asamblari cu pene si caneluri
DESCRIPTION
fgTRANSCRIPT
Grup Scolar Astra Pitesti
PROIECT DE ABSOLVIRE
Scoala Postliceala
Domeniul: Mecanic Calificarea profesionala:tehnician tehnolog mecanic
Tema de proiect:Asamblari cu pene si caneluri
Indrumator: Candidat: Prof.Popescu Dorel Cicu Rodica
2009
1. Cuprins
1. Cuprins………………………………………………...................12. Argument.................……………………………………………...23. Pene................................................................................................3
Pene longitudinale..........................................................................3Pene transversale............................................................................7
4. Asamblari cu pene longitudinale .......................………………....84.1.Asamblari prin pene longitudinale montate cu strangere………..84.2.Asamblari prin pene longitudinale montate fara strangere……...124.3.Asamblari cu pene transversale…………………………………165. Calculul şi proiectarea asamblărilor prin pene longitudinale……196. Asamblarile prin caneluri………………………………………..217. Norme de protectia muncii..................…………………………..26
8. Bibliografie………………………………………………………28
1
2.Argument
Asamblarea este operatia de reuniune, intr-o succesiune bine determinata, a
elementelor constituente ale unui sistem tehnic, in scopul de a indeplini cerintele
tehnologice impuse.
Rezutatul fizic al operatiei de asamblare poarta numele tot de asamblare.
Dupa modul in care se pot demonta cu sau fara deteriorarea a cel putin unuia
dintre elementele componente, se pot defini urmatoarele grupe de asamblari:
Asamblari:
1. Nedemontabile: - prin nituire
- prin sudare
- prin lipire
2. Demontabile: - prin presare
- prin filet
- cu pene
- canelate - cu elemente elastice
Asamblarile nedemontabile se caracterizeaza prin faptul ca nu se pot demonta fara deteriorare cel putin a unuia dintre elementele asamblarii. La asamblarile prin presare, forta de frecare ce apare intre cele doua suprafete creeaza o presiune de contact. Cand deformatiile suprafetelor in contact sunt elastice,
2
asamblarea este demontabila. Daca apar si deformatii plastice, asamblarea va intra in categoria asamblarilor nedemontabile. Asamblarile de tip arbore - butuc sunt asamblari demontabile având rolul de a transmite momentul de torsiune de la arbore la butuc (roata, volant etc.) sau invers de la butuc la arbore. Penele sunt organe de maşini care au rolul de a prelua şi transmite momentul şi puterea.De obicei,prin pene se realizează legătura dintre arbori şi butuci.
Asamblarea cu pene se caracterizează prin:• asamblarea este rapidă;• preţul de cost al penelor este redus;• protejează arborii şi osiile în cazul unor suprasarcini;• introduce concentratori de tensiune în zona canalelor de pană.
Clasificarea penelor a.după poziţia penei:-longitudinale;- transversale. b.rolul funcţional:-de fixare;-de reglare. Canelurile reprezintă o soluţie constructivă care poate fi asociată cu osuccesiune de pene ,care fac corp comun cu arborele sau butucul.Asamblarea prin caneluri nu necesită elemente intermediare. Asamblarea prin caneluri se caracterizează prin:-centrare mai precisă a arborelui cu butucul;-transmiterea unor eforturi mai mari;-concentratorii de tensiune au valori reduse;-posibilitatea deplasării axiale a butucului în raport cu arborele;-preţul de cost al prelucrării canelurilor este ridicat. Canelurile au rolul de a prelua şi transmite momentul şi puterea. Clasificarea canelurilor a.după profilul în secţiune:• dreptunghiular;• evolventic;• trapezoidal;• rotund;• triunghiular. b.după modul de centrare:• laterală;• exterioară;• interioară.
3
3.Pene 3.1.Pene longitudinale
Penele longitudinale pot fi:
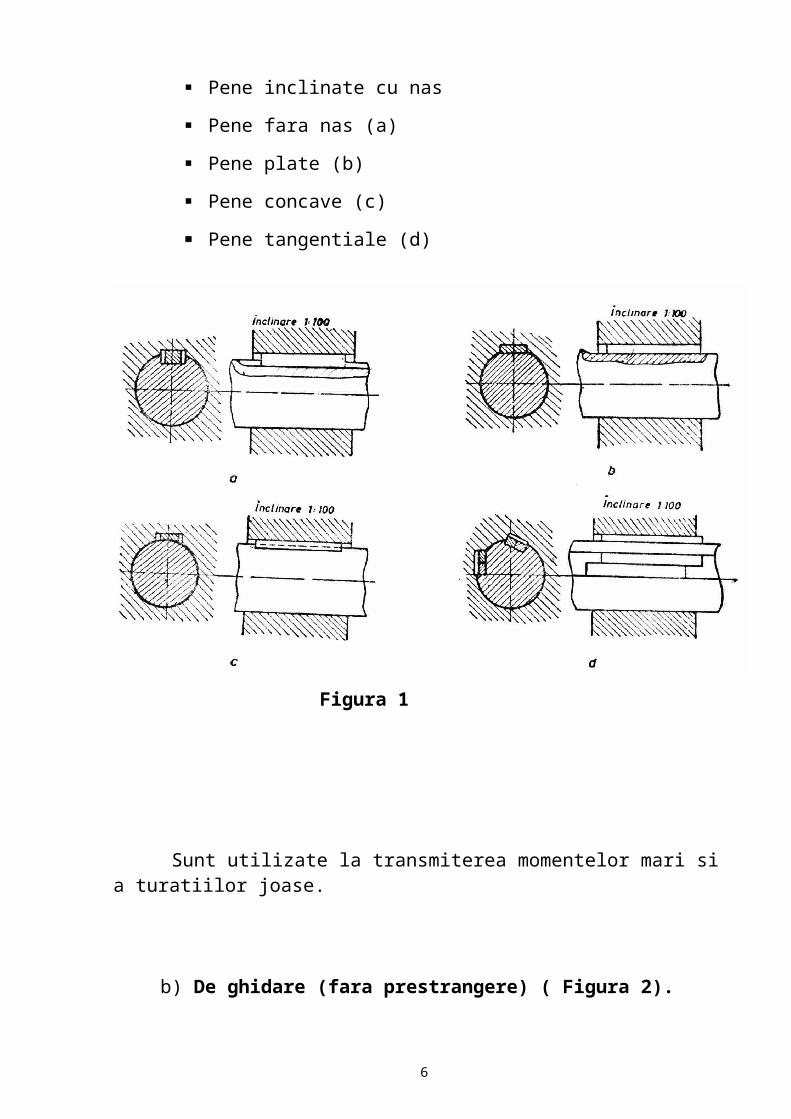
a) De fixare (cu prestrangere) (Figura 1).
Pene inclinate cu nas
Pene fara nas (a)
Pene plate (b)
Pene concave (c)
Pene tangentiale (d)
4
Figura 1
Sunt utilizate la transmiterea momentelor mari si a turatiilor joase.
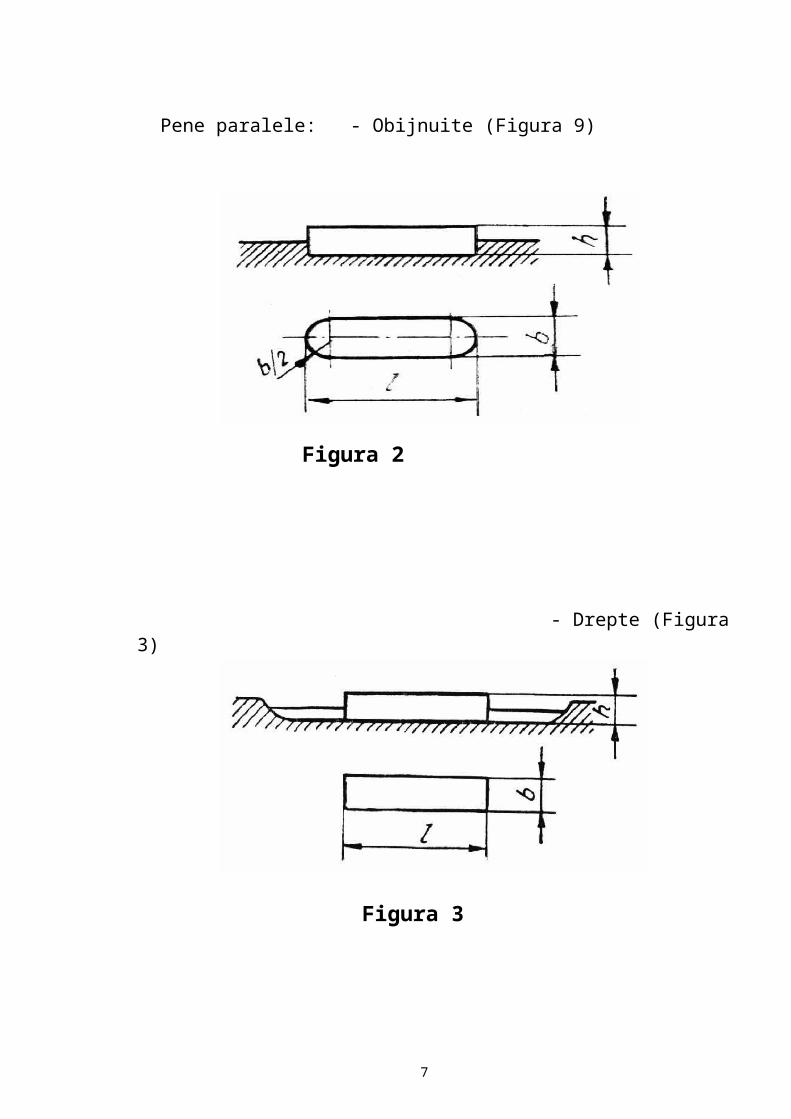
b) De ghidare (fara prestrangere) ( Figura 2).
Pene paralele: - Obijnuite (Figura 9)
- Drepte (Figura 3)
5
Figura 2
Figura 3
Penele paralele au fetele opuse paralele. Efortul se transmite numai pe fetele
laterale fara efect de impanare.
Uneori se fixeaza pe arbore cu ajutorul surubburilor. Se calculeaza la fel ca
penele inclinate cand transmit efortul numai pe fetele laterale.
Cand este necesara o mai mare capacitate de transmitere se folosesc doua
sau trei pene, montate pe arbore in acelasi plan si decalate cu 120 grade.
Lungimea aproximativa a penei este de (1,1….1,3)d.
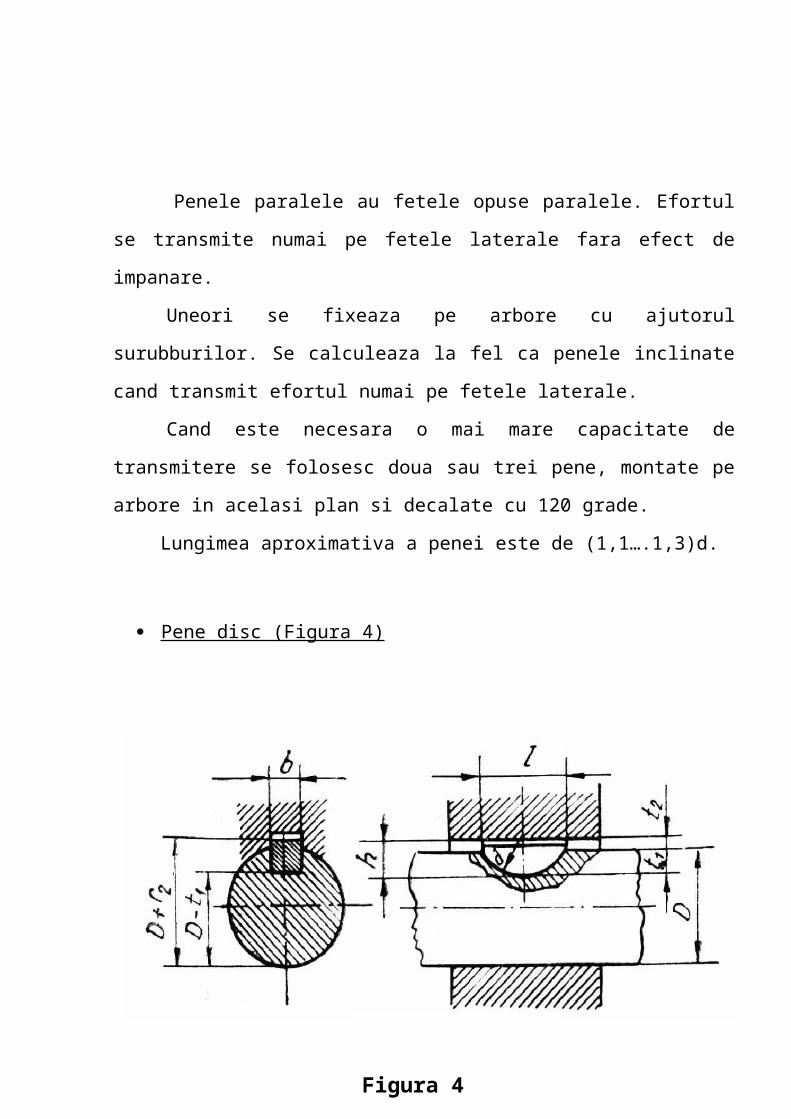
Pene disc (Figura 4)
Penele disc se folosesc la imbinari cu arbori avand diametrul d < 40 mm
si se monteaza dupa cum se indica in Fig. 11. Lungimea “ l ” se determina pentru
a rezista la strivire pe suprafata laterala si la forfecare
6
Figura 4
3.2. Pene transversale
Penele transversale pot fi :
Cu o faţă înclinată
Cu două feţe înclinate
Cu secţiune rotunjită
Cu secţiune dreptunghiulară
2. ASAMBLĂRI PRIN PENE LONGITUDINALE
Penele longitudinale – organe de asamblare demontabile care transmit
momente de torsiune – se folosesc la fixarea pe arbori a roţilor dinţate, roţilor de
curea sau de lanţ, semicuplajelor, volanţilor, etc.
7
Figura 5
4. Asamblari prin pene longitudinale
4.1. Asamblări prin pene longitudinale montate cu strângere.
La penele longitudinale montate cu strângere suprafeţele active sunt faţa superioară
– înclinată cu 1:100 – şi faţa inferioară, între feţele laterale ale penei şi canalul de
pană existând jocuri, fac excepţie penele tangenţiale. Ca urmare a montării prin
batere se obţine o asamblare capabilă să preia forţele axiale. Se folosesc numai la
turaţii mici şi medii, când nu se impun condiţii severe de coaxialitate, deoarece –
prin batere – se produce o dezaxare a pieselor asamblate.
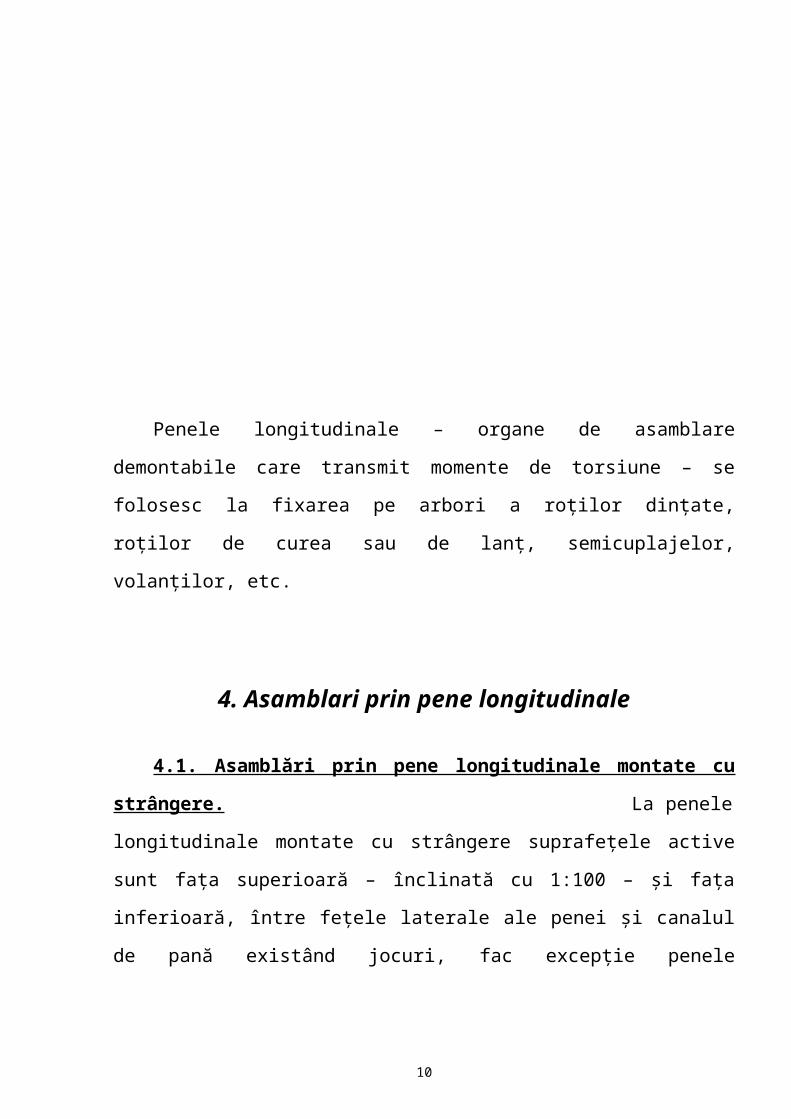
Pene longitudinale cu strângere se clasifică în:
înalte, denumite şi înclinate (figura 6a);
plate (figura 6b);
concave (figura 6c);
tangenţiale (figura 6d).
8
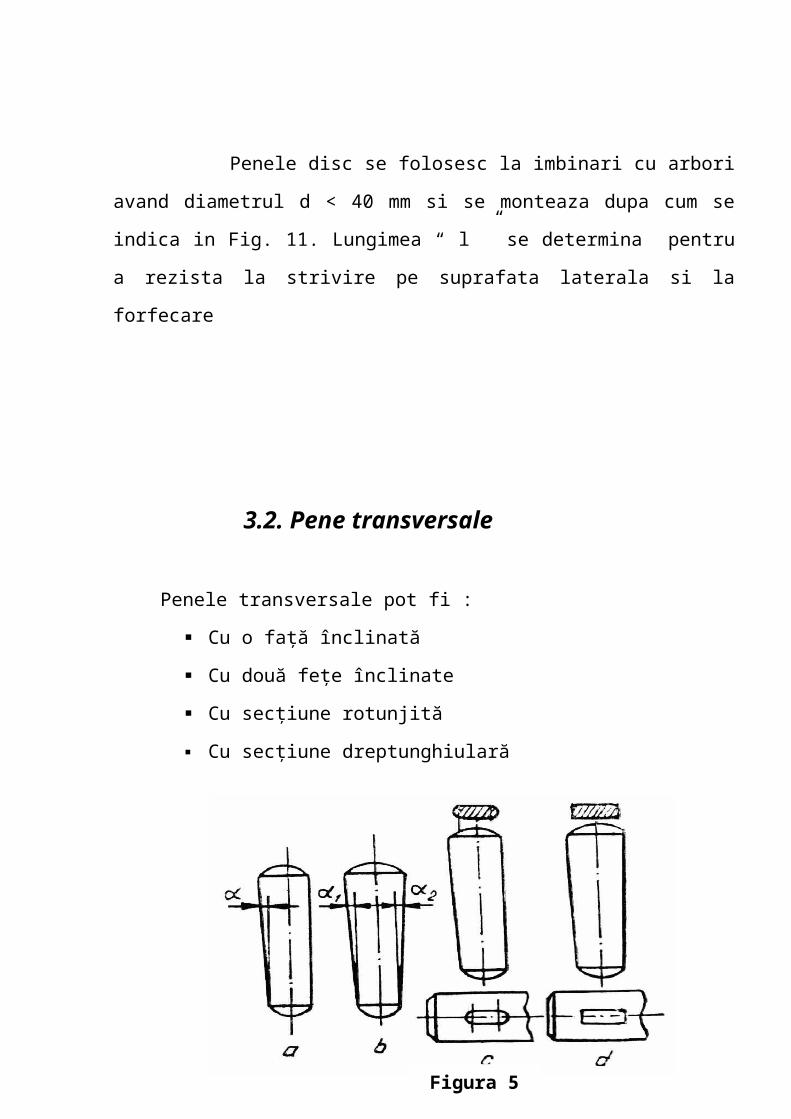
Figura 6
Pot fi cu sau fără călcâi (nas), călcâiul uşurând montarea şi demontarea; sunt
standardizate.La penele înalte cu capetele rotunjite (figura 7a), canalul din arbore
are forma şi dimensiunile penei, montarea obţinându-se prin baterea sau presarea
butucului.
.
Figura 7a
La penele înalte cu capetele drepte (figura 7b), montajul se poate realiza prin
baterea penei în lungul canalului.
Figura 7b
9
Mărimea forţei de batere este limitată de rezistenţa la strivire a suprafeţei de batere,
penele cu călcâi permiţând forţe de batere mai mari.
Q= mărimea forţei de batere ;
F = forta normala rezultanta pe suprafetele active ale penei;
α = unghiul de inclinare al fetei superioare la penele cu strangere;
α = unghiul la varf al conului;
φ = unghiul de frecare.
Momentele de torsiune transmise de asamblările prin pene plate – care se
folosesc în cazul arborilor cu d≤230 mm – sunt inferioare celor transmise de
asamblarea prin pană înaltă.
Asamblările cu pene concave – transmiţând momente de torsiune mai mici
comparativ cu asamblările prin pene înalte sau plate – se folosesc pentru arbori cu
d≤150 mm; se întrebuinţează şi în cazurile în care – din motive de rezistenţă – nu
se admite executarea canalului de pană în arbore. La momente mari de torsiune se
pot folosi două pene montate la 1200.
Penele tangenţiale se montează perechi: pană şi contrapană (vezi figura 6d).
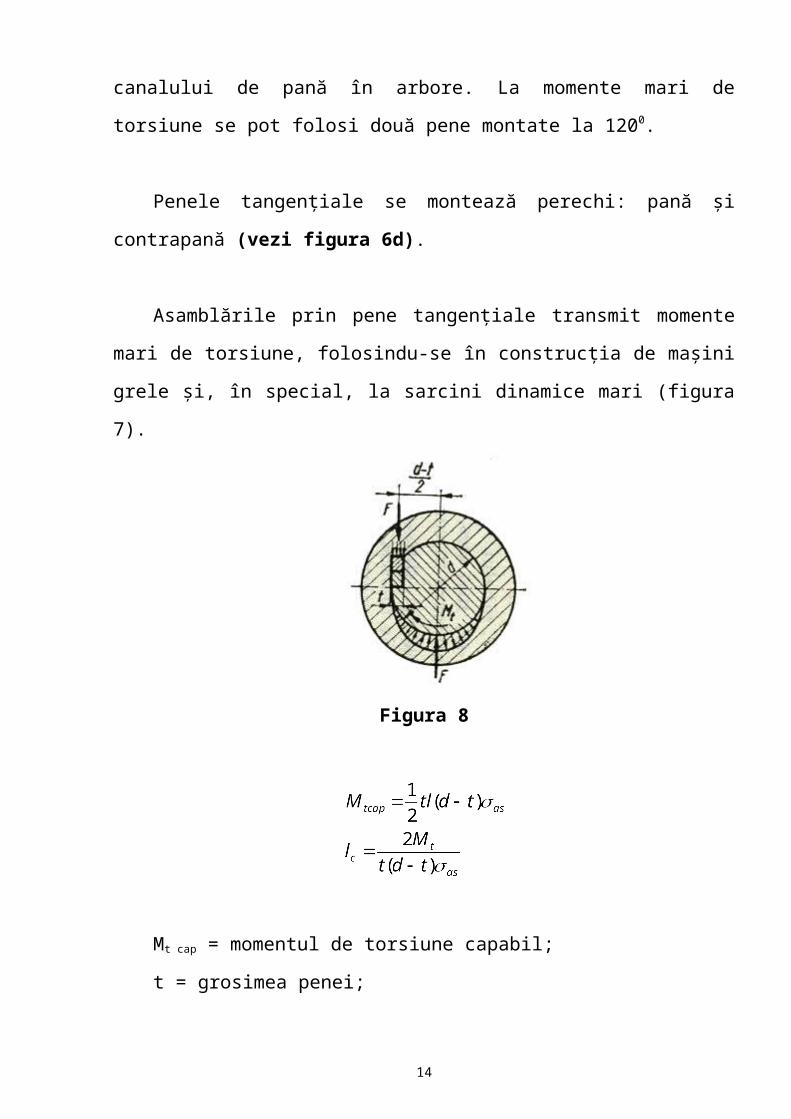
Asamblările prin pene tangenţiale transmit momente mari de torsiune,
folosindu-se în construcţia de maşini grele şi, în special, la sarcini dinamice mari
(figura 7).
10
Figura 8
Mt cap = momentul de torsiune capabil;
t = grosimea penei;
l = lungimea penei;
d = diametrul arborelui;
σas = rezistenta admisibila la strivire a materialului;
lc = lungimea de calcul a penelor sau a butucului;
O pereche de pene tangenţiale transmite momentul de torsiune într-un singur
sens, pentru cazul modificării sensului de rotaţie în timpul funcţionării trebuind
montată o a doua pereche de pene (figura 9).
11
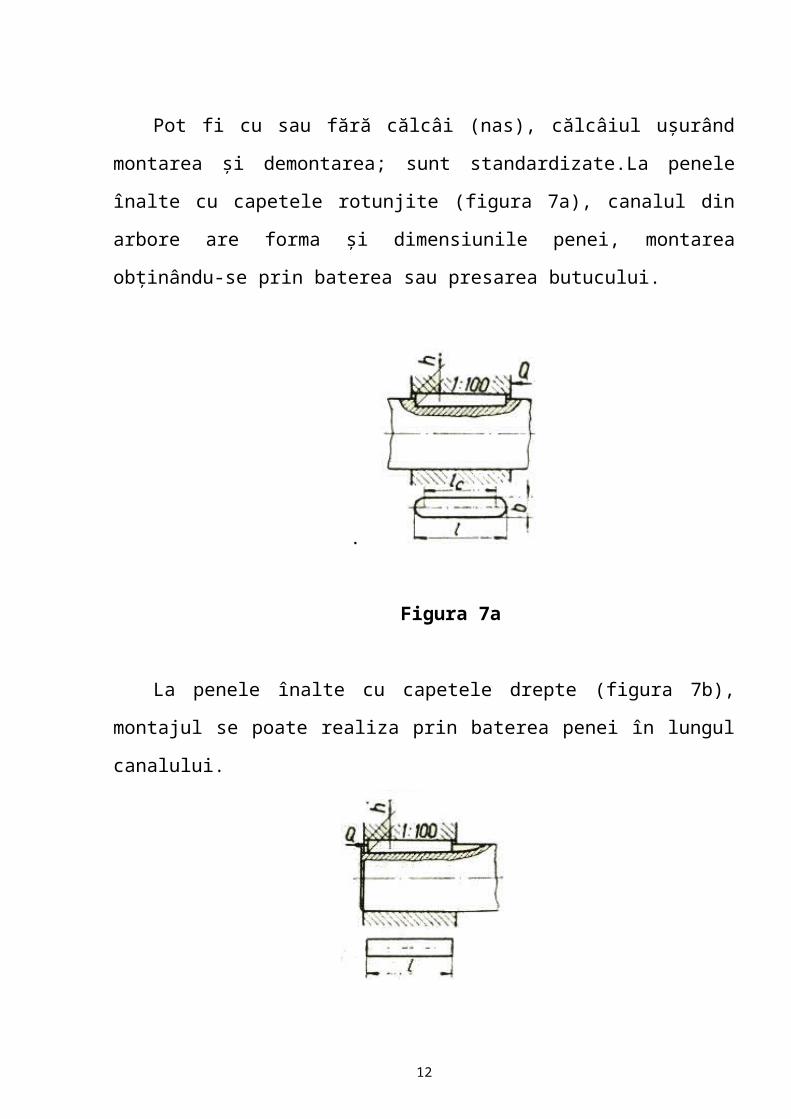
Figura 9
4.2. Asamblări prin pene longitudinale montate fără strângere.
Din această categorie fac parte asamblările prin pene paralele, pene disc şi pene
cilindrice (figura 10) :
Figura 10
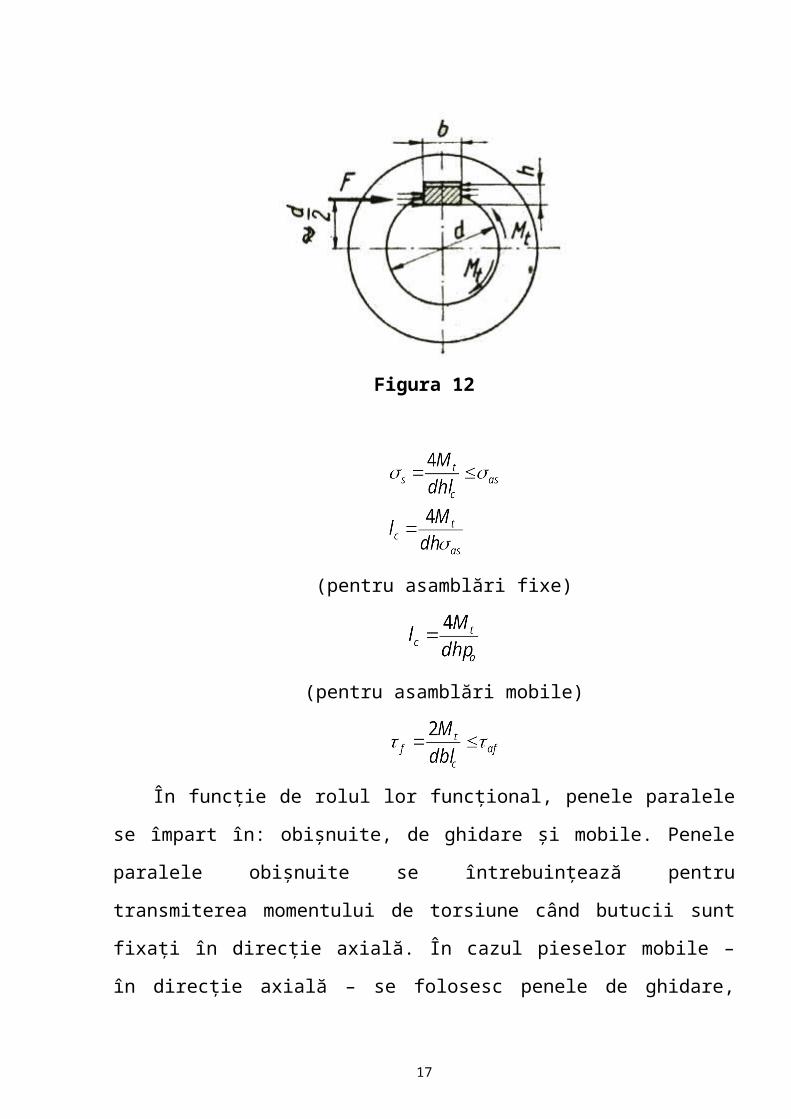
La penele paralele momentul de torsiune se transmite prin feţele laterale ale
acestora, jocul radial fiind prevăzut între faţa superioară a penei şi fundul canalului
din butuc. Se execută cu capetele drepte sau rotunjite (figurile 11 si 12).
12
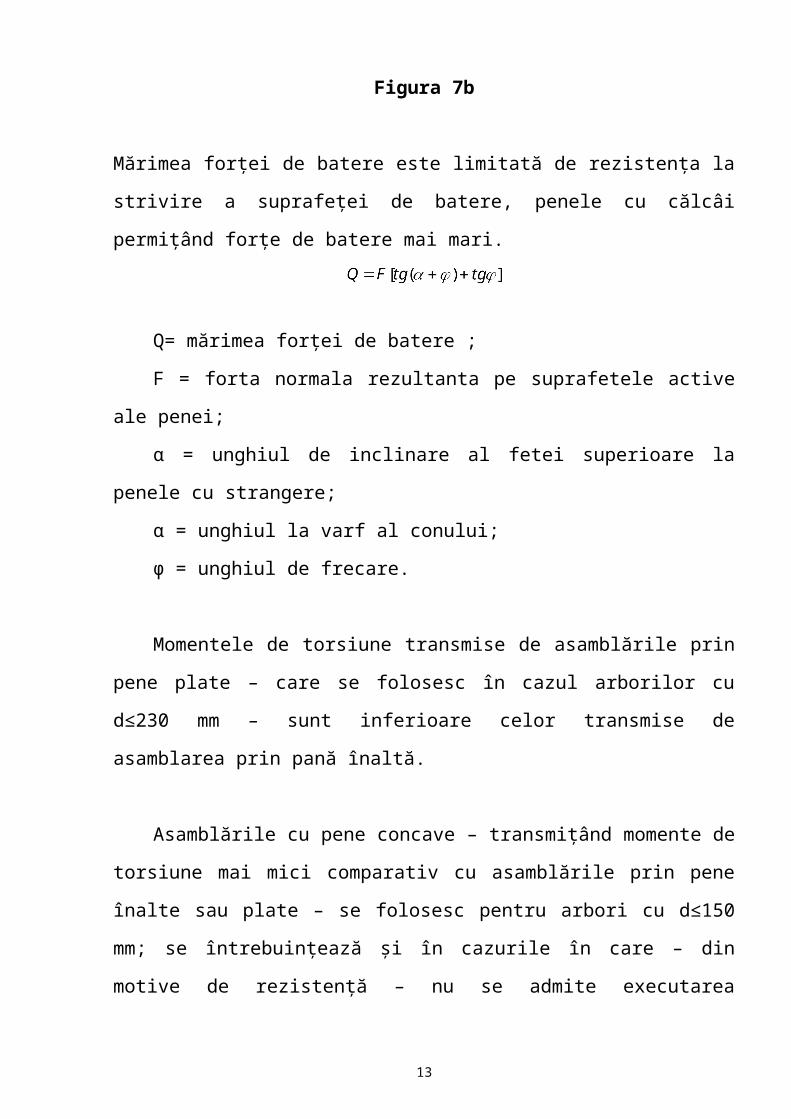
Figura 11
Figura 12
(pentru asamblări fixe)
(pentru asamblări mobile)
13
În funcţie de rolul lor funcţional, penele paralele se împart în: obişnuite, de
ghidare şi mobile. Penele paralele obişnuite se întrebuinţează pentru transmiterea
momentului de torsiune când butucii sunt fixaţi în direcţie axială. În cazul pieselor
mobile – în direcţie axială – se folosesc penele de ghidare, care se fixează pe
arbore prin intermediul unor şuruburi (figura 13).
Figura 13
Lungimea penelor de ghidare se alege în funcţie de deplasarea necesară a
butucului. Folosirea şuruburilor trebuie limitată la cazurile strict necesare, existenţa
găurilor micşorând mult rezistenţa la oboseală a arborilor.
Penele paralele se folosesc pe scară largă în construcţia de maşini având
avantajul neovalizării butucului, comparativ cu penele longitudinale montate cu
strângere.
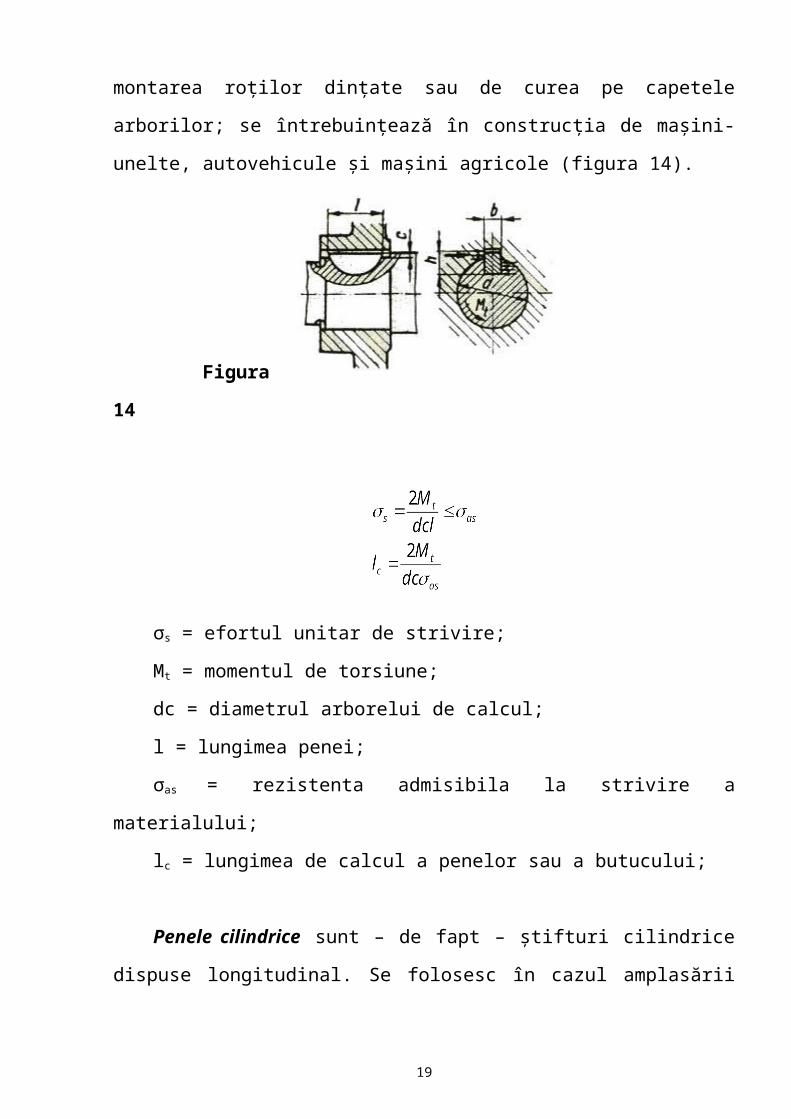
Penele disc necesită executarea unui canal adânc în arbori, din acest motiv
folosindu-se, mai ales, la montarea roţilor dinţate sau de curea pe capetele
arborilor; se întrebuinţează în construcţia de maşini-unelte, autovehicule şi maşini
agricole (figura 14).
14
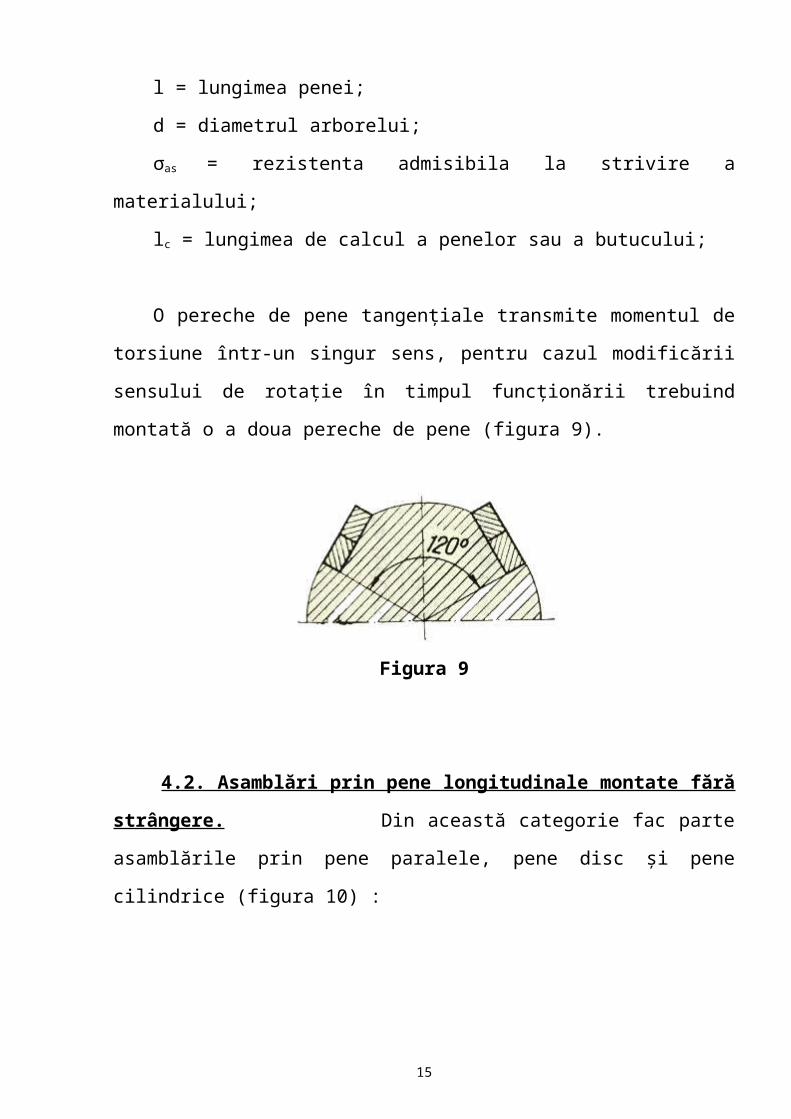
Figura 14
σs = efortul unitar de strivire;
Mt = momentul de torsiune;
dc = diametrul arborelui de calcul;
l = lungimea penei;
σas = rezistenta admisibila la strivire a materialului;
lc = lungimea de calcul a penelor sau a butucului;
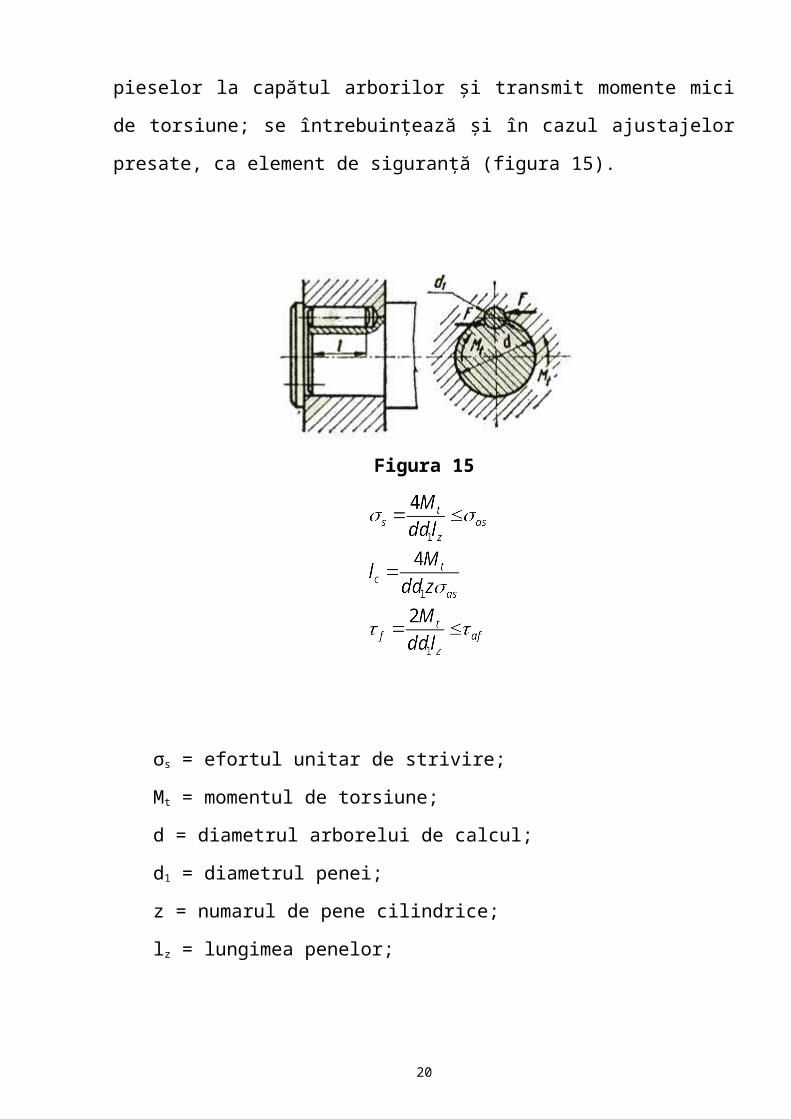
Penele cilindrice sunt – de fapt – ştifturi cilindrice dispuse longitudinal. Se
folosesc în cazul amplasării pieselor la capătul arborilor şi transmit momente mici
de torsiune; se întrebuinţează şi în cazul ajustajelor presate, ca element de siguranţă
(figura 15).
15
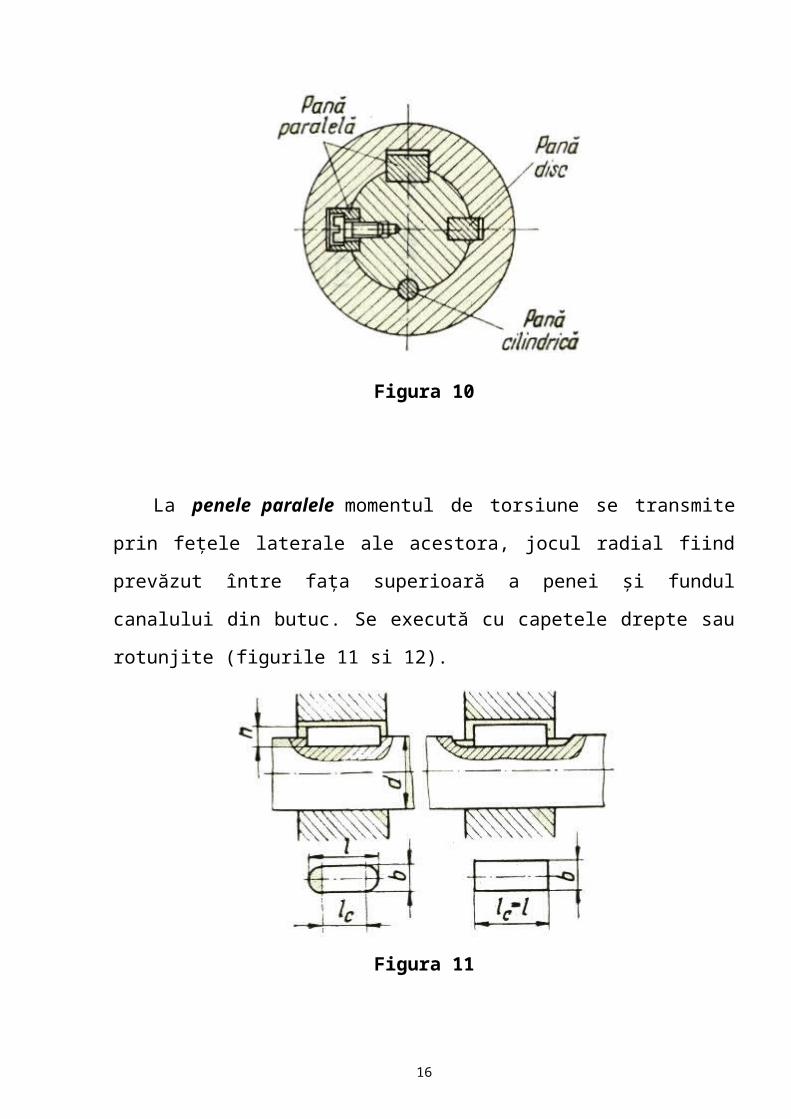
Figura 15
σs = efortul unitar de strivire;
Mt = momentul de torsiune;
d = diametrul arborelui de calcul;
d1 = diametrul penei;
z = numarul de pene cilindrice;
lz = lungimea penelor;
σas = rezistenta admisibila la strivire a materialului;
lc = lungimea de calcul a penelor sau a butucului;
τf = efortul unitar;
τaf = efortul unitar admisibil.
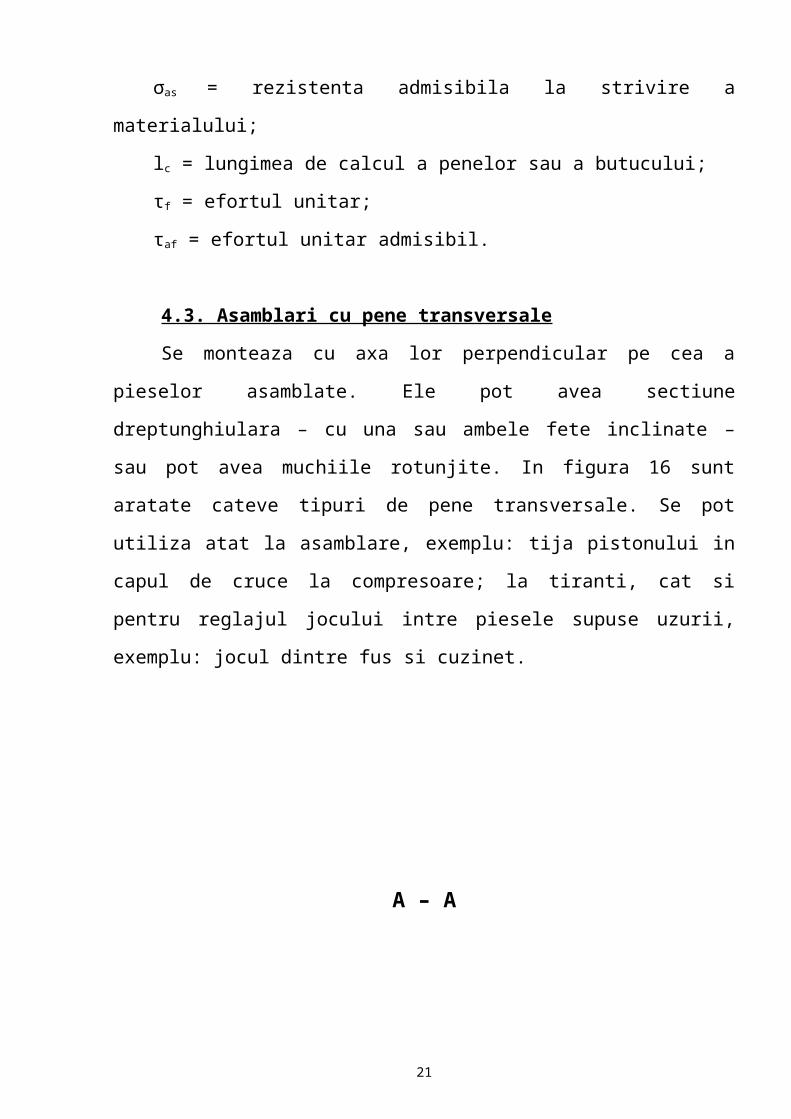
4.3. Asamblari cu pene transversale
Se monteaza cu axa lor perpendicular pe cea a pieselor asamblate. Ele pot
avea sectiune dreptunghiulara – cu una sau ambele fete inclinate – sau pot avea
muchiile rotunjite. In figura 16 sunt aratate cateve tipuri de pene transversale. Se
pot utiliza atat la asamblare, exemplu: tija pistonului in capul de cruce la
compresoare; la tiranti, cat si pentru reglajul jocului intre piesele supuse uzurii,
exemplu: jocul dintre fus si cuzinet.
16
A – A
Figura 16
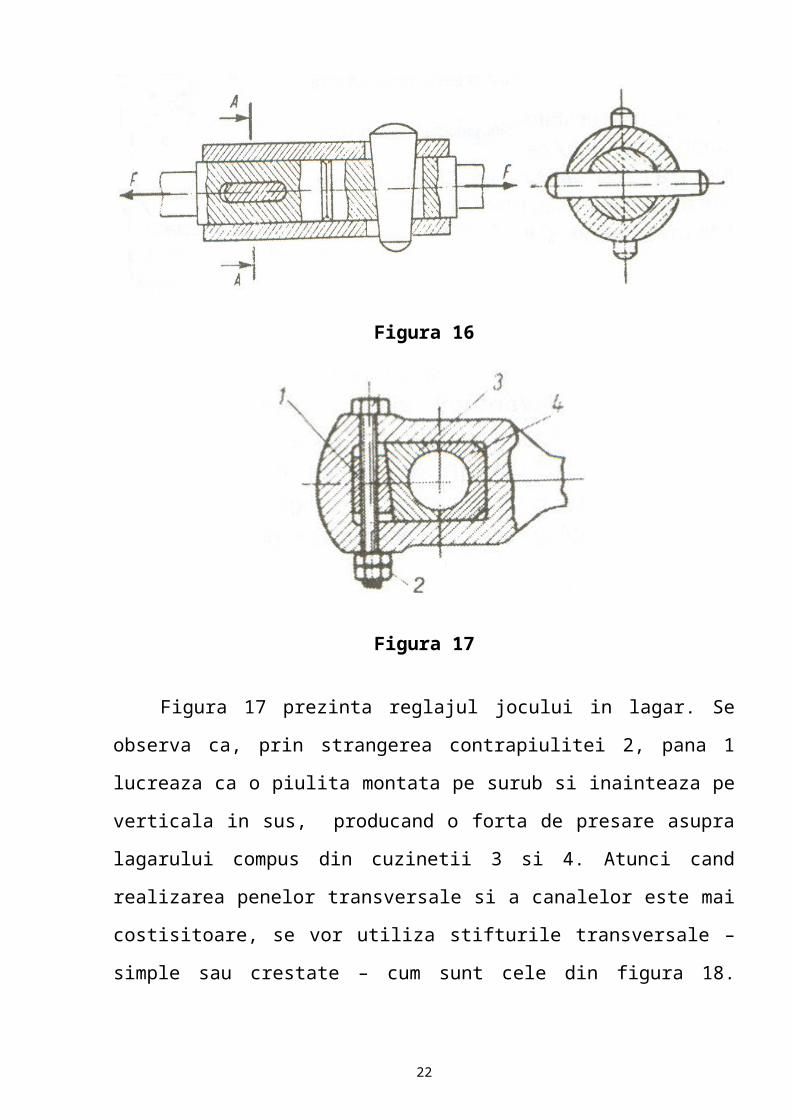
Figura 17
Figura 17 prezinta reglajul jocului in lagar. Se observa ca, prin strangerea
contrapiulitei 2, pana 1 lucreaza ca o piulita montata pe surub si inainteaza pe
verticala in sus, producand o forta de presare asupra lagarului compus din
cuzinetii 3 si 4. Atunci cand realizarea penelor transversale si a canalelor este mai
costisitoare, se vor utiliza stifturile transversale – simple sau crestate – cum sunt
cele din figura 18. Pentru a impana prin autoblocare elementele supuse asamblarii,
penele si stifturile traversale se executa cu o conicitate sau o inclinare de 1:50 pana
la 1:100.
17
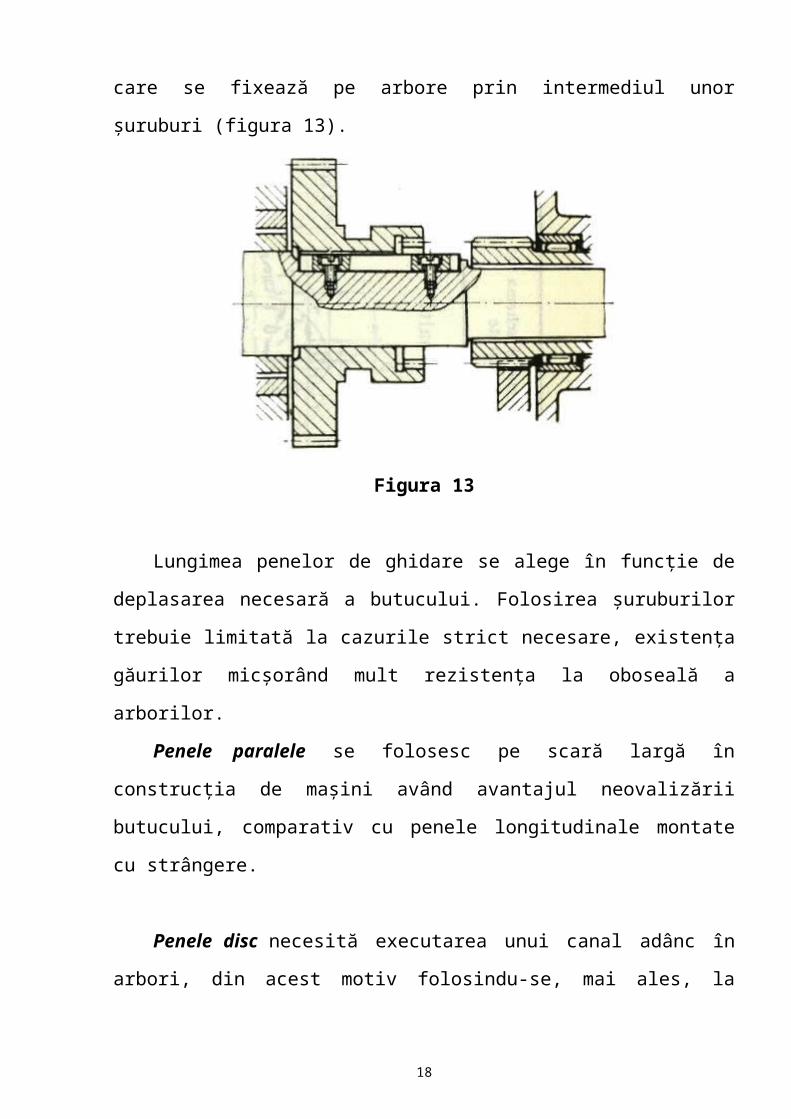
Figura 18
5. Calculul şi proiectarea asamblărilor prin pene longitudinale
Alegerea unui anumit tip de pană este o problemă foarte complexă,
recomandările având doar un caracter orientativ.
18
În cazul în care este nepermisă deplasarea circulară relativă – în timpul
funcţionării – a pieselor asamblate nu se recomandă folosirea penelor cu strângere.
În afară de aceasta, penele longitudinale montate cu strângere transmit momente de
torsiune relativ mici. Dezavantajul general al penelor cu strângere constă în
slăbirea – cu trecerea timpului – a strângerii iniţiale, ca urmare a acţiunii sarcinilor
variabile.
Penelor tangenţiale nu le sunt proprii aceste dezavantaje din care cauză se
recomandă folosirea acestora la arborii cu diametre mari, care funcţionează în
condiţii grele; penele tangenţiale slăbesc, însă – la fel ca şi celelalte pene cu
strângere – rezistenţa la oboseală a asamblării, prin canalele de pană.
La penele longitudinale montate fără strângere nu se întâlnesc dezavantajele
menţionate, existând totuşi slăbirea rezistenţei la oboseală a asamblării şi fiind
necesară o fixare suplimentară axială a pieselor asamblate.
Penele longitudinale se execută din OL 60 şi foarte rar din oţeluri aliate.
Calculul unei asamblări prin pene longitudinale se poate desfăşura după
următoarea schemă:
a) în funcţie de diametrul arborelui se aleg din standardele dimensiunile
transversale a penei b – latimea penei şi h – inaltime penei;
b) la penele cu strângere se poate determina momentul de torsiune pe care
trebuie să-l transmită asamblarea, Mt cap, alegând în prealabil o lungime
standardizată a penei, în funcţie de dimensiunea cunoscută a butucului; acest
moment se compară cu momentul de torsiune M t necesar de transmis.
Adoptând rezistenţa admisibilă la strivire σas, se poate determina lungimea
penei, alegându-se apoi o lungime standardizată. La penele paralele se
calculează – din condiţia de rezistenţă la strivire – lungimea de calcul a penei
lc, alegându-se o lungime standardizată, în funcţie de lungimea calculată.
Dacă lungimea lc va fi mai mare decât lungimea butucului se pot monta două
pene identice, dispuse la 1800;
19
c) la penele paralele se efectuează un calcul de verificare la forfecare, în cazul în
care arborele este executat dintr-un oţel mai rezistent decât oţelul din care
este executată pana.
6. Asamblari prin caneluri
20
6.1. Asamblarile prin caneluri este un caz particular al asamblarilor cu
pene logitudinale, diferenta fiind ca in acest caz penele sunt fixe, monobloc
formand corp comun cu angrenajul cu caneluri.
Comparativ cu asamblarile prin pene au urmaroarele avantaje:
capacitatea de incarcare mai mare la aceleasi dimensiuni de gabarit;
rezistenta la oboseala mai mare; centrare si ghidare precisa a pieselor
asamblate;
evitarea ovalizarii butucului.
Dintre dezavantajele acestor asamblari se mentioneaza tehnologia de executie
mai pretentioasa si pretul de cost mai ridicat decat al asamblarilor prin pene
paralele. Sunt folosite la cutiile de viteze ale autovehiculelor si masinilor-unelte, la
cuplaje etc.
Asamblarile prin caneluri pot fi fixe sau mobile, caracterul fix sau mobil
reflectandu-se asupra formei si dimensiunilor profilului si asupra modului de
centrare. Asamblarile mobile se folosesc la cutiile de viteze – roti baladoare –.
Profilul asamblarilor prin caneluri poate fi:
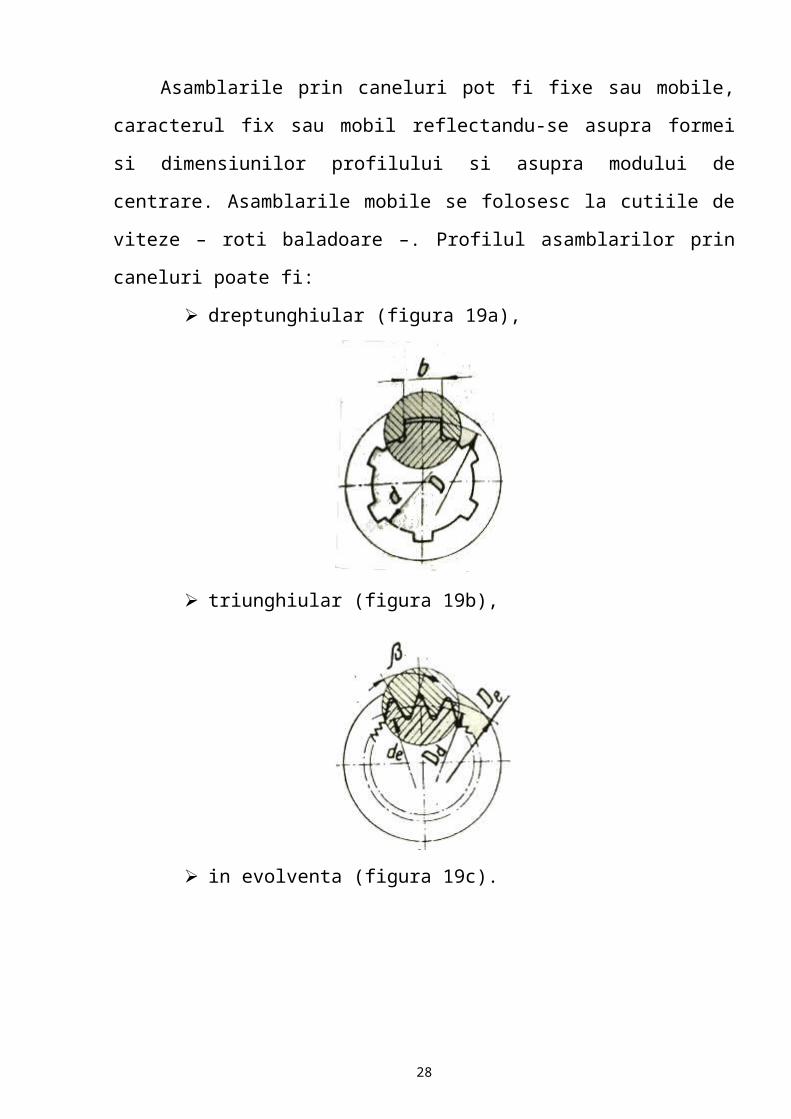
dreptunghiular (figura 19a),
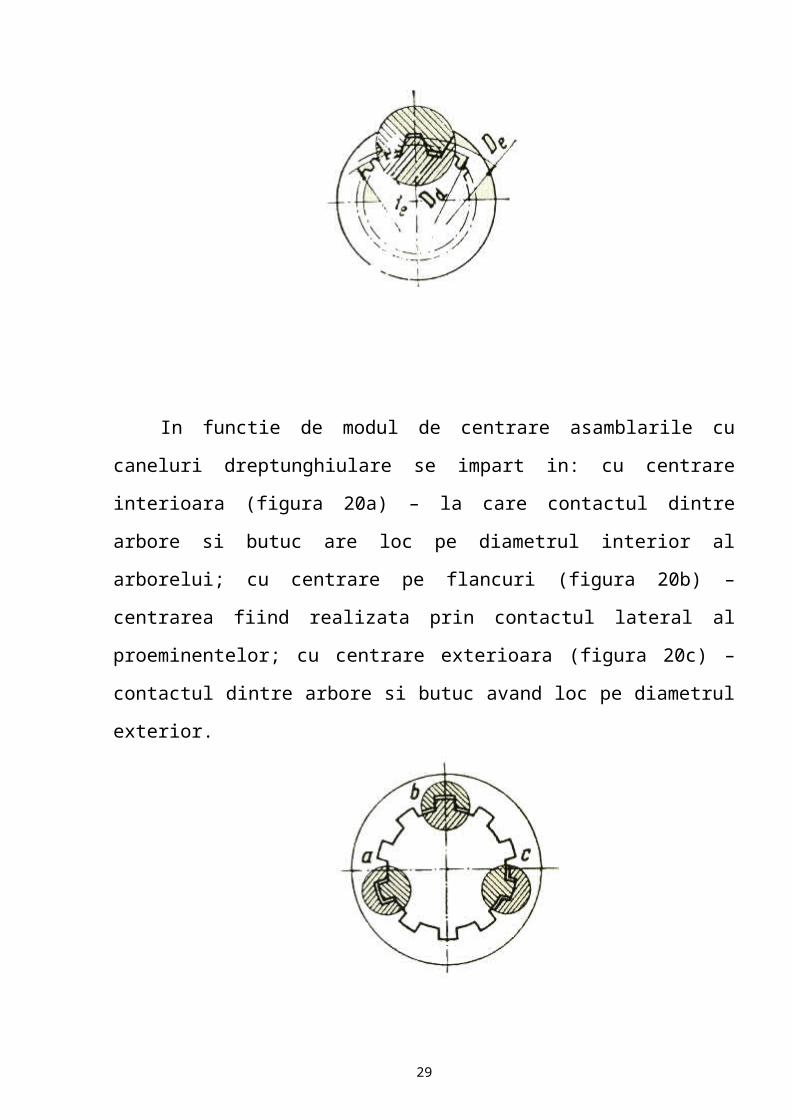
triunghiular (figura 19b),
21
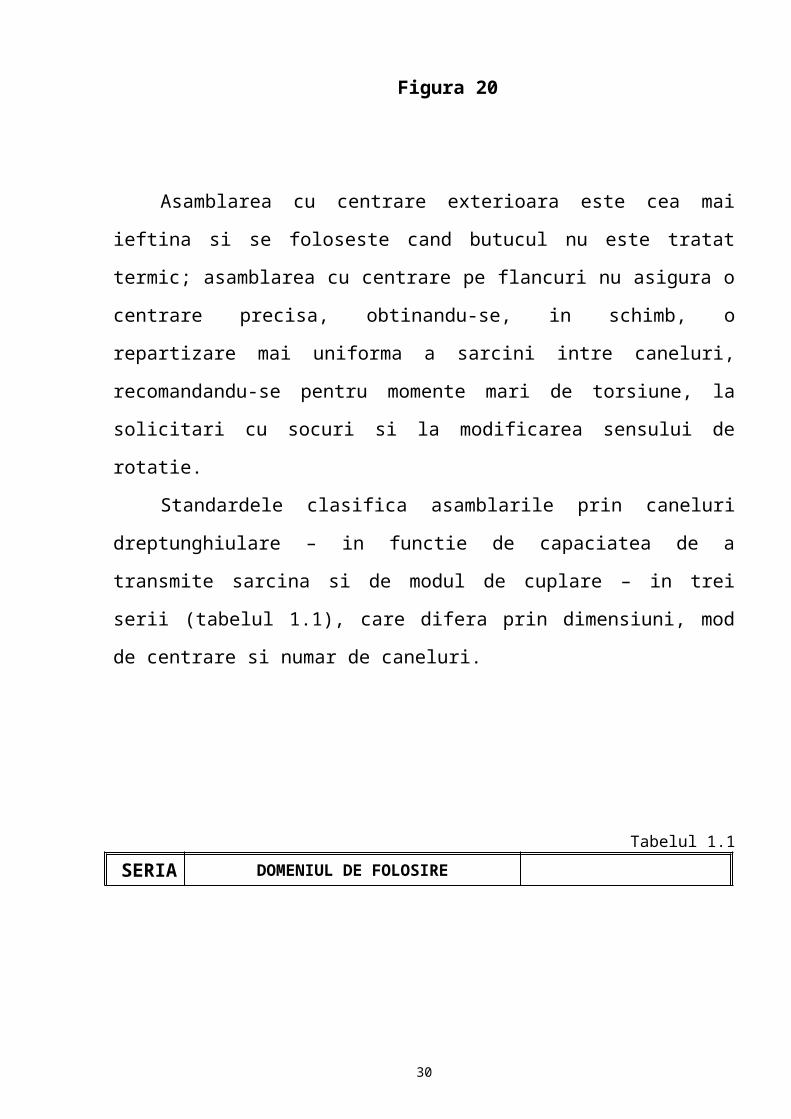
in evolventa (figura 19c).
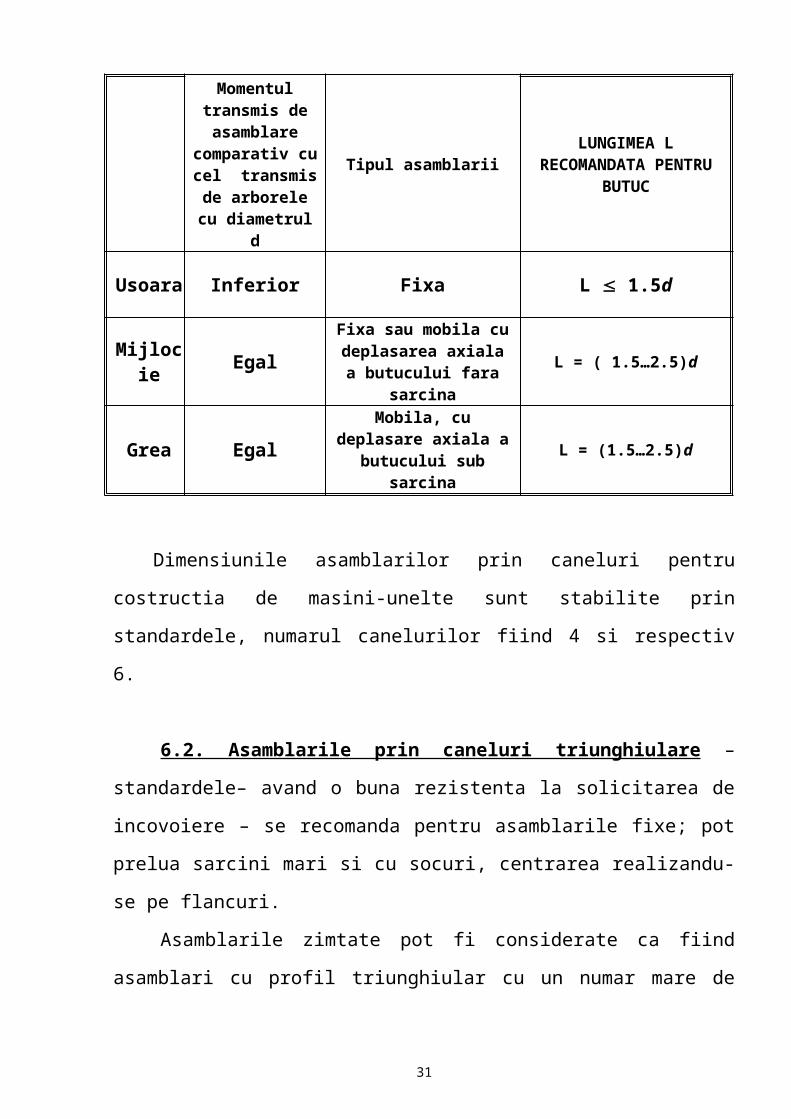
In functie de modul de centrare asamblarile cu caneluri dreptunghiulare se
impart in: cu centrare interioara (figura 20a) – la care contactul dintre arbore si
butuc are loc pe diametrul interior al arborelui; cu centrare pe flancuri (figura 20b)
– centrarea fiind realizata prin contactul lateral al proeminentelor; cu centrare
exterioara (figura 20c) – contactul dintre arbore si butuc avand loc pe diametrul
exterior.
22
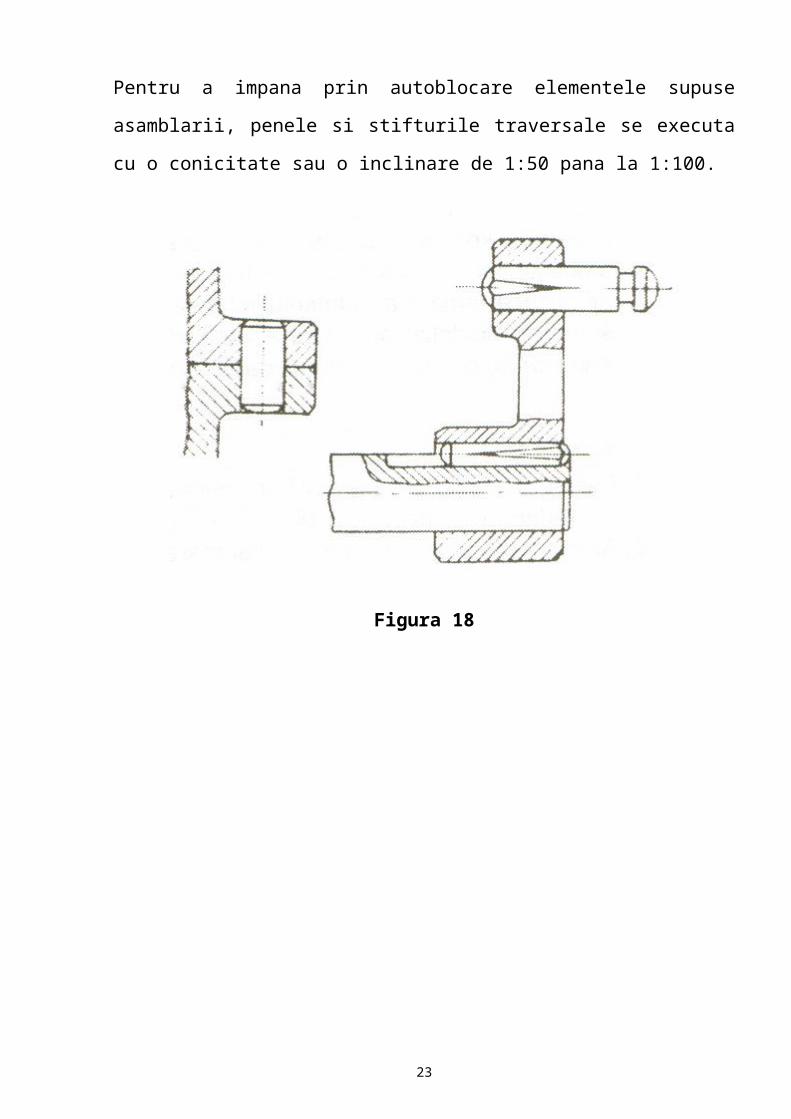
Figura 20
Asamblarea cu centrare exterioara este cea mai ieftina si se foloseste cand
butucul nu este tratat termic; asamblarea cu centrare pe flancuri nu asigura o
centrare precisa, obtinandu-se, in schimb, o repartizare mai uniforma a sarcini intre
caneluri, recomandandu-se pentru momente mari de torsiune, la solicitari cu socuri
si la modificarea sensului de rotatie.
Standardele clasifica asamblarile prin caneluri dreptunghiulare – in functie
de capaciatea de a transmite sarcina si de modul de cuplare – in trei serii (tabelul
1.1), care difera prin dimensiuni, mod de centrare si numar de caneluri.
Tabelul 1.1
SERIA
DOMENIUL DE FOLOSIRE
LUNGIMEA L RECOMANDATA PENTRU BUTUC
Momentul transmis de asamblare
comparativ cu cel transmis de arborele cu diametrul d
Tipul asamblarii
23
Usoara Inferior Fixa L 1.5d
Mijlocie EgalFixa sau mobila cu deplasarea axiala a
butucului fara sarcinaL = ( 1.5…2.5)d
Grea EgalMobila, cu deplasare axiala a butucului sub
sarcinaL = (1.5…2.5)d
Dimensiunile asamblarilor prin caneluri pentru costructia de masini-unelte
sunt stabilite prin standardele, numarul canelurilor fiind 4 si respectiv 6.
6.2. Asamblarile prin caneluri triunghiulare –standardele– avand o buna
rezistenta la solicitarea de incovoiere – se recomanda pentru asamblarile fixe; pot
prelua sarcini mari si cu socuri, centrarea realizandu-se pe flancuri.
Asamblarile zimtate pot fi considerate ca fiind asamblari cu profil
triunghiular cu un numar mare de caneluri si cu o inaltime redusa a acestora; se
folosesc pentru solidarizarea parghiilor si a manivelelor, obtinandu-se o foarte
buna fixare.
Asamblarile prin caneluri in evolventa au o buna rezistenta, in special, la
solicitari variabile; se folosesc in constructia de autovehicule, centrarea realizandu-
se pe diametrul exterior al arborelui sau pe flancuri.
Arborii si butucii canelati se executa din otel; la asamblarile mobile,
suprafetele active se durifica printr-un tratament termic sau termochimic pentru
marirea rezistentei la uzura, rectificandu-se – dupa tratament – suprafetele de
centrare.
Calculul asamblarilor canelate cu profil dreptunghiular se efectueaza
conform metodicii indicate in standardele; in functie de conditiile de functionare se
alege seria asamblarii canelate, iar in functie de diametrul arborelui d se aleg
24
parametrii asamblarii, dupa care se efectueaza calculul prevazut in standarde, unde
sunt indicate si rezistentele admisibile la strivire.
Calculul asamblarilor prin caneluri triunghiulare sau in evolventa se
efectueaza – la fel ca la asamblarile prin caneluri dreptunghiulare – cu relatia
,
in care: k este coeficientul de repartizare a sarcinii pe caneluri, adoptandu-se
k = 1/0.5 pentru caneluri triunghiulare si k = 1/0.75 pentru canelurile in evolventa;
h – inaltimea portanta a canelurii, . Rezistentele admisibile se pot adopta
conform indicatiilor din STAS 1767-67.
7.Norme de protectia muncii
25
Protectia muncii in limbaj tehnic inseamna totalitatea masurilor a mijloacelor materiale si a dispozitivelor tehnice , prin care se urmareste suprimarea , limitarea sau semnalizarea efectelor daunatoare sau nedorite produse de cauze exterioare asupra personalului , utilajelor , masinilor , materialelor .
Protectia muncii constituie ansamblul de masuri : tehnice sanitare ( igiena muncii ) , organizatorice , juridice care au ca scop ocrotirea vietii si sanatatii celor ce muncesc , prin asigurarea celor mai bune conditii de munca , prevenirea imbolnavirilor profesionale si a accidentelor , reducerea efortului fizic , precum si prin asigurarea unor conditii speciale pentru cei ce lucreaza in conditii grele sau vatamatoare .
Forma dispozitivelor cu miscare de translatie sau de rotatie trebuie sa fie cea corespunzatoare , fara colturi sau proeminente , fara muchii ascutite . Dispozitivele fixate pe axul masinii unelte ( strung ) trebuie sa fie echilibrate , pentru evitarea batailor sau a uzurii premature a lagarelor axului principal . Folosirea aparatoarelor la strung cand piesa este fixata pe axul principal este o conditie pe care trebuie s-o prevada constructorul in desenele dispozitivului .
Evitarea stropilor lichidului de racire si de ungere se asigura prin ecrane de protectie . Dispozitivele actionate pneumatic trebuie sa fie prevazute cu aparataj de siguranta : supape inverse , releu de presiune etc. pentru evitarea accidentarii muncitorului in cazul intreruperii aerului comprimat in retea .
Pentru strangerea pieselor in dispozitiv se vor folosi scule prevazute de constructor . Altfel , piesa poate fi deformata de catre fortele de strangere mult mai mari iar dispozitivul va suferi in ceea ce priveste durabilitatea acestuia . Suruburile de strangere , manetele si manivelele dispozitivelor vor fi altfel amplasate , incat sa nu prinda mana muncitorului .
Dispozitivul trebuie sa permita evacuarea usoara a aschiilor pentru scurtarea timpului auxiliar de asezare a piesei si pentru evitarea rebuturilor . La exploatarea dispozitivelor trebuie , de asemenea , luate masuri in sensul evitarii accidentarilor . Astfel : nu se vor mai folosi dispozitivele ce au depasit gradul de uzura prescris si constatat de controlorul tehnic la reviziile periodice ; astfel de dispozitive sunt transmise sculariei pentru reparatie . Avariile de orice natura in timpul exploatarii trebuie aduse la cunostinta maistrului si a sefului de sectie pentru masuri urgente .
Locul de munca nu trebuie sa fie prea ingust pentru a nu impiedica asezarea corecta a pieselor , sculelor si utilajelor ; nu trebuie sa fie nici prea intins pentru a nu impune muncitorului miscari inutile . Locul de munca trebuie sa fie curat , luminat si echipat cu tot ce trebuie pentru munca . Sub picioarele muncitorului nu trebuie sa fie ulei , lichid de racire , aschii , bucati de materiale . Locurile de munca – trebuie sa fie inzestrate cu necesarul de inventar pentru pastrarea utilajului , semifabricatelor si pieselor prelucrate : stelaje , mese , lazi , dulapuri etc.
26
Fata de diferitele pericole ce se pot ivi intr-un atelier , tehnic respectate cateva reguli de comportare : sa se respecte ordinea circulatiei prin atelier , neatmitandu-se circulatia fara scop ; sa nu se stationeze si sa nu se circule sub greutatile ridicate de macarale ; sa nu se faca reparatii si nici sa nu se deschida aparatura electrica de catre persoane neautorizate , ci numai de electricienii special instruiti ; sa nu se stationeze in apropierea partilor in miscare de mecanisme si sa nu se scoata aparatoarele lor fara necesitate . La prelucrarea metalelor prin aschiere se emana o cantitate apreciabila de pulbere metalica si abraziva . Aceasta are loc la aschierea fontei , a bronzului si a pieselor din materiale plastice , la ascutirea sculelor aschietoare , la indreptarea sculelor abrazive . Dupa normele sanitare , concentratia pulberilor metalice in zona de lucru nu trebuie sa depaseasca 10 mg/m3, iar praful abraziv 2 mg/m3 . Actiunea pulberilor asupra organismului depinde nu numai de cantitate ci si de marimea particulelor . Particulele mari se depun pe mucoasele cailor respiratorii superioare . Pulberile marunte , sub 10 m , sunt cele mai vatamatoare pentru sanatatea omului , patrunzand adanc in plamani . Instalatiile de protectie se executa pentru izolarea muncitorului de partile mobile ale masinilor unelte , de locul unde se produc particule de metal si abrazive de zonele aflate sub tensiune electrica.
27
8.Bibliografie
1. Popescu Dorel - Notite curs2. Ionica Maria - Notite curs3. Drobotă V. , Atanasiu M. , Stere N. , Manolescu N. , Popovici M. , Organe
de maşini şi mecanisme – manual pentru licee industriale şi agricole, clasele a X-a, a XI-a, a XII-a şi şcoli profesionale, Editura didactică şi pedagogică, R.A., Bucuresti, 1993.
4. Paizi Gh. , Stere N. , Lazar D. , Organe de maşini şi mecanisme, Manual pentru subingineri, Editura didactică şi pedagogică, Bucuresti, 1980.
5. Mlădinescu T. , Rizescu E. , Weinberg H. , Orane de maşini şi mecanisme, Editura didactică şi pedagogică, Bucureşti, 1972.
6. Resetov D.N. , Organe de maşini, Editura tehnică, 1963.7. Drăghici I. , Chişu E. , Jula A. , Preda L. , Organe de maşini, Culegere de
probleme, Editura tehnică, Bucureşti, 1975.8. Aldea M. , Buzdugan Gh. , Cernea E. , Organe de maşini, Editura tehnică
Bucureşti, 1953.9. Stere N. , Organe de maşini, Manual pentru licee industriale anii II-III-IV,
şcoli profesionale, de maieştri şi de specializare postliceală, Editura didactică şi pedagogică, Bucureşti, 1977.
10.Paizi Gh. , Stere N. , Lazar D. , Organe de maşini şi mecanisme, Editura didactică şi pedagogică, Bucuresti, 1980.
28
29
30
31