curs 2 si 3 defecte
TRANSCRIPT

Introducere in inspectia calitatii
MASTER ECMP – prof. Alexandrina MIHAI
Defectele pieselor si produselor
• Notiunea de defect• Clasificare• Standardizare• Criterii de acceptabilitate
Notiunea de defect
Standardul SR EN ISO 9000-2001 recomandă utilizarea noţiunii de neconformitate
Extras din standard:– Conformitate îndeplinirea unei cerinţe. – Neconformitate neîndeplinirea unei cerinţe. – Defect neîndeplinirea unei cerinte referitoare
la o utilizare intenţionată sau specificată.– Discontinuitate – intrerupere a continuitatii
(gol, fisura, incluziune)
Defectele existente în materiale, produse sau piese au diverse provenienţe.
Cauzele care le determină pot fi adeseori diminuate dar nu eliminate complet.
Defectele determină în mare măsura calitatea unui produs.
Adeseori calitatea se măsoară prin noncalitate.
Numărul şi volumul defectelor constituie criterii importante de evaluare.
Defectele pieselor si produselor
Defectele sunt împărţite în două mari categorii:
• defecte acceptabile • defecte inacceptabile.
Doar o parte dintre defecte sunt inacceptabile.
Incadrarea în una sau alta din categoriile de mai sus se face în funcţie de:
- destinaţia produsului
- rolul funcţional
- importanţa acestuia într-un ansamblu
- de cost
- exigenţele impuse de norme sau convenţii între beneficiar şi furnizor etc.
Cunoaşterea defectelor• cunoaşterea tipurilor de defecte care pot apărea într-un produs în funcţie de
natura materialului, de modul de proiectare, de procesul tehnologic de prelucrare (nu căutăm delaminări într-o piesă turnată!);
• detectarea defectelor, semnalarea prezenţei acestora (existenţa unor goluri poate fi semnalată, de exemplu, prin cântărire);
• localizarea în raport cu un sistem de referinţă convenabil ales (stabilirea poziţiei unde este amplasat defectul în raport cu suprafeţele exterioare ale piesei);
• măsurarea şi estimarea formei şi volumului (adeseori se aproximează mărimea defectului prin mărimea unei figuri geometrice în care poate fi înscris: sferă, paralelipiped sau prin proiecţia acestuia pe o suprafaţă sau prin luarea în considerare a dimensiunii celei mai mari, denumită dimensiune caracteristică);
• estimarea tendintei de a evolua în timp, de propagare (defectele bidimensionale, cum ar fi fisurile, au tendinţa de propagare mai mare decât cele tridimensionale);
• compararea caracteristicilor reale ale produsului afectat de prezenţa defectelor detectate cu valorile stabilite la proiectare sau prescrise pentru acele caracteristici;
• luarea unei decizii privind acceptabilitatea defectelor detectate conform unei norme sau, în absenţa normelor, pe baza negocierilor dintre beneficiar si furnizor;
• analiza produsului declarat neconform – în vederea stabilirii “traseului” lui specific: declasare, derogare, reprelucrare, reciclare.
Clasificarea generală a defectelor
Principalele criterii de clasificare sunt:
• clasificarea defectelor după importanţa acestora şi după gradul de periculozitate în raport cu funcţionarea produsului;
• după caracteristica pe care o afectează;• după frecvenţa de apariţie;• după gradul de accesibilitate la detectare;• după evoluţia în timp.
Clasificarea defectelor după importanţa acestora şi după gradul de periculozitate în
raport cu funcţionarea produsului
După acest criteriu defectele pot fi: critice, majore sau minore.
• Defectul critic este considerat acea neconformitate a unui produs care determină lipsa de securitate sau poate conduce la accidentarea utilizatorilor sau a acelora ce depind de utilizarea produsul respectiv.
• Defectul major este considerat cel care, fără să fie critic, reduce în mod substanţial posibilităţile de utilizare a produsului respectiv sau poate provoca o defectare care să împiedice funcţionarea acestuia.
• Defectul minor este o neconformitate care reduce confortul, afectează caracteristicile estetice sau diminuează nesemnificativ funcţionalitatea produsului.
Clasificarea defectelor după caracteristica pe care o afectează
Principalele caracteristici ale unei piese sunt:• compoziţia chimică şi puritatea;• rezistenţa la solicitări mecanice statice sau dinamice;• rezistenţa la solicitări termice sau la alţi factori externi;• structura internă;• omogenitatea;• dimensiunile şi forma;• poziţia reciprocă a suprafeţelor;• calitatea suprafeţelor;• continuitatea;• capacitatea de a se magnetiza şi de a păstra
magnetizarea etc.
Clasificarea defectelor după caracteristica pe care o afectează
• defecte sau abateri dimensionale;• defecte de forma şi poziţie reciprocă a
suprafeţelor;• abateri de la calitatea suprafeţelor;• defecte de structură;• abateri de la compoziţia chimică şi gradul
de puritate;• abateri de la caracteristicile mecanice;• discontinuităţi;• alte abateri.
Clasificarea defectelor după gradul de accesibilitate la detectare
a. Defecte exterioare - în general, uşor accesibile, sunt defecte de suprafaţă, situate pe suprafeţe exterioare.
b. Defecte interioare - în general, mai greu accesibile:situate pe suprafeţe interioare;
– situate în interiorul pereţilor pieselor:– în apropierea suprafeţei:
care comunică cu exteriorul (goluri care erup la suprafaţă);care nu comunică cu exteriorul (incluziuni, fisuri etc.);în interiorul pereţilor piesei la o adâncime, depărtare mai marede suprafaţa accesibilă (sufluri, incluziuni solide, fisuri etc.).
c. Defecte greu detectabile din diverse motive.
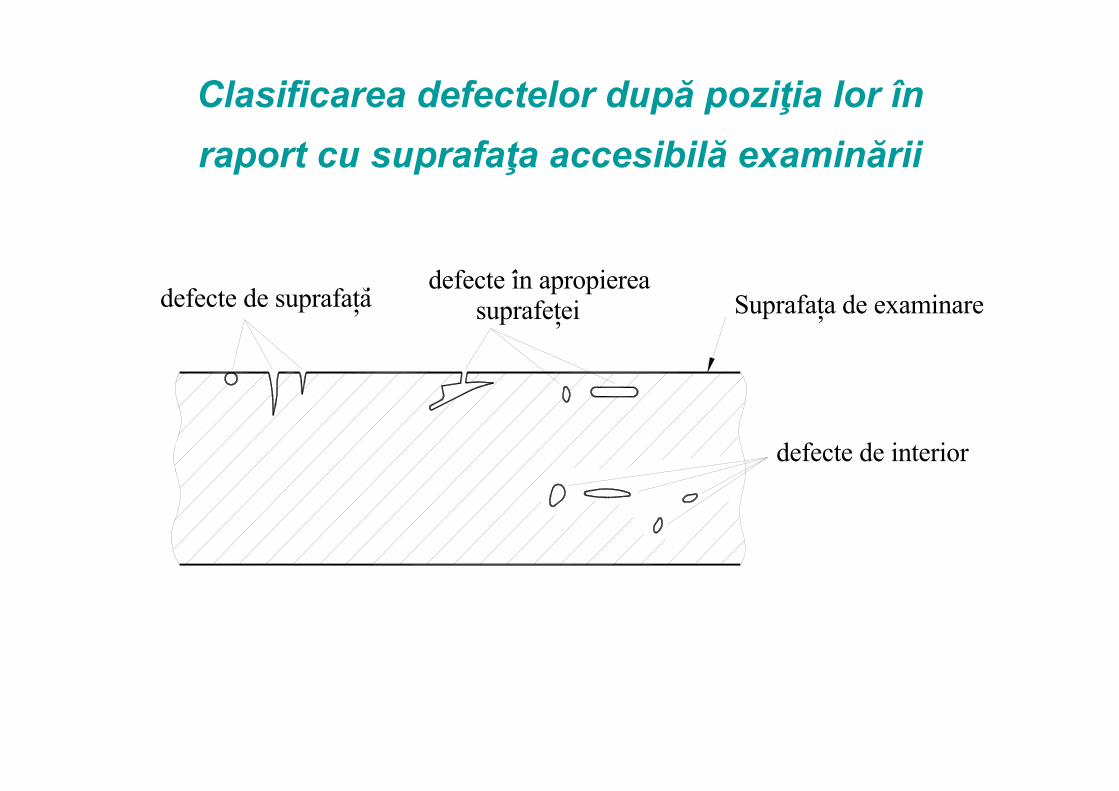
Clasificarea defectelor după poziţia lor în raport cu suprafaţa accesibilă examinării
defecte de suprafatadefecte in apropierea
suprafetei
defecte de interior
Suprafata de examinare,
,
, ,
Defecte greu detectabile
Din cauza pericolului pe care-l prezintă în raport cu sănătatea unui operator uman;
• în medii toxice (incintă cu gaze: clor, oxid de carbon);• în medii radioactive (surse de radiaţii gamma);• la temperaturi ridicate (lingouri, cuptoare, reactoare în industria
chimică) etc.
Din cauza distanţei:• la înalţime mare (poduri rulante, cabluri de teleferic);• la distanţe mari (furnale, conducte de transport curent electric);• adâncimi mari (baraje, turbine).
Din cauza amplasării produsului vizat în interiorul unui ansamblu:• incintă vidată (tub Roentgen, diode fotomultiplicatoare);• sub presiune mare (rezervoare de gaz, butelii);• produs capsulat (tub cinescopic, componente electronice).
Clasificarea defectelor după frecvenţa de apariţie raportată la un lot de piese sau la o singură piesă
Intr-un lot de piese sau de-a lungul unei piese un anumit tip de defect poate să apară sistematic, având la bază o eroare sistematică, sau apariţia lui poate fi accidentală, determinată de cauze accidentale.
După gradul de grupare defectele pot fi:- singulare- grupate- răspândite (împrăştiate).
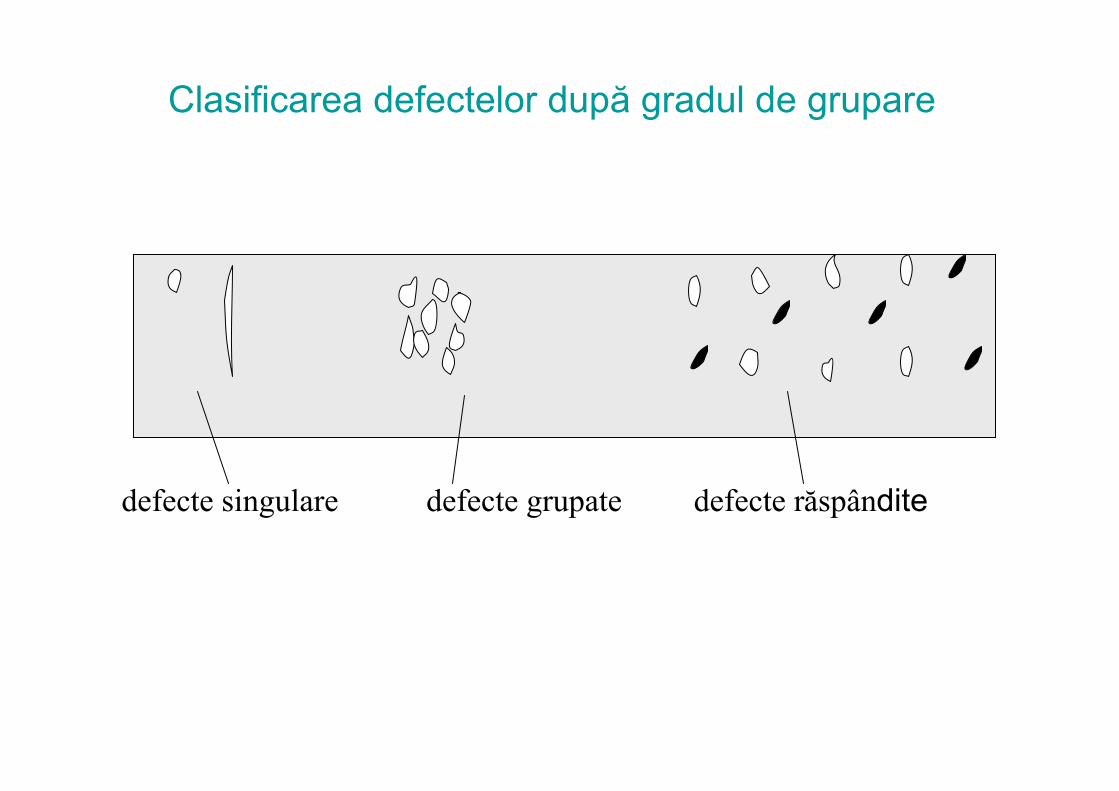
Clasificarea defectelor după gradul de grupare
defecte singulare defecte grupate defecte răspândite
Clasificarea defectelor după evoluţia în timp sau după tendinţa de propagare sub acţiunea
solicitărilor exterioare
• defecte fără tendinţă de propagare, "cuminţi", care stau pe loc şi nu se dezvoltă în timpul exploatării produsului; acestea sunt de regulă tridimensionale şi au contururi rotunjite (sufluri, goluri);
• cu tendinţă de propagare până la ruperea produsului; de regulă, bidimensionale sau tridimensionale cu contururi ascuţite (fisuri, crăpături, reprize, delaminări).
Clasificarea defectelor după mărimea lor
După mărime defectele pot fi: mari, mijlocii şi mici.
Clasificarea după mărime este relativă fiind dependentă de mărimea produsului sau de suprafaţa de referinţă.
Incadrarea într-o categorie sau alta se face fie prin măsurarea tridimensională fie prin proiecţia defectului pe o suprafaţă plană.
De regulă, se ia în considerare o figură geometrică simplă în care se înscrie defectul sau proiecţia lui: un dreptunghi, un cerc, o sferă etc.
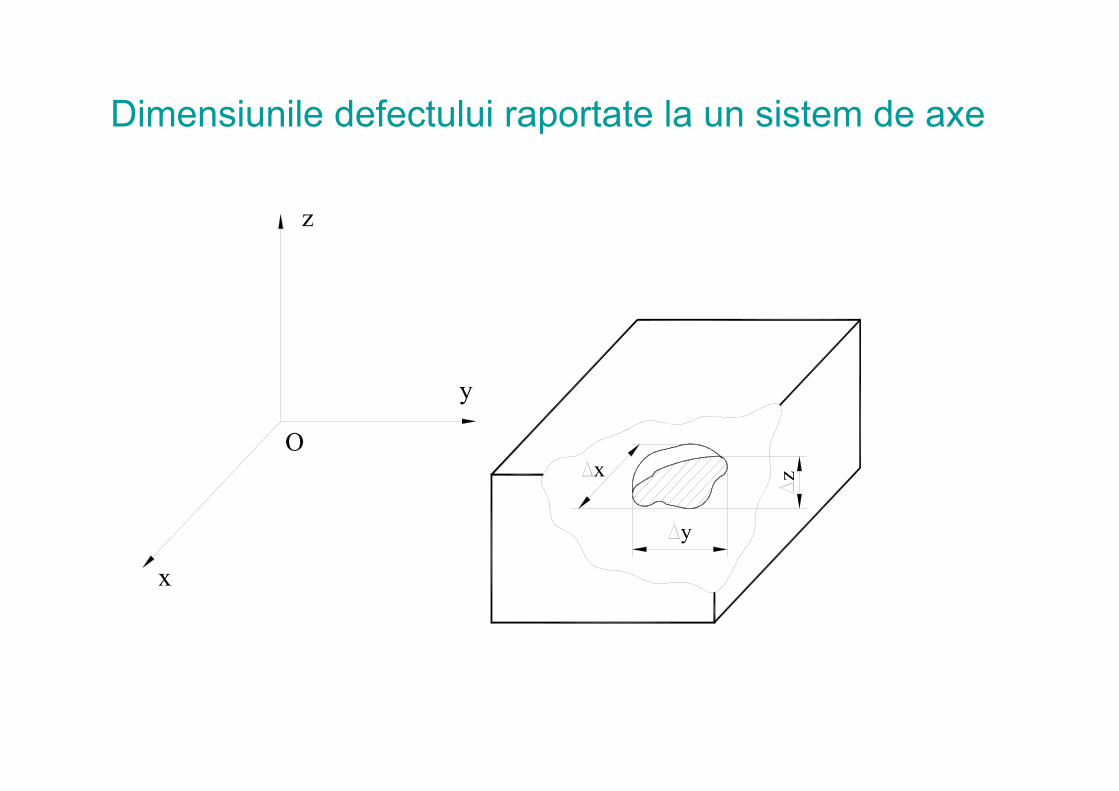
Dimensiunile defectului raportate la un sistem de axe
z
y
xO
x
y
z
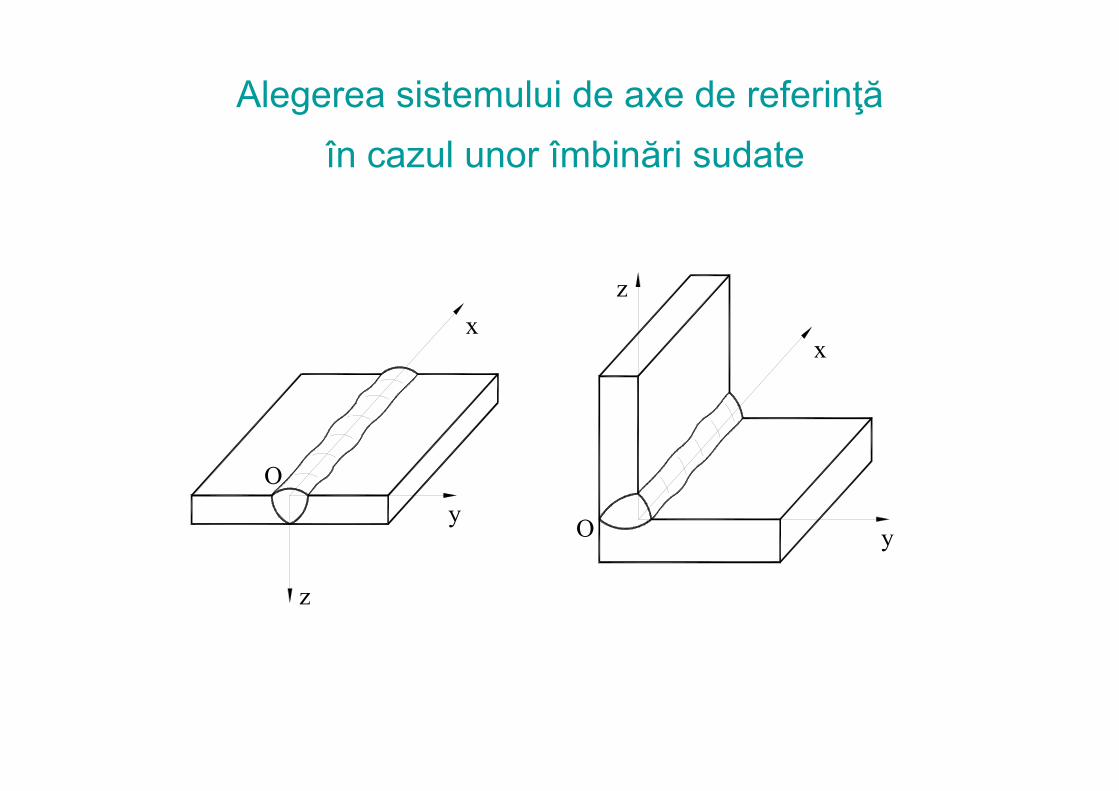
Alegerea sistemului de axe de referinţăîn cazul unor îmbinări sudate
x
y
z
O
y
x
O
z
Criterii de acceptabilitate
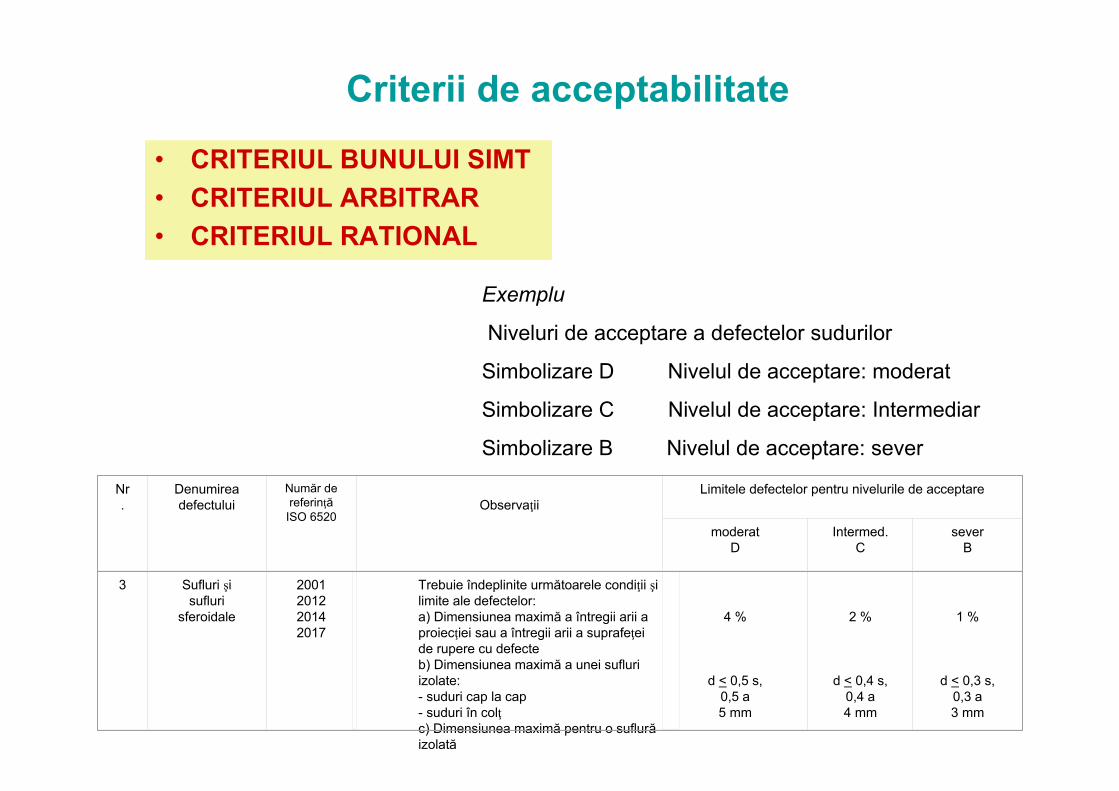
• CRITERIUL BUNULUI SIMT• CRITERIUL ARBITRAR• CRITERIUL RATIONAL
Exemplu
Niveluri de acceptare a defectelor sudurilor
Simbolizare D Nivelul de acceptare: moderat
Simbolizare C Nivelul de acceptare: Intermediar
Simbolizare B Nivelul de acceptare: sever
3 Sufluri şi sufluri
sferoidale
2001201220142017
Trebuie îndeplinite următoarele condiţii şi limite ale defectelor:a) Dimensiunea maximă a întregii arii a proiecţiei sau a întregii arii a suprafeţei de rupere cu defecteb) Dimensiunea maximă a unei sufluri izolate:- suduri cap la cap- suduri în colţc) Dimensiunea maximă pentru o suflură izolată
4 %
d < 0,5 s,0,5 a5 mm
2 %
d < 0,4 s,0,4 a4 mm
1 %
d < 0,3 s,0,3 a3 mm
Nr.
Denumirea defectului
Număr de referinţă
ISO 6520Observaţii
Limitele defectelor pentru nivelurile de acceptare
moderatD
Intermed.C
severB
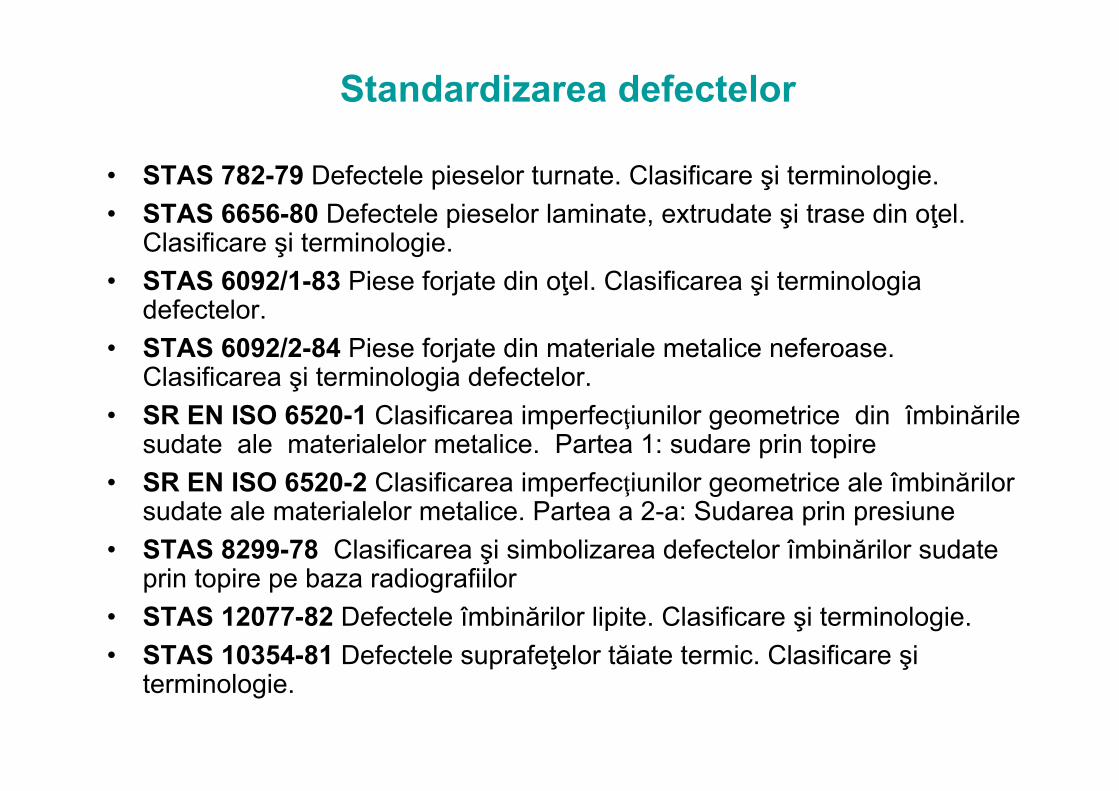
Standardizarea defectelor
• STAS 782-79 Defectele pieselor turnate. Clasificare şi terminologie.• STAS 6656-80 Defectele pieselor laminate, extrudate şi trase din oţel.
Clasificare şi terminologie.• STAS 6092/1-83 Piese forjate din oţel. Clasificarea şi terminologia
defectelor.• STAS 6092/2-84 Piese forjate din materiale metalice neferoase.
Clasificarea şi terminologia defectelor.• SR EN ISO 6520-1 Clasificarea imperfecţiunilor geometrice din îmbinările
sudate ale materialelor metalice. Partea 1: sudare prin topire• SR EN ISO 6520-2 Clasificarea imperfecţiunilor geometrice ale îmbinărilor
sudate ale materialelor metalice. Partea a 2-a: Sudarea prin presiune • STAS 8299-78 Clasificarea şi simbolizarea defectelor îmbinărilor sudate
prin topire pe baza radiografiilor• STAS 12077-82 Defectele îmbinărilor lipite. Clasificare şi terminologie.• STAS 10354-81 Defectele suprafeţelor tăiate termic. Clasificare şi
terminologie.
Piese turnate (1)Numeroase piese utilizate în construcţia maşinilor, aparatelor şi diverselor tipuri de utilaje sunt obţinute prin turnarea unui material în stare lichidă într-o cavitate ce reprezintă negativul piesei şi care se realizează într-o formă, cochilă sau coajă de turnare.
Exemple de piese turnate:
Carcasa Capac de canalizare
Piese turnate (2)
Exemple de piese turnate:
Statuie din bronz Clopot
Defectele pieselor turnate
Prin defect al unei piese turnate se înţelege orice abatere de la formă, dimensiuni, masă, aspect exterior, compactitate, structură, compoziţie chimică sau proprietăţi mecanice şi fizice prescrise în standardele respective sau în alte documente tehnice normative.
(STAS 782-79 Defectele pieselor turnate. Clasificare şi terminologie.)
Standardul de defecte în piese turnate cuprinde:
• Denumirea• Simbolizarea• Gruparea după caracteristicile morfologice• Descrierea• Precizarea cauzelor posibile si a metodelor de prevenire• Schiţa defectului şi fotografia unei piese care îl conţine.
Descrierea dată în standard cuprinde caracteristici vizibile, care pot fi observate de regulă cu ochiul liber şi localizarea cea mai probabilă, în sau pe piesa turnată.
8 categorii de bază
• A - Excrescenţe metalice;• B - Goluri (cavităţi);• C - Discontinuităţi - crăpături;• D - Defecte de suprafaţă;• E - Piesă turnată incomplet;• F - Dimensiuni sau configuraţii necorespunzătoare;• G - Incluziuni şi defecte de structură;• H - Compoziţie chimică, proprietăţi fizice şi
mecanice necorespunzătoare
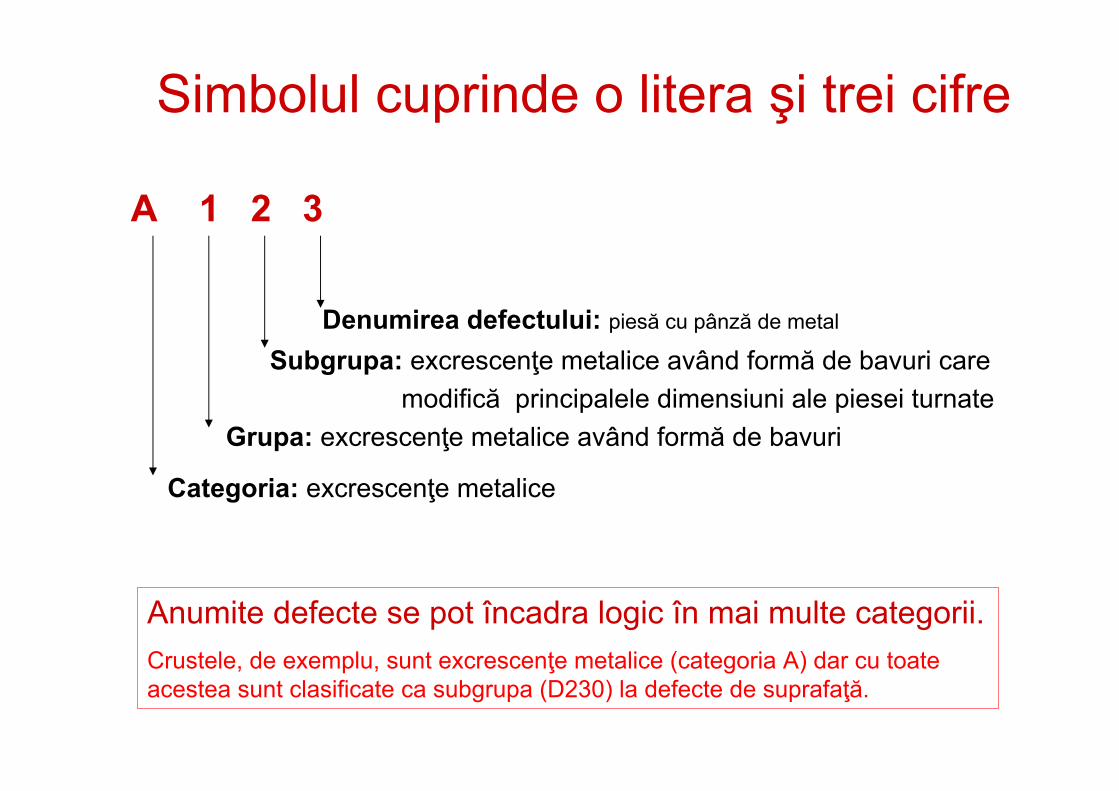
Simbolul cuprinde o litera şi trei cifre
A 1 2 3
Denumirea defectului: piesă cu pânză de metal
Subgrupa: excrescenţe metalice având formă de bavuri care modifică principalele dimensiuni ale piesei turnate
Grupa: excrescenţe metalice având formă de bavuri
Categoria: excrescenţe metalice
Anumite defecte se pot încadra logic în mai multe categorii. Crustele, de exemplu, sunt excrescenţe metalice (categoria A) dar cu toate acestea sunt clasificate ca subgrupa (D230) la defecte de suprafaţă.
Cauzele apariţiei defectelor în piesele turnate
• defecte de material, determinate de materialul turnat, de puritatea acestuia şi de particularităţile comportamentului pe care-l are la turnare: fluiditatea, contracţia, tendinţa de a dizolva gaze, tendinţa de segregare etc.;
• defecte de proiectare, determinate de forma şi dimensiunile produsului, stabilite prin proiectare: grosimi de pereţi neuniformi, intersecţii de pereţi în cruce, pereţi prea subţiri etc.;
• defecte tehnologice, determinate atât de procesul tehnologic stabilit cât şi de acurateţea respectării regulilor de realizare a fiecărei operaţii şi a fiecărei faze;
• defecte aparute in exploatare.
Defecte determinate de proprietăţile fizico-chimice, de compoziţia chimică şi de puritatea materialului turnat în piese
Principalele proprietăţi :- fluiditatea- contracţia - tendinţa de a dizolva gaze- tendinţa de segregare
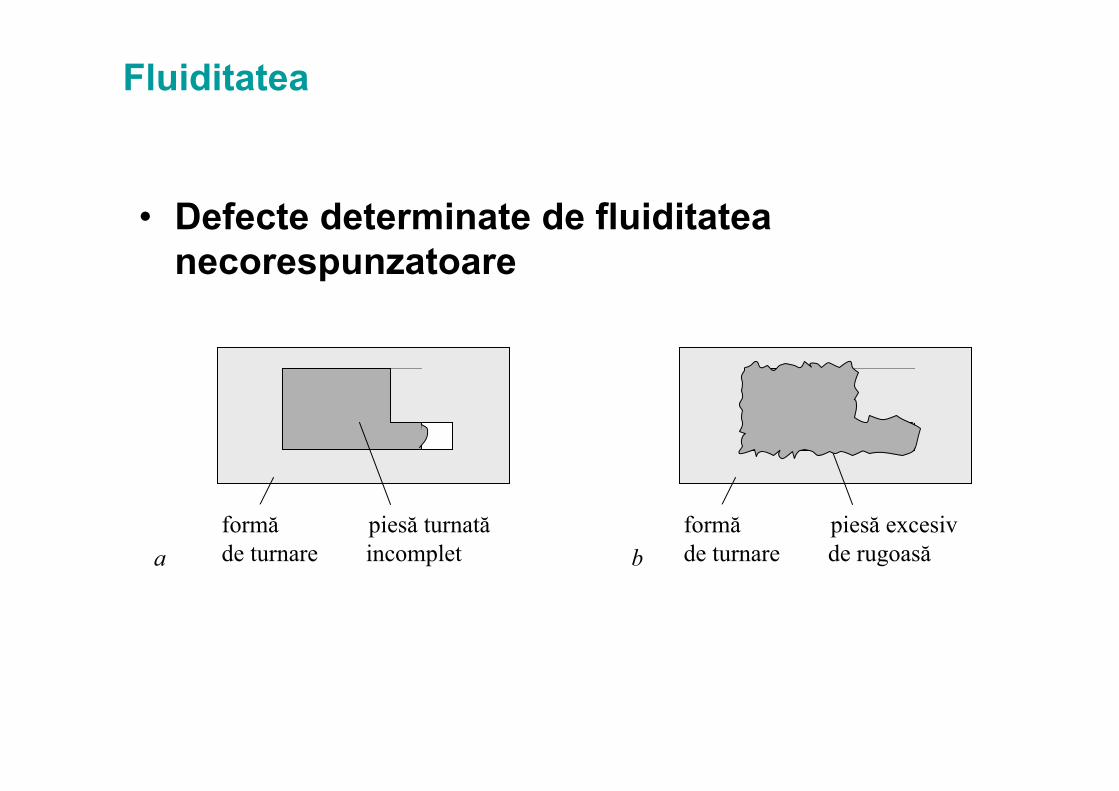
Fluiditatea
• Defecte determinate de fluiditatea necorespunzatoare
formă piesă turnatăde turnare incomplet
formă piesă excesiv de turnare de rugoasăa b
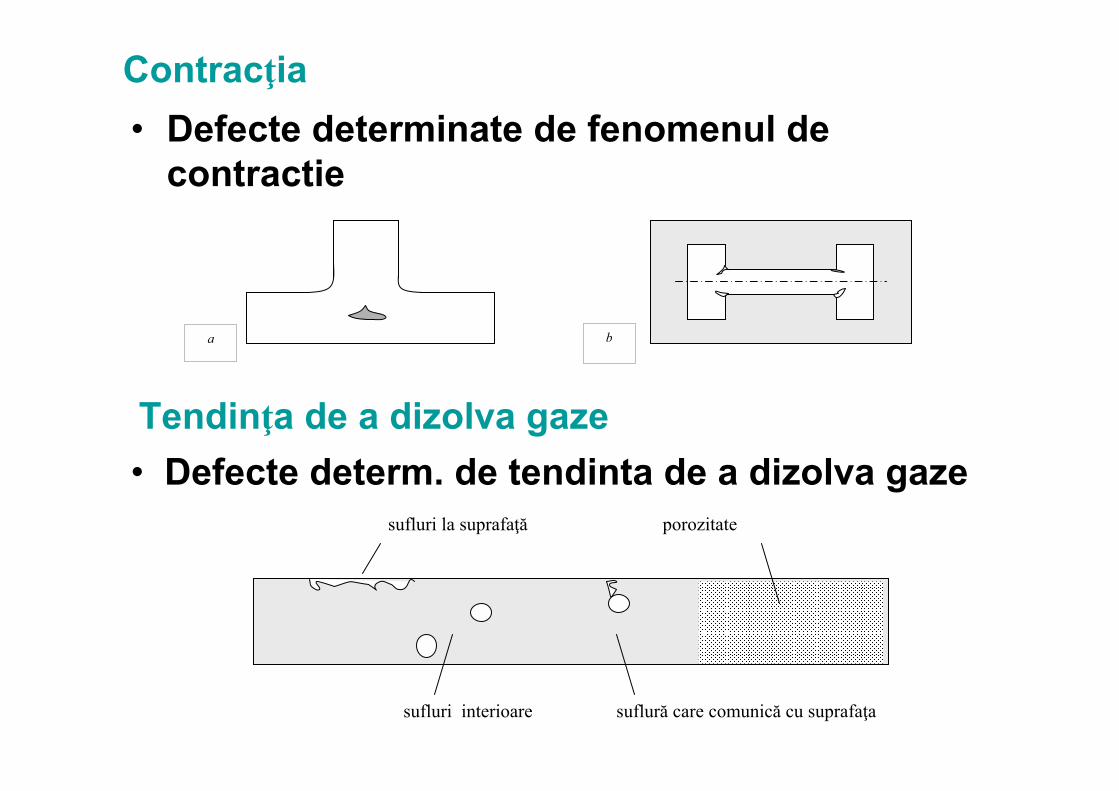
Contracţia • Defecte determinate de fenomenul de
contractie
a b
Tendinţa de a dizolva gaze• Defecte determ. de tendinta de a dizolva gaze
sufluri la suprafaţă porozitate
sufluri interioare suflură care comunică cu suprafaţa
Tendinţa de segregare
• Defecte determinate de tendinta de segregare
Defecte determinate de proiectarea piesei
La proiectarea pieselor turnate trebuie respectate anumite reguli stabilite pe baza cunoaşterii comportării materialului respectiv la turnare.
Pentru prevenirea apariţiei retasurii interioare se evită intersecţiile de pereti în T sau în cruce, pereţii verticali se prevăd cu înclinaţii care să determine solidificarea dirijată, se prevăd adaosuri de prelucrare pentru îndepărtarea suprafeţelor rugoase atunci când acestea au un rol funcţional etc.
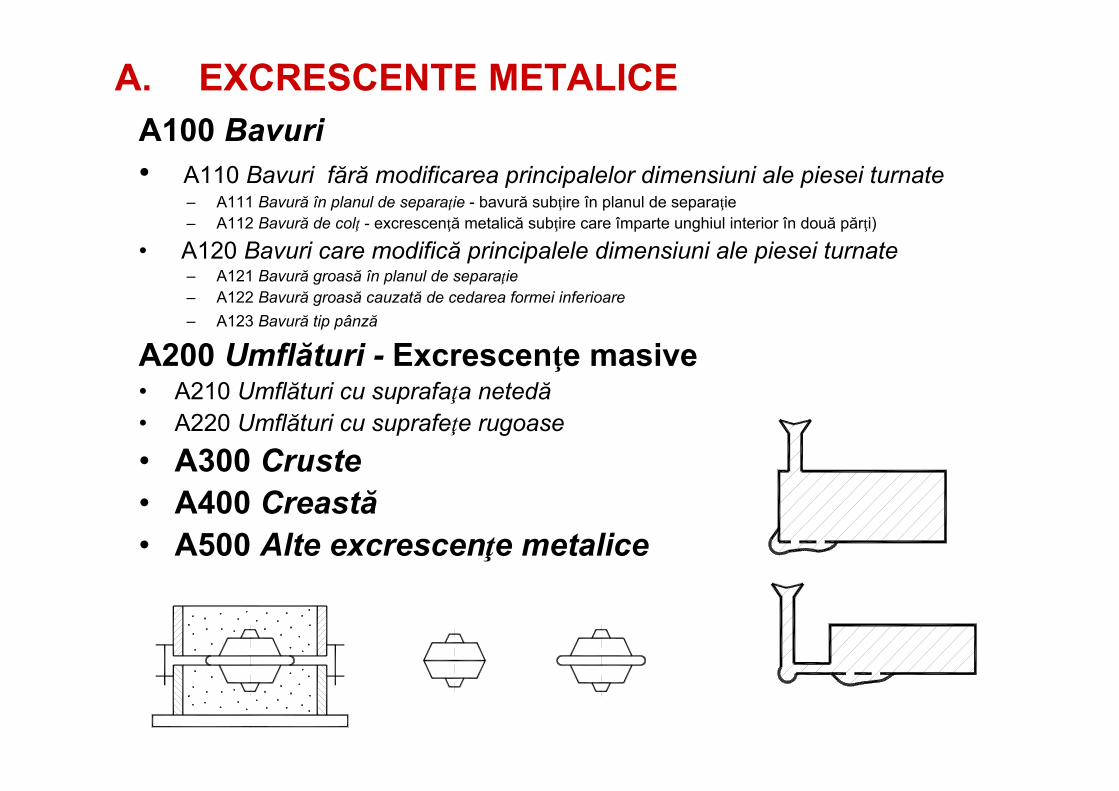
A. EXCRESCENTE METALICEA100 Bavuri• A110 Bavuri fără modificarea principalelor dimensiuni ale piesei turnate
– A111 Bavură în planul de separaţie - bavură subţire în planul de separaţie– A112 Bavură de colţ - excrescenţă metalică subţire care împarte unghiul interior în două părţi)
• A120 Bavuri care modifică principalele dimensiuni ale piesei turnate– A121 Bavură groasă în planul de separaţie– A122 Bavură groasă cauzată de cedarea formei inferioare – A123 Bavură tip pânză
A200 Umflături - Excrescenţe masive• A210 Umflături cu suprafaţa netedă• A220 Umflături cu suprafeţe rugoase
• A300 Cruste • A400 Creastă• A500 Alte excrescenţe metalice
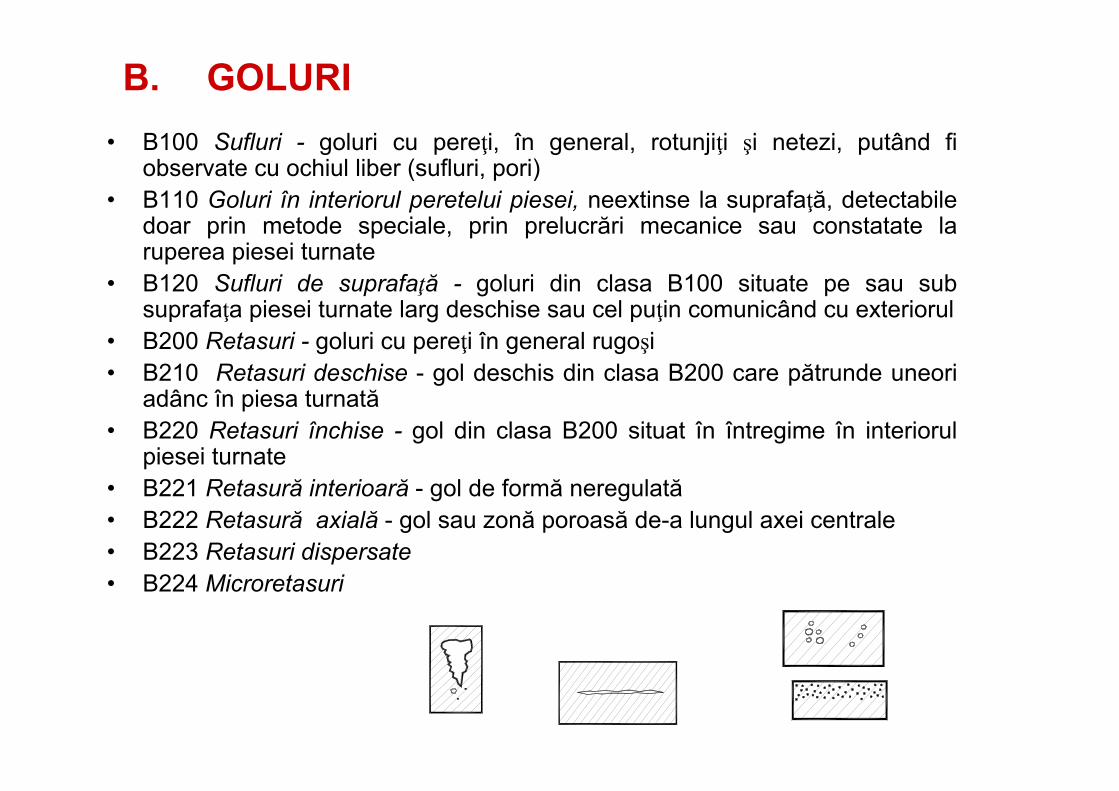
B. GOLURI• B100 Sufluri - goluri cu pereţi, în general, rotunjiţi şi netezi, putând fi
observate cu ochiul liber (sufluri, pori)• B110 Goluri în interiorul peretelui piesei, neextinse la suprafaţă, detectabile
doar prin metode speciale, prin prelucrări mecanice sau constatate la ruperea piesei turnate
• B120 Sufluri de suprafaţă - goluri din clasa B100 situate pe sau sub suprafaţa piesei turnate larg deschise sau cel puţin comunicând cu exteriorul
• B200 Retasuri - goluri cu pereţi în general rugoşi• B210 Retasuri deschise - gol deschis din clasa B200 care pătrunde uneori
adânc în piesa turnată• B220 Retasuri închise - gol din clasa B200 situat în întregime în interiorul
piesei turnate• B221 Retasură interioară - gol de formă neregulată• B222 Retasură axială - gol sau zonă poroasă de-a lungul axei centrale• B223 Retasuri dispersate• B224 Microretasuri
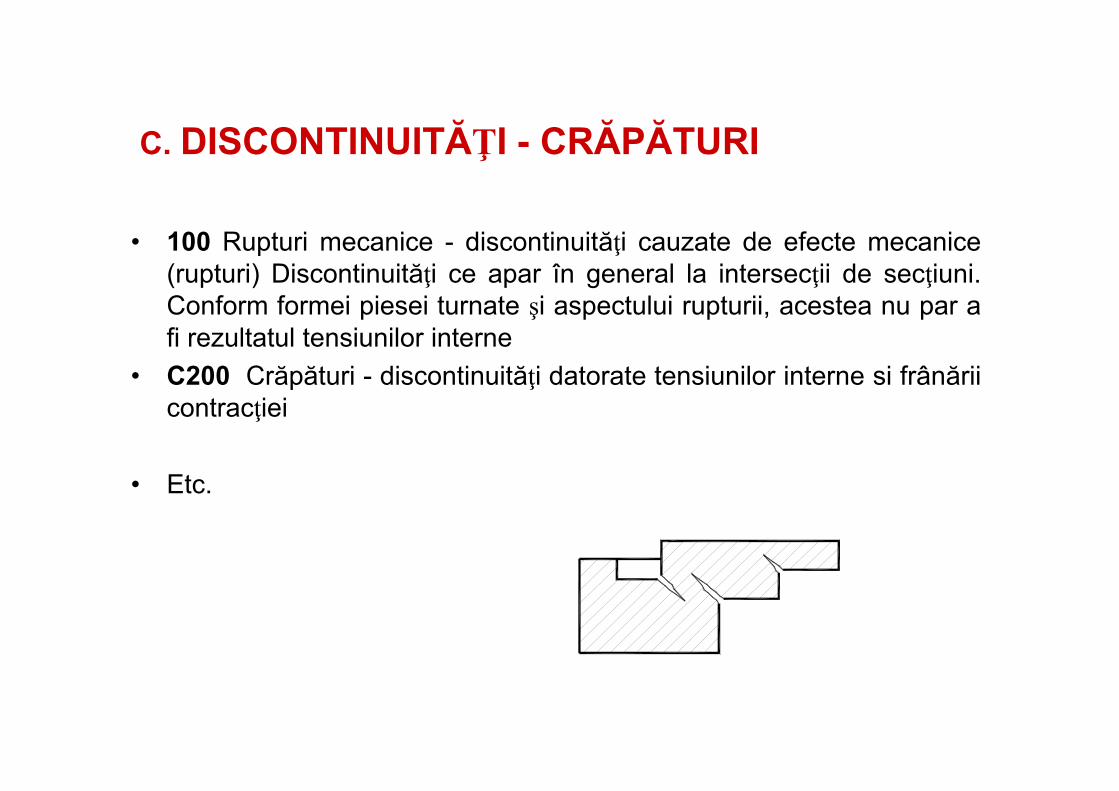
C. DISCONTINUITĂŢI - CRĂPĂTURI
• 100 Rupturi mecanice - discontinuităţi cauzate de efecte mecanice (rupturi) Discontinuităţi ce apar în general la intersecţii de secţiuni. Conform formei piesei turnate şi aspectului rupturii, acestea nu par a fi rezultatul tensiunilor interne
• C200 Crăpături - discontinuităţi datorate tensiunilor interne si frânării contracţiei
• Etc.
Laminarea, extrudarea si tragereaLaminarea, extrudarea şi tragerea sunt procedee de prelucrare prin deformare plastică asemănătoare din punct de vedere al modului în care apar defectele
Laminarea constă în trecerea forţată a semifabricatului printre cilindri de laminare cu anumite calibre.
Extrudarea constă, de regulă, în împingerea semifabricatului prin fereastra unei matriţe.
Tragerea constă în trecerea forţată a unui semifabricat prin fereastra unei matriţe sub acţiunea unei forţe de tragere.

Produse laminate si extrudate
Bare laminate Placi laminate Otel beton
Osii si rotiProfile extrudate

Produse trase
Defectele produselor laminate, extrudate şi trase (1)
Prin defect de laminare se înţelege orice abatere de la dimensiunile, forma, masa, aspectul exterior, ministructura sau proprietăţile funcţionale prevăzute de standarde, norme tehnice sau condiţii contractuale.
(STAS 6656-80 Defectele pieselor laminate, extrudate şi trase din oţel. Clasificare şi terminologie.)
Defectele produselor laminate pot avea diverse provenienţe:§ lingourile turnate folosite apoi la laminare;§ nerespectarea tehnologiei de laminare.
Defectele care provin din tehnologia de laminare pot avea următoarele cauze:
§ încălzirea incorectă a lingourilor;§ reglarea necorespunzătoare a cilindrilor laminorului;§ calitatea inferioară a ghidajelor şi instalarea necorespunzătoare a lor;§ uzura pronunţată a calibrelor;§ regim termic de încălzire şi de răcire necorespunzător după laminare
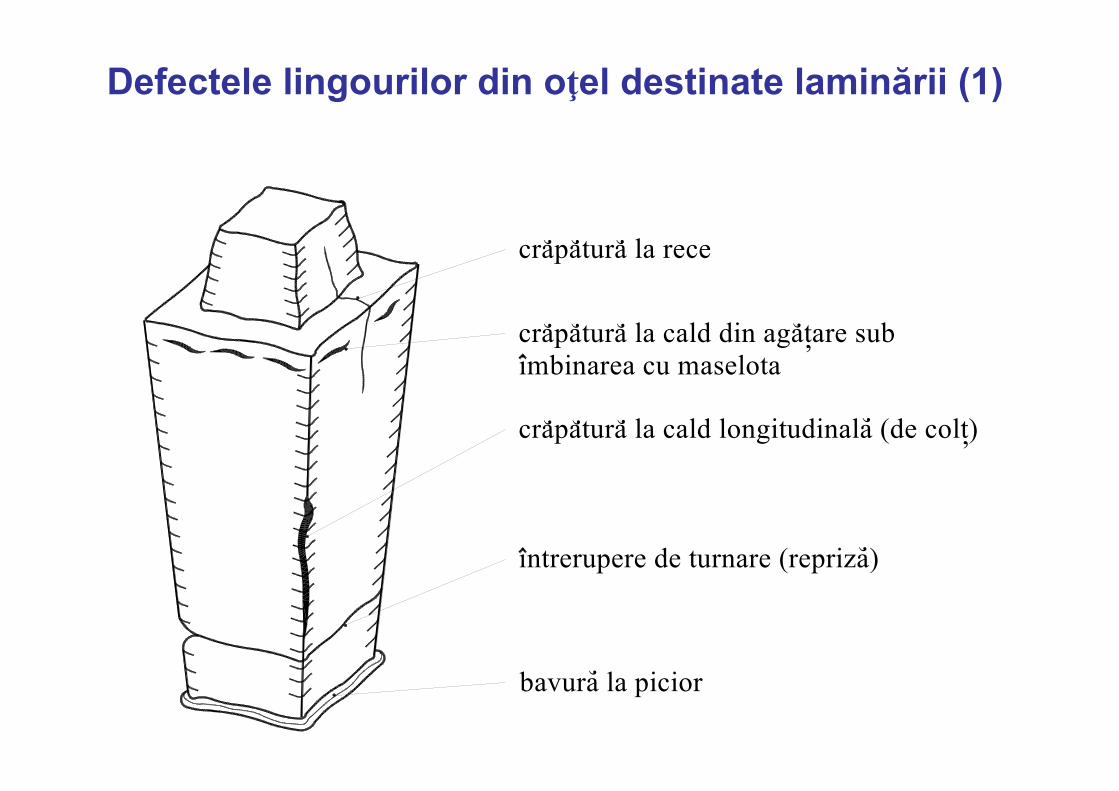
Defectele lingourilor din oţel destinate laminării (1)
crapatura la rece
crapatura la cald din agatare sub imbinarea cu maselota
intrerupere de turnare (repriza)
crapatura la cald longitudinala (de colt)
bavura la picior
,, ,, , , ,
, , , ,,
,
,
,
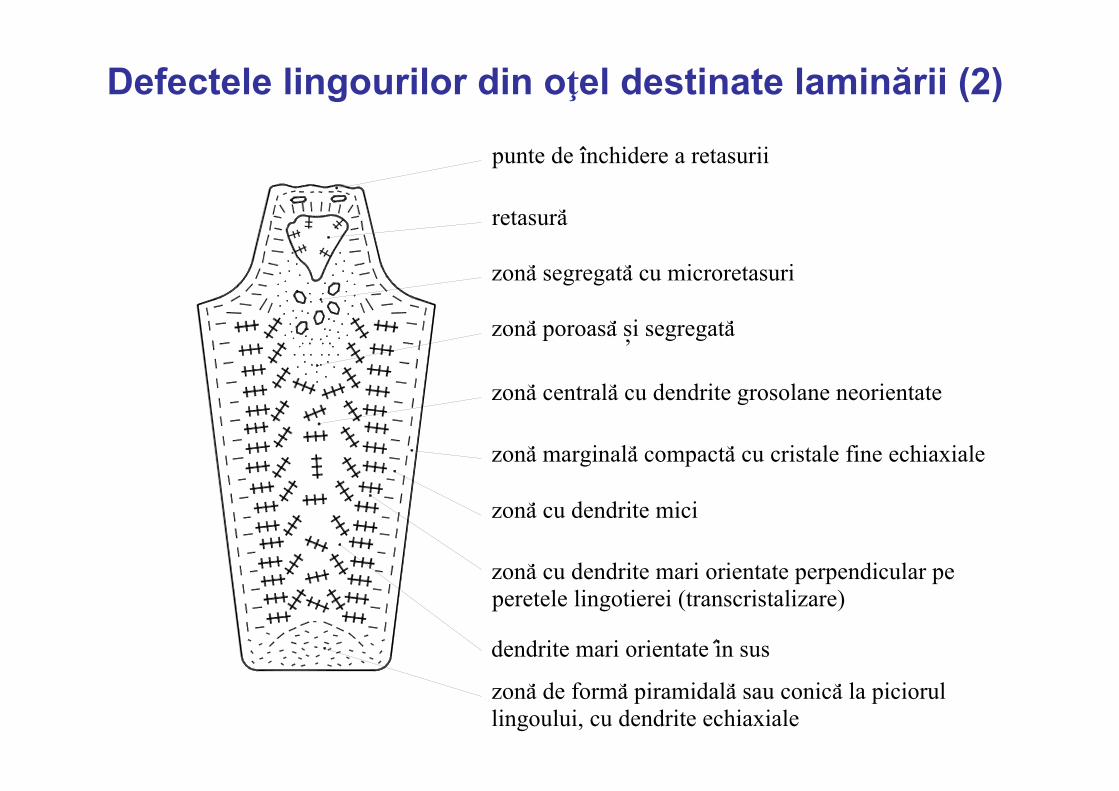
Defectele lingourilor din oţel destinate laminării (2)
punte de inchidere a retasurii
retasura
zona segregata cu microretasuri
zona poroasa si segregata
zona centrala cu dendrite grosolane neorientate
zona marginala compacta cu cristale fine echiaxiale
zona cu dendrite mici
zona cu dendrite mari orientate perpendicular pe peretele lingotierei (transcristalizare)
dendrite mari orientate in sus
zona de forma piramidala sau conica la piciorul lingoului, cu dendrite echiaxiale
,, ,
, , ,
, ,
, , ,
,,
, , , ,
,
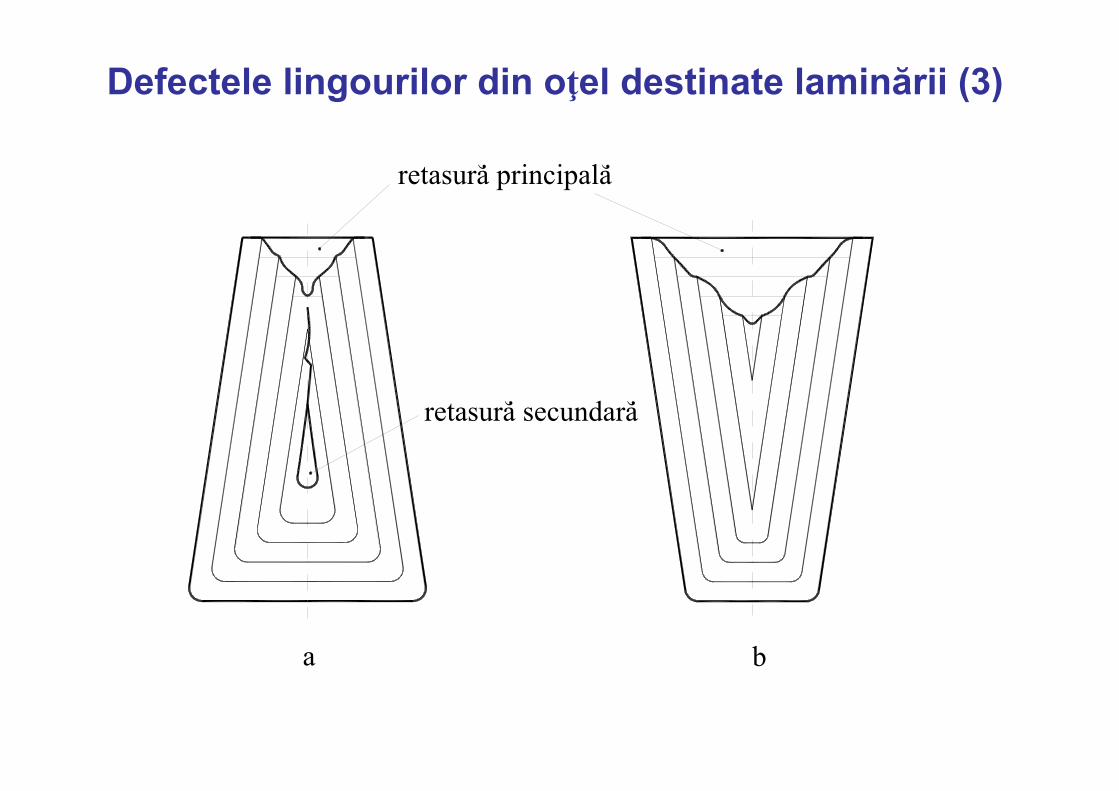
Defectele lingourilor din oţel destinate laminării (3)
retasura principala
retasura secundara
, ,
, ,
a b
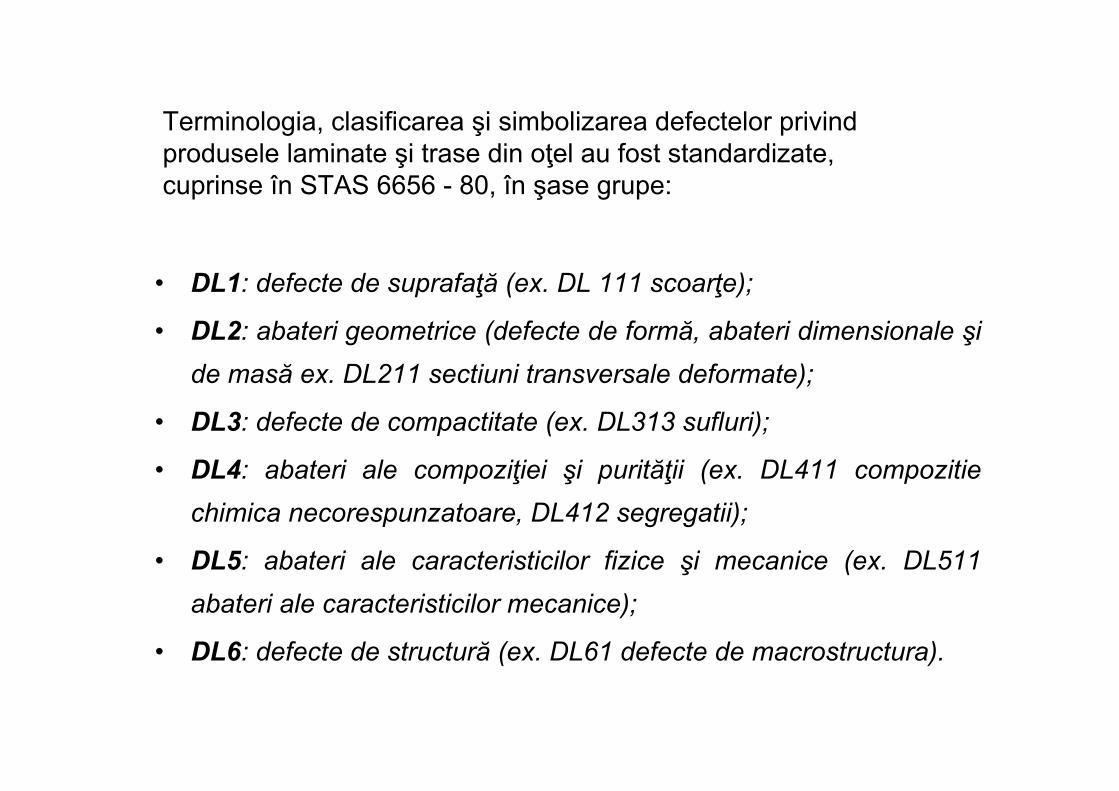
Terminologia, clasificarea şi simbolizarea defectelor privind produsele laminate şi trase din oţel au fost standardizate, cuprinse în STAS 6656 - 80, în şase grupe:
• DL1: defecte de suprafaţă (ex. DL 111 scoarţe);
• DL2: abateri geometrice (defecte de formă, abateri dimensionale şi de masă ex. DL211 sectiuni transversale deformate);
• DL3: defecte de compactitate (ex. DL313 sufluri);
• DL4: abateri ale compoziţiei şi purităţii (ex. DL411 compozitie chimica necorespunzatoare, DL412 segregatii);
• DL5: abateri ale caracteristicilor fizice şi mecanice (ex. DL511 abateri ale caracteristicilor mecanice);
• DL6: defecte de structură (ex. DL61 defecte de macrostructura).
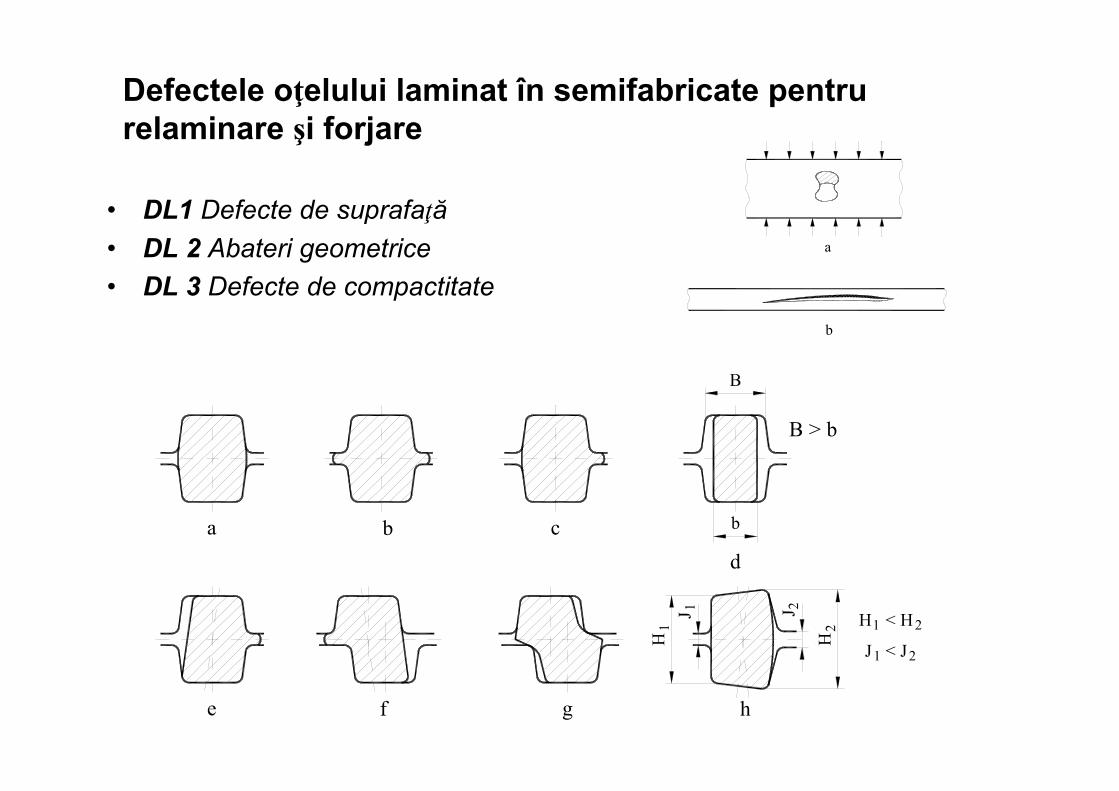
Defectele oţelului laminat în semifabricate pentru relaminare şi forjare
• DL1 Defecte de suprafaţă • DL 2 Abateri geometrice • DL 3 Defecte de compactitate
a b cd
B
b
B > b
e f g h
H1
J 1 2J
H2 H < H1 2
21J < J
a
b
Forjarea
Forjarea este procedeul de prelucrare prin deformare plastică, ce constă în modificarea formei unui semifabricat datorită creării unei stări tensionale în volumul materialului, prin lovire sau prin presare, însoţită de curgerea materialului pe diferite direcţii.
Forjarea se numeşte liberă, când curgerea materialului nu este limitată şi în matriţă sau matriţare, când deformarea are loc în cavitatea unei matriţe.
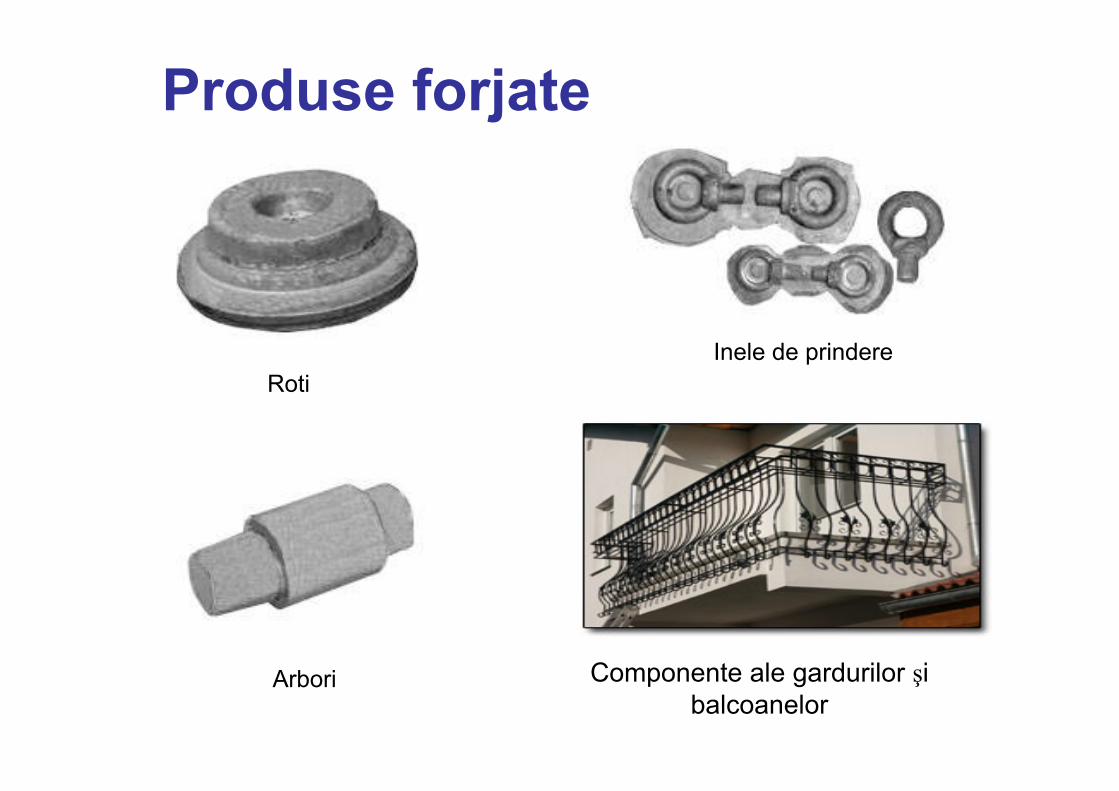
Produse forjate
RotiInele de prindere
Arbori Componente ale gardurilor şi balcoanelor
Defectele produselor forjate (1)Principalele cauze ale apariţiei defectele pieselor forjate sunt:
• defectele existente în semifabricatul folosit, provenite din prelucrările anterioare: abateri de la compoziţia chimică, defecte de turnare, când
semifabricatul este un lingou turnat sau defecte de turnare plus laminare, când semifabricatul este un produs laminat etc.;
• fenomenele care însoţesc prelucarea prin deformare plastică: apariţia fibrajului, reducerea plasticităţii, ecruisarea, curgerea plastică etc. atunci când acestea nu sunt corect prevăzute sau luate în consideraţie la
proiectarea tehnologiei de prelucrare;
• nerespectarea regimului de tratament termic sau încălziri / răciri neuniforme
• dimensionarea sau debitarea greşită a semifabricatului;
• erorile de proiectare a tehnologiei de prelucrare;
• uzura sculelor sau a maşinilor folosite pentru realizarea deformării: matriţe,
prese, ciocane etc.;
• neîndepărtarea unor resturi metalice din matriţă sau de pe nicovală, ceea ce conduce la formarea unor incluziuni de suprafaţa prin imprimarea.
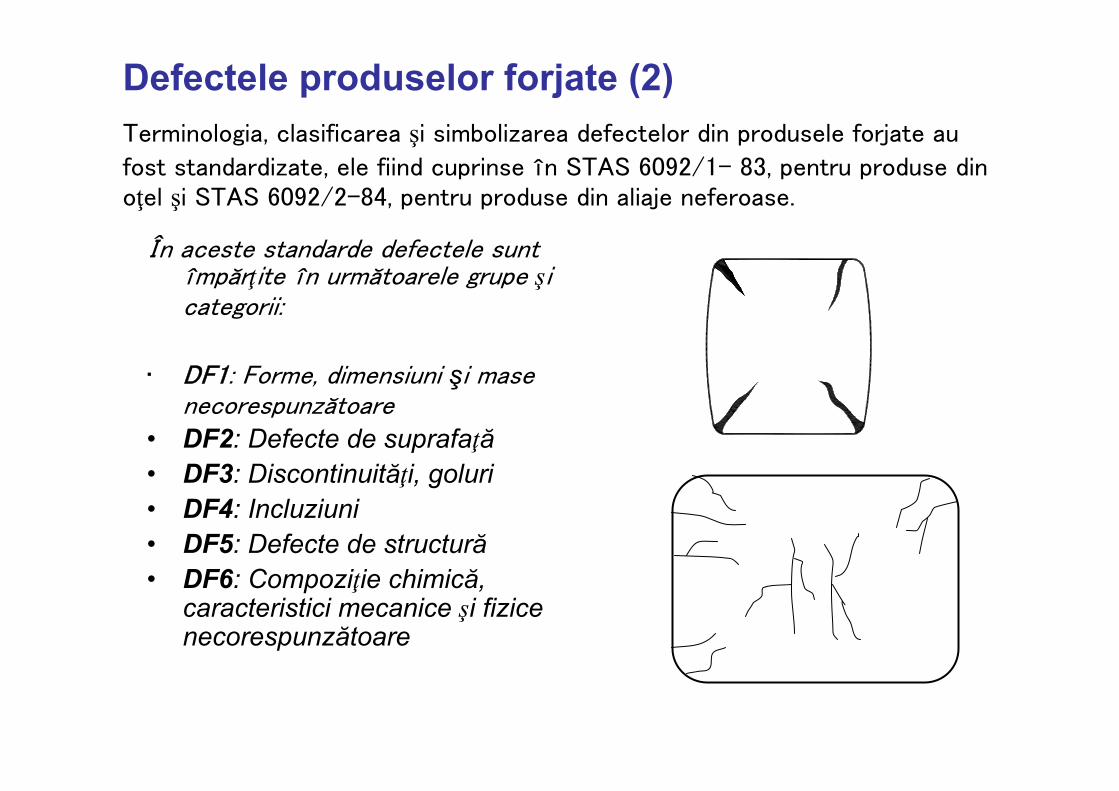
Terminologia, clasificarea şi simbolizarea defectelor din produsele forjate au
fost standardizate, ele fiind cuprinse în STAS 6092/1– 83, pentru produse din oţel şi STAS 6092/2-84, pentru produse din aliaje neferoase.
În aceste standarde defectele sunt împărţite în următoarele grupe şi categorii:
• DF1: Forme, dimensiuni şi mase necorespunzătoare
• DF2: Defecte de suprafaţă • DF3: Discontinuităţi, goluri • DF4: Incluziuni • DF5: Defecte de structură• DF6: Compoziţie chimică,
caracteristici mecanice şi fizice necorespunzătoare
Defectele produselor forjate (2)
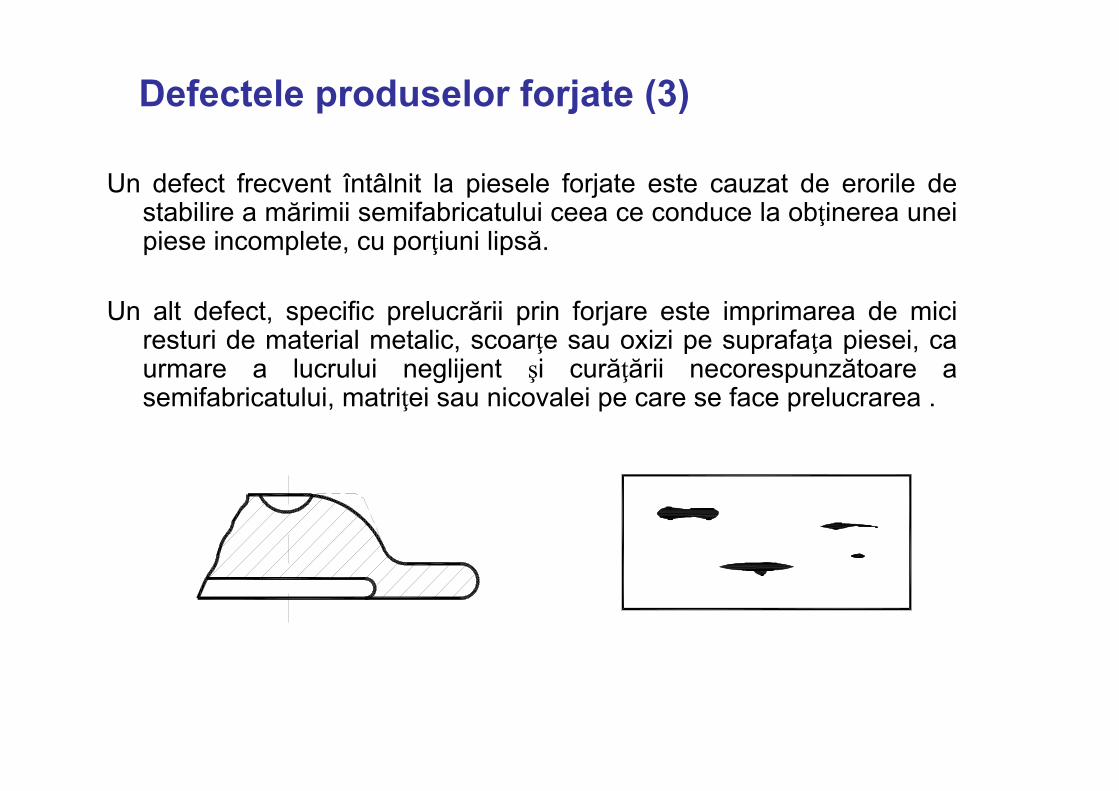
Un defect frecvent întâlnit la piesele forjate este cauzat de erorile de stabilire a mărimii semifabricatului ceea ce conduce la obţinerea unei piese incomplete, cu porţiuni lipsă.
Un alt defect, specific prelucrării prin forjare este imprimarea de mici resturi de material metalic, scoarţe sau oxizi pe suprafaţa piesei, ca urmare a lucrului neglijent şi curăţării necorespunzătoare a semifabricatului, matriţei sau nicovalei pe care se face prelucrarea .
Defectele produselor forjate (3)
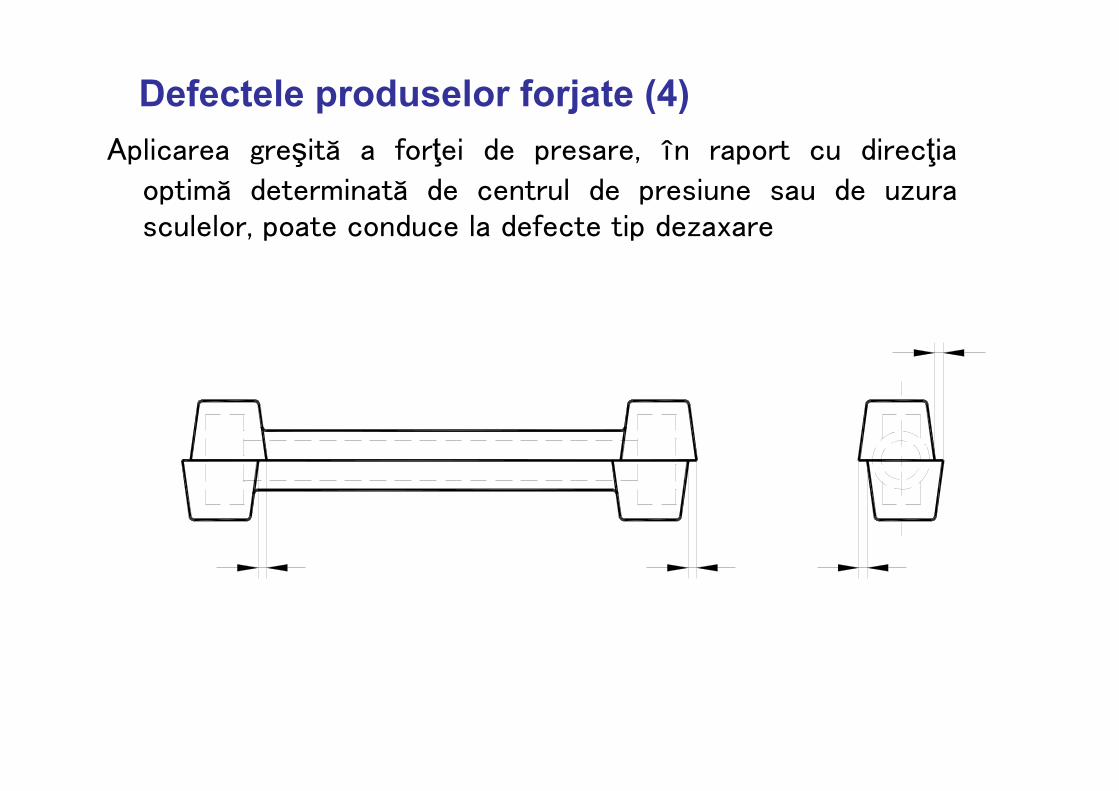
Aplicarea greşită a forţei de presare, în raport cu direcţia
optimă determinată de centrul de presiune sau de uzura sculelor, poate conduce la defecte tip dezaxare
Defectele produselor forjate (4)
Imperfecţiunile îmbinărilor sudate şi lipitePrin imperfecţiune (defect) se întelege abaterea de la forma, dimensiunea, aspectul, continuitatea, structura etc., prescrise pentru sudura sau îmbinarea respectivă în documentaţia tehnică a produsului sau în standarde.
Standardul SR EN ISO 6520-1 “Clasificarea imperfecţiunilor geometrice din îmbinările sudate ale materialelor metalice. Partea 1: sudare prin topire”
SR EN ISO 6520-2 “Clasificarea imperfecţiunilor geometrice ale îmbinărilor sudate ale materialelor metalice. Partea a 2-a: Sudarea prin presiune” (v. anexa 1.6 conţinând “defectele îmbinărilor sudate prin presiune” din STAS 7084/2 echivalent cu ISO 6520-2).
În general, procedeele de sudare utilizate în prezent pot fi incluse în una dintre cele două categorii de procedee de sudare – prin topiresau prin presiune.
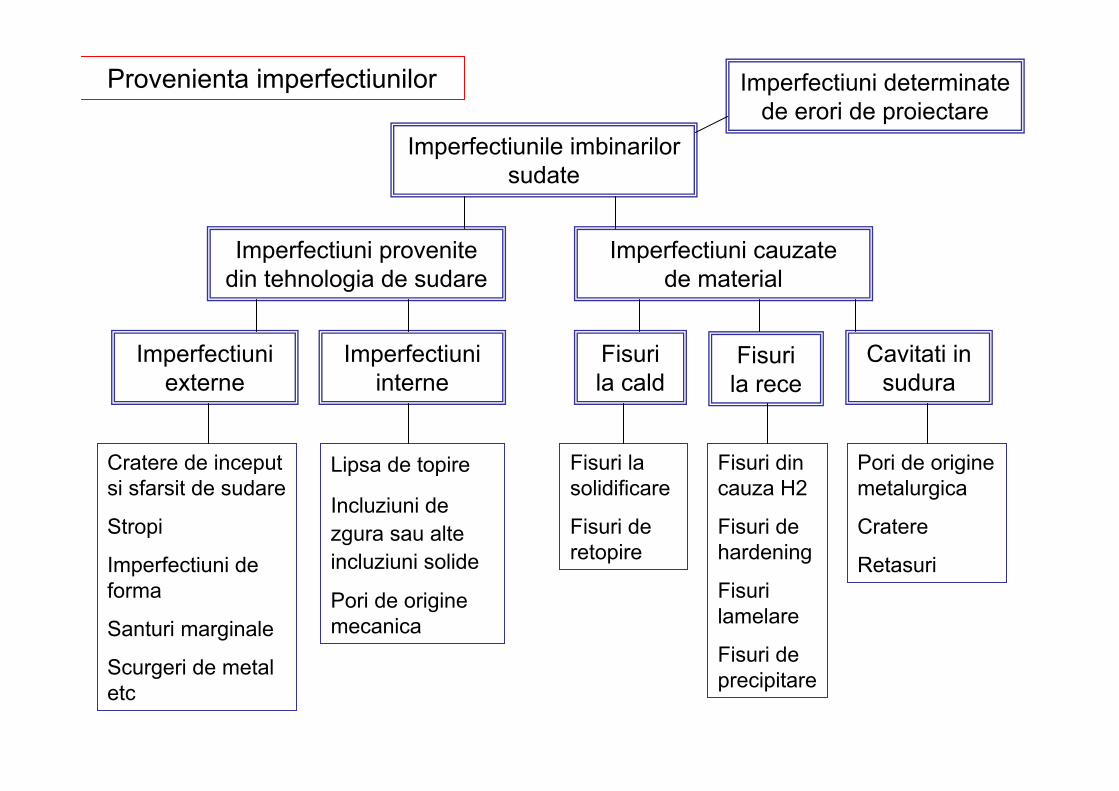
Provenienta imperfectiunilor
Imperfectiunile imbinarilor sudate
Imperfectiuni provenite din tehnologia de sudare
Imperfectiuni cauzate de material
Imperfectiuni externe
Imperfectiuni interne
Fisuri la cald
Fisuri la rece
Cavitati in sudura
Cratere de inceput si sfarsit de sudare
Stropi
Imperfectiuni de forma
Santuri marginale
Scurgeri de metal etc
Lipsa de topire
Incluziuni de zgura sau alte incluziuni solide
Pori de origine mecanica
Fisuri la solidificare
Fisuri de retopire
Fisuri din cauza H2
Fisuri de hardening
Fisuri lamelare
Fisuri de precipitare
Pori de origine metalurgica
Cratere
Retasuri
Imperfectiuni determinate de erori de proiectare
Efecte posibile ale prezentei imperfectiunilor
- actioneaza ca niste concentratori de eforturi;
- reduc aria sectiunii in care se afla;
- produc cai de scurgere de fluide;
- au potential de initiere a fisurarii;
- predispun zona afectata la coroziune si eroziune.
Prezenta imperfectiunilor implica:
- marirea timpului de lucru-reparare;
- cresterea costurilor (reparatii);
- reducerea productivitatii.
Importanta prezentei imperfectiunilor depinde de:
- microstructura materialului in zona in care se afla imperfectiunea;
- proprietatile mecanice ale materialului;
- tipul de solicitare a structurii sudate: statica, ciclica, la soc etc.
- mediul de lucru: coroziv sau necoroziv;
- tipul si dimensiunile imperfectiunii;
- tensiunile locale generate de imperfectiune;
- tendinta de propagare (imperfectiuni bidimensionale sau tridimensionale)
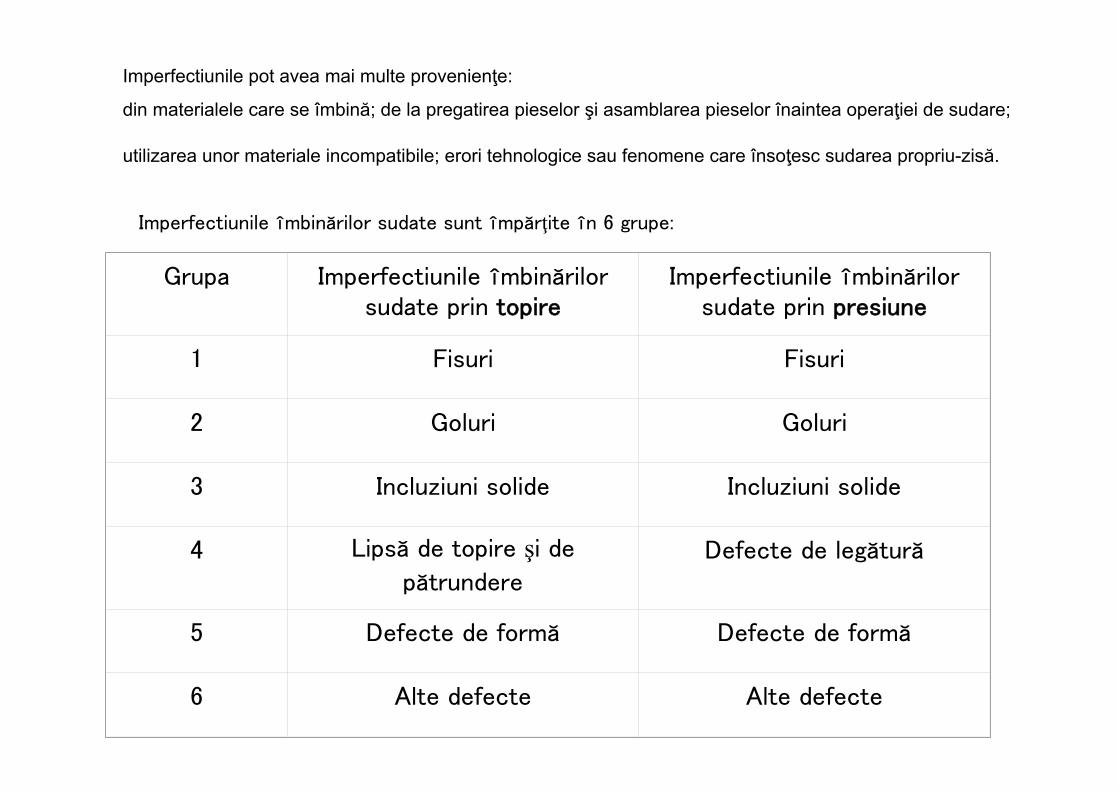
Imperfectiunile pot avea mai multe provenienţe:
din materialele care se îmbină; de la pregatirea pieselor şi asamblarea pieselor înaintea operaţiei de sudare;
utilizarea unor materiale incompatibile; erori tehnologice sau fenomene care însoţesc sudarea propriu-zisă.
Imperfectiunile îmbinărilor sudate sunt împărţite în 6 grupe:
Grupa Imperfectiunile îmbinărilor sudate prin topire
Imperfectiunile îmbinărilor sudate prin presiune
1 Fisuri Fisuri
2 Goluri Goluri
3 Incluziuni solide Incluziuni solide
4 Lipsă de topire şi de
pătrundereDefecte de legătură
5 Defecte de formă Defecte de formă
6 Alte defecte Alte defecte
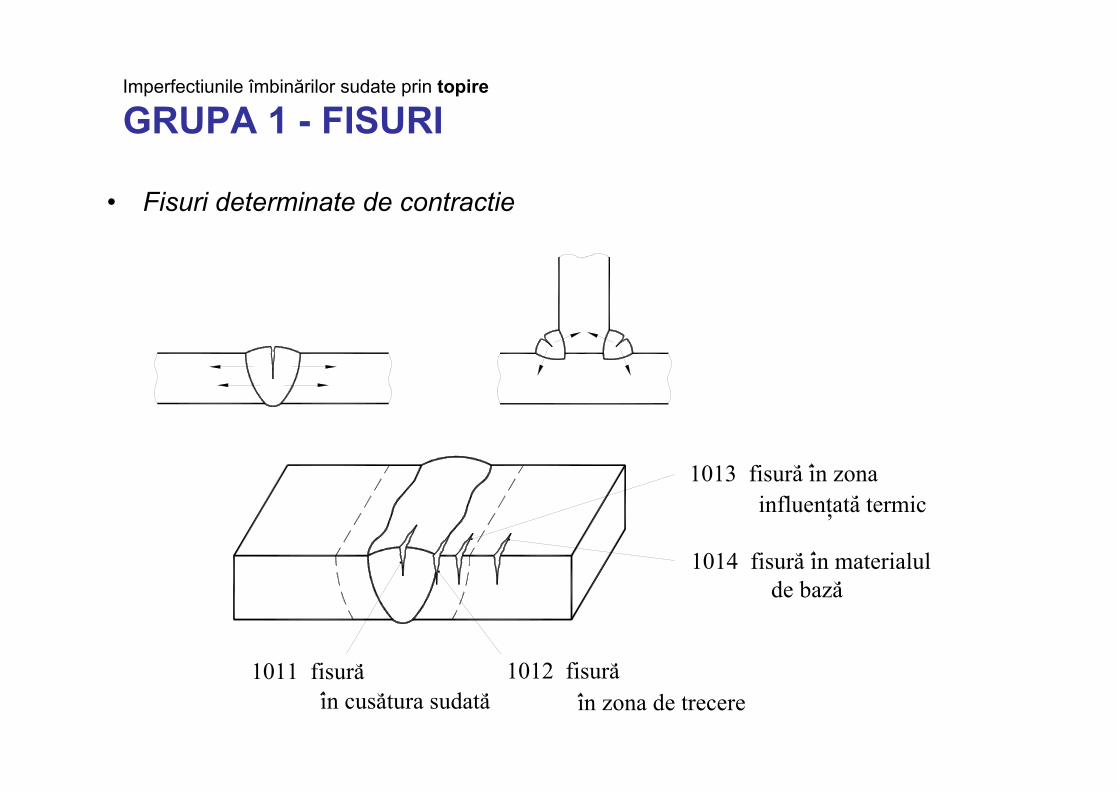
Imperfectiunile îmbinărilor sudate prin topire
GRUPA 1 - FISURI
• Fisuri determinate de contractie
1013 fisura in zonainfluentata termic
1014 fisura in materialulde baza
1012 fisurain zona de trecere
1011 fisurain cusatura sudata
,
,
,
,,
,, ,
,
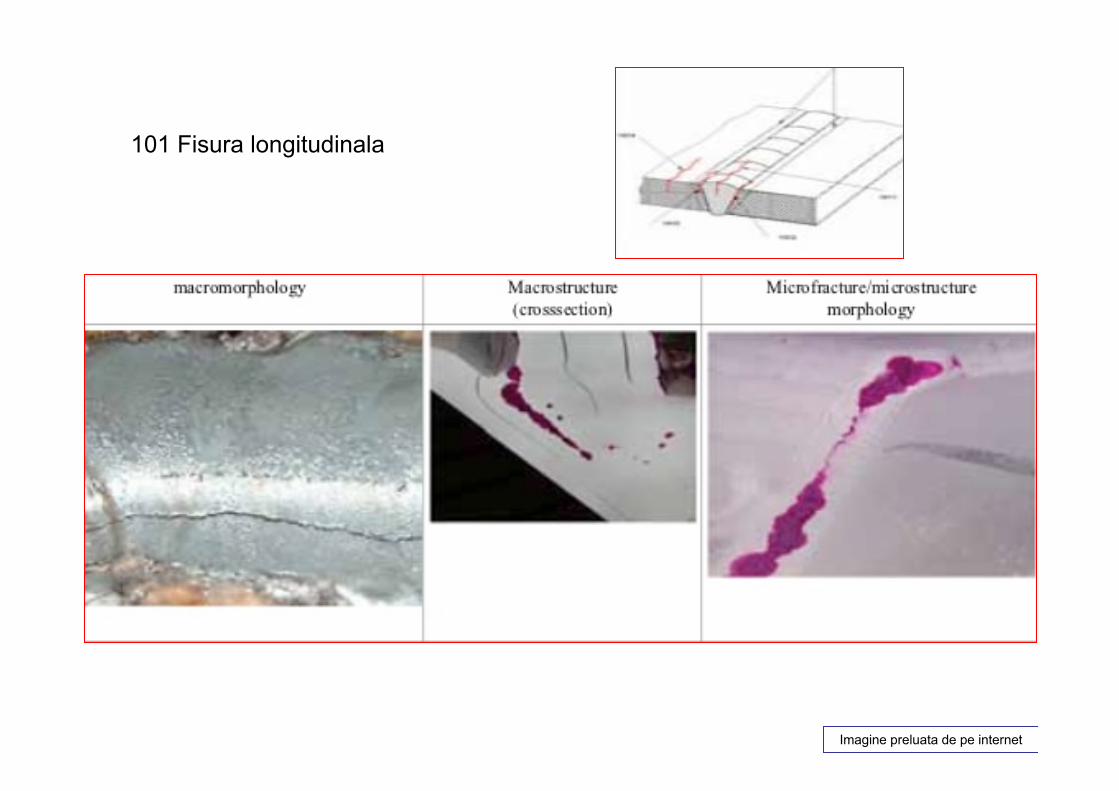
101 Fisura longitudinala
Imagine preluata de pe internet
Imagine preluata de pe internet
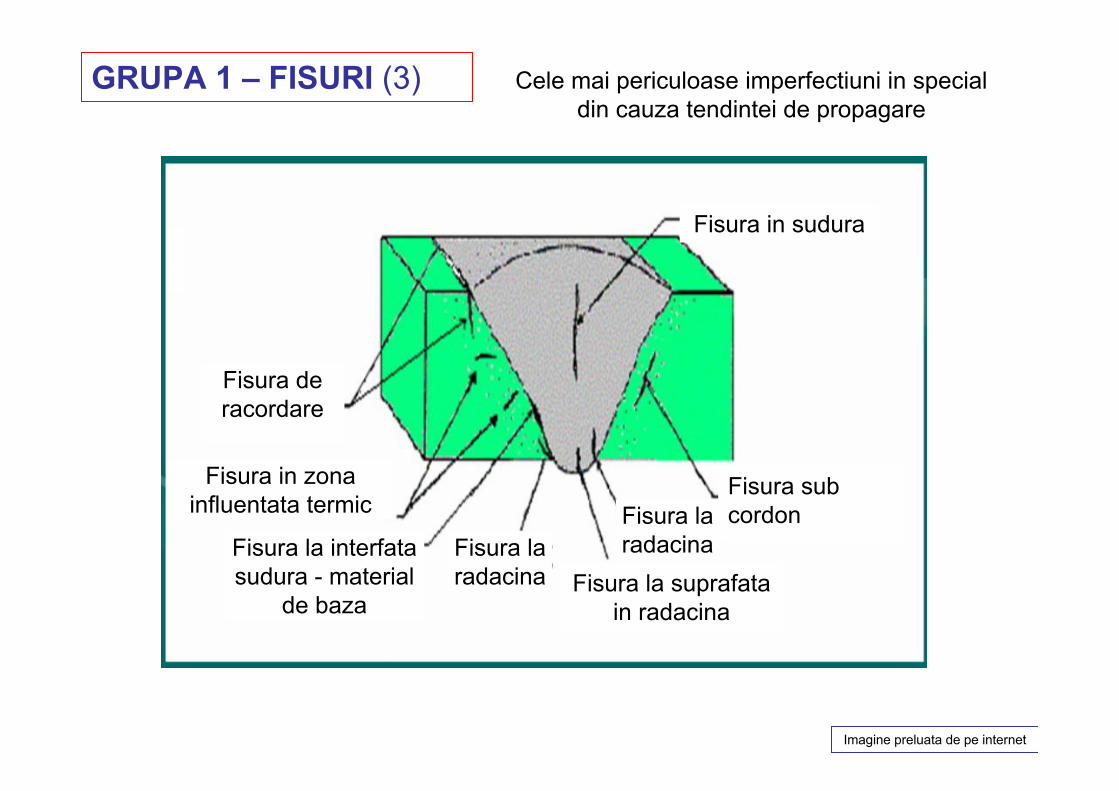
Fisura in sudura
Fisura sub cordon
Fisura la suprafata in radacina
Fisura la radacina
Fisura la radacinaFisura la interfata
sudura - material de baza
Fisura in zona influentata termic
Fisura de racordare
Cele mai periculoase imperfectiuni in special din cauza tendintei de propagare
GRUPA 1 – FISURI (3)
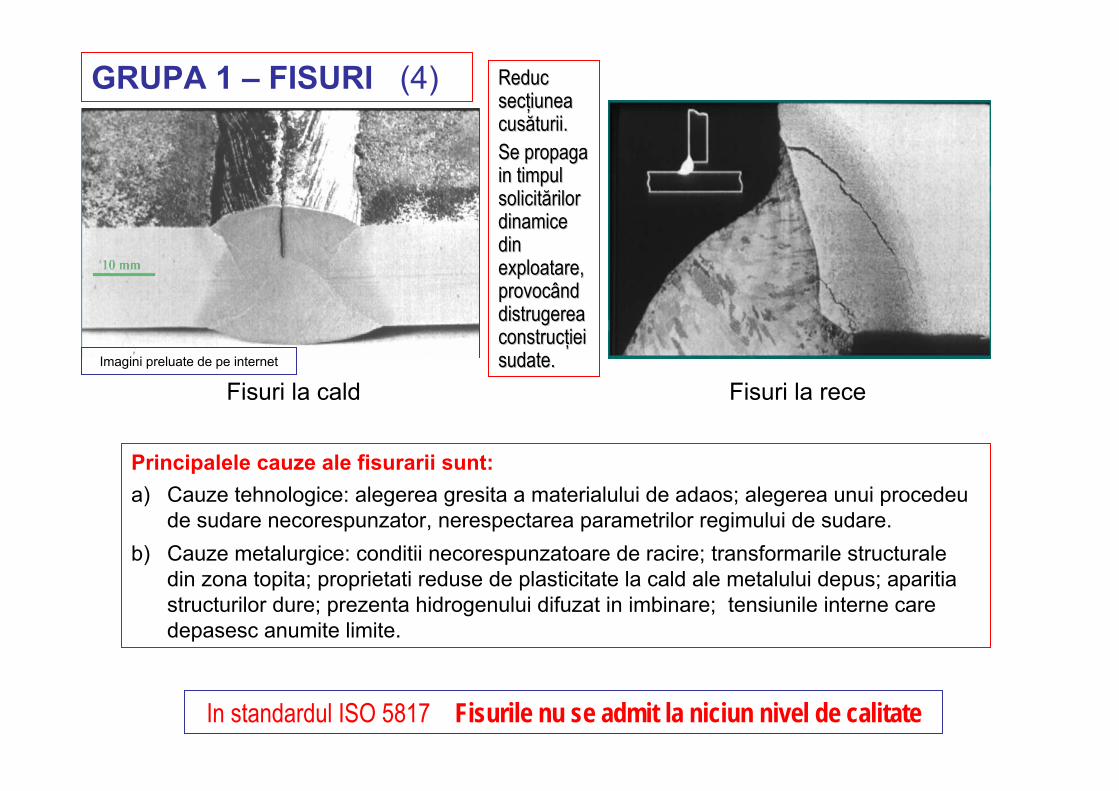
Fisuri la caldImagini preluate de pe internet
Principalele cauze ale fisurarii sunt:a) Cauze tehnologice: alegerea gresita a materialului de adaos; alegerea unui procedeu
de sudare necorespunzator, nerespectarea parametrilor regimului de sudare.b) Cauze metalurgice: conditii necorespunzatoare de racire; transformarile structurale
din zona topita; proprietati reduse de plasticitate la cald ale metalului depus; aparitia structurilor dure; prezenta hidrogenului difuzat in imbinare; tensiunile interne care depasesc anumite limite.
Fisuri la rece
In standardul ISO 5817 Fisurile nu se admit la niciun nivel de calitate
GRUPA 1 – FISURI (4) RReduc educ secţiunea secţiunea cusăturiicusăturii..Se propagaSe propagain timpulin timpul solicitărisolicitărilor lor dinamicedinamicedin din exploatare, exploatare, provocând provocând distrugerea distrugerea construcţiei construcţiei sudate. sudate.
GRUPA 1 – FISURI (5)
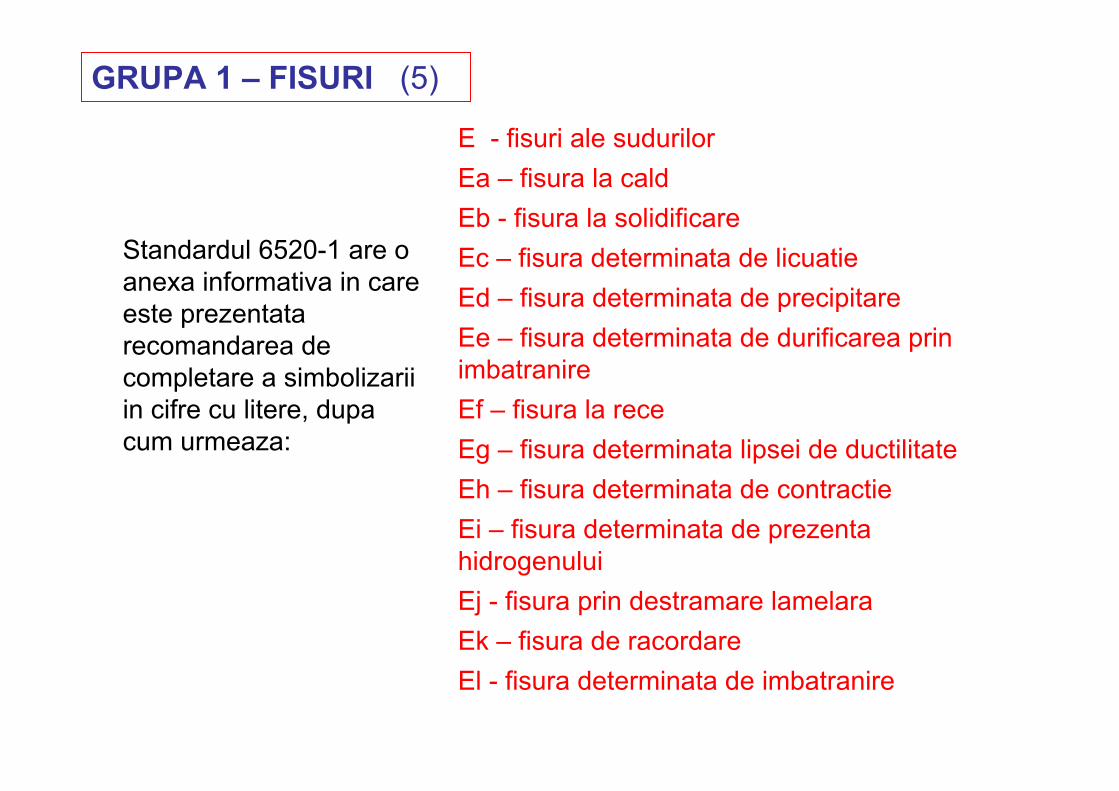
E - fisuri ale sudurilorEa – fisura la caldEb - fisura la solidificareEc – fisura determinata de licuatieEd – fisura determinata de precipitareEe – fisura determinata de durificarea prin imbatranireEf – fisura la receEg – fisura determinata lipsei de ductilitateEh – fisura determinata de contractieEi – fisura determinata de prezenta hidrogenuluiEj - fisura prin destramare lamelaraEk – fisura de racordareEl - fisura determinata de imbatranire
Standardul 6520-1 are o anexa informativa in care este prezentata recomandarea de completare a simbolizarii in cifre cu litere, dupa cum urmeaza:
Sufluriizolate grupate
Suflurialiniate
Sufluriuniform distribuite
Suflurialungite
Sufluri
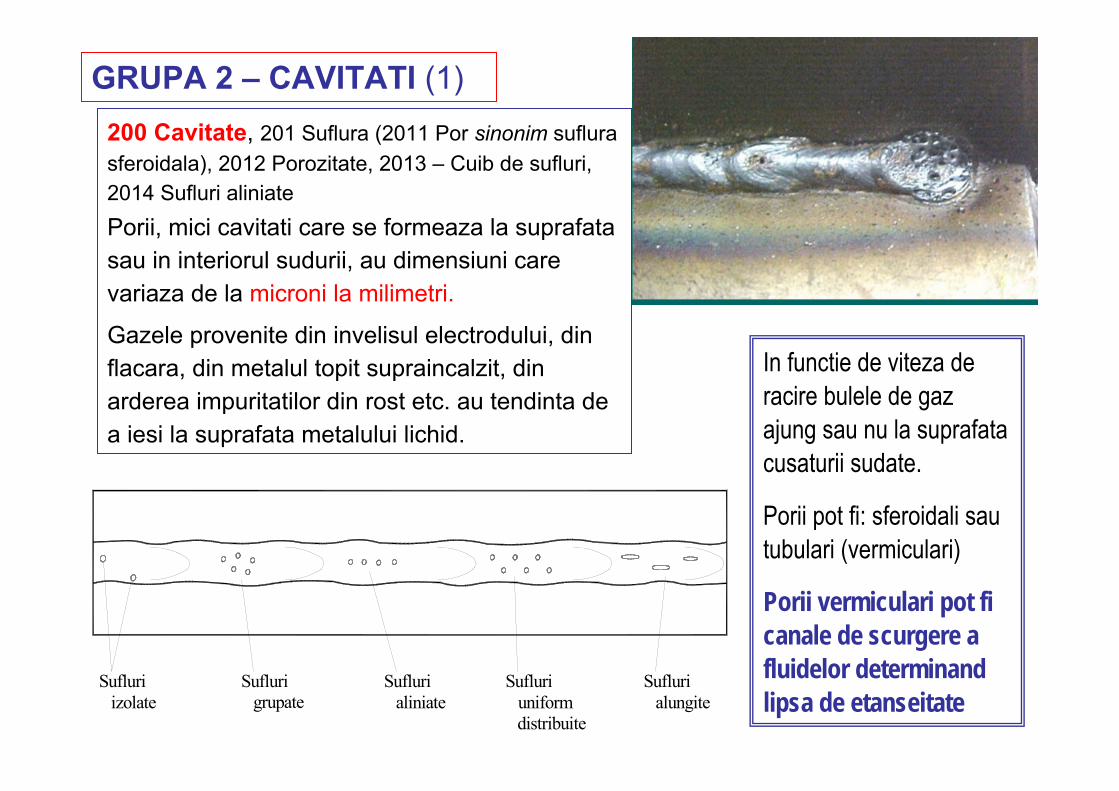
GRUPA 2 – CAVITATI (1)200 Cavitate, 201 Suflura (2011 Por sinonim suflura sferoidala), 2012 Porozitate, 2013 – Cuib de sufluri, 2014 Sufluri aliniatePorii, mici cavitati care se formeaza la suprafata sau in interiorul sudurii, au dimensiuni care variaza de la microni la milimetri.
Gazele provenite din invelisul electrodului, din flacara, din metalul topit supraincalzit, din arderea impuritatilor din rost etc. au tendinta de a iesi la suprafata metalului lichid.
In functie de viteza de racire bulele de gaz ajung sau nu la suprafata cusaturii sudate.
Porii pot fi: sferoidali sau tubulari (vermiculari)
Porii vermiculari pot fi canale de scurgere a fluidelor determinand lipsa de etanseitate
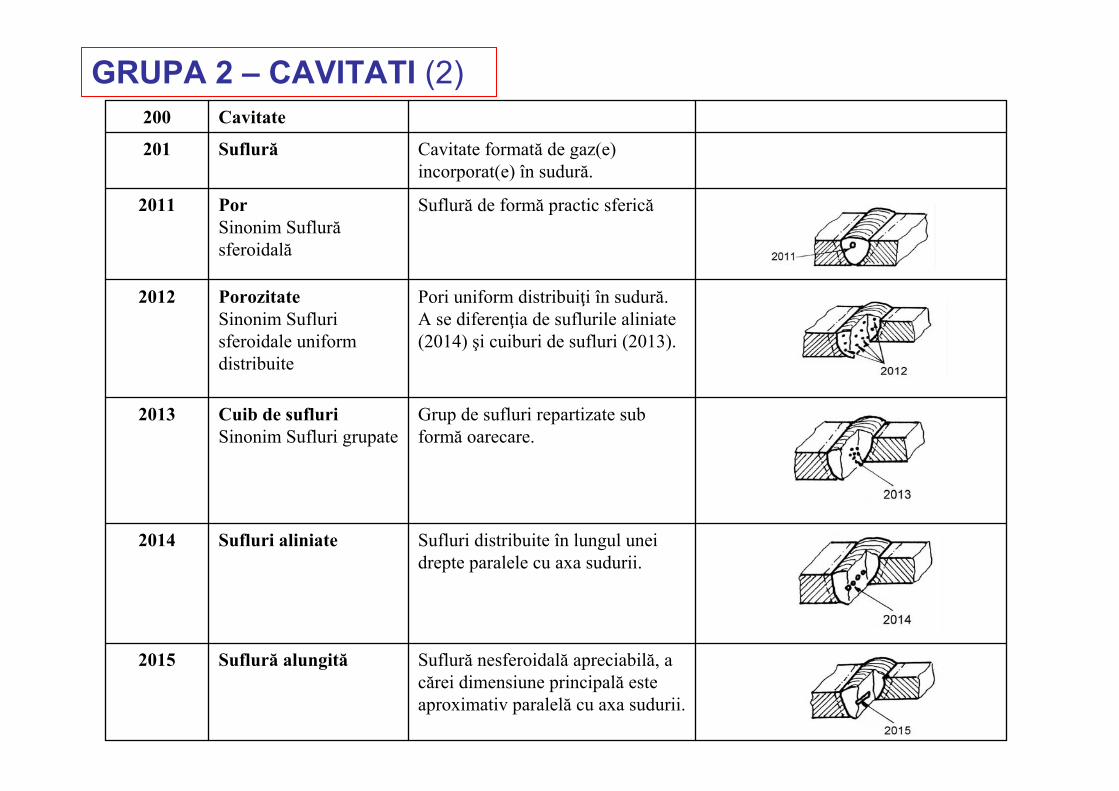
Suflură nesferoidală apreciabilă, a cărei dimensiune principală este aproximativ paralelă cu axa sudurii.
Suflură alungită2015
Sufluri distribuite în lungul unei drepte paralele cu axa sudurii.
Sufluri aliniate2014
Grup de sufluri repartizate sub formă oarecare.
Cuib de sufluriSinonim Sufluri grupate
2013
Pori uniform distribuiţi în sudură. A se diferenţia de suflurile aliniate (2014) şi cuiburi de sufluri (2013).
PorozitateSinonim Sufluri sferoidale uniform distribuite
2012
Suflură de formă practic sfericăPorSinonim Suflură sferoidală
2011
Cavitate formată de gaz(e) incorporat(e) în sudură.
Suflură201
Cavitate200
GRUPA 2 – CAVITATI (2)
GRUPA 2 – CAVITATI (3)
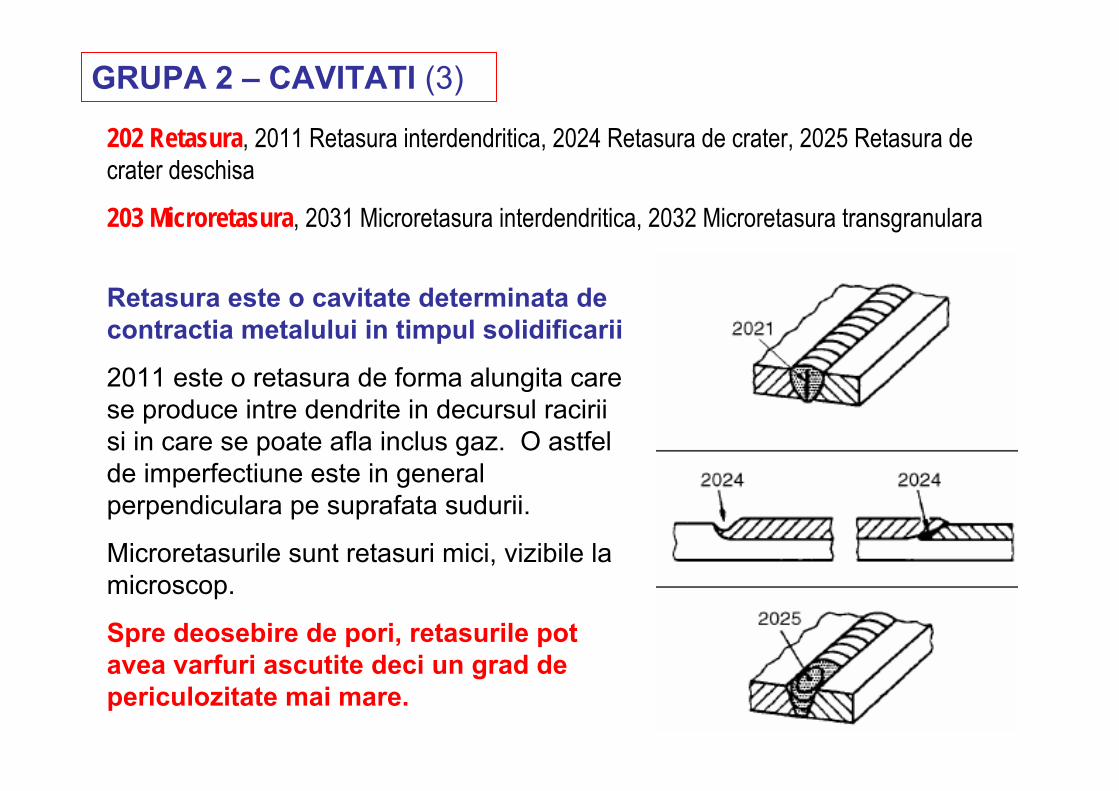
202 Retasura, 2011 Retasura interdendritica, 2024 Retasura de crater, 2025 Retasura de crater deschisa
203 Microretasura, 2031 Microretasura interdendritica, 2032 Microretasura transgranulara
Retasura este o cavitate determinata de contractia metalului in timpul solidificarii
2011 este o retasura de forma alungita care se produce intre dendrite in decursul racirii si in care se poate afla inclus gaz. O astfel de imperfectiune este in general perpendiculara pe suprafata sudurii.
Microretasurile sunt retasuri mici, vizibile la microscop.
Spre deosebire de pori, retasurile pot avea varfuri ascutite deci un grad de periculozitate mai mare.
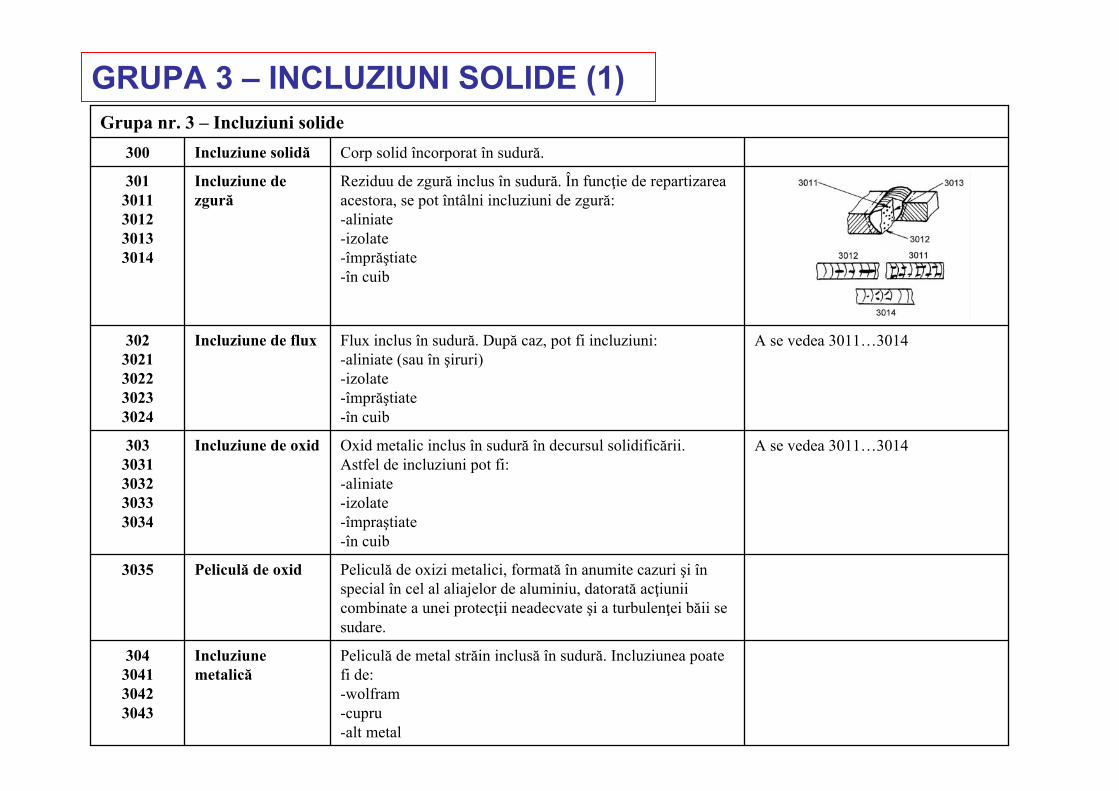
Peliculă de metal străin inclusă în sudură. Incluziunea poate fi de:-wolfram-cupru-alt metal
Incluziune metalică
304304130423043
Peliculă de oxizi metalici, formată în anumite cazuri şi în special în cel al aliajelor de aluminiu, datorată acţiunii combinate a unei protecţii neadecvate şi a turbulenţei băii se sudare.
Peliculă de oxid3035
A se vedea 3011…3014Oxid metalic inclus în sudură în decursul solidificării.Astfel de incluziuni pot fi:-aliniate-izolate-împraştiate-în cuib
Incluziune de oxid3033031303230333034
A se vedea 3011…3014Flux inclus în sudură. După caz, pot fi incluziuni:-aliniate (sau în şiruri)-izolate-împrăştiate-în cuib
Incluziune de flux3023021302230233024
Reziduu de zgură inclus în sudură. În funcţie de repartizarea acestora, se pot întâlni incluziuni de zgură:-aliniate-izolate-împrăştiate-în cuib
Incluziune de zgură
3013011301230133014
Corp solid încorporat în sudură.Incluziune solidă300
Grupa nr. 3 – Incluziuni solide
GRUPA 3 – INCLUZIUNI SOLIDE (1)
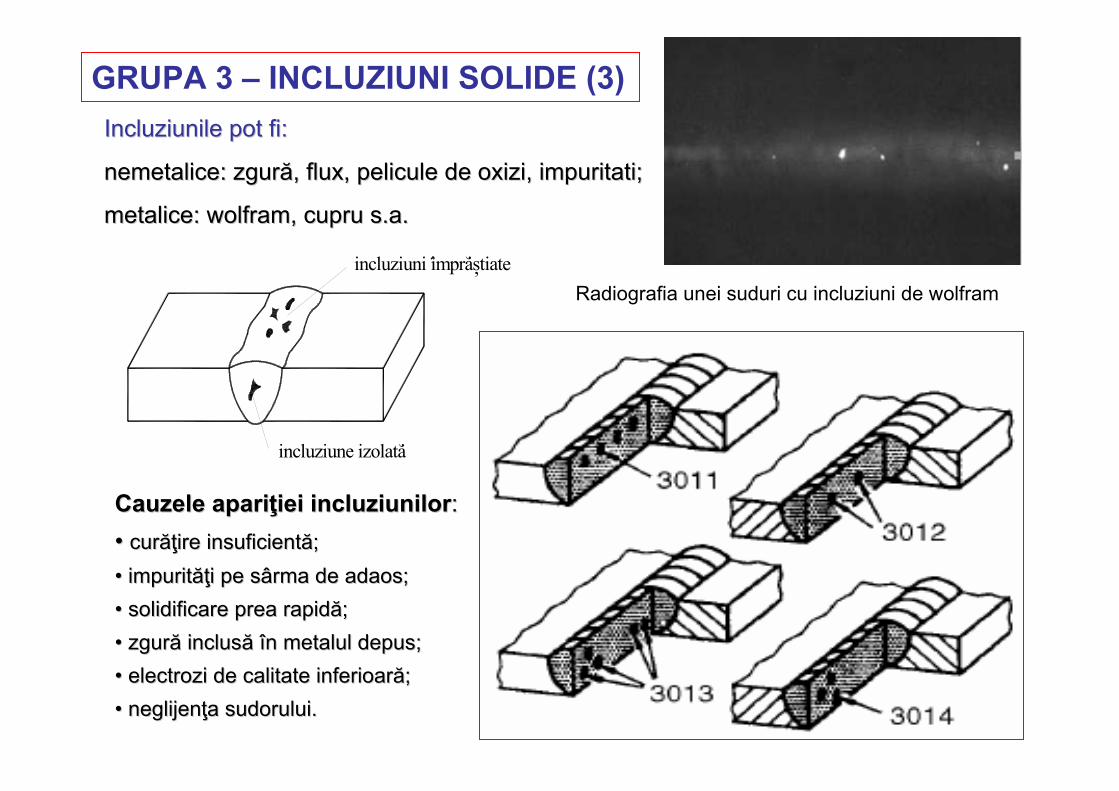
GRUPA 3 – INCLUZIUNI SOLIDE (3)
incluziune izolata
incluziuni imprastiate,
,
,
Radiografia unei suduri cu incluziuni de wolfram
Incluziunile pot fiIncluziunile pot fi::
nemetalicenemetalice: z: zgurăgură, flux, , flux, pelicule pelicule de oxizide oxizi, impuritati;, impuritati;
metalice: wolfram, cupru s.a.metalice: wolfram, cupru s.a.
Cauzele apariţiei incluziunilorCauzele apariţiei incluziunilor::•• curăcurăţire insuficientă; ţire insuficientă; •• impurităimpurităţi pe sârma de adaos;ţi pe sârma de adaos;•• solidificare prea rapidăsolidificare prea rapidă; ; •• zgură inclusă zgură inclusă în metalul în metalul depusdepus; ; •• electrozi de calitate inferioarăelectrozi de calitate inferioară; ; •• neglijenţa sudorului. neglijenţa sudorului.
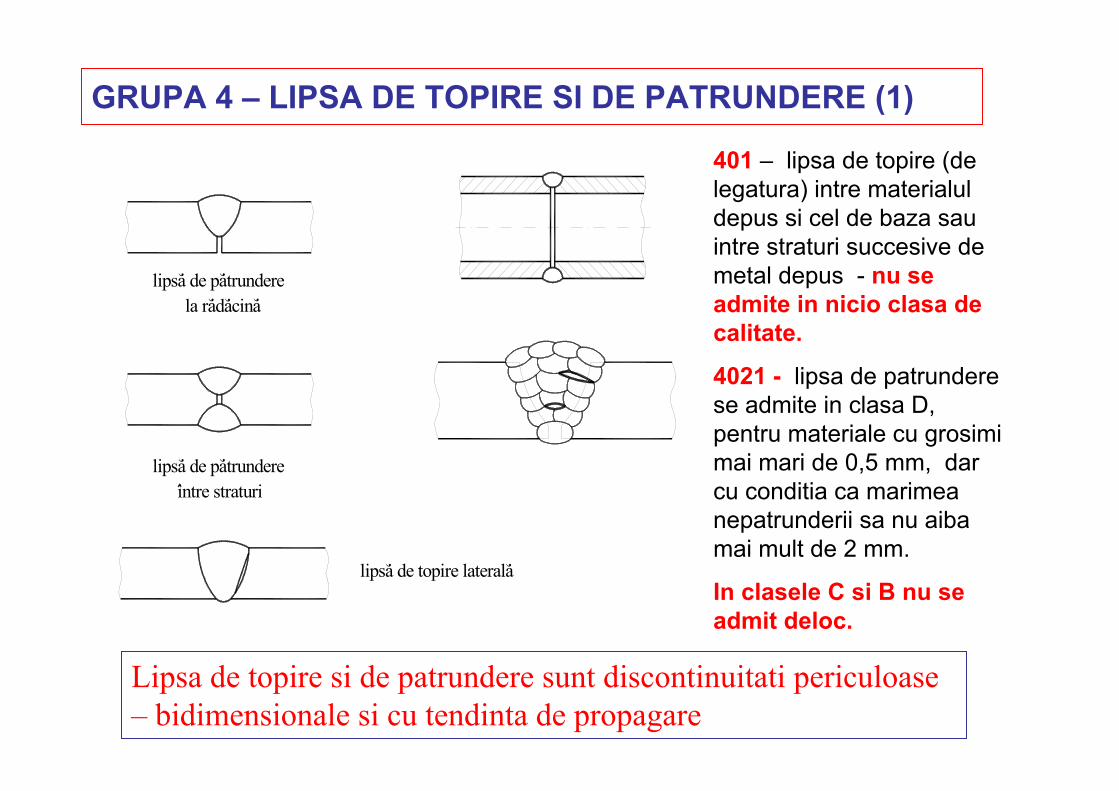
GRUPA 4 – LIPSA DE TOPIRE SI DE PATRUNDERE (1)
lipsa de patrunderela radacina
, ,, , ,
intre straturilipsa de patrundere
, ,
lipsa de topire laterala
, ,
401 – lipsa de topire (de legatura) intre materialul depus si cel de baza sau intre straturi succesive de metal depus - nu se admite in nicio clasa de calitate.
4021 - lipsa de patrunderese admite in clasa D, pentru materiale cu grosimi mai mari de 0,5 mm, dar cu conditia ca marimea nepatrunderii sa nu aiba mai mult de 2 mm.
In clasele C si B nu se admit deloc.
Lipsa de topire si de patrundere sunt discontinuitati periculoase – bidimensionale si cu tendinta de propagare
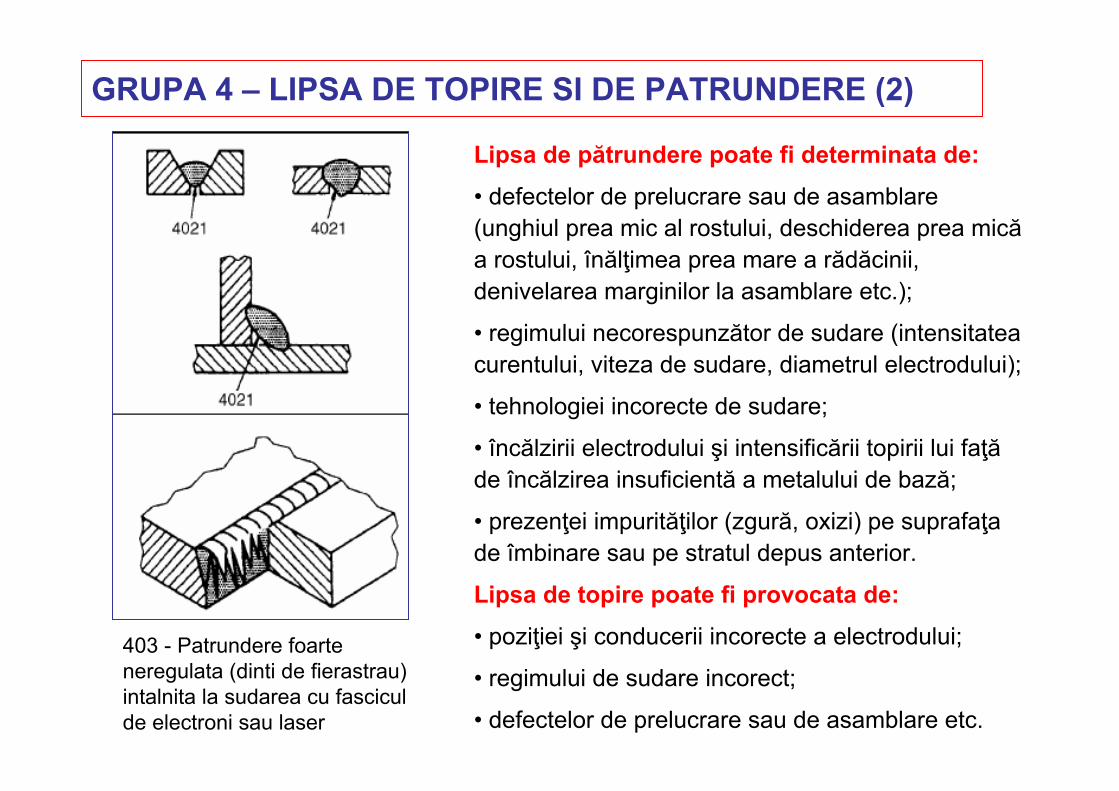
Lipsa de pătrundere poate fi determinata de:
• defectelor de prelucrare sau de asamblare (unghiul prea mic al rostului, deschiderea prea mică a rostului, înălţimea prea mare a rădăcinii, denivelarea marginilor la asamblare etc.);
• regimului necorespunzător de sudare (intensitatea curentului, viteza de sudare, diametrul electrodului);
• tehnologiei incorecte de sudare;
• încălzirii electrodului şi intensificării topirii lui faţă de încălzirea insuficientă a metalului de bază;
• prezenţei impurităţilor (zgură, oxizi) pe suprafaţa de îmbinare sau pe stratul depus anterior.
Lipsa de topire poate fi provocata de:
• poziţiei şi conducerii incorecte a electrodului;
• regimului de sudare incorect;
• defectelor de prelucrare sau de asamblare etc.
GRUPA 4 – LIPSA DE TOPIRE SI DE PATRUNDERE (2)
403 - Patrundere foarte neregulata (dinti de fierastrau) intalnita la sudarea cu fascicul de electroni sau laser
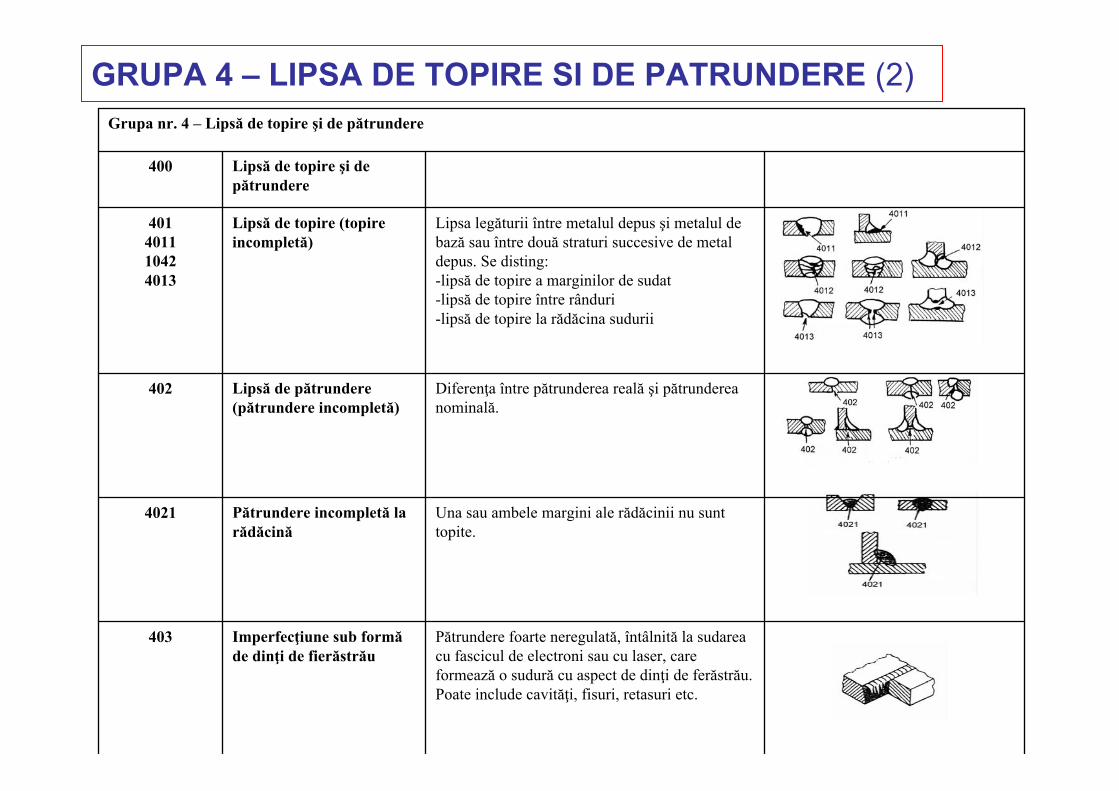
Pătrundere foarte neregulată, întâlnită la sudarea cu fascicul de electroni sau cu laser, care formează o sudură cu aspect de dinţi de ferăstrău. Poate include cavităţi, fisuri, retasuri etc.
Imperfecţiune sub formă de dinţi de fierăstrău
403
Una sau ambele margini ale rădăcinii nu sunt topite.
Pătrundere incompletă la rădăcină
4021
Diferenţa între pătrunderea reală şi pătrunderea nominală.
Lipsă de pătrundere (pătrundere incompletă)
402
Lipsa legăturii între metalul depus şi metalul de bază sau între două straturi succesive de metal depus. Se disting:-lipsă de topire a marginilor de sudat-lipsă de topire între rânduri-lipsă de topire la rădăcina sudurii
Lipsă de topire (topire incompletă)
401401110424013
Lipsă de topire şi de pătrundere
400
Grupa nr. 4 – Lipsă de topire şi de pătrundere
GRUPA 4 – LIPSA DE TOPIRE SI DE PATRUNDERE (2)
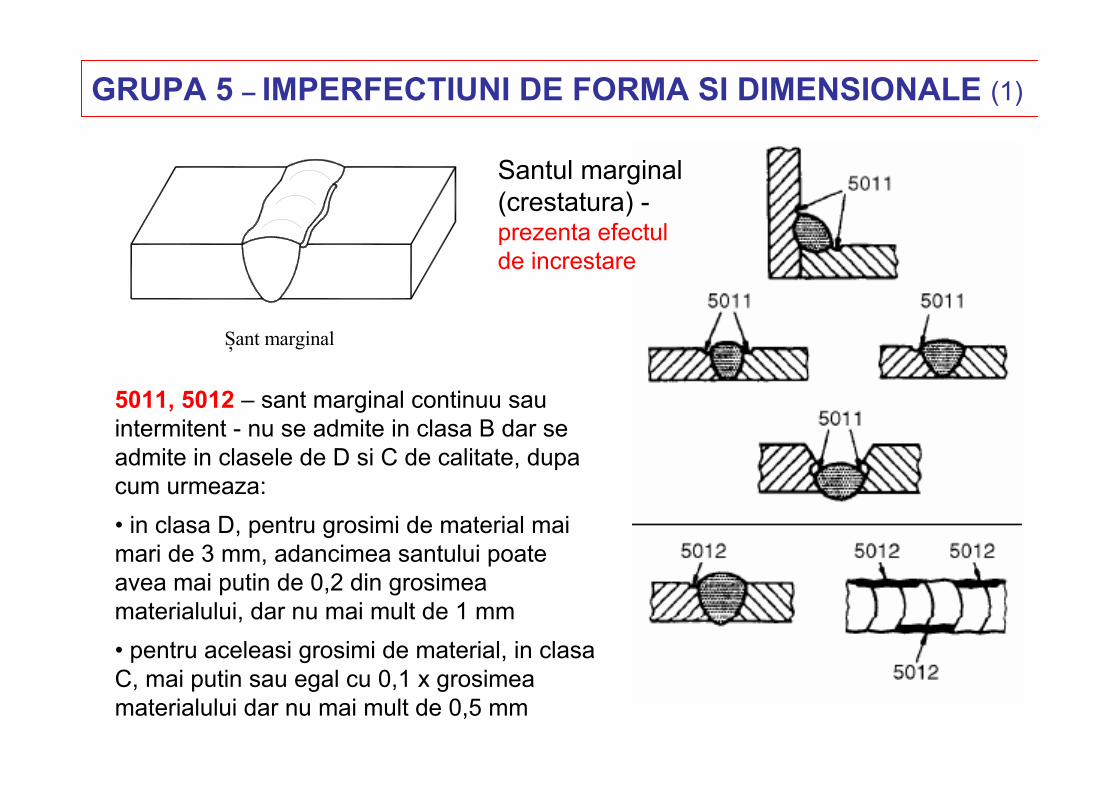
GRUPA 5 – IMPERFECTIUNI DE FORMA SI DIMENSIONALE (1)
Sant marginal,
5011, 5012 – sant marginal continuu sau intermitent - nu se admite in clasa B dar se admite in clasele de D si C de calitate, dupa cum urmeaza:• in clasa D, pentru grosimi de material mai mari de 3 mm, adancimea santului poate avea mai putin de 0,2 din grosimea materialului, dar nu mai mult de 1 mm • pentru aceleasi grosimi de material, in clasa C, mai putin sau egal cu 0,1 x grosimea materialului dar nu mai mult de 0,5 mm
Santul marginal (crestatura) -prezenta efectul de increstare
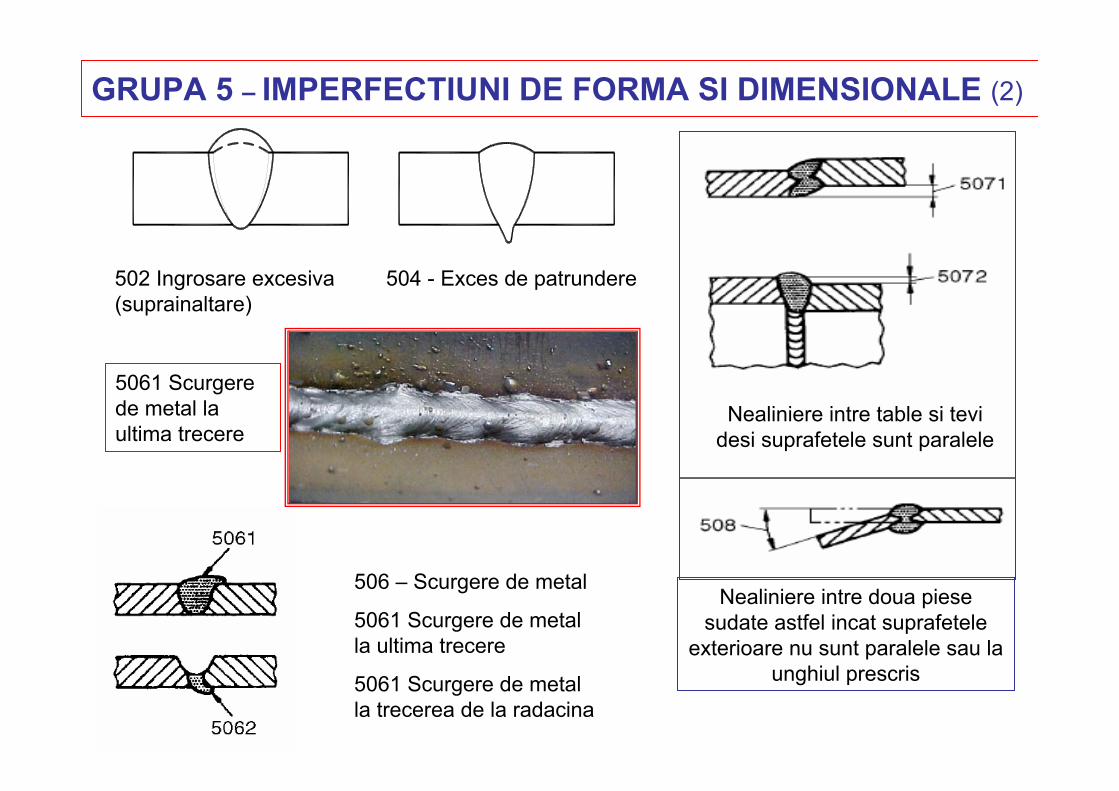
GRUPA 5 – IMPERFECTIUNI DE FORMA SI DIMENSIONALE (2)
502 Ingrosare excesiva (suprainaltare)
Nealiniere intre table si tevi desi suprafetele sunt paralele
Nealiniere intre doua piese sudate astfel incat suprafetele
exterioare nu sunt paralele sau la unghiul prescris
504 - Exces de patrundere
506 – Scurgere de metal
5061 Scurgere de metal la ultima trecere
5061 Scurgere de metal la trecerea de la radacina
5061 Scurgere de metal la ultima trecere
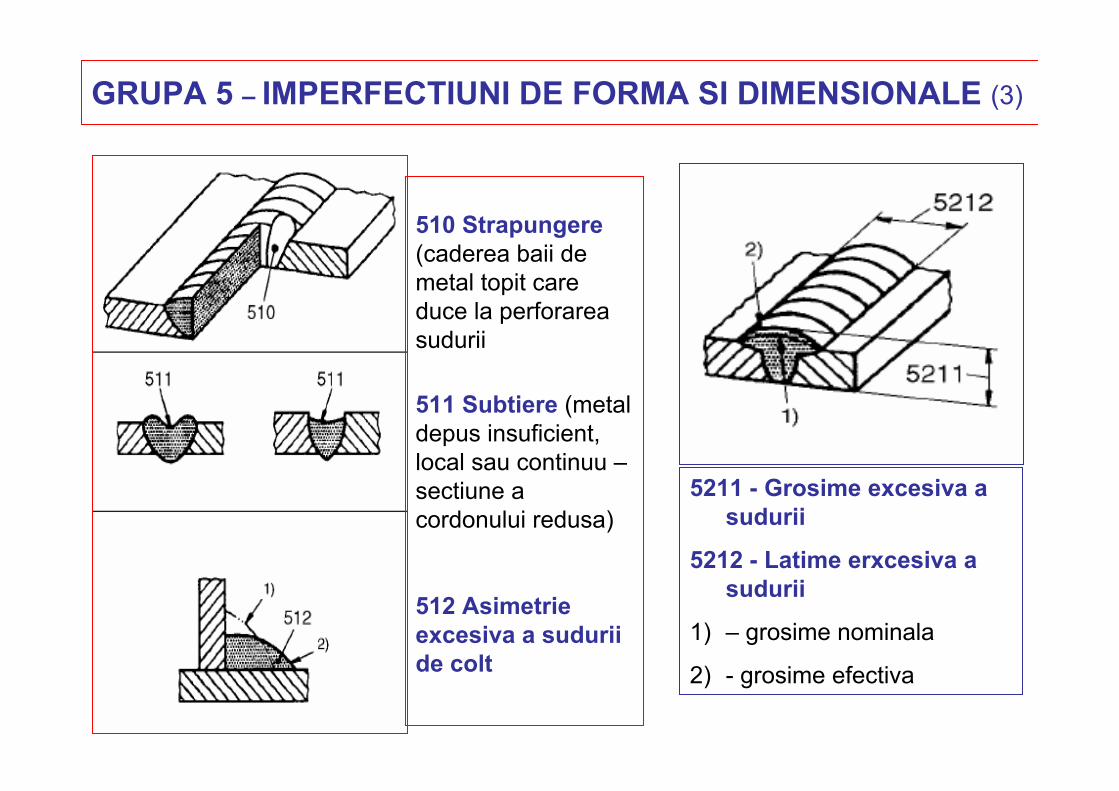
GRUPA 5 – IMPERFECTIUNI DE FORMA SI DIMENSIONALE (3)
510 Strapungere(caderea baii de metal topit care duce la perforarea sudurii
511 Subtiere (metal depus insuficient, local sau continuu –sectiune a cordonului redusa)
512 Asimetrie excesiva a sudurii de colt
5211 - Grosime excesiva a sudurii
5212 - Latime erxcesiva a sudurii
1) – grosime nominala
2) - grosime efectiva
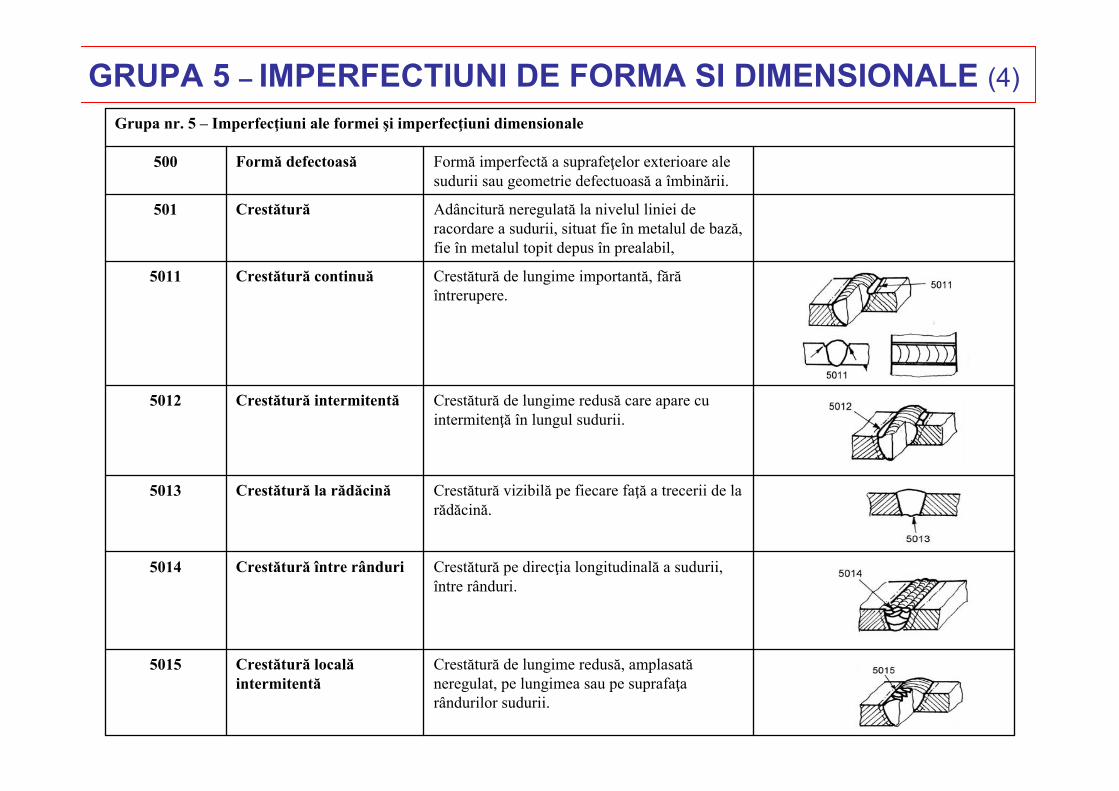
Crestătură de lungime redusă, amplasată neregulat, pe lungimea sau pe suprafaţa rândurilor sudurii.
Crestătură locală intermitentă
5015
Crestătură pe direcţia longitudinală a sudurii, între rânduri.
Crestătură între rânduri5014
Crestătură vizibilă pe fiecare faţă a trecerii de la rădăcină.
Crestătură la rădăcină5013
Crestătură de lungime redusă care apare cu intermitenţă în lungul sudurii.
Crestătură intermitentă5012
Crestătură de lungime importantă, fără întrerupere.
Crestătură continuă5011
Adâncitură neregulată la nivelul liniei de racordare a sudurii, situat fie în metalul de bază, fie în metalul topit depus în prealabil,
Crestătură501
Formă imperfectă a suprafeţelor exterioare ale sudurii sau geometrie defectuoasă a îmbinării.
Formă defectoasă500
Grupa nr. 5 – Imperfecţiuni ale formei şi imperfecţiuni dimensionale
GRUPA 5 – IMPERFECTIUNI DE FORMA SI DIMENSIONALE (4)
Stropi
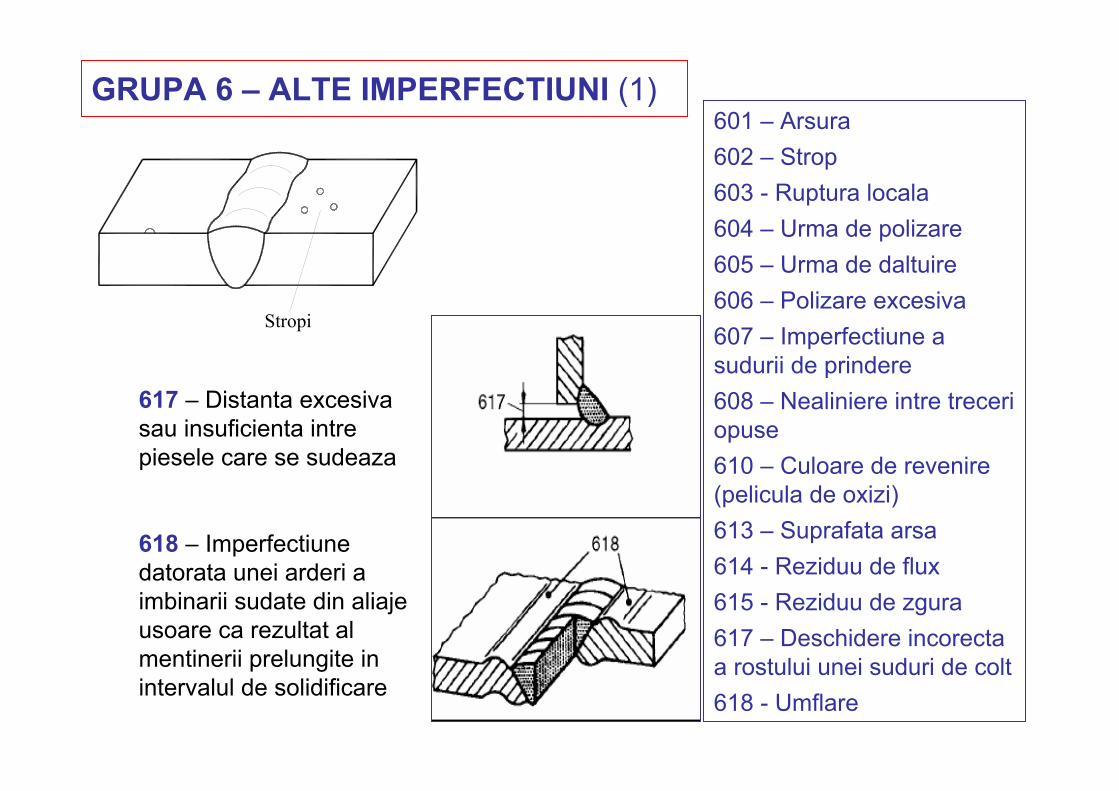
GRUPA 6 – ALTE IMPERFECTIUNI (1)601 – Arsura602 – Strop603 - Ruptura locala604 – Urma de polizare605 – Urma de daltuire606 – Polizare excesiva607 – Imperfectiune a sudurii de prindere608 – Nealiniere intre treceri opuse610 – Culoare de revenire (pelicula de oxizi)613 – Suprafata arsa614 - Reziduu de flux615 - Reziduu de zgura617 – Deschidere incorecta a rostului unei suduri de colt618 - Umflare
617 – Distanta excesiva sau insuficienta intre piesele care se sudeaza
618 – Imperfectiune datorata unei arderi a imbinarii sudate din aliaje usoare ca rezultat al mentinerii prelungite in intervalul de solidificare
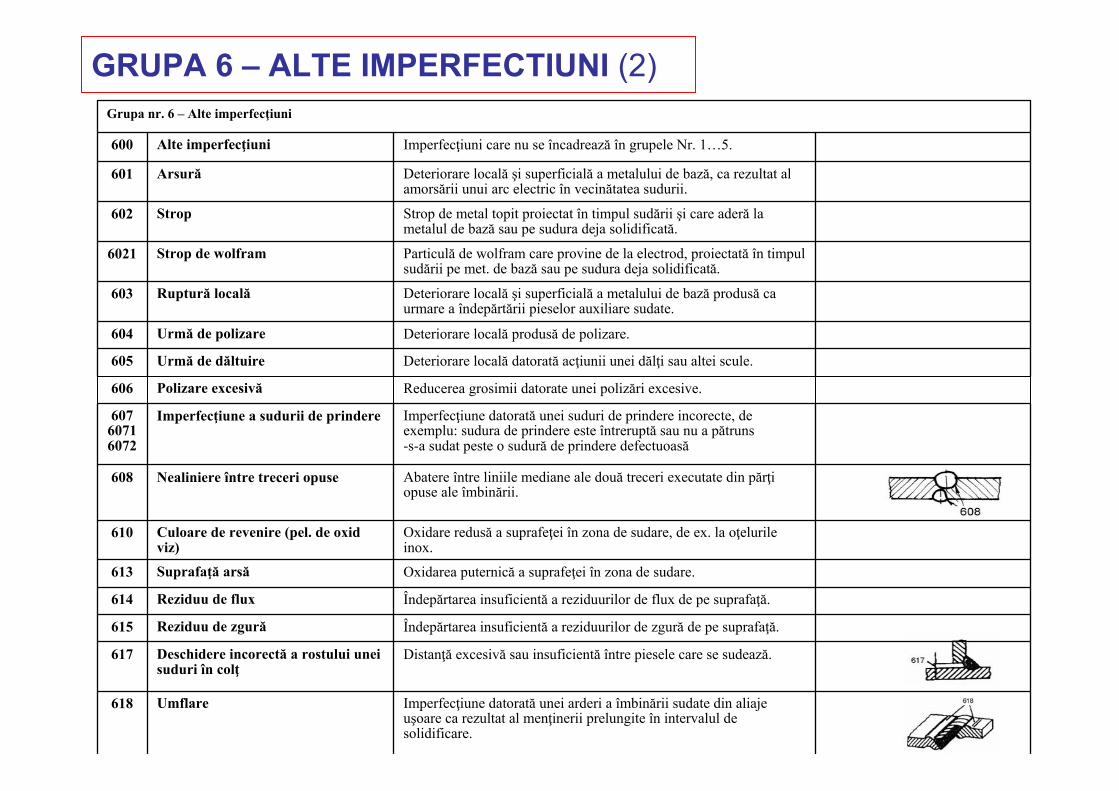
Imperfecţiune datorată unei arderi a îmbinării sudate din aliaje uşoare ca rezultat al menţinerii prelungite în intervalul de solidificare.
Umflare618
Distanţă excesivă sau insuficientă între piesele care se sudează.Deschidere incorectă a rostului unei suduri în colţ
617
Îndepărtarea insuficientă a reziduurilor de zgură de pe suprafaţă.Reziduu de zgură615
Îndepărtarea insuficientă a reziduurilor de flux de pe suprafaţă.Reziduu de flux614
Oxidarea puternică a suprafeţei în zona de sudare.Suprafaţă arsă613
Oxidare redusă a suprafeţei în zona de sudare, de ex. la oţelurile inox.
Culoare de revenire (pel. de oxid viz)
610
Abatere între liniile mediane ale două treceri executate din părţi opuse ale îmbinării.
Nealiniere între treceri opuse608
Imperfecţiune datorată unei suduri de prindere incorecte, de exemplu: sudura de prindere este întreruptă sau nu a pătruns-s-a sudat peste o sudură de prindere defectuoasă
Imperfecţiune a sudurii de prindere60760716072
Reducerea grosimii datorate unei polizări excesive.Polizare excesivă606
Deteriorare locală datorată acţiunii unei dălţi sau altei scule.Urmă de dăltuire605
Deteriorare locală produsă de polizare.Urmă de polizare604
Deteriorare locală şi superficială a metalului de bază produsă ca urmare a îndepărtării pieselor auxiliare sudate.
Ruptură locală603
Particulă de wolfram care provine de la electrod, proiectată în timpul sudării pe met. de bază sau pe sudura deja solidificată.
Strop de wolfram6021
Strop de metal topit proiectat în timpul sudării şi care aderă la metalul de bază sau pe sudura deja solidificată.
Strop602
Deteriorare locală şi superficială a metalului de bază, ca rezultat al amorsării unui arc electric în vecinătatea sudurii.
Arsură601
Imperfecţiuni care nu se încadrează în grupele Nr. 1…5.Alte imperfecţiuni600
Grupa nr. 6 – Alte imperfecţiuni
GRUPA 6 – ALTE IMPERFECTIUNI (2)
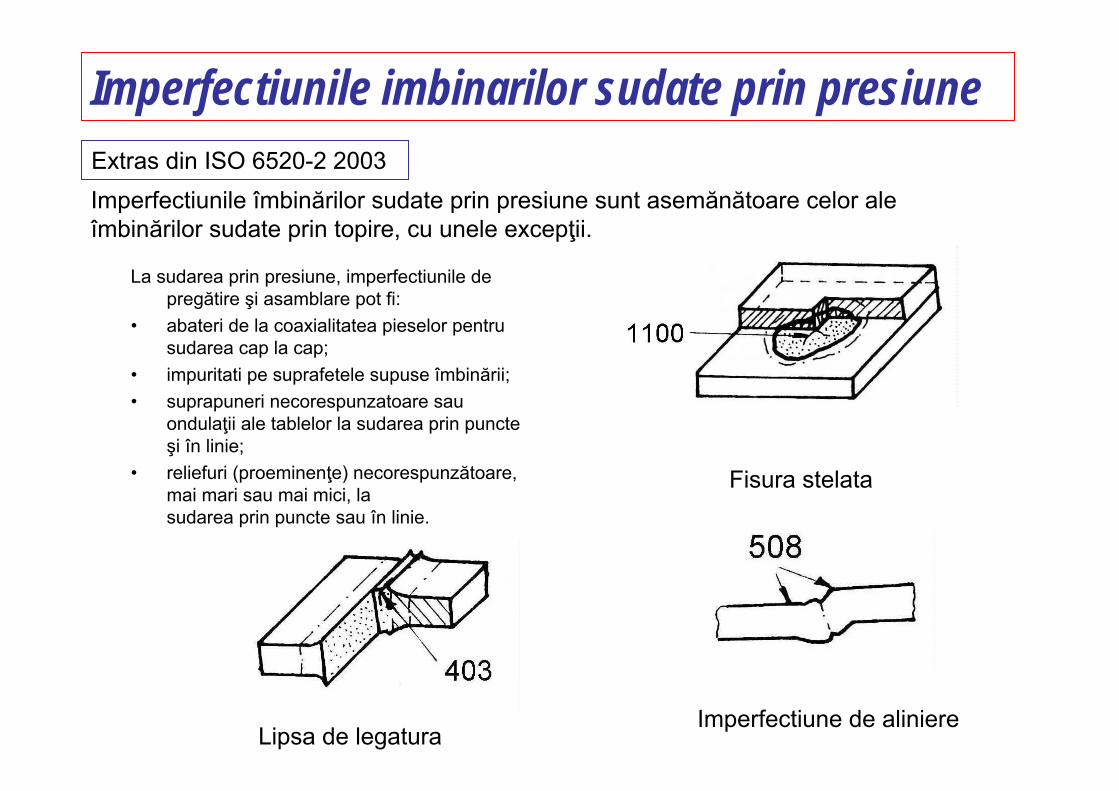
Imperfectiunile îmbinărilor sudate prin presiune sunt asemănătoare celor ale îmbinărilor sudate prin topire, cu unele excepţii.
La sudarea prin presiune, imperfectiunile de pregătire şi asamblare pot fi:
• abateri de la coaxialitatea pieselor pentru sudarea cap la cap;
• impuritati pe suprafetele supuse îmbinării;• suprapuneri necorespunzatoare sau
ondulaţii ale tablelor la sudarea prin puncte şi în linie;
• reliefuri (proeminenţe) necorespunzătoare, mai mari sau mai mici, lasudarea prin puncte sau în linie.
Fisura stelata
Lipsa de legaturaImperfectiune de aliniere
Imperfectiunile imbinarilor sudate prin presiuneExtras din ISO 6520-2 2003
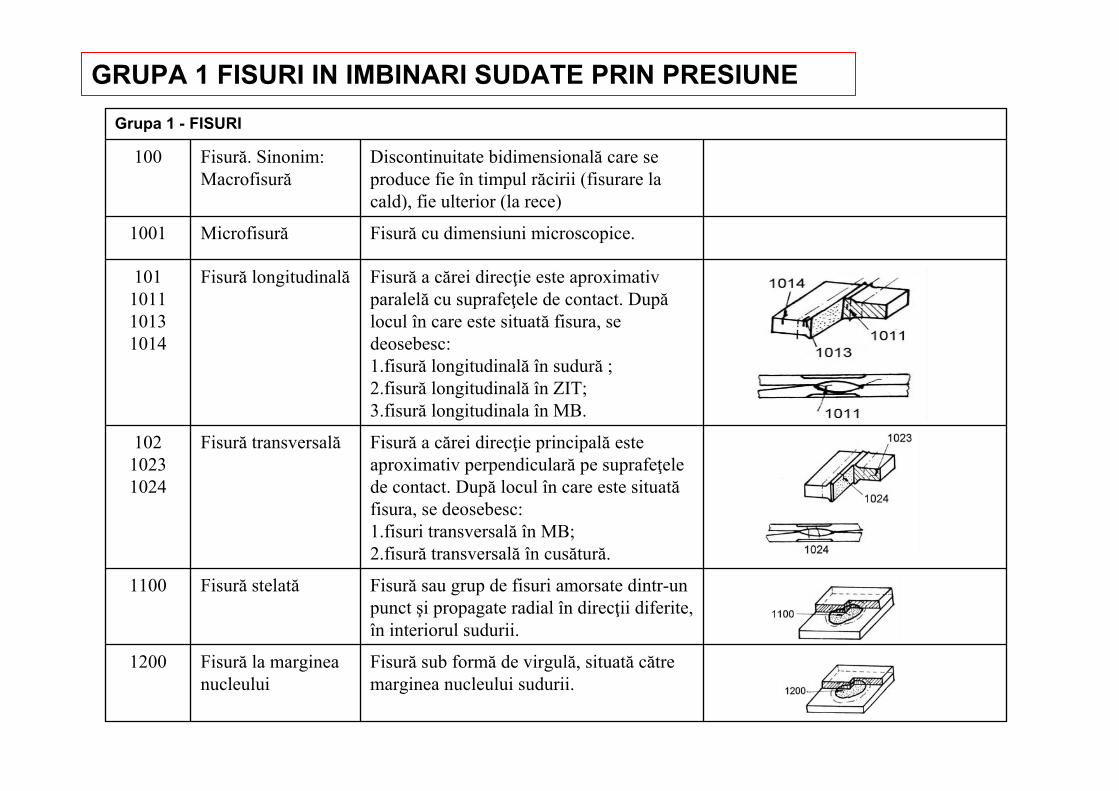
GRUPA 1 FISURI IN IMBINARI SUDATE PRIN PRESIUNE
Fisură sub formă de virgulă, situată către marginea nucleului sudurii.
Fisură la marginea nucleului
1200
Fisură sau grup de fisuri amorsate dintr-un punct şi propagate radial în direcţii diferite, în interiorul sudurii.
Fisură stelată1100
Fisură a cărei direcţie principală este aproximativ perpendiculară pe suprafeţele de contact. După locul în care este situată fisura, se deosebesc:1.fisuri transversală în MB;2.fisură transversală în cusătură.
Fisură transversală10210231024
Fisură a cărei direcţie este aproximativ paralelă cu suprafeţele de contact. După locul în care este situată fisura, se deosebesc:1.fisură longitudinală în sudură ;2.fisură longitudinală în ZIT;3.fisură longitudinala în MB.
Fisură longitudinală101101110131014
Fisură cu dimensiuni microscopice.Microfisură1001
Discontinuitate bidimensională care se produce fie în timpul răcirii (fisurare la cald), fie ulterior (la rece)
Fisură. Sinonim: Macrofisură
100
Grupa 1 - FISURI
Observatii
• Notarea unei imperfectiuni se face cu indicarea standardului dereferinta.
De exemplu o fisura, 100 trebuie notata: Imperfectiune ISO 6520-1 – 100
• In acest standard imperfectiunile metalurgice nu sunt luate in considerare.
• Incadrarea corecta a unei imperfectiuni in categoria din standard este importanta pentru verificarea ulterioara a incadrarii in criteriul de acceptabilitate si luarea unei decizii corecte (ADMIS/RESPINS)
• Pentru identificare, analiza unei imperfectiuni se face nu numai dupa aspect, forma, pozitie ci si dupa alte aspecte tehnice generale si anume: cunoasterea imperfectiunilor posibile in functie de natura materialului si a tehnologiei de sudare.
• Imperfectiunile reale sunt de o diversitate infinita, astfel ca exista imperfectiuni incadrabile in una sau doua categorii din standard (de exemplu: retasura apare si in grupa 2 si in grupa 5).
Incadrarea se recomanda a fi facuta in categoria cea mai periculoasa
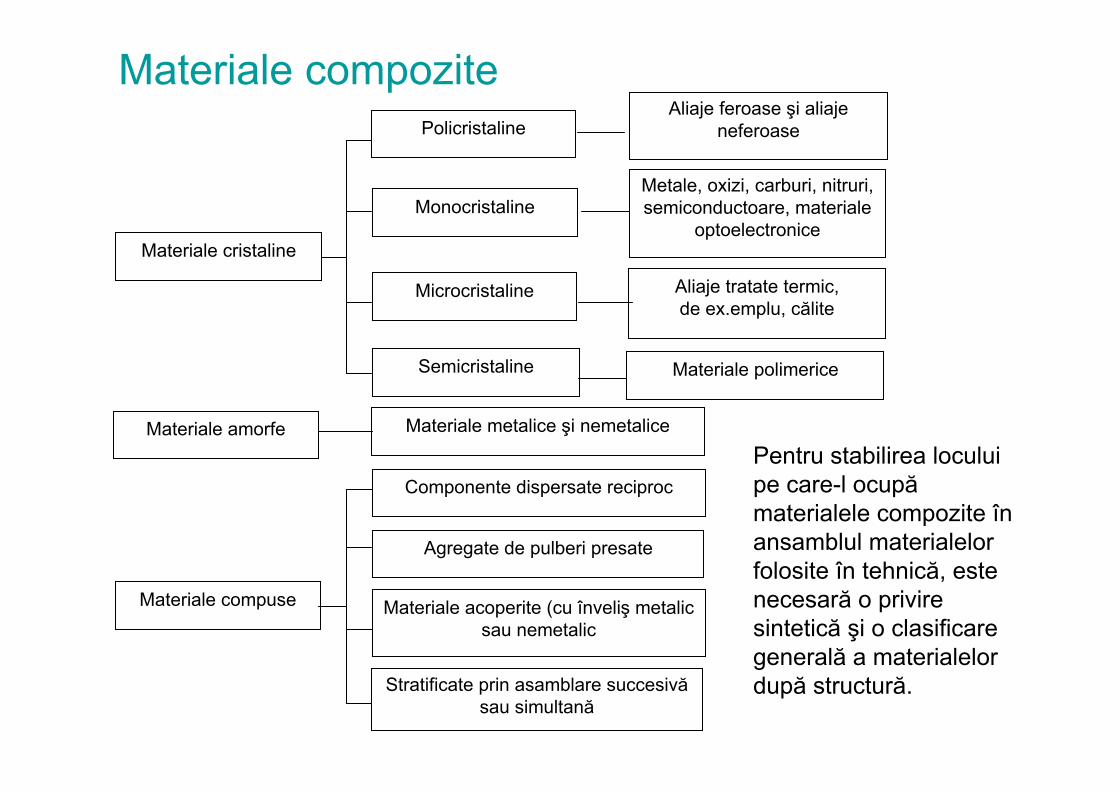
Materiale compozite
Materiale cristaline
Policristaline
Monocristaline
Microcristaline
Semicristaline
Aliaje feroase şi aliaje neferoase
Metale, oxizi, carburi, nitruri, semiconductoare, materiale
optoelectronice
Materiale polimerice
Aliaje tratate termic, de ex.emplu, călite
Materiale amorfe Materiale metalice şi nemetalice
Materiale compuse Materiale acoperite (cu înveliş metalic sau nemetalic
Componente dispersate reciproc
Agregate de pulberi presate
Stratificate prin asamblare succesivă sau simultană
Pentru stabilirea locului pe care-l ocupă materialele compozite în ansamblul materialelor folosite în tehnică, este necesară o privire sintetică şi o clasificare generală a materialelor după structură.

Cele mai răspândite materiale compozite sunt compozitele cu matrice polimerică sau compozitele polimerice.

Compozitele metalice
Palete de turbina
Discuri de ambreiaj
înlocuiesc adesea compozitele polimerice, deoarece rezistă mai bine la temperaturi înalte şi nu sunt inflamabile sau higroscopice.
Exemple de piese: biele, palete de turbină sau de compresor, pistoane, cămăşi cilindru, piese de alunecare, vane, ajutaje pentru rachete, scule aşchietoare, elemente de fricţiune, lagăre, acumulatori, piese izolatoare acustic, piese antiabrazive, contacte electrice, componente pentru construcţii spaţiale, supape, lagăr diferenţial, disc de frână, lonjeroane, furcă de debreiere, ax cardanic, roţi dinţate etc.
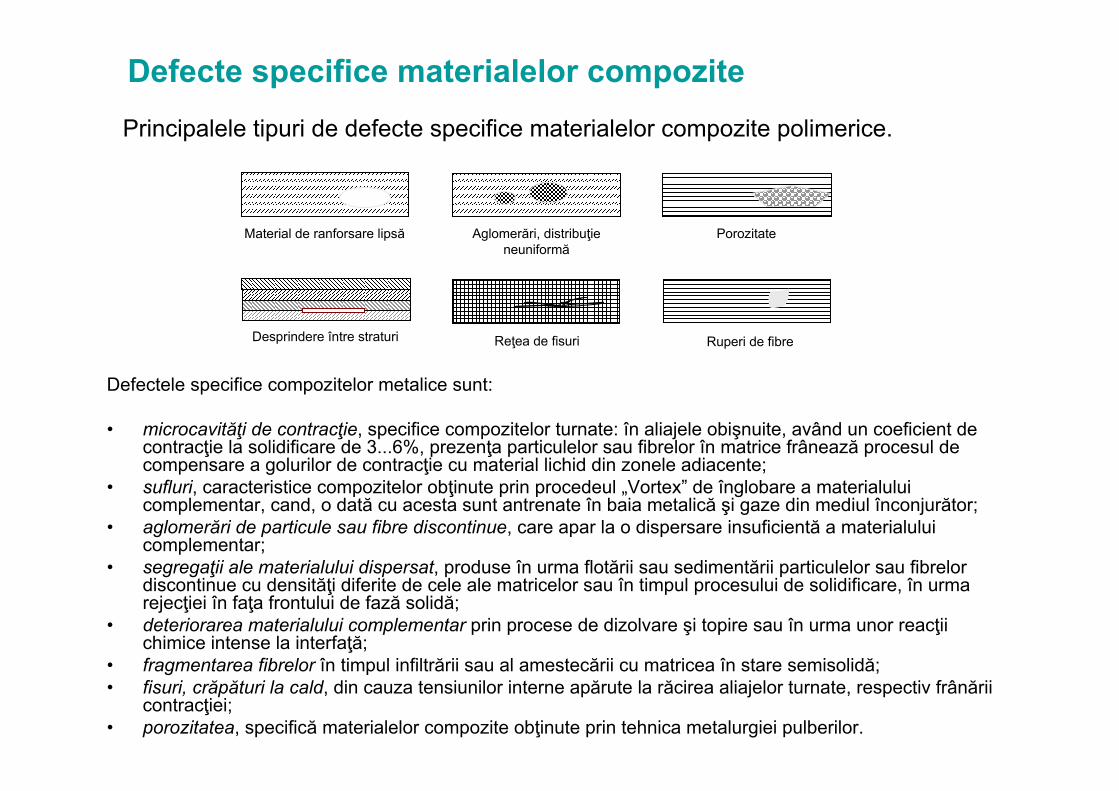
Defecte specifice materialelor compozite
Defectele specifice compozitelor metalice sunt:
• microcavităţi de contracţie, specifice compozitelor turnate: în aliajele obişnuite, având un coeficient de contracţie la solidificare de 3...6%, prezenţa particulelor sau fibrelor în matrice frânează procesul de compensare a golurilor de contracţie cu material lichid din zonele adiacente;
• sufluri, caracteristice compozitelor obţinute prin procedeul „Vortex” de înglobare a materialului complementar, cand, o dată cu acesta sunt antrenate în baia metalică şi gaze din mediul înconjurător;
• aglomerări de particule sau fibre discontinue, care apar la o dispersare insuficientă a materialului complementar;
• segregaţii ale materialului dispersat, produse în urma flotării sau sedimentării particulelor sau fibrelor discontinue cu densităţi diferite de cele ale matricelor sau în timpul procesului de solidificare, în urma rejecţiei în faţa frontului de fază solidă;
• deteriorarea materialului complementar prin procese de dizolvare şi topire sau în urma unor reacţii chimice intense la interfaţă;
• fragmentarea fibrelor în timpul infiltrării sau al amestecării cu matricea în stare semisolidă;• fisuri, crăpături la cald, din cauza tensiunilor interne apărute la răcirea aliajelor turnate, respectiv frânării
contracţiei;• porozitatea, specifică materialelor compozite obţinute prin tehnica metalurgiei pulberilor.
Principalele tipuri de defecte specifice materialelor compozite polimerice.
Lipsă material de ramforsare
Aglomerări, distribuţie neuniformă
Porozitate
Reţea de fisuri Ruperi de fibreDesprindere între straturi
Material de ranforsare lipsă
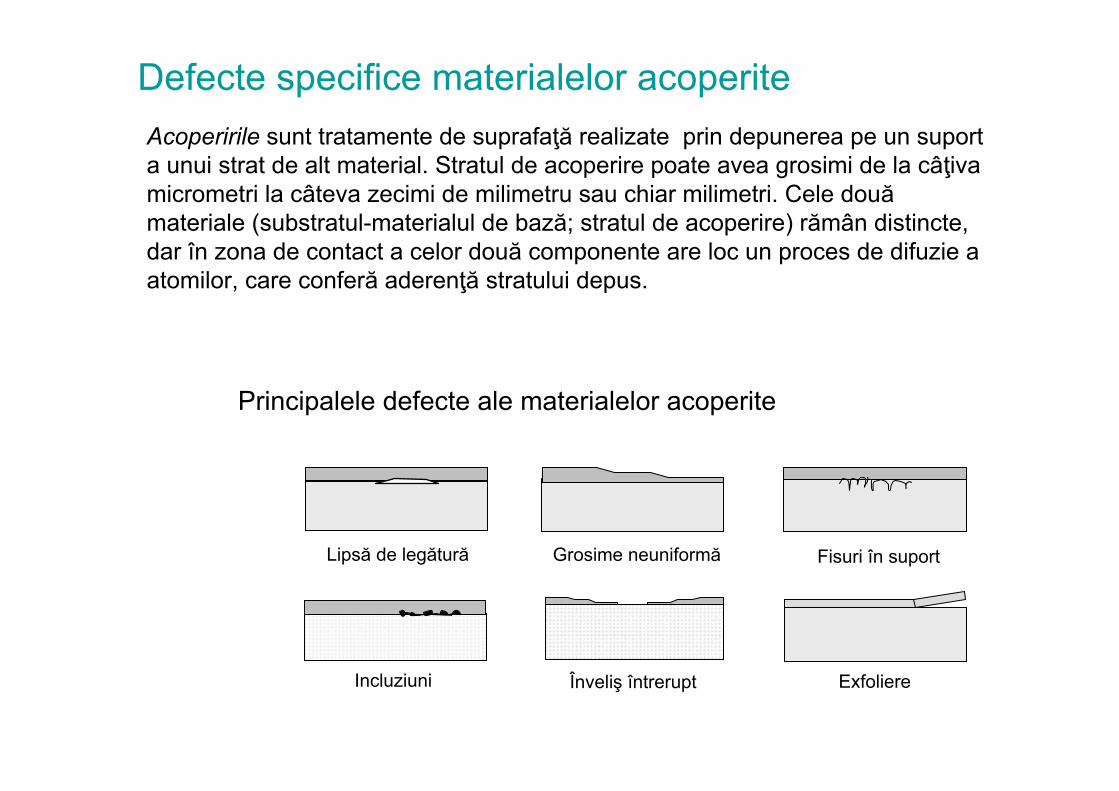
Defecte specifice materialelor acoperite
Principalele defecte ale materialelor acoperite
Lipsă de legătură Grosime neuniformă Fisuri în suport
Incluziuni Înveliş întrerupt Exfoliere
Acoperirile sunt tratamente de suprafaţă realizate prin depunerea pe un suport a unui strat de alt material. Stratul de acoperire poate avea grosimi de la câţiva micrometri la câteva zecimi de milimetru sau chiar milimetri. Cele două materiale (substratul-materialul de bază; stratul de acoperire) rămân distincte, dar în zona de contact a celor două componente are loc un proces de difuzie a atomilor, care conferă aderenţă stratului depus.

Defectele pieselor prelucrate prin aşchiere
Piese prelucrate prin aşchiere
Arbore cotit, biela
Roti dintate conice
Freza
Cerinţe impuse pieselor prelucrate prin aşchiere
• rugozitatea suprafeţelor prelucrate sau rămase neprelucrate;
• dimensiunile suprafeţelor şi a spaţiilor dintre suprafeţe;• precizia dimensională (clase de precizie, toleranţe);• forma piesei, prin tipul suprafeţelor (plane, de rotaţie –
circulare sau profilate) şi prin abaterile de la forma geometrică corectă (abateri de formă);
• poziţia reciprocă, prin abaterile de poziţie, privind suprafeţele şi axele piesei;
• alte condiţii, legate de starea suprafeţelor, a stratului superficial şi a condiţiilor de asamblare ş.a.
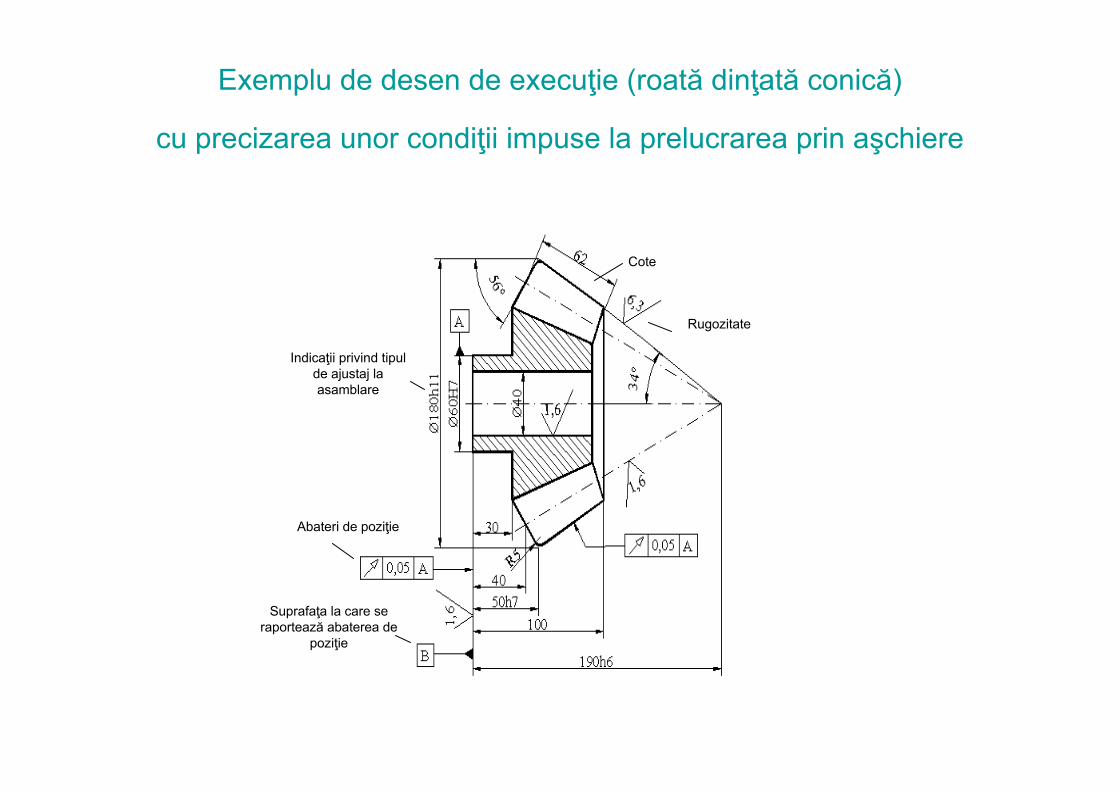
Exemplu de desen de execuţie (roată dinţată conică)
cu precizarea unor condiţii impuse la prelucrarea prin aşchiere
Rugozitate
Cote
Indicaţii privind tipul de ajustaj la asamblare
Abateri de poziţie
Suprafaţa la care se raportează abaterea de
poziţie
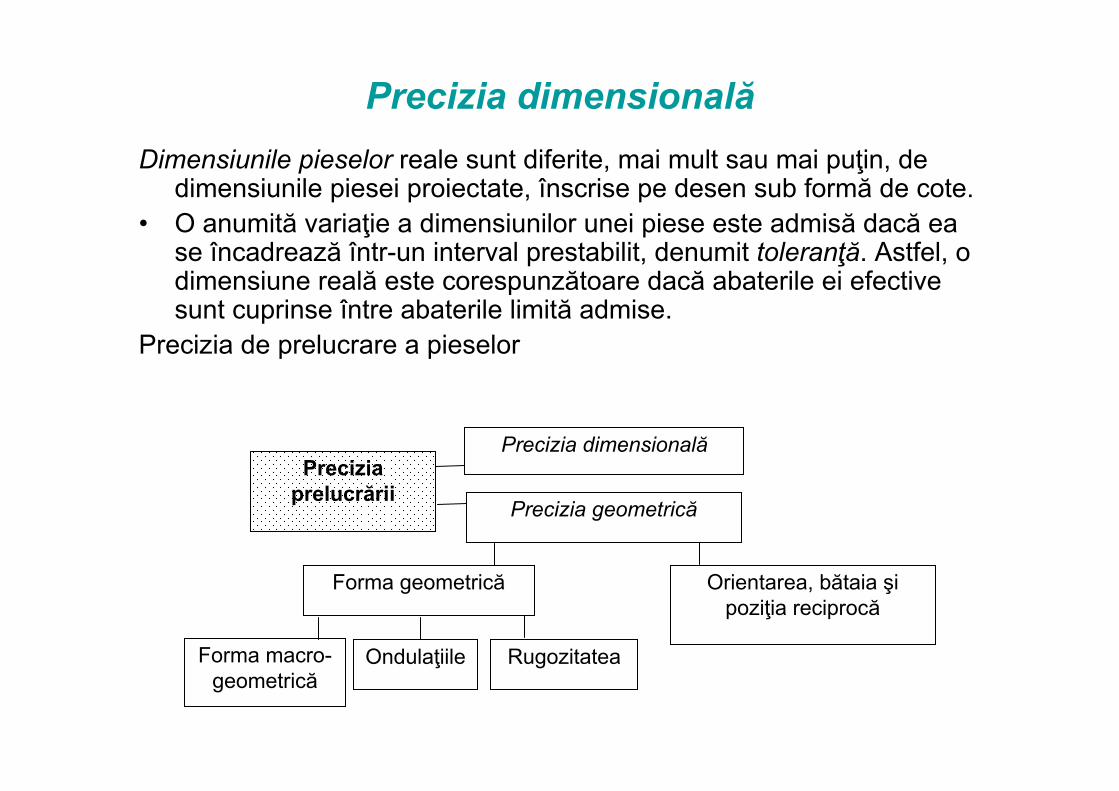
Precizia dimensionalăDimensiunile pieselor reale sunt diferite, mai mult sau mai puţin, de
dimensiunile piesei proiectate, înscrise pe desen sub formă de cote. • O anumită variaţie a dimensiunilor unei piese este admisă dacă ea
se încadrează într-un interval prestabilit, denumit toleranţă. Astfel, o dimensiune reală este corespunzătoare dacă abaterile ei efectivesunt cuprinse între abaterile limită admise.
Precizia de prelucrare a pieselor
Precizia prelucrării
Precizia dimensională
Precizia geometrică
Forma geometrică Orientarea, bătaia şi poziţia reciprocă
Forma macro-geometrică
Ondulaţiile Rugozitatea

• Abaterea dimensională este diferenţa algebrică dintre o dimensiune efectivă maximă sau minimă şi dimensiunea nominală corespunzătoare (dimensiunea nominală este dimensiunea determinată prin calcul, rotunjită la valori standardizate, faţă de care se stabileşte abaterea limită).
• Toleranţele dimensionale mai pot fi definite şi ca diferenţe algebrice dintre abaterile superioare şi cele inferioare. Întrucât întodeauna dimensiunile maxime sunt mai mari decât cele minime, toleranţele sunt întodeauna mărimi pozitive.
• O modalitate de menţionare a unei toleranţe pe desenul de execuţie al unei piese constă în înscrierea abaterilor limită pe desen, deasupra liniei de cotă (de ex.: ). Atunci când toleranţele sunt general valabile, ele se înscriu, prin referire la o normă privind clasele de execuţie, la indicatorul desenului, pentru a nu complica inutil desenul de execuţie.
• În cazul ajustajelor, cota unui ajustaj se tolerează prin înscrierea simbolului pentru toleranţa alezajului, urmat de cel pentru toleranţa arborelui (de ex.:).
• Ajustajul caracterizează relaţia ce există între două grupe de piese cu aceeaşi dimensiune nominală, care urmează să se asambleze, în legătură cu valoarea jocurilor şi strângerilor ce apar după asamblare
• Precizia de prelucrare a diferitelor organe de maşini este inclusă într-un număr de clase de precizie. Fiecare clasă de precizie este caracterizată printr-un anumit număr de unităţi de toleranţă (un număr adimensional, care exprimă dependeţa dintre dimensiune şi toleranţă).
Sistemul ISO cuprinde 18 clase de precizie notate cu cifre arabe: 01; 0; 1;...; 16, în ordine descrescândă a preciziei. Toleranţele corespunzătoare claselor de precizie se notează astfel: IT01; IT0; IT1; IT2; IT3; ... ; IT16 in care IT este toleranţa internaţională.
• În prezent, controlul dimensional este considerat, adesea, ca o verificare separată de examinare nedistructivă a unui produs, dar tendinţa actuală este de a include şi această verificare în examinarea optico-vizuală a produsului, fiind, în mod evident, nedistructivă.
Precizia geometricăÎn ceea ce priveşte aspectul geometric al suprafeţei prelucrate, abaterile
geometrice prin care suprafaţa reală se deosebeşte de suprafaţa nominală sunt clasificate în SR ISO 4287/1: 1993, în mod convenţional, în abateri de ordinul 1…4. după cum urmează:
abaterile de ordinul 1 – abateri de formă (macroneregularităţi);abaterile de ordinul 2 – ondulaţii;abaterile de ordin 3 şi 4 – rugozitate (microneregularităţi).
Abaterile de formă (macroneregularităţi) sunt abateri cu pas foarte mare în raport cu înălţimea lor.
Forma geometrică a suprafeţelor este impusă, ca şi dimensiunile, de condiţiile funcţionale ale pieselor şi produselor finite. Dar, imperfecţiunea sistemului tehnologic ca şi neuniformitatea procesului de prelucrare, determină modificarea formei geometrice de la o piesă la alta, precum şi faţă de forma geometrică luată ca bază de comparaţie. Forma geometrică poate fi afectată în timpul prelucrării sub aspect macrogeometric, aşa numitele abateri de formă, sub formă de ondulaţii şi/sau prin rugozitate.
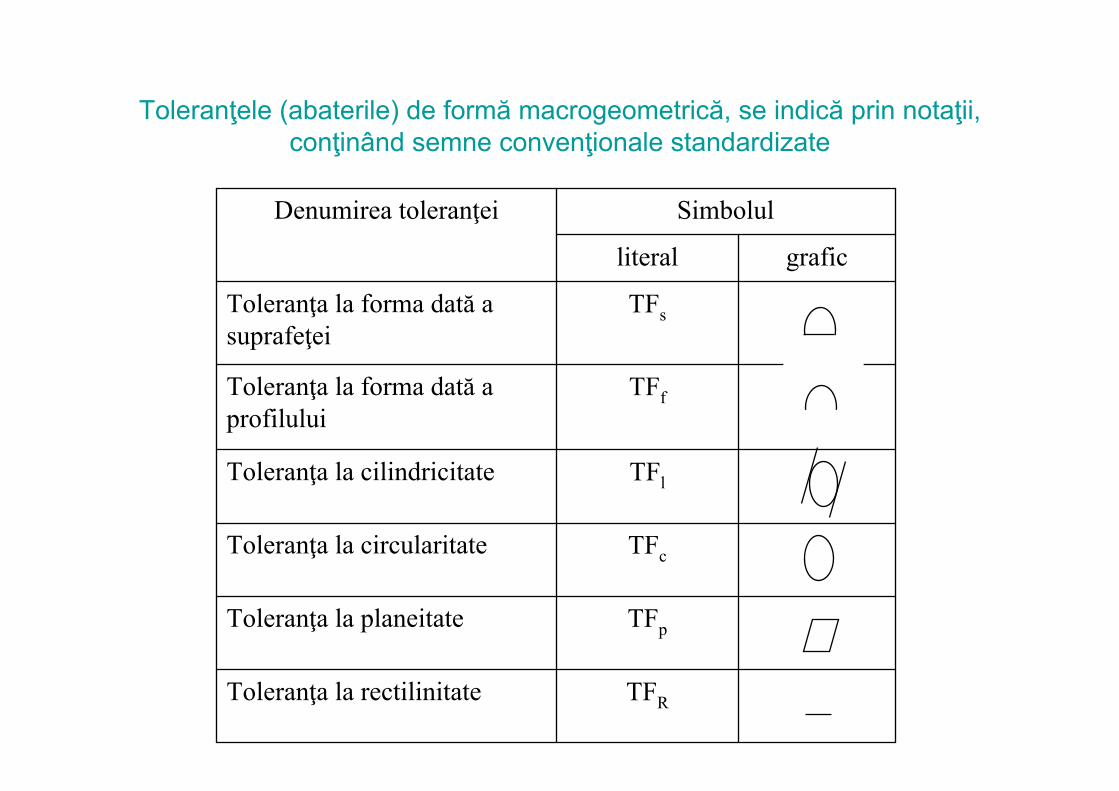
Toleranţele (abaterile) de formă macrogeometrică, se indică prin notaţii, conţinând semne convenţionale standardizate
TFRToleranţa la rectilinitate
TFpToleranţa la planeitate
TFcToleranţa la circularitate
TFlToleranţa la cilindricitate
TFfToleranţa la forma dată a profilului
TFsToleranţa la forma dată a suprafeţei
graficliteral
SimbolulDenumirea toleranţei
• Ondulaţiile sunt abateri de înălţime relativ mică şi pas mediu, care apar în principal din cauza vibraţiilor sistemului tehnologic şi a deformaţiilor plastice rezultate în urma aşchierii.
• Rugozitatea suprafeţelor prelucrate este totalitatea neregularităţilor cu forme diferite şi cu pas relativ mic, luate în considerare pe o porţiune mică de suprafaţă, care nu are abateri de formă macrogeometrică. Microneregularităţile rezultă, în principal, din cauza urmelor lăsate de sculele de prelucrare.
Pentru indicarea rugozităţii se folosesc parametrii de profil:
• Ra – (abaterea medie pătratică) – media aritmetică a valorilor absolute ale abaterilor profilului în limitele lungimii de bază;
• Rz – (înălţimea neregularităţilor profilului în zece puncte) – media aritmetică a valorilor absolute ale înălţimilor celor mai înalte 5 proeminenţe şi ale adâncimilor celor mai adânci 5 goluri, în limitele lungimii de bază.
Parametrii de rugozitate se precizează ca valoare maximă admisibilă, precedată de simbolul aferent. Rugozitatea suprafeţelor prelucrate se indică prin notaţii (de obicei Ra, mai rar Rz ) adeseori puse pe săgeţi, sau linii ajutătoare pentru cotare.
Precizia de orientare, de bătaie şi de poziţie a suprafeţelor
Conform STAS 7385/1 :85, precizia de orientare de bătaie şi de poziţie se referă la elemente asociate (precizia poziţiei unui element oarecare se indică în raport cu un alt element denumit bază de referinţă) şi se prescrie prin toleranţe de orientare, de bătaie şi de poziţie (care, împreună cu toleranţele de formă, constituie toleranţele geometrice).
Aceste componente ale preciziei geometrice sunt :• toleranţele de orientare, care se referă la: toleranţa la paralelism, toleranţa
la perpendicularitate şi toleranţa la înclinare; • toleranţele de bătaie, care includ toleranţa bătăii circulare (radiale sau
frontale) şi toleranţa bătăii totale (radiale sau frontale);• toleranţele de poziţie care cuprind toleranţa la poziţia nominală, toleranţa la
concentricitate şi la coaxialitate şi toleranţa la simetrie.
Pentru concizia (comoditatea) exprimării, în mod uzual, abaterile respectiv toleranţele de orientare de poziţie sau de bătaie, sunt cunoscute sub denumirea generică (generală) de abateri de poziţie respectiv toleranţe de poziţie
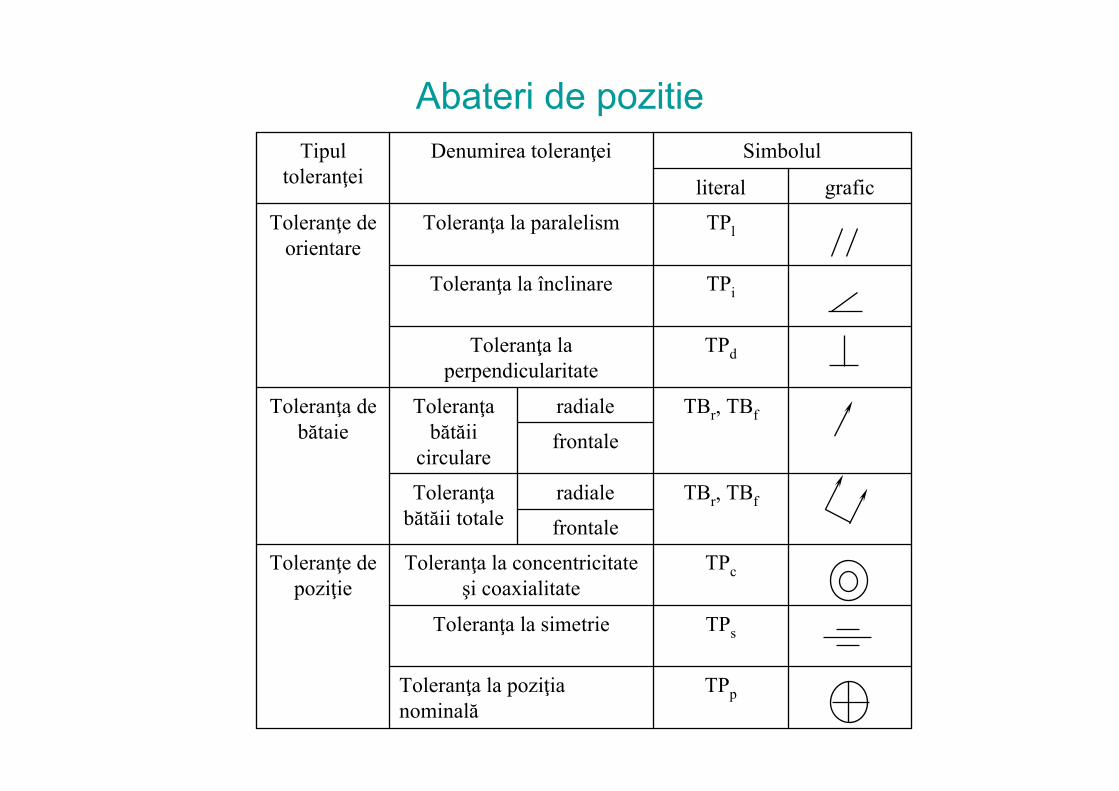
Abateri de pozitie
TPpToleranţa la poziţia nominală
TPsToleranţa la simetrie
TPcToleranţa la concentricitate şi coaxialitate
Toleranţe de poziţie
frontale
TBr, TBfradialeToleranţa bătăii totale
frontale
TBr, TBfradialeToleranţa bătăii
circulare
Toleranţa de bătaie
TPdToleranţa la perpendicularitate
TPiToleranţa la înclinare
TPlToleranţa la paralelismToleranţe de orientare
graficliteral
SimbolulDenumirea toleranţeiTipul toleranţei