compendium sondermaschinen nach maß maşini speciale ... · siemens sps beckhoff twincat labview...
TRANSCRIPT
GmbH
Sondermaschinen nach Maß Das KompendiumProjektierung Konstruktion Realisierung
Maşini speciale personalizate
ProiectareConstrucţieRealizare
Compendium
www.fabm.de

2 3
Mecanică Electrotehnică
Software
EPLANPNOZmulti ConfiguratorSafety Calculator PAScal
Siemens SPSBeckhoff TwinCAT
LabVIEWMS Visual StudioC-SharpSisteme AOISisteme de prelucrare a imaginilorLegături la baze de dateFlashBDE
Creo Elements/ProFluidDrawSafexperteDrawings
Un mare plusBüttel und Marx dezvoltă soluţii inteligente de automatizare complet la sediul propriu
www.fabm.de
Büttel und Marx GmbH construieşte maşini speciale pentru automatizarea proceselor de producţie industrială precum staţii de montaj, unităţi de inscripţionare, echipamente de testare, staţii de măsurare şi pune la dispoziţie piese.
Punctele noastre tari şi avantajul dumneavoastră: Maşinile de la Büttel und Marx se realizează complet la sediul propriu. Pe lângă construcţia mecanică sunt dezvoltate de către personal calificat propriu toate insta-laţiile electrotehnice şi componentele software necesare.
Oferim clienţilor noştri soluţii inovatoare şi economice, bazate pe directiva CE Maşini şi prevederile normale ale industriei.
Clienţii noştri sunt, preponderent, Industria automotive şi industria furnizorilor pentru automobile
Industria aparaturii electrice şi electro-casnice
Industria metalurgică Industria de prelucrare a maselor plastice
Industria de construcţii maşini Industria de tehnică medicală
Certificarea companiei noastre conform ISO 9001:2008 este expresia şi garanţia calităţii ireproşabile a produselor noastre.
http://goo.gl/N5hgS
»Dacă fiecare unealtăar putea face, la ordin sau
din proprie iniţiativă, munca ce i se potriveşte, atunci n-ar mai fi nevoie
nici de ucenici pentru lucrătorii meşterului, nici de sclavi pentru stăpâni.«
Aristotel (384–322 B.C.)
4 5
t1 t2 t3 t4
25 % 50 % 100 %
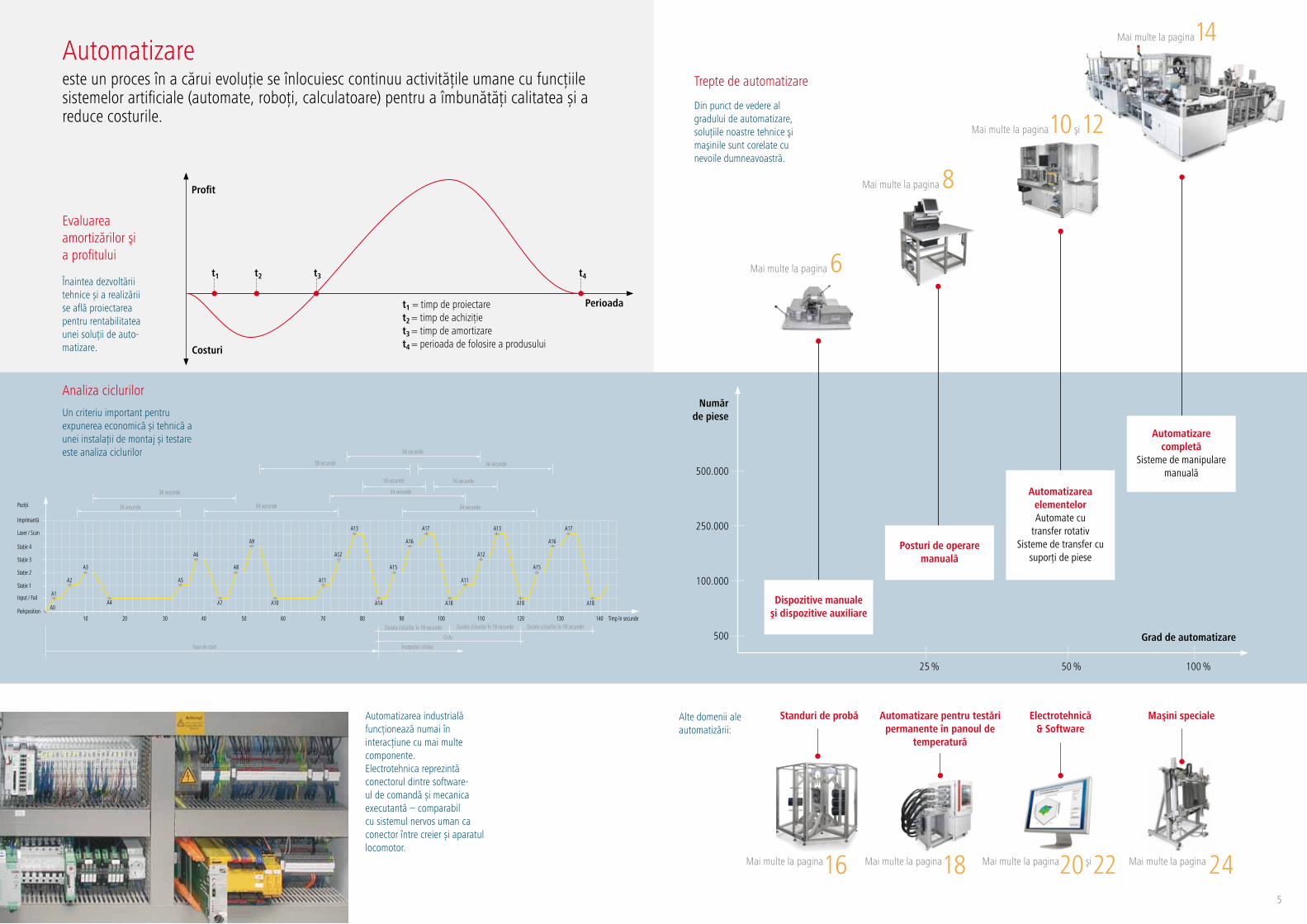
Înaintea dezvoltării tehnice şi a realizării se află proiectarea pentru rentabilitatea unei soluţii de auto-matizare.
t1 = timp de proiectaret2 = timp de achiziţiet3 = timp de amortizaret4 = perioada de folosire a produsului
Profit
Costuri
Perioada
Automatizare este un proces în a cărui evoluţie se înlocuiesc continuu activităţile umane cu funcţiile sistemelor artificiale (automate, roboţi, calculatoare) pentru a îmbunătăţi calitatea şi a reduce costurile.
Evaluarea amortizărilor şi a profitului
Analiza ciclurilor
Un criteriu important pentru expunerea economică şi tehnică a unei instalaţii de montaj şi testare este analiza ciclurilor
Poziții
Parkposition
Input / Fail
Stație 1
Stație 2
Stație 3
Stație 4
Laser / Scan
Imprimantă
Timp în secunde10
A0
A1
A2
A3
A4
A5
A6
A7
A8
A9
A10
A11
A12
A13
A14
A15
A16
A17
A18
A11
A12
A13
A18
A15
A16
A17
A18
20 30 40 50 60 70 80 90 100Durata ciclurilor în 18 secunde
26 secunde 34 secunde 34 secunde
34 secunde
34 secunde
34 secunde
16 secunde 16 secunde
38 secunde
36 secunde
Ciclu
Începutul cicluluiFaza de start
Durata ciclurilor în 18 secunde Durata ciclurilor în 18 secunde110 120 130 140
Automatizarea industrială funcţionează numai în interacţiune cu mai multe componente.Electrotehnica reprezintă conectorul dintre software-ul de comandă şi mecanica executantă – comparabil cu sistemul nervos uman ca conector între creier şi aparatul locomotor.
Număr de piese
Grad de automatizare
Din punct de vedere al gradului de automatizare, soluţiile noastre tehnice şi maşinile sunt corelate cu nevoile dumneavoastră.
Alte domenii ale automatizării:
Trepte de automatizare
Mai multe la pagina 6
Mai multe la pagina16 Mai multe la pagina18 Mai multe la pagina20 şi22 Mai multe la pagina 24
Mai multe la pagina 8
Mai multe la pagina10 şi 12
Mai multe la pagina14
500.000
250.000
100.000
500
Dispozitive manualeşi dispozitive auxiliare
Posturi de operare manuală
Standuri de probă
Automatizarea elementelor Automate cu
transfer rotativSisteme de transfer cu
suporţi de piese
Electrotehnică & Software
Automatizare completă
Sisteme de manipulare manuală
Maşini specialeAutomatizare pentru testări permanente în panoul de
temperatură
6 7
1 3 7
6
5
2 4 8
9
10
http://youtu.be/QoRURPSb3wg
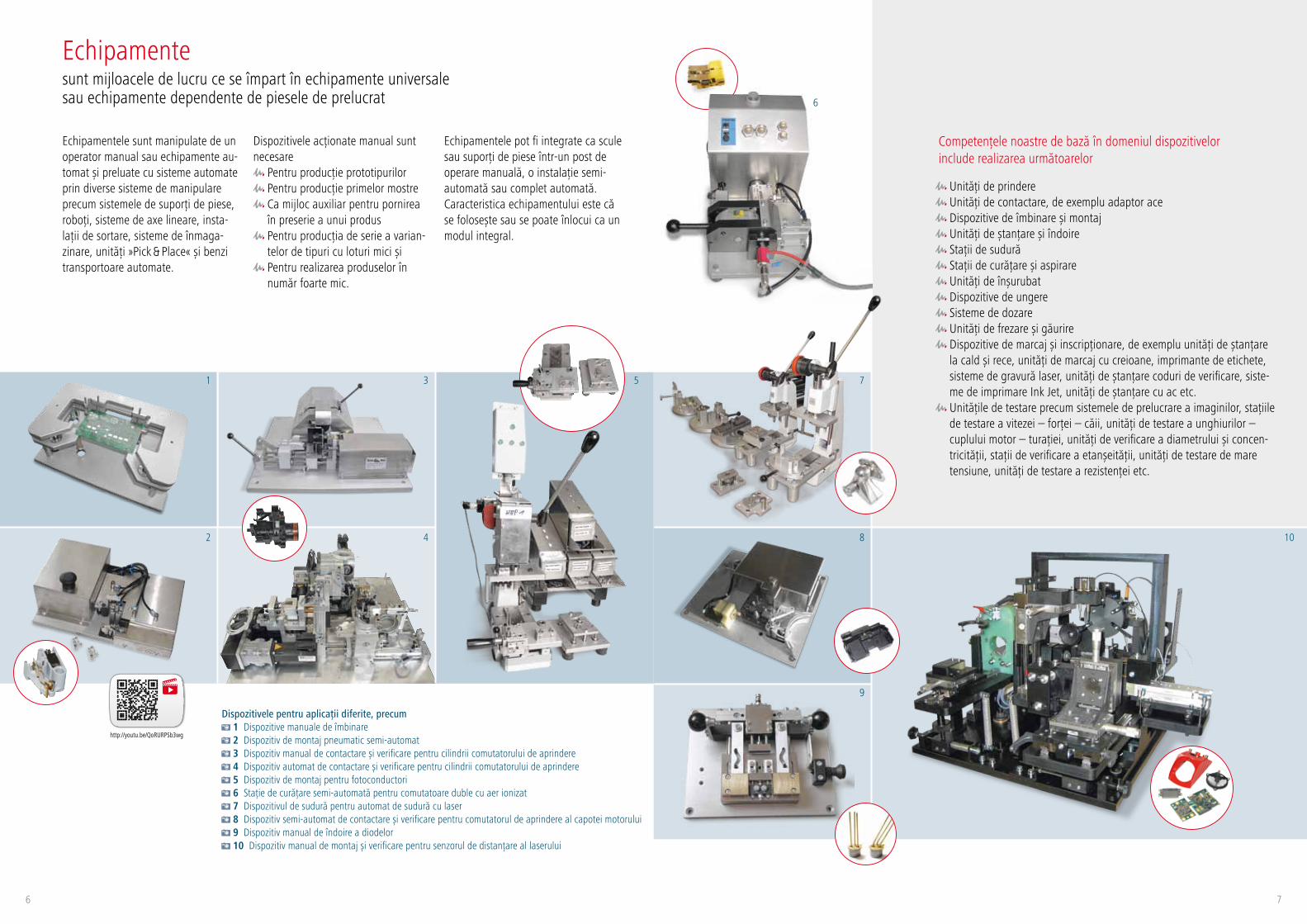
Echipamentele sunt manipulate de un operator manual sau echipamente au-tomat şi preluate cu sisteme automate prin diverse sisteme de manipulare precum sistemele de suporţi de piese, roboţi, sisteme de axe lineare, insta-laţii de sortare, sisteme de înmaga-zinare, unităţi »Pick & Place« şi benzi transportoare automate.
Dispozitivele acţionate manual sunt necesare
Pentru producţie prototipurilor Pentru producţie primelor mostre Ca mijloc auxiliar pentru pornirea în preserie a unui produs Pentru producţia de serie a varian-telor de tipuri cu loturi mici şi Pentru realizarea produselor în număr foarte mic.
Echipamentele pot fi integrate ca scule sau suporţi de piese într-un post de operare manuală, o instalaţie semi-automată sau complet automată. Caracteristica echipamentului este că se foloseşte sau se poate înlocui ca un modul integral.
Echipamente sunt mijloacele de lucru ce se împart în echipamente universale sau echipamente dependente de piesele de prelucrat
Dispozitivele pentru aplicaţii diferite, precum 1 Dispozitive manuale de îmbinare 2 Dispozitiv de montaj pneumatic semi-automat 3 Dispozitiv manual de contactare şi verificare pentru cilindrii comutatorului de aprindere 4 Dispozitiv automat de contactare şi verificare pentru cilindrii comutatorului de aprindere 5 Dispozitiv de montaj pentru fotoconductori 6 Staţie de curăţare semi-automată pentru comutatoare duble cu aer ionizat 7 Dispozitivul de sudură pentru automat de sudură cu laser 8 Dispozitiv semi-automat de contactare şi verificare pentru comutatorul de aprindere al capotei motorului 9 Dispozitiv manual de îndoire a diodelor 10 Dispozitiv manual de montaj şi verificare pentru senzorul de distanţare al laserului
Unităţi de prindere Unităţi de contactare, de exemplu adaptor ace Dispozitive de îmbinare şi montaj Unităţi de ştanţare şi îndoire Staţii de sudură Staţii de curăţare şi aspirare Unităţi de înşurubat Dispozitive de ungere Sisteme de dozare Unităţi de frezare şi găurire Dispozitive de marcaj şi inscripţionare, de exemplu unităţi de ştanţare la cald şi rece, unităţi de marcaj cu creioane, imprimante de etichete, sisteme de gravură laser, unităţi de ştanţare coduri de verificare, siste-me de imprimare Ink Jet, unităţi de ştanţare cu ac etc.
Unităţile de testare precum sistemele de prelucrare a imaginilor, staţiile de testare a vitezei – forţei – căii, unităţi de testare a unghiurilor – cuplului motor – turației, unităţi de verificare a diametrului şi concen-tricităţii, staţii de verificare a etanşeității, unităţi de testare de mare tensiune, unităţi de testare a rezistenţei etc.
Competenţele noastre de bază în domeniul dispozitivelor include realizarea următoarelor
8 9
1
2
3
4
5
800 600 400 200 0 200 400 600 800
400
200
0
200
mm
1 23
4
mm
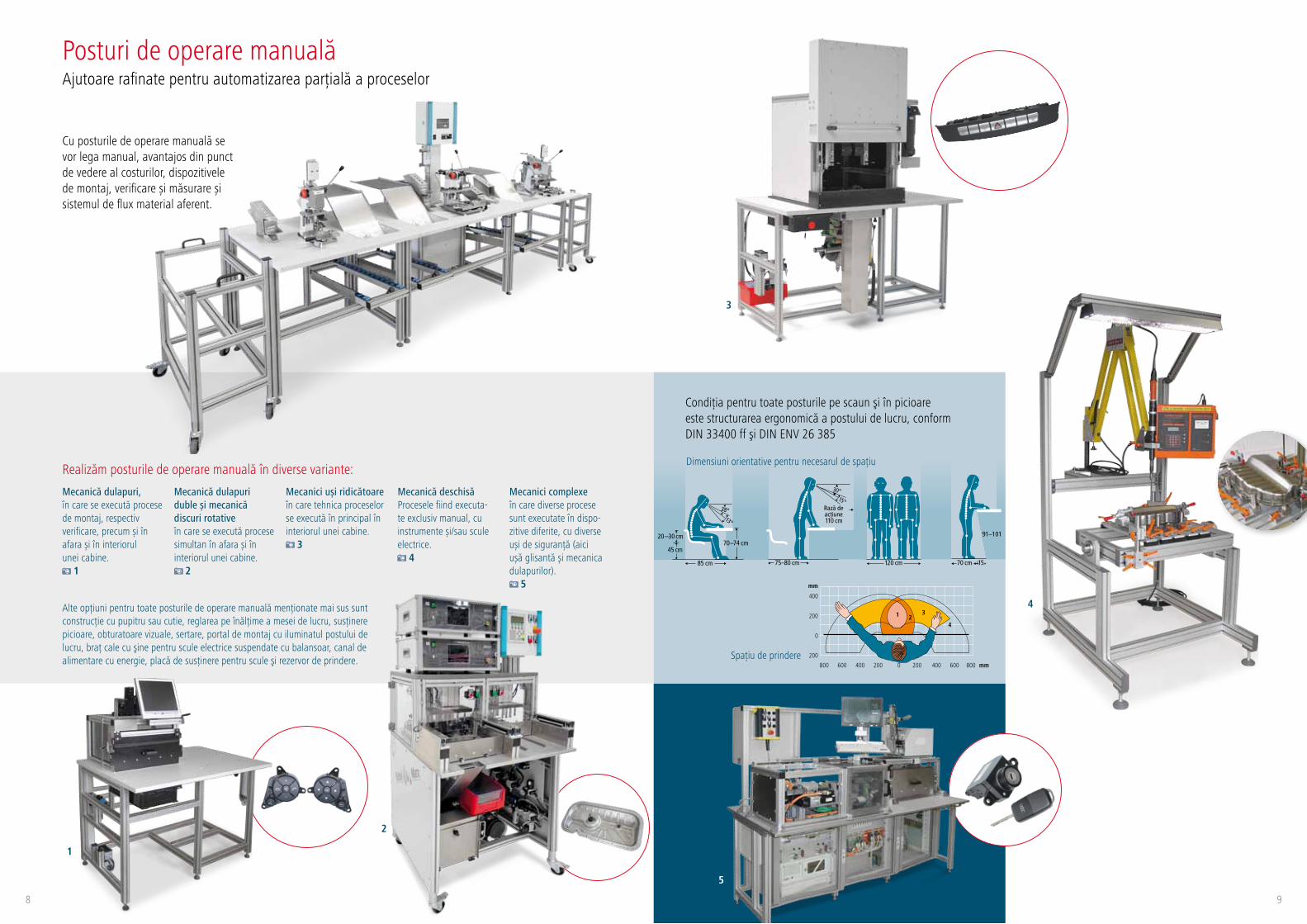
Cu posturile de operare manuală se vor lega manual, avantajos din punct de vedere al costurilor, dispozitivele de montaj, verificare şi măsurare şi sistemul de flux material aferent.
Posturi de operare manuală Ajutoare rafinate pentru automatizarea parţială a proceselor
Mecanică dulapuri, în care se execută procese de montaj, respectiv verificare, precum şi în afara şi în interiorul unei cabine.
1
Mecanică dulapuri duble şi mecanică discuri rotativeîn care se execută procese simultan în afara şi în interiorul unei cabine.
2
Mecanici uşi ridicătoareîn care tehnica proceselor se execută în principal în interiorul unei cabine.
3
Mecanică deschisăProcesele fiind executa-te exclusiv manual, cu instrumente şi/sau scule electrice.
4
Mecanici complexe în care diverse procese sunt executate în dispo-zitive diferite, cu diverse uşi de siguranţă (aici uşă glisantă şi mecanica dulapurilor).
5
Realizăm posturile de operare manuală în diverse variante:
Alte opţiuni pentru toate posturile de operare manuală menţionate mai sus sunt construcţie cu pupitru sau cutie, reglarea pe înălțime a mesei de lucru, susţinere picioare, obturatoare vizuale, sertare, portal de montaj cu iluminatul postului de lucru, braţ cale cu şine pentru scule electrice suspendate cu balansoar, canal de alimentare cu energie, placă de susţinere pentru scule şi rezervor de prindere.
Condiţia pentru toate posturile pe scaun şi în picioare este structurarea ergonomică a postului de lucru, conform DIN 33400 ff şi DIN ENV 26 385
Dimensiuni orientative pentru necesarul de spaţiu
Spaţiu de prindere
Rază de acțiune

10 11
Automatele cu transfer rotativ cu echipare manuală şi preluare de către un operare se folosesc la producţia loturilor cu cantităţi medii. Acestea cresc gradul de automatizare şi astfel se reduc costurile pe bucată pentru unitatea produsă. Automa-tele cu transfer rotativ se bucură de avantajul că sunt construite compact, necesită un necesar redus de spaţiu şi dispun şi de cicluri de comutare foarte reduse. Prin comparaţie, şi costurile de
investiţii la echiparea maşinilor sunt reduse.Automatele cu transfer rotativ cu semi-automatizare – se vorbeşte şi despre montaj hibrid – sunt deservite de un operator care inserează manual piesele de montat, respectiv piesele de verificat. După inserare, un senzor determină dacă piesa este aşezată corect şi discul rotativ va tacta după o staţie, după ce uşa de siguranţă a fost închisă manual. În locul unei uşi de
siguranţă, se poate folosi şi o draperie luminoasă, care va tacta discul rotativ mai departe, imediat ce operatorul va părăsi zona monitorizată de perdeaua luminoasă.
Automatele cu transfer rotativ pot fi automatizate complet prin manipula-rea aşezării, de exemplu de către un robot.
Automate cu transfer rotativ Soluţii compacte şi avantajoase pentru automatizarea proceselor
La automatele cu transfer rotativ ilustrate, piesa de prelucrat respectiv eşantionul sunt aşezate manual în suportul de piese de pe discul rotativ. Într-o a doua staţie se va realiza un proces de montaj, de exemplu. În a treia staţie are loc procesul de testare, iar în a patra staţie se va inscripționa piesa de prelucrat şi/sau va fi pusă automat pe o bandă de preluare.
12 13
A1
A4
A2
A3
1
2
3
4
http://youtu.be/FzWDQXm7Cw8
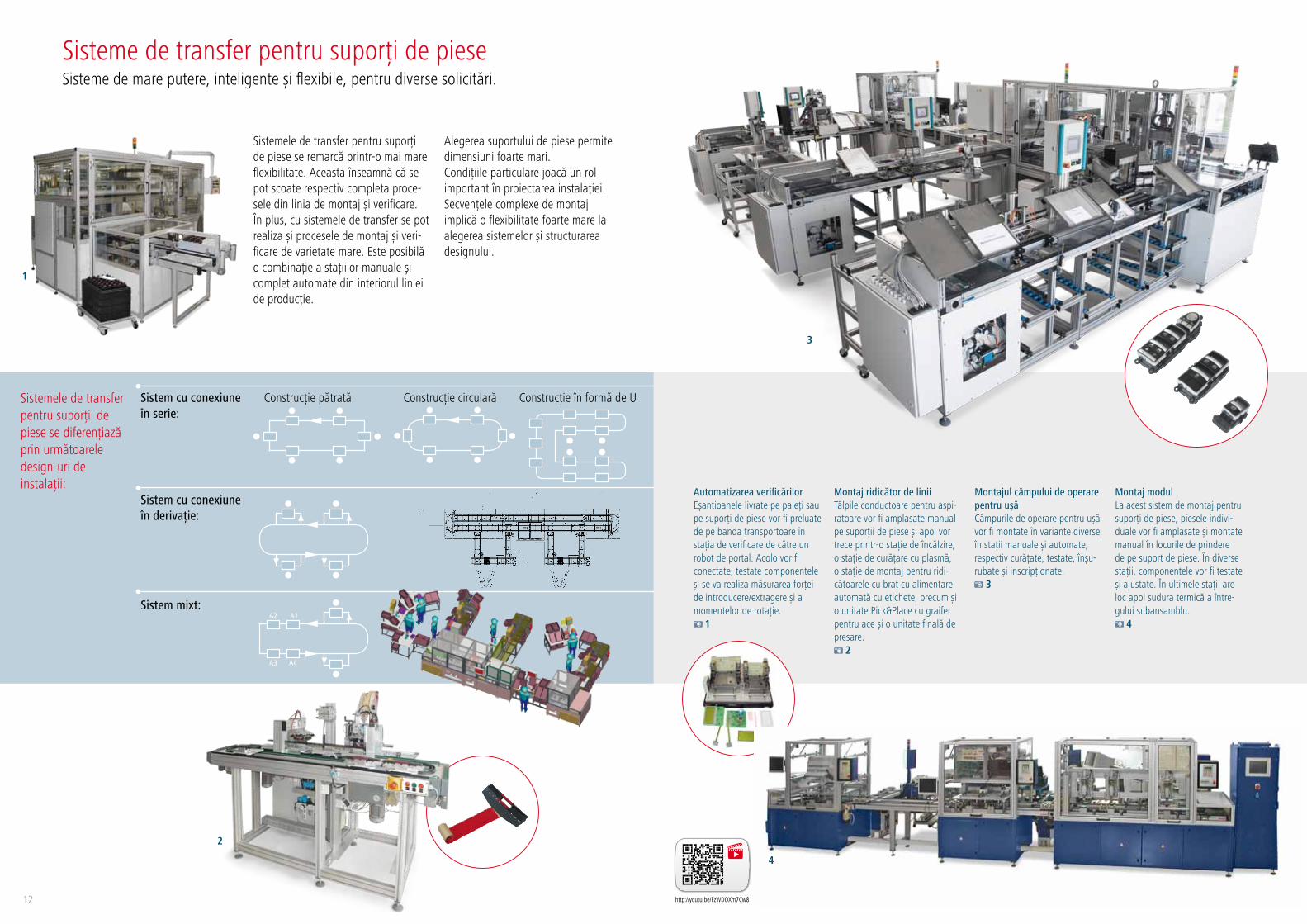
Sistemele de transfer pentru suporţi de piese se remarcă printr-o mai mare flexibilitate. Aceasta înseamnă că se pot scoate respectiv completa proce-sele din linia de montaj şi verificare. În plus, cu sistemele de transfer se pot realiza şi procesele de montaj şi veri-ficare de varietate mare. Este posibilă o combinaţie a staţiilor manuale şi complet automate din interiorul liniei de producţie.
Alegerea suportului de piese permite dimensiuni foarte mari.Condiţiile particulare joacă un rol important în proiectarea instalaţiei. Secvenţele complexe de montaj implică o flexibilitate foarte mare la alegerea sistemelor şi structurarea designului.
Sisteme de transfer pentru suporţi de pieseSisteme de mare putere, inteligente şi flexibile, pentru diverse solicitări.
Sistem cu conexiune în serie:
Construcţie pătrată Construcţie circulară
Sistem cu conexiune în derivaţie:
Sistem mixt:
Automatizarea verificărilorEşantioanele livrate pe paleţi sau pe suporţi de piese vor fi preluate de pe banda transportoare în staţia de verificare de către un robot de portal. Acolo vor fi conectate, testate componentele şi se va realiza măsurarea forţei de introducere/extragere şi a momentelor de rotaţie.
1
Montaj ridicător de liniiTălpile conductoare pentru aspi-ratoare vor fi amplasate manual pe suporţii de piese şi apoi vor trece printr-o staţie de încălzire, o staţie de curăţare cu plasmă, o staţie de montaj pentru ridi-cătoarele cu braţ cu alimentare automată cu etichete, precum şi o unitate Pick&Place cu graifer pentru ace şi o unitate finală de presare.
2
Montajul câmpului de operare pentru uşăCâmpurile de operare pentru uşă vor fi montate în variante diverse, în staţii manuale şi automate, respectiv curăţate, testate, înşu-rubate şi inscripționate.
3
Montaj modulLa acest sistem de montaj pentru suporţi de piese, piesele indivi-duale vor fi amplasate şi montate manual în locurile de prindere de pe suport de piese. În diverse staţii, componentele vor fi testate şi ajustate. În ultimele staţii are loc apoi sudura termică a între-gului subansamblu.
4
Construcţie în formă de USistemele de transfer pentru suporţii de piese se diferenţiază prin următoarele design-uri de instalaţii:
14 15http://youtu.be/PRqSUaVToiI http://youtu.be/EHMNM43UOd4
http://youtu.be/li9qUrRkpLE
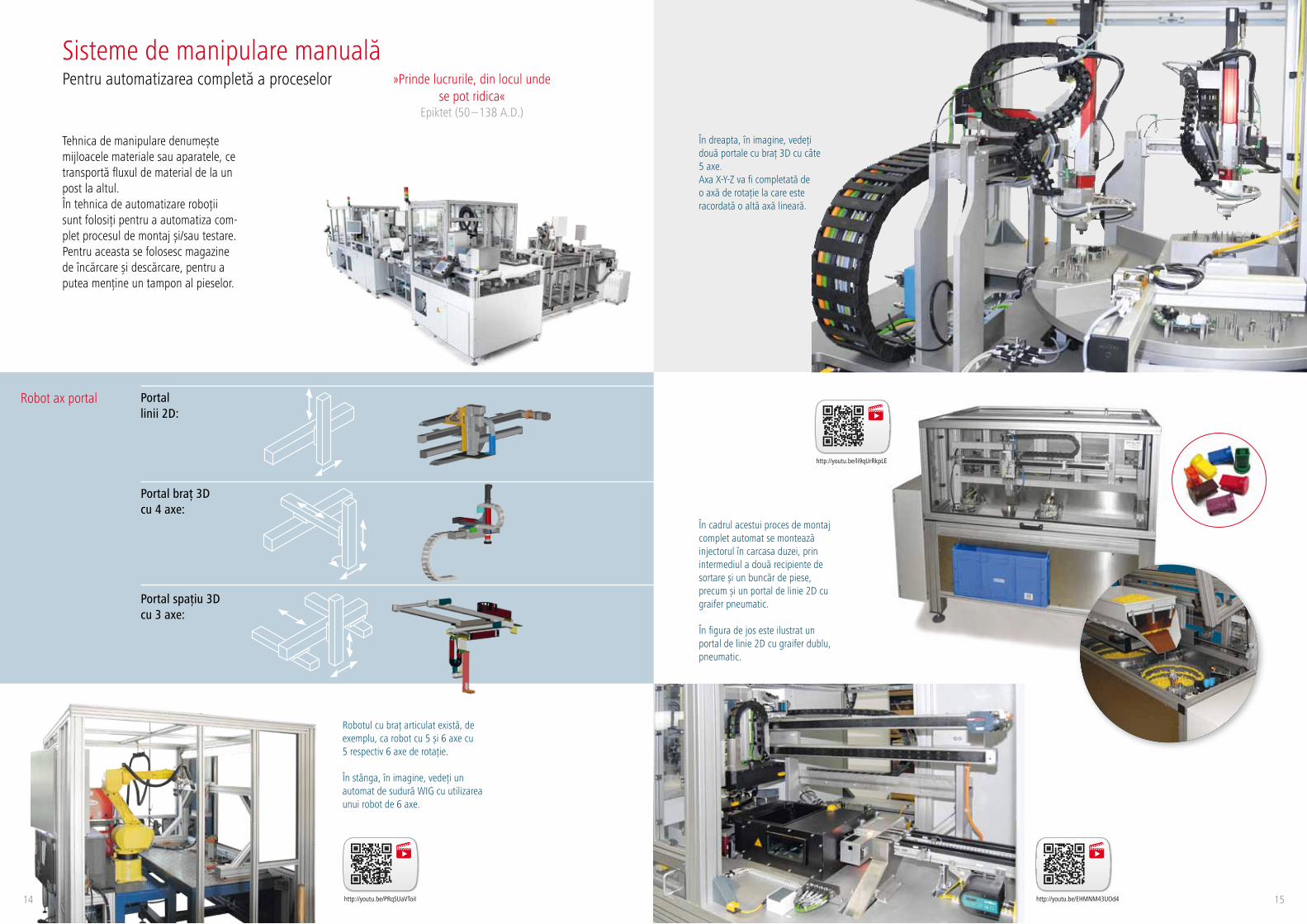
Tehnica de manipulare denumeşte mijloacele materiale sau aparatele, ce transportă fluxul de material de la un post la altul.În tehnica de automatizare roboţii sunt folosiţi pentru a automatiza com-plet procesul de montaj şi/sau testare. Pentru aceasta se folosesc magazine de încărcare şi descărcare, pentru a putea menţine un tampon al pieselor.
Robot ax portal
Sisteme de manipulare manuală Pentru automatizarea completă a proceselor
Robotul cu braţ articulat există, de exemplu, ca robot cu 5 şi 6 axe cu 5 respectiv 6 axe de rotaţie.
În stânga, în imagine, vedeţi un automat de sudură WIG cu utilizarea unui robot de 6 axe.
Portal linii 2D:
Portal braţ 3D cu 4 axe:
Portal spaţiu 3D cu 3 axe:
»Prinde lucrurile, din locul unde se pot ridica«
Epiktet (50–138 A.D.)
În dreapta, în imagine, vedeţi două portale cu braţ 3D cu câte 5 axe. Axa X-Y-Z va fi completată de o axă de rotație la care este racordată o altă axă lineară.
În cadrul acestui proces de montaj complet automat se montează injectorul în carcasa duzei, prin intermediul a două recipiente de sortare şi un buncăr de piese, precum şi un portal de linie 2D cu graifer pneumatic.
În figura de jos este ilustrat un portal de linie 2D cu graifer dublu, pneumatic.
16 17
2
3
45
1
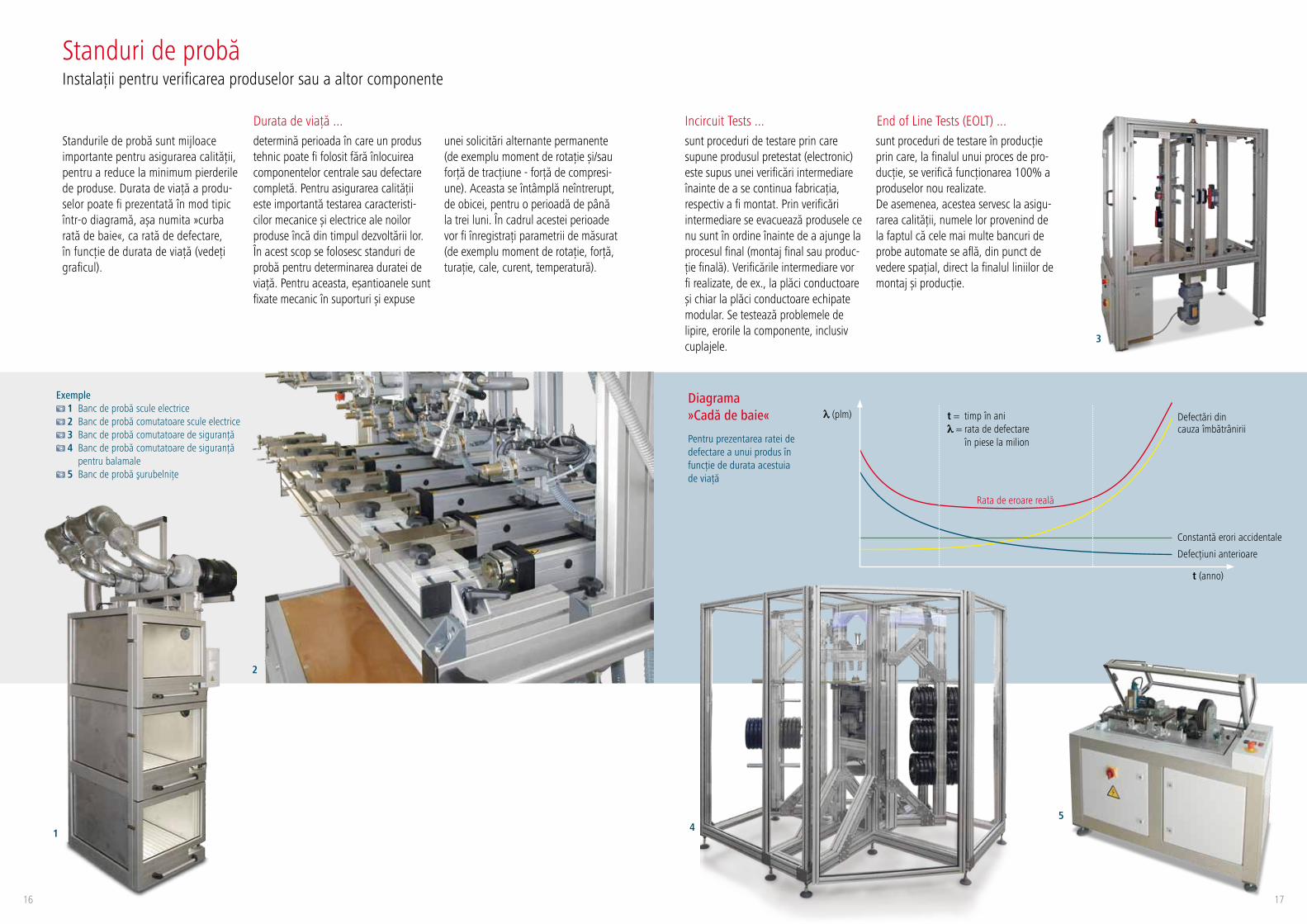
Standurile de probă sunt mijloace importante pentru asigurarea calităţii, pentru a reduce la minimum pierderile de produse. Durata de viaţă a produ-selor poate fi prezentată în mod tipic într-o diagramă, aşa numita »curba rată de baie«, ca rată de defectare, în funcţie de durata de viaţă (vedeţi graficul).
determină perioada în care un produs tehnic poate fi folosit fără înlocuirea componentelor centrale sau defectare completă. Pentru asigurarea calităţii este importantă testarea caracteristi-cilor mecanice şi electrice ale noilor produse încă din timpul dezvoltării lor. În acest scop se folosesc standuri de probă pentru determinarea duratei de viaţă. Pentru aceasta, eşantioanele sunt fixate mecanic în suporturi şi expuse
unei solicitări alternante permanente (de exemplu moment de rotaţie şi/sau forţă de tracţiune - forță de compresi-une). Aceasta se întâmplă neîntrerupt, de obicei, pentru o perioadă de până la trei luni. În cadrul acestei perioade vor fi înregistraţi parametrii de măsurat (de exemplu moment de rotaţie, forţă, turație, cale, curent, temperatură).
sunt proceduri de testare prin care supune produsul pretestat (electronic) este supus unei verificări intermediare înainte de a se continua fabricaţia, respectiv a fi montat. Prin verificări intermediare se evacuează produsele ce nu sunt în ordine înainte de a ajunge la procesul final (montaj final sau produc-ţie finală). Verificările intermediare vor fi realizate, de ex., la plăci conductoare şi chiar la plăci conductoare echipate modular. Se testează problemele de lipire, erorile la componente, inclusiv cuplajele.
sunt proceduri de testare în producţie prin care, la finalul unui proces de pro-ducţie, se verifică funcţionarea 100% a produselor nou realizate. De asemenea, acestea servesc la asigu-rarea calităţii, numele lor provenind de la faptul că cele mai multe bancuri de probe automate se află, din punct de vedere spaţial, direct la finalul liniilor de montaj şi producţie.
Standuri de probăInstalaţii pentru verificarea produselor sau a altor componente
Durata de viaţă ... Incircuit Tests ... End of Line Tests (EOLT) ...
Exemple 1 Banc de probă scule electrice 2 Banc de probă comutatoare scule electrice 3 Banc de probă comutatoare de siguranță 4 Banc de probă comutatoare de siguranţă
pentru balamale 5 Banc de probă şurubelniţe
t (anno)
t = timp în aniλ = rata de defectare
în piese la milion
λ (plm) Defectări din cauza îmbătrânirii
Rata de eroare reală
Constantă erori accidentale
Defecţiuni anterioare
Diagrama »Cadă de baie«
Pentru prezentarea ratei de defectare a unui produs în funcţie de durata acestuia de viaţă

18
1
2
3 5 6 7
4
19
Stress-Screenings sunt testele privind durata de viaţă, în care se accelerează puternic îmbătrânirea produselor prin folosirea unor modificări rapide şi ex-treme ale temperaturii (Temperaturi de –70°C până la +250°C). Se folosesc în acest scop se folosesc ştampile încinse, camere pentru temperaturi ridicate şi dulapuri de testare a temperaturii. Se poate verifica ori în condiţii de tempe-ratură constantă ori în condiţii de tem-
peratură ce se modifică în timp. Prin această procedură de testare se reduce timpul de dezvoltare al unui produs până când va fi gata pentru producția de serie, cu reducerea simultană a costurilor.
Automatizare pentru testări permanente în panoul de temperaturăStress-Screening
Exemple 1 Unitate de senzori de presiune în camera de temperatură 2 Unitate de senzori de presiune în dulapul de
temperatură, cu folosirea unei camere HF 3 Unitate de reglare pentru testări permanente în panoul
de temperatură 4 Verificarea rotaţiei în camera de temperatură ridicată 5 Verificarea comutatorului de reglare a poziţiei pentru
panoul de temperatură 6 Unitate electromotor în camera de temperatură ridicată 7 Verificarea comutatorului de alegere a treptelor în
dulapul de temperatură, cu folosirea unui portal ax linear X-Y
20
�nderung
28
0
DatumName
DatumBearb.Gepr.Norm
1
EWA
12.07.10
Urspr.
740002Pr�fzelle Waagenendpr�fung
2
Ers.f.
3
Ers.d.
4
ServoantriebXAchseLast
5
6
740002
7
8
=
+
EndpruefungSteuerung
9
Bl.
56 Bl.
30
29
13.9/L111.8/L211.8/L3
2XS18poligerLeistungssteckerCONINVERSSF7ES1N8A8LB2
U130.1
3~400/480V; 3,0kW
BERGER LAHRLXM05BD34N43,0kW; 34A
2W1VW3M5101R10010m 4x1,5 +2x1
U/T1
L1
1
M3~
2M1BSH1003P02A2A
Encoder SinCos Multiturn
Getriebe PLE80, i=12:2,2stufig
PE
X7 PE
4mmý
PE
V/T2
L2
4
PE
PE
4mmý
PE
Motor
Netz 480VAC
W/T3
L3
3
F5B16A5SY63166+5ST3010
1
2
3
4
5
62,5mmý
R/L1
PE
YEGN
2
2,5mmý
S/L2
BN
R1Ballastwiderstand27 Ohm/200W/0,75 m Anschluákabel
PE
PA/+
WH
A
2,5mmý
T/L3
VW3A7603R07
PBI
GY
B
Bremswiderstand
WH
PBE
C
41.3
13
14
PC/
D
MOD
CN4
/20.3
X_CN3_0VDC
CN3 41
0VDC
42
0VDC
Steuerspannung
2W2
2XS230.2SignalsteckerCONINVERSRC12SDN8A80B7
/21.5
X_CN3_24VDC
43
+24VDC
3m MotorGeberkabelVW3M8101R100
Motor Geber
CN2 112
112Motor Geber
44
+24VDC
Buchsengeh„use MicroFit
Molex 12pol.430251200SH
SH
Gebersignale
CN5 110
/31.1L1
/31.1L2
/31.1L3
21
Electrotehnică şi softwareCreierul şi centrul neurologic al maşinii
Construcţii electrice cu schemă electrică
Construcţia instalaţiilor de distribuţie
Panourile de comandă sunt create la dimensiuni aleatori, de la piesa indivi-duală până la producţia de serie.
Acest software de construcţie uzual permite o documentaţie ce se poate folosi fără probleme la extinderile maşinilor şi/sau modificările maşinilor şi se poate adapta – bineînţeles cu respectarea normelor actuale pentru siguranţă electrică.
O parte a tehnicii de automatizare cuprinde proiectul şi realizarea comenzilor. Sunt incluse aici proiecta-rea hardware, construcţia panoului de comandă, cablarea instalaţiei, crearea software-ului şi punerea în funcțiune a procesului de automatizare. În funcţie de dimensiunile la intrare (de exemplu poziţia unui buton sau a unui senzor) vor fi modificate dimensiunile de ieşire prin folosirea unui actor (de exemplu ventile sau motoare).
Software-ul maşinilor se creează pe PLC-uri Hard- şi Soft, precum şi pe PC-uri. Pentru aceasta folosim comenzi de la Siemens (S7) şi Beckoff.Software-ul bazat pe PC se creează cu LabVIEW de la National Instruments şi Microsoft Visual Studio.
Software
Puteţi dispune de suport competent inclusiv după punerea în funcțiune de către noi. În prim plan, în acest sens, se află service-ul rapid şi nebirocratic. Vă stăm la dispoziţie pentru modificarea instalaţi-ilor existente în produse actuale ale clienţilor.
Service
22 23
Elektrotechnik und Software
7001
6501
6001
5501
5001
4501
4001
3501
3001
2501
2001
1501
1001
501
1
1800
1600
1400
1200
1000
800
600
400
200
0
F [mN]
3500
3000
2500
2000
1500
1000
500
0
Cale [µm]
ForțăCale
Puncte de măsurare
Echipamente de securitate electrice
Comenzi programabile de memorare
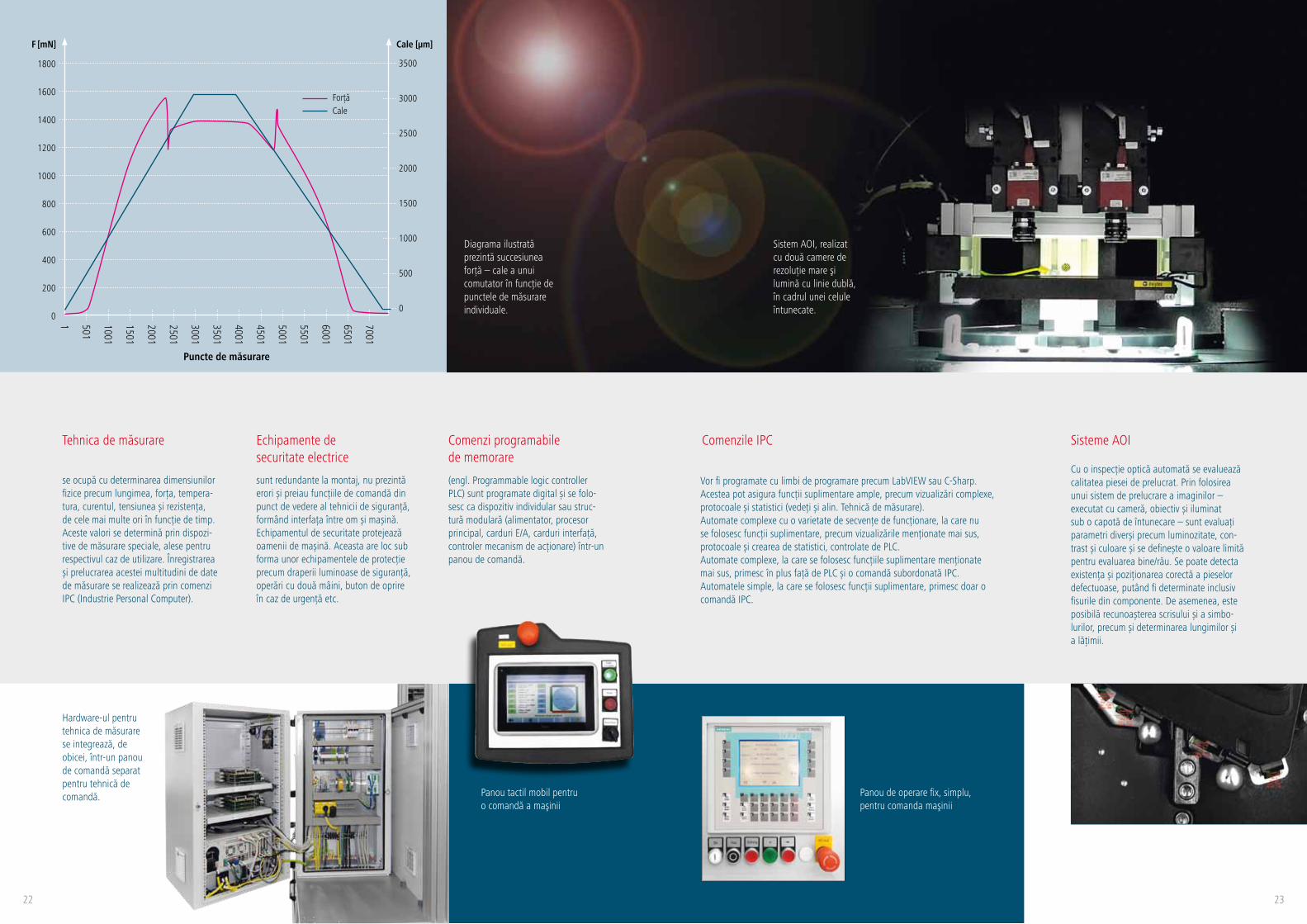
Tehnica de măsurare
(engl. Programmable logic controller PLC) sunt programate digital şi se folo-sesc ca dispozitiv individular sau struc-tură modulară (alimentator, procesor principal, carduri E/A, carduri interfață, controler mecanism de acţionare) într-un panou de comandă.
se ocupă cu determinarea dimensiunilor fizice precum lungimea, forţa, tempera-tura, curentul, tensiunea şi rezistenţa, de cele mai multe ori în funcţie de timp. Aceste valori se determină prin dispozi-tive de măsurare speciale, alese pentru respectivul caz de utilizare. Înregistrarea şi prelucrarea acestei multitudini de date de măsurare se realizează prin comenzi IPC (Industrie Personal Computer).
sunt redundante la montaj, nu prezintă erori şi preiau funcţiile de comandă din punct de vedere al tehnicii de siguranţă, formând interfața între om şi maşină. Echipamentul de securitate protejează oamenii de maşină. Aceasta are loc sub forma unor echipamentele de protecție precum draperii luminoase de siguranţă, operări cu două mâini, buton de oprire în caz de urgenţă etc.
Vor fi programate cu limbi de programare precum LabVIEW sau C-Sharp. Acestea pot asigura funcţii suplimentare ample, precum vizualizări complexe, protocoale şi statistici (vedeţi şi alin. Tehnică de măsurare).Automate complexe cu o varietate de secvenţe de funcţionare, la care nu se folosesc funcţii suplimentare, precum vizualizările menţionate mai sus, protocoale şi crearea de statistici, controlate de PLC.Automate complexe, la care se folosesc funcţiile suplimentare menţionate mai sus, primesc în plus faţă de PLC şi o comandă subordonată IPC.Automatele simple, la care se folosesc funcţii suplimentare, primesc doar o comandă IPC.
Cu o inspecţie optică automată se evaluează calitatea piesei de prelucrat. Prin folosirea unui sistem de prelucrare a imaginilor – executat cu cameră, obiectiv şi iluminat sub o capotă de întunecare – sunt evaluaţi parametri diverşi precum luminozitate, con-trast şi culoare şi se defineşte o valoare limită pentru evaluarea bine/rău. Se poate detecta existenţa şi poziţionarea corectă a pieselor defectuoase, putând fi determinate inclusiv fisurile din componente. De asemenea, este posibilă recunoaşterea scrisului şi a simbo-lurilor, precum şi determinarea lungimilor şi a lăţimii.
Comenzile IPC Sisteme AOI
Diagrama ilustrată prezintă succesiunea forţă – cale a unui comutator în funcţie de punctele de măsurare individuale.
Sistem AOI, realizat cu două camere de rezoluţie mare şi lumină cu linie dublă, în cadrul unei celule întunecate.
Hardware-ul pentru tehnica de măsurare se integrează, de obicei, într-un panou de comandă separat pentru tehnică de comandă. Panou tactil mobil pentru
o comandă a maşiniiPanou de operare fix, simplu, pentru comanda maşinii

24 25
1
2
3
5
4
6
http://youtu.be/fl7MUdhgUbA
Maşini specialeIndividualitatea este standardul nostru
Multe procese tehnice de producţie nu se pot realiza prin soluţii con-venţionale de automatizare. Pentru astfel de sarcini speciale am dez-voltat şi construit o varietate de maşini speciale pentru clienţii noştri. Contactaţi-ne. Vom crea cu plăcere o maşină specială, adaptată dorinţelor dumneavoastră.
Exemple 1 Automat de montaj Long Range Radar 2 Dispozitiv de montaj cadre celule solare 3 Unitate de corecţie bandă transportoare 4 Instalaţie de aplicare grafit 5 Separator garnituri de chiulasă 6 Sistem de comutare gaz
26 27
Întrebări | Notiţe | Schiţe
GmbH
INDIVIDUALITATEA ESTE STANDARDUL NOSTRU
Maşini speciale personalizate
Proiectare · Construcţie · Realizare
Mecanică · Electrotehnică · Software
EchipamenteInstalaţii de montajSisteme de testareSisteme de roboţiBancuri de probă permanente
Büttel und Marx GmbHDezvoltare şi vânzare maşiniVogelsangstraße 41/172581 Dettingen an der Erms
Telephone 07123 9446-0Telefax 07123 9446-100E-Mail: [email protected]