436239286 beteringhe alina gabriela grupa942 obtinerea profilelor prin laminare extrudare
TRANSCRIPT
8/9/2019 436239286 BETERINGHE ALINA GABRIELA Grupa942 Obtinerea Profilelor Prin Laminare Extrudare
http://slidepdf.com/reader/full/436239286-beteringhe-alina-gabriela-grupa942-obtinerea-profilelor-prin-laminare 1/23
Beteringhe Alina-Gabriela
Grupa 942
Obținerea profilelor prin
laminare/extrudare
8/9/2019 436239286 BETERINGHE ALINA GABRIELA Grupa942 Obtinerea Profilelor Prin Laminare Extrudare
http://slidepdf.com/reader/full/436239286-beteringhe-alina-gabriela-grupa942-obtinerea-profilelor-prin-laminare 2/23
Cuprins
1. Noțiuni itroductive;
2. Laminarea;
3. Profilurile;
4. Caracteristici privind comportarea la deformare a metalelor aliate;
5. Extrudarea.
Bibliografie
1. Laminarea materialelor metalice speciale ! de Prof. dr. in".
Eu"en Ca#imirovici $i %r. in". &arcel 'aleriu (uciu )cap. 2*
(emifa+ricate $i produse laminate finite din oțeluri aliate,-
2. e/nolo"ia materialelor, ) document "oo"le-.
8/9/2019 436239286 BETERINGHE ALINA GABRIELA Grupa942 Obtinerea Profilelor Prin Laminare Extrudare
http://slidepdf.com/reader/full/436239286-beteringhe-alina-gabriela-grupa942-obtinerea-profilelor-prin-laminare 3/23
1. Noțiuni introduti!e
"eformarea plasti# este o metod0 de prelucrare prin care n scopul o+ținerii unor
piese finite sau semifa+ricate se reali#ea#0 deformarea permanent0 a materialelor n stare
solid0 )la cald sau la rece- far0 fisurare micro sau macroscopic0.
A!anta$e%
* Propriet0ți mecanice m+un0t0țite datorit0 unei structuri omo"ene $i mai dense;
* Consum minim de material;
* Preci#ie mare de prelucrare ) mai ales la deformare plastic0 la rece-;
* Posi+ilitatea o+ținerii unor forme complexe cu un num0r minim de operații $i manoper0
redus0;
* Posi+ilitatea de automati#are )linii de automati#are celule flexi+ile de fa+ricație-;
"e&a!anta$e%
* nvestiții inițiale mari n ceea ce privesc utilaele folosite;
* Necesitatea unor forțe mari pentru deformare;
"up# temperatura la are are lo deformarea a!em%
* %eformare plastic0 la cald;
* %eformare plastic0 la rece;
%eformarea se consider0 plastic0 dac0 eforturile unitare datorate forțelor de prelucrare
te/nolo"ic0 sunt limitate peste limit0 de cur"ere convențional0 ) efortul unitar c0ruia i
corespunde o deformare remanent0 de 6 -.
8/9/2019 436239286 BETERINGHE ALINA GABRIELA Grupa942 Obtinerea Profilelor Prin Laminare Extrudare
http://slidepdf.com/reader/full/436239286-beteringhe-alina-gabriela-grupa942-obtinerea-profilelor-prin-laminare 4/23
2. 'aminarea
'aminarea este procedeul te/nolo"ic de prelucrare prin deformare plastic0 ) la cald saula rece- caracteri#at0 prin faptul ca materialul este o+li"at s0 treaca forțat printre doi cilindri
aflați n mi$care de rotație.
&a$inaria folosit0 se numeste laminor iar procedeul laminare. Produsul re#ultat fiind
denumit laminat.
La laminare dimensiunile materialului se reduc n direcția apas0rii $i cresc n celelalte
direcții ) volumul r0m7n7nd constant-.
&aterialul laminat are o structur0 omo"en0 cu "raunți alun"iți $i ordonați dup0 direcția
de laminare.
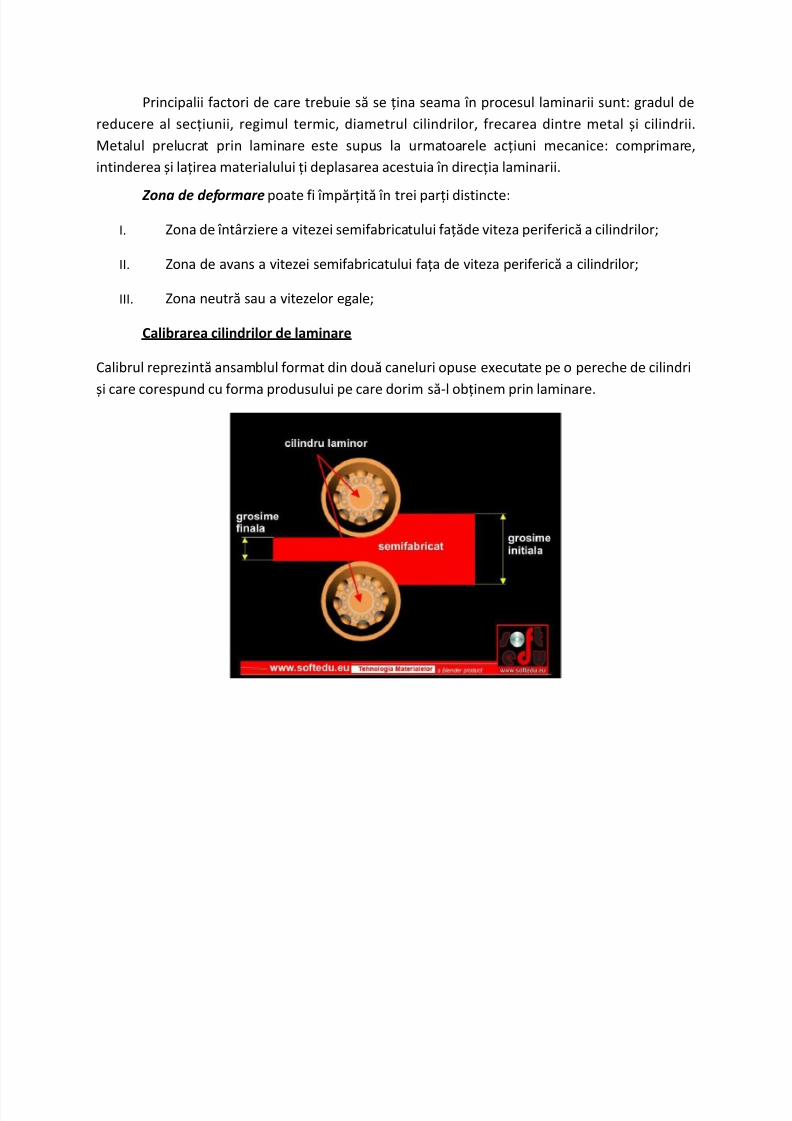
Laminarea se poate efectua ntre doi cilindri nete#i ca n ca#ul produselor plate sau cu
canale inelare numite cali+re practicate n corpul cilindrelor n #ona de lucru pentru prelucrarea
profilelor.
Pentru ca#ul cel mai r0sp7ndit al lamin0rii lon"itudinale cilindrii au sensuri diferite de rotație
axele cilindrilor fiind paralele.
8proximativ 9:6 din producția lumii de oțel este supus0 lamin0rii.
Principalele scheme de laminare sunt
1. Laminarea lon"itudinal0.
2. Laminarea transversal0.
3. Laminarea elicoidal0.
8/9/2019 436239286 BETERINGHE ALINA GABRIELA Grupa942 Obtinerea Profilelor Prin Laminare Extrudare
http://slidepdf.com/reader/full/436239286-beteringhe-alina-gabriela-grupa942-obtinerea-profilelor-prin-laminare 5/23
Laminare elicoidală
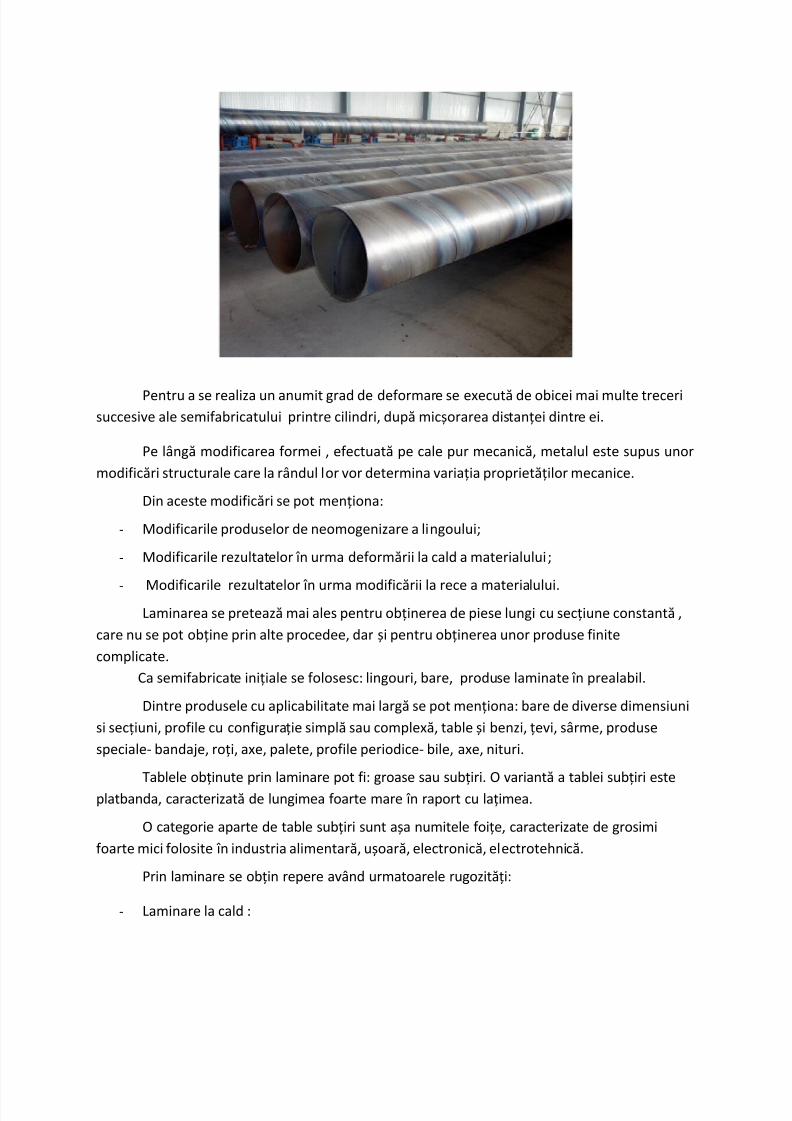
Schema de principiu a laminării longitudinale ( 1-semifabricat; 2-3 – cilindrii; 4 – produs laminat )
Elementele "eometrice ale lamin0rii si forțelor de laminare sunt
* un"/iul de contact
* dimensiune semifa+ricat
* dimensiune produs finit
%upa direcia de laminare acestea se clasifica astfel
1- Laminate lon"itudinale.
2- Laminate transversale.
3- Laminate tan"ențiale ) utili#ate pentru o+ținerea unor piese inelare de tipul +andaelor
pentru roțile de cale ferata-.
4- Laminate elicoidale ) pentru laminarea țevilor-.
8/9/2019 436239286 BETERINGHE ALINA GABRIELA Grupa942 Obtinerea Profilelor Prin Laminare Extrudare
http://slidepdf.com/reader/full/436239286-beteringhe-alina-gabriela-grupa942-obtinerea-profilelor-prin-laminare 6/23
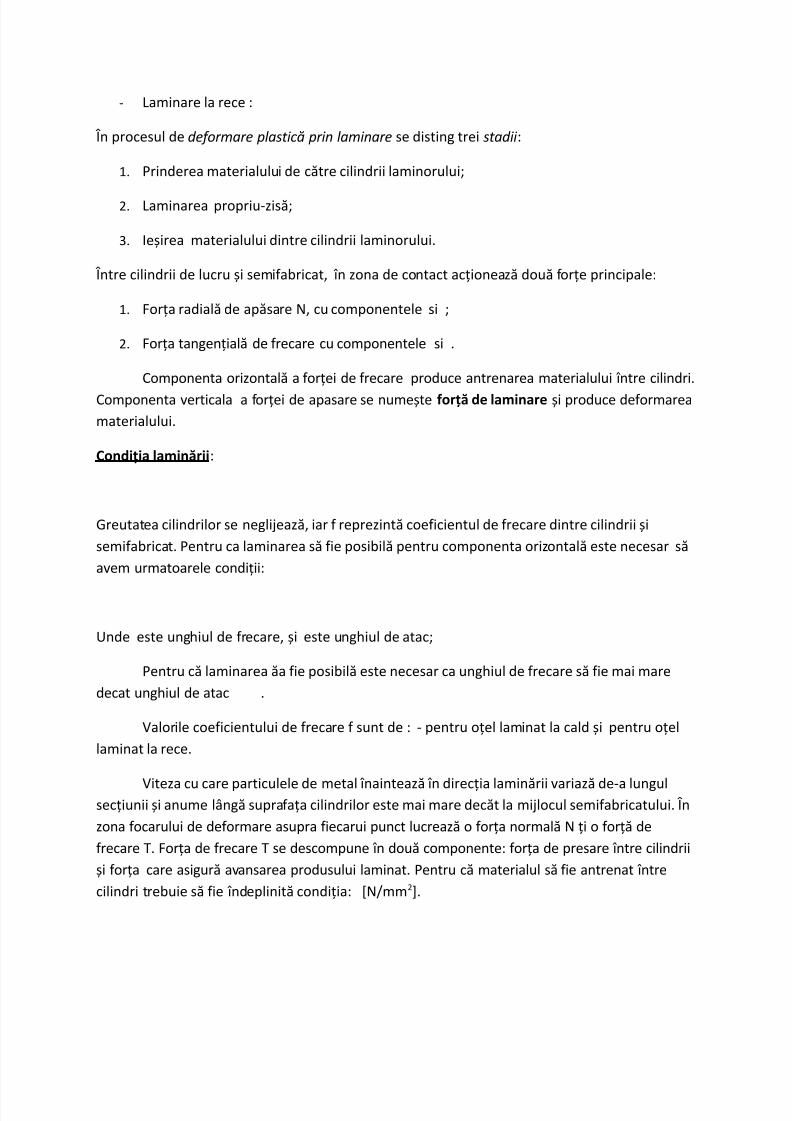
Pentru a se reali#a un anumit "rad de deformare se execut0 de o+icei mai multe trecerisuccesive ale semifa+ricatului printre cilindri dup0 mic$orarea distanței dintre ei.
Pe l7n"0 modificarea formei efectuat0 pe cale pur mecanic0 metalul este supus unor
modific0ri structurale care la r7ndul lor vor determina variația propriet0ților mecanice.
%in aceste modific0ri se pot menționa
* &odificarile produselor de neomo"eni#are a lin"oului;
* &odificarile re#ultatelor n urma deform0rii la cald a materialului;
* &odificarile re#ultatelor n urma modific0rii la rece a materialului.Laminarea se pretea#0 mai ales pentru o+ținerea de piese lun"i cu secțiune constant0
care nu se pot o+ține prin alte procedee dar $i pentru o+ținerea unor produse finite
complicate.
Ca semifa+ricate inițiale se folosesc lin"ouri +are produse laminate n preala+il.
%intre produsele cu aplica+ilitate mai lar"0 se pot menționa +are de diverse dimensiuni
si secțiuni profile cu confi"urație simpl0 sau complex0 ta+le $i +en#i țevi s7rme produse
speciale* +andae roți axe palete profile periodice* +ile axe nituri.
a+lele o+ținute prin laminare pot fi "roase sau su+țiri. < variant0 a ta+lei su+țiri este
plat+anda caracteri#at0 de lun"imea foarte mare n raport cu lațimea.
< cate"orie aparte de ta+le su+țiri sunt a$a numitele foițe caracteri#ate de "rosimi
foarte mici folosite n industria alimentar0 u$oar0 electronic0 electrote/nic0.
Prin laminare se o+țin repere av7nd urmatoarele ru"o#it0ți
* Laminare la cald
8/9/2019 436239286 BETERINGHE ALINA GABRIELA Grupa942 Obtinerea Profilelor Prin Laminare Extrudare
http://slidepdf.com/reader/full/436239286-beteringhe-alina-gabriela-grupa942-obtinerea-profilelor-prin-laminare 7/23
8/9/2019 436239286 BETERINGHE ALINA GABRIELA Grupa942 Obtinerea Profilelor Prin Laminare Extrudare
http://slidepdf.com/reader/full/436239286-beteringhe-alina-gabriela-grupa942-obtinerea-profilelor-prin-laminare 8/23
(resiunea speifi# la laminare. %ac0 P este re#ultanta tuturor forțelor exercitate de
cilindrii asupra semifa+ricatului atunci ! D S"pm AdaN unde ( este suprafața de contact cu
unul dintre cilindri si pm este presiunea specifica medie .
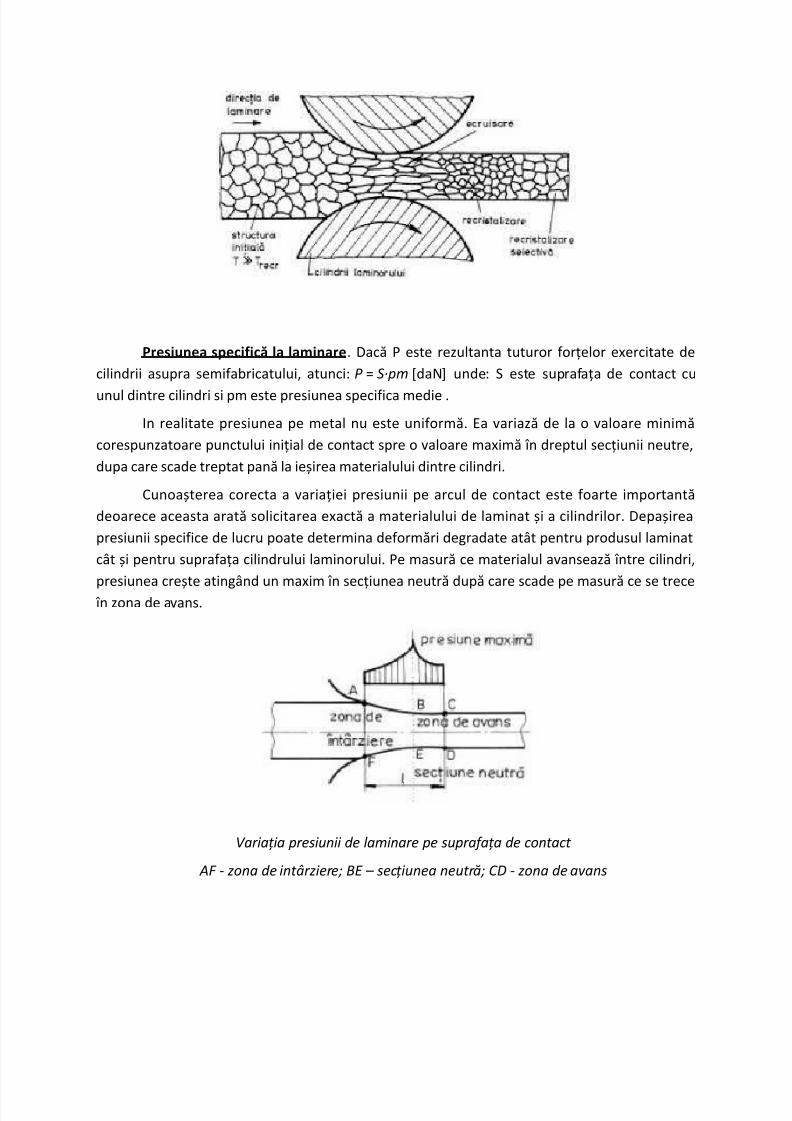
n realitate presiunea pe metal nu este uniform0. Ea varia#0 de la o valoare minim0
corespun#atoare punctului inițial de contact spre o valoare maxim0 n dreptul secțiunii neutre
dupa care scade treptat pan0 la ie$irea materialului dintre cilindri.
Cunoa$terea corecta a variației presiunii pe arcul de contact este foarte important0
deoarece aceasta arat0 solicitarea exact0 a materialului de laminat $i a cilindrilor. %epa$irea
presiunii specifice de lucru poate determina deform0ri de"radate at7t pentru produsul laminat
c7t $i pentru suprafața cilindrului laminorului. Pe masur0 ce materialul avansea#0 ntre cilindri
presiunea cre$te atin"7nd un maxim n secțiunea neutr0 dup0 care scade pe masur0 ce se trece
n #ona de avans.
#ariaia presiunii de laminare pe suprafaa de contact
$% - &ona de int'r&iere; – seciunea neutră; *+ - &ona de a,ans
8/9/2019 436239286 BETERINGHE ALINA GABRIELA Grupa942 Obtinerea Profilelor Prin Laminare Extrudare
http://slidepdf.com/reader/full/436239286-beteringhe-alina-gabriela-grupa942-obtinerea-profilelor-prin-laminare 9/23
8/9/2019 436239286 BETERINGHE ALINA GABRIELA Grupa942 Obtinerea Profilelor Prin Laminare Extrudare
http://slidepdf.com/reader/full/436239286-beteringhe-alina-gabriela-grupa942-obtinerea-profilelor-prin-laminare 10/23
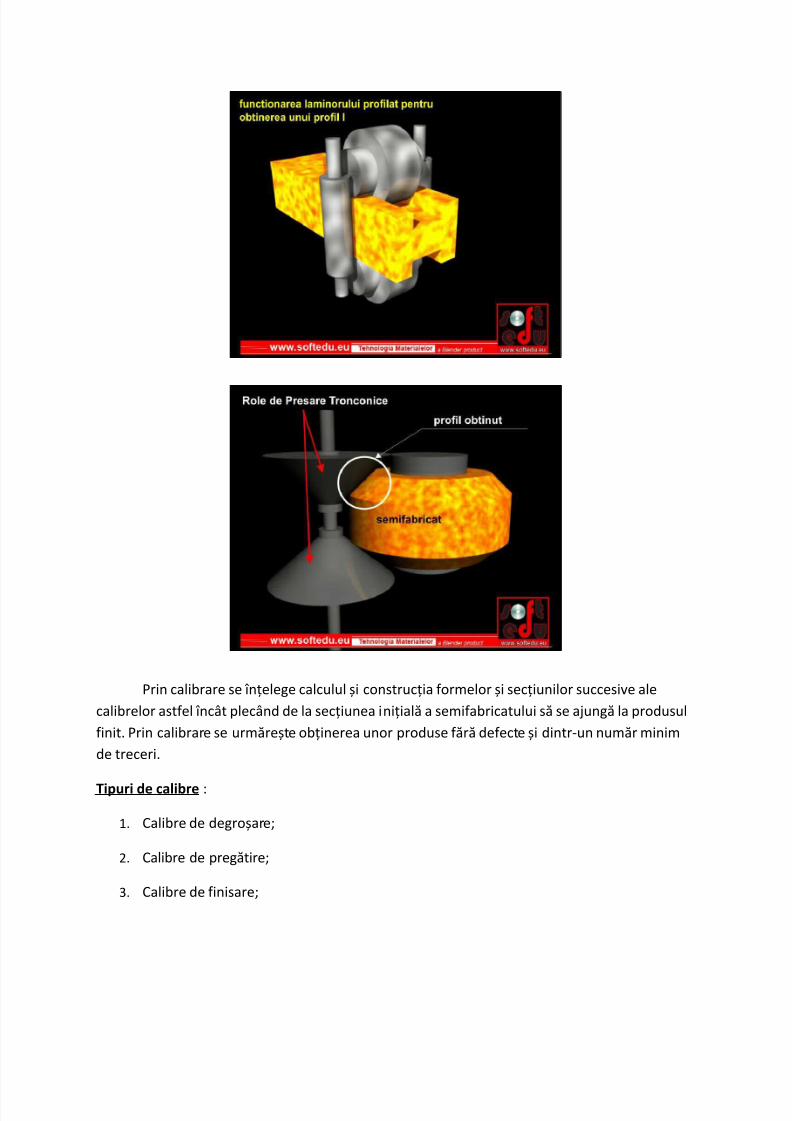
Prin cali+rare se nțele"e calculul $i construcția formelor $i secțiunilor succesive ale
cali+relor astfel nc7t plec7nd de la secțiunea inițial0 a semifa+ricatului s0 se aun"0 la produsul
finit. Prin cali+rare se urm0re$te o+ținerea unor produse f0r0 defecte $i dintr*un num0r minim
de treceri.
)ipuri de alibre
1. Cali+re de de"ro$are;
2. Cali+re de pre"0tire;
3. Cali+re de finisare;
8/9/2019 436239286 BETERINGHE ALINA GABRIELA Grupa942 Obtinerea Profilelor Prin Laminare Extrudare
http://slidepdf.com/reader/full/436239286-beteringhe-alina-gabriela-grupa942-obtinerea-profilelor-prin-laminare 11/23
%up0 construcția lor ele pot fi
a- Complet desc/ise;
+- Parțial nc/ise;
c- Cu desc/ideri mixte.
Ca$a de laminare se compune din
* Cilindri laminorului;
* La"0rele lor;
* Cadrul de susținere al la"0relor $i cilindrilor;
* &ecanismul de re"la ce servesc la modificarea distanței dintre cilindri;
* ?rilaele ce servesc la diriarea metalului la intrarea $i ie$irea din cilindri;
* &otorul de antrenare;
* 'olantul;
* Feductorul.
&ai multe cae alc0tuiesc un tren de laminare.
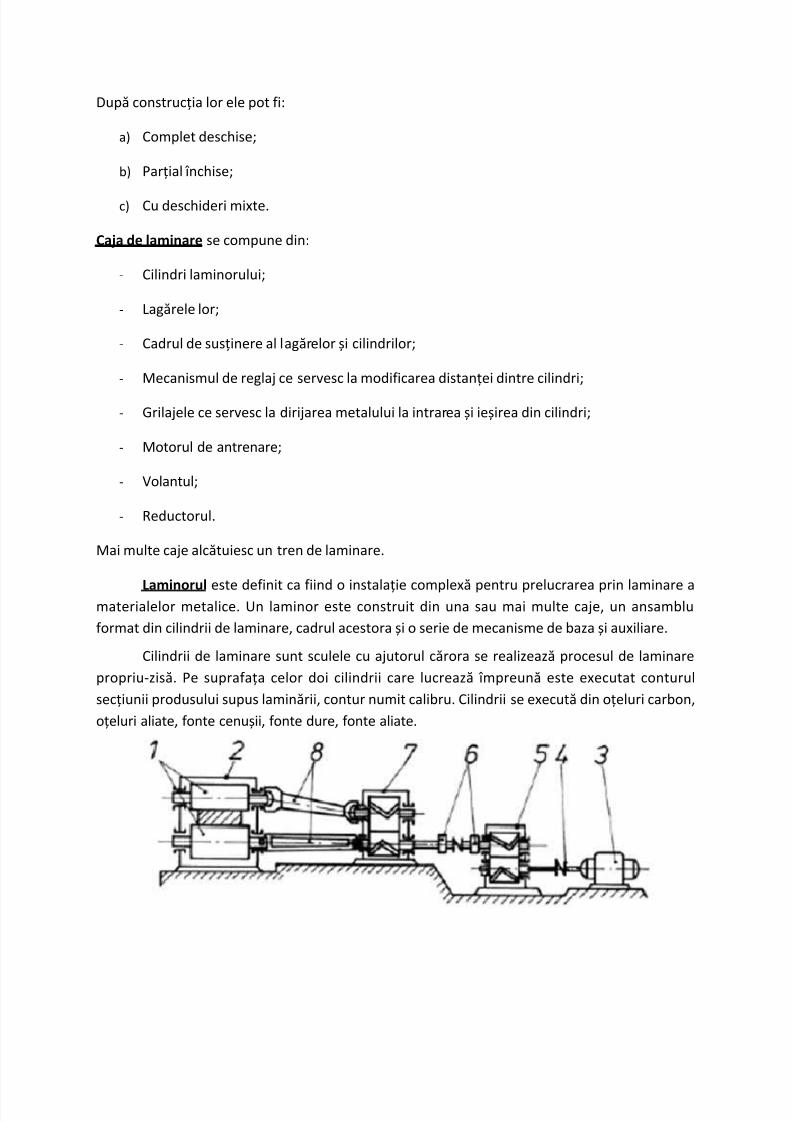
'aminorul este definit ca fiind o instalație complex0 pentru prelucrarea prin laminare amaterialelor metalice. @n laminor este construit din una sau mai multe cae un ansam+lu
format din cilindrii de laminare cadrul acestora $i o serie de mecanisme de +a#a $i auxiliare.
Cilindrii de laminare sunt sculele cu autorul c0rora se reali#ea#0 procesul de laminare
propriu*#is0. Pe suprafața celor doi cilindrii care lucrea#0 mpreun0 este executat conturul
secțiunii produsului supus lamin0rii contur numit cali+ru. Cilindrii se execut0 din oțeluri car+on
oțeluri aliate fonte cenu$ii fonte dure fonte aliate.
8/9/2019 436239286 BETERINGHE ALINA GABRIELA Grupa942 Obtinerea Profilelor Prin Laminare Extrudare
http://slidepdf.com/reader/full/436239286-beteringhe-alina-gabriela-grupa942-obtinerea-profilelor-prin-laminare 12/23
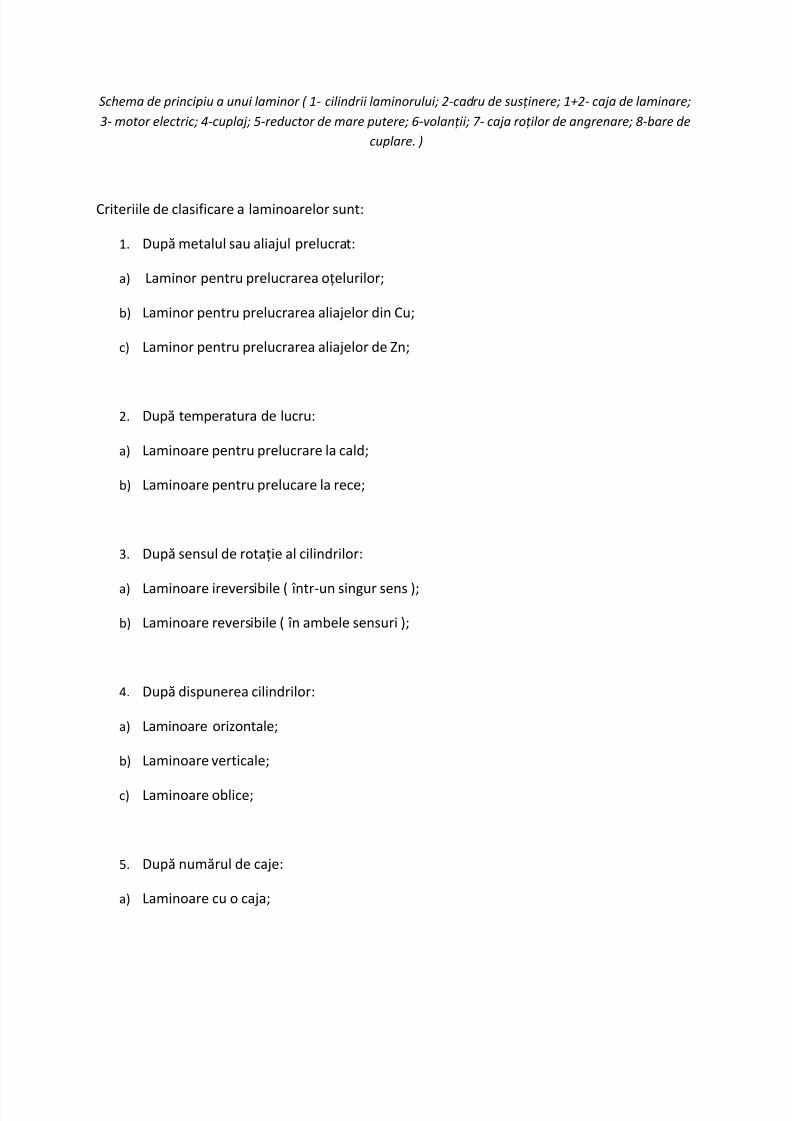
Schema de principiu a unui laminor ( 1- cilindrii laminorului; 2-cadru de susinere; 12- ca.a de laminare;
3- motor electric; 4-cupla.; /-reductor de mare putere; 0-,olanii; - ca.a roilor de angrenare; -bare de
cuplare )
Criteriile de clasificare a laminoarelor sunt
1. %up0 metalul sau aliaul prelucrat
a- Laminor pentru prelucrarea oțelurilor;
+- Laminor pentru prelucrarea aliaelor din Cu;
c- Laminor pentru prelucrarea aliaelor de n;
2. %up0 temperatura de lucru
a- Laminoare pentru prelucrare la cald;
+- Laminoare pentru prelucare la rece;
3. %up0 sensul de rotație al cilindrilor
a- Laminoare ireversi+ile ) ntr*un sin"ur sens -;
+- Laminoare reversi+ile ) n am+ele sensuri -;
4. %up0 dispunerea cilindrilor
a- Laminoare ori#ontale;
+- Laminoare verticale;
c- Laminoare o+lice;
5. %up0 num0rul de cae
a- Laminoare cu o caa;
8/9/2019 436239286 BETERINGHE ALINA GABRIELA Grupa942 Obtinerea Profilelor Prin Laminare Extrudare
http://slidepdf.com/reader/full/436239286-beteringhe-alina-gabriela-grupa942-obtinerea-profilelor-prin-laminare 13/23
+- Laminoare cu mai multe cae;
G. %up0 tipurile de trenuri de laminare
a- Laminoare de de"ro$are;
+- Laminoare de finisare.
H. %in punct de vedere constructiv
a- Laminoare duo*cilindrice;
+- Laminoare trio*cilindrice;
c- Laminoare du+lu duo*cilindrice;
d- Laminoare cu 12 cilindrii;
I. %up0 construcția cilindrilor
a- Cu cilindri drepți;
+- Cu cilindri cali+rați )pentru produsele profilate-;
9. %up0 intre+uințare
a- Laminoare de"rosiere )+lumin"uri sle+in"uri-;
+- Laminoare de"rosiere milocii )pentru ta"le $i platine-;
c- Laminoare de profile mari ) $inele de cale ferat0-.
Clasifiarea laminatelor
a- Jen#i din oțel laminate la rece
8/9/2019 436239286 BETERINGHE ALINA GABRIELA Grupa942 Obtinerea Profilelor Prin Laminare Extrudare
http://slidepdf.com/reader/full/436239286-beteringhe-alina-gabriela-grupa942-obtinerea-profilelor-prin-laminare 14/23
>a+ricația +en#ilor laminate la rece cu "rosimi ncep7nd cu :.:G mm se reali#ea#0 cu un
laminor Kuarto * reversi+il performant av7nd comen#ile controlul $i monitori#area parametrilor
asistate de calculator .
Caracteristicile fi#ico*mecanice ale +en#ilor reali#ate sunt o+ținute prin tratament termic n
instalații tip clopot conduse cu autorul calculatorului de proces.
nstalația de t0iere lon"itudinal0 permite o+ținerea unei lar"i "ame dimensionale de produse
finite livrate n am+ala protectiv re#istent la manipulari $i transport.
Prin controlul asistat de calculator $i disciplina te/nolo"ic0 ri"uroas0 se asi"ur0 pentru
produse ncadrarea n limitele de toleranțe dimensionale planeitate $i aspect impuse de cele
mai exi"ente standarde.
+- Jen#i din oțel acoperite metalic
Jen#ile din oțel acoperite metalic cu staniu sau aliae staniu*plum+ sunt reali#ate pe o linie
te/nolo"ica speciali#at0. nstalația permite $i acoperirea pe +and0 suport din materialeneferoase )cupru sau alame-. Procedeul de acoperire prin depunere termica utili#at cu
m+un0t0țirile reali#ate de speciali$tii firmei asi"ur0 uniformitatea stratului de acoperire pe
am+ele fețe ale +en#ii $i "rosimi ale acestuia compara+ile cu cele o+ținute prin depunere
electrolitic0.
c- Jen#i din oțel n"uste proteate anticoro#iv
>a+ricarea acestor produse este o noutate pentru industria rom7neasc0. Prin aspect $i
performanța caracteristicilor +en#ile sunt similare cu cele reali#ate de firme renumite.
*+(rofilurile
(rodusele laminate lungi ) profilurile- pre#int0 secțiune transversal0 constant0 pe lun"ime care
este definit0 de un standard care preci#ea#0 "amele de dimensiuni curente precum $i
toleranțele la dimensiuni $i toleranțe de form0. =n "eneral suprafața acestor produse este
neted0 dar n anumite condiții ) ex. Jarele de oțel +eton- aceasta poate pre#enta denivelari
rasp7ndite uniform. ndicarea toleranțelor dimensionale este necesar0 deoarece dimensiunile
profilurilor pot varia n masur0 suficient de mare ca urmare a modific0rii forței de laminare a
temperaturii laminatului $i nu n ultimul r7nd a u#urii cali+relor $i ocurilor din caele de
laminare pe parcursul procesului de deformare. Ca urmare a acțiunii factorilor menționați se
constat0 variații ale dimensiunilor c/iar pe lun"imea fiec0rui laminat. %eci prin existența
toleranțelor se pot o+ține profiluri corespun#0toare cu toate modific0rile conținute ale
condițiilor de laminare.
8/9/2019 436239286 BETERINGHE ALINA GABRIELA Grupa942 Obtinerea Profilelor Prin Laminare Extrudare
http://slidepdf.com/reader/full/436239286-beteringhe-alina-gabriela-grupa942-obtinerea-profilelor-prin-laminare 15/23
endința "eneral0 este de a se lucra cu toleranțe ne"ative pentru reali#area de economie
de metal dar punerea n aplicare a acestei idei necesit0 pre"atiri foarte atente ale laminatelor $i
respectarea ri"uroas0 a te/nolo"iilor de laminare.
)ipurile de profiluri care se pot o+ține prin laminare se "rupea#0 dup0 urmatoarele
criterii
* %up0 destinația profilului n profiluri de u# "eneral ) p0trat rotund lat cornier profile
@ etc.- $i profiluri cu utili#0ri speciale ) $ina de cale ferat0 $enile de tractor
arm0turi de mina etc. -;
* %up0 forma profilului n profiluri simple ) p0trat rotund lat /exa"onal etc.- $i profiluri
fasonate sau cu aripi ) profiluri @ $ina de cale ferat0 palplan$e piloni de spriin etc.-;
* %up0 masa unitar0 a profilului respectiv dup0 dimensiunile caracteristice ale acestuia n
profiluri "rele profiluri milocii si profiluri u$oare.
(alplan,ele sunt profiluri fasonate o+ținute prin laminare la cald care au o asemenea
form0 ncat prin m+inarea capetelor sau a "ridaelor lon"itudinal sau prin prindere cu autorul
unor a"rafe speciale formea#0 pereți desp0rțitori sau perdele continue. %up0 forma secțiunii
transversale sau dup0 utili#are palplan$ele pot fi palplanțe n forma de ( @ si ; palplan$e
plate; palplan$e asam+late; palplan$e u$oare de arm0turi )+lindae-.
ot din cate"oria produselor lun"i laminate la cald fac parte si profilurile si pentru "aleriile de
min0 $i pilonii de spriin sau de susținere.
(ilonii de spri$in pot fi reali#ați prin asam+lare din profile @ sau similari utili#ați ca +a#a
de spriin sau le"7nd ntre ele țevi cu secțiunea patrat0 sau rotund0 prin elemente de prindere;
pilonii de spriin se introduc n sol n scopul transmiterii solului "reutatea unei construcții prin
re#istența de#voltat0 la +a#a pilonului sau prin frecare ntre suprafața acestuia $i sol.
=n ca#ul profilelor simple de u# "eneral $i n ca#ul profilelor fasonate se utili#ea#0 oțeluri
nealiate pentru construcții conform (8( 5::B2*I: $i (8( 5::B3*I: iar pentru profilurile cu
destinații special se utili#ea#0 oțelurile corespun#0toare destinațiilor cum ar fi oțelurile nealiate
de calitate )(8( II:*II-$i oțelurile aliate de calitate pentru tratamente termice destinate
construcțiilor de ma$ini )(8( H91*II- oțeluri re#istente la u#ur0 )(8( 11 513*II- oțelurire#istente la coro#iune $i refractare )(8( 3 5I3*IH si (8( 11 523*IH- etc.
Pentru profilurile simple )p0trat /exa"onal rotund lat- se utili#ea#0 at7t oțeluri aliate
c7t $i nealiate iar pentru profilurile fasonate )cornier profiluri @ $ine de cale ferat0 $enile
etc.- se utili#ea#0 oțeluri nealiate de calitate.
8/9/2019 436239286 BETERINGHE ALINA GABRIELA Grupa942 Obtinerea Profilelor Prin Laminare Extrudare
http://slidepdf.com/reader/full/436239286-beteringhe-alina-gabriela-grupa942-obtinerea-profilelor-prin-laminare 16/23
4. Carateristii pri!ind omportarea la deformare a
metalelor aliate
=n ca#ul produselor laminate din oțeluri aliate se impun condiții severe de calitate a suprafețelor
$i de preci#ie a dimensiunilor. %e asemenea laminantele din oțeluri aliate tre+uie sa pre#inte
propriet0ți determinate specific diferitelor marci de oțeluri. =m+in7nd laminarea cu tratamentul
termic avantaele enumerate se corelea#0 $i cu propriet0ți mecanice $i fi#ice corespun#0toare
destinației produselor finite laminate din oțeluri aliate.
=n ceea ce prive$te procesul te/nolo"ic de laminare oțelurile aliate pre#int0 o serie de
particularit0ți faț0 de oțelurile nealiate unele dintre acestea camplic7nd su+stanțial fa+ricația
de produse laminate. 8stfel o mare parte dintre oțelurile aliate au re#istenț0 mare la
deformare necesit0 temperaturi de nceput de laminare mai oase dec7t oțelurile nealiate au
intervalul n"ust de temperaturi la care are loc deformarea plastic0 pre#int0 plasticitate mic0 $i
suscepti+ilitate mare pentru tensiuni n special termice. =n structura anumitor oțeluri aliate se
remarc0 tendința de formare a ful"ilor de apariție a cr0p0turilor in timpul racirii si de
precipitare a fa#elor n exces )cementit0 $i altele- care nr0ut0țesc calitatea produselor laminate
finite. %e asemenea unele oțeluri aliate au tendința s0 forme#e "r0unți mari care nu pot fi
finisați prin aplicarea tratamentului termic ulterior precum $i tendința de decar+urare a
straturilor surperficiale. Pentru alte marci de oțeluri aliate sunt caracteristice temperaturile
nalte de inceput de recristali#are $i vite#a mic0 a acestui proces dar exist0 si oțeluri aliate care
pre#int0 valori mari ale l0țirii la laminare $i valori mici ale coeficientului de frecare.
Particularit0țile producției de oțeluri aliate se completea#0 cu pro"ramul sortimental al
laminoarelor care se caracteri#ea#0 printr*o diversitate mare de tipodimensiuni si calit0ți de
oțeluri n cantit0ți relativ mici. %e aici re#ult0 particularit0țile constructive ale laminoarelor
destinate oțelurilor aliate de a fi elastice n ceea ce prive$te trecerea de la un sortiment la altul
$i de a fi prev0#ute cu motoare de acționare mai puternice dec7t n ca#ul lamin0rii oțelurilor
aliate.
Particularit0țile oțelurilor aliate privind comportarea la deformarea plasti0 $i le"0tura
dintre plasticitatea $i re#istența la deformare a acestor oțeluri pe de o parte $i condițiile de
deformare plastic0 $i de tratament termic pe de alta parte se pre#int0 n cele ce urmea#0
comparativ cu oțelurile nealiate.
Fe#istența la deformare a oțelurilor aliate este n "eneral mai mare dec7t cea a
oțelurilor nealiate datorit0 influenței mai multor factori dintre care cei mai importanți sunt
compo#iția c/imic0 $i structura. Pre#int0 re#istenț0 mare la deformare n special oțelurile care
8/9/2019 436239286 BETERINGHE ALINA GABRIELA Grupa942 Obtinerea Profilelor Prin Laminare Extrudare
http://slidepdf.com/reader/full/436239286-beteringhe-alina-gabriela-grupa942-obtinerea-profilelor-prin-laminare 17/23
au structuri polifa#ice cum sunt acele oțeluri care la temperatura de deformare au n structura
lor un component n exces su+ form0 de car+uri olframul si moli+denul la anumite
conținuturi m0resc re#istența la deformare a oțelurilor aliate.
Fe#istența la deformare a oțelurilor aliate cre$te odat0 cu m0rirea "radului de aliere a
austenitei nsa este condiționat0 $i de temperatura de laminare fiind cu at7t mai mare cu c7ttemperatura de laminare este mai sca#ut0. Limita superioar0 a temperaturii de laminare este
determinat0 de temperatura de ardere a oțelului respectiv si are valori mai mici cu 1::M2::
decat temperatura de topire a oțelului. La r7ndul ei temperatura de topire a oțelului este cu
at7t mai oas0 cu c7t este mai mare "radul de aliere a oțelului. &ic$orarea limitei superioare a
temperaturii de laminare mare$te inevita+il re#istența la deformare a oțelului.
=n afar0 de limita superioar0 a temperaturii de laminare de cele mai multe ori se
sta+ile$te $i limita inferioar0. =n toate ca#urile n care oțelurile aliate pre#int0 temperaturi mari
de nceput de recristali#are temperatura de sfar$it de laminare se sta+ile$te puțin mai maredec7t aceasta temperatur0 deoarece laminarea la temperaturi mai mici dec7t temperatura de
nceput de recristali#are se desfa$oar0 n condițiile unei re#istențe mari la deformare.
Pentru anumite calit0ți de oțeluri aliate frecvent monofa#ice limita inferioara a
temperaturilor de laminare se sta+ilețte pe c7t posi+il c7t mai sca#ut0 asi"ur7ndu*se astfel o
structur0 fin $i omo"en0 a oțelului laminat. =n ca#ul oțelurilor monofa#ice de ex. feritice nu are
loc recristali#area n cursul tratamentului termic astfel ca structura acestor oțeluri depinde
direct de temperatura $i de "radul de deformare fiind determinate de procesul de recristali#are
prin care "r0unții cristalini devin cu at7t mai mari cu c7t temperatura de laminare este mai mare
si invers. Necesitatea de a reali#a laminarea la temperaturi relative mici implic0 $i n acest ca#cre$terea re#istenței la deformare a oțelului. %e asemenea cre$terea re#istenței la deformare a
oțelurilor aliate se manifest0 $i n toate ca#urile n care se mic$orea#0 temperatura de sfar$it de
laminare care se reali#ea#0 pentru a se prent7mpina precipitarea n structur0 a fa#elor n exces.
re+uie remarcat ns0 c0 exist0 $i unele oțeluri aliate care au re#istența la deformare
apropiata de cea a oțelurilor nealiate ) ex. <țelurile inoxida+ile feritice-.
Plasticitatea oțelurilor aliate este mai mica dec7t a oțelurilor nealiate adica au capacitatea de a
se deforma mai mica. Plasticitatea oțelurilor aliate depinde de compo#iția c/imic0 $i de
structura oțelului de caracterul st0rii de tensiune $i al st0rii de deformare precum $i de
condițiile de temperatura de "radul $i de vita#a de deformație.
=n ceea ce prive$te influența compo#itiei c/imice asupra plasticit0tii oțelurilor aliate se
cunoa$te ca asupra propriet0ților plastice au o mare influenț0 acele elemente c/imice care la
temperatura de laminare formea#0 fa#e n exces de diferite compo#iții. 8ceste fa#e se afl0 n
8/9/2019 436239286 BETERINGHE ALINA GABRIELA Grupa942 Obtinerea Profilelor Prin Laminare Extrudare
http://slidepdf.com/reader/full/436239286-beteringhe-alina-gabriela-grupa942-obtinerea-profilelor-prin-laminare 18/23
oțel su+ form0 de inclu#iuni nemetalice sau de "a#e $i pelicule n"reun7nd considera+il
desfa$urarea procesului de deformare plastic0.
< influenț0 mare asupra plasticit0ții oțelurilor aliate o are caracterul st0rii de tensiune.
%e$i starea de tensiune la laminare se consider ca fiind cerespun#0toare compresiunii
neuniforme triaxiale n realitate aceasta este mai complex0. Ca re#ultat al neuniformit0țiideformației starea de tensiune n diferite #one ale materialului metalic laminat poate fi diferit0
cuprin#7nd sc/eme cu tensiuni de ntindere care mic$orea#0 plasticitatea $i n"reunea#0
laminarea oțelurilor aliate care au plasticitate sc0#ut0.
Condițiile de temperatur0 $i de vite#0 n care se reali#ea#0 laminarea au influenț0 mare
asupra plasticit0ții oțelurilor aliate. =n maoritatea ca#urilor odat0 cu cre$terea temperaturii
oțelului cre$te $i plasticitatea acestuia $i scade re#istența la deformare. %e aceea se tinde s0 se
execute laminarea la temperaturi mai ridicate ns0 apare pericolul arderii o$elului. 8stfel
determinarea temperaturilor optime de laminare constitue o pro+lem0 important0 a deformariiplastice a oțelurilor aliate.
re+uie preci#at c0 maoritatea oțelurilor aliate au caracteristici de plasticitate normale
fiind posi+il0 o+ținerea de laminate calitative din aceste oțeluri dac0 procesul te/nolo"ic este
respectat. =n ca#ul lamin0rii oțelurilor aliate cu propriet0ți de plasticitate sc0#ute pe suprafața
laminatelor se formea#a defecte de diferite m0rimi su+ form0 de fisuri sau cr0paturi. %aca este
posi+il aceste defecte se nlatur0 prin diferite procedee de curațire iar n ca# contrar laminatul
se re+utea#0.
La laminarea oțelurilor aliate este necesar s0 se cree#e astfel de condiții ncat c/iar $ioțelurile mai puțin palstice s0 poat0 fi laminate f0r0 apariția fisurilor sau a cr0p0turilor.
Laminarea oțelurilor aliate este deose+it de complicat0 din cau#a intervalului mic al
temperaturilor de deformare. =n ca#ul oțelurilor cu limite superioare ale temperaturii de
deformare relative sca#ute $i cu limite inferioare ridicate intervalul temperaturilor de
deformare se n"ustea#a aun"7nd n unele ca#uri la valori de I:M1:: .
"earburarea superfiial# reduce su+stanțial calitatea produselor laminate din oțeluri
aliate de aceea nc0l#irea acestor oțeluri n vederea laminarii tre+uie s0 se efectue#e n
condițiile 0n care decar+urarea se reduce la minimum. mportant este ca n acela$i timp s0 se
asi"ure $i o oxidare minim0 deci formarea unei calit0ți minime de oxi#i lucru care se
condiționea#0 prin re"imul de temperaturi $i n special prin compo#iția "a#elor n cuptoare la
ncal#irea oțelurilor aliate.
useptibilitatea la tensiuni termie a oțelurilor aliate este mare $i pentru a
preveni aceste tensiuni ncal#irea oțelurilor aliate tre+uie s0 se fac0 respect7nd anumite
re"imuri prescrise de vite#e de nc0l#ire. <țelurile aliate necesit0 nc0l#iri deose+it de atente
8/9/2019 436239286 BETERINGHE ALINA GABRIELA Grupa942 Obtinerea Profilelor Prin Laminare Extrudare
http://slidepdf.com/reader/full/436239286-beteringhe-alina-gabriela-grupa942-obtinerea-profilelor-prin-laminare 19/23
deoarece n ca#ul nc0l#irilor rapide pe suprafața lin"ourilor $i +lumurilor se formea#0 fisuri cel
mai frecvent transversal care conduc la formarea sp0rturilor in laminat. 8cest fenomen se
remarc0 n ca#ul introducerii semifa+ricatelor reci n cuptoarele ad7nci sau n cuptoarele
o+i$nuite de inc0l#ire; n acest ca# au influent0 mare tensiunile din lin"ouri care depind de
condițiile de turnare $i de r0cire precum $i faptul c0 numeroase oțeluri aliate au
conducti+ilitatea termic0 mic0. 8ceasta este cu at7t mai mic0 cu c7t conținutul elementelor de
aliere n oțeluri este mai mare.
useptibiliatatea de a forma r#p#turi ,i fulgi este caracteristic0 oțelurilor aliate $i din
aceast0 cau#0 este necesar ca dup0 laminare produsele din oțeluri aliate s0 fie supuse unor
re"imuri special de racire. Pentru o+ținerea unor laminate de calitate se aplic0 raciri lente $i
controlate sau tratamente termice i#otermice. 'arietatea mare de oțeluri prelucrate simultan
complic0 procesul te/nolo"ic din secțiile de laminare perspective destul de mari av7nd
reali#area procesului de racire conform unui re"im prescris ntr*un flux te/nolo"ic continuu.
@nele oțeluri aliate au valori mici ale coeficientului de frecare extern0 datorit0 unor
particularit0ți ale stratului lor superficial ceea ce conduce la nr0ut0țirea prinderii materialului
de c0tre cilindrii. %in aceast0 cau#0 laminarea acestor oțeluri tre+uie efectuat0 cu reduceri mici
care s0 asi"ure un"/iuri de prindere reduse ceea ce va complica de asemenea procesul
te/nolo"ic.
=n afar0 de nr0ut0țirea condițiilor de prindere sc0derea coeficientului de frecare
extern0 duce la nesta+ilitatea +arei n ca#ul lamin0rii n cali+re.
< importanț0 deose+it0 asupra procesului te/nolo"ic de laminare a profilurilor o aretendința accentuat0 de lațire a unor oțeluri aliate. 8stfel l0țirea oțelurilor inoxida+ile
austenitice $i feritice este aproape de 15 ori mai mare dec7t l0țirea oțelurilor nealiate
o+i$nuite. %e aceea la cali+rarea cilindrilor tre+uie luate n considerare aceste valori mari ale
lațirii unor oțeluri aliate f0r0 de care nu se poate o+ține un profil corespun#0tor din punct de
vedere calitativ.
%iferența de lațire existent0 la diferite m0rci de oțeluri aliate duce la necesitatea de a
avea diferite cali+r0ri ale cilindrilor pentru o+ținerea de profiluri identice. 8ceasta conduce
natural la sc/im+0ri suplimentare ale cilindrilor $i n "eneral n"reunea#a condițiile de
laminare a oțelurilor aliate.
5. .)01"A0.A
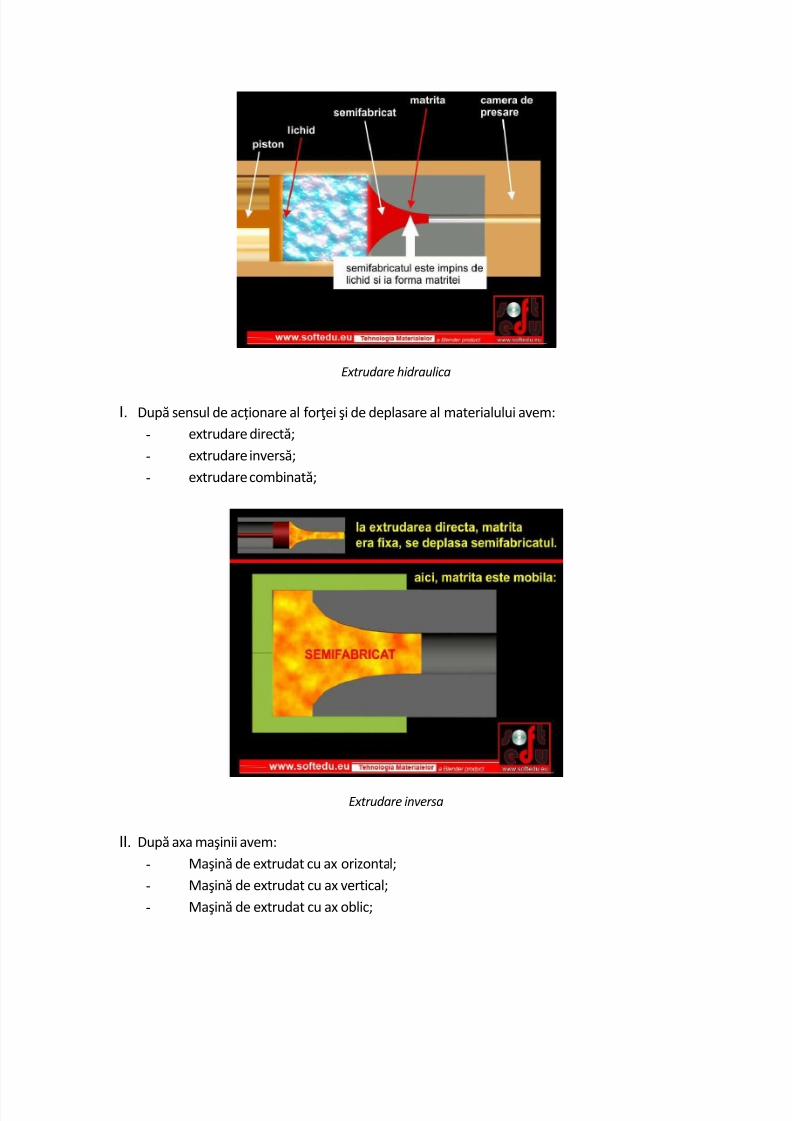
.xtrudarea * procesul de prelucrare prin deformare plastic0 care const0 n trecerea forat0 a
materialului datorit0 unei fore de compresiune printr*o matri0 a c0rei desc/idere este profilata Oi
de seciune mai mic0 dec7t a materialului semifa+ricat.
8/9/2019 436239286 BETERINGHE ALINA GABRIELA Grupa942 Obtinerea Profilelor Prin Laminare Extrudare
http://slidepdf.com/reader/full/436239286-beteringhe-alina-gabriela-grupa942-obtinerea-profilelor-prin-laminare 20/23
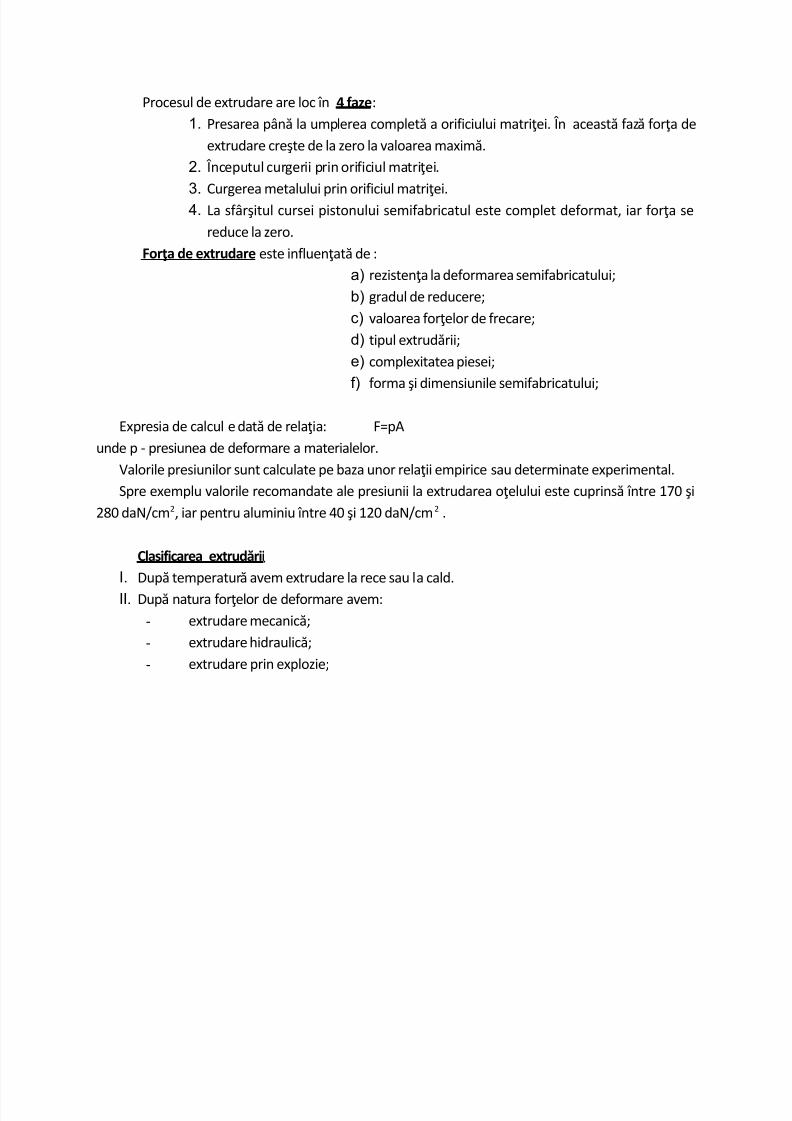
Procesul de extrudare are loc n 4 fa&e
1. Presarea p7n0 la umplerea complet0 a orificiului matriei. =n aceast0 fa#0 fora de
extrudare creOte de la #ero la valoarea maxim0.
2. =nceputul cur"erii prin orificiul matriei.
3.Cur"erea metalului prin orificiul matriei.
4. La sf7rOitul cursei pistonului semifa+ricatul este complet deformat iar fora se
reduce la #ero.
or3a de extrudare este influenat0 de
a) re#istena la deformarea semifa+ricatului;
b) "radul de reducere;
c) valoarea forelor de frecare;
d) tipul extrud0rii;
e) complexitatea piesei;
f) forma Oi dimensiunile semifa+ricatului;
Expresia de calcul e dat0 de relaia >Dp8
unde p * presiunea de deformare a materialelor.
'alorile presiunilor sunt calculate pe +a#a unor relaii empirice sau determinate experimental.
(pre exemplu valorile recomandate ale presiunii la extrudarea oelului este cuprins0 ntre 1H: Oi
2I: daNBcm2 iar pentru aluminiu ntre 4: Oi 12: daNBcm2 .
Clasifiarea extrud#rii
I. %up0 temperatur0 avem extrudare la rece sau la cald.
II. %up0 natura forelor de deformare avem
- extrudare mecanic0;
- extrudare /idraulic0;
- extrudare prin explo#ie;
8/9/2019 436239286 BETERINGHE ALINA GABRIELA Grupa942 Obtinerea Profilelor Prin Laminare Extrudare
http://slidepdf.com/reader/full/436239286-beteringhe-alina-gabriela-grupa942-obtinerea-profilelor-prin-laminare 21/23
trudare hidraulica
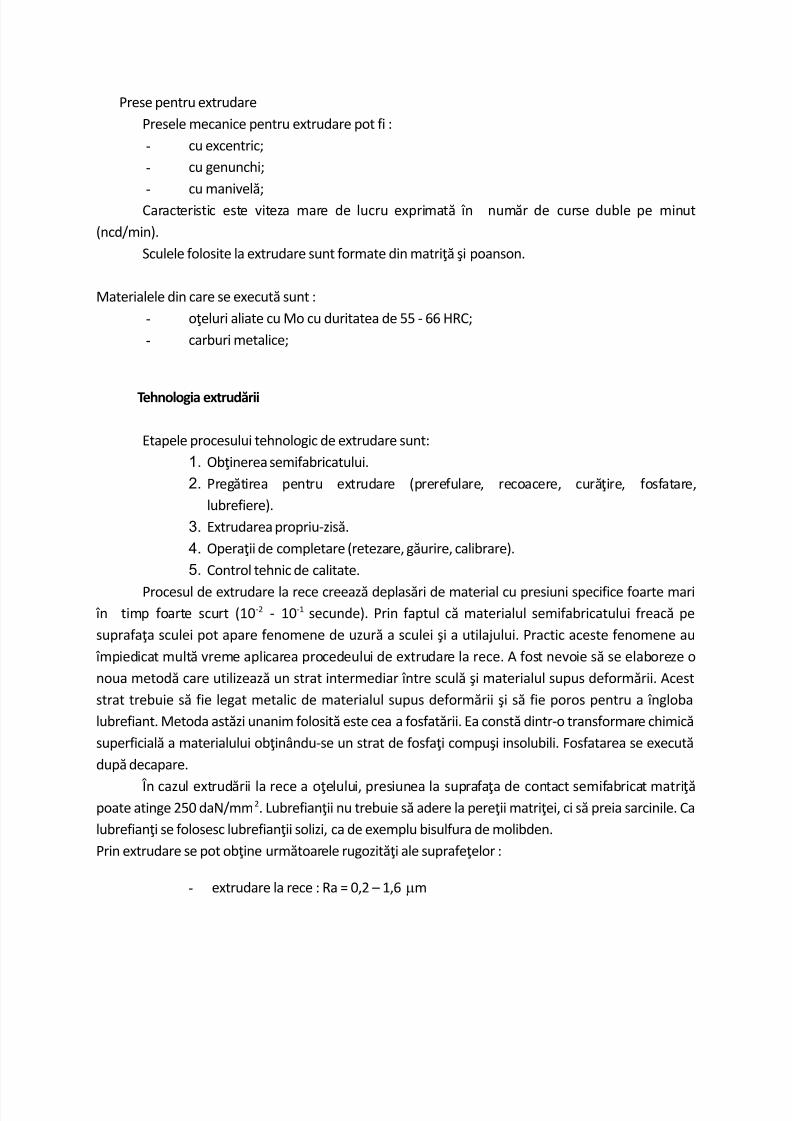
I. %up0 sensul de acționare al forei Oi de deplasare al materialului avem
- extrudare direct0;
- extrudare invers0;
- extrudare com+inat0;
trudare in,ersa
II. %up0 axa maOinii avem
- &aOin0 de extrudat cu ax ori#ontal;
- &aOin0 de extrudat cu ax vertical;
- &aOin0 de extrudat cu ax o+lic;
8/9/2019 436239286 BETERINGHE ALINA GABRIELA Grupa942 Obtinerea Profilelor Prin Laminare Extrudare
http://slidepdf.com/reader/full/436239286-beteringhe-alina-gabriela-grupa942-obtinerea-profilelor-prin-laminare 22/23
Prese pentru extrudare
Presele mecanice pentru extrudare pot fi
- cu excentric;
- cu "enunc/i;
- cu manivel0;
Caracteristic este vite#a mare de lucru exprimat0 n num0r de curse du+le pe minut
)ncdBmin-.
(culele folosite la extrudare sunt formate din matri0 Oi poanson.
&aterialele din care se execut0 sunt
- oeluri aliate cu &o cu duritatea de 55 * GG FC;
- car+uri metalice;
)ehnologia extrud#rii
Etapele procesului te/nolo"ic de extrudare sunt
1. <+inerea semifa+ricatului.
2. Pre"0tirea pentru extrudare )prerefulare recoacere cur0ire fosfatare
lu+refiere-.
3. Extrudarea propriu*#is0.
4. <peraii de completare )rete#are "0urire cali+rare-.
5. Control te/nic de calitate.
Procesul de extrudare la rece creea#0 deplas0ri de material cu presiuni specifice foarte mari n timp foarte scurt )1:*2 * 1:*1 secunde-. Prin faptul c0 materialul semifa+ricatului freac0 pe
suprafaa sculei pot apare fenomene de u#ur0 a sculei Oi a utilaului. Practic aceste fenomene au
mpiedicat mult0 vreme aplicarea procedeului de extrudare la rece. 8 fost nevoie s0 se ela+ore#e o
noua metod0 care utili#ea#0 un strat intermediar ntre scul0 Oi materialul supus deform0rii. 8cest
strat tre+uie s0 fie le"at metalic de materialul supus deform0rii Oi s0 fie poros pentru a n"lo+a
lu+refiant. &etoda ast0#i unanim folosit0 este cea a fosfat0rii. Ea const0 dintr*o transformare c/imic0
superficial0 a materialului o+in7ndu*se un strat de fosfai compuOi insolu+ili. >osfatarea se execut0
dup0 decapare.
=n ca#ul extrud0rii la rece a oelului presiunea la suprafaa de contact semifa+ricat matri0poate atin"e 25: daNBmm2. Lu+refianii nu tre+uie s0 adere la pereii matriei ci s0 preia sarcinile. Ca
lu+refiani se folosesc lu+refianii soli#i ca de exemplu +isulfura de moli+den.
Prin extrudare se pot o+ine urm0toarele ru"o#it0i ale suprafeelor
- extrudare la rece Fa D :2 ! 1G m

8/9/2019 436239286 BETERINGHE ALINA GABRIELA Grupa942 Obtinerea Profilelor Prin Laminare Extrudare
http://slidepdf.com/reader/full/436239286-beteringhe-alina-gabriela-grupa942-obtinerea-profilelor-prin-laminare 23/23
- extrudare la cald Fa D 1G ! G3 m
Cel mai frecvent se extrudea#0 evi Oi profile de aluminiu datorit0 plasticit0ii lui ridicate