0-note curs
DESCRIPTION
ncccTRANSCRIPT

1 din 104 ___Echipamentele Proceselor Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
1 - AMPLASAREA UTILAJELOR ÎN CADRUL UNUI FLUX TEHNOLOGIC
Plan general al unei stații pentru spălarea nisipului. www.ballmill.net.cn/Sand-Washing-Machine.html
2 din 104 ___Echipamentele Proceselor Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
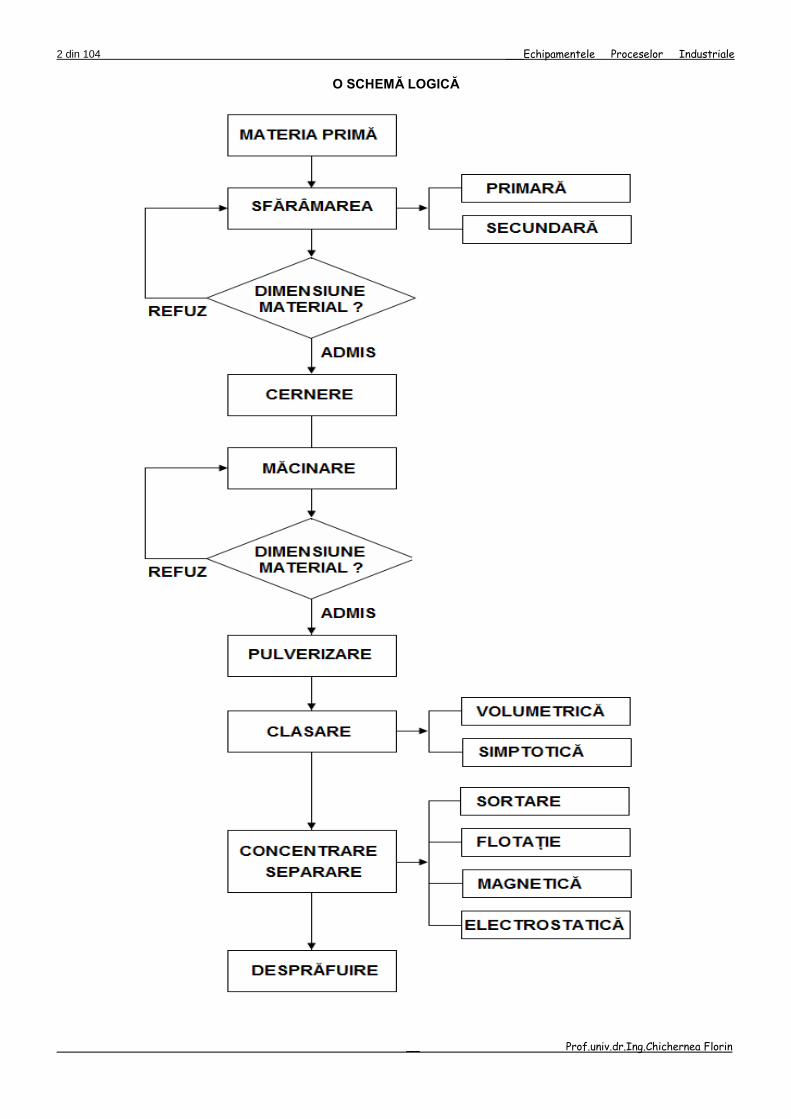
O SCHEMĂ LOGICĂ
3 din 104 ___Echipamentele Proceselor Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
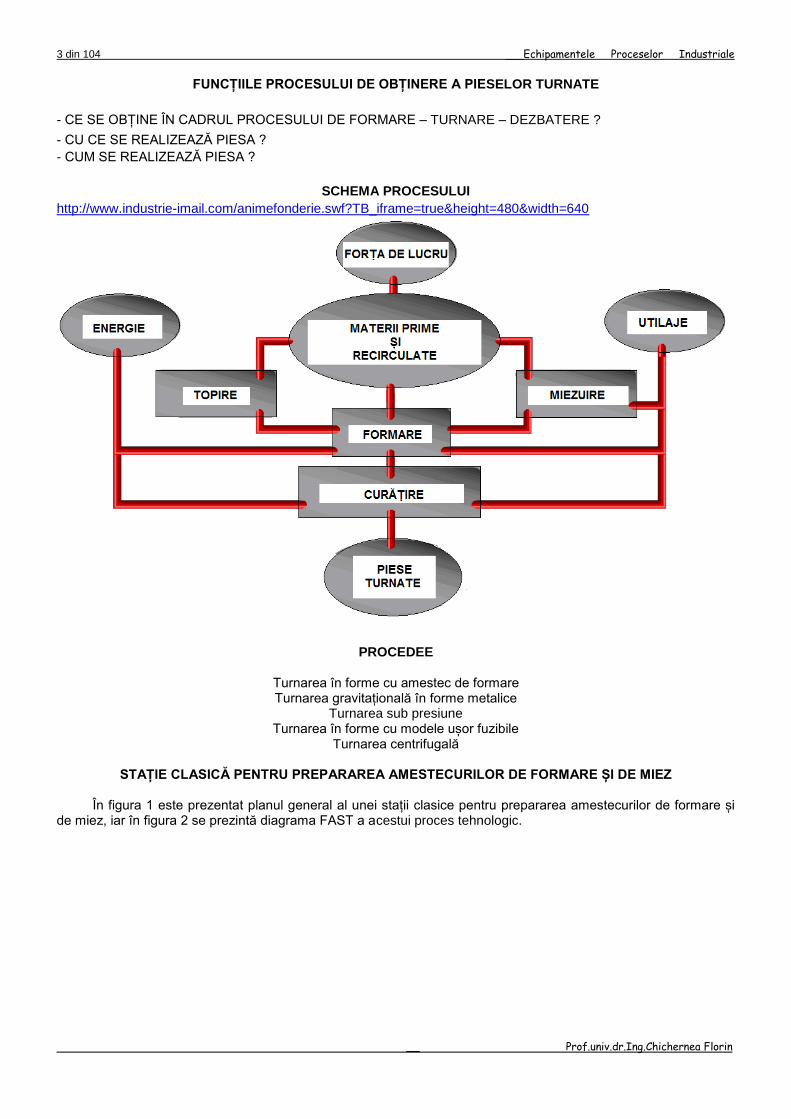
FUNCȚIILE PROCESULUI DE OBȚINERE A PIESELOR TURNATE
- CE SE OBȚINE ÎN CADRUL PROCESULUI DE FORMARE – TURNARE – DEZBATERE ?
- CU CE SE REALIZEAZĂ PIESA ?
- CUM SE REALIZEAZĂ PIESA ?
SCHEMA PROCESULUI
http://www.industrie-imail.com/animefonderie.swf?TB_iframe=true&height=480&width=640
PROCEDEE
Turnarea în forme cu amestec de formare Turnarea gravitațională în forme metalice
Turnarea sub presiune Turnarea în forme cu modele ușor fuzibile
Turnarea centrifugală
STAȚIE CLASICĂ PENTRU PREPARAREA AMESTECURILOR DE FORMARE ȘI DE MIEZ
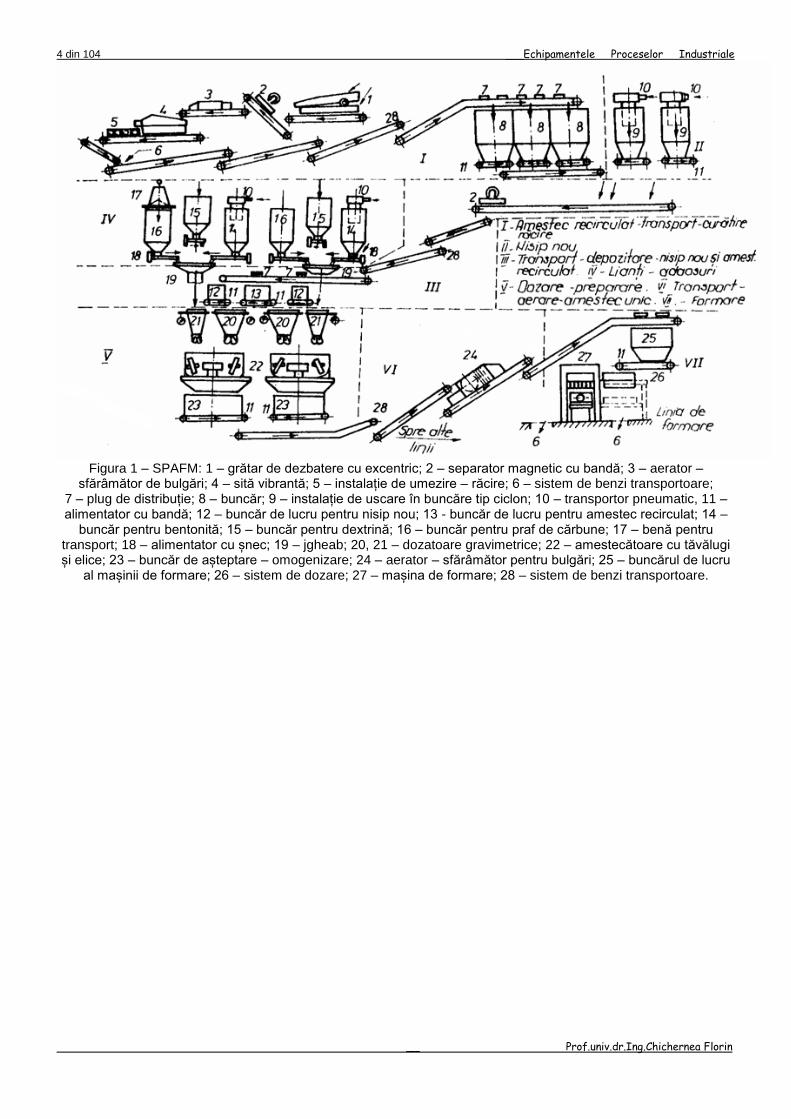
În figura 1 este prezentat planul general al unei stații clasice pentru prepararea amestecurilor de formare și de miez, iar în figura 2 se prezintă diagrama FAST a acestui proces tehnologic.
4 din 104 ___Echipamentele Proceselor Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 1 – SPAFM: 1 – grătar de dezbatere cu excentric; 2 – separator magnetic cu bandă; 3 – aerator –
sfărâmător de bulgări; 4 – sită vibrantă; 5 – instalație de umezire – răcire; 6 – sistem de benzi transportoare; 7 – plug de distribuție; 8 – buncăr; 9 – instalație de uscare în buncăre tip ciclon; 10 – transportor pneumatic, 11 – alimentator cu bandă; 12 – buncăr de lucru pentru nisip nou; 13 - buncăr de lucru pentru amestec recirculat; 14 –
buncăr pentru bentonită; 15 – buncăr pentru dextrină; 16 – buncăr pentru praf de cărbune; 17 – benă pentru transport; 18 – alimentator cu șnec; 19 – jgheab; 20, 21 – dozatoare gravimetrice; 22 – amestecătoare cu tăvălugi și elice; 23 – buncăr de așteptare – omogenizare; 24 – aerator – sfărâmător pentru bulgări; 25 – buncărul de lucru
al mașinii de formare; 26 – sistem de dozare; 27 – mașina de formare; 28 – sistem de benzi transportoare.
5 din 104 ___Echipamentele Proceselor Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
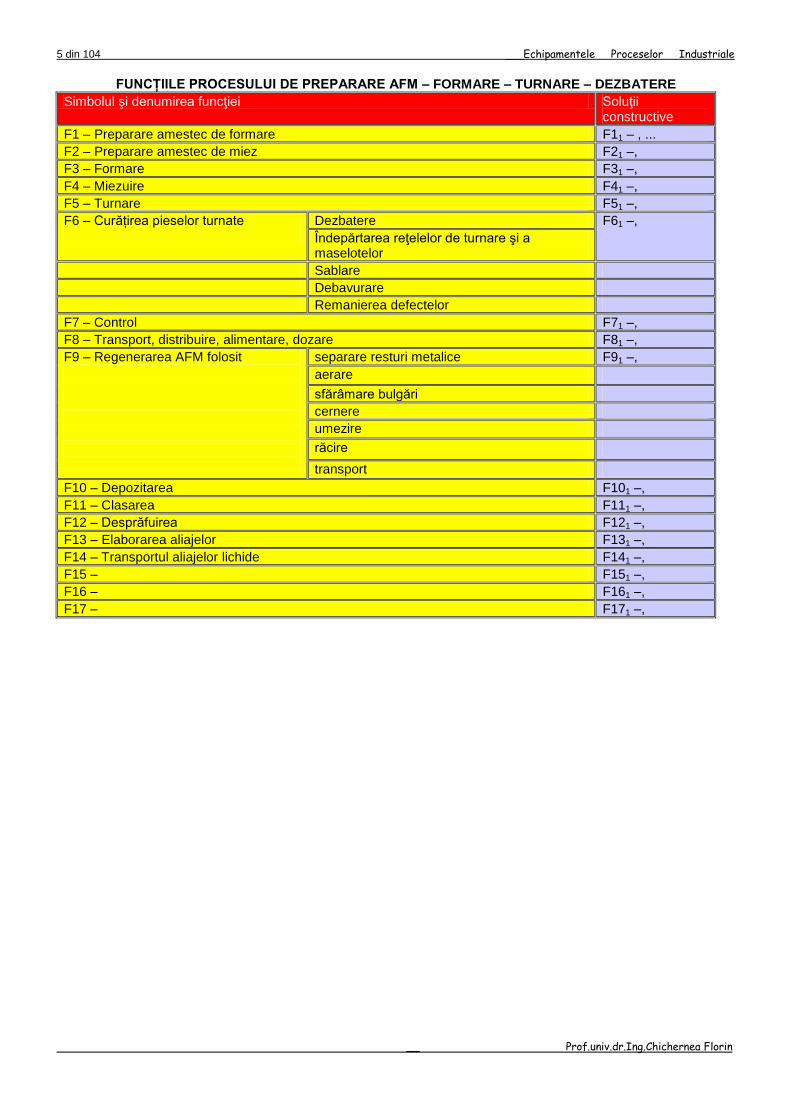
FUNCȚIILE PROCESULUI DE PREPARARE AFM – FORMARE – TURNARE – DEZBATERE
Simbolul şi denumirea funcţiei Soluţii constructive
F1 – Preparare amestec de formare F11 – , ...
F2 – Preparare amestec de miez F21 –,
F3 – Formare F31 –,
F4 – Miezuire F41 –,
F5 – Turnare F51 –,
F6 – Curățirea pieselor turnate
Dezbatere F61 –,
Îndepărtarea reţelelor de turnare şi a maselotelor
Sablare
Debavurare
Remanierea defectelor
F7 – Control F71 –,
F8 – Transport, distribuire, alimentare, dozare F81 –,
F9 – Regenerarea AFM folosit
separare resturi metalice F91 –,
aerare
sfărâmare bulgări
cernere
umezire
răcire
transport
F10 – Depozitarea F101 –,
F11 – Clasarea F111 –,
F12 – Desprăfuirea F121 –,
F13 – Elaborarea aliajelor F131 –,
F14 – Transportul aliajelor lichide F141 –,
F15 – F151 –,
F16 – F161 –,
F17 – F171 –,
6 din 104 ___Echipamentele Proceselor Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
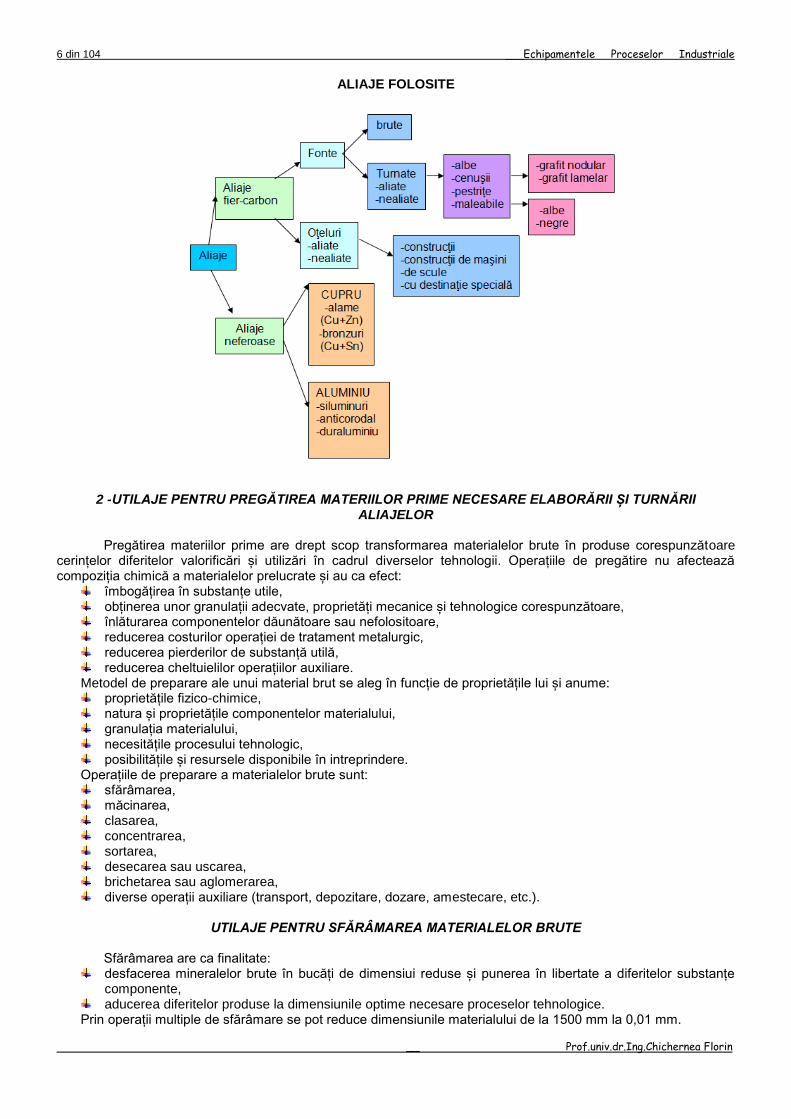
ALIAJE FOLOSITE
2 -UTILAJE PENTRU PREGĂTIREA MATERIILOR PRIME NECESARE ELABORĂRII ȘI TURNĂRII ALIAJELOR
Pregătirea materiilor prime are drept scop transformarea materialelor brute în produse corespunzătoare cerințelor diferitelor valorificări și utilizări în cadrul diverselor tehnologii. Operațiile de pregătire nu afectează compoziția chimică a materialelor prelucrate și au ca efect:
îmbogățirea în substanțe utile, obținerea unor granulații adecvate, proprietăți mecanice și tehnologice corespunzătoare, înlăturarea componentelor dăunătoare sau nefolositoare, reducerea costurilor operației de tratament metalurgic, reducerea pierderilor de substanță utilă, reducerea cheltuielilor operațiilor auxiliare.
Metodel de preparare ale unui material brut se aleg în funcție de proprietățile lui și anume: proprietățile fizico-chimice, natura și proprietățile componentelor materialului, granulația materialului, necesitățile procesului tehnologic, posibilitățile și resursele disponibile în intreprindere.
Operațiile de preparare a materialelor brute sunt: sfărâmarea, măcinarea, clasarea, concentrarea, sortarea, desecarea sau uscarea, brichetarea sau aglomerarea, diverse operații auxiliare (transport, depozitare, dozare, amestecare, etc.).
UTILAJE PENTRU SFĂRÂMAREA MATERIALELOR BRUTE
Sfărâmarea are ca finalitate:
desfacerea mineralelor brute în bucăți de dimensiui reduse și punerea în libertate a diferitelor substanțe componente,
aducerea diferitelor produse la dimensiunile optime necesare proceselor tehnologice. Prin operații multiple de sfărâmare se pot reduce dimensiunile materialului de la 1500 mm la 0,01 mm.
7 din 104 ___Echipamentele Proceselor Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
UTILAJE PENTRU SFĂRÂMAREA PRELIMINARĂ
Utilajele folosite la această operație sunt:
concasorul cu fălci, concasorul giratoriu, concasorul cu ciocane.
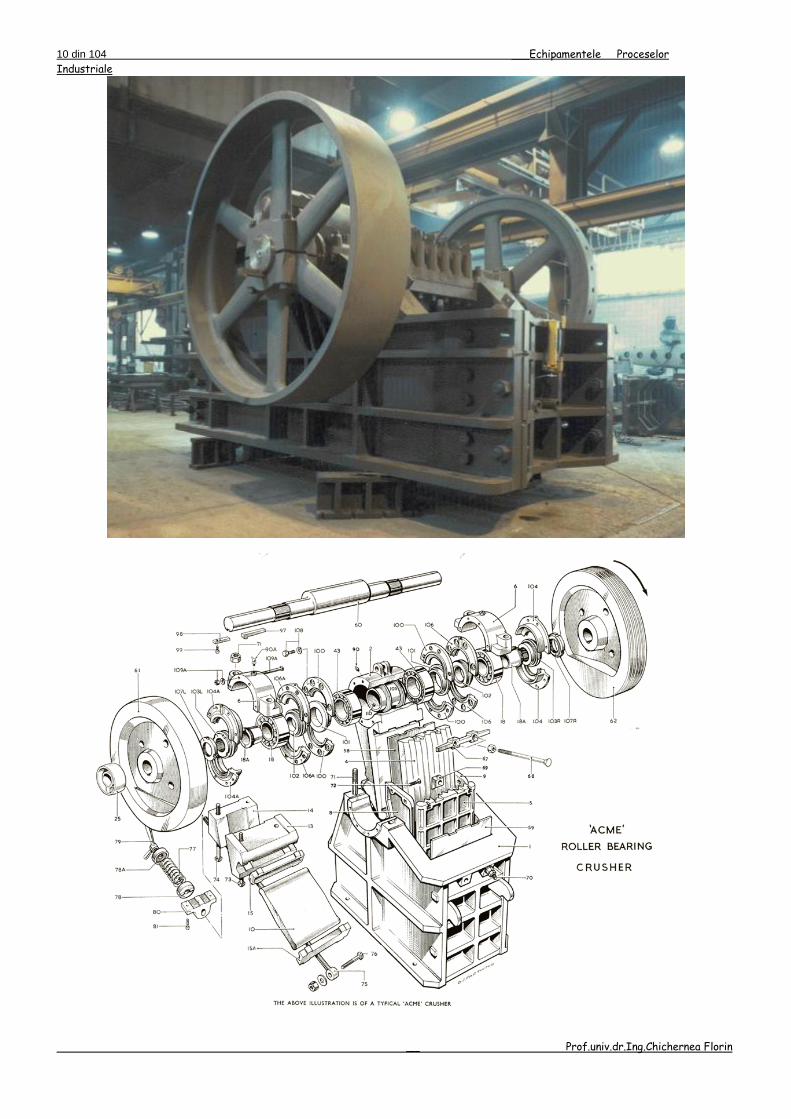
CONCASORUL CU FĂLCI Concasorul cu fălci este utilizat pentru sfărâmarea diverselor materiale cu duritate mare, cum sunt calcarul, feroaliajele, diverse minereuri, etc.
Funcțiile volanților sunt următoarele: transmite mișcarea de rotație prin intermediul curelelor, uniformizarea mișcării de rotație, echilibrarea mișcării de rotație.
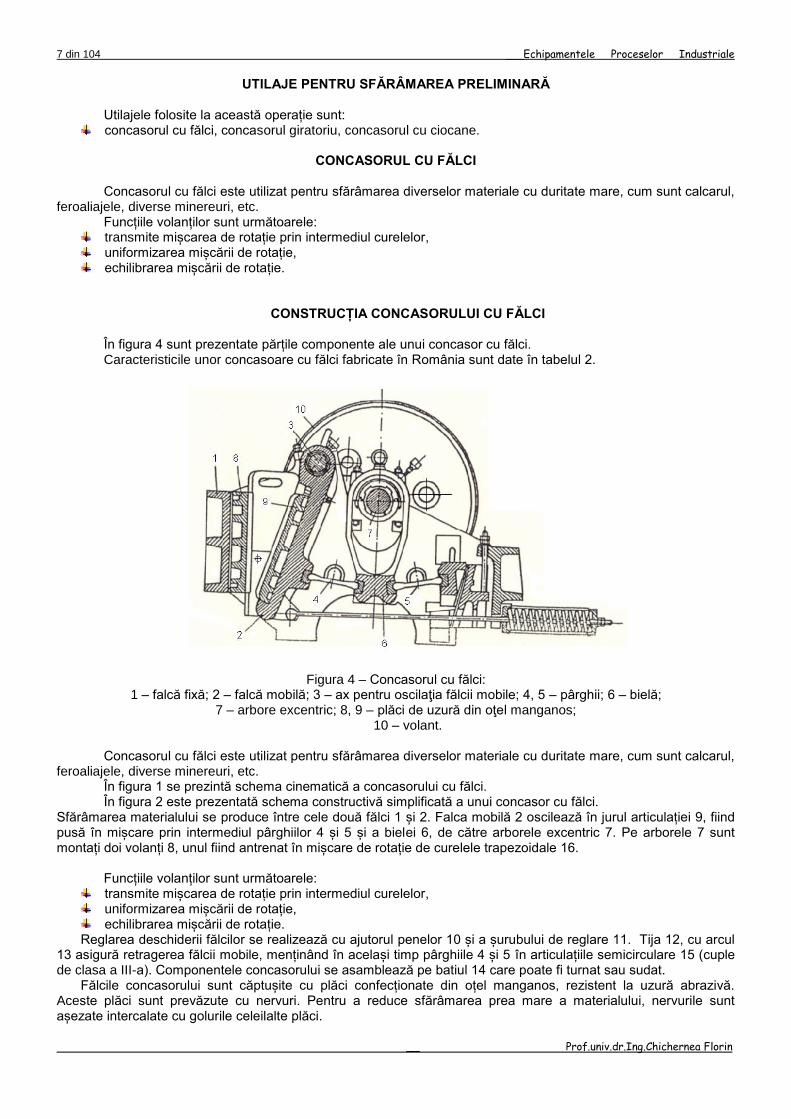
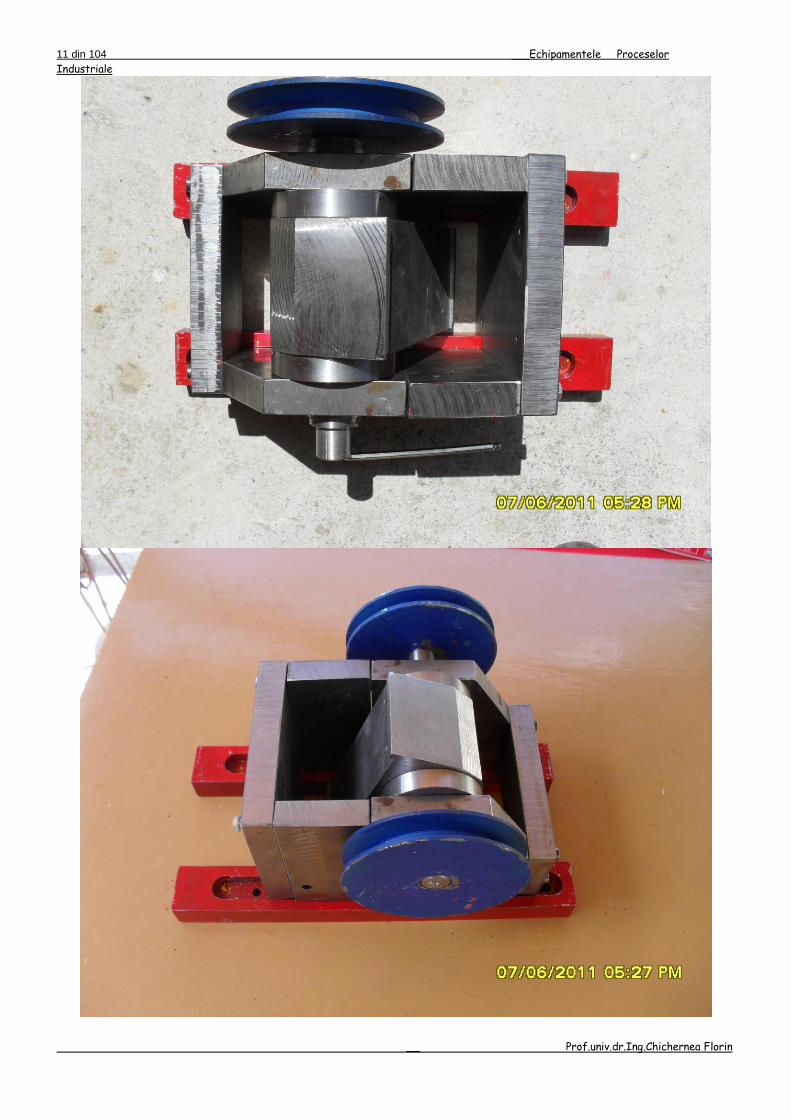
CONSTRUCȚIA CONCASORULUI CU FĂLCI În figura 4 sunt prezentate părțile componente ale unui concasor cu fălci. Caracteristicile unor concasoare cu fălci fabricate în România sunt date în tabelul 2.
Figura 4 – Concasorul cu fălci: 1 – falcă fixă; 2 – falcă mobilă; 3 – ax pentru oscilaţia fălcii mobile; 4, 5 – pârghii; 6 – bielă;
7 – arbore excentric; 8, 9 – plăci de uzură din oţel manganos; 10 – volant.
Concasorul cu fălci este utilizat pentru sfărâmarea diverselor materiale cu duritate mare, cum sunt calcarul, feroaliajele, diverse minereuri, etc. În figura 1 se prezintă schema cinematică a concasorului cu fălci.
În figura 2 este prezentată schema constructivă simplificată a unui concasor cu fălci. Sfărâmarea materialului se produce între cele două fălci 1 și 2. Falca mobilă 2 oscilează în jurul articulației 9, fiind pusă în mișcare prin intermediul pârghiilor 4 și 5 și a bielei 6, de către arborele excentric 7. Pe arborele 7 sunt montați doi volanți 8, unul fiind antrenat în mișcare de rotație de curelele trapezoidale 16.
Funcțiile volanților sunt următoarele:
transmite mișcarea de rotație prin intermediul curelelor, uniformizarea mișcării de rotație, echilibrarea mișcării de rotație.
Reglarea deschiderii fălcilor se realizează cu ajutorul penelor 10 și a șurubului de reglare 11. Tija 12, cu arcul 13 asigură retragerea fălcii mobile, menținând în același timp pârghiile 4 și 5 în articulațiile semicirculare 15 (cuple de clasa a III-a). Componentele concasorului se asamblează pe batiul 14 care poate fi turnat sau sudat.
Fălcile concasorului sunt căptușite cu plăci confecționate din oțel manganos, rezistent la uzură abrazivă. Aceste plăci sunt prevăzute cu nervuri. Pentru a reduce sfărâmarea prea mare a materialului, nervurile sunt așezate intercalate cu golurile celeilalte plăci.
8 din 104 ___Echipamentele Proceselor Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
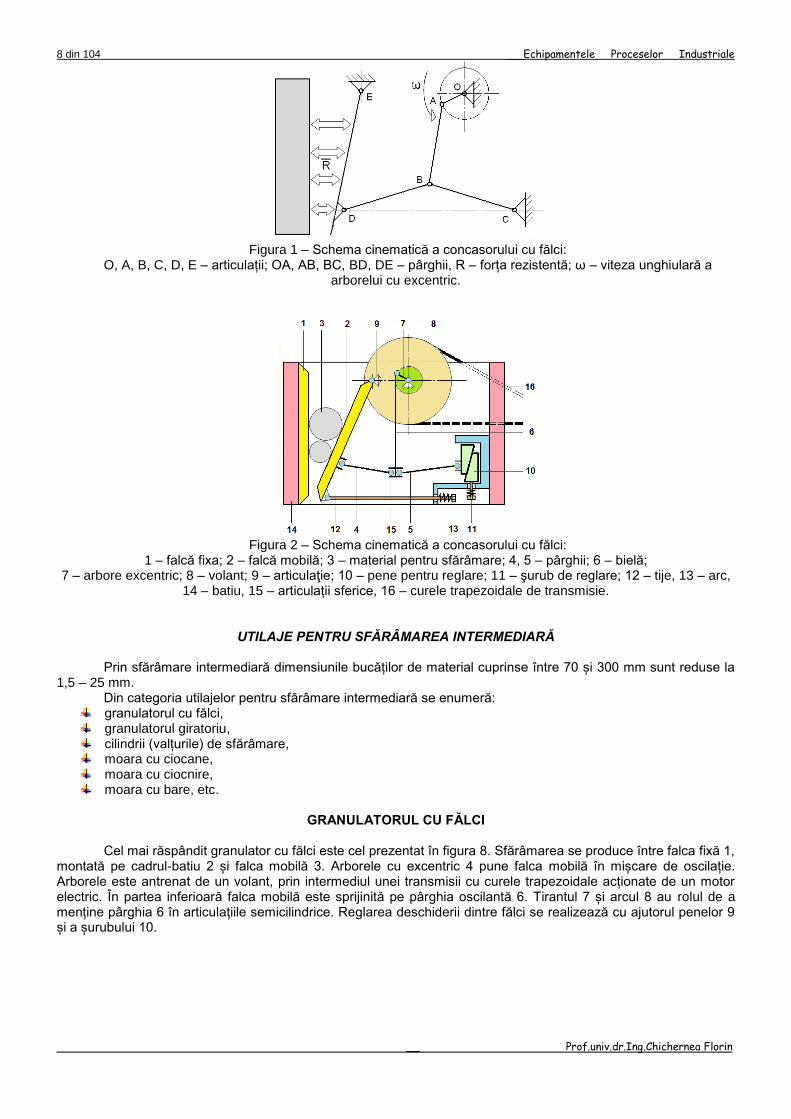
Figura 1 – Schema cinematică a concasorului cu fălci:
O, A, B, C, D, E – articulații; OA, AB, BC, BD, DE – pârghii, R – forța rezistentă; ω – viteza unghiulară a arborelui cu excentric.
Figura 2 – Schema cinematică a concasorului cu fălci:
1 – falcă fixa; 2 – falcă mobilă; 3 – material pentru sfărâmare; 4, 5 – pârghii; 6 – bielă; 7 – arbore excentric; 8 – volant; 9 – articulaţie; 10 – pene pentru reglare; 11 – şurub de reglare; 12 – tije, 13 – arc,
14 – batiu, 15 – articulații sferice, 16 – curele trapezoidale de transmisie.
UTILAJE PENTRU SFĂRÂMAREA INTERMEDIARĂ Prin sfărâmare intermediară dimensiunile bucăților de material cuprinse între 70 și 300 mm sunt reduse la 1,5 – 25 mm. Din categoria utilajelor pentru sfărâmare intermediară se enumeră:
granulatorul cu fălci, granulatorul giratoriu, cilindrii (valțurile) de sfărâmare, moara cu ciocane, moara cu ciocnire, moara cu bare, etc.
GRANULATORUL CU FĂLCI
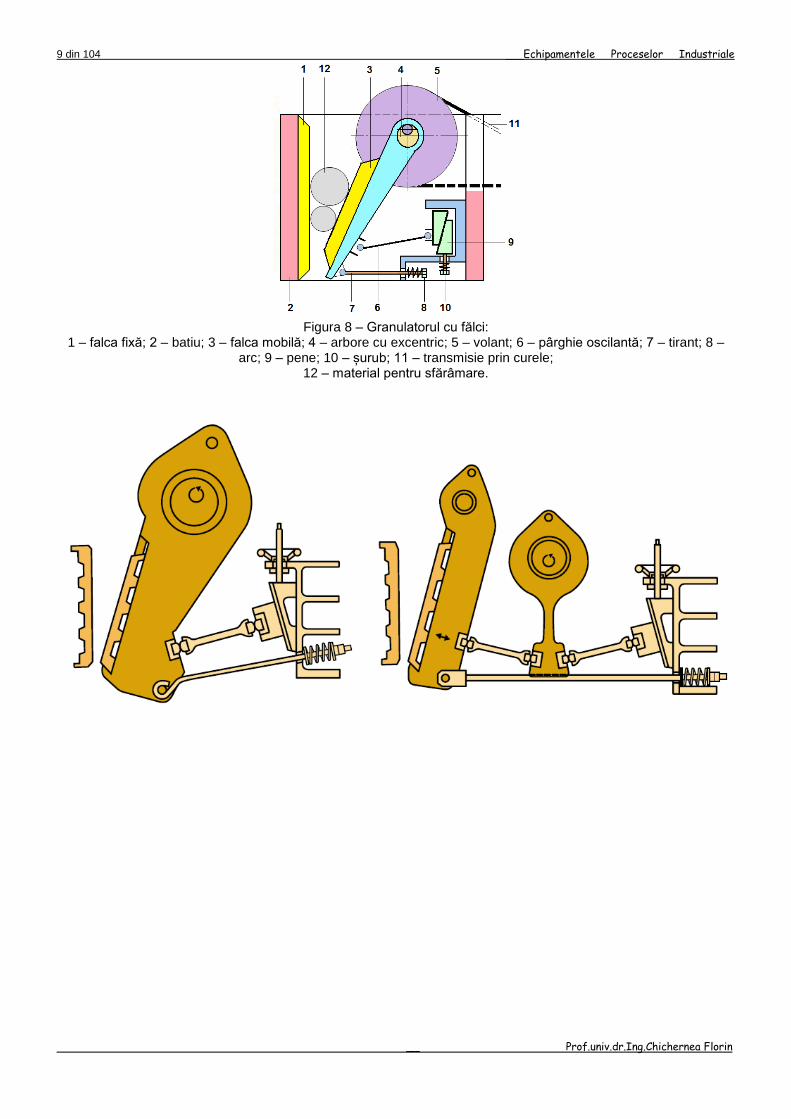
Cel mai răspândit granulator cu fălci este cel prezentat în figura 8. Sfărâmarea se produce între falca fixă 1, montată pe cadrul-batiu 2 și falca mobilă 3. Arborele cu excentric 4 pune falca mobilă în mișcare de oscilație. Arborele este antrenat de un volant, prin intermediul unei transmisii cu curele trapezoidale acționate de un motor electric. În partea inferioară falca mobilă este sprijinită pe pârghia oscilantă 6. Tirantul 7 și arcul 8 au rolul de a menține pârghia 6 în articulațiile semicilindrice. Reglarea deschiderii dintre fălci se realizează cu ajutorul penelor 9 și a șurubului 10.
9 din 104 ___Echipamentele Proceselor Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 8 – Granulatorul cu fălci:
1 – falca fixă; 2 – batiu; 3 – falca mobilă; 4 – arbore cu excentric; 5 – volant; 6 – pârghie oscilantă; 7 – tirant; 8 – arc; 9 – pene; 10 – șurub; 11 – transmisie prin curele;
12 – material pentru sfărâmare.
10 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
11 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin

12 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
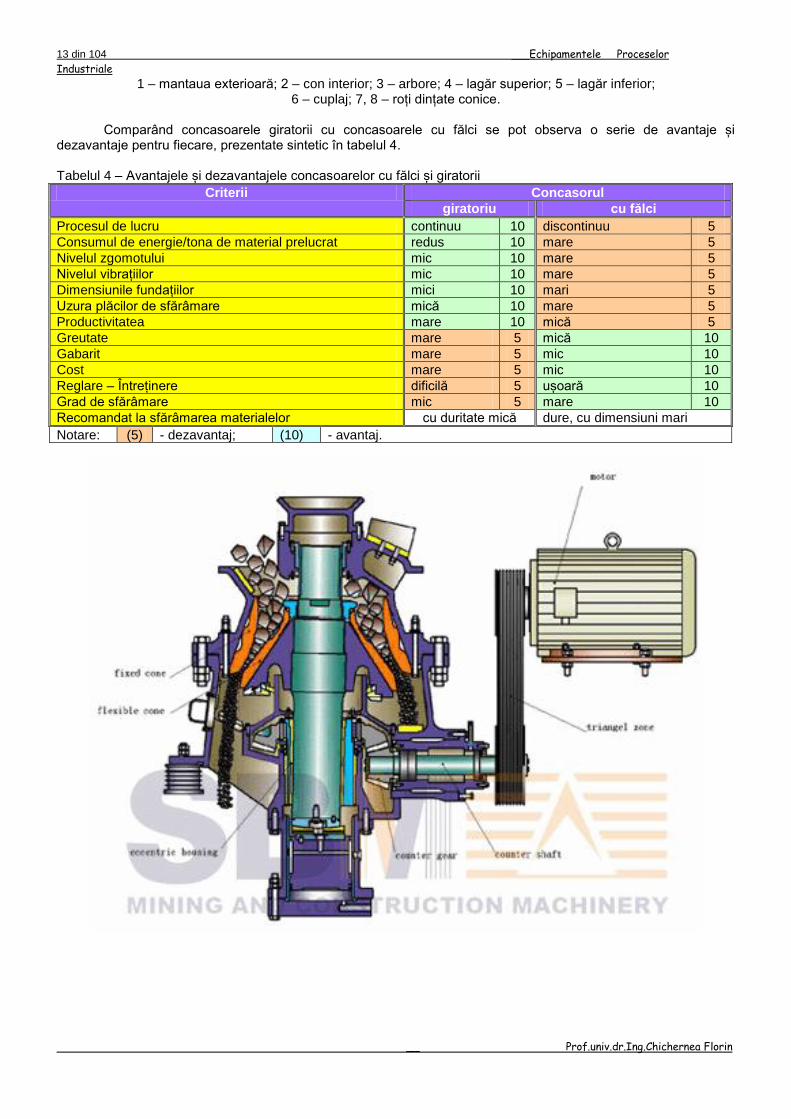
CONCASORUL GIRATORIU Sfărâmarea materialelor în concasorul giratoriu (figura 5) se produce între mantaua exterioară 1 și conul interior 2, a cărui arbore de rotație 3 descrie un con în jurul axei verticale a mașinii. Datorită așezării excentrice a arborelui de rotație, conul interior se apropie și se depărtează continuu, în timpul unei rotații, de mantaua exterioară, producându-se astfel sfărâmarea materialului introdus prin gura de încărcare 9.
Arborele 3 este montat în lagărul superior 4 și în lagărul inferior 5, prevăzut cu un manșon excentric. Antrenarea concasorului se face cu ajutorul unui motor electric, prin intermediul cuplajului 6 și a roților dințate conice 7 și 8.
Conul de sfărâmare interior și mantaua exterioară se căptușesc cu plăci rezistente la uzură din fontă albă sau oțel manganos, lise sau canelate.
Deschiderea de evacuare, dintre con și manta poate fi reglată prin ridicarea sau coborârea cupei concasorului sau a arborelui principal. Amplitudinea deplasării conului, la deschiderea de evacuare este de 12 – 25 mm. Modificarea capacotății de prelucrare se o Bține ușor prin modificarea vitezei de rotație. Concasoarele giratorii realizează grade de sfărâmare de 3 – 4, putând sfărâma materiale cu dimensiunile de 1000 – 170 mm la 230 – 25 mm. Capacitatea de prelucrare poate ajunge la concasoarele de dimensiuni mari la valoarea de 500 m
3/h, la
puteri de antrenare de 200 kW.
Figura 5 – Concasorul giratoriu:
13 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
1 – mantaua exterioară; 2 – con interior; 3 – arbore; 4 – lagăr superior; 5 – lagăr inferior; 6 – cuplaj; 7, 8 – roți dințate conice.
Comparând concasoarele giratorii cu concasoarele cu fălci se pot observa o serie de avantaje și
dezavantaje pentru fiecare, prezentate sintetic în tabelul 4.
Tabelul 4 – Avantajele și dezavantajele concasoarelor cu fălci și giratorii
Criterii Concasorul
giratoriu cu fălci
Procesul de lucru continuu 10 discontinuu 5
Consumul de energie/tona de material prelucrat redus 10 mare 5
Nivelul zgomotului mic 10 mare 5
Nivelul vibrațiilor mic 10 mare 5
Dimensiunile fundațiilor mici 10 mari 5
Uzura plăcilor de sfărâmare mică 10 mare 5
Productivitatea mare 10 mică 5
Greutate mare 5 mică 10
Gabarit mare 5 mic 10
Cost mare 5 mic 10
Reglare – Întreținere dificilă 5 ușoară 10
Grad de sfărâmare mic 5 mare 10
Recomandat la sfărâmarea materialelor cu duritate mică dure, cu dimensiuni mari
Notare: (5) - dezavantaj; (10) - avantaj.
14 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
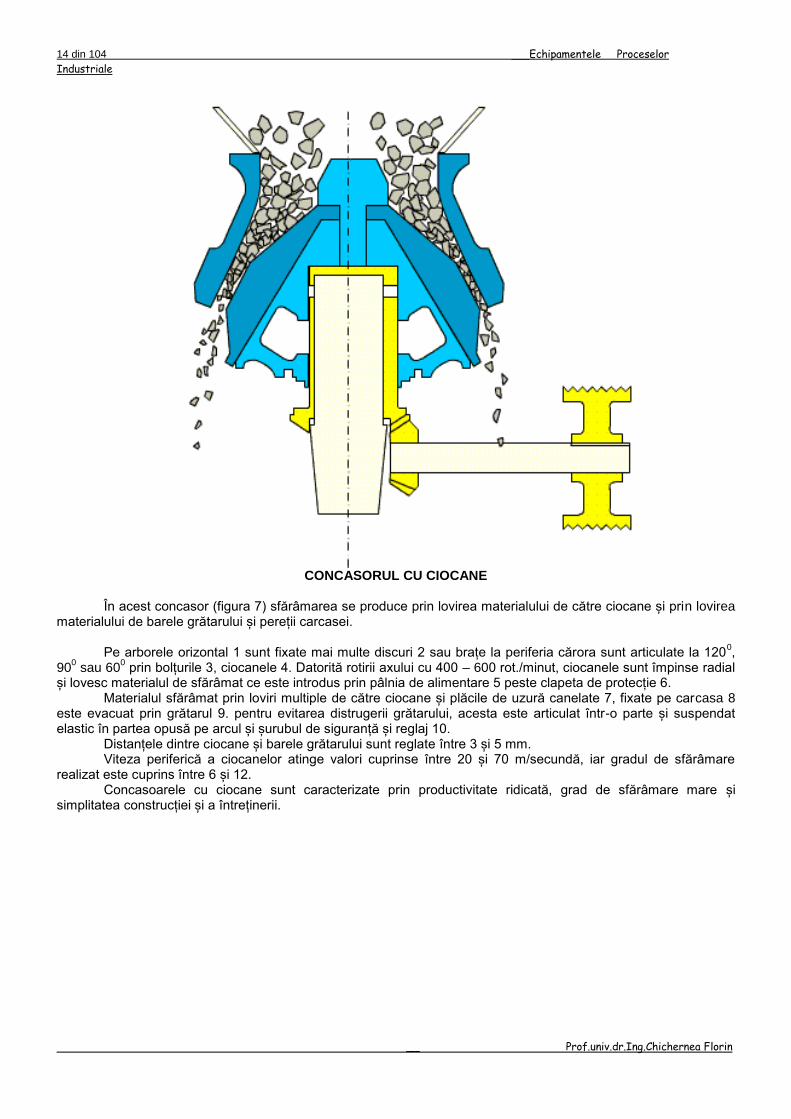
CONCASORUL CU CIOCANE
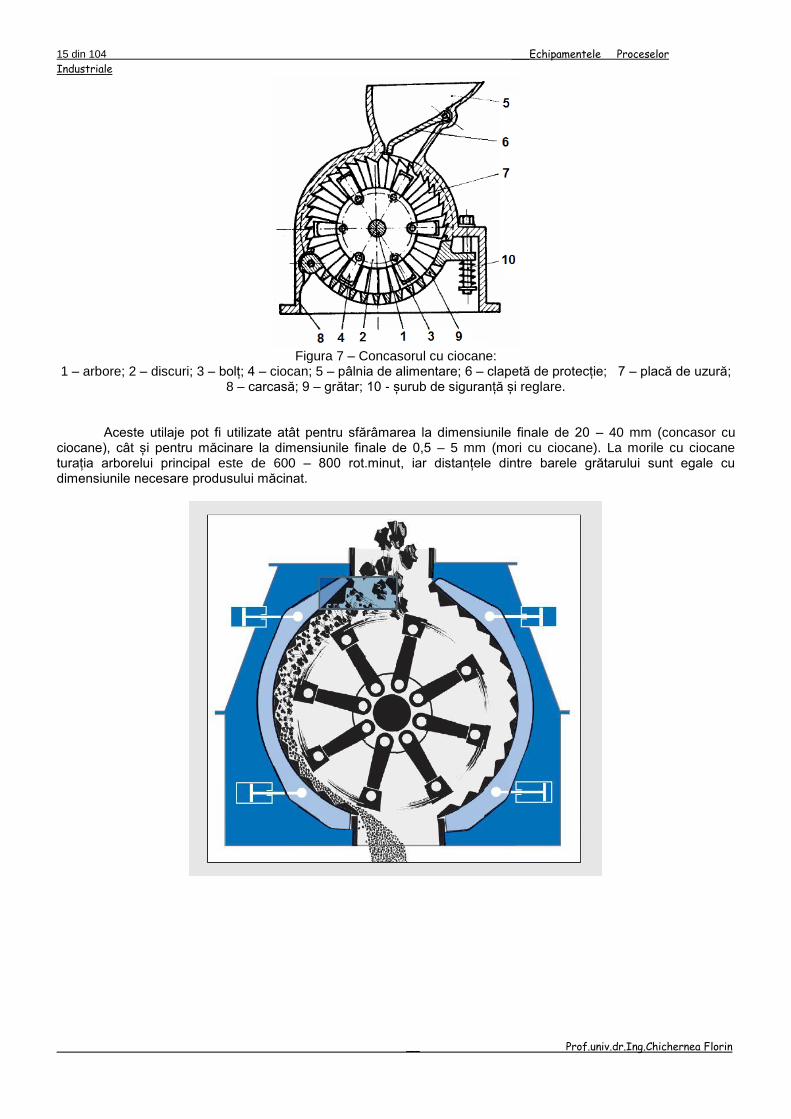
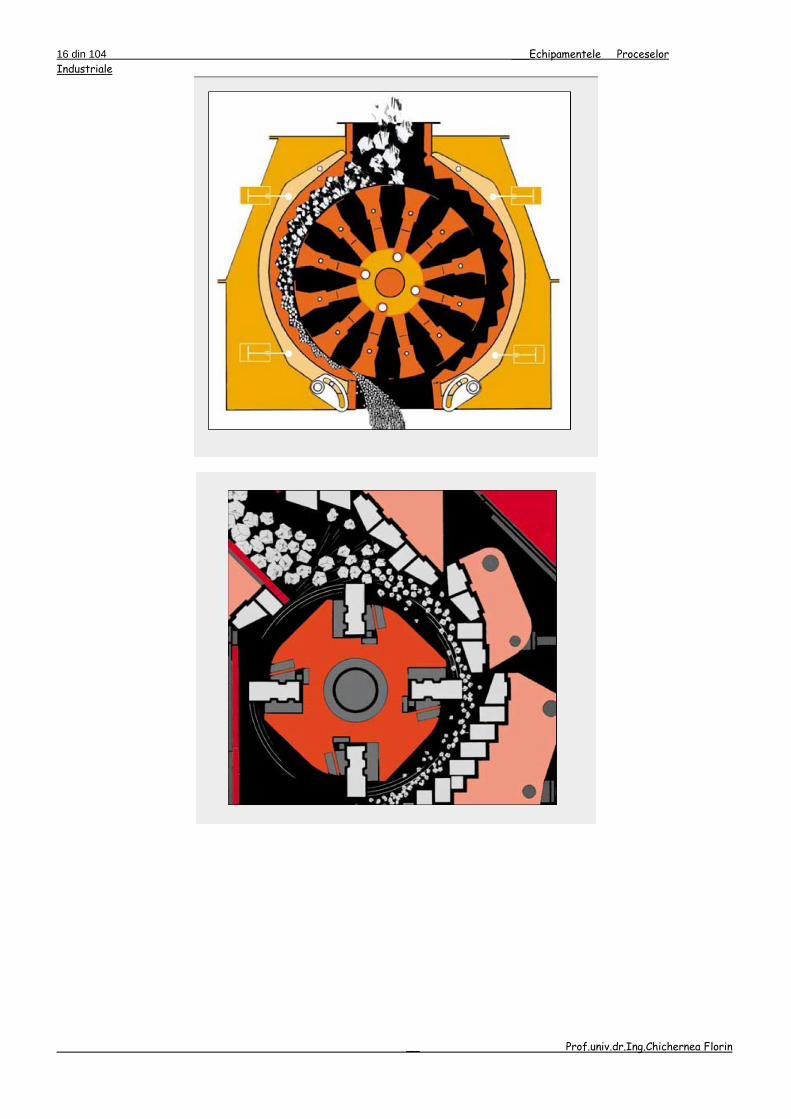
În acest concasor (figura 7) sfărâmarea se produce prin lovirea materialului de către ciocane și prin lovirea materialului de barele grătarului și pereții carcasei.
Pe arborele orizontal 1 sunt fixate mai multe discuri 2 sau brațe la periferia cărora sunt articulate la 1200,
900 sau 60
0 prin bolțurile 3, ciocanele 4. Datorită rotirii axului cu 400 – 600 rot./minut, ciocanele sunt împinse radial
și lovesc materialul de sfărâmat ce este introdus prin pâlnia de alimentare 5 peste clapeta de protecție 6. Materialul sfărâmat prin loviri multiple de către ciocane și plăcile de uzură canelate 7, fixate pe carcasa 8 este evacuat prin grătarul 9. pentru evitarea distrugerii grătarului, acesta este articulat într-o parte și suspendat elastic în partea opusă pe arcul și șurubul de siguranță și reglaj 10. Distanțele dintre ciocane și barele grătarului sunt reglate între 3 și 5 mm. Viteza periferică a ciocanelor atinge valori cuprinse între 20 și 70 m/secundă, iar gradul de sfărâmare realizat este cuprins între 6 și 12. Concasoarele cu ciocane sunt caracterizate prin productivitate ridicată, grad de sfărâmare mare și simplitatea construcției și a întreținerii.
15 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 7 – Concasorul cu ciocane:
1 – arbore; 2 – discuri; 3 – bolț; 4 – ciocan; 5 – pâlnia de alimentare; 6 – clapetă de protecție; 7 – placă de uzură; 8 – carcasă; 9 – grătar; 10 - șurub de siguranță și reglare.
Aceste utilaje pot fi utilizate atât pentru sfărâmarea la dimensiunile finale de 20 – 40 mm (concasor cu ciocane), cât și pentru măcinare la dimensiunile finale de 0,5 – 5 mm (mori cu ciocane). La morile cu ciocane turația arborelui principal este de 600 – 800 rot.minut, iar distanțele dintre barele grătarului sunt egale cu dimensiunile necesare produsului măcinat.
16 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
17 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
18 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
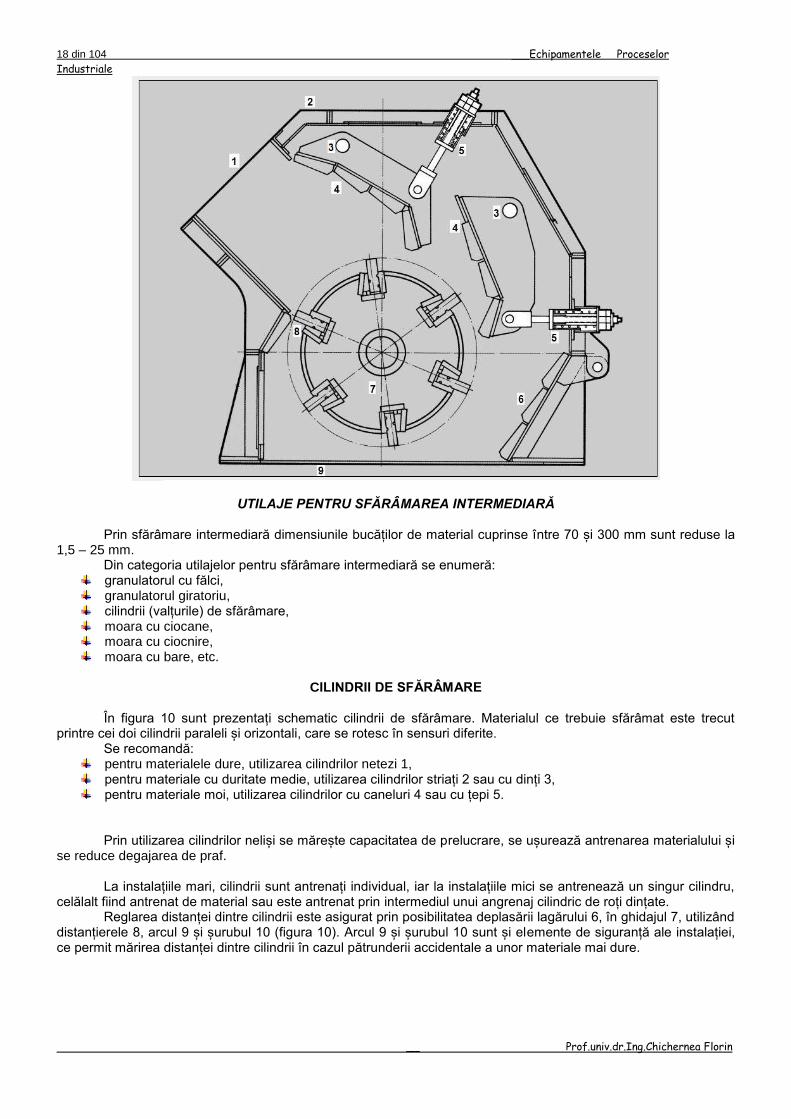
UTILAJE PENTRU SFĂRÂMAREA INTERMEDIARĂ Prin sfărâmare intermediară dimensiunile bucăților de material cuprinse între 70 și 300 mm sunt reduse la 1,5 – 25 mm. Din categoria utilajelor pentru sfărâmare intermediară se enumeră:
granulatorul cu fălci, granulatorul giratoriu, cilindrii (valțurile) de sfărâmare, moara cu ciocane, moara cu ciocnire, moara cu bare, etc.
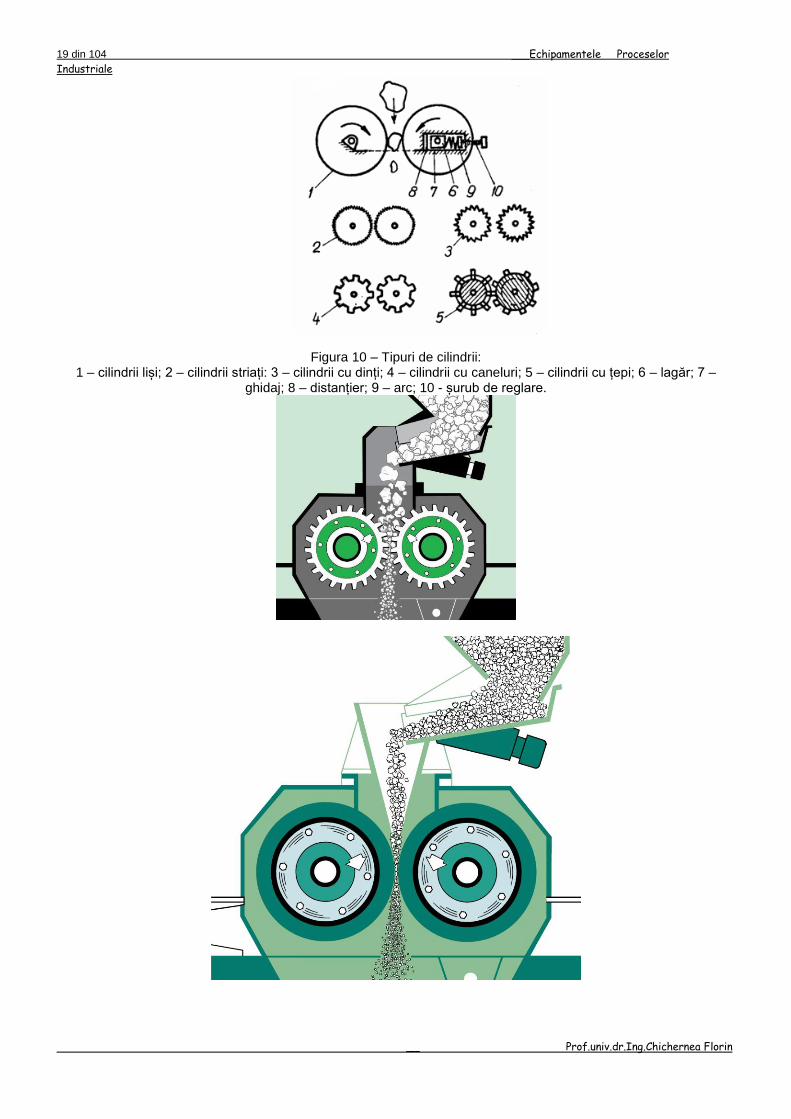
CILINDRII DE SFĂRÂMARE
În figura 10 sunt prezentați schematic cilindrii de sfărâmare. Materialul ce trebuie sfărâmat este trecut printre cei doi cilindrii paraleli și orizontali, care se rotesc în sensuri diferite.
Se recomandă: pentru materialele dure, utilizarea cilindrilor netezi 1, pentru materiale cu duritate medie, utilizarea cilindrilor striați 2 sau cu dinți 3, pentru materiale moi, utilizarea cilindrilor cu caneluri 4 sau cu țepi 5.
Prin utilizarea cilindrilor neliși se mărește capacitatea de prelucrare, se ușurează antrenarea materialului și
se reduce degajarea de praf. La instalațiile mari, cilindrii sunt antrenați individual, iar la instalațiile mici se antrenează un singur cilindru,
celălalt fiind antrenat de material sau este antrenat prin intermediul unui angrenaj cilindric de roți dințate. Reglarea distanței dintre cilindrii este asigurat prin posibilitatea deplasării lagărului 6, în ghidajul 7, utilizând
distanțierele 8, arcul 9 și șurubul 10 (figura 10). Arcul 9 și șurubul 10 sunt și elemente de siguranță ale instalației, ce permit mărirea distanței dintre cilindrii în cazul pătrunderii accidentale a unor materiale mai dure.
19 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 10 – Tipuri de cilindrii: 1 – cilindrii liși; 2 – cilindrii striați: 3 – cilindrii cu dinți; 4 – cilindrii cu caneluri; 5 – cilindrii cu țepi; 6 – lagăr; 7 –
ghidaj; 8 – distanțier; 9 – arc; 10 - șurub de reglare.
20 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
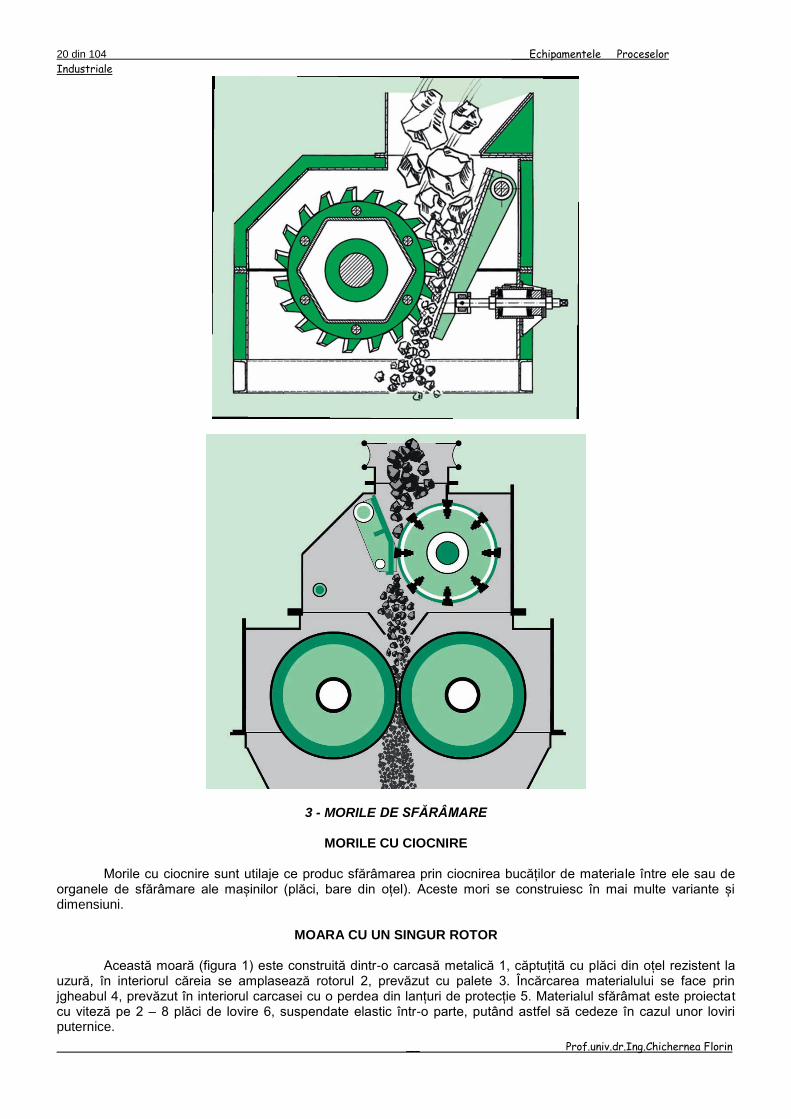
3 - MORILE DE SFĂRÂMARE
MORILE CU CIOCNIRE Morile cu ciocnire sunt utilaje ce produc sfărâmarea prin ciocnirea bucăților de materiale între ele sau de organele de sfărâmare ale mașinilor (plăci, bare din oțel). Aceste mori se construiesc în mai multe variante și dimensiuni.
MOARA CU UN SINGUR ROTOR Această moară (figura 1) este construită dintr-o carcasă metalică 1, căptuțită cu plăci din oțel rezistent la uzură, în interiorul căreia se amplasează rotorul 2, prevăzut cu palete 3. Încărcarea materialului se face prin jgheabul 4, prevăzut în interiorul carcasei cu o perdea din lanțuri de protecție 5. Materialul sfărâmat este proiectat cu viteză pe 2 – 8 plăci de lovire 6, suspendate elastic într-o parte, putând astfel să cedeze în cazul unor loviri puternice.
21 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
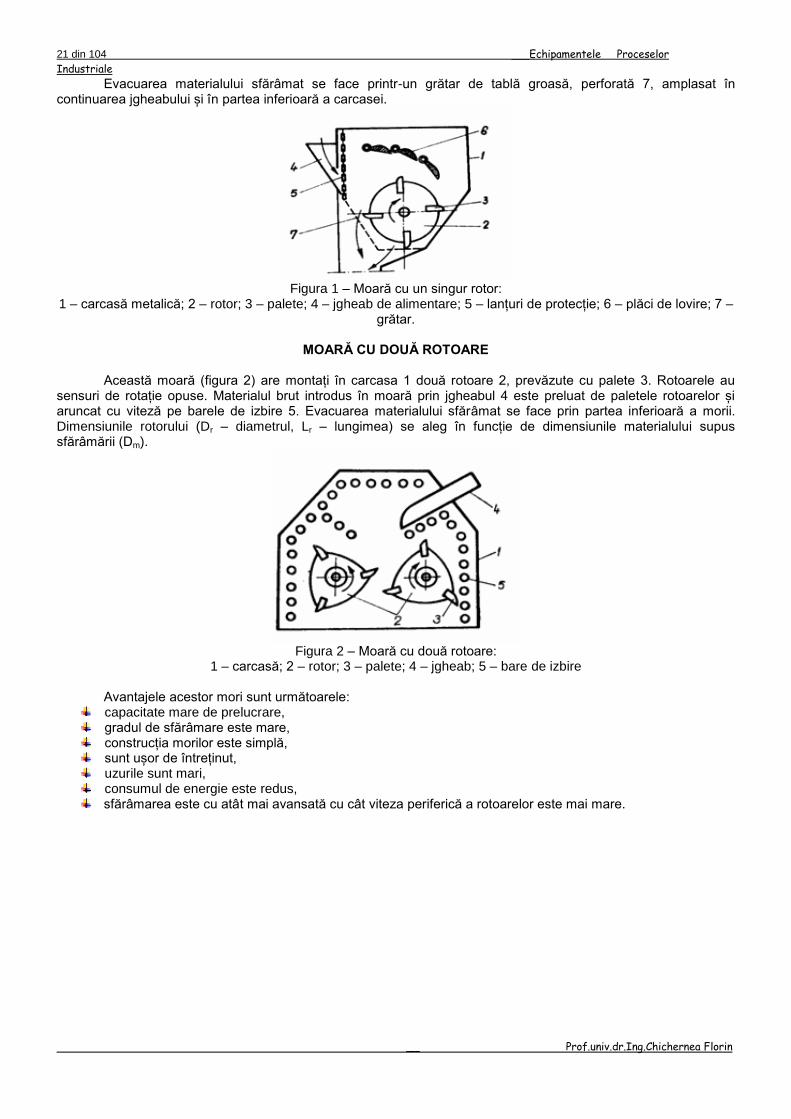
Evacuarea materialului sfărâmat se face printr-un grătar de tablă groasă, perforată 7, amplasat în continuarea jgheabului și în partea inferioară a carcasei.
Figura 1 – Moară cu un singur rotor:
1 – carcasă metalică; 2 – rotor; 3 – palete; 4 – jgheab de alimentare; 5 – lanțuri de protecție; 6 – plăci de lovire; 7 – grătar.
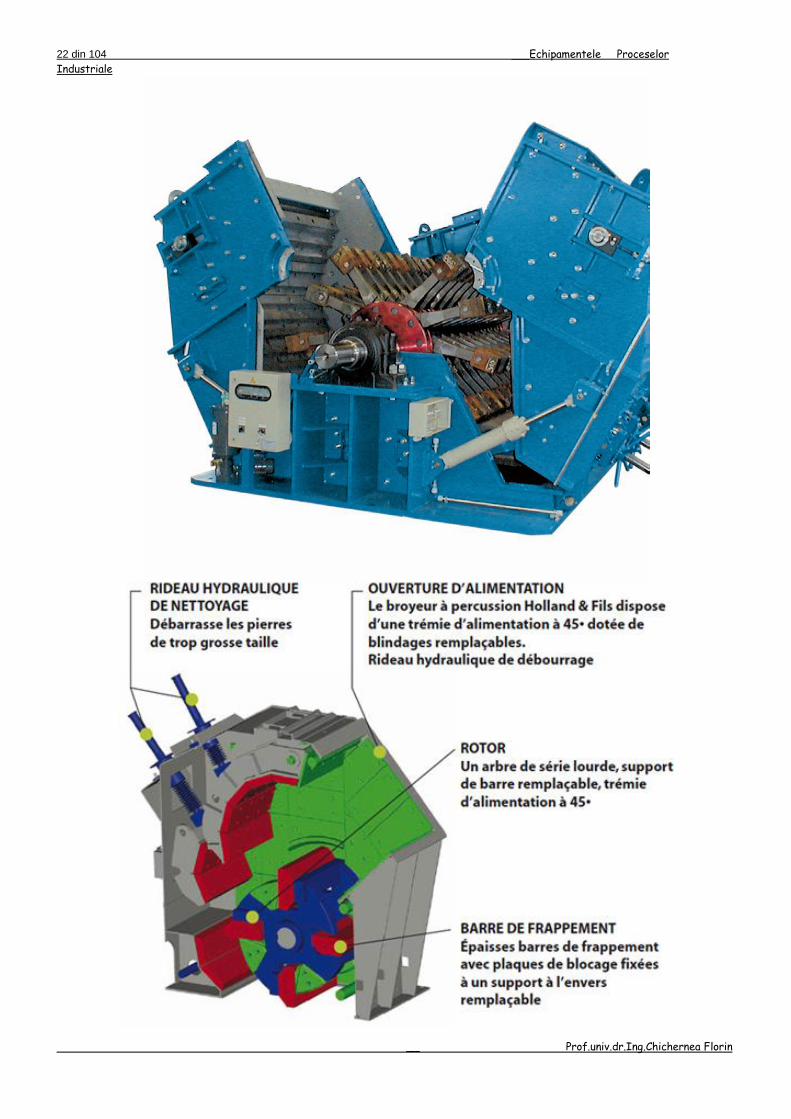
MOARĂ CU DOUĂ ROTOARE
Această moară (figura 2) are montați în carcasa 1 două rotoare 2, prevăzute cu palete 3. Rotoarele au sensuri de rotație opuse. Materialul brut introdus în moară prin jgheabul 4 este preluat de paletele rotoarelor și aruncat cu viteză pe barele de izbire 5. Evacuarea materialului sfărâmat se face prin partea inferioară a morii. Dimensiunile rotorului (Dr – diametrul, Lr – lungimea) se aleg în funcție de dimensiunile materialului supus sfărâmării (Dm).
Figura 2 – Moară cu două rotoare:
1 – carcasă; 2 – rotor; 3 – palete; 4 – jgheab; 5 – bare de izbire Avantajele acestor mori sunt următoarele:
capacitate mare de prelucrare, gradul de sfărâmare este mare, construcția morilor este simplă, sunt ușor de întreținut, uzurile sunt mari, consumul de energie este redus, sfărâmarea este cu atât mai avansată cu cât viteza periferică a rotoarelor este mai mare.
22 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
23 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
MĂCINAREA
Între sfărâmare și măcinare nu există o delimitare foarte precisă. Se consideră că prin măcinare se obțin produse finale cu dimensiuni sub 1 mm. Măcinarea se produce prin lovire, frecare, comprimare sau sub acâiuni combinate, pe cale uscată sau umedă. Cele mai întâlnite utilaje pentru măcinare sunt:
moara cu bile, moara cu corpuri dure, moara cu bare, moara pendulară, moara chiliană, moara cu ciocane, moara cu tăvălugi înclinați, moara vibratoare.
MORILE CU BILE
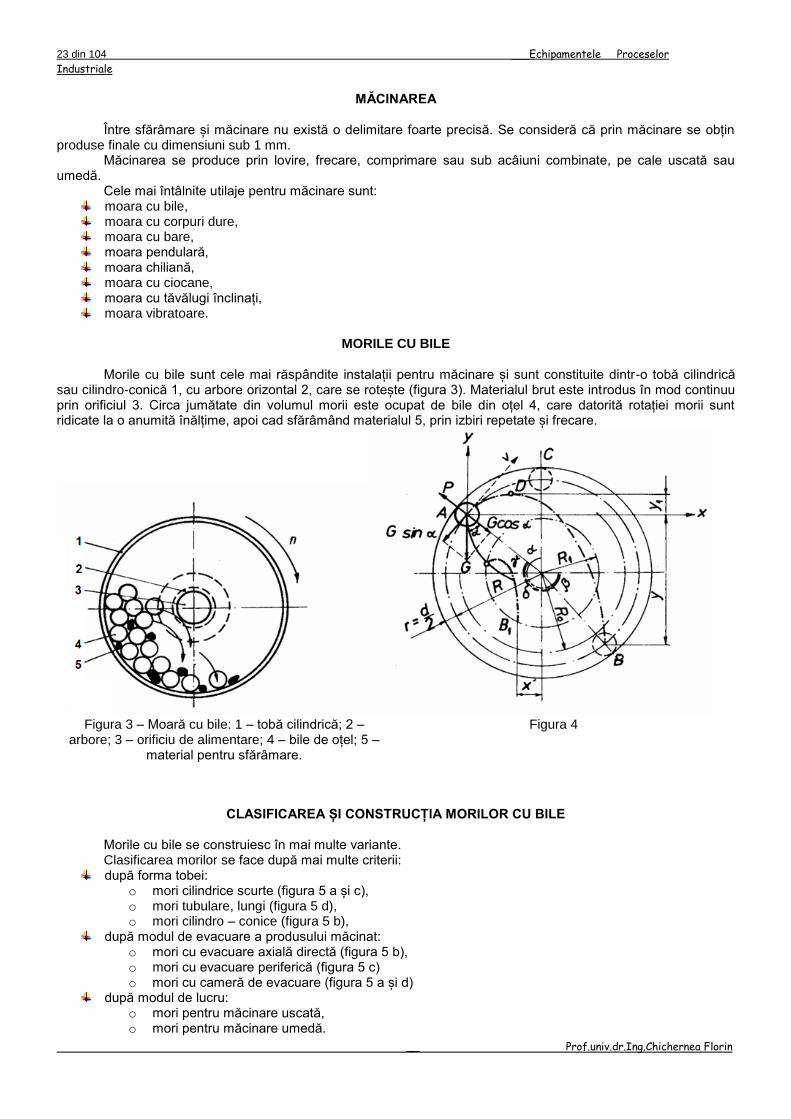
Morile cu bile sunt cele mai răspândite instalații pentru măcinare și sunt constituite dintr-o tobă cilindrică sau cilindro-conică 1, cu arbore orizontal 2, care se rotește (figura 3). Materialul brut este introdus în mod continuu prin orificiul 3. Circa jumătate din volumul morii este ocupat de bile din oțel 4, care datorită rotației morii sunt ridicate la o anumită înălțime, apoi cad sfărâmând materialul 5, prin izbiri repetate și frecare.
Figura 3 – Moară cu bile: 1 – tobă cilindrică; 2 –
arbore; 3 – orificiu de alimentare; 4 – bile de oțel; 5 – material pentru sfărâmare.
Figura 4
CLASIFICAREA ȘI CONSTRUCȚIA MORILOR CU BILE Morile cu bile se construiesc în mai multe variante. Clasificarea morilor se face după mai multe criterii:
după forma tobei: o mori cilindrice scurte (figura 5 a și c), o mori tubulare, lungi (figura 5 d), o mori cilindro – conice (figura 5 b),
după modul de evacuare a produsului măcinat: o mori cu evacuare axială directă (figura 5 b), o mori cu evacuare periferică (figura 5 c) o mori cu cameră de evacuare (figura 5 a și d)
după modul de lucru: o mori pentru măcinare uscată, o mori pentru măcinare umedă.
24 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
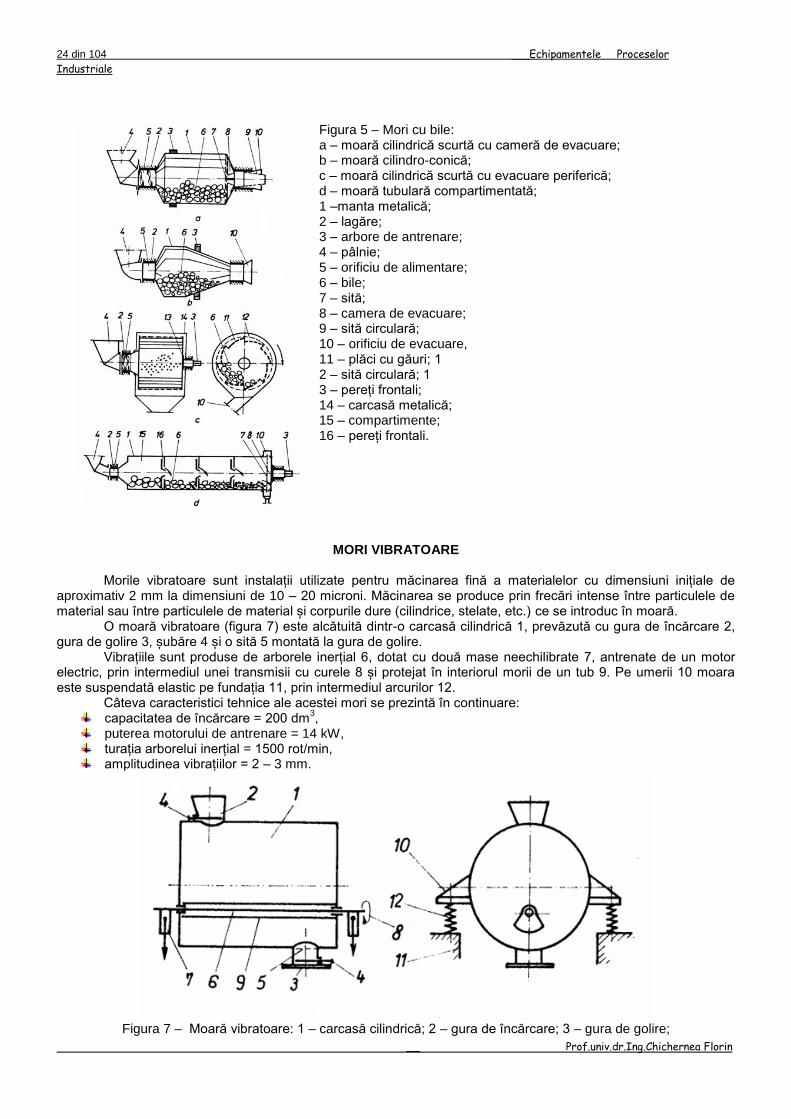
Figura 5 – Mori cu bile: a – moară cilindrică scurtă cu cameră de evacuare; b – moară cilindro-conică; c – moară cilindrică scurtă cu evacuare periferică; d – moară tubulară compartimentată; 1 –manta metalică; 2 – lagăre; 3 – arbore de antrenare; 4 – pâlnie; 5 – orificiu de alimentare; 6 – bile; 7 – sită; 8 – camera de evacuare; 9 – sită circulară; 10 – orificiu de evacuare, 11 – plăci cu găuri; 1 2 – sită circulară; 1 3 – pereți frontali; 14 – carcasă metalică; 15 – compartimente; 16 – pereți frontali.
MORI VIBRATOARE
Morile vibratoare sunt instalații utilizate pentru măcinarea fină a materialelor cu dimensiuni inițiale de aproximativ 2 mm la dimensiuni de 10 – 20 microni. Măcinarea se produce prin frecări intense între particulele de material sau între particulele de material și corpurile dure (cilindrice, stelate, etc.) ce se introduc în moară. O moară vibratoare (figura 7) este alcătuită dintr-o carcasă cilindrică 1, prevăzută cu gura de încărcare 2, gura de golire 3, șubăre 4 și o sită 5 montată la gura de golire. Vibrațiile sunt produse de arborele inerțial 6, dotat cu două mase neechilibrate 7, antrenate de un motor electric, prin intermediul unei transmisii cu curele 8 și protejat în interiorul morii de un tub 9. Pe umerii 10 moara este suspendată elastic pe fundația 11, prin intermediul arcurilor 12. Câteva caracteristici tehnice ale acestei mori se prezintă în continuare:
capacitatea de încărcare = 200 dm3,
puterea motorului de antrenare = 14 kW, turația arborelui inerțial = 1500 rot/min, amplitudinea vibrațiilor = 2 – 3 mm.
Figura 7 – Moară vibratoare: 1 – carcasă cilindrică; 2 – gura de încărcare; 3 – gura de golire;
25 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
4 – șubăr; 5 – sită; 6 – arbore inerțial; 7 – mase neechilibrate; 8 – transmisie prin curele, 9 – tub; 10 – umeri de sprijin; 11 – fundație; 12 – arcuri.
4 - UTILAJE PENTRU CLASARE
Utilizarea materialelor granulare și pulverulente în diverse procese tehnologice impune separarea și clasarea lor după dimensiunile particulelor.
Clasarea este de două feluri: volumetrică, atunci când separarea se produce prin trecerea materialului prin ochiurile unei suprafețe de
clasare, simptotică, atunci când separarea se produce sub acțiunea unui fluid în mișcare. Clasarea volumetrică urmărește: separarea materialelor sfărâmate sau măcinate din punct de vedere granulometric, conform cerințelor unui
proces tehnologic, asigurarea alimentării mașinilor de lucru cu materiale de dimensiuni corespunzătoare, înlăturarea corpurilor străine sau de dimensiuni necorespunzătoare, ce pot avaria mașinile sau accidenta
muncitorii.
CLASIFICAREA PRODUSELOR CLASĂRII VOLUMETRICE
În urma clasării volumetrice a materialelor se obțin: materialul admis sau admisul a cărui dimensiune maxim depinde de dimensiunile orificiilor sau ochiurilor
suprafețelor de clasare și este materialul ce trece prin suprafața de clasare, materialul refuzat sau refuzul este materialul ce nu trece prin suprafața de clasare. Refuzul este constituit din: subgranulație sau materialul mărunt care ar fi putut trece prin ochiurile suprafeței de clasare, dar a rămas
în refuz, supragranulația sau materialul cu dimensiuni mari ce nu trece prin ochiurile suprafeței de clasare.
Randamentul clasării (cernerii) este dependent de: tipul suprafeței de clasare, direcția de deplasare a materialului față de suprafața de clasare, viteza de deplasare a materialului, viteza de deplasare a suprafeței de clasare, forma și dimensiunile materialului supus clasării, umiditatea materialului, coezivitatea materialului (coezivitatea-dex - Proprietate pe care o are o materie de a-şi conserva
stabilitatea prin jocul forţelor interioare), modul de alimentare cu material brut. Cea mai favorabilă direcție de deplasare a materialului față de suprafața de clasare este cea perpendiculară. Cea mai defavorabilă direcție de deplasare a materialului față de suprafața de clasare este cea paralelă, iar
dimensiunile ochiurilor suprafeței de clasare sunt apropiate de dimensiunile materialului.
METODE DE CLASARE VOLUMETRICĂ I – CLASAREA PRIN REFUZ
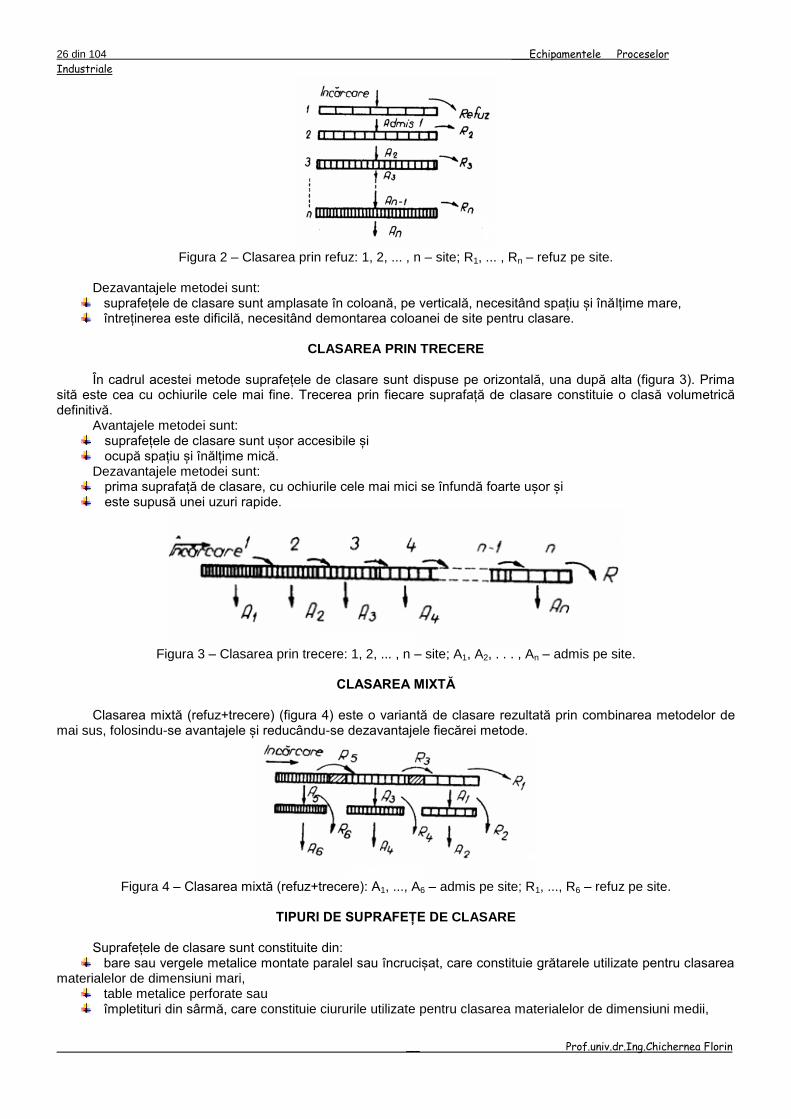
În cadrul acestei metode (figura 2) materialul este adus pe suprafața de clasare cu ochiurile cele mai mari și
este clasat. Admisul primei suprafețe de clasare este preluat de cea de a doua suprafață de clasare și este clasat, ș.a.m.d.
Avantajele metodei sunt: materialul de dimensiuni mari este eliminat de la început, suprafața cea mai robustă preia cantitatea cea mai mare de material, uzura sitelor este mică.
26 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 2 – Clasarea prin refuz: 1, 2, ... , n – site; R1, ... , Rn – refuz pe site.
Dezavantajele metodei sunt: suprafețele de clasare sunt amplasate în coloană, pe verticală, necesitând spațiu și înălțime mare, întreținerea este dificilă, necesitând demontarea coloanei de site pentru clasare.
CLASAREA PRIN TRECERE
În cadrul acestei metode suprafețele de clasare sunt dispuse pe orizontală, una după alta (figura 3). Prima
sită este cea cu ochiurile cele mai fine. Trecerea prin fiecare suprafață de clasare constituie o clasă volumetrică definitivă.
Avantajele metodei sunt: suprafețele de clasare sunt ușor accesibile și ocupă spațiu și înălțime mică. Dezavantajele metodei sunt: prima suprafață de clasare, cu ochiurile cele mai mici se înfundă foarte ușor și este supusă unei uzuri rapide.
Figura 3 – Clasarea prin trecere: 1, 2, ... , n – site; A1, A2, . . . , An – admis pe site.
CLASAREA MIXTĂ
Clasarea mixtă (refuz+trecere) (figura 4) este o variantă de clasare rezultată prin combinarea metodelor de
mai sus, folosindu-se avantajele și reducându-se dezavantajele fiecărei metode.
Figura 4 – Clasarea mixtă (refuz+trecere): A1, ..., A6 – admis pe site; R1, ..., R6 – refuz pe site.
TIPURI DE SUPRAFEȚE DE CLASARE
Suprafețele de clasare sunt constituite din: bare sau vergele metalice montate paralel sau încrucișat, care constituie grătarele utilizate pentru clasarea
materialelor de dimensiuni mari, table metalice perforate sau împletituri din sârmă, care constituie ciururile utilizate pentru clasarea materialelor de dimensiuni medii,
27 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
țesături din sârmă sau alte materiale, care constituie sitele utilizate pentru clasarea materialelor de dimensiuni mici.
GRĂTARE
Grătarele sunt utilizate la clasarea materialelor cu dimensiuni mari. Ele sunt confecționate din bare metalice din oțel laminat, fixate paralel la distanțe de 50 – 300 mm. Grătarele sunt construite cu bare fixe sau cu bare mobile.
GRĂTARE FIXE
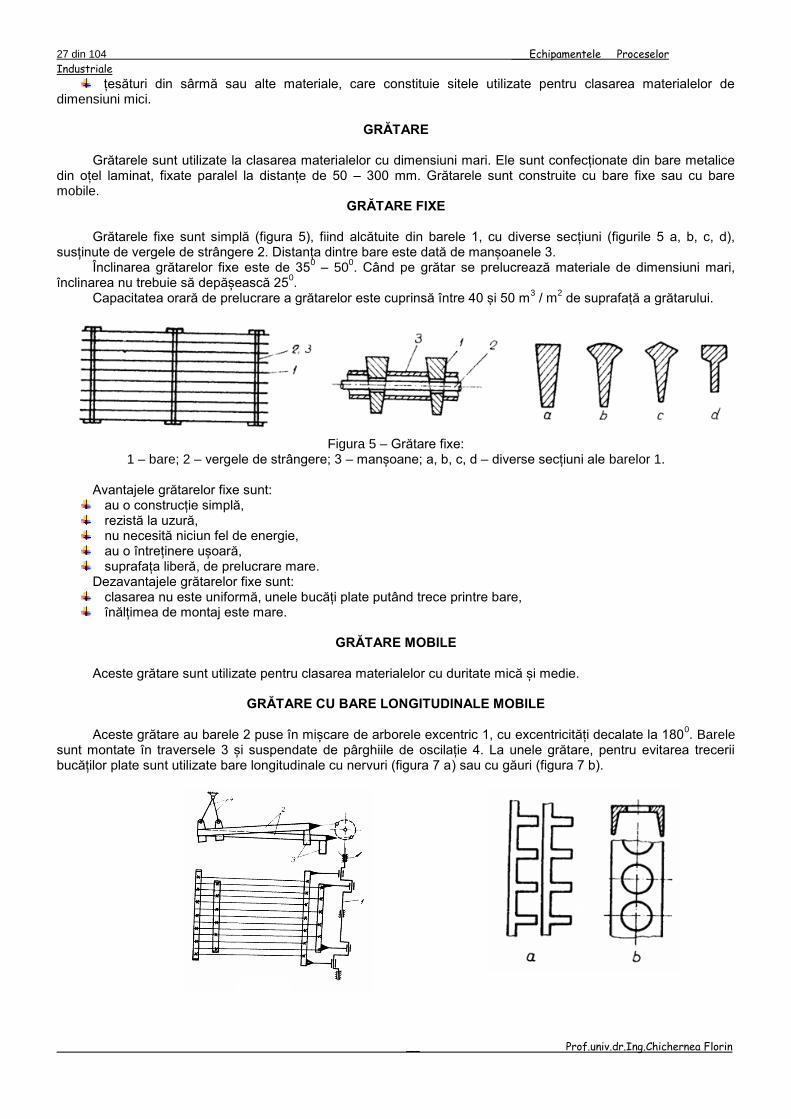
Grătarele fixe sunt simplă (figura 5), fiind alcătuite din barele 1, cu diverse secțiuni (figurile 5 a, b, c, d), susținute de vergele de strângere 2. Distanța dintre bare este dată de manșoanele 3.
Înclinarea grătarelor fixe este de 350 – 50
0. Când pe grătar se prelucrează materiale de dimensiuni mari,
înclinarea nu trebuie să depășească 250.
Capacitatea orară de prelucrare a grătarelor este cuprinsă între 40 și 50 m3 / m
2 de suprafață a grătarului.
Figura 5 – Grătare fixe:
1 – bare; 2 – vergele de strângere; 3 – manșoane; a, b, c, d – diverse secțiuni ale barelor 1. Avantajele grătarelor fixe sunt: au o construcție simplă, rezistă la uzură, nu necesită niciun fel de energie, au o întreținere ușoară, suprafața liberă, de prelucrare mare. Dezavantajele grătarelor fixe sunt: clasarea nu este uniformă, unele bucăți plate putând trece printre bare, înălțimea de montaj este mare.
GRĂTARE MOBILE
Aceste grătare sunt utilizate pentru clasarea materialelor cu duritate mică și medie.
GRĂTARE CU BARE LONGITUDINALE MOBILE
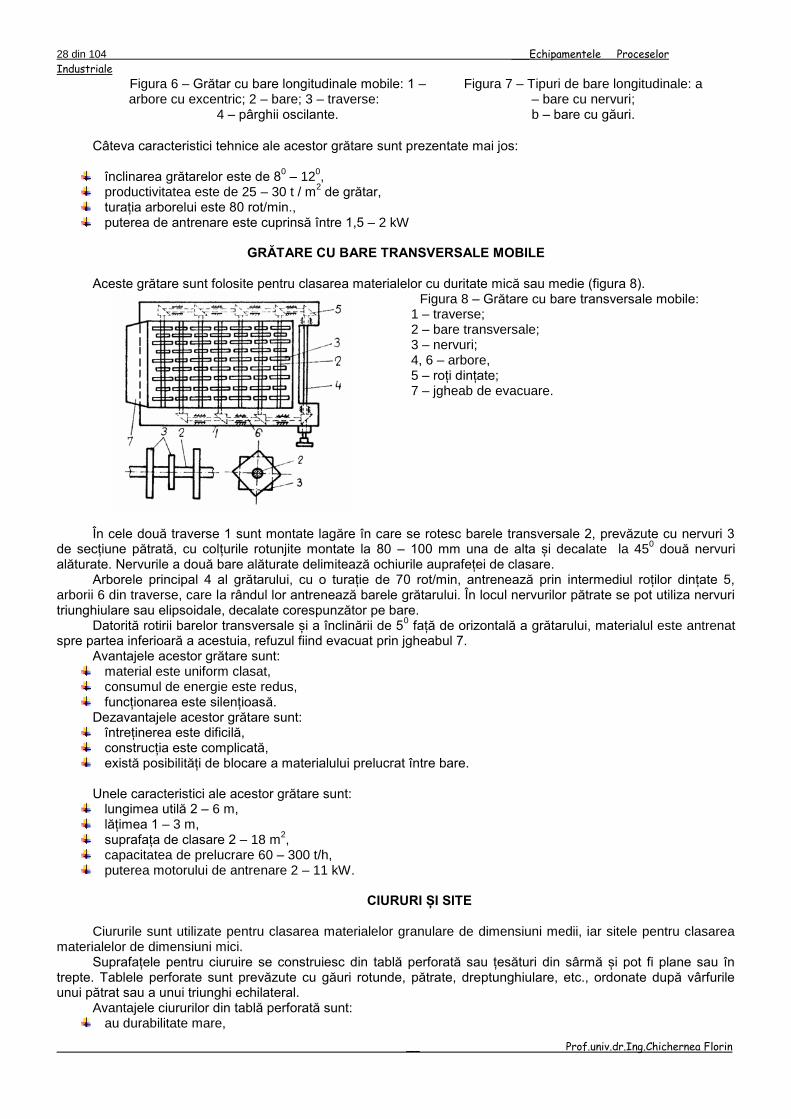
Aceste grătare au barele 2 puse în mișcare de arborele excentric 1, cu excentricități decalate la 180
0. Barele
sunt montate în traversele 3 și suspendate de pârghiile de oscilație 4. La unele grătare, pentru evitarea trecerii bucăților plate sunt utilizate bare longitudinale cu nervuri (figura 7 a) sau cu găuri (figura 7 b).
28 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 6 – Grătar cu bare longitudinale mobile: 1 – arbore cu excentric; 2 – bare; 3 – traverse:
4 – pârghii oscilante.
Figura 7 – Tipuri de bare longitudinale: a – bare cu nervuri; b – bare cu găuri.
Câteva caracteristici tehnice ale acestor grătare sunt prezentate mai jos: înclinarea grătarelor este de 8
0 – 12
0,
productivitatea este de 25 – 30 t / m2 de grătar,
turația arborelui este 80 rot/min., puterea de antrenare este cuprinsă între 1,5 – 2 kW
GRĂTARE CU BARE TRANSVERSALE MOBILE
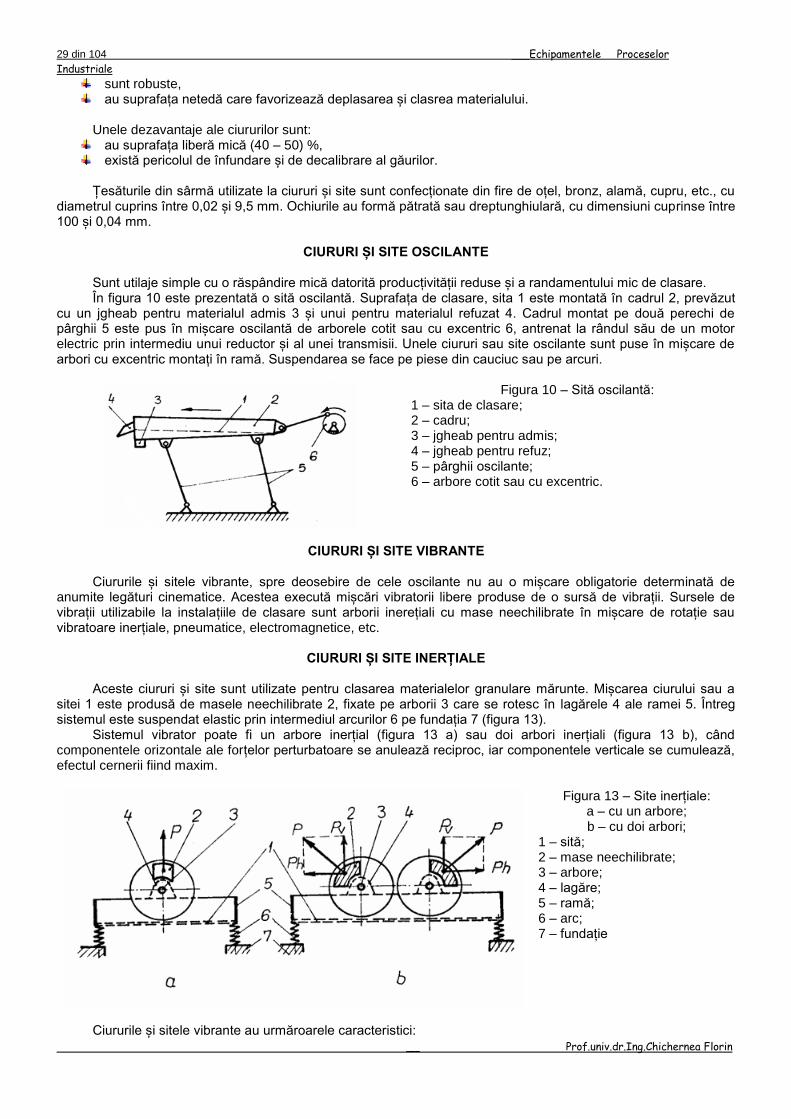
Aceste grătare sunt folosite pentru clasarea materialelor cu duritate mică sau medie (figura 8).
Figura 8 – Grătare cu bare transversale mobile: 1 – traverse; 2 – bare transversale; 3 – nervuri; 4, 6 – arbore, 5 – roți dințate; 7 – jgheab de evacuare.
În cele două traverse 1 sunt montate lagăre în care se rotesc barele transversale 2, prevăzute cu nervuri 3
de secțiune pătrată, cu colțurile rotunjite montate la 80 – 100 mm una de alta și decalate la 450 două nervuri
alăturate. Nervurile a două bare alăturate delimitează ochiurile auprafeței de clasare. Arborele principal 4 al grătarului, cu o turație de 70 rot/min, antrenează prin intermediul roților dințate 5,
arborii 6 din traverse, care la rândul lor antrenează barele grătarului. În locul nervurilor pătrate se pot utiliza nervuri triunghiulare sau elipsoidale, decalate corespunzător pe bare.
Datorită rotirii barelor transversale și a înclinării de 50 față de orizontală a grătarului, materialul este antrenat
spre partea inferioară a acestuia, refuzul fiind evacuat prin jgheabul 7. Avantajele acestor grătare sunt: material este uniform clasat, consumul de energie este redus, funcționarea este silențioasă. Dezavantajele acestor grătare sunt: întreținerea este dificilă, construcția este complicată, există posibilități de blocare a materialului prelucrat între bare.
Unele caracteristici ale acestor grătare sunt: lungimea utilă 2 – 6 m, lățimea 1 – 3 m, suprafața de clasare 2 – 18 m
2,
capacitatea de prelucrare 60 – 300 t/h, puterea motorului de antrenare 2 – 11 kW.
CIURURI ȘI SITE
Ciururile sunt utilizate pentru clasarea materialelor granulare de dimensiuni medii, iar sitele pentru clasarea
materialelor de dimensiuni mici. Suprafațele pentru ciuruire se construiesc din tablă perforată sau țesături din sârmă și pot fi plane sau în
trepte. Tablele perforate sunt prevăzute cu găuri rotunde, pătrate, dreptunghiulare, etc., ordonate după vârfurile unui pătrat sau a unui triunghi echilateral.
Avantajele ciururilor din tablă perforată sunt: au durabilitate mare,
29 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
sunt robuste, au suprafața netedă care favorizează deplasarea și clasrea materialului.
Unele dezavantaje ale ciururilor sunt: au suprafața liberă mică (40 – 50) %, există pericolul de înfundare și de decalibrare al găurilor. Țesăturile din sârmă utilizate la ciururi și site sunt confecționate din fire de oțel, bronz, alamă, cupru, etc., cu
diametrul cuprins între 0,02 și 9,5 mm. Ochiurile au formă pătrată sau dreptunghiulară, cu dimensiuni cuprinse între 100 și 0,04 mm.
CIURURI ȘI SITE OSCILANTE
Sunt utilaje simple cu o răspândire mică datorită producțivității reduse și a randamentului mic de clasare. În figura 10 este prezentată o sită oscilantă. Suprafața de clasare, sita 1 este montată în cadrul 2, prevăzut
cu un jgheab pentru materialul admis 3 și unui pentru materialul refuzat 4. Cadrul montat pe două perechi de pârghii 5 este pus în mișcare oscilantă de arborele cotit sau cu excentric 6, antrenat la rândul său de un motor electric prin intermediu unui reductor și al unei transmisii. Unele ciururi sau site oscilante sunt puse în mișcare de arbori cu excentric montați în ramă. Suspendarea se face pe piese din cauciuc sau pe arcuri.
Figura 10 – Sită oscilantă: 1 – sita de clasare; 2 – cadru; 3 – jgheab pentru admis; 4 – jgheab pentru refuz; 5 – pârghii oscilante; 6 – arbore cotit sau cu excentric.
CIURURI ȘI SITE VIBRANTE
Ciururile și sitele vibrante, spre deosebire de cele oscilante nu au o mișcare obligatorie determinată de
anumite legături cinematice. Acestea execută mișcări vibratorii libere produse de o sursă de vibrații. Sursele de vibrații utilizabile la instalațiile de clasare sunt arborii inerețiali cu mase neechilibrate în mișcare de rotație sau vibratoare inerțiale, pneumatice, electromagnetice, etc.
CIURURI ȘI SITE INERȚIALE
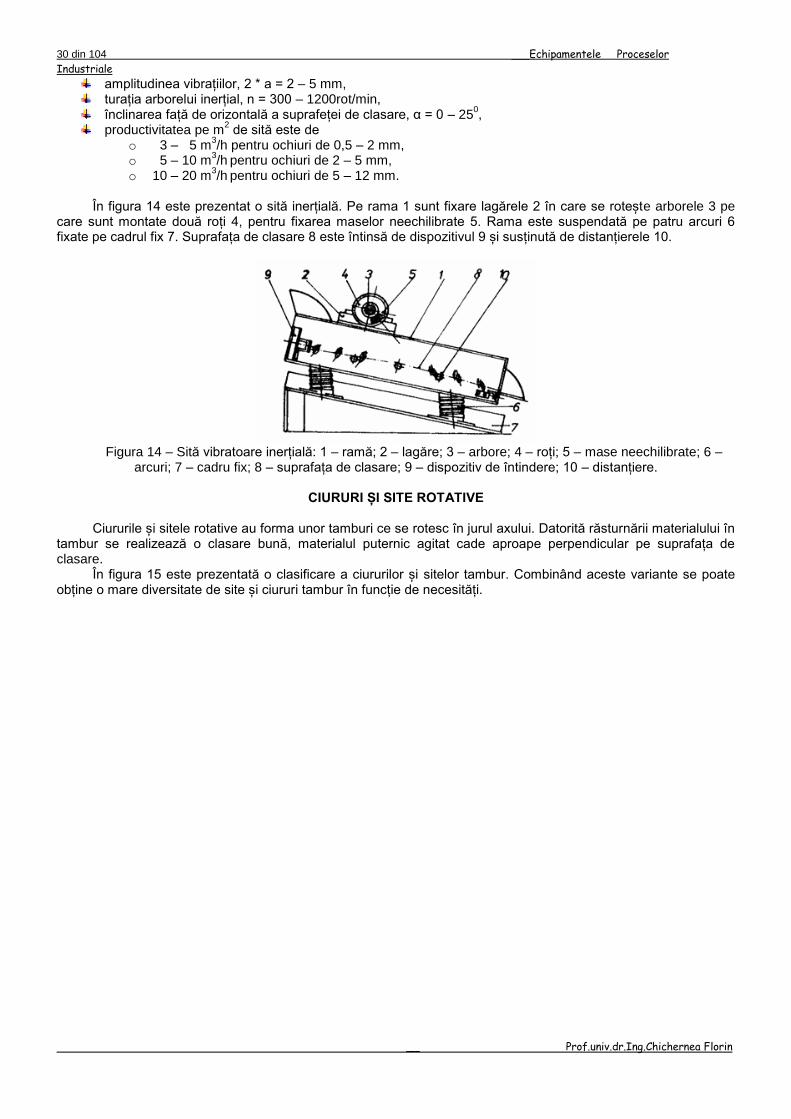
Aceste ciururi și site sunt utilizate pentru clasarea materialelor granulare mărunte. Mișcarea ciurului sau a sitei 1 este produsă de masele neechilibrate 2, fixate pe arborii 3 care se rotesc în lagărele 4 ale ramei 5. Întreg sistemul este suspendat elastic prin intermediul arcurilor 6 pe fundația 7 (figura 13).
Sistemul vibrator poate fi un arbore inerțial (figura 13 a) sau doi arbori inerțiali (figura 13 b), când componentele orizontale ale forțelor perturbatoare se anulează reciproc, iar componentele verticale se cumulează, efectul cernerii fiind maxim.
Figura 13 – Site inerțiale: a – cu un arbore; b – cu doi arbori;
1 – sită; 2 – mase neechilibrate; 3 – arbore; 4 – lagăre; 5 – ramă; 6 – arc; 7 – fundație
Ciururile și sitele vibrante au urmăroarele caracteristici:
30 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
amplitudinea vibrațiilor, 2 * a = 2 – 5 mm, turația arborelui inerțial, n = 300 – 1200rot/min, înclinarea față de orizontală a suprafeței de clasare, α = 0 – 25
0,
productivitatea pe m2 de sită este de
o 3 – 5 m3/h pentru ochiuri de 0,5 – 2 mm,
o 5 – 10 m3/h
pentru ochiuri de 2 – 5 mm,
o 10 – 20 m3/h
pentru ochiuri de 5 – 12 mm.
În figura 14 este prezentat o sită inerțială. Pe rama 1 sunt fixare lagărele 2 în care se rotește arborele 3 pe
care sunt montate două roți 4, pentru fixarea maselor neechilibrate 5. Rama este suspendată pe patru arcuri 6 fixate pe cadrul fix 7. Suprafața de clasare 8 este întinsă de dispozitivul 9 și susținută de distanțierele 10.
Figura 14 – Sită vibratoare inerțială: 1 – ramă; 2 – lagăre; 3 – arbore; 4 – roți; 5 – mase neechilibrate; 6 –
arcuri; 7 – cadru fix; 8 – suprafața de clasare; 9 – dispozitiv de întindere; 10 – distanțiere.
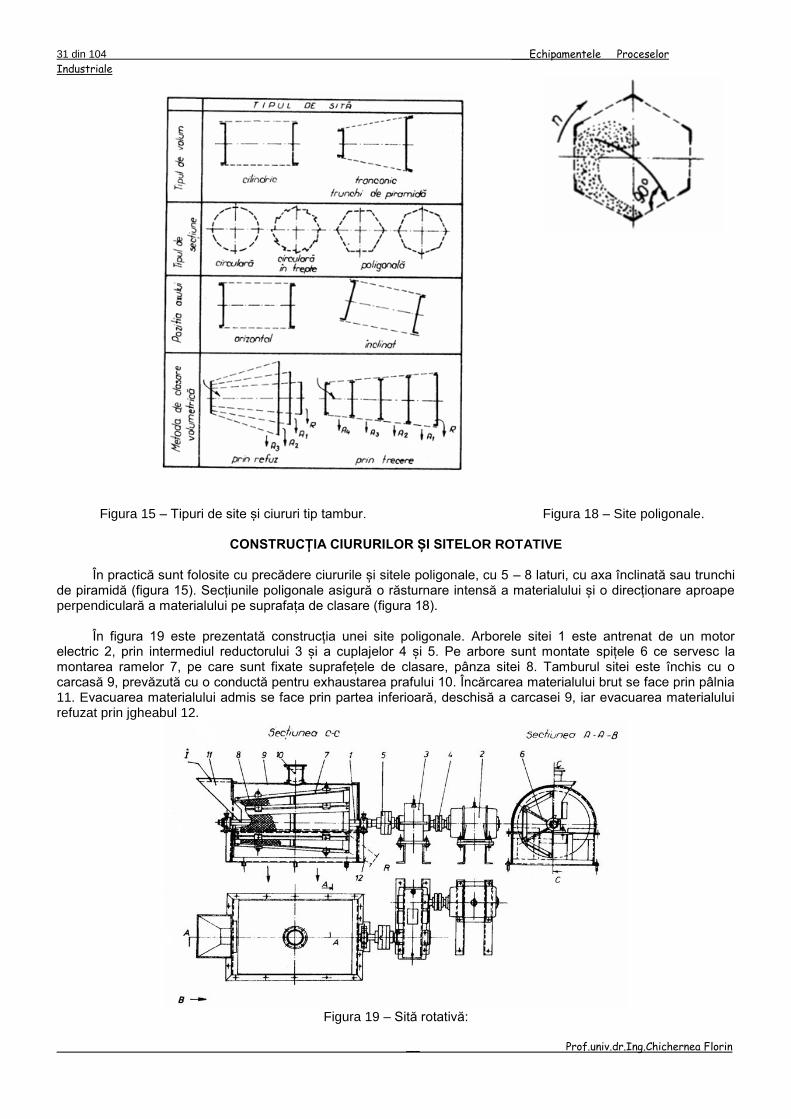
CIURURI ȘI SITE ROTATIVE Ciururile și sitele rotative au forma unor tamburi ce se rotesc în jurul axului. Datorită răsturnării materialului în
tambur se realizează o clasare bună, materialul puternic agitat cade aproape perpendicular pe suprafața de clasare.
În figura 15 este prezentată o clasificare a ciururilor și sitelor tambur. Combinând aceste variante se poate obține o mare diversitate de site și ciururi tambur în funcție de necesități.
31 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 15 – Tipuri de site și ciururi tip tambur. Figura 18 – Site poligonale.
CONSTRUCȚIA CIURURILOR ȘI SITELOR ROTATIVE În practică sunt folosite cu precădere ciururile și sitele poligonale, cu 5 – 8 laturi, cu axa înclinată sau trunchi
de piramidă (figura 15). Secțiunile poligonale asigură o răsturnare intensă a materialului și o direcționare aproape perpendiculară a materialului pe suprafața de clasare (figura 18).
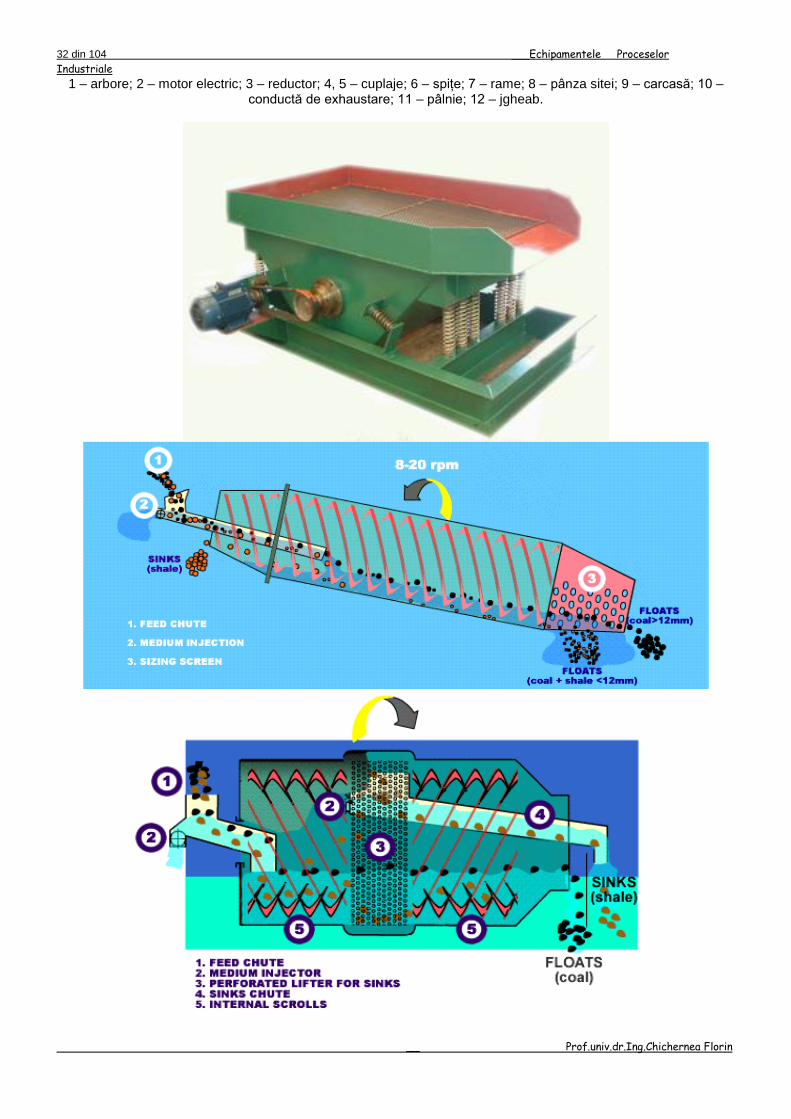
În figura 19 este prezentată construcția unei site poligonale. Arborele sitei 1 este antrenat de un motor
electric 2, prin intermediul reductorului 3 și a cuplajelor 4 și 5. Pe arbore sunt montate spițele 6 ce servesc la montarea ramelor 7, pe care sunt fixate suprafețele de clasare, pânza sitei 8. Tamburul sitei este închis cu o carcasă 9, prevăzută cu o conductă pentru exhaustarea prafului 10. Încărcarea materialului brut se face prin pâlnia 11. Evacuarea materialului admis se face prin partea inferioară, deschisă a carcasei 9, iar evacuarea materialului refuzat prin jgheabul 12.
Figura 19 – Sită rotativă:
32 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
1 – arbore; 2 – motor electric; 3 – reductor; 4, 5 – cuplaje; 6 – spițe; 7 – rame; 8 – pânza sitei; 9 – carcasă; 10 – conductă de exhaustare; 11 – pâlnie; 12 – jgheab.
33 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
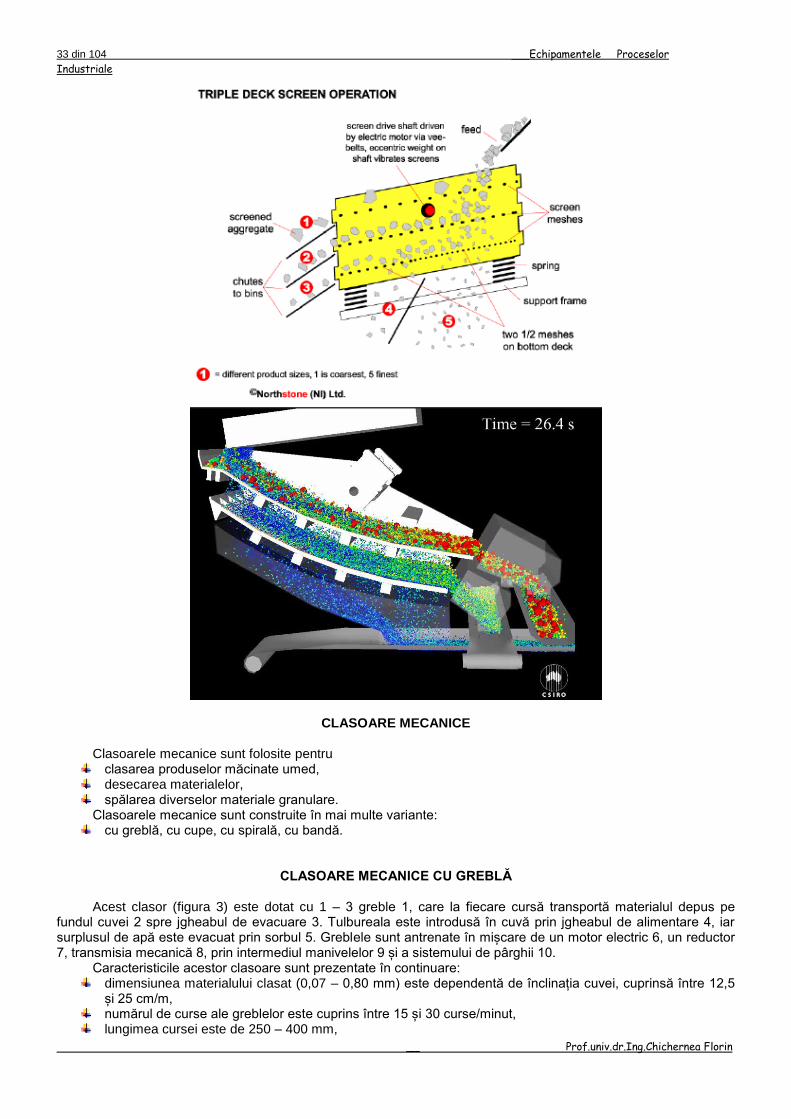
CLASOARE MECANICE
Clasoarele mecanice sunt folosite pentru clasarea produselor măcinate umed, desecarea materialelor, spălarea diverselor materiale granulare. Clasoarele mecanice sunt construite în mai multe variante: cu greblă, cu cupe, cu spirală, cu bandă.
CLASOARE MECANICE CU GREBLĂ
Acest clasor (figura 3) este dotat cu 1 – 3 greble 1, care la fiecare cursă transportă materialul depus pe fundul cuvei 2 spre jgheabul de evacuare 3. Tulbureala este introdusă în cuvă prin jgheabul de alimentare 4, iar surplusul de apă este evacuat prin sorbul 5. Greblele sunt antrenate în mișcare de un motor electric 6, un reductor 7, transmisia mecanică 8, prin intermediul manivelelor 9 și a sistemului de pârghii 10.
Caracteristicile acestor clasoare sunt prezentate în continuare: dimensiunea materialului clasat (0,07 – 0,80 mm) este dependentă de înclinația cuvei, cuprinsă între 12,5
și 25 cm/m, numărul de curse ale greblelor este cuprins între 15 și 30 curse/minut, lungimea cursei este de 250 – 400 mm,
34 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
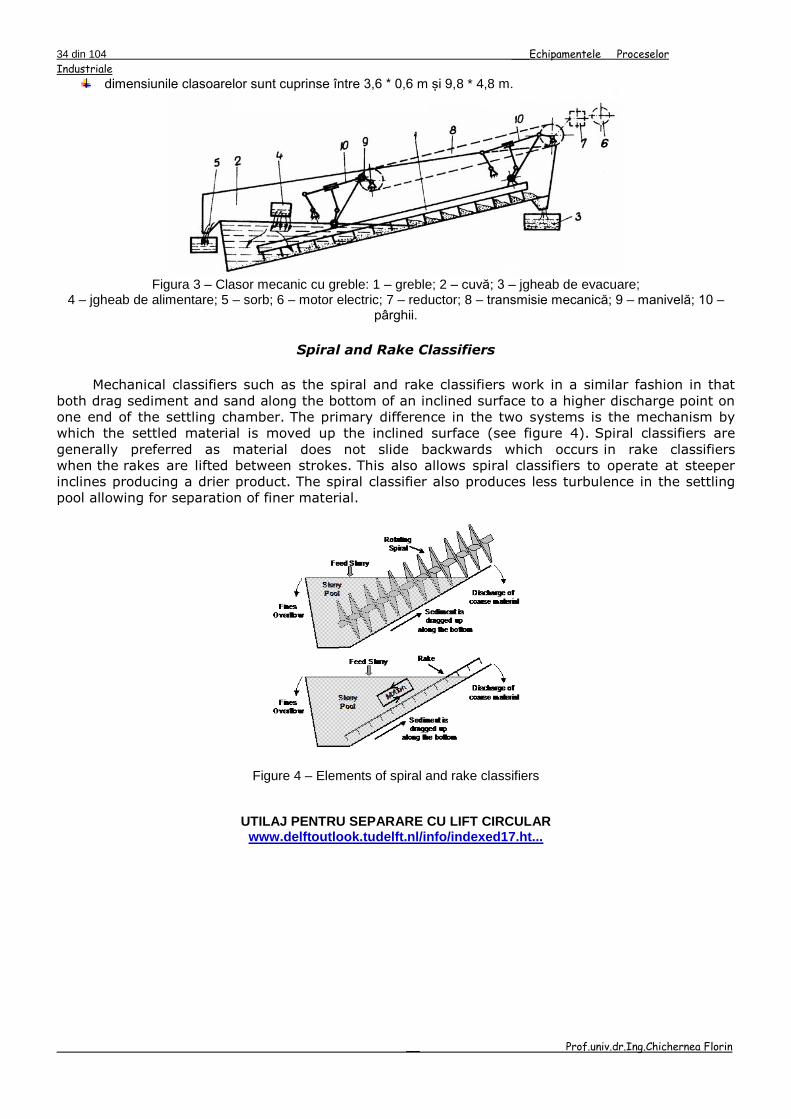
dimensiunile clasoarelor sunt cuprinse între 3,6 * 0,6 m și 9,8 * 4,8 m.
Figura 3 – Clasor mecanic cu greble: 1 – greble; 2 – cuvă; 3 – jgheab de evacuare;
4 – jgheab de alimentare; 5 – sorb; 6 – motor electric; 7 – reductor; 8 – transmisie mecanică; 9 – manivelă; 10 – pârghii.
Spiral and Rake Classifiers
Mechanical classifiers such as the spiral and rake classifiers work in a similar fashion in that
both drag sediment and sand along the bottom of an inclined surface to a higher discharge point on
one end of the settling chamber. The primary difference in the two systems is the mechanism by
which the settled material is moved up the inclined surface (see figure 4). Spiral classifiers are
generally preferred as material does not slide backwards which occurs in rake classifiers
when the rakes are lifted between strokes. This also allows spiral classifiers to operate at steeper
inclines producing a drier product. The spiral classifier also produces less turbulence in the settling
pool allowing for separation of finer material.
Figure 4 – Elements of spiral and rake classifiers
UTILAJ PENTRU SEPARARE CU LIFT CIRCULAR www.delftoutlook.tudelft.nl/info/indexed17.ht...
35 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Separere sticlă de plastic.
CLASOARE PNEUMATICE
Clasoarele pneumatice realizează separarea particulelor solide uscate pe baza diferenței dintre vitezele lor
de cădere într-un curent de aer cu viteză adecvată. Clasoarele pneumatice sunt utilizate în prelucrarea uscată a diverselor materiale, realizând separarea unor
particule solide foarte fine. În multe cazuri aceste clasoare sunt întrebuințate în instalațiile de purificare a aerului și de captare a prafului.
Pentru realizarea unei separări corecte este necesar să se asigure: alimentarea clasoarelor cu debite constante de material solid, uniformitatea distribuției pe secțiuni a materialului solid, viteze corespunzătoare ale curenților de aer.
În unele clasoare pneumatice separarea pe clase dimensionale se face sub acțiunea dinamică a aerului și a
gravitației. În alte cazuri, pe lângă acestea se mai folosesc forțele de inerție sau forțele centrifugale. Pentru obținerea unei clasări bune în mai multe clase se pot utiliza două sau mai multe trepte de clasare.
CLASOR CU CURENT ORIZONTAL
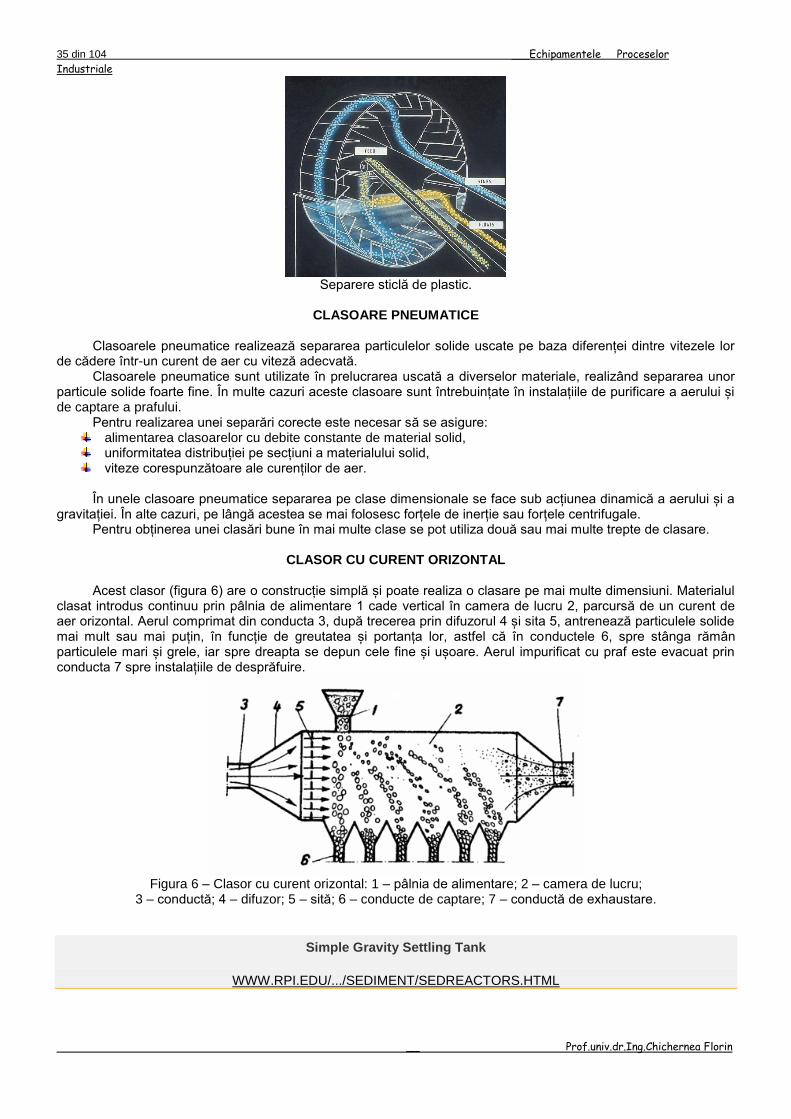
Acest clasor (figura 6) are o construcție simplă și poate realiza o clasare pe mai multe dimensiuni. Materialul
clasat introdus continuu prin pâlnia de alimentare 1 cade vertical în camera de lucru 2, parcursă de un curent de aer orizontal. Aerul comprimat din conducta 3, după trecerea prin difuzorul 4 și sita 5, antrenează particulele solide mai mult sau mai puțin, în funcție de greutatea și portanța lor, astfel că în conductele 6, spre stânga rămân particulele mari și grele, iar spre dreapta se depun cele fine și ușoare. Aerul impurificat cu praf este evacuat prin conducta 7 spre instalațiile de desprăfuire.
Figura 6 – Clasor cu curent orizontal: 1 – pâlnia de alimentare; 2 – camera de lucru;
3 – conductă; 4 – difuzor; 5 – sită; 6 – conducte de captare; 7 – conductă de exhaustare.
Simple Gravity Settling Tank
WWW.RPI.EDU/.../SEDIMENT/SEDREACTORS.HTML
36 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
SIMPLE CLASSIFIER
CLASOR PNEUMATIC CU ȘICANE
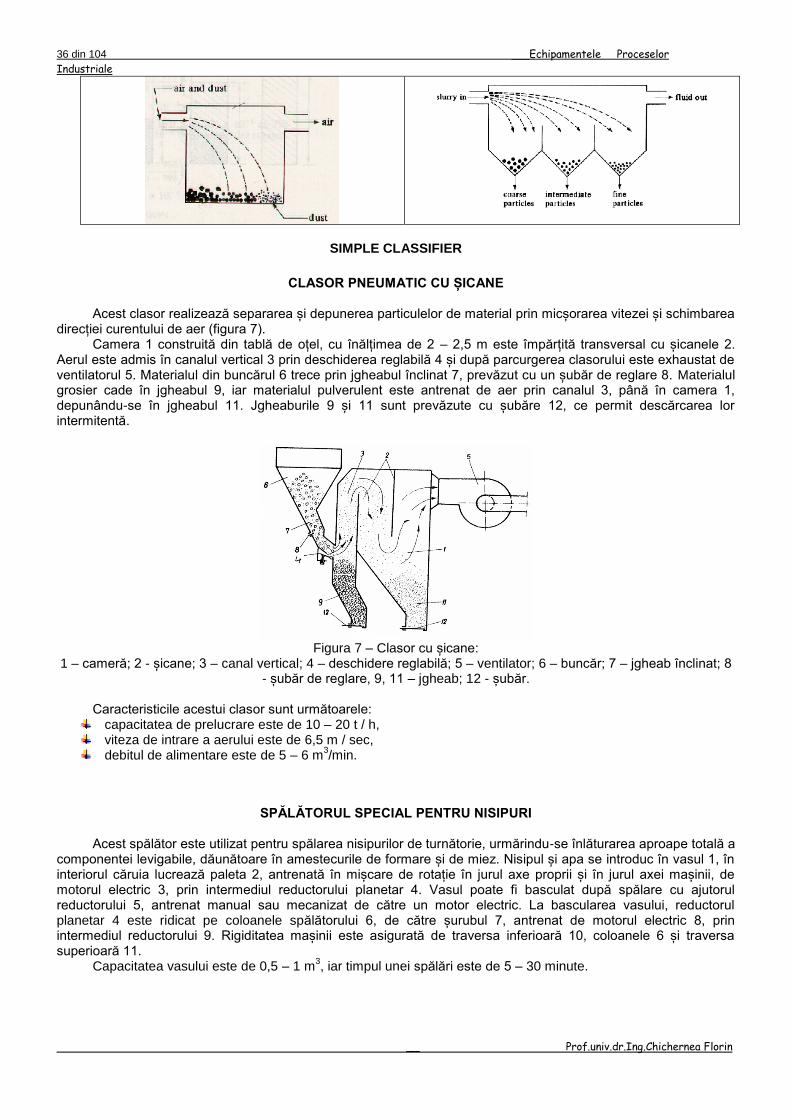
Acest clasor realizează separarea și depunerea particulelor de material prin micșorarea vitezei și schimbarea
direcției curentului de aer (figura 7). Camera 1 construită din tablă de oțel, cu înălțimea de 2 – 2,5 m este împărțită transversal cu șicanele 2.
Aerul este admis în canalul vertical 3 prin deschiderea reglabilă 4 și după parcurgerea clasorului este exhaustat de ventilatorul 5. Materialul din buncărul 6 trece prin jgheabul înclinat 7, prevăzut cu un șubăr de reglare 8. Materialul grosier cade în jgheabul 9, iar materialul pulverulent este antrenat de aer prin canalul 3, până în camera 1, depunându-se în jgheabul 11. Jgheaburile 9 și 11 sunt prevăzute cu șubăre 12, ce permit descărcarea lor intermitentă.
Figura 7 – Clasor cu șicane:
1 – cameră; 2 - șicane; 3 – canal vertical; 4 – deschidere reglabilă; 5 – ventilator; 6 – buncăr; 7 – jgheab înclinat; 8 - șubăr de reglare, 9, 11 – jgheab; 12 - șubăr.
Caracteristicile acestui clasor sunt următoarele: capacitatea de prelucrare este de 10 – 20 t / h, viteza de intrare a aerului este de 6,5 m / sec, debitul de alimentare este de 5 – 6 m
3/min.
SPĂLĂTORUL SPECIAL PENTRU NISIPURI
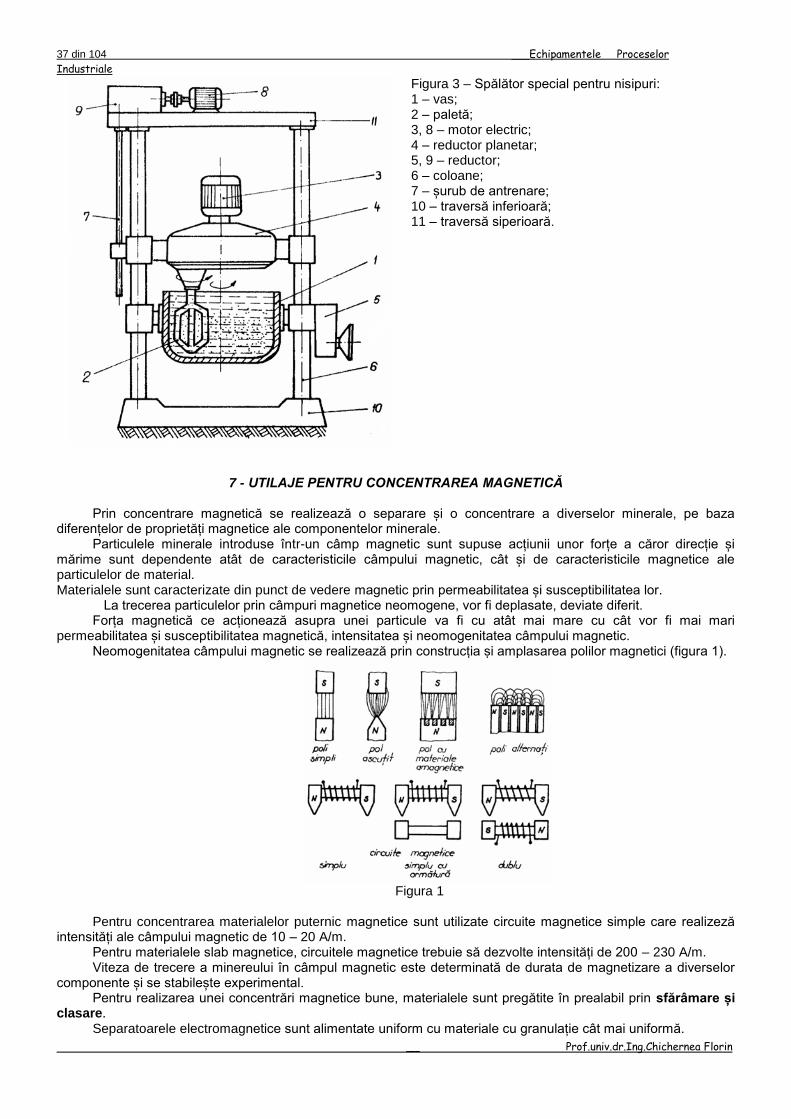
Acest spălător este utilizat pentru spălarea nisipurilor de turnătorie, urmărindu-se înlăturarea aproape totală a componentei levigabile, dăunătoare în amestecurile de formare și de miez. Nisipul și apa se introduc în vasul 1, în interiorul căruia lucrează paleta 2, antrenată în mișcare de rotație în jurul axe proprii și în jurul axei mașinii, de motorul electric 3, prin intermediul reductorului planetar 4. Vasul poate fi basculat după spălare cu ajutorul reductorului 5, antrenat manual sau mecanizat de către un motor electric. La bascularea vasului, reductorul planetar 4 este ridicat pe coloanele spălătorului 6, de către șurubul 7, antrenat de motorul electric 8, prin intermediul reductorului 9. Rigiditatea mașinii este asigurată de traversa inferioară 10, coloanele 6 și traversa superioară 11.
Capacitatea vasului este de 0,5 – 1 m3, iar timpul unei spălări este de 5 – 30 minute.
37 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 3 – Spălător special pentru nisipuri: 1 – vas; 2 – paletă; 3, 8 – motor electric; 4 – reductor planetar; 5, 9 – reductor; 6 – coloane; 7 – șurub de antrenare; 10 – traversă inferioară; 11 – traversă siperioară.
7 - UTILAJE PENTRU CONCENTRAREA MAGNETICĂ
Prin concentrare magnetică se realizează o separare și o concentrare a diverselor minerale, pe baza
diferențelor de proprietăți magnetice ale componentelor minerale. Particulele minerale introduse într-un câmp magnetic sunt supuse acțiunii unor forțe a căror direcție și
mărime sunt dependente atât de caracteristicile câmpului magnetic, cât și de caracteristicile magnetice ale particulelor de material. Materialele sunt caracterizate din punct de vedere magnetic prin permeabilitatea și susceptibilitatea lor.
La trecerea particulelor prin câmpuri magnetice neomogene, vor fi deplasate, deviate diferit. Forța magnetică ce acționează asupra unei particule va fi cu atât mai mare cu cât vor fi mai mari
permeabilitatea și susceptibilitatea magnetică, intensitatea și neomogenitatea câmpului magnetic. Neomogenitatea câmpului magnetic se realizează prin construcția și amplasarea polilor magnetici (figura 1).
Figura 1
Pentru concentrarea materialelor puternic magnetice sunt utilizate circuite magnetice simple care realizeză
intensități ale câmpului magnetic de 10 – 20 A/m. Pentru materialele slab magnetice, circuitele magnetice trebuie să dezvolte intensități de 200 – 230 A/m. Viteza de trecere a minereului în câmpul magnetic este determinată de durata de magnetizare a diverselor
componente și se stabilește experimental. Pentru realizarea unei concentrări magnetice bune, materialele sunt pregătite în prealabil prin sfărâmare și
clasare. Separatoarele electromagnetice sunt alimentate uniform cu materiale cu granulație cât mai uniformă.
38 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Unele minerale devin magnetice prin prăjire și astfel pot fi supuse concentrării magnetice. Separarea magnetică se poate aplica pe cale uscată și mai rar pe cale umedă.
Separarea electromagnetică se aplică în următoarele cazuri: pentru îndepărtarea bucăților de materiale magnetice introduce accidental în masa de material prelucrat
prin sfărâmare, clasare, etc., pentru concentrarea minereurilor de fier (direct pentru minereurile cu magnetit sau după o prăjire
magnetizantă a sideritului, piritei, hematitului, etc., pentru îndepărtarea urmelor de fier sau minereuri de fier din materialele în care prezența lor este
neindicată (metalurgia altor metale, industria ceramică, chimică, etc.), pentru concentrarea mineralelor slab magnetice, pentru care alte metode nu dau rezultate acceptabile, pentru înlăturarea impurităților și resturilor metalice feroase din amestecurile de formare și de miez supuse
recirculării în turnătorii.
SEPARATOR ELECTROMAGNETIC CU TAMBUR
Acestea sunt utilajele cele mai răspândite pentru separarea magnetică a materialelor cu permeabilitate magnetică mare sau medie.
Părțile principale ale separatorului tambur sunt: un cilindru (tambur) orizontal din material amagnetic (alamă, bronz, oțel austenitic), sistemul de electromagneți imobili sau mobili (rotor), sistemul de transport al materialului (bandă, jgheab, pâlnie, etc.), sistemul de captare al produselor separate, sistemul de antrenare, sistemul de fixare, montare (batiul).
SEPARATOR ELECTROMAGNETIC CU TAMBUR CU POLARITATE ALTERNATIVĂ ÎN SENSUL MIŞCĂRII MATERIALULUI
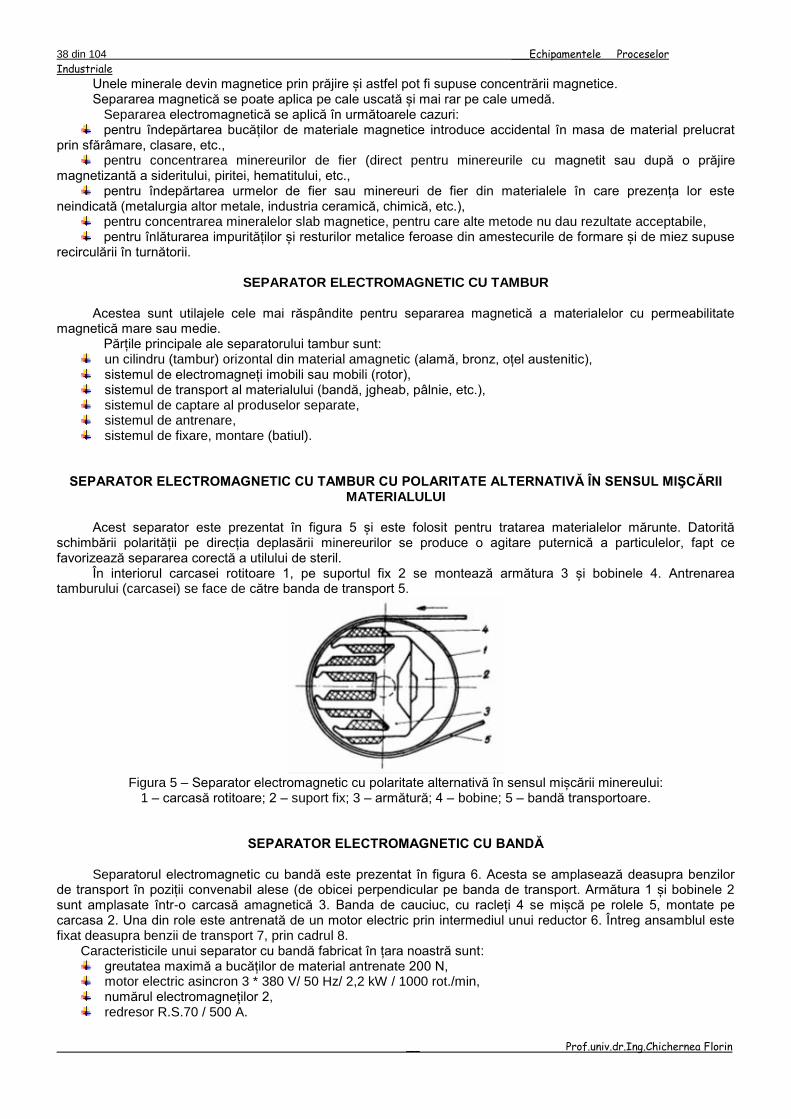
Acest separator este prezentat în figura 5 și este folosit pentru tratarea materialelor mărunte. Datorită
schimbării polarității pe direcția deplasării minereurilor se produce o agitare puternică a particulelor, fapt ce favorizează separarea corectă a utilului de steril.
În interiorul carcasei rotitoare 1, pe suportul fix 2 se montează armătura 3 și bobinele 4. Antrenarea tamburului (carcasei) se face de către banda de transport 5.
Figura 5 – Separator electromagnetic cu polaritate alternativă în sensul mișcării minereului:
1 – carcasă rotitoare; 2 – suport fix; 3 – armătură; 4 – bobine; 5 – bandă transportoare.
SEPARATOR ELECTROMAGNETIC CU BANDĂ
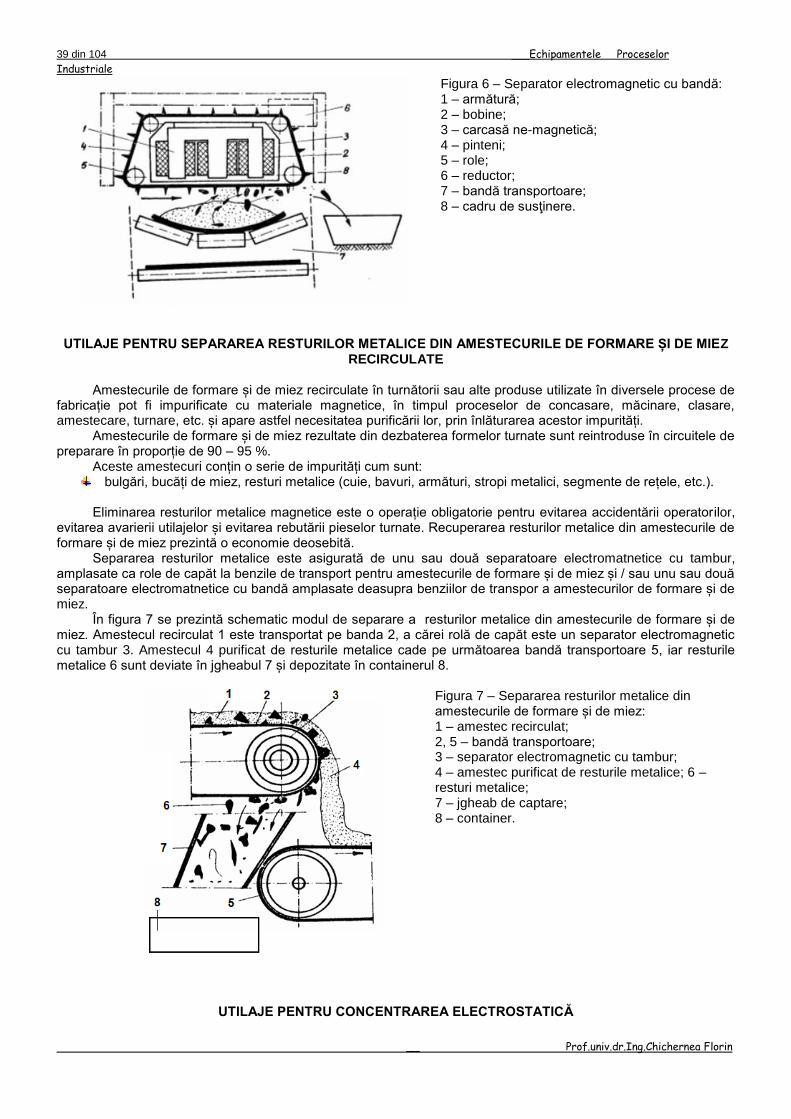
Separatorul electromagnetic cu bandă este prezentat în figura 6. Acesta se amplasează deasupra benzilor de transport în poziții convenabil alese (de obicei perpendicular pe banda de transport. Armătura 1 și bobinele 2 sunt amplasate într-o carcasă amagnetică 3. Banda de cauciuc, cu racleți 4 se mișcă pe rolele 5, montate pe carcasa 2. Una din role este antrenată de un motor electric prin intermediul unui reductor 6. Întreg ansamblul este fixat deasupra benzii de transport 7, prin cadrul 8.
Caracteristicile unui separator cu bandă fabricat în țara noastră sunt: greutatea maximă a bucăților de material antrenate 200 N, motor electric asincron 3 * 380 V/ 50 Hz/ 2,2 kW / 1000 rot./min, numărul electromagneților 2, redresor R.S.70 / 500 A.
39 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 6 – Separator electromagnetic cu bandă: 1 – armătură; 2 – bobine; 3 – carcasă ne-magnetică; 4 – pinteni; 5 – role; 6 – reductor; 7 – bandă transportoare; 8 – cadru de susţinere.
UTILAJE PENTRU SEPARAREA RESTURILOR METALICE DIN AMESTECURILE DE FORMARE ȘI DE MIEZ
RECIRCULATE
Amestecurile de formare și de miez recirculate în turnătorii sau alte produse utilizate în diversele procese de fabricație pot fi impurificate cu materiale magnetice, în timpul proceselor de concasare, măcinare, clasare, amestecare, turnare, etc. și apare astfel necesitatea purificării lor, prin înlăturarea acestor impurități.
Amestecurile de formare și de miez rezultate din dezbaterea formelor turnate sunt reintroduse în circuitele de preparare în proporție de 90 – 95 %.
Aceste amestecuri conțin o serie de impurități cum sunt: bulgări, bucăți de miez, resturi metalice (cuie, bavuri, armături, stropi metalici, segmente de rețele, etc.).
Eliminarea resturilor metalice magnetice este o operație obligatorie pentru evitarea accidentării operatorilor,
evitarea avarierii utilajelor și evitarea rebutării pieselor turnate. Recuperarea resturilor metalice din amestecurile de formare și de miez prezintă o economie deosebită.
Separarea resturilor metalice este asigurată de unu sau două separatoare electromatnetice cu tambur, amplasate ca role de capăt la benzile de transport pentru amestecurile de formare și de miez și / sau unu sau două separatoare electromatnetice cu bandă amplasate deasupra benziilor de transpor a amestecurilor de formare și de miez.
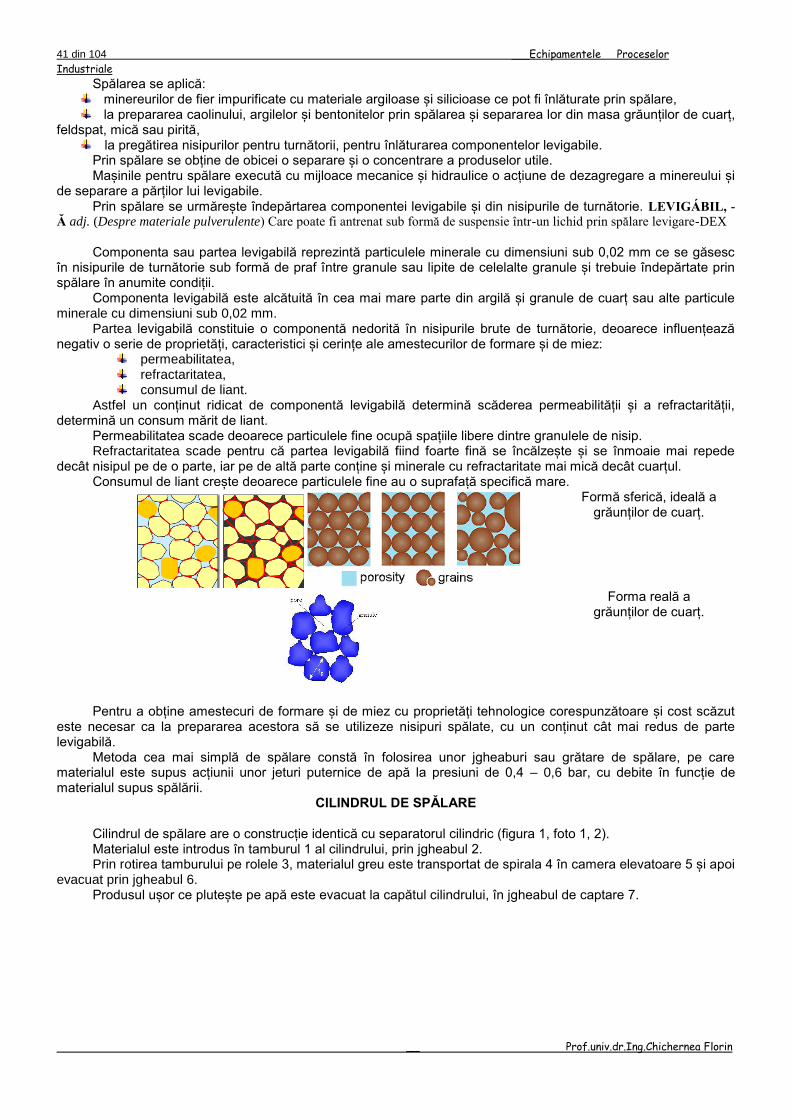
În figura 7 se prezintă schematic modul de separare a resturilor metalice din amestecurile de formare și de miez. Amestecul recirculat 1 este transportat pe banda 2, a cărei rolă de capăt este un separator electromagnetic cu tambur 3. Amestecul 4 purificat de resturile metalice cade pe următoarea bandă transportoare 5, iar resturile metalice 6 sunt deviate în jgheabul 7 și depozitate în containerul 8.
Figura 7 – Separarea resturilor metalice din amestecurile de formare și de miez: 1 – amestec recirculat; 2, 5 – bandă transportoare; 3 – separator electromagnetic cu tambur; 4 – amestec purificat de resturile metalice; 6 – resturi metalice; 7 – jgheab de captare; 8 – container.
UTILAJE PENTRU CONCENTRAREA ELECTROSTATICĂ

40 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Concentrarea electrostatică este o metodă de separare a minereurilor, bazată pe diferențele de conductibilitate electrică a componenților minereurilor.
Mineralele rău conducătoare de electricitate se încarcă greu electrostatic și nu pot fi atrase sau respinse, iar cele bune conducătoare de electricitate se încarcă electrostatic și sunt atrase sau respinse.
Comportarea mineralelor în câmpul electrostatic este diferită, unele minerale sunt respinse, altele atrase de sarcinile electrice pozitive sau negative, altele sunt respinse de ambele sarcini sau nu sunt afectate de câmpul electrostatic.
SEPARATOR ELECTROSTATIC CU CILINDRU
Pentru ușurarea circulației materialelor, în locul jgheaburilor se poate utiliza un cilindru rotitor 1, încărcat electrostatic,alimentat de o bandă sau de un jgheab 2 (figura 9). Produsele separate 3 sunt captate de containerul compartimentat 4. Pentru realizarea unei separări bune se pot utiliza mai mulți cilindrii montați în cascadă. Caracteristicile cilindrului sunt:
lungimea maximă = 3,5 m, diametrul = 0,15 m, tensiunea de alimentare = 10 – 25 kW.
Figura 9 – Separator electrostatic cu cilindru:
1 – cilindru rotitor; 2 – bandă (jgheab); 3 – produse separate; 4 – container.
8 - UTILAJE PENTRU SPĂLARE
Spălarea este o metodă de concentrare (separare) care se aplică la unele materiale puțin consolidate și ușor
dezagregabile. O grupare a procedeelor de separare se prezintă în figurile 1 și 2.
Figura 1 – Clasificarea procedeelor de separare în funcție de proprietăți.
Figura 2 – Clasificarea procedeelor de separare în funcție de procedeul de prelucrare.
41 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Spălarea se aplică: minereurilor de fier impurificate cu materiale argiloase și silicioase ce pot fi înlăturate prin spălare, la prepararea caolinului, argilelor și bentonitelor prin spălarea și separarea lor din masa grăunților de cuarț,
feldspat, mică sau pirită, la pregătirea nisipurilor pentru turnătorii, pentru înlăturarea componentelor levigabile. Prin spălare se obține de obicei o separare și o concentrare a produselor utile. Mașinile pentru spălare execută cu mijloace mecanice și hidraulice o acțiune de dezagregare a minereului și
de separare a părților lui levigabile. Prin spălare se urmărește îndepărtarea componentei levigabile și din nisipurile de turnătorie. LEVIGÁBIL, -
Ă adj. (Despre materiale pulverulente) Care poate fi antrenat sub formă de suspensie într-un lichid prin spălare levigare-DEX
Componenta sau partea levigabilă reprezintă particulele minerale cu dimensiuni sub 0,02 mm ce se găsesc
în nisipurile de turnătorie sub formă de praf între granule sau lipite de celelalte granule și trebuie îndepărtate prin spălare în anumite condiții.
Componenta levigabilă este alcătuită în cea mai mare parte din argilă și granule de cuarț sau alte particule minerale cu dimensiuni sub 0,02 mm.
Partea levigabilă constituie o componentă nedorită în nisipurile brute de turnătorie, deoarece influențează negativ o serie de proprietăți, caracteristici și cerințe ale amestecurilor de formare și de miez:
permeabilitatea, refractaritatea, consumul de liant.
Astfel un conținut ridicat de componentă levigabilă determină scăderea permeabilității și a refractarității, determină un consum mărit de liant.
Permeabilitatea scade deoarece particulele fine ocupă spațiile libere dintre granulele de nisip. Refractaritatea scade pentru că partea levigabilă fiind foarte fină se încălzește și se înmoaie mai repede
decât nisipul pe de o parte, iar pe de altă parte conține și minerale cu refractaritate mai mică decât cuarțul. Consumul de liant crește deoarece particulele fine au o suprafață specifică mare.
Formă sferică, ideală a grăunților de cuarț.
Forma reală a grăunților de cuarț.
Pentru a obține amestecuri de formare și de miez cu proprietăți tehnologice corespunzătoare și cost scăzut este necesar ca la prepararea acestora să se utilizeze nisipuri spălate, cu un conținut cât mai redus de parte levigabilă.
Metoda cea mai simplă de spălare constă în folosirea unor jgheaburi sau grătare de spălare, pe care materialul este supus acțiunii unor jeturi puternice de apă la presiuni de 0,4 – 0,6 bar, cu debite în funcție de materialul supus spălării.
CILINDRUL DE SPĂLARE
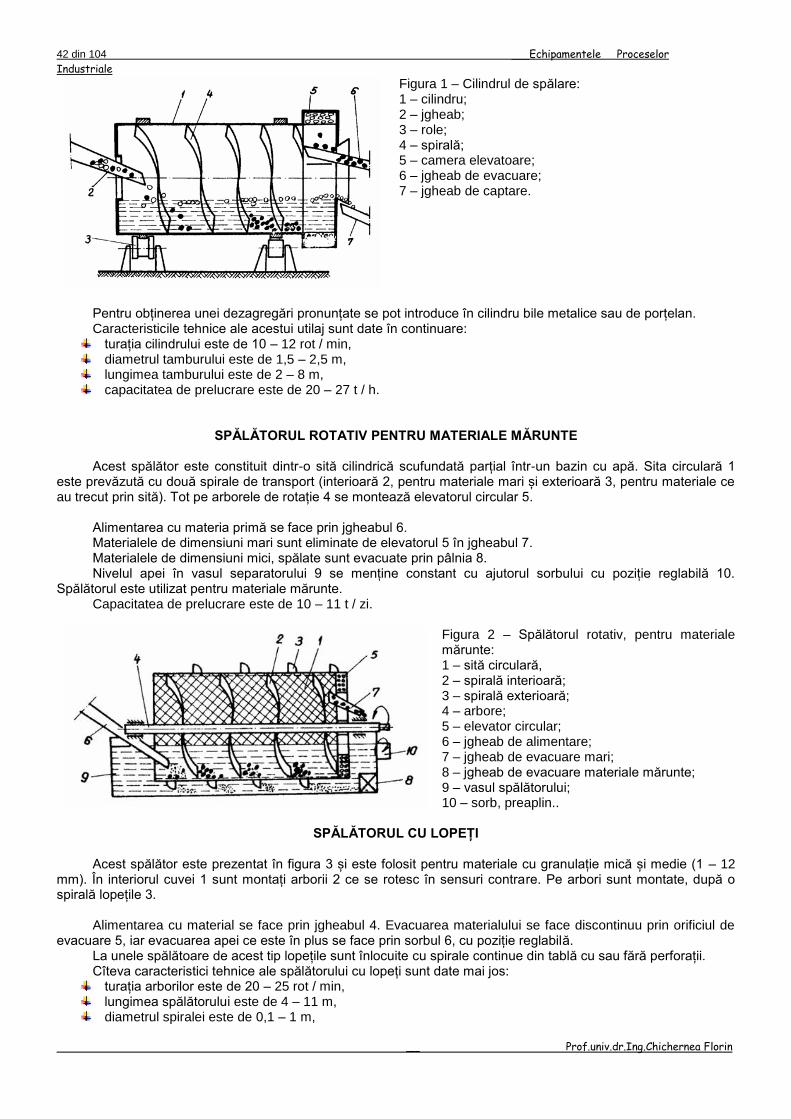
Cilindrul de spălare are o construcție identică cu separatorul cilindric (figura 1, foto 1, 2). Materialul este introdus în tamburul 1 al cilindrului, prin jgheabul 2. Prin rotirea tamburului pe rolele 3, materialul greu este transportat de spirala 4 în camera elevatoare 5 și apoi
evacuat prin jgheabul 6. Produsul ușor ce plutește pe apă este evacuat la capătul cilindrului, în jgheabul de captare 7.
42 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 1 – Cilindrul de spălare: 1 – cilindru; 2 – jgheab; 3 – role; 4 – spirală; 5 – camera elevatoare; 6 – jgheab de evacuare; 7 – jgheab de captare.
Pentru obținerea unei dezagregări pronunțate se pot introduce în cilindru bile metalice sau de porțelan. Caracteristicile tehnice ale acestui utilaj sunt date în continuare: turația cilindrului este de 10 – 12 rot / min, diametrul tamburului este de 1,5 – 2,5 m, lungimea tamburului este de 2 – 8 m, capacitatea de prelucrare este de 20 – 27 t / h.
SPĂLĂTORUL ROTATIV PENTRU MATERIALE MĂRUNTE
Acest spălător este constituit dintr-o sită cilindrică scufundată parțial într-un bazin cu apă. Sita circulară 1 este prevăzută cu două spirale de transport (interioară 2, pentru materiale mari și exterioară 3, pentru materiale ce au trecut prin sită). Tot pe arborele de rotație 4 se montează elevatorul circular 5.
Alimentarea cu materia primă se face prin jgheabul 6. Materialele de dimensiuni mari sunt eliminate de elevatorul 5 în jgheabul 7. Materialele de dimensiuni mici, spălate sunt evacuate prin pâlnia 8. Nivelul apei în vasul separatorului 9 se menține constant cu ajutorul sorbului cu poziție reglabilă 10.
Spălătorul este utilizat pentru materiale mărunte. Capacitatea de prelucrare este de 10 – 11 t / zi.
Figura 2 – Spălătorul rotativ, pentru materiale mărunte: 1 – sită circulară, 2 – spirală interioară; 3 – spirală exterioară; 4 – arbore; 5 – elevator circular; 6 – jgheab de alimentare; 7 – jgheab de evacuare mari; 8 – jgheab de evacuare materiale mărunte; 9 – vasul spălătorului; 10 – sorb, preaplin..
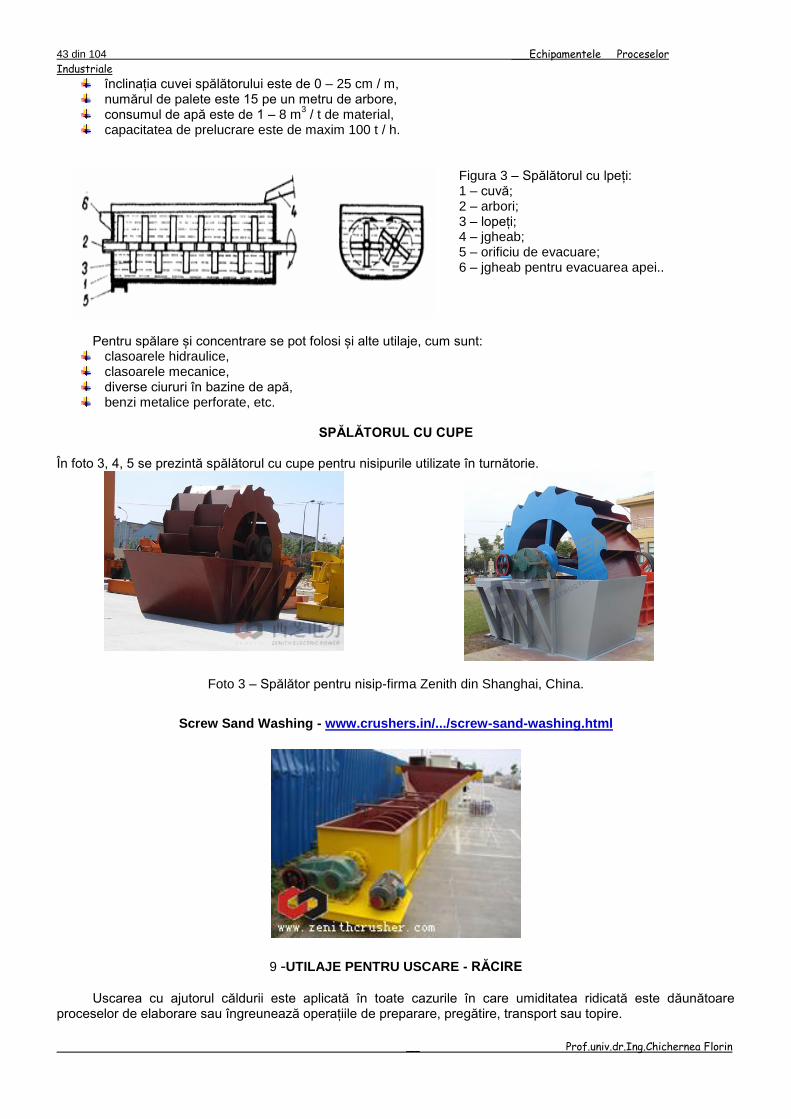
SPĂLĂTORUL CU LOPEȚI
Acest spălător este prezentat în figura 3 și este folosit pentru materiale cu granulație mică și medie (1 – 12
mm). În interiorul cuvei 1 sunt montați arborii 2 ce se rotesc în sensuri contrare. Pe arbori sunt montate, după o spirală lopețile 3.
Alimentarea cu material se face prin jgheabul 4. Evacuarea materialului se face discontinuu prin orificiul de
evacuare 5, iar evacuarea apei ce este în plus se face prin sorbul 6, cu poziție reglabilă. La unele spălătoare de acest tip lopețile sunt înlocuite cu spirale continue din tablă cu sau fără perforații. Cîteva caracteristici tehnice ale spălătorului cu lopeți sunt date mai jos: turația arborilor este de 20 – 25 rot / min, lungimea spălătorului este de 4 – 11 m, diametrul spiralei este de 0,1 – 1 m,
43 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
înclinația cuvei spălătorului este de 0 – 25 cm / m, numărul de palete este 15 pe un metru de arbore, consumul de apă este de 1 – 8 m
3 / t de material,
capacitatea de prelucrare este de maxim 100 t / h.
Figura 3 – Spălătorul cu lpeți: 1 – cuvă; 2 – arbori; 3 – lopeți; 4 – jgheab; 5 – orificiu de evacuare; 6 – jgheab pentru evacuarea apei..
Pentru spălare și concentrare se pot folosi și alte utilaje, cum sunt: clasoarele hidraulice, clasoarele mecanice, diverse ciururi în bazine de apă, benzi metalice perforate, etc.
SPĂLĂTORUL CU CUPE
În foto 3, 4, 5 se prezintă spălătorul cu cupe pentru nisipurile utilizate în turnătorie.
Foto 3 – Spălător pentru nisip-firma Zenith din Shanghai, China.
Screw Sand Washing - www.crushers.in/.../screw-sand-washing.html
9 -UTILAJE PENTRU USCARE - RĂCIRE
Uscarea cu ajutorul căldurii este aplicată în toate cazurile în care umiditatea ridicată este dăunătoare
proceselor de elaborare sau îngreunează operațiile de preparare, pregătire, transport sau topire.
44 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
O problemă deosebită este ridicată de mineralele utilizate în turnătorii, precum nisipul, argila, bentonita, etc., care pot fi livrate cu umidități variabile. Pentru a se putea utiliza aceste materiale în procesele de preparare, formare, turnare este necesară uscarea lor.
La stabilirea tipului și dimensiunilor utilajului pentru uscare se ține cont de: dimensiunile granulelor materialului, productivitatea impusă de necesitățile de fabricație, tipul de combustibil disponibil, caracteristicile fizico-chimice ale materialelor supuse uscării.
Instalațiile și utilajele pentru uscare sunt următoarele: uscătoare plită, uscătoare verticale rotative cu taler, uscătoare electrice, cuptoare tubulare orizontale.
13 - UTILAJE ȘI INSTALAȚII PENTRU PREPARAREA AMESTECURILOR DE FORMARE ȘI DE MIEZ
Componentele amestecurilor de formare sau de miez sunt livrate turnătoriilor în starea lor naturală, parțial sau total prelucrate.
Materiile prime livrate în stare naturală sunt supuse în turnătorii unor operații complexe de pregătire, cu scopul obținerii unor proprietăți tehnologice bine determinate.
Principalele prelucrări la care sunt supuse materiile prime brute sunt: sfărâmarea, măcinarea, sortarea, clasarea, uscarea, etc.
Pentru efectuarea acestor operații, turnătoriile sunt dotate cu instalații și utilaje adecvate. Nisipul, componenta de bază a amestecurilor de formare și de miez este livrat de obicei în vagoane
deschise, lucru ce face ca umiditatea lor să varieze în limite foarte largi. Pentru a putea fi utilizat, nisipul este supus unor operații obligatorii de uscare și clasare.
Argilele utilizate ca lianți sunt supuse operațiilor de: sfărâmare, măcinare, uscare, clasare. Livrarea componentelor amestecurilor de formare în stare prelucrată duce la simplificarea procesului
tehnologic de preparare. Astfel nisipurile pentru turnătorii sunt livrate sortat pe clase dimensionale și spălate odată sau de două ori, iar bentonitele bine măcinate și uscate sunt livrate în saci.
Operația de preparare aamestecurilor constă în învelirea granulelor refractare de nisip cu o peliculă cât mai omogenă de liant. Obținerea peliculelor de liant pe suprafața granulelor de nisip este posibilă atât datorită mișcărilor complexe ale particulelor în amestecător, cât și datorită fenomenelor de adsorbție a liantului pe suprafața granulelor.
Obținerea amestecurilor de formare și de miez se bazează pe următoarele metode de amestecare: deplasarea masei granulare și a liantului pe o traiectorie elicoidală orizontală și întoarcerea întregii mase la
izbirea unui perete frontal sau a altei mase de amestec cu sens de deplasare opus (amestecătoarele cu palete), deplasarea pe o traiectorie elicoidală verticală pe periferia cuvei amestecătorului și căderea amestecului în
centrul amestecătorului (amestecătoarele cu elice), rostogolirea și presarea granulelor de către doi – trei tăvălugi cilindrici cu arbore de rotație orizontal, ce
produc o puternică frământare a amestecului (amestecătoarele cu tăvălugi verticali, intensive), deplasarea amestecului după o spirală plană, combinată cu frământarea produsă de tăvălugi cu arbore de
rotație orizontal ( amestecătoarele continue), rostogolirea granulelor de către doi – trei tăvălugi cu arbore de rotație vertical, pe peretele cilindric al cuvei
amestecătorului (amestecătoarele pendulare sau centrifugale), mișcarea planetară complexă a granulelor de amestec ăn cuva amestecătorului sub acțiunea unor pluguri
sau tăvălugi (amestecătoarele planetare), vibrarea masei de amestec și dirijarea amestecului de către o serie de pluguri fixe (amestecătoarele
vibrante), amestecarea în stare fluidizată a componentelor (amestecătoare prin fluidizare), amestecarea sub vid a componentelor, amestecarea cu răcire a componentelor, prin metode combinate.
De-a lungul dezvoltării concepției, poziția arborelui principal al amestecătorului a fost: verticală,
45 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
orizontală, înclinată, pentru intensificarea procesului de amestecare. De asemenea evoluții au fost și în ceea ce privește cuva amestecătoarelor: la început cuva amestecătoarelor a fost fixă, amestecarea fiind făcută de organe de amestecare rotitoare (
role, tăvălugi, pluguri,... ), a apărut apoi cuva mobilă, amestecarea fiind făcută de turbine ce au doar mișcare de rotație în jurul axe
proprii și de pluguri fixe.
AMESTECĂTOARE CU PALETE
Aceste amestecătoare sunt cu: palete continue și cu palete scurte.
AMESTECĂTORUL CU PALETE CONTINUE
Acest amestecător realizează o amestecare intensă a componentelor și livrează amestecuri cu fluiditate
ridicată. Amestecătoarelor pot fi cu: funcționare intermitentă sau cu funcționare continuă. Capacitatea acestor amestecătoare este cuprinsă între 18 și 4500 l și necesită motoare cu puteri cuprinse
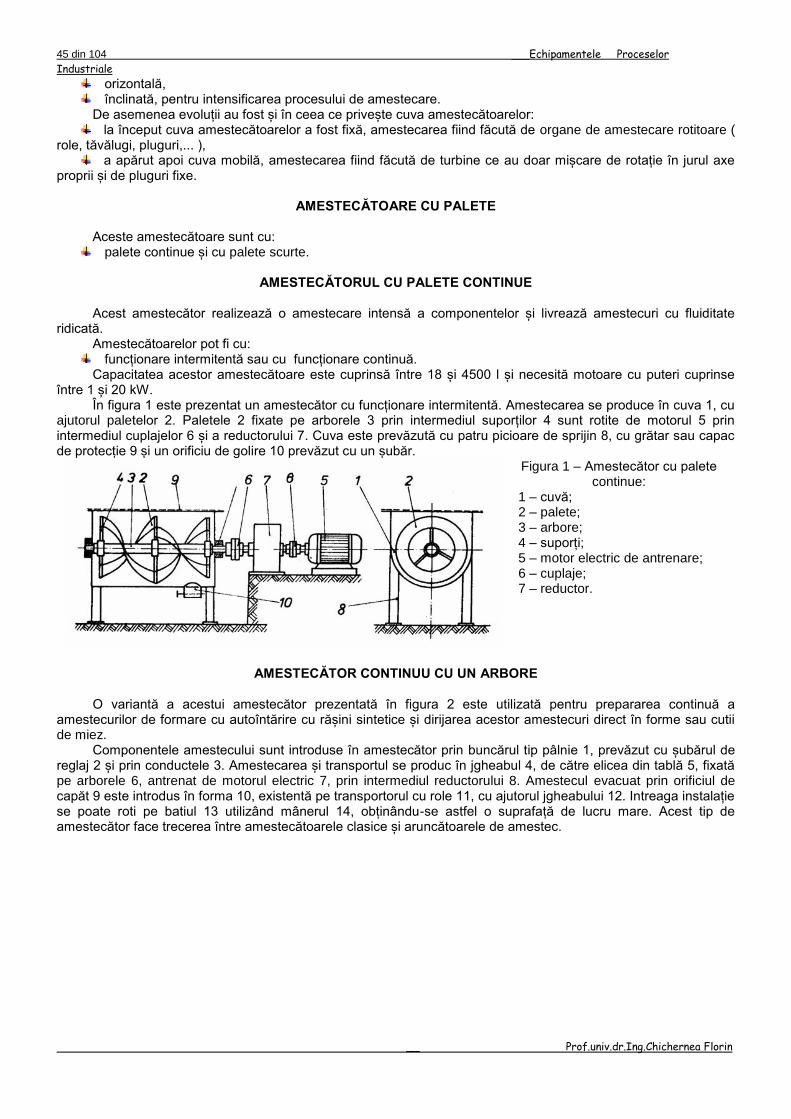
între 1 și 20 kW. În figura 1 este prezentat un amestecător cu funcționare intermitentă. Amestecarea se produce în cuva 1, cu
ajutorul paletelor 2. Paletele 2 fixate pe arborele 3 prin intermediul suporților 4 sunt rotite de motorul 5 prin intermediul cuplajelor 6 și a reductorului 7. Cuva este prevăzută cu patru picioare de sprijin 8, cu grătar sau capac de protecție 9 și un orificiu de golire 10 prevăzut cu un șubăr.
Figura 1 – Amestecător cu palete continue:
1 – cuvă; 2 – palete; 3 – arbore; 4 – suporți; 5 – motor electric de antrenare; 6 – cuplaje; 7 – reductor.
AMESTECĂTOR CONTINUU CU UN ARBORE
O variantă a acestui amestecător prezentată în figura 2 este utilizată pentru prepararea continuă a
amestecurilor de formare cu autoîntărire cu rășini sintetice și dirijarea acestor amestecuri direct în forme sau cutii de miez.
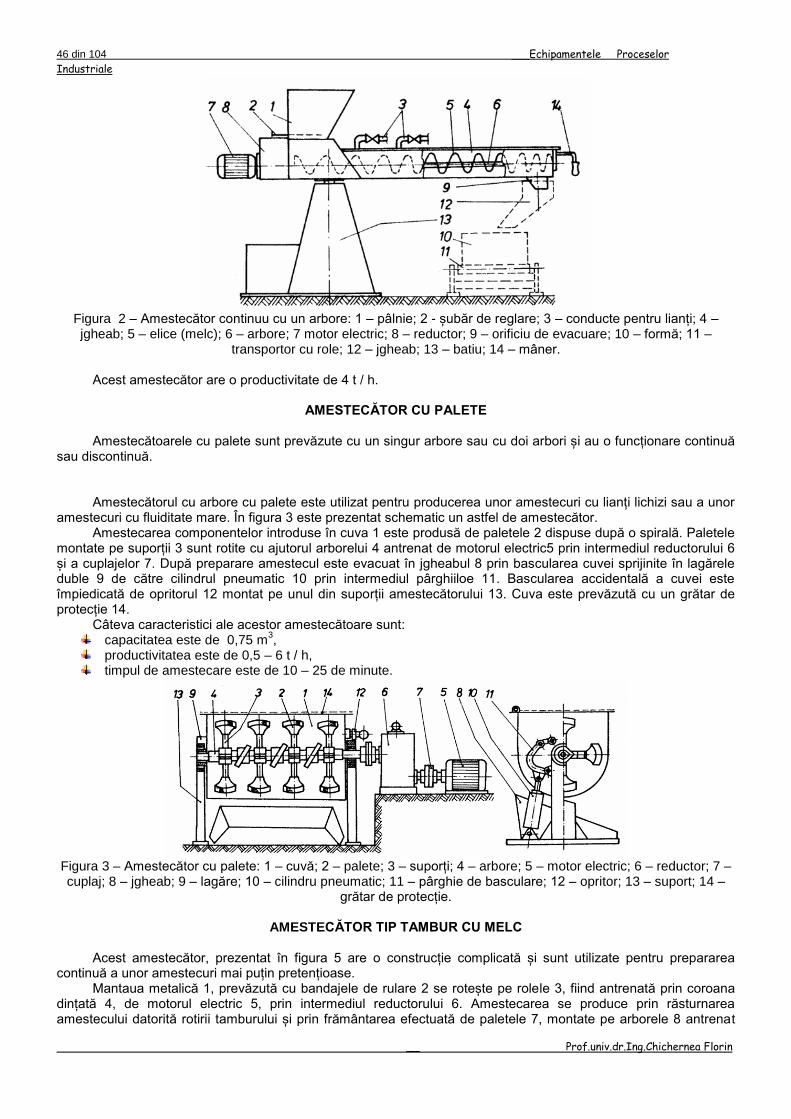
Componentele amestecului sunt introduse în amestecător prin buncărul tip pâlnie 1, prevăzut cu șubărul de reglaj 2 și prin conductele 3. Amestecarea și transportul se produc în jgheabul 4, de către elicea din tablă 5, fixată pe arborele 6, antrenat de motorul electric 7, prin intermediul reductorului 8. Amestecul evacuat prin orificiul de capăt 9 este introdus în forma 10, existentă pe transportorul cu role 11, cu ajutorul jgheabului 12. Intreaga instalație se poate roti pe batiul 13 utilizând mânerul 14, obținându-se astfel o suprafață de lucru mare. Acest tip de amestecător face trecerea între amestecătoarele clasice și aruncătoarele de amestec.
46 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 2 – Amestecător continuu cu un arbore: 1 – pâlnie; 2 - șubăr de reglare; 3 – conducte pentru lianți; 4 – jgheab; 5 – elice (melc); 6 – arbore; 7 motor electric; 8 – reductor; 9 – orificiu de evacuare; 10 – formă; 11 –
transportor cu role; 12 – jgheab; 13 – batiu; 14 – mâner.
Acest amestecător are o productivitate de 4 t / h.
AMESTECĂTOR CU PALETE
Amestecătoarele cu palete sunt prevăzute cu un singur arbore sau cu doi arbori și au o funcționare continuă sau discontinuă.
Amestecătorul cu arbore cu palete este utilizat pentru producerea unor amestecuri cu lianți lichizi sau a unor
amestecuri cu fluiditate mare. În figura 3 este prezentat schematic un astfel de amestecător. Amestecarea componentelor introduse în cuva 1 este produsă de paletele 2 dispuse după o spirală. Paletele
montate pe suporții 3 sunt rotite cu ajutorul arborelui 4 antrenat de motorul electric5 prin intermediul reductorului 6 și a cuplajelor 7. După preparare amestecul este evacuat în jgheabul 8 prin bascularea cuvei sprijinite în lagărele duble 9 de către cilindrul pneumatic 10 prin intermediul pârghiiloe 11. Bascularea accidentală a cuvei este împiedicată de opritorul 12 montat pe unul din suporții amestecătorului 13. Cuva este prevăzută cu un grătar de protecție 14.
Câteva caracteristici ale acestor amestecătoare sunt: capacitatea este de 0,75 m
3,
productivitatea este de 0,5 – 6 t / h, timpul de amestecare este de 10 – 25 de minute.
Figura 3 – Amestecător cu palete: 1 – cuvă; 2 – palete; 3 – suporți; 4 – arbore; 5 – motor electric; 6 – reductor; 7 – cuplaj; 8 – jgheab; 9 – lagăre; 10 – cilindru pneumatic; 11 – pârghie de basculare; 12 – opritor; 13 – suport; 14 –
grătar de protecție.
AMESTECĂTOR TIP TAMBUR CU MELC
Acest amestecător, prezentat în figura 5 are o construcție complicată și sunt utilizate pentru prepararea continuă a unor amestecuri mai puțin pretențioase.
Mantaua metalică 1, prevăzută cu bandajele de rulare 2 se rotește pe rolele 3, fiind antrenată prin coroana dințată 4, de motorul electric 5, prin intermediul reductorului 6. Amestecarea se produce prin răsturnarea amestecului datorită rotirii tamburului și prin frământarea efectuată de paletele 7, montate pe arborele 8 antrenat

47 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
de motorul electric 9 prin intermediul reductorului 10. Încărcarea componentelor amestecului de formare se face prin pâlnia 11, iar evacuarea amestecului prin jgheabul 12. Degajările de praf sunt captate prin conducta 13.
În unele amestecătoare tip tambur în locul arborelui cu palete sunt montați mai mulți tăvălugi 1 articulați pe axul 2 prin intermediul pârghiilor de oscilație 3. Evacuarea amestecului preparat este asigurată prin înclinarea cu 5
0
– 100 a tamburului amestecătorului.
Figura 5 – Amestecător tip tambur cu melc: 1 – manta metalică; 2 – bandaje de rulare; 3 – role; 4 – coroană
dințată; 5 – motor electric; 6 – reductor; 7 – palete; 8 – arbore; 9 – motor de antrenare; 10 – reductor; 11 – pâlnie de alimentare; 12 – jgheab de evacuare; 13 – conducte de exhaustare a prafului.
AMESTECĂTOARE VERTICALE CU ELICE
Aceste amestecătoare sunt caracterizate prin construcția lor simplă și robustă. Sunt utilizate pentru
prepararea unor amestecuri speciale de miez sau de formare în componența cărora intră un liant lichid. Principalele caracteristici ale acestor amestecătoare sunt: capacitatea cuvei este de 0,05 – 0,5 m
3,
timpul de amestecare 5 – 20 minute, turația elicei este de 20 – 50 rot / min. În figura 7 este redat schematic un amestecător cu elice. Amestecarea se produce în cuva 1 sub acțiunea
elicei 2, care are două sau trei pale, prin împingerea amestecului spre periferia elicei, ridicarea lui pe lângă pereții cuvei și căderea în centrul amestecătorului. Datorită plugurilor 3 de la capetele elicei și a ruptorilor înclinați 4 montați pe peretele cuvei se produce o frîmântare intensă a amestecului impins periferic de elice. Elicea 2 este prevăzută în unele cazuri cu borduri de atac 5. Antrenarea elicei este asigurată de motorul electric 6 prin intermediul reductoarelor 7 și 8 prevăzut cu o turbină 9 ce asigură ungerea forțată a lagărelor. Capătul arborelui principal pe care se montează elicea este protejat de conul 10. Descărcarea amestecului preparat se face prin ușa laterală 11.
În figura 8 este prezentat ansamblul amestecătorului produs de întreprinderea Independența Sibiu. Pe batiul 1 sunt montate:
motorul de antrenare 2, sistemul de întindere 3, al curelelor de transmisie 4 și reductorul 5, pe reductor se montează cuva 6, în interiorul căreia acționează elicea 7.
AMESTECĂTORUL CU TĂVĂLUGI TIP SIMPSON
Amestecătoarele cu tăvălugi tip Simpson cu axe orizontale sunt utilizate în turnătorii pentru preparare
diverselor amestecuri de formare și de miez și prin modului de realizare a amestecării rezultă amestecuri cu calități deosebite.
În figura 9 este prezentat schematic un amestecător cu tăvălugi. Amestecarea componentelor introduse în cuva 1 se produce sub acțiunea combinată a tăvălugilor 2 ( presare + frotare = a se freca, a veni în contact-DEX) și a plugurilor 3, 4 și 5 (afânare + conducerea amestecului). Antrenarea tăvălugilor este produsă de motorul 6, prin intermediul reductorului 7 și a corpului principal rotitor 8, fixat pe arborele vertical central 9 al amestecătorului. Pe corpul principal 8 sunt fixat plugurile și lagărele pârgjiilor 10, ce permit ridicarea tăvălugilor. Pe pârghiile 10 se montează axele de rotație ale tăvălugilor și dispozitivul 11 de reglare a distanței „h” dintre tăvălug și partea de jos a cuvei. Evacuarea amestecului de formare sau de miez preparat se face prin două uși 12 amplasate în partea de jos a cuvei.
48 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
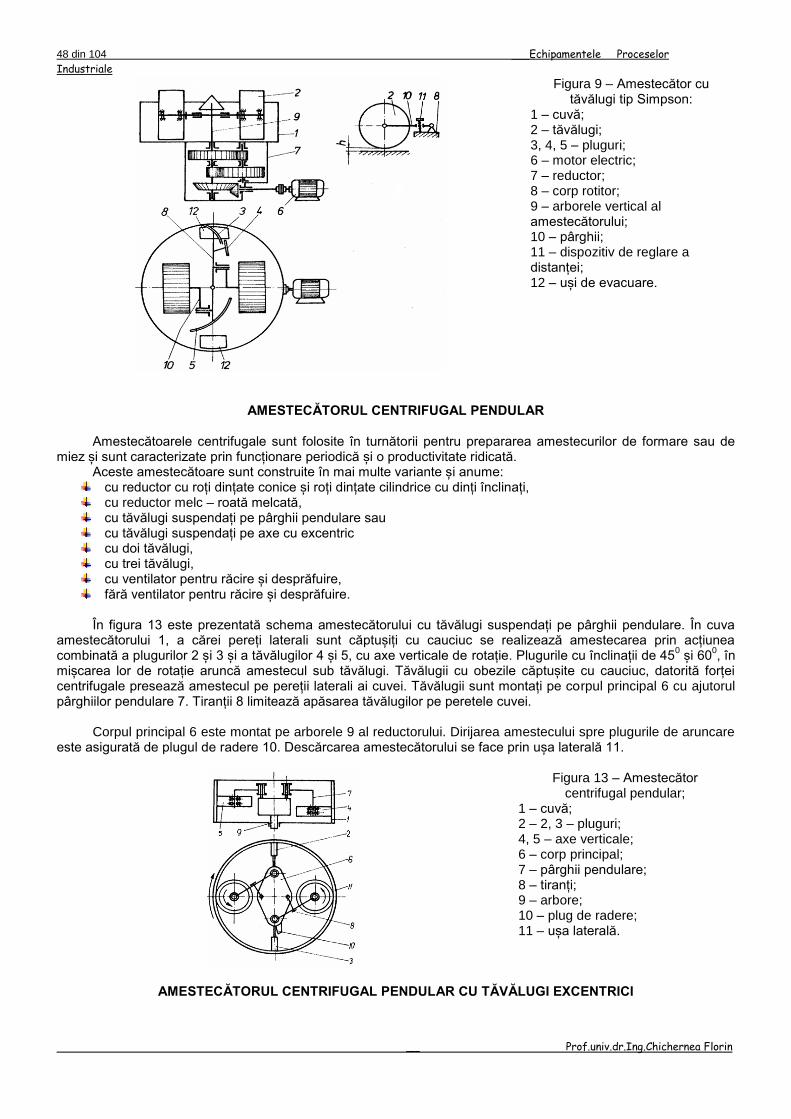
Figura 9 – Amestecător cu tăvălugi tip Simpson:
1 – cuvă; 2 – tăvălugi; 3, 4, 5 – pluguri; 6 – motor electric; 7 – reductor; 8 – corp rotitor; 9 – arborele vertical al amestecătorului; 10 – pârghii; 11 – dispozitiv de reglare a distanței; 12 – uși de evacuare.
AMESTECĂTORUL CENTRIFUGAL PENDULAR
Amestecătoarele centrifugale sunt folosite în turnătorii pentru prepararea amestecurilor de formare sau de miez și sunt caracterizate prin funcționare periodică și o productivitate ridicată.
Aceste amestecătoare sunt construite în mai multe variante și anume: cu reductor cu roți dințate conice și roți dințate cilindrice cu dinți înclinați, cu reductor melc – roată melcată, cu tăvălugi suspendați pe pârghii pendulare sau cu tăvălugi suspendați pe axe cu excentric cu doi tăvălugi, cu trei tăvălugi, cu ventilator pentru răcire și desprăfuire, fără ventilator pentru răcire și desprăfuire. În figura 13 este prezentată schema amestecătorului cu tăvălugi suspendați pe pârghii pendulare. În cuva
amestecătorului 1, a cărei pereți laterali sunt căptușiți cu cauciuc se realizează amestecarea prin acțiunea combinată a plugurilor 2 și 3 și a tăvălugilor 4 și 5, cu axe verticale de rotație. Plugurile cu înclinații de 45
0 și 60
0, în
mișcarea lor de rotație aruncă amestecul sub tăvălugi. Tăvălugii cu obezile căptușite cu cauciuc, datorită forței centrifugale presează amestecul pe pereții laterali ai cuvei. Tăvălugii sunt montați pe corpul principal 6 cu ajutorul pârghiilor pendulare 7. Tiranții 8 limitează apăsarea tăvălugilor pe peretele cuvei.
Corpul principal 6 este montat pe arborele 9 al reductorului. Dirijarea amestecului spre plugurile de aruncare
este asigurată de plugul de radere 10. Descărcarea amestecătorului se face prin ușa laterală 11.
Figura 13 – Amestecător centrifugal pendular;
1 – cuvă; 2 – 2, 3 – pluguri; 4, 5 – axe verticale; 6 – corp principal; 7 – pârghii pendulare; 8 – tiranți; 9 – arbore; 10 – plug de radere; 11 – ușa laterală.
AMESTECĂTORUL CENTRIFUGAL PENDULAR CU TĂVĂLUGI EXCENTRICI
49 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
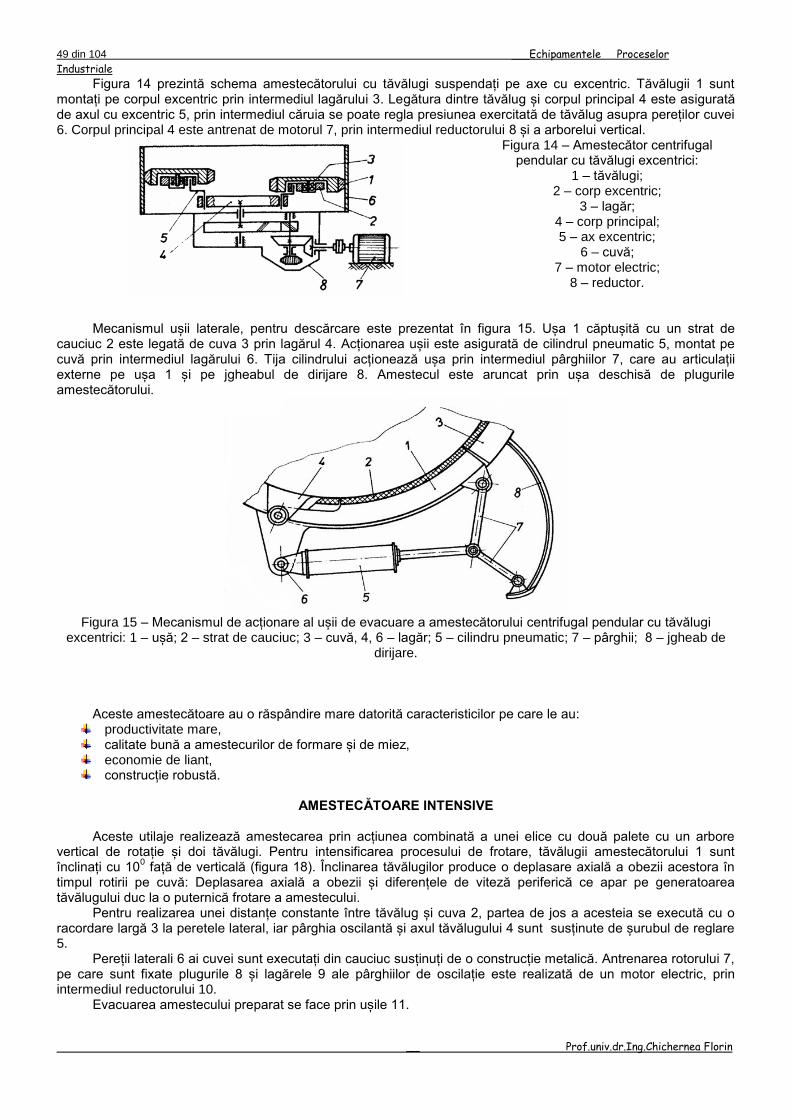
Figura 14 prezintă schema amestecătorului cu tăvălugi suspendați pe axe cu excentric. Tăvălugii 1 sunt montați pe corpul excentric prin intermediul lagărului 3. Legătura dintre tăvălug și corpul principal 4 este asigurată de axul cu excentric 5, prin intermediul căruia se poate regla presiunea exercitată de tăvălug asupra pereților cuvei 6. Corpul principal 4 este antrenat de motorul 7, prin intermediul reductorului 8 și a arborelui vertical.
Figura 14 – Amestecător centrifugal pendular cu tăvălugi excentrici:
1 – tăvălugi; 2 – corp excentric;
3 – lagăr; 4 – corp principal; 5 – ax excentric;
6 – cuvă; 7 – motor electric;
8 – reductor.
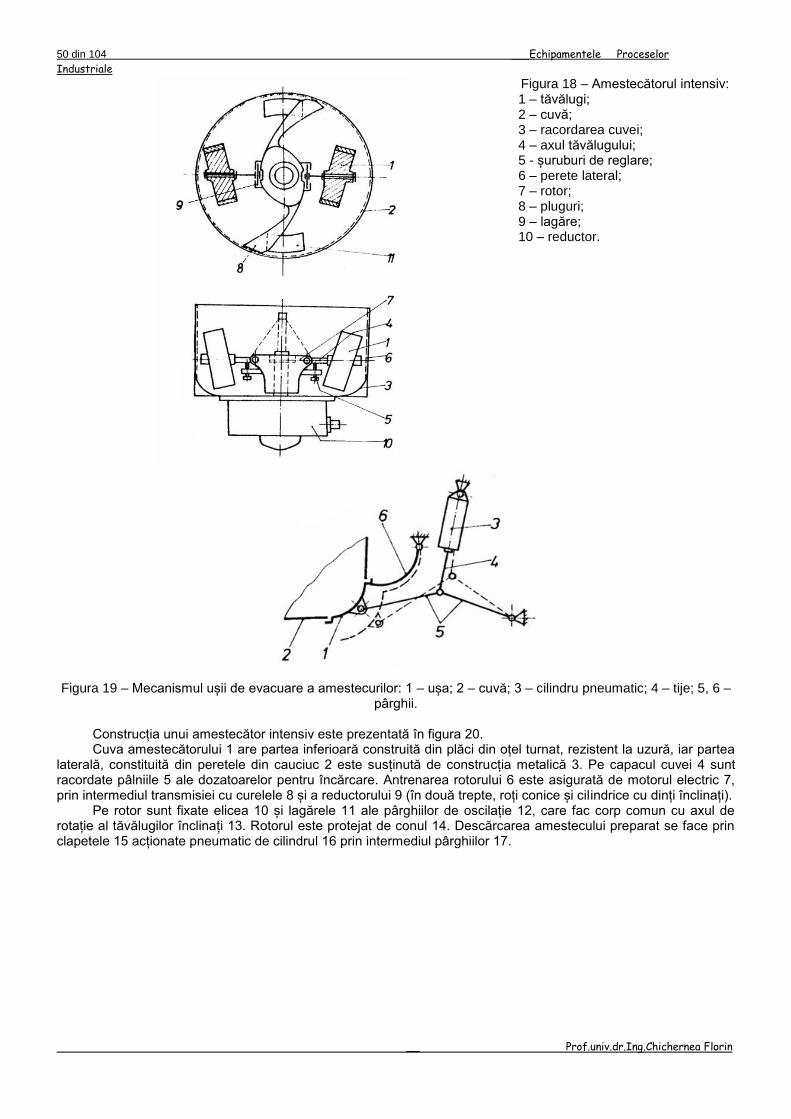
Mecanismul ușii laterale, pentru descărcare este prezentat în figura 15. Ușa 1 căptușită cu un strat de
cauciuc 2 este legată de cuva 3 prin lagărul 4. Acționarea ușii este asigurată de cilindrul pneumatic 5, montat pe cuvă prin intermediul lagărului 6. Tija cilindrului acționează ușa prin intermediul pârghiilor 7, care au articulații externe pe ușa 1 și pe jgheabul de dirijare 8. Amestecul este aruncat prin ușa deschisă de plugurile amestecătorului.
Figura 15 – Mecanismul de acționare al ușii de evacuare a amestecătorului centrifugal pendular cu tăvălugi
excentrici: 1 – ușă; 2 – strat de cauciuc; 3 – cuvă, 4, 6 – lagăr; 5 – cilindru pneumatic; 7 – pârghii; 8 – jgheab de dirijare.
Aceste amestecătoare au o răspândire mare datorită caracteristicilor pe care le au: productivitate mare, calitate bună a amestecurilor de formare și de miez, economie de liant, construcție robustă.
AMESTECĂTOARE INTENSIVE
Aceste utilaje realizează amestecarea prin acțiunea combinată a unei elice cu două palete cu un arbore
vertical de rotație și doi tăvălugi. Pentru intensificarea procesului de frotare, tăvălugii amestecătorului 1 sunt înclinați cu 10
0 față de verticală (figura 18). Înclinarea tăvălugilor produce o deplasare axială a obezii acestora în
timpul rotirii pe cuvă: Deplasarea axială a obezii și diferențele de viteză periferică ce apar pe generatoarea tăvălugului duc la o puternică frotare a amestecului.
Pentru realizarea unei distanțe constante între tăvălug și cuva 2, partea de jos a acesteia se execută cu o racordare largă 3 la peretele lateral, iar pârghia oscilantă și axul tăvălugului 4 sunt susținute de șurubul de reglare 5.
Pereții laterali 6 ai cuvei sunt executați din cauciuc susținuți de o construcție metalică. Antrenarea rotorului 7, pe care sunt fixate plugurile 8 și lagărele 9 ale pârghiilor de oscilație este realizată de un motor electric, prin intermediul reductorului 10.
Evacuarea amestecului preparat se face prin ușile 11.
50 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 18 – Amestecătorul intensiv: 1 – tăvălugi; 2 – cuvă; 3 – racordarea cuvei; 4 – axul tăvălugului; 5 - șuruburi de reglare; 6 – perete lateral; 7 – rotor; 8 – pluguri; 9 – lagăre; 10 – reductor.
Figura 19 – Mecanismul ușii de evacuare a amestecurilor: 1 – ușa; 2 – cuvă; 3 – cilindru pneumatic; 4 – tije; 5, 6 –
pârghii.
Construcția unui amestecător intensiv este prezentată în figura 20. Cuva amestecătorului 1 are partea inferioară construită din plăci din oțel turnat, rezistent la uzură, iar partea
laterală, constituită din peretele din cauciuc 2 este susținută de construcția metalică 3. Pe capacul cuvei 4 sunt racordate pâlniile 5 ale dozatoarelor pentru încărcare. Antrenarea rotorului 6 este asigurată de motorul electric 7, prin intermediul transmisiei cu curelele 8 și a reductorului 9 (în două trepte, roți conice și cilindrice cu dinți înclinați).
Pe rotor sunt fixate elicea 10 și lagărele 11 ale pârghiilor de oscilație 12, care fac corp comun cu axul de rotație al tăvălugilor înclinați 13. Rotorul este protejat de conul 14. Descărcarea amestecului preparat se face prin clapetele 15 acționate pneumatic de cilindrul 16 prin intermediul pârghiilor 17.
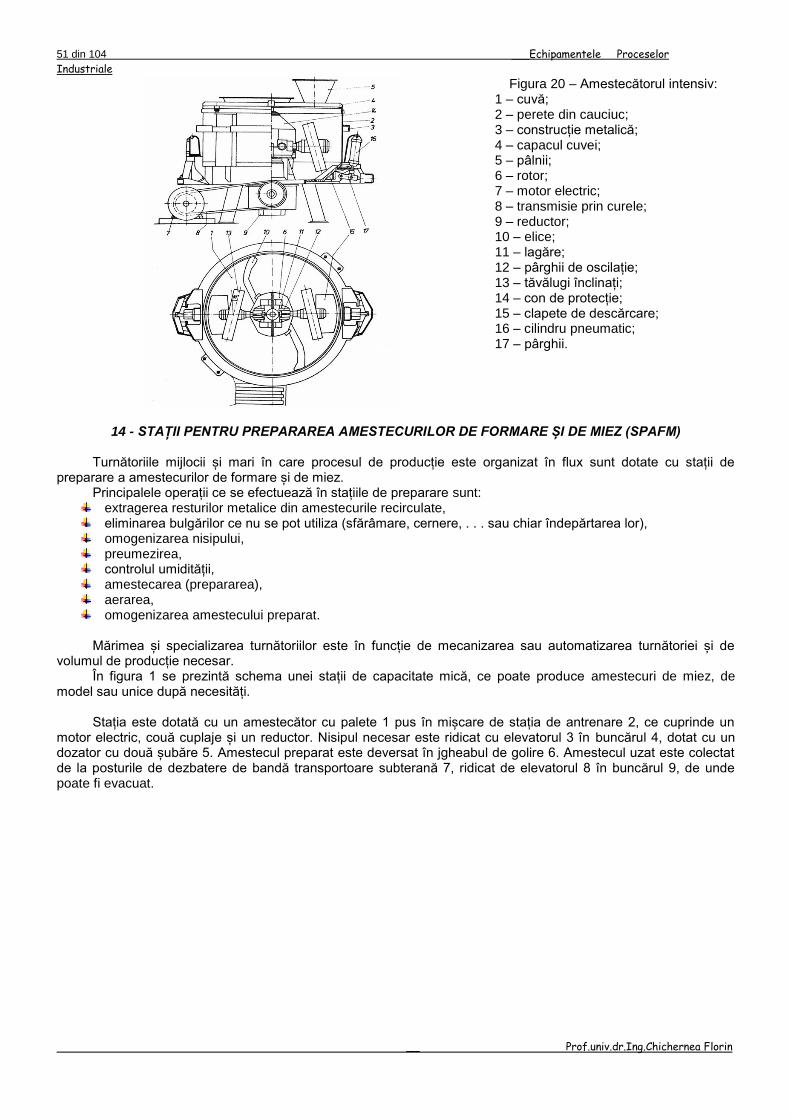
51 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 20 – Amestecătorul intensiv: 1 – cuvă; 2 – perete din cauciuc; 3 – construcție metalică; 4 – capacul cuvei; 5 – pâlnii; 6 – rotor; 7 – motor electric; 8 – transmisie prin curele; 9 – reductor; 10 – elice; 11 – lagăre; 12 – pârghii de oscilație; 13 – tăvălugi înclinați; 14 – con de protecție; 15 – clapete de descărcare; 16 – cilindru pneumatic; 17 – pârghii.
14 - STAȚII PENTRU PREPARAREA AMESTECURILOR DE FORMARE ȘI DE MIEZ (SPAFM)
Turnătoriile mijlocii și mari în care procesul de producție este organizat în flux sunt dotate cu stații de
preparare a amestecurilor de formare și de miez. Principalele operații ce se efectuează în stațiile de preparare sunt: extragerea resturilor metalice din amestecurile recirculate, eliminarea bulgărilor ce nu se pot utiliza (sfărâmare, cernere, . . . sau chiar îndepărtarea lor), omogenizarea nisipului, preumezirea, controlul umidității, amestecarea (prepararea), aerarea, omogenizarea amestecului preparat. Mărimea și specializarea turnătoriilor este în funcție de mecanizarea sau automatizarea turnătoriei și de
volumul de producție necesar. În figura 1 se prezintă schema unei stații de capacitate mică, ce poate produce amestecuri de miez, de
model sau unice după necesități. Stația este dotată cu un amestecător cu palete 1 pus în mișcare de stația de antrenare 2, ce cuprinde un
motor electric, couă cuplaje și un reductor. Nisipul necesar este ridicat cu elevatorul 3 în buncărul 4, dotat cu un dozator cu două șubăre 5. Amestecul preparat este deversat în jgheabul de golire 6. Amestecul uzat este colectat de la posturile de dezbatere de bandă transportoare subterană 7, ridicat de elevatorul 8 în buncărul 9, de unde poate fi evacuat.
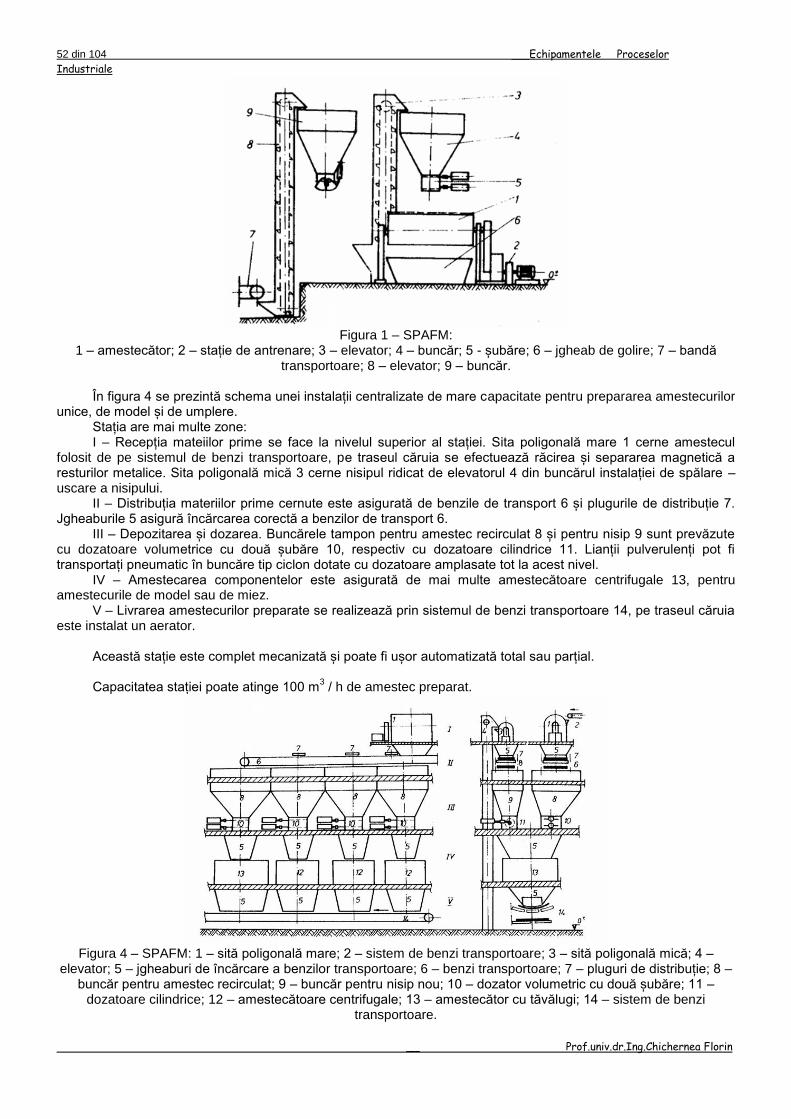
52 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 1 – SPAFM:
1 – amestecător; 2 – stație de antrenare; 3 – elevator; 4 – buncăr; 5 - șubăre; 6 – jgheab de golire; 7 – bandă transportoare; 8 – elevator; 9 – buncăr.
În figura 4 se prezintă schema unei instalații centralizate de mare capacitate pentru prepararea amestecurilor
unice, de model și de umplere. Stația are mai multe zone: I – Recepția mateiilor prime se face la nivelul superior al stației. Sita poligonală mare 1 cerne amestecul
folosit de pe sistemul de benzi transportoare, pe traseul căruia se efectuează răcirea și separarea magnetică a resturilor metalice. Sita poligonală mică 3 cerne nisipul ridicat de elevatorul 4 din buncărul instalației de spălare – uscare a nisipului.
II – Distribuția materiilor prime cernute este asigurată de benzile de transport 6 și plugurile de distribuție 7. Jgheaburile 5 asigură încărcarea corectă a benzilor de transport 6.
III – Depozitarea și dozarea. Buncărele tampon pentru amestec recirculat 8 și pentru nisip 9 sunt prevăzute cu dozatoare volumetrice cu două șubăre 10, respectiv cu dozatoare cilindrice 11. Lianții pulverulenți pot fi transportați pneumatic în buncăre tip ciclon dotate cu dozatoare amplasate tot la acest nivel.
IV – Amestecarea componentelor este asigurată de mai multe amestecătoare centrifugale 13, pentru amestecurile de model sau de miez.
V – Livrarea amestecurilor preparate se realizează prin sistemul de benzi transportoare 14, pe traseul căruia este instalat un aerator.
Această stație este complet mecanizată și poate fi ușor automatizată total sau parțial. Capacitatea stației poate atinge 100 m
3 / h de amestec preparat.
Figura 4 – SPAFM: 1 – sită poligonală mare; 2 – sistem de benzi transportoare; 3 – sită poligonală mică; 4 –
elevator; 5 – jgheaburi de încărcare a benzilor transportoare; 6 – benzi transportoare; 7 – pluguri de distribuție; 8 – buncăr pentru amestec recirculat; 9 – buncăr pentru nisip nou; 10 – dozator volumetric cu două șubăre; 11 –
dozatoare cilindrice; 12 – amestecătoare centrifugale; 13 – amestecător cu tăvălugi; 14 – sistem de benzi transportoare.
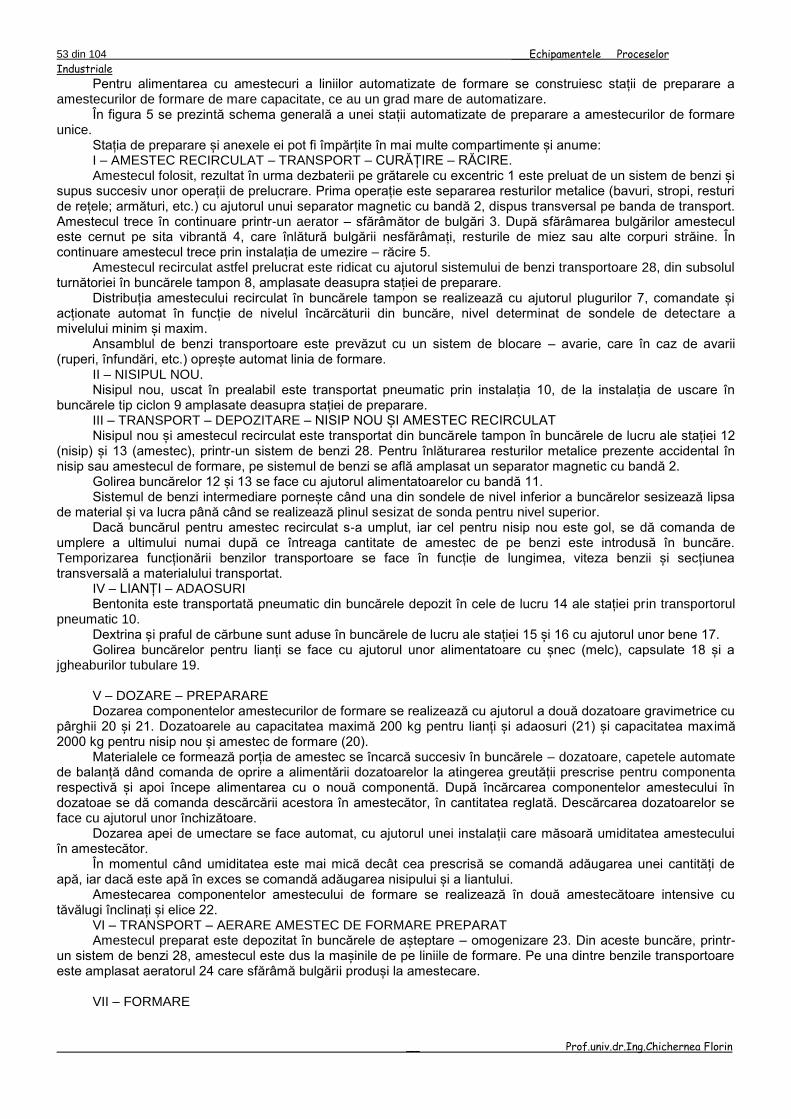
53 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Pentru alimentarea cu amestecuri a liniilor automatizate de formare se construiesc stații de preparare a amestecurilor de formare de mare capacitate, ce au un grad mare de automatizare.
În figura 5 se prezintă schema generală a unei stații automatizate de preparare a amestecurilor de formare unice.
Stația de preparare și anexele ei pot fi împărțite în mai multe compartimente și anume: I – AMESTEC RECIRCULAT – TRANSPORT – CURĂȚIRE – RĂCIRE. Amestecul folosit, rezultat în urma dezbaterii pe grătarele cu excentric 1 este preluat de un sistem de benzi și
supus succesiv unor operații de prelucrare. Prima operație este separarea resturilor metalice (bavuri, stropi, resturi de rețele; armături, etc.) cu ajutorul unui separator magnetic cu bandă 2, dispus transversal pe banda de transport. Amestecul trece în continuare printr-un aerator – sfărâmător de bulgări 3. După sfărâmarea bulgărilor amestecul este cernut pe sita vibrantă 4, care înlătură bulgării nesfărâmați, resturile de miez sau alte corpuri străine. În continuare amestecul trece prin instalația de umezire – răcire 5.
Amestecul recirculat astfel prelucrat este ridicat cu ajutorul sistemului de benzi transportoare 28, din subsolul turnătoriei în buncărele tampon 8, amplasate deasupra stației de preparare.
Distribuția amestecului recirculat în buncărele tampon se realizează cu ajutorul plugurilor 7, comandate și acționate automat în funcție de nivelul încărcăturii din buncăre, nivel determinat de sondele de detectare a mivelului minim și maxim.
Ansamblul de benzi transportoare este prevăzut cu un sistem de blocare – avarie, care în caz de avarii (ruperi, înfundări, etc.) oprește automat linia de formare.
II – NISIPUL NOU. Nisipul nou, uscat în prealabil este transportat pneumatic prin instalația 10, de la instalația de uscare în
buncărele tip ciclon 9 amplasate deasupra stației de preparare. III – TRANSPORT – DEPOZITARE – NISIP NOU ȘI AMESTEC RECIRCULAT Nisipul nou și amestecul recirculat este transportat din buncărele tampon în buncărele de lucru ale stației 12
(nisip) și 13 (amestec), printr-un sistem de benzi 28. Pentru înlăturarea resturilor metalice prezente accidental în nisip sau amestecul de formare, pe sistemul de benzi se află amplasat un separator magnetic cu bandă 2.
Golirea buncărelor 12 și 13 se face cu ajutorul alimentatoarelor cu bandă 11. Sistemul de benzi intermediare pornește când una din sondele de nivel inferior a buncărelor sesizează lipsa
de material și va lucra până când se realizează plinul sesizat de sonda pentru nivel superior. Dacă buncărul pentru amestec recirculat s-a umplut, iar cel pentru nisip nou este gol, se dă comanda de
umplere a ultimului numai după ce întreaga cantitate de amestec de pe benzi este introdusă în buncăre. Temporizarea funcționării benzilor transportoare se face în funcție de lungimea, viteza benzii și secțiunea transversală a materialului transportat.
IV – LIANȚI – ADAOSURI Bentonita este transportată pneumatic din buncărele depozit în cele de lucru 14 ale stației prin transportorul
pneumatic 10. Dextrina și praful de cărbune sunt aduse în buncărele de lucru ale stației 15 și 16 cu ajutorul unor bene 17. Golirea buncărelor pentru lianți se face cu ajutorul unor alimentatoare cu șnec (melc), capsulate 18 și a
jgheaburilor tubulare 19. V – DOZARE – PREPARARE Dozarea componentelor amestecurilor de formare se realizează cu ajutorul a două dozatoare gravimetrice cu
pârghii 20 și 21. Dozatoarele au capacitatea maximă 200 kg pentru lianți și adaosuri (21) și capacitatea maximă 2000 kg pentru nisip nou și amestec de formare (20).
Materialele ce formează porția de amestec se încarcă succesiv în buncărele – dozatoare, capetele automate de balanță dând comanda de oprire a alimentării dozatoarelor la atingerea greutății prescrise pentru componenta respectivă și apoi începe alimentarea cu o nouă componentă. După încărcarea componentelor amestecului în dozatoae se dă comanda descărcării acestora în amestecător, în cantitatea reglată. Descărcarea dozatoarelor se face cu ajutorul unor închizătoare.
Dozarea apei de umectare se face automat, cu ajutorul unei instalații care măsoară umiditatea amestecului în amestecător.
În momentul când umiditatea este mai mică decât cea prescrisă se comandă adăugarea unei cantități de apă, iar dacă este apă în exces se comandă adăugarea nisipului și a liantului.
Amestecarea componentelor amestecului de formare se realizează în două amestecătoare intensive cu tăvălugi înclinați și elice 22.
VI – TRANSPORT – AERARE AMESTEC DE FORMARE PREPARAT Amestecul preparat este depozitat în buncărele de așteptare – omogenizare 23. Din aceste buncăre, printr-
un sistem de benzi 28, amestecul este dus la mașinile de pe liniile de formare. Pe una dintre benzile transportoare este amplasat aeratorul 24 care sfărâmă bulgării produși la amestecare.
VII – FORMARE
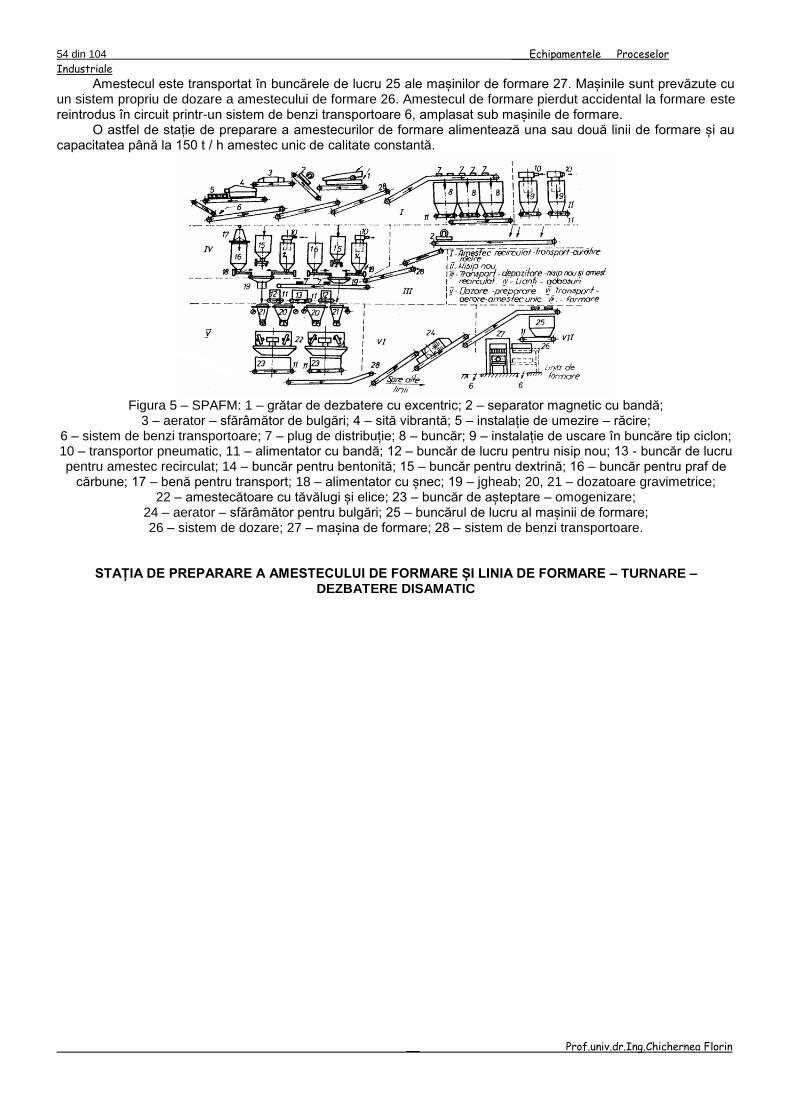
54 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Amestecul este transportat în buncărele de lucru 25 ale mașinilor de formare 27. Mașinile sunt prevăzute cu un sistem propriu de dozare a amestecului de formare 26. Amestecul de formare pierdut accidental la formare este reintrodus în circuit printr-un sistem de benzi transportoare 6, amplasat sub mașinile de formare.
O astfel de stație de preparare a amestecurilor de formare alimentează una sau două linii de formare și au capacitatea până la 150 t / h amestec unic de calitate constantă.
Figura 5 – SPAFM: 1 – grătar de dezbatere cu excentric; 2 – separator magnetic cu bandă;
3 – aerator – sfărâmător de bulgări; 4 – sită vibrantă; 5 – instalație de umezire – răcire; 6 – sistem de benzi transportoare; 7 – plug de distribuție; 8 – buncăr; 9 – instalație de uscare în buncăre tip ciclon; 10 – transportor pneumatic, 11 – alimentator cu bandă; 12 – buncăr de lucru pentru nisip nou; 13 - buncăr de lucru pentru amestec recirculat; 14 – buncăr pentru bentonită; 15 – buncăr pentru dextrină; 16 – buncăr pentru praf de
cărbune; 17 – benă pentru transport; 18 – alimentator cu șnec; 19 – jgheab; 20, 21 – dozatoare gravimetrice; 22 – amestecătoare cu tăvălugi și elice; 23 – buncăr de așteptare – omogenizare;
24 – aerator – sfărâmător pentru bulgări; 25 – buncărul de lucru al mașinii de formare; 26 – sistem de dozare; 27 – mașina de formare; 28 – sistem de benzi transportoare.
STAȚIA DE PREPARARE A AMESTECULUI DE FORMARE ȘI LINIA DE FORMARE – TURNARE – DEZBATERE DISAMATIC
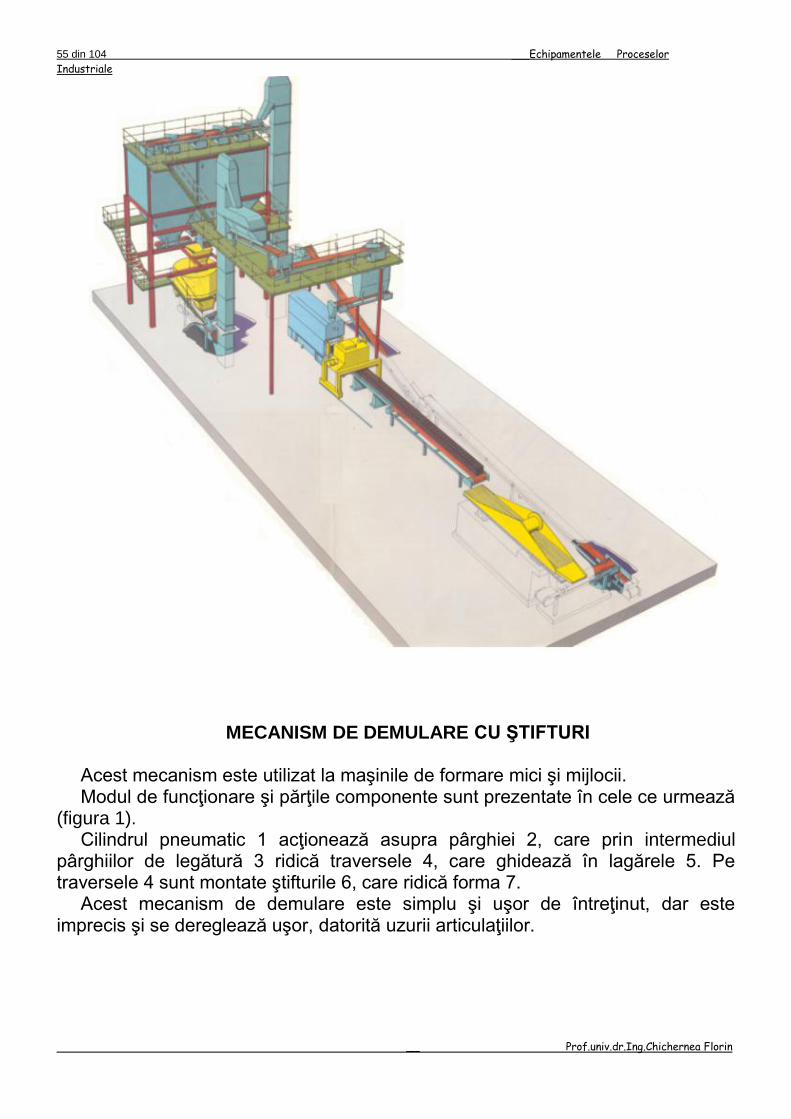
55 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
MECANISM DE DEMULARE CU ŞTIFTURI
Acest mecanism este utilizat la maşinile de formare mici şi mijlocii. Modul de funcţionare şi părţile componente sunt prezentate în cele ce urmează
(figura 1). Cilindrul pneumatic 1 acţionează asupra pârghiei 2, care prin intermediul
pârghiilor de legătură 3 ridică traversele 4, care ghidează în lagărele 5. Pe traversele 4 sunt montate ştifturile 6, care ridică forma 7.
Acest mecanism de demulare este simplu şi uşor de întreţinut, dar este imprecis şi se dereglează uşor, datorită uzurii articulaţiilor.
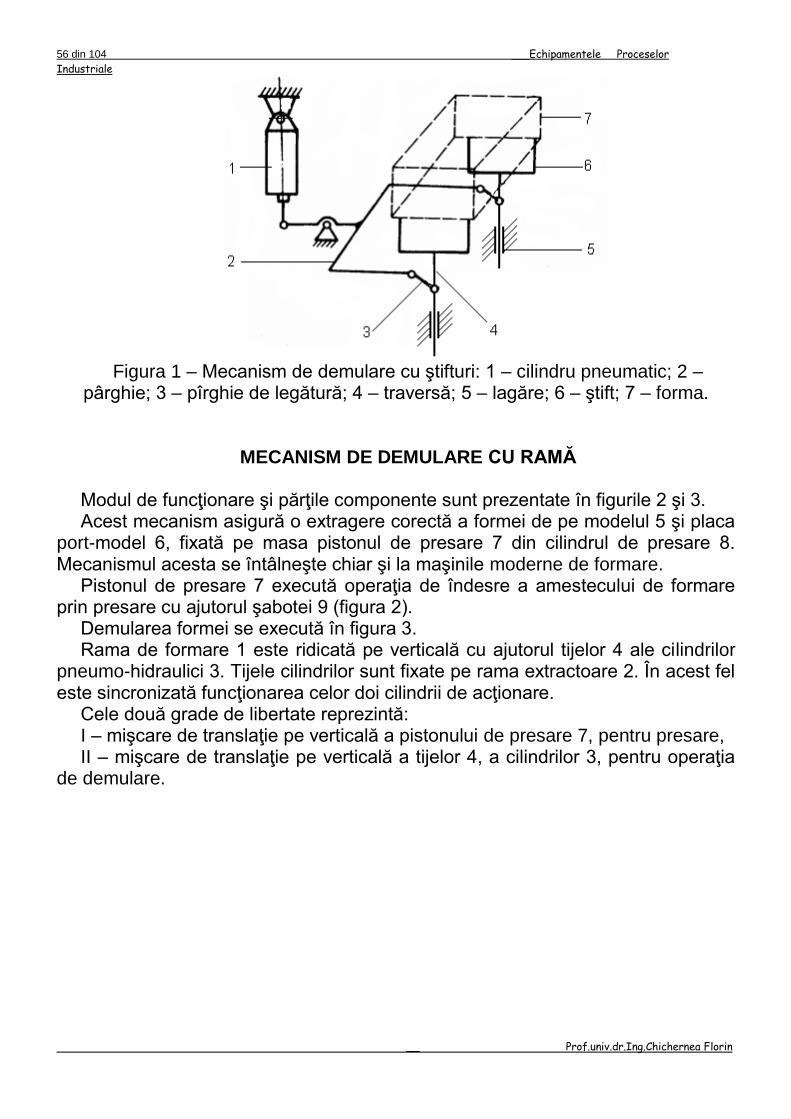
56 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 1 – Mecanism de demulare cu ştifturi: 1 – cilindru pneumatic; 2 –
pârghie; 3 – pîrghie de legătură; 4 – traversă; 5 – lagăre; 6 – ştift; 7 – forma.
MECANISM DE DEMULARE CU RAMĂ Modul de funcţionare şi părţile componente sunt prezentate în figurile 2 şi 3. Acest mecanism asigură o extragere corectă a formei de pe modelul 5 şi placa
port-model 6, fixată pe masa pistonul de presare 7 din cilindrul de presare 8. Mecanismul acesta se întâlneşte chiar şi la maşinile moderne de formare.
Pistonul de presare 7 execută operaţia de îndesre a amestecului de formare prin presare cu ajutorul şabotei 9 (figura 2).
Demularea formei se execută în figura 3. Rama de formare 1 este ridicată pe verticală cu ajutorul tijelor 4 ale cilindrilor
pneumo-hidraulici 3. Tijele cilindrilor sunt fixate pe rama extractoare 2. În acest fel este sincronizată funcţionarea celor doi cilindrii de acţionare.
Cele două grade de libertate reprezintă: I – mişcare de translaţie pe verticală a pistonului de presare 7, pentru presare, II – mişcare de translaţie pe verticală a tijelor 4, a cilindrilor 3, pentru operaţia
de demulare.
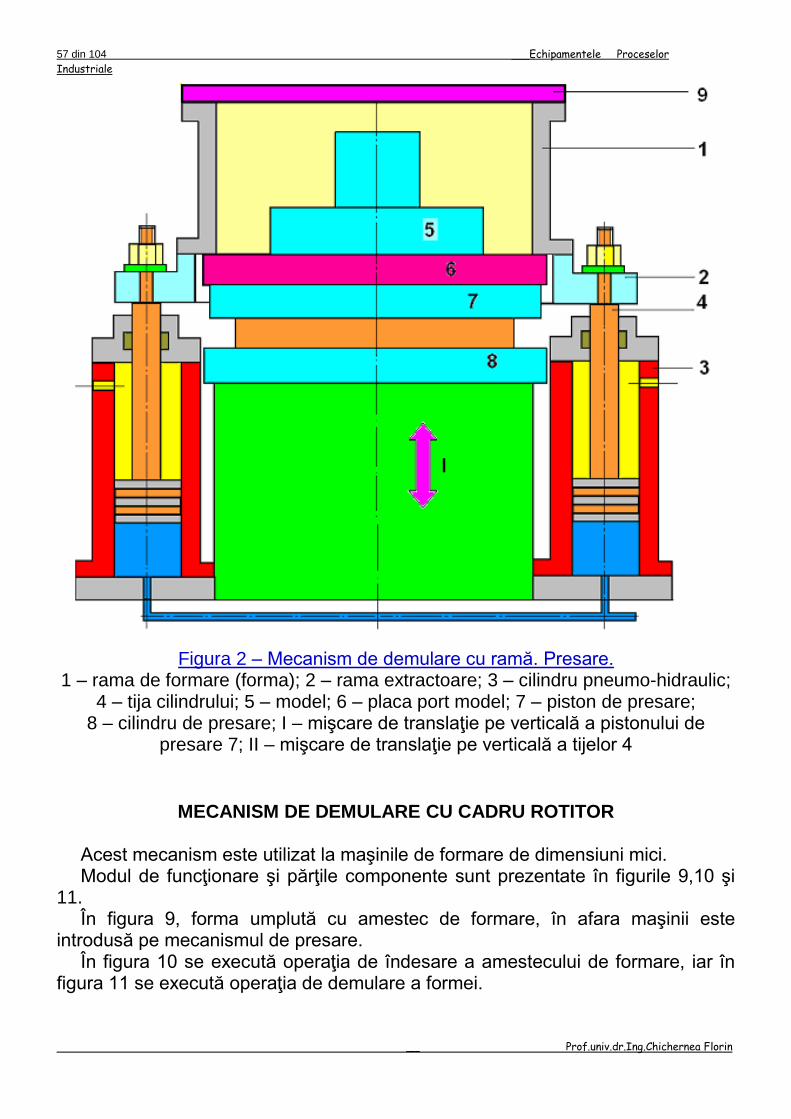
57 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 2 – Mecanism de demulare cu ramă. Presare.
1 – rama de formare (forma); 2 – rama extractoare; 3 – cilindru pneumo-hidraulic; 4 – tija cilindrului; 5 – model; 6 – placa port model; 7 – piston de presare;
8 – cilindru de presare; I – mişcare de translaţie pe verticală a pistonului de presare 7; II – mişcare de translaţie pe verticală a tijelor 4
MECANISM DE DEMULARE CU CADRU ROTITOR
Acest mecanism este utilizat la maşinile de formare de dimensiuni mici. Modul de funcţionare şi părţile componente sunt prezentate în figurile 9,10 şi
11. În figura 9, forma umplută cu amestec de formare, în afara maşinii este
introdusă pe mecanismul de presare. În figura 10 se execută operaţia de îndesare a amestecului de formare, iar în
figura 11 se execută operaţia de demulare a formei.
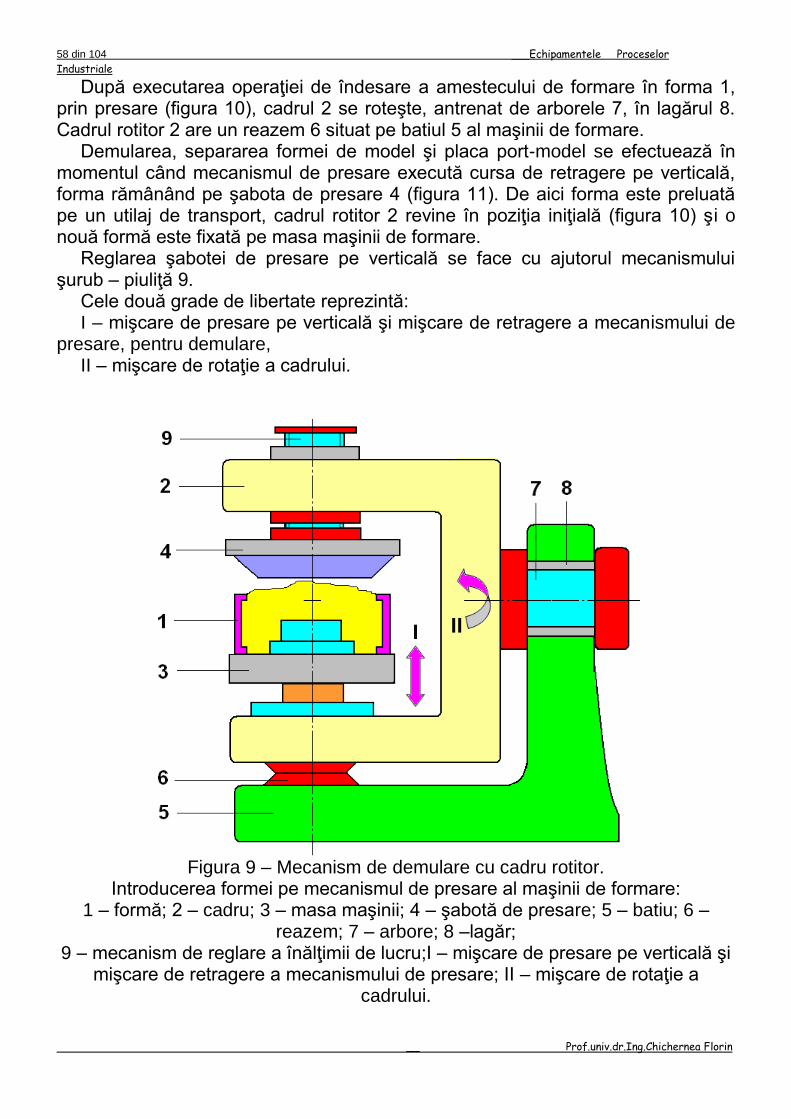
58 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
După executarea operaţiei de îndesare a amestecului de formare în forma 1, prin presare (figura 10), cadrul 2 se roteşte, antrenat de arborele 7, în lagărul 8. Cadrul rotitor 2 are un reazem 6 situat pe batiul 5 al maşinii de formare.
Demularea, separarea formei de model şi placa port-model se efectuează în momentul când mecanismul de presare execută cursa de retragere pe verticală, forma rămânând pe şabota de presare 4 (figura 11). De aici forma este preluată pe un utilaj de transport, cadrul rotitor 2 revine în poziţia iniţială (figura 10) şi o nouă formă este fixată pe masa maşinii de formare.
Reglarea şabotei de presare pe verticală se face cu ajutorul mecanismului şurub – piuliţă 9.
Cele două grade de libertate reprezintă: I – mişcare de presare pe verticală şi mişcare de retragere a mecanismului de
presare, pentru demulare, II – mişcare de rotaţie a cadrului.
Figura 9 – Mecanism de demulare cu cadru rotitor.
Introducerea formei pe mecanismul de presare al maşinii de formare: 1 – formă; 2 – cadru; 3 – masa maşinii; 4 – şabotă de presare; 5 – batiu; 6 –
reazem; 7 – arbore; 8 –lagăr; 9 – mecanism de reglare a înălţimii de lucru;I – mişcare de presare pe verticală şi
mişcare de retragere a mecanismului de presare; II – mişcare de rotaţie a cadrului.
59 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
TRAVERSE DE PRESARE Traversele intră în componenţa maşinilor de formare. Traversele sunt fixe şi mobile, în consolă şi au rolul de a presa amestecul de
formare în formă. Traversele fixe sunt utilizate la maşinile de formare de putere mare, în general
cu batiul construit cu patru coloane. Umplerea formei cu amestec de formare se face în afara spaţiului de lucru.
Traversele mobile, în consolă eliberează spaţiul de lucru de deasupra mesei maşinii de formare pentru a permite umplerea formei cu amestec de formare. După ce forma a fost umplută cu amestec de formare traversa mobilă revine deasupra spaţiului de lucru al maşinii de formare.
În timpul operaţiei de presare traversele sunt fixe. Mecanismul de presare ridică forma spre traverse şi astfel se execută operaţia de îndesare a amestecului de formare prin presare.
Traversele mobile, în consolă sunt utilizate la maşinile de formare mici şi mijlocii.
Funcţiile traverselor de presare sunt următoarele: Funcţii de servici:
FS 1 – asigură îndesarea amestecului de formare, prin presare, FS 2 – asigură mişcări funcţionale, FS 3 – menţine şi protejează ansamblul, FS 4 – asigură degajarea spaţiului de lucru (cele mobile), FS 5 – poartă informaţii FS 6 –
Funcţii de constrângere:
FC 1 – „respectă” forma şi amestecul de formare, FC 2 – asigură protecţia lanţului cinematic, FC 3 – asigură funcţionarea în mediul nociv, FC 4 – asigură securitatea utilizatorului FC 5 – asigură o capacitate de lucru, FC 6 – asigură comanda mecanismelor, FC 7 – asigură asamblarea pe batiul maşinii de formare, FC 8 – asigură reglaje,
Funcţii de estimare:
FE 1 – place utilizatorului, FE 2 – are cost rezonabil.
TRAVERSE ÎN CONSOLĂ
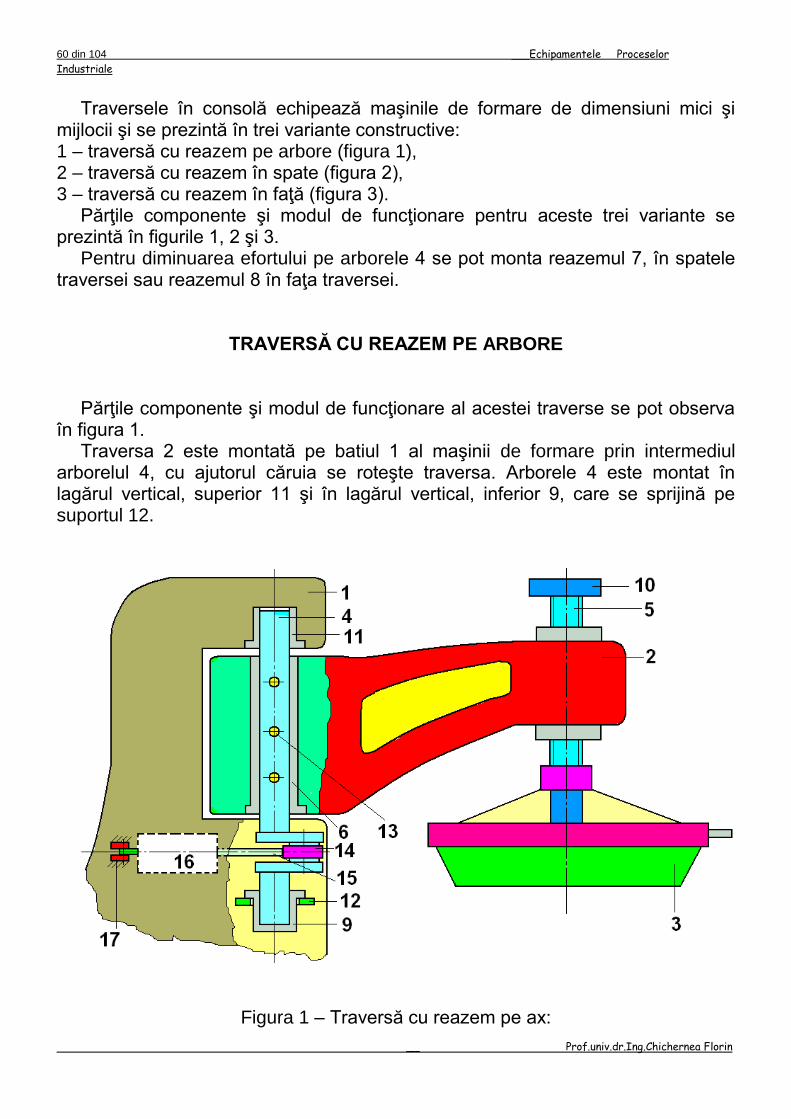
60 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Traversele în consolă echipează maşinile de formare de dimensiuni mici şi
mijlocii şi se prezintă în trei variante constructive: 1 – traversă cu reazem pe arbore (figura 1), 2 – traversă cu reazem în spate (figura 2), 3 – traversă cu reazem în faţă (figura 3).
Părţile componente şi modul de funcţionare pentru aceste trei variante se prezintă în figurile 1, 2 şi 3.
Pentru diminuarea efortului pe arborele 4 se pot monta reazemul 7, în spatele traversei sau reazemul 8 în faţa traversei.
TRAVERSĂ CU REAZEM PE ARBORE
Părţile componente şi modul de funcţionare al acestei traverse se pot observa în figura 1.
Traversa 2 este montată pe batiul 1 al maşinii de formare prin intermediul arborelul 4, cu ajutorul căruia se roteşte traversa. Arborele 4 este montat în lagărul vertical, superior 11 şi în lagărul vertical, inferior 9, care se sprijină pe suportul 12.
Figura 1 – Traversă cu reazem pe ax:
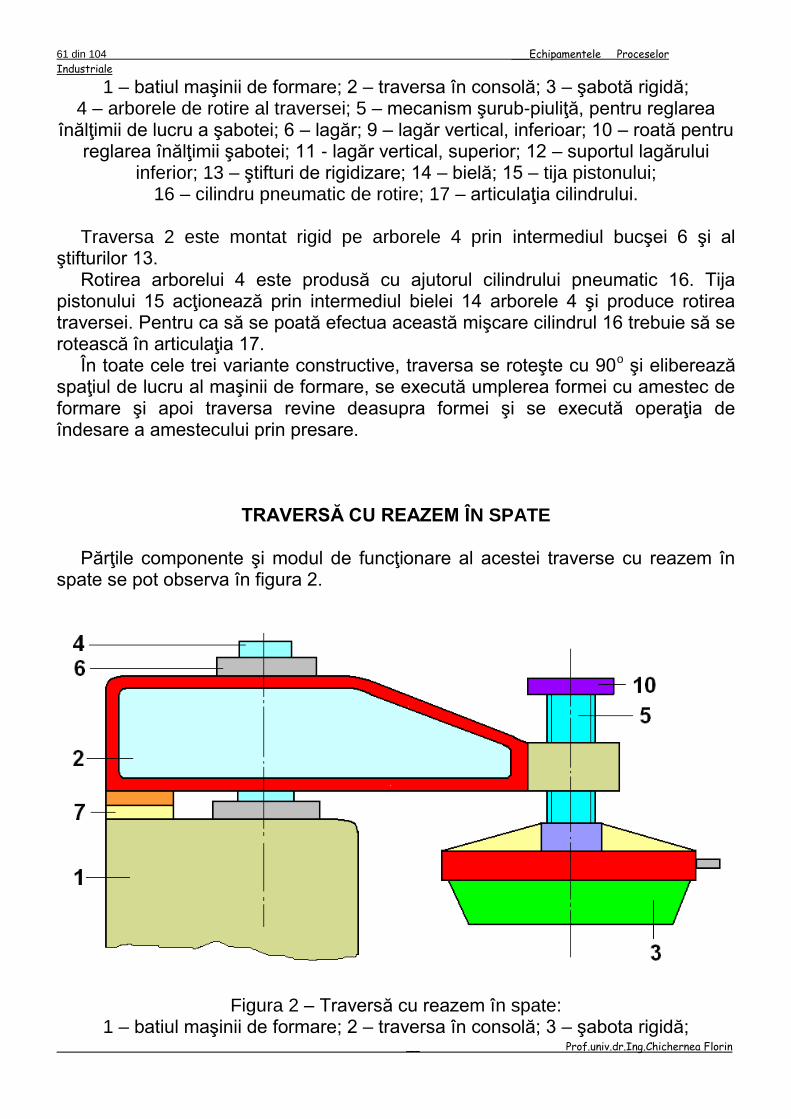
61 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
1 – batiul maşinii de formare; 2 – traversa în consolă; 3 – şabotă rigidă; 4 – arborele de rotire al traversei; 5 – mecanism şurub-piuliţă, pentru reglarea
înălţimii de lucru a şabotei; 6 – lagăr; 9 – lagăr vertical, inferioar; 10 – roată pentru reglarea înălţimii şabotei; 11 - lagăr vertical, superior; 12 – suportul lagărului
inferior; 13 – ştifturi de rigidizare; 14 – bielă; 15 – tija pistonului; 16 – cilindru pneumatic de rotire; 17 – articulaţia cilindrului.
Traversa 2 este montat rigid pe arborele 4 prin intermediul bucşei 6 şi al
ştifturilor 13. Rotirea arborelui 4 este produsă cu ajutorul cilindrului pneumatic 16. Tija
pistonului 15 acţionează prin intermediul bielei 14 arborele 4 şi produce rotirea traversei. Pentru ca să se poată efectua această mişcare cilindrul 16 trebuie să se rotească în articulaţia 17.
În toate cele trei variante constructive, traversa se roteşte cu 90o şi eliberează spaţiul de lucru al maşinii de formare, se execută umplerea formei cu amestec de formare şi apoi traversa revine deasupra formei şi se execută operaţia de îndesare a amestecului prin presare.
TRAVERSĂ CU REAZEM ÎN SPATE
Părţile componente şi modul de funcţionare al acestei traverse cu reazem în
spate se pot observa în figura 2.
Figura 2 – Traversă cu reazem în spate: 1 – batiul maşinii de formare; 2 – traversa în consolă; 3 – şabota rigidă;
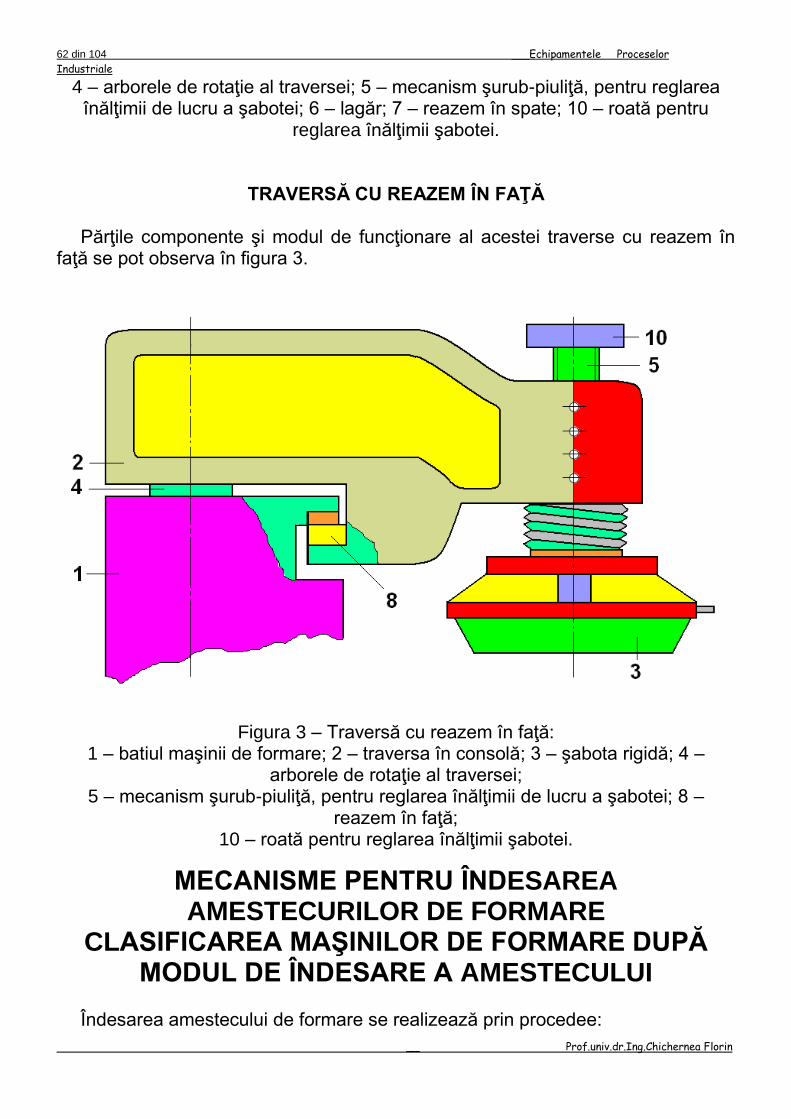
62 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
4 – arborele de rotaţie al traversei; 5 – mecanism şurub-piuliţă, pentru reglarea înălţimii de lucru a şabotei; 6 – lagăr; 7 – reazem în spate; 10 – roată pentru
reglarea înălţimii şabotei.
TRAVERSĂ CU REAZEM ÎN FAŢĂ
Părţile componente şi modul de funcţionare al acestei traverse cu reazem în faţă se pot observa în figura 3.
Figura 3 – Traversă cu reazem în faţă: 1 – batiul maşinii de formare; 2 – traversa în consolă; 3 – şabota rigidă; 4 –
arborele de rotaţie al traversei; 5 – mecanism şurub-piuliţă, pentru reglarea înălţimii de lucru a şabotei; 8 –
reazem în faţă; 10 – roată pentru reglarea înălţimii şabotei.
MECANISME PENTRU ÎNDESAREA AMESTECURILOR DE FORMARE
CLASIFICAREA MAŞINILOR DE FORMARE DUPĂ MODUL DE ÎNDESARE A AMESTECULUI
Îndesarea amestecului de formare se realizează prin procedee:
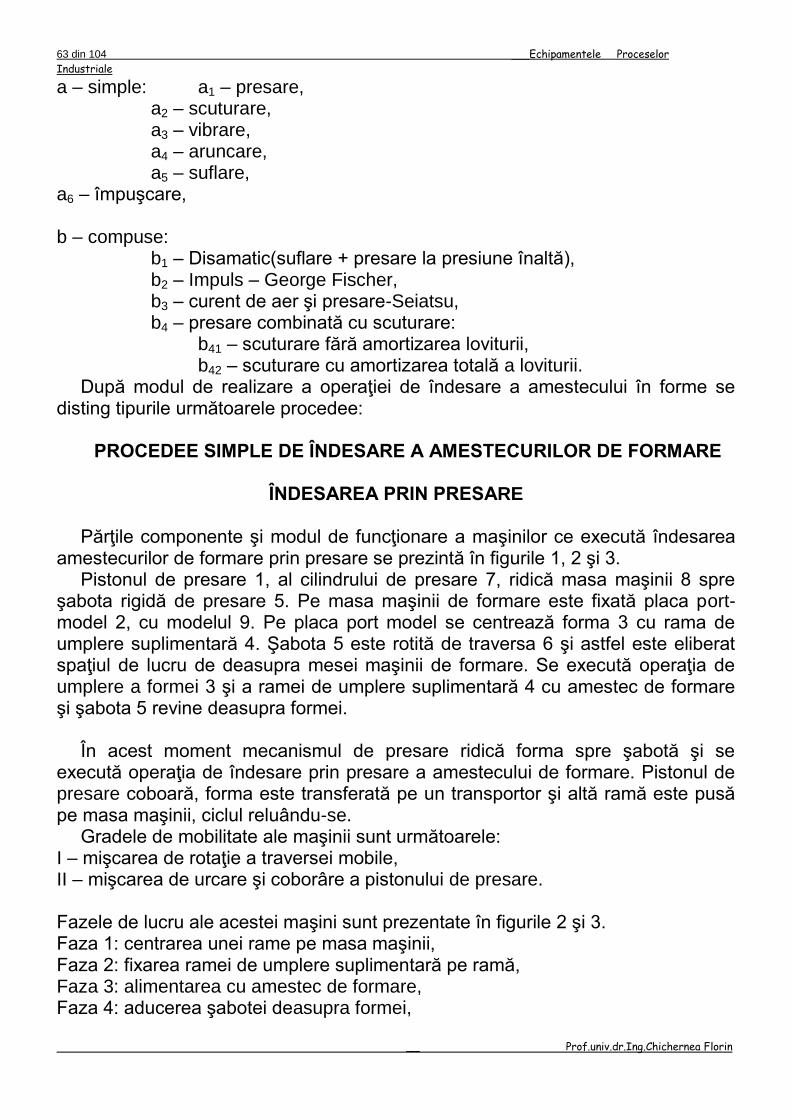
63 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
a – simple: a1 – presare, a2 – scuturare, a3 – vibrare, a4 – aruncare, a5 – suflare,
a6 – împuşcare, b – compuse: b1 – Disamatic(suflare + presare la presiune înaltă), b2 – Impuls – George Fischer, b3 – curent de aer şi presare-Seiatsu, b4 – presare combinată cu scuturare: b41 – scuturare fără amortizarea loviturii, b42 – scuturare cu amortizarea totală a loviturii.
După modul de realizare a operaţiei de îndesare a amestecului în forme se disting tipurile următoarele procedee:
PROCEDEE SIMPLE DE ÎNDESARE A AMESTECURILOR DE FORMARE
ÎNDESAREA PRIN PRESARE
Părţile componente şi modul de funcţionare a maşinilor ce execută îndesarea
amestecurilor de formare prin presare se prezintă în figurile 1, 2 şi 3. Pistonul de presare 1, al cilindrului de presare 7, ridică masa maşinii 8 spre
şabota rigidă de presare 5. Pe masa maşinii de formare este fixată placa port-model 2, cu modelul 9. Pe placa port model se centrează forma 3 cu rama de umplere suplimentară 4. Şabota 5 este rotită de traversa 6 şi astfel este eliberat spaţiul de lucru de deasupra mesei maşinii de formare. Se execută operaţia de umplere a formei 3 şi a ramei de umplere suplimentară 4 cu amestec de formare şi şabota 5 revine deasupra formei.
În acest moment mecanismul de presare ridică forma spre şabotă şi se
execută operaţia de îndesare prin presare a amestecului de formare. Pistonul de presare coboară, forma este transferată pe un transportor şi altă ramă este pusă pe masa maşinii, ciclul reluându-se.
Gradele de mobilitate ale maşinii sunt următoarele: I – mişcarea de rotaţie a traversei mobile, II – mişcarea de urcare şi coborâre a pistonului de presare. Fazele de lucru ale acestei maşini sunt prezentate în figurile 2 şi 3. Faza 1: centrarea unei rame pe masa maşinii, Faza 2: fixarea ramei de umplere suplimentară pe ramă, Faza 3: alimentarea cu amestec de formare, Faza 4: aducerea şabotei deasupra formei,
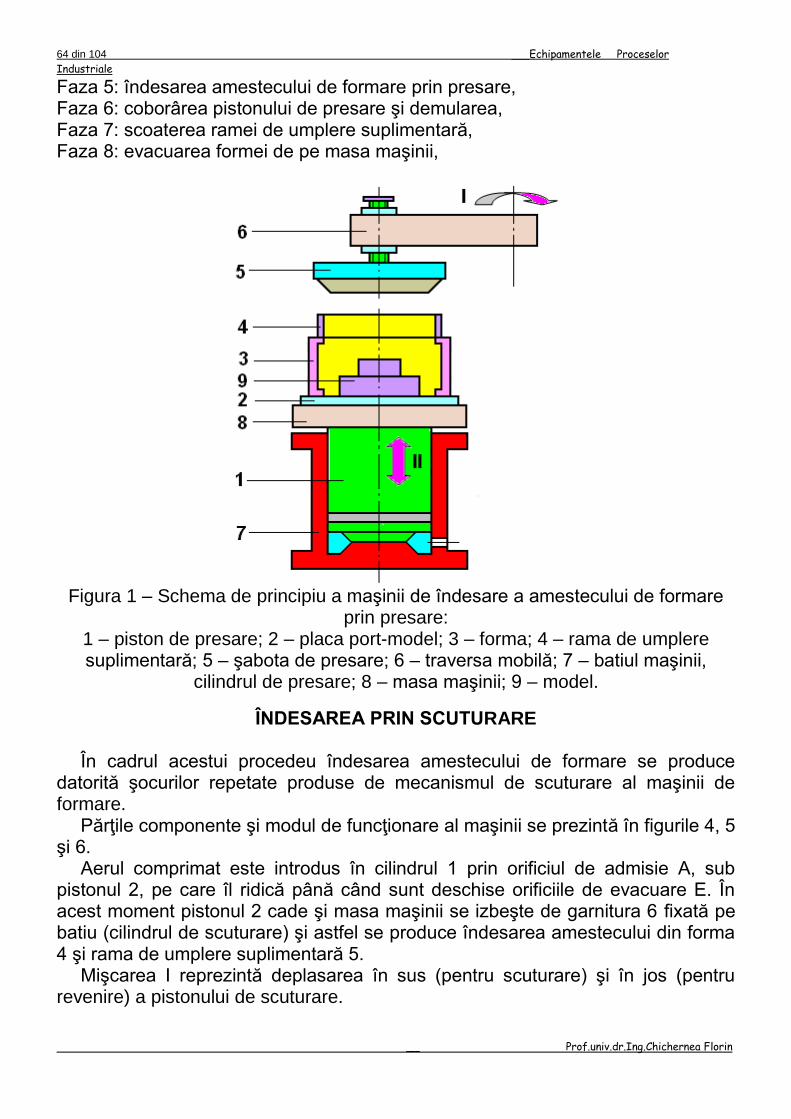
64 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Faza 5: îndesarea amestecului de formare prin presare, Faza 6: coborârea pistonului de presare şi demularea, Faza 7: scoaterea ramei de umplere suplimentară, Faza 8: evacuarea formei de pe masa maşinii,
Figura 1 – Schema de principiu a maşinii de îndesare a amestecului de formare
prin presare: 1 – piston de presare; 2 – placa port-model; 3 – forma; 4 – rama de umplere suplimentară; 5 – şabota de presare; 6 – traversa mobilă; 7 – batiul maşinii,
cilindrul de presare; 8 – masa maşinii; 9 – model.
ÎNDESAREA PRIN SCUTURARE În cadrul acestui procedeu îndesarea amestecului de formare se produce
datorită şocurilor repetate produse de mecanismul de scuturare al maşinii de formare.
Părţile componente şi modul de funcţionare al maşinii se prezintă în figurile 4, 5 şi 6.
Aerul comprimat este introdus în cilindrul 1 prin orificiul de admisie A, sub pistonul 2, pe care îl ridică până când sunt deschise orificiile de evacuare E. În acest moment pistonul 2 cade şi masa maşinii se izbeşte de garnitura 6 fixată pe batiu (cilindrul de scuturare) şi astfel se produce îndesarea amestecului din forma 4 şi rama de umplere suplimentară 5.
Mişcarea I reprezintă deplasarea în sus (pentru scuturare) şi în jos (pentru revenire) a pistonului de scuturare.
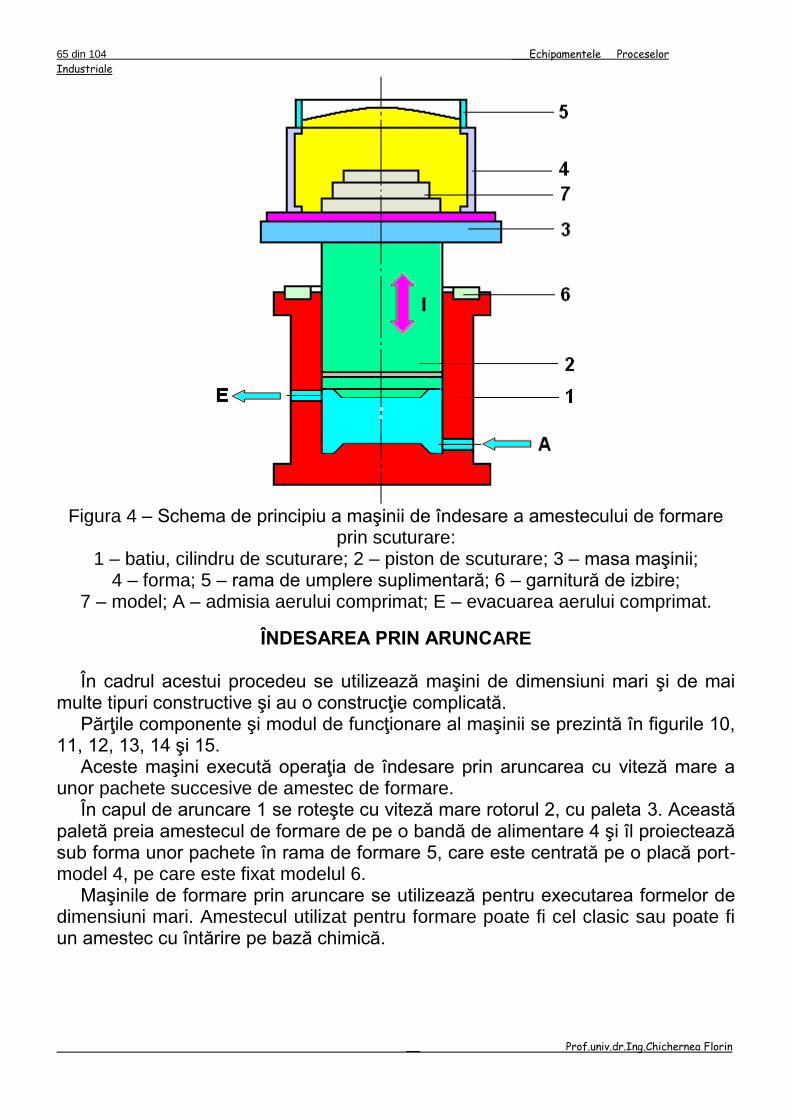
65 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 4 – Schema de principiu a maşinii de îndesare a amestecului de formare
prin scuturare: 1 – batiu, cilindru de scuturare; 2 – piston de scuturare; 3 – masa maşinii;
4 – forma; 5 – rama de umplere suplimentară; 6 – garnitură de izbire; 7 – model; A – admisia aerului comprimat; E – evacuarea aerului comprimat.
ÎNDESAREA PRIN ARUNCARE
În cadrul acestui procedeu se utilizează maşini de dimensiuni mari şi de mai multe tipuri constructive şi au o construcţie complicată.
Părţile componente şi modul de funcţionare al maşinii se prezintă în figurile 10, 11, 12, 13, 14 şi 15.
Aceste maşini execută operaţia de îndesare prin aruncarea cu viteză mare a unor pachete succesive de amestec de formare.
În capul de aruncare 1 se roteşte cu viteză mare rotorul 2, cu paleta 3. Această paletă preia amestecul de formare de pe o bandă de alimentare 4 şi îl proiectează sub forma unor pachete în rama de formare 5, care este centrată pe o placă port-model 4, pe care este fixat modelul 6.
Maşinile de formare prin aruncare se utilizează pentru executarea formelor de dimensiuni mari. Amestecul utilizat pentru formare poate fi cel clasic sau poate fi un amestec cu întărire pe bază chimică.
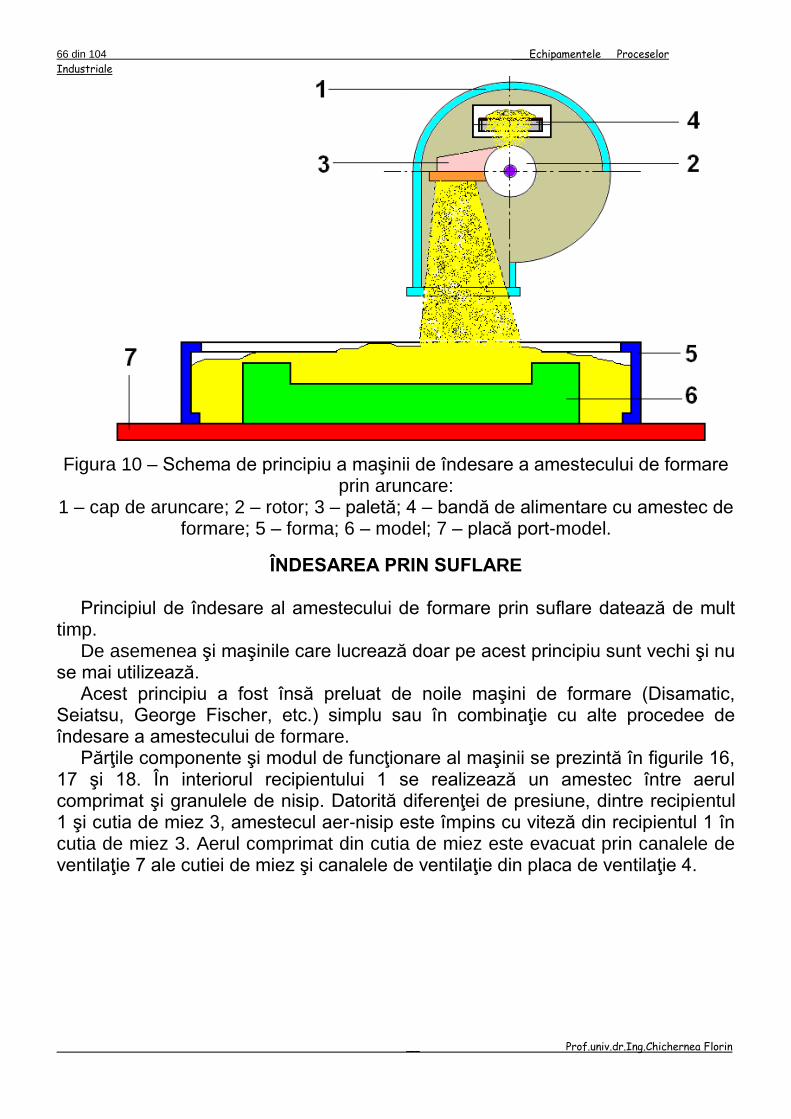
66 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 10 – Schema de principiu a maşinii de îndesare a amestecului de formare
prin aruncare: 1 – cap de aruncare; 2 – rotor; 3 – paletă; 4 – bandă de alimentare cu amestec de
formare; 5 – forma; 6 – model; 7 – placă port-model.
ÎNDESAREA PRIN SUFLARE
Principiul de îndesare al amestecului de formare prin suflare datează de mult timp.
De asemenea şi maşinile care lucrează doar pe acest principiu sunt vechi şi nu se mai utilizează.
Acest principiu a fost însă preluat de noile maşini de formare (Disamatic, Seiatsu, George Fischer, etc.) simplu sau în combinaţie cu alte procedee de îndesare a amestecului de formare.
Părţile componente şi modul de funcţionare al maşinii se prezintă în figurile 16, 17 şi 18. În interiorul recipientului 1 se realizează un amestec între aerul comprimat şi granulele de nisip. Datorită diferenţei de presiune, dintre recipientul 1 şi cutia de miez 3, amestecul aer-nisip este împins cu viteză din recipientul 1 în cutia de miez 3. Aerul comprimat din cutia de miez este evacuat prin canalele de ventilaţie 7 ale cutiei de miez şi canalele de ventilaţie din placa de ventilaţie 4.
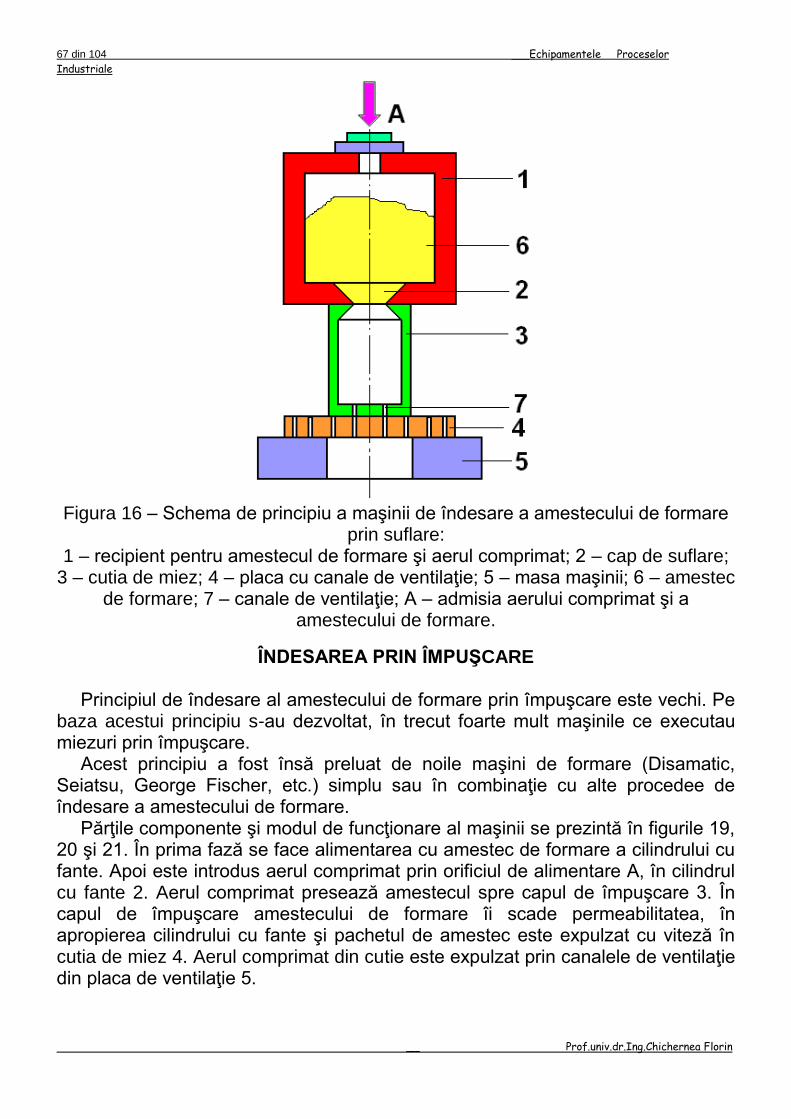
67 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 16 – Schema de principiu a maşinii de îndesare a amestecului de formare
prin suflare: 1 – recipient pentru amestecul de formare şi aerul comprimat; 2 – cap de suflare;
3 – cutia de miez; 4 – placa cu canale de ventilaţie; 5 – masa maşinii; 6 – amestec de formare; 7 – canale de ventilaţie; A – admisia aerului comprimat şi a
amestecului de formare.
ÎNDESAREA PRIN ÎMPUŞCARE
Principiul de îndesare al amestecului de formare prin împuşcare este vechi. Pe baza acestui principiu s-au dezvoltat, în trecut foarte mult maşinile ce executau miezuri prin împuşcare.
Acest principiu a fost însă preluat de noile maşini de formare (Disamatic, Seiatsu, George Fischer, etc.) simplu sau în combinaţie cu alte procedee de îndesare a amestecului de formare.
Părţile componente şi modul de funcţionare al maşinii se prezintă în figurile 19, 20 şi 21. În prima fază se face alimentarea cu amestec de formare a cilindrului cu fante. Apoi este introdus aerul comprimat prin orificiul de alimentare A, în cilindrul cu fante 2. Aerul comprimat presează amestecul spre capul de împuşcare 3. În capul de împuşcare amestecului de formare îi scade permeabilitatea, în apropierea cilindrului cu fante şi pachetul de amestec este expulzat cu viteză în cutia de miez 4. Aerul comprimat din cutie este expulzat prin canalele de ventilaţie din placa de ventilaţie 5.
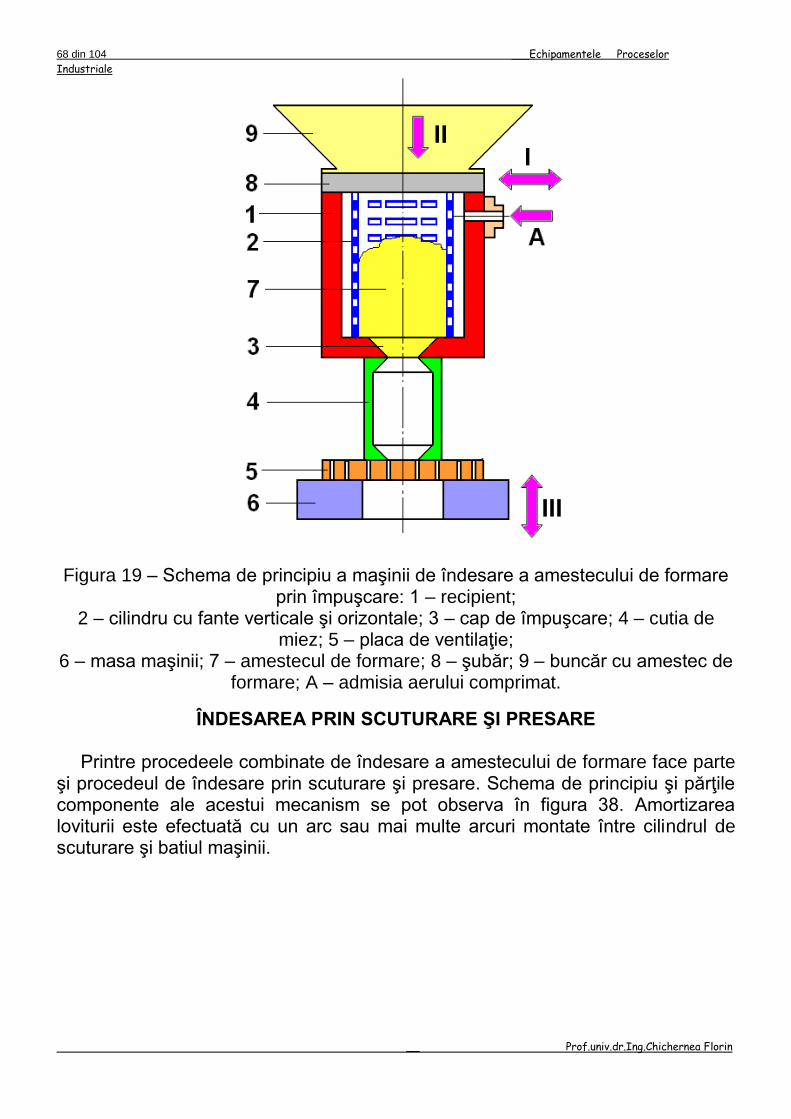
68 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 19 – Schema de principiu a maşinii de îndesare a amestecului de formare prin împuşcare: 1 – recipient;
2 – cilindru cu fante verticale şi orizontale; 3 – cap de împuşcare; 4 – cutia de miez; 5 – placa de ventilaţie;
6 – masa maşinii; 7 – amestecul de formare; 8 – şubăr; 9 – buncăr cu amestec de formare; A – admisia aerului comprimat.
ÎNDESAREA PRIN SCUTURARE ŞI PRESARE
Printre procedeele combinate de îndesare a amestecului de formare face parte şi procedeul de îndesare prin scuturare şi presare. Schema de principiu şi părţile componente ale acestui mecanism se pot observa în figura 38. Amortizarea loviturii este efectuată cu un arc sau mai multe arcuri montate între cilindrul de scuturare şi batiul maşinii.
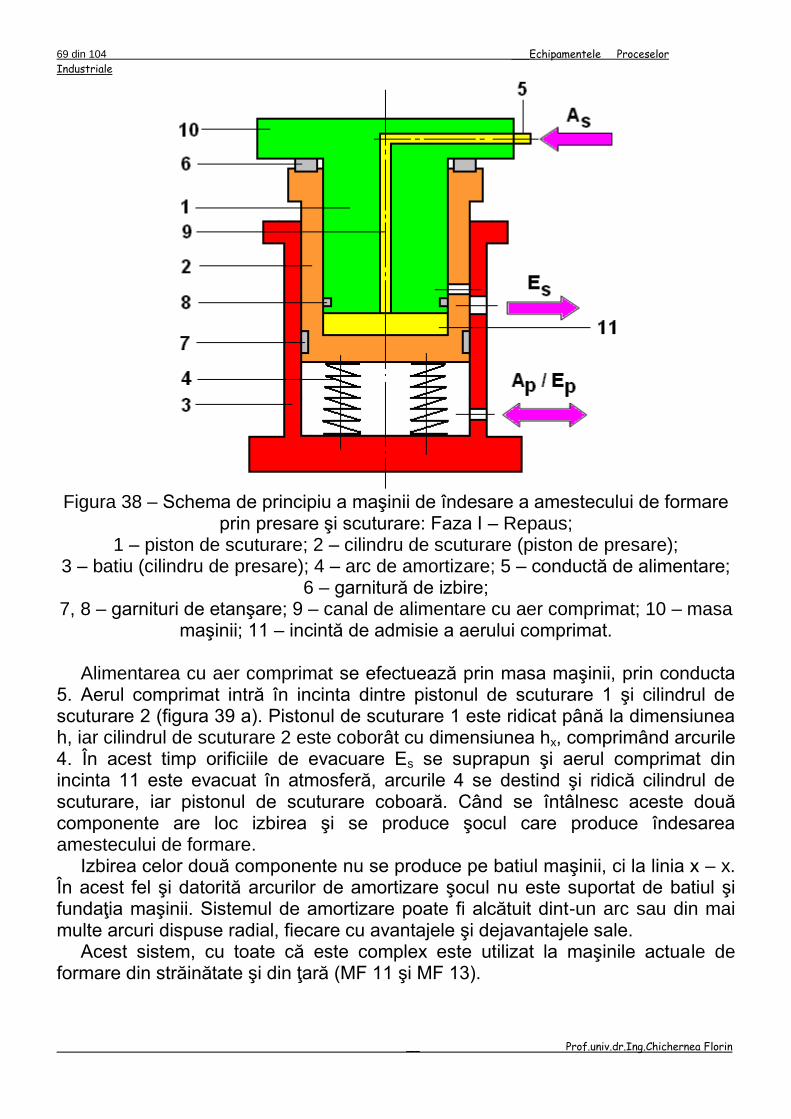
69 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 38 – Schema de principiu a maşinii de îndesare a amestecului de formare
prin presare şi scuturare: Faza I – Repaus; 1 – piston de scuturare; 2 – cilindru de scuturare (piston de presare);
3 – batiu (cilindru de presare); 4 – arc de amortizare; 5 – conductă de alimentare; 6 – garnitură de izbire;
7, 8 – garnituri de etanşare; 9 – canal de alimentare cu aer comprimat; 10 – masa maşinii; 11 – incintă de admisie a aerului comprimat.
Alimentarea cu aer comprimat se efectuează prin masa maşinii, prin conducta
5. Aerul comprimat intră în incinta dintre pistonul de scuturare 1 şi cilindrul de scuturare 2 (figura 39 a). Pistonul de scuturare 1 este ridicat până la dimensiunea h, iar cilindrul de scuturare 2 este coborât cu dimensiunea hx, comprimând arcurile 4. În acest timp orificiile de evacuare Es se suprapun şi aerul comprimat din incinta 11 este evacuat în atmosferă, arcurile 4 se destind şi ridică cilindrul de scuturare, iar pistonul de scuturare coboară. Când se întâlnesc aceste două componente are loc izbirea şi se produce şocul care produce îndesarea amestecului de formare.
Izbirea celor două componente nu se produce pe batiul maşinii, ci la linia x – x. În acest fel şi datorită arcurilor de amortizare şocul nu este suportat de batiul şi fundaţia maşinii. Sistemul de amortizare poate fi alcătuit dint-un arc sau din mai multe arcuri dispuse radial, fiecare cu avantajele şi dejavantajele sale.
Acest sistem, cu toate că este complex este utilizat la maşinile actuale de formare din străinătate şi din ţară (MF 11 şi MF 13).
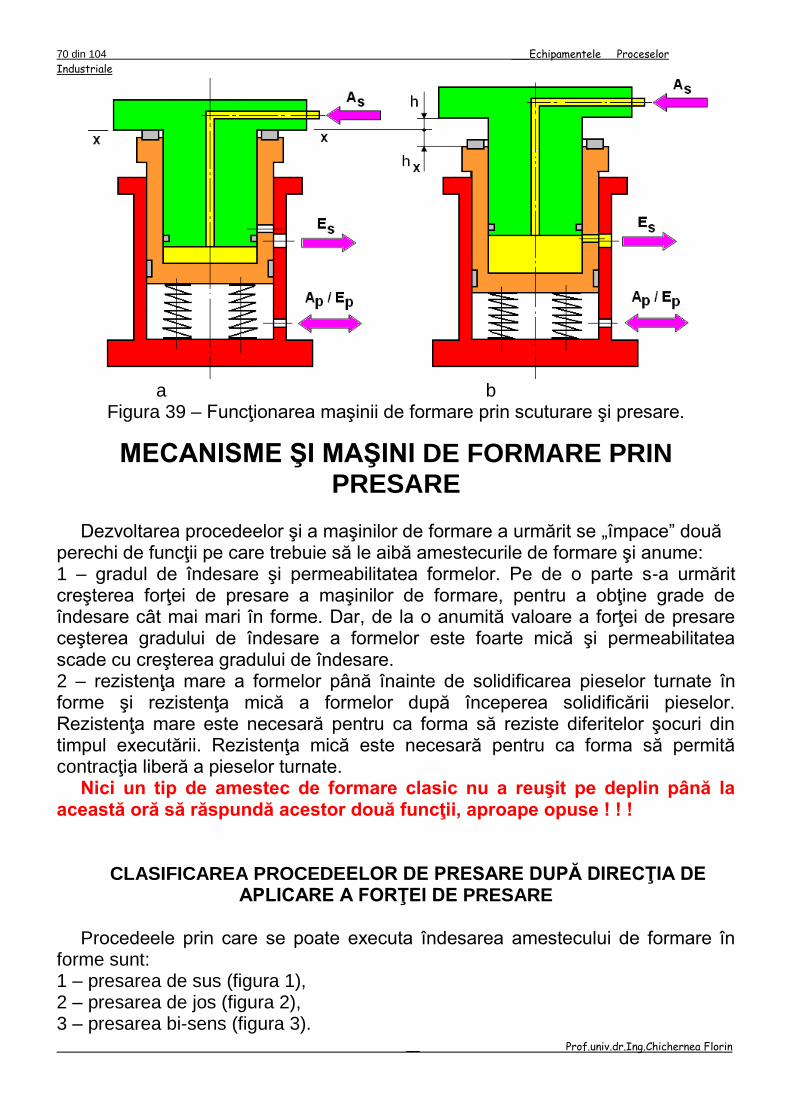
70 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
a b
Figura 39 – Funcţionarea maşinii de formare prin scuturare şi presare.
MECANISME ŞI MAŞINI DE FORMARE PRIN PRESARE
Dezvoltarea procedeelor şi a maşinilor de formare a urmărit se „împace” două
perechi de funcţii pe care trebuie să le aibă amestecurile de formare şi anume: 1 – gradul de îndesare şi permeabilitatea formelor. Pe de o parte s-a urmărit creşterea forţei de presare a maşinilor de formare, pentru a obţine grade de îndesare cât mai mari în forme. Dar, de la o anumită valoare a forţei de presare ceşterea gradului de îndesare a formelor este foarte mică şi permeabilitatea scade cu creşterea gradului de îndesare. 2 – rezistenţa mare a formelor până înainte de solidificarea pieselor turnate în forme şi rezistenţa mică a formelor după începerea solidificării pieselor. Rezistenţa mare este necesară pentru ca forma să reziste diferitelor şocuri din timpul executării. Rezistenţa mică este necesară pentru ca forma să permită contracţia liberă a pieselor turnate.
Nici un tip de amestec de formare clasic nu a reuşit pe deplin până la această oră să răspundă acestor două funcţii, aproape opuse ! ! !
CLASIFICAREA PROCEDEELOR DE PRESARE DUPĂ DIRECŢIA DE APLICARE A FORŢEI DE PRESARE
Procedeele prin care se poate executa îndesarea amestecului de formare în
forme sunt: 1 – presarea de sus (figura 1), 2 – presarea de jos (figura 2), 3 – presarea bi-sens (figura 3).
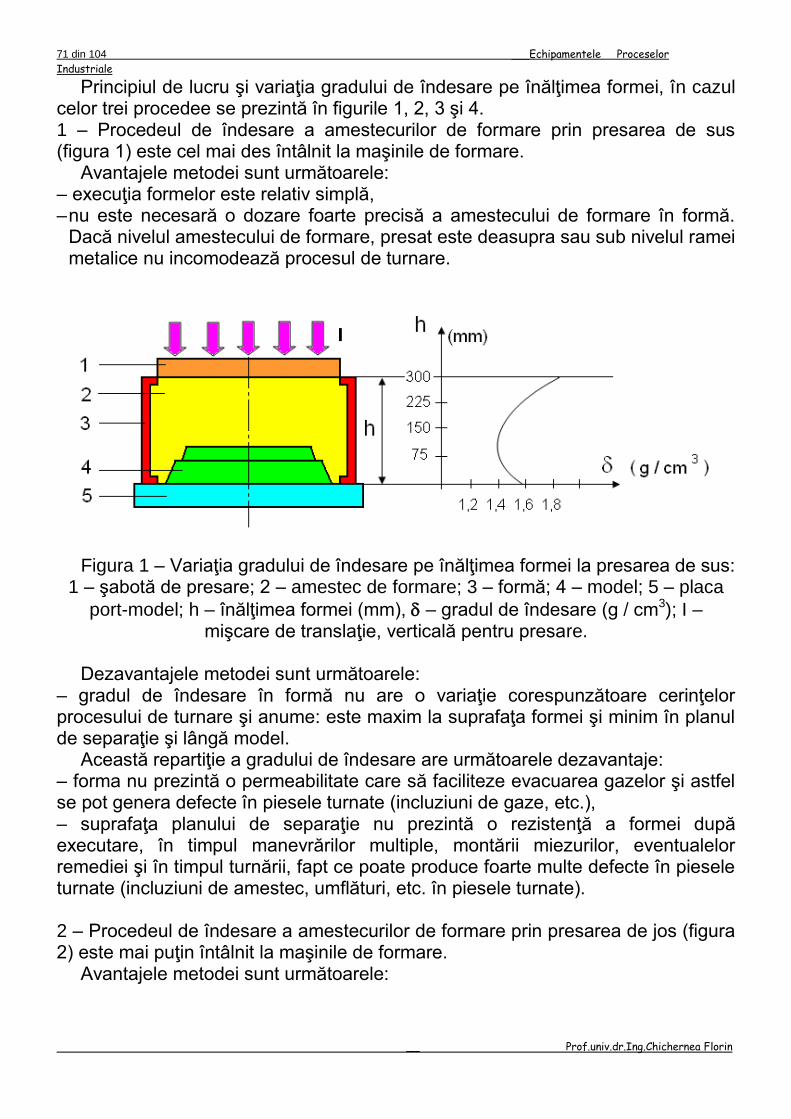
71 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Principiul de lucru şi variaţia gradului de îndesare pe înălţimea formei, în cazul celor trei procedee se prezintă în figurile 1, 2, 3 şi 4. 1 – Procedeul de îndesare a amestecurilor de formare prin presarea de sus (figura 1) este cel mai des întâlnit la maşinile de formare.
Avantajele metodei sunt următoarele: – execuţia formelor este relativ simplă, – nu este necesară o dozare foarte precisă a amestecului de formare în formă.
Dacă nivelul amestecului de formare, presat este deasupra sau sub nivelul ramei metalice nu incomodează procesul de turnare.
Figura 1 – Variaţia gradului de îndesare pe înălţimea formei la presarea de sus: 1 – şabotă de presare; 2 – amestec de formare; 3 – formă; 4 – model; 5 – placa
port-model; h – înălţimea formei (mm), – gradul de îndesare (g / cm3); I – mişcare de translaţie, verticală pentru presare.
Dezavantajele metodei sunt următoarele:
– gradul de îndesare în formă nu are o variaţie corespunzătoare cerinţelor procesului de turnare şi anume: este maxim la suprafaţa formei şi minim în planul de separaţie şi lângă model.
Această repartiţie a gradului de îndesare are următoarele dezavantaje: – forma nu prezintă o permeabilitate care să faciliteze evacuarea gazelor şi astfel se pot genera defecte în piesele turnate (incluziuni de gaze, etc.), – suprafaţa planului de separaţie nu prezintă o rezistenţă a formei după executare, în timpul manevrărilor multiple, montării miezurilor, eventualelor remediei şi în timpul turnării, fapt ce poate produce foarte multe defecte în piesele turnate (incluziuni de amestec, umflături, etc. în piesele turnate). 2 – Procedeul de îndesare a amestecurilor de formare prin presarea de jos (figura 2) este mai puţin întâlnit la maşinile de formare.
Avantajele metodei sunt următoarele:
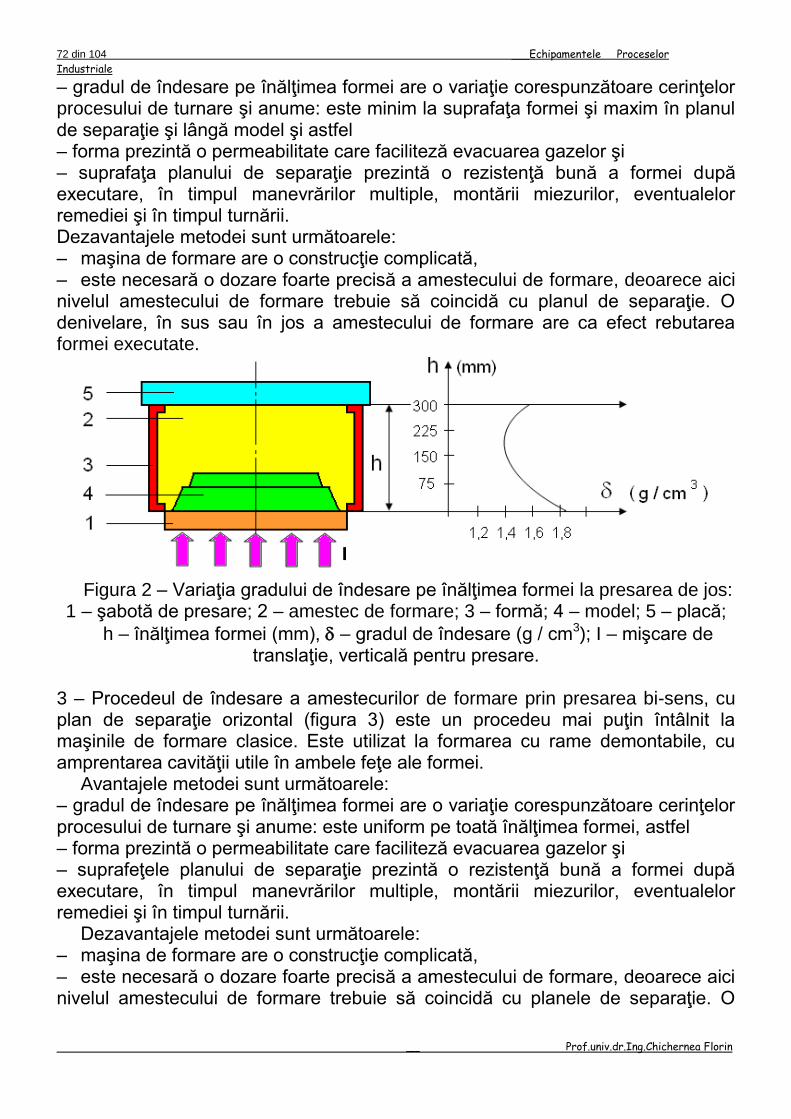
72 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
– gradul de îndesare pe înălţimea formei are o variaţie corespunzătoare cerinţelor procesului de turnare şi anume: este minim la suprafaţa formei şi maxim în planul de separaţie şi lângă model şi astfel – forma prezintă o permeabilitate care faciliteză evacuarea gazelor şi – suprafaţa planului de separaţie prezintă o rezistenţă bună a formei după executare, în timpul manevrărilor multiple, montării miezurilor, eventualelor remediei şi în timpul turnării. Dezavantajele metodei sunt următoarele: – maşina de formare are o construcţie complicată, – este necesară o dozare foarte precisă a amestecului de formare, deoarece aici nivelul amestecului de formare trebuie să coincidă cu planul de separaţie. O denivelare, în sus sau în jos a amestecului de formare are ca efect rebutarea formei executate.
Figura 2 – Variaţia gradului de îndesare pe înălţimea formei la presarea de jos:
1 – şabotă de presare; 2 – amestec de formare; 3 – formă; 4 – model; 5 – placă;
h – înălţimea formei (mm), – gradul de îndesare (g / cm3); I – mişcare de translaţie, verticală pentru presare.
3 – Procedeul de îndesare a amestecurilor de formare prin presarea bi-sens, cu plan de separaţie orizontal (figura 3) este un procedeu mai puţin întâlnit la maşinile de formare clasice. Este utilizat la formarea cu rame demontabile, cu amprentarea cavităţii utile în ambele feţe ale formei.
Avantajele metodei sunt următoarele: – gradul de îndesare pe înălţimea formei are o variaţie corespunzătoare cerinţelor procesului de turnare şi anume: este uniform pe toată înălţimea formei, astfel – forma prezintă o permeabilitate care faciliteză evacuarea gazelor şi – suprafeţele planului de separaţie prezintă o rezistenţă bună a formei după executare, în timpul manevrărilor multiple, montării miezurilor, eventualelor remediei şi în timpul turnării.
Dezavantajele metodei sunt următoarele: – maşina de formare are o construcţie complicată, – este necesară o dozare foarte precisă a amestecului de formare, deoarece aici nivelul amestecului de formare trebuie să coincidă cu planele de separaţie. O
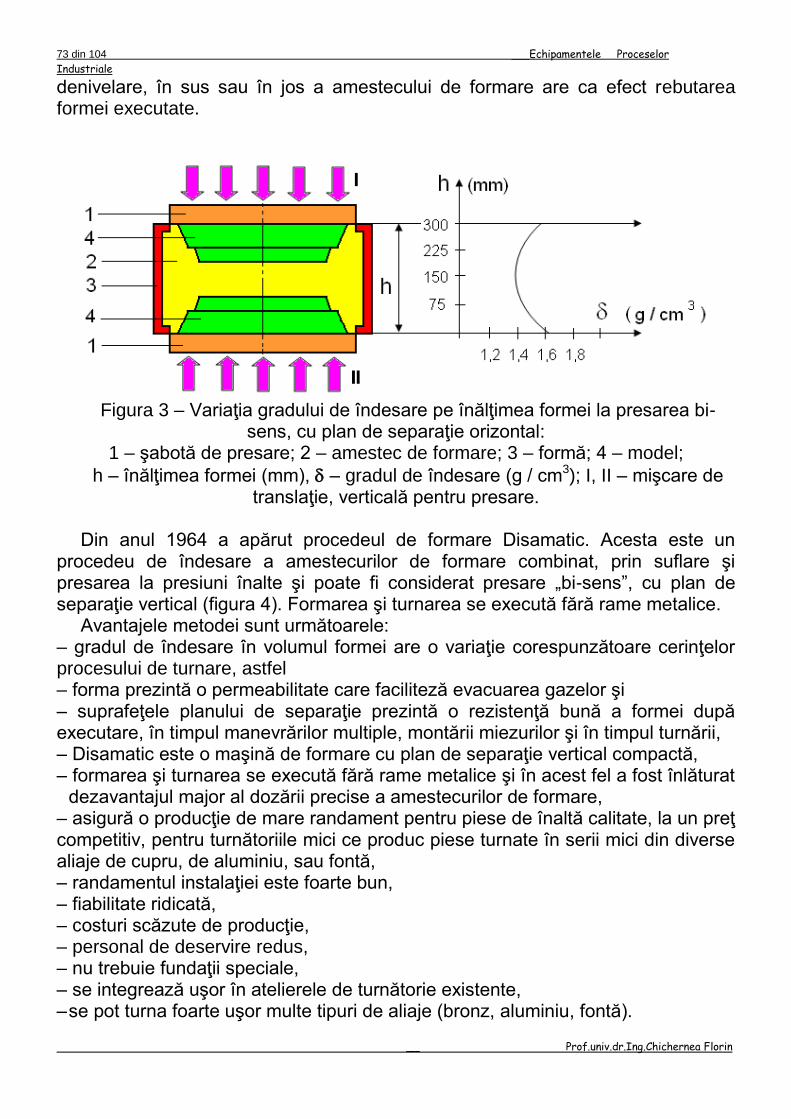
73 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
denivelare, în sus sau în jos a amestecului de formare are ca efect rebutarea formei executate.
Figura 3 – Variaţia gradului de îndesare pe înălţimea formei la presarea bi-
sens, cu plan de separaţie orizontal: 1 – şabotă de presare; 2 – amestec de formare; 3 – formă; 4 – model;
h – înălţimea formei (mm), – gradul de îndesare (g / cm3); I, II – mişcare de translaţie, verticală pentru presare.
Din anul 1964 a apărut procedeul de formare Disamatic. Acesta este un
procedeu de îndesare a amestecurilor de formare combinat, prin suflare şi presarea la presiuni înalte şi poate fi considerat presare „bi-sens”, cu plan de separaţie vertical (figura 4). Formarea şi turnarea se execută fără rame metalice.
Avantajele metodei sunt următoarele: – gradul de îndesare în volumul formei are o variaţie corespunzătoare cerinţelor procesului de turnare, astfel – forma prezintă o permeabilitate care faciliteză evacuarea gazelor şi – suprafeţele planului de separaţie prezintă o rezistenţă bună a formei după executare, în timpul manevrărilor multiple, montării miezurilor şi în timpul turnării, – Disamatic este o maşină de formare cu plan de separaţie vertical compactă, – formarea şi turnarea se execută fără rame metalice şi în acest fel a fost înlăturat
dezavantajul major al dozării precise a amestecurilor de formare, – asigură o producţie de mare randament pentru piese de înaltă calitate, la un preţ competitiv, pentru turnătoriile mici ce produc piese turnate în serii mici din diverse aliaje de cupru, de aluminiu, sau fontă, – randamentul instalaţiei este foarte bun, – fiabilitate ridicată, – costuri scăzute de producţie, – personal de deservire redus, – nu trebuie fundaţii speciale, – se integrează uşor în atelierele de turnătorie existente, – se pot turna foarte uşor multe tipuri de aliaje (bronz, aluminiu, fontă).
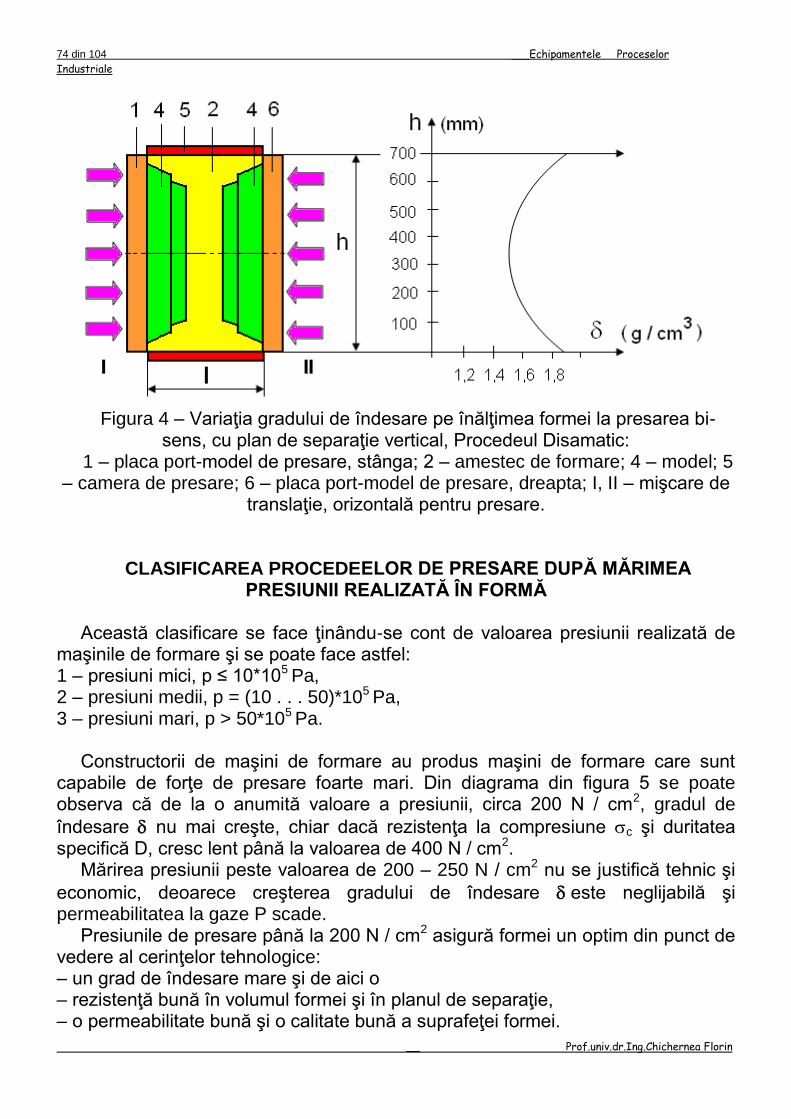
74 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 4 – Variaţia gradului de îndesare pe înălţimea formei la presarea bi-
sens, cu plan de separaţie vertical, Procedeul Disamatic: 1 – placa port-model de presare, stânga; 2 – amestec de formare; 4 – model; 5
– camera de presare; 6 – placa port-model de presare, dreapta; I, II – mişcare de translaţie, orizontală pentru presare.
CLASIFICAREA PROCEDEELOR DE PRESARE DUPĂ MĂRIMEA PRESIUNII REALIZATĂ ÎN FORMĂ
Această clasificare se face ţinându-se cont de valoarea presiunii realizată de
maşinile de formare şi se poate face astfel: 1 – presiuni mici, p ≤ 10*105 Pa, 2 – presiuni medii, p = (10 . . . 50)*105 Pa, 3 – presiuni mari, p > 50*105 Pa.
Constructorii de maşini de formare au produs maşini de formare care sunt
capabile de forţe de presare foarte mari. Din diagrama din figura 5 se poate observa că de la o anumită valoare a presiunii, circa 200 N / cm2, gradul de
îndesare nu mai creşte, chiar dacă rezistenţa la compresiune c şi duritatea specifică D, cresc lent până la valoarea de 400 N / cm2.
Mărirea presiunii peste valoarea de 200 – 250 N / cm2 nu se justifică tehnic şi
economic, deoarece creşterea gradului de îndesare este neglijabilă şi permeabilitatea la gaze P scade.
Presiunile de presare până la 200 N / cm2 asigură formei un optim din punct de vedere al cerinţelor tehnologice: – un grad de îndesare mare şi de aici o – rezistenţă bună în volumul formei şi în planul de separaţie, – o permeabilitate bună şi o calitate bună a suprafeţei formei.
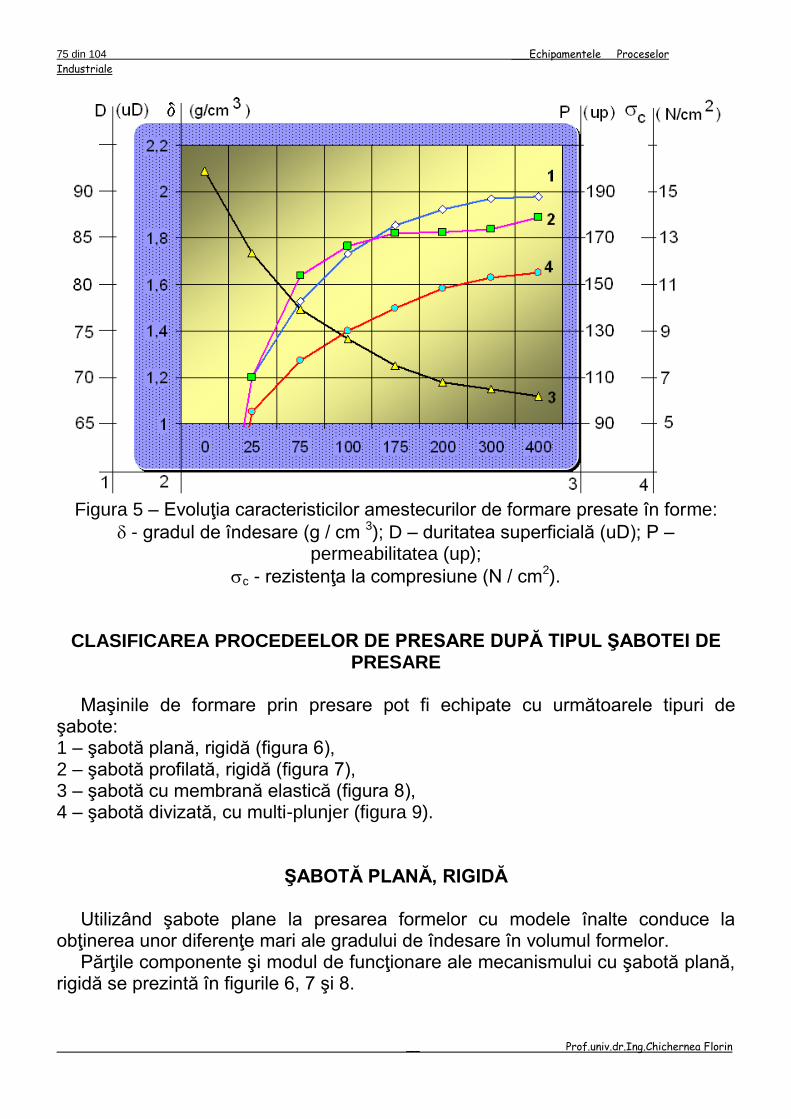
75 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 5 – Evoluţia caracteristicilor amestecurilor de formare presate în forme:
- gradul de îndesare (g / cm 3); D – duritatea superficială (uD); P – permeabilitatea (up);
c - rezistenţa la compresiune (N / cm2).
CLASIFICAREA PROCEDEELOR DE PRESARE DUPĂ TIPUL ŞABOTEI DE
PRESARE
Maşinile de formare prin presare pot fi echipate cu următoarele tipuri de şabote: 1 – şabotă plană, rigidă (figura 6), 2 – şabotă profilată, rigidă (figura 7), 3 – şabotă cu membrană elastică (figura 8), 4 – şabotă divizată, cu multi-plunjer (figura 9).
ŞABOTĂ PLANĂ, RIGIDĂ
Utilizând şabote plane la presarea formelor cu modele înalte conduce la
obţinerea unor diferenţe mari ale gradului de îndesare în volumul formelor. Părţile componente şi modul de funcţionare ale mecanismului cu şabotă plană,
rigidă se prezintă în figurile 6, 7 şi 8.

76 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 6 – Şabotă plană, rigidă:
1 – şabotă plană, rigidă, fixată pe traversă; 2 – forma; 3 – amestecul de formare;
4 – model; 5 – placa port-model; I – mişcare de translaţie, verticală pentru presare.
ŞABOTĂ PROFILATĂ, RIGIDĂ Utilizarea şabotelor profilate, a căror proeminenţe se dimensionează şi se
amplasează în concordanţă cu marginile modelului asigură o ameliorare a gradului de îndesare în volumul formei.
Părţile componente şi modul de funcţionare ale mecanismului cu şabotă profilată, rigidă se prezintă în figurile 9, 10 şi 11. Un dezavantaj îl constituie faptul că la schimbarea modelului trebuie schimbată şi şabota.
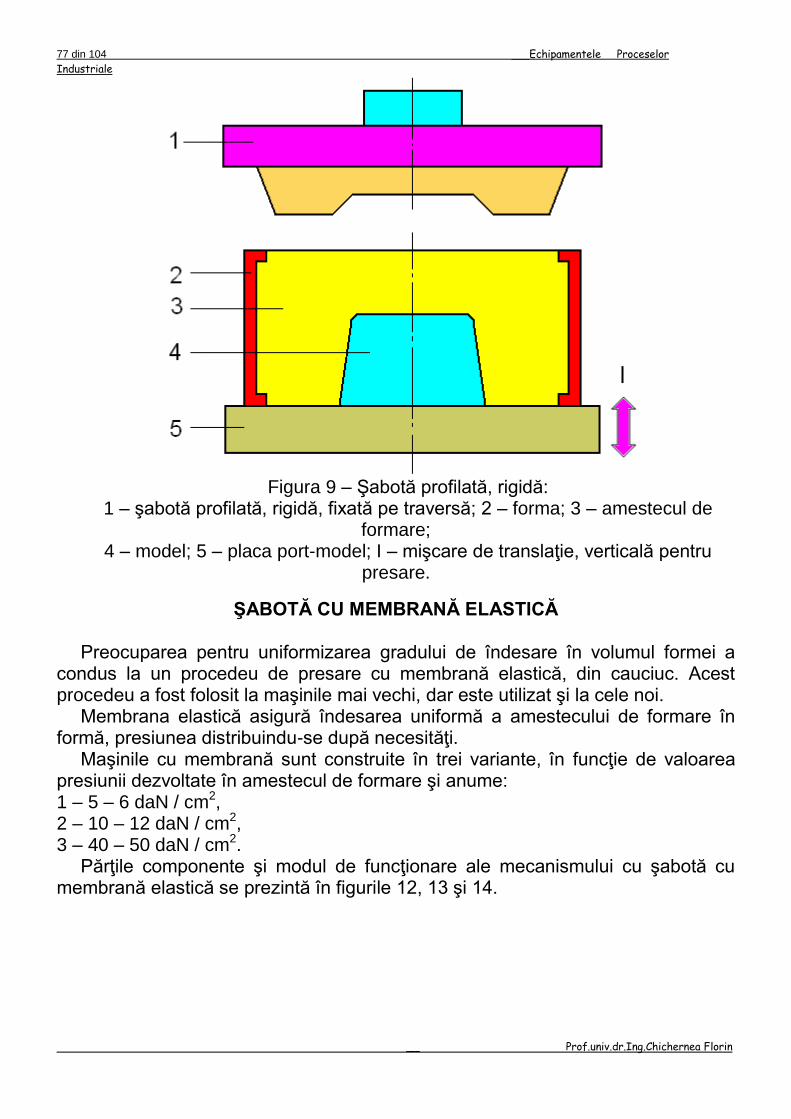
77 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 9 – Şabotă profilată, rigidă:
1 – şabotă profilată, rigidă, fixată pe traversă; 2 – forma; 3 – amestecul de formare;
4 – model; 5 – placa port-model; I – mişcare de translaţie, verticală pentru presare.
ŞABOTĂ CU MEMBRANĂ ELASTICĂ Preocuparea pentru uniformizarea gradului de îndesare în volumul formei a
condus la un procedeu de presare cu membrană elastică, din cauciuc. Acest procedeu a fost folosit la maşinile mai vechi, dar este utilizat şi la cele noi.
Membrana elastică asigură îndesarea uniformă a amestecului de formare în formă, presiunea distribuindu-se după necesităţi.
Maşinile cu membrană sunt construite în trei variante, în funcţie de valoarea presiunii dezvoltate în amestecul de formare şi anume: 1 – 5 – 6 daN / cm2, 2 – 10 – 12 daN / cm2, 3 – 40 – 50 daN / cm2.
Părţile componente şi modul de funcţionare ale mecanismului cu şabotă cu membrană elastică se prezintă în figurile 12, 13 şi 14.
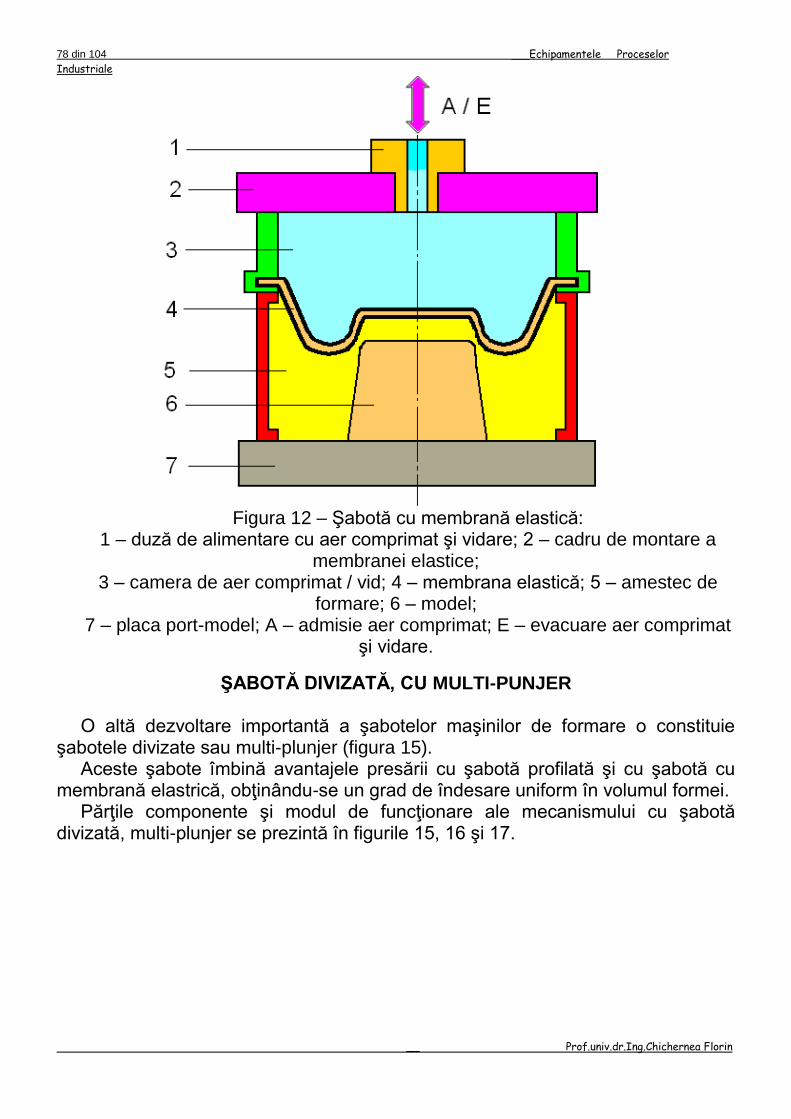
78 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 12 – Şabotă cu membrană elastică:
1 – duză de alimentare cu aer comprimat şi vidare; 2 – cadru de montare a membranei elastice;
3 – camera de aer comprimat / vid; 4 – membrana elastică; 5 – amestec de formare; 6 – model;
7 – placa port-model; A – admisie aer comprimat; E – evacuare aer comprimat şi vidare.
ŞABOTĂ DIVIZATĂ, CU MULTI-PUNJER O altă dezvoltare importantă a şabotelor maşinilor de formare o constituie
şabotele divizate sau multi-plunjer (figura 15). Aceste şabote îmbină avantajele presării cu şabotă profilată şi cu şabotă cu
membrană elastrică, obţinându-se un grad de îndesare uniform în volumul formei. Părţile componente şi modul de funcţionare ale mecanismului cu şabotă
divizată, multi-plunjer se prezintă în figurile 15, 16 şi 17.
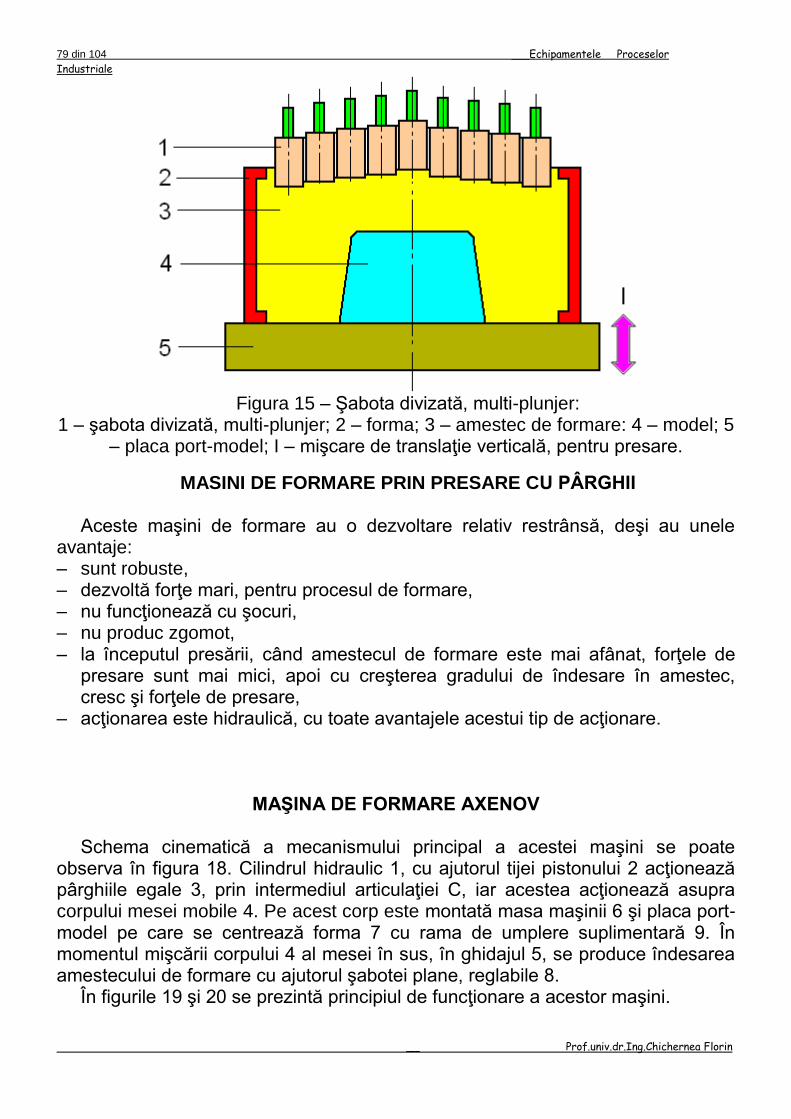
79 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 15 – Şabota divizată, multi-plunjer:
1 – şabota divizată, multi-plunjer; 2 – forma; 3 – amestec de formare: 4 – model; 5 – placa port-model; I – mişcare de translaţie verticală, pentru presare.
MASINI DE FORMARE PRIN PRESARE CU PÂRGHII Aceste maşini de formare au o dezvoltare relativ restrânsă, deşi au unele
avantaje: – sunt robuste, – dezvoltă forţe mari, pentru procesul de formare, – nu funcţionează cu şocuri, – nu produc zgomot, – la începutul presării, când amestecul de formare este mai afânat, forţele de
presare sunt mai mici, apoi cu creşterea gradului de îndesare în amestec, cresc şi forţele de presare,
– acţionarea este hidraulică, cu toate avantajele acestui tip de acţionare.
MAŞINA DE FORMARE AXENOV
Schema cinematică a mecanismului principal a acestei maşini se poate observa în figura 18. Cilindrul hidraulic 1, cu ajutorul tijei pistonului 2 acţionează pârghiile egale 3, prin intermediul articulaţiei C, iar acestea acţionează asupra corpului mesei mobile 4. Pe acest corp este montată masa maşinii 6 şi placa port-model pe care se centrează forma 7 cu rama de umplere suplimentară 9. În momentul mişcării corpului 4 al mesei în sus, în ghidajul 5, se produce îndesarea amestecului de formare cu ajutorul şabotei plane, reglabile 8.
În figurile 19 şi 20 se prezintă principiul de funcţionare a acestor maşini.
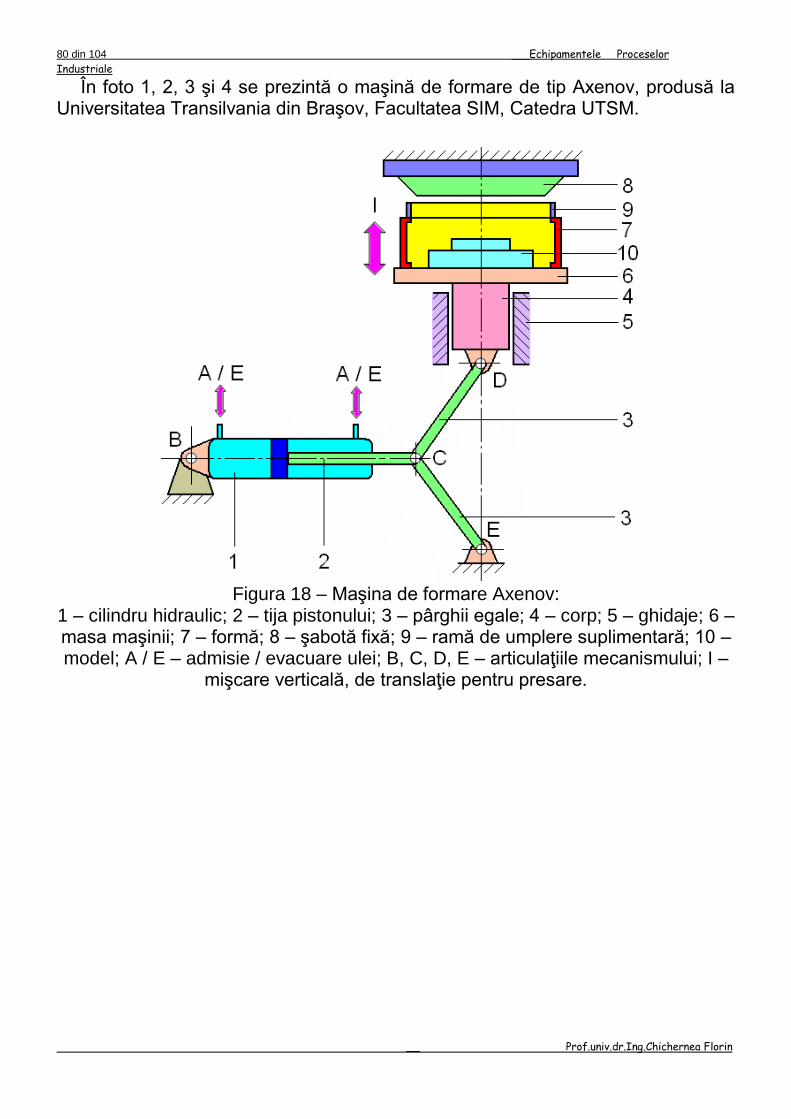
80 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
În foto 1, 2, 3 şi 4 se prezintă o maşină de formare de tip Axenov, produsă la Universitatea Transilvania din Braşov, Facultatea SIM, Catedra UTSM.
Figura 18 – Maşina de formare Axenov:
1 – cilindru hidraulic; 2 – tija pistonului; 3 – pârghii egale; 4 – corp; 5 – ghidaje; 6 – masa maşinii; 7 – formă; 8 – şabotă fixă; 9 – ramă de umplere suplimentară; 10 – model; A / E – admisie / evacuare ulei; B, C, D, E – articulaţiile mecanismului; I –
mişcare verticală, de translaţie pentru presare.
81 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
MECANISME ŞI MAŞINI DE FORMARE PRIN SCUTURARE
ÎNDESAREA PRIN SCUTURARE
CLASIFICARE DUPĂ GRADUL DE AMORTIZARE A LOVITURII
MECANISM FĂRĂ AMORTIZAREA LOVITURII În cadrul acestui procedeu îndesarea amestecului de formare se produce
datorită şocurilor repetate produse de mecanismul de scuturare al maşinii de formare.
Părţile componente şi modul de funcţionare al maşinii se prezintă în figurile 1, 2 şi 3.
Aerul comprimat este introdus în cilindrul 1 prin orificiul de admisie A, sub pistonul 2, pe care îl ridică până când sunt deschise orificiile de evacuare E.
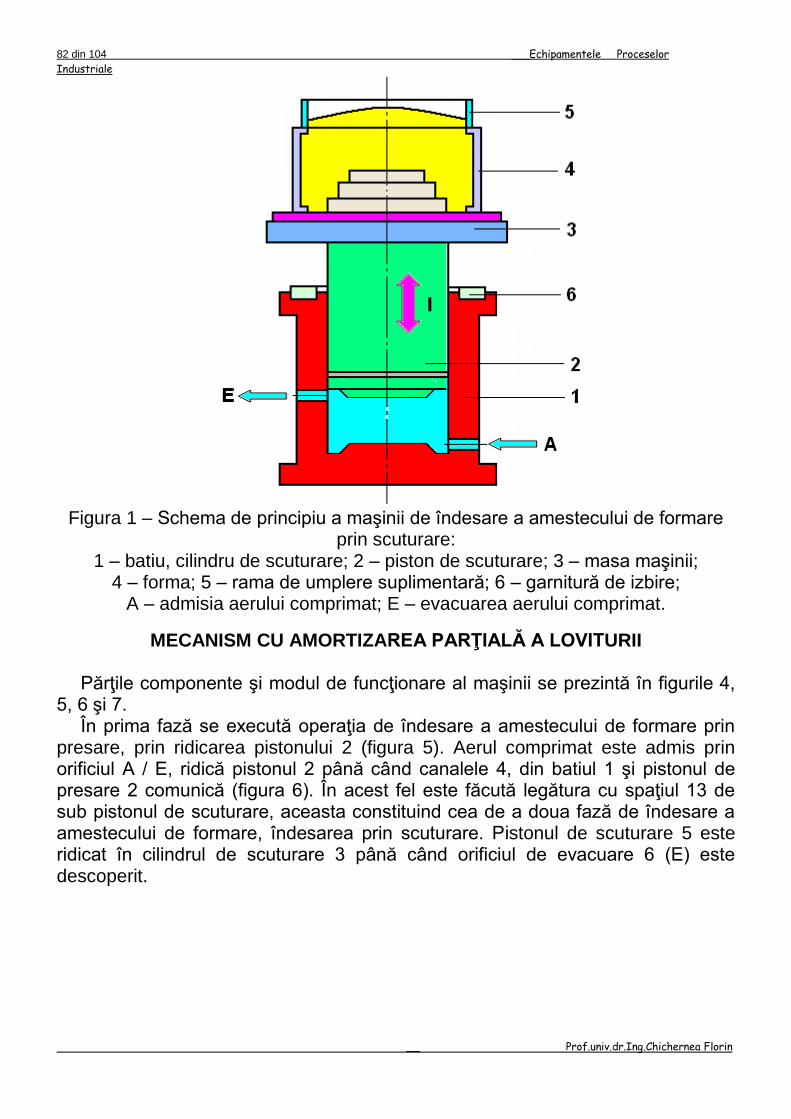
82 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 1 – Schema de principiu a maşinii de îndesare a amestecului de formare
prin scuturare: 1 – batiu, cilindru de scuturare; 2 – piston de scuturare; 3 – masa maşinii;
4 – forma; 5 – rama de umplere suplimentară; 6 – garnitură de izbire; A – admisia aerului comprimat; E – evacuarea aerului comprimat.
MECANISM CU AMORTIZAREA PARŢIALĂ A LOVITURII
Părţile componente şi modul de funcţionare al maşinii se prezintă în figurile 4, 5, 6 şi 7.
În prima fază se execută operaţia de îndesare a amestecului de formare prin presare, prin ridicarea pistonului 2 (figura 5). Aerul comprimat este admis prin orificiul A / E, ridică pistonul 2 până când canalele 4, din batiul 1 şi pistonul de presare 2 comunică (figura 6). În acest fel este făcută legătura cu spaţiul 13 de sub pistonul de scuturare, aceasta constituind cea de a doua fază de îndesare a amestecului de formare, îndesarea prin scuturare. Pistonul de scuturare 5 este ridicat în cilindrul de scuturare 3 până când orificiul de evacuare 6 (E) este descoperit.
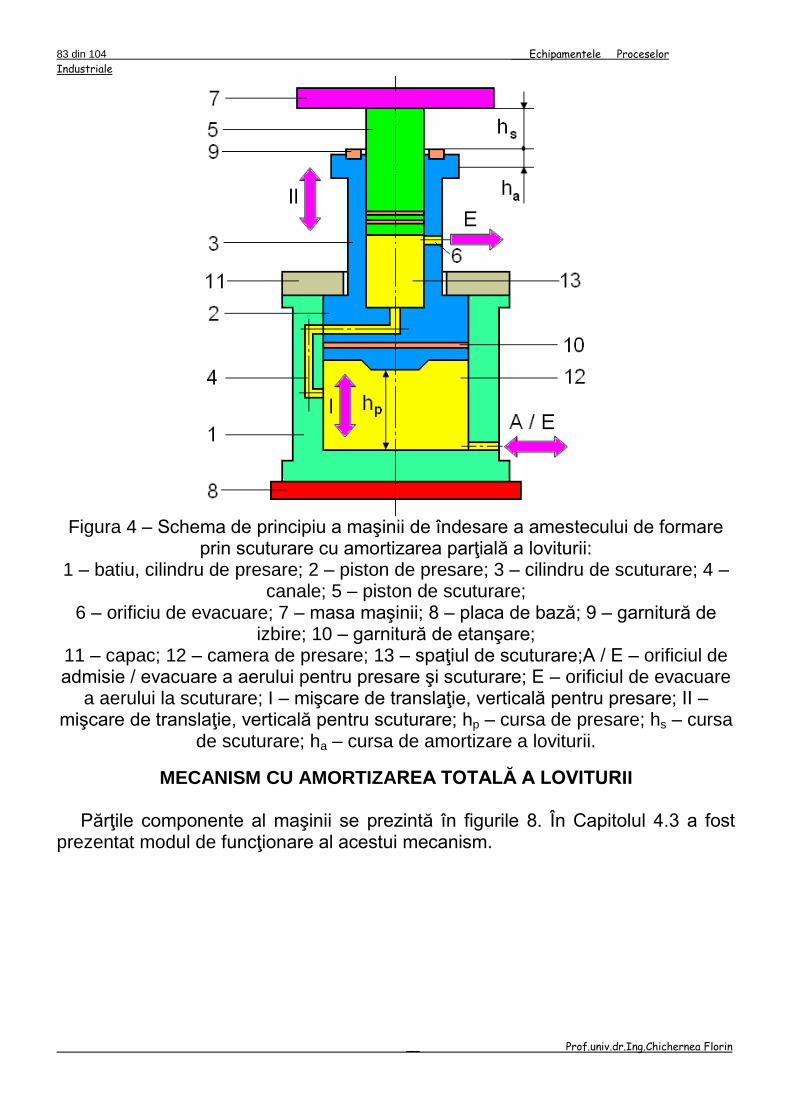
83 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 4 – Schema de principiu a maşinii de îndesare a amestecului de formare
prin scuturare cu amortizarea parţială a loviturii: 1 – batiu, cilindru de presare; 2 – piston de presare; 3 – cilindru de scuturare; 4 –
canale; 5 – piston de scuturare; 6 – orificiu de evacuare; 7 – masa maşinii; 8 – placa de bază; 9 – garnitură de
izbire; 10 – garnitură de etanşare; 11 – capac; 12 – camera de presare; 13 – spaţiul de scuturare;A / E – orificiul de admisie / evacuare a aerului pentru presare şi scuturare; E – orificiul de evacuare
a aerului la scuturare; I – mişcare de translaţie, verticală pentru presare; II – mişcare de translaţie, verticală pentru scuturare; hp – cursa de presare; hs – cursa
de scuturare; ha – cursa de amortizare a loviturii.
MECANISM CU AMORTIZAREA TOTALĂ A LOVITURII
Părţile componente al maşinii se prezintă în figurile 8. În Capitolul 4.3 a fost prezentat modul de funcţionare al acestui mecanism.
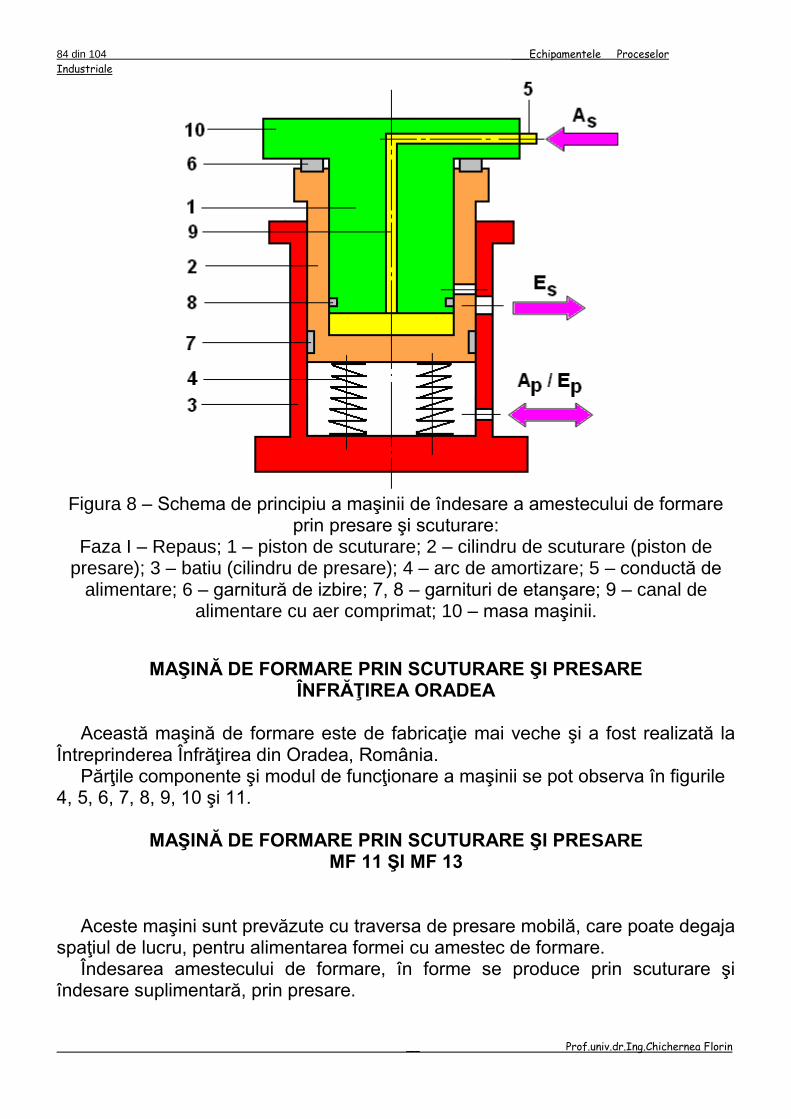
84 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 8 – Schema de principiu a maşinii de îndesare a amestecului de formare
prin presare şi scuturare: Faza I – Repaus; 1 – piston de scuturare; 2 – cilindru de scuturare (piston de
presare); 3 – batiu (cilindru de presare); 4 – arc de amortizare; 5 – conductă de alimentare; 6 – garnitură de izbire; 7, 8 – garnituri de etanşare; 9 – canal de
alimentare cu aer comprimat; 10 – masa maşinii.
MAŞINĂ DE FORMARE PRIN SCUTURARE ŞI PRESARE
ÎNFRĂŢIREA ORADEA
Această maşină de formare este de fabricaţie mai veche şi a fost realizată la Întreprinderea Înfrăţirea din Oradea, România.
Părţile componente şi modul de funcţionare a maşinii se pot observa în figurile 4, 5, 6, 7, 8, 9, 10 şi 11.
MAŞINĂ DE FORMARE PRIN SCUTURARE ŞI PRESARE
MF 11 ŞI MF 13
Aceste maşini sunt prevăzute cu traversa de presare mobilă, care poate degaja spaţiul de lucru, pentru alimentarea formei cu amestec de formare.
Îndesarea amestecului de formare, în forme se produce prin scuturare şi îndesare suplimentară, prin presare.
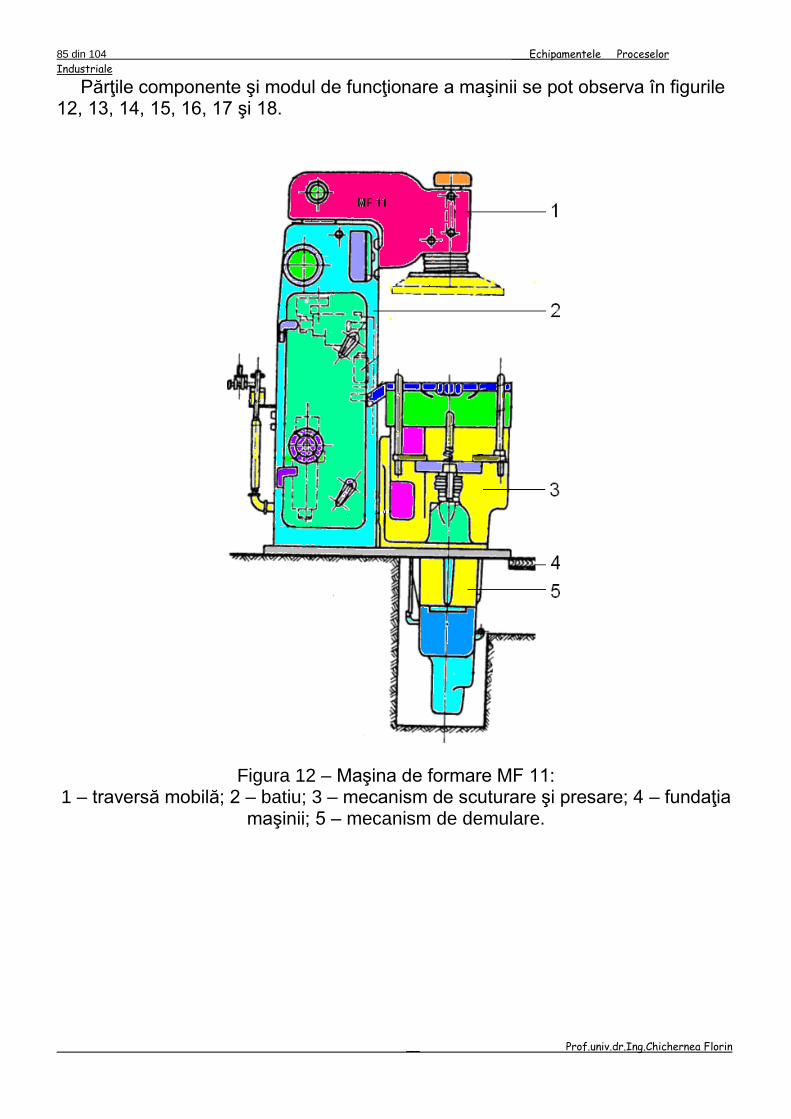
85 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Părţile componente şi modul de funcţionare a maşinii se pot observa în figurile 12, 13, 14, 15, 16, 17 şi 18.
Figura 12 – Maşina de formare MF 11: 1 – traversă mobilă; 2 – batiu; 3 – mecanism de scuturare şi presare; 4 – fundaţia
maşinii; 5 – mecanism de demulare.
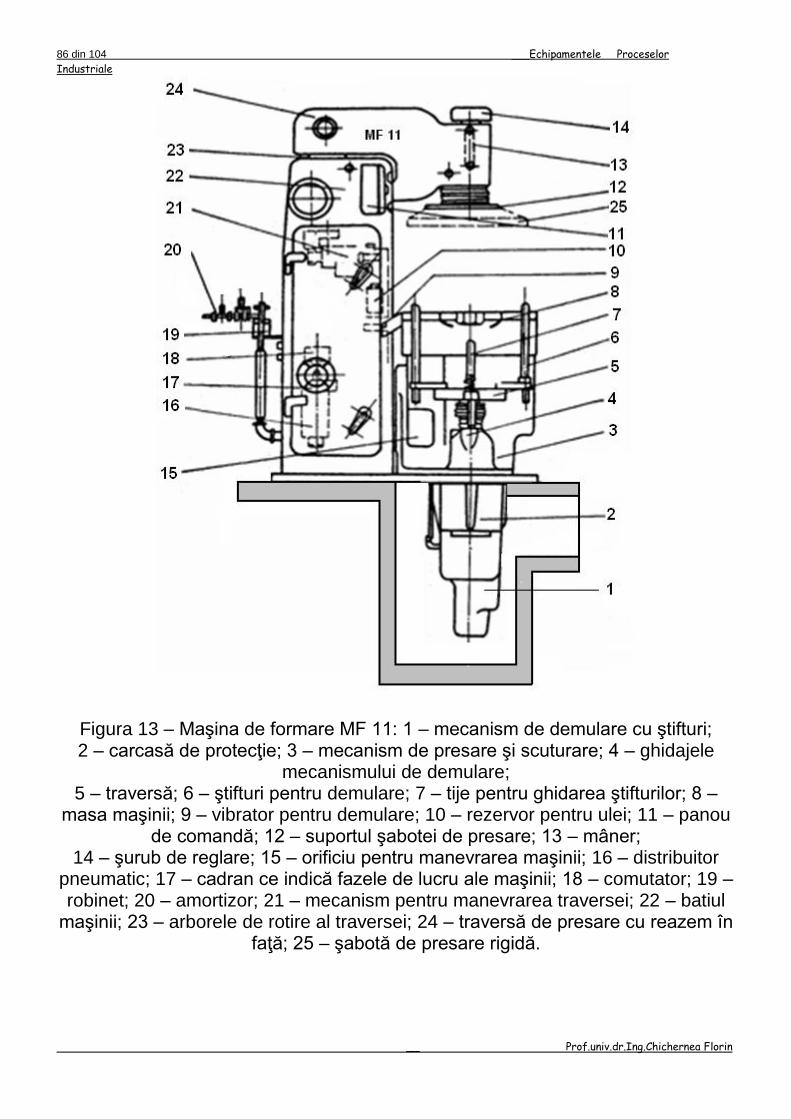
86 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 13 – Maşina de formare MF 11: 1 – mecanism de demulare cu ştifturi; 2 – carcasă de protecţie; 3 – mecanism de presare şi scuturare; 4 – ghidajele
mecanismului de demulare; 5 – traversă; 6 – ştifturi pentru demulare; 7 – tije pentru ghidarea ştifturilor; 8 –
masa maşinii; 9 – vibrator pentru demulare; 10 – rezervor pentru ulei; 11 – panou de comandă; 12 – suportul şabotei de presare; 13 – mâner;
14 – şurub de reglare; 15 – orificiu pentru manevrarea maşinii; 16 – distribuitor pneumatic; 17 – cadran ce indică fazele de lucru ale maşinii; 18 – comutator; 19 – robinet; 20 – amortizor; 21 – mecanism pentru manevrarea traversei; 22 – batiul
maşinii; 23 – arborele de rotire al traversei; 24 – traversă de presare cu reazem în faţă; 25 – şabotă de presare rigidă.
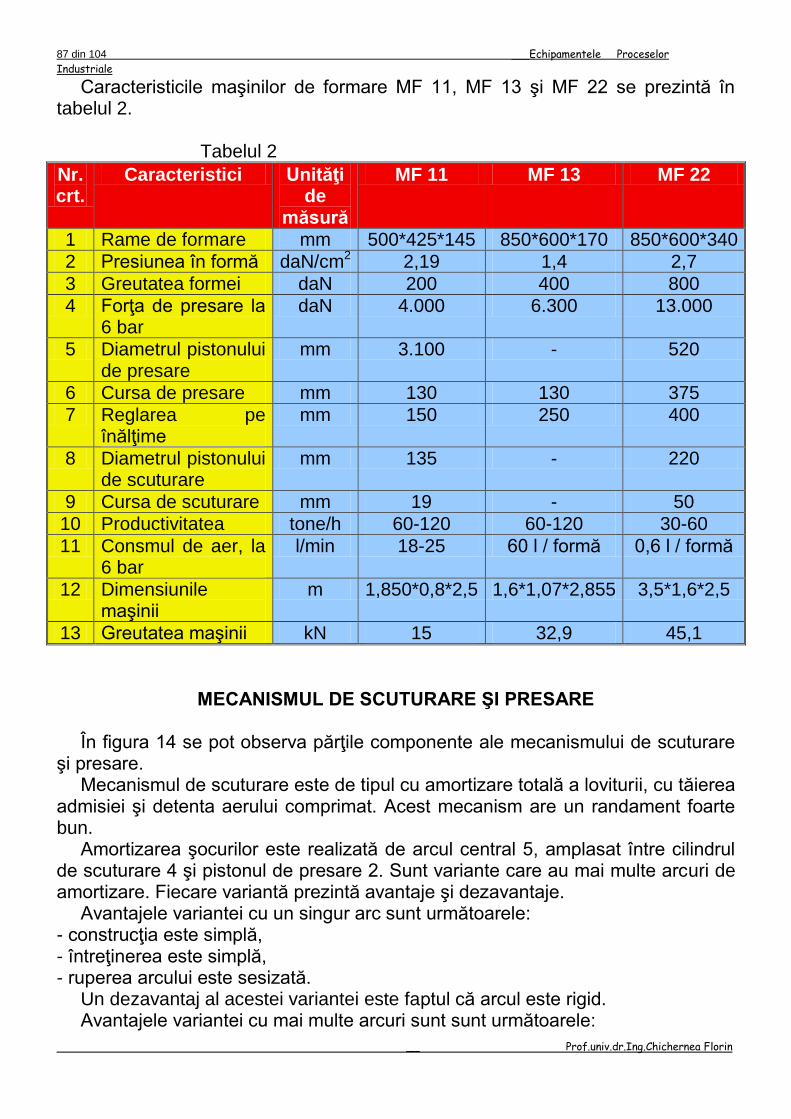
87 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Caracteristicile maşinilor de formare MF 11, MF 13 şi MF 22 se prezintă în tabelul 2.
Tabelul 2
Nr. crt.
Caracteristici Unităţi de
măsură
MF 11 MF 13 MF 22
1 Rame de formare mm 500*425*145 850*600*170 850*600*340
2 Presiunea în formă daN/cm2 2,19 1,4 2,7
3 Greutatea formei daN 200 400 800
4 Forţa de presare la 6 bar
daN 4.000 6.300 13.000
5 Diametrul pistonului de presare
mm 3.100 - 520
6 Cursa de presare mm 130 130 375
7 Reglarea pe înălţime
mm 150 250 400
8 Diametrul pistonului de scuturare
mm 135 - 220
9 Cursa de scuturare mm 19 - 50
10 Productivitatea tone/h 60-120 60-120 30-60
11 Consmul de aer, la 6 bar
l/min 18-25 60 l / formă 0,6 l / formă
12 Dimensiunile maşinii
m 1,850*0,8*2,5 1,6*1,07*2,855 3,5*1,6*2,5
13 Greutatea maşinii kN 15 32,9 45,1
MECANISMUL DE SCUTURARE ŞI PRESARE
În figura 14 se pot observa părţile componente ale mecanismului de scuturare şi presare.
Mecanismul de scuturare este de tipul cu amortizare totală a loviturii, cu tăierea admisiei şi detenta aerului comprimat. Acest mecanism are un randament foarte bun.
Amortizarea şocurilor este realizată de arcul central 5, amplasat între cilindrul de scuturare 4 şi pistonul de presare 2. Sunt variante care au mai multe arcuri de amortizare. Fiecare variantă prezintă avantaje şi dezavantaje.
Avantajele variantei cu un singur arc sunt următoarele: - construcţia este simplă, - întreţinerea este simplă, - ruperea arcului este sesizată.
Un dezavantaj al acestei variantei este faptul că arcul este rigid. Avantajele variantei cu mai multe arcuri sunt sunt următoarele:
88 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
- arcurile au rigiditate mai mică, - cursa de amortizare este mai mică,
Dezavantajele variantei cu mai multe arcuri sunt sunt următoarele: - întreţinerea este mai dificilă, - ruperea unui arc este mai greu sesizată şi astfel mecanismul funcţionează excentric, rezultând astfel uzuri neuniforme.
Maşina poate fi comandată manual pentru fiecare operaţie sau poate lucra în ciclu automat. Fazele de lucru ale maşinii sunt următoarele: 1 – alimentarea cu amestec de formare, 2 – rotirea traversei în poziţia de presare, 3 – scuturarea, 4 – presarea, 5 – retragerea traversei în poziţia iniţială, 6 – vibrarea formei în vederea demulării, 7 – demularea formei (ridicarea ştifturilor, coborârea mesei maşinii), 8 – coborârea ştifturilor.
Funcţionarea mecanismului de îndesare a amestecului de formare prin scuturare şi presare este următorul: aerul comprimat este introdus prin canalul 10, pe conductele traseului I ... I, în spaţiul 13, sub pistonul 6, pe care-l ridică. În acelaşi timp cilindrul 4 coboară, comprimând arcul 5. Ridicarea pistonului 6, cu masa 8 se face până când canalul 14 se ridică deasupra canalului 16 (în acest moment se taie admisia) şi canalul 15 este pus în legătură cu atmosfera şi aerul comprimat este evacuat. Are loc detenta aerului comprimat, care se materializează prin ridicarea suplimentară a pistonului 6. Apoi pistonul 6 coboară, iar cilindrul 4 este ridicat datorită destinderii arcului 5 şi şocul nu este preluat de batiul maşinii.
Aerul comprimat intră din nou pe traseul I...I şi faza de scuturare se reia. Pentru efectuarea operaţiei de îndesare a amestecului prin presare se opreşte
mai întâi alimentarea cu aer comprimat pentru scuturare şi se face admisia aerului comprimat prin orificiul 11, pentru presare.
După operaţia de presare se efectuează operaţia de demulare. În figurile 19 şi 20 se prezintă două variante de dispozitive de demulare,
utilizate în ansamblul maşinilor de formare MF 11 şi MF 13.
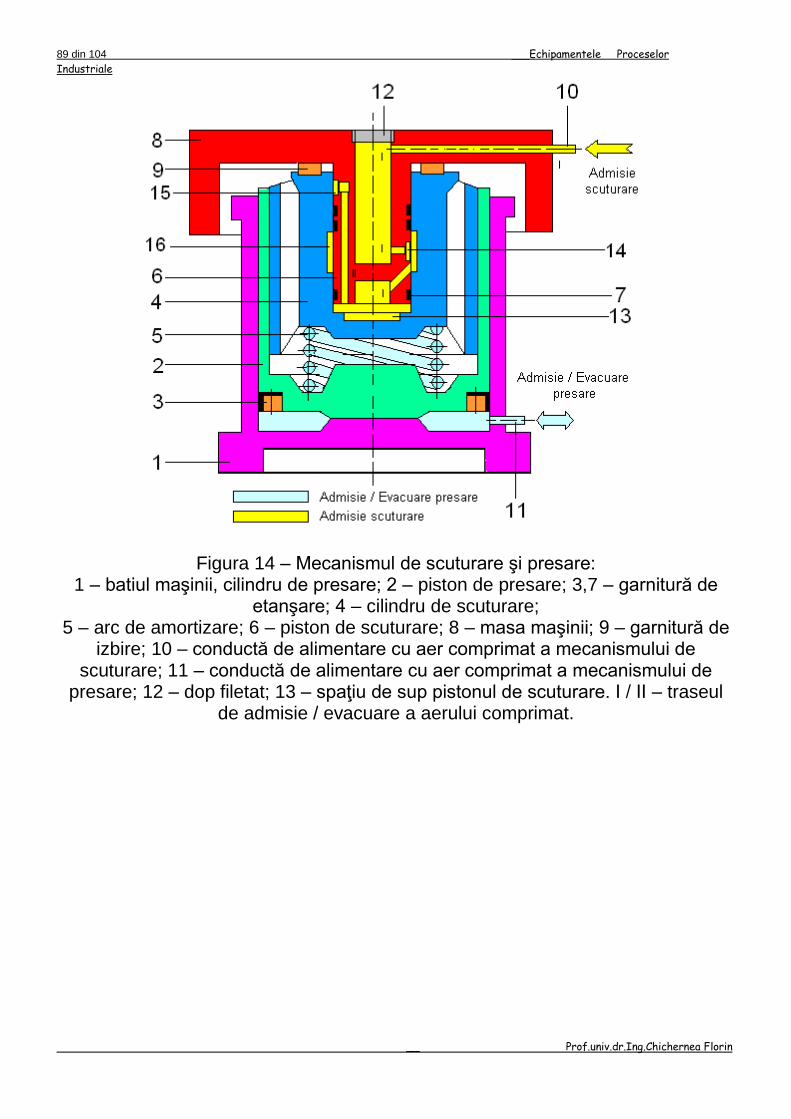
89 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 14 – Mecanismul de scuturare şi presare: 1 – batiul maşinii, cilindru de presare; 2 – piston de presare; 3,7 – garnitură de
etanşare; 4 – cilindru de scuturare; 5 – arc de amortizare; 6 – piston de scuturare; 8 – masa maşinii; 9 – garnitură de
izbire; 10 – conductă de alimentare cu aer comprimat a mecanismului de scuturare; 11 – conductă de alimentare cu aer comprimat a mecanismului de
presare; 12 – dop filetat; 13 – spaţiu de sup pistonul de scuturare. I / II – traseul de admisie / evacuare a aerului comprimat.
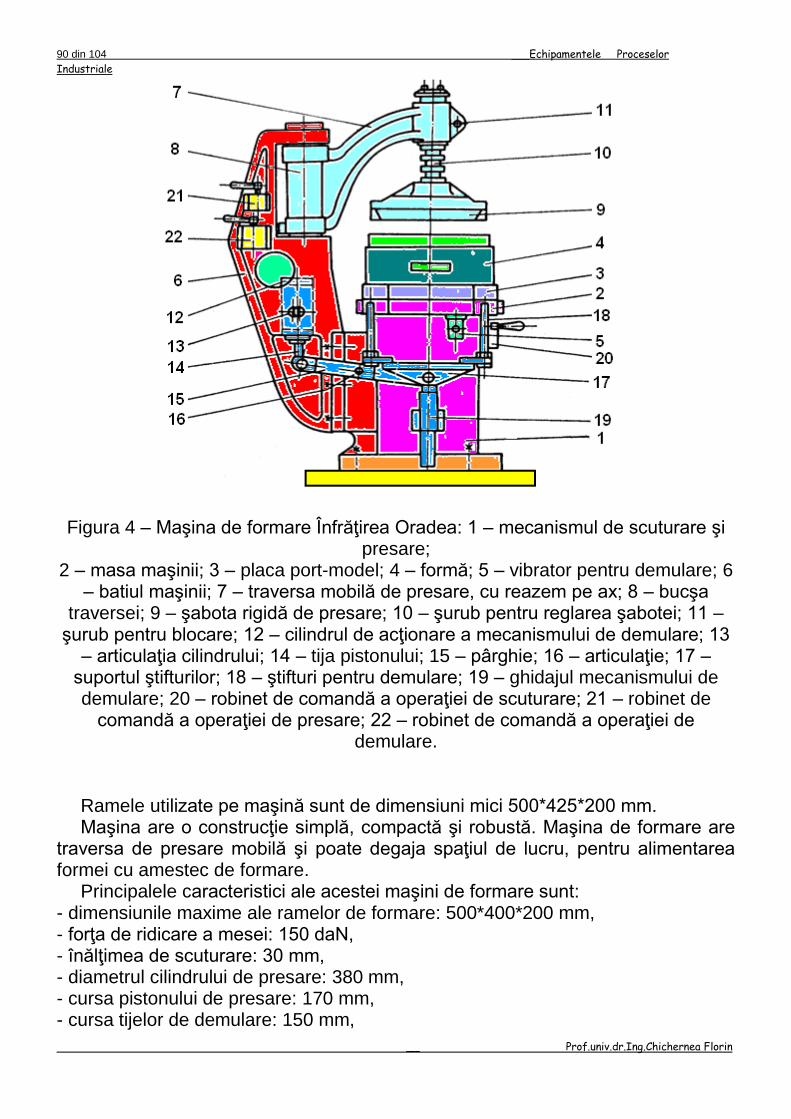
90 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 4 – Maşina de formare Înfrăţirea Oradea: 1 – mecanismul de scuturare şi presare;
2 – masa maşinii; 3 – placa port-model; 4 – formă; 5 – vibrator pentru demulare; 6 – batiul maşinii; 7 – traversa mobilă de presare, cu reazem pe ax; 8 – bucşa
traversei; 9 – şabota rigidă de presare; 10 – şurub pentru reglarea şabotei; 11 – şurub pentru blocare; 12 – cilindrul de acţionare a mecanismului de demulare; 13
– articulaţia cilindrului; 14 – tija pistonului; 15 – pârghie; 16 – articulaţie; 17 – suportul ştifturilor; 18 – ştifturi pentru demulare; 19 – ghidajul mecanismului de demulare; 20 – robinet de comandă a operaţiei de scuturare; 21 – robinet de
comandă a operaţiei de presare; 22 – robinet de comandă a operaţiei de demulare.
Ramele utilizate pe maşină sunt de dimensiuni mici 500*425*200 mm. Maşina are o construcţie simplă, compactă şi robustă. Maşina de formare are
traversa de presare mobilă şi poate degaja spaţiul de lucru, pentru alimentarea formei cu amestec de formare.
Principalele caracteristici ale acestei maşini de formare sunt: - dimensiunile maxime ale ramelor de formare: 500*400*200 mm, - forţa de ridicare a mesei: 150 daN, - înălţimea de scuturare: 30 mm, - diametrul cilindrului de presare: 380 mm, - cursa pistonului de presare: 170 mm, - cursa tijelor de demulare: 150 mm,
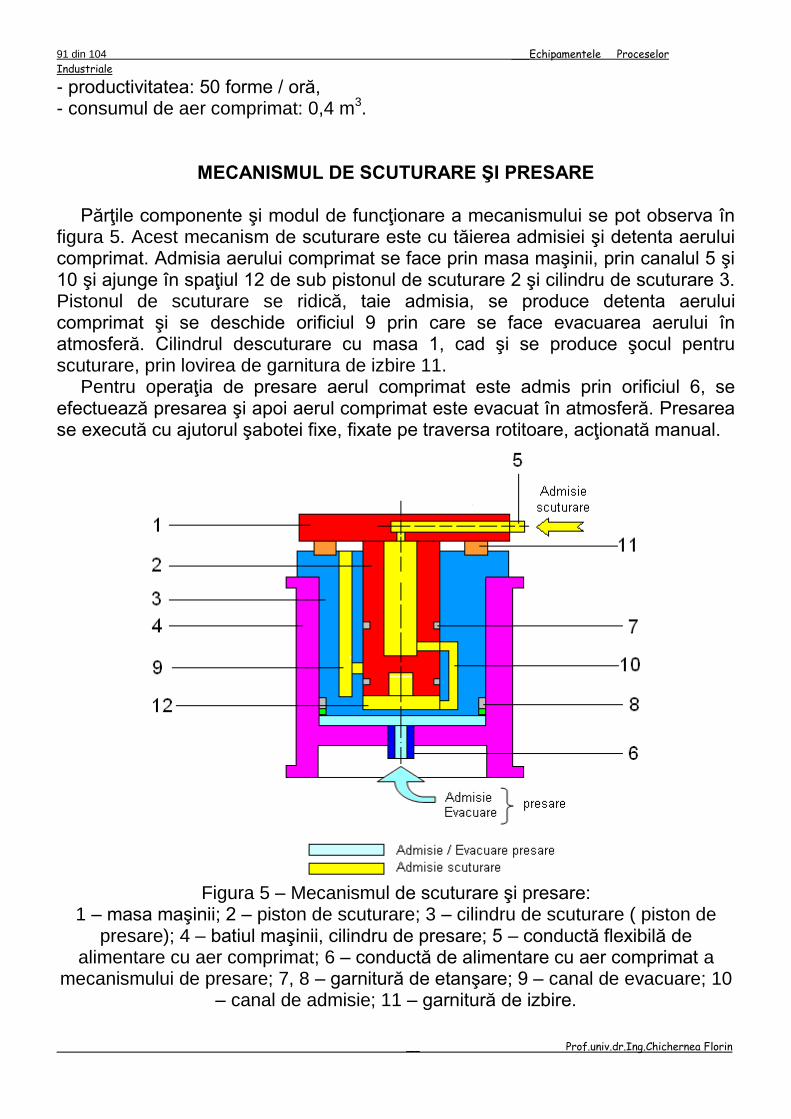
91 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
- productivitatea: 50 forme / oră, - consumul de aer comprimat: 0,4 m3.
MECANISMUL DE SCUTURARE ŞI PRESARE
Părţile componente şi modul de funcţionare a mecanismului se pot observa în figura 5. Acest mecanism de scuturare este cu tăierea admisiei şi detenta aerului comprimat. Admisia aerului comprimat se face prin masa maşinii, prin canalul 5 şi 10 şi ajunge în spaţiul 12 de sub pistonul de scuturare 2 şi cilindru de scuturare 3. Pistonul de scuturare se ridică, taie admisia, se produce detenta aerului comprimat şi se deschide orificiul 9 prin care se face evacuarea aerului în atmosferă. Cilindrul descuturare cu masa 1, cad şi se produce şocul pentru scuturare, prin lovirea de garnitura de izbire 11.
Pentru operaţia de presare aerul comprimat este admis prin orificiul 6, se efectuează presarea şi apoi aerul comprimat este evacuat în atmosferă. Presarea se execută cu ajutorul şabotei fixe, fixate pe traversa rotitoare, acţionată manual.
Figura 5 – Mecanismul de scuturare şi presare:
1 – masa maşinii; 2 – piston de scuturare; 3 – cilindru de scuturare ( piston de presare); 4 – batiul maşinii, cilindru de presare; 5 – conductă flexibilă de
alimentare cu aer comprimat; 6 – conductă de alimentare cu aer comprimat a mecanismului de presare; 7, 8 – garnitură de etanşare; 9 – canal de evacuare; 10
– canal de admisie; 11 – garnitură de izbire.
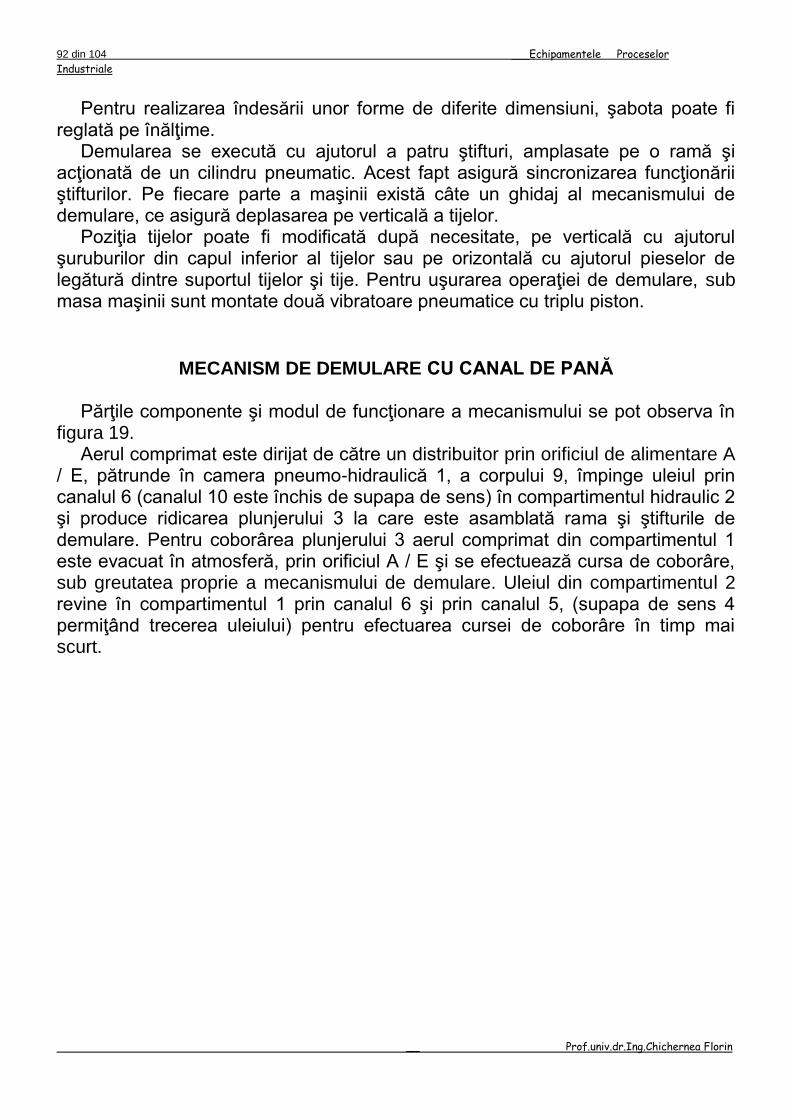
92 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Pentru realizarea îndesării unor forme de diferite dimensiuni, şabota poate fi
reglată pe înălţime. Demularea se execută cu ajutorul a patru ştifturi, amplasate pe o ramă şi
acţionată de un cilindru pneumatic. Acest fapt asigură sincronizarea funcţionării ştifturilor. Pe fiecare parte a maşinii există câte un ghidaj al mecanismului de demulare, ce asigură deplasarea pe verticală a tijelor.
Poziţia tijelor poate fi modificată după necesitate, pe verticală cu ajutorul şuruburilor din capul inferior al tijelor sau pe orizontală cu ajutorul pieselor de legătură dintre suportul tijelor şi tije. Pentru uşurarea operaţiei de demulare, sub masa maşinii sunt montate două vibratoare pneumatice cu triplu piston.
MECANISM DE DEMULARE CU CANAL DE PANĂ Părţile componente şi modul de funcţionare a mecanismului se pot observa în
figura 19. Aerul comprimat este dirijat de către un distribuitor prin orificiul de alimentare A
/ E, pătrunde în camera pneumo-hidraulică 1, a corpului 9, împinge uleiul prin canalul 6 (canalul 10 este închis de supapa de sens) în compartimentul hidraulic 2 şi produce ridicarea plunjerului 3 la care este asamblată rama şi ştifturile de demulare. Pentru coborârea plunjerului 3 aerul comprimat din compartimentul 1 este evacuat în atmosferă, prin orificiul A / E şi se efectuează cursa de coborâre, sub greutatea proprie a mecanismului de demulare. Uleiul din compartimentul 2 revine în compartimentul 1 prin canalul 6 şi prin canalul 5, (supapa de sens 4 permiţând trecerea uleiului) pentru efectuarea cursei de coborâre în timp mai scurt.
93 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 19 – Mecanismul de demulare cu canal de pană: 1 – camera pneumo-hidraulică; 2 – compartimentul hidraulic; 3 – plunjer;
4 – supapă de sens; 5 – canal central de legătură; 6 – canal de pană de legătură; 7, 8 – garnitură de etanşare; 9 – corpul mecanismului;
10 – canal de legătură.
MECANISM DE DEMULARE CU CANALE MULTIPLE
Părţile componente şi modul de funcţionare a mecanismului se pot observa în figurile 20.
În această variantă constructivă, compartimentul pneumo-hidraulic are o suprafaţă mai mare. Construcţia acestei variante coincide în mare parte cu varianta din figura 19, diferă doar canalul lateral de alimentare 11 şi canalele de distribuţie 12, care asigură o viteză variabilă de lucru şi apropierea ştifturilor de demulare de formă foarte uşor, fără şocuri. Apoi prin intrarea în funcţiune şi a celorlalte canale 12 viteza de ridicare creşte.
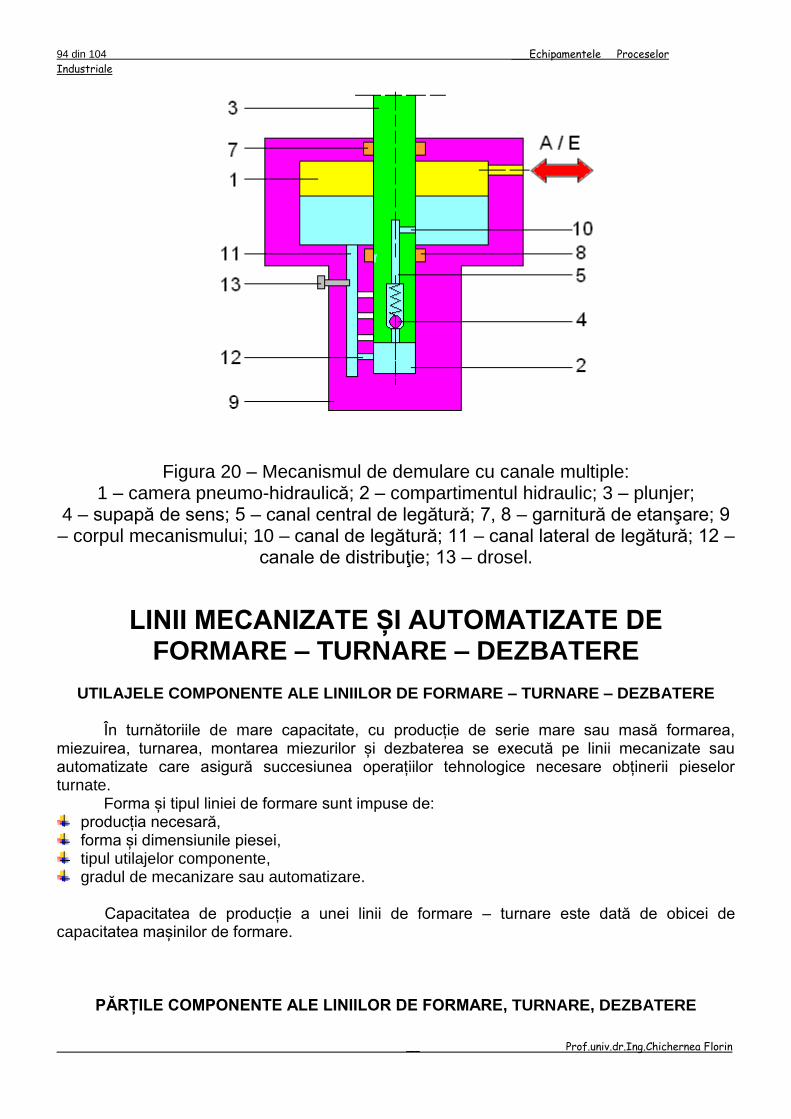
94 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 20 – Mecanismul de demulare cu canale multiple: 1 – camera pneumo-hidraulică; 2 – compartimentul hidraulic; 3 – plunjer;
4 – supapă de sens; 5 – canal central de legătură; 7, 8 – garnitură de etanşare; 9 – corpul mecanismului; 10 – canal de legătură; 11 – canal lateral de legătură; 12 –
canale de distribuţie; 13 – drosel.
LINII MECANIZATE ȘI AUTOMATIZATE DE FORMARE – TURNARE – DEZBATERE
UTILAJELE COMPONENTE ALE LINIILOR DE FORMARE – TURNARE – DEZBATERE
În turnătoriile de mare capacitate, cu producție de serie mare sau masă formarea, miezuirea, turnarea, montarea miezurilor și dezbaterea se execută pe linii mecanizate sau automatizate care asigură succesiunea operațiilor tehnologice necesare obținerii pieselor turnate. Forma și tipul liniei de formare sunt impuse de:
producția necesară, forma și dimensiunile piesei, tipul utilajelor componente, gradul de mecanizare sau automatizare.
Capacitatea de producție a unei linii de formare – turnare este dată de obicei de capacitatea mașinilor de formare.
PĂRȚILE COMPONENTE ALE LINIILOR DE FORMARE, TURNARE, DEZBATERE
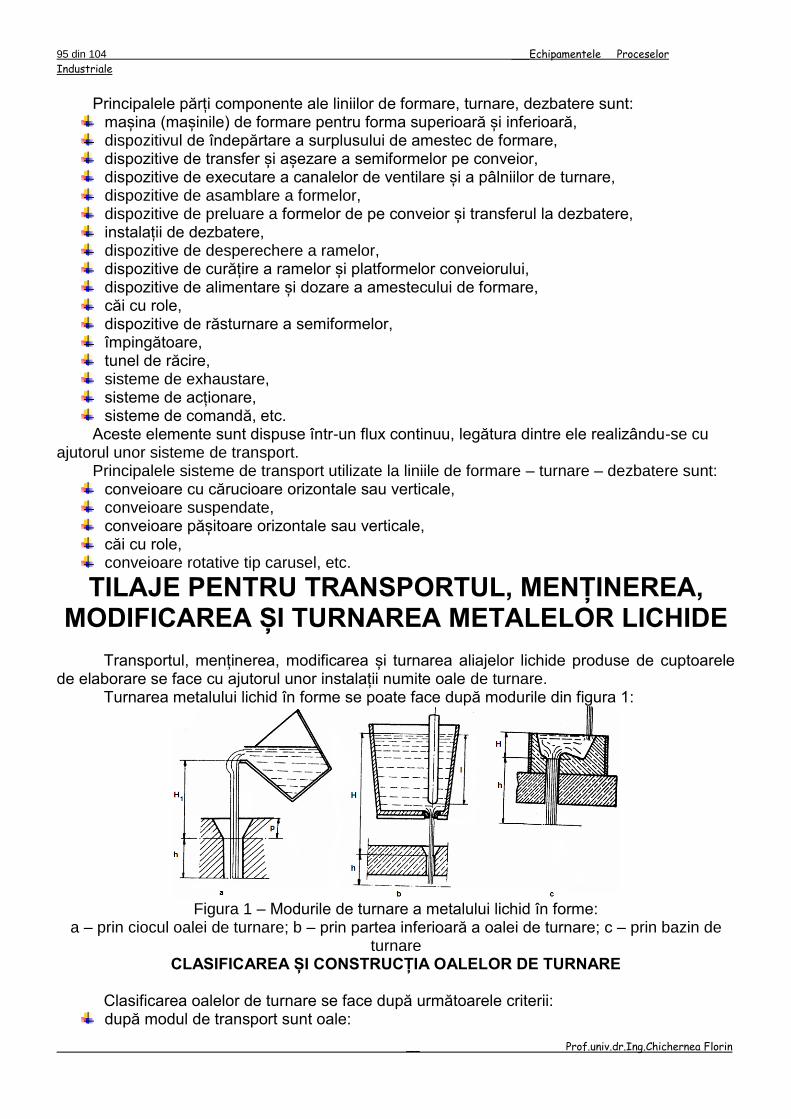
95 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Principalele părți componente ale liniilor de formare, turnare, dezbatere sunt: mașina (mașinile) de formare pentru forma superioară și inferioară, dispozitivul de îndepărtare a surplusului de amestec de formare, dispozitive de transfer și așezare a semiformelor pe conveior, dispozitive de executare a canalelor de ventilare și a pâlniilor de turnare, dispozitive de asamblare a formelor, dispozitive de preluare a formelor de pe conveior și transferul la dezbatere, instalații de dezbatere, dispozitive de desperechere a ramelor, dispozitive de curățire a ramelor și platformelor conveiorului, dispozitive de alimentare și dozare a amestecului de formare, căi cu role, dispozitive de răsturnare a semiformelor, împingătoare, tunel de răcire, sisteme de exhaustare, sisteme de acționare, sisteme de comandă, etc. Aceste elemente sunt dispuse într-un flux continuu, legătura dintre ele realizându-se cu
ajutorul unor sisteme de transport. Principalele sisteme de transport utilizate la liniile de formare – turnare – dezbatere sunt: conveioare cu cărucioare orizontale sau verticale, conveioare suspendate, conveioare pășitoare orizontale sau verticale, căi cu role, conveioare rotative tip carusel, etc.
TILAJE PENTRU TRANSPORTUL, MENȚINEREA, MODIFICAREA ȘI TURNAREA METALELOR LICHIDE
Transportul, menținerea, modificarea și turnarea aliajelor lichide produse de cuptoarele
de elaborare se face cu ajutorul unor instalații numite oale de turnare. Turnarea metalului lichid în forme se poate face după modurile din figura 1:
Figura 1 – Modurile de turnare a metalului lichid în forme:
a – prin ciocul oalei de turnare; b – prin partea inferioară a oalei de turnare; c – prin bazin de turnare
CLASIFICAREA ȘI CONSTRUCȚIA OALELOR DE TURNARE Clasificarea oalelor de turnare se face după următoarele criterii:
după modul de transport sunt oale:
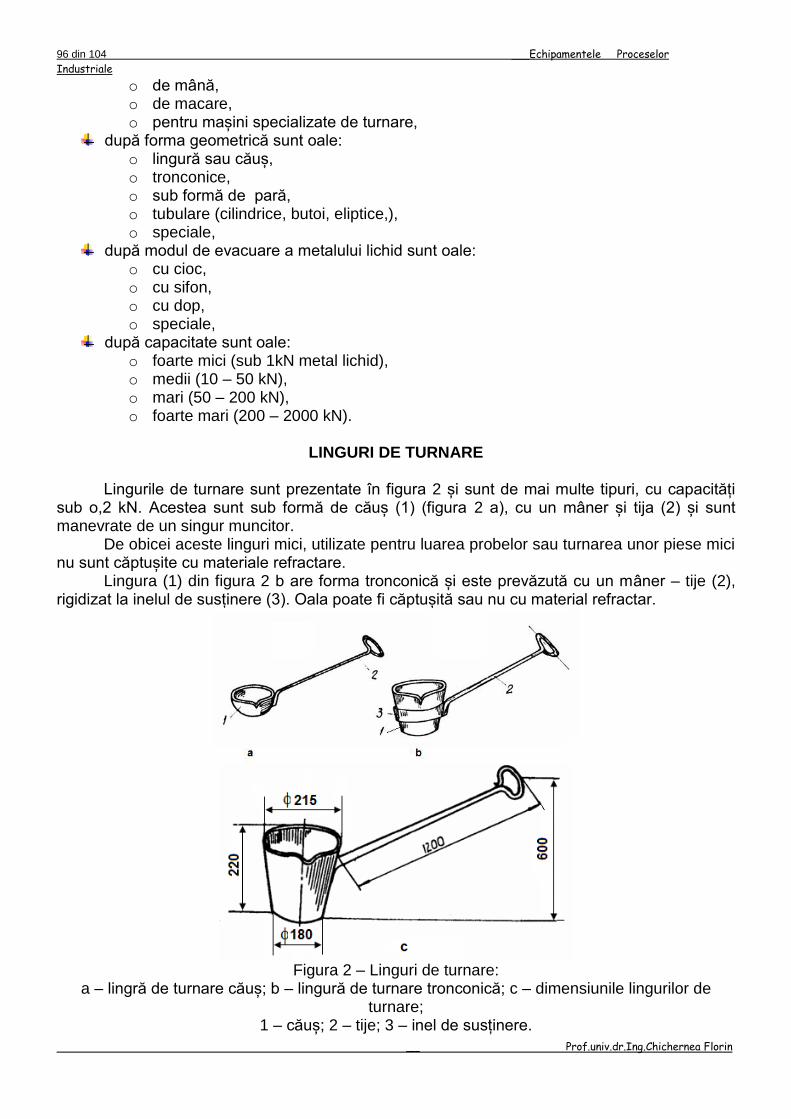
96 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
o de mână, o de macare, o pentru mașini specializate de turnare,
după forma geometrică sunt oale: o lingură sau căuș, o tronconice, o sub formă de pară, o tubulare (cilindrice, butoi, eliptice,), o speciale,
după modul de evacuare a metalului lichid sunt oale: o cu cioc, o cu sifon, o cu dop, o speciale,
după capacitate sunt oale: o foarte mici (sub 1kN metal lichid), o medii (10 – 50 kN), o mari (50 – 200 kN), o foarte mari (200 – 2000 kN).
LINGURI DE TURNARE
Lingurile de turnare sunt prezentate în figura 2 și sunt de mai multe tipuri, cu capacități sub o,2 kN. Acestea sunt sub formă de căuș (1) (figura 2 a), cu un mâner și tija (2) și sunt manevrate de un singur muncitor. De obicei aceste linguri mici, utilizate pentru luarea probelor sau turnarea unor piese mici nu sunt căptușite cu materiale refractare. Lingura (1) din figura 2 b are forma tronconică și este prevăzută cu un mâner – tije (2), rigidizat la inelul de susținere (3). Oala poate fi căptușită sau nu cu material refractar.
Figura 2 – Linguri de turnare:
a – lingră de turnare căuș; b – lingură de turnare tronconică; c – dimensiunile lingurilor de turnare;
1 – căuș; 2 – tije; 3 – inel de susținere.
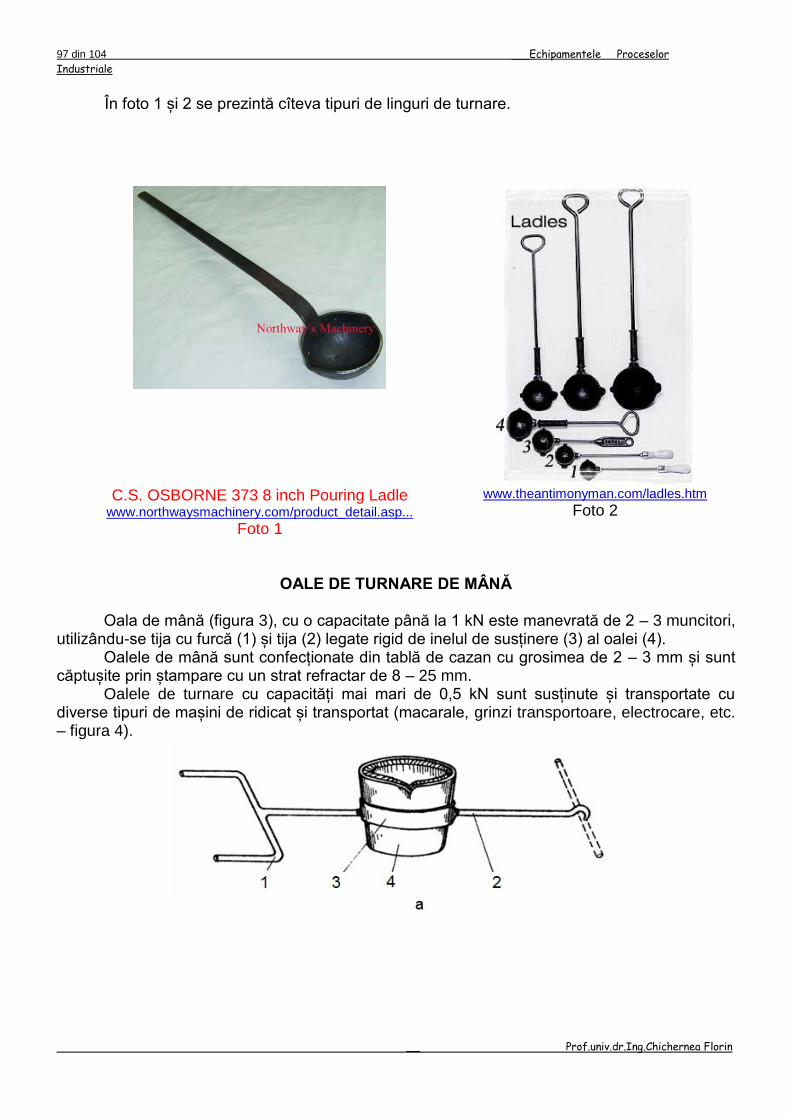
97 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
În foto 1 și 2 se prezintă cîteva tipuri de linguri de turnare.
C.S. OSBORNE 373 8 inch Pouring Ladle
www.northwaysmachinery.com/product_detail.asp... Foto 1
www.theantimonyman.com/ladles.htm Foto 2
OALE DE TURNARE DE MÂNĂ Oala de mână (figura 3), cu o capacitate până la 1 kN este manevrată de 2 – 3 muncitori, utilizându-se tija cu furcă (1) și tija (2) legate rigid de inelul de susținere (3) al oalei (4). Oalele de mână sunt confecționate din tablă de cazan cu grosimea de 2 – 3 mm și sunt căptușite prin ștampare cu un strat refractar de 8 – 25 mm. Oalele de turnare cu capacități mai mari de 0,5 kN sunt susținute și transportate cu diverse tipuri de mașini de ridicat și transportat (macarale, grinzi transportoare, electrocare, etc. – figura 4).
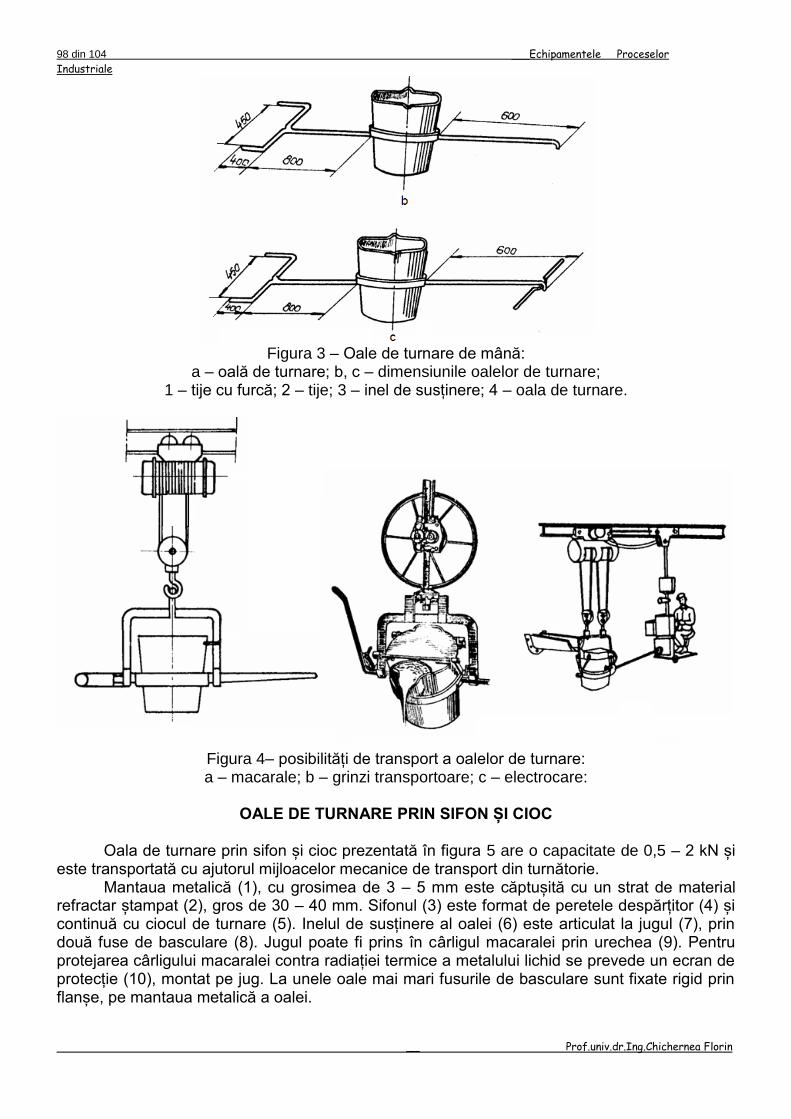
98 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Figura 3 – Oale de turnare de mână:
a – oală de turnare; b, c – dimensiunile oalelor de turnare; 1 – tije cu furcă; 2 – tije; 3 – inel de susținere; 4 – oala de turnare.
Figura 4– posibilități de transport a oalelor de turnare: a – macarale; b – grinzi transportoare; c – electrocare:
OALE DE TURNARE PRIN SIFON ȘI CIOC
Oala de turnare prin sifon și cioc prezentată în figura 5 are o capacitate de 0,5 – 2 kN și este transportată cu ajutorul mijloacelor mecanice de transport din turnătorie. Mantaua metalică (1), cu grosimea de 3 – 5 mm este căptușită cu un strat de material refractar ștampat (2), gros de 30 – 40 mm. Sifonul (3) este format de peretele despărțitor (4) și continuă cu ciocul de turnare (5). Inelul de susținere al oalei (6) este articulat la jugul (7), prin două fuse de basculare (8). Jugul poate fi prins în cârligul macaralei prin urechea (9). Pentru protejarea cârligului macaralei contra radiației termice a metalului lichid se prevede un ecran de protecție (10), montat pe jug. La unele oale mai mari fusurile de basculare sunt fixate rigid prin flanșe, pe mantaua metalică a oalei.
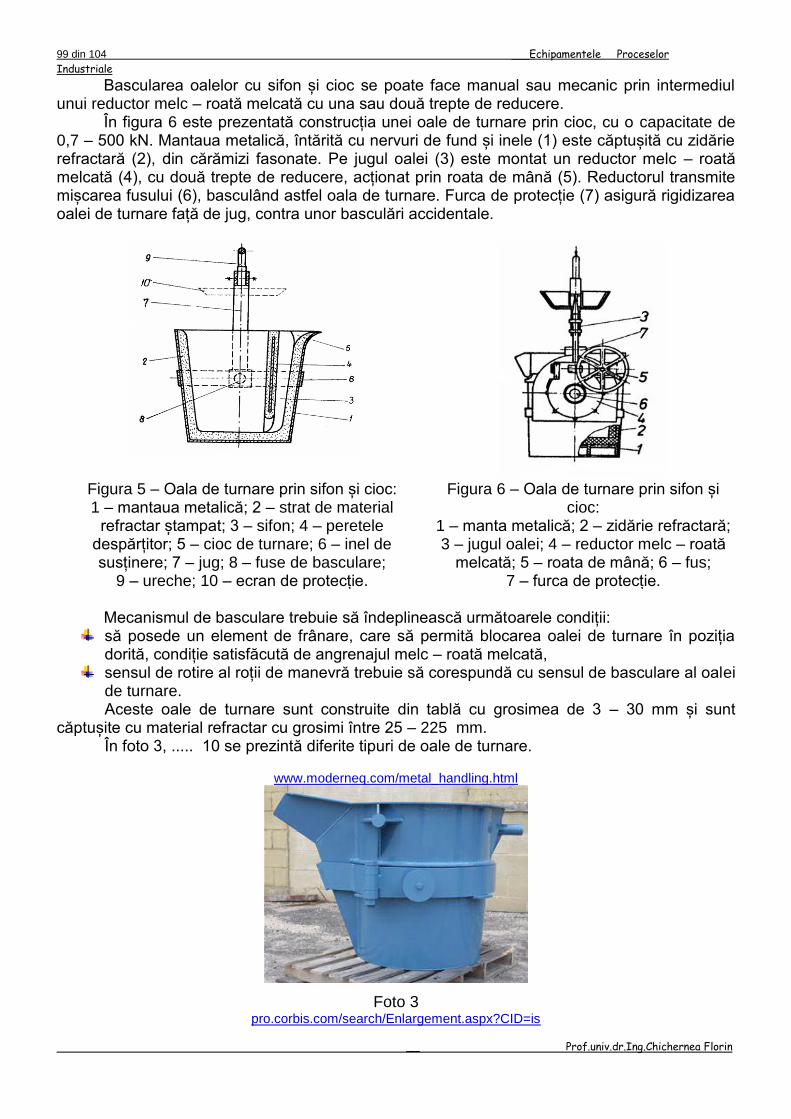
99 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Bascularea oalelor cu sifon și cioc se poate face manual sau mecanic prin intermediul unui reductor melc – roată melcată cu una sau două trepte de reducere.
În figura 6 este prezentată construcția unei oale de turnare prin cioc, cu o capacitate de 0,7 – 500 kN. Mantaua metalică, întărită cu nervuri de fund și inele (1) este căptușită cu zidărie refractară (2), din cărămizi fasonate. Pe jugul oalei (3) este montat un reductor melc – roată melcată (4), cu două trepte de reducere, acționat prin roata de mână (5). Reductorul transmite mișcarea fusului (6), basculând astfel oala de turnare. Furca de protecție (7) asigură rigidizarea oalei de turnare față de jug, contra unor basculări accidentale.
Figura 5 – Oala de turnare prin sifon și cioc: 1 – mantaua metalică; 2 – strat de material
refractar ștampat; 3 – sifon; 4 – peretele despărțitor; 5 – cioc de turnare; 6 – inel de susținere; 7 – jug; 8 – fuse de basculare;
9 – ureche; 10 – ecran de protecție.
Figura 6 – Oala de turnare prin sifon și cioc:
1 – manta metalică; 2 – zidărie refractară; 3 – jugul oalei; 4 – reductor melc – roată
melcată; 5 – roata de mână; 6 – fus; 7 – furca de protecție.
Mecanismul de basculare trebuie să îndeplinească următoarele condiții:
să posede un element de frânare, care să permită blocarea oalei de turnare în poziția dorită, condiție satisfăcută de angrenajul melc – roată melcată,
sensul de rotire al roții de manevră trebuie să corespundă cu sensul de basculare al oalei de turnare. Aceste oale de turnare sunt construite din tablă cu grosimea de 3 – 30 mm și sunt
căptușite cu material refractar cu grosimi între 25 – 225 mm. În foto 3, ..... 10 se prezintă diferite tipuri de oale de turnare.
www.moderneq.com/metal_handling.html
Foto 3 pro.corbis.com/search/Enlargement.aspx?CID=is
100 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Foto 4 www.energymanagertraining.com/.../BOS_steel.htm
Foto 5
www.konecranes.com/.../?id=796

101 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Foto 6
chongtianlu.com/en/jpgc02.aspx 20T manual and electric ladle designed and manufactured for Wuhan Heavy Machine Tools Group Co., Ltd
Foto 7
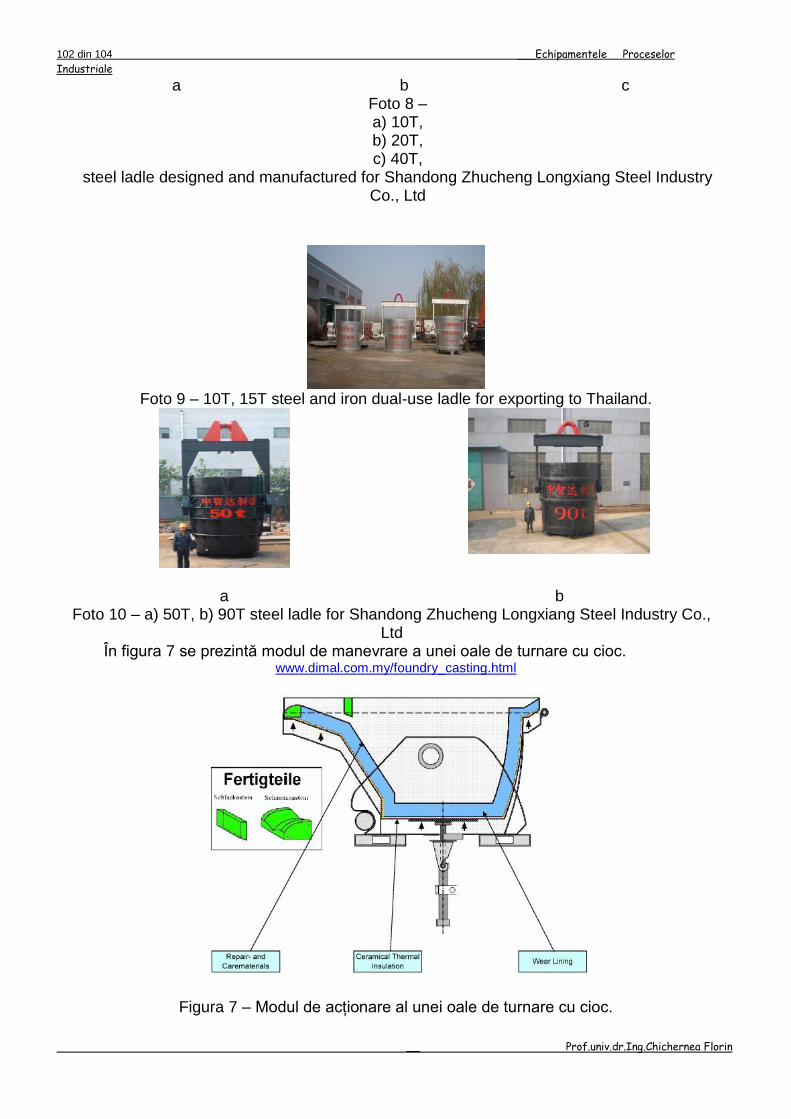
102 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
a b c Foto 8 – a) 10T, b) 20T, c) 40T,
steel ladle designed and manufactured for Shandong Zhucheng Longxiang Steel Industry Co., Ltd
Foto 9 – 10T, 15T steel and iron dual-use ladle for exporting to Thailand.
a b Foto 10 – a) 50T, b) 90T steel ladle for Shandong Zhucheng Longxiang Steel Industry Co.,
Ltd În figura 7 se prezintă modul de manevrare a unei oale de turnare cu cioc.
www.dimal.com.my/foundry_casting.html
Figura 7 – Modul de acționare al unei oale de turnare cu cioc.
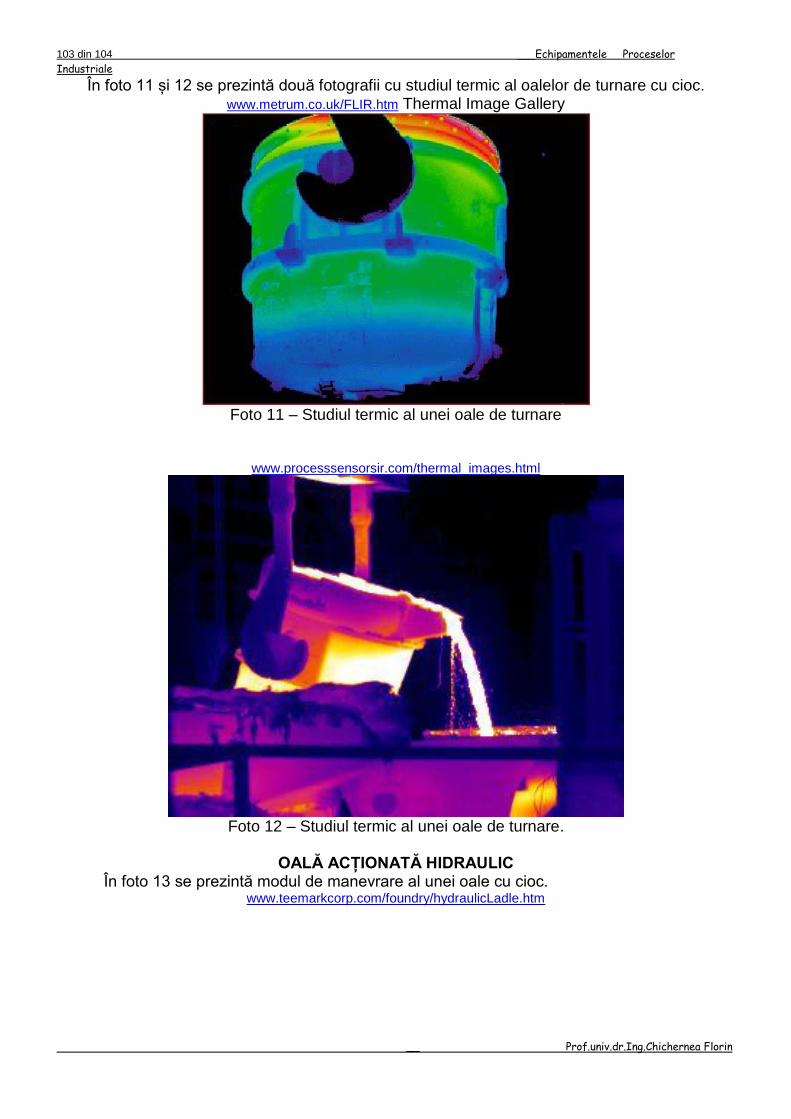
103 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
În foto 11 și 12 se prezintă două fotografii cu studiul termic al oalelor de turnare cu cioc. www.metrum.co.uk/FLIR.htm Thermal Image Gallery
Foto 11 – Studiul termic al unei oale de turnare
www.processsensorsir.com/thermal_images.html
Foto 12 – Studiul termic al unei oale de turnare.
OALĂ ACȚIONATĂ HIDRAULIC
În foto 13 se prezintă modul de manevrare al unei oale cu cioc. www.teemarkcorp.com/foundry/hydraulicLadle.htm
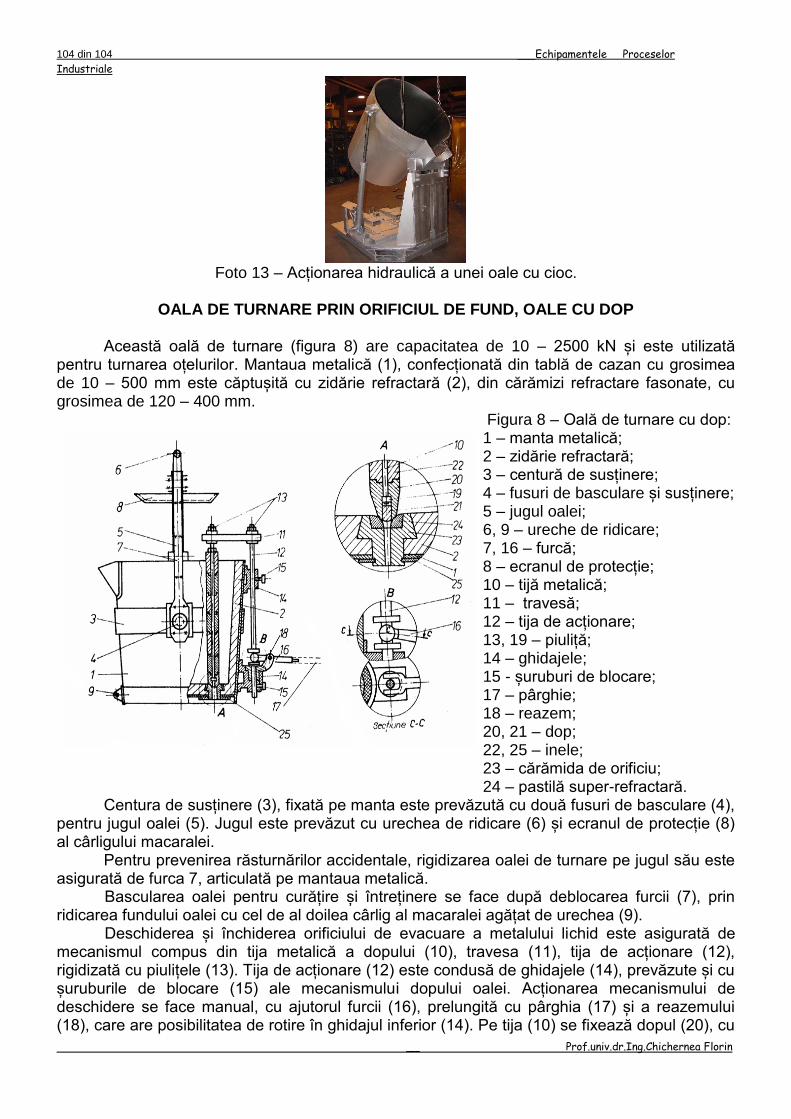
104 din 104 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Foto 13 – Acționarea hidraulică a unei oale cu cioc.
OALA DE TURNARE PRIN ORIFICIUL DE FUND, OALE CU DOP
Această oală de turnare (figura 8) are capacitatea de 10 – 2500 kN și este utilizată pentru turnarea oțelurilor. Mantaua metalică (1), confecționată din tablă de cazan cu grosimea de 10 – 500 mm este căptușită cu zidărie refractară (2), din cărămizi refractare fasonate, cu grosimea de 120 – 400 mm.
Figura 8 – Oală de turnare cu dop: 1 – manta metalică; 2 – zidărie refractară; 3 – centură de susținere; 4 – fusuri de basculare și susținere; 5 – jugul oalei; 6, 9 – ureche de ridicare; 7, 16 – furcă; 8 – ecranul de protecție; 10 – tijă metalică; 11 – travesă; 12 – tija de acționare; 13, 19 – piuliță; 14 – ghidajele; 15 - șuruburi de blocare; 17 – pârghie; 18 – reazem; 20, 21 – dop; 22, 25 – inele; 23 – cărămida de orificiu; 24 – pastilă super-refractară.
Centura de susținere (3), fixată pe manta este prevăzută cu două fusuri de basculare (4), pentru jugul oalei (5). Jugul este prevăzut cu urechea de ridicare (6) și ecranul de protecție (8) al cârligului macaralei.
Pentru prevenirea răsturnărilor accidentale, rigidizarea oalei de turnare pe jugul său este asigurată de furca 7, articulată pe mantaua metalică.
Bascularea oalei pentru curățire și întreținere se face după deblocarea furcii (7), prin ridicarea fundului oalei cu cel de al doilea cârlig al macaralei agățat de urechea (9).
Deschiderea și închiderea orificiului de evacuare a metalului lichid este asigurată de mecanismul compus din tija metalică a dopului (10), travesa (11), tija de acționare (12), rigidizată cu piulițele (13). Tija de acționare (12) este condusă de ghidajele (14), prevăzute și cu șuruburile de blocare (15) ale mecanismului dopului oalei. Acționarea mecanismului de deschidere se face manual, cu ajutorul furcii (16), prelungită cu pârghia (17) și a reazemului (18), care are posibilitatea de rotire în ghidajul inferior (14). Pe tija (10) se fixează dopul (20), cu
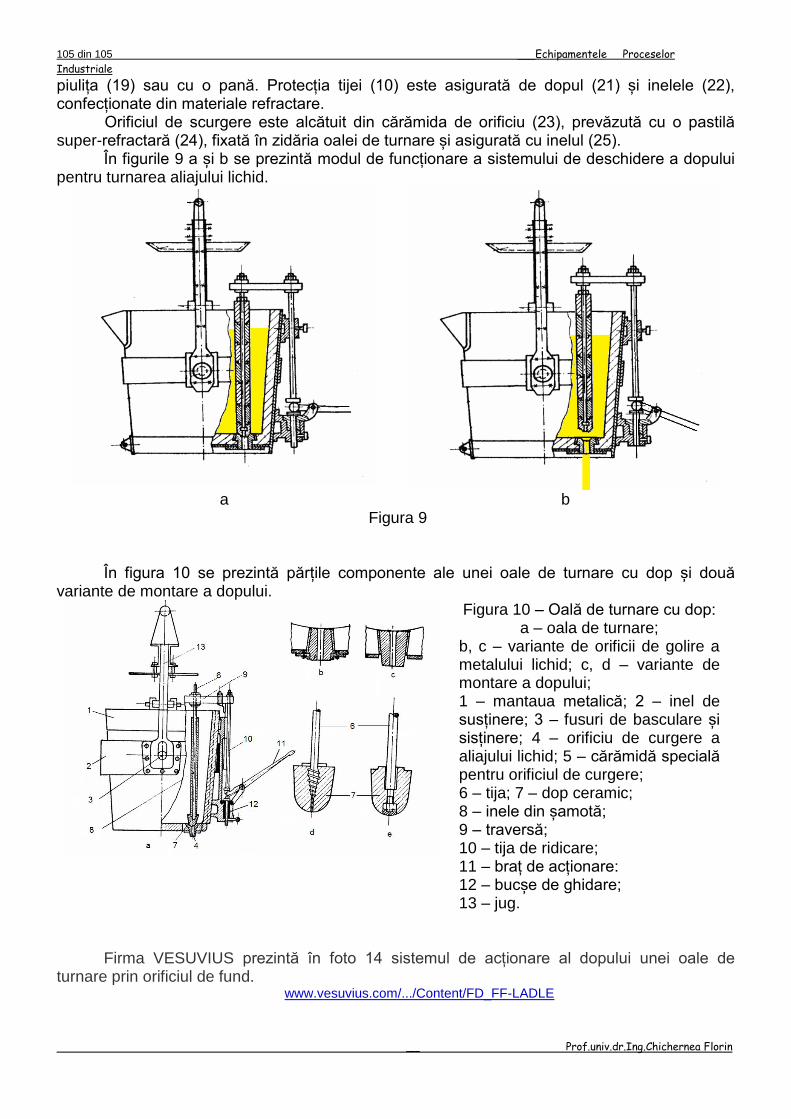
105 din 105 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
piulița (19) sau cu o pană. Protecția tijei (10) este asigurată de dopul (21) și inelele (22), confecționate din materiale refractare.
Orificiul de scurgere este alcătuit din cărămida de orificiu (23), prevăzută cu o pastilă super-refractară (24), fixată în zidăria oalei de turnare și asigurată cu inelul (25).
În figurile 9 a și b se prezintă modul de funcționare a sistemului de deschidere a dopului pentru turnarea aliajului lichid.
a b
Figura 9
În figura 10 se prezintă părțile componente ale unei oale de turnare cu dop și două variante de montare a dopului.
Figura 10 – Oală de turnare cu dop: a – oala de turnare;
b, c – variante de orificii de golire a metalului lichid; c, d – variante de montare a dopului; 1 – mantaua metalică; 2 – inel de susținere; 3 – fusuri de basculare și sisținere; 4 – orificiu de curgere a aliajului lichid; 5 – cărămidă specială pentru orificiul de curgere; 6 – tija; 7 – dop ceramic; 8 – inele din șamotă; 9 – traversă; 10 – tija de ridicare; 11 – braț de acționare: 12 – bucșe de ghidare; 13 – jug.
Firma VESUVIUS prezintă în foto 14 sistemul de acționare al dopului unei oale de turnare prin orificiul de fund.
www.vesuvius.com/.../Content/FD_FF-LADLE
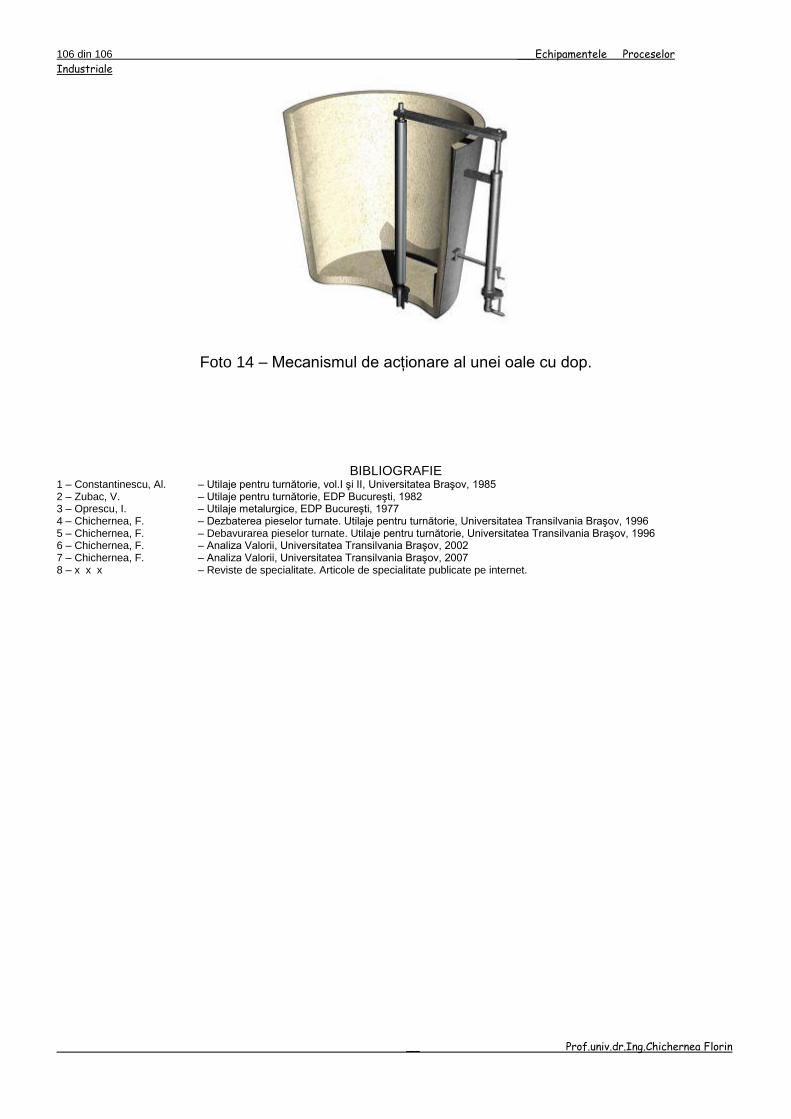
106 din 106 ___Echipamentele Proceselor
Industriale
__ Prof.univ.dr.Ing.Chichernea Florin
Foto 14 – Mecanismul de acționare al unei oale cu dop.
BIBLIOGRAFIE 1 – Constantinescu, Al. – Utilaje pentru turnătorie, vol.I şi II, Universitatea Braşov, 1985 2 – Zubac, V. – Utilaje pentru turnătorie, EDP Bucureşti, 1982 3 – Oprescu, I. – Utilaje metalurgice, EDP Bucureşti, 1977 4 – Chichernea, F. – Dezbaterea pieselor turnate. Utilaje pentru turnătorie, Universitatea Transilvania Braşov, 1996 5 – Chichernea, F. – Debavurarea pieselor turnate. Utilaje pentru turnătorie, Universitatea Transilvania Braşov, 1996 6 – Chichernea, F. – Analiza Valorii, Universitatea Transilvania Braşov, 2002 7 – Chichernea, F. – Analiza Valorii, Universitatea Transilvania Braşov, 2007 8 – x x x – Reviste de specialitate. Articole de specialitate publicate pe internet.