V. Procese de depunere în plasmă cu arc catodic (plasmatron)
Metoda de depunere în straturi subţiri prin arc catodic aparţine familiei proceselor
de placare ionică, care include tehnici de depuneri prin evaporare şi pulverizare ionică.
Procesul depunerilor cu arc catodic sau plasmatron este relativ nou şi totodată
unic prin de 30%-90% a materialului evaporat, astfel încât energia cinetică a ionilor
transportaţi poate ajunge până la 100 eV.
O caracteristică specială a straturilor depuse este reprezentată de proprietăţile
acestora, cum ar fi: o bună aderenţă, rezistenţă ridicată la uzură şi coroziune.
Tehnica arcului catodic a înregistrat un succes fără precedent în aplicaţiile de
prelucrare prin aşchiere a pieselor, reprezentând o nouă descoperire cu foarte multe
aplicaţii în rezistenţa la coroziune şi la eroziune sau straturi decorative şi arhitecturale.
În procesul de depunere în plasmă, materialul, utilizat ca sursă, este adus în stare
de vapori prin acţiunea unui singur, sau mai multor arcuri electrice cu descărcare
luminiscentă, introduse într-o cameră vidată. Alimentarea cu energie electrică se face în
funcţie de materialul catodului, tensiunea de alimentare fiind inclusă în intervalul 15- 50
V, iar curentul specific acestui tip de arc se încadrează între 30- 400 A. Atunci când sunt
utilizaţi curenţi de înaltă intensitate spotul incandescent generat de arcul electric se
ramifică în mai multe spoturi ce se distribuie pe suprafaţa catodului, iar numărul acestora
depinde de materialul catodului.
În cazul de faţă, utilizând titanul ca sursă, vom obţine un curent generat de arcul
electric per spot, într-o medie aproximativă de 75 A. Aceste spoturi se deplasează aleator
pe suprafaţa catodului cu o viteză de ordinul zecilor de metri pe secundă.
Procesul de depuneri în plasmă (CAPD) este diferit de cel al depunerilor în vapori
(PVD) prin următoarele:
-materialul în plasmă este generat de unul sau mai multe spoturi ale arcului
electric;
-materialul vaporizat este ionizat în proporţie de 30% - 100%;
-atomii materialului sunt ionizaţi de mai multe ori, de exemplu, titanul, Ti+, Ti2+,
Ti3+ ;
-ionii au energii forte înalte cuprinse între 10 – 100 eV.
Aceste diferenţe ilustrează unele avantaje ale procesului CAPD:
-stratul depus este de înaltă calitate;
-viteză mare de depunere pentru metale, aliaje şi compuşi în straturi cu
uniformitate excelentă;
-reţinerea aliajelor din sursă pentru depunere.
V.1. Descrierea instalaţiei
Instalaţia pilot pentru depuneri de straturi dure de nitrură de titan, aşa cum se
prezintă la momentul actual, după faza de pregătire pentru experimente, este compusă
dintr-o cameră de depunere, sistemul de vid, sistemul de măsurare a presiunii scăzute,
sursele de alimentare electrică a sistemului şi blocul electric de comandă şi control a
sistemului.
Camera de depunere este cilindrică cu diametrul de 700 mm şi înălţimea de 700
mm, fiind prevăzută cu un suport central pentru substraturile ce urmează să fie depuse.
De asemenea, camera mai este prevăzută cu o uşă cu deschidere pe toată înălţimea
acesteia pentru a se efectua comod operaţiile de încărcare – descărcare a substraturilor. În
partea opusă uşii de acces se află racordul la agregatul de vid care este acoperit pentru a
împiedica accesul materialelor evaporate în camera spre clapeta principală a pompei de
difuzie. Suportul central este etanş la vid, putând avea o mişcare de rotaţie în jurul unei
axe centrale sau o mişcare de rotaţie de tip planetar (pentru îmbunătăţirea uniformităţii
straturilor depuse). De asemenea suportul poate suporta atât înalta tensiune care se aplică
pe substraturi în perioada premergătoare depunerii (pentru curăţarea lor în plasmă) cât şi
aplicarea tensiunii de polarizare a substraturilor în timpul depunerii. Suportul
substraturilor este poziţionat pe flanşa inferioară a cilindrului camerei de depunere.
Plasmatroanele sunt dispuse astfel: unul pe generatoarea camerei cilindrice şi al doi-lea
pe capacul superior al camerei cilindrice. Fluxurile de material evaporat sunt proiectate
astfel încât să acopere cât mai uniform zona centrală a camerei de lucru în care se rotesc
substraturile.
Sistemul de vid este compus dintr-o pompă de vid preliminar, PVP (60m3/h), o
pompă Roots PR (250m3/h), o pompă de difuzie PD (4000 l/s), o capcană cu azot lichid
LN (care poate fi folosit opţional) şi toate racordurile necesare pentru integrarea
sistemului şi conectarea sa cu camera de depunere.
Sistemul de vacuumetre pentru măsurarea presiunilor scăzute este dotat cu
vacuumetre pentru vid preliminar (traductor Pirani P1, P2, P3) şi pentru vid înalt
(traductor Penning TP1, TP2). Vacuumetrele conţin susţin sursele de alimentare a
traductoaerle cu care sunt compatibile şi al căror semnal îl afişează.
Sursele de alimentare electrică cuprind sursele de alimentare a plasmatroanelor
SP1, SP2, SP3 (80V, 300A), sursa de înaltă tensiune SIT (1000V, 2A) pentru curăţarea
substraturilor înainte de depunere şi sursa de polarizare a substraturilor SPS (250V, 3A).
Blocul electric de comandă şi control conţine relee şi cartele pentru
intercondiţionarea logică a funcţionării instalaţiei, cu scopul protejării la manevre grele.
Fig.V.1. Imaginea instalaţiei de lucru
V.1.1. Descrierea procesului fizic implicat în depunerea plasmatron a straturilor
subţiri
Depunerea straturilor subţiri de nitrură de titan prin procedeul plasmatron
presupune existenţa unui mediu vidat. Ionii metalici sunt produşi prin evaporarea unui
catod care lucrează în regim de arc electric (evaporare catodică în arc). În figura 2 este
prezentată explicit o ilustrare a procesului, fiind indicate şi particulele care sunt implicate.
Fiind vorba de un arc catodic, tensiunile aplicate sunt mici, dar curenţii au valori mari.
Fizic, se realizează topirea locală a catodului, care este realizat din materialul a căror ioni
vor fi implicaţi în procesul de depunere. În cazul nostru, pentru depunerea de straturi
subţiri de nitrură de titan se foloseşte un catod de Ti, azotul fiind introdus în cameră ca
gaz de reacţie. Presiunea în camera de depunere în timpul procesului este în domeniul 10 -
1 Pa.
Prin topirea locală a catodului din suprafaţa acestuia sunt evaporate
macroparticule (identificate mai apoi ca “picături” sau “microstructuri” pe suprafaţa
depusă), ioni de titan (cu starea de ionizare 1+ până la 4+) şi atomi neutri de titan. Pentru
ca arcul să nu se localizeze pe o anumită arie a
suprafeţei catodului,
se foloseşte un sistem de mişcare dirijată a arcului electric pe suprafaţa catodului,
care foloseşte un câmp magnetic rotitor. Câmpul magnetic este creat de un solenoid.
Pentru exemplificare, in figura 3 este prezentat schematic plasmatronul utilizat.
V.1.1.A. DETERMINAREA CARACTERISTICILOR PLASMATRONULUI
UTILIZAT
Pentru o cunoaştere aprofundată a proceselor legate de depunerea de straturi
subţiri de nitrură de titan (TiN) folosind descărcarea în arc catodic - procedeul
plasmatron, au fost investigate caracteristicile acestuia şi comparate cu cele din literatura
de specialitate.
Rata de evaporare
A fost măsurată rata de evaporare pentru catodul de Ti prin măsurarea directa a
masei. S-a obţinut o valoare de 12 g.h-1 pentru un curent de I=100 A, ceea ce reprezintă o
valoare competitivă, comparativ cu valoarea de referinţa obţinuta de Kubonja [T.Kubono,
J.AppIi.Phys., 50 (1989)7958] de 50 g.h-1 pentru un curent de I=300A sau 55 g.h-1 pentru
I=120A cu catod de Cu.
Starea de ionizare a ionilor metalici emişi
În cazul catodului de titan folosit, utilizând un analizor de energie electrostatic, s-
a determinat energia şi starea de ionizare a ionilor de titan emişi din catod. Analizorul
electrostatic a fost poziţionat normal faţă de catod, la o distanţă de 10 cm de acesta. Au
fost obţinute date asemănătoare cu cele raportate în literatura de specialitate [ 8H.C.Miller,
J.AIIp.Phys., 52 (1982) 883]. În tab. 1 sunt prezentate rezultatele obţinute.
Sursa P(mbar) U(arc)
(V)
E(Ti+)
(eV)
n(Ti+)
(%)
n(Ti2+)
(%)
n(Ti3+)
(%)
Literatura8 510-5 25 76 27 67 6
Experiment 510-5 30 82 32 63 5
Experiment 510-2
(N2)
28 72 43 55 2
Tab.1 Energia şi starea de ionizare a ionilor de titan emişi
Diferentele obţinute pot fi datorate geometriei catodului si condiţiilor specifice de
descărcare, dar sunt în limite rezonabile, ceea ce atesta faptul ca plasmatronul utilizat are
parametri funcţionali optimi.
0 fracţie atât de mare de particule ionizate va determina, prin polarizarea
substratului şi deci bombardarea acestuia cu particule energice, o densificare a stratului în
creştere, deci va permite obţinerea unor straturi compacte si cu duritate mărita.
Se observă că la creşterea presiunii, prin introducerea de azot în camera de
descărcare, fracţia de ioni dublus sau triplu ionizaţi scade în favoarea celor simplu
ionizaţi. Acest lucru se datorează scăderii drumului liber mijlociu al particulelor în
plasma datorită creşterii presiunii, deci densităţii de particule.
În fig.V 1 sunt prezentate spectrele obţinute prin spectroscopie optica de emisie
prin vizarea regiunii catodului (a) si a substratului (b). Se observă o scădere a intensităţii
relative a liniilor Ti2+ şi o creştere a intensităţii relative a liniilor Ti+ în zona substratului
faţă de zona catodului. Determinarea a fost făcută la p=510-3 Pa, fără adaos de azot în
camera de descărcare.
Fig. V.1 Spectrele obţinute prin spectroscopie optică de emisie prin vizarea
regiunii catodului (a) şi a substratului (b), cu evidenţierea liniilor titanului
Determinările prin spectroscopie optica de emisie s-au realizat utilizând un
monocromator CVI laser, care permite achiziţionarea spectrului direct pe calculator (prin
intermediul unui sistem de achiziţie de date specializat).
Micşorarea mărimii microparticulelor emise de catod
Pentru micşorarea mărimii medii a particulelor care ajung pe substrat s-au utilizat
3 metode:
Ecranarea laterala a catodului, de unde pleacă microparticulele având cele mai
mari dimensiuni. S-a dovedit că particulele emise la unghiuri mici faţă de normala la
catod au dimensiunile cele mai mici, dimensiunea acestora crescând odată cu creşterea
unghiului faţă de normală (modelul este analog celui al picăturilor ce se ridică de pe
suprafaţa unui lichid la impactul cu un obiect solid).
Creşterea presiunii în incinta de depunere. Având în vedere ca se urmăreşte
obţinerea de straturi de TiN, prezenţa unei atmosfere de azot este necesară în camera de
depunere. Valoarea acestei presiuni se stabileşte în principal astfel încât să se obţină un
compus stoichiometric.
Variaţia intensităţii câmpului magnetic pe catod. S-a observat că intensitatea
câmpului magnetic aplicat pe catod pentru dirijarea controlată a mişcării spotului catodic
influenţează mărimea medie a picăturilor depuse pe substrat. În acelaşi timp se observă că
prezenţa câmpului magnetic face ca mărimea spoturilor catodice să fie redusă, acestea
fiind poziţionate unul în vecinătatea celuilalt, existând şi o porţiune de suprapunere .
Acest lucru are probabil ca efect micşorarea dimensiunii microparticulelor emise.
V.1.1.B. REALIZAREA DEPUNERILOR DE STRATURI DURE DE TIN PE
CARBURI METALICE SINTERIZATE
Straturile subţiri de TiN au fost obţinute folosind un catod de Ti şi atmosfera de
N2 (cu puritatea de 99,98%), presiunea reziduală în camera de depunere fiind de 310-6
mbar. Depunerea s-a făcut pe substraturi din c.m.s. (P30, G30, K20). Înainte de depunere
substraturile au fost lustruite (pentru reducerea rugozităţii suprafeţei) şi spălate în solvenţi
în baie de ultrasunete. Substraturile au fost încălzite utilizând dispozitivul de încălzire al
substraturilor si bombardate cu ioni pentru curăţare, descărcarea luminiscentă fiind
aprinsă între pereţii incintei şi substrat, polarizat la -1000 V c.c. Depunerea s-a făcut la
temperaturi de depunere în domeniul 100 - 450° C, deoarece în cazul c.m.s-urilor nu
exista probleme de decălire ale materialului substratului).
Parametrii de depunere, care determină caracteristicile de baza ale straturilor
depuse au fost variaţi în următoarele domenii de valori:
presiunea totala a gazului:
debitul de azot:
densitatea de curent pe substrat
curent de descărcare (arc)
tensiunea de polarizare a substratului:
temperatura substratului:
durata depunerii:
de completat cu datele concrete
Etapele operaţiei de depunere
Pe parcursul operaţiei de depunere prin tehnologia plasmatron a straturilor dure de
nitrură de titan au fost respectate etapele prefigurate ale lanţului de operaţii specifice si
anume:
identificarea componentei ce urmează a fi depusă (c.m.s.) din punct de vedere al
caracteristicilor (compoziţie, caracteristici mecanice, inclusiv tratament termic iniţial);
prelucrarea c.m.s ;
rectificarea şi lustruirea finală a suprafeţelor ce urmează a fi depuse;
realizare suporturi de substraturi pentru introducere şi poziţionare ansamblu în
camera de depunere;
inspectare optică iniţială a suprafeţelor din c.m.s. ce urmează a fi depuse;
curăţare în baie de ultrasunete cu solvenţi;
inspecţie optică finală a suprafeţelor din c.m.s. ce urmează a fi depuse;
poziţionare piese pe suporturile specifice ale substraturilor;
introducere şarjă în incinta de depunere;
vidare cu PVP şi pompă Roots până la o presiune p210-3 mbar citită pe un
vacuumetru folosind traductorul Pirani;
vidare cu pompa de difuzie până la p510-5 mbar citită pe un vacuumetru
folosind traductorul Penning;
alimentarea rezistenţelor de încălzire a substraturilor şi pereţilor camerei până la
T=250 - 550° C, temperatura citită cu un termocuplu şi un voltmetru;
aplicarea înaltei tensiuni pe suportul de substraturi şi curăţarea substraturilor prin
bombardament ionic, folosind atmosfera reziduala din camera de depunere;
introducere prin comandarea deschiderii valvei automate a azotului până la p=4
10-3 mbar citit cu un traductor Pirani;
iniţierea arcului şi depunerea de nitrură de titan;
menţinerea pe palier a parametrilor până la expirarea timpului stabilit pentru
depunere;
întreruperea arcului electric şi a introducerii de azot;
introducerea apei calde prin pereţii camerei de depunere;
răcirea treptată a ansamblului, continuarea vidării cu pompa de difuzie;
atingerea unei presiuni p=510-3 mbar citit cu un traductor Penning;
oprirea pompei de difuzie;
oprirea pompei Roots şi a PVP;
citirea temperaturii pieselor folosind termocuplul şi introducerea gazului de răcire
(azot);
introducere aer în camera de depunere;
scoaterea din incintă de vid a pieselor depuse;
inspecţie optică a pieselor depuse;
teste asupra pieselor depuse;
certificat de analiză/ testare /calitate.

Parametrii de proces
În urma realizării operaţiei de depunere a straturilor dure de nitrura de titan
folosind metoda plasmatron prin parcurgerea etapelor prezentate, au rezultat următorii
parametri de proces, analizaţi mai jos:
caracteristicile materialelor depuse;
temperatura piesei în timpul depunerii,
presiunea reziduală în incinta de vid,
intensitatea curentului de arc;
presiunea atmosferei de azot din incinta de depunere,
timpul de procesare şi timpul de depunere,
intensitatea curentului arcului catodic;
CARACTERIZAREA STRATURILOR DE NITRURĂ DE TITAN
Proprietăţi microchimice şi microstructurale
Tehnicile de analiză microchimică şi microstructurală a straturilor subţiri necesită
preparări adecvate ale probelor şi eventuale calibrări cu probe standard.
Analizele microchimice se bazează pe excitarea materialului stratului de către un
fascicul de particule incidente (electroni, ioni, fotoni). Natura fasciculului, tipul de
interacţiune sau natura particulelor emise sau împrăştiate definesc metoda de analiză.
1.1. Difractometrie de raze X.
Analiza prin difracţie de raze X a constituit principala metodă de investigaţie
microchimică şi microstructurală a stratului de TiN, care stabileşte compoziţia fazică şi
textura depunerii.
Straturile au fost obţinute în condiţii diferite (tabel), împărţite în 3 serii,
urmărindu-se dependenţa compoziţiei fazice şi a texturii în funcţie de presiunea de azot,
de tensiunea de polarizare a substratului şi de curentul de arc. S-a urmărit în ce măsură
grosimea de strat sau temperatura influenţează natura fazelor şi textura.
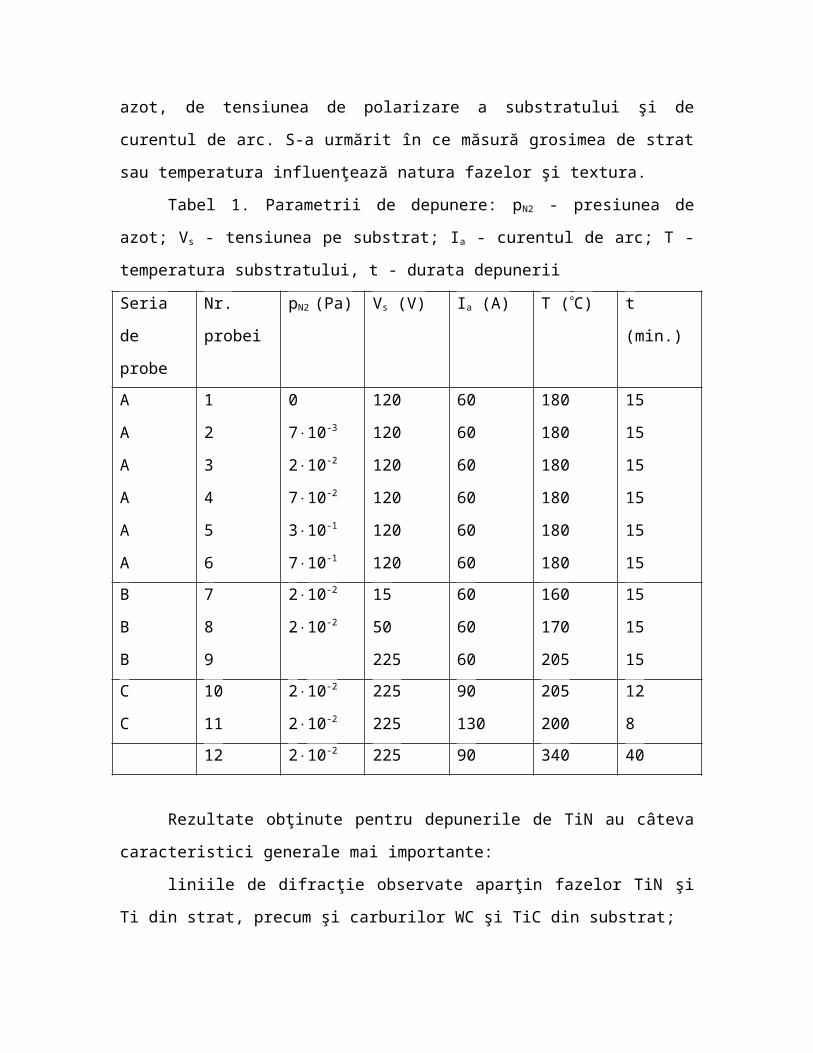
Tabel 1. Parametrii de depunere: pN2 - presiunea de azot; Vs - tensiunea pe
substrat; Ia - curentul de arc; T - temperatura substratului, t - durata depunerii
Seria de
probe
Nr. probei pN2 (Pa) Vs (V) Ia (A) T (C) t (min.)
A
A
A
A
A
A
1
2
3
4
5
6
0
710-3
210-2
710-2
310-1
710-1
120
120
120
120
120
120
60
60
60
60
60
60
180
180
180
180
180
180
15
15
15
15
15
15
B
B
B
7
8
9
210-2
210-2
15
50
225
60
60
60
160
170
205
15
15
15
C
C
10
11
210-2
210-2
225
225
90
130
205
200
12
8
12 210-2 225 90 340 40
Rezultate obţinute pentru depunerile de TiN au câteva caracteristici generale mai
importante:
liniile de difracţie observate aparţin fazelor TiN şi Ti din strat, precum şi
carburilor WC şi TiC din substrat;
titanul apare într-o mică proporţie numai pentru straturile depuse la presiuni mici
şi tensiuni mari per substrat. A fost detectată doar linia (011), de mică intensitate,
pentru compusul TiN singurele linii de difracţie sunt (111) şi (200), arătând un
raport al intensităţilor ce depind de condiţiile de depunere;
cea mai interesantă caracteristică a difractogramelor este dată de absenţa Ti2N.
Această fază se formează la un raport N/Ti subunitar. Pentru condiţiile noastre
experimentale, chiar la presiuni scăzute de N2 şi tensiuni ridicate pe substrat, nu se
observă faza Ti2N, deşi în asemenea condiţii, la alte procedee PVD se formează acest
compus.
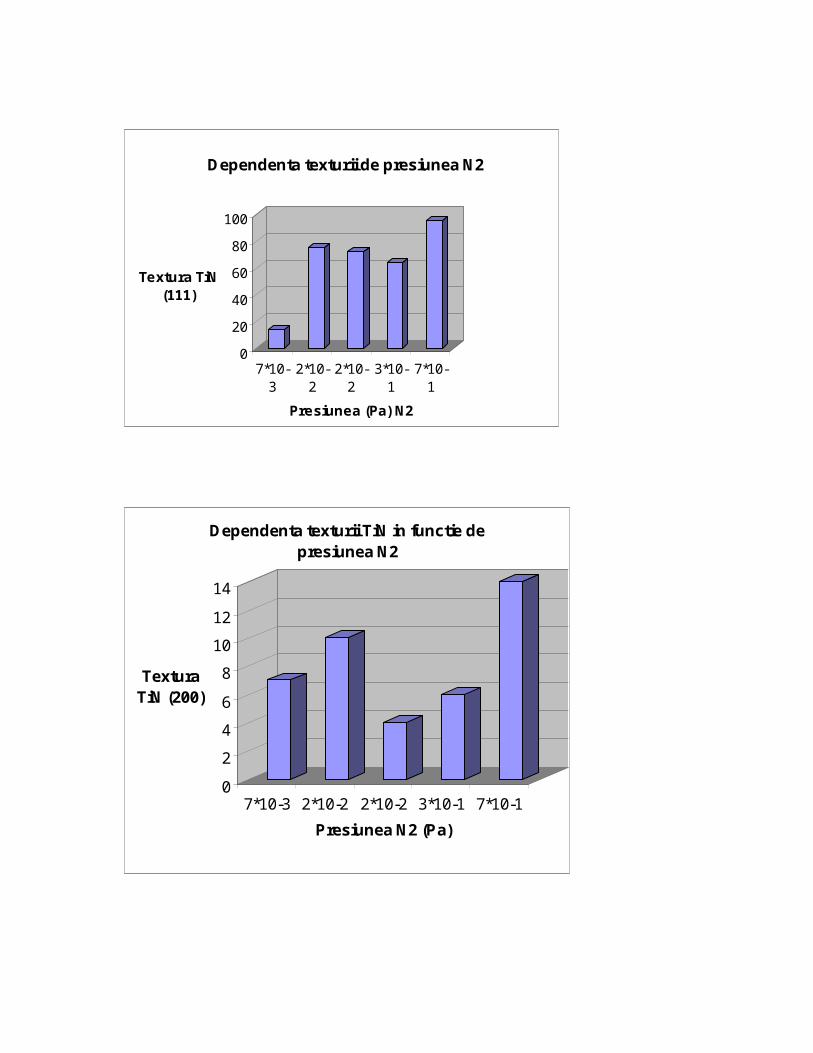
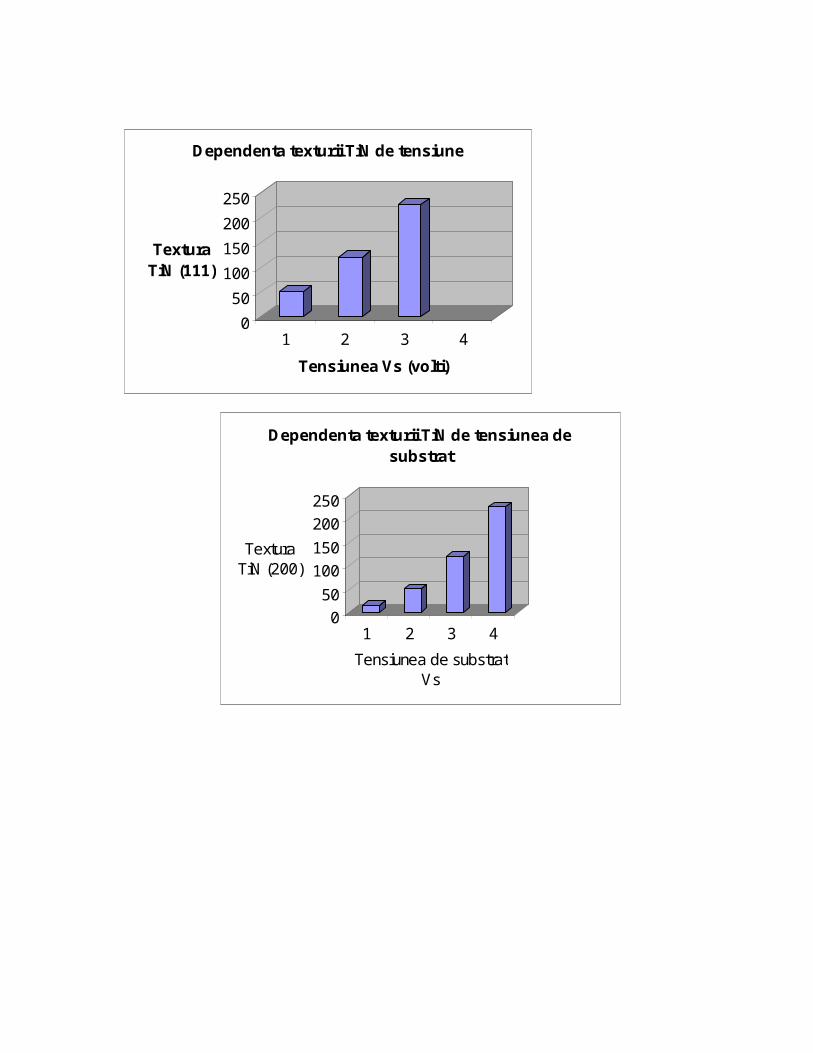
Influenţa tensiunii de polarizare a substratului (15 - 225V) poate fi examinată în
graficul următor, pentru o presiune şi un curent de arc de 210-2 Pa şi 60A. Odată cu
creşterea presiunii, pentru faza TiN, se observă o trecere de la o textură fără o orientare
preferenţială la una cu orientare de tip (111) pronunţată la tensiuni de peste 100V.
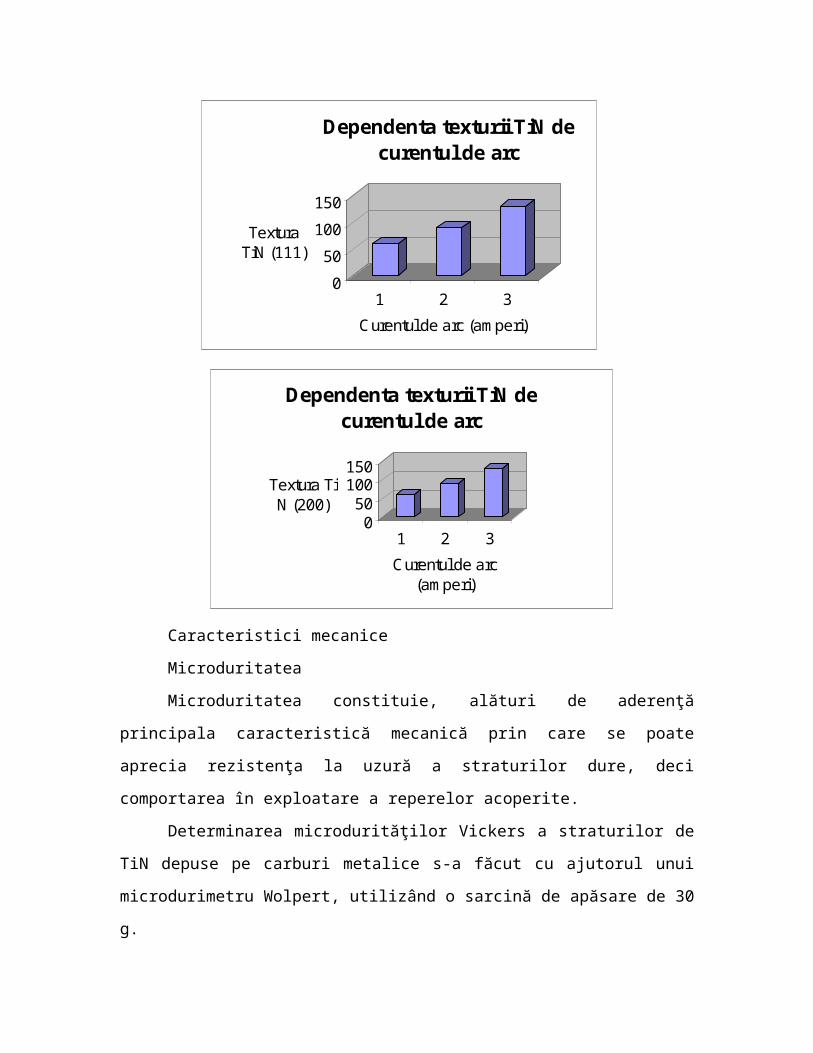
Dependenţa texturii de curentul de arc este remarcată printr-o lărgire a liniei
principale (111) şi o scădere a intensităţilor liniilor (111) şi (200) indicând formarea unor
cristalite de dimensiuni mai mici cu orientare nepreferenţială.
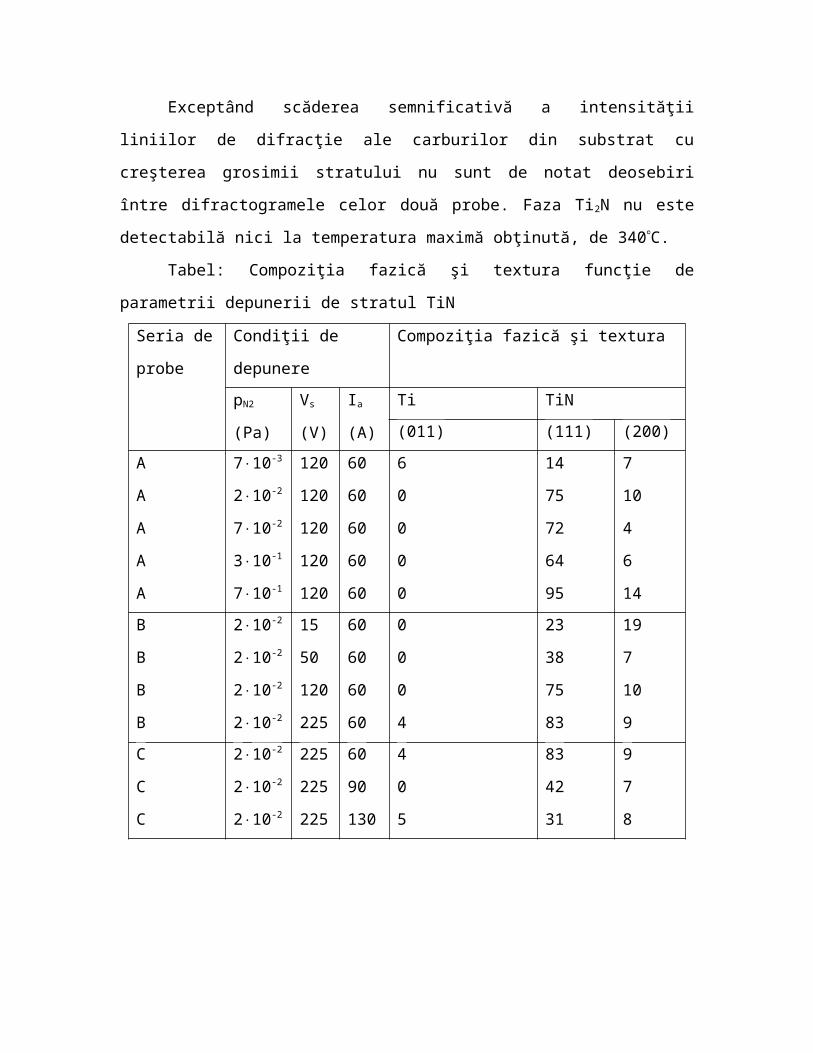
Exceptând scăderea semnificativă a intensităţii liniilor de difracţie ale carburilor
din substrat cu creşterea grosimii stratului nu sunt de notat deosebiri între difractogramele
celor două probe. Faza Ti2N nu este detectabilă nici la temperatura maximă obţinută, de
340C.
Tabel: Compoziţia fazică şi textura funcţie de parametrii depunerii de stratul TiN
Seria de
probe
Condiţii de depunere Compoziţia fazică şi textura
pN2 (Pa) Vs
(V)
Ia
(A)
Ti TiN
(011) (111) (200)
A
A
A
A
A
710-3
210-2
710-2
310-1
710-1
120
120
120
120
120
60
60
60
60
60
6
0
0
0
0
14
75
72
64
95
7
10
4
6
14
B
B
B
B
210-2
210-2
210-2
210-2
15
50
120
225
60
60
60
60
0
0
0
4
23
38
75
83
19
7
10
9
C
C
C
210-2
210-2
210-2
225
225
225
60
90
130
4
0
5
83
42
31
9
7
8
0
20
40
60
80
100
Textura TiN (111)
7*10-3
2*10-2
2*10-2
3*10-1
7*10-1
Presiunea (Pa) N2
Dependenta texturii de presiunea N2
0
2
4
6
8
10
12
14
Textura TiN (200)
7*10-3 2*10-2 2*10-2 3*10-1 7*10-1
Presiunea N2 (Pa)
Dependenta texturii TiN in functie de presiunea N2
0
50
100
150
200
250
Textura TiN (111)
1 2 3 4
Tensiunea Vs (volti)
Dependenta texturii TiN de tensiune
0
50
100
150
200
250
Textura TiN (200)
1 2 3 4
Tensiunea de substrat Vs
Dependenta texturii TiN de tensiunea de substrat
0
50
100
150
Textura TiN (111)
1 2 3
Curentul de arc (amperi)
Dependenta texturii TiN de curentul de arc
050
100150
Textura Ti N (200)
1 2 3
Curentul de arc (amperi)
Dependenta texturii TiN de curentul de arc
Caracteristici mecanice
Microduritatea
Microduritatea constituie, alături de aderenţă principala caracteristică mecanică
prin care se poate aprecia rezistenţa la uzură a straturilor dure, deci comportarea în
exploatare a reperelor acoperite.
Determinarea microdurităţilor Vickers a straturilor de TiN depuse pe carburi
metalice s-a făcut cu ajutorul unui microdurimetru Wolpert, utilizând o sarcină de apăsare
de 30 g.
S-a urmărit determinarea influenţei principalilor parametrii ai procesului de
depunere asupra microdurităţii. Probele din carburi metalice au fost fixate astfel încât
suprafaţa lor plană să fie paralelă cu cea a catodului plasmatronului, la o distanţă probă-
catod de 35 cm.
Microdurităţile straturilor obţinute în diverse condiţii sunt prezentate mai jos.
Tabel: Microdurităţile HV0,03 ale straturilor de TiN
Seria de probe Condiţii de depunere HV0,03
pN2 (Pa) Vs (V) Ia (A)
A
A
A
A
A
710-3
210-2
510-2
810-2
210-1
120
120
120
120
120
60
60
60
60
60
3180
2850
2750
2810
2780
A
A
A
410-1
710-1
910-1
120
120
120
60
60
60
2690
2060
1980
B
B
B
B
B
210-2
210-2
210-2
210-2
210-2
15
50
120
150
225
60
60
60
60
60
2190
2810
2850
2850
2980
C
C
C
C
210-2
210-2
210-2
210-2
225
225
225
225
60
80
100
130
2980
3060
3060
3180
Câteva concluzii mai importante:
pentru un domeniu destul de larg de variaţie al presiunii de azot valorile
microdurităţii sunt practic constante, aceasta deosebind procedeul utilizat de alte sisteme
de depunere PVD (magnetron, placare ionică), pentru care valorile optime ale
microdurităţii se obţin pentru un domeniu critic destul de îngust al presiunii de azot;
Microduritatile HV ale strtului de TiN
0500
100015002000250030003500
7*10
-3
2*10
-2
5*10
-2
8*10
-2
2*10
-1
4*10
-1
7*10
-1
9*10
-1
P
HV
Microduritatile HV in functie de tensiune
0
1000
2000
3000
4000
1 2 3 4 5
V (volti)
HV
(0
.03
)
Microduritatile HV ale straturilor TiN in functie de curentul de arc
28502900295030003050310031503200
1 2 3 4
I (amperi)
Hv
(0
.03
)
pentru tensiuni de polarizare a substratului între 50 şi 150 V microduritatea nu se
modifică, valori mai mici (circa 2200 HV) s-au obţinut la tensiuni reduse (15 V), iar
valoarea cea mai ridicată (3060 HV) s-a măsurat la tensiunea de 225 V;
cu mărirea curentului de arc de la 60 la 130 A are loc o creştere a microdurităţii
puţin importantă.
Este de subliniat faptul că procedeul de depunere cu arc catodic permite obţinerea
unor straturi de TiN cu microdurităţi ridicate (peste 2700 HV), printre cele mai mari
valori întâlnite în literatură. Aceste valori rămân practic constante pentru domenii destul
de largi de variaţie a parametrilor de lucru. Aceasta constituie un avantaj în exploatarea
industrială a instalaţiei.
Pe lângă experimentele prezentate a fost determinată şi distribuţia valorilor
microdurităţii pe suprafaţa unei probe având geometria şi dimensiunile unei piese de
interes industrial (freza), condiţiile de depunere fiind similare celor unor şarje de piese. În
acest scop epruvetele au fost fixate pe un braţ de susţinere rotitor. Valorile microdurităţii
s-au determinat în punctele 1 - 7.
Parametrii de depunere sunt: pN2=210-2 Pa; Vs=225 V; Ia=90 A; T=260C; t=20
min.
Valorile microdurităţiilor în punctele 1 - 7 sunt date în tabelul de mai jos.
Tabel: Distribuţia valorilor microdurităţii pe suprafaţa unei probe în rotaţie
Punctul
de
măsură
1 2 3 4 5 6 7
HV0,003 2520 2410 2410 2850 2380 2190 2190
Distributia microduritatilor pe suprafata unei probe in rotatie
0
1000
2000
3000
1 2 3 4 5 6 7
Punctul de masura
HV
(0
.03
)
Se remarcă faptul că valoarea cea mai mare este de 2850 HV şi se găseşte în
vârful piesei ceea ce este un fapt pozitiv aceasta fiind zona cea mai solicitată în
funcţionarea piesei. Valorile obţinute sunt suficient de ridicate pentru a putea aprecia că
acoperirea cu stratul de TiN va duce la o îmbunătăţire sensibilă a performanţelor pieselor.
Grosimea de strat şi rata de depunere
Grosimea depunerilor de TiN s-a determinat prin examinarea cu ajutorul unui
microscop optic, a unei secţiuni şlefuite, perpendiculară pe strat. Depunerile s-au făcut pe
substraturi de oţel OL45, pentru care probele pot fi preparate adecvat (secţionate şi
acoperite cu un strat de nichel, înglobate în bachelită, şlefuite şi atacate cu Nital 2%) sunt
prezentate în tabelul de mai jos.
Tabel: Grosimea de strat şi rata de depunere
Nr. probă Condiţii de depunere Grosime
de strat
(medie)
Rata de
depunere
(m/min)
pN2 (Pa) Vs (V) Ia (A) t (min)
(m)
6
7
20a
20b
8
210-2
210-2
210-2
210-2
210-2
15
225
225
225
225
60
60
90
90
130
15
15
40
40
8
1,6
1,7
6
0,9
1,7
0,11
0,11
0,15
0,023
0,21a - suprafaţa probei ce vizează direct suprafaţa catoduluib - suprafaţa opusă
Se constată că rata de depunere creşte cu curentul de arc deoarece acesta
determină rata de evaporare a titanului şi deci presiunea parţială a vaporilor de titan în
incinta de depunere. Se remarcă faptul că şi pe suprafaţa ce nu vizează catodul
plasmatronului (proba 20b) există o depunere de TiN cu o grosime mult mai mică (circa
de 7 ori mai subţire). Deoarece presiunea de lucru este prea scăzută pentru ca atomii de
Ti să ajungă pe această suprafaţă, depunerea se formează datorită bombardamentului
stratului cu ioni de titan (în număr apreciabil), ce provin din plasma ce înconjoară întreg
substratul. Efectul este important deoarece pot fi acoperite şi repere cu geometrie mai
complicată.
Pentru a determina distribuţia grosimii de strat pe suprafaţa unei piese de interes
industrial (freză) proba a fost secţionată după un plan determinat de axul ei de simetrie şi
de axul braţului de susţinere, iar grosimea a fost măsurată în punctele: 1, 3, 4, 5 şi 7.
Tabel: Distribuţia grosimii de strat pe suprafaţa unei probe în rotaţie:
Punctul de
măsură
1 3 4 5 7
Grosime de
strat (m)
1,1 1,1 2 1 0,8
Distributia grosimii de strat pe suprafata unei probe in rotatie
0
1
2
3
1 2 3 4 5
Punctul de masura
Gro
sim
ea
de
st
rat (
μm
)
Se poate observa o uniformitate destul de bună a grosimii depunerii pe suprafaţa
laterală a probei. O uniformitate şi mai bună s-ar obţine dacă se va dovedi necesar, printr-
o rotire a pieselor şi în jurul propriilor axe. Un strat mai gros se obţine în vârful piesei
deoarece această zonă vizează direct în tot timpul depunerii catodul plasmatronului.







