,0�sk ;
- �uruburi folosite în g�uri ovalizate scurte cu axa ovaliz�rii paralel� cu direc�ia de transmitere afor�ei: 76,0�sk ;
- �uruburi folosite în g�uri ovalizate lungi cu axa ovaliz�rii perpendicular� pe direc�ia detransmitere a for�ei: 7,0�sk ;
- �uruburi folosite în g�uri ovalizate lungi cu axa ovaliz�rii paralel� cu direc�ia de transmitere afor�ei: 63,0�sk .
n - num�rul suprafe�elor de frecare din îmbinare. � - coeficientul de frecare ob�inut prin încerc�ri specifice pentru suprafa�a de frecare, conform SR EN 1090-2+A1, sau, atunci când este relevant, conform tabelului 5.7.
NOT� - 3M� �i serM ,3� sunt coeficien�i par�iali de siguran��. Valorile recomnadate pentru ace�ti coeficien�i sunt urm�toarele:
25,13 ��M , 1,1,3 �serM�
Tabelul 5.7 – Coeficientul de frecare, � , pentru �uruburi pretensionate
Tratament al suprafe�ei Clasa suprafe�ei de frecare
Coeficient de frecare ��
Suprafe�e sablate cu alice sau nisip cu îndep�rtarea ruginii neaderente, f�r� cratere. A 0,5
Suprafe�e sablate cu alice sau nisip: a) metalizate prin pulverizare cu produs pe baz� de
aluminiu sau zinc,b) cu un strat de vopsea pe baza de silicat de
zinc alcalin cu grosimea de la 50 m� pân� la80 m� .
B 0,4
Suprafe�e cur��ate cu perie de sârm� sau cu flac�r�, cu îndep�rtarea ruginii neaderente C 0,3
Suprafe�e rezultate la laminare D 0,2 NOTA 1 – Cerin�ele de inspec�ie sunt conform SR EN 1090-2+A1 NOTA 2 – Clasificarea altor modalit��i de preg�tire ale suprafe�elor de frecare se bazeaz� pe încerc�ri f�cute pe e�antioane reprezentative pentru suprafa�a folosit� în structur�, folosind procedura specificat� în SR EN 1090-2+A1 NOTA 3 – Defini�iile claselor suprafe�elor de frecare sunt prezentate în SR EN 1090-2+A1 NOTA 4 – La suprafe�ele tratate prin vopsire se poate produce, în timp, o pierdere de pretensionare. NOTA 5 - În tabel sunt prezentate tratamentele suprafe�elor care pot fi considerate c� asigur� coeficientul de frecare minim corespunz�tor clasei specificate a suprafe�ei de frecare, f�r� încercare.
5.29 For�a de pretensionare de calcul, CpF , , folosit� în rela�ia (5.6) se determin� cu rela�ia:
subCp AfF 7,0, � (5.7)
5.30 În cazul în care valorile coeficien�ilor de frecare dintre suprafe�ele de contact ale elementelor îmbinate nu sunt cunoscuti, datorit� incertitudinii stabilirii claselor suprafe�elor de frecare, sau datorit� contamin�rii acestor suprafe�e (de exemplu, prin grunduire), iar metodele de cur��are nu dau rezultate, coeficientul de frecare se va determina prin metoda descris� în ANEXA C, con�inut� în standardul SR EN 1090-2+A1. NOT� - Prevederile de la pct. 5.30 se aplic� �i pl�cilor de compensare (fururilor).
25
IV.1.Îmbinare solicitat� la trac�iune combinat� cu forfecare5.31 Dac� o îmbinare pretensionat� este supus� unui efort de întindere de calcul, EdtF , sau serEdtF ,, , suplimentar efortului de forfecare de calcul, EdvF , sau serEdvF ,, , care are tendin�a s� produc� lunecare, rezisten�a de calcul la lunecare a unui �urub se determin� dup� cum urmeaz�: - pentru îmbin�ri de categoria B:
� � serMserEdtCpsserRds FFnkF ,3,,,,, 8,0 ���� (5.8 a)
- pentru îmbin�ri de categoria C:
� � 3,,, 8,0 MEdtCpsRds FFnkF ���� (5.8 b)
NOT� - � serM ,3� este coeficient par�ial de siguran��. Valoarea recomandat� a acestui coeficient este:
1,1,3 �� serM
5.32 Dac� într-o îmbinare for�a de contact în zona comprimat� echilibreaz� for�a de trac�iune ce se dezvolt� în zona întins�, nu este necesar� reducerea rezisten�ei la lunecare a îmbin�rii.
IV.2. Îmbin�ri hibride5.33 Ca excep�ie de la prevederile con�inute în paragraful 2.4 (3) din SR EN 1993-1-1, pentru �uruburile pretensionate calculate s� transmit� eforturile prin frecare la starea limit� ultim� (categoria C în paragraful 5.1 al prezentelor instruc�iuni tehnice) se poate admite c� preiau eforturile împreun� cu sudurile, dac� pretensionarea final� a �uruburilor se face dup� sudarea elementelor îmbin�rii.
V. SL�BIREA SEC�IUNII DAT� DE G�URILE PENTRU �URUBURI5.34 Efectul sl�birii sec�iunii dat� de g�urile pentru �uruburi se ia în considerare în conformitate cu prevederile con�inute în standardul SR EN 1993-1-8, paragraful 6.2.2.
V.1. Calculul ruperii în bloc5.35 Ruperea în bloc, exemplificat� în figura 5.8, const� în cedarea la forfecare de-a lungul unui rând de �uruburi în suprafa�a de forfecare a grupului de g�uri, înso�it� de ruperea la întindere de-a lungul liniei de g�uri în suprafa�a întins� a grupului de �uruburi. 5.36 În cazul grupurilor simetrice de �uruburi, solicitate de o înc�rcare aplicat� în lungul axei de simetrie, rezisten�a la rupere în bloc, RdeffV ,1, , se poate calcula cu rela�ia:
� � 02,1, 31 MnvyMntuRdeff AfAfV ���� (5.9)
în care ntA este aria net� solicitat� la întindere, iar nvA este aria net� solicitat� la forfecare. 5.37 Dac� un grup de grup de �uruburi este solicitat de o înc�rcare excentric�, atunci rezisten�a la rupere în bloc, RdeffV ,2, , se poate calcula cu rela�ia:
� � 02,2, 315,0 MntyMnvuRdeff AfAfV ���� (5.10)
26
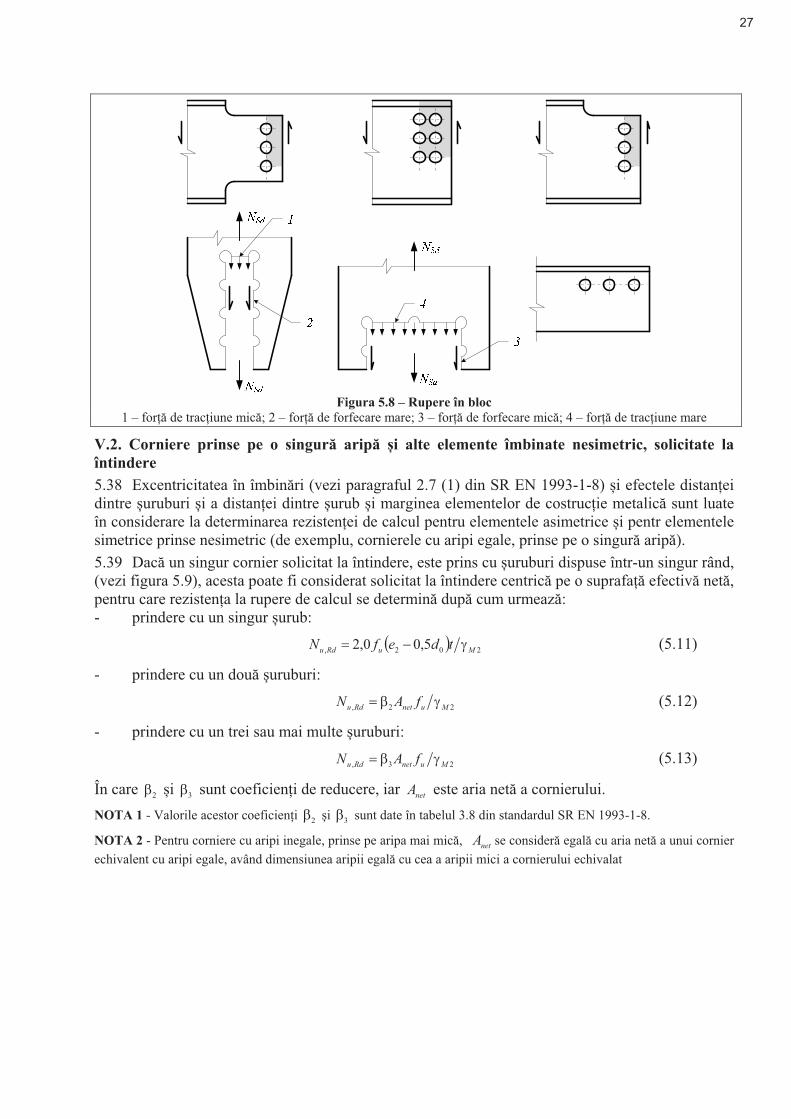
Figura 5.8 – Rupere în bloc 1 – for�� de trac�iune mic�; 2 – for�� de forfecare mare; 3 – for�� de forfecare mic�; 4 – for�� de trac�iune mare
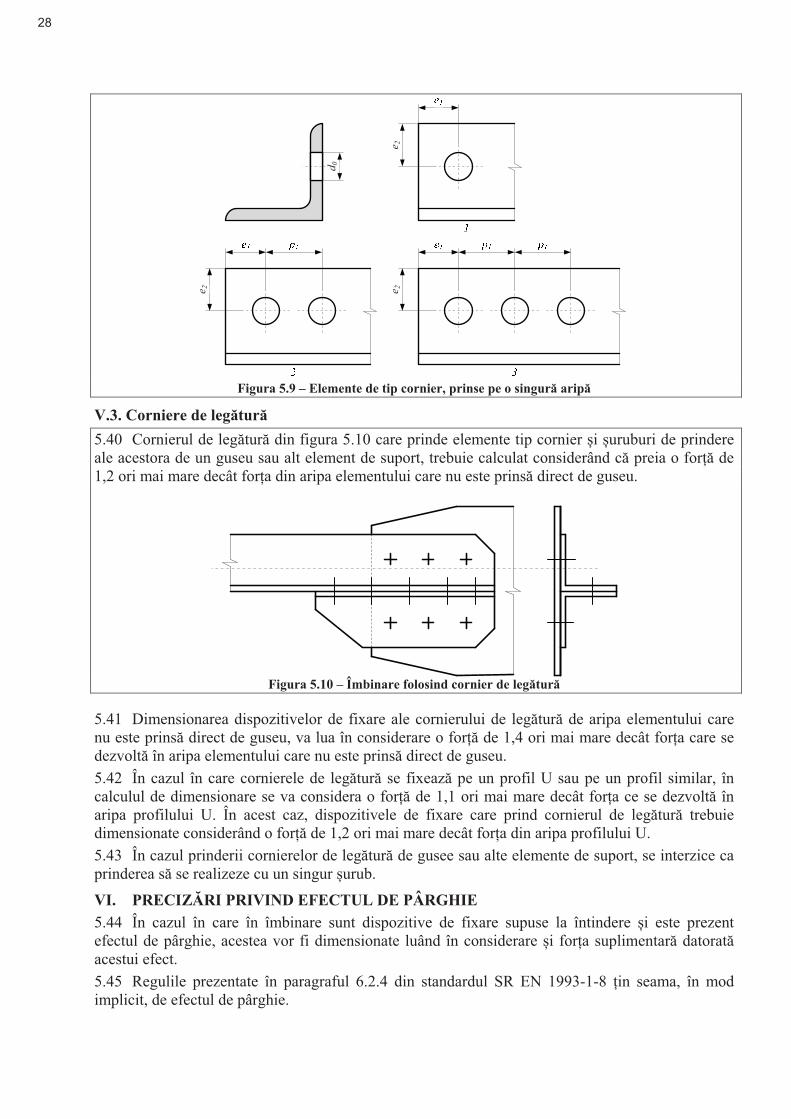
V.2. Corniere prinse pe o singur� arip� �i alte elemente îmbinate nesimetric, solicitate laîntindere5.38 Excentricitatea în îmbin�ri (vezi paragraful 2.7 (1) din SR EN 1993-1-8) �i efectele distan�ei dintre �uruburi �i a distan�ei dintre �urub �i marginea elementelor de costruc�ie metalic� sunt luate în considerare la determinarea rezisten�ei de calcul pentru elementele asimetrice �i pentr elementele simetrice prinse nesimetric (de exemplu, cornierele cu aripi egale, prinse pe o singur� arip�). 5.39 Dac� un singur cornier solicitat la întindere, este prins cu �uruburi dispuse într-un singur rând, (vezi figura 5.9), acesta poate fi considerat solicitat la întindere centric� pe o suprafa�� efectiv� net�, pentru care rezisten�a la rupere de calcul se determin� dup� cum urmeaz�: - prindere cu un singur �urub:
� � 202, 5,00,2 MuRdu tdefN ��� (5.11)
- prindere cu un dou� �uruburi:
22, MunetRdu fAN ��� (5.12)
- prindere cu un trei sau mai multe �uruburi:
23, MunetRdu fAN ��� (5.13)
În care 2� �i 3� sunt coeficien�i de reducere, iar netA este aria net� a cornierului. NOTA 1 - Valorile acestor coeficien�i 2� �i 3� sunt date în tabelul 3.8 din standardul SR EN 1993-1-8.
NOTA 2 - Pentru corniere cu aripi inegale, prinse pe aripa mai mic�, netA se consider� egal� cu aria net� a unui cornier echivalent cu aripi egale, având dimensiunea aripii egal� cu cea a aripii mici a cornierului echivalat
27
d 0
e 2
e 2 e 2Figura 5.9 – Elemente de tip cornier, prinse pe o singur� arip�
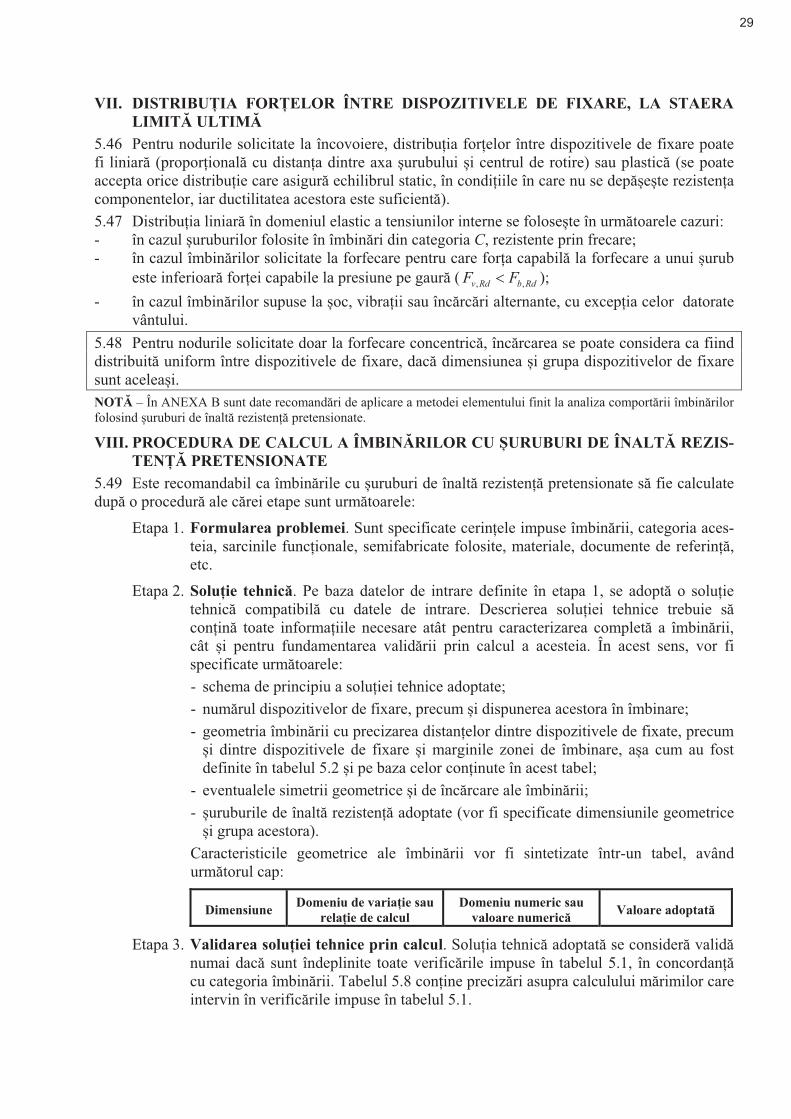
V.3. Corniere de leg�tur�5.40 Cornierul de leg�tur� din figura 5.10 care prinde elemente tip cornier �i �uruburi de prindere ale acestora de un guseu sau alt element de suport, trebuie calculat considerând c� preia o for�� de 1,2 ori mai mare decât for�a din aripa elementului care nu este prins� direct de guseu.
Figura 5.10 – Îmbinare folosind cornier de leg�tur�
5.41 Dimensionarea dispozitivelor de fixare ale cornierului de leg�tur� de aripa elementului care nu este prins� direct de guseu, va lua în considerare o for�� de 1,4 ori mai mare decât for�a care se dezvolt� în aripa elementului care nu este prins� direct de guseu. 5.42 În cazul în care cornierele de leg�tur� se fixeaz� pe un profil U sau pe un profil similar, în calculul de dimensionare se va considera o for�� de 1,1 ori mai mare decât for�a ce se dezvolt� în aripa profilului U. În acest caz, dispozitivele de fixare care prind cornierul de leg�tur� trebuie dimensionate considerând o for�� de 1,2 ori mai mare decât for�a din aripa profilului U. 5.43 În cazul prinderii cornierelor de leg�tur� de gusee sau alte elemente de suport, se interzice ca prinderea s� se realizeze cu un singur �urub.
VI. PRECIZ�RI PRIVIND EFECTUL DE PÂRGHIE5.44 În cazul în care în îmbinare sunt dispozitive de fixare supuse la întindere �i este prezent efectul de pârghie, acestea vor fi dimensionate luând în considerare �i for�a suplimentar� datorat� acestui efect. 5.45 Regulile prezentate în paragraful 6.2.4 din standardul SR EN 1993-1-8 �in seama, în mod implicit, de efectul de pârghie.
28
VII. DISTRIBU�IA FOR�ELOR ÎNTRE DISPOZITIVELE DE FIXARE, LA STAERALIMIT� ULTIM�
5.46 Pentru nodurile solicitate la încovoiere, distribu�ia for�elor între dispozitivele de fixare poate fi liniar� (propor�ional� cu distan�a dintre axa �urubului �i centrul de rotire) sau plastic� (se poate accepta orice distribu�ie care asigur� echilibrul static, în condi�iile în care nu se dep��e�te rezisten�a componentelor, iar ductilitatea acestora este suficient�). 5.47 Distribu�ia liniar� în domeniul elastic a tensiunilor interne se folose�te în urm�toarele cazuri: - în cazul �uruburilor folosite în îmbin�ri din categoria C, rezistente prin frecare;- în cazul îmbin�rilor solicitate la forfecare pentru care for�a capabil� la forfecare a unui �urub
este inferioar� for�ei capabile la presiune pe gaur� ( RdbRdv FF ,, � ); - în cazul îmbin�rilor supuse la �oc, vibra�ii sau înc�rc�ri alternante, cu excep�ia celor datorate
vântului.5.48 Pentru nodurile solicitate doar la forfecare concentric�, înc�rcarea se poate considera ca fiind distribuit� uniform între dispozitivele de fixare, dac� dimensiunea �i grupa dispozitivelor de fixare sunt acelea�i. NOT� – În ANEXA B sunt date recomand�ri de aplicare a metodei elementului finit la analiza comport�rii îmbin�rilor folosind �uruburi de înalt� rezisten�� pretensionate.
VIII. PROCEDURA DE CALCUL A ÎMBIN�RILOR CU �URUBURI DE ÎNALT� REZIS-TEN�� PRETENSIONATE
5.49 Este recomandabil ca îmbin�rile cu �uruburi de înalt� rezisten�� pretensionate s� fie calculate dup� o procedur� ale c�rei etape sunt urm�toarele:
Etapa 1. Formularea problemei. Sunt specificate cerin�ele impuse îmbin�rii, categoria aces-teia, sarcinile func�ionale, semifabricate folosite, materiale, documente de referin��, etc.
Etapa 2. Solu�ie tehnic�. Pe baza datelor de intrare definite în etapa 1, se adopt� o solu�ie tehnic� compatibil� cu datele de intrare. Descrierea solu�iei tehnice trebuie s� con�in� toate informa�iile necesare atât pentru caracterizarea complet� a îmbin�rii, cât �i pentru fundamentarea valid�rii prin calcul a acesteia. În acest sens, vor fi specificate urm�toarele: - schema de principiu a solu�iei tehnice adoptate;- num�rul dispozitivelor de fixare, precum �i dispunerea acestora în îmbinare;- geometria îmbin�rii cu precizarea distan�elor dintre dispozitivele de fixate, precum
�i dintre dispozitivele de fixare �i marginile zonei de îmbinare, a�a cum au fostdefinite în tabelul 5.2 �i pe baza celor con�inute în acest tabel;
- eventualele simetrii geometrice �i de înc�rcare ale îmbin�rii;- �uruburile de înalt� rezisten�� adoptate (vor fi specificate dimensiunile geometrice
�i grupa acestora).Caracteristicile geometrice ale îmbin�rii vor fi sintetizate într-un tabel, având urm�torul cap:
Dimensiune Domeniu de varia�ie sau rela�ie de calcul
Domeniu numeric sau valoare numeric� Valoare adoptat�
Etapa 3. Validarea solu�iei tehnice prin calcul. Solu�ia tehnic� adoptat� se consider� valid� numai dac� sunt îndeplinite toate verific�rile impuse în tabelul 5.1, în concordan�� cu categoria îmbin�rii. Tabelul 5.8 con�ine preciz�ri asupra calculului m�rimilor care intervin în verific�rile impuse în tabelul 5.1.
29
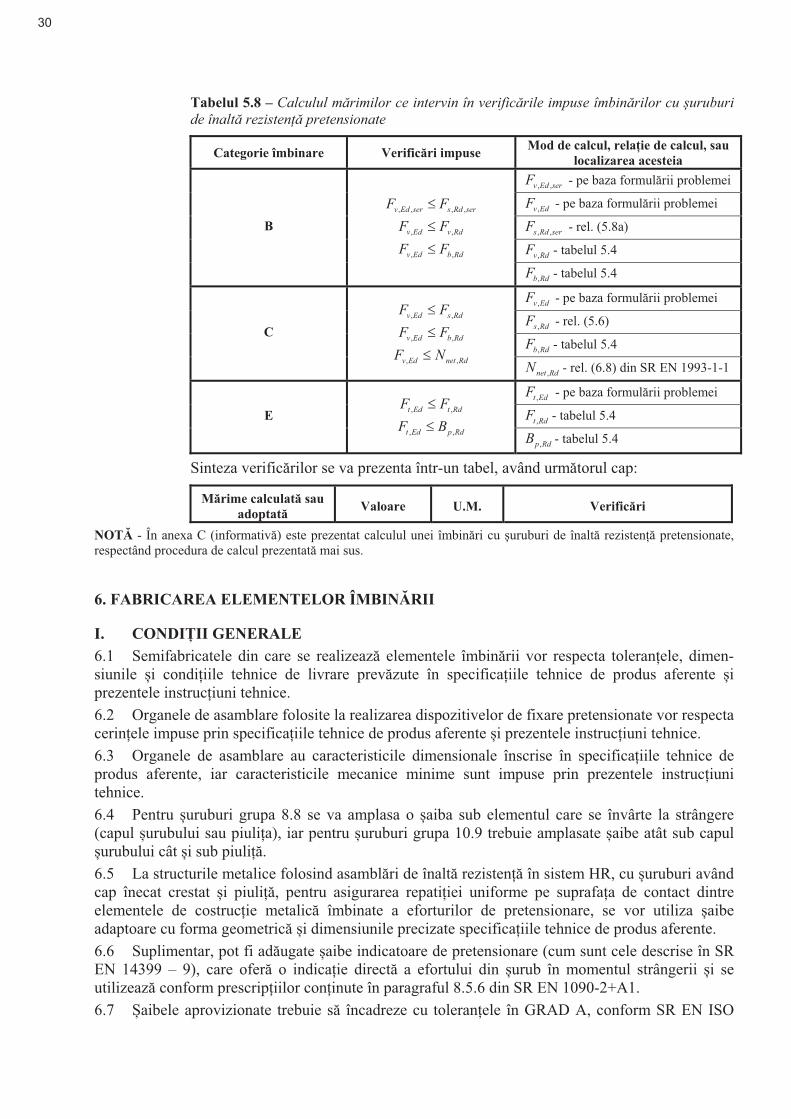
Tabelul 5.8 – Calculul m�rimilor ce intervin în verific�rile impuse îmbin�rilor cu �uruburi de înalt� rezisten�� pretensionate
Categorie îmbinare Verific�ri impuse Mod de calcul, rela�ie de calcul, sau localizarea acesteia
B serRdsserEdv FF ,,,, �
RdvEdv FF ,, �
RdbEdv FF ,, �
serEdvF ,, - pe baza formul�rii problemei
EdvF , - pe baza formul�rii problemei
serRdsF ,, - rel. (5.8a)
RdvF , - tabelul 5.4
RdbF , - tabelul 5.4
C RdsEdv FF ,, �
RdbEdv FF ,, �
RdnetEdv NF ,, �
EdvF , - pe baza formul�rii problemei
RdsF , - rel. (5.6)
RdbF , - tabelul 5.4
RdnetN , - rel. (6.8) din SR EN 1993-1-1
E RdtEdt FF ,, �
RdpEdt BF ,, �
EdtF , - pe baza formul�rii problemei
RdtF , - tabelul 5.4
RdpB , - tabelul 5.4
Sinteza verific�rilor se va prezenta într-un tabel, având urm�torul cap:
M�rime calculat� sau adoptat� Valoare U.M. Verific�ri
NOT� - În anexa C (informativ�) este prezentat calculul unei îmbin�ri cu �uruburi de înalt� rezisten�� pretensionate, respectând procedura de calcul prezentat� mai sus.
6. FABRICAREA ELEMENTELOR ÎMBIN�RII
I. CONDI�II GENERALE6.1 Semifabricatele din care se realizeaz� elementele îmbin�rii vor respecta toleran�ele, dimen-siunile �i condi�iile tehnice de livrare prev�zute în specifica�iile tehnice de produs aferente �i prezentele instruc�iuni tehnice. 6.2 Organele de asamblare folosite la realizarea dispozitivelor de fixare pretensionate vor respecta cerin�ele impuse prin specifica�iile tehnice de produs aferente �i prezentele instruc�iuni tehnice. 6.3 Organele de asamblare au caracteristicile dimensionale înscrise în specifica�iile tehnice de produs aferente, iar caracteristicile mecanice minime sunt impuse prin prezentele instruc�iuni tehnice. 6.4 Pentru �uruburi grupa 8.8 se va amplasa o �aiba sub elementul care se învârte la strângere (capul �urubului sau piuli�a), iar pentru �uruburi grupa 10.9 trebuie amplasate �aibe atât sub capul �urubului cât �i sub piuli��. 6.5 La structurile metalice folosind asambl�ri de înalt� rezisten�� în sistem HR, cu �uruburi având cap înecat crestat �i piuli��, pentru asigurarea repati�iei uniforme pe suprafa�a de contact dintre elementele de costruc�ie metalic� îmbinate a eforturilor de pretensionare, se vor utiliza �aibe adaptoare cu forma geometric� �i dimensiunile precizate specifica�iile tehnice de produs aferente. 6.6 Suplimentar, pot fi ad�ugate �aibe indicatoare de pretensionare (cum sunt cele descrise în SR EN 14399 – 9), care ofer� o indica�ie direct� a efortului din �urub în momentul strângerii �i se utilizeaz� conform prescrip�iilor con�inute în paragraful 8.5.6 din SR EN 1090-2+A1. 6.7 �aibele aprovizionate trebuie s� încadreze cu toleran�ele în GRAD A, conform SR EN ISO
30
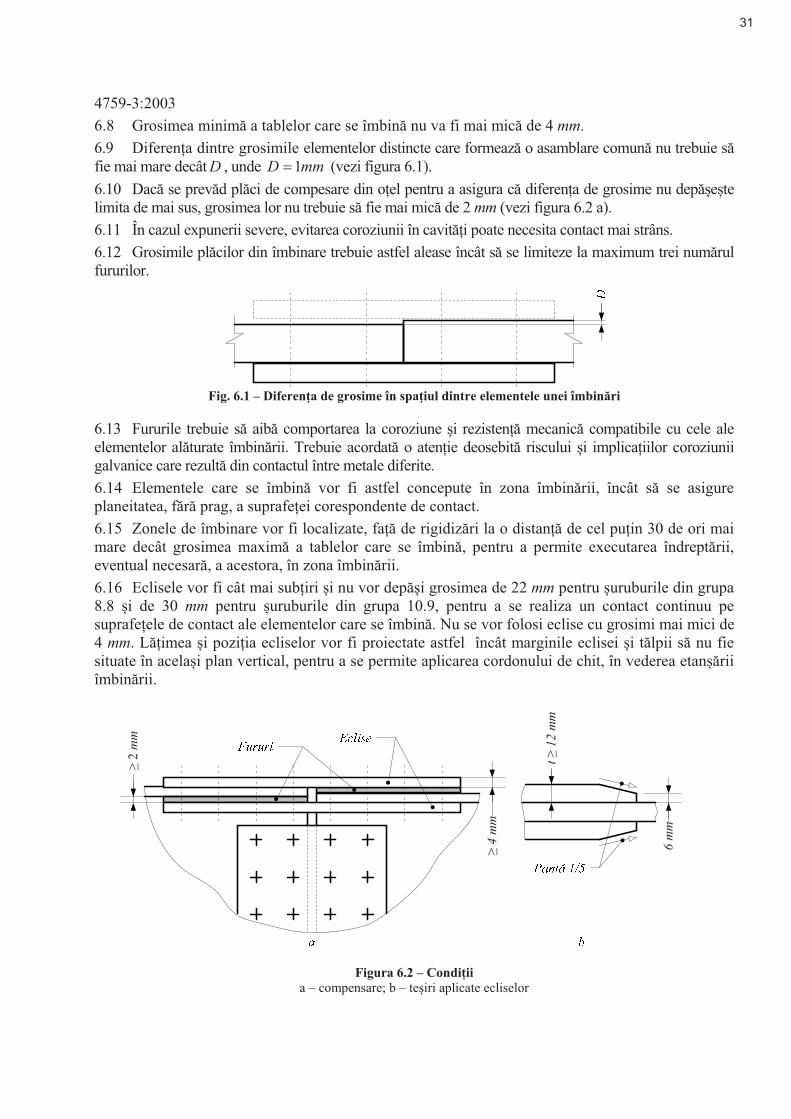
4759-3:2003 6.8 Grosimea minim� a tablelor care se îmbin� nu va fi mai mic� de 4 mm. 6.9 Diferen�a dintre grosimile elementelor distincte care formeaz� o asamblare comun� nu trebuie s� fie mai mare decât D , unde mmD 1� (vezi figura 6.1). 6.10 Dac� se prev�d pl�ci de compesare din o�el pentru a asigura c� diferen�a de grosime nu dep��e�te limita de mai sus, grosimea lor nu trebuie s� fie mai mic� de 2 mm (vezi figura 6.2 a). 6.11 În cazul expunerii severe, evitarea coroziunii în cavit��i poate necesita contact mai strâns. 6.12 Grosimile pl�cilor din îmbinare trebuie astfel alease încât s� se limiteze la maximum trei num�rul fururilor.
Fig. 6.1 – Diferen�a de grosime în spa�iul dintre elementele unei îmbin�ri
6.13 Fururile trebuie s� aib� comportarea la coroziune �i rezisten�� mecanic� compatibile cu cele ale elementelor al�turate îmbin�rii. Trebuie acordat� o aten�ie deosebit� riscului �i implica�iilor coroziunii galvanice care rezult� din contactul între metale diferite. 6.14 Elementele care se îmbin� vor fi astfel concepute în zona îmbin�rii, încât s� se asigure planeitatea, f�r� prag, a suprafe�ei corespondente de contact. 6.15 Zonele de îmbinare vor fi localizate, fa�� de rigidiz�ri la o distan�� de cel pu�in 30 de ori mai mare decât grosimea maxim� a tablelor care se îmbin�, pentru a permite executarea îndrept�rii, eventual necesar�, a acestora, în zona îmbin�rii. 6.16 Eclisele vor fi cât mai sub�iri �i nu vor dep��i grosimea de 22 mm pentru �uruburile din grupa 8.8 �i de 30 mm pentru �uruburile din grupa 10.9, pentru a se realiza un contact continuu pe suprafe�ele de contact ale elementelor care se îmbin�. Nu se vor folosi eclise cu grosimi mai mici de 4 mm. L��imea �i pozi�ia ecliselor vor fi proiectate astfel încât marginile eclisei �i t�lpii s� nu fie situate în acela�i plan vertical, pentru a se permite aplicarea cordonului de chit, în vederea etan��rii îmbin�rii.
6 m
m
� 2
mm
t � 1
2 m
m
� 4
mm
Figura 6.2 – Condi�ii a – compensare; b – te�iri aplicate ecliselor
31
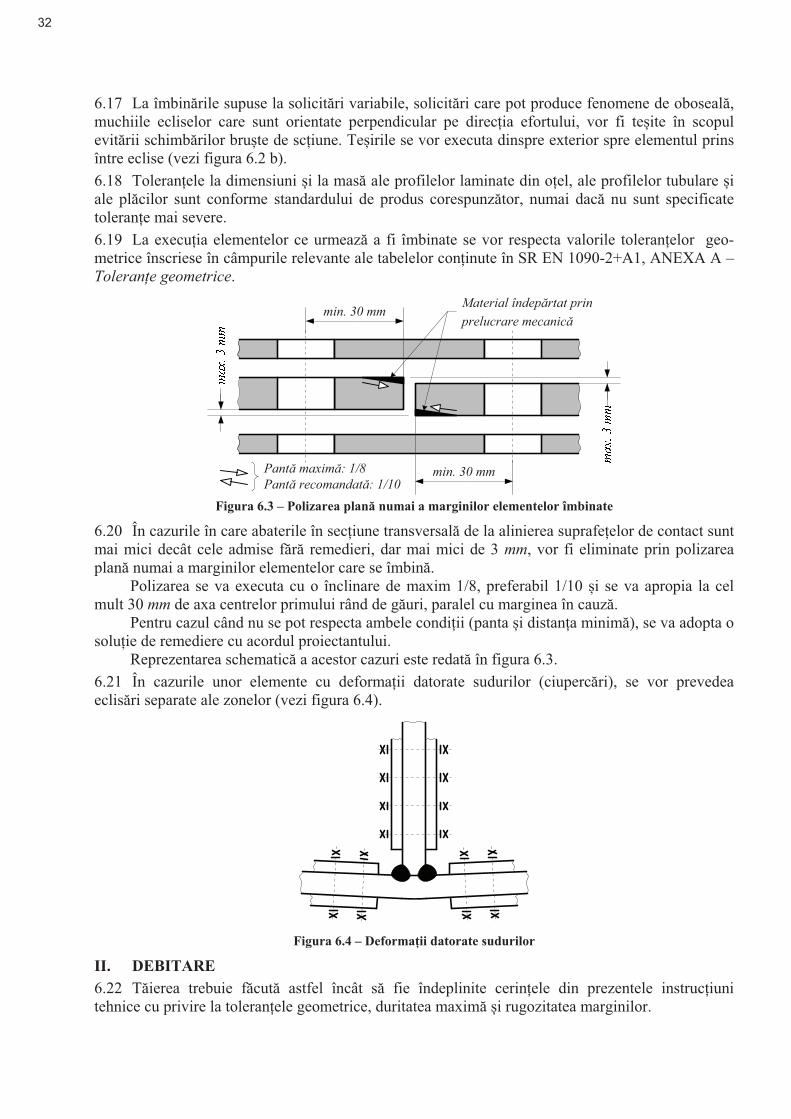
6.17 La îmbin�rile supuse la solicit�ri variabile, solicit�ri care pot produce fenomene de oboseal�, muchiile ecliselor care sunt orientate perpendicular pe direc�ia efortului, vor fi te�ite în scopul evit�rii schimb�rilor bru�te de sc�iune. Te�irile se vor executa dinspre exterior spre elementul prins între eclise (vezi figura 6.2 b). 6.18 Toleran�ele la dimensiuni �i la mas� ale profilelor laminate din o�el, ale profilelor tubulare �i ale pl�cilor sunt conforme standardului de produs corespunz�tor, numai dac� nu sunt specificate toleran�e mai severe. 6.19 La execu�ia elementelor ce urmeaz� a fi îmbinate se vor respecta valorile toleran�elor geo-metrice înscriese în câmpurile relevante ale tabelelor con�inute în SR EN 1090-2+A1, ANEXA A – Toleran�e geometrice.
Material îndep�rtat prin prelucrare mecanic�
min. 30 mm
min. 30 mmPant� maxim�: 1/8Pant� recomandat�: 1/10
Figura 6.3 – Polizarea plan� numai a marginilor elementelor îmbinate
6.20 În cazurile în care abaterile în sec�iune transversal� de la alinierea suprafe�elor de contact sunt mai mici decât cele admise f�r� remedieri, dar mai mici de 3 mm, vor fi eliminate prin polizarea plan� numai a marginilor elementelor care se îmbin�.
Polizarea se va executa cu o înclinare de maxim 1/8, preferabil 1/10 �i se va apropia la cel mult 30 mm de axa centrelor primului rând de g�uri, paralel cu marginea în cauz�.
Pentru cazul când nu se pot respecta ambele condi�ii (panta �i distan�a minim�), se va adopta o solu�ie de remediere cu acordul proiectantului.
Reprezentarea schematic� a acestor cazuri este redat� în figura 6.3. 6.21 În cazurile unor elemente cu deforma�ii datorate sudurilor (ciuperc�ri), se vor prevedea eclis�ri separate ale zonelor (vezi figura 6.4).
Figura 6.4 – Deforma�ii datorate sudurilor
II. DEBITARE6.22 T�ierea trebuie f�cut� astfel încât s� fie îndeplinite cerin�ele din prezentele instruc�iuni tehnice cu privire la toleran�ele geometrice, duritatea maxim� �i rugozitatea marginilor.
32
NOT� - Se recomand� utilizarea t�ierii termice manuale numai când utilizarea unui procedeu mecanic nu se poate, practic, realiza. 6.23 Dac� un procedeu nu este conform cu prezentele instruc�iuni, acesta nu trebuie utilizat pân� când nu se corecteaz� �i se verific� conformitatea acestuia cu prezentele instruc�iuni. 6.24 Dac� trebuie t�iate materiale cu acoperire, metoda de t�iere trebuie aleas� astfel încât s� se reduc� la minimum deteriorarea acoperirii. 6.25 Trebuie îndep�rtate bavurile care pot cauza r�nire sau pot împiedica alinierea sau montarea corect� a profilelor sau tablelor.
II.1. Forfecare �i �tan�are6.26 Suprafe�ele marginilor libere trebuie verificate �i netezite dac� este necesar, pentru a îndep�rta defectele semnificative. Dac� dup� forfecare sau �tan�are, se utilizeaz� polizarea sau prelucrarea mecanic�, adâncimea minim� de polizare sau prelucrare mecanic� trebuie s� fie de 0,5 mm.
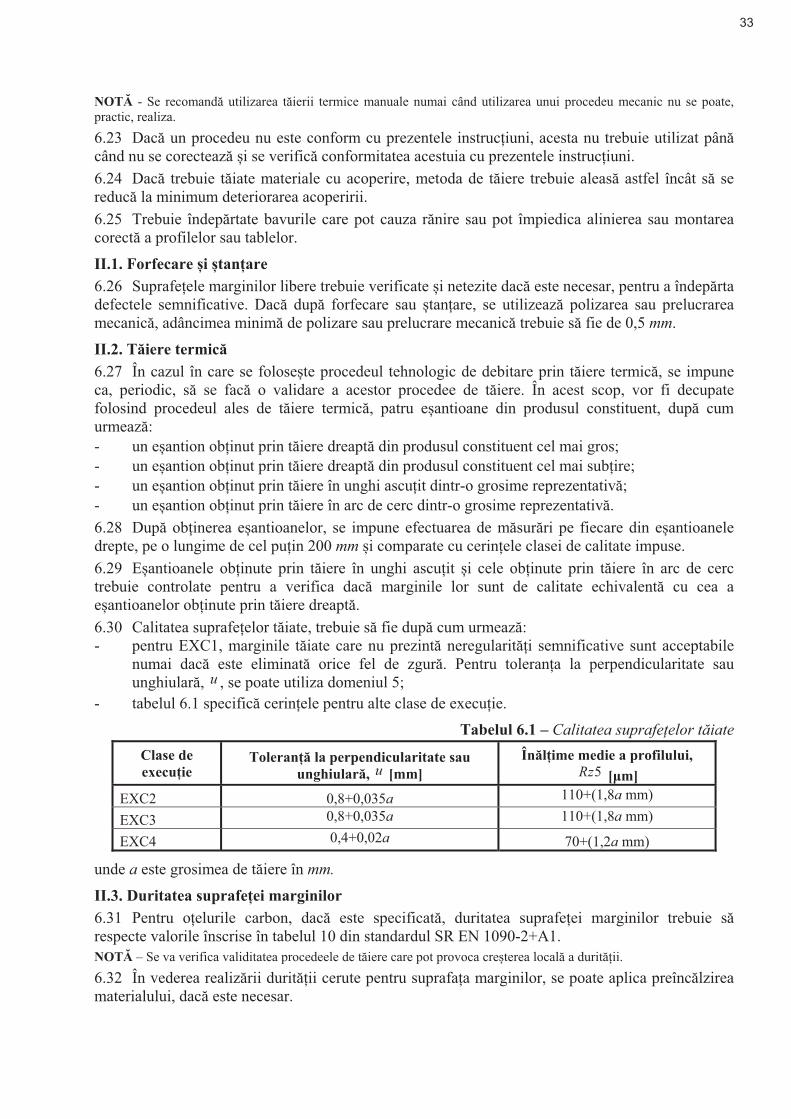
II.2. T�iere termic�6.27 În cazul în care se folose�te procedeul tehnologic de debitare prin t�iere termic�, se impune ca, periodic, s� se fac� o validare a acestor procedee de t�iere. În acest scop, vor fi decupate folosind procedeul ales de t�iere termic�, patru e�antioane din produsul constituent, dup� cum urmeaz�: - un e�antion ob�inut prin t�iere dreapt� din produsul constituent cel mai gros;- un e�antion ob�inut prin t�iere dreapt� din produsul constituent cel mai sub�ire;- un e�antion ob�inut prin t�iere în unghi ascu�it dintr-o grosime reprezentativ�;- un e�antion ob�inut prin t�iere în arc de cerc dintr-o grosime reprezentativ�.6.28 Dup� ob�inerea e�antioanelor, se impune efectuarea de m�sur�ri pe fiecare din e�antioanele drepte, pe o lungime de cel pu�in 200 mm �i comparate cu cerin�ele clasei de calitate impuse. 6.29 E�antioanele ob�inute prin t�iere în unghi ascu�it �i cele ob�inute prin t�iere în arc de cerc trebuie controlate pentru a verifica dac� marginile lor sunt de calitate echivalent� cu cea a e�antioanelor ob�inute prin t�iere dreapt�. 6.30 Calitatea suprafe�elor t�iate, trebuie s� fie dup� cum urmeaz�: - pentru EXC1, marginile t�iate care nu prezint� neregularit��i semnificative sunt acceptabile
numai dac� este eliminat� orice fel de zgur�. Pentru toleran�a la perpendicularitate sauunghiular�, u , se poate utiliza domeniul 5;
- tabelul 6.1 specific� cerin�ele pentru alte clase de execu�ie.
Tabelul 6.1 – Calitatea suprafe�elor t�iate
unde a este grosimea de t�iere în mm. II.3. Duritatea suprafe�ei marginilor6.31 Pentru o�elurile carbon, dac� este specificat�, duritatea suprafe�ei marginilor trebuie s� respecte valorile înscrise în tabelul 10 din standardul SR EN 1090-2+A1. NOT� – Se va verifica validitatea procedeele de t�iere care pot provoca cre�terea local� a durit��ii. 6.32 În vederea realiz�rii durit��ii cerute pentru suprafa�a marginilor, se poate aplica preînc�lzirea materialului, dac� este necesar.
Clase de execu�ie
Toleran�� la perpendicularitate sau unghiular�, u [mm]
În�l�ime medie a profilului, � 5Rz [�m]
EXC2 0,8+0,035a 110+(1,8a mm) EXC3 0,8+0,035a 110+(1,8a mm) EXC4 0,4+0,02a 70+(1,2a mm)
33
NOT� - Cerin�ele pentru verificarea durit��ii dup� sudare sunt incluse în procedura de încercare (a se vedea paragraful 7.4.1 din SR EN 1090-2+A1)
6.33 Dac� nu se specific� altfel prin caietul de sarcini, validitatea procedeelor termice trebuie verificat� în conformitate cu prevederile con�inute în paragraful 6.4.4 din SR EN 1090-2+A1.
III. FORMARE6.34 În procesul tehnologic de realizare a elementelor îmbin�rii, se admite deformarea plastic�, la cald sau la rece, a o�elului în scopul ob�inerii formei impuse prin proiect, cu condi�ia ca prin acest proces s� nu se reduc� propriet��ile mecanice sub cele specificate pentru materialul prelucrat. 6.35 Cerin�e �i recomand�ri cu privire la formarea la cald, la rece �i îndreptare cu flac�r� a o�elurilor trebuie s� fie ca �i cele din specifica�iile tehnice de produs relevante �i conform legisla�ieiaplicabile în domeniu.6.36 Nu vor fi folosite ca elemente ale îmbin�rii, elementele realizate prin formare �i care prezint� defecte caracteristice form�rii (fisuri, desprindere lamelar�, deterior�ri ale acoperirilor de supra-fa��). 6.37 Condi�iile minime obligatorii impuse pentru procedeele specifice de formare (formare la cald, formare la rece, îndreptare cu flac�r�) sunt con�inute în paragraful 6.5 din SR EN 1090-2+A1.
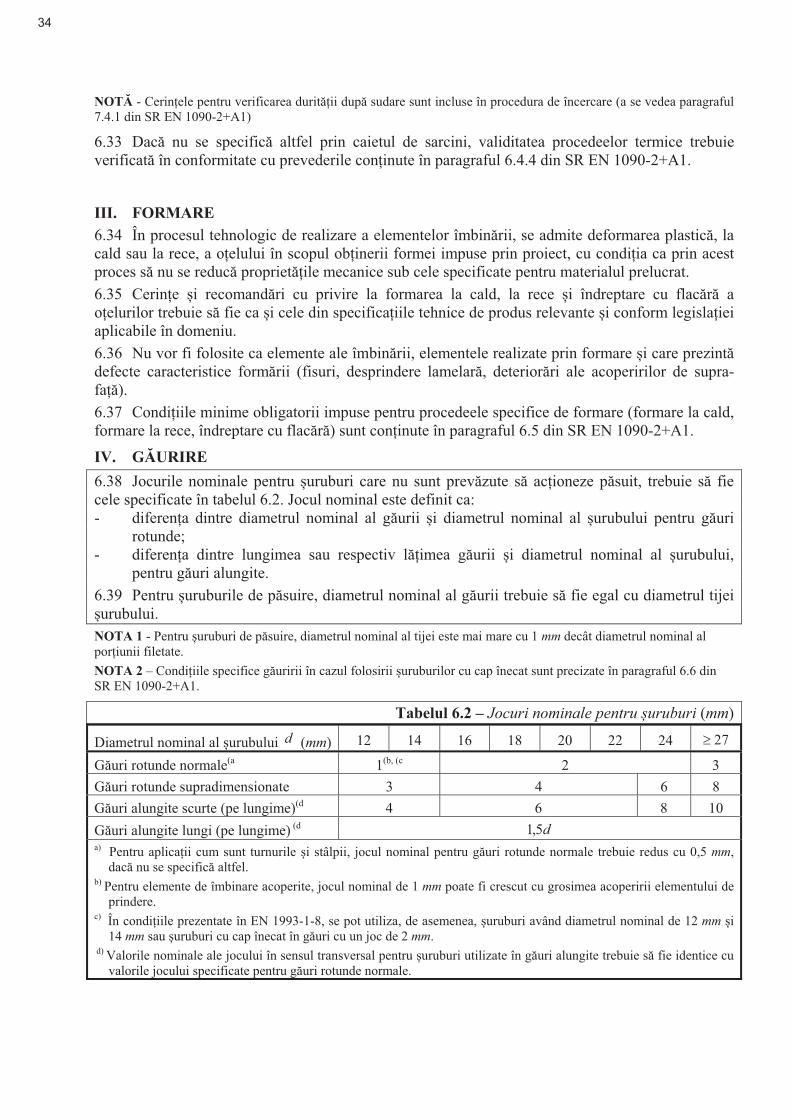
IV. G�URIRE6.38 Jocurile nominale pentru �uruburi care nu sunt prev�zute s� ac�ioneze p�suit, trebuie s� fie cele specificate în tabelul 6.2. Jocul nominal este definit ca: - diferen�a dintre diametrul nominal al g�urii �i diametrul nominal al �urubului pentru g�uri
rotunde;- diferen�a dintre lungimea sau respectiv l��imea g�urii �i diametrul nominal al �urubului,
pentru g�uri alungite.6.39 Pentru �uruburile de p�suire, diametrul nominal al g�urii trebuie s� fie egal cu diametrul tijei �urubului. NOTA 1 - Pentru �uruburi de p�suire, diametrul nominal al tijei este mai mare cu 1 mm decât diametrul nominal al por�iunii filetate. NOTA 2 – Condi�iile specifice g�uririi în cazul folosirii �uruburilor cu cap înecat sunt precizate în paragraful 6.6 din SR EN 1090-2+A1.
Tabelul 6.2 – Jocuri nominale pentru �uruburi (mm)
Diametrul nominal al �urubului �d (mm) 12 14 16 18 20 22 24 27�
G�uri rotunde normale(a 1(b, (c 2 3G�uri rotunde supradimensionate 3 4 6 8 G�uri alungite scurte (pe lungime)(d 4 6 8 10G�uri alungite lungi (pe lungime) (d d5,1a) Pentru aplica�ii cum sunt turnurile �i stâlpii, jocul nominal pentru g�uri rotunde normale trebuie redus cu 0,5 mm,
dac� nu se specific� altfel.b) Pentru elemente de îmbinare acoperite, jocul nominal de 1 mm poate fi crescut cu grosimea acoperirii elementului de
prindere.c) În condi�iile prezentate în EN 1993-1-8, se pot utiliza, de asemenea, �uruburi având diametrul nominal de 12 mm �i
14 mm sau �uruburi cu cap înecat în g�uri cu un joc de 2 mm. d) Valorile nominale ale jocului în sensul transversal pentru �uruburi utilizate în g�uri alungite trebuie s� fie identice cu
valorile jocului specificate pentru g�uri rotunde normale.
34
IV.1. Toleran�e pentru diametrul g�urilor pentru �uruburi6.40 Toleran�ele admise pentru diametrul g�urii sunt urm�toarele:- Pentru g�uri destinate �uruburilor p�suite, diametrul acestora va fi în clasa H11 conform SR
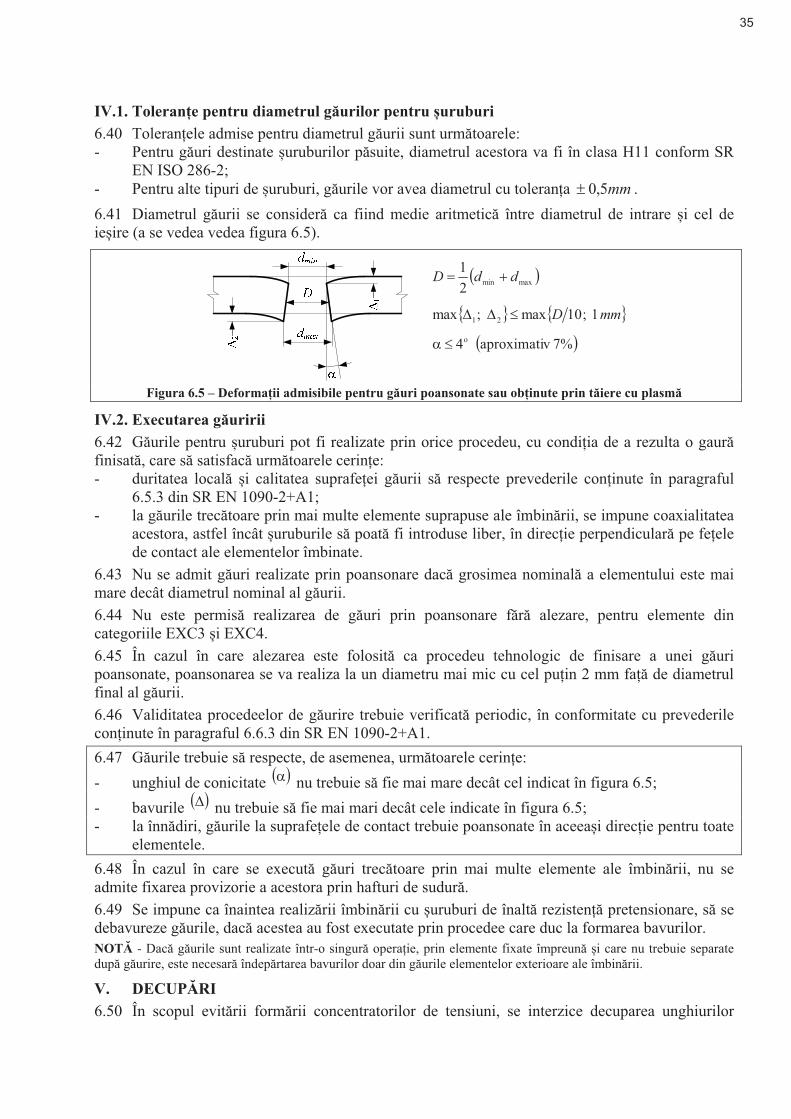
EN ISO 286-2;- Pentru alte tipuri de �uruburi, g�urile vor avea diametrul cu toleran�a mm5,0� .6.41 Diametrul g�urii se consider� ca fiind medie aritmetic� între diametrul de intrare �i cel de ie�ire (a se vedea vedea figura 6.5).
� �maxmin21 ddD ��
� � � �mmD 1 ;10max ;max 21 �
� �7% vaproximati 4o��
Figura 6.5 – Deforma�ii admisibile pentru g�uri poansonate sau ob�inute prin t�iere cu plasm�
IV.2. Executarea g�uririi6.42 G�urile pentru �uruburi pot fi realizate prin orice procedeu, cu condi�ia de a rezulta o gaur� finisat�, care s� satisfac� urm�toarele cerin�e: - duritatea local� �i calitatea suprafe�ei g�urii s� respecte prevederile con�inute în paragraful
6.5.3 din SR EN 1090-2+A1;- la g�urile trec�toare prin mai multe elemente suprapuse ale îmbin�rii, se impune coaxialitatea
acestora, astfel încât �uruburile s� poat� fi introduse liber, în direc�ie perpendicular� pe fe�elede contact ale elementelor îmbinate.
6.43 Nu se admit g�uri realizate prin poansonare dac� grosimea nominal� a elementului este mai mare decât diametrul nominal al g�urii. 6.44 Nu este permis� realizarea de g�uri prin poansonare f�r� alezare, pentru elemente din categoriile EXC3 �i EXC4. 6.45 În cazul în care alezarea este folosit� ca procedeu tehnologic de finisare a unei g�uri poansonate, poansonarea se va realiza la un diametru mai mic cu cel pu�in 2 mm fa�� de diametrul final al g�urii. 6.46 Validitatea procedeelor de g�urire trebuie verificat� periodic, în conformitate cu prevederile con�inute în paragraful 6.6.3 din SR EN 1090-2+A1. 6.47 G�urile trebuie s� respecte, de asemenea, urm�toarele cerin�e: - unghiul de conicitate �� �� nu trebuie s� fie mai mare decât cel indicat în figura 6.5;- bavurile �� � nu trebuie s� fie mai mari decât cele indicate în figura 6.5;- la înn�diri, g�urile la suprafe�ele de contact trebuie poansonate în aceea�i direc�ie pentru toate
elementele.6.48 În cazul în care se execut� g�uri trec�toare prin mai multe elemente ale îmbin�rii, nu se admite fixarea provizorie a acestora prin hafturi de sudur�. 6.49 Se impune ca înaintea realiz�rii îmbin�rii cu �uruburi de înalt� rezisten�� pretensionare, s� se debavureze g�urile, dac� acestea au fost executate prin procedee care duc la formarea bavurilor. NOT� - Dac� g�urile sunt realizate într-o singur� opera�ie, prin elemente fixate împreun� �i care nu trebuie separate dup� g�urire, este necesar� îndep�rtarea bavurilor doar din g�urile elementelor exterioare ale îmbin�rii.
V. DECUP�RI6.50 În scopul evit�rii form�rii concentratorilor de tensiuni, se interzice decuparea unghiurilor
35
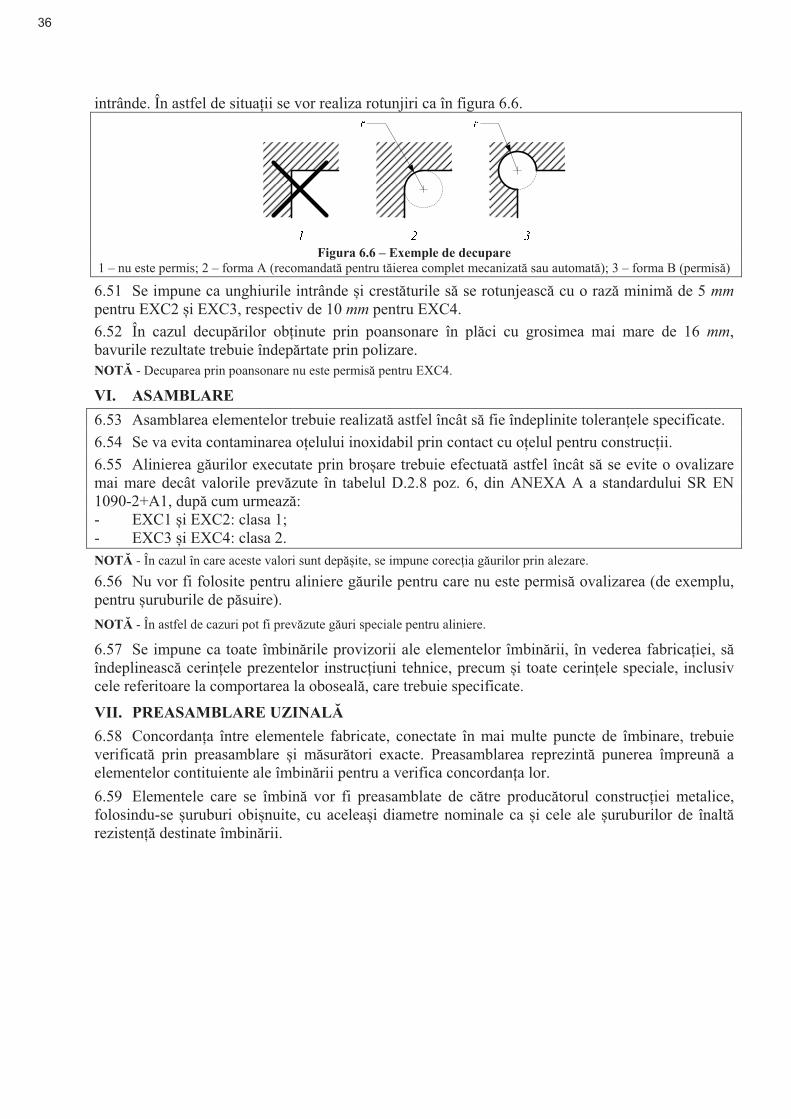
intrânde. În astfel de situa�ii se vor realiza rotunjiri ca în figura 6.6.
Figura 6.6 – Exemple de decupare 1 – nu este permis; 2 – forma A (recomandat� pentru t�ierea complet mecanizat� sau automat�); 3 – forma B (permis�)
6.51 Se impune ca unghiurile intrânde �i crest�turile s� se rotunjeasc� cu o raz� minim� de 5 mm pentru EXC2 �i EXC3, respectiv de 10 mm pentru EXC4. 6.52 În cazul decup�rilor ob�inute prin poansonare în pl�ci cu grosimea mai mare de 16 mm, bavurile rezultate trebuie îndep�rtate prin polizare. NOT� - Decuparea prin poansonare nu este permis� pentru EXC4.
VI. ASAMBLARE6.53 Asamblarea elementelor trebuie realizat� astfel încât s� fie îndeplinite toleran�ele specificate. 6.54 Se va evita contaminarea o�elului inoxidabil prin contact cu o�elul pentru construc�ii. 6.55 Alinierea g�urilor executate prin bro�are trebuie efectuat� astfel încât s� se evite o ovalizare mai mare decât valorile prev�zute în tabelul D.2.8 poz. 6, din ANEXA A a standardului SR EN 1090-2+A1, dup� cum urmeaz�: - EXC1 �i EXC2: clasa 1;- EXC3 �i EXC4: clasa 2.NOT� - În cazul în care aceste valori sunt dep��ite, se impune corec�ia g�urilor prin alezare. 6.56 Nu vor fi folosite pentru aliniere g�urile pentru care nu este permis� ovalizarea (de exemplu, pentru �uruburile de p�suire). NOT� - În astfel de cazuri pot fi prev�zute g�uri speciale pentru aliniere.
6.57 Se impune ca toate îmbin�rile provizorii ale elementelor îmbin�rii, în vederea fabrica�iei, s� îndeplineasc� cerin�ele prezentelor instruc�iuni tehnice, precum �i toate cerin�ele speciale, inclusiv cele referitoare la comportarea la oboseal�, care trebuie specificate.
VII. PREASAMBLARE UZINAL�6.58 Concordan�a între elementele fabricate, conectate în mai multe puncte de îmbinare, trebuie verificat� prin preasamblare �i m�sur�tori exacte. Preasamblarea reprezint� punerea împreun� a elementelor contituiente ale îmbin�rii pentru a verifica concordan�a lor. 6.59 Elementele care se îmbin� vor fi preasamblate de c�tre produc�torul construc�iei metalice, folosindu-se �uruburi obi�nuite, cu acelea�i diametre nominale ca �i cele ale �uruburilor de înalt� rezisten�� destinate îmbin�rii.
36
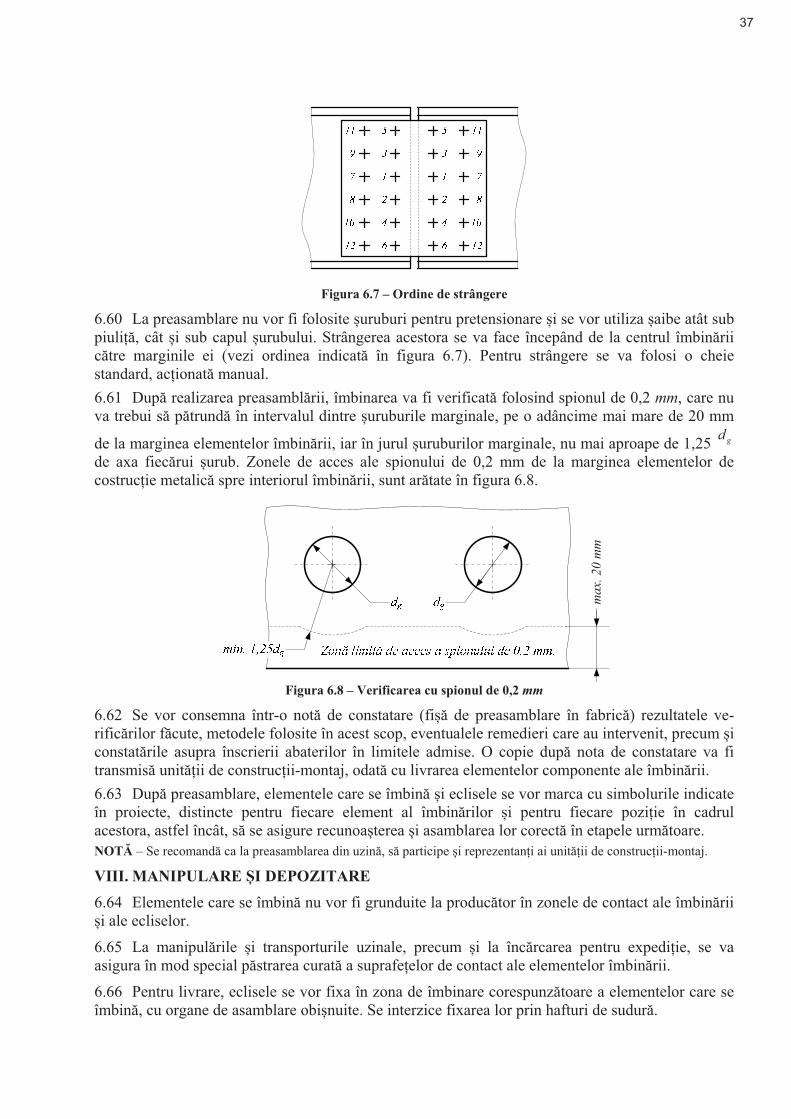
Figura 6.7 – Ordine de strângere
6.60 La preasamblare nu vor fi folosite �uruburi pentru pretensionare �i se vor utiliza �aibe atât sub piuli��, cât �i sub capul �urubului. Strângerea acestora se va face începând de la centrul îmbin�rii c�tre marginile ei (vezi ordinea indicat� în figura 6.7). Pentru strângere se va folosi o cheie standard, ac�ionat� manual. 6.61 Dup� realizarea preasambl�rii, îmbinarea va fi verificat� folosind spionul de 0,2 mm, care nu va trebui s� p�trund� în intervalul dintre �uruburile marginale, pe o adâncime mai mare de 20 mm
de la marginea elementelor îmbin�rii, iar în jurul �uruburilor marginale, nu mai aproape de 1,25 gd
de axa fiec�rui �urub. Zonele de acces ale spionului de 0,2 mm de la marginea elementelor de costruc�ie metalic� spre interiorul îmbin�rii, sunt ar�tate în figura 6.8.
max
. 20
mm
Figura 6.8 – Verificarea cu spionul de 0,2 mm
6.62 Se vor consemna într-o not� de constatare (fi�� de preasamblare în fabric�) rezultatele ve-rific�rilor f�cute, metodele folosite în acest scop, eventualele remedieri care au intervenit, precum �i constat�rile asupra înscrierii abaterilor în limitele admise. O copie dup� nota de constatare va fi transmis� unit��ii de construc�ii-montaj, odat� cu livrarea elementelor componente ale îmbin�rii. 6.63 Dup� preasamblare, elementele care se îmbin� �i eclisele se vor marca cu simbolurile indicate în proiecte, distincte pentru fiecare element al îmbin�rilor �i pentru fiecare pozi�ie în cadrul acestora, astfel încât, s� se asigure recunoa�terea �i asamblarea lor corect� în etapele urm�toare. NOT� – Se recomand� ca la preasamblarea din uzin�, s� participe �i reprezentan�i ai unit��ii de construc�ii-montaj.
VIII. MANIPULARE �I DEPOZITARE6.64 Elementele care se îmbin� nu vor fi grunduite la produc�tor în zonele de contact ale îmbin�rii �i ale ecliselor.
6.65 La manipul�rile �i transporturile uzinale, precum �i la înc�rcarea pentru expedi�ie, se va asigura în mod special p�strarea curat� a suprafe�elor de contact ale elementelor îmbin�rii.
6.66 Pentru livrare, eclisele se vor fixa în zona de îmbinare corespunz�toare a elementelor care se îmbin�, cu organe de asamblare obi�nuite. Se interzice fixarea lor prin hafturi de sudur�.
37
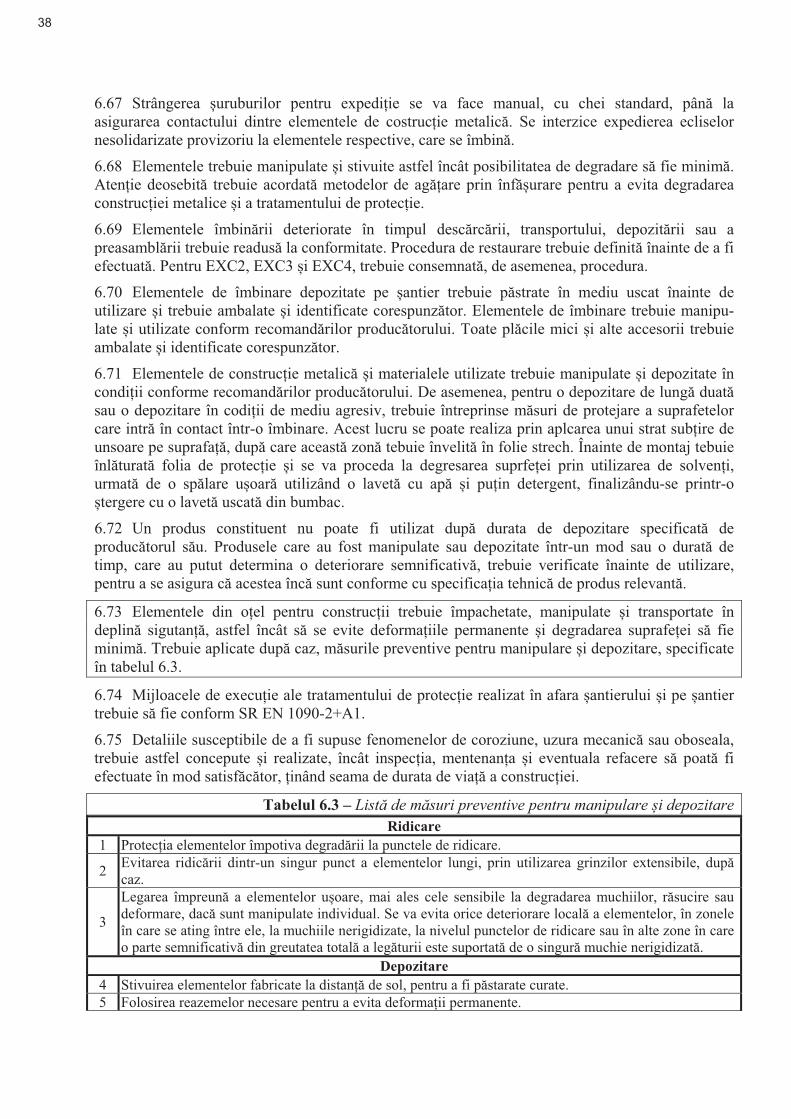
6.67 Strângerea �uruburilor pentru expedi�ie se va face manual, cu chei standard, pân� la asigurarea contactului dintre elementele de costruc�ie metalic�. Se interzice expedierea ecliselor nesolidarizate provizoriu la elementele respective, care se îmbin�.
6.68 Elementele trebuie manipulate �i stivuite astfel încât posibilitatea de degradare s� fie minim�. Aten�ie deosebit� trebuie acordat� metodelor de ag��are prin înf��urare pentru a evita degradarea construc�iei metalice �i a tratamentului de protec�ie.
6.69 Elementele îmbin�rii deteriorate în timpul desc�rc�rii, transportului, depozit�rii sau a preasambl�rii trebuie readus� la conformitate. Procedura de restaurare trebuie definit� înainte de a fi efectuat�. Pentru EXC2, EXC3 �i EXC4, trebuie consemnat�, de asemenea, procedura.
6.70 Elementele de îmbinare depozitate pe �antier trebuie p�strate în mediu uscat înainte de utilizare �i trebuie ambalate �i identificate corespunz�tor. Elementele de îmbinare trebuie manipu-late �i utilizate conform recomand�rilor produc�torului. Toate pl�cile mici �i alte accesorii trebuie ambalate �i identificate corespunz�tor.
6.71 Elementele de construc�ie metalic� �i materialele utilizate trebuie manipulate �i depozitate în condi�ii conforme recomand�rilor produc�torului. De asemenea, pentru o depozitare de lung� duat� sau o depozitare în codi�ii de mediu agresiv, trebuie întreprinse m�suri de protejare a suprafetelor care intr� în contact într-o îmbinare. Acest lucru se poate realiza prin aplcarea unui strat sub�ire de unsoare pe suprafa��, dup� care aceast� zon� tebuie învelit� în folie strech. Înainte de montaj tebuie înl�turat� folia de protec�ie �i se va proceda la degresarea suprfe�ei prin utilizarea de solven�i, urmat� de o sp�lare u�oar� utilizând o lavet� cu ap� �i pu�in detergent, finalizându-se printr-o �tergere cu o lavet� uscat� din bumbac.
6.72 Un produs constituent nu poate fi utilizat dup� durata de depozitare specificat� de produc�torul s�u. Produsele care au fost manipulate sau depozitate într-un mod sau o durat� de timp, care au putut determina o deteriorare semnificativ�, trebuie verificate înainte de utilizare, pentru a se asigura c� acestea înc� sunt conforme cu specifica�ia tehnic� de produs relevant�.
6.73 Elementele din o�el pentru construc�ii trebuie împachetate, manipulate �i transportate în deplin� sigutan��, astfel încât s� se evite deforma�iile permanente �i degradarea suprafe�ei s� fie minim�. Trebuie aplicate dup� caz, m�surile preventive pentru manipulare �i depozitare, specificate în tabelul 6.3.
6.74 Mijloacele de execu�ie ale tratamentului de protec�ie realizat în afara �antierului �i pe �antier trebuie s� fie conform SR EN 1090-2+A1.
6.75 Detaliile susceptibile de a fi supuse fenomenelor de coroziune, uzura mecanic� sau oboseala, trebuie astfel concepute �i realizate, încât inspec�ia, mentenan�a �i eventuala refacere s� poat� fi efectuate în mod satisf�c�tor, �inând seama de durata de via�� a construc�iei.
Tabelul 6.3 – List� de m�suri preventive pentru manipulare �i depozitare Ridicare
1 Protec�ia elementelor împotiva degrad�rii la punctele de ridicare.
2 Evitarea ridic�rii dintr-un singur punct a elementelor lungi, prin utilizarea grinzilor extensibile, dup� caz.
3
Legarea împreun� a elementelor u�oare, mai ales cele sensibile la degradarea muchiilor, r�sucire sau deformare, dac� sunt manipulate individual. Se va evita orice deteriorare local� a elementelor, în zonele în care se ating între ele, la muchiile nerigidizate, la nivelul punctelor de ridicare sau în alte zone în care o parte semnificativ� din greutatea total� a leg�turii este suportat� de o singur� muchie nerigidizat�.
Depozitare 4 Stivuirea elementelor fabricate la distan�� de sol, pentru a fi p�starate curate. 5 Folosirea reazemelor necesare pentru a evita deforma�ii permanente.
38
6 Depozitarea tablelor profilate �i altor materiale furnizate cu suprafe�e decorative prefinisate, în conformitate cu cerin�ele standardelor aplicabile.
Protec�ie anticorosiv�7 Evitarea acumul�rii apei.
8 Precau�ii pentru a evita p�trunderea umezelii în leg�turi de profile cu acoperiri metalice. NOT� - În cazul depozit�rii prelungite în aer liber, leg�turile de profile trebuie desf�cute �i profilele separate pentru a preveni apari�ia ruginii „negre sau albe”.
9 Tratament corespunz�tor de protec�ie anticorosiv� a elementelor din o�el formate la rece cu grosimea mai mic� de 4 mm, efectuat înainte de ie�irea aceastora din uzin�, suficient pentru a rezista cel pu�in expunerii estimate pe durata transportului, depozit�rii �i mont�rii ini�iale.
O�eluri inoxidabile
10 Manipularea �i depozitarea o�elului inoxidabil astfel încât s� se previn� contaminarea de la fix�ri sau elemente de manipulare, etc. Depozitarea cu grij� a o�elului inoxidabil, astfel încât suprafe�ele s� fie protejate de deteriorare sau contaminare.
11 Utilizarea unui film sau a altei acoperiri de protec�ie, stabil� cât mai mult timp posibil. 12 Evitarea depozit�rii într-un mediu salin, umed.
13 Protejarea elementelor de depozitare cu fâ�ii sau teci din lemn, cauciuc sau material plastic, pentru a evita orice frecare cu suprafe�e din o�el carbon, cu con�inut de cupru, plumb, etc.
14 Interzicerea folosirii marc�rilor cu con�inut de cloruri sau sulfuri. NOT� - O alternativ� este utilizarea unui film protector �i aplicarea tuturor marc�rilor numai pe acest film.
15
Protejarea o�elului inoxidabil de contactul direct cu echipamentul de ridicare sau de manipulare din o�el carbon, cum sunt lan�uri, cârlige, cabluri plate, rulouri sau furcile elevatoarelor, folosind materiale izolatoare, placaj din lemn de r��inoase sau ventuze. Utilizarea sculelor corespunz�toare la montare pentru a asigura c� nu se produce contaminarea suprafe�ei.
16 Evitarea contactului cu substan�e chimice, mai ales coloran�i, cleiuri, band� adeziv�, cantit��i exagerate de ulei �i unsoare.
17 Zonele de fabrica�ie pentru o�el carbon �i o�el inoxidabil, vor fi separate, pentru a se evita contaminarea cu o�el carbon. Folosirea de scule separate, numai pentru o�el inoxidabil, mai ales pietre de polizor �i perii de sârm�. Perii de sârm� �i lân� din o�el inoxidabil, preferabil austenitic.
Transport 18 M�suri speciale necesare pentru protec�ia elementelor fabricate în timpul transportului.
7. MONTAJUL �I RECEP�IA ELEMENTELOR DE CONSTRUC�II METALICE �I ALUCR�RILOR DE MONTAJ
I. CONDI�II DE �ANTIER7.1 Se impune ca montarea s� înceap� numai dup� ce zona prev�zut� pentru lucr�rile de construc�ii corespunde cerin�elor tehnice referitoare la siguran�a lucr�rilor. NOT� – Cerin�ele tehnice minime referitoare la siguran�a lucr�rilor pe �antier sunt precizate în paragraful 9.2 din SR EN 1090-2+A1. 7.2 Se impune ca realizarea lucr�rilor de construc�ii-montaj s� se fac� numai în baza unei documenta�ii tehnice specifice (pentru organizarea lucr�rilor de construc�ii - documenta�ia tehnic� privind organizarea �i execu�ia lucr�rilor/proiect tehnologic), care s� cuprind�, printre altele �i un plan detaliat referitor la c�ile de acces spre �antier �i în interiorul acestuia, dimensiunile �i în�l�imile de trecere ale c�ilor de acces, nivelul suprafe�ei de lucru pentru traficul pe �antier �i echipamente, precum �i suprafe�ele disponibile pentru depozitare. 7.3 În cazul în care o lucrare se execut� cu mai mul�i antreprenori, se impune realizarea unei proceduri de lucru între antreprenori, astfel încât s� fie respectate cerin�ele tehnice minime în ceea ce prive�te siguran�a lucr�rilor �i s� fie asigurat� coeren�a acestora.
39
NOT� – Standardul SR EN 1991-1-6 furnizeaz� reguli pentru determinarea înc�rc�rilor datorit� execut�rii lucr�rilor �i depozit�rii, inclusiv betonul.
II. METOD� DE MONTARE PE BAZ� DE PROIECT7.4 Metoda de montare pe baz� de proiect trebuie s� ia în considerare prevederile con�inute în paragraful 9.3.1 din SR EN 1090-2+A1.
III. METOD� DE MONTARE FOLOSIT� DE EXECUTANT7.5 Executantul are obliga�ia s� furnizeze, documentat, o descriere a metodei de montare proprie, care trebuie preg�tit� �i verificat� conform regulilor de proiectare, în special în ceea ce prive�te asigurarea rezisten�a structurii montat� par�ial, solicitat� de înc�rc�rile de montare, cât �i de alte înc�rc�ri. 7.6 Expunerea metodei de montare a executantului poate diferi de metoda de montare pe baz� de proiect, numai dac� aceasta are viza proiectantului general. 7.7 Expunerea metodei de montare trebuie se face conform paragrafelor 9.3.1 �i 9.3.2 din SR EN 1090-2+A1.
IV. PROIECTUL TEHNOLOGIC DE MONTAJ7.8 Planuri de montare sau instruc�iuni echivalente trebuie furnizate �i s� fie parte din descrierea metodei de montare. 7.9 Proiectul tehnologic de montaj trebuie preg�tit cu vederi în plan �i eleva�ie realizate la o scar� care s� permit� marcarea vizibil� a reperelor de montare pentru toate elementele. 7.10 În vederea realiz�rii proiectului tehnologic de montaj, este necesar ca proiectul construc�iei s� furnizeze informa�ii clare �i f�r� echivoc, privind urm�toarele: - amplasamentul tramei;- amplasarea bazei stâlpilor �i orientarea construc�iei metalice;- pozi�iile reazemelor grinzilor ;- asamblarea elementelor �i toleran�ele admise;- nivelurile diferetelor elemente ce urmeaz� a fi montate;- greutatea elementelor �i ansamblurilor componente ale construc�iei ce vor fi ridicate cu utilaje
de ridicare, precum �i punctele de ag��are la manipularea acestora, etc.7.11 Planurile trebuie s� arate detaliile necesare pentru prinderea elementelor din o�el sau a �uruburilor pe funda�ii, metoda de ajustare prin calare �i împ�nare �i cerin�ele pentru cimentare, pre-cum �i prinderea construc�iei metalice �i a aparatelor de reazem pe reazemele lor. 7.12 Planurile trebuie s� arate detalii �i amplasarea oric�rei construc�ii metalice sau lucr�ri provizorii, necesare la montare, pentru a asigura stabilitatea construc�iei sau siguran�a personalului.
V. EXECU�IA ASAMBL�RILOR PE �ANTIER7.13 Pentru montarea elementelor sub�iri sunt necesare planuri care s� specifice, dup� caz, cel pu�in aspectele enumerate în paragraful 9.6.1 din SR EN 1090-2+A1. 7.14 Întreprinderea de montaj are obliga�ia s� execute verific�rile de confruntare privind calitatea organelor de asamblare primite pe �antiere. Ele constau din: - verificarea dimensiunilor �i aspectului �uruburilor, piuli�elor �i �aibelor, verificarea filetelor �i
verificarea calit��ii organelor de asamblare prin verificarea durit��ii pe cel pu�in 2 �uruburi, 2piuli�e �i 2 �aibe din fiecare tipodimensiune/producator/lot aprovizionat (este indicat caaprovizionarea s� se realizeze de la un singur produc�tor/furnizor);
- încercarea de performan�� pentru pretensionare, conform SR EN 14399-2 pentru metodaadoptat� la strângere de c�tre executant, pe organele de asamblare utilizate, pentru fiecaretipodimensiune (pentru detalii, a se vedea ANEXA H din standardul SR EN 1090-2+A1).Organele de asamblare folosite în încercarea de performan�� pentru pretensionare vor avea
40
avea acelea�i condi�ii de p�strare �i montare cu cele din �antier. Aceast� etap� se va realiza la un laborator autorizat/acreditat (în condi�iile legii).
7.15 În cazurile în care din aceaste verific�ri nu rezult� îndeplinirea condi�iilor de acceptare, se întocmesc note de constatare �i situa�ia va fi imediat sesizat� întreprinderii produc�toare a organelor de asamblare �i întreprinderii produc�toare a construc�iei metalice, în cazul când organele de asamblare au fost comandate �i livrate de aceasta, pentru luarea m�surilor corespunz�toare. 7.16 Întreaga procedur� de acceptare a cantit��ilor de organe de asamblare pe �antier se va încheia înainte de termenul de începere a execu�iei îmbin�rilor pe �antier �i nu mai târziu de 45 de zile calendaristice de la primirea organelor de asamblare pe �antier. 7.17 Orice montare de prob� pe �antier trebuie realizat� în conformitate cu cerin�ele de la paragraful III.7. Montarea de prob� trebuie luat� în considerare în urm�toarele cazuri: - pentru a confirma potrivirea între elemente;- pentru a valida o metodologie, dac� secven�a de montare pentru a garanta stabilitatea în
timpul mont�rii necesit� o evaluare prealabil�;- pentru a verifica durata opera�iilor, dac� pe �antier sunt condi�ii restrictive prin limitarea
timpului de lucru.7.18 Toate prinderile pentru elementele provizorii prev�zute pentru montare trebuie efectuate astfel încât s� nu sl�beasc� structura permanent� sau s� afecteze utilizarea ei. 7.19 Înainte de montaj, montatorul va face urm�toarele verific�ri �i remedieri: - dac� nu s-au produs deform�ri ale elementelor în timpul opera�iunilor de transport,
manipulare �i depozitare, în cadrul �antierului, efectuându-se remedierile necesare;- dac� sudurile cap la cap corespund normelor de verificarea calit��ii (conform prevederilor din
reglement�rile tehnice privind calitatea îmbin�rilor sudate din o�el, ale construc�iilor civile,industraile �i agricole, aplicabile, în vigoare. );
- dac� organele de asamblare au fost conservate pe �antier în condi�ii corespunz�toare normelortehnice;
- dac� exist� o not� de constatare a preasambl�rii prev�zut� la punctul 6.62. În cazul în care nua fost realizat� preasamblarea uzinal�, se recomand� efectuarea acesteia pe �antier;
- dac� exist� acte de verificarea calit��ii organelor de asamblare �i a elementelor ce se îmbin�,la primirea pe �antier.
7.20 Prelucrarea �i tratarea suprafe�elor de contact se va executa prin decapare (sp�lare �i frecare cu peria de sârm�) �i ardere cu flac�ra, cu respectarea urm�toarelor condi�ii: - sp�larea materiilor uleioase cu substan�e degresante �i sp�larea materiilor p�mântoase cu ap�;- frecarea cu peria de sârm� din o�el moale pentru îndep�rtarea ruginei neaderente �i a pojghi�ei
de laminare (se interzice frecarea care s� conduc� la o suprafa�� lucioas�);- frecarea se va executa transversal pe direc�ia de transmitere a efortului;- arderea cu flac�ra cu oxigen se va executa cu o vitez� de înaintare de 1...2 m/min, cu o
înclinare a suflaiului ce cca. 300, suflaiul înainnd în urma fl�c�rii; temperatura suprafe�ei întimpul arderii cu flac�ra nu trebuie s� dep��easc� 200 0C. Pentru aceast� opera�ie se vor folosiarz�toare cu un singur bec sau mai multe becuri asamblate.
- prelucrarea suprafe�elor �i fazele succesive de realizare ale fiec�rei îmbin�ri, inclusiv toateverific�rile �i chituirea, se vor efectua în acela�i schimb de lucru.
7.21 În utilizarea arderii cu flac�r�, se vor folosi trasee de ardere pe zone delimitate, asigurându-se înc�lzirea uniform� a zonei, evitându-se supraînc�lziri locale. Dup� arderea cu flac�ra, suprafa�a de contact va avea un grad de rugozitate pronun�at. Suprafe�ele de contact vor fi uscate înainte de asamblare, iar pisele de contact se vor monta la temperatura mediului. 7.22 În situa�iile în care rugina nu va putea fi îndep�rtat� prin frecare cu peria din o�el moale, organele de asamblare în cauz� nu vor putea fi utilizate �i vor fi tratate ca neconforme.
41
7.23 În continuare, filetul piuli�elor va fi uns cu o cantitate mic� de unsoare, evitându-se pro-ducerea reful�rii unsorii în exces. Se interzice ungerea filetului �uruburilor pentru a se evita ca unsoarea s� ajung� pe suprafe�ele de contact ale elementelor îmbin�rii. 7.24 Pretensionarea �uruburilor din îmbinare se va realiza conform prevederilor con�inute în paragraful 8.5 din standardul SR EN 1090-2+A1. 7.25 Montarea îmbin�rilor cu �uruburi de înalt� rezisten�� va începe numai dup� efectuarea tuturor verific�rilor �i remedierilor men�ionate �i a preg�tirii pentru montaj a organelor de asamblare, conform pct. 7.19. 7.26 Organele de asamblare vor fi preg�tite pentru montaj cu pu�in înainte de introducerea lor în îmbinare, prin cur��irea cu substan�e degresante pentru îndep�rtarea unsorii de protec�ie �i a murd�riei, precum �i prin frecare cu peria din o�el moale, pentru îndep�rtarea ruginei superficiale, dac� este cazul. 7.27 Nu se va efectua montarea ecliselor dac� suprafe�ele de contact, dup� prelucrarea prev�zut� la pct. 7.26, nu au un aspect uniform, lipsite de pete de rugin�, �under, ulei, etc. �i nu au un grad pronun�at de rugozitate.
VI. MARCARE7.28 Elementele asamblate sau montate individual pe �antier trebuie s� aib� alocat� o marcare de montare, care poate coincide cu marcarea de la preasamblarea uzinal�. 7.29 Un element trebuie marcat cu orientarea la montare dac� aceasta nu rezult� din forma sa geometric�. NOT� – Marc�rile trebuie amplasate, dac� este posibil, în pozi�ii în care s� fie vizibile atâ la depozitare, cât �i dup� montare. 7.30 Metodele de marcare trebuie s� fie conform paragrafului 6.2 din SR EN 1090-2+A1.
VII. RECEP�IA LUCR�RILOR DE MONTAJ7.31 Furniturile vor fi achizi�ionate înso�ite de documenta�ia specificat� de prevederile referitoare la comercializarea produselor pentru construc�ii. De asemenea, se vor avea în vedere prescrip�iile relevante din SR EN 1090-2+A1 �i SR EN 1993. 7.32 Recep�ia lucr�rilor de montaj se va face în conformitate cu prescrip�iile relevante din SR EN 1090-2+A1 �i SR EN 1993, precum �i conform legisla�iei aplicabile, în vigoare, privind executarea lucr�rilor de construc�ii �i calitatea în construc�ii. 7.33 Rezultatele verific�rilor �i încerc�rilor mecanice ale furniturilor, precum �i rezultatele verific�rilor lucr�rilor de montaj, în diversele faze de realizare a îmbin�rilor cu �uruburi de înalt� rezisten�� pretensionate, vor fi consemnate în documente din sistemul calit��ii implementat la nivelul executantului, în condi�iile legii, dup� cum urmeaz�: - not� de constatare asupra preasambl�rii uzinale, consemnându-se abaterile dimensionale, de
la limitele admisibile, remedierile efectuate �i metodele prescrise folosite, conf. pct. 6.62. Ocopie dup� nota de constatare se constituie în pies� la dosarul de recep�ie;
- not� de constatare asupra preasambl�rii la �antier executat� în condi�iile prezentate la pct.7.26, care se constituie, de asemenea în pies�, la dosarul de recep�ie;
- documente care înso�esc organele de asamblare la achizi�ionarea lor (�uruburi, piuli�e, �aibe),potrivit legii (declara�ia de conformitate �i/sau declara�ia de performan��, certificatul decalitate, agrementul tehnic, dup� caz), precum �i rapoartele de încerc�ri emise de laboratoarede specialitate pe baza încerc�rilor efectuate pe �antier;
- procesele verbale de verificare pe faze a calit��ii execu�iei îmbin�rilor prin �uruburi de înalt�rezisten��, în care se consemneaz� rezultatele tuturor verific�rilor efectuate în diferite faze deexecu�ie a montajului, inclusiv preg�tirea suprafe�elor de contact (vezi pct 6.7.1.).
42
7.34 Verificarea strângerii se va realiza pe baza Fi�ei de eviden�� a îmbin�rilor pretensionate (vezi ANEXA A), pentru îmbinarea corespunz�toare, fapt ce va fi consemnat într-un proces verbal, care va fi semnat de to�i factorii implica�i la realizarea strângerii. 7.35 Toate documentele de verificare a calit��ii emise pe baza verific�rilor �i încerc�rilor mecanice realizate pe �antiere, de c�tre executant, vor fi avizate de c�tre beneficiar la momentul execut�rii lor. 7.36 Inspec�ii planificate privind verificarea conformit��ii la execu�ia construc�iilor metalice, în special privind realizarea îmbin�rilor cu �uruburi se vor efectua de catre institu�ii abilitate conform prevederilor legislative în vigoare. Aceste inspec�ii vor consta �i în verificarea îndeplinirii condi�iilor din prezentele instruc�iuni tehnice.
8. VERIFICAREA MEN�INERII CALIT��II ÎMBIN�RILOR ÎN EXPLOATARE
8.1 Verific�rile periodice se efectueaz� la intervale de timp, în func�ie de destina�ia construc�iilor, precum �i de condi�iile de exploatare. 8.2 În afara verific�rilor specificate la pct. 8.1, se vor executa verific�ri suplimentare ori de câte ori vor surveni solicit�ri mecanice, fizice �i chimice, dep��ind limitele normale considerate în proiectare �i în prezentele instruc�iuni sau apar defec�iuni vizibile. 8.3 Proiectantul va întocmi un PROGRAM DE MONITORIZARE A SISTEMULUI, care va con�ine urm�toarele capitole principale: - intervalele de timp la care se vor face verific�ri ale sistemului;- nivelul de calificare �i autorizare a personalului destinat verific�rii sistemului;- modul de urm�rire în situ;- modul de verificare a strângerii;- m�suri necesare pentru remediere, în cazul strângerilor care �i-au pierdut caracteristicile
normate în timp.8.4 Verific�rile se fac de c�tre beneficiar, în condi�iile legii, �i vor consta în verificarea strângerilor de pretensionare �i verificarea vizual� a st�rii suprafe�elor în contact din îmbin�ri care au fost desemnate de proiectant ca fiind relevante în evaluarea comportarii în timp a construc�iei. Aceste verific�ri se vor realiza cel pu�in odat� în perioada de via�� normat� a construc�iei, respectiv prima verificare de regula la 10 ani, în condi�iile unei exploat�ri normale generate în principal de factori de risc naturali. Valorile constatate vor fi notate într-un proces-verbal de constatare �i vor fi transmise proiectantului pentru a fi comparate cu valorile înscrise în Fi�a de eviden�� a îmbin�rilor pretensionate (vezi modelul din ANEXA A), ata�at� la Cartea construc�iei. 8.5 Solu�iile de remediere, în cazurile unor situa�ii necorespunz�toare rezultate din aceste verific�ri, vor fi stabilite pe baz� de expertize tehnice efectuate de unit��i de specialitate.
9. PRODUSELE PENTRU CONSTRUC�II FOLOSITE LA REALIZAREAÎMBIN�RILOR
9.1 Organele de asamblare, tablele �i profilele utilizate la realizarea îmbin�rilor, se achizi�ioneaz� înso�ite de documenta�ia specificat� de prevederile referitoare la comercializarea produselor pentru construc�ii.
9.2 Performan�ele detaliate în documenta�ia prev�zut� la alin.(9.1), trebuie s� fie conforme cu performan�ele specificate în proiectul tehnic/ caietul de sarcini al lucr�rii/obiectivului de investi�ie.
43
9.3 Prevederile alin.(9.1) �i (9.2) se aplic� în mod corespunz�tor �i produselor necesare pentru protec�ia anticoroziv� �i/sau protec�ia la foc a elementelor metalice îmbinate.
10. INSPEC�IA TEHNOLOGIC� �I A ECHIPAMENTELOR LA PUNEREA ÎN OPER�
10.1 Inspec�ia tehnologic� se efectueaz�, la cererea proiectantului, beneficiarului sau executantului, pentru: - verificarea capabilit��ii unit��ii de produc�ie de a realiza �i/sau monta structura metalic� dup�
tehnologia proiectat�;- verificarea momentelor de strângere realizate de unitatea care execut�;- verificarea aplic�rii corecte a tehnologiilor de montaj în �antier.10.2 Inspec�ia echipamentelor se efectueaz� în condi�iile legii �i const� în verificarea �i atestarea st�rii de func�ionare normal� a utilajelor �i echipamentelor utilizate la realizarea lucr�rilor de construc�ii-montaj din �antier. 10.3 Inspec�ia echipamentelor se realizeaz� periodic, în func�ie de tipul utilajului sau echipamentului utilizat, în perioada de func�ionare în parametri normali de lucru, La verific�rile realizate în �antier, se utilizeaz� mijloace de m�sur� �i control, etalonate �i verificate în condi�iile legii �i cu respectarea prevederilor prezentelor Instruc�iuni (vezi Cap.4, partea III. DISPOZITIVE). 10.4 Rezultatele inspec�iei vor fi consemnate într-un raport de inspec�ie în baza c�ruia proiectantul lucr�rilor va lua toate m�surile necesare pentru remedierea eventualelor deficien�e constatate �i, dac� este cazul, va impune m�suri suplimentare de verificare pentru o evaluare corect� a executiei construc�iei �i respectiv a îmbin�rilor din construc�ie.
11. SIGURAN�A �I SECURITATEA ÎN MUNC�
11.1 Executantul va asigura condi�iile necesare �i va r�spunde conform legii, pentru efecturea obligatorie a instructajului periodic de protec�ia muncii pentru to�i factorii implica�i în realizarea montajului/lucr�rilor, inclusiv pentru eventualii vizitatori pe �antier. 11.2 Vor fi men�inute înregistr�ri cu privire la instructajul periodic de protec�ia muncii, prev�zute prin sistemul calita�ii implementat la nivelul executantului. 11.3 Instructajul de protec�ia muncii se realizeaz� conform unor proceduri scrise, elaborate în baza prevederilor legale privind regimul materiilor explozive; securitatea �i s�n�tatea în munc�; cerin�ele minime pentru semnalizarea de securitate �i/sau de s�n�tate la locul de munc�; cerin�ele minime de securitate �i s�n�tate în munc� referitoare la: utilizarea echipamentelor cu ecran de vizualizare, utilizarea de c�tre lucr�tori a echipamentelor individuale de protec�ie la locul de munc�, manipularea manual� a maselor care prezint� riscuri pentru lucr�tori, în special de afec�iuni dorsolombare, precum �i cerin�ele minime de securitate �i s�n�tate pentru locul de munc�, în concordan�� �i cu respectarea Planului de m�suri a comitetului de securitate �i s�n�tate în munc� �i Instruc�iunile proprii de securitatea muncii pentru activit��i specifice din cadrul executantului. 11.4 Executantul va realiza �i testarea psihologic� a personalului care lucreaz� în condi�ii speciale de munc�, conform legisla�iei specifice, în vigoare (lucrul la în�l�ime, lucrul în condi�ii de izolare, lucrul cu substan�e explozive, �oferii, etc.).
44
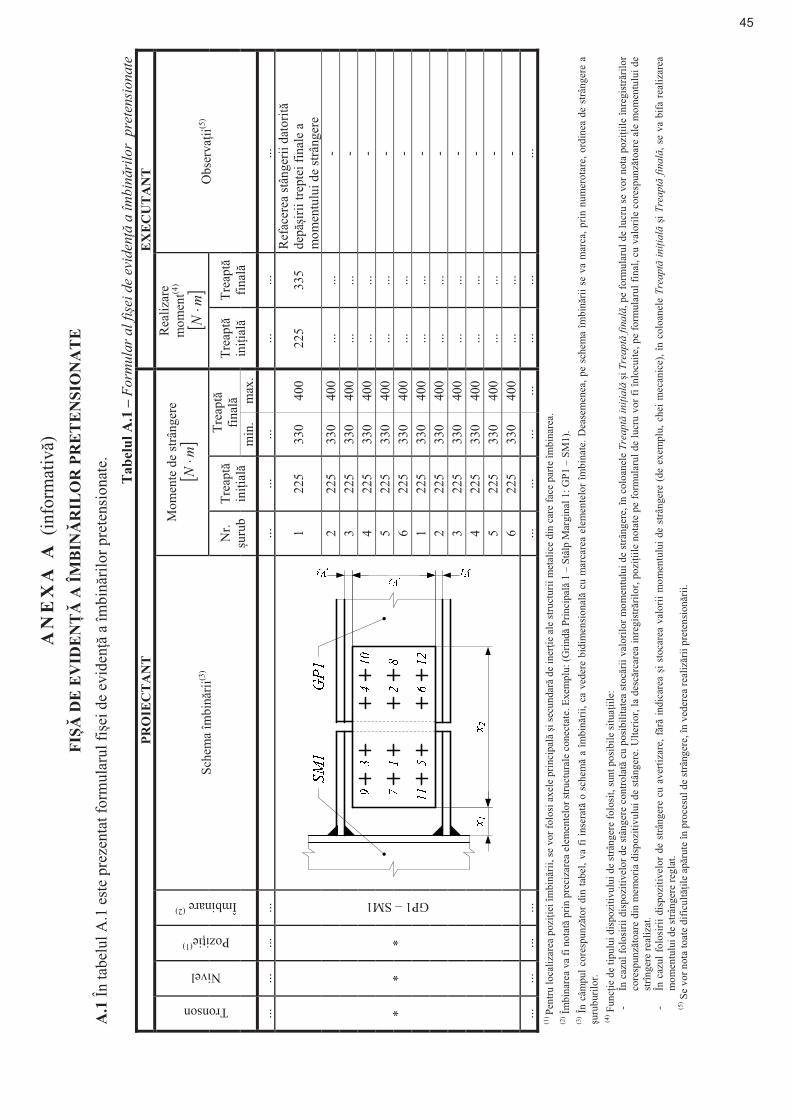
AN
EX
A A
(in
form
ativ
�)
FI��
DE
EV
IDE
N�
� A
ÎMB
IN�
RIL
OR
PR
ET
EN
SIO
NA
TE
A
.1 În
tabe
lul A
.1 e
ste
prez
enta
t for
mul
arul
fi�e
i de
evid
en��
a îm
bin�
rilor
pre
tens
iona
te.
Tab
elul
A.1
– F
orm
ular
al f
i�ei
de
evid
en��
a îm
bin�
rilo
r pr
eten
sion
ate
PRO
IEC
TA
NT
EXEC
UTA
NT
Tronson
Nivel
Pozi�ie(1)
Îmbinare (2)
Sc
hem
a îm
bin�
rii(3
)
Mom
ente
de
strâ
nger
e �
�m
N�
Rea
lizar
e m
omen
t(4)
��
mN�
Obs
erva
�ii(5
) N
r. �u
rub
Trea
pt�
ini�i
al�
Trea
pt�
final
� Tr
eapt
� in
i�ial
� Tr
eapt
� fin
al�
min
. m
ax.
...
...
...
...
...
...
...
...
...
...
* *
*
GP1 – SM1
1 22
5 33
0 40
0 22
5 33
5 R
efac
erea
stân
gerii
dat
orit�
de
p��i
rii tr
epte
i fin
ale
a m
omen
tulu
i de
strâ
nger
e
2 22
5 33
0 40
0 ...
...
-
3 22
5 33
0 40
0 ...
...
-
4 22
5 33
0 40
0 ...
...
-
5 22
5 33
0 40
0 ...
...
-
6 22
5 33
0 40
0 ...
...
-
1 22
5 33
0 40
0 ...
...
-
2 22
5 33
0 40
0 ...
...
-
3 22
5 33
0 40
0 ...
...
-
4 22
5 33
0 40
0 ...
...
-
5 22
5 33
0 40
0 ...
...
-
6 22
5 33
0 40
0 ...
...
-
...
...
...
...
...
...
...
...
...
...
...
(1) Pe
ntru
loca
lizar
ea p
ozi�i
ei îm
bin�
rii, s
e vo
r fol
osi a
xele
prin
cipa
l� �i
secu
ndar
� de
iner
�ie a
le st
ruct
urii
met
alic
e di
n ca
re fa
ce p
arte
îmbi
nare
a.
(2) Îm
bina
rea
va fi
not
at�
prin
pre
ciza
rea
elem
ente
lor s
truct
ural
e co
nect
ate.
Exe
mpl
u: (G
rind�
Prin
cipa
l� 1
– S
tâlp
Mar
gina
l 1: G
P1 –
SM
1).
(3)
În c
âmpu
l cor
espu
nz�t
or d
in ta
bel,
va fi
inse
rat�
o s
chem
� a
îmbi
n�rii
, ca
vede
re b
idim
ensi
onal
� cu
mar
care
a el
emen
telo
r îm
bina
te. D
ease
men
ea, p
e sc
hem
a îm
bin�
rii s
e va
mar
ca, p
rin n
umer
otar
e, o
rdin
ea d
e st
râng
ere
a�u
rubu
rilor
. (4
) Fun
c�ie
de
tipul
ui d
ispo
zitiv
ului
de
strâ
nger
e fo
losi
t, su
nt p
osib
ile si
tua�
iile:
-
În c
azul
folo
sirii
dis
pozi
tivel
or d
e st
ânge
re c
ontro
lat�
cu
posi
bilit
atea
sto
c�rii
val
orilo
r mom
entu
lui d
e st
râng
ere,
în c
oloa
nele
Tre
apt�
ini�i
al�
�i T
reap
t� fi
nal�
, pe
form
ular
ul d
e lu
cru
se v
or n
ota
pozi
�iile
înre
gist
r�ril
orco
resp
unz�
toar
e di
n m
emor
ia d
ispo
zitiv
ului
de
stân
gere
. Ulte
rior,
la d
esc�
rcar
ea in
regi
str�
rilor
, poz
i�iile
not
ate
pe fo
rmul
arul
de
lucr
u vo
r fi î
nloc
uite
, pe
form
ular
ul fi
nal,
cu v
alor
ile c
ores
punz
�toa
re a
le m
omen
tulu
i de
strîn
gere
real
izat
.-
În c
azul
fol
osiri
i dis
pozi
tivel
or d
e st
râng
ere
cu a
verti
zare
, f�r
� in
dica
rea
�i s
toca
rea
valo
rii m
omen
tulu
i de
strâ
nger
e (d
e ex
empl
u, c
hei m
ecan
ice)
, în
colo
anel
e Tr
eapt
� in
i�ial
� �i
Tre
apt�
fina
l�, s
e va
bifa
rea
lizar
eam
omen
tulu
i de
strâ
nger
e re
glat
. (5
) Se
vor n
ota
toat
e di
ficul
t��il
e ap
�rut
e în
pro
cesu
l de
strâ
nger
e, în
ved
erea
real
iz�r
ii pr
eten
sion
�rii.
45
A N E X A B (informativ�) PRECIZ�RI ASUPRA STUDIULUI COMPORT�RII ÎMBIN�RILOR CU �URUBURI
PRETENSIONATE, FOLOSIND METODA ELEMENTULUI FINIT B.1 Generalit��iScopul acestei anexe este acela de a propune recomand�ri privind studiul comport�rii componen-telor din alc�tuirea îmbin�rilor cu �uruburi pretensionate, folosind metoda elementului finit. Metoda elementului finit va fi folosit� numai în scopul studiului comportamentului elementelor structurale din alc�tuirea îmbin�rilor cu �uruburi pretensionate. Fundamentarea prin calcul a solu�iei tehnice, precum �i a parametrilor unei îmbin�ri cu �uruburi pretensionate se face numai pe baza standardelor în vigoare care reglementeaz� domeniul, respectiv a prezentelor instruc�iuni tehnice.
B.2 Modele de materialDac� în studiul comport�rii componentelor din alc�tuirea îmbin�rilor cu �uruburi pretensionate, folosind metoda elementului finit, se iau în considerare cazuri de înc�rcare pentru care se estimeaz� c� tensiunea echivalent� corespunz�toare teoriei de rezisten�� adoptate, dep��e�te limita corespunz�toare comport�rii liniare a materialului, se recomnad� folosirea unor modele de material biliniare. NOTA 1 – Pentru o�elurile de construc�ii laminate la cald, se recomand� folosirea modelelor biliniare f�r� consolidare. NOTA 2 – Pentru o�elurile din care sunt realizate �uruburile de înalt� rezisten�� pretensionate se recomand� folosirea modelelor biliniare cu consolidare izotrop�.
B.3 Modelarea schematizat� a dispozitivelor de fixareDac� obiectivul principal al studiului folosind metoda elementului finit îl constituie st�rile de tensiuni �i de deforma�ii ce se produc în elementele îmbinate, pentru modelarea dispozitivelor de fixare se recomand� folosirea elementelor finite unidimensionale de tip bar� cu noduri rigide. Astfel, pentru elementul finit asociat tijei �urubului din alc�tuirea dispozitivului de fixare se va declara sec�iune transversal� circular�, având diametrul egal cu diametrul nominal al �urubului. Acest element finit va avea axa local� coincident� cu axa g�urii. Pentru modelarea leg�turii dintre capul �urubului �i componenta adiacent� din îmbinare, respectiv dintre piuli�� �i componenta adiacent�, se vor folosi elemente finite unidimensionale de tip bar� cu noduri rigide, dispuse radial în jurul elementului finit care schematizeaz� tija �ururbului. NOT� – Unele platforme de analiz� cu elemente finite au implementate instrumente specializate în scopul model�rii prin metoda descris� mai sus a asamb�rilor cu �uruburi.
B.4 Folosirea simetriilorOri de câte ori este posibil, se recomand� folosirea simetriilor din modelul fizic real, pentru a genera modele cu elemente finite de dimensiuni cât mai mici �i care s� asigure o precizie accceptabil� a rezultatelor ob�inute. Ori de câte ori se folosesc simetriile, se vor impune constrângeri necesare �i suficiente în planele de simetrie.
B.5 Rafinarea discretiz�rilorSe recomand� rafinarea discretiz�rilor, cel pu�in în urm�toarele situa�ii:- atunci când se dore�te analiza comport�rii zonei filetate a �uruburilor din îmbinare, se va
rafina discretizarea în zona filetului;- atunci cînd se dore�te analiza concentr�rii tensiunilor în zona g�urilor pentru �uruburi, se va
rafina discretizarea în vecin�tatea acestora.
46
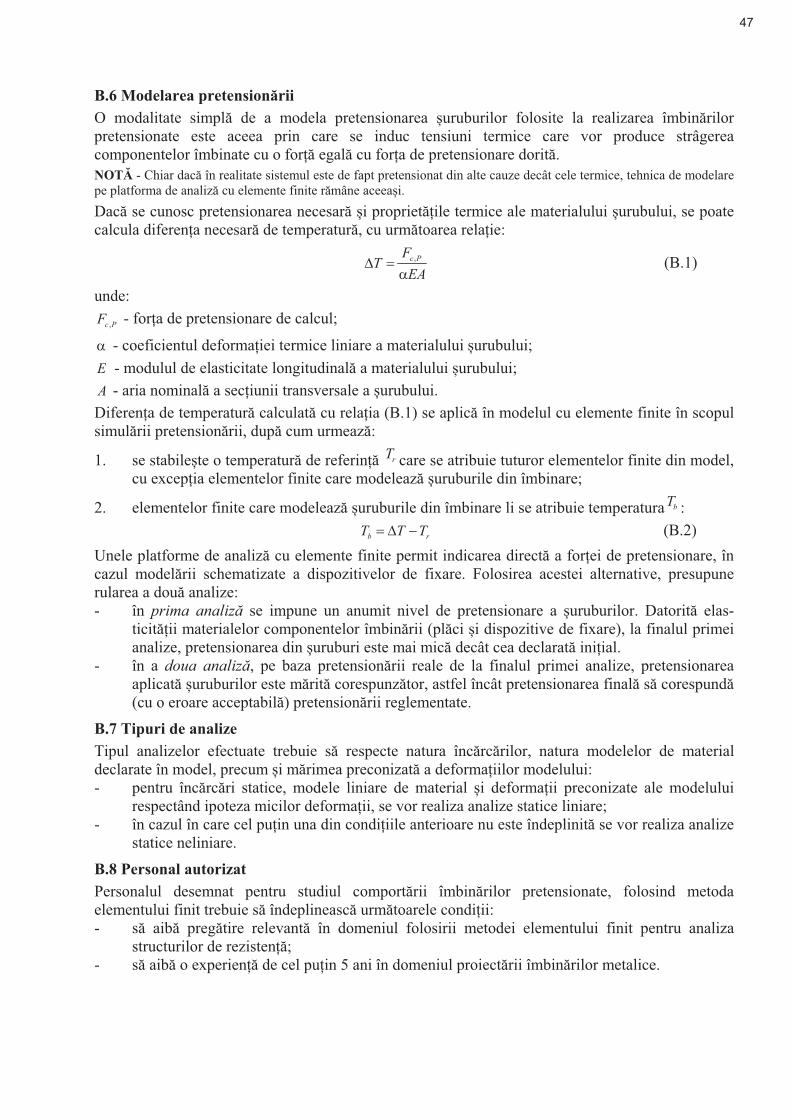
B.6 Modelarea pretension�riiO modalitate simpl� de a modela pretensionarea �uruburilor folosite la realizarea îmbin�rilor pretensionate este aceea prin care se induc tensiuni termice care vor produce strâgerea componentelor îmbinate cu o for�� egal� cu for�a de pretensionare dorit�. NOT� - Chiar dac� în realitate sistemul este de fapt pretensionat din alte cauze decât cele termice, tehnica de modelare pe platforma de analiz� cu elemente finite r�mâne aceea�i. Dac� se cunosc pretensionarea necesar� �i propriet��ile termice ale materialului �urubului, se poate calcula diferen�a necesar� de temperatur�, cu urm�toarea rela�ie:
EAF
T Pc
�� , (B.1)
unde: PcF , - for�a de pretensionare de calcul;
� - coeficientul deforma�iei termice liniare a materialului �urubului;E - modulul de elasticitate longitudinal� a materialului �urubului;A - aria nominal� a sec�iunii transversale a �urubului.Diferen�a de temperatur� calculat� cu rela�ia (B.1) se aplic� în modelul cu elemente finite în scopulsimul�rii pretension�rii, dup� cum urmeaz�:
1. se stabile�te o temperatur� de referin�� rT care se atribuie tuturor elementelor finite din model,cu excep�ia elementelor finite care modeleaz� �uruburile din îmbinare;
2. elementelor finite care modeleaz� �uruburile din îmbinare li se atribuie temperatura bT :rb TTT �� (B.2)
Unele platforme de analiz� cu elemente finite permit indicarea direct� a for�ei de pretensionare, în cazul model�rii schematizate a dispozitivelor de fixare. Folosirea acestei alternative, presupune rularea a dou� analize: - în prima analiz� se impune un anumit nivel de pretensionare a �uruburilor. Datorit� elas-
ticit��ii materialelor componentelor îmbin�rii (pl�ci �i dispozitive de fixare), la finalul primeianalize, pretensionarea din �uruburi este mai mic� decât cea declarat� ini�ial.
- în a doua analiz�, pe baza pretension�rii reale de la finalul primei analize, pretensionareaaplicat� �uruburilor este m�rit� corespunz�tor, astfel încât pretensionarea final� s� corespund�(cu o eroare acceptabil�) pretension�rii reglementate.
B.7 Tipuri de analizeTipul analizelor efectuate trebuie s� respecte natura înc�rc�rilor, natura modelelor de material declarate în model, precum �i m�rimea preconizat� a deforma�iilor modelului: - pentru înc�rc�ri statice, modele liniare de material �i deforma�ii preconizate ale modelului
respectând ipoteza micilor deforma�ii, se vor realiza analize statice liniare;- în cazul în care cel pu�in una din condi�iile anterioare nu este îndeplinit� se vor realiza analize
statice neliniare.
B.8 Personal autorizatPersonalul desemnat pentru studiul comport�rii îmbin�rilor pretensionate, folosind metoda elementului finit trebuie s� îndeplineasc� urm�toarele condi�ii: - s� aib� preg�tire relevant� în domeniul folosirii metodei elementului finit pentru analiza
structurilor de rezisten��;- s� aib� o experien�� de cel pu�in 5 ani în domeniul proiect�rii îmbin�rilor metalice.
47
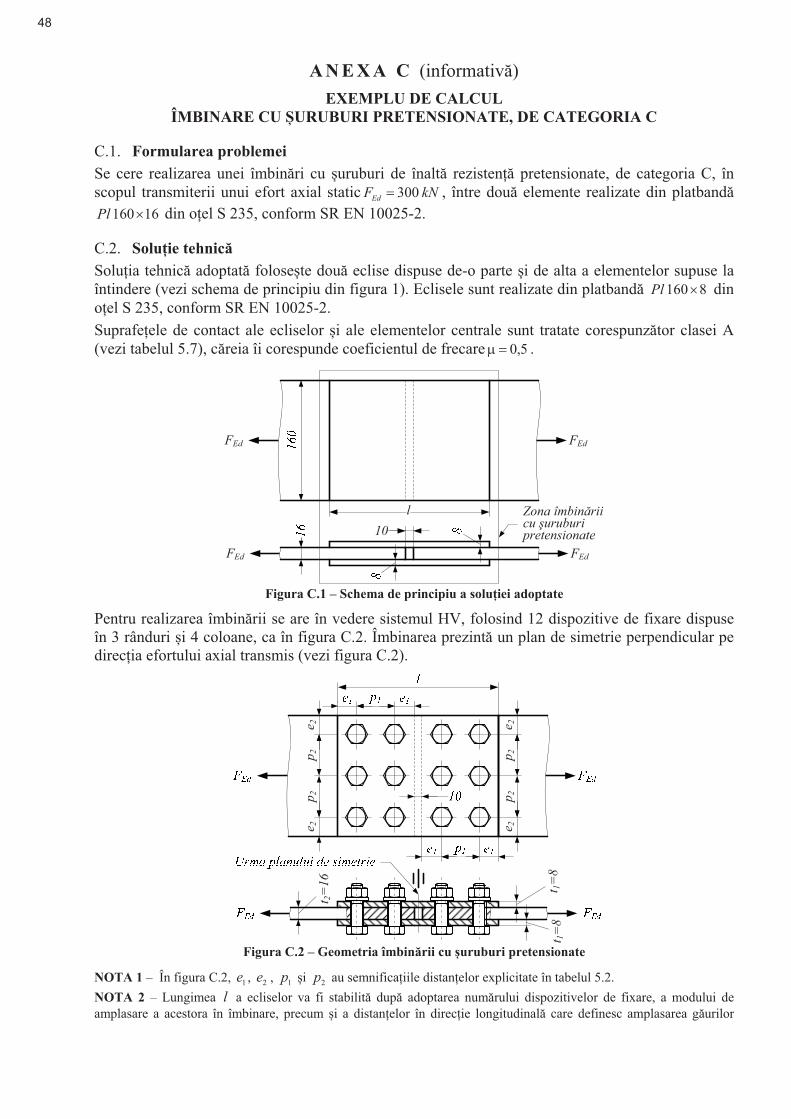
A N E X A C (informativ�) EXEMPLU DE CALCUL
ÎMBINARE CU �URUBURI PRETENSIONATE, DE CATEGORIA C
C.1. Formularea problemeiSe cere realizarea unei îmbin�ri cu �uruburi de înalt� rezisten�� pretensionate, de categoria C, înscopul transmiterii unui efort axial static kNFEd 300� , între dou� elemente realizate din platband�
16160 Pl din o�el S 235, conform SR EN 10025-2.
C.2. Solu�ie tehnic�Solu�ia tehnic� adoptat� folose�te dou� eclise dispuse de-o parte �i de alta a elementelor supuse la întindere (vezi schema de principiu din figura 1). Eclisele sunt realizate din platband� 8160 Pl din o�el S 235, conform SR EN 10025-2.Suprafe�ele de contact ale ecliselor �i ale elementelor centrale sunt tratate corespunz�tor clasei A (vezi tabelul 5.7), c�reia îi corespunde coeficientul de frecare 5,0�� .
FEd FEd
l Zona îmbin�rii cu �uruburi pretensionate
FEdFEd
10
Figura C.1 – Schema de principiu a solu�iei adoptate
Pentru realizarea îmbin�rii se are în vedere sistemul HV, folosind 12 dispozitive de fixare dispuse în 3 rânduri �i 4 coloane, ca în figura C.2. Îmbinarea prezint� un plan de simetrie perpendicular pe direc�ia efortului axial transmis (vezi figura C.2).
t 2=16
e 2p 2
p 2e 2
e 2p 2
p 2e 2
t 1=8
t 1=8
Figura C.2 – Geometria îmbin�rii cu �uruburi pretensionate
NOTA 1 – În figura C.2, 1e , 2e , 1p �i 2p au semnifica�iile distan�elor explicitate în tabelul 5.2. NOTA 2 – Lungimea l a ecliselor va fi stabilit� dup� adoptarea num�rului dispozitivelor de fixare, a modului de amplasare a acestora în îmbinare, precum �i a distan�elor în direc�ie longitudinal� care definesc amplasarea g�urilor
48
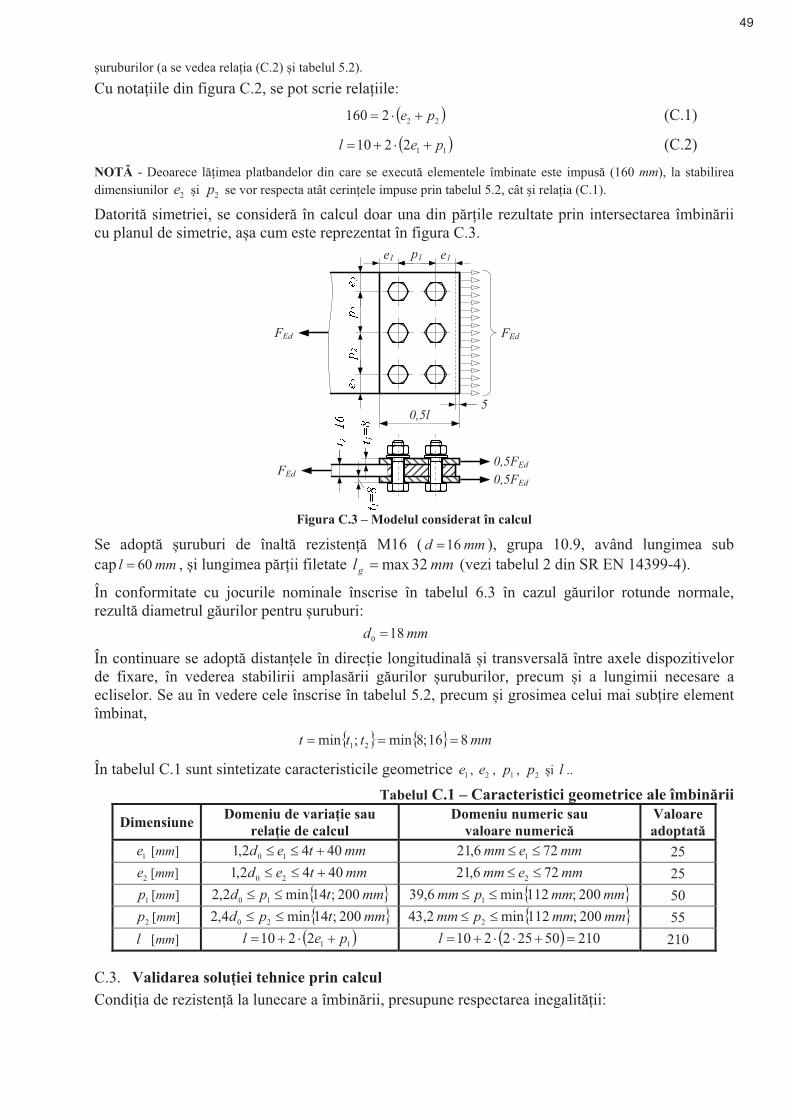
�uruburilor (a se vedea rela�ia (C.2) �i tabelul 5.2). Cu nota�iile din figura C.2, se pot scrie rela�iile:
� �222160 pe ��� (C.1)
� �112210 pel ���� (C.2)
NOT� - Deoarece l��imea platbandelor din care se execut� elementele îmbinate este impus� (160 mm), la stabilirea dimensiunilor 2e �i 2p se vor respecta atât cerin�ele impuse prin tabelul 5.2, cât �i rela�ia (C.1).
Datorit� simetriei, se consider� în calcul doar una din p�r�ile rezultate prin intersectarea îmbin�rii cu planul de simetrie, a�a cum este reprezentat în figura C.3.
FEd
0,5l
FEd
e1p1e1
0,5FEd
5
0,5FEd
FEd
Figura C.3 – Modelul considerat în calcul
Se adopt� �uruburi de înalt� rezisten�� M16 ( mmd 16� ), grupa 10.9, având lungimea sub cap mml 60� , �i lungimea p�r�ii filetate mmlg 32max� (vezi tabelul 2 din SR EN 14399-4).
În conformitate cu jocurile nominale înscrise în tabelul 6.3 în cazul g�urilor rotunde normale, rezult� diametrul g�urilor pentru �uruburi:
mmd 180 �
În continuare se adopt� distan�ele în direc�ie longitudinal� �i transversal� între axele dispozitivelor de fixare, în vederea stabilirii amplas�rii g�urilor �uruburilor, precum �i a lungimii necesare a ecliselor. Se au în vedere cele înscrise în tabelul 5.2, precum �i grosimea celui mai sub�ire element îmbinat,
� � � � mmttt 816 ;8min ;min 21 ���
În tabelul C.1 sunt sintetizate caracteristicile geometrice 1e , 2e , 1p , 2p �i l .. Tabelul C.1 – Caracteristici geometrice ale îmbin�rii
Dimensiune Domeniu de varia�ie sau rela�ie de calcul
Domeniu numeric sau valoare numeric�
Valoare adoptat�
1e [mm] mmted 4042,1 10 ��� mmemm 72 6,21 1 �� 25
2e [mm] mmted 4042,1 20 ��� mmemm 72 6,21 2 �� 25
1p [mm] � �mmtpd 200 ;14min2,2 10 �� � �mmmmpmm 200 ; 112min 6,39 1 �� 50
2p [mm] � �mmtpd 200 ;14min4,2 20 �� � �mmmmpmm 200 ; 112min 3,24 2 �� 55 l [mm] � �112210 pel ���� � � 21050252210 ������l 210
C.3. Validarea solu�iei tehnice prin calculCondi�ia de rezisten�� la lunecare a îmbin�rii, presupune respectarea inegalit��ii:
49

EdRdsb FFn �� , (C.3)
unde: bn - num�rul dispozitivelor de fixare care lucreaz� la preluarea efortului axial impus: 6�bn ;
RdsF , - rezisten�a de calcul la lunecare a unui �urub, la starea limit� ultim� (vezi mai jos).
În plus, în conformitate cu preciz�rile din tabelul 5.1, pentru acest caz se impune respectarea urm�torului sistem de condi�ii:
�
�!"
���
RdnetEd
RdbEdv
RdsEdv
NFFFFF
,
,,
,,
(C.4)
unde: EdvF , - for�a de calcul care produce forfecarea unui �urub din îmbinare, în starea limit� ultim�;
RdbF , - for�a capabil� la presiune pe gaur�;
RdnetN , - valoarea de calcul a rezisten�ei la întindere a sec�iunii transversale nete.
Acceptând c� efortul axial transmis de îmbinare se distribuie în mod egal pe dispozitivele de fixare, rezult�:
bEdEdv nFF �, (C.5)
Dup� înlocuirea valorilor numerice în rela�ia (C.5), se ob�ine:
kNF Edv 506300, ��
For�a de pretensionare de calcul se determin� cu rela�ia (5.7):
subCp AfF 7,0, � (C.6)
unde : ubf - rezisten�a de rupere la trac�iune static� a materialului �urubului (tabelul 5.3, pentru �urub
grupa 10.9) : 2 1000 mmNfub � ; sA - sec�iunea transversal� nominal� rezistent� a �urubului (tabelul 4.3, pentru filet M16 cu pas
normal ): 2 157 mmAs � . Înlocuind valorile numerice în rela�ia (C.6), rezult�:
kNNF Cp 110 10990015710007,0, �����
NOT� – Pentru cazul �uruburilor cu pas normal, for�a de pretensionare de calcul se poate determina ca mai sus, sau poate fi luat� direct din tabelul 19 din SR EN 1090-2+A1. For�a de calcul la lunecare a unui �urub pretensionat în starea limit� ultim� se determin� cu rela�ia (5.6):
3,, MCpsRds FnkF ��� (C.7)
în care; sk - coeficient a c�rui valoare se ia din tabelul 5.6 (pentru g�uri normale): 1�sk ;
n - num�rul suprafe�elor de frecare (vezi figura C.3): 2�n ; � - coeficientul de frecare dintre suprafe�ele în contact ale elementelor îmbinate (având valoarea precizat� mai sus): 5,0�� ;
CpF , - for�a de pretensionare de calcul: kNF Cp 110, � ;
3M� - coeficient par�ial de siguran�� (tabelul 2.1 din SR EN 1993-1-8): 25,13 ��M .
kNF Rds 8825,11105,021, �����
For�a capabil� la presiune pe gaur� se calculeaz� cu rela�ia (a se vedea tabelul 5.4):
50

21, MubRdb tdfakF �� (C.8)
în care: 1k - coeficient adimensional, depinzând de pozi�ia �urubului în direc�ie perpendicular� pe direc�ia
efortului transmis de îmbinare (vezi figura C.3 �i tabelul 5.4):
- pentru �uruburile de margine: � � 19,25,2 ;19.2min5,2 ;7,18,2min0
21 ��
#$%
!"
��dek ;
- pentru �uruburile interioare: � � 5,25,2 ;56,2min5,2 ;7,14,1min0
21 ��
#$%
!"
��dpk .
ba - coeficient adimensional care �ine seama de pozi�ia �urubului în direc�ie paralel� cu direc�ia efortului transmis de îmbinare (vezi figura C.3 �i tabelul 5.4):
� � � � 46,00,1 ;78,2 ;46,0min0,1 ; ;3
min0,1 ; ;min0
1 ��#$%
!"
��� uubuubdb ffdeffa
uf - rezisten�a de rupere la trac�iune static� a materialului platbandelor din care se realizeaz� elementele îmbinate (vezi tabelul 4.1, pentru S 235): 2 360 mmNfu � .
NOT� – În rela�ia (C.8), t este grosimea cumulat� a elementelor din îmbinare la nivelul c�rora se realizeaz� contactulcu �urubul. În cazul considerat, având în vedere grosimile platbandelor din care sunt realizate elementele îmbinate, precum �i solu�ia adoptat� pentru aceasta, mmttt 162 21 ��� .
Deoarece pentru coeficientul 1k sunt disponibile dou� valori (vezi mai sus), valoarea for�ei capabile la presiune pe gaur� a unui �urub depinde de pozi�ia acestuia în direc�ie perpendicular� pe direc�ia efortului transmis de îmbinare: - pentru �uruburile de margine:
kNNF inemRdb 27,74 7427425,1161636046,019,2arg,, �������
- pentru �uruburile interioare:kNNF eriorRdb 79,84 8478725,1161636046,05,2int,, �������
For�a capabil� la presiune pe gaur� este: � � kNFFF eriorRdbinemRdbRdb 24,74 ;min int,,arg,,, ��
Valoarea de calcul a rezisten�ei la întindere a sec�iunii transversale nete, se determin� cu rela�ia (6.8) din SR EN 1993-1-1:
0, MynetRdnet fAN ��� (C.9)
unde: netA - aria net� a sec�iunii transversale supus� la întindere de efortul axial transmis de îmbinare
(vezi figura 3, dimensiunile caracteristice ale îmbin�rii, precum �i diametrul g�urilor pentru �uruburi): � � 2 169618316016 mmAnet ���� ;
yf - limita de curgere la trac�iune static� a materialului platbandelor din care se realizeaz� elementele îmbinate (vezi tabelul 4.1, pentru S 235): 2 235 mmNf y � ;
0M� - coeficient par�ial de siguran�� (vezi paragraful 6.1 din SR EN 1993-1-1): 0,10 ��M . Înlocuind în rela�ia (C.9), se ob�ine:
kNNN Rdnet 6,398 3985600,12351696, ����
În tabelul C.1 se prezint� sinteza verific�rilor impuse îmbin�rii luate în calcul.
51
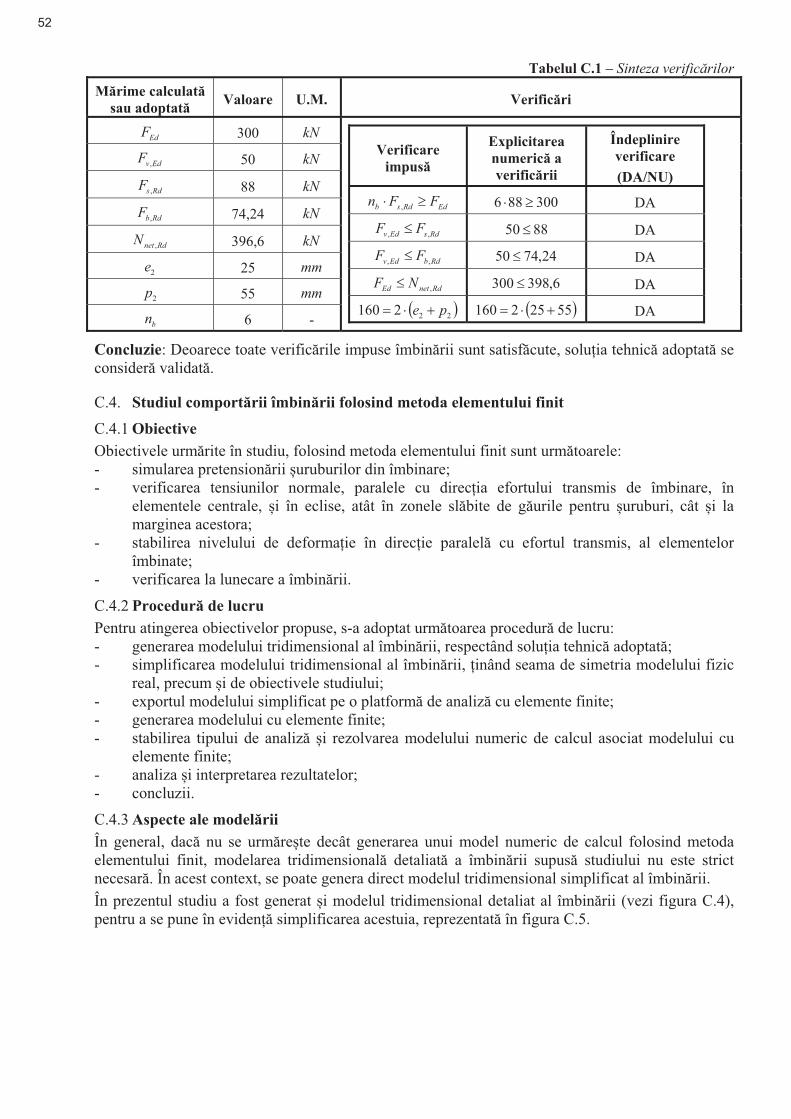
Tabelul C.1 – Sinteza verific�rilor M�rime calculat�
sau adoptat� Valoare U.M. Verific�ri
EdF 300 kNVerificare
impus�
Explicitarea numeric� a verific�rii
Îndeplinire verificare (DA/NU)
EdRdsb FFn �� , 300886 �� DA
RdsEdv FF ,, � 8850 � DA
RdbEdv FF ,, � 24,7450 � DA
RdnetEd NF ,� 6,398300 � DA
� �222160 pe ��� � �55252160 ��� DA
EdvF , 50 kN
RdsF , 88 kN
RdbF , 74,24 kN
RdnetN , 396,6 kN
2e 25 mm
2p 55 mm
bn 6 -
Concluzie: Deoarece toate verific�rile impuse îmbin�rii sunt satisf�cute, solu�ia tehnic� adoptat� se consider� validat�.
C.4. Studiul comport�rii îmbin�rii folosind metoda elementului finitC.4.1 ObiectiveObiectivele urm�rite în studiu, folosind metoda elementului finit sunt urm�toarele:- simularea pretension�rii �uruburilor din îmbinare;- verificarea tensiunilor normale, paralele cu direc�ia efortului transmis de îmbinare, în
elementele centrale, �i în eclise, atât în zonele sl�bite de g�urile pentru �uruburi, cât �i lamarginea acestora;
- stabilirea nivelului de deforma�ie în direc�ie paralel� cu efortul transmis, al elementelorîmbinate;
- verificarea la lunecare a îmbin�rii.
C.4.2 Procedur� de lucruPentru atingerea obiectivelor propuse, s-a adoptat urm�toarea procedur� de lucru:- generarea modelului tridimensional al îmbin�rii, respectând solu�ia tehnic� adoptat�;- simplificarea modelului tridimensional al îmbin�rii, �inând seama de simetria modelului fizic
real, precum �i de obiectivele studiului;- exportul modelului simplificat pe o platform� de analiz� cu elemente finite;- generarea modelului cu elemente finite;- stabilirea tipului de analiz� �i rezolvarea modelului numeric de calcul asociat modelului cu
elemente finite;- analiza �i interpretarea rezultatelor;- concluzii.
C.4.3 Aspecte ale model�riiÎn general, dac� nu se urm�re�te decât generarea unui model numeric de calcul folosind metoda elementului finit, modelarea tridimensional� detaliat� a îmbin�rii supus� studiului nu este strict necesar�. În acest context, se poate genera direct modelul tridimensional simplificat al îmbin�rii. În prezentul studiu a fost generat �i modelul tridimensional detaliat al îmbin�rii (vezi figura C.4), pentru a se pune în eviden�� simplificarea acestuia, reprezentat� în figura C.5.
52
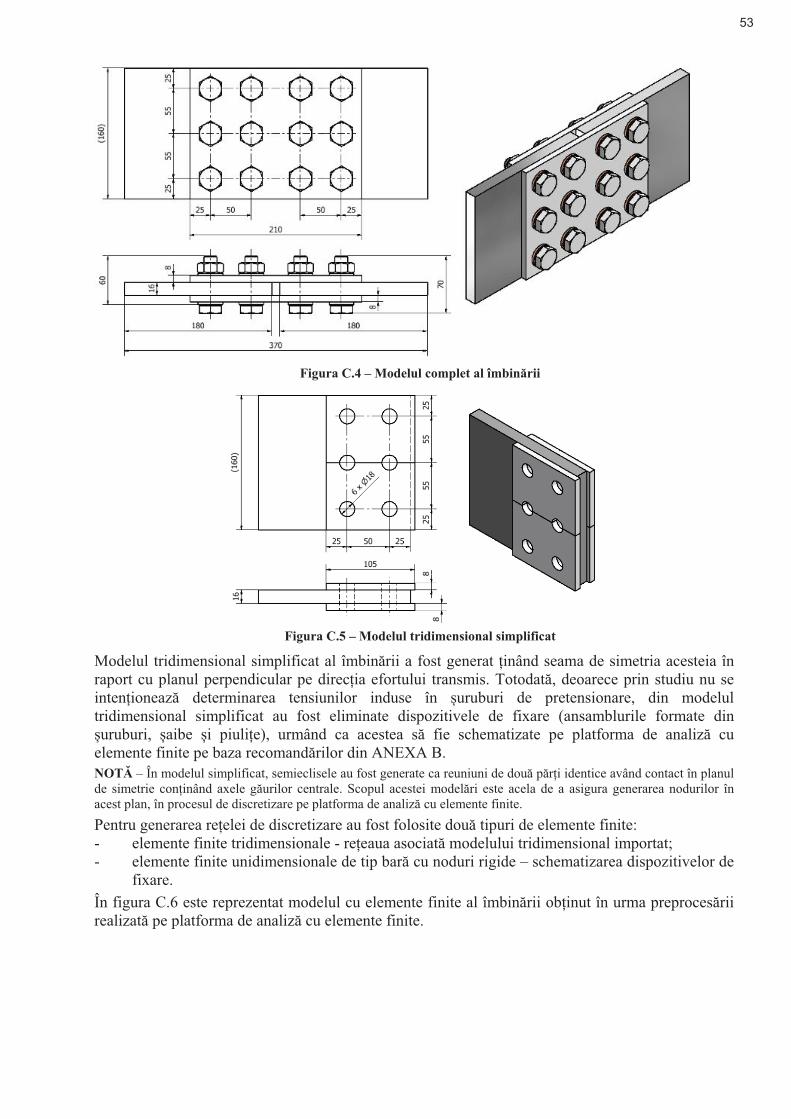
Figura C.4 – Modelul complet al îmbin�rii
Figura C.5 – Modelul tridimensional simplificat
Modelul tridimensional simplificat al îmbin�rii a fost generat �inând seama de simetria acesteia în raport cu planul perpendicular pe direc�ia efortului transmis. Totodat�, deoarece prin studiu nu se inten�ioneaz� determinarea tensiunilor induse în �uruburi de pretensionare, din modelul tridimensional simplificat au fost eliminate dispozitivele de fixare (ansamblurile formate din �uruburi, �aibe �i piuli�e), urmând ca acestea s� fie schematizate pe platforma de analiz� cu elemente finite pe baza recomand�rilor din ANEXA B. NOT� – În modelul simplificat, semieclisele au fost generate ca reuniuni de dou� p�r�i identice având contact în planul de simetrie con�inând axele g�urilor centrale. Scopul acestei model�ri este acela de a asigura generarea nodurilor în acest plan, în procesul de discretizare pe platforma de analiz� cu elemente finite. Pentru generarea re�elei de discretizare au fost folosite dou� tipuri de elemente finite: - elemente finite tridimensionale - re�eaua asociat� modelului tridimensional importat;- elemente finite unidimensionale de tip bar� cu noduri rigide – schematizarea dispozitivelor de
fixare.În figura C.6 este reprezentat modelul cu elemente finite al îmbin�rii ob�inut în urma preproces�rii realizat� pe platforma de analiz� cu elemente finite.
53
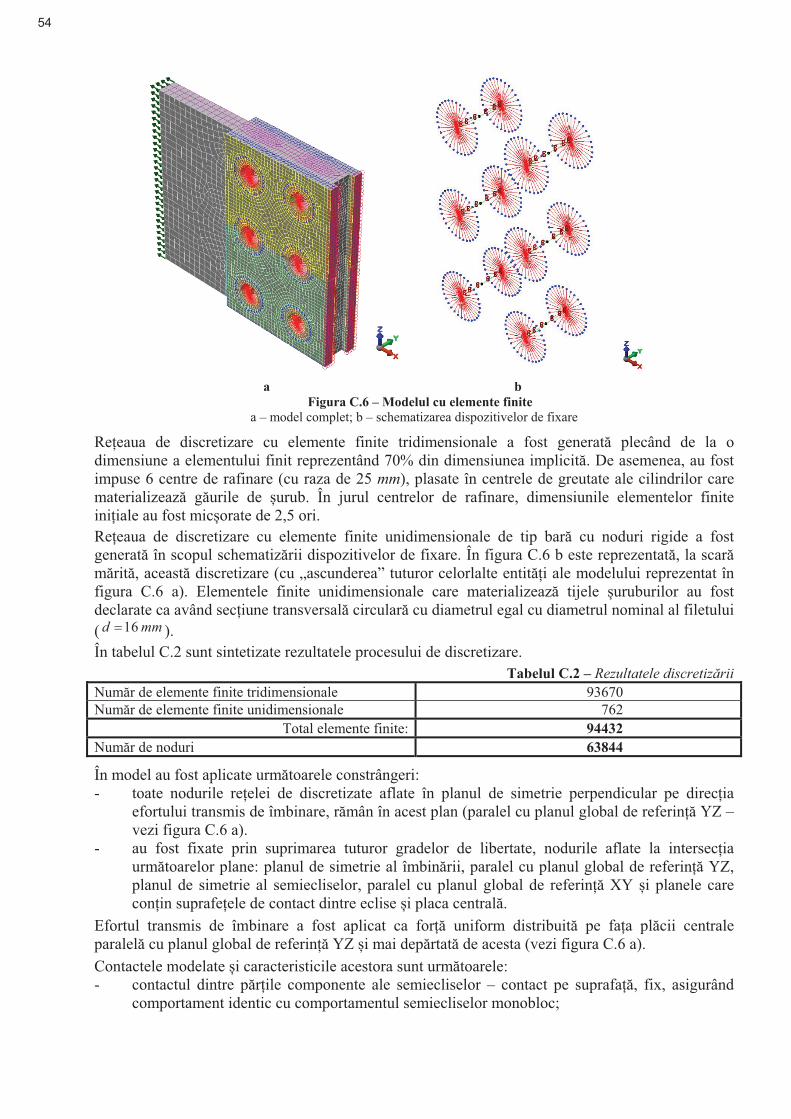
a b Figura C.6 – Modelul cu elemente finite
a – model complet; b – schematizarea dispozitivelor de fixare
Re�eaua de discretizare cu elemente finite tridimensionale a fost generat� plecând de la o dimensiune a elementului finit reprezentând 70% din dimensiunea implicit�. De asemenea, au fost impuse 6 centre de rafinare (cu raza de 25 mm), plasate în centrele de greutate ale cilindrilor care materializeaz� g�urile de �urub. În jurul centrelor de rafinare, dimensiunile elementelor finite ini�iale au fost mic�orate de 2,5 ori. Re�eaua de discretizare cu elemente finite unidimensionale de tip bar� cu noduri rigide a fost generat� în scopul schematiz�rii dispozitivelor de fixare. În figura C.6 b este reprezentat�, la scar� m�rit�, aceast� discretizare (cu „ascunderea” tuturor celorlalte entit��i ale modelului reprezentat în figura C.6 a). Elementele finite unidimensionale care materializeaz� tijele �uruburilor au fost declarate ca având sec�iune transversal� circular� cu diametrul egal cu diametrul nominal al filetului (� mmd 16� ).În tabelul C.2 sunt sintetizate rezultatele procesului de discretizare.
Tabelul C.2 – Rezultatele discretiz�rii Num�r de elemente finite tridimensionale 93670 Num�r de elemente finite unidimensionale 762
Total elemente finite: 94432 Num�r de noduri 63844
În model au fost aplicate urm�toarele constrângeri: - toate nodurile re�elei de discretizate aflate în planul de simetrie perpendicular pe direc�ia
efortului transmis de îmbinare, r�mân în acest plan (paralel cu planul global de referin�� YZ –vezi figura C.6 a).
- au fost fixate prin suprimarea tuturor gradelor de libertate, nodurile aflate la intersec�iaurm�toarelor plane: planul de simetrie al îmbin�rii, paralel cu planul global de referin�� YZ,planul de simetrie al semiecliselor, paralel cu planul global de referin�� XY �i planele carecon�in suprafe�ele de contact dintre eclise �i placa central�.
Efortul transmis de îmbinare a fost aplicat ca for�� uniform distribuit� pe fa�a pl�cii centrale paralel� cu planul global de referin�� YZ �i mai dep�rtat� de acesta (vezi figura C.6 a). Contactele modelate �i caracteristicile acestora sunt urm�toarele: - contactul dintre p�r�ile componente ale semiecliselor – contact pe suprafa��, fix, asigurând
comportament identic cu comportamentul semiecliselor monobloc;
54
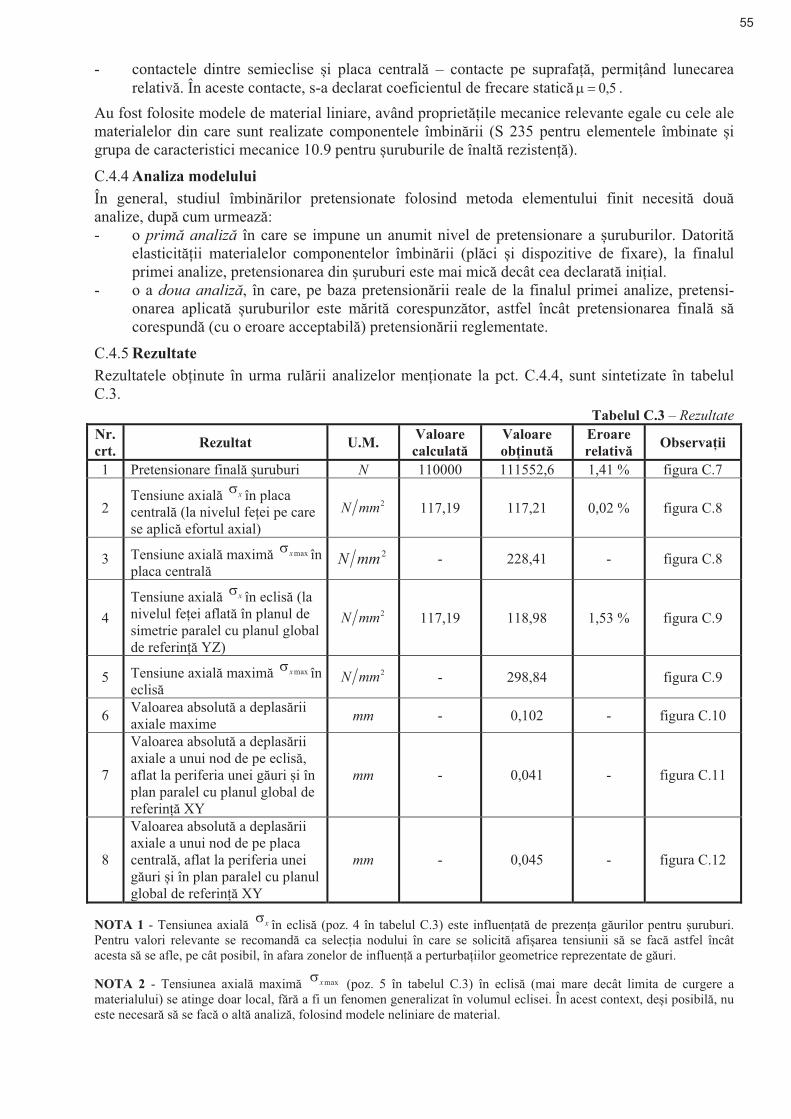
- contactele dintre semieclise �i placa central� – contacte pe suprafa��, permi�ând lunecarearelativ�. În aceste contacte, s-a declarat coeficientul de frecare static� 5,0�� .
Au fost folosite modele de material liniare, având propriet��ile mecanice relevante egale cu cele ale materialelor din care sunt realizate componentele îmbin�rii (S 235 pentru elementele îmbinate �i grupa de caracteristici mecanice 10.9 pentru �uruburile de înalt� rezisten��).
C.4.4 Analiza modeluluiÎn general, studiul îmbin�rilor pretensionate folosind metoda elementului finit necesit� dou� analize, dup� cum urmeaz�: - o prim� analiz� în care se impune un anumit nivel de pretensionare a �uruburilor. Datorit�
elasticit��ii materialelor componentelor îmbin�rii (pl�ci �i dispozitive de fixare), la finalulprimei analize, pretensionarea din �uruburi este mai mic� decât cea declarat� ini�ial.
- o a doua analiz�, în care, pe baza pretension�rii reale de la finalul primei analize, pretensi-onarea aplicat� �uruburilor este m�rit� corespunz�tor, astfel încât pretensionarea final� s�corespund� (cu o eroare acceptabil�) pretension�rii reglementate.
C.4.5 RezultateRezultatele ob�inute în urma rul�rii analizelor men�ionate la pct. C.4.4, sunt sintetizate în tabelulC.3.
Tabelul C.3 – Rezultate Nr. crt. Rezultat U.M. Valoare
calculat� Valoare ob�inut�
Eroare relativ� Observa�ii
1 Pretensionare final� �uruburi N 110000 111552,6 1,41 % figura C.7
2 Tensiune axial� � x în placacentral� (la nivelul fe�ei pe care se aplic� efortul axial)
2mmN 117,19 117,21 0,02 % figura C.8
3 Tensiune axial� maxim� � maxx înplaca central�
2mmN - 228,41 - figura C.8
4 Tensiune axial� � x în eclis� (lanivelul fe�ei aflat� în planul de simetrie paralel cu planul global de referin�� YZ)
2mmN 117,19 118,98 1,53 % figura C.9
5 Tensiune axial� maxim� � maxx îneclis�
2mmN - 298,84 figura C.9
6 Valoarea absolut� a deplas�rii axiale maxime mm - 0,102 - figura C.10
7
Valoarea absolut� a deplas�rii axiale a unui nod de pe eclis�, aflat la periferia unei g�uri �i în plan paralel cu planul global de referin�� XY
mm - 0,041 - figura C.11
8
Valoarea absolut� a deplas�rii axiale a unui nod de pe placa central�, aflat la periferia unei g�uri �i în plan paralel cu planul global de referin�� XY
mm - 0,045 - figura C.12
NOTA 1 - Tensiunea axial� � x în eclis� (poz. 4 în tabelul C.3) este influen�at� de prezen�a g�urilor pentru �uruburi.Pentru valori relevante se recomand� ca selec�ia nodului în care se solicit� afi�area tensiunii s� se fac� astfel încât acesta s� se afle, pe cât posibil, în afara zonelor de influen�� a perturba�iilor geometrice reprezentate de g�uri.
NOTA 2 - Tensiunea axial� maxim� � maxx (poz. 5 în tabelul C.3) în eclis� (mai mare decât limita de curgere amaterialului) se atinge doar local, f�r� a fi un fenomen generalizat în volumul eclisei. În acest context, de�i posibil�, nu este necesar� s� se fac� o alt� analiz�, folosind modele neliniare de material.
55
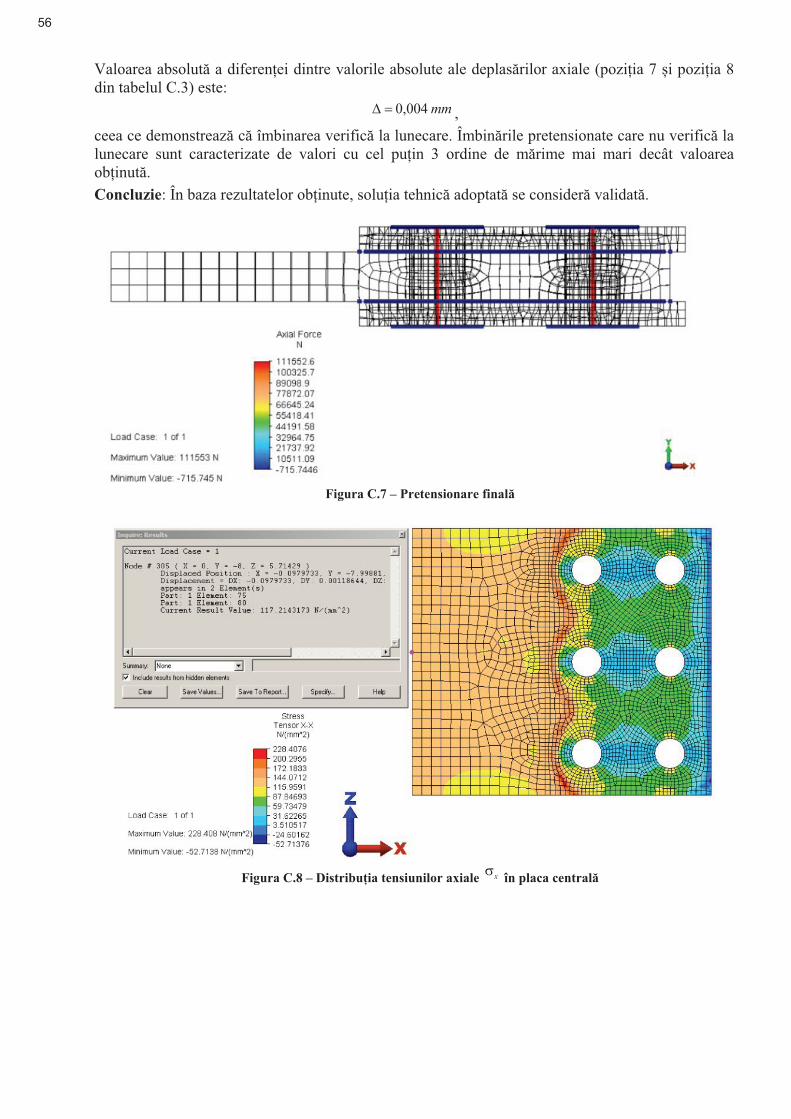
Valoarea absolut� a diferen�ei dintre valorile absolute ale deplas�rilor axiale (pozi�ia 7 �i pozi�ia 8 din tabelul C.3) este:
mm 004,0� , ceea ce demonstreaz� c� îmbinarea verific� la lunecare. Îmbin�rile pretensionate care nu verific� la lunecare sunt caracterizate de valori cu cel pu�in 3 ordine de m�rime mai mari decât valoarea ob�inut�. Concluzie: În baza rezultatelor ob�inute, solu�ia tehnic� adoptat� se consider� validat�.
Figura C.7 – Pretensionare final�
Figura C.8 – Distribu�ia tensiunilor axiale x în placa central�
56
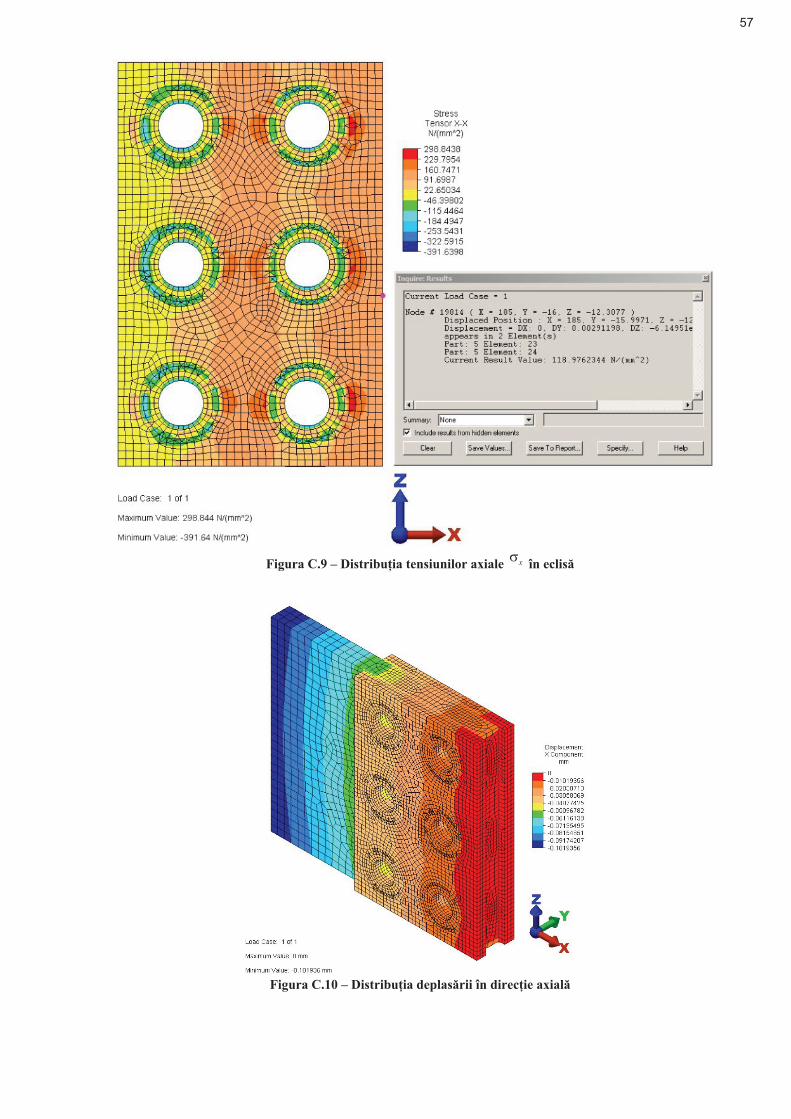
Figura C.9 – Distribu�ia tensiunilor axiale x în eclis�
Figura C.10 – Distribu�ia deplas�rii în direc�ie axial�
57
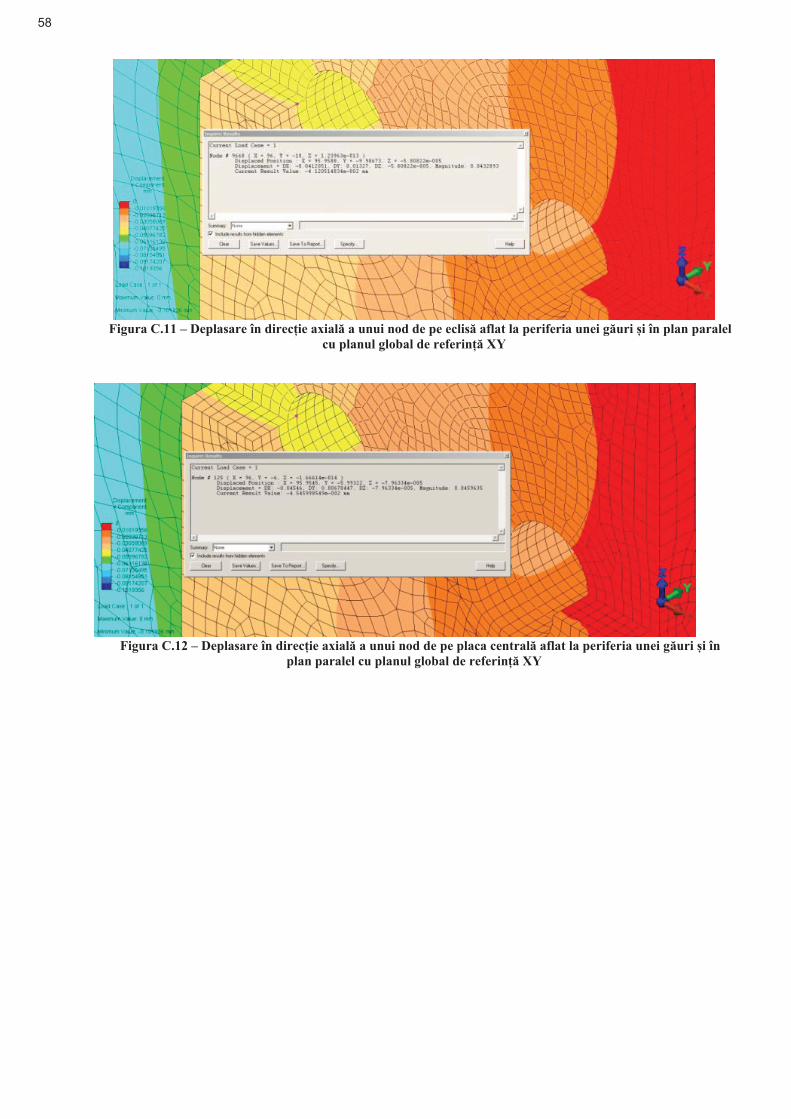
Figura C.11 – Deplasare în direc�ie axial� a unui nod de pe eclis� aflat la periferia unei g�uri �i în plan paralel cu planul global de referin�� XY
Figura C.12 – Deplasare în direc�ie axial� a unui nod de pe placa central� aflat la periferia unei g�uri �i în plan paralel cu planul global de referin�� XY
58
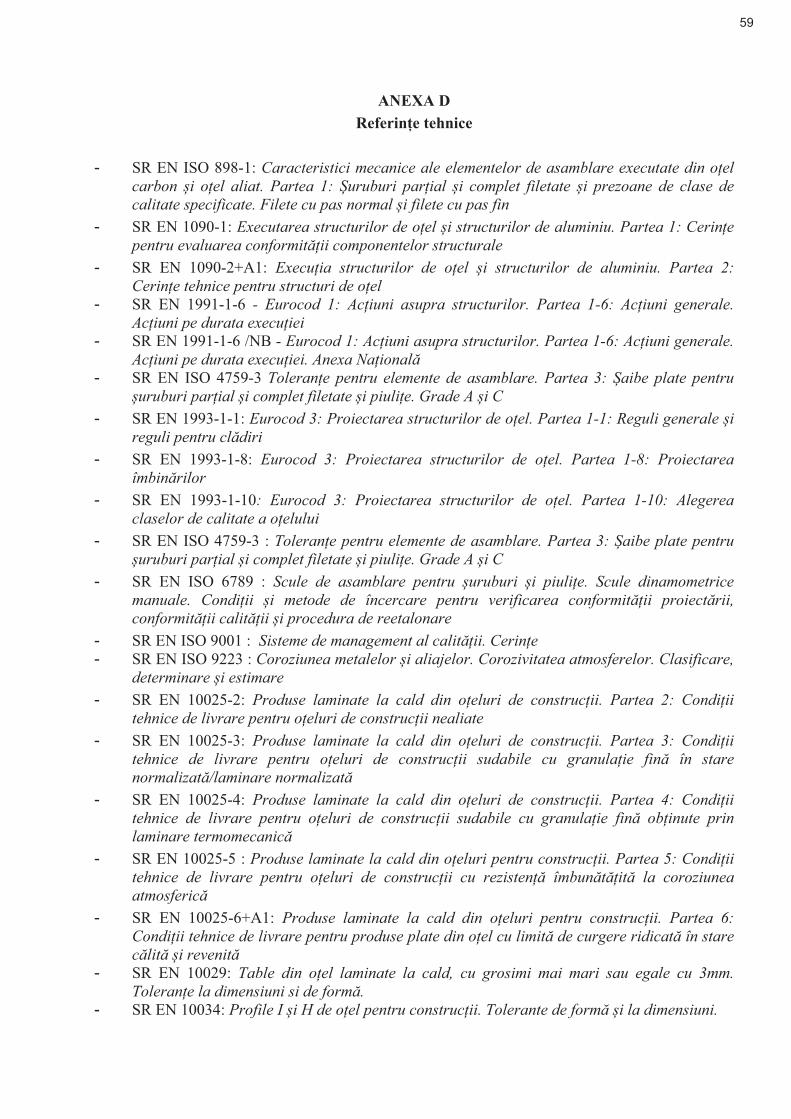
ANEXA D Referin�e tehnice
- SR EN ISO 898-1: Caracteristici mecanice ale elementelor de asamblare executate din o�elcarbon �i o�el aliat. Partea 1: �uruburi par�ial �i complet filetate �i prezoane de clase decalitate specificate. Filete cu pas normal �i filete cu pas fin
- SR EN 1090-1: Executarea structurilor de o�el �i structurilor de aluminiu. Partea 1: Cerin�epentru evaluarea conformit��ii componentelor structurale
- SR EN 1090-2+A1: Execu�ia structurilor de o�el �i structurilor de aluminiu. Partea 2:Cerin�e tehnice pentru structuri de o�el
- SR EN 1991-1-6 - Eurocod 1: Ac�iuni asupra structurilor. Partea 1-6: Ac�iuni generale.Ac�iuni pe durata execu�iei
- SR EN 1991-1-6 /NB - Eurocod 1: Ac�iuni asupra structurilor. Partea 1-6: Ac�iuni generale.Ac�iuni pe durata execu�iei. Anexa Na�ional�
- SR EN ISO 4759-3 Toleran�e pentru elemente de asamblare. Partea 3: �aibe plate pentru�uruburi par�ial �i complet filetate �i piuli�e. Grade A �i C
- SR EN 1993-1-1: Eurocod 3: Proiectarea structurilor de o�el. Partea 1-1: Reguli generale �ireguli pentru cl�diri
- SR EN 1993-1-8: Eurocod 3: Proiectarea structurilor de o�el. Partea 1-8: Proiectareaîmbin�rilor
- SR EN 1993-1-10: Eurocod 3: Proiectarea structurilor de o�el. Partea 1-10: Alegereaclaselor de calitate a o�elului
- SR EN ISO 4759-3 : Toleran�e pentru elemente de asamblare. Partea 3: �aibe plate pentru�uruburi par�ial �i complet filetate �i piuli�e. Grade A �i C
- SR EN ISO 6789 : Scule de asamblare pentru �uruburi �i piuli�e. Scule dinamometricemanuale. Condi�ii �i metode de încercare pentru verificarea conformit��ii proiect�rii,conformit��ii calit��ii �i procedura de reetalonare
- SR EN ISO 9001 : Sisteme de management al calit��ii. Cerin�e- SR EN ISO 9223 : Coroziunea metalelor �i aliajelor. Corozivitatea atmosferelor. Clasificare,
determinare �i estimare- SR EN 10025-2: Produse laminate la cald din o�eluri de construc�ii. Partea 2: Condi�ii
tehnice de livrare pentru o�eluri de construc�ii nealiate- SR EN 10025-3: Produse laminate la cald din o�eluri de construc�ii. Partea 3: Condi�ii
tehnice de livrare pentru o�eluri de construc�ii sudabile cu granula�ie fin� în starenormalizat�/laminare normalizat�
- SR EN 10025-4: Produse laminate la cald din o�eluri de construc�ii. Partea 4: Condi�iitehnice de livrare pentru o�eluri de construc�ii sudabile cu granula�ie fin� ob�inute prinlaminare termomecanic�
- SR EN 10025-5 : Produse laminate la cald din o�eluri pentru construc�ii. Partea 5: Condi�iitehnice de livrare pentru o�eluri de construc�ii cu rezisten�� îmbun�t��it� la coroziuneaatmosferic�
- SR EN 10025-6+A1: Produse laminate la cald din o�eluri pentru construc�ii. Partea 6:Condi�ii tehnice de livrare pentru produse plate din o�el cu limit� de curgere ridicat� în starec�lit� �i revenit�
- SR EN 10029: Table din o�el laminate la cald, cu grosimi mai mari sau egale cu 3mm.Toleran�e la dimensiuni si de form�.
- SR EN 10034: Profile I �i H de o�el pentru construc�ii. Tolerante de form� �i la dimensiuni.
59
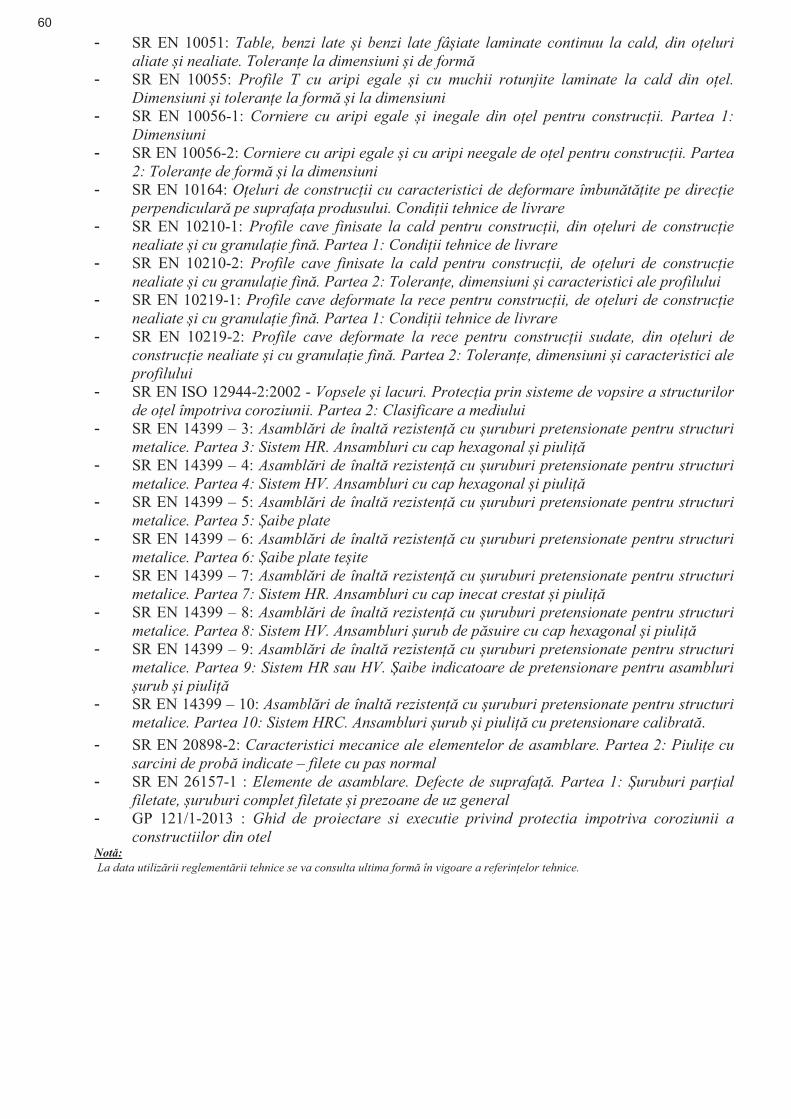
- SR EN 10051: Table, benzi late �i benzi late fâ�iate laminate continuu la cald, din o�elurialiate �i nealiate. Toleran�e la dimensiuni �i de form�
- SR EN 10055: Profile T cu aripi egale �i cu muchii rotunjite laminate la cald din o�el.Dimensiuni �i toleran�e la form� �i la dimensiuni
- SR EN 10056-1: Corniere cu aripi egale �i inegale din o�el pentru construc�ii. Partea 1:Dimensiuni
- SR EN 10056-2: Corniere cu aripi egale �i cu aripi neegale de o�el pentru construc�ii. Partea2: Toleran�e de form� �i la dimensiuni
- SR EN 10164: O�eluri de construc�ii cu caracteristici de deformare îmbun�t��ite pe direc�ieperpendicular� pe suprafa�a produsului. Condi�ii tehnice de livrare
- SR EN 10210-1: Profile cave finisate la cald pentru construc�ii, din o�eluri de construc�ienealiate �i cu granula�ie fin�. Partea 1: Condi�ii tehnice de livrare
- SR EN 10210-2: Profile cave finisate la cald pentru construc�ii, de o�eluri de construc�ienealiate �i cu granula�ie fin�. Partea 2: Toleran�e, dimensiuni �i caracteristici ale profilului
- SR EN 10219-1: Profile cave deformate la rece pentru construc�ii, de o�eluri de construc�ienealiate �i cu granula�ie fin�. Partea 1: Condi�ii tehnice de livrare
- SR EN 10219-2: Profile cave deformate la rece pentru construc�ii sudate, din o�eluri deconstruc�ie nealiate �i cu granula�ie fin�. Partea 2: Toleran�e, dimensiuni �i caracteristici aleprofilului
- SR EN ISO 12944-2:2002 - Vopsele �i lacuri. Protec�ia prin sisteme de vopsire a structurilorde o�el împotriva coroziunii. Partea 2: Clasificare a mediului
- SR EN 14399 – 3: Asambl�ri de înalt� rezisten�� cu �uruburi pretensionate pentru structurimetalice. Partea 3: Sistem HR. Ansambluri cu cap hexagonal �i piuli��
- SR EN 14399 – 4: Asambl�ri de înalt� rezisten�� cu �uruburi pretensionate pentru structurimetalice. Partea 4: Sistem HV. Ansambluri cu cap hexagonal �i piuli��
- SR EN 14399 – 5: Asambl�ri de înalt� rezisten�� cu �uruburi pretensionate pentru structurimetalice. Partea 5: �aibe plate
- SR EN 14399 – 6: Asambl�ri de înalt� rezisten�� cu �uruburi pretensionate pentru structurimetalice. Partea 6: �aibe plate te�ite
- SR EN 14399 – 7: Asambl�ri de înalt� rezisten�� cu �uruburi pretensionate pentru structurimetalice. Partea 7: Sistem HR. Ansambluri cu cap inecat crestat �i piuli��
- SR EN 14399 – 8: Asambl�ri de înalt� rezisten�� cu �uruburi pretensionate pentru structurimetalice. Partea 8: Sistem HV. Ansambluri �urub de p�suire cu cap hexagonal �i piuli��
- SR EN 14399 – 9: Asambl�ri de înalt� rezisten�� cu �uruburi pretensionate pentru structurimetalice. Partea 9: Sistem HR sau HV. �aibe indicatoare de pretensionare pentru asambluri�urub �i piuli��
- SR EN 14399 – 10: Asambl�ri de înalt� rezisten�� cu �uruburi pretensionate pentru structurimetalice. Partea 10: Sistem HRC. Ansambluri �urub �i piuli�� cu pretensionare calibrat�.
- SR EN 20898-2: Caracteristici mecanice ale elementelor de asamblare. Partea 2: Piuli�e cusarcini de prob� indicate – filete cu pas normal
- SR EN 26157-1 : Elemente de asamblare. Defecte de suprafa��. Partea 1: �uruburi par�ialfiletate, �uruburi complet filetate �i prezoane de uz general
- GP 121/1-2013 : Ghid de proiectare si executie privind protectia impotriva coroziunii aconstructiilor din otel
Not�: La data utiliz�rii reglement�rii tehnice se va consulta ultima form� în vigoare a referin�elor tehnice.
60