asamblari prin sudare
DESCRIPTION
generalitatiTRANSCRIPT
APROFIREI MIHAELA

CUPRINS ASAMBLARI PRIN SUDARE Metodele productive la sudarea cu gaze ;Scule si dispozitive pentru
operatiile de sudare ASAMBLAREA GENERALA A CONSTRUCTIILOR SUDATE TENSIUNI INTERNE SI DEFORMATII PROCEDEE DE REDUCERE A DEFORMATIILOR FORMAREA FISURILOR TRATAMENTUL TERMIC AL IMBINARILOR SUDATE STUDIUL ASAMBLARILOR PRIN SUDARE PROCEDEE DE SUDARE Sudarea manuală cu arc electric; Sudarea manuală cu arc înecat (cu arc scurt) Utilaje de sudare Sudarea automată ;Sudarea oxiacetilenica CONTROLUL SI RECEPTIA ASAMBLARILOR SUDATE Defectoscopia Roentgen ;Defectoscopia cu raze gama ;Defectoscopia ultrasonica Incercari pe epruvete Incercari nedistructive (electrice si electromagnetice) Norme de tehnica securităţii muncii
ASAMBLAREA PRIN SUDARE
• Realizeaza imbinari nedemontabile, pentru piese metalice, folosind incalzirea locala, presiunea, socul, cu sau fara materiale de adaos.
• Sudura reprezinta rezultatul sudarii si este formata din materialele de baza ale piesei si materialul de adaos ce formeaza legatura dintre piese.
• Cordonul de sudura(cusatura) este realizat prin topirea materialului de adaos si, partial, a materialului piesei.
• SUDAREA este un procedeu tehnologic de asamblare nedemontabila
a doua sau mai multe metale care au aceeasi compozitie chimica.
• Asamblarea nedemontabila se poate obtine prin incalzirea locala a
materialelor pana la topire cu sau fara material de adaos.Locul de asamblare se numeste SUDURA,iar linia de imbinare se
numeste CUSATURA sau CORDON DE SUDURA.• In functie de tehnologia de executie a sudarii exista• 1.SUDAREA PRIN TOPIRE - cu gaze - electrica -pe baza chimica• SUDAREA PRIN PRESIUNEPentru a putea face un control eficient ,trebuie cunoscute mai intaiDEFECTELE care pot aparea la imbinarile sudate.
PROCEDEE DE SUDARE •sudarea manuala cu electrozi metalici înveliţi; sudarea în mediu de gaz protector,•sudarea electrică prin rezistenţă, prin puncte, sudarea in linie ,sudarea prin topire cu gaz•sudarea manuala prin topire cu arc electric, sudarea în mediu de abur,•sudarea automată sub strat de flux, sudarea în baie de zgură ,sudarea prin frecare
sudarea electrica prin presiune,•sudarea prin explozie.
Metodele productive la sudarea cu gaze• Una din metodele cele mai productive este
cusatura dubla –se poate aplica atat la sudarea otelului cat si la sudarea metalelor neferoase.
• O alta metoda productiva este sudarea cu suflaiul multiplu.
• Alta metoda -sudarea automata cu gaze -se aplica la productia de serie pentru sudare cusaturilor longitudinale fara metal de adaos si a tevilor cu pereti subtiri.
Scule si dispozitive pentru operatiile de sudare-clestele de sudurapanourile de protectie dispozitivele de asamblaredispozitivele speciale-dispozitivele de fixare dispozitivele de
prindere dispozitivele de
strangere dispozitivele de
intoarcere

ASAMBLAREA GENERALA A CONSTRUCTIILOR SUDATE Sudarea incepe prin prinderea in cateva puncte de sudura
a marginilor de asamblat. Pentru a se extinde sudarea automata s-au creat o serie de
instalatii care sa elimine unele dificultati pentru care aparatul de sudare automata nu poate fi utilizat.
-instalatia de sudare automata pentru grinzi -instalatia de sudare automata pentru cazane si
rezervoare
TENSIUNI INTERNE SI DEFORMATII
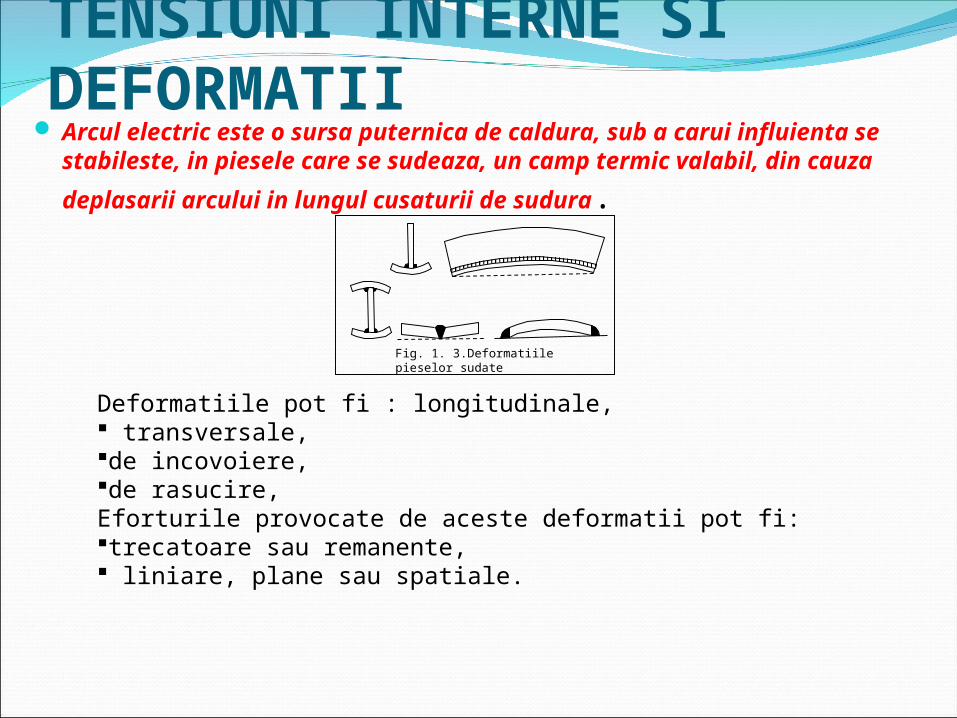
Arcul electric este o sursa puternica de caldura, sub a carui influienta se stabileste, in piesele care se sudeaza, un camp termic valabil, din cauza deplasarii arcului in lungul cusaturii
de sudura.
Fig. 1. 3.Deformatiile pieselor sudate
Deformatiile pot fi : longitudinale, transversale, de incovoiere, de rasucire, Eforturile provocate de aceste deformatii pot fi: trecatoare sau remanente, liniare, plane sau spatiale.
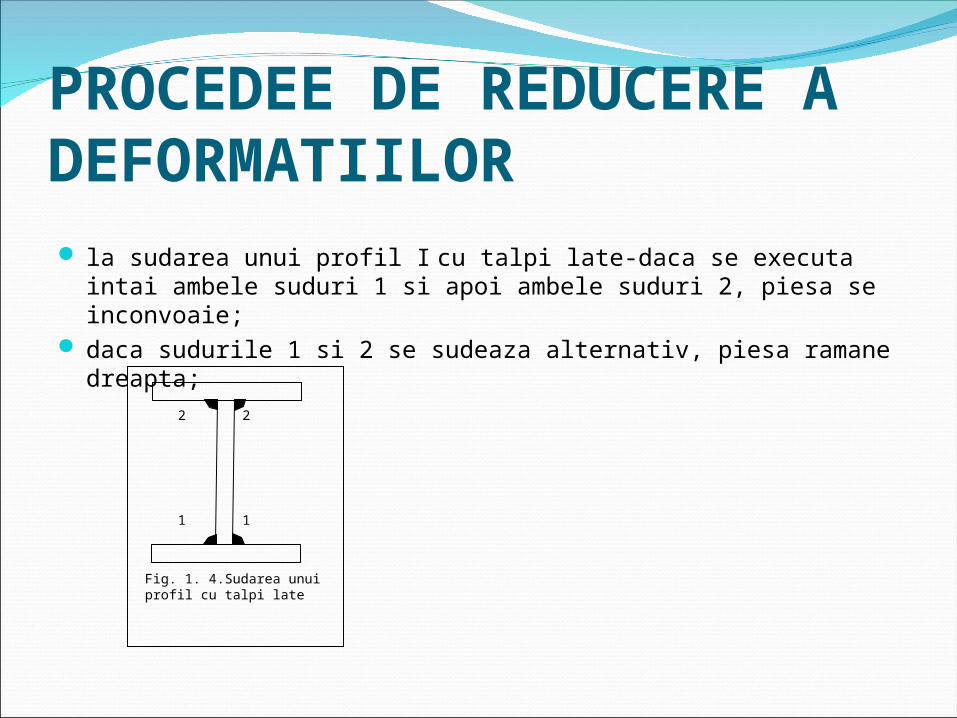
PROCEDEE DE REDUCERE A DEFORMATIILOR la sudarea unui profil I cu talpi late-daca se executa intai ambele
suduri 1 si apoi ambele suduri 2, piesa se inconvoaie; daca sudurile 1 si 2 se sudeaza alternativ, piesa ramane dreapta;
2 2
1 1
Fig. 1. 4.Sudarea unui profil cu talpi late
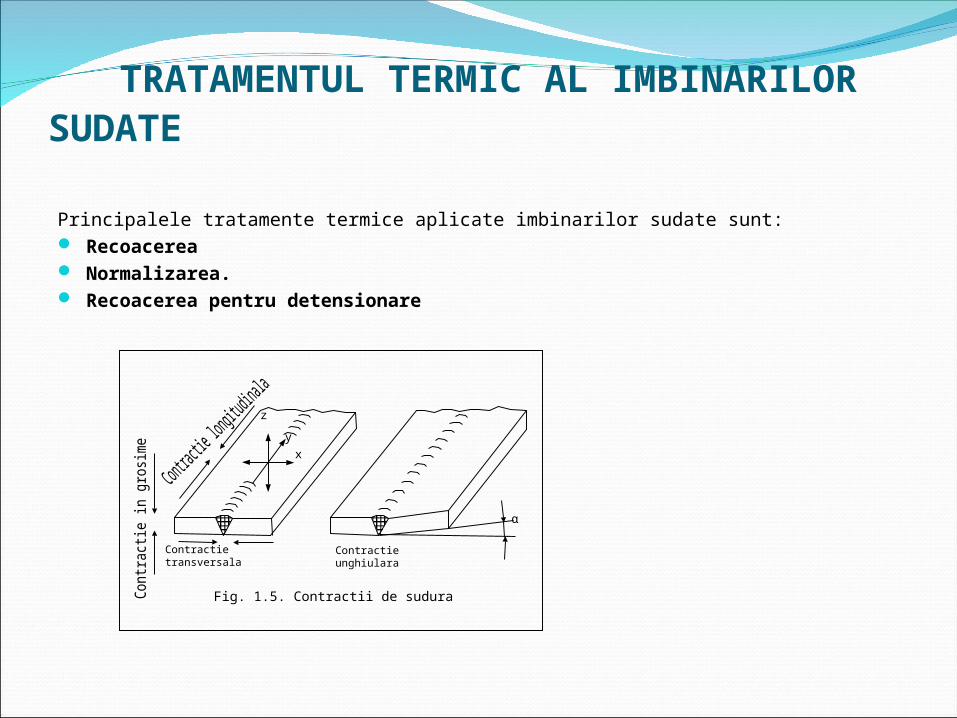
TRATAMENTUL TERMIC AL IMBINARILOR SUDATE
Principalele tratamente termice aplicate imbinarilor sudate sunt: Recoacerea Normalizarea. Recoacerea pentru detensionare
Contractie transversala Contractie unghiulara
α
z
xy
Fig. 1.5. Contractii de sudura
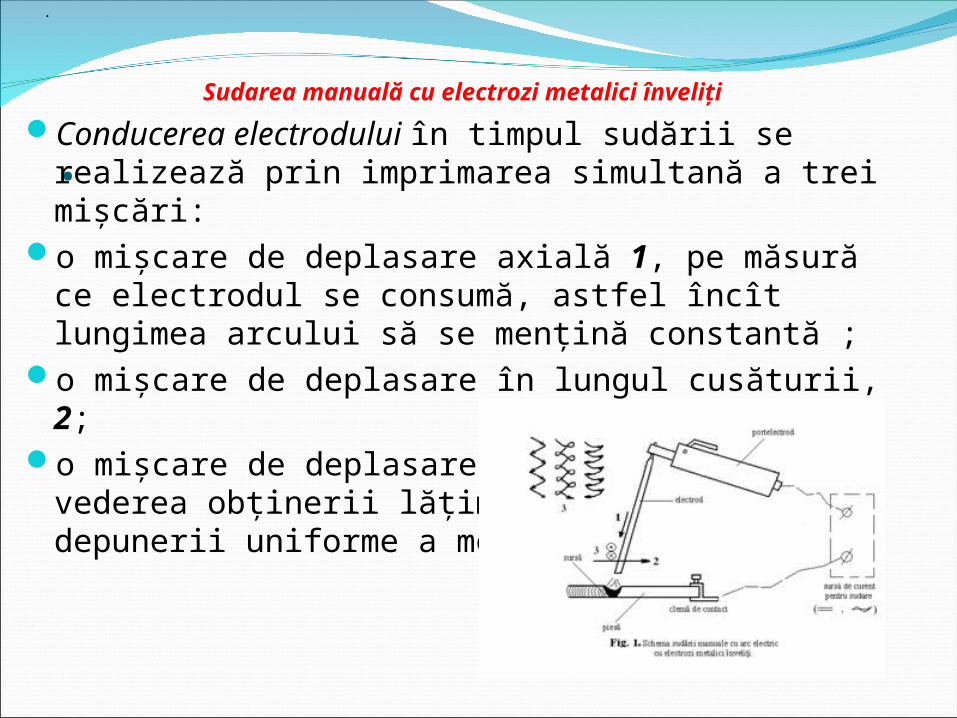
.Sudarea manuală cu electrozi metalici înveliţi
Conducerea electrodului în timpul sudării se realizează prin imprimarea simultană a trei mişcări:
o mişcare de deplasare axială 1, pe măsură ce electrodul se consumă, astfel încît lungimea arcului să se menţină constantă ;
o mişcare de deplasare în lungul cusăturii, 2;o mişcare de deplasare transversala 3 în vederea
obţinerii lăţimii cusăturii şi depunerii uniforme a metalului
.
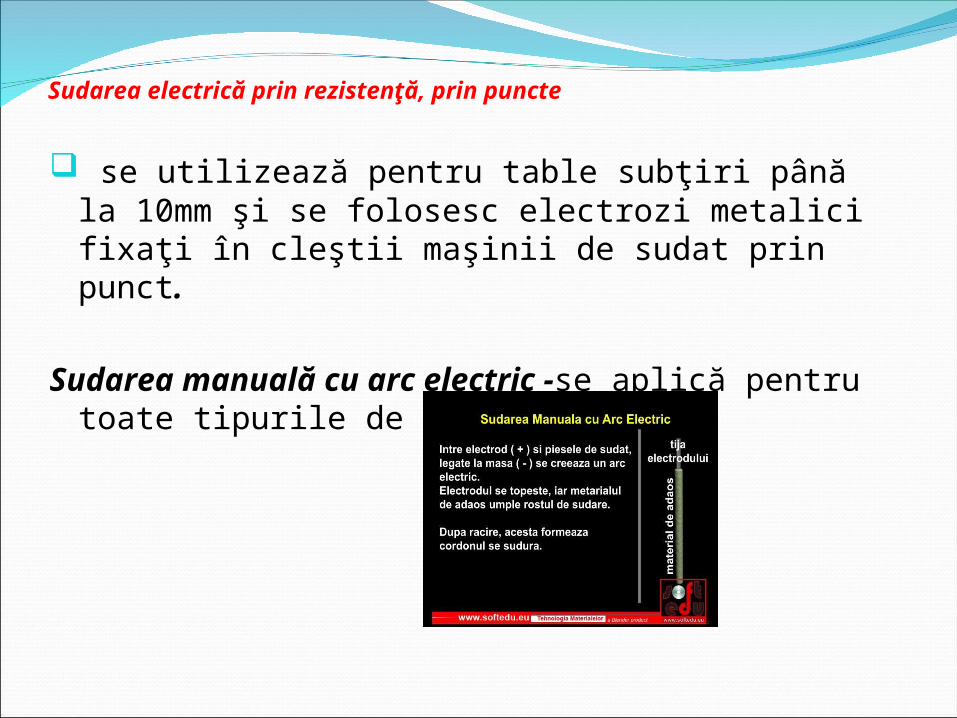
Sudarea electrică prin rezistenţă, prin puncte
se utilizează pentru table subţiri până la 10mm şi se folosesc electrozi metalici fixaţi în cleştii maşinii de sudat prin punct.
Sudarea manuală cu arc electric -se aplică pentru toate tipurile de cusături
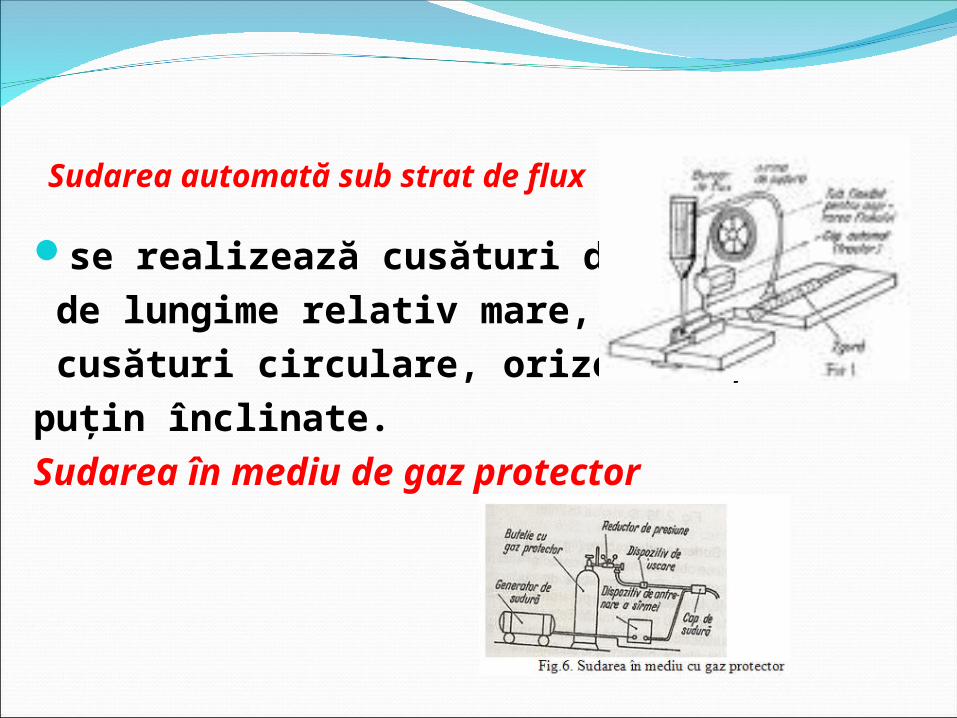
Sudarea automată sub strat de flux
se realizează cusături drepte, de lungime relativ mare, sau cusături circulare, orizontale, puţin înclinate. Sudarea în mediu de gaz protector

Sudarea manuala cu arc inecat(cu arc scurt)
• Operaţia se execută prin legarea împreună a mai multor electrozi, iar după prinderea lor în portelectrod sudarea se execută la fel ca la sudarea cu un electrod.
• Fascicule de electrozi: a- cu electrozi înveliţi;
b- cu electrozi înveliţi şi ne înveliţi.
• Electrozii sunt legaţi în fascicul prin punct de sudură la capătul ne-învelit. După ce primul electrod se topeşte parţial, arcul trece la cel de-al doilea electrod din fascicul. Deoarece electrozii sunt pe rând străbătuţi de curent electric, creşte şi productivitatea operaţiei de sudare.
Controlul calităţii sudurilorOperatii de verificare si de control:
• - verficarea dimensiunilor fiecarei piese sudate si a pozitiei ei relative in ansamblul imbinarii;
• - examinarea si verificarea cordoanelor de sudura;Calitatea sudurii se verifica prin :• incercarea epruvetelor prin guri de control si prin examinarea cu raze
Roentgen• raze gama • cu unde ultrasonice. Controlul aplicat in scopul detectării defectelor unor piese sau a
unor asamblări este controlul defectoscopic -se poate efectua, prin distrugerea piesei denumindu-se control distructiv, sau fără distrugerea piesei denumindu-se control nedistructiv.
Controlul defectoscopc distructiv se poate efectua prin simpla observare cu ochiul liber sau cu o lupă, sau cu ajutorul unei aparaturi specializate.
Controlul efectuat cu aparatură de control defectoscopic nedistructiv pune în evidenţă cu o mare precizie defectele situate atât la suprafaţa cât şi in interiorul pieselor.

Controlul defectoscopic cu ultrasunete
constituie una dintre cele mai răspândite metode de control ne-distructive- se bazează pe proprietatea lor de a se reflecta atunci când întâlnesc în cale un obstacol. Undele ultrasonore se produc prin efecte piezoelectric în transductoare cu plăcuţe de cuarţ sau de titanat de bariu, denumite palpatoare .

• Defectoscopia Roentgen-se bazează pe faptul ca razele Roentgen, având o lungime de unda foarte mica si o frecventa foarte mare trec prin metale fiind mai puţin sau mai mult absorbite pe drum după cum metalul prezintă sau nu defecte interioare.
• Defectoscopia cu raze gama-Substanta radioactiva emite razele gama prin orificiul recipientului care este indreptat spre cordonul de sudura; in spatele cusaturii se aseaza placa fotografica pe care apar defectele sub forma de pete.
• Defectoscopia ultrasonica-consta in examinarea cordoanelor de sudura prin impulsuri de oscilatii ultrasonice care patrund prin metal si in receptionarea impulsurilor reflectate de defectele interioare ale cordoanelor

NORME DE TEHNICA SECURTĂŢII MUNCII LA EFECTUAREA LUCRĂRILOR DE ASAMBLĂRI NEDEMONTABILE