curs 12 managementul productiei
DESCRIPTION
managementul productiei curs 12TRANSCRIPT
12
12.1 Capacitatea de producţie: concept; factori de influenţă Determinarea indicatorilor din planul de producţie al unităţilor industriale
necesită fundamentarea mărimii capacităţii de producţie şi a utilizării optime a acesteia.
Capacitatea de producţie reprezintă producţia maximă ce poate fi obţinută într-o perioadă dată, într-o anumită calitate şi structură sortimentală, în condiţiile folosirii intensive şi extensive a mijloacelor de producţie şi a celui ai eficient regim de lucru al acestora.
Asupra mărimii capacităţii de producţie a întreprinderilor de producţie industrială acţionează următorii factori de influenţă:
a) numărul de utilaje existente în întreprindere şi mărimea suprafeţelor de producţie care influenţează în mod direct proporţional mărimea capacităţii de producţie;
b) normele tehnice de folosire a utilajului de producţie şi a suprafeţelor de producţie. Aceste norme sunt de două feluri: - norme de utilizare intensivă; - norme de utilizare extensivă
c) sortimentul optim de fabricaţie. Norma de utilizare intensivă reprezintă producţia ce se poate obţine într-o
unitate de timp, pe unitatea caracteristică dimensională a unui utilaj sau suprafaţă de producţie.
În siderurgie, norma de utilizare intensivă poate fi exprimată în cantitatea de fontă, exprimată în tone, care se obţine pe un metru cub de volum al unui furnal, într-o zi de lucru.
În condiţiile unor schimbări profunde care pot apare în cadrul proceselor de producţie, datorită perfecţionării continue a tehnologiilor de fabricaţie şi a nivelului de pregătire profesională a personalului lucrător, aceste norme trebuie modificate pentru a corespunde situaţiei existente la un moment dat în unităţile de producţie industrială.
CAPACITATEA DE PRODUCŢIE ŞI GRADUL DE UTILIZARE
A ACESTEIA
Managementul producţiei
Această modificare a normelor de utilizare industrială se poate face în două
moduri, şi anume: a) pentru utilajele sau instalaţiile noi, normele de utilizare intensivă se
stabilesc pe baza datelor înscrise în fişa tehnică a utilajelor; b) pentru utilajele sau instalaţiile existente deja în funcţiune, normele de
utilizare intensivă se stabilesc în funcţie de realizările de vârf ale perioadei precedente. Metodologia de determinare a normelor de utilizare intensivă, în acest caz, presupune parcurgerea următoarelor etape: - se stabileşte luna din anul precedent în care s-a obţinut producţia
maximă; - din cadrul acestei luni se aleg zece zile consecutive în care normele
de utilizare intensivă au fost superioare mediei din această lună; - se face o medie aritmetică a realizărilor obţinute în aceste zece zile.
Norma de utilizare intensivă astfel obţinută se compară cu normele obţinute de alte unităţi industriale cu rezultate remarcabile din ţară şi din străinătate, în funcţie de care se stabileşte apoi mărimea normelor astfel calculate.
Această metodologie poate fi utilizată în cazul în care structura sortimentală a producţiei rămâne neschimbată faţă de perioada precedentă.
Dacă această structură se schimbă, se va lua în considerare producţia echivalentă a perioadei de vârf, calculată pe baza structurii producţiei din perioada pentru care se calculează capacitatea de producţie.
Normele tehnice de utilizare extensivă reprezintă timpul de funcţionare al utilajelor sau instalaţiilor, sau timpul de utilizare al suprafeţelor de producţie.
Mărimea normelor de utilizare este influenţată de numeroşi factori dintre care:
- nivelul de înzestrare tehnică al întreprinderii; - gradul de calificare al personalului muncitor; - calitatea resurselor materiale; - modul de organizare al producţiei; - regimul de lucru; - mărimea timpilor de întreruperi pentru reparaţii; etc. c) sortimentul producţiei influenţează mărimea capacităţii de producţie,
prin aceea că diferitele produse având diverse norme de timp, determină anumite mărimi ale capacităţii de producţie şi deci un grad diferit de utilizare a acestuia.
Sortimentul care asigură cea mai bună utilizare a capacităţii de producţie se numeşte sortiment optim.
Capacitatea de producţie şi gradul de utilizare a acesteia
12.2 Fundamentarea mărimii capacităţii de producţie 12.2.1 Metodologia generală de calcul a capacităţii de producţie
a unei întreprinderi de producţie industrială Pentru determinarea capacităţii de producţie la nivel de întreprindere, se
porneşte în mod ascendent de la nivel de loc de muncă, sector, atelier sau secţie de producţie şi, în final, se ajunge la nivel de întreprindere.
Din punct de vedere metodologic, unităţile de producţie se împart în: • întreprinderi în care produsul se obţine în urma prelucrării materiilor şi
materialelor pe un singur utilaj sau instalaţie; • întreprinderi în care produsul se obţine în urma unor prelucrări succesive
la mai multe maşini, utilaje sau instalaţii. Pentru întreprinderile din prima grupă, capacitatea de producţie la nivel de
întreprindere se obţine din însumarea capacităţii de producţie a tuturor subunităţilor de producţie componente (secţii sau ateliere).
Pentru întreprinderile din cea de-a doua grupă, capacitatea de producţie la nivel de întreprindere este dată de capacitatea de producţie a verigii conducătoare.
Veriga conducătoare a unei unităţi de producţie se stabileşte în funcţie de următoarele criterii:
poate fi verigă conducătoare subunitatea de producţie cu ponderea cea mai mare în manopera întreprinderii; poate fi veriga conducătoare subunitatea de producţie cu ponderea cea mai mare în valoarea totală a mijloacelor de producţie ale întreprinderii.
Aşa cum s-a arătat, calculul capacităţii de producţie a întreprinderii începe cu calculul capacităţii de producţie a grupelor de utilaje sau instalaţii. Pentru aceasta, este necesar să se determine mai întâi:
- timpul disponibil de funcţionare a utilajelor sau instalaţiilor; - norma de producţie a utilajelor pe unitatea de timp, sau norma de timp a
produselor fabricate. Timpul disponibil se calculează în mod diferit, în funcţie de regimul de
lucru al utilajelor: a) la utilajele sau instalaţiile cu funcţionare continuă, timpul disponibil se
determină cu relaţia: Td = Tc - TR
unde: Td – timpul disponibil; Tc –timpul de lucru calendaristic (24h ⋅ 365 zile); RR – timpul pentru reparaţii planificate. b) la utilajele care lucrează cu săptămâna de lucru întreruptă, timpul
disponibil se determină după relaţia:
Td = ⎨[Tc – (TL + TR)] × ns × ds⎬ × 100
100 p−
Managementul producţiei
unde:
Td – timpul disponibil de lucru; Tc – numărul de zile calendaristice din an; TL – timp liber, datorat sâmbetelor, duminicilor şi sărbătorilor legale; TR – timpul pentru reparaţii planificate, exprimat în zile; ns – numărul de schimburi lucrătoare; ds . durata unui schimb în ore; p – procentul de întreruperi admisibile. c) la utilajele şi instalaţiile cu funcţionare sezonieră, timpul disponibil se
determină pentru perioada cât funcţionează utilajul sau instalaţia. Fundamentarea mărimii capacităţii de producţie se face în mod diferit,
după cum utilajele sunt: - cu specializare pe produs; - cu specializare tehnologică. Utilajele cu specializare pe produs sunt cele care prelucrează integral un
anumit produs, dintr-o anumită cantitate de materii prime şi materiale. Utilajele cu specializare tehnologică se caracterizează prin aceea că
realizează o gamă largă de tipuri de produse, dar pentru care execută o singură operaţie sau un număr redus de operaţii tehnologice.
12.2.2 Fundamentarea mărimii capacităţii de producţie la utilajele
cu specializare pe produs Capacitatea de producţie la această categorie de utilaje se determină în
mod diferit după cum utilajele: - elaborează şarje; - permit stabilirea unei norme de utilizare intensivă; - permit stabilirea unei norme de timp pe produs sau a unei norme de
producţie în unitatea de timp. a) pentru utilajele şi instalaţiile din prima categorie, capacitatea de
producţie se calculează cu ajutorul relaţiei:
Ip = Gmp ⋅ Kp ⋅ s
d
dT
,
unde: Gmp – greutatea materiilor prime care sunt introduse în instalaţie la o
singură încărcare; Kp – coeficientul de transformare din materie primă în produs finit; Td – timpul disponibil de lucru al instalaţiei; ds – durata de elaborare a unei şarje. Utilajele şi instalaţiile specifice acestei categorii sunt furnalele, instalaţiile
chimice etc.
Capacitatea de producţie şi gradul de utilizare a acesteia
b) pentru utilajele şi instalaţiile pentru care se poate stabili o normă de
utilizare intensivă, capacitatea de producţie se poate determina după relaţia: Cp = I ⋅ K ⋅ Td,
unde: I – indicele (norma) de utilizare intensivă; Td – timpul disponibil de lucru al utilajului; K – caracteristica dimensională a utilajului. c) la utilajele şi instalaţiile pentru care se cunosc normele de producţie în
unitatea de timp sau norma de timp a unui produs, capacitatea de producţie se determină cu ajutorul a două relaţii:
Cp = Td ⋅ np;
Cp = t
d
nT
,
unde: Td – timpul disponibil de lucru al instalaţiei; np – norma tehnică de producţie a utilajului. Din cele două relaţii rezultă că norma de producţie şi norma de timp sunt
mărimi invers proporţionale. 12.2.3 Fundamentarea mărimii capacităţii de producţie la utilajele
cu specializare tehnologică Despre utilajele care fabrică mai multe produse, dar pentru care execută un
număr limitat de operaţii tehnologice, spunem că sunt utilaje cu specializare tehnologică.
Capacitatea de producţie a acestora se determină în mod diferit, după cum va fi luată în considerare mărimea normelor de timp sau de producţie, sau producţia realizată într-o perioadă precedentă considerată de bază.
12.2.3.1 Fundamentarea mărimii capacităţii de producţie la utilajele
cu specializare tehnologică, în funcţie de normele de timp sau de producţie
În acest caz, la un singur utilaj vor fi prelucrate mai multe produse. În acest
caz, pentru determinarea capacităţii de producţie se transformă toate produsele reale în produse reprezentative şi apoi se calculează capacitatea de producţie a utilajului ca şi cum ar fi specializat în prelucrarea unui singur produs, şi anume a produsului reprezentativ.
Determinarea capacităţii de producţie se face în mai multe etape, care se regăsesc în coloanele tabelului 12.1.
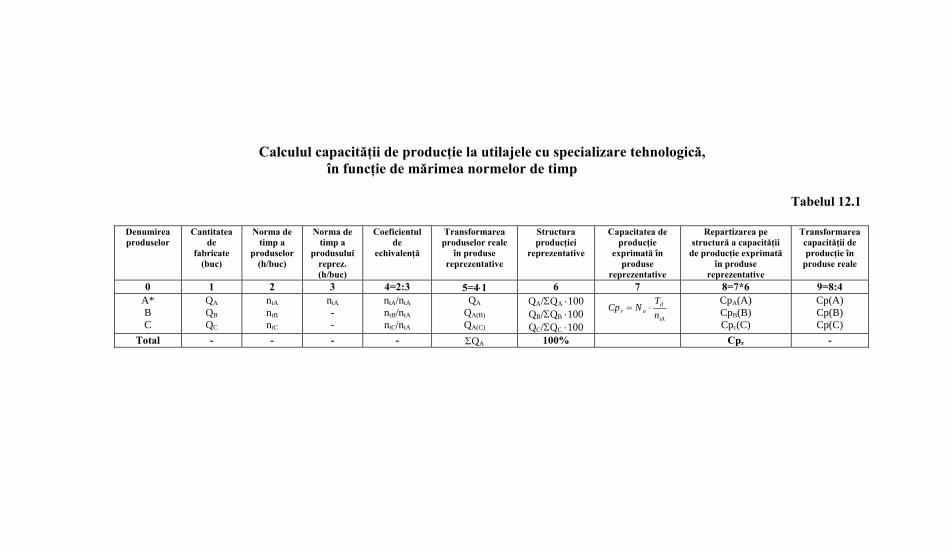
Calculul capacităţii de producţie la utilajele cu specializare tehnologică, în funcţie de mărimea normelor de timp
Tabelul 12.1
Denumirea produselor
Cantitatea de
fabricate (buc)
Norma de timp a
produselor (h/buc)
Norma de timp a
produsului reprez. (h/buc)
Coeficientul de
echivalenţă
Transformarea produselor reale
în produse reprezentative
Structura producţiei
reprezentative
Capacitatea de producţie
exprimată în produse
reprezentative
Repartizarea pe structură a capacităţii
de producţie exprimată în produse
reprezentative
Transformarea capacităţii de producţie în
produse reale
0 1 2 3 4=2:3 5=4⋅1 6 7 8=7*6 9=8:4 A* B C
QA QB QC
ntA
ntB ntC
ntA - -
ntA/ntA ntB/ntA ntC/ntA
QA QA(B) QA(C)
QA/ΣQA ⋅100 QB/ΣQB ⋅100 QC/ΣQC ⋅100
tA
dnr n
TNCp ⋅=
CpA(A) CpB(B) Cpc(C)
Cp(A) Cp(B) Cp(C)
Total - - - - ΣQA 100% Cpr -
Capacitatea de producţie şi gradul de utilizare a acesteia
Pentru o mai uşoară înţelegere a metodologiei, să analizăm unele din
etapele acesteia: • produsul reprezentativ poate fi produsul cu cea mai mare normă de timp
sau produsul care se fabrică în cantitatea cea mai mare; • coeficientul de echivalenţă a unor produse reale cu un produs
reprezentativ se calculează raportând normele de timp ale produselor reale la norma de timp a produsului reprezentativ;
• transformarea produselor reale în produse reprezentative se obţine înmulţind cantitatea de produse reale cu coeficientul de echivalenţă;
• structura producţiei reprezentative se obţine prin împărţirea fiecărei cantităţi de produse reprezentative corespunzătoare fiecărui produs real, la total producţie reprezentativă;
• pentru determinarea capacităţii de producţie exprimată în produse reprezentative, se consideră utilajul ca şi cum ar avea specializarea în produs reprezentativ. În acest caz, capacitatea de producţie se obţine aplicând una din cele două relaţii:
Cpr = Nn n
d
nT⋅ sau Cpr = Nn ⋅ Td ⋅ npr, unde:
Cpr – capacitatea de producţie exprimată în produs reprezentativ; Nn – numărul de utilaje care prelucrează produsele reale; Td – timpul disponibil de lucru al acestor utilaje; nn şi npr – norma de timp, respectiv de producţie a produsului reprezentativ. • după determinarea capacităţii de producţie exprimată în produs
reprezentativ, aceasta se repartizează pe structura producţiei calculată în tabelul 12.1 col.6;
• ultima etapă a metodologiei propune transformarea capacităţii de producţie din produse reprezentative în produse reale; aceasta se obţine prin împărţirea capacităţii de producţie exprimată în produse reprezentative din col. 8 la coeficientul de echivalenţă din col. 4.
12.2.3.2 Fundamentarea mărimii capacităţii de producţie la utilajele
cu specializare tehnologică, pe baza producţiei realizate într-o perioadă precedentă
Această metodologie este specifică industriei constructoare de maşini. În
acest caz, capacitatea de producţie se calculează cu ajutorul relaţiei:
εγα⋅
⋅
⋅⋅
⋅+=
∑
∑
=
=n
ieii
n
idii
p
tm
tmPC
10
11
0 100)100(
;

Managementul producţiei
unde:
P0 - producţia realizată în perioada precedentă; α - procentul de creştere a productivităţii muncii în perioada considerată
faţă de perioada precedentă; γ - ponderea factorilor intensivi în creşterea producţiei, pe seama
productivităţii muncii;
∑=
n
iim
11 - numărul de utilaje din veriga conducătoare, din grupa de utilaje i,
pentru anul pentru care se determină capacitatea;
∑=
n
iim
10 - numărul de utilaje i din veriga conducătoare pentru perioada
precedentă; tdi - timpul maxim disponibil în anul pentru care se determină capacitatea,
pentru grupa de utilaje i; tei - timpul efectiv de lucru al utilajelor din grupa i ale verigii conducătoare,
în perioada precedentă; ε - este un coeficient de simultaneitate al încărcării utilajelor, ale cărui
valori se diferenţiază în funcţie de tipul producţiei existente la un moment dat.
Astfel: ε = 0,88 pentru producţia de unicate şi serie mică; ε = 0,92 pentru producţia de serie mijlocie; ε = 0,96 pentru producţia de masă. Există situaţii când în cadrul aceleiaşi verigi de producţie se prelucrează
mai multe tipuri de produse. În acest caz, capacitatea de producţie pentru fiecare fel de produs în parte se calculează după relaţia:
Cpi = λ ⋅ P0i
unde: Cpi = capacitatea de producţie a verigii, exprimată în produsul i; P0i = producţia din perioada precedentă exprimată în produse i; λ - un factor multiplicator, care se determină cu ajutorul relaţiei:
∑
∑
=
=
⋅
⋅⋅
⋅+= n
ieii
n
idii
tm
tm
10
11
100100 γαλ .
Această relaţie se poate utiliza cu bune rezultate, dacă structura producţiei din perioada precedentă este comparabilă cu structura producţiei din anul pentru care se face calculul; dacă această structură se schimbă, este necesară recalcularea producţiei în condiţiile perioadei curente.
Capacitatea de producţie şi gradul de utilizare a acesteia
12.2.4 Fundamentarea mărimii capacităţii de producţie în funcţie
de mărimea suprafeţelor de producţie În multe unităţi de producţie industrială, o mare parte din procesul de
producţie se desfăşoară pe suprafeţe de producţie: turnătorie, secţii de montaj etc. Pentru aceste unităţi de producţie, capacitatea de producţie se determină
după relaţia: Cp = S ⋅ I ⋅ Td,
unde: S – mărimea suprafeţei de producţie; I – norma de utilizare intensivă a suprafeţei; Td – timpul maxim disponibil de lucru al unităţii de producţie. Norma de utilizare intensivă (I) din relaţia de mai sus, se calculează pe
baza realizărilor perioadei de vârf cu ajutorul relaţiei:
I = SHC
Ps
v
⋅⋅,
unde: Pv – reprezintă producţia perioadei de vârf; Cs – reprezintă coeficientul de schimburi din perioada de vârf; H – numărul de ore lucrătoare dintr-un schimb în perioada de vârf (se
obţine prin înmulţirea numărului de zile lucrătoare din perioade de vârf cu numărul orelor lucrătoare într-un schimb);
S – suprafaţa verigii de producţie. Coeficientul de schimburi se determină după relaţia:
bazădeschimbuldinmuncitoriderulNummuncitoridetotalrulNumCs =
Se consideră schimb de bază, schimbul cu cel mai mare număr de
muncitori. 12.2.5 Fundamentarea mărimii capacităţii de producţie la liniile
de producţie în flux În acest caz, capacitatea de producţie se determină pentru fiecare linie în
flux în parte, după relaţia:
Cs = T
td irs −× 60;
unde: ds – durata schimbului, în ore; tir – timpul întreruperilor reglementate, în minute; T – mărimea tactului de producţie al liniei, în minute.
ă ă
Managementul producţiei
12.3 Fundamentarea gradului de utilizare a capacităţii de producţie Gradul de utilizare a capacităţii de producţie este un indicator de mare
importanţă în stabilirea volumului de producţie ce va fi prelucrat în unitatea industrială.
Acest indicator se determină cu relaţia:
Gn = 100×pmaCP
,
unde: Gn – gradul de utilizare a capacităţii de producţie; P – producţia care urmează a fi executată într-o perioadă considerată; Cpma – capacitatea de producţie medie anuală pentru aceeaşi perioadă de
timp. Gradul de utilizare a capacităţii de producţie poate fi determinat: • în cazul în care atât producţia cât şi capacitatea de producţie medie
anuală sunt exprimate în aceleaşi unităţi de măsură; • sau, dacă există un ansamblu de produse care se măsoară în unităţi de
măsură diferite, se poate folosi exprimarea valorică. Transformarea producţiei sau capacităţii de producţie în unităţi valorice, se
poate obţine pe baza relaţiei:
Q = ∑=
⋅n
iii pq
1,
unde: qi – cantitatea din produsul i, exprimată în unităţi fizice; pi – preţul mediu unitar al produsului i. Capacitatea de producţie medie anuală este un indicator care ţine seama de
numărul utilajelor intrate sau ieşite din funcţiune, precum şi de utilajele modernizate în cursul perioadei considerate. Astfel, capacitatea de producţie medie anuală se determină pe baza relaţiei:
121212spsmpmipi
pepma
TCTCTCCC
×−
×+
×+= ,
unde: Cpe – capacitatea de producţie existentă la începutul perioadei considerate; Cpi – capacitatea de producţie intrată în funcţiune în aceeaşi perioadă; Ti – numărul lunilor de funcţionare în aceeaşi perioadă, a capacităţilor
intrate în funcţiune; Cpm – capacitate de producţie modernizată în cursul perioadei; Tm – numărul lunilor de funcţionare a capacităţilor modernizate; Cps – capacităţile de producţie scoase din funcţiune în cursul perioadei; Ts – numărul lunilor de nefuncţionare a capacităţilor scoase din funcţiune.
Capacitatea de producţie şi gradul de utilizare a acesteia
Împreună cu indicatorul „capacitate medie anuală” se vor determina şi
indicatorii „producţia posibilă”, „producţia care urmează a fi executată” şi „deficitul de capacitate”.
Producţia posibilă reprezintă volumul maxim de producţie ce poate fi realizat de veriga de producţie cu capacitatea cea mai mică.
Deficitul de capacitate reprezintă diferenţa de capacitate dintre capacitatea de producţie a verigii conducătoare şi capacitatea de producţie a unei verigi de producţie cu capacitate de producţie mai mică decât a verigii conducătoare.
Într-o formă sintetică, relaţia dintre aceşti indicatori se poate exprima cu ajutorul formulei:
Pp = Cp - D Pp – producţia posibilă; Cp – capacitatea de producţie, dată de mărimea capacităţii de producţie a
verigii conducătoare; D – deficitul de capacitate al locului îngust. Producţia care urmează a fi executată „P”, conform comenzilor primite de
la clienţi, poate fi mai mică sau cel mult egală cu producţia posibilă. Concluzionând, corelaţia dintre capacitatea de producţie, producţia posibilă
şi producţia ce urmează a fi executată poate fi dată de relaţia: Cp ≥ Pp ≥ P,
unde: Pp – producţia ce urmează a fi executată; Cp şi Pp – au aceeaşi semnificaţie ca în relaţia precedentă. 12.4 Balanţele capacităţii de producţie 12.4.1 Balanţa capacităţii de producţie la începutul anului Balanţele de capacitate sunt instrumente de măsură a gradului de încărcare
a utilajelor de producţie şi a deficitelor şi excedentelor de capacitate. Balanţa capacităţii de producţie la începutul anului se întocmeşte la nivel
de întreprindere, exprimând, cu ajutorul ei, mărimea deficitelor sau excedentelor de capacitate.
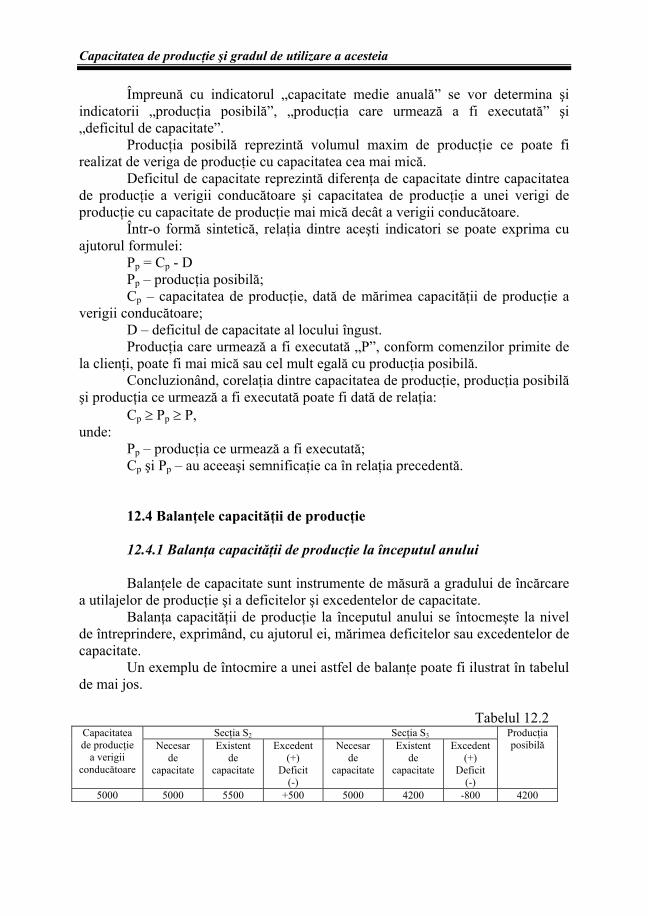
Un exemplu de întocmire a unei astfel de balanţe poate fi ilustrat în tabelul de mai jos.
Tabelul 12.2
Secţia S2 Secţia S3 Capacitatea de producţie
a verigii conducătoare
Necesar de
capacitate
Existent de
capacitate
Excedent (+)
Deficit (-)
Necesar de
capacitate
Existent de
capacitate
Excedent (+)
Deficit (-)
Producţia posibilă
5000 5000 5500 +500 5000 4200 -800 4200
Managementul producţiei
Din tabelul de mai sus rezultă că necesarul de capacitate a fiecărei
subunităţi de producţie este dat de mărimea capacităţii de producţie a verigii conducătoare. Excedentul sau deficitul de capacitate a subunităţilor de producţie care nu sunt verigi conducătoare este dat de diferenţa dintre necesarul şi existentul de capacitate a acestor verigi. Producţia posibilă ce poate fi realizată în cadrul întreprinderii este dată de cea mai mică capacitate de producţie existentă a unei subunităţi de producţie.
Gradul de utilizare a producţiei posibile este dat de relaţia:
Gpp = pP
P× 100, unde notaţiile au aceeaşi semnificaţie.
În vederea elaborării măsurilor tehnico-organizatorice de îmbunătăţire a folosirii capacităţii de producţie, se impune fundamentarea mărimii rezervelor de capacitate. Acestea sunt de trei feluri:
- rezerva potenţială de producţie; - rezerva potenţială extensivă; - rezerva potenţială intensivă. Rezerva potenţială de producţie se determină cu ajutorul relaţiei: Rp = Cp – P, unde: Cp – capacitatea de producţie; P – producţia ce urmează a fi executată. Rezerva potenţială este la rândul său o sumă a rezervelor potenţiale
extensive şi intensive: Rp = Rpe + Rpi, unde: Rpe – rezerva potenţială extensivă; Rpi – rezerva potenţială intensivă. Rezerva potenţială extensivă se determină cu ajutorul relaţiei:
Rpe = ⎟⎟⎠
⎞⎜⎜⎝
⎛−⋅ 1ε
e
d
TTP , unde:
P – volumul producţiei ce urmează a fi executată; Td – timpul maxim disponibil al utilajelor; Te – timpul producţiei realizate în perioadele de bază; ε - coeficientul de simultaneitate a încărcării utilajelor. Rezerva potenţială intensivă se determină pe baza relaţiei: Rpi = Rp – Rpc, unde notaţiile au semnificaţiile cunoscute. 12.4.2 Planul de încărcare a utilajelor În cadrul secţiilor de prelucrări mecanice, în care utilajele au specializare
tehnologică, dimensionarea capacităţii de producţie se face prin stabilirea gradului de încărcare a acestora.
Pentru aceasta se stabileşte pentru fiecare grupă de utilaje necesarul de maşini-oră pentru prelucrarea tuturor produselor şi disponibilul de maşini-oră pentru fiecare grupă de utilaj în parte. Comparând cei doi indicatori se poate
Capacitatea de producţie şi gradul de utilizare a acesteia
determina deficitul sau excedentul de maşini-ore sau deficitul sau excedentul de utilaje.
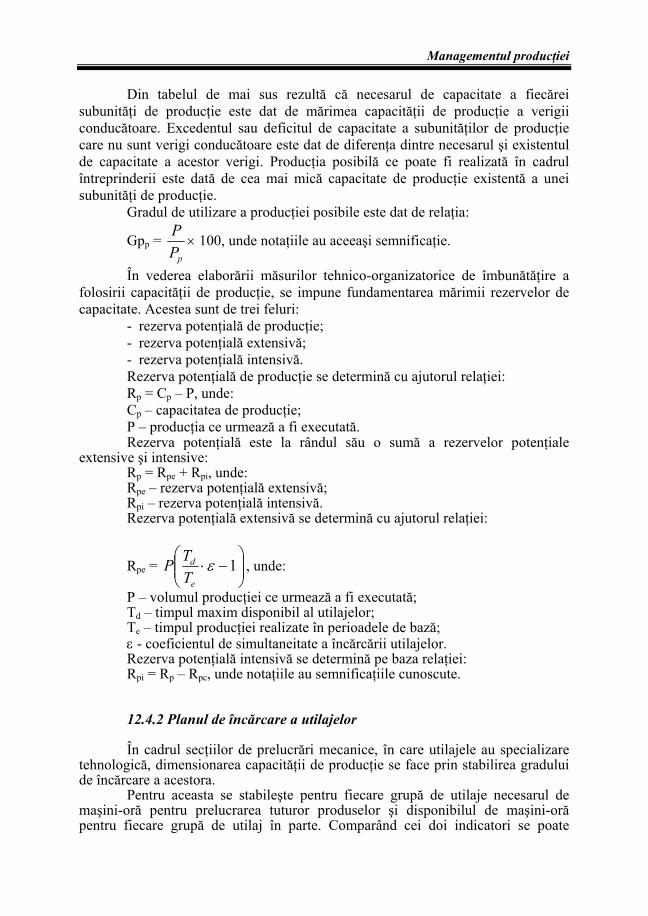
În mod concret, un plan de încărcare se prezintă sub forma tabelului 12.3. În completarea planului de încărcare se consideră că într-un an
calendaristic există 52 de duminici, 52 de sâmbete şi 6 sărbători legale, în care regimul de lucru al întreprinderii ar putea fi întrerupt.
12.4.3 Balanţa dinamicii capacităţii de producţie Această balanţă este un alt instrument de măsurare a mărimii capacităţii de
producţie prin luarea în considerare a modificărilor ce pot apare pe parcursul unui an de zile, precum şi de determinare a gradului de utilizare a acesteia. În cadrul acestei balanţe se calculează o serie de indicatori specifici, atât pentru un an considerat de bază, cât şi pentru anul curent pentru care se întocmeşte balanţa. În felul acesta, există posibilitatea unei analize comparative a mărimii indicatorilor pentru perioadele analizate şi care să permită luarea unor măsuri de îmbunătăţire a folosirii capacităţii de producţie.
Tabelul 12.3 Nr. crt.
Denumire indicatori UM Cantitatea de fabricat Norma de timp pe produs
1. Denumirea produselor A B C
buc. buc. buc.
QA QB QC
ntA ntB ntC
2. Necesarul de maşini ore ∑=
− ⋅=C
Aiihm ntiQN
3. Procent de îndeplinire a normelor In
4. Necesarul de maşini ore ţinând cont de procentul de îndeplinire a normelor
n
hmphm I
NN −− =/
5. Numărul de utilaje existente Nne
6. Fondul de timp calendaristic Fc = 365 × 24 × Nne
7. Fondul de timp nominal total TN = [365 – (52 + 52 + 6)]Nne
8. Timpul planificat pentru reparaţii TR
9. Timpul disponibil al utilajelor TD = (TN – TR)Nne
10. Coeficientul încărcării utilajelor
D
phmin T
NC /−=
11. Excedent sau deficit de maşini-ore E/D = ± (Nm-h/p – TD) (ore-maşină) 12. Excedent sau deficit de maşini E/D (maşini-oră)
E/D (maşini) = Timpul disponibil al utilajelor
Indicatorii acestei balanţe se împart în trei grupe: a) indicatori referitori la necesarul de capacităţi de producţie; b) indicatori de capacitate medie anuală; c) indicatori de utilizare a capacităţii de producţie. În prima grupă de indicatori se pot enumera: - producţia planificată pentru anul curent; - capacitatea de producţie necesară pentru realizarea producţiei planificate; - rezervele de capacitate; - necesarul total de capacitate.
Managementul producţiei
Din grupa indicatorilor de „Capacitate medie anuală” fac parte: • capacitatea de producţie existentă la începutul anului; • capacitatea de producţie ieşită din funcţiune în cursul anului; • capacitatea de producţie medie anuală. În ultima grupă de indicatori ai balanţei dinamicii capacităţii de producţie
se calculează indicatorul „gradul de utilizare a capacităţii de producţie”, după relaţia prezentată la paragraful „Gradul de utilizare a capacităţii de producţie”.
12.5 Posibilităţi de îmbunătăţire a utilizării capacităţii de producţie Creşterea gradului de utilizare a capacităţii de producţie este o importantă
rezervă de obţinere a unei producţii suplimentare cu aceleaşi mijloace fixe, economisind, în acest fel, importante resurse financiare destinate investigaţiilor pentru suplimentarea mărimii capitalului fix al întreprinderii.
Există trei grupe de posibilităţi de îmbunătăţire a gradului de utilizare a capacităţii de producţie:
• posibilităţi intensive; • posibilităţi extensive; • posibilităţi mixte. În grupa posibilităţilor intensive sunt incluse acele măsuri de creştere a
volumului producţiei pe unitatea de timp şi pe unitatea caracteristică a utilajului. Dintre acestea pot fi menţionate posibilităţile:
- de reducere a timpului de lucru prin modernizarea tehnologiilor existente;
- de automatizare şi mecanizare a proceselor de producţie; - de folosire a unor mijloace moderne de producţie etc. Posibilităţile extensive de îmbunătăţire a utilizării capacităţii de producţie
se referă la creşterea volumului producţiei prin mai buna utilizare a timpului de funcţionare a utilajelor. Se pot enumera aici:
reducerea timpului de menţinere în reparaţii a utilajelor; reducerea timpilor de întrerupere în funcţionarea maşinilor; mărirea numărului de schimburi lucrătoare etc.
În grupa posibilităţilor de ordin mixt se pot include măsuri: - de creştere a cointeresării forţei de muncă pentru o mai bună utilizare a
maşinilor şi instalaţiilor; - de creştere a calificării muncitorilor; - de eliminare a locurilor înguste etc.