curs 10 psa final
TRANSCRIPT
C.10. Proiectarea sculelor aşchietoare. Note de curs
CURS 10
10. SCULE PENTRU PRELUCRAREA GĂURILOR
Procedeele specifice de prelucrare prin aşchiere a găurilor sunt: găurirea, adâncirea (lărgirea, planarea, teşirea şi profilarea), iar ca operaţie de finisare-alezarea.
Găurirea este procedeul de prelucrea prin aşchiere care are ca scop obţinerea unui alezaj în material plin. Din această cauză, tăişurile principale ale burghiului se extind până în axa sculei, transformând întregul adaos de prelucrare în aşchii (cazul burghiul elicoidal), sau sunt realizate astfel încât să decupeze o parte din adosul de prelucrare sub forma unui cilindru de material prin recuperabil (cazul găuriri inelare cu burghiul carotier).
Lărgirea are ca scop mărirea secţiunii transversale a alezajelor, aplicându-se de regulă după găurirea cu burghiul sau la prelucrarea unor găuri brute obţinute prin turnare, forjare etc.
Spre deosebire de burghiul elicoidal, lărgitorul este prevăzut cu 3-4 dinți ale căror tăişuri principale nu se extind până la axa sculei asigurând o precizie de prelucrare mai bună.
Alezarea se realizează cu scule care au un număr mai mare de dinţi, cu tăişuri principale relativ scurte (puţin extinse spre axa sculei), la finisarea alezajelor,avându-se în vedere:
- îmbunătăţirea formei geometrice;- mărirea preciziei dimensionale;- îmbunătăţirea rugozităţii suprafeţei prelucrate.
Operaţia de alezare succede de regulă unei operatii de lărgire şi se aplică cu scopul obţinerii de alezaje precise în vederea realizării ajustajelor. Operaţia diferă de lărgire prin mărimea adaosului de prelucrare Amax=(0.02...0.5) mm/diametru.
Adâncirea şi lamarea sunt procedee de prelucrare asupra feţelor frontale plane, conice sau profilate, la capătul unor alezaje anterior prelucrate.
10.1.CONSTRUCŢIA ŞI EXPLOATAREA SCULELOR PENTRU PRELUCRAREA GĂURILOR
10.1.1. Operaţii de prelucrare a alezajelor
Găurirea este operaţia prin care se realizează în piesele de prelucrat găuri pătrunse sau înfundate prin burhiere, lărgire, alezare etc, după felul maşinii, sculei şi mişcărilor folosite, ca şi după mărimea adaosului de prelucrare.
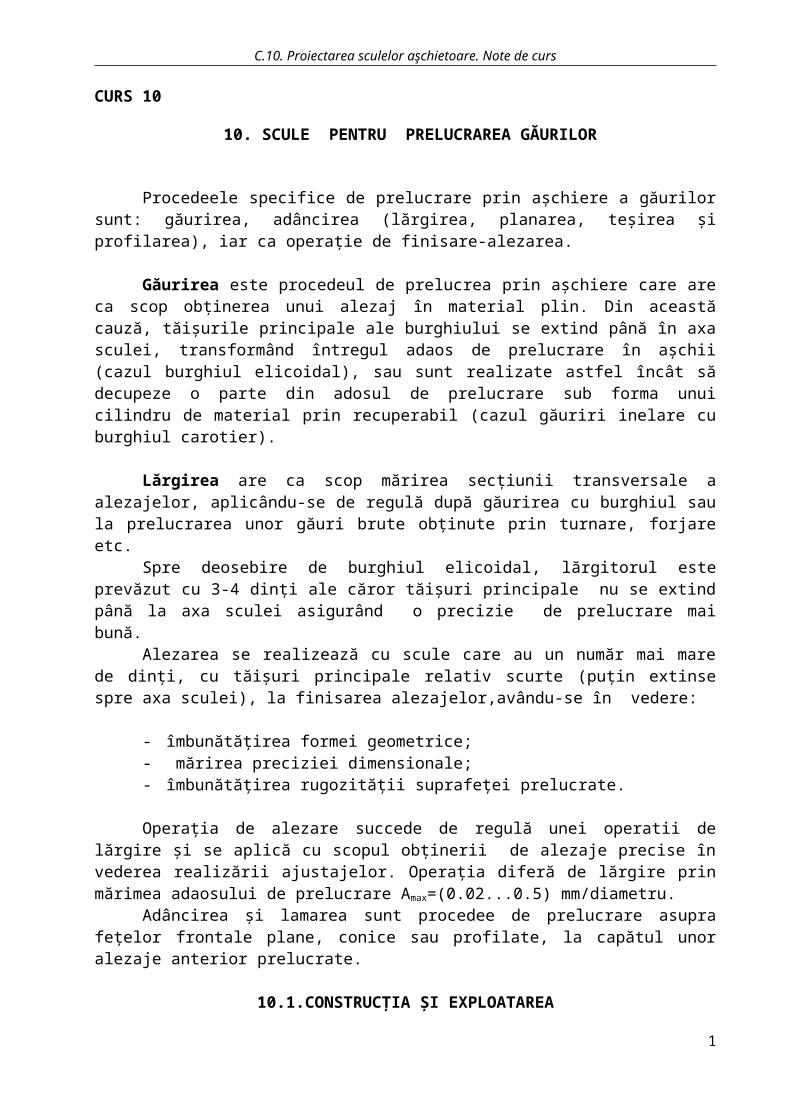
Burghierea este operaţia de aşchiere prin care se obţin găuri în material plin, adaosul de prelucrare ocupând toată gaura. Aceasta se execută fie cu burghiul elicoidal (Fig.10.1), care prin cele două tăişuri principale se extind de la periferic până la axa sculei, transformă în aşchie întregul adaos de prelucrare, fie cu burghiul carotier (Fig.10.2), care decupează adaosul de prelucare sub forma unui cilindru recuperabil cu diametrul (D-2t).
1
Scule pentru prelucrarea găurilor
Fig. 10.1 Fig. 10.2 Fig. 10.3
Lărgirea este operaţia de aşchiere prin care se obţine mărirea diametrului găurii date în prealabil, prin turnare, forjare, burghiere (Fig. 10.3). Prin lărgire, suprafaţa cilindrică laterală a găurii se obţine cu o precizie sporită şi la o formă geometrică mai corectă. Lărgitorul, este prevăzut cu 3-4 dinţi ale căror tăişuri nu se extind până spre axa sculei.
Alezarea constă în prelucrarea finală a unui alezaj cilindric sau conic, în scopul obţinerii unei precizii ridicate şi a unei calităţi superioare a suprafeţei. Operația diferă de lărgire prin mărimea adaosului de prelucrare Amax=(0.02..0.5)mm/diametru. Alezajul are un număr mai mare de dinţi, cu tăişuri principale relativ scurte, puţin extinse spre axa sculei.
10.1.2. Parametrii aşchierii
La prelucrarea prin aşchiere a unui alezaj, tăişul principal al sculei execută o mişcare de rotaţie (mişcarea principală), în cursul căreia detaşează aşchiile şi o mişcare rectiliniie (mişcarea de avans) pentru a pătrunde au loc simultan şi din compunerea lor rezultă o mişcare elicoidală (mişcarea efectivă de aşchiere).
Viteza principală, maximă la periferia sculei, se determină cu formula:
v= [m/min],
(10.1)
în care : D – diametrul exterior al sculei în mm; n – turaţia sculei în rot/min.
Viteza de avans se calculează cu formula
Vs = n·S[mm/min], (10.2)
unde:
C.10. Proiectarea sculelor aşchietoare. Note de curs
S = sd·z [mm/rot] (10.3)
este avansul pe rotaţie în care sd-avansul pe dinte, mm/dinte;z-numărul de dinți.
La burghiere, avansul tehnologic se determină cu relaţia
S=CS· [mm/rot], (10.4)
unde:
Cs este coeficient ce depinde de materialul prelucrat;D – diametrul sculei , mm.
În cazul stabilirii regimului de avans se mai face o serie de verificări ale sculei la torsiune, compresiune axială (flambaj).
Viteza de aşchiere se calculează din considerente de lucru în regim economic, cu relaţiile:
- la burghiere: vp= [m/min],
(10.5)
- la lărgire şi alezare: vp= [m/min].
(10.6)
În care valorile durabilităţii, coeficienţilor şi exponenţilor se găsesc în tabele în funcţie de condiţiile de aşchiere.
10.1.3. Calculul şi construcţia burghielor
Burghiul poate fi asimilat cu o sculă alcătuită din două cuţite pentru strunjire interioară, unite între ele printr-un miez cu tăiş transversal. Pentru eliminarea uşoară a aşchiilor, feţelor de degajare se răsucesc sub forma unor canale, de-a lungul părţii de lucru a sculei.
Principalele tipuri de burghie sunt:
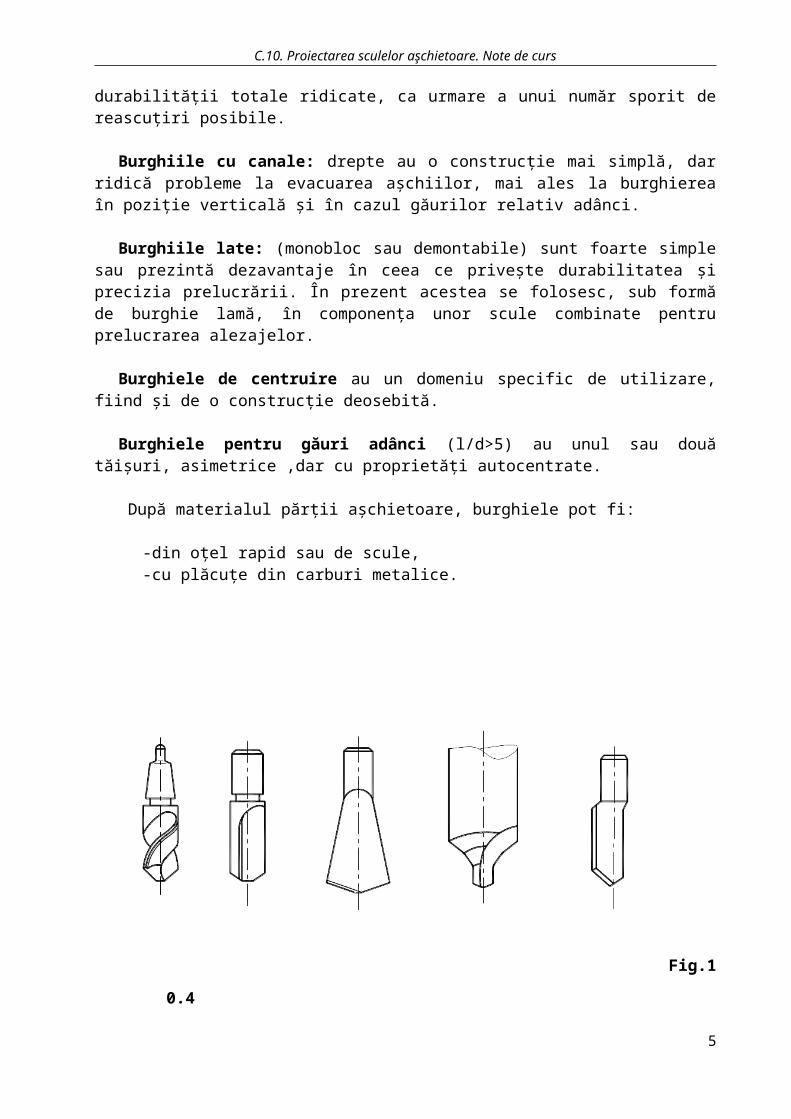
Burghiele elicoidale (cu canale elicoidale): foarte larg utilizate datorită preciziei sporite la prelucrare şi durabilităţii totale ridicate, ca urmare a unui număr sporit de reascuţiri posibile.
Burghiile cu canale: drepte au o construcţie mai simplă, dar ridică probleme la evacuarea aşchiilor, mai ales la burghierea în poziţie verticală şi în cazul găurilor relativ adânci.
3
Scule pentru prelucrarea găurilor
Burghiile late: (monobloc sau demontabile) sunt foarte simple sau prezintă dezavantaje în ceea ce priveşte durabilitatea şi precizia prelucrării. În prezent acestea se folosesc, sub formă de burghie lamă, în componenţa unor scule combinate pentru prelucrarea alezajelor.
Burghiele de centruire au un domeniu specific de utilizare, fiind şi de o construcţie deosebită.
Burghiele pentru găuri adânci (l/d>5) au unul sau două tăişuri, asimetrice ,dar cu proprietăţi autocentrate.
După materialul părţii aşchietoare, burghiele pot fi:
-din oţel rapid sau de scule,-cu plăcuţe din carburi metalice.
Fig.10.4
Elementele constructive ale burghielor
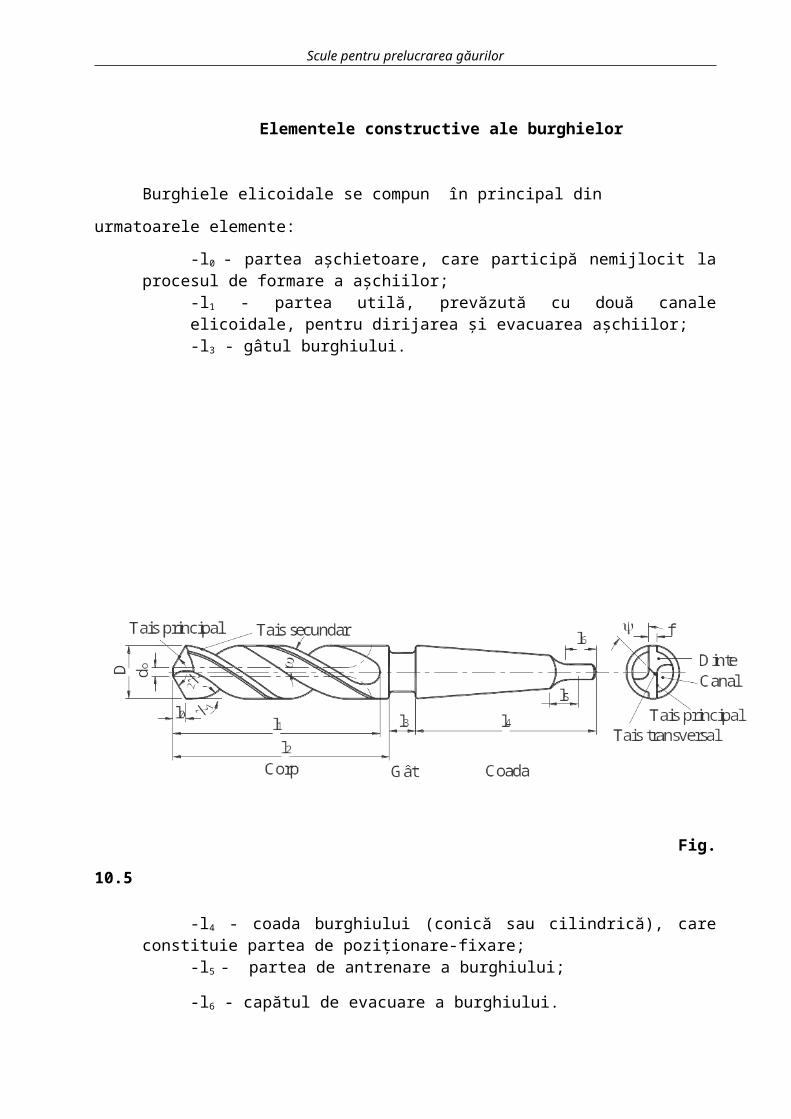
Burghiele elicoidale se compun în principal din urmatoarele elemente:
-l0 - partea aşchietoare, care participă nemijlocit la procesul de formare a aşchiilor;-l1 - partea utilă, prevăzută cu două canale elicoidale, pentru dirijarea şi evacuarea aşchiilor;-l3 - gâtul burghiului.
C.10. Proiectarea sculelor aşchietoare. Note de curs
Fig. 10.5
-l4 - coada burghiului (conică sau cilindrică), care constituie partea de poziţionare-fixare;
-l5 - partea de antrenare a burghiului;
-l6 - capătul de evacuare a burghiului.
Fiecare dinte al burghiului este prevăzut cu câte o faţă de degajare (rezultată din prelucrarea canalelor elicoidale), o faţă de aşezare principală (suprafaţa frontală care se reascute) şi o faţă de aşezare secundară (faţeta elicoidală).
Muchiile tăişurilor principale, rezultate din intersecţia feţelor de degajare cu feţele de
aşezare principale, formează unghiul de atac al dintelui faţă de axa sculei.
Intersecţia feţelor de degajare cu faţetele periferice ale burghiului formează muchiile
tăişurilor secundare. Datorită existenţei unghiului de atac secundar , burghiul prezintă la
periferie o ușoară conicitate inversă.Faţetele rectificate au rolul de a ghida burghiul în gaura prelucrată, iar existenţa acestora
face ca unghiul de aşezare secundar să fie nul (sectiunea N1-N1). Pentru a se limita zona de contact dintre sculă şi suprafaţa prelucrată, lăţimea faţetei nu depăşeşte 2,5mm (f=0.16...2.5mm) pentru diametre între 1 şi 40mm.
În zona centrală burghiul prezintă un miez al cărui diametru d0, în scopul măririi rezistenţei, este crescător spre coada sculei (conicitatea 1.4...1.8 pe lungimea de 100mm).
Intersecţia faţetelor de aşezare principală formează muchia tăişului transversal (funcţional se disting două tăişuri transversale, dispuse simetric în raport cu axa burghiului). Făcându-se o
secţiune N2-N2, normală pe tăişul transversal, se găseşte un unghi de degajare negativ . Ca
urmare, în zona tăişului transversal va avea loc o deformare intensă a materialului prelucrat şi o concentrare mare de tensiuni.
10.1.4. Geometria burghiului elicoidal
5
Scule pentru prelucrarea găurilor
Unghiul de degajare al burghiului apare datorită înclinării canalelor elicoidale pentru evacuarea aşchiilor. La burghiile cu canale drepte unghiul de degajare axial este nul.
Unghiul de aşezare se obţine prin ascuţirea corespunzatoare a feţelor de aşezare principale.
Unghiul de vârf al burghiului (dublul unghiului de atac) se alege în funcţie de materialul prelucrat.
Unghiul de înclinare a canalelor elicoidale dintre tangenta la elicea canalului şi generatoarea cilindrului care trece prin punctul considerat, ca şi unghiul de degajare, este variabil.
Determinarea unghiurilor evidenţiate, în funcţie de poziţia punctului M de pe tăiş, faţă de axa sculei, se face considerând analogia dintelui burghiului cu un cuțit pentru strunjire interioară.
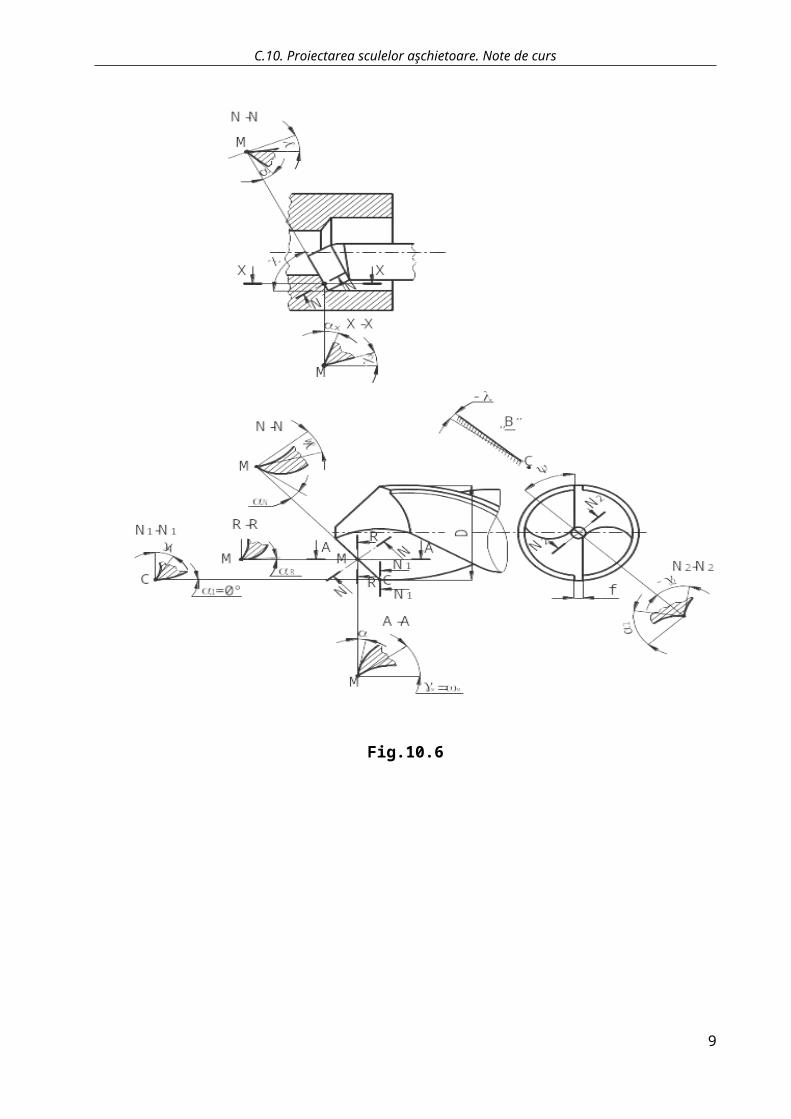
În planul normal pe tăişul principal (secţiunea N-N) apar unghiul de degajare principal
şi de aşezare normal .
În secţiunea A-A, paralelă cu axa burghiului (planul de lucru) apar unghiurile de degajare
axial , egal cu unghiul de înclinare a elicei corespunzătoare cilindrului de diametru DM şi
unghiul de aşezare principal .
Se vor exprima unghiurile şi în funcţie de poziţia punctului M de pe tăiş, făcând
abstracţie de miezul burghiului.
Dacă se face corespondenţa unghiurilor, relaţia generată de la cuțitul de strung
, (10.7)
devine
. (10.8)
C.10. Proiectarea sculelor aşchietoare. Note de curs
Fig.10.6
7
Scule pentru prelucrarea găurilor
Adică
(10.9)
Considerând două elice desfăşurate: una corespunzătoare cilindrului
de diametru DM, se poate exprima în funcţie de (dat).
Dacă
, (10.10)
şi
, (10.11)
prin împărţire
. (10.12)
Deci
. (10.12)
Relaţia dedusă arată că unghiul de degajare al burgiului variază în funcţie de poziţia
punctului considerat M de pe tăiş. Unghiul de degajare va fi maxim la periferia burghiului ceea
ce va conduce la micşorarea secţiunii dintelui (unghiul de ascutire are variaţia inversă
unghiului ). Masa mică a vârfului dintelui la exteriorul burghiului va înrăutăţi condiţiile de
c.s b
x x
α αN
γ γM
α α
γx γAM=ωM
λ λ=0º
C.10. Proiectarea sculelor aşchietoare. Note de curs
evacuare a căldurii şi va conduce la o uzură accentuată în această zonă, fapt ce va influenţa în sens negativ asupra durabilităţii sculei.
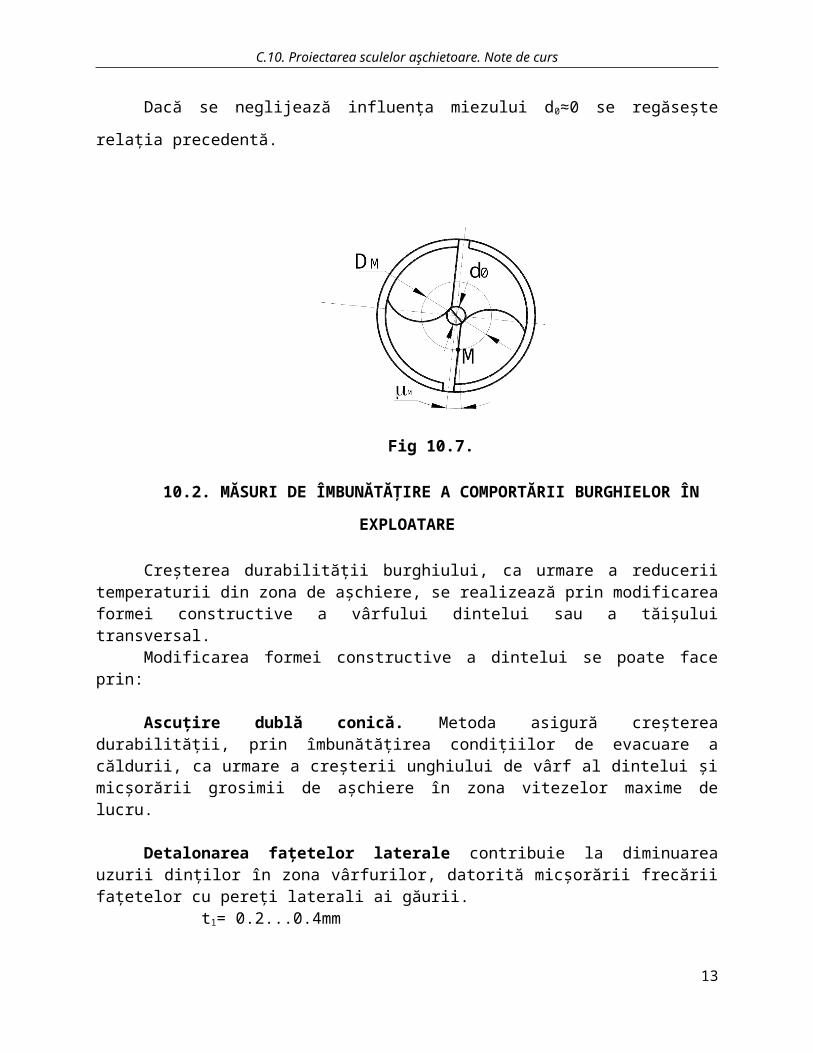
Luând în considerare şi diametrul miezului burghiului, care face ca unghiul de degajare să devină negativ în apropierea axei sculei, se obţine o relaţie generală de forma
, (10.13)
în care
sin ; . (10.14)
Dacă se neglijează influenţa miezului d0≈0 se regăseşte relaţia precedentă.
Fig 10.7.
10.2. MĂSURI DE ÎMBUNĂTĂŢIRE A COMPORTĂRII BURGHIELOR ÎN
EXPLOATARE
Creşterea durabilităţii burghiului, ca urmare a reducerii temperaturii din zona de aşchiere, se realizează prin modificarea formei constructive a vârfului dintelui sau a tăişului transversal.
9

Scule pentru prelucrarea găurilor
Modificarea formei constructive a dintelui se poate face prin:
Ascuţire dublă conică. Metoda asigură creşterea durabilităţii, prin îmbunătăţirea condiţiilor de evacuare a căldurii, ca urmare a creşterii unghiului de vârf al dintelui şi micşorării grosimii de aşchiere în zona vitezelor maxime de lucru.
Detalonarea faţetelor laterale contribuie la diminuarea uzurii dinţilor în zona vârfurilor, datorită micşorării frecării faţetelor cu pereţi laterali ai găurii.
t1= 0.2...0.4mm
l1=1.5...4mm
α1=6º...8º
Fig.10.8.
Ajustarea taişului transversal
Micşorarea lungimii tăişului transversal, sau eliminarea completă a acestuia, are drept rezultate micşorarea forţei axiale şi îmbunătăţirea condiţiilor de aşchiere în zona miezului burghiului.
Fig.10.10 Fig.10.11
Practicarea canalelor pentru fragmentarea aşchiilor
C.10. Proiectarea sculelor aşchietoare. Note de curs
Îmbunătăţirea condiţiilor de evacuare a aşchiilor se realizează prin practicarea pe feţele de aşezare sau de degajare ale burghiului a unor canale cu profil semirotund, dispuse fiecare pe alt diametru la distanţe de 3...6mm între ele.
Fig.10.12 Fig.10.13
În ambele situaţii se formează aşchii înguste care se evacuează uşor cu toate că se realizează greu, canalele practicate pe feţele de degajare au dezavantajul că nu dispar după reascuţiri.
Burghiu cu tăişuri curbe. Uniformizarea încărcării energetice de-a lungul tăişului principal presupune modificarea continuă a unghiului de atac.
(10.15)
În cazul ascuţirii burghiului cu tăişuri curbe se obţine o variaţie continuă a unghiului de atac de la 60º, în apropierea tăişului transversal, până la o valoare minimă la exteriorul burghiului.
Fig.10.14
10.3. Verificarea burghielor elicoidale
Burghiile sunt solicitate în timpul lucrului la răsucire, compresiune axială şi flambaj.
11
Scule pentru prelucrarea găurilor
Solicitarea principală este răsucirea, efortul unitar tangenţial în acest caz fiind:
(10.16)
Dacă se are în vedere şi compresiunea axială, care dă un efort unitar de acelaşi semn, rezultă un efort tangenţial maxim:
(10.17)
Verificarea burghiului constă în :
= σa (10.18)
Ştiind că Mt=CM este momentul de aşchiere al burghielor şi
Wp=0.02D3-modulul de rezistenţă al secţiunii burghiului, se găseşte:
s (10.19)
în care: D - diametrul burghiului, în mm; σr - rezistenţa la rupere a materialului burghiului (pentru burghie din oţel rapid, Rp3-σr=210daN/mm2); HB - duritatea Brinell a materialului prelucrat; C - coeficient de siguranţă (care se recomandă: c=2.5, la prelucrarea oţelurilor si c=4, la prelucrarea fontei); CM - coeficient ce depinde din expresia momentului de aşchiere care depind de materialul prelucrat.
Relaţia dedusă limitează având la burghiere din condiţia de rezistenţă la solicitarea compusă a burghiului.
10.4. Verificarea la flambaj a burghiului
C.10. Proiectarea sculelor aşchietoare. Note de curs
Burghiul va rezista la flambaj dacă se limitează valoarea forţei axiale care apare la burghiere la o valoare egală cu raportul dintre forţa critică la flambaj şi coeficientul de siguranţă la flambaj
FA . (10.20)
Stiind că
(10.21)
şi
, (10.22)
unde Imin=0.0043D4 este momentul de inerţie al secţiunii transversale a burghiului,
se găseşte
, (10.23)
în care : E este momentul de elasticitate (pentru oţel E=2000daN/mm2); cf - coeficient de siguranţă la flambaj;
lf - lungimea de flambaj (în cazul burghiului, încastrat la un capat şi sprijinit suplimentar în celalat capăt lf = 0.7L, unde L este lungimea totală a burghiului).
La stabilirea regimului de avans se calculează un avans tehnologic cu relaţia
, (10.24)
în care : Cs - coeficient ce ţine seama de felul prelucrării şi rigiditatea sistemului; Xs - exponentul diametrului burghiului (pentru oţeluri Xs=0,6).
Se adoptă o valoare a avansului de lucru la burghiere care să fie mai mică decât valorile determinate cu relatiile (10.19) şi (10.23).
13