cablaje imprimate
TRANSCRIPT

CABLAJE IMPRIMATE
NOTIUNI GENERALE
Utilizarea cablajelor (circuitelor) imprimate constituie actualmente solutia constructiva cea mai perfoemanta si mai raspandita de interconectare a componentelor in circuite electrice / electronice din montaje, aparate si echipamente electronice. Folosite pentru prima data in 1945 (in aparatura militara) cablajele imprimate au inlocuit treptat si pretutindeni, vechile cablaje “ spatiale”, filare (conventionale), introducand modificari importante in constructia si tehnologia echipamentelor electronice atat profesionale cat si de larg consum.
Conductor imprimat este o portiune a acoperirii conductoare depusa pe un suport izolant.
Element sau componenta imprimata este un rezistor, condensator, bobina, etc. realizata pe un suport izolant sub forma unor acoperiri metalice sau de alte materiale.
Cablaj imprimat este un cablaj prefabricat in care legaturile conductoare intre componentele discrete sunt realizate sub forma de benzi sau suprafete conductoare depuse pe un suport izolant.
Avantajele utilizarii circuitelor imprimate sunt:- realizeaza o mare densitate de montare a componentelor,
permitand reducerea volumului si a greutatii (deci miniaturizarea) aparatelor electronice;
- asigura pozitionarea precisa si fixa a componentelor electronice; - productivitate mare, deoarece se reduce cantitatea de lucru
pentru asamblare, creand conditii pentru mecanizare si automatizare;
- asigura o rezistenta superioara echipamentelor electronice (din care fac parte) la solicitari mecanice, termice si mecanice;
- fac posibila unificarea si standardizarea constructiva a subansamblelor (blocurilor, modulelor) functionale din structura aparatelor sau echipamentelor electronice, permitand interconectarea simpla, rapida si precisa a acestora.
Dezavantajele utilizarii circuitelor imprimate sunt:

- orice modificari ulterioare ale circuitelor sunt relative dificil de efectuat;
- majoritatea tipurilor de cablaje imprimate sunt sensibile la soc termic – ceea ce impune unele precautii la lipirea/dezlipirea terminalelor componentelor;
- legaturile de IF sunt greu de … , iar circuitele care prelucreaza semnale de RF de putere cer consideratii speciale in proiectoare;
- dispunerea bidimensionala a cablajelor imprimate limiteaza folosirea eficienta a contactelor multipin.
STRUCTURA SI CLASIFICAREA CABLAJELORIMPRIMATE
Un cablaj imprimat este un sistem de conductoare plate (imprimate) amplasate in unul, doua sau mai multe plane paralele si fixate cu adezivi pe suprafata unui electroizolant (dielectric) care asigura si sustinerea mecanica a componentelor.
a) suport izolant al circuitelor imprimate este realizat din materiale avand proprietati fizico-chimice, electrice, mecanice si termice adecvate si anume: - conditii geometrice = plancitate, dimensiuni prescrise in tolerante date- conditii fizico-chimice = omogenitate, densitate, capacitate de absortie a apei; rezistenta mecanica si la socuri;- conditii electrice = rigiditate dielectrica si permitivitate corespunzatoare conditiilor climatice de utilizare, rezistenta de izolatie;- conditii termice = coeficient de dilatare mic, conductibilitate termica mare, rezistenta termica mare;
Ca materiale suport pentru cablaje si circuite imprimate se folosesc stratificate organice si suporturi anorganice.
1) stratificate fenolice:- material de impregnare: rasina sintetica fenol sau
crezolformalalchida;
- material de umplutura: hartie, azbest, sticla, nilon, tesaturi de bumbac;
- caracteristici: sunt ieftine, au rezistenta mecanica si chimica buna, pot fi folosite la temperature mari, etc.
Din cadrul acestei categorii materialul cel mai folosit este PERTINAXUL (temperatura maxima de lucru 105oC) rezultat pe baza de textura de hartie imprimata cu rasini fenolice. Este considerat materialul standard pentru solicitari normale in cele mai diverse aplicatii.
2) stratificate epoxidice:- material de impregnare: rasini epoxidice;- material de umplutura: hartie, azbest, sticla, nilon, tesaturi de
bumbac;- caracteristici: buna planeitate, rezistenta buna la caldura si
umiditate (coeficient mic de dilatare), rezistenta buna la izolatie, prezinta o buna adeziune la metal si nu are nevoie de adezivi;
Cablajele imprimate cu suport stratificat epoxidic se utilizeaza in aparatura electronica din mediul marin si in scopuri militare datorita proprietatilor deosebite.
Din cadrul acestei categorii cel mai folosit este STECLOTEXTOLITUL (temperatura maxima de lucru 150oC) pe baza de textura din fibra de sticla impregnate cu rasini epoxidice.
3) stratificate melaminice:- material de impregnare: rasini melamino-gliptolice;- material de umplutura: hartie, azbest, sticla, nylon, tesaturi de
bumbac;- caracteristici: rezistenta mecanica foarte buna (la soc, tractiune,
compresiune si flexiune).Se folosesc in deosebi la aparatura electronica de masurare si
control si la construirea comutatoarelor.4) stratificate siliconice:
- material de impregnare: rasini siliconice;- material de umplutura: azbest, sticla:- caracteristici: rezistivitate ridicata, pierderi mici, coeficient de
dilatare foarte mic.5) stratificate cu teflon:
- material de impregnare: rasini fluorocarbonice;- material de umplutura: azbest, sticla, hartie, nilon;
- caracteristici: absortie de apa nula, pierderi mici, rezistivitate mare, lipirea foliei de cupru se face fara adezivi.
Suportul pe baza de teflon are aplicatii limitate deoarece este scump. Se utilizeaza numai la frecvente inalte si in circuite cu densitate mare de componente, din cauza constantei dielectrice mici. Materialul de baza este ceramica.
Circuitele imprimate flexibile utilizeaza drept suport materiale termoplate ca: ACLAR (max. 200oC), TEFLON (max. 274oC) si KAPTON (max. 400oC). Alte materiale folosite sunt: BERILIU (max. 1500oC) si ALUMINA (max. 1600oC).
Dintre suporturile anorganice, cele mai utilizate ca suport de cablaje in circuite imprimate sunt:
- materialele ceramice, pe care se fac depuneri de argint plecand fie de la solutii coloidale, fie de la pulbere de argint;
- sticla;- metalele, in deosebi aluminiul, la care izolatia electrica se obtine
prin formarea unui strat de oxid la suprafata.
b) Metalul de placare Traseele conductoare (cablajul imprimat propriu-zis) se
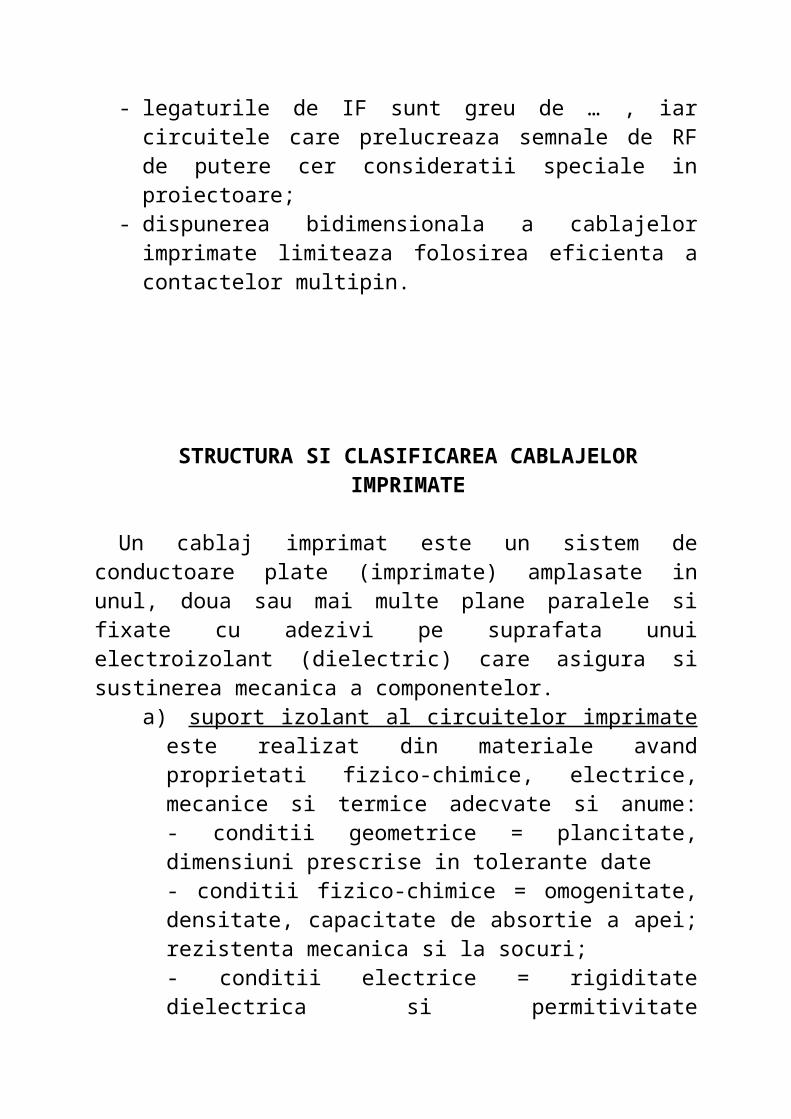
realizeaza din matriale avand proprietati adecvate: rezistivitate electrica redusa, buna sudabilitate, rezistenta mare la coroziune. In general, cel mai frecvent utilizat material este cuprul electrololitic de inalta puritate (99,5%). Folia de cupru se obtine prin depunerea cuprului pe un tambur de plumb care se roteste cu o viteza constanta si mica in baia electrolitica (vezi figura).

Fig. Procedeul de obtinere a foliei de cupru prin depunere electrolitica:
1 – tambur2 – folie de cupru 3 – catod4 - anod
Folia de cupru se obtine si prin laminare, dupa care I se
asperizeaza suprafata pentru aderarea adezivului si se aplica pe suprafata suportului electroizolant cu care formeaza semifabricatul ,,placat”.
In unele aplicatii profesionale se pot utiliza si aurul, argintul sau nichelul in scopul facilitarii lipirii terminalelor componentelor – pe busole conductoare, dar si pentru asigurarea unor contacte electrice fiabile folia se acopera uneori cu o pelicula de cositor (ce contine Sn 55-75%) de aur sau de argint. Argintul micsoreaza, de exemplu, rezistenta durica dar are tendinta de migrare in materialul dielectric in functie de temperatura, umiditate si tensiune.
c) Adezivii Folositi la placarea stratificatelor (fixarea foliei de cupru pe
suportul electroizolant) sunt de regula rasini epoxidice plastifiante, cauciuc … , poliviril butinol, izocianati, policloropen modificat cu rasini fenol furfurolic pentru suporturi tip PERTIMAX. Nu se folosesc adezivi pe baza de rasini termoplastice, deoarece acestea au o rezistenta termica redusa, iar la temperatura de lipire a aliajului de lipire a componentelor, se exfoliaza metalul de pe cablaj.
Materialele electroizolante, stratificate epoxidice si stratificate teflonice – de tip STECLOTEXTOLIT nu au nevoie de adezivi pentru lipirea foliei metalice.
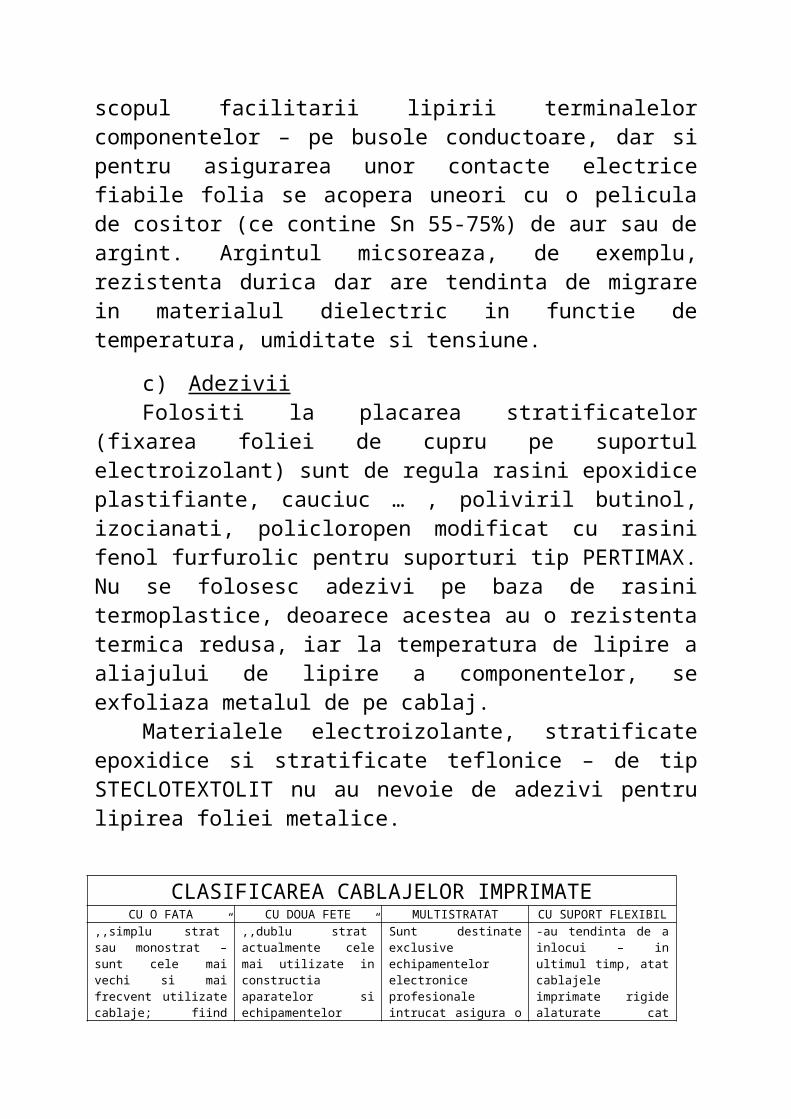
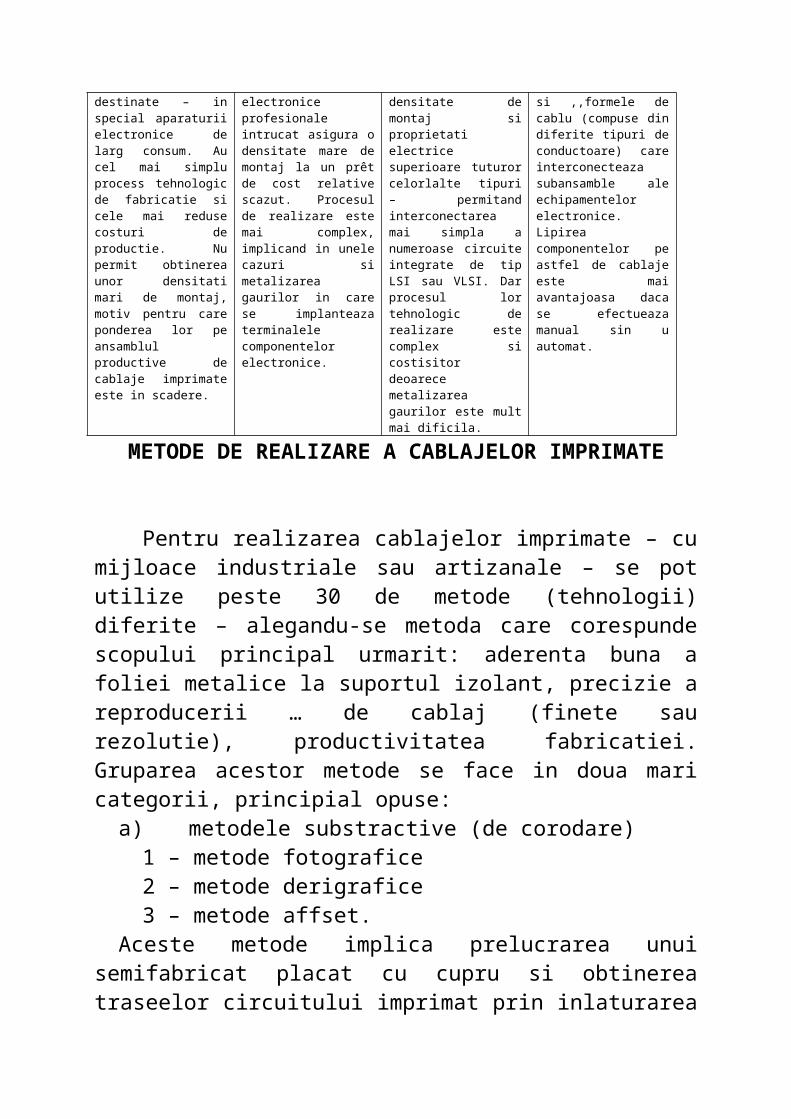
CLASIFICAREA CABLAJELOR IMPRIMATECU O FATA CU DOUA FETE MULTISTRATAT CU SUPORT FLEXIBIL
,,simplu strat” sau monostrat – sunt cele mai vechi si mai frecvent utilizate cablaje; fiind destinate – in special aparaturii electronice de larg consum. Au cel mai simplu process tehnologic de fabricatie si cele mai
,,dublu strat” actualmente cele mai utilizate in constructia aparatelor si echipamentelor electronice profesionale intrucat asigura o densitate mare de montaj la un prêt de cost relative scazut. Procesul de realizare este mai complex,
Sunt destinate exclusive echipamentelor electronice profesionale intrucat asigura o densitate de montaj si proprietati electrice superioare tuturor celorlalte tipuri – permitand interconectarea mai simpla a numeroase
-au tendinta de a inlocui – in ultimul timp, atat cablajele imprimate rigide alaturate cat si ,,formele de cablu (compuse din diferite tipuri de conductoare) care interconecteaza subansamble ale echipamentelor electronice.
reduse costuri de productie. Nu permit obtinerea unor densitati mari de montaj, motiv pentru care ponderea lor pe ansamblul productive de cablaje imprimate este in scadere.
implicand in unele cazuri si metalizarea gaurilor in care se implanteaza terminalele componentelor electronice.
circuite integrate de tip LSI sau VLSI. Dar procesul lor tehnologic de realizare este complex si costisitor deoarece metalizarea gaurilor este mult mai dificila.
Lipirea componentelor pe astfel de cablaje este mai avantajoasa daca se efectueaza manual sin u automat.
METODE DE REALIZARE A CABLAJELOR IMPRIMATE
Pentru realizarea cablajelor imprimate – cu mijloace industriale sau artizanale – se pot utilize peste 30 de metode (tehnologii) diferite – alegandu-se metoda care corespunde scopului principal urmarit: aderenta buna a foliei metalice la suportul izolant, precizie a reproducerii … de cablaj (finete sau rezolutie), productivitatea fabricatiei. Gruparea acestor metode se face in doua mari categorii, principial opuse:
a) metodele substractive (de corodare)1 – metode fotografice2 – metode derigrafice3 – metode affset.
Aceste metode implica prelucrarea unui semifabricat placat cu cupru si obtinerea traseelor circuitului imprimat prin inlaturarea unor portiuni din folia electroconductoare aderenta la suprafata suportului electroizolant. Indepartarea acestor zone se poate face fie pe cale chimica (prin corodare) – avand in prezent cea mai mare pondere pe ansamblul cablajelor imprimate (fie pe cale mecanica, prin segmentarea si eliminarea foliei).
b) metode aditive (,,de depunere”) impunand metalizarea unui semifabricat din material electroizolant neplacat.1 – metoda electrochimica;2 – metoda arderii in cuptor;3 – metoda transferului;4 – metoda pulverizarii catodice si termice.Actualmente predomina metodele substractive, dar a aparut si o
tendinta de extindere a metodelor de depunere – avand in vedere necesitatea reducerii consumului de cupru.
Exista si o a treia categorie de metode (mai rar utilizata) ,,metode combinate” – la care se folosesc tehnologii specifice atat metodelor substractive cat si celor aditive.
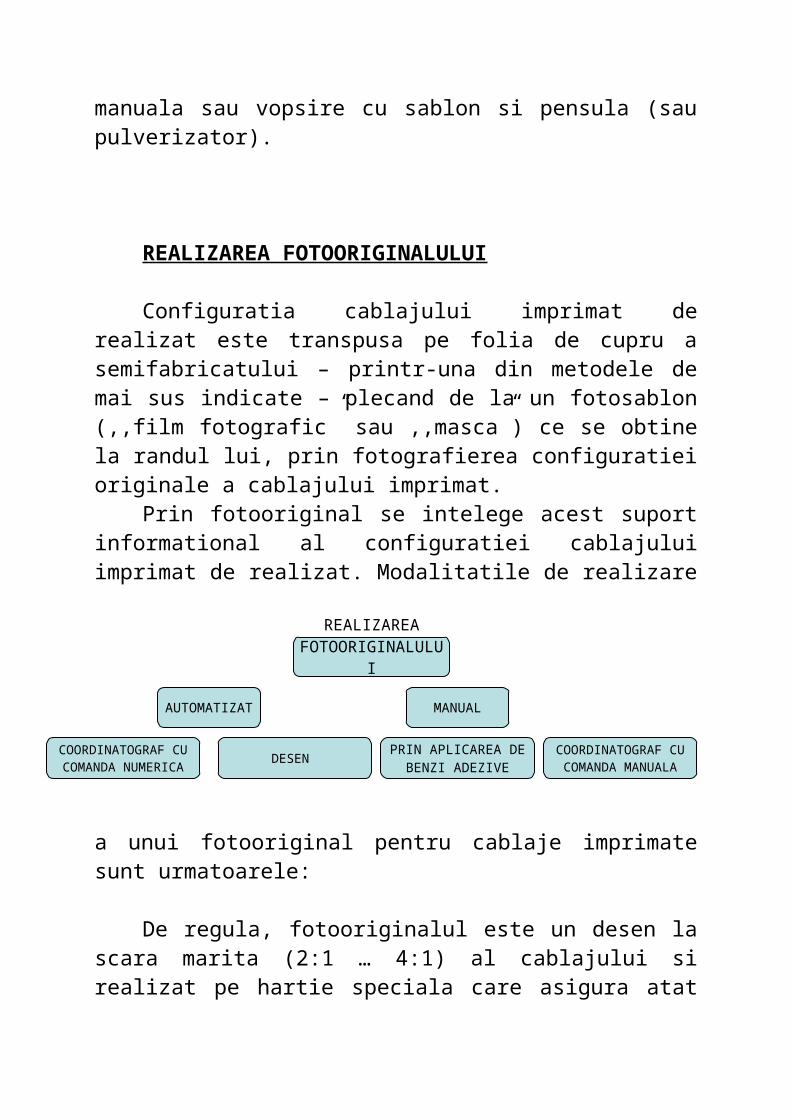
REALIZAREAFOTOORIGINALULU
I
AUTOMATIZAT MANUAL
COORDINATOGRAF CUCOMANDA NUMERICA
DESENPRIN APLICAREA DE
BENZI ADEZIVECOORDINATOGRAF CUCOMANDA MANUALA
Aproape in toate cazurile este necesara transpunerea configuratiei circuitului de realizat de pe un desen pe semifabricatul de prelucrat. Aceasta operatie se realizeaza industrial – cu metode fotografice, serigrafice sau offset, iar artizanal – prin desenare manuala sau vopsire cu sablon si pensula (sau pulverizator).
REALIZAREA FOTOORIGINALULUI
Configuratia cablajului imprimat de realizat este transpusa pe folia de cupru a semifabricatului – printr-una din metodele de mai sus indicate – plecand de la un fotosablon (,,film fotografic” sau ,,masca”) ce se obtine la randul lui, prin fotografierea configuratiei originale a cablajului imprimat.
Prin fotooriginal se intelege acest suport informational al configuratiei cablajului imprimat de realizat. Modalitatile de realizare a unui fotooriginal pentru cablaje imprimate sunt urmatoarele:
De regula, fotooriginalul este un desen la scara marita (2:1 … 4:1) al cablajului si realizat pe hartie speciala care asigura atat stabilitatea dimensionala cat si contrastul necesar fotografierii. Executarea desenului implica de fapt proiectarea cablajului imprimat – proces relativ complex, ce se realizeaza fie manual, fie automatizat (,,proiectare asistata de calculator”), respectand anumite reguli.
PROIECTAREA CABLAJELOR IMPRIMATE
Forma cablajului imprimat este dictata de forma echipamentului electronic in care urmeaza sa fie montat; forma dreptunghiulara este cea economica pentru fabricatie.
In proiectarea desenului de cablaj imprimat se urmareste configuratia schemei de principiu si se tine cont de parametrii electrici ai blocului functional care impune distanta minima intre trasee vecine, lungimea si latimea traseelor (fara ca acestea sa se intersecteze in acelasi plan).
Principalele aspecte ce trebuie avute in vedere sunt urmatoarele:- gaurile pentru terminalele componentelor se plaseaza in nodurile
unei retele (imaginare), avand pasul de 2,5 mm;- latimea traseelor conductoare depinde de intensitatea curentului
prin ele, de temperatura mediului ambient si de grosimea foliei de cupru (0,35 μm sau 0,70 μm – standardizat);
- distanta minima intre doua trasee conductoare invecinate este determinata de diferenta de potential dintre acestea;
- pentru reducerea la minimum a posibilelor influente reciproce se amplaseaza cat mai distantat – grupate separate – traseele de semnal mic si cele de semnal mare, caile de joasa frecventa si cele de inalta frecventa, etc.;
- conductorul de masa se realizeaza distinct de celelalte conductoare imprimate, avand, de preferinta o latime mai mare.
Avand in vedere aceste considerente, se realizeaza mai intai o schita preliminara de montaj pe baza careia – dupa optimizarea si definitivarea tuturor pozitiilor si dimensiunilor – se executa FOTOORIGINALUL.
Pe desenul fotooriginalului se prezinta traseele conductoare si toate gaurile (pentru componente si fixare) – fie prin trasare cu tus negru, fie prin lipirea unor elemente adezive, special concepute.
Utilizarea elementelor adezive este foarte eficienta intrucat permite realizarea rapida si estetica a fotooriginalului. In cazul unicatelor (inclusiv al cablajelor experimentale), unele tipuri de elemente adezive pot fi fixate direct pe folia de cupru – inainte de corodare – preluand rolul protector al fotorezistorului (de la metoda fotografica) sau al cernelii serigrafice (de la metoda serigrafica).
In absenta unor astfel de elemente adezive si numai in cazul unicatelor, desenul cablajului imprimat poate fi realizat si direct pe
folia de cupru (fara fotooriginal si fara fotosablon), utilizand lichide speciale ( de exemplu: tus, carmine, lac diluat, tincture de cositorit) rezistente la actiunile clorurii ferice din baia de corodare.
In afara fotooriginalului (desen de cablaj) documentatia tehnica necesara productiei in serie a unei placi de cablaj imprimat cuprinde: desenul de baza, desenul de pozitionare a gaurilor, desenul de acoperire selectiva, desenul de pozitionare (sau de inscriptionare), desen de echipare.
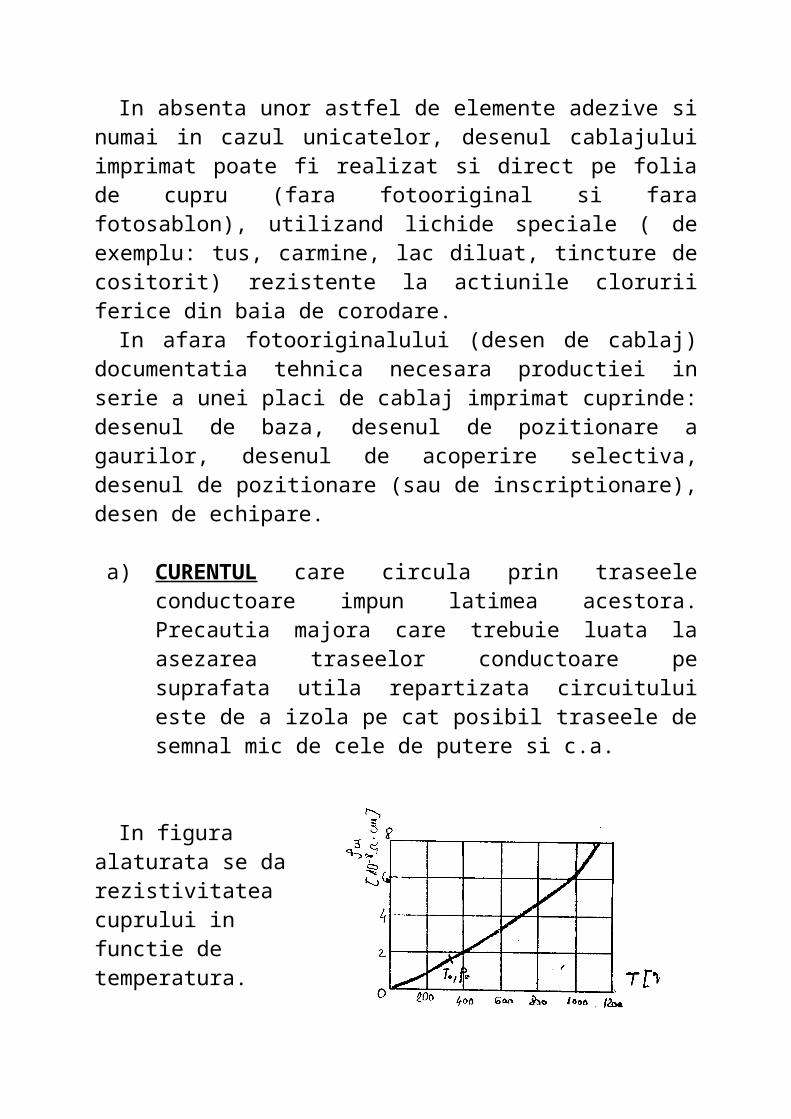
a) CURENTUL care circula prin traseele conductoare impun latimea acestora. Precautia majora care trebuie luata la asezarea traseelor conductoare pe suprafata utila repartizata circuitului este de a izola pe cat posibil traseele de semnal mic de cele de putere si c.a.
In figura alaturata se da rezistivitatea cuprului in functie de temperatura.Punctul Toρo este luat capunct de referinta ρo=1,78 Ωm la 20oC pentru un con-ductor obtinut prin coro-darea pertinaxului placat si ρo=2,5 Ωm pentru unconductor depus electrolitic.
Variatia rezistivitatii cu temperatura este data de relatia:
, unde este coeficientul de temperatura … al rezistivitatii intre
doua temperaturi alese, sin nu un coeficient de temperatura al rezistivitatii pentru o temperatura data:
,
relatie ce da o precizie suficient de buna pentru cazurile practice.Calculul de temperatura al rezistivitatii este:
Calculul supraincalzirii (θ) conductorului de cupru la trecerea
prin el a unui current de densitate , pleaca de la relatia ,
unde m este masa si c este caldura specifica.
Calculul termic al cablajelor imprimate tine seama ca evacuarea caldurii Q, datorita pierderilor in cupru, se realizeaza prin convectie si radiatie la suprafata exterioara a traseului conductor de la (flux termic Q1 si rezistenta termica R1 de convectie si radiatie directa a peliculei metalice) si prin conductibilitate termica spre suportul izolant(fluxul termic Q2).
b) TENSIUNEA . Spatiul dintre traseele conductoare este dependent de diferenta de potential ce exista intre doua puncte ale traseului si de protectia traseelor.
Distanta minima necesara intre doua trasee conductoare tinand seama de parametrii conditiilor climatice si dielectricul materialului izolant este data in functie de tensiunea intre traseele conductoare. Aceste date sunt considerate plecand de la calculul tensiunii de strapungere a
dielectricului (aer, suport izolant, acoperire de protectie) intre traseele cablajului, luand un coeficient de siguranta pentru neatingerea limitei de strapungere.
Tensiunea intre conductoare cc.sau valoarea la varf ca [V]
Spatial minim (mm)
A. Distanta intre conductoare (de la nivelul marii … 3.000 m)0 – 150
151 – 300301 – 500peste 500
0,651,302,500,005
B. Distanta intre conductoare (altitudine peste 3.000m)0 – 50
51 – 100101 – 170171 – 250251 – 500
501 …
0,6351,5243,1756,35012,7000,0254
C. Distanta intre conductoare (orice altitudine)0 – 3031 – 5051 – 150151 – 300301 – 500
501 …
0,2540,3810,5080,7621,5240,003
In anumite aplicatii distantele intre trasee pot fi crescute din cauza efectelor capacitatii de cuplare intre traseele paralele la inalta frecventa sau pentru a reduce riscul unei reactii parasite.
c) FRECVENTA impune restrictii numai cand lucreaza la valori foarte inalte si intervine capacitatea distributiva intre traseele conductoare.
Pentru proiectarea unui cablaj imprimat pentru un circuit cu functionare la inalta frecventa intervin urmatorii parametrii: dimensiunile traseelor (latimea conductorului, distanta intre trasee,

grosimea conductorului), natura conductorului, natura si grosimea suportului izolant.
Capacitatea de cuplaj distribuita pe unitatea de lungime intre doua trasee conductoare paralele si identice, pentru pertinax simplu placat, respective dublu placat, este reprezentata in cele doua grafice 1 s respective 2.
Cand traseele conductoare nu sunt egale si anume unul este de 2,5 ori mai lat decat celalalt, capacitatea distribuita parazita se obtine inmultind datele din graficele prezentate mai sus cu 1,25.
Fig.Capacitatea distribuita de cuplare intre traseele
paralele conductoare pe suport izolant de pertinax:1 – simplu placat2 – dublu placat3 – trasee conductoare neegale simplu placat4 - trasee conductoare neegale dublu placat
Capacitatea distribuita intre doua trasee conductoare paralele si
identice pe un suport de 2 mm grosime este prezentata in urmatorul tabel:
Latimea traseului de cupru [mm]
Capacitatea [pF/cm] pentru o distanta intre trasee [mm]1 2 3 4
2 0,62 0,52 0,38 0,304 0,68 0,57 0,43 0,346 0,73 0,60 0,46 0,36
d) REZISTENTA DE PIERDERI. Pentru caile de semnal mic sau
pentru traseele conductoare de intrare in circuite cu mica impedanta de intrare, rezistenta pe care o ofera traseul conductor semnalului intre elementele conectate are o mare importanta pentru inrautatirea acestuia (pierderi de semnal - … si zgomot introdus de zgomotul termic al rezistentei echivalente).
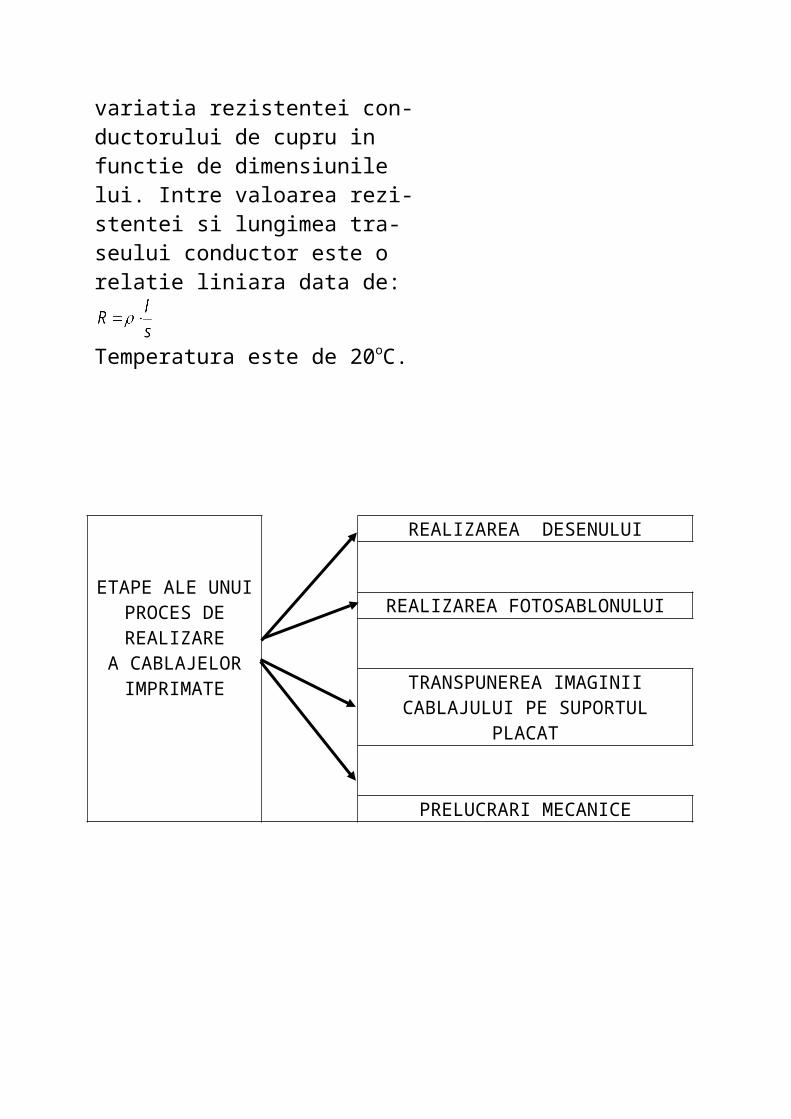
In figura alaturata se davariatia rezistentei con-ductorului de cupru infunctie de dimensiunile lui. Intre valoarea rezi-stentei si lungimea tra-seului conductor este orelatie liniara data de:
Temperatura este de 20oC.
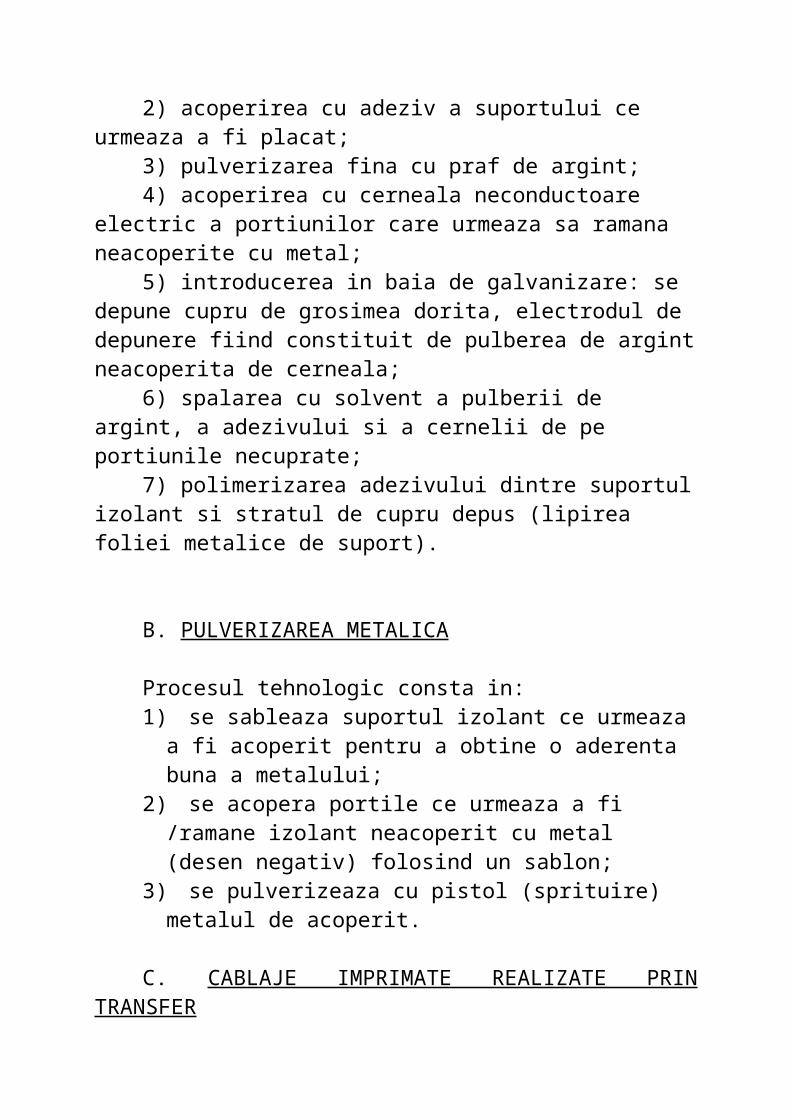
ETAPE ALE UNUIPROCES DEREALIZARE
A CABLAJELORIMPRIMATE
REALIZAREA DESENULUI
REALIZAREA FOTOSABLONULUI
TRANSPUNEREA IMAGINII CABLAJULUI PE SUPORTUL PLACAT
PRELUCRARI MECANICE
METODE ADITIVE DE REALIZAREA CABLAJELOR IMPRIMATE
Se pleaca de la suportul izolant neacoperit cu metal si se urmareste realizarea cablajului imprimat prin depunerea realizarilor corespunzatoare desenului de cablaj.
A.DEPUNERE GALVANICACablajele imprimate se
realizeaza prin depunerea e- lectrolitica a cuprului pe su-port izolant urmand desenul de cablaj.Depunerea electrolitica a

cuprului pe stratul izolant:1 – substrat; 2 – adeziv; 3 – pulbere de argint; 4 – cupru; 5 – traseele conductoare ale cablajului.
Procesul tehnologic de obtinere a cablajelor prin galvanotehnica este urmatorul:
1) taierea la dimensiuni si gaurirea suportului;2) acoperirea cu adeziv a suportului ce urmeaza a fi placat;3) pulverizarea fina cu praf de argint;4) acoperirea cu cerneala neconductoare electric a portiunilor
care urmeaza sa ramana neacoperite cu metal;5) introducerea in baia de galvanizare: se depune cupru de
grosimea dorita, electrodul de depunere fiind constituit de pulberea de argint neacoperita de cerneala;
6) spalarea cu solvent a pulberii de argint, a adezivului si a cernelii de pe portiunile necuprate;
7) polimerizarea adezivului dintre suportul izolant si stratul de cupru depus (lipirea foliei metalice de suport).
B. PULVERIZAREA METALICA
Procesul tehnologic consta in:1) se sableaza suportul izolant ce urmeaza a fi acoperit pentru a
obtine o aderenta buna a metalului;2) se acopera portile ce urmeaza a fi /ramane izolant neacoperit
cu metal (desen negativ) folosind un sablon;3) se pulverizeaza cu pistol (sprituire) metalul de acoperit.
C. CABLAJE IMPRIMATE REALIZATE PRIN TRANSFER
Procesul tehnologic consta in:- pe o placa de otel se realizeaza desenul negativ de cablaj (se
acopera cu cerneala neconductiva portiunile care in circuitul final de cablaj trebuie sa ramana izolant);
- se depune electrolitic cuprul pe placa de otel (in portiunile neacoperite cu cerneala);

- se transfera cuprul cu configuratia obtinuta de pe placa de otel pe suportul izolant acoperit cu adeziv;
- se polimerizeaza adezivul.-
Procedeul de realizare prin transfer a cablajelor imprimate:1 – substrat; 2 – adeziv;3 – placa de otel; 4 – cupru
Pentru fabricatia in productie de serie mare, pe placa de otel se realizeaza desenul de relief, cerneala neconductoare acopera adanciturile, iar cuprul se depune galvanic pe proeminente; prin aceasta se asigura un transfer mai bun al acoperirilor de cupru pe suportul izolant acoperit cu adeziv.
D. CABLAJE IMPRIMATE REALIZATE CU PULBERI PRESATE
Procesul tehnologic consta in:- suportul izolant este acoperit prin pulverizare cu pulbere
metalica; se usuca (suspensie de pulbere in apa);- se realizeaza o matrita cu desenul de cablaj in relief (imaginea
pozitiva – proeminentele corespund traseelor ce urmeaza a fi constituite de metal);
- se preseaza matrita incalzita pe suportul izolant acoperit cu pulbere metalica. Prin presare, pulberea metalica se aglomereaza si intra partial in suportul izolant;
- se spala pentru indepartarea pulberii metalice de pe portiunile nepresate; metalul rezultat de la spalare este recuperat.
Tehnologia de fabricatiea cablajelor imprimate prin

presare de pulbere metalica:1 – substrat; 2 – pulbere argint.
Procedeul este intrebuintat indeosebi la acoperirea cu argint.
METODE SUBSTRACTIVE DE REALIZARE ACABLAJELOR IMPRIMATE
a) Procedeul mecanic de realizare a cablajelor imprimate.Se pleaca de la suportul izolant acoperit cu adeziv si folia metalica
a carei grosime depinde de scopul urmarit la proiectarea electroconstructiva.
Etapele acestui procedeu sunt:- se realizeaza matricea cu relieful corespunzator desenului de
cablaj ; - se preseaza la cald suportul izolant termorigid nepolimerizat
acoperit cu adeziv si folie metalica. Presarea uniforma pe toata suprafata face ca folia de cupru sa se lipeasca de izolant, conexiunile avand o grosime uniforma infundata in stratificat;
- se curata metalul nelipit cu piatra de polizor sau cu benzi abrasive cu mers continuu.
Pentru realizarea de cablaje nivelate, necesare la sectiuni de comutatoare in special, se foloseste suport izolant cu procent mare de rasina (stratificatul este sarac in material de umplutura) care dupa realizarea cablajului imprimat este supus unei incalziri si presari intre doua placi; suportul se inmoaie, iar metalul se imprima in suport, obtinandu-se nivelarea cablajului.

b) Procedee chimice (gravare) de realizare a cablajelor imprimate constau in :
- se realizeaza desenul de cablaj la o scara marita (x10 pentru cablaje de finite, x2 pentru cablaje normale) pe hartie speciala conform principiilor de proiectare a cablajelor. Traseele conductoarelor imprimate se realizeaza cu tus negru sau cerneala neagra sau mata (made in China) la care gaurile se reprezinta prin cercuri albe in interior φ 1 mm sau folosind benzi negre adezive, obtinandu-se astfel originalul desenului cablajului imprimat;
- se realizeaza filmul fotografic (fotosablonul sau marca) prin fotografierea desenului original pe film de mare contrast (micsorand de 10 ori, respective de 2 ori; prin aceasta, imperfectiunile de executie ale desenului sunt reduse corespunzator); astfel obtinandu-se negativul desenului de cablaj. Acesta se executa fie pe film de celuloid (variatiile in timpul procesului de developare, fixare si uscare sunt de 0,5%), polistiren (0,1%) sau placi de sticla (cele mai stabile).
- retusarea cliseului;- se realizeaza cablaje prin gravare; transpunerea (imprimarea)
imaginii cablajului de pe filmul fotografic pe stratificatul placat cu cupru se poate face prin mai multe metode: fotografic, serigrafic si prin transport (sau offset);
- efectuarea unor prelucrari mecanice adecvate (dupa realizarea corodarii) gaurire, taiere, decupare, debavurare, etc. urmate de realizarea unor acoperiri de protectie.
1. Procedeul fotografic consta in:a) acoperirea (prin pulverizare, scufundare sau prin valturi) a
intregii suprafete de cupru a stratificatului placat cu cupru cu o substanta fotosensibila (alcool polivirilic sensibilizat cu bicromat de amoniu – fotorezist lichid) de grosime intre 4 – 12 μm;
b) expunerea la lumina a placii sensibilizate prin cliseul fotografic; imaginea nu poate fi mai buna decat cliseul;
c) developarea, fixarea, indepartarea substantei fotosensibile nepolimerizate de pe placa;
d) spalarea;

e) corodarea.
Fig. Prelucrarea stratului de fotoresist negativ
Avantaje:trasee fine (rezolutie buna definite prin grosimea celei mai fine linii conductoare sau ca numarul de linii rezolvate pe milimetru), utilaj redus.
Dezavantaje:costuri mari, (acoperirea intregii placi cu material fotosensibil), productivitate scazuta, cere calificare in executie.
Procedeul este convenabil pentru fabricatie de serie mica si de unicate.
Dupa prima faza a) spalarea si degresarea prealabila a foliei de cupru aceasta se acopera cu un strat de fotorezist. (fotorezistent).
In faza urmatoare b) se expune stratul de fotorezist la lumina prin intermediul fotosablonului (realizat anterior) – vezi figura de mai sus transferandu-se astfel configuratia circuitului imprimat de realizat pe folie de cupru.
Dupa developare si fixare fotografica, anumite zone din fotorezist devin insolubile, iar celelalte pot fi dizolvate si indepartate cu ajutorul unui solvent special. Astfel la fotorezistul negativ, portiunile expuse la lumina polimerizeaza si devin insolubile, spre diferenta de fotorezistul pozitiv la care zonele neexpuse luminii devin insolubile.
Se obtine astfel – in primul caz, cel din figura – o acoperire a foliei de cupru cu fotorezist, doar in zonele corespunzatoare portiunilor transparente ale fotosablonului. Stratul ramas se fixeaza pentru a-i mari rezistenta la reactivul de corodari.
Urmeaza, conform fazelor prezentate, prelucrarea foliei de cupru.

Cea mai importanta etapa consta in corodare (specifica metodelor substractive), implicand inversarea semifabricatului placat intr-o cuva (de dimensiuni adecvate) cu clorura ferica. Au loc reactii chimice determinand corodarea si indepartarea foliei de cupru numai in zonele neacoperite cu stratul protector de fotorezist (vezi figura de mai sus), corespunzand, in cazul fotorezistorului negativ, zonele neexpuse la lumina, (deci portiunile opace ale fotosablonului. Corodarea poate dura pana la cateva zeci de minute si se considera incheiata atunci cand in zonele neacoperite de fotorezist apare suportul electroizolant al fabricatului.
Dupa corodare se realizeaza succesiv:- indepartarea stratului protector de fotorezist (depus pe traseele
circuitului imprimat);- decuparea/debitarea placii la dimensiunile finale;- efectuarea gaurilor necesare montarii componentelor pe placa si
a placii in aparat (echipament);- debavurarea muchiilor placii si a gaurilor;- lacuirea – in scopul asigurarii protectiei anticorozive si a
facilitarii efectuarii lipiturilor – lipirilor cu cositor.Se obtine astfel un produs finit – placa cu cablaj imprimat sau
cu ,,circuite imprimate”) – pe care urmeaza sa se monteze (prin implantare si lipire automatizata sau manuala) toate componentele pasive si active prevazute.
2. Procedeul serigrafic
Transpunerea imaginii cablajului imprimat pe semifabricatul placat cu cupru se poate efectua si prin ,,serigrafie”. Desi aceasta metoda realizeaza unii parametrii calitativi inferiori celor obtinuti prin metoda fotografica (rezolutie 1,5 mm in loc de 0,5 mm; precizie ± 0,3 mm in
loc de ± 0,15 mm) ea este larg utilizata in productia industriala de mare serie a cablajelor imprimate intrucat asigura obtinerea unei productivitati maxime si a unui pret de cost mai redus, permitand totodata automatizarea totala a procesului tehnologic respectiv.
In acest caz, configuratia cablajului imprimat de realizat este protejata impotriva corodarii prin aplicarea unui strat de vopsea /cerneala serigrafica speciala, cu ajutorul unei ,,site serigrafice” specifice.
Etapele acestui procedeu sunt:- pregatirea suportului placat;- realizarea sitei serigrafice;- acoperirea suportului placat cu cerneala serigrafica;- corodarea;- acoperirea de protectie.Se realizeaza pe o sita (de matase, polister sau otel inoxidabil)
acoperita cu alcool polivinilic concentrate, prin impresionare fotografica folosin cliseu, imagine ce reprezinta desenul negativ al cablajului imprimat. Aceasta sita (sau ,,sablon”) este de regula o ,,panza cu ochiuri foarte fine si bine intinsa pe o rama dreptunghiulara avand dimensiunile mai mari decat cele ale placii cu cablaj imprimat. Realizarea sitei serigrafice implica obturarea anumitor ochiuri in scopul transpunerii imaginii alb/negru de pe filmul fotografic intr-o imagine cu ochiuri obturate, respective libere, pe sita. In acest scop, pe sita care are toate ochiurile libere se aplica mai intai un strat fotosensibil din FOTOREZIST care este expus la lumina prin intermediul fotosablonului pozitiv (continand configuratia cablajului imprimat). In locurile iluminate fotorezistorul polimerizeaza si se intareste (fixandu-se pe sita si obturand ochiurile), in timp ce in zonele neluminate fotorezistorul poate fi indepartat (prin spalare cu apa calda) permitand reaparitia ochiurilor libere. Astfel sita devine un ,,negativ” continand imaginea cablajului imprimat. Sita trebuie sa fie intinsa iar firele acesteia sa fie perpendiculare intre ele.
In etapa urmatoare, se transpune (imprima) aceasta imagine pe folia de cupru a semifabricatului placat.
Pentru aceasta, se pune sita in contact direct cu folia, iar pe cealalta fata a sitei se aplica vopsea/cerneala serigrafica prin intindere – pe intreaga suprafata a sitei – cu ajutorul unei radete (spaclu) speciale. (Distanta maxima la care poate fi mentinut ecranul (sita) este de 3-4

fata de placa de cupru, aceasta depinzand de puterea de patrundere a lacului sau cernelei utilizate; o distanta prea mare ducand la dublarea, umbrirea imaginii serigrafice). Translatand aceasta radeta, insotita de o anumita presare cerneala este obligata sa treaca prin ochiurile ramase libere ale sitei, imprimandu-se pe folia de cupru – zona ochiurilor abturate ramanand neacoperita cu cerneala.
Fig. Imprimarea prin intermediul sitei serigrafice cu cerneala serigrafica:
1- cerneala serigrafica; 2 – radeta; 3 – ochiuri obdurate 4 – sita serigrafica(sablon)
Astfel se obtine pe folia de cupru o imagine ,,pozitiva” si in relief a cablajului imprimat, realizata cu ajutorul vopselei/cernelei serigrafice.
Exista tipuri diferite de cerneluri si lacuri, in functie de scopul urmarit. Pentru circuite simplu sau dublu placate, la care operatia urmatoare serigrafiei este corodarea, se pot utiliza : cerneala neagra tip wornow 145-14-O, Argon 19400, Dinachem 2001. Pentru circuitele dublu placate sau multistrat, care dupa serigrafie sunt acoperite electrochimic se foloseste cerneala albastra tip wornow 145-14-M, Argon 19490, Argon 19700. Pentru cositorirea selective a circuitelor imprimate se utilizeaza lac sicativ tip Solder Mask 727. Cerneala serigrafica este de natura oleogliceroftab.. greu sicativa ce se dilueaza cu terebentina. Grosimea stratului depus este de 8-12 μm.
Retusul serigrafic consta in retus pozitiv, prin adaugarea cu pensula a cernelei pe portiuni unde aceasta lipseste, si retus negative prin indepartarea portiunilor serigrafice care au un plus de cerneala.
Avantajele acestui procedeu sunt: finete medie a traseelor conductoare, utilaj redus, consum redus de cerneala serigrafica.
Dezavantajele constau in aceea ca procedeul cere calificare si experienta in procesul de fabricatie. Procedeul este convenabil pentru serii medii si mari unde se utilizeaza masini specializate manuale, semiautomate sau automate.
Compozitia de corodare este injectata prin duze. Se poate face o corodare pe ambele fete in cazul cablajului dublu placat. Se poate apoi face spalara prin injectare.Curatirea cernelei de protectie a acoperirilor conductoare de cupru cu ajutorul unui diluant prin stergerea cu o carpa inmuiata in diluant.
Dupa corodarea chimica pot aparea reactii secundare care duc la formarea oxizilor de cupru si de fier ce raman sub forma unei pelicule foarte rezistente pe cuprul cablajului. Din cauza ciclurilor de temperatura si umiditate, rezistenta mecanica la suprafata a cablajului imprimat scade, iar rezistenta electrica de contact creste considerabil aparand aproape impasibila lipirea componentelor.
De aceea dupa curatirea mecanica (cu abrazivi) si chimica pentru indepartarea oxizilor, se acopera cablajele imprimate cu straturi de protectie. Se pot folosi in acest scop urmatoarele posibilitati:
- protectia plastica cu rasini sau lacuri; prin aceasta se protejeaza de la oxidare si in acelasi timp, se usureaza lipirea in bare se cositor. Se foloseste pentru acoperire in mod deosebit coloforiu activat dizolvat in alcool. Acoperirea se realizeaza prin stropire (pulverizare), scufundare sau prin intinderea uniforma de catre tambur;
- protectia metalica; consta in depunerea electrochimica in baia de galbanizare a unui metal rezistent la coroziune. Acoperirile galvanice inainte de gravare constau in depuneri de cositor sau de argint; catodul de depunere fiind constituit din cuprul imagine pozitiva neacoperit cu cerneala neconductiva. Dupa spalarea cernelii raman acoperite traseele conductoare de cupru cu metalul de protectie. Corodarea cuprului de pe portiunile neprotejate se face in solutie acida care nu ataca metalul de protectie depus galvanic, ci numai cuprul neprotejat.
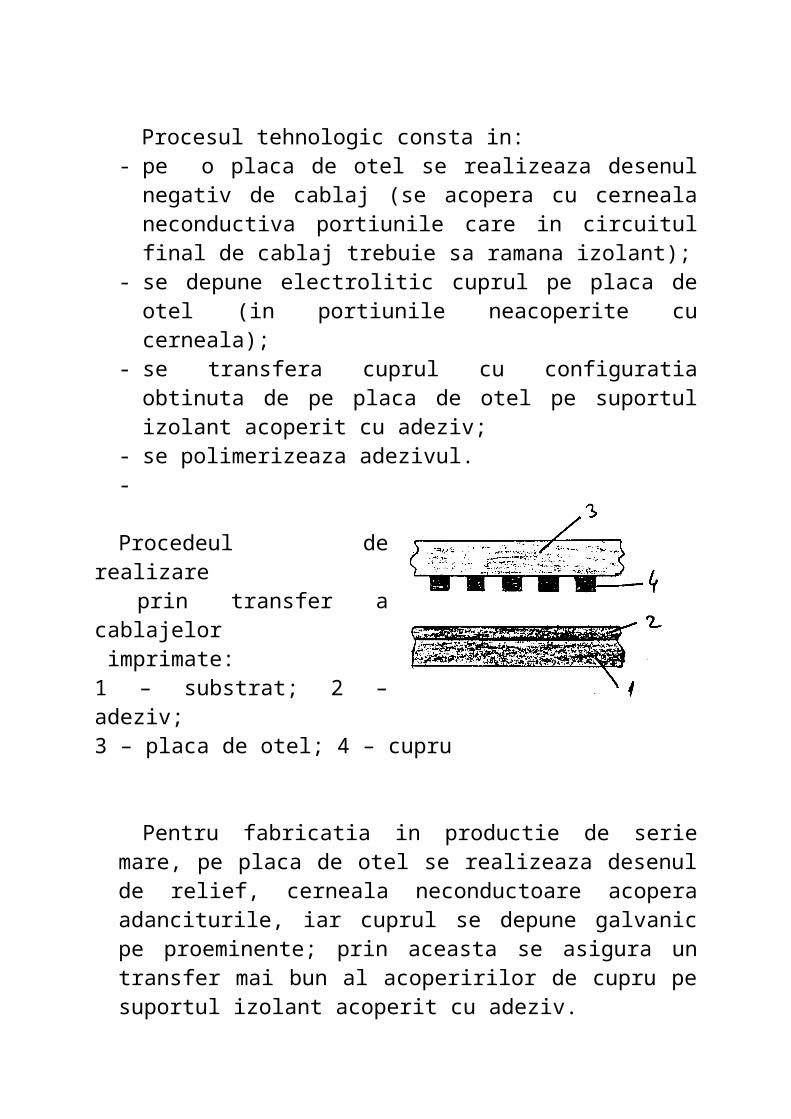
Fig. Acoperirea de protectie a cablajelor imprimate cu solutie de coloforiu in alcool: 1 – cablaj imprimat; 2 – tambur; 3 – solutie de coloforiu
Acoperirea metalica dupa gravare consta in depunerea electrodului mica cu metal de protectie peste cuprul ce reprezinta traseele conductoare (catodul baii de galvanizare). Se fac depuneri de protectie de crom (baie cu acid cromic), nichel (anodul este nichel pur, iar electrolitul este solutie de sulfat dublu de nichel si uraniu), argint (anodul este argint, iar electrolitul solutie de arama dubla de argint si potasiu).
3. Procedeul imprimarii affset consta in:
- se realizeaza o placa de metal (otel, cupru, zinc, aluminiu) gravata in relief dupa desenul de cablaj scara 1:1;
- se depune prin transport cerneala de pe placa pe stratificatul placat; cu o rola de … care se inmoaie inaintea fiecarei operatii in cerneala, se depune cerneala pe proeminentele placii metalice; o a doua rola de transport preia cerneala de pe placa de metal si o depune pe suportu placat (figura de mai jos).
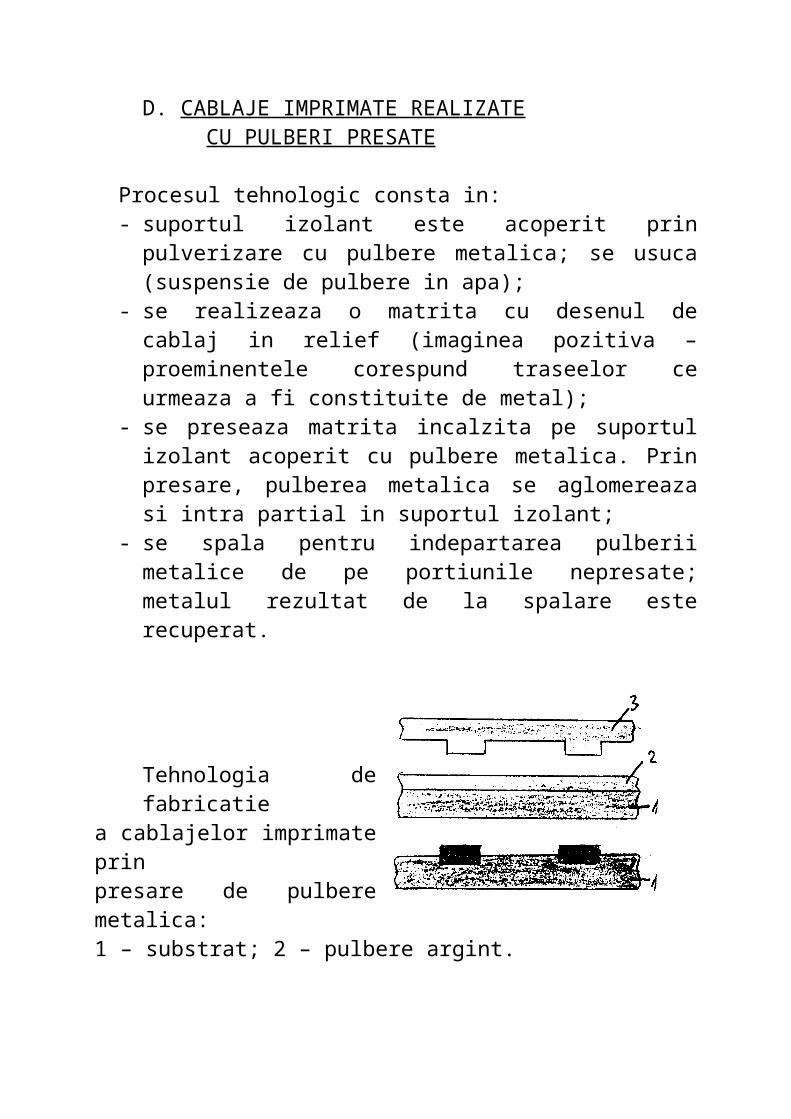
Fig. Procedeul imprimarii prin transfer pentru realizarea cablajelor imprimate:
1 – suport placat; 2 – cupru;3 – rola de acoperire;4 – rola de transport
- corodarea;Avantajele procedeului constau in productivitate foarte mare,
consum redus de cerneala.Dezavantajele sunt: necesita utilaje scumpe, dau o precizie si o
finete a traseelor mica.Procedeul este convenabil pentru serii mari si foarte mari.Dupa realizarea acoperirilor de protectie a cuprului ce placheaza
stratificantul izolant in portiunile care trebuie sa ramana conductoare, urmeaza corodarea cuprului de pe portiunile neacoperite.
Corodarea metalizarilor neprotejate se face in:- clorura ferica slab acida (concentratie 30-40oBaume) cu agitarea
acidului la temperatura de 30-35oC. Corodarea se realizeaza cu o viteza de 50μm/5minute.
- persulfat de amoniu (NH4)S2O8. Avantajul este ca, corodarea este curate si nu produce reziduri insolubile (deci problema indepartarii acestora este inlaturata); persulfatul de amoniu coloreaza orice fel de circuite imprimate, inclusiv circuitele imprimate cositorite.
- clorura cuprica, acid clorhidric, apa oxigenata, saramura (cablaje imprimate realizate in I.P.R.S.). Are avantajul ca se recupereaza cuprul dizolvat in solutie.